


Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
RCU 5000i
Bruksanvisning
SV
42,0426,0021,SV 005-12102021


Innehållsförteckning
Säkerhetsföreskrifter 9
Förklaring säkerhetsanvisningar 9
Allmänt 9
Avsedd användning 9
Omgivningsvillkor 10
Ägarens skyldigheter 10
Personalens skyldigheter 10
EMC-klassificering av apparater 10
Åtgärder för elektromagnetisk kompatibilitet 11
EMF-åtgärder 11
Säkerhetsåtgärder på uppställningsplatsen och vid transport 11
Idrifttagande, underhåll och reparation 12
Säkerhetsmärkning 12
Datasäkerhet 12
Upphovsrätt 12
Allmänt 13
Utförande 13
Användningsområden 13
Fördelar 13
Standardutrustning 13
Tillval 13
Tekniska data 14
Information om radioavkänning 14
Ej beskrivna funktioner 14
Manöverelement och anslutningar 15
Manöverpanel 15
Information om OK-knappen 16
Övriga manöverorgan, anslutningar, mekaniska komponenter 17
Manöverprincip 19
Orientering mot arbetsuppgifter 19
Central meny 19
”Menyslinga” 19
Överföring av värden 20
Beskrivning av bildskärmarna 21
Allmänt 21
Bildskärmen "Meny" 21
Bildskärmen "Data" 21
Bildskärmen "Guide" 22
Bildskärmen "Dialog" 23
Bildskärmen "Meddelande" 23
Bildskärmen "Fel" 24
Idrifttagande 26
Före driftstarten 26
Systemkrav 26
Ansluta RCU 5000i 26
Startsekvens - ställa in språket 27
Fel "073 (no Host)" - ingen snalutning till strömkällan [ingen värd]. 28
Spärra och öppna RCU 5000i med nyckelkortet 29
Förutsättning 29
Användaradministration, profiler, nycklar 29
Spärra RCU 5000i 29
Öppna RCU 5000i 30
”Öppnande” av RCU 5000i med funktionen Unlock 31
MIG/MAG Synergisvetsning 32
Allmänt 32
Välj meny "MIG/MAG Synergisvetsning" 32
Översikt 32
Öppna svetsprogrammet 33
Öppna svetsprogrammet 33
Ställa in arbetsparametrarna 34
SV
3

Ställa in arbetsparametrarna 34
Manöverval 34
Process 34
"CMT"-processen 36
Koppla om till stor indikator 37
Allmänt 37
Koppla om till stor indikator 37
Ställa in processinställningsparametrarna 38
Ställa in processinställningsparametrarna 38
Ställa in kompletterande parametrar: S2-takt, S4-takt, punkt 39
Ställa in kompletterande parametrar för S2-takt 39
Ställa in kompletterande parametrar för S4-takt 40
Ställa in kompletterande parametrar för punktsvetsning 40
Ställa in SynchroPuls-parametern 42
Allmänt 42
Ställa in SynchroPuls-parametrar (programvarutillval) 42
MIG/MAG Manuell svetsning 43
Allmänt 43
Välj menyn "MIG/MAG Manuell svetsning" 43
Översikt 43
Öppna svetsprogrammet 44
Välja svetsprogrammet 44
Ställa in arbetsparametrarna 45
Ställa in arbetsparametrarna 45
Manöverval 45
Koppla om till stor indikator 46
Allmänt 46
Koppla om till stor indikator 46
Ställa in processinställningsparametrarna 47
Ställa in processinställningsparametrarna 47
Ställa in kompletterande parametrar för punktsvetsning 48
Ställa in kompletterande parametrar för punktsvetsning 48
Ställa in svetsprogram och material 49
Allmänt 49
Ställa in svetsprogram och material 49
Lägga in användarkarakteristiker - anpassa karakteristik 51
Allmänt 51
Grundvalar för att skapa användarkarakteristiker 51
Lägga in användarkarakteristiker - anpassa karakteristik 51
Skapa karakteristikpunkter för användarkarakteristiker 55
Allmänt 55
Grundvalar för att skapa användarkarakteristiker 55
Skapa karakteristikpunkt 55
Välja användarkarakteristiker 58
Pinnsvetsning 59
Aktivera menypunkten "Pinnsvetsning". 59
Ställa in arbetsparametrarna 59
Koppla om till stor indikator 60
Ställa in processinställningsparametrarna 60
TIG-svetsning 61
Öppna menyn "TIG svetsning". 61
Ställa in arbetsparametrarna 61
Koppla om till stor indikator 62
CC/CV-Mode 63
Allmänt 63
Öppna menyn "CC/CV-Mode" 63
Ställa in arbetsparametrarna 63
Koppla om till stor indikator 63
Ställa in processinställningsparametrarna 64
Jobb-svetsning 65
Öppna menyn "Jobb-svetsning" 65
Ställa in arbetsparametrarna för ett jobb 65
Koppla om till stor indikator 65
Byte av svetsprocess under svetsning med CMT Advanced 66
4

Spara inställningar som jobb 67
Allmänt 67
Information om att spara som jobb 67
Spara som jobb 67
Intern / extern inställning av valda parametrar 70
Allmänt 70
Intern / extern parameterinmatning 70
Optimera och administrera jobb 72
Allmänt 72
Aktivering av menypunkten "Optimera och administrera jobb" 72
Översikt 73
Administrera jobb 74
Administrera jobb 74
Radera grupper och jobb 76
Hämta administrationsdata för ett valt jobb 78
Hämta administrationsdata för ett jobb 78
Olika visning av administrationsdata beroende på jobbtypen 78
Hämta och ändra svetsprogrammet för ett valt jobb 79
Allmänt 79
Öppna svetsprogrammet för ett jobb 79
Ändra svetsprogrammet för ett jobb 79
Hämta och ändra arbetaparametrarna för ett valt jobb 82
Allmänt 82
Hämta och ändra arbetsparametrarna för ett jobb 82
Anvisning om ändringar av trådmatningshastigheten 83
Hämta och ändra processinställningarna för ett valt jobb 84
Allmänt 84
Hämta och ändra processparametrarna för ett jobb 84
Hämta och ändra S2-taktparametrarna för ett valt jobb 85
Allmänt 85
Hämta och ändra S2-taktparametrarna för ett valt jobb 85
Hämta och ändra S4-taktparametrarna för ett valt jobb 86
Allmänt 86
Hämta och ändra S4-taktparametrarna för ett valt jobb 86
Hämta och ändra punktsvetsparametrarna för ett valt jobb 87
Allmänt 87
Hämta och ändra punktsvetsparametrarna för ett valt jobb 87
Fastställa korrigeringsgränser för ett valt jobb 88
Allmänt 88
Korrigeringsgränsernas syfte 88
Fastställa korrigeringsgränser för ett jobb 88
Förklaring till korrigeringsgränserna 89
Dokumentation per jobb 90
Allmänt 90
Syftet med "Dokumentation per jobb" 90
Förutsättningar för "Dokumentation per jobb" 90
Skapa dokumentation per jobb 90
Förklaring till Dokumentation per jobb 91
Hämta och ändra SynchroPuls-parametrarna för ett valt jobb 92
Allmänt 92
Hämta och ändra SynchroPuls-parametrarna för ett valt jobb 92
Fastställa QMaster-värden för ett valt jobb 93
Allmänt 93
QMaster-värdenas syfte 93
Fastställande av QMaster-värden för ett jobb 93
Förklaring av QMaster-värdena 94
Fastställa värdena trådmatning-QMaster för ett valt jobb 95
Allmänt 95
QMaster-värdenas syfte 95
Fastställande av värdena för trådmatnings-QMaster för ett jobb 95
Förklaring till värdena för Trådmatnings-QMaster 96
Optimera och administrera karakteristiker 97
Allmänt 97
Aktivera menypunkten "Optimera och administrera karakteristiker" 97
SV
5

Översikt 98
Administrera karakteristiker 99
Välja karakteristik 99
Namnge och döpa om karakteristiker 100
Radera karakteristiker 101
Administrera karakteristiker 103
Välja karakteristikpunkter 103
Infoga karakteristikpunkter 103
Radera karakteristiker 106
Karakteristikparametrar från standardkarakteristiker 108
Tändning 108
Ljusbåge statisk 108
Ljusbåge dynamisk 109
Svetsslut 110
Riktvärden 110
Spara riktvärden för spänning och ström 111
Karakteristikparametrar från pulskarakteristiker 112
Tändning 112
Pulsparametrar 112
Ljusbåge statisk 114
Kortslutning 116
Svetsslut 116
Riktvärden 117
Spara riktvärden för spänning och ström 117
Karakteristikparametrar från CMT-karakteristiker 118
Allmänt 118
Tändning 118
CMT-parametrar 119
Svetsslut 120
Riktvärden 121
Spara riktvärden för spänning och ström 121
Karakteristikparametrar från CMT- / pulskarakteristiker 122
Allmänt 122
Tändning 122
Översikt: CMT-parameter, Puls-parameter 123
CMT-parametrar 123
Pulsparametrar 124
CMT / Puls 125
Svetsslut 125
Riktvärden 125
Spara riktvärden för spänning och ström 125
Karakteristikparametrar från CMT Advanced-karakteristiker 127
Allmänt 127
Tändning 127
Hotstart 127
Weldstart 128
CMT-parametrar och EN-CMT-parametrar 128
EN/EP CMT 130
Svetsslut 130
Riktvärden 130
Spara riktvärden för spänning och ström 131
Karakteristikparametrar från CMT / Puls Advanced-karakteristiker 132
Allmänt 132
Tändning 132
Hotstart 132
Översikt: CMT-parameter, Puls-parameter 133
CMT-parametrar 133
Pulsparametrar 134
Puls/CMT Cycles 136
Svetsslut 136
Riktvärden 136
Ändra karakteristikparametrar 138
Processregulatorn 138
Skärmbilder som visas för olika karakteristiker 138
6

Ändra karakteristikparametrar 139
Dokumentation 140
Allmänt 140
Utvärdering av svetsdata 140
Öppna menyn "Dokumentation". 141
Översikt 141
Fastställa grundinställningarna för dokumentationen 142
Fastställa grundinställningarna för dokumentationen 142
Grundinställningar för dokumentationen när du spar jobb. 142
Förklaring till parametrarna i bildskärmen "Grundinställningar" 142
Dokumentation på minneskort 143
Erfordrat minne vid dokumentation på minneskort 144
Fastställa QMaster-värden 145
QMaster-värdenas syfte 145
Fastställa QMaster-värden 145
Förklaring av QMaster-värdena 145
Ställa in maximal motorström 147
Allmänt 147
Ställa in maximal motorström 147
Komponenträknare 148
Allmänt 148
Aktivera komponenträknaren 148
Fastställa komponentnumret 148
Öka komponentnumret 150
Loggbok svetsning 152
Allmänt 152
Loggbog svetsning - visa svetsdata 152
Händelselogg 154
Allmänt 154
Händelselogg 154
Avlägsna minneskort 155
Allmänt 155
Avlägsna minneskort 155
Maskinförinställningar 157
Allmänt 157
Aktivera menypunkten "Maskinförinställningar". 157
Översikt 157
Ställa in maskinförinställningarna för svetsning 158
Ställa in maskinförinställningar för "MIG/MAG" 158
Ställa in maskinförinställningar för "TIG" 158
Inställning av maskinförinställningar för "Pinnsvetsning" 159
Ställa in maskinförinställningar för "Jobb" 159
Ethernetinställning 160
Allmänt 160
Ändra Ethernetinställningar 160
Ethernetparametrar 161
Ställa in datum och tid 162
Ställa in datum och tid 162
Robotinterface - robotdrift 163
Allmänt 163
Internt parameterval i robotdrift 163
Externt parameterval i robotdrift 164
Selektiv omkoppling extern - intern för valda parametrar vid externt parameterval 165
Ytterligare funktioner vid robotdrift 166
Profiler / Nycklar 168
Allmänt 168
Begreppsförklaringar 169
Fördefinierade profiler 169
Profil "Administratör" 170
Profil "Spärrad" 170
Rekommendation för inläggning av profiler och nycklar 171
Förutsättning 171
Tillvägagångssätt 171
Lägga in och bearbeta profiler 172
SV
7

Förutsättning 172
Lägga in administratörsnyckel 172
Lägga in profiler 174
Öppna / stänga profiler 177
Bearbeta profil 178
Radera profil 182
Exempelprofiler 183
Allmänt 183
Spärrad 183
Svetsspecialist MIG / MAG 183
Robotprogrammerare 185
Svetsare / arbetare 186
Lägga in och bearbeta nycklar 187
Koppla nyckelkort till profilerna (lägga in nycklar) 187
Bearbeta användare / nycklar 189
Radera användare / nycklar 191
Logga in och av registrerade användare i fjärrkontrollen 193
Allmänt 193
Logga in användare 193
Visning av inloggade användare 194
Logga av användare 195
Bildskärm profil "Spärrad" 195
RCU 5000i - Unlock-funktion 196
Allmänt 196
Aktivering av skärmbilden "Profiler / Nycklar" med upplåsningsfunktionen 196
Ytterligare metod 198
Ställa in språk och enheter 199
Allmänt 199
Ställa in språk och enheter 199
Visa versionsinformation 200
Allmänt 200
Visa versionsinformation 200
Skapa backup [säkerhetskopia] 201
Allmänt 201
Skapa backup [säkerhetskopia] 201
Återställa data 203
Allmänt 203
Återställa data - Restore 203
Trimma trådmatningen eller PushPull-enheten 205
Trimma trådmatningen (VR-trimning) 205
Trimma PushPull-enheten 206
L/R-trimning - trimma svetskretsens induktans och motstånd 210
Allmänt 210
L/R-kompensation 210
RC 5000i - Återställa inställningarna till leveransläget 213
Allmänt 213
RC 5000i - Återställa inställningarna till leveransläget 213
RCU 5000i - Uppdatera programvaran 214
Förutsättningar 214
Innan den första uppdateringen - nstallera drivrutinen LocalNetUSB 214
Innan den första uppdateringen - installera drivrutinen BASICLoad 220
RCU 5000i - Uppdatera programvaran 224
Alfabetisk översikt över inställbara parametrar 226
Förklaring 226
Parametrar A - Z 226
8

Säkerhetsföreskrifter
SV
Förklaring säkerhetsanvisningar
VARNING!
Betecknar en omedelbart hotande fara.
Om du inte kan avvärja den kan den orsaka dödsfall eller svåra kroppsskador.
▶
FARA!
Betecknar en eventuell farlig situation.
Om du inte kan avvärja den kan den orsaka dödsfall eller svåra kroppsskador.
▶
SE UPP!
Betecknar en eventuell skadlig situation.
Om du inte kan avvärja den kan den orsaka lätta eller ringa kropps- och sakskador.
▶
OBSI!
Anger risk för försämrat arbetsresultat och eventuell skada på utrustningen.
Allmänt Fjärrkontrollen är tillverkad enligt den senaste tekniken och de erkända säkerhetsteknis-
ka reglerna. Trots detta kan felaktig användning eller missbruk medföra risk för:
- Skada på liv och lem för användaren eller tredje person
- Skada på fjärrkontrollen eller andra apparater hos användaren
- Försämrad funktion hos växelriktaren
Alla personer som ska starta, använda, underhålla och reparera laddaren ska:
- Vara tillräckligt kvalificerade
- ha kunskaper om svetsning och
- Ha läst hela den här användarhandboken och följa den noggrant
Användarhandboken ska alltid finnas tillgänglig där fjärrkontrollen används. Allmänt
gällande säkerhets- och skyddsföreskrifter samt miljöskyddsföreskrifter kompletterar den
här användarhandboken.
All säkerhets- och skyddsinformation på växelriktaren:
- Ska vara i läsbart skick
- Får inte skadas
- Får inte tas bort
- Får inte övertäckas, klistras över eller målas över
Placeringen av säkerhets- och riskinformation på fjärrkontrollen anges i kapitlet "Allmän
information" i användarhandboken.
Störningar som kan försämra säkerheten ska åtgärdas innan laddaren aktiveras.
Det gäller din säkerhet!
Avsedd användning
Fjärrkontrollen ska användas endast för sådana arbeten som den är avsedd för.
All annan eller därutöver gående användning räknas som felaktig. Tillverkaren ansvarar
inte för skador som uppstår på grund av detta.
9

Till den avsedda användningen hör även:
- Att läsa och följa alla anvisningar som finns i användarhandboken
- att du läser och följer alla säkerhetsföreskrifter och all riskinformation.
Använda fjärrkontrollen uteslutande med de tillhörande strömkällorna.
Fjärrkontrollen är avsedd för användning inom industrin och yrkesmässig verksamhet.
Tillverkaren ansvarar inte för skador som beror på att fjärrkontrollen har använts i ett bostadsområde.
Omgivningsvillkor
Ägarens skyldigheter
Drift och förvaring av fjärrkontrollen utanför det angivna området anses som felaktig
användning. Tillverkaren ansvarar inte för skador som uppstår på grund av detta.
Temperaturområde för den omgivande luften:
- Vid drift: -10 °C till + 50 °C (14 °F till 122 °F)
- vid transport ocg förvaring: - 15 °C till + 70 °C (5 °F till 158 °F)
Relativ luftfuktighet:
- Upp till 50 % vid 40 °C (104 °F)
- Upp till 90 % vid 20 °C (68 °F)
Omgivningsluft: fri från damm, syror, korrosiva gaser eller substanser med mera.
Höjd över havet: upp till 2 000 m (6 500 ft)
Ägaren åtar sig att se till att de personer som ska använda frärrmanöverdonet
- Är väl förtrogna med de gällande arbetssäkerhets- och arbetsskyddsföreskrifterna
och är utbildade i hur fjärrkontrollen ska användas
- Har läst och förstått den här användarhandboken, särskilt kapitlet ”Säkerhetsföreskrifter”, och har bekräftat det med en underskrift
- Är korrekt utbildade i kraven på arbetsresultat
Kontrollera regelbundet att personalen arbetar på ett säkerhetsmedvetet sätt.
Personalens
skyldigheter
EMC-klassificering av apparater
Alla personer som ska arbeta med apparaten är skyldiga att innan arbetet påbörjas
- Följa de grundläggande föreskrifterna om arbetssäkerhet och förebyggande av
olycksfall
- Ha läst den här användarhandboken, särskilt kapitlet ”Säkerhetsföreskrifter”, och genom en underskrift bekräfta att de har förstått och kommer att följa dem.
Innan du lämnar arbetsområdet ska du se till att det inte kan uppstå person- eller
sakskador medan du är borta.
Apparater av emissionsklass A:
- Är avsedda endast för användning inom industriområden
- Kan förorsaka ledningsbundna och strålade störningar inom andra områden
Apparater av emissionsklass B:
- Uppfyller emissionskraven för bostads- och industriområden. Detta gäller även för
bostadsområden som får sin strömförsörjning från det allmänna lågspänningsnätet.
EMC-klassificering av apparater enligt märkskylt eller tekniska data.
10

Åtgärder för
elektromagnetisk
kompatibilitet
Även om de normerade emissionsgränsvärdena inte överskrids kan i vissa fall påverkningar inom det avsedda användningsområdet uppträda (till exempel om det finns känsliga apparater i lokalen eller om radio- eller TV-mottagare finns i närheten).
I sådana fall är arbetsledningen skyldig att vidta erforderliga åtgärder för att eliminera
störningarna.
Kontrollera och värdera störtåligheten för apparater i omgivningen enligt nationella och
internationella föreskrifter. Exempel på störningskänsliga enheter som kan påverkas av
apparaten:
- Säkerhetsanordningar
- Nät-, signal- och dataöverföringskablar
- ADB- och telekommunikationsenheter
- Apparater för mätning och kalibrering
Åtgärder som stöds för att undvika problem med elektromagnetism:
1. Nätmatning
- Om det trots föreskriftsenliga nätanslutningar uppstår elektromagnetiska
störningar, ska du vidta ytterligare åtgärder (exempelvis använda ett lämpligt
nätfilter).
2. Svetskablar
- Håll dem så korta som möjligt.
- Lägg dem tätt samman (även för att undvika elektromagnetiska problem).
- Lägg dem så långt från andra kablar som möjligt.
3. Potentialutjämning
4. Jordning av arbetsstycket
- Jorda via kondensatorer om det behövs.
5. Avskärmning vid behov
- Avskärma andra apparater i närheten.
- Skärma av hela svetsinstallationen.
SV
EMF-åtgärder Elektromagnetiska fält kan förorsaka hälsoskador som ännu är okända:
- Hälsovådlig inverkan på personer i närheten, exempelvis sådana som använder pacemaker och/eller hörapparat
- Den som använder pacemaker ska kontakta sin läkare, innan hon eller han går i
närheten av fjärrkontrollen och svetsprocessen.
- Håll av säkerhetsskäl så stort avstånd som möjligt mellan ditt huvud/rumpa och
svetskabeln.
- Bär inte svetskablarna och slangpaketet över axeln och linda dem inte runt kroppen
eller kroppsdelar.
Säkerhetsåtgärder på
uppställningsplatsen och vid
transport
En fallande apparat kan betyda livsfara! Ställ apparaten på ett jämnt, fast och stabilt underlag.
- En lutningsvinkel på maximalt 10° är tillåten.
Särskilda föreskrifter gäller i brand- och explosionsfarliga utrymmen.
- Följ gällande nationella och internationella föreskrifter.
Säkerställ genom interna anvisningar och kontroller att arbetsplatsens omgivning är ren
och översiktlig.
Ställ upp och använd apparaten enbart enligt den kapslingsklass som anges på märkskylten.
Säkerställ vid uppställningen av apparaten ett avstånd på 0,5 m (1 ft 7,69 in) runt apparaten, så att kylluften obehindrat kan passera in och ut.
11

Se vid transport av apparaten till att de gällande nationella och regionala riktlinjerna och
olycksfallsförebyggande föreskrifterna följs. Detta gäller särskilt för riktlinjer avseende faror vid transport.
Varken lyft eller transportera aktiva apparater. Stäng av apparaterna inför transport eller
lyft!
Tappa inför varje transport av apparaten ut allt kylmedel och demontera följande komponenter:
- Trådmatning
- Trådspole
- Skyddsgasflaska
Gör en synkontroll av apparaten med avseende på skador inför idrifttagandet efter transporten. Låt utbildad servicepersonal reparera alla typer av skador inför idrifttagandet.
Idrifttagande, underhåll och reparation
Säkerhetsmärkning
Vi kan inte garantera, att delar från andra tillverkare är konstruerade och tillverkade enligt
de gällande specifikationerna och säkerhetsnormerna.
- Använd bara originalreservdelar (gäller även standarddelar).
- Utför inga installationer eller ombyggnationer av apparaten utan tillstånd från tillverkaren.
- Byt genast ut defekta komponenter.
- Vid beställning ska du ange exakt beteckning och artikelnummer enligt reservdelslistan samt apparatens serienummer.
Husskruvarna utgör skyddsledarförbindelsen för jordning av husdelarna.
Använd alltid rätt antal originalhusskruvar med det angivna åtdragningsmomentet.
CE-märkta apparater uppfyller de grundläggande kraven i direktivet för lågspänningsapparater och elektromagnetisk kompatibilitet (exempelvis relevanta produktnormer i normserien EN 60 974).
Fronius International GmbH försäkrar, att apparaten uppfyller kraven i direktivet
2014/53/EU. Den fullständiga texten i EU-konformitetsförsäkran finns på http://www.fronius.com.
Fjärrkontroller med CSA-kontrollmärket uppfyller kraven i de relevanta normerna för Kanada och USA.
Datasäkerhet Användaren ansvarar för datasäkring av ändringar i förhållande till fabriksinställningarna.
Tillverkaren ansvarar inte för raderade personliga inställningar.
Upphovsrätt Copyrighten för denna användarhandbok tillhör tillverkaren.
Texterna och bilderna uppfyller den senaste tekniken vid tryckningen. Rätt till ändringar
förbehålles. Innehållet i användarhandboken kan inte ligga till grund för anspråk från
köparens sida. Vi tar tacksamt emot förslag till förbättringar och information om fel i
användarhandboken.
12

Allmänt
SV
Utförande
Användningsområden
Fjärrkontrollen RCU 5000i används för att
fjärrstyra alla strömkällor i Trans Synergicoch TransPuls Synergic-serierna. Du kan
styra alla funktioner som finns i
strömkällan med RCU 5000i. Dessutom
kan ytterligare funktioner, såsom optimering av svetskarakteristik, användas.
Du ansluter apparaten till strömkällan med
en LocalNet-kontakt.
Fjärrkontrollen RCU 50001 har en LCDbildskärm. De översiktliga menyerna gör
apparaten mycket användarvänlig.
Fjärrkontroll RCU 5000i
Du använder fjärrkontrollen RCU 5000i
- för att fjärrstyra, programmera och förinställa strömkällorna,
- vid robotarbeten,
- för manuell svetsning med strömkällor som är utrustade med manöverpanelen "Remote".
Fördelar - God översikt med LCD-bildskärm
- Enkel och logisk användning
- 180 förprogrammerade Synergic-svetskarakteristik
- Svetskarakteristiker kan optimeras
- Enkel jobbprogrammering
- Jobblagringsfunktion för 1000 jobb
- Användarhantering med nyckelkort
- Parameterövervakning med QMaster-funktion
- LocalNet-anslutning
- USB-gränssnitt för programuppdatering
Standardutrustning
Tillval Hållare RCU 5000i
I standardutförandet innehåller fjärrkontrollen RCU 5000i:
- Ansluten till fjärrkontrollen: 1 fjärrkontrollskabel, 6-polig, 5 m (16 ft 5 in.), inklusive
LocalNet-kontakt, 10-polig
- 1 USB-kabel, 1,8 m (5 ft 11 in.), inklusive USA-adapter
- 1 minneskort, 3,3 V
- 1 transponder-kort (”nyckelkort”)
- 1 CD-ROM-skiva med ”programvaruverktyg”
Hållaren RCU 5000i är avsedd för väggmontering eller för montering på en fjärrströmkälla. Du kan hänga fjärrkontrollen på hållaren RCU 5000i.
13

Tekniska data
Matningsspänning 24 V DC
Strömförbrukning 170 mA
Kapslingsklass IP 23
Märkning CE, FCC
Frekvensband 134,2 kHz
Max. sändningseffekt < 65dBµA/m @10m
Mått l / b / h 258/180/48 mm
10,16/7,09/1,89 in
Vikt 1,5 kg
3,31 lb
Information om
radioavkänning
Ej beskrivna
funktioner
Fjärrkontrollen RCU 5000i är utrustad med en RFID-modul (Radio Frequency Identification). RFID-modulen används för kabel- och beröringsfri dataöverföring med nyckelkortet
(transponderkortet). Dataöverföringen sker med hjälp av ett magnetfält.
RFID-modulen är godkännandepliktig i USA enligt gällande FCC-regler.
FCC ID: QKWRF5000I
OBSI!
På grund av programuppdateringar kan det finnas funktioner i din apparat som inte beskrivs i denna användarhandbok.
Dessutom kan enstaka bilder i denna användarhandbok avvika något från den information som visas på LCD-bildskärmen.
14

Manöverelement och anslutningar
(1)
(15)
(14)(13)(12)(11)(10)
)8()9(
(7)
(6)
)4()5(
(3)
(2)
(16)
Manöverpanel
SV
Manöverpanel RCU 5000i
Utförandeknappar
(1) Knappen Meny ... för att öppna huvudmenyn
(2) Knappen Info ... för att visa kontextspecifik information
(3) OK-knapp ... för att bekräfta menydialoger, säkerhetsfrågor etc.
(4) Tråninmatningsknapp ... för att mata in svetstråden utan gas och svetsström
(5) Knappen Gaskontroll ... för kontroll av gasflödet
Navigeringsknappar
(6) Knapp Uppåt ... för navigering i en lista
(7) Uppknapp ... för navigering i en lista
(8) Högerknapp ... för horisontell navigering (t.ex. i en menyslinga)
(9) Vänsterknapp ... för horisontell navigering (t.ex. i menyslingar)
Funktionsknappar med varierande betydelse
(10) F1-knapp ... funktionsknapp
(11) Knappen F2 ... funktionsknapp
(12) Knappen F3 ... funktionsknapp
(13) Knappen F4 ... funktionsknapp
(14) Knappen F5 ... funktionsknapp
VIKTIGT!
Den aktuella tilldelningen visas på LC-bildskärmen direkt över den aktuella funktionsknappen.
15

Övrigt
(1)
(1)
(15) Bildskärm - svartvit LC-bildskärm
(16) Läsområde för nyckelkortet ... för identifiering at användarrättigheter som kan
tilldelas de olika nyckelkorten
Information om
OK-knappen
Du använder OK-knappen (3) när du väljer vilka funktioner funktionsknapparna ska ha.
Om det finns en ram runt informationen om en funktionsknapp kan du aktivera den funktionen med OK-knappen (3).
Exempel: Ramen ligger runt funktionsknappen F1
"Spara som jobb"
Exempel: Ramen ligger runt F2-knappen "Färdig"
(1) Ram
16

Övriga manöver-
)91()02(
(18)
(17)
(21)
(23) (22) (23)(23)
(23)
organ, anslutningar, mekaniska komponenter
SV
RCU 5000i frontvy - manöverorgan, anslutningar
(17) Handtagsfäste ... för upphängning i väggfästet eller på handtaget för
strömkällan
(18) Inställningsratt ... Steggivare för inställning av parametrar
(19) LocalNet-stickkontakt med anslutningskabel ... för anslutning till strömkällan.
Kontakten används som frånkopplingsanordning och måste vara lättillgängliga
(20) Gummilock ... för att skydda fästet för minneskort
(21) Gummilock ... för att skydda USB-uttaget på PC:n
(22) Fästbygel ... fäst- och ställbygel,
svängbar 0-95°
(23) Inpressade gänginsatser M5 ...
till exempel för fastsättning vid
fast väggmontering
RCU 5000i baksidesvy - manöverorgan, mekaniska
komponenter
17

(25) (24)
RCU 5000i sidvy - anslutningar
(24) Fäste för minneskort
(25) USB-anslutning ... för anslutning
till en PC, till exempel för programuppdateringar
18

Manöverprincip
(8)
(9)
SV
Orientering mot
arbetsuppgifter
Central meny
Du hanterar fjärrkontrollen RCU 5000i olika beroende på vilka arbetsuppgifter du ska
utföra.
Vi skiljer mellan följande arbetsuppgifter:
- Svetsning (MIG/MAG Synergic, MIG/MAG Manuell, pinnelektroder, TIG och jobb)
- Skapa jobb
- Skapa egna karakteristiker och karakteristikpunkter
- Optimera och administrera jobb
- Optimera och administrera befintliga karakteristiker
- Skapa förutsättningar för svetsning
- Definiera språk och måttenheter
De enskilda arbetsuppgifterna finns i den
centrala huvudmenyn. Du öppnarhuvudmenyn genom att trycka på menyknappen
(1).
Alla menypunkter ingår i en ”menyslinga”.
Huvudmeny på bildskärmen
”Menyslinga” Menyslingeprincipen:
- Enskilda parametrar sammanfattas i olika dataposter.
- Datasatserna kopplas till en slinga (menyslinga).
- Du kan navigera i två riktningar inom menyslingan.
- Efter den sista datasatsen kommer du tillbaka till den första datasatsen. Om du navigerar i den andra riktningen kommer den sista datasatsen efter den första datasatsen.
- Antalet datasatser kan variera. Datasatser kan tillföras menyslingan på grund av vissa parametrar eller specialfunktioner i strömkällan.
Exempel: menyslinga med 5 alternativ (A - E). Alternativet "Arbetsparameter" äröppnat.
19

Fjärrkontrollen RCU 5000i använder menyslingan på följande sätt:
- Alla parametrar, indikeringar och funktioner som behövs för den valda arbetsuppgiften sorteras in i ”menyslingan”, beroende på i vilken ordning arbetet utförs.
- Varje datapost i en ”menyslinga” visas på en egen skärmbild.
I fortsättningen i denna användarhandbok betecknas datasatserna på följande sätt,
t.ex.:
Bildskärmen Bildskärm (för datasats)
”Arbetsparametrar” Bildskärmens titel (datasats)
- Tillval och specialfunktioner i strömkällan (exempelvis SynchroPuls) kopplas till de
befintliga dataposterna i en ”menyslinga”.
- Du navigerar inom menyslingan med pilknapparna höger (8) och vänster (9).
Överföring av
värden
Värden spom ändras behöver inte uttryckligen lagras eller aktiveras. Värdena är omedelbart aktiva.
20

Beskrivning av bildskärmarna
(1)
(3)
(2)
Allmänt Fjärrkontrollen RCU 5000i använder flera olika bildskärmar när du använder den. Dessa
bildskärmar beror på dina menyval och används för dialogen mellan dig och maskinen.
SV
Bildskärmen "Meny"
Bildskärmen "Meny" visar huvudmenyn. Tryck på menyknappen (1) om du vill öppna
bildskärmen "Meny".
OBSI!
När du trycker på Menyknappen (1) avbryts alla öppna dialoger med undantag för
guider utan svar.
(1) Menyer
(2) Menypunkten MIG/MAG Synergic
har valts.
(3) F3 har funktionen "Välj"
Bildskärmen "Data"
Bildskärmen "Meny"
- Bildskärmen "Data" visas när du har valt en meny i huvudmenyn.
- Alla "Data"-bildskärmar innehåller en menyslinga.
- Inom en meny kan du välja olika många "Data"-bildskärmar.
Dessutom kan det förekomma flera "Data"-bildskärmar i den aktuella menyslingar på
grund av specialfunktioner i strömkällan eller på grund av vissa parameterinställningar.
- I "Data"-bildskärmarna kan du ställa in eller avläsa parametrar. Parametrarna visas i
en lista.
Du väljer parametern med pilknapparna Ned (6) och Upp (7).
Parametrarna ställer du in med inställningsratten (18).
21

(1)
(2)
(3)
(4) (5) (6)(7) (8) (9) (10)
(11)
(12)
(13)
(14)
(15)
Exempel: Bildskärmen "Data"
(1) Skärmbildens identifieringsbok-
(9) Tid
stav
(2) Arbetsuppgift (10) Material, tråddiameter, skydds-
gas
(3) Svetsström (11) Informationsrad
(4) Användare (12) ”Menyslinga” med skärmbilderna
A-E
(5) Bildskärmens namn (13) Visningsområde
(6) Svetsspänning (14) Parameterlista
(7) Plåttjocklek (15) Funktionsknapparnas tilldelning
(8) Datum - F1 har tilldelningen ”Spara
som jobb”.
- F2 har tilldelningen ”Skapa
karakteristikpunkt”.
- F3 har tilldelningen ”Optimera karakteristik”.
- F4 har tilldelningen ”Material”.
- F5 har tilldelningen ”Intern/
Extern”.
Bildskärmen
"Guide"
22
Med Guide menar man en styrd inmatningssekvens. Du kan röra dig framåt och bakåt
inom en sekvens. Inom en guide visas olika bildskärmar.

Exempel: Bildskärmen "Guide"
(1)
(2) (3)
(1) Svart ram
(2) Bearbetningssteg
(3) Redan utförda arbetssteg
(4) Aktuellt arbetssteg
(5) Väntande arbetssteg
(6) F1 har tilldelningen ”Tillbaka”
(gråtonad i den första skärmbilden).
(7) F2 har tilldelningen ”Framåt” (eller
”Färdig” i den sista skärmbilden).
(8) F5 har funktionen "Avbryt"
SV
Bildskärmen "Dialog"
Bildskärmen
"Meddelande"
Bildskärmen "Dialog" används för underdialoger.
Bildskärmen "Dialog" kan innehålla trädstrukturer, vallistor och liknande.
(1) Svart ram
(2) F1 har tilldelningen ”Spara”.
(3) F5 har funktionen "Avbryt"
Exempel: Bildskärmen "Dialog" med "Skriv över" och
"Avbryt"
Bildskärmen "Meddelande" visar bestämda tillstånd. Du måste kvittera meddelandet eller
göra ett beslut.
Bildskärmen "Meddelande" visas över en del av den aktuella bildskärmen. Den aktuella
bildskärmen visas då gråtoned.
23

(1) (2)
(5) (6) (7)
(3) (4)
Exempel: Bildskärmen "Meddelande" - säkerhets-
(1) (2) (3) (4) (5)
(6)
fråga
(1) Aktuell bildskärm, gråtonad
(2) Symbol
(3) Meddelandetyp
(4) Svart ram
(5) F2 har funktionen "Ja"
(6) F3 har funktionen "Nej"
(7) F5 har tilldelningen ”Avbryt”.
Bildskärmen
"Fel"
Bildskärmen "Fel" visar fel (Error) som uppträder under svetsningen. Du måste kvittera
"Fel"-skärmen. Om du ignorerar ett "Fel" kommer bildskärmen att visas igen efter 2 minuter, om felet kvarstår. Bildskärmen "Fel" visas över en del av den aktuella bildskärmen.
Den aktuella bildskärmen visas då gråtoned.
(1) Aktuell bildskärm, gråtonad
(2) Symbol
(3) Felkod
(4) Felbeteckning
(5) Svart ram
(6) F3 har funktionen "OK"
Exempel: Bildskärmen "Fel"
24

(2) (3)
(5) (6)
(4)(1)
Exempel: Bildskärmen "Fel" med funktionsknapparna
"Kvittera" och "Ignorera"
(1) Aktuell bildskärm, gråtonad
(2) Symbol
(3) Felbeteckning
(4) Svart ram
(5) F2 har funktionen "Kvittera"
(6) F3 har funktionen "Ignorera"
SV
25

Idrifttagande
VR 4000 VR 7000
VR 1500
TPS 2700
TS/TPS 4000-5000
Före driftstarten
Fara vid felaktig användning och felaktigt utförda arbeten.
Det kan leda till svåra person- och sakskador.
▶
▶
▶
Systemkrav Följande fasta programvara behövs i strömkällan om fjärrkontrollen RCU 50001 ska kun-
na fungera:
OFFICIAL UST V 3.20.1
Ansluta RCU
5000i
Du kan ansluta fjärrkontrollen RCU 5000i till LocalNet-kontakten på valfri strömkälla,
t.ex.:
FARA!
Endast utbildad fackpersonal får utföra de arbeten och funktioner som beskrivs i det
här dokumentet.
Läs och förstå det här dokumentet.
Läs och förstå samtliga bruksanvisningar för systemkomponenterna, i synnerhet
säkerhetsföreskrifterna.
26
LocalNet-kontakten på VR 4000, VR 7000 och VR
1500
Tillvägagångssätt:
Ställ strömkällans huvudströmbrytare i läge ”0”.
1
Anslut LocalNet-kontakten från fjärrkontrollen till strömkällans LocalNet-kontakt.
2
Skruva åt kontaktens överfallsmutter.
3
Ställ strömhällans huvudbrytare i läge "I". Nu är fjärrkontrollen driftklar och visar
4
startsekvensen.
LocalNet-uttaget på TPS 2700 och TS/TPS
4000-5000

Startsekvens ställa in språket
Under startsekvensen visas följande bildskärm:
- Fronius logotyp (mitt på skärmbilden)
- Programvaruversionen (nertill till vänster i bildskärmen)
- www.fronius.com (nertill till höger i bildskärmen)
- Språket (över funktionsknappen F3)
Startsekvensen varar c:a 2 sekunder. Under denna tid kan du ställa in språket och enheterna (metriska systemet eller Inch). Tryck på funktionsknappen F3.
Truck på funktionsknappen F3 "Språk"
1
när du vill ställa in språk och enheter.
- Bildskärmen "Språk och enheter",
maskinförinställningarna visas.
SV
Startsekvens, F3 har funktionen "Språk"
Maskinförinställningar: Bildskärmen "Språk och enheter", du har valt Språk.
Välj den önskade parametern genom
2
att trycka på nedåt- (6) eller uppåtknappen (7).
Ställ in parametervärdet med inställ-
3
ningsratten (18).
Tryck på Meny-knappen (1).
4
27

Huvudmenyn i det valda språket
Huvudmenyn visas i det valda språket
Fel "073 (no
Host)" - ingen
snalutning till
strömkällan [ingen värd].
Felet "073 (no Host)" [ingen värd], som du
inte kan kvittera, visas när fjärrkontrollen
inte kan skapa någon anslutning till
strömkällan vid driftstarten.
Möjliga orsaker är t.ex. en dålig kontakt
med strömkällan eller en felaktig LocalNetfördelare.
Felet ”073 (no host)” försvinner, när anslutningen skapats.
Du kan ignorera felet "073 (no Host)" [ingen värd].
Bildskärmen "Fel 073 (no Host)" [ingen värd]
28

Spärra och öppna RCU 5000i med nyckelkortet
(16)
SV
Förutsättning
Användaradministration, profiler, nycklar
Spärra RCU 5000i
OBSI!
Du använder nyckelkortet för att spärra och öppna fjärrkontrollen om du inte har
lagt in några andra profiler eller nycklar än "Administratör" och "Spärrad" i menyn
"Maskinförinställningar".
Ytterligare information om användaradministration, profiler eller nycklar hittar du i kapitlet
”Maskinens förinställningar”, avsnittet ”Profiler / Nycklar”.
Håll nyckelkortet framför läszonen för
1
nyckelkortet (16).
Håll nyckelkortet framför läszonen för nyckelkortet.
Bildskärmen "Inform. Key - Fjärrkontrollen
har spärrats" visas.
Bildskärmen "Inform. Key - Fjärrkontrollen har
spärrats"
29

Huvudmenyn i profilen "Spärrad"
(16)
Profilen ”Spärrad” öppnas.
VIKTIGT!
Egenskaperna i profilen ”Spärrad” kan
ändras i menyn "Maskinens förinställningar" på skärmbilden ”Profiler / Nycklar”.
Olika menyer och funktioner kan väljas,
beroende på vilka uppgifter som har sparats i profilen ”Spärrad”.
Exempelvis:
Med fabrikens inställningar i profilen
"Spärrad" kan du i huvudmenyn komma åt
svetsprocesserna. Knapparna står inte till
förfogande i de enskilda skärmbilderna
”Data”.
Du väljer parametrarna i den aktuella
bildskärmar "Data" med Ned- (6) eller
Upp-knapparna (7) och ändra dem med inställningsratten (18).
Öppna RCU 5000i
Menyn "MIG/MAG Synergisvetsning" vid spärrad
fjärrkontroll, bildskärmen "Arbetsparametrar"
Håll nyckelkortet framför läszonen för nyckelkortet.
Håll nyckelkortet framför läszonen för
1
nyckelkortet (16).
30

Bildskärmen "Inform. Key - Fjärrkontrollen har nu
öppnats"
Skärmbilden ”Inform Key - fjärrkontrollen
har öppnats” visas.
SV
Bildskärmen som visades före spärrningen
visas igen. Nu kan du använda alla menyer utan begränsning.
”Öppnande” av
RCU 5000i med
funktionen Unlock
Fjärrkontrollen RCU 5000i har en Unlock-funktion från och med programversionen OFFICIAL RCU V1.14.12.
Den här Unlock-funktion förändrar profilen ”Spärrad” och gör det möjligt att nå skärmbilden ”Profiler / Nycklar” i maskinens förinställningar, till exempel för att skapa en administratörsnyckel eller förändra profilen ”Spärrad”.
Ytterligare information om funktionen Unlock finns i kapitlet ”Maskinens förinställningar”,
avsnittet ”RCU 5000i - Unlock-funktion”.
31

MIG/MAG Synergisvetsning
Allmänt MIG/MAG Synergisvetsning motsvarar Synergidriften i strömkällan. Om du ställer in pa-
rametern Trådmatningshastighet kommer parametrarna Svetsström och Plåttjocklek att
anpassas till den inställda trådmatningshastigheten.
De aktuella värdena för svetsström och plåttjocklek visas i visningsfältet.
Välj meny
"MIG/MAG Synergisvetsning"
Huvudmeny: Du har valt menyn MIG/MAG Synergic
Översikt "MIG/MAG Synergisvetsning består av följande avsnitt:
- Öppna svetsprogrammet
- Ställa in arbetsparametrarna
- Koppla om till stor indikator
- Ställa in processinställningsparametrarna
- Ställa in kompletterande parametrar: S2-takt, S4-takt, punkt
- Ställa in SynchroPuls-parametern
Tryck på Meny-knappen (1).
1
- Huvudmenyn visas.
Välj menyn "MIG/MAG Synergisvets-
2
ning" med inställningsratten (18).
Tryck på OK-knappen (3).
3
- Den senast visade bildskärmen
"Data" visas igen.
32

Öppna svetsprogrammet
SV
Öppna svetsprogrammet
Välj meny "MIG/MAG Synergisvets-
1
ning"
Välj bildskärmen "Svetsprogram" med
2
pilknapp höger (8).
- Bildskärmen "Svetsprogram" visas.
MIG/MAG Synergisvetsning: Bildskärmen "Svetsprogram"
Bildskärmen "Svetsprogram" innehåller följande data:
- Tillsatsmaterial
- Tråddiameter
- Skyddsgas
- Referensnummer i karakteristiken bakom svetsprogrammet
Exempelvis:
Det finns en pulskarakteristik, en standardkarakteristik och en CMT-karakteristik för
AlSi5 med Ø 1,2 mm och skyddsgas 100 % Ar.
33

Ställa in arbetsparametrarna
Ställa in arbetsparametrarna
Välj meny "MIG/MAG Synergisvets-
1
ning"
Välj bildskärmen "Arbetsparametrar"
2
med pilknapp höger (8).
- Bildskärmen "Arbetsparametrar"
visas.
Välj den önskade arbetsparametern
3
genom att trycka på Ned- (6) eller
Upp-knappen (7).
Ställ in parametervärdet med inställ-
4
ningsratten (18).
- Du kan bara ändra ett parametervärde inom ramen för det definierade inställningsområdet. Inställningsområdet sparas.
MIG/MAG Synergisvetsning: Bildskärmen "Arbetsparametrar", du har valt Båglängdskorrigering
I visningsfältet visas värdena för svetsströmmen, svetsspänningen och plåttjockleken.
Ändras parametern ”Trådmatning”, ändras också värdena i visningsområdet i motsvarande grad.
Manöverval Du kan ställa in följande manöverval:
- 2-takt
- S2-takt
- 4-takt
- S4-takt
- Punktning
Process Du kan ställa in följande processer:
- Puls (MIG/MAG Puls Synergisvetsning)
- Standard (MIG/MAG Standard Synergisvetsning)
- CMT (Cold Metal Transfer - kall metallöverföring)
Om det inställda svetsprogrammet och
den valda processen inte passar ihop med
varandra, eller om den valda processen inte har något lagrat svetsprogram, visas
meddelandet ”Inget program” i visningsområdet.
Du kan inte ändra parametern "Trådmatning".
34
MIG/MAG Synergisvetsning: Bildskärmen "Arbetsparametrar", "Inget program" för "CMT"-processen.
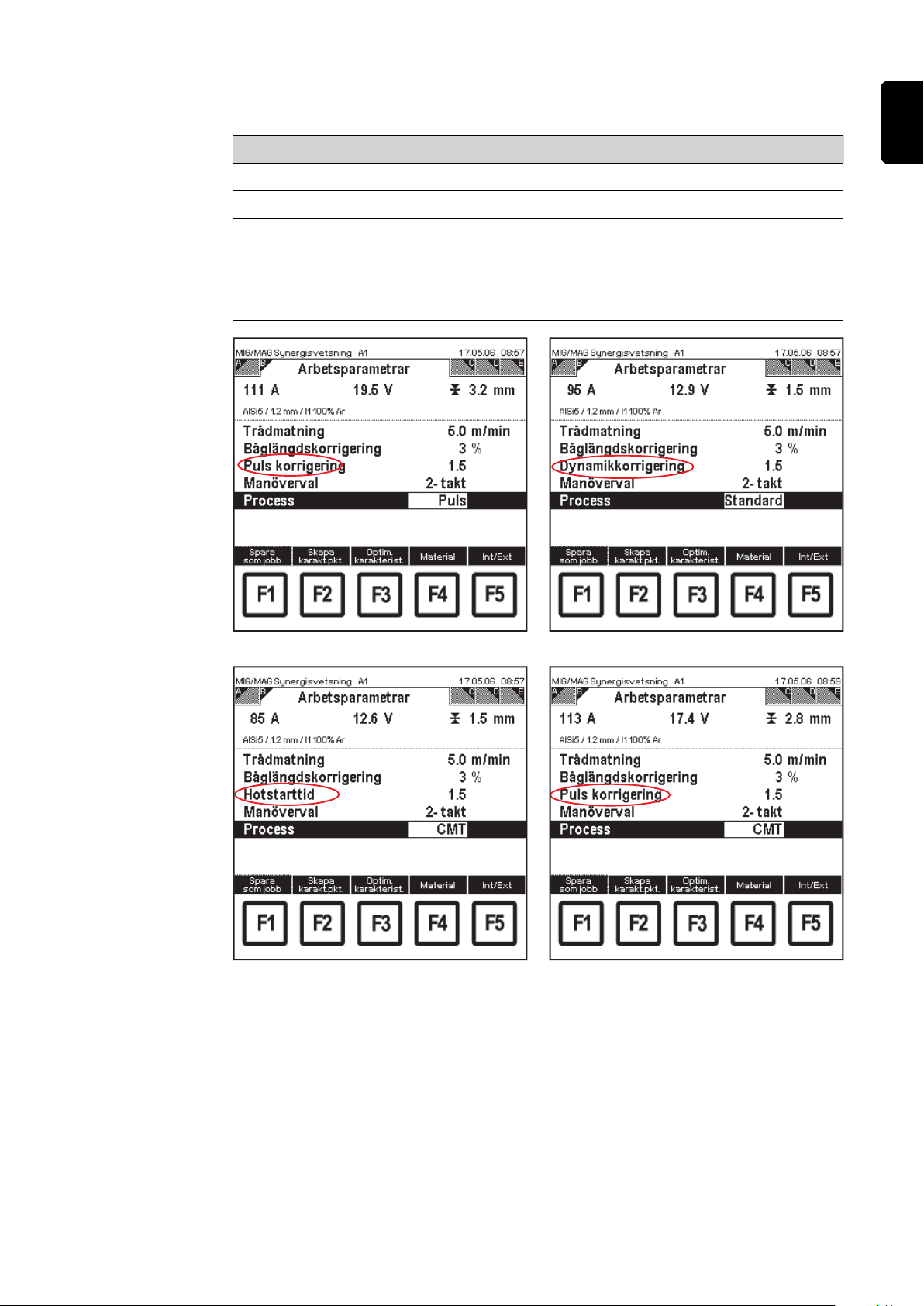
Vissa parametrar kan visas på olika sätt beroende på den valda metoden och det inställda svetsprogrammet:
Process Parametrar
Puls Puls korrigering
Standard Dynamikkorrigering
vid metoden CMT Hotstart-tid
Puls korrigering
Hotstart pulscykler
Boostkorrigering
Dynamikkorrigering
SV
Parametern ”Puls korrigering” i pulsprocessen Parametern ”Dynamikkorrigering” i standardproces-
Parametern ”Hotstart-tid” i CMT-processen Parametern ”Puls korrigering” i CMT-processen
sen
35

Parametern ”Puls korrigering” i CMT-processen Parametern ”Boostkorrigering” i CMT-processen
Parametern ”Dynamikkorrigering” i CMT-processen
"CMT"-processen CMT-processen kan användas endast tillsammans med följande komponenter:
- CMT-strömkälla (t.ex. TPS 4000 CMT)
- CMT-trådmatare (t.ex. VR 7000 CMT)
- CMT-drivenhet med trådbuffert (t.ex. Robacta Drive CMT)
- CMT-anslutningsslangpaket
36
För CMT Advanced-processen krävs svetsdatabanken M0842.

Koppla om till stor indikator
(1) (2)
0.6 A
0.35 A
Allmänt Parametrarna Trådmatningshastighet, svetsström och svetsspänning kan visas i den sto-
ra indikatorn. Dessutom visar den stora indikatorn motorströmmarna för trådmatningen
och push-pull-enheten som ärvärden.
SV
Koppla om till
stor indikator
MIG/MAG Synergisvetsning: Bildskärmen "Stor indikering"
(1) Motorström trådmatning
(2) Motorström PushPull-enhet
Välj meny "MIG/MAG Synergisvets-
1
ning"
Välj bildskärmen "Stor indikering" med
2
pilknapp höger (8).
- Bildskärmen "Stor indikering" visas.
- Trådmatningshastigheten kan
ändras på skärmbilden ”Stor indikering” med inställningsratten
(18).
Ändras parametern ”Trådmatning”, ändras
också värdena för Svetsström och Svetsspänning i motsvarande grad.
37

Ställa in processinställningsparametrarna
Ställa in processinställningsparametrarna
MIG/MAG Synergisvetsning: Bildskärmen "Processinställningar", du har valt Gasförflöde.
Välj meny "MIG/MAG Synergisvets-
1
ning"
Välj bildskärmen "Processinställning-
2
ar" med pilknapp höger (8).
- Bildskärmen "Processinställningar" visas.
Välj den önskade processparametern
3
genom att trycka på Ned- (6) eller
Upp-knappen (7).
Ändra värdet för processparametern
4
med inställningsratten (18).
- Du kan bara ändra ett värde för en
processparameter inom ramen för
det definierade inställningsområdet. Inställningsområdet sparas.
38

Ställa in kompletterande parametrar: S2-takt, S4takt, punkt
Ställa in kompletterande parametrar för S2-takt
Om du väljer S2-takt i bildskärmen "Arbetsparametrar" visas den motsvarande
bildskärmen i menyslingan.
Du kan ställa in följande kompletterande parametrar:
- Startström Is
- Starttid ts
- Slope 1 SI1
- Slope 2 Sl2
- Sluttid te
- Slutström le
Välj meny "MIG/MAG Synergisvets-
1
ning"
Välj bildskärmen "Arbetsparametrar"
2
med pilknapp höger (8).
- Bildskärmen "Arbetsparametrar"
visas.
Välj parametern Manöverval genom
3
att trycka på Ned- (6) eller Upp-knappen (7).
Ställ in S2-takt med inställningsratten
4
(18).
Välj skärmbilden "S2-takt" med knap-
5
pen Höger (8).
- Skärmbilden "S2-takt" visas.
SV
Bildskärmen "Arbetsparametrar" Manöverval S2-takt
MIG/MAG Synergisvetsning: Skärmbilden ”S2-takt”
visas, Startström Is har valts.
Välj den önskade kompletterande pa-
6
rametern genom att trycka på Ned- (6)
eller Upp-knappen (7).
Ändra värdet för den kompletterande
7
parametern med inställningsratten
(18).
- Du kan bara ändra värdet för en
kompletterande parameter inom
ramen för det definierade inställningsområdet. Inställningsområdet
sparas.
39

Ställa in kompletterande parametrar för S4-takt
Om du väljer S4-takt i bildskärmen "Arbetsparametrar" visas den motsvarande
bildskärmen i menyslingan.
Du kan ställa in följande kompletterande parametrar:
- Startström Is
- Slope 1 Sl1
- Slutström le
- Slope 2 Sl2
Välj meny "MIG/MAG Synergisvets-
1
ning"
Välj bildskärmen "Arbetsparametrar"
2
med pilknapp höger (8).
- Bildskärmen "Arbetsparametrar"
visas.
Välj parametern Manöverval genom
3
att trycka på Ned- (6) eller Upp-knappen (7).
Ställ in S4-takt med inställningsratten
4
(18).
Välj skärmbilden "S4-takt" med pil-
5
knappen Höger (8).
- Skärmbilden "S4-takt" visas.
Bildskärmen "Arbetsparametrar" Manöverval S4-takt
Ställa in kompletterande parametrar för
punktsvetsning
Välj den önskade kompletterande pa-
6
rametern genom att trycka på Ned- (6)
eller Upp-knappen (7).
Ändra värdet för den kompletterande
7
parametern med inställningsratten
(18).
- Du kan bara ändra värdet för en
kompletterande parameter inom
ramen för det definierade inställningsområdet. Inställningsområdet
sparas.
MIG/MAG Synergisvetsning: Bildskärmen "S4-takt"
visas, du har valt Startström Is.
Om du väljer punkt i bildskärmen "Arbetsparametrar" visas den motsvarande
bildskärmen i menyslingan.
Du kan ställa in följande parametrar:
- Trådmatningshastighet
- Båglängdskorrigering
- Punkttid
40

Skärmbilden ”Arbetsparametrar”: manöverval Punktning
Välj meny "MIG/MAG Synergisvets-
1
ning"
Välj bildskärmen "Arbetsparametrar"
2
med pilknapp höger (8).
- Bildskärmen "Arbetsparametrar"
visas.
Välj parametern Manöverval genom
3
att trycka på Ned- (6) eller Upp-knappen (7).
Ställ in Punkt med inställningsratten
4
(18).
Välj bildskärmen "Punktning" med pil-
5
knapp höger (8).
- Bildskärmen "Punktning" visas.
SV
MIG/MAG Synergisvetsning: Bildskärmen "Punktning", du har valt Trådmatning.
Välj den önskade parametern genom att trycka på Ned- (6) eller Upp-knappen (7).
6
Ändra parametervärdet med inställningsratten (18).
7
- Du kan bara ändra parametervärdet inom ramen för det definierade inställningsområdet. Inställningsområdet sparas.
41

Ställa in SynchroPuls-parametern
Allmänt Om programvaran SynchrPuls är installerad i strömkällan kan du också komma år
bildskärmen för SynchroPuls-parametrarna. Bildskärmen läggs till i menyslingan.
Ställa in SynchroPuls-parametrar
(programvarutillval)
MIG/MAG Synergisvetsning: Skärmbilden ”SynchroPuls”
Välj meny "MIG/MAG Synergisvets-
1
ning"
Välj bildskärmen "SynchroPuls" med
2
pilknapp höger (8).
- Bildskärmen "SynchroPuls" visas.
Välj den önskade SynchroPuls-para-
3
metern genom att trycka på Ned- (6)
eller Upp-knappen (7).
Ändra värdet för SynchroPuls-parame-
4
tern med inställningsratten (18).
- Du kan bara ändra värdet för
SynchroPuls-parametern inom ramen för det definierade inställningsområdet. Inställningsområdet
sparas.
42

MIG/MAG Manuell svetsning
Allmänt I motsats till MIG/MAG Synergisvetsning ställer du vid MIG/MAG Manuell svetsning in al-
la parametrar var för sig.
SV
Välj menyn
"MIG/MAG Manuell svetsning"
Huvudmeny: Du har valt menyn "MIG/MAG Manuell
svetsning"
Översikt "MIG/MAG Manuell svetsning består av följande avsnitt:
- Öppna svetsprogrammet
- Ställa in arbetsparametrarna
- Koppla om till stor indikator
- Ställa in processinställningsparametrarna
- Ställa in kompletterande parametrar för punktsvetsning
Tryck på Meny-knappen (1).
1
- Huvudmenyn visas.
Välj meny "MIG/MAG Manuell svets-
2
ning" med inställningsratten (18).
Tryck på OK-knappen (3).
3
- Den senast visade bildskärmen
"Data" visas igen.
43

Öppna svetsprogrammet
Välja svetsprogrammet
Välj menyn "MIG/MAG Manuell svets-
1
ning"
Välj bildskärmen "Svetsprogram" med
2
pilknapp höger (8).
- Bildskärmen "Svetsprogram" visas.
MIG/MAG Manuell svetsning: Bildskärmen "Svetsprogram"
Bildskärmen "Svetsprogram" innehåller följande data:
- Tillsatsmaterial
- Tråddiameter
- Skyddsgas
- Referensnummer i från den sparade karakteristiken i svetsprogrammet
Exempelvis:
För AlSi5 med Ø 1,2 mm och skyddsgas 100 % Ar finns det en pulskarakteristik, en
standardkarakteristik och en CMT-karakteristik sparad.
44

Ställa in arbetsparametrarna
SV
Ställa in arbetsparametrarna
MIG/MAG Manuell svetsning: Bildskärmen "Arbetsparametrar", du har valt Trådmatning
Manöverval Du kan ställa in följande manöverval:
- 2-takt
- 4-takt
- Punktning
Välj menyn "MIG/MAG Manuell svets-
1
ning"
Välj bildskärmen "Arbetsparametrar"
2
med pilknapp höger (8).
- Bildskärmen "Arbetsparametrar"
visas.
Välj den önskade arbetsparametern
3
genom att trycka på Ned- (6) eller
Upp-knappen (7).
Ställ in parametervärdet med inställ-
4
ningsratten (18).
- Du kan bara ändra parametervärdet inom ramen för det definierade inställningsområdet. Inställningsområdet sparas.
45

Koppla om till stor indikator
(2)(1)
0.6 A
0.35 A
Allmänt Parametrarna Trådmatningshastighet, svetsström och svetsspänning kan visas i den sto-
ra indikatorn. Dessutom visar den stora indikatorn motorströmmarna för trådmatningen
och push-pull-enheten som ärvärden.
Koppla om till
stor indikator
MIG/MAG Manuell svetsning: Bildskärmen "Stor indikering"
(1) Motorström trådmatning
(2) Motorström PushPull-enhet
Välj menyn "MIG/MAG Manuell svets-
1
ning"
Välj bildskärmen "Stor indikering" med
2
pilknapp höger (8).
- Bildskärmen "Stor indikering" visas.
- Värdena för Trådmatningshastighet och Svetsspänning kan ändras i bildskärmen ”Stor indikering”
med hjälp av inställningsratten
(18).
- Svetsström är ett indikeringsvärde:
- Under svetsning
... börvärde
- Efter svetsning
... hållvärde
46

Ställa in processinställningsparametrarna
SV
Ställa in processinställningsparametrarna
MIG/MAG Manuell svetsning: Bildskärmen "Processinställningar", du har valt Gasförflöde.
Välj menyn "MIG/MAG Manuell svets-
1
ning"
Välj bildskärmen "Processinställning-
2
ar" med pilknapp höger (8).
- Skärmbilden ”Processinställningar” visas.
Välj den önskade processparametern
3
genom att trycka på Ned- (6) eller
Upp-knappen (7).
Ändra värdet på parametern för pro-
4
cessinställningar med hjälp av inställningsratten (18).
- Du kan bara ändra ett värde för en
processparameter inom ramen för
det definierade inställningsområdet. Inställningsområdet sparas.
47

Ställa in kompletterande parametrar för punktsvetsning
Ställa in kompletterande parametrar för
punktsvetsning
Om du väljer punkt i bildskärmen "Arbetsparametrar" visas den motsvarande
bildskärmen i menyslingan.
Du kan ställa in följande parametrar:
- Trådmatningshastighet
- Båglängdskorrigering
- Punkttid
Välj menyn "MIG/MAG Manuell svets-
1
ning"
Välj bildskärmen "Arbetsparametrar"
2
med pilknapp höger (8).
- Bildskärmen "Arbetsparametrar"
visas.
Välj parametern Manöverval genom
3
att trycka på Ned- (6) eller Upp-knappen (7).
Ställ in Punkt med inställningsratten
4
(18).
Välj bildskärmen "Punktning" med pil-
5
knapp höger (8).
- Bildskärmen "Punktning" visas.
Skärmbilden ”Arbetsparametrar”: manöverval Punktning
MIG/MAG Synergisvetsning: Bildskärmen "Punktning", du har valt Trådmatning.
Välj den önskade parametern genom
6
att trycka på Ned- (6) eller Upp-knappen (7).
Ändra parametervärdet med inställ-
7
ningsratten (18).
- Du kan bara ändra parametervärdet inom ramen för det definierade inställningsområdet. Inställningsområdet sparas.
48

Ställa in svetsprogram och material
Allmänt Du kan ställa in svetsprogrammet och materialet i de följande menyerna:
- MIG/MAG Synergisvetsning
- MIG/MAG Manuell svetsning
- Optimera och administrera jobb (endast med lagrade MIG/MAG-jobb)
SV
Ställa in svetsprogram och material
Skärmbilden "Välj tillsatsmaterial": du har valt Al99,5
Tryck på F4-knappen "Material" i den
1
motsvarande bildskärmen "Data".
- Den 1:a skärmbilden "Välj tillsatsmaterial" i guiden visas.
Ställ in det önskade materialet med in-
2
ställningsratten (18).
Tryck på F2-knappen "Framåt":
3
- Den 2:a skärmbilden "Välj tråddiameter" i guiden visas.
- Nu visas bara de tråddiametrar
som kan användas för materialet
du valde i den första skärmbilden.
Ställ in den önskade tråddiametern
4
med inställningsratten (18).
Tryck på F2-knappen "Framåt":
5
- Den 3:e skärmbilden ”Välj gas” visas i guiden.
- Endast de gaser som är tillgängliga för materialet som valdes på
den första skärmbilden och den
tråddiameter du valde i den andra
skärmbilden visas.
Bildskärmen "Välj tråddiameter": 1,2 mm har valts.
49

Skärmbilden ”Välj gas”: Du har valt I1 100% Ar
Exempel: AlSi 5/1,2 mm/I1 100 % Ar,skärmbild ”Välj
referens”: Du har valt karakteristiken S0016
Välj den önskade gasen med inställ-
6
ningsratten (18).
Tryck på F2-knappen "Framåt":
7
- Skärmbilden ”Välj referens” visas
endast, om det finns flera karakteristiker för det valda materialet,
den valda tråddiametern och den
valda skyddsgasen.
- Värdet inom parentes bakom metoden anger hur många karakteristiker det finns för denna metod.
Välj den önskade parametern genom
8
att trycka på Ned- (6) eller Upp-knappen (7).
Välj det önskade referensnumret för
9
karakteristiken med inställningsratten
(18)
- Exempelvis:
Karakteristiken C0876 passar bara för CMT.
Tryck på knappen F2 ”Framåt”.
10
- Den sista bildskärmen "Svetsprogram" i guiden visas som bekräftelse.
- När du trycker på F1-knappen
"Tillbaka" kan du se bildskärmarna
för de redan utförda arbetsstegen
igen. Du kan göra ändringar.
Skärmbilden ”Svetsprogram”: Bekräftelse
Tryck på knappen F2 ”Färdig”.
11
- Det inställda svetsprogrammet
lagras, och den senast visade
bildskärmen "Data" visas.
50

Lägga in användarkarakteristiker - anpassa karakteristik
Allmänt Du kan bara skapa användarkarakteristiker och anpassa karakteristiker i menyn
MIG/MAG Synergisvetsning.
Grundvalar för att
skapa användarkarakteristiker
Alla svetsprogram baseras på en karakteristik. Du kan ändra alla karakteristiker för valda
svetsprogram så att de passar dina behov. De ändrade karakteristikerna kan du spara
som användarspecifika.
Du måste programmera en karakteristik
- Om tillsatsmaterial (skyddsgas, tråddiameter) som inte finns i svetsdatabasen ska
användas
- För optimering av svetsprocessen (exempelvis för öka svetshastigheten, ändra
brännarförhållandena, ändra svetssömmens utseende).
OBSI!
Nyprogrammering av en karakteristik förutsätter kunskaper om ljusbågs- och
svetsteknik.
SV
Lägga in
användarkarakteristiker - anpassa
karakteristik
När du ska skapa en ny karakteristik på ett effektivt sätt rekommenderar vi följande
tilvägagångssätt:
- Välj en liknande karakteristik.
- Bestäm användarkarakteristikens effektumråde
- Komplettera användarkarakteristiken vid behov genom att lägga till nya karakteristikpunkter
Viktiga grundinställningar överförs på detta sätt till den nya karakteristiken.
VIKTIGT!
Det krävs minst två karakteristikpunkter för att kunna skapa en användarkarakteristik.
För att kunna optimera inom alla effektområden ska emellertid 6-10 karakteristikpunkter
(en punkt per materialtjocklek) programmeras. Du kan programmera maximalt 19 karakteristikpunkter.
I den aktuella bildskärmen "Data" ställer du in ett liknande svetsprogram eller det
1
svetsprogram du vill ändra.
Tryck på F3-knappen "Optim. karakteristik":
2
51

Skärmbilden "Information - karakteristiker kan inte redigeras!"
Om det inte går att redigera en karakteristik, visas informationen "Karakteristiken
kan inte redigeras".
Den 1:a skärmbilden "Optimera karakteristiker" i guiden visas.
Välj det undre och det övre ef-
3
fektvärdet med Ned- (6) eller Uppknappen (7).
Ställ in det övre och det undre ef-
4
fektvärdet med inställningsratten (18).
- Du kan bara ändra parametervärdet inom ramen för det definierade inställningsområdet. Inställningsområdet sparas.
- De visade värdena för ström,
spänning och plåttjocklek är direkt
beroende av de angivna effektvärdena.
Bildskärmen "Optimera karakteristiker": Ställa in effektvärden
Bildskärmen "Optimera karakteristiker": Välja karakteristik
Tryck på F2-knappen "Framåt":
5
- Den 2:a skärmbilden "Optimera
karakteristiker" i guiden visas.
Välj den önskade karakteristiken med
6
inställningsratten (18).
- Du får en säkerhetsfråga om du
vill skriva över en befintlig karakteristik.
52

Säkerhetsfråga för överskrivning av en karakteristik
Tryck på F3-knappen "Namnge karak-
7
terist." för att namnge karakteristiken:
- Bildskärmen "Namnge karakteristiken" visas.
Välj de önskade bokstäverna med in-
8
ställningsratten (18).
Tryck på F4-knappen ">" när du vill
9
välja nästa bokstav.
- Du kan korrigera med knapparna
F3 "<" eller F2 "> Radera".
När du har skrivit färdigt trycker du på
10
F1-knappen "Skriv över":
- Det nya namnet sparas och
bildskärmen "Optimera karakteristiker" visas.
SV
Bildskärmen "Namnge karakteristik"
Bildskärmen "Optimera karakteristiker": Välja karakteristik
Tryck på F2-knappen "Framåt":
11
- Den 3:e skärmbilden "Optimera
karakteristiker" i guiden visas.
- När du trycker på F1-knappen
"Tillbaka" kan du se bildskärmarna
för de redan utförda arbetsstegen
igen. Du kan göra ändringar.
53

Bildskärmen "Optimera karakteristiker": Bekräfta den
optimerade karakteristiken
Tryck på F2-knappen "Färdig".
12
- Den senast visade bildskärmen
"Data" visas igen.
54

Skapa karakteristikpunkter för användarkarakteristiker
Allmänt Funktionen "Skapa karakteristikpunkter" kan användas i följande menyer:
- MIG/MAG Synergisvetsning
- MIG/MAG Manuell svetsning
Grundvalar för att
skapa användarkarakteristiker
Det går att spara olika parameterinställningar som karakteristikpunkter i användarkarakteristikerna.
För att kunna skapa en karakteristikpunkt behöver du:
- Ett svetsprogram (material, tråddiameter, skyddsgas) som du ska skapa en karakteristikpunkt för.
- Värdet för trådmatningen (t.ex. från svetsförsök, erfarenhetsvärden eller riktvärden
som motsvarar materialtjoskleken).
OBSI!
Att skapa karakteristikpunkter förutsätter kunskaper om ljusbåge- och svetsteknik.
SV
Skapa karakteristikpunkt
VIKTIGT!
Det krävs minst två karakteristikpunkter för att kunna skapa en användarkarakteristik.
För att kunna optimera inom alla effektområden ska emellertid 6-10 karakteristikpunkter
(en punkt per materialtjocklek) programmeras. Du kan programmera maximalt 19 karakteristikpunkter.
Arbetsgång när du ska spara bestämda parameterinställningar som karakteristikpunkter:
Välj svetsprogrammet där du ska ska-
1
pa en karakteristikpunkt.
Ställ in trådmatningen som du ska
2
skapa en karakteristikpunkt för.
Tryck på knappen F2 "Skapa karakte-
3
ristikpunkt" i den aktuella skärmbilden
"Data".
- Den 1:a skärmbilden "Skapa karakteristikpunkt" i guiden visas.
Välj den önskade karakteristiken med
4
inställningsratten (18).
- Om karakteristikpunkten ska skapas i en karakteristik, som inte
passar för den inställda karakteristiken (till exempel infoga en ka-
Skärmbilden "Skapa karakteristikpunkt": Nr 6 "Al99,5
1,2 I1 mod" har valts.
rakteristikpunkt för aluminium i en
CuSi-karakteristik) får du en
säkerhetsfråga.
55

Säkerhetsdialog: Karakteristikpunkten passar inte
Tryck på F2 "Ja", F3 "Nej" eller F4
5
"Avbryt".
- Ska en standardkarakteristikpunkt
skapas i en pulskarakteristik eller
omvänt, visas ett felmeddelande.
Tryck på F3-knappen "OK".
6
- Den 1:a skärmbilden "Skapa karakteristikpunkt" i guiden visas.
Felmeddelande: Karakteristikpunkten kan inte sparas
Skärmbilden "Skapa karakteristikpunkt": Du har valt
nr 7 < tom karakteristik >
Välj en annan karakteristik med inställ-
7
ningsratten (18).
Tryck på F3-knappen "Namnge karak-
8
terist." för att namnge karakteristiken:
- Bildskärmen "Namnge karakteristiken" visas.
56

Bildskärmen "Namnge karakteristik"
Välj de önskade bokstäverna med in-
9
ställningsratten (18).
Tryck på F4-knappen ">" när du vill
10
välja nästa bokstav.
- Det går att korrigera med knapparna F3 "<" eller F2 "> Radera".
När du har skrivit färdigt trycker du på
11
F1-knappen "Skriv över":
- Det nya namnet sparas och
bildskärmen "Skapa karakteristikpunkt" visas.
Tryck på F2-knappen "Framåt":
12
- Den 2:a skärmbilden "Skapa karakteristikpunkt" i guiden visas
som bekräftelse.
SV
Skärmbilden "Skapa karakteristikpunkt"
Skärmbilden "Skapa karakteristikpunkt": Bekräftelse
av den sparade karakteristikpunkten
Tryck på F2-knappen "Färdig".
13
- Karakteristikpunkten sparas och
den aktuella skärmbilden "Data"
visas.
- När du trycker på F1-knappen
"Tillbaka" kan du se bildskärmarna
för de redan utförda arbetsstegen
igen. Du kan göra ändringar.
57
Välja användarkarakteristiker
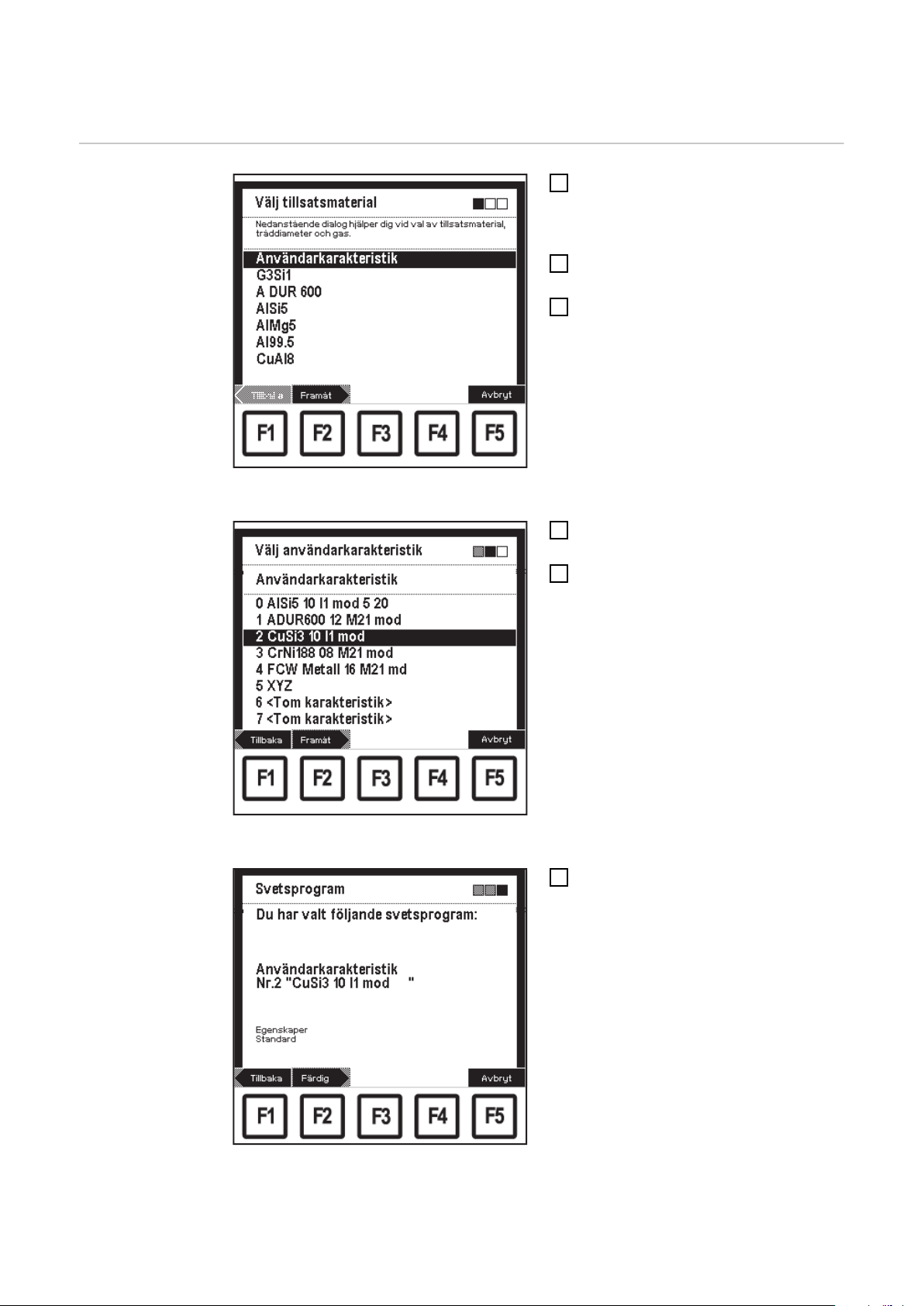
Skärmbilden "Välj tillsatsmaterial": Du har valt
Användarkarakteristik
Tryck på F4-knappen "Material" i den
1
motsvarande bildskärmen "Data".
- Den 1:a skärmbilden "Välj tillsatsmaterial" i guiden visas.
Välj "Användarkarakteristik" med in-
2
ställningsratten (18).
Tryck på F2-knappen "Framåt":
3
- Den 2:a skärmbilden "Välj
användarkarakteristik" i guiden visas.
Välj den önskade användarkarakteri-
4
stiken med inställningsratten (18).
Tryck på F2-knappen "Framåt":
5
- Den 3:e skärmbilden "Svetsprogram" i guiden visas som bekräftelse.
- När du trycker på F1-knappen
"Tillbaka" kan du se bildskärmarna
för de redan utförda arbetsstegen
igen. Du kan göra ändringar.
58
Bildskärmen "Välj användarkarakteristik": Nr 2 "CuSi3
10 I1 mod" har valts.
Skärmbilden ”Svetsprogram”: Bekräfta användarkarakteristiken
Tryck på F2-knappen "Färdig".
6
- Den valda användarkarakteristiken sparas, och den senast visade bildskärmen "Data" visas.

Pinnsvetsning
SV
Aktivera menypunkten
"Pinnsvetsning".
Ställa in arbetsparametrarna
Huvudmeny: Menypunkten "Pinnsvetsning" har valts.
Pinnsvetsning: Bildskärmen "Arbetsparametrar", du
har valt Svetsström
Tryck på Meny-knappen (1).
1
- Huvudmenyn visas.
Välj menypunkten "Pinnsvetsning"
2
med inställningsratten (18).
Tryck på OK-knappen (3).
3
- Den senast visade bildskärmen
"Data" visas.
Aktivera menypunkten "Pinnsvets-
1
ning".
Välj bildskärmen "Arbetsparametrar"
2
med pilknapp höger (8).
- Bildskärmen "Arbetsparametrar"
visas.
Välj den önskade arbetsparametern
3
genom att trycka på Ned- (6) eller
Upp-knappen (7).
Ställ in parametervärdet med inställ-
4
ningsratten (18).
- Du kan bara ändra parametervärdet inom ramen för det definierade inställningsområdet. Inställningsområdet sparas.
59

Koppla om till
stor indikator
Parametrarna svetsström och svetsspänning kan visas i den stora indikatorn:
Aktivera menypunkten "Pinnsvets-
1
ning".
Välj bildskärmen "Stor indikering" med
2
pilknapp höger (8).
- Bildskärmen "Stor indikering" visas.
- Svetsströmmens värde kan ändras i skärmbilden "Stor indikering"
med inställningsratten (18).
- Svetsspänning är ett indikeringsvärde:
- Under svetsningen
... ärvärde
- Efter svetsningen
... hållvärde
Pinnsvetsning: Bildskärmen "Stor indikering"
Ställa in processinställningsparametrarna
Pinnsvetsning: Skärmbilden "Processinställningar",
Hotstart-ström HCU har valts.
Aktivera menypunkten "Pinnsvets-
1
ning".
Välj bildskärmen "Processinställning-
2
ar" med pilknapp höger (8).
- Bildskärmen "Processinställningar" visas.
Välj den önskade processparametern
3
genom att trycka på Ned- (6) eller
Upp-knappen (7).
Ändra processparameterns värde med
4
inställningsratten (18).
- Du kan bara ändra ett värde för en
processparameter inom ramen för
det definierade inställningsområdet. Inställningsområdet sparas.
60

TIG-svetsning
SV
Öppna menyn
"TIG svetsning".
Ställa in arbetsparametrarna
Huvudmeny: Du har valt menyn "TIG svetsning".
Tryck på Meny-knappen (1).
1
- Huvudmenyn visas.
Välj "TIG svetsning" med inställnings-
2
ratten (18).
Tryck på OK-knappen (3).
3
- Den senast visade bildskärmen
"Data" visas.
Öppna menyn "TIG svetsning".
1
Välj bildskärmen "Arbetsparametrar"
2
med pilknapp höger (8).
- Bildskärmen "Arbetsparametrar"
visas.
Välj den önskade arbetsparametern
3
genom att trycka på Ned- (6) eller
Upp-knappen (7).
Ställ in parametervärdet med inställ-
4
ningsratten (18).
- Du kan bara ändra parametervärdet inom ramen för det definierade inställningsområdet. Inställningsområdet sparas.
TIG svetsning: Bildskärmen "Arbetsparametrar", du
har valt Huvudström
61

Koppla om till
stor indikator
Parametrarna svetsström och svetsspänning kan visas i den stora indikatorn:
Öppna menyn "TIG svetsning".
1
Välj bildskärmen "Stor indikering" med
2
pilknapp höger (8).
- Bildskärmen "Stor indikering" visas.
- Svetsströmmens värde kan ändras i skärmbilden "Stor indikering"
med inställningsratten (18).
- Svetsspänning är ett indikeringsvärde:
- Under svetsningen
... ärvärde
- Efter svetsningen
... hållvärde
TIG svetsning: Bildskärmen "Stor indikering"
62

CC/CV-Mode
Allmänt Menyvalet "CC/CV-Mode" visas i huvudmenyn om programvaran för "CC/CV-Mode" är
installerad i strömkällan .
Menyvalet "CC/CV-Mode" gör det möjligt att köra strömkällan med antingen konstant
svetsström eller konstant svetsspänning.
Parametrarna för "CC/CV-Mode" kan ändras via såväl robotstyrning som fjärrkontrollen
RCU 5000i.
"CC/CV-Mode" använder du till exempel vid varmtrådssvetsning.
SV
Öppna menyn
"CC/CV-Mode"
Ställa in arbetsparametrarna
Huvudmeny: Du har valt menyn "CC/CV-Mode"
Tryck på Meny-knappen (1).
1
- Huvudmenyn visas.
Välj "CC/CV-Mode" med inställnings-
2
ratten (18).
Tryck på OK-knappen (3).
3
- Den senast visade bildskärmen
"Data" visas.
Öppna menyn "CC/CV-Mode"
1
Välj bildskärmen "Arbetsparametrar"
2
med pilknapp höger (8).
- Bildskärmen "Arbetsparametrar"
visas.
Välj den önskade arbetsparametern
3
genom att trycka på Ned- (6) eller
Upp-knappen (7).
Ställ in parametervärdet med inställ-
4
ningsratten (18).
- Du kan bara ändra parametervärdet inom ramen för det definierade inställningsområdet. Inställningsområdet sparas.
Koppla om till
stor indikator
CC/CV-Mode: Skärmbilden "Arbetsparametrar",
Strömbörvärde har valts
Parametrarna Trådmatningshastighet, spänningsbörvärde och strömbörvärde kan visas i
den stora indikatorn.
63

(2)(1)
0.6 A
0.35 A
CC/CV-Mode: Bildskärmen "Stor indikering"
(1) Motorström trådmatning
(2) Motorström PushPull-enhet
Öppna menyn "CC/CV-Mode"
1
Välj bildskärmen "Stor indikering" med
2
pilknapp höger (8).
- Bildskärmen "Stor indikering" visas.
- Du kan ändra trädmatningshastigheten, spänningsbörvärdet och
strömbörvärdet i bildskärmen
"Stor indikering" med inställningsratten (18).
- Svetsspänning är ett indikeringsvärde:
- Under svetsningen
... ärvärde
- Efter svetsningen
... hållvärde
Ställa in processinställningsparametrarna
CC/CV-Mode: Bildskärmen "Processinställningar"
Öppna menyn "CC/CV-Mode"
1
Välj bildskärmen "Processinställning-
2
ar" med pilknapp höger (8).
- Bildskärmen "Processinställningar" visas.
Ställ in parametervärdet med inställ-
3
ningsratten (18).
- Du kan bara ändra parametervärdet inom ramen för det definierade inställningsområdet. Inställningsområdet sparas.
64

Jobb-svetsning
SV
Öppna menyn
"Jobb-svetsning"
Ställa in arbetsparametrarna för
ett jobb
Tryck på Meny-knappen (1).
1
- Huvudmenyn visas.
Välj "Jobb-svetsning" med inställ-
2
ningsratten (18).
Tryck på OK-knappen (3).
3
- Den senast visade bildskärmen
"Data" visas.
Huvudmeny: Du har valt menyn "Jobb-svetsning".
Om det i menypunkten "Optimera och administrera jobb" fastställs korrigeringsgränser
för ett valt jobb, kan följande arbetsparametrar ställas in för det jobbet i menypunkten
"Jobb-svetsning" i skärmbilden "Arbetsparametrar":
- Aktuell trådmatningskorrigering
- aktuell ljusbågekorrigering
Öppna menyn "Jobb-svetsning"
1
Välj bildskärmen "Arbetsparametrar"
2
med pilknapp höger (8).
- Bildskärmen "Arbetsparametrar"
visas.
Välj parametern "Grupp nr." med Ned-
3
(6) eller Upp-knappen (7).
Välj den önskade gruppen (0 - 99)
4
med inställningsratten (18).
Välj parametern "Jobb nr." med knap-
5
pen Ner (6) eller Upp (7).
Välj det önskade jobbet (0 -999) med
6
inställningsratten (18).
- Om du väljer ett jobb ur nästa
Jobb-svetsning: Bildskärmen "Arbetsparametrar", du
har valt aktuell ljusbågekorrigering för jobb nr. 22 (exemplet visar ett MIG/MAG-jobb).
Välj den önskade arbetsparametern genom att trycka på Ned- (6) eller Upp-knappen
7
grupp ändras den visade gruppen
i enlighet med detta.
(7).
Ställ in parametervärdet med inställningsratten (18).
8
- Du kan bara ändra parametervärdet inom ramen för det definierade inställningsområdet. Inställningsområdet sparas.
Koppla om till
stor indikator
Parametrarna trådmatningshastighet, svetsström och svetsspänning för ett valt jobb kan
visas i den stora indikatorn.
65

A 53.0A 6.0
(1) (2)
Jobschweißen
Jobb-svetsning: Bildskärmen "Stor indikering"
(1) Motorström trådmatning
(2) Motorström PushPull-enhet
Öppna menyn "Jobb-svetsning"
1
Välj bildskärmen "Stor indikering" med
2
pilknapp höger (8).
- Bildskärmen "Stor indikering" visas.
- Du kan välja parametrarna "Grupp
nr" och "Jobb nr." med Ned- (6) eller Upp-knapparna (7) och ändra
dem med inställningsratten (18).
- Du kan ställa in trådmatningshastigheten inom ramen för de korrigeringsgränser som gäller för det
valda jobbet med inställningsratten (18).
- Svetsströmmen och svetsspänningen är visningsvärden.
Byte av svetsprocess under svetsning med CMT
Advanced
OBSI!
Under svetsning med CMT Advanced är det inte möjligt att byta svetsprocess eller
den valda svetskarakteristiken.
För att byta svetsprocess eller svetskarakteristik måste man:
- först avsluta CMT Advanced-processen
- Vänta i 300-600 ms
Under den tiden kan ingen annan svetsprocess eller svetskarakteristik väljas.
- Fortsätt svetsningen med en annan svetsprocess eller en annan svetskarakteristik.
66
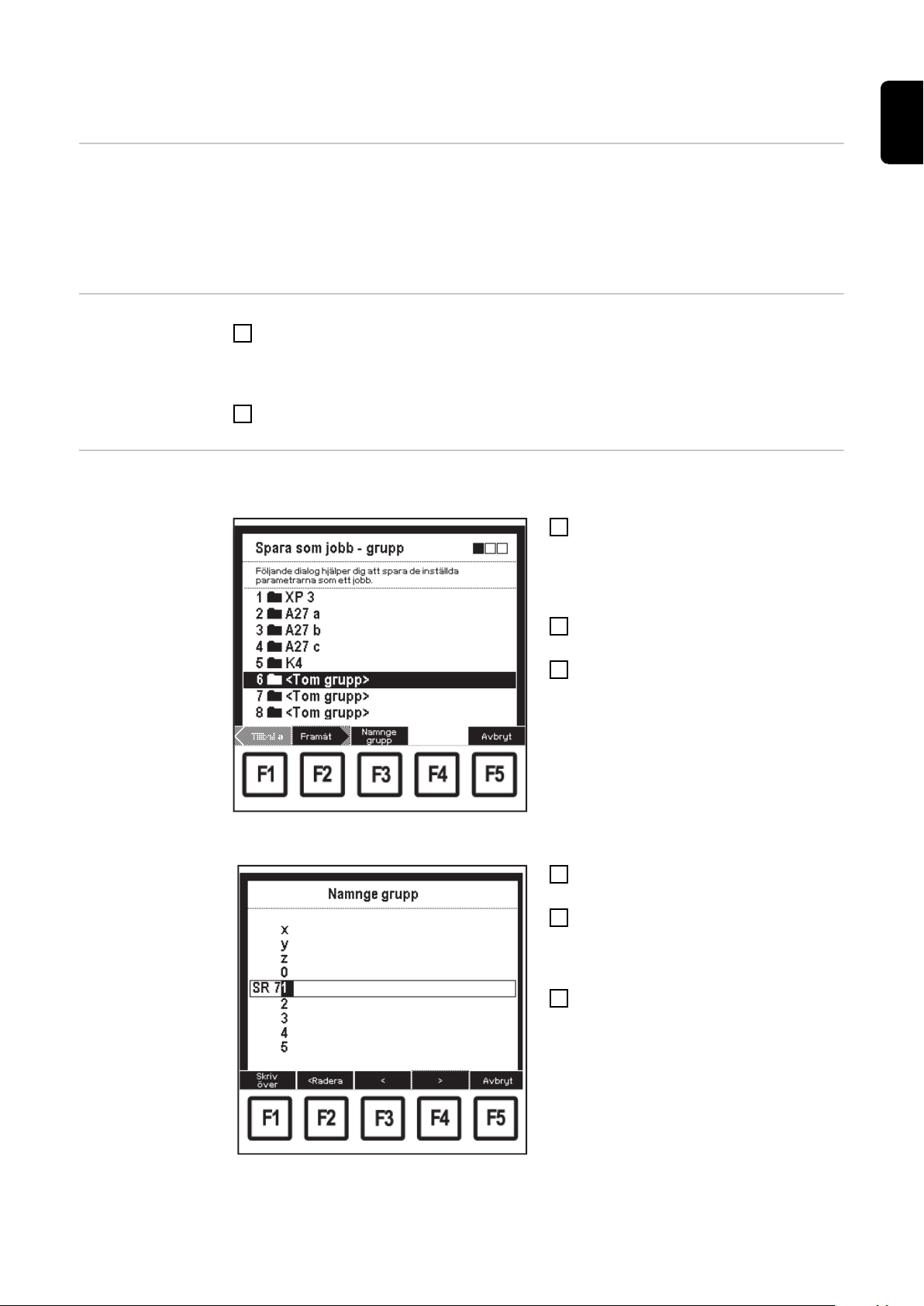
Spara inställningar som jobb
Allmänt Du kan använda funktionen "Spara som jobb" i följande menyer:
- MIG/MAG Synergisvetsning
- Driftläge CC/CV
- Jobb-svetsning
- Optimera & administrera jobb
SV
Information om
att spara som
jobb
Ställa in alla parametrar i samtliga visade bildskärmar:
1
- Ställ in parametrarna i skärmbild B
- Ställ in parametrarna i bildskärm B
- Ställ in parametrarna i bildskärm C, etc.
Tryck på F1-knappen "Spara som jobb" och följ anvisningarna i menyerna.
2
Spara som jobb Arbetsgång när du ska spara bestämda parameterinställningar som jobb:
Tryck på knappen F1 "Spara som
1
jobb" på den aktuella skärmbilden
"Data".
- Den 1:a Skärmbilden "Spara som
jobb - grupp" i guiden visas.
Välj den önskade gruppen med inställ-
2
ningsratten (18).
Tryck på F3-knappen "Namnge grupp"
3
för att namnge gruppen:
- Bildskärmen "Namnge grupp" visas.
Bildskärmen "Spara som jobb - grupp": Nr 6 <Tom
grupp> har valts.
Bildskärmen "Namnge grupp"
Välj de önskade bokstäverna med in-
4
ställningsratten (18).
Tryck på F4-knappen ">" när du vill
5
välja nästa bokstav.
- Du kan korrigera med knapparna
F3 "<" eller F2 "> Radera".
När du har skrivit färdigt trycker du på
6
F1-knappen "Skriv över":
- Det nya namnet sparas och
bildskärmen "Spara som jobb grupp" visas.
67

Bildskärmen "Spara som jobb - grupp": Nummer 6 SR 71 har valts.
Tryck på F2-knappen "Framåt":
7
- Den 2:a bildskärmen "Spara som
jobb - grupp" i guiden visas.
Ställ in det önskade jobbet med inställ-
8
ningsratten (18).
Tryck på F3-knappen "Namnge grupp"
9
för att namnge gruppen:
- Bildskärmen "Namnge jobb" visas.
Bildskärmen "Spara som jobb - minnesplats": Du har
valt jobb nr 61 <Tomt jobb>.
Bildskärmen "Namnge jobb"
Välj de önskade bokstäverna med in-
10
ställningsratten (18).
Tryck på F4-knappen ">" när du vill
11
välja nästa bokstav.
- Du kan korrigera med knapparna
F3 "<" eller F2 "> Radera".
När du har skrivit färdigt trycker du på
12
F1-knappen "Skriv över":
- Det nya namnet sparas och
bildskärmen "Spara som jobb minnesplats" visas.
68

Bildskärmen "Spara som jobb - minnesplats": Du har
valt jobb 61 - Test.
Tryck på F2-knappen "Framåt":
13
- Den 3:e skärmbilden "Spara som
jobb" i guiden visas.
- När du trycker på F1-knappen
"Tillbaka" kan du se bildskärmarna
för de redan utförda arbetsstegen
igen. Du kan göra ändringar.
Tryck på F2-knappen "Färdig".
14
- Den senast visade bildskärmen
"Data" visas igen.
SV
Bildskärmen "Spara som jobb" visas som bekräftelse.
69

Intern / extern inställning av valda parametrar
Allmänt Du kan ställa in valda parametrar på fjärrkontrollen RCU 5000i enligt följande:
- Internt på fjärrkontrollen
- Externt, till exempel på trådmatningen, strömkällan, andra fjärrkontroller, robotstyrningen
Finns det en extern inställningsmöjlighet i systemet, är de aktuella parametrarna automatiskt inställda på extern parameterinmatning, exempelvis:
med ansluten trådmatning ska värdet för parametern "Trådmatning" ställas in på trådmataren. Om du vill ställa in parametern på frjärrmanöverdonet RCU 5000i måste du ställa
om parametern "Trådmatningshastighet" för intern parameterinmatning.
Du kan koppla om mellan intern och extern parameterinmatning i följande menyer:
- MIG/MAG Synergisvetsning - CC/CV-Mode
- MIG/MAG Manuell svetsning - Jobb-svetsning
- Pinnsvetsning - Optimera och administrera jobb
- TIG-svetsning
Intern / extern parameterinmatning
Tryck på F5-knappen "IN´nt/Ext" i den motsvarande bildskärmen "Data".
1
- Fjärrkontrollen ställer om sig för inmatning av de önskade parametrarna:
Intern parameterinmatning (Int): Extern parameterinmatning (Ext):
Du ställer in och ändrar de aktuella parametrarna på fjärrkontrollen RCU 5000i.
De valda parametrarna visas med en
svart rand med "fönster" för parametervärdet. I "fönstret" kan du ändra parametervärdet.
Du ställer in och ändrar parametrarna på
strömkällan, på trådmataren eller i robotstyrningen.
De valda parametrarna visas med en genomgående svart rand i fjärrkontrollens
bildskärm. Vid extern parameterinmatning
kan du inte ändra parametervärdena på
fjärrkontrollen.
70
Exempel på intern parameterinmatning: svart stapel
med "fönster" - Ljusbågekorrigering har valts
Exempel på extern parameterinmatning: genomgående svart stapel - Ljusbågekorrigering har
valts

VIKTIGT!
Funktionsknappen F5 "Int/Ext“ är aktiv endast när fjärrkontrollen är ansluten.
Om fjärrkontrollen inte är ansluten är funktionsknappen "Int/Ext" gråtonad.
Exempel för en ej ansluten fjärrkontroll: F5 "Int/Ext" är gråtonad.
SV
71

Optimera och administrera jobb
Allmänt Följande funktioner kan utföras i menypunkten "Optimera och administrera jobb", när ett
jobb har valts:
- Hämta administrationsdata
- Ställa in arbetsparametrar
- Ställa in jobbspecifika parametrar
Olika många skärmbilder ingår i "menyslingan" beroende på typen av det valda jobbet.
Även ordningsföljden för de visade bildskärmarna beror på jobbtypen.
Följande skärmbilder visas i jobb med MIG/MAG Synergisvetsning:
- Administrationsdata
- SynchroPuls
- Svetsprogram - QMaster-värden
- Arbetsparametrar
- Processinställningar
- Korrigeringsgränser
- S2-takt
- S4-takt
- Punktning
- Dokumentation per jobb
1)
2)
3)
4)
Aktivering av menypunkten "Optimera och administrera jobb"
1)
Visas bara när tillvalet SynchroPuls-funktionen är installerad i strömkällan.
2)
Visas bara när manövervalet är inställt på S2-takt för det valda jobbet.
3)
Visas bara när manövervalet är inställt på S4-takt för det valda jobbet.
4)
Visas bara när manövervalet är inställt på Punktning för det valda jobbet.
Tryck på Meny-knappen (1).
1
- Huvudmenyn visas.
Välj "Optimera och administrera jobb"
2
med inställningsratten (18).
Tryck på OK-knappen (3).
3
- Säkerhetsdialogen "Vill du redigera jobben online?" visas
72
Huvudmeny: Menypunkten "Optimera och administrera jobb" har valts.

Tryck på F2 "Ja" eller F3 "Nej".
4
- Redigera online - F2 "Ja"
Strömkällan växlar till menyn
Jobbkorrigering, oberoende av inställningarna av den aktuella
strömkällan. De värden du ändrar
på fjärrkontrollen visas också på
strömkällan.
- Redigera online - F3 "Nej"
De aktuella inställningarna av
strömkällan bibehålls. De värden
du ändrar på fjärrkontrollen visas
bara på fjärrkontrollen.
- Den senast visade bildskärmen
"Data" visas.
Säkerhetsdialog: Vill du redigera jobben online?
Översikt "Optimera och administrera jobb" består av följande avsnitt:
- Administrera jobb
- Hämta administrationsdata för ett valt jobb
- Hämta och ändra svetsprogrammet för ett valt jobb
- Hämta och ändra arbetaparametrarna för ett valt jobb
- Hämta och ändra processinställningarna för ett valt jobb
- Hämta och ändra S2-taktparametrarna för ett valt jobb
- Hämta och ändra S4-taktparametrarna för ett valt jobb
- Hämta och ändra punktsvetsparametrarna för ett valt jobb
- Fastställa korrigeringsgränser för ett valt jobb
- Dokumentation per jobb
- Hämta och ändra SynchroPuls-parametrarna för ett valt jobb
- Fastställa QMaster-värden för ett valt jobb
- Skapa karakteristikpunkt
SV
73

Administrera jobb
Administrera
jobb
Optimera och administrera jobb: Bildskärmen "Administrera jobb - grupp".
Aktivera menypunkten "Optimera och
1
administrera jobb"
Tryck på F1-knappen "Administrera
2
jobb" oberoende av den visade
bildskärmen.
- Den 1:a skärmbilden "Administrera jobb - grupp" i guiden visas.
Välj den önskade gruppen (0 - 99)
3
med inställningsratten (18).
Tryck på F3-knappen "Namnge grupp"
4
för att namnge gruppen:
- Bildskärmen "Namnge grupp" visas.
Välj de önskade bokstäverna med in-
5
ställningsratten (18).
Tryck på F4-knappen ">" när du vill
6
välja nästa bokstav.
- Du kan korrigera med knapparna
F3 "<" eller F2 "> Radera".
När du har skrivit färdigt trycker du på
7
F1-knappen "Skriv över":
- Det nya namnet sparas och
bildskärmen "Administrera jobb grupp" visas.
74
Bildskärmen "Namnge grupp"
Optimera och administrera jobb: Bildskärmen "Administrera jobb - grupp".
Tryck på F2-knappen "Framåt":
8
- Den 2:a skärmbilden "Administrera jobb - minnesplats " i guiden visas.

Bildskärmen "Administrera jobb - minnesplats".
Bildskärmen "Namnge jobb"
Välj den önskade minnesplatsen med
9
inställningsratten (18).
Tryck på F3-knappen "Namnge grupp"
10
för att namnge gruppen:
- Bildskärmen "Namnge jobb" visas.
Välj de önskade bokstäverna med in-
11
ställningsratten (18).
Tryck på F4-knappen ">" när du vill
12
välja nästa bokstav.
- Du kan korrigera med knapparna
F3 "<" eller F2 "> Radera".
När du har skrivit färdigt trycker du på
13
F1-knappen "Skriv över":
- Det nya namnet sparas och
bildskärmen "Spara som jobb minnesplats" visas.
- När du trycker på F1-knappen
"Tillbaka" kan du se bildskärmarna
för de redan utförda arbetsstegen
igen. Du kan göra ändringar.
SV
Bildskärmen "Spara som jobb - minnesplats": Du har
valt jobb 3 Left side up.
Tryck på F2-knappen "Färdig".
14
- Den senast visade bildskärmen
"Data" visas igen.
75

Radera grupper
och jobb
Aktivera menypunkten "Optimera och
1
administrera jobb"
Tryck på F1-knappen "Administrera
2
jobb" oberoende av den visade
bildskärmen.
- Den 1:a skärmbilden "Administrera jobb - grupp" i guiden visas.
När du vill radera grupper ska du välja
3
gruppen (0 - 99) du vill radera med inställningsratten (18).
Tryck på F4-knappen "Radera grupp".
4
- Säkerhetsdialogen "Vill du verkligen radera hela gruppen 0?" visas.
Optimera och administrera jobb: Bildskärmen "Administrera jobb - grupp".
Säkerhetsdialog "Radera grupp".
VIKTIGT!
Raderas en grupp, raderas även alla
jobb i gruppen.
Tryck på F2-knappen "Ja":
5
- Den valda gruppen raderas och
den 1:a skärmbilden "Administrera
jobb - grupp" i guiden visas.
Tryck på F2-knappen "Framåt":
6
- Den 2:a skärmbilden "Administrera jobb - minnesplats " i guiden visas.
76
Bildskärmen "Administrera jobb - grupp" med raderad
grupp.

Bildskärmen "Administrera jobb - minnesplats".
När du vill radera jobb ska du välja
7
den aktuella minnesplatsen med inställningsratten (18).
Tryck på F4-knappen "Radera jobb".
8
- Säkerhetsdialogen "Vill du verkligen radera jobb 3?" visas.
Tryck på F2-knappen "Ja":
9
- Det valda jobbet raderas och den
2:a skärmbilden "Administrera
jobb - minnesplats " i guiden visas.
SV
Säkerhetsdialog "Radera jobb".
Bildskärmen "Administrera jobb - minnesplats".
Tryck på F2-knappen "Färdig".
10
- Den senast visade bildskärmen
"Data" visas igen.
77
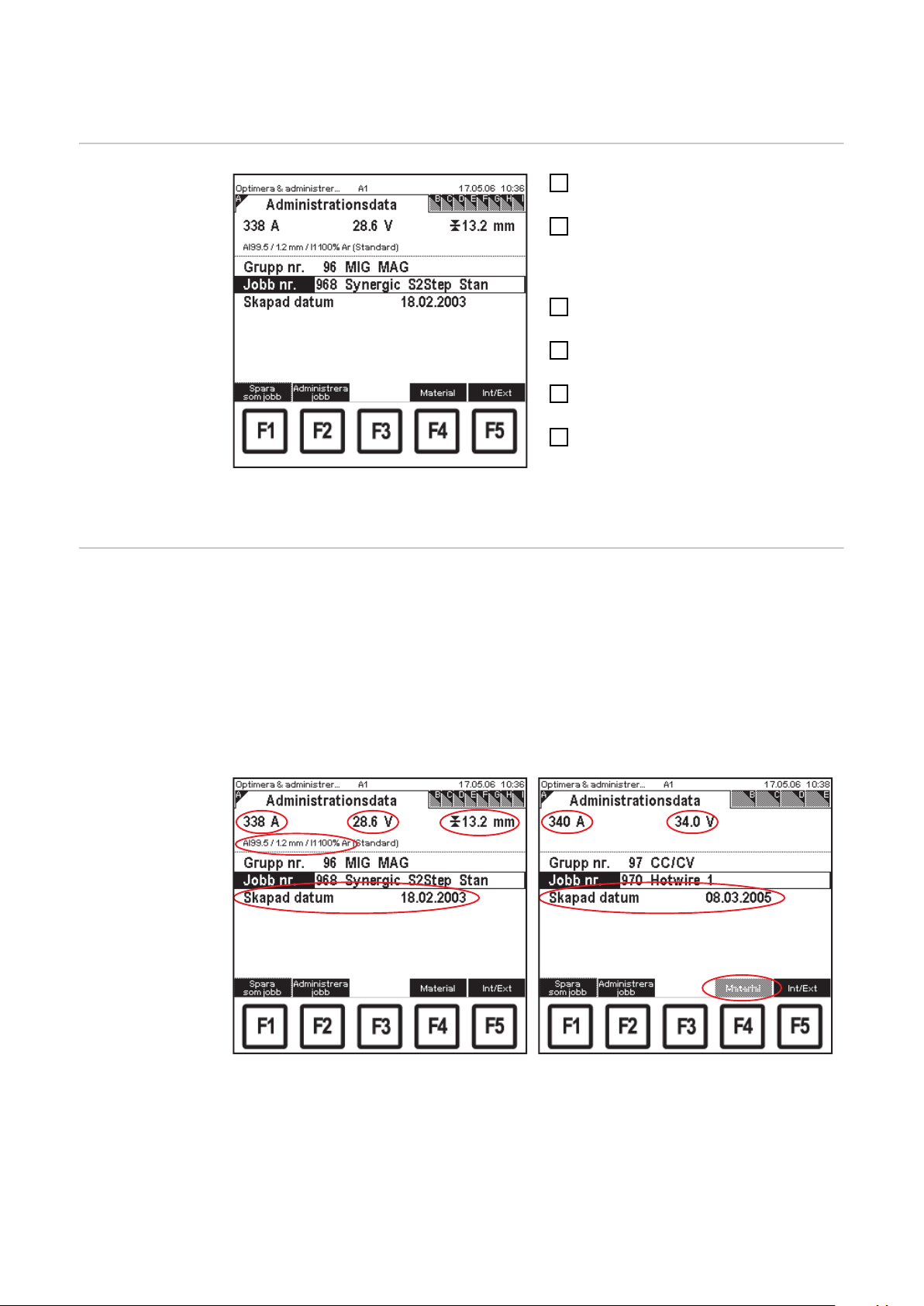
Hämta administrationsdata för ett valt jobb
Hämta administrationsdata för ett
jobb
Olika visning av
administrationsdata beroende på
jobbtypen
Aktivera menypunkten "Optimera och
1
administrera jobb"
Välj bildskärmen "Administrationsdata"
2
med pilknapp höger (8).
- Bildskärmen "Administrationsdata"
visas.
Välj parametern "Grupp nr." med Ned-
3
(6) eller Upp-knappen (7).
Välj den önskade gruppen (0 - 99)
4
med inställningsratten (18).
Välj parametern "Jobb nr." med knap-
5
pen Ner (6) eller Upp (7).
Välj det önskade jobbet (0 -999) med
6
inställningsratten (18).
Optimera och administrera jobb: Bildskärmen "Administrationsdata"
- Om du väljer ett jobb ur nästa
grupp ändras den visade gruppen
i enlighet med detta.
Visningen av administrationsdata ändras, beroende på typen av det valda jobbet, exempelvis:
För MIG/MAG Synergisvetsjobb visas:
- Svetsström, svetsspänning och materialtjocklek - beroende på den in-
För CC/CV-jobb visas:
- Svetsström, svetsspänning
- Skapad datum
ställda trådmatningen.
- Svetsprogram
- Skapad datum
Knappen F4 "Material" är inte aktiv och
tilldelningen av funktionsknappen visas i
grått.
78
Skärmbilden "Administrationsdata" för ett MIG/MAG
Synergisvetsjobb
Skärmbilden "Administrationsdata" för ett CC/CVMode-jobb.

Hämta och ändra svetsprogrammet för ett valt jobb
Allmänt Ordningsföljden för skärmbilderna i "menyslingan" beror på typen av det valda jobbet.
Bildskärmen "Svetsprogram" visas bara för MIG/MAG Synergisvetsjobb.
SV
Öppna svetsprogrammet för ett
jobb
Ändra svetsprogrammet för ett
jobb
Optimera och administrera jobb: Bildskärmen "Svetsprogram"
Aktivera menypunkten "Optimera och
1
administrera jobb"
Välj parametern "Grupp nr." med
2
knappen Ner (6) eller Upp (7), oberoende av vilken skärmbild som visas.
Välj den önskade gruppen (0 - 99)
3
med inställningsratten (18).
Välj parametern "Jobb nr." med knap-
4
pen Ner (6) eller Upp (7).
Välj det önskade jobbet (0 -999) med
5
inställningsratten (18).
- Om du väljer ett jobb ur nästa
grupp ändras den visade gruppen
i enlighet med detta.
Välj bildskärmen "Svetsprogram" med
6
pilknapp höger (8).
- Bildskärmen "Svetsprogram" visas.
Öppna svetsprogrammet för ett jobb
1
Tryck på F4-knappen "Material" när du
2
vill ändra ett jobb:
- Den 1:a skärmbilden "Välj tillsatsmaterial" i guiden visas.
Optimera och administrera jobb: Bildskärmen "Svetsprogram"
79

Skärmbilden "Välj tillsatsmaterial": Du har valt AlMg5
Ställ in det önskade materialet med in-
3
ställningsratten (18).
Tryck på F2-knappen "Framåt":
4
- Den 2:a skärmbilden "Välj tråddiameter" i guiden visas.
- Nu visas bara de tråddiametrar
som kan användas för materialet
du valde i den första skärmbilden.
Ställ in den önskade tråddiametern
5
med inställningsratten (18).
Tryck på F2-knappen "Framåt":
6
- Den 3:e skärmbilden "Välj gas" i
guiden visas.
- Nu visas bara de gaser som kan
användas för materialet du valde i
den första skärmbilden och den
tråddiameter du valde i den andra
skärmbilden.
Bildskärmen "Välj tråddiameter": Du har valt 1,0 mm
Skärmbilden "Välj gas": Du har valt I1 100% Ar
Välj den önskade gasen med inställ-
7
ningsratten (18).
Tryck på F2-knappen "Framåt":
8
- Skärmbilden "Välj referens" visas
endast, om det finns flera karakteristiker sparade för det valda materialet, den valda tråddiametern
och den valda skyddsgasen.
- Värdet inom parentes bakom metoden anger hur många karakteristiker det finns för denna metod.
80

Exempel: AlSi 5/1,2 mm/I1 100 % Ar Du har valt karakteristiken S0016
Välj den önskade parametern genom
9
att trycka på Ned- (6) eller Upp-knappen (7).
Välj det önskade referensnumret för
10
karakteristiken med inställningsratten
(18)
- Exempelvis:
Karakteristiken C0876 passar bara för CMT.
Tryck på knappen F2 "Framåt".
11
- Den 4:e skärmbilden "Svetsprogram" i guiden visas som bekräftelse.
- När du trycker på F1-knappen
"Tillbaka" kan du se bildskärmarna
för de redan utförda arbetsstegen
igen. Du kan göra ändringar.
Tryck på knappen F2 "Färdig".
12
SV
Optimera och administrera jobb Bildskärmen "Svetsprogram"
Optimera och administrera jobb Bildskärmen "Svetsprogram"
Det inställds svetsprogrammet sparas, och
bildskärmen "Svetsprogram" visas.
81

Hämta och ändra arbetaparametrarna för ett valt
jobb
Allmänt Ordningsföljden för skärmbilderna i "menyslingan" beror på typen av det valda jobbet.
Hämta och ändra
arbetsparametrarna för ett jobb
Aktivera menypunkten "Optimera och administrera jobb"
1
Välj parametern "Grupp nr." med knappen Ner (6) eller Upp (7), oberoende av vilken
2
skärmbild som visas.
Välj den önskade gruppen (0 - 99) med inställningsratten (18).
3
Välj parametern "Jobb nr." med knappen Ner (6) eller Upp (7).
4
Välj det önskade jobbet (0 -999) med inställningsratten (18).
5
- Om du väljer ett jobb ur nästa grupp ändras den visade gruppen i enlighet med
detta.
Välj bildskärmen "Arbetsparametrar" med pilknapp höger (8).
6
- Bildskärmen "Arbetsparametrar" visas.
Välj den önskade parametern genom
7
att trycka på nedåt- (6) eller uppåtknappen (7).
Ställ in parametervärdet med inställ-
8
ningsratten (18).
- Du kan bara ändra ett parametervärde inom ramen för det definierade inställningsområdet. Inställningsområdet sparas.
82
Optimera och administrera jobb: Bildskärmen "Arbetsparametrar"

Anvisning om
ändringar av
trådmatningshastigheten
Bildskärmen "Arbetsparametrar" - Ändra trådmatningshastigheten
Om du ändrar trådmatningshastigheten för
ett MIG/MAG Synergisvetsjobb i
bildskärmen "Arbetsparametrar" ändras
också, på grund av synergifunktionen,
värdena för svetsströmmen och svetsspänningen.
Du måste ta hänsyn till ändringen av
svetsströmmen och svetsspänningen i
bildskärmen "QMaster" vid parametrarna
"Strömbörvärde" och
"Spänningsbörvärde".
SV
83

Hämta och ändra processinställningarna för ett valt
jobb
Allmänt Ordningsföljden för skärmbilderna i "menyslingan" beror på typen av det valda jobbet.
Hämta och ändra
processparametrarna för ett jobb
Aktivera menypunkten "Optimera och administrera jobb"
1
Välj parametern "Grupp nr." med knappen Ner (6) eller Upp (7), oberoende av vilken
2
skärmbild som visas.
Välj den önskade gruppen (0 - 99) med inställningsratten (18).
3
Välj parametern "Jobb nr." med knappen Ner (6) eller Upp (7).
4
Välj det önskade jobbet (0 -999) med inställningsratten (18).
5
- Om du väljer ett jobb ur nästa grupp ändras den visade gruppen i enlighet med
detta.
Välj bildskärmen "Processinställning-
6
ar" med pilknapp höger (8).
- Bildskärmen "Processinställningar" visas.
Välj den önskade parametern genom
7
att trycka på nedåt- (6) eller uppåtknappen (7).
Ställ in parametervärdet med inställ-
8
ningsratten (18).
- Du kan bara ändra ett parametervärde inom ramen för det definierade inställningsområdet. Inställningsområdet sparas.
Optimera och administrera jobb: Bildskärmen "Processinställningar"
84

Hämta och ändra S2-taktparametrarna för ett valt
jobb
Allmänt Ordningsföljden för skärmbilderna i "menyslingan" beror på typen av det valda jobbet.
Skärmbilden "S2-takt" visas bara:
- När manövervalet är inställt på S2-takt i det valda jobbet
- vid MIG/MAG Synergisvetsjobb
Hämta och ändra
S2-taktparametrarna för ett valt
jobb
Aktivera menypunkten "Optimera och administrera jobb"
1
Välj parametern "Grupp nr." med knappen Ner (6) eller Upp (7), oberoende av vilken
2
skärmbild som visas.
Välj den önskade gruppen (0 - 99) med inställningsratten (18).
3
Välj parametern "Jobb nr." med knappen Ner (6) eller Upp (7).
4
Välj det önskade jobbet (0 -999) med inställningsratten (18).
5
- Om du väljer ett jobb ur nästa grupp ändras den visade gruppen i enlighet med
detta.
Välj skärmbilden "S2-takt" med knappen Höger (8).
6
- Skärmbilden "S2-takt" visas.
SV
Optimera och administrera jobb: Skärmbilden "S2takt"
Välj den önskade parametern genom
7
att trycka på nedåt- (6) eller uppåtknappen (7).
Ställ in parametervärdet med inställ-
8
ningsratten (18).
- Du kan bara ändra ett parametervärde inom ramen för det definierade inställningsområdet. Inställningsområdet sparas.
85

Hämta och ändra S4-taktparametrarna för ett valt
jobb
Allmänt Ordningsföljden för skärmbilderna i "menyslingan" beror på typen av det valda jobbet.
Skärmbilden "S4-takt" visas bara:
- När manövervalet är inställt på S4-takt i det valda jobbet
- vid MIG/MAG Synergisvetsjobb
Hämta och ändra
S4-taktparametrarna för ett valt
jobb
Aktivera menypunkten "Optimera och administrera jobb"
1
Välj parametern "Grupp nr." med knappen Ner (6) eller Upp (7), oberoende av vilken
2
skärmbild som visas.
Välj den önskade gruppen (0 - 99) med inställningsratten (18).
3
Välj parametern "Jobb nr." med knappen Ner (6) eller Upp (7).
4
Välj det önskade jobbet (0 -999) med inställningsratten (18).
5
- Om du väljer ett jobb ur nästa grupp ändras den visade gruppen i enlighet med
detta.
Välj skärmbilden "S4-takt" med pilknappen Höger (8).
6
- Skärmbilden "S4-takt" visas.
Välj den önskade parametern genom
7
att trycka på nedåt- (6) eller uppåtknappen (7).
Ställ in parametervärdet med inställ-
8
ningsratten (18).
- Du kan bara ändra ett parametervärde inom ramen för det definierade inställningsområdet. Inställningsområdet sparas.
86
Optimera och administrera jobb: Skärmbilden "S4takt"

Hämta och ändra punktsvetsparametrarna för ett
valt jobb
Allmänt Ordningsföljden för skärmbilderna i "menyslingan" beror på typen av det valda jobbet.
Bildskärmen "Punktning" visas bara:
- När manövervalet är inställt på S4-takt i det valda jobbet
- vid MIG/MAG Synergisvetsjobb
Hämta och ändra
punktsvetsparametrarna för ett
valt jobb
Aktivera menypunkten "Optimera och administrera jobb"
1
Välj parametern "Grupp nr." med knappen Ner (6) eller Upp (7), oberoende av vilken
2
skärmbild som visas.
Välj den önskade gruppen (0 - 99) med inställningsratten (18).
3
Välj parametern "Jobb nr." med knappen Ner (6) eller Upp (7).
4
Välj det önskade jobbet (0 -999) med inställningsratten (18).
5
- Om du väljer ett jobb ur nästa grupp ändras den visade gruppen i enlighet med
detta.
Välj bildskärmen "Punktning" med pilknapp höger (8).
6
- Bildskärmen "Punktning" visas.
SV
Optimera och administrera jobb: Bildskärmen "Punktning"
Välj den önskade parametern genom
7
att trycka på nedåt- (6) eller uppåtknappen (7).
Ställ in parametervärdet med inställ-
8
ningsratten (18).
- Du kan bara ändra ett parametervärde inom ramen för det definierade inställningsområdet. Inställningsområdet sparas.
87

Fastställa korrigeringsgränser för ett valt jobb
Allmänt Ordningsföljden för skärmbilderna i "menyslingan" beror på typen av det valda jobbet.
Bildskärmen "Korrigeringsgränser" visas bara för MIG/MAG Synergisvetsjobb.
Korrigeringsgränsernas syfte
Fastställa korrigeringsgränser
för ett jobb
Du kan ange korrigeringsgränser individuellt för varje jobb.
Anges korrigeringsgränser för ett jobb, kan svetshastigheten och ljusbågeslängden korrigeras inom de angivna gränserna för det aktuella jobbet vid jobbsvetsning.
Aktivera menypunkten "Optimera och administrera jobb"
1
Välj parametern "Grupp nr." med knappen Ner (6) eller Upp (7), oberoende av vilken
2
skärmbild som visas.
Välj den önskade gruppen (0 - 99) med inställningsratten (18).
3
Välj parametern "Jobb nr." med knappen Ner (6) eller Upp (7).
4
Välj det önskade jobbet (0 -999) med inställningsratten (18).
5
- Om du väljer ett jobb ur nästa grupp ändras den visade gruppen i enlighet med
detta.
Välj bildskärmen "Korrigeringsgränser" med pilknapp höger (8).
6
- Bildskärmen "Korrigeringsgränser" visas.
Välj den önskade parametern genom
7
att trycka på nedåt- (6) eller uppåtknappen (7).
Ställ in parametervärdet med inställ-
8
ningsratten (18).
- Du kan bara ändra ett parametervärde inom ramen för det definierade inställningsområdet. Inställningsområdet sparas.
88
Optimera och administrera jobb: Bildskärmen "Korrigeringsgränser"

Förklaring till korrigeringsgränserna
Korrigeringsområdet för svetshastigheten består av följande delar:
inställd trådmatningshastighet Exem-
pelvis:
+ värde i % för den övre hastighetsgränsen + 5,0 %
15,0 m/mi
n
SV
= nedre gräns för svetshastigheten
inställd trådmatningshastighet Exem-
- värde i % för den undre hastighetsgränsen - 3,0 %
= nedre gräns för svetshastigheten
Vid jobbsvetsning kan därmed svetshastigheten korrigeras mellan 14,6 och 15,8 m/min.
Korrigeringsområdet för ljusbågeslängden består av följande delar:
Inställt värde för båglängdskorrigering Exem-
+ värde i % för den längdgränserna för
ljusbågen
= Övre gräns för ljusbågeslängd
Inställt värde för båglängdskorrigering Exem-
pelvis:
pelvis:
+ 20,0 %
pelvis:
= 15,8 m/mi
n
15,0 m/mi
n
= 14,6 m/mi
n
+ 10,0 %
= 30,0 %
+ 10,0 %
- värde i % för den längdgränserna för
ljusbågen
= Nedre gräns för ljusbågeslängd
Vid jobbsvetsning kan därmed ljusbågeslängden korrigeras inom ett område på - 10,0 %
till + 30 %.
- 20,0 %
= -10,0 %
89

Dokumentation per jobb
Allmänt Ordningsföljden för skärmbilderna i "menyslingan" beror på typen av det valda jobbet.
Syftet med "Dokumentation per
jobb"
Förutsättningar
för "Dokumentation per jobb"
Skapa dokumentation per jobb
Du använder "Dokumentation per jobb" för att dokumentera aktuella svetsvärden för ett
valt jobb.
Du kan ställa in "Dokumentation per jobb" individuellt för varje jobb.
Du måste ställa in parametern "Jobbdokumentation" i bildskärmen "Grundinställningar" i
menyn "Dokumentation" på följande sätt:
- Parametern "Jobb-dokumentation" ... per jobb
Aktivera menypunkten "Optimera och administrera jobb"
1
Välj parametern "Grupp nr." med knappen Ner (6) eller Upp (7), oberoende av vilken
2
skärmbild som visas.
Välj den önskade gruppen (0 - 99) med inställningsratten (18).
3
Välj parametern "Jobb nr." med knappen Ner (6) eller Upp (7).
4
Välj det önskade jobbet (0 -999) med inställningsratten (18).
5
- Om du väljer ett jobb ur nästa grupp ändras den visade gruppen i enlighet med
detta.
Välj bildskärmen "Dokumentation per jobb" med pilknapp höger (8).
6
- Bildskärmen "Dokumentation per jobb" visas.
Optimera och administrera jobb: Bildskärmen "Dokumentation per jobb"
Välj den önskade parametern genom
7
att trycka på nedåt- (6) eller uppåtknappen (7).
Ställ in parametervärdet med inställ-
8
ningsratten (18).
- Du kan bara ändra ett parametervärde inom ramen för det definierade inställningsområdet. Inställningsområdet sparas.
90

Förklaring till Dokumentation per
jobb
parametrar Inställning Resultat
Dokumentation Till De aktuella svetsvärdena i det valda jobbet do-
kumenteras vid jobbsvetsning enligt parametrarna "Sömintervall" och "Tidsintervall".
Från De aktuella svetsvärdena i det valda jobbet do-
kumenteras inte vid jobbsvetsning.
Sömintervall 1 De aktuella svetsvärdena i det valda jobbet do-
kumenteras vid varje (svets)söm vid jobbsvetsning.
2 De aktuella svetsvärdena i det valda jobbet do-
kumenteras vid varannan (svets)söm vid jobbsvetsning.
...
100 De aktuella svetsvärdena i det valda jobbet do-
kumenteras vid var 100:e (svets)söm (= maximalt sömintervall).
Tidsintervall Från De aktuella svetsvärdena för det valda jobbet
dokumenteras en gång per söm.
0,1 De aktuella svetsvärdena i det valda jobbet do-
kumenteras med 0,1 sekunds intervall vid jobbsvetsning.
SV
0,2 De aktuella svetsvärdena i det valda jobbet do-
kumenteras med 0,2 sekunders intervall vid
jobbsvetsning.
...
9,9 De aktuella svetsvärdena i det valda jobbet do-
kumenteras med 9,9 sekunders intervall (=
maximalt tidsintervall) vid jobbsvetsning.
91

Hämta och ändra SynchroPuls-parametrarna för ett
valt jobb
Allmänt Ordningsföljden för skärmbilderna i "menyslingan" beror på typen av det valda jobbet.
Bildskärmen "SynchroPuls" visas bara:
- När tillvalet SynchroPuls är installerat vid strömkällan
- vid MIG/MAG Synergisvetsjobb
Hämta och ändra
SynchroPuls-parametrarna för ett
valt jobb
Aktivera menypunkten "Optimera och administrera jobb"
1
Välj parametern "Grupp nr." med knappen Ner (6) eller Upp (7), oberoende av vilken
2
skärmbild som visas.
Välj den önskade gruppen (0 - 99) med inställningsratten (18).
3
Välj parametern "Jobb nr." med knappen Ner (6) eller Upp (7).
4
Välj det önskade jobbet (0 -999) med inställningsratten (18).
5
- Om du väljer ett jobb ur nästa grupp ändras den visade gruppen i enlighet med
detta.
Välj bildskärmen "SynchroPuls" med pilknapp höger (8).
6
- Bildskärmen "SynchroPuls" visas.
Välj den önskade parametern genom
7
att trycka på nedåt- (6) eller uppåtknappen (7).
Ställ in parametervärdet med inställ-
8
ningsratten (18).
- Du kan bara ändra ett parametervärde inom ramen för det definierade inställningsområdet. Inställningsområdet sparas.
92
Optimera och administrera jobb: Bildskärmen
"SynchroPuls"

Fastställa QMaster-värden för ett valt jobb
Allmänt Ordningsföljden för skärmbilderna i "menyslingan" beror på typen av det valda jobbet.
SV
QMaster-värdenas syfte
Fastställande av
QMaster-värden
för ett jobb
Du kan ange QMaster-värden individuellt för varje jobb. Om de fastställda QMastervärdena över- eller underskrids under en viss tid får det följande konsekvenser:
- Strömkällan stängs av omedelbart
- En varningssignal avges
- Ingen reaktion
Aktivera menypunkten "Optimera och administrera jobb"
1
Välj parametern "Grupp nr." med knappen Ner (6) eller Upp (7), oberoende av vilken
2
skärmbild som visas.
Välj den önskade gruppen (0 - 99) med inställningsratten (18).
3
Välj parametern "Jobb nr." med knappen Ner (6) eller Upp (7).
4
Välj det önskade jobbet (0 -999) med inställningsratten (18).
5
- Om du väljer ett jobb ur nästa grupp ändras den visade gruppen i enlighet med
detta.
Välj bildskärmen "QMaster" med pilknapp höger (8).
6
- Bildskärmen "QMaster" visas.
Välj den önskade parametern genom
7
att trycka på nedåt- (6) eller uppåtknappen (7).
Ställ in parametervärdet med inställ-
8
ningsratten (18).
- Du kan bara ändra ett parametervärde inom ramen för det definierade inställningsområdet. Inställningsområdet sparas.
Optimera och administrera jobb: Bildskärmen "QMaster"
OBSI!
Om du ändrar trådmatningshastigheten i bildskärmen "Arbetsparametrar" ändras
också, på grund av synergifunktionen, värdena för svetsströmmen och svetsspänningen. Du måste ta hänsyn till ändringen av svetsströmmen och svetsspänningen i bildskärmen "QMaster" vid parametrarna "Strömbörvärde" och
"Spänningsbörvärde".
VIKTIGT! Sätts parametrarna "Max. tid för spänningsavvikelsen" = "Från" och "Max.tid
för strömavvikelsen" = "Från" i ett valt jobb, har QMaster-funktionen stängts av för det
jobbet.
93

Förklaring av
QMaster-värdena
strömbörvärde Exem-
pelvis:
+ värde i A för den övre strömgränsen + 6,0 A
338,0 A
= övre gränsvärde för svetsströmmen
strömbörvärde Exem-
- värde i A för den undre strömgränsen - 6,0 A
= undre gränsvärde för svetsströmmen
Max.tid för strömavvikelsen Exem-
Reaktion Exem-
Om den verkliga svetsströmmen vid jobbsvetsning är större än 344 A eller mindre än
332 Av i mer än 0,3 s, blir reaktionen en varning.
spänningsbörvärde Exem-
+ värde i V för den övre spänningsgränsen + 0,2 V
= övre gränsvärde för svetsspänningen
pelvis:
pelvis:
pelvis:
pelvis:
= 344,0 A
338,0 A
= 332,0 A
0,3 s
Varning
28,6 V
= 28,8 V
spänningsbörvärde Exem-
pelvis:
- värde i V för den undre spänningsgränsen - 0,2 A
= undre gränsvärde för svetsspänningen
Max.tid för strömavvikelsen Exem-
Reaktion Exem-
Om den verkliga svetsspänningen vid jobbsvetsning är större än 28,8 A eller mindre än
28,4 i mer än 0,3 s, blir reaktionen en varning.
pelvis:
pelvis:
28,6 A
= 28,4 A
0,3 s
Varning
94

Fastställa värdena trådmatning-QMaster för ett valt
jobb
Allmänt Ordningsföljden för skärmbilderna i "menyslingan" beror på typen av det valda jobbet.
QMaster-värdenas syfte
Fastställande av
värdena för
trådmatningsQMaster för ett
jobb
Du kan ange QMaster-värden individuellt för varje jobb. Om de fastställda QMastervärdena över- eller underskrids under en viss tid får det följande konsekvenser:
- Strömkällan stängs av omedelbart
- En varningssignal avges
- Ingen reaktion
De reaktioner som ställs in på skärmbilden "QMaster" gäller även för värdena för
Trådmatnings-QMaster.
Aktivera menypunkten "Optimera och administrera jobb"
1
Välj parametern "Grupp nr." med knappen Ner (6) eller Upp (7), oberoende av vilken
2
skärmbild som visas.
Välj den önskade gruppen (0 - 99) med inställningsratten (18).
3
Välj parametern "Jobb nr." med knappen Ner (6) eller Upp (7).
4
Välj det önskade jobbet (0 -999) med inställningsratten (18).
5
- Om du väljer ett jobb ur nästa grupp ändras den visade gruppen i enlighet med
detta.
Välj skärmbilden "QMaster vD" med knappen Höger (8).
6
- Skärmbilden "QMaster vD" visas.
SV
Välj den önskade parametern genom
7
att trycka på nedåt- (6) eller uppåtknappen (7).
Ställ in parametervärdet med inställ-
8
ningsratten (18).
- Du kan bara ändra ett parametervärde inom ramen för det definierade inställningsområdet. Inställningsområdet sparas.
Optimera och administrera jobb: Bildskärmen "QMaster vD"
VIKTIGT!
Ändras trådmatningen på skärmbilden "Arbetsparametrar", ska även börvärdena
för svetshastighet på skärmen "QMaster vD" beaktas för att få ett oföränderligt
svetssömstvärsnitt.
95

VIKTIGT!
Sätts parametrarna "Max. tid för trådmatningsavvikelse" och "Max.tid för svetshastighetsavvikelse" = "Från" i ett valt jobb, inaktiveras funktionen TrådmatningsQMaster för det jobbet.
Förklaring till
värdena för
TrådmatningsQMaster
Värde för trådmatningshastighet
1)
Exempelvis:
15,0 m/mi
n
- Värde för den nedre trådmatningsgränsen - 0,5 m/mi
n
= övre gränsvärde för svetsströmmen
= 14,5 m/mi
n
Värde för trådmatningshastighet
1)
Exempelvis:
15,0 m/mi
n
+ Värde för den övre trådmatningsgränsen + 0,5 m/mi
n
= övre gränsvärde för trådmatning
= 15,5 m/mi
n
Max.tid för strömavvikelsen Exem-
0,3 s
pelvis:
Reaktion
2)
Exem-
Varning
pelvis:
Om det verkliga värdet för trådmatning vid jobbsvetsning är större än 15,5 m/min eller
mindre än 14,5 m/min i mer än 0,3 s, blir reaktionen en varning.
1)
Enligt skärmbilden "Arbetsparametrar"
2)
Enligt skärmbilden "QMaster"
96

Optimera och administrera karakteristiker
Allmänt I menypunkten "Optimera och administrera karakteristik" kan du administrera, ge nytt
namn eller optimera användarkarakteristiker.
OBSI!
Att optimera användarkarakteristiker förutsätter kunskaper om ljusbåges- och
svetsteknik.
VIKTIGT!
Det krävs minst två karakteristikpunkter för att kunna skapa en användarkarakteristik.
För att kunna optimera inom alla effektområden ska emellertid 6-10 karakteristikpunkter
(en punkt per materialtjocklek) programmeras. Du kan programmera maximalt 19 karakteristikpunkter.
SV
Aktivera menypunkten "Optimera och administrera karakteristiker"
Huvudmeny: Menypunkten "Optimera och administrera karakteristik" har valts
Säkerhetsdialog: Vill du redigera karakteristikerna online?
Tryck på Meny-knappen (1).
1
- Huvudmenyn visas.
Välj "Optimera och administrera karak-
2
teristiker" med inställningsratten (18).
Tryck på OK-knappen (3).
3
- Säkerhetsdialogen "Vill du redigera karakteristikerna online?" visas.
Tryck på F2 "Ja" eller F3 "Nej".
4
- Redigera online - F2 "Ja"
Strömkällan växlar till inställningsmenyn, oberoende av inställningarna av den aktuella strömkällan.
De data du har ändrat på fjärrkontrollen och som kan visas på
strömkällan (t.ex. trådmatningshastigheten) kommer också att visas på strömkällan.
- Redigera online - F3 "Nej"
De aktuella inställningarna av
strömkällan bibehålls. De värden
du ändrar på fjärrkontrollen visas
bara på fjärrkontrollen.
- Den senast visade bildskärmen
"Data" visas.
97

Översikt "Optimera och administrera karakteristiker" består av följande avsnitt:
- Administrera karakteristiker
- Administrera karakteristiker
- Karakteristikparametrar från standardkarakteristiker
- Karakteristikparametrar från pulskarakteristiker
- Karakteristikparametrar från CMT-karakteristiker
- Karakteristikparametrar från CMT- / pulskarakteristiker
- Karakteristikparametrar från CMT Advanced-karakteristiker
- Karakteristikparametrar från CMT / Puls Advanced-karakteristiker
- Ändra karakteristikparametrar
98

Administrera karakteristiker
SV
Välja karakteristik
Exempel på en skärmbild "Data" för karakteristiken
XYZ
Aktivera menypunkten "Optimera och
1
administrera karakteristiker"
- Den senast visade bildskärmen
"Data" visas igen.
Tryck på F1-knappen "Administrera
2
karakteristiker" oberoende av den visade bildskärmen.
- Den 1:a skärmbilden "Administrera karakteristiker" i guiden visas.
Välj den önskade karakteristiken med
3
inställningsratten (18).
Tryck på F1-knappen "Välj karakteri-
4
stik":
Skärmbilden "Administrera karakteristiker"
Exempel på en skärmbild "Data" för karakteristiken
XYZ
Den senast aktiverade skärmbilden "Data"
för den valda karakteristiken visas.
99

Namnge och
döpa om karakteristiker
Exempel på en skärmbild "Data" för karakteristiken
XYZ
Aktivera menypunkten "Optimera och
1
administrera karakteristiker"
- Den senast visade bildskärmen
"Data" visas igen.
Tryck på F1-knappen "Administrera
2
karakteristiker" oberoende av den visade bildskärmen.
- Den 1:a skärmbilden "Administrera karakteristiker" i guiden visas.
Välj den önskade karakteristiken med
3
inställningsratten (18).
Tryck på F1-knappen "Välj karakteri-
4
stik":
- Skärmbilden "Namnge karakteristik" visas.
Skärmbilden "Administrera karakteristiker"
Skärmbilden "Namnge karakteristiker"
Välj de önskade bokstäverna med in-
5
ställningsratten (18).
Tryck på F4-knappen ">" när du vill
6
välja nästa bokstav.
- Du kan korrigera med knapparna
F3 "<" eller F2 "> Radera".
När du har skrivit färdigt trycker du på
7
F1-knappen "Skriv över":
- Det nya namnet sparas och
bildskärmen "Administrera karakteristiker" visas.
100
 Loading...
Loading...