

Page 1
Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
RCU 5000i
操作手順
JA
42,0426,0021,JA 005-12102021
Page 2

Page 3

目次
安全上のご注意 9
安全通知の説明 9
概要 9
適切な使用 9
環境状況 10
作業者の義務 10
スタッフの義務 10
EMC 装置分類 10
EMC 対策 11
EMF 対策 11
設置場所および運搬中の安全措置 11
起動、整備および修理 12
安全記号 12
データ保護 12
版権 12
一般事項 13
装置のコンセプト 13
応用分野 13
利点 13
標準装備 13
オプション 13
技術データ 14
無線認証に関する情報 14
記述されていない機能 14
コントロールエレメントおよび接続部 15
制御盤 15
OK キーに関する情報 16
その他のコントロール、接続、機械コンポーネント 17
運転スキーム 18
アクティビティ - 一覧 18
メインメニュー 18
「物干し竿」 18
値の保存 19
表示の説明 20
全般 20
「メニュー」画面 20
「データ」画面 20
「ウィザード」画面 21
「ダイアログ」画面 22
「メッセージ」画面 22
「エラー」画面 22
始動 24
試運転前 24
システム要件 24
RCU 5000i の接続 24
開始シーケンス - 言語設定 25
エラー「073(ホストなし)」 - 溶接電源への接続がありません 26
RCU 5000i のキーカードによるロックとロック解除 27
要件 27
ユーザー管理、プロファイル、キー 27
RCU 5000i のロック 27
RCU 5000i のロック解除 28
「ロック解除」機能を使用して RCU 5000i のロックを解除 29
MIG/MAG シナジック溶接 30
全般 30
「MIG/MAG シナジック溶接」メニュー項目を呼び出す 30
概要 30
溶接プログラムの検索 31
溶接プログラムの検索 31
作業パラメータの設定 32
JA
3
Page 4

作業パラメータの設定 32
トリガモード 32
処理 32
「CMT」処理 34
超大型ディスプレイへの切り替え 35
全般 35
超大型ディスプレイへの切り替え 35
処理設定パラメータの設定 36
処理設定パラメータの設定 36
追加パラメータの設定:特別な 2 ステップ、特別な 4 ステップ、スポット溶接 37
追加の特別な 2 ステップパラメータの設定 37
追加の特別な 4 ステップパラメータの設定 38
追加のスポット溶接パラメータの設定 38
シンクロパルスパラメータの設定 40
全般 40
シンクロパルスパラメータの設定(ソフトウェアのオプション) 40
MIG/MAG 溶接用標準手溶接 41
全般 41
「MIG/MAG 溶接用標準手溶接」メニュー項目を呼び出します 41
概要 41
溶接プログラムの検索 42
溶接プログラムを選択します 42
作業パラメータの設定 43
作業パラメータの設定 43
トリガモード 43
超大型ディスプレイへの切り替え 44
全般 44
超大型ディスプレイへの切り替え 44
処理設定パラメータの設定 45
処理設定パラメータの設定 45
追加のスポット溶接パラメータの設定 46
追加のスポット溶接パラメータの設定 46
溶接プログラムおよび溶加材の設定 47
全般 47
溶接プログラムおよび溶加材の設定 47
ユーザー特性のプロット - 特性の最適化 49
全般 49
ユーザー特性のプロットの基本 49
ユーザー特性のプロット - 特性の最適化 49
ユーザー特性の新しい特性点の作成 52
全般 52
新しい特性点のプロットの基本 52
新しい特性点の作成 52
ユーザー特性の選択 55
ユーザー特性の選択 55
MMA 溶接 56
「棒電極(MMA)溶接」メニュー項目を呼び出します 56
作業パラメータの設定 56
超大型ディスプレイへの切り替え 57
処理設定パラメータの設定 57
TIG 溶接 58
「TIG 溶接」メニュー項目を呼び出します 58
作業パラメータの設定 58
超大型ディスプレイへの切り替え 59
CC/CV モード 60
全般 60
「CC/CV モード」を呼び出します 60
作業パラメータの設定 60
超大型ディスプレイへの切り替え 60
処理設定パラメータの設定 61
ジョブ溶接 62
「ジョブ溶接」メニュー項目を呼び出します 62
ジョブの作業パラメータの設定 62
超大型ディスプレイへの切り替え 62
4
Page 5

CMT Advanced(アドバンスド)溶接中に、溶接プロセスを変更します。 63
設定をジョブとして保存 64
全般 64
ジョブの保存手順 64
ジョブとして保存 64
選択したパラメータの内部/外部調整 67
全般 67
パラメータを内部/外部で設定 67
ジョブの最適化と管理 69
全般 69
「ジョブの最適化と管理」メニュー項目の呼び出し 69
概要 70
ジョブの管理 71
ジョブの管理 71
グループとジョブの削除 73
選択したジョブの管理データの検索 75
ジョブの管理データの検索 75
ジョブのタイプによって異なる管理データ表示 75
選択したジョブの溶接プログラムの検索と変更 76
全般 76
ジョブ溶接プログラムの検索 76
ジョブ溶接プログラムの変更 76
選択したジョブの作業パラメータの検索と変更 79
全般 79
ジョブ作業パラメータの検索と変更 79
ワイヤ送給装置速度値の変更に関する指示 79
選択したジョブの処理設定の検索と変更 80
全般 80
ジョブ処理設定の検索と変更 80
選択したジョブの特別な 2 ステップパラメータの検索と変更 81
全般 81
ジョブの特別な 2 ステップパラメータの検索と変更 81
選択したジョブの特別な 4 ステップパラメータの検索と変更 82
全般 82
ジョブの特別な 4 ステップパラメータの検索と変更 82
選択したジョブのスポット溶接パラメータの検索と変更 83
全般 83
ジョブのスポット溶接パラメータの検索と変更 83
選択したジョブの補正境界の確立 84
全般 84
補正境界の目的 84
ジョブの補正境界の確立 84
補正境界の説明 85
ジョブ固有のドキュメント 86
全般 86
「ジョブ固有のドキュメント」機能の目的 86
「ジョブ固有のドキュメント」の要件 86
ジョブ固有のドキュメントの確立 86
ジョブ固有のドキュメントの説明 86
選択したジョブのシンクロパルスパラメータの検索と変更 88
全般 88
ジョブのシンクロパルスパラメータの検索と変更 88
選択したジョブの Q-Master 値の確立 89
全般 89
Q-Master 値の目的 89
ジョブの Q-Master 値の確立 89
Q-Master 値の説明 89
選択したジョブの Q-Master ワイヤ送給装置速度値の決定 91
全般 91
Q-Master 値の目的 91
ジョブの Q-Master ワイヤ供給速度値の決定 91
Q-Master ワイヤ供給速度値の説明 92
特性の最適化と管理 93
全般 93
JA
5
Page 6
「特性の最適化と管理」メニュー項目の呼び出し 93
概要 94
特性の管理 95
特性の選択 95
特性の命名と名前変更 96
特性の削除 97
特性点の管理 99
特性点の選択 99
特性点の挿入 99
特性点の削除 102
標準特性のパラメータ 103
点火 103
アーク(静的) 103
アーク(ダイナミック) 104
溶接終了 105
ガイドライン値 105
電圧と電流のガイドライン値の承認 106
パルス特性のパラメータ 107
点火 107
パルスパラメータ 107
アーク(静的) 109
短絡 111
溶接終了 111
ガイドライン値 111
電圧と電流のガイドライン値の承認 111
CMT 特性のパラメータ 112
全般 112
点火 112
CMT パラメータ 113
溶接終了 114
ガイドライン値 114
電圧と電流のガイドライン値の承認 115
CMT/パルス特性のパラメータ 116
全般 116
点火 116
概要:CMT パラメータ、パルスパラメータ 117
CMT パラメータ 117
パルスパラメータ 118
CMT/パルス 119
溶接終了 119
ガイドライン値 119
電圧と電流のガイドライン値の承認 119
CMT Advanced 特性のパラメータ 120
全般 120
点火 120
ホットスタート 120
溶接開始 121
CMT パラメータおよび EN-CMT パラメータ 121
EN/EP CMT 123
溶接終了 123
ガイドライン値 123
電圧と電流のガイドライン値の承認 123
CMT/パルス Advanced 特性のパラメータ 125
全般 125
点火 125
ホットスタート 125
概要:CMT パラメータ、パルスパラメータ 125
CMT パラメータ 126
パルスパラメータ 127
パルス/CMT サイクル 129
溶接終了 129
ガイドライン値 129
特性パラメータの変更 131
プロセスコントローラ 131
6
Page 7

異なる特性に対して表示される画面 131
特性パラメータの変更 132
ドキュメンテーション 133
全般 133
溶接データの評価 133
「ドキュメント」メニュー項目を呼び出します 134
概要 134
ドキュメントの基本設定の確立 135
ドキュメントの基本設定の確立 135
ジョブを保存する際の基本的なドキュメント設定 135
「基本設定」画面のパラメータの説明 135
メモリカードに関するドキュメント 136
メモリカードのドキュメントに対するメモリ要件 136
Q-Master 値の確立 138
Q-Master 値の目的 138
Q-Master 値の確立 138
Q-Master 値の説明 138
最大モータ電流の設定 140
全般 140
最大モータ電流の設定 140
コンポーネントカウンタ 141
全般 141
コンポーネントカウンタの有効化 141
コンポーネント番号の定義 141
コンポーネント番号の増分 142
溶接ログ 144
全般 144
溶接ログの溶接データを表示 144
イベントログ 146
全般 146
イベントログ 146
メモリカードの取り外し 147
全般 147
メモリカードの取り外し 147
機械プリセット 149
全般 149
「機械プリセット」メニュー項目を呼び出します 149
概要 149
溶接する機械プリセットの設定 150
「MIG/MAG」の機械プリセットの設定 150
「タングステン不活性ガス溶接」の機械プリセットの設定 150
「棒電極(MMA)溶接」の機械プリセットの設定 151
「ジョブ」の機械プリセットの設定 151
イーサネット設定 152
全般 152
イーサネット設定の変更 152
イーサネットパラメータ 153
日時の設定 154
日時の設定 154
ロボットインターフェース - ロボット溶接 155
全般 155
ロボット溶接の内部パラメータ制御 155
ロボット溶接の外部パラメータ制御 156
選択したパラメータの、外部パラメータ制御による選択的外部/内部切り替え 157
ロボット溶接における他の機能 158
プロファイル/キー 160
全般 160
使用される用語の説明 161
事前定義プロファイル 161
「管理者」プロファイル 161
「ロック済み」プロファイル 162
プロファイルとキーの作成に関する推奨事項 163
要件 163
手順 163
JA
7
Page 8
プロファイルの作成と編集 164
要件 164
管理者キーの作成 164
プロファイルの作成 166
プロファイルを開く/閉じる 169
プロファイルの編集 170
プロファイルの削除 174
プロファイルの例 175
全般 175
ロック済み 175
MIG/MAG 溶接スペシャリスト 175
ロボットプログラマー 177
溶接工/作業者 178
キーの作成と編集 179
プロファイルへのキーカードの割り当て(キー設定) 179
ユーザー/キーの編集 181
ユーザー/キーの削除 183
リモートコントロール装置で登録ユーザーをログオン/ログオフ 185
全般 185
ユーザーのログオン 185
ログオンしているユーザーの表示 186
ユーザーのログアウト 186
「ロック済み」プロファイルの表示 187
RCU 5000i - ロック解除機能 188
全般 188
「ロック解除」機能を使用して「プロファイル/キー」画面を有効化 188
追加操作 190
言語と測定単位の設定 191
全般 191
言語と測定単位の設定 191
バージョンデータの表示 192
全般 192
バージョンデータの表示 192
バックアップの作成 193
全般 193
バックアップの作成 193
データの復旧 195
全般 195
データの復旧 195
ワイヤ送給装置またはプッシュプル溶接トーチのアラインメント 197
ワイヤ送給装置のアラインメント(VR アライメント) 197
プッシュプル配置 198
L/R アライメント - 溶接回誘導率と溶接回路抵抗のアラインメント 202
全般 202
L/R アライメント 202
RCU 5000i - 工場出荷時の設定にリセット 205
全般 205
RCU 5000i を工場出荷時の設定にリセット 205
RCU 5000i - ソフトウェアの更新 206
要件 206
最初に更新する前に - フロニウスソーラーネット USB ドライバをインストール 206
最初に更新する前に - BASICLoad ソフトウェアをインストール 212
RCU 5000i - ソフトウェアの更新 216
設定可能なパラメータのアルファベット順の概要 218
説明 218
パラメータ A~Z 218
8
Page 9

安全上のご注意
JA
安全通知の説明
警告!
差し迫った危険性があることを示します。
これを回避しないと、死亡や重傷に至ることがあります。
▶
警告!
危険状態になる可能性があることを示します。
これを回避しないと、死亡や重傷に至る可能性があります。
▶
注意!
損傷や傷害が発生するおそれがある状況を示します。
これを回避しないと、軽度の傷害や物体への軽度の損傷が発生するおそれがあります。
▶
注記
!
不具合が生じるか、装置を損傷するおそれがあることを示します。
概要 本装置は、最先端の技術を使用し、広く認められている安全標準に基づいて、製造されていま
す。誤ったまたは不適切な使い方により、下記の事故や損傷が発生するおそれがあります
- 作業者または第三者の傷害や死亡、
- 操作する会社が所有する装置やその他の有形資産の損傷、
- 装置の効率低下。
本装置の試運転、操作、整備、修理に関係する人はすべて、下記を満足している必要がありま
す。
- 適切な資格を持っており、
- 溶接に関する十分な知識を持っており、
- これらの操作手順を注意深く読みかつこれらに従う。
装置を使用する場合は、本操作手順を常に手近なところに置いてください。操作手順に加え
て、事故防止および環境保護に関する、一般に適用されている規定およびその地域の規定に
も注意してください。
本装置に関する安全および危険に関する掲示はすべて、
- いつでも読める状態である必要があり、
- 損傷を受けてはならず、
- 取り外されてはならず、
- 上を覆ったり、上に貼り付けたり、上に描いたりしないでください。
本装置の安全および危険に関する注意事項の記載場所については、装置の操作手順の「概
要」のセクションを参照してください。
装置の電源を入れる前に、安全性を損なうおそれのある障害をすべて取り除いてください。
適切な使用
ユーザーの人身の安全が危険にさらされます。
9
Page 10

この装置は、意図された目的のためにのみ使用してください。
この目的以外の使用は不適当とみなされます。当メーカーは、このような使用によって発生す
るいかなる損傷についても責任を負いません。
適切な使用には以下が含まれます。
- 操作手順に記載されているすべての指示を注意深く読み、その内容に従う
- 安全と危険に関する注意事項をすべて、注意深く読み、遵守する
本装置は、専用の溶接電源でもっぱら動作するように設計されています。
本装置は産業およびワークショップで使用することを目的としています。当メーカーは、家庭環
境での使用によって発生するいかなる損傷についても責任を負いません。
環境状況
作業者の義務 作業者は、以下の条件を満たす人のみに本装置での作業を許可する必要があります。
本装置が、規定されている区域外で使用または保管された場合、使用目的に準拠していないと
見なされます。当メーカーは、このような使用によって発生するいかなる損傷についても責任を
負いません。
周囲温度の範囲:
- 作動中:-10°C~50°C(14°F~122°F)
- 運搬中および保管中:-15°C~ +70°C(5°F~158°F)
相対湿度:
- 最大 50%、40°C(104°F)の場合
- 最大 90%、20°C(68°F)の場合
周囲の空気に塵、酸、腐食性の気体や物質などが含まれていてはなりません。
最高高度 2000 m(6500 ft)までで使用できます。
- 作業中の安全性および事故防止に関する基本的な指示を熟知しており、装置の使用方法
について指示を受けている
- これらの操作手順、特に「安全上のご注意」のセクションを読んで理解しており、このことを
署名で確認している
- 必要な結果を出せるようトレーニングを受けている。
作業者が安全性を重視した方法で作業することを徹底するために、定期的に確認を実行する
必要があります。
スタッフの義務 装置を使用する前に、装置を使用するように指示を受けたすべての人は、以下を約束します。
- 作業での安全性と事故防止に関する基本的な指示を遵守する
- これらの取扱説明書、特に「安全上のご注意」のセクションを読み、その内容を理解し、遵
守することを署名により確認する
作業場を離れる前に、不在中に人または所有物に危害が加わらないように徹底します。
EMC 装置分類 放出クラス A
- は工業環境での使用のみを目的として設計されていて
- 他の領域では、伝導妨害および放出妨害を引き起こす場合があります。
放出クラス B の装置
- 居住地域および工業地域向けの放出基準を満たしています。これは、電源が、公共低電
源ネットワークによって供給される住宅区域にも適用されます。
EMC 装置分類 (銘板または技術データ参照)
10
Page 11

EMC 対策 時によっては、装置が標準放射限度値に適合していても、目的の適用対象領域に影響を与え
る場合があります(例えば、同じ場所に影響を受けやすい装置がある場合や、装置が設置され
ている場所がラジオまたはテレビの受信機に近い場合)。
この場合作業者には、適切な行動をとり、状態を改善する義務があります。
装置付近の干渉に対する電磁波耐性を、国内および国際的な規定に従って確認および評価し
ます。本装置からの干渉の影響を受けやすい可能性がある装置の例には、以下があります。
- 安全装置
- 電力、信号、およびデータの伝送ライン
- IT 装置および通信装置
- 測定装置および較正装置
EMC の問題を回避するためのサポート対策:
1. 主電源
- 主電源の接続が正しいにもかかわらず電磁妨害が発生する場合、追加の措置が必
要です(適切なラインフィルターの使用など)。
2. 溶接電源リード線
- できるかぎり短く保つ必要があります
- 互いに接近して配線する必要があります(EMF 問題を避けるため)
- 他のリード線から十分に離れた状態を維持する必要があります
3. 等電位結合
4. 加工対象物の接地
- 必要に応じて、適切なコンデンサを使用して接地接続を確立します。
5. 必要な場合、シールドを付ける
- その他の付近の装置のシールドを外します
- 溶接設置物全体のシールドを外します
JA
EMF 対策 電磁場によって、以下の健康上の未知のリスクが生じる場合があります。
- 近くにいる他者(ペースメーカーおよび補聴器の装着者など)の健康に対する影響
- ペースメーカーの装着者は、本装置または進行中の溶接に近づく前に、掛かり付けの医
師に助言を求める必要があります
- 安全上の理由から、溶接ケーブルと溶接者の頭部/胴体の間の距離を可能な限り大きく保
ってください
- 溶接ケーブルおよびホースパックを肩に担ぐことや、身体の何らかの部分に巻きつけるこ
とはしないでください
設置場所および運
搬中の安全措置
装置が転倒すると、容易に死に至る可能性があります。装置が安定するように、堅固な水平面
に設置します。
- 最大許容傾斜角度は 10°です。
火災や爆発の危険性がある部屋では、特別な規定が適用されます
- 関連する国内および国際的な規定を遵守してください。
社内の指示および確認を使用して、作業場の環境が常に清潔で明瞭な配置になっていること
を確認します。
本装置のセットアップや使用は、銘板に表示されている保護等級を必ず遵守して行うようにして
ください。
本装置をセットアップする際は、0.5 m(1 ft. 7.69 in.)の全般クリアランスがあり、冷却用空気が
妨げられずに出入りできることを確認します。
本装置を運搬する際は、関連する国および地域のガイドライン、および事故防止の規定を順守
してください。これは特に、運搬中に発生するリスクに関するガイドラインに当てはまります。
操作中の装置は持ち上げたり運搬したりしないでください。運搬したり持ち上げたりする前に装
置の電源を切ってください。
11
Page 12
本装置を運搬する前に、冷却液を完全に排出し、以下のコンポーネントを取り外します。
- ワイヤ送給装置
- 溶接ワイヤー巻き
- 保護ガスシリンダー
本装置を運搬した後は、試運転前に装置の損傷を目視検査する必要があります。損傷がある
場合は、本装置を試運転する前に、トレーニングを受けたサービス担当技術者が修理を行う必
要があります。
起動、整備および修理持込部品が、これらに対する要望に適合して設計および製造されていること、または安全要件
を満たしていることについては保証できません。
- 必ず純正のスペア部品および消耗部品をご使用ください(標準部品にも適用)。
- 当メーカーの同意なしに、装置に改造、変更などを行わないでください。
- 完全な状態ではない加工対象物はただちに交換する必要があります。
- 注文の際は、スペア部品リストに記載どおりの正確な表示および部品番号、さらにお使い
のデバイスのシリアル番号をお知らせください。
ハウジングネジは、ハウジング部品を接地する接地導体です。
純正のハウジングネジを正確な本数使用して指定したトルクまで締め付けます。
安全記号 CE マーク付きの装置は、低燃焼電圧および電磁両立性の指令の必要不可欠な要件 (EN 60
974 シリーズの関連製品規格など) を満足しています。
Fronius International GmbH は本装置が 2014/53/EU 指令に準拠していることを宣言しま
す。EU 適合性宣言の全文は右記のアドレスから入手できます:http://www.fronius.com
CSA テストマーク付きの装置は、カナダおよび米国の関連規格の要件を満足しています。
データ保護 工場出荷時の設定を変更した場合は、ユーザーが責任を持って、その変更を保持してくださ
い。個々の設定変更が削除された場合、当メーカーは責任を負いません。
版権 これらの操作手順の版権は、当メーカーにあります。
本文および説明図はすべて、発行時点で技術的に正確です。弊社は変更する権利を留保しま
す。本取扱説明書の内容は、購入者からのいかなるクレームにも根拠を与えるものではありま
せん。改善の提案がおありの場合、または説明書で見つかった誤りを指摘していただく場合、
弊社はお客様のコメントに大変感謝いたします。
12
Page 13
一般事項
JA
装置のコンセプト
RCU 5000i
応用分野 RCU 5000i リモートコントロール装置は、
- 溶接電源の操作およびプログラミングで使用され、プリセットを行い、
- ロボット用途では、
- 「リモート」制御盤を備えた溶接電源を使用した手動溶接で使用されます。
リモート制御
RCU 5000i リモート制御は、TransSynergic/
TransPuls Synergic シリーズのすべての溶
接電源を操作するためのものです。溶接電源
で使用可能なすべての機能は、RCU 5000i
を使用して検索できます。また、溶接特性の
最適化などの追加機能も利用可能です。
溶接電源への接続は、フロニウスソーラーネ
ットプラグを介して行います。
RCU 5000i リモートコントロール装置には
LCD が装備されています。これにより、明瞭
にレイアウトされたメニューとともに、ユーザ
ーフレンドリーな装置になります。
利点 - LCD による明瞭なレイアウト
- 簡単で論理的な操作
- 180 のあらかじめプログラムされた Synergic 溶接特性
- 溶接特性は最適化できます
- 簡単にジョブをプログラム
- 最大 1000 件のジョブを保存可能
- キーカードを使用したユーザーアクセス管理
- QMaster 機能によるパラメータ監視
- LocalNet 接続
- ソフトウェア更新のための USB インターフェース
標準装備 RCU 5000i リモートコントロール装置には、標準で以下が装備されています。
- リモート制御に接続:1x リモート制御ケーブル、6 ピン、5m(16 フィート 5 インチ)、フロニ
ウスソーラーネットプラグ、10 ピン付き
- 1xUSB ケーブル、約 1.8 m(5 フィート 11 インチ)、USB アダプタ付き
- 1x メモリカード、3.3V
- 1x トランスポンダカード(「キーカード」)
- 1xCD-ROM「ソフトウェアツール」
オプション RCU 5000i ブラケット
RCU 5000i ブラケットは、壁またはリモート電源に取り付けるためのものです。リモートコントロ
ール装置は、RCU 5000i ブラケットに掛けることができます。
13
Page 14

技術データ
電源電圧 24 V DC
入力電流 170 mA
保護等級 IP 23
適合性マーク CE、FCC
周波帯 134,2 kHz
最大。 送信電力 < 65dBµA/m @10m
寸法:長さ/幅/高さ 258/180/48 mm
10.16/7.09/1.89 インチ
重量 1.5 kg
3.31 lb.
無線認証に関する
情報
記述されていない機
能
RCU 5000i リモート制御には、RFID モジュール(無線周波数識別)が装備されています。
RFID モジュールは、キーカード(トランスポンダカード)を使用した WLAN および非接触のデー
タ伝送用です。データ伝送は、磁場を介して行われます。
米国では、RFID モジュールは FCC 認証の対象です。
FCC ID:QKWRF5000I
注記
!
ソフトウェアを更新すると、お使いの機械が、これらの操作手順に記載されていない機能が実
装されることがあります。
さらに、これらの説明書の図は、LCD に表示される実際のデータとは若干異なることがありま
す。
14
Page 15

コントロールエレメントおよび接続部
(1)
(15)
(14)(13)(12)(11)(10)
)8()9(
(7)
(6)
)4()5(
(3)
(2)
(16)
制御盤
JA
RCU 5000i
アクションキー
(1) メニューキー...メインメニューを呼び出します
(2) 情報キー...コンテキスト固有の情報を表示します
(3) OK キー...メニューダイアログの確認、注意を促す質問などに使用
(4) ワイヤインチングボタン...ガスまたは電流の流れを伴わずにフィラーワイヤにフィード
(5) ガステストボタン...ガスの流れを確認します
ナビゲーションキー
(6) 下矢印キー...リストをスクロールします
(7) 上矢印キー...リストをスクロールします
(8) 右矢印キー...横スクロールします(「物干し竿」など)
(9) 左矢印キー...横スクロールします(「物干し竿」など)
さまざまな機能のファンクションキー
(10) F1...ファンクションキー
制御盤
します
(11) F2 キー...ファンクションキー
(12) F3 キー...ファンクションキー
(13) F4 キー...ファンクションキー
(14) F5 キー...ファンクションキー
重要!
現在の機能は、関連するファンクションキーのすぐ上の LCD に表示されます。
15
Page 16
その他
(1)
(2)
(15) ディスプレイ...黒/白の LCD
(16) キーカードリーダー...キーカードによって付与されたさまざまなアクセス権を識別しま
す
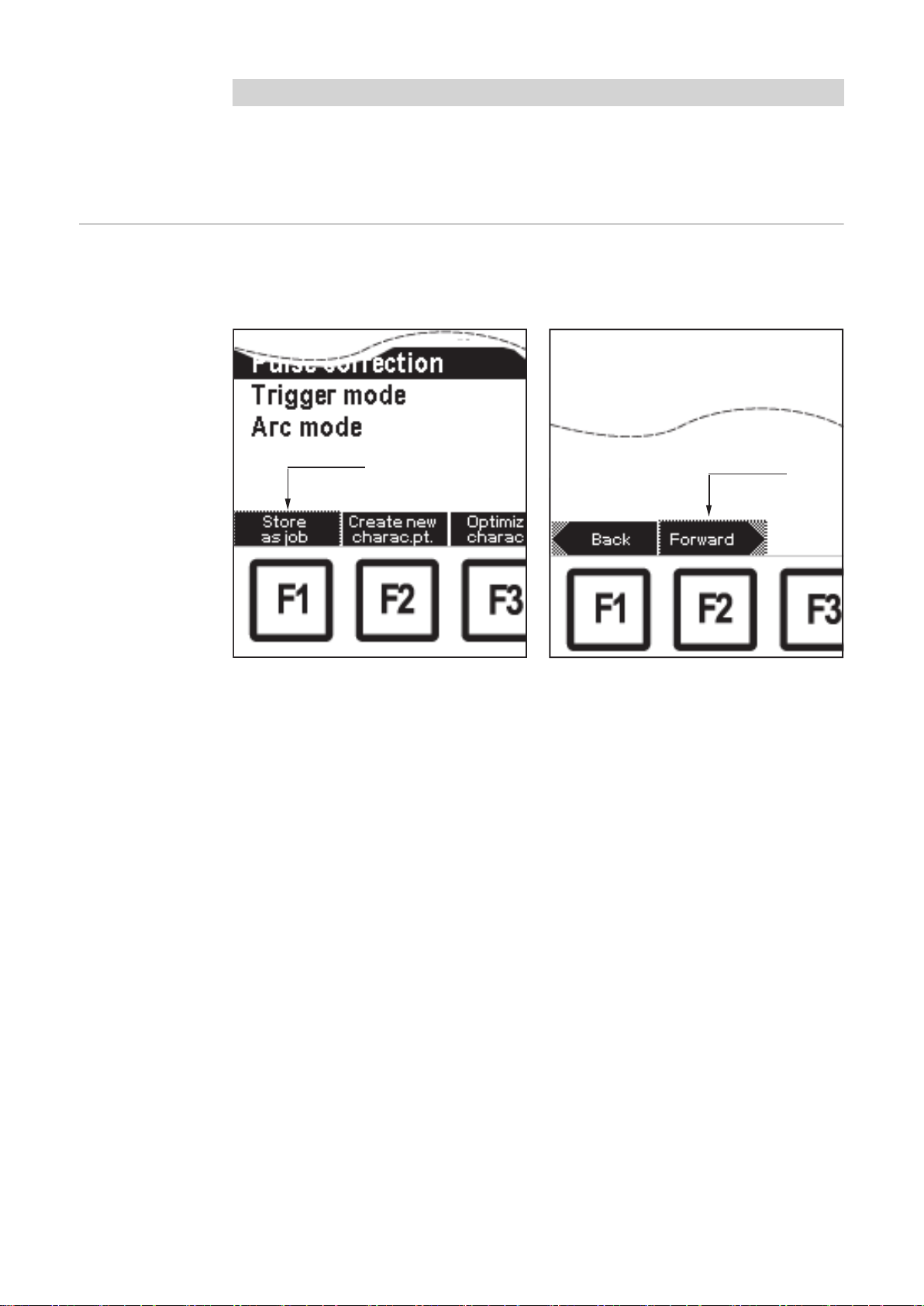
OK キーに関する情報OK キー(3)は、ユーザーによる、さまざまなファンクションキーの機能の選択を支援します。
ファンクションキーの機能の周りに枠がある場合は、OK(3)を押すと、この機能を選択できま
す。
例:F1の周りの枠「ジョブとして保存」
例:F2の周りの枠「前に」
(1) 枠
16
Page 17

その他のコントロー
)91()02(
(18)
(17)
(21)
(23) (22) (23)(23)
(23)
(25) (24)
ル、接続、機械コン
ポーネント
JA
RCU 5000i
正面図
-
コントロール、接続
(17) ブラケットのレセプタ...壁ブラケットまたは溶接電源ブラケットに掛けます
(18) 調節ダイアル...パラメータを調整します
(19) 接続ケーブル付きフロニウスソーラーネットプラグ...溶接電源に接続します。 プラグ
は分離装置として機能し、自由にアクセス可能でなければならない
(20) ゴム製カバー...メモリカード溝を保護します
(21) ゴム製カバー...USB-PC 接続点を保護します
(22) ブラケット...0~95°ヒンジ式ホルダ
およびスタンド
(23) M5 ねじ込みインサート...例えば、
壁への固定に使用します
RCU 5000i
背面図
-
コントロール、機械コンポーネント
(24) メモリカードスロット
(25) USB ポート... ソフトウェア更新な
どのために PC に接続します
RCU 5000i
側面図
-
接続
17
Page 18
運転スキーム
(8)
(9)
MIG/MAG synergic welding
アクティビティ - 一
覧
メインメニュー
RCU 5000i リモートコントロール装置の操作手順は、アクティビティに応じて分けられます。
以下のアクティビティが区別されています。
- 溶接(MIG/MAG Synergic、MIG/MAG 手動、MMA、タングステン不活性ガス溶接、ジョ
ブ)
- ジョブの作成
- 独自の特性と特性点の作成
- ジョブの最適化と管理
- 利用可能な特性の最適化と管理
- 溶接プロセスのプリセット実施
- 言語と測定単位 - 定義
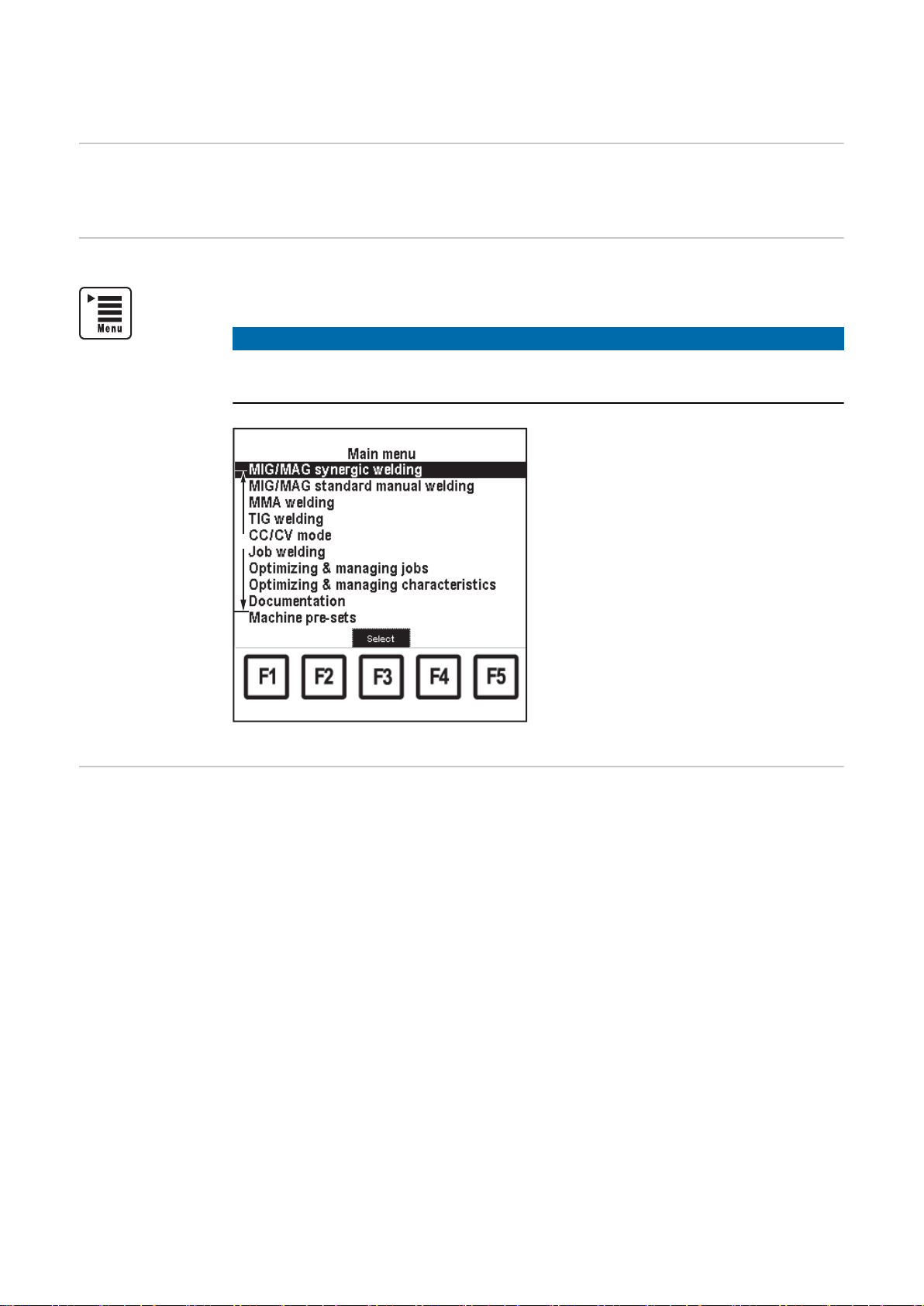
個々のアクティビティは、メインメニューで強
調表示されます。メインメニューは、メニュー
キー(1)を押すと呼び出されます。
すべてのメニュー項目には「物干し竿」が割り
当てられます。
メインメニューディスプレイ
「物干し竿」 「物干し竿」の原理:
- 個々の溶接パラメータは、さまざまなデータレコードにまとめられます。
- これらのデータレコードはループ状に配置されます(「物干し竿」)。
- 物干し竿内で、ユーザーは、2 方向に移動できます。
- 最後のデータレコードの後に、最初のデータレコードが表示されます。反対方向に移動す
ると、最初のデータレコードの後に最後のデータレコードが表示されます。
- データレコードの数はさまざまです。溶接電源の特定のパラメータまたは特殊機能により、
データレコードが物干し竿に追加されることがあります。
5
つのデータレコード(A~E)の「物干し竿」の例
-
「作業パラメータ」が開きます
18
Page 19
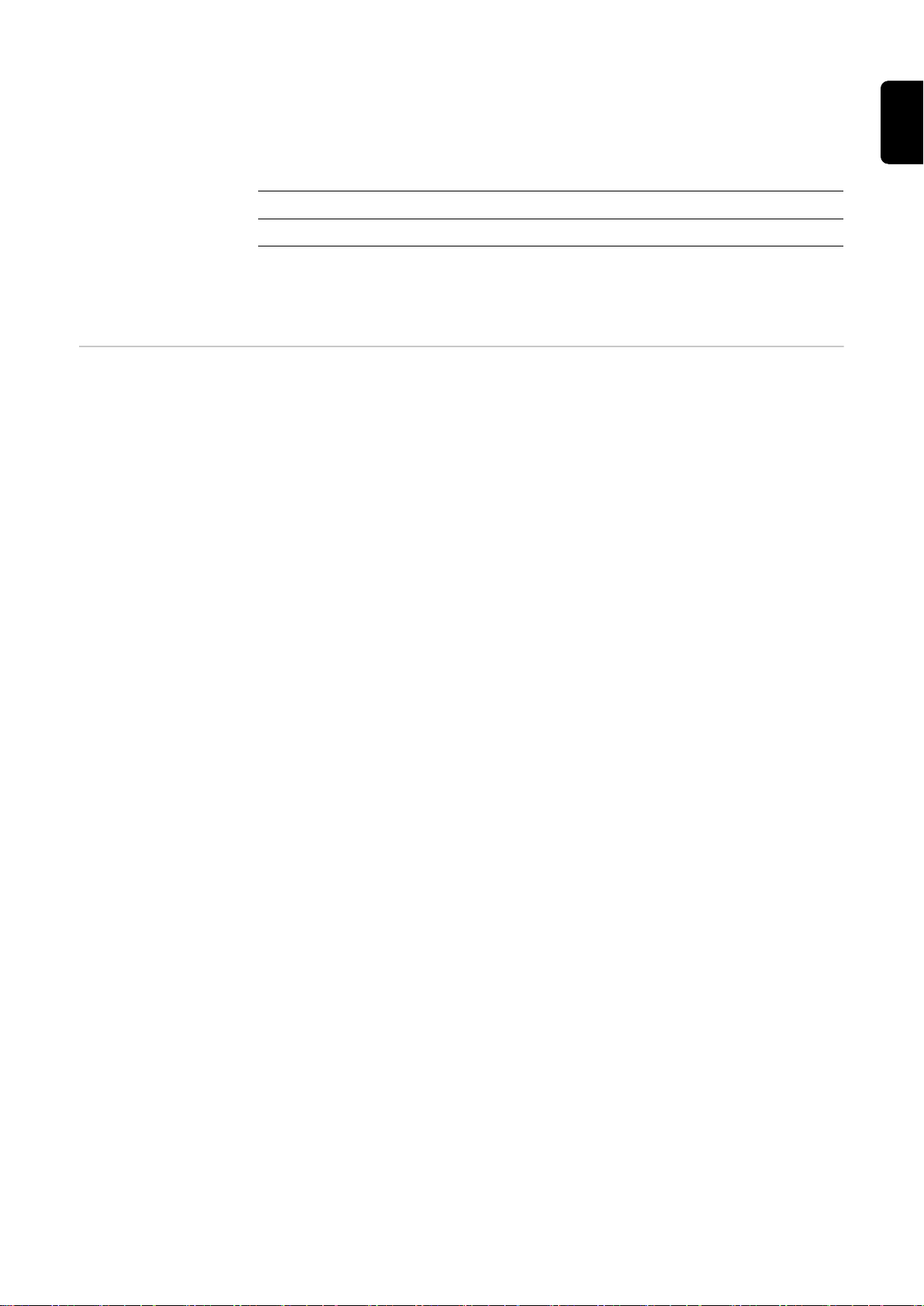
RCU 5000i リモート制御では、以下のように「物干し竿」の原理を利用します。
- - 選択されたアクティビティで必要なすべてのパラメータ、表示、および機能は、「物干し竿」
の順序に従ってソートされます。
- 「物干し竿」のすべてのデータレコードは、独自の画面に表示されます。
残りの操作手順では、以下の例のようにデータレコードが表示されます。
画面 画面(データレコード用)
「作業パラメータ」 画面タイトル(データレコード)
- 溶接電源(例:シンクロパルス)のオプションと特殊機能は、「物干し竿」で利用可能なデー
タレコードに掛けられます。
- ナビゲーションキーを右(8)と左(9)に押して、「物干し竿」内を移動します。
値の保存 調整した値は、保存や保管する必要はありません。値はすぐに有効になります。
JA
19
Page 20
表示の説明
(1)
(3)
(2)
全般 RCU 5000i リモートコントロール装置では、操作中にさまざまな表示を使用します。これらのい
わゆる画面は、メニューを使用して呼び出され、ユーザーとのダイアログとして機能します。
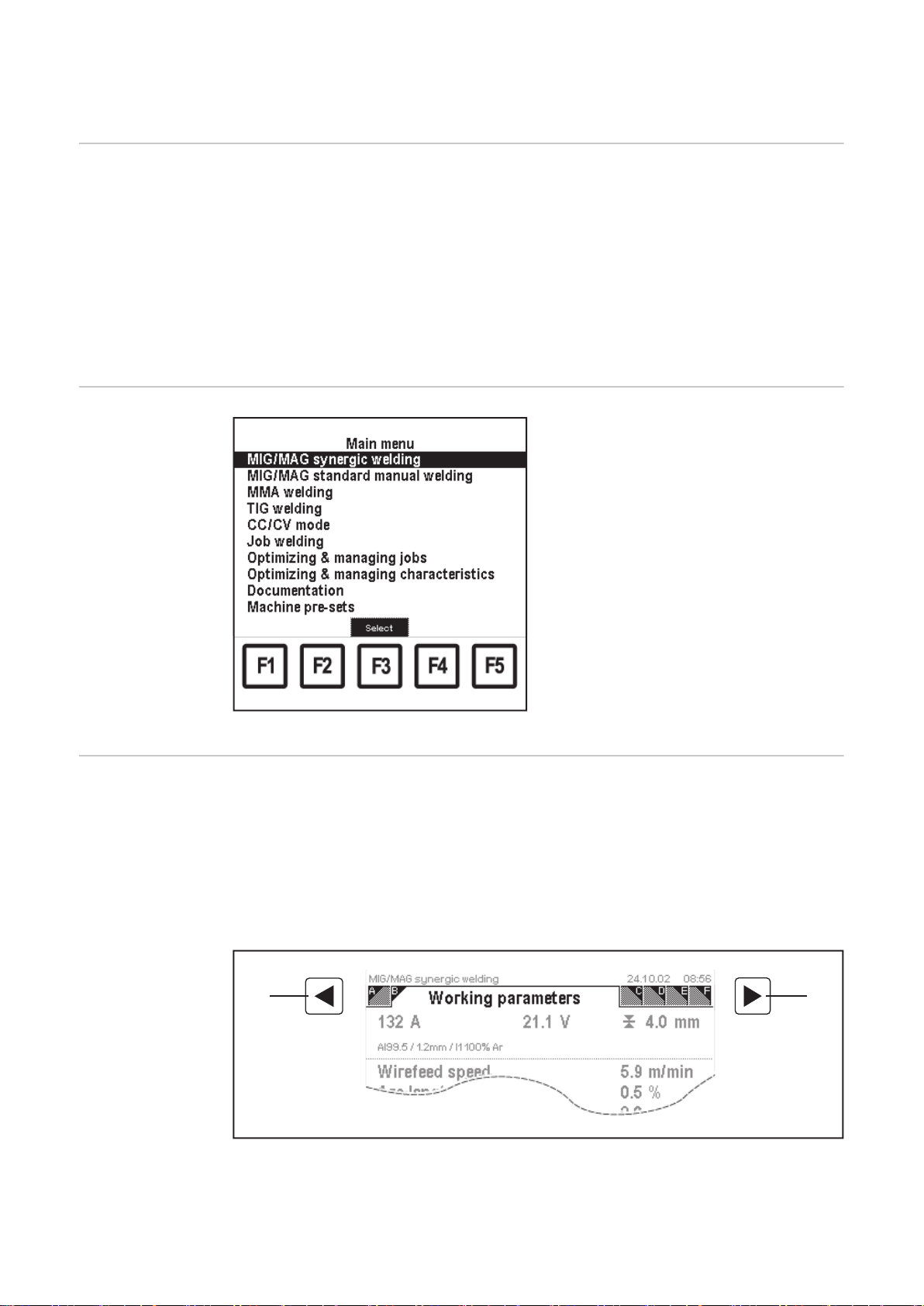
「メニュー」画面 「メニュー」画面は、メインメニューを表示します。「メニュー」画面を呼び出すには、メニューキー
(1)を押します。
注記
!
メニューキー(1)を押すと、ウィザードを除き、開いているすべてのダイアログが確認を求めるこ
となくキャンセルされます。
(1) メニュー項目
(2) MIG/MAG シナジック溶接メニュー項
目を選択
(3) F3「選択」
「メニュー」画面
「データ」画面 - メインメニューでメニュー項目が選択されると、「データ」画面が表示されます。
- 各「データ」画面には「物干し竿」が含まれます。
- 多くの異なる「データ」画面を 1 つのメニュー項目内で表示できます。
溶接電源または特定のパラメータ設定で特別な機能を使用することで、関連する「物干し
竿」に追加の「データ」画面を掛けることができます。
- 「データ」画面で、パラメータを設定または表示できます。パラメータはリストで表されます。
パラメータは、上下の移動キー(6)および(7)を使用して選択します。
パラメータ値は、調整ダイヤル(18)を使用して設定します。
20
Page 21
(1)
(2)
(3)
(4) (5) (6)(7) (8) (9) (10)
(11)
(12)
(13)
(14)
(15)
例:「データ」画面
(3)(4)
(2)
(1)
(6) (7) (8)
(5)
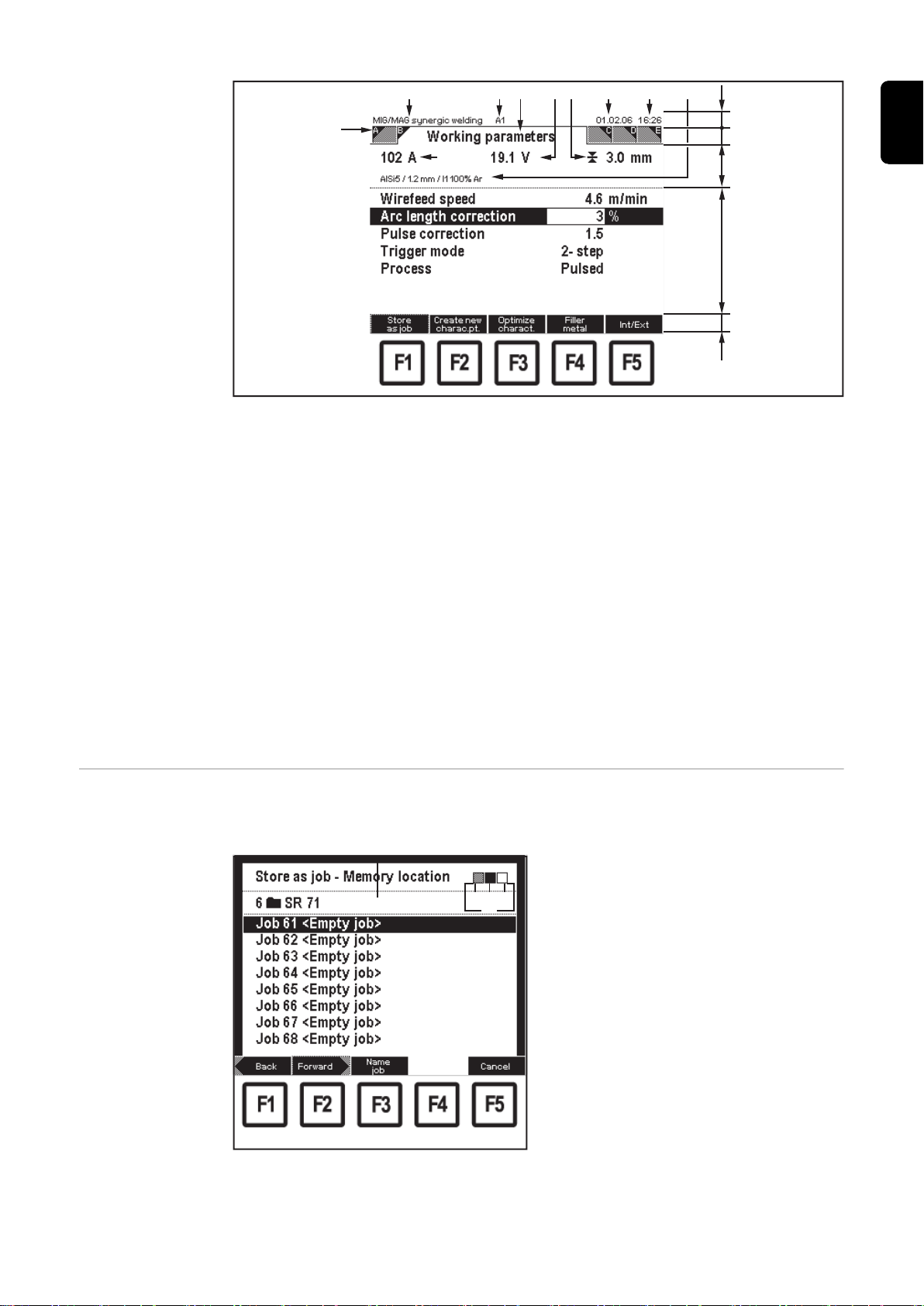
(1) 画面識別文字 (9) 時間
(2) アクティビティ (10) 溶加材、ワイヤ径、保護ガス
(3) 溶接電流 (11) 情報ライン
(4) ユーザー (12) 画面 A~E の物干し竿
(5) 画面タイトル (13) 表示領域
JA
(6) 溶接電圧 (14) パラメータリスト
(7) 板厚 (15) ファンクションキーの機能
(8) 日付 - F1「ジョブとして保存」
- F2「新しい特性点の作成」
- F3「特性の最適化」
- F4「溶加材」
- F5「内部/外部」
「ウィザード」画面 ウィザードは、ガイド入力シーケンスを参照します。ユーザーは、シーケンス内を前後に移動で
きます。ウィザード内には、さまざまな画面が表示されます。
(1) 暗枠
(2) 処理ステップ
(3) 完了済みステップ
(4) 現在のステップ
(5) まだ有効なステップ
(6) F1「戻る」(最初の画面ではグレー)
(7) F2「進む」(または最終画面では「完
了」)
(8) F5「キャンセル」
例:「ウィザード」画面
21
Page 22

「ダイアログ」画面 「ダイアログ」画面は、サブダイアログを表示するために使用します。
(1)
(2) (3)
(1) (2)
(5) (6) (7)
(3) (4)
「ダイアログ」画面には、階層構造、選択リストなどが含まれます。
(1) 暗枠
(2) F1「承認」
(3) F5「キャンセル」
例:「承認」および「キャンセル」のある「ダイアログ」画面
「メッセージ」画面 「メッセージ」画面では、特定のステータスが表示されます。メッセージは承認されるか、決定が
行われなければなりません。
現在の画面の一部の前に「メッセージ」画面が表示されます。これにより、現在の画面がグレー
になります。
(1) 現在の画面(グレー表示)
(2) 記号
(3) メッセージタイプ
(4) 暗枠
(5) F2「はい」
(6) F3「いいえ」
(7) F4「キャンセル」
例:「メッセージ」画面
-
注意を促す質問
「エラー」画面 「エラー」画面は、溶接中に発生したエラーを表示します。「エラー」画面はリセットする必要があ
ります。「エラー」画面を無視すると、エラーが続く限り 2 分後に再び表示されます。現在の画面
の一部の前に「エラー」画面が表示されます。これにより、現在の画面がグレーになります。
22
Page 23
(1) (2) (3) (4) (5)
(6)
例:「エラー」画面
(2) (3)
(5) (6)
(4)(1)
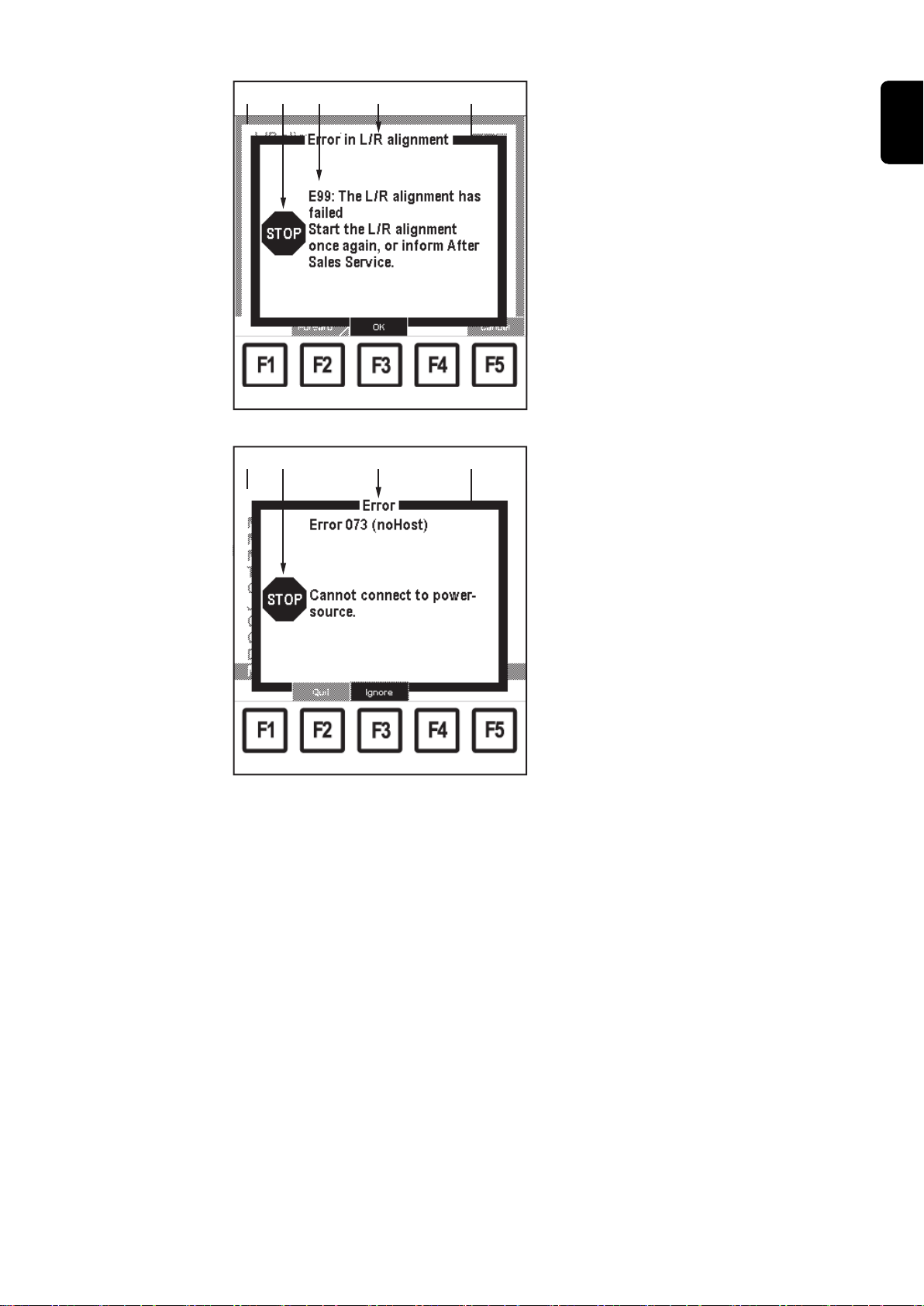
(1) 現在の画面(グレー表示)
(2) 記号
(3) エラーコード
(4) エラー説明
(5) 暗枠
(6) F3「OK」
(1) 現在の画面(グレー表示)
(2) 記号
(3) エラー説明
(4) 暗枠
(5) F2「リセット」
(6) F3「無視」
JA
例:ファンクションキー「リセット」と「無視」のある「エラー」
画面
23
Page 24

始動
VR 4000 VR 7000
VR 1500
TPS 2700
TS/TPS 4000-5000
試運転前
警告!
誤操作を不適切に行うと危険です。
重度の傷害や物体への損傷が発生するおそれがあります。
本書に記載されているすべての操作と機能は、トレーニングを受けた有資格者のみが実
▶
行してください。
この文書を読み、理解してください。
▶
システム部品のすべての操作手順(特に安全規則)を読み、理解してください。
▶
システム要件 RCU 5000i リモートコントロール装置を操作できるようにするには、溶接電源に以下のファーム
ウェアが必要です。
OFFICIAL UST V 3.20.1
RCU 5000i の接続 RCU 5000i リモートコントロール装置は、溶接システムの任意のフロニウスソーラーネットソケ
ットに接続することができます。例:
24
VR 4000、VR 7000
続ソケット
手順:
、および
VR 1500上のLocalNet
溶接電源のグリッドスイッチを「0」位置に切り換えます
1
リモートコントロール装置 LocalNet プラグを LocalNet 接続ソケットに差し込みます
2
プラグのユニオンナットを締め付けます
3
溶接電源グリッドスイッチを「I」の位置に移動します。リモート制御が準備完了になり、開始
4
接
TPS 2700
接続ソケット
および
TS/TPS 4000-5000
上の
LocalNet
シーケンスが表示されます
Page 25
開始シーケンス - 言
語設定
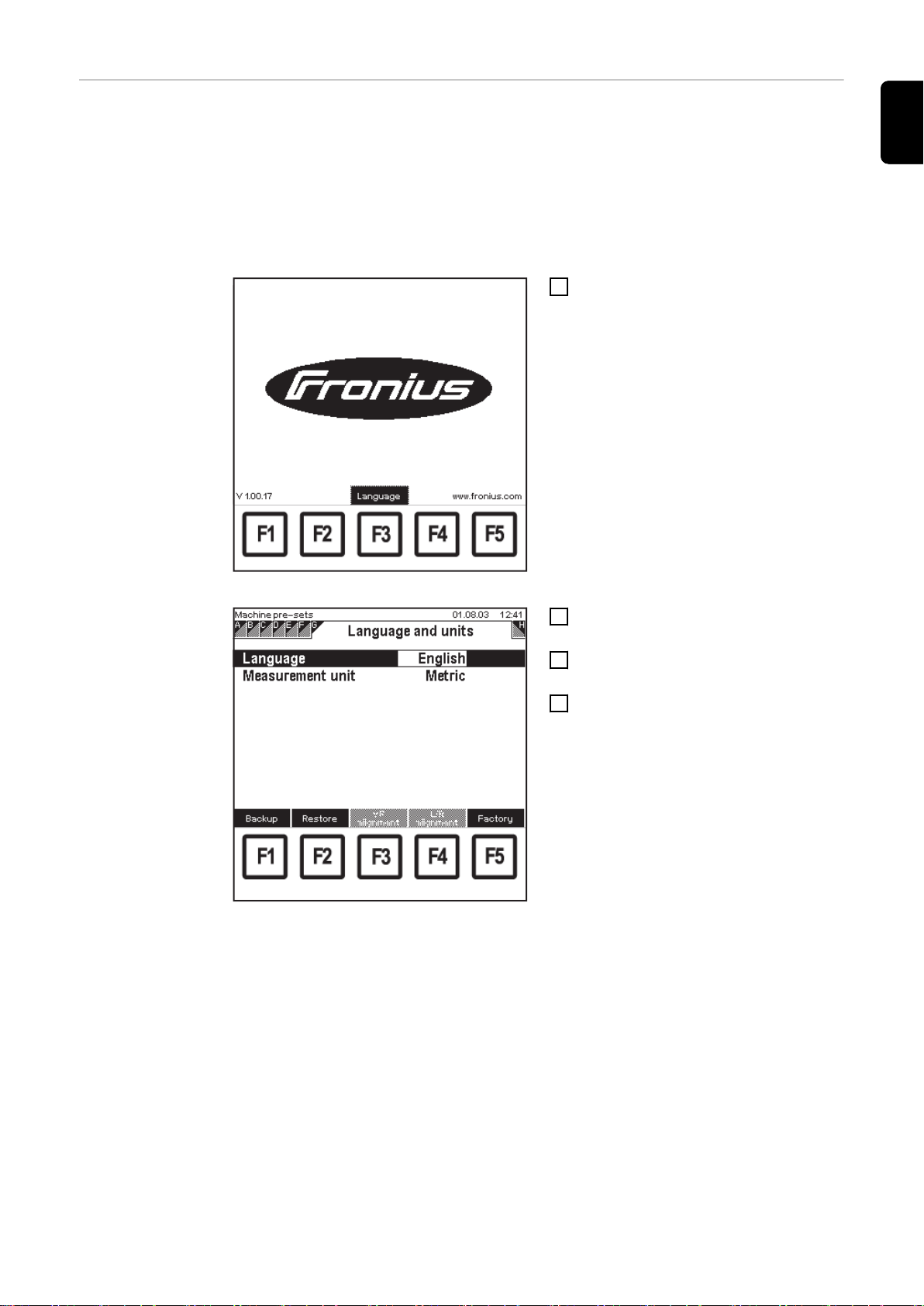
開始シーケンスの間、ディスプレイに以下が表示されます。
- フロニウスロゴ(中央)
- ソフトウェアバージョン(左下)
- www.fronius.com(右下)
- 言語(F3 キー)
開始シーケンスは約 2 秒間続きます。言語と単位(メトリックまたはインペリアル)は、この時に
プリセットできます。これを行うには、F3 キーを押します。
言語と測定単位を事前設定するには、
1
F3「言語」を押します
- 機械プリセット「言語と単位」画面が
表示されます
JA
開始シーケンス、F3「言語」
機械プリセット:「言語と単位」画面で、言語が選択されま
した
下(6)または上(7)キーを使用して対応
2
するパラメータを選択します
調整ダイヤル(18)でパラメータ値を変更
3
します
「メニュー」ボタン(1)を押します
4
25
Page 26

選択した言語のメインメニュー
選択した言語のメインメニューが表示されま
す
エラー「073(ホスト
なし)」 - 溶接電源
への接続がありま
せん
「エラー
073
(ホストなし)」画面
リモート制御が試運転中に溶接電源に接続
できない場合は、リセットできないことを示す
エラー「073(ホストなし)」が表示されます。
考えられる原因は、溶接電源との接触不良や
不適切な LocalNet ディストリビュータです。
アクティブなリンクが確立されると、エラー
「073(ホストなし)」が表示されなくなります。
エラー「073(ホストなし)」は無視できます。
26
Page 27

RCU 5000i のキーカードによるロックとロック解除
(16)
JA
要件
ユーザー管理、プロ
ファイル、キー
RCU 5000i のロッ
ク
注記
!
キーカードは、「機械プリセット」メニュー項目の「管理者」および「ロック済み」とは別にプロファ
イルやキーがない限り、リモート制御のロックおよびロック解除で使用できます。
ユーザー管理、プロファイルまたはキーの詳細については、「機械プリセット」章の「プロファイ
ル/キー」セクションを参照してください。
キーカードをキーカードリーダー(16)の
1
上にかざします
キーカードをキーカードリーダーの上にかざす
「情報キー
た」画面
-
リモートコントロール装置がロックされまし
「情報キー - リモートコントロール装置がロッ
クされました」画面が表示されます
27
Page 28

「ロック済み」プロファイルのメインメニュー
(16)
「ロック済み」プロファイルが呼び出されます。
重要!
「ロック済み」プロファイルのプロパティは、「プ
ロファイル/キー」画面の「機械プリセット」メニ
ュー項目で変更できます。
「ロック済み」プロファイルに保存されたプリセ
ットに応じて、さまざまなメニュー項目と機能
が選択できます。
例:
メインメニューで、「ロック済み」プロファイルの
工場出荷時の設定で溶接プロセスにアクセス
できます。個々の「データ」画面でキーは使用
できません。
各「データ」画面のパラメータは、下(6)または
上(7)キーを使用して選択し、調整ダイヤル
(18)を使用して変更できます。
RCU 5000i のロッ
ク解除
ロック済みリモート制御の「
ニュー項目、「作業パラメータ」画面
キーカードをキーカードリーダーの上にかざす
MIG/MAG
シナジック溶接」メ
キーカードをキーカードリーダー(16)の
1
上にかざします
28
Page 29
「情報キー - リモート制御がロック解除されま
した」画面が表示されます。
ロックの前に最後に呼び出された画面が表示
されます。これで、すべてのメニュー項目に制
限なくアクセスできるようになります。
JA
「ロック解除」機能を
使用して RCU
5000i のロックを解
除
「情報キー
-
リモート制御がロック解除されました」画面
「ロック解除」機能が、ソフトウェアバージョン OFFICIAL RCU V1.14.12 から RCU 5000i リモ
ートコントロール装置に追加されました。
この「ロック解除」機能は、「ロック済み」プロファイルを変更し、管理者キーを追加する、または
「ロック済み」プロファイルを変更するために、機械のプリセットの「プロファイル/キー」画面への
アクセスを有効にします。
「ロック解除」機能の詳細については、「機械のプリセット」章の「RCU 5000i - ロック解除機能」
セクションを参照してください。
29
Page 30
MIG/MAG シナジック溶接
全般 MIG/MAG シナジック溶接は、溶接電源のシナジックモードに関係します。ワイヤ送給装置速
度パラメータが設定されると、溶接電流およびシート厚パラメータがそれに応じて調整されま
す。
現在の溶接アンペア数とシート厚の値が表示領域に表示されます。
「MIG/MAG シナジ
ック溶接」メニュー項
目を呼び出す
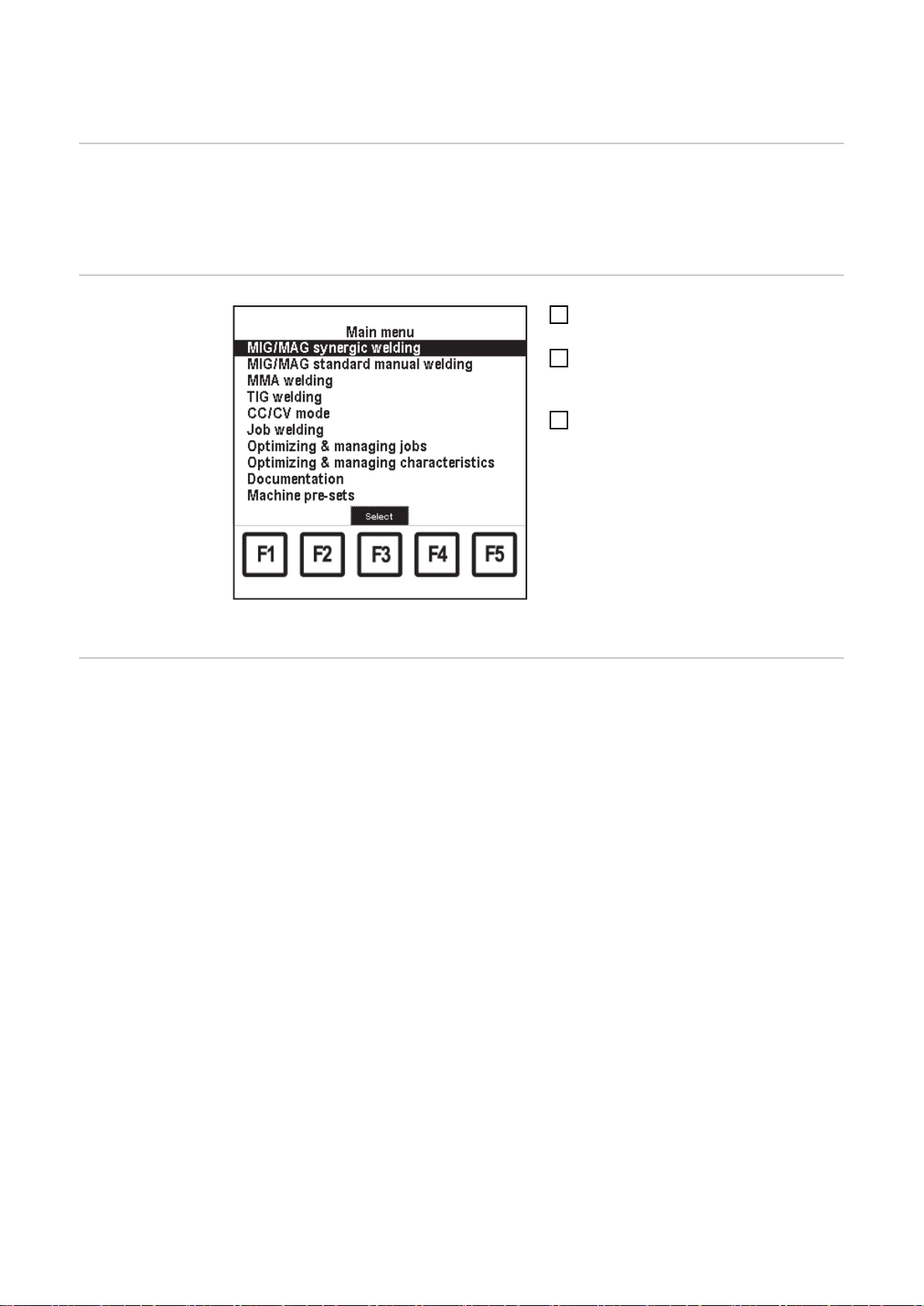
「メニュー」ボタン(1)を押します。
1
- メインメニューが表示されます
調整ダイヤル(18)を使用して「MIG/
2
MAG シナジック溶接」メニュー項目を選
択します。
OK(3)を押します。
3
- 最後に呼び出された「データ」画面が
表示されます。
メインメニュー:「
を選択
MIG/MAG
シナジック溶接」メニュー項目
概要 「MIG/MAG シナジック溶接」は、以下のセクションで構成されます。
- 溶接プログラムの検索
- 作業パラメータの設定
- 超大型ディスプレイへの切り替え
- 処理設定パラメータの設定
- 追加パラメータの設定:特別な 2 ステップ、特別な 4 ステップ、スポット溶接
- シンクロパルスパラメータの設定
30
Page 31

溶接プログラムの検索
JA
溶接プログラムの検
索
「MIG/MAG シナジック溶接」メニュー項
1
目を呼び出す
右矢印キー(8)を押して「溶接プログラ
2
ム」画面を選択します
- 「溶接プログラム」画面が表示されま
す
MIG/MAG
「溶接プログラム」画面には、次のデータが含まれています:
- 溶加材
- ワイヤ径
- 保護ガス
- 保存された溶接プログラム特性の参照番号
シナジック溶接:「溶接プログラム」画面
例:
Ø1.2mm の AlSi5 と保護ガス 100%Ar の場合、パルス特性、標準特性、CMT 特性があ
ります
31
Page 32

作業パラメータの設定
作業パラメータの設
定
MIG/MAG
ク長補正を選択
シナジック溶接:「作業パラメータ」画面、アー
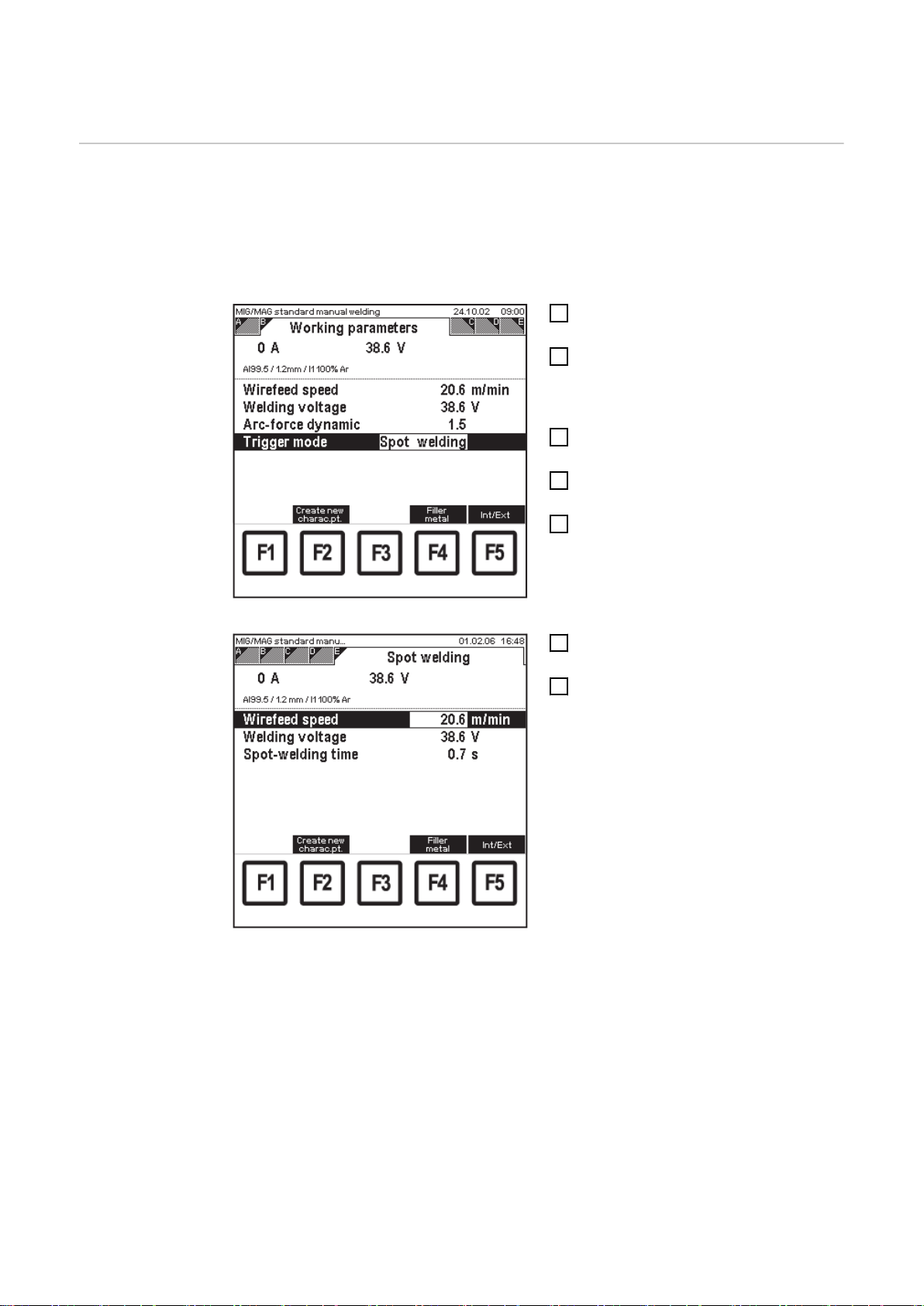
溶接アンペア数、溶接電圧およびシート厚の値が表示領域に表示されます。「ワイヤ送給装置
速度」パラメータが変更されると、表示領域の値もそれに応じて変更されます。
トリガモード 以下のトリガモードを設定できます。
- 2 ステップ
- 特別な 2 ステップ
- 4 ステップ
- 特別な 4 ステップ
- スポット溶接
「MIG/MAG シナジック溶接」メニュー項
1
目を呼び出す
右矢印キー(8)を押して「作業パラメー
2
タ」画面を選択します:
- 「作業パラメータ」画面が表示されま
す。
下(6)または上(7)キーを使用して対応
3
する作業パラメータを選択します
調整ダイアル(18)を使用して、パラメー
4
タ値を変更します
- パラメータ値は、定義された設定範
囲内でのみ変更できます。設定範囲
が強調表示されます。
処理 以下の処理を設定できます。
- パルス(MIG/MAG のパルスシナジック溶接)
- 標準(MIG/MAG 溶接用標準シナジック溶接)
- CMT(コールドメタルトランスファー)
MIG/MAG
「
CMT
シナジック溶接:「作業パラメータ」画面、
」処理で「プログラムなし」
設定した溶接プログラムと選択した処理が一
致しない場合、または選択した処理の溶接プ
ログラムがない場合、表示領域に「プログラ
ムなし」が表示されます。
「ワイヤ送給装置速度」パラメータは変更でき
ません。
32
Page 33

個々のパラメータは、選択した処理および溶接プログラムに応じて異なる形で表示されます。
処理 パラメータ
パルス パルス補正
標準 ダイナミック補正
CMT 処理で HotStart 時間
パルス補正
HotStart パルスサイクル
ブースト補正
動的補正
JA
パルス処理における「パルス補正」パラメータ 標準処理における「動的補正」パラメータ
CMT
処理の「ホットスタート時間」パラメータ
CMT
処理の「パルス補正」パラメータ
33
Page 34

CMT
処理の「ホットスタートパルスサイクル」パラメータ
CMT
処理の「動的補正」パラメータ
CMT
処理の「ブースト補正」パラメータ
「CMT」処理 「CMT」処理は、以下のコンポーネントと組み合わせた場合にのみ可能です。
- CMT 電源(例:TPS 4000 CMT)
- CMT ワイヤ送給装置(例:VR 7000 CMT)
- ワイヤバッファ付き CMT ドライブユニット(例:Robacta Drive CMT)
- CMT 連結ホース
34
M0842 溶接データベースは、CMT Advanced プロセスに必要です。
Page 35

超大型ディスプレイへの切り替え
(1) (2)
0.6 A
0.35 A
全般 ワイヤ送給装置速度、溶接電流および溶接電圧パラメータは、超大型形式に表示できます。ワ
イヤフィードユニットとプッシュプル溶接トーチのモータ電流は、実行値として「超大型ディスプレ
イ」画面にも表示されます。
JA
超大型ディスプレイ
への切り替え
MIG/MAG
シナジック溶接:「超大型ディスプレイ」画面
(1) ワイヤ送給装置モータ電流
(2) プッシュプル溶接トーチモータ電流
「MIG/MAG シナジック溶接」メニュー項
1
目を呼び出す
右矢印キー(8)を押して「超大型ディスプ
2
レイ」画面を選択します:
- 「超大型ディスプレイ」画面が表示さ
れます
- ワイヤ供給速度の値は、調整ダイヤ
ル(18)を使用して「超大型ディスプ
レイ」画面で変更できます。
「ワイヤ送給装置速度」パラメータが変更され
ると、溶接電流および溶接電圧の値もそれに
応じて変更されます。
35
Page 36

処理設定パラメータの設定
処理設定パラメータ
の設定
MIG/MAG
ローが選択されました
シナジック溶接:「処理設定」画面、ガスプリフ
「MIG/MAG シナジック溶接」メニュー項
1
目を呼び出す
右矢印キー(8)を押して「処理設定」画面
2
を選択します。
- 「処理設定」画面が表示されます。
下(6)または上(7)キーを使用して処理
3
設定パラメータを選択します
調整ダイヤル(18)を使用して処理設定
4
パラメータの値を変更します
- 処理設定パラメータの値は、定義し
た設定範囲内でのみ変更できます。
設定範囲が強調表示されます。
36
Page 37

追加パラメータの設定:特別な 2 ステップ、特別な 4 ステッ
プ、スポット溶接
追加の特別な 2 ス
テップパラメータの
設定
「作業パラメータ」画面でトリガモード S2 ステップが選択されると、対応する画面が物干し竿に
吊り下げられます。
以下の追加パラメータが設定できます:
- 始動電流 Is
- 開始電流 dur. ts
- スロープ 1 Sl1
- スロープ 2 Sl2
- 最終電流期間 te
- 最終電流
「MIG/MAG シナジック溶接」メニュー項
1
目を呼び出す
右矢印キー(8)を押して「作業パラメー
2
タ」画面を選択します
- 「作業パラメータ」画面が表示されま
す
下(6)または上(7)キーを使用して「トリ
3
ガモード」パラメータを選択します
調整ダイヤル(18)を使用して S2 ステッ
4
プに設定します
右矢印キー(8)を押して「特別な 2 ステッ
5
プ」画面を選択します
- 「特別な 2 ステップ」画面が表示され
ます
JA
「作業パラメータ」画面:S2ステップトリガモード
MIG/MAG
動電流が選択されます
シナジック溶接:「特別な2ステップ」画面、始
下(6)または上(7)キーを使用して追加
6
パラメータを選択します
調整ダイヤル(18)を使用して追加パラメ
7
ータの値を変更します
- 追加パラメータの値は、定義された
設定範囲内でのみ変更できます。設
定範囲が強調表示されます。
37
Page 38

追加の特別な 4 ス
テップパラメータの
設定
「作業パラメータ」画面で S4 ステップトリガモードが選択されると、対応する画面が物干し竿に
吊り下げられます。
以下の追加パラメータが設定できます:
- 始動電流 Is
- スロープ 1 Sl1
- 最終電流
- スロープ 2 Sl2
「MIG/MAG シナジック溶接」メニュー項
1
目を呼び出す
右矢印キー(8)を押して「作業パラメー
2
タ」画面を選択します
- 「作業パラメータ」画面が表示されま
す
下(6)または上(7)キーを使用して「トリ
3
ガモード」パラメータを選択します
調整ダイヤル(18)を使用して S4 ステッ
4
プに設定します
右矢印キー(8)を押して「特別な 4 ステッ
5
プ」画面を選択します
- 「特別な 4 ステップ」画面が表示され
ます
「作業パラメータ」画面:S4ステップトリガモード
追加のスポット溶接
パラメータの設定
下(6)または上(7)キーを使用して追加
6
パラメータを選択します
調整ダイヤル(18)を使用して追加パラメ
7
ータの値を変更します
- 追加パラメータの値は、定義された
設定範囲内でのみ変更できます。設
定範囲が強調表示されます。
MIG/MAG
動電流が選択されます
シナジック溶接:「特別な4ステップ」画面、始
「作業パラメータ」画面でスポット溶接がトリガモードとして選択されると、対応する画面が物干し
竿に吊り下げられます。
以下のパラメータを設定できます:
- ワイヤ供給速度
- アーク長補正
- スポット溶接時間
38
Page 39

「作業パラメータ」画面:スポット溶接トリガモード
「MIG/MAG シナジック溶接」メニュー項
1
目を呼び出す
右矢印キー(8)を押して「作業パラメー
2
タ」画面を選択します
- 「作業パラメータ」画面が表示されま
す
下(6)または上(7)キーを使用して「トリ
3
ガモード」パラメータを選択します
調整ダイヤル(18)を使用してスポット溶
4
接を設定します
右矢印キー(8)を押して「スポット溶接」
5
画面を選択します
- 「スポット溶接」画面が表示されます
JA
MIG/MAG
6
7
シナジック溶接:「スポット溶接」画面、ワイヤ送給装置速度が選択されました
下(6)または上(7)キーを使用してパラメータを選択します
調整ダイヤル(18)を使用してパラメータの値を変更します
- パラメータの値は、定義された設定範囲内でのみ変更できます。設定範囲が強調表
示されます。
39
Page 40

シンクロパルスパラメータの設定
全般 シンクロパルスソフトウェアのオプションが溶接電源にインストールされている場合は、シンクロ
パルスパラメータの画面も使用できます。画面が物干し竿に追加されます。
シンクロパルスパラ
メータの設定(ソフト
ウェアのオプション)
MIG/MAG
シナジック溶接:「シンクロパルス」画面
「MIG/MAG シナジック溶接」メニュー項
1
目を呼び出す
右矢印キー(8)を押して「シンクロパル
2
ス」画面を選択します。
- 「シンクロパルス」画面が表示されま
す
下(6)または上(7)キーを使用してシンク
3
ロパルスパラメータを選択します
調整ダイヤル(18)を使用してシンクロパ
4
ルスパラメータの値を変更します
- シンクロパルスパラメータの値は、定
義された設定範囲内でのみ変更で
きます。設定範囲が強調表示されま
す。
40
Page 41

MIG/MAG 溶接用標準手溶接
全般 MIG/MAG シナジック溶接とは異なり、MIG/MAG 手動溶接では、溶接パラメータが個別に設
定されます。
JA
「MIG/MAG 溶接用
標準手溶接」メニュ
ー項目を呼び出しま
す
「メニュー」ボタン(1)を押します。
1
- メインメニューが表示されます
調整ダイヤル(18)を使用して「MIG/
2
MAG 溶接用標準手溶接」メニュー項目
を選択します。
OK(3)を押します。
3
- 最後に呼び出された「データ」画面が
表示されます。
メインメニュー:「
項目を選択
MIG/MAG
溶接用標準手溶接」メニュー
概要 「MIG/MAG 溶接用標準手溶接」は、以下のセクションで構成されます。
- 溶接プログラムの検索
- 作業パラメータの設定
- 超大型ディスプレイへの切り替え
- 処理設定パラメータの設定
- 追加のスポット溶接パラメータの設定
41
Page 42

溶接プログラムの検索
溶接プログラムを選
択します
「MIG/MAG 溶接用標準手溶接」メニュー
1
項目を呼び出します
右矢印キー(8)を押して「溶接プログラ
2
ム」画面を選択します
- 「溶接プログラム」画面が表示されま
す
MIG/MAG
「溶接プログラム」画面には、次のデータが含まれています:
- 溶加材
- ワイヤ径
- 保護ガス
- 保存された溶接プログラム特性の参照番号
溶接用標準手溶接:「溶接プログラム」画面
例:
Ø1.2mm の AlSi5 と保護ガス 100%Ar の場合、パルス特性、標準特性、CMT 特性があ
ります
42
Page 43

作業パラメータの設定
JA
作業パラメータの設
定
MIG/MAG
ワイヤ供給速度を選択
溶接用標準手溶接:「作業パラメータ」画面、
トリガモード 以下のトリガモードを設定できます。
- 2 ステップ
- 4 ステップ
- スポット溶接
「MIG/MAG 溶接用標準手溶接」メニュー
1
項目を呼び出します
右矢印キー(8)を押して「作業パラメー
2
タ」画面を選択します
- 「作業パラメータ」画面が表示されま
す
下(6)または上(7)キーを使用して対応
3
する作業パラメータを選択します
調整ダイアル(18)を使用して、パラメー
4
タ値を変更します
- パラメータ値は、定義された設定範
囲内でのみ変更できます。設定範囲
が強調表示されます。
43
Page 44

超大型ディスプレイへの切り替え
(2)(1)
0.6 A
0.35 A
全般 ワイヤ送給装置速度、溶接電流および溶接電圧パラメータは、超大型形式に表示できます。ワ
イヤフィードユニットとプッシュプル溶接トーチのモータ電流は、実行値として「超大型ディスプレ
イ」画面にも表示されます。
超大型ディスプレイ
への切り替え
MIG/MAG
面
溶接用標準手溶接:「超大型ディスプレイ」画
(1) ワイヤ送給装置モータ電流
(2) プッシュプル溶接トーチモータ電流
「MIG/MAG 溶接用標準手溶接」メニュー
1
項目を呼び出します
右矢印キー(8)を押して「超大型ディスプ
2
レイ」画面を選択します
- 「超大型ディスプレイ」画面が表示さ
れます
- ワイヤ供給速度および溶接電圧の
値は、調整ダイヤル(18)を使用して
「超大型ディスプレイ」画面で変更で
きます。
- 溶接電流は表示値:
~ 溶接中
...実行値
~ 溶接後
...保持値
44
Page 45

処理設定パラメータの設定
JA
処理設定パラメータ
の設定
MIG/MAG
リフローが選択されました
溶接用標準手溶接:「処理設定」画面、ガスプ
「MIG/MAG 溶接用標準手溶接」メニュー
1
項目を呼び出します
右矢印キー(8)を押して「処理設定」画面
2
を選択します
- 「処理設定」画面が表示されます。
下(6)または上(7)キーを使用して処理
3
設定パラメータを選択します
調整ダイヤル(18)を使用して処理設定
4
パラメータの値を変更します。
- 処理設定パラメータの値は、定義し
た設定範囲内でのみ変更できます。
設定範囲が強調表示されます。
45
Page 46
追加のスポット溶接パラメータの設定
追加のスポット溶接
パラメータの設定
「作業パラメータ」画面でスポット溶接がトリガモードとして選択されると、対応する画面が物干し
竿に吊り下げられます。
以下のパラメータを設定できます:
- ワイヤ供給速度
- アーク長補正
- スポット溶接時間
「MIG/MAG 溶接用標準手溶接」メニュー
1
項目を呼び出します
右矢印キー(8)を押して「作業パラメー
2
タ」画面を選択します
- 「作業パラメータ」画面が表示されま
す
下(6)または上(7)キーを使用して「トリ
3
ガモード」パラメータを選択します
調整ダイヤル(18)を使用してスポット溶
4
接を設定します
右矢印キー(8)を押して「スポット溶接」
5
画面を選択します
- 「スポット溶接」画面が表示されます
「作業パラメータ」画面:スポット溶接トリガモード
MIG/MAG
送給装置速度が選択されました
シナジック溶接:「スポット溶接」画面、ワイヤ
下(6)または上(7)キーを使用してパラメ
6
ータを選択します
調整ダイヤル(18)を使用してパラメータ
7
の値を変更します
- パラメータの値は、定義された設定
範囲内でのみ変更できます。設定範
囲が強調表示されます。
46
Page 47

溶接プログラムおよび溶加材の設定
全般 溶接プログラムおよび溶加材は、次のメニュー項目で設定できます。
- MIG/MAG シナジック溶接
- MIG/MAG 溶接用標準手溶接
- ジョブの最適化と管理(保存された MIG/MAG ジョブのみ)
JA
溶接プログラムおよ
び溶加材の設定
「溶加材の選択」画面:
Al99.5
選択
関連する「データ」画面で、F4「溶加材」を
1
押します
- ウィザードの第 1 画面が表示されま
す(「溶加材の選択」)
調整ダイヤル(18)を使用して必要な溶
2
加材を選択します
F2「進む」を押します。
3
- ウィザードの第 2 画面が表示されま
す(「ワイヤ径の選択」)
- 第 1 画面で選択した溶加材で使用
可能なワイヤ径のみが表示されま
す。
調整ダイヤル(18)を使用して対応するワ
4
イヤ径を選択します
F2「進む」を押します。
5
- ウィザードの第 3 画面が表示されま
す(「保護ガスの選択」)
- 第 1 画面で選択した溶加材と第 2
画面で選択したワイヤ径で使用可能
なガスのみが表示されます。
「ワイヤ径の選択」画面:
1.2 mm
選択
47
Page 48

調整ダイヤル(18)を使用して対応するガ
6
スを選択します
F2「進む」を押します。
7
- 「リファレンスの選択」画面は、選択
した溶加材、ワイヤ径、保護ガスで
複数の特性がある場合のみ表示さ
れます。
- 処理の後の括弧内の値は、この処
理に対して存在する特性の数を示し
ます。
「保護ガスの選択」画面:
例:
AlSi 5/1.2 mm/I1 100%Ar
択」:特性
S0016
選択
I1 100%Ar
選択
画面「リファレンスの選
下(6)または上(7)キーを使用して対応
8
する処理を選択します
調整ダイヤル(18)を使用して対応する
9
特性リファレンス番号を選択します
- 例:
特性 C0876 は、CMT にのみ適して
います。
F2「進む」を押します
10
- ウィザードの最後の画面(「溶接プロ
グラム」)が確認として表示されます
- F1「戻る」を押すと、すでに実行され
たステップの画面を再び表示できま
す。変更を加えることができます。
F2「完了」を押します
11
- 設定された溶接プログラムが承認さ
れ、前回の「データ」画面が表示され
ます
48
「溶接プログラム」画面:確認
Page 49

ユーザー特性のプロット - 特性の最適化
The characteristic
can not be modified!
全般 「新しいユーザー特性の作成 - 特性の最適化」は、MIG/MAG シナジック溶接メニュー項目で
のみ実行できます。
JA
ユーザー特性のプ
ロットの基本
すべての溶接プログラムは、溶接特性に基づいています。選択した溶接プログラムの特性は、
特定のユーザーに合わせて変更できます。これらの変更は、いわゆるユーザー特性に保存さ
れます。
ユーザー特性のプログラミングが必要となるのは、
- 溶接データベースに含まれていない溶加材(保護ガス、溶接ワイヤ径)が使用されている
場合です。
- 溶接プロセスを最適化(例:溶接速度を上げる、溶接貫通比を変更する、溶接シーム外観
を変更する)。
注記
!
特性を再プログラミングするには、アークおよび溶接技術の知識が必要です。
新しい特性を効率的に作成するには、ユーザーが次の手順を実行することをお勧めします。
- 同様の特性を選択する
- ユーザー特性の電源範囲を決定する
- 必要に応じて、追加特性点をプロットしてユーザー特性を完成させます
重要な基本設定は、この手順を使用して新しい特性に転送されます。
重要!
ユーザー特性を作成するには、少なくとも 2 つの特性点が必要です。ただし、すべての電源範
囲を最適化するには、6~10 の特性点をプログラムする必要があります(材料強度ごとに 1
点)。最大 19 の特性点をプログラムできます。
ユーザー特性のプ
ロット - 特性の最適
化
各「データ」画面で、同様の溶接プログラムまたは変更する溶接プログラムを設定します
1
F3「特性の最適化」を押します。
2
特性を編集することができない場合は、「特性
は変更できません」というメッセージが表示さ
れます。
ウィザードの第 1 画面が表示されます(「特性
の最適化」)
情報画面
-
「特性は変更できません!」
49
Page 50

「特性の最適化」画面:電源値の設定
下(6)または上(7)キーを使用して上下
3
出力限度を選択します
調整ダイヤル(18)を使用し上下出力限
4
度を設定します
- パラメータ値は、定義された設定範
囲内でのみ変更できます。設定範囲
が強調表示されます。
- 電流、電圧、およびシート厚の表示
領域に表示される値は、入力した電
力値に直接依存します。
F2「進む」を押します。
5
- ウィザードの第 2 画面が表示されま
す(「特性の最適化」)
調整ダイヤル(18)を使用して対応する
6
特性を選択します
- 既存の特性を上書きする場合は、注
意を促す質問が表示されます。
「特性の最適化」画面:サイナジックラインの選択
特性の上書きに関して注意を促す質問
特性に名前をつけるには、F3「名前の特
7
性」を押します。
- 「名前の特性」画面が表示されます
50
Page 51

「名前の特性」画面
調整ダイヤル(18)を使用して対応する
8
特性を選択します
次の文字を入力するには、F4「>」を押し
9
ます
- 修正は、F3「<」または F2「<削除」を
使用して実行できます。
終了したら、F1「承認」を押します。
10
- 新しい名前が承認され、「特性の最
適化」画面が表示されます
F2「進む」を押します。
11
- ウィザードの第 3 画面が確認として
表示されます(「特性の最適化」)
- F1「戻る」を押すと、すでに実行され
たステップの画面を再び表示できま
す。変更を加えることができます。
JA
「特性の最適化」画面:サイナジックラインの選択
「特性の最適化」ウィザード:最適化された特性の確認
F2「完了」を押します。
12
- 前回に表示された「データ」画面が
表示されます。
51
Page 52

ユーザー特性の新しい特性点の作成
全般 「新しい特性点の作成」機能は、以下のメニュー項目で実行できます。
- MIG/MAG シナジック溶接
- MIG/MAG 溶接用標準手溶接
新しい特性点のプロ
ットの基本
新しい特性点の作
成
さまざまなパラメーター設定を、特性点としてユーザー特性に保存できます。
新しい特性点を作成するには、以下が必要です。
- 特性点を作成する溶接プログラム(溶加材、ワイヤ径、保護ガス)
- ワイヤ送給装置速度の値(例:以前の溶接試行、過去の経験または材料強度に対応する
基準値)
注記
!
新しい特性点を作成するには、アークおよび溶接技術の知識が必要です。
重要!
ユーザー特性を作成するには、少なくとも 2 つの特性点が必要です。ただし、すべての電源範
囲を最適化するには、6~10 の特性点をプログラムする必要があります(材料強度ごとに 1
点)。最大 19 の特性点をプログラムできます。
特定のパラメーター設定を特性点として保存する際の手順:
特性点を作成する溶接プログラムを呼び
1
出します
特性点を作成するワイヤ送給装置速度
2
を設定します
関連する「データ」画面で、F2「新しい特
3
性点の作成」を押します
- ウィザードの第 1 画面が表示されま
す(「新しい特性点の作成」)
調整ダイヤル(18)を使用して対応する
4
特性を選択します
- 作成する特性点が、現在設定されて
いる特性に一致しない特性に追加さ
れる場合(例えば、CuSi 特性にアル
ミニウム特性点を追加する場合)
は、注意を促す質問が表示されます
「新しい特性点の作成」画面:
選択」
No.6 - 「Al99.5 1.2 I1 mod
52
Page 53

注意を促す質問:特性点が一致しません
F2「はい」または F3「いいえ」あるいは
5
F4「キャンセル」を押します
- 標準的な特性点をパルス特性に追
加するか、その逆の場合、エラーメッ
セージが表示されます。
F3「OK」を押します
6
- ウィザードの第 1 画面が表示されま
す(「新しい特性点の作成」)
JA
エラーメッセージ:特性点を保存できません
「新しい特性点の作成」画面:
No. 7 - <
空の特性
>
選択
調整ダイヤル(18)を使用して他の特性
7
を選択します
特性に名前をつけるには、F3「名前の特
8
性」を押します。
- 「名前の特性」画面が表示されます
53
Page 54

「名前の特性」画面
調整ダイヤル(18)を使用して対応する
9
特性を選択します
次の文字を入力するには、F4「>」を押し
10
ます
- 修正は、F3「<」または F2「<削除」を
使用して実行できます。
終了したら、F1「承認」を押します。
11
- 新しい名前が承認され、「新しい特
性点の作成」画面が表示されます
F2「進む」を押します。
12
- ウィザードの第 2 画面が確認で表示
されます(「新しい特性点の作成」)
「新しい特性点の作成」画面
「新しい特性点の作成」画面:保存された特性点の確認
F2「完了」を押します。
13
- 特性点が保存され、対応する「デー
タ」画面が表示されます。
- F1「戻る」を押すと、すでに実行され
たステップの画面を再び表示できま
す。変更を加えることができます。
54
Page 55

ユーザー特性の選択
JA
ユーザー特性の選
択
「溶加材の選択」画面:選択したユーザー特性
対応する「データ」画面で、F4「溶加材」を
1
押します。
- ウィザードの第 1 画面が表示されま
す(「溶加材の選択」)
調整ダイヤル(18)を使用して「ユーザー
2
特性」を選択します
F2「進む」を押します。
3
- ウィザードの第 2 画面が表示されま
す(「ユーザー特性の選択」)
調整ダイヤル(18)を使用して対応するユ
4
ーザー特性を選択します
F2「進む」を押します。
5
- ウィザードの第 3 画面(「溶接プログ
ラム」)が確認として表示されます
- F1「戻る」を押すと、すでに実行され
たステップの画面を再び表示できま
す。変更を加えることができます。
「ユーザー特性の選択」画面:
選択
「溶接プログラム」画面:ユーザー特性の確認
no.2「CuSi3 10 I1 mod
」
F2「完了」を押します。
6
- 設定したユーザー特性が承認され、
最後の表示された「データ」画面が
表示されます
55
Page 56

MMA 溶接
「棒電極(MMA)溶
接」メニュー項目を
呼び出します
作業パラメータの設
定
メインメニュー:「棒電極(
MMA
)溶接」メニュー項目選択
「メニュー」ボタン(1)を押します
1
- メインメニューが表示されます
調整ダイヤル(18)を使用して「棒電極
2
(MMA)溶接」メニュー項目を選択します
OK(3)を押します
3
- 最後に呼び出された「データ」画面が
表示されます
「棒電極(MMA)溶接」メニュー項目を呼
1
び出します
右矢印キー(8)を押して「作業パラメー
2
タ」画面を選択します
- 「作業パラメータ」画面が表示されま
す。
下(6)または上(7)キーを使用して対応
3
する作業パラメータを選択します
調整ダイアル(18)を使用して、パラメー
4
タ値を変更します
- パラメータ値は、定義された設定範
囲内でのみ変更できます。設定範囲
が強調表示されます。
56
棒電極(
択
MMA
)溶接:「作業パラメータ」画面、溶接電流選
Page 57

超大型ディスプレイ
への切り替え
溶接電流および溶接電圧パラメータは、超大型形式で表示できます。
「棒電極(MMA)溶接」メニュー項目を呼
1
び出します
右矢印キー(8)を押して「超大型ディスプ
2
レイ」画面を選択します
- 「超大型ディスプレイ」画面が表示さ
れます
- 溶接アンペア数の値は、調整ダイヤ
ル(18)を使用して「超大型ディスプ
レイ」画面で変更できます。
- 溶接電圧は表示値:
~ 溶接中
...実行値
~ 溶接後
...保持値
棒電極(
MMA
)溶接:「超大型ディスプレイ」画面
JA
処理設定パラメータ
の設定
棒電極(
HCU
選択
MMA
)溶接:「処理設定」画面、
HotStart
電流
「棒電極(MMA)溶接」メニュー項目を呼
1
び出します
右矢印キー(8)を押して「処理設定」画面
2
を選択します。
- 「処理設定」画面が表示されます。
下(6)または上(7)キーを使用して処理
3
設定パラメータを選択します
調整ダイヤル(18)を使用して処理設定
4
の値を変更します
- 処理設定パラメータの値は、定義し
た設定範囲内でのみ変更できます。
設定範囲が強調表示されます。
57
Page 58

TIG 溶接
「TIG 溶接」メニュー
項目を呼び出します
作業パラメータの設
定
メインメニュー:「
TIG
溶接」メニュー項目選択
「メニュー」ボタン(1)を押します
1
- メインメニューが表示されます
調整ダイヤル(18)を使用して「TIG 溶
2
接」メニュー項目を選択します
OK(3)を押します
3
- 最後に呼び出された「データ」画面が
表示されます
「TIG 溶接」メニュー項目を呼び出します
1
右矢印キー(8)を押して「作業パラメー
2
タ」画面を選択します
- 「作業パラメータ」画面が表示されま
す。
下(6)または上(7)キーを使用して対応
3
する作業パラメータを選択します
調整ダイアル(18)を使用して、パラメー
4
タ値を変更します
- パラメータ値は、定義された設定範
囲内でのみ変更できます。設定範囲
が強調表示されます。
58
TIG
溶接:「作業パラメータ」画面、グリッド電流選択
Page 59

超大型ディスプレイ
への切り替え
溶接電流および溶接電圧パラメータは、超大型形式で表示できます。
「TIG 溶接」メニュー項目を呼び出します
1
右矢印キー(8)を押して「超大型ディスプ
2
レイ」画面を選択します
- 「超大型ディスプレイ」画面が表示さ
れます
- 溶接アンペア数の値は、調整ダイヤ
ル(18)を使用して「超大型ディスプ
レイ」画面で変更できます。
- 溶接電圧は表示値:
~ 溶接中
...実行値
~ 溶接後
...保持値
TIG
溶接:「超大型ディスプレイ」画面
JA
59
Page 60

CC/CV モード
全般 「CC/CV モード」ソフトウェアのオプションが溶接電源にインストールされると、メインメニューに
「CC/CV モード」メニュー項目が表示されます。
CC/CV モードメニュー項目により、ユーザーは、一定の溶接電圧または一定の溶接電流のい
ずれかで溶接電源を操作できます。
「CC/CV モード」メニュー項目のパラメータ変更は、ロボット制御または RCU 5000i リモート制
御によって行うことができます。
「CC/CV モード」は、例えば熱線用途で使用します。
「CC/CV モード」を
呼び出します
作業パラメータの設
定
メインメニュー:「
CC/CV
モード」メニュー項目選択
「メニュー」ボタン(1)を押します
1
- メインメニューが表示されます
調整ダイヤル(18)を使用して「CC/CV モ
2
ード」メニュー項目を選択します
OK(3)を押します
3
- 最後に呼び出された「データ」画面が
表示されます
「CC/CV モード」を呼び出します
1
右矢印キー(8)を押して「作業パラメー
2
タ」画面を選択します
- 「作業パラメータ」画面が表示されま
す。
下(6)または上(7)キーを使用して対応
3
する作業パラメータを選択します
調整ダイアル(18)を使用して、パラメー
4
タ値を変更します
- パラメータ値は、定義された設定範
囲内でのみ変更できます。設定範囲
が強調表示されます。
超大型ディスプレイ
への切り替え
60
CC/CV
モード:「作業パラメータ」画面、電流コマンド値選
択
ワイヤ送給装置速度、電圧コマンド値および電流コマンド値パラメータは、超大型形式で表示
できます:
Page 61

(2)(1)
0.6 A
0.35 A
CC/CV
モード:「超大型ディスプレイ」画面
(1) ワイヤ送給装置モータ電流
(2) プッシュプル溶接トーチモータ電流
「CC/CV モード」を呼び出します
1
右矢印キー(8)を押して「超大型ディスプ
2
レイ」画面を選択します
- 「超大型ディスプレイ」画面が表示さ
れます
- ワイヤ供給装置速度、電圧コマンド
値および電流コマンド値は、調整ダ
イヤル(18)を使用して「超大型ディ
スプレイ」画面で変更できます。
- 溶接電圧は表示値:
~ 溶接中
...実行値
~ 溶接後
...保持値
JA
処理設定パラメータ
の設定
CC/CV
モード:「処理設定」画面
「CC/CV モード」を呼び出します
1
右矢印キー(8)を押して「処理設定」画面
2
を選択します。
- 「処理設定」画面が表示されます。
調整ダイアル(18)を使用して、パラメー
3
タ値を変更します
- パラメータ値は、定義された設定範
囲内でのみ変更できます。設定範囲
が強調表示されます。
61
Page 62

ジョブ溶接
「ジョブ溶接」メニュ
ー項目を呼び出しま
す
ジョブの作業パラメ
ータの設定
「メニュー」ボタン(1)を押します
1
- メインメニューが表示されます
調整ダイヤル(18)を使用して「ジョブ溶
2
接」メニュー項目を選択します
OK(3)を押します
3
- 最後に呼び出された「データ」画面が
表示されます
メインメニュー:「ジョブ溶接」メニュー項目選択
選択したジョブの補正境界が「ジョブの最適化と管理」メニュー項目で定義されている場合、こ
のジョブの次の作業パラメータを「作業パラメータ」画面の「ジョブ溶接」メニュー項目で設定でき
ます。
- 実電力の補正
- 実アーク長の補正
「ジョブ溶接」メニュー項目を呼び出しま
1
す
右矢印キー(8)を押して「作業パラメー
2
タ」画面を選択します
- 「作業パラメータ」画面が表示されま
す。
下(6)または上(7)キーを使用して「グル
3
ープ番号」パラメータを選択します
調整ダイヤル(18)を使用して希望のグ
4
ループ(0~99)を選択します
下(6)または上(7)キーを使用して「ジョ
5
ブ番号」パラメータを選択します
調整ダイヤル(18)を使用して希望のジョ
6
ブ(0~999)を選択します
ジョブ溶接:「作業パラメータ」画面、グループ2のジョブ
no. 22
の実電力補正選択(
MIG/MAG
ジョブの例)
- ジョブが次のグループから選択され
ると、表示されるグループも同様に
変更されます。
下(6)または上(7)キーを使用して対応する作業パラメータを選択します
7
調整ダイアル(18)を使用して、パラメータ値を変更します
8
- パラメータ値は、定義された設定範囲内でのみ変更できます。設定範囲が強調表示さ
れます。
超大型ディスプレイ
への切り替え
62
選択したジョブについては、ワイヤ送給装置速度、溶接電流および溶接電圧パラメータを、超
大型形式で表示できます。
Page 63

A 53.0A 6.0
(1) (2)
ジョブ溶接:「超大型ディスプレイ」画面
(1) ワイヤ送給装置モータ電流
(2) プッシュプル溶接トーチモータ電流
「ジョブ溶接」メニュー項目を呼び出しま
1
す
右矢印キー(8)を押して「超大型ディスプ
2
レイ」画面を選択します
- 「超大型ディスプレイ」画面が表示さ
れます
- パラメータ「グループ番号」および「ジ
ョブ番号」は、下(6)または上(7)キ
ーを使用して選択し、調整ダイヤル
(18)を使用して変更できます。
- ワイヤ送給装置速度は、調整ダイヤ
ル(18)を使用して選択したジョブの
定義された補正境界内で調整できま
す。
- 溶接電流と溶接電圧は純粋に表示
値です
JA
CMT Advanced
(アドバンスド)溶接
中に、溶接プロセス
を変更します。
注記
!
溶接プロセス、および、現在、選択している特性曲線も、CMT Advanced(アドバンスド)溶接
中には、変更することができません。
溶接プロセスまたは特性を変更するには:
- 最初に、CMT Advanced(アドバンスド)処理を終了します。
- 300~600 ms 待機
この間は、別の溶接プロセスや特性を選択できません。
- 別の溶接プロセスや特性で溶接プロセスを再開します。
63
Page 64

設定をジョブとして保存
全般 「ジョブとして保存」機能は、以下のメニュー項目で実行できます。
- MIG/MAG シナジック溶接
- CC/CV モード
- ジョブ溶接
- ジョブの最適化と管理
ジョブの保存手順
表示されるすべての画面ですべてのパラメータを設定
1
- 画面 A でパラメータを設定
- 画面 B でパラメータを設定
- 画面 C でパラメータを設定、等
F1「ジョブとして保存」を押し、メニューに従います
2
ジョブとして保存 特定のパラメーター設定をジョブとして保存する際の手順:
対応する「データ」画面で、F1「ジョブとし
1
て保存」を押します
- ウィザードの第 1 画面が表示されま
調整ダイヤル(18)を使用して対応するグ
2
ループを選択します
グループに名前をつけるには、F3「グル
3
ープに名前をつける」を押します。
- 「グループに名前をつける」画面が
す(「ジョブとして保存 - グループ」)
表示されます
「ジョブとして保存
プ>選択
「グループに名前をつける」画面
-
グループ」画面:
no. 6 <
空のグルー
調整ダイヤル(18)を使用して対応する
4
特性を選択します
次の文字を入力するには、F4「>」を押し
5
ます
- 修正は、F3「<」または F2「<削除」を
押して実行できます。
終了したら、F1「承認」を押します。
6
- 新しい名前が承認され、「ジョブとし
て保存 - グループ」画面が表示され
ます
64
Page 65

F2「進む」を押します。
7
- ウィザードの第 2 画面が表示されま
す(「ジョブとして保存 - メモリの場
所」)
JA
「ジョブとして保存
「ジョブとして保存
ジョブ> 選択
-
グループ」画面:
-
メモリの場所」画面:ジョブ
no. 6 SR 71
61 <
選択
空の
調整ダイヤル(18)を使用して対応するジ
8
ョブを選択します
ジョブに名前をつけるには、F3「ジョブに
9
名前をつける」を押します。
- 「ジョブに名前をつける」画面が表示
されます
調整ダイヤル(18)を使用して対応する
10
特性を選択します
次の文字を入力するには、F4「>」を押し
11
ます
- 修正は、F3「<」または F2「<削除」を
押して実行できます。
終了したら、F1「承認」を押します。
12
- 新しい名前が承認され、「ジョブとし
て保存 - メモリの場所」画面が表示
されます
「ジョブに名前をつける」画面
65
Page 66

F2「進む」を押します。
13
- ウィザードの第 3 画面が確認で表示
されます(「ジョブとして保存」)。
- F1「戻る」を押すと、すでに実行され
たステップの画面を再び表示できま
す。変更を加えることができます。
「ジョブとして保存
選択
確認で「ジョブとして保存」画面
-
メモリの場所」画面:ジョブ61テスト
F2「完了」を押します。
14
- 最後に選択された「データ」画面が
表示されます。
66
Page 67

選択したパラメータの内部/外部調整
全般 RCU 5000i リモートコントロール装置を使用して、選択したパラメータを次のように設定できま
す。
- リモート制御で内部的に
- ワイヤ送給装置、溶接電源、他のリモート制御、ロボット制御などの外部的に
システムに外部操作機能がある場合、関連パラメータは自動的に外部パラメータ入力に設定さ
れます。例:
ワイヤ送給装置が接続されている場合は、ワイヤ送給装置で「ワイヤ送給装置速度」パラメー
タの値を設定する必要があります。パラメータ値を RCU 5000i リモートコントロール装置で設
定する場合は、「ワイヤ送給装置速度」パラメータを内部パラメータ入力に変換する必要があり
ます。
ユーザーは、次のメニュー項目で内部および外部のパラメータ入力を切り替えることができ
ます。
- MIG/MAG シナジック溶接 - CC/CV モード
- MIG/MAG 溶接用標準手溶接 - ジョブ溶接
- MMA 溶接 - ジョブの最適化と管理
- TIG 溶接
JA
パラメータを内部/外
部で設定
対応する「データ」画面で、F5「Int/Ext」を押します
1
- リモートコントロール装置は、以下を所望のパラメータ入力に変換します:
内部パラメータ入力(Int): 外部パラメータ入力(Ext):
設定するパラメータは、RCU 5000i リモート
コントロール装置で入力および変更します。
選択したパラメータは、パラメータ値の「ウィ
ンドウ」を含む黒いバーで表示されます。「ウ
ィンドウ」のパラメータ値は変更できます。
設定するパラメータは、溶接電源、ワイヤ送
給装置で、またはロボット制御を介して入力
および変更します。
選択したパラメータは、リモートコントロール
装置のディスプレイに連続した黒いバーで表
示されます。外部パラメータ入力で、パラメー
タ値をリモートコントロール装置で変更するこ
とはできません。
67
Page 68

内部パラメータ入力の例:「ウィンドウ」付きの黒いバー
アーク長補正選択
-
外部パラメータ入力の例:連続した黒いバー
補正選択
-
アーク長
重要!
F5「Int/Ext」ファンクションキーは、リモート制御が接続されているときのみ有効です。リモート
制御が接続されていない場合、F5「Int/Ext」ファンクションキーはグレー表示されます。
68
接続されていないリモートコントロール装置の例:F5「
Int/Ext
」グレー表示
Page 69

ジョブの最適化と管理
全般 選択したジョブについては、「ジョブの最適化と管理」メニュー項目で次の機能を実行できます。
- 管理データの取り込み
- 作業パラメータの設定
- ジョブ固有パラメータの設定
選択したジョブのタイプに応じて、多くの異なる画面が「物干し竿」に表示されます。
表示される画面の順序も、ジョブのタイプによって変わります。
MIG/MAG シナジックジョブの場合、次の画面が表示されます。
- 管理データ
- シンクロパルス
- 溶接プログラム - Q-Master 値
- 作業パラメータ
- 処理設定
- 補正境界
- 特別な 2 ステップ
- 特別な 4 ステップ
- スポット溶接
- ジョブ固有のドキュメント
1)
2)
3)
4)
JA
「ジョブの最適化と
管理」メニュー項目
の呼び出し
1)
シンクロパルスオプションが溶接電源に設置された場合にのみ表示されます
2)
選択したジョブに対してトリガモードが S2 ステップに設定された場合のみ表示されます
3)
選択したジョブに対してトリガモードが S4 ステップに設定された場合のみ表示されます
4)
選択したジョブに対してトリガモードがスポット溶接に設定された場合のみ表示されます
「メニュー」ボタン(1)を押します
1
- メインメニューが表示されます
調整ダイヤル(18)を使用して「ジョブの
2
最適化と管理」メニュー項目を選択します
OK(3)を押します
3
- 注意を促す質問「オンラインでジョブ
を編集しますか?」が表示されます
メインメニュー:「ジョブの最適化と管理」メニュー項目選
択
69
Page 70

F2「はい」または F3「いいえ」を押します
4
- オンライン編集 - F2「はい」
溶接電源は、現在の溶接電源設定
とは関係なく、ジョブ補正メニューに
変わります。リモートコントロール装
置で変更されたデータも溶接電源で
表示されます。
- オンライン編集 - F3「いいえ」
現在の溶接電源設定は影響を受け
ません。リモートコントロール装置で
変更されたデータは、リモートコント
ロール装置でのみ表示されます。
- 最後に呼び出された「データ」画面が
表示されます
注意を促す質問:オンラインでジョブを編集しますか?
概要 「ジョブの最適化と管理」は、以下のセクションで構成されます。
- ジョブの管理
- 選択したジョブの管理データの検索
- 選択したジョブの溶接プログラムの検索と変更
- 選択したジョブの作業パラメータの検索と変更
- 選択したジョブの処理設定の検索と変更
- 選択したジョブの特別な 2 ステップパラメータの検索と変更
- 選択したジョブの特別な 4 ステップパラメータの検索と変更
- 選択したジョブのスポット溶接パラメータの検索と変更
- 選択したジョブの補正境界の確立
- ジョブ固有のドキュメント
- 選択したジョブのシンクロパルスパラメータの検索と変更
- 選択したジョブの Q-Master 値の確立
- 新しい特性点の作成
70
Page 71

ジョブの管理
JA
ジョブの管理
ジョブの最適化と管理:「ジョブの管理
-
グループ」画面
「ジョブの最適化と管理」メニュー項目を
1
呼び出します
どのような画面が表示されている場合で
2
も、F1「ジョブの管理」を押します。
- ウィザードの第 1 画面が表示されま
す(「ジョブの管理 - グループ」)
調整ダイヤル(18)を使用して希望のグ
3
ループ(0~99)を選択します
グループに名前をつけるには、F3「グル
4
ープに名前をつける」を押します
- 「グループに名前をつける」画面が
表示されます
調整ダイヤル(18)を使用して対応する
5
特性を選択します
次の文字を入力するには、F4「>」を押し
6
ます
- 修正は、F3「<」または F2「<削除」を
押して実行できます。
終了したら、F1「承認」を押します。
7
- 新しい名前が承認され、「ジョブの管
理 - グループ」画面が表示されます
「グループに名前をつける」画面
ジョブの最適化と管理:「ジョブの管理
-
グループ」画面
F2「進む」を押します。
8
- ウィザードの第 2 画面が表示されま
す(「ジョブの管理 - メモリの場所」)
71
Page 72

調整ダイヤル(18)を使用して希望のメモ
9
リの場所を選択します
ジョブに名前をつけるには、F3「ジョブに
10
名前をつける」を押します。
- 「ジョブに名前をつける」画面が表示
されます
「ジョブの管理
「ジョブに名前をつける」画面
-
メモリの場所」画面
調整ダイヤル(18)を使用して対応する
11
特性を選択します
次の文字を入力するには、F4「>」を押し
12
ます
- 修正は、F3「<」または F2「<削除」を
押して実行できます。
終了したら、F1「承認」を押します。
13
- 新しい名前が承認され、「ジョブとし
て保存 - メモリの場所」画面が表示
されます
- F1「戻る」を押すと、すでに実行され
たステップの画面を再び表示できま
す。変更を加えることができます。
F2「完了」を押します。
14
- 最後に選択された「データ」画面が
表示されます。
72
「ジョブとして保存
を上にして選択
-
メモリの場所」画面:ジョブ3の左側
Page 73

グループとジョブの
削除
「ジョブの最適化と管理」メニュー項目を
1
呼び出します
どのような画面が表示されている場合で
2
も、F1「ジョブの管理」を押します。
- ウィザードの第 1 画面が表示されま
す(「ジョブの管理 - グループ」)
グループを削除するときは、調整ダイヤ
3
ル(18)で削除するグループ(0~99)を選
択します
F4「グループの削除」を押します
4
- 注意を促す質問「グループ 0 を完全
に削除してもよろしいですか?」が表
示されます
JA
ジョブの最適化と管理:「ジョブの管理
「グループの削除」注意を促す質問
-
グループ」画面
重要!
グループを削除すると、そのグループ内のす
べてのジョブも削除されます。
F2「はい」を押します
5
- 選択したグループが削除されると、
ウィザードの第 1 画面が表示されま
す(「ジョブの管理 - グループ」)
F2「進む」を押します。
6
- ウィザードの第 2 画面が表示されま
す(「ジョブの管理 - メモリの場所」)
削除されたグループの「ジョブの管理
-
グループ」画面
73
Page 74

ジョブを削除する場合は、調整ダイヤル
7
(18)を使用して関連するメモリの場所を
選択します
F4「ジョブの削除」を押します。
8
- 注意を促す質問「ジョブ 3 を削除して
もよろしいですか?」が表示されます
「ジョブの管理
「ジョブの削除」注意を促す質問
-
メモリの場所」画面
F2「はい」を押します
9
- 選択したジョブが削除されると、ウィ
ザードの第 2 画面が表示されます
(「ジョブの管理 - メモリの場所」)
F2「完了」を押します。
10
- 最後に選択された「データ」画面が
表示されます。
74
「ジョブの管理
-
メモリの場所」画面
Page 75

選択したジョブの管理データの検索
JA
ジョブの管理データ
の検索
ジョブのタイプによっ
て異なる管理データ
表示
「ジョブの最適化と管理」メニュー項目を
1
呼び出します
右矢印キー(8)を押して「管理データ」画
2
面を選択します
- 「管理データ」画面が表示されます
下(6)または上(7)キーを使用して「グル
3
ープ番号」パラメータを選択します
調整ダイヤル(18)を使用して希望のグ
4
ループ(0~99)を選択します
下(6)または上(7)キーを使用して「ジョ
5
ブ番号」パラメータを選択します
調整ダイヤル(18)を使用して希望のジョ
6
ブ(0~999)を選択します
- ジョブが次のグループから選択され
ジョブの最適化と管理:「管理データ」画面
ると、表示されるグループも同様に
変更されます。
選択したジョブのタイプに応じて、管理データの表示が異なります。例:
MIG/MAG シナジックジョブでは、以下が表
示されます。
- 溶接電流、溶接電圧、材料強度 - それ
ぞれ設定されたワイヤ供給速度に依
CC/CV モードジョブでは、以下が表示され
ます。
- 溶接電流、溶接電圧
- 作成日
存
- 溶接プログラム
- 作成日
F4「溶加材」が有効でなければ、ファンクショ
ンキーはグレー表示されます。
MIG/MAG
シナジックジョブの「管理データ」画面
CC/CV
モードジョブの「管理データ」画面
75
Page 76

選択したジョブの溶接プログラムの検索と変更
全般 「物干し竿」に表示される画面の順序は、選択したジョブのタイプによって変わります。
「溶接プログラム」画面は、MIG/MAG シナジックジョブでのみ表示されます。
ジョブ溶接プログラ
ムの検索
ジョブ溶接プログラ
ムの変更
ジョブの最適化と管理:「溶接プログラム」画面
「ジョブの最適化と管理」メニュー項目を
1
呼び出します
どのような画面が表示されていても、下
2
(6)または上(7)キーを使用して「グルー
プ番号」パラメータを選択します
調整ダイヤル(18)を使用して希望のグ
3
ループ(0~99)を選択します
下(6)または上(7)キーを使用して「ジョ
4
ブ番号」パラメータを選択します
調整ダイヤル(18)を使用して希望のジョ
5
ブ(0~999)を選択します
- ジョブが次のグループから選択され
ると、表示されるグループも同様に
変更されます。
右矢印キー(8)を押して「溶接プログラ
6
ム」画面を選択します
- 「溶接プログラム」画面が表示されま
す
ジョブ溶接プログラムの呼び出し
1
溶接プログラムを変更するには、F4「溶
2
加材」を押します。
- ウィザードの第 1 画面が表示されま
す(「溶加材の選択」)
76
ジョブの最適化と管理:「溶接プログラム」画面
Page 77

調整ダイヤル(18)を使用して必要な溶
3
加材を選択します
F2「進む」を押します。
4
- ウィザードの第 2 画面が表示されま
す(「ワイヤ径の選択」)
- 第 1 画面で選択した溶加材で使用
可能なワイヤ径のみが表示されま
す。
JA
「溶加材の選択」画面:
「ワイヤ径の選択」画面:
AlMg5
1.0 mm
選択
選択
調整ダイヤル(18)を使用して対応するワ
5
イヤ径を選択します
F2「進む」を押します。
6
- ウィザードの第 3 画面が表示されま
す(「保護ガスの選択」)
- 第 1 画面で選択した溶加材と第 2
画面で選択したワイヤ径で使用可能
なガスのみが表示されます。
調整ダイヤル(18)を使用して対応するガ
7
スを選択します
F2「進む」を押します。
8
- 「リファレンスの選択」画面は、選択
した溶加材、ワイヤ径、保護ガスで
複数の特性がある場合のみ表示さ
れます。
- 処理の後の括弧内の値は、この処
理に対して存在する特性の数を示し
ます。
「保護ガスの選択」画面:
I1 100%Ar
選択
77
Page 78

例:
AlSi 5/1.2 mm/I1 100%Ar
択」:特性
S0016
選択
画面「リファレンスの選
下(6)または上(7)キーを使用して対応
9
する処理を選択します
調整ダイヤル(18)を使用して対応する
10
特性リファレンス番号を選択します
- 例:
特性 C0876 は、CMT にのみ適して
います。
F2「進む」を押します
11
- ウィザードの第 4 画面(「溶接プログ
ラム」)が確認として表示されます
- F1「戻る」を押すと、すでに実行され
たステップの画面を再び表示できま
す。変更を加えることができます。
F2「完了」を押します
12
ジョブの最適化と管理:「溶接プログラム」画面
ジョブの最適化と管理:「溶接プログラム」画面
設定された溶接プログラムが承認され、「溶
接プログラム」画面が表示されます
78
Page 79

選択したジョブの作業パラメータの検索と変更
全般 「物干し竿」に表示される画面の順序は、選択したジョブのタイプによって変わります。
JA
ジョブ作業パラメー
タの検索と変更
「ジョブの最適化と管理」メニュー項目を呼び出します
1
どのような画面が表示されていても、下(6)または上(7)キーを使用して「グループ番号」パ
2
ラメータを選択します
調整ダイヤル(18)を使用して希望のグループ(0~99)を選択します
3
下(6)または上(7)キーを使用して「ジョブ番号」パラメータを選択します
4
調整ダイヤル(18)を使用して希望のジョブ(0~999)を選択します
5
- ジョブが次のグループから選択されると、表示されるグループも同様に変更されます。
右矢印キー(8)を押して「作業パラメータ」画面を選択します
6
- 「作業パラメータ」画面が表示されます
下(6)または上(7)キーを使用して対応
7
するパラメータを選択します
調整ダイアル(18)を使用して、パラメー
8
タ値を変更します
- パラメータ値は、定義された設定範
囲内でのみ変更できます。設定範囲
が強調表示されます。
ワイヤ送給装置速
度値の変更に関す
る指示
ジョブの最適化と管理:「作業パラメータ」画面
「作業パラメータ」画面
-
ワイヤ送給装置速度値の変更
「作業パラメータ」画面の MIG/MAG シナジッ
クジョブでワイヤ送給装置速度値が変更され
ると、共同利用機能により、溶接電流および
溶接電圧の値もそれに応じて変化します。
溶接電流および溶接電圧の変更は、「電流コ
マンド値」および「電圧コマンド値」パラメータ
の「Q-Master」画面で反映させる必要があり
ます。
79
Page 80

選択したジョブの処理設定の検索と変更
全般 「物干し竿」に表示される画面の順序は、選択したジョブのタイプによって変わります。
ジョブ処理設定の検
索と変更
「ジョブの最適化と管理」メニュー項目を呼び出します
1
どのような画面が表示されていても、下(6)または上(7)キーを使用して「グループ番号」パ
2
ラメータを選択します
調整ダイヤル(18)を使用して希望のグループ(0~99)を選択します
3
下(6)または上(7)キーを使用して「ジョブ番号」パラメータを選択します
4
調整ダイヤル(18)を使用して希望のジョブ(0~999)を選択します
5
- ジョブが次のグループから選択されると、表示されるグループも同様に変更されます。
右矢印キー(8)を押して「処理設定」画面
6
を選択します
- 「処理設定」画面が表示されます。
下(6)または上(7)キーを使用して対応
7
するパラメータを選択します
調整ダイアル(18)を使用して、パラメー
8
タ値を変更します
- パラメータ値は、定義された設定範
囲内でのみ変更できます。設定範囲
が強調表示されます。
ジョブの最適化と管理:「処理設定」画面
80
Page 81

選択したジョブの特別な 2 ステップパラメータの検索と変更
全般 「物干し竿」に表示される画面の順序は、選択したジョブのタイプによって変わります。
「特別な 2 ステップ」画面のみ表示されます。
- 選択したジョブに対してトリガモードが S2 ステップに設定された場合
- MIG/MAG シナジックジョブの場合
JA
ジョブの特別な 2 ス
テップパラメータの
検索と変更
「ジョブの最適化と管理」メニュー項目を呼び出します
1
どのような画面が表示されていても、下(6)または上(7)キーを使用して「グループ番号」パ
2
ラメータを選択します
調整ダイヤル(18)を使用して希望のグループ(0~99)を選択します
3
下(6)または上(7)キーを使用して「ジョブ番号」パラメータを選択します
4
調整ダイヤル(18)を使用して希望のジョブ(0~999)を選択します
5
- ジョブが次のグループから選択されると、表示されるグループも同様に変更されます。
右矢印キー(8)を押して「特別な 2 ステップ」画面を選択します
6
- 「特別な 2 ステップ」画面が表示されます
下(6)または上(7)キーを使用して対応
7
するパラメータを選択します
調整ダイアル(18)を使用して、パラメー
8
タ値を変更します
- パラメータ値は、定義された設定範
囲内でのみ変更できます。設定範囲
が強調表示されます。
ジョブの最適化と管理:「特別な2ステップ」画面
81
Page 82

選択したジョブの特別な 4 ステップパラメータの検索と変更
全般 「物干し竿」に表示される画面の順序は、選択したジョブのタイプによって変わります。
「特別な 4 ステップ」画面は、以下の場合のみ表示されます。
- 選択したジョブに対してトリガモードが S4 ステップに設定された場合
- MIG/MAG シナジックジョブの場合
ジョブの特別な 4 ス
テップパラメータの
検索と変更
「ジョブの最適化と管理」メニュー項目を呼び出します
1
どのような画面が表示されていても、下(6)または上(7)キーを使用して「グループ番号」パ
2
ラメータを選択します
調整ダイヤル(18)を使用して希望のグループ(0~99)を選択します
3
下(6)または上(7)キーを使用して「ジョブ番号」パラメータを選択します
4
調整ダイヤル(18)を使用して希望のジョブ(0~999)を選択します
5
- ジョブが次のグループから選択されると、表示されるグループも同様に変更されます。
右矢印キー(8)を押して「特別な 4 ステップ」画面を選択します
6
- 「特別な 4 ステップ」画面が表示されます
下(6)または上(7)キーを使用して対応
7
するパラメータを選択します
調整ダイアル(18)を使用して、パラメー
8
タ値を変更します
- パラメータ値は、定義された設定範
囲内でのみ変更できます。設定範囲
が強調表示されます。
82
ジョブの最適化と管理:「特別な4ステップ」画面
Page 83

選択したジョブのスポット溶接パラメータの検索と変更
全般 「物干し竿」に表示される画面の順序は、選択したジョブのタイプによって変わります。
「スポット溶接」画面は、以下の場合のみ表示されます。
- 選択したジョブに対してトリガモードが S4 ステップに設定された場合
- MIG/MAG シナジックジョブの場合
JA
ジョブのスポット溶
接パラメータの検索
と変更
「ジョブの最適化と管理」メニュー項目を呼び出します
1
どのような画面が表示されていても、下(6)または上(7)キーを使用して「グループ番号」パ
2
ラメータを選択します
調整ダイヤル(18)を使用して希望のグループ(0~99)を選択します
3
下(6)または上(7)キーを使用して「ジョブ番号」パラメータを選択します
4
調整ダイヤル(18)を使用して希望のジョブ(0~999)を選択します
5
- ジョブが次のグループから選択されると、表示されるグループも同様に変更されます。
右矢印キー(8)を押して「スポット溶接」画面を選択します
6
- 「スポット溶接」画面が表示されます
下(6)または上(7)キーを使用して対応
7
するパラメータを選択します
調整ダイアル(18)を使用して、パラメー
8
タ値を変更します
- パラメータ値は、定義された設定範
囲内でのみ変更できます。設定範囲
が強調表示されます。
ジョブの最適化と管理:「スポット溶接」画面
83
Page 84

選択したジョブの補正境界の確立
全般 「物干し竿」に表示される画面の順序は、選択したジョブのタイプによって変わります。
「補正境界」画面は、MIG/MAG シナジックジョブでのみ表示されます。
補正境界の目的 補正境界は、ジョブごとに個別に入力できます。
補正境界があるジョブに設定されている場合、関連するジョブの溶接電力およびアーク長は、
定義された境界内で(ジョブ溶接で)補正できます。
ジョブの補正境界の
確立
「ジョブの最適化と管理」メニュー項目を呼び出します
1
どのような画面が表示されていても、下(6)または上(7)キーを使用して「グループ番号」パ
2
ラメータを選択します
調整ダイヤル(18)を使用して希望のグループ(0~99)を選択します
3
下(6)または上(7)キーを使用して「ジョブ番号」パラメータを選択します
4
調整ダイヤル(18)を使用して希望のジョブ(0~999)を選択します
5
- ジョブが次のグループから選択されると、表示されるグループも同様に変更されます。
右矢印キー(8)を押して「補正境界」画面を選択します
6
- 「補正境界」画面が表示されます
下(6)または上(7)キーを使用して対応
7
するパラメータを選択します
調整ダイアル(18)を使用して、パラメー
8
タ値を変更します
- パラメータ値は、定義された設定範
囲内でのみ変更できます。設定範囲
が強調表示されます。
84
ジョブの最適化と管理:「補正境界」画面
Page 85

補正境界の説明
溶接電力の補正範囲は、次のように構成されています。
ワイヤ送給装置速度の設定 例: 15.0 m/分
+ 上限電力補正限界の%値 + 5.0 %
JA
= 溶接電力の上限
ワイヤ送給装置速度の設定 例: 15.0 m/分
- 下限電力補正限界の%値 - 3.0 %
= 溶接電力の下限
したがって、ジョブ溶接では、溶接電力は 14.6m/分~15.8m/分の間で補正できます。
アーク長の補正範囲は、次のように構成されています。
アーク長補正値の設定 例: + 10.0 %
+ アーク長補正境界の%値 + 20.0 %
= アーク長の上限
アーク長補正値の設定 例: + 10.0 %
- アーク長補正境界の%値 - 20.0 %
= アーク長の下限
したがって、ジョブ溶接では、アーク長を-10.0%~+30%の範囲で補正できます。
= 15.8 m/分
= 14.6 m/分
= 30.0 %
= -10.0 %
85
Page 86

ジョブ固有のドキュメント
全般 「物干し竿」に表示される画面の順序は、選択したジョブのタイプによって変わります。
「ジョブ固有のドキュ
メント」機能の目的
「ジョブ固有のドキュ
メント」の要件
ジョブ固有のドキュ
メントの確立
「ジョブ固有のドキュメント」は、選択したジョブの現在の溶接値を文書化するためのものです。
「ジョブ固有のドキュメント」は、ジョブごとに個別に設定できます。
「ドキュメント」メニュー項目の「基本設定」画面にある「ジョブドキュメント」パラメータは、次のよ
うに設定する必要があります。
- パラメータ「ジョブドキュメント」.....ジョブ固有
「ジョブの最適化と管理」メニュー項目を呼び出します
1
どのような画面が表示されていても、下(6)または上(7)キーを使用して「グループ番号」パ
2
ラメータを選択します
調整ダイヤル(18)を使用して希望のグループ(0~99)を選択します
3
下(6)または上(7)キーを使用して「ジョブ番号」パラメータを選択します
4
調整ダイヤル(18)を使用して希望のジョブ(0~999)を選択します
5
- ジョブが次のグループから選択されると、表示されるグループも同様に変更されます。
右矢印キー(8)を押して「ジョブ固有のドキュメント」画面を選択します
6
- 「ジョブ固有のドキュメント」画面が表示されます
下(6)または上(7)キーを使用して対応
7
するパラメータを選択します
調整ダイアル(18)を使用して、パラメー
8
タ値を変更します
- パラメータ値は、定義された設定範
囲内でのみ変更できます。設定範囲
が強調表示されます。
ジョブ固有のドキュ
メントの説明
86
ジョブの最適化と管理:「ジョブ固有のドキュメント」画面
パラメータ 設定 結果
ドキュメント オン ジョブ溶接では、選択したジョブの現在の溶接値
は、「n 回目の溶接シームごと」および「n 秒ごと」の
パラメータに従って記録されます
オフ 選択したジョブの現在の溶接値は、ジョブ溶接で記
録されません
Page 87

パラメータ 設定 結果
n 回目の溶接シ
ーム毎
n 秒毎 オフ 選択したジョブの現在の溶接値は、溶接シームごと
1 ジョブ溶接では、選択したジョブの現在の溶接値が
すべての(溶接)シームで記録されます
2 ジョブ溶接では、選択したジョブの現在の溶接値が
2 回目の(溶接)シームごとに記録されます
...
100 ジョブ溶接では、選択したジョブの現在の溶接値が
100 回目の(溶接)シームごと(=最大)に記録され
ます
に 1 回記録されます
0.1 選択したジョブの現在の溶接値は、0.1 秒ごとにジ
ョブ溶接で記録されます
0.2 選択したジョブの現在の溶接値は、0.2 秒ごとにジ
ョブ溶接で記録されます
...
9.9 選択したジョブの現在の溶接値は、9.9 秒ごと(=最
大)にジョブ溶接で記録されます
JA
87
Page 88

選択したジョブのシンクロパルスパラメータの検索と変更
全般 「物干し竿」に表示される画面の順序は、選択したジョブのタイプによって変わります。
「シンクロパルス」画面は、以下の場合のみ表示されます。
- シンクロパルスオプションが溶接電源に設置された場合
- MIG/MAG シナジックジョブの場合
ジョブのシンクロパ
ルスパラメータの検
索と変更
「ジョブの最適化と管理」メニュー項目を呼び出します
1
どのような画面が表示されていても、下(6)または上(7)キーを使用して「グループ番号」パ
2
ラメータを選択します
調整ダイヤル(18)を使用して希望のグループ(0~99)を選択します
3
下(6)または上(7)キーを使用して「ジョブ番号」パラメータを選択します
4
調整ダイヤル(18)を使用して希望のジョブ(0~999)を選択します
5
- ジョブが次のグループから選択されると、表示されるグループも同様に変更されます。
右矢印キー(8)を押して「シンクロパルス」画面を選択します
6
- 「シンクロパルス」画面が表示されます
下(6)または上(7)キーを使用して対応
7
するパラメータを選択します
調整ダイアル(18)を使用して、パラメー
8
タ値を変更します
- パラメータ値は、定義された設定範
囲内でのみ変更できます。設定範囲
が強調表示されます。
88
ジョブの最適化と管理:「シンクロパルス」画面
Page 89

選択したジョブの Q-Master 値の確立
全般 「物干し竿」に表示される画面の順序は、選択したジョブのタイプによって変わります。
JA
Q-Master 値の目
的
ジョブの Q-Master
値の確立
Q-Master 値は、ジョブごとに個別に入力できます。設定した Q-Master 値が特定の期間を超
えた場合、またはそれに達していない場合は、次のいずれかの反応が発生します。
- 溶接電源がすぐに切れます
- 警告信号が出ます
- 反応なし
「ジョブの最適化と管理」メニュー項目を呼び出します
1
どのような画面が表示されていても、下(6)または上(7)キーを使用して「グループ番号」パ
2
ラメータを選択します
調整ダイヤル(18)を使用して希望のグループ(0~99)を選択します
3
下(6)または上(7)キーを使用して「ジョブ番号」パラメータを選択します
4
調整ダイヤル(18)を使用して希望のジョブ(0~999)を選択します
5
- ジョブが次のグループから選択されると、表示されるグループも同様に変更されます。
右矢印キー(8)を押して「Q-Master」画面を選択します
6
- 「Q-Master」画面が表示されます
下(6)または上(7)キーを使用して対応
7
するパラメータを選択します
調整ダイアル(18)を使用して、パラメー
8
タ値を変更します
- パラメータ値は、定義された設定範
囲内でのみ変更できます。設定範囲
が強調表示されます。
Q-Master 値の説
明
ジョブの最適化と管理:「
注記
!
Q-Master
」画面
「作業パラメータ」画面のワイヤ送給装置速度値が変更されると、共同利用機能により、溶接電
流および溶接電圧の値もそれに応じて変化します。
溶接電流および溶接電圧の変更は、「電流コマンド値」および「電圧コマンド値」パラメータの
「Q-Master」画面で反映させる必要があります。
驥崎ヲ・ 選択したジョブで「電圧偏差の最大継続時間」および「電流偏差の最大継続時間」のパ
ラメータ値が「オフ」と入力されると、このジョブの Q-Master 機能は無効になります。
電流設定値 例: 338.0 A
89
Page 90

+ 上限電流制限の A の値 + 6.0 A
= 上限溶接電流制限値
電流設定値 例: 338.0 A
- 下限電流制限の A の値 - 6.0 A
= 下限溶接電流制限値
電流偏差の最大持続時間 例: 0.3 秒
反応 例: 警告
ジョブ溶接中の実際の溶接電流が、0.3 秒を超えて、344A を超えるか、332A 未満になると、
警告の形で反応が起こります。
電圧コマンド値 例: 28.6 V
+ 上限電圧制限の V の値 + 0.2 V
= 上限電圧制限
電圧コマンド値 例: 28.6 A
- 下限電圧制限の V の値 - 0.2 A
= 下限電圧制限
= 344.0 A
= 332.0 A
= 28.8 V
= 28.4 A
電流偏差の最大持続時間 例: 0.3 秒
反応 例: 警告
ジョブ溶接中の実際の溶接電圧が、0.3 秒を超えて、28.8 V を超えるか、28.4 V 未満になる
と、警告の形で反応が起こります。
90
Page 91

選択したジョブの Q-Master ワイヤ送給装置速度値の決
定
全般 「物干し竿」に表示される画面の順序は、選択したジョブのタイプによって変わります。
Q-Master 値の目
的
ジョブの Q-Master
ワイヤ供給速度値
の決定
Q-Master 値は、ジョブごとに個別に入力できます。設定した Q-Master 値が特定の期間を超
えた場合、またはそれに達していない場合は、次のいずれかの反応が発生します。
- 溶接電源がすぐに切れます
- 警告信号が出ます
- 反応なし
「Q-Master」画面で指定された反応は、Q-Master ワイヤ供給速度値にも適用されます。
「ジョブの最適化と管理」メニュー項目を呼び出します
1
どのような画面が表示されていても、下(6)または上(7)キーを使用して「グループ番号」パ
2
ラメータを選択します
調整ダイヤル(18)を使用して希望のグループ(0~99)を選択します
3
下(6)または上(7)キーを使用して「ジョブ番号」パラメータを選択します
4
調整ダイヤル(18)を使用して希望のジョブ(0~999)を選択します
5
- ジョブが次のグループから選択されると、表示されるグループも同様に変更されます。
右矢印キー(8)を押して「Q-Master vD」画面を選択します
6
- 「Q-Master vD」画面が表示されます
JA
下(6)または上(7)キーを使用して対応
7
するパラメータを選択します
調整ダイアル(18)を使用して、パラメー
8
タ値を変更します
- パラメータ値は、定義された設定範
囲内でのみ変更できます。設定範囲
が強調表示されます。
ジョブの最適化と管理:「
Q-Master vD
」画面
重要!
「作業パラメータ」画面でワイヤ供給速度を変更する場合は常に、一定の溶接シーム断面を得
るために、「Q-Master vD」画面の溶接速度コマンド値についても考慮してください。
重要!
「ワイヤ送給装置速度偏差の最大持続時間」および「溶接速度偏差の最大持続時間」のパラメ
ータ値が特定ジョブで「オフ」の場合、このジョブの Q-Master ワイヤ送給装置機能は無効にな
ります。
91
Page 92

Q-Master ワイヤ供
給速度値の説明
ワイヤ供給速度コマンド値
1)
例: 15.0 m/分
- ワイヤ送給装置速度下限の値 - 0.5 m/分
= 上限溶接電流制限値
= 14.5 m/分
ワイヤ供給速度コマンド値
1)
例: 15.0 m/分
+ ワイヤ送給装置速度上限の値 + 0.5 m/分
= 上限ワイヤ送給装置速度制限値
= 15.5 m/分
電流偏差の最大持続時間 例: 0.3 秒
反応
2)
例: 警告
ジョブ溶接中の実際のワイヤ供給速度が、0.3 秒を超えて、15.5m/分を超えるか、14.5m/分未
満になると、警告の形で反応が起こります。
1)
「作業パラメータ」画面による
2)
「Q-Master」画面による
92
Page 93

特性の最適化と管理
全般 「特性の最適化と管理」メニュー項目で、ユーザーの特性の管理、名前変更、最適化を行うこと
ができます。
注記
!
ユーザー特性を最適化するには、アークおよび溶接技術の知識が必要です。
重要!
ユーザー特性を作成するには、少なくとも 2 つの特性点が必要です。ただし、すべての電源範
囲を最適化するには、6~10 の特性点をプログラムする必要があります(材料強度ごとに 1
点)。最大 19 の特性点をプログラムできます。
JA
「特性の最適化と管
理」メニュー項目の
呼び出し
メインメニュー:「特性の最適化と管理」メニュー項目選択
「メニュー」ボタン(1)を押します
1
- メインメニューが表示されます
調整ダイヤル(18)を使用して「特性の最
2
適化と管理」メニュー項目を選択します
OK(3)を押します
3
- 注意を促す質問「オンラインで特性
を編集しますか?」が表示されます
F2「はい」または F3「いいえ」を押します
4
- オンライン編集 - F2「はい」
溶接電源は、現在の溶接電源設定
とは関係なく、設定メニューに変わり
ます。リモートコントロール装置で変
更されたデータ(例えば、ワイヤ送給
装置速度)も、その設備が存在する
場合には溶接電源に表示されます。
- オンライン編集 - F3「いいえ」
現在の溶接電源設定は影響を受け
ません。リモートコントロール装置で
変更されたデータは、リモートコント
ロール装置でのみ表示されます。
- 最後に呼び出された「データ」画面が
表示されます
注意を促す質問:オンラインで特性を編集しますか
?
93
Page 94

概要 「特性の最適化と管理」は、以下のセクションから構成されます。
- 特性の管理
- 特性点の管理
- 標準特性のパラメータ
- パルス特性のパラメータ
- CMT 特性のパラメータ
- CMT/パルス特性のパラメータ
- CMT Advanced 特性のパラメータ
- CMT/パルス Advanced 特性のパラメータ
- 特性パラメータの変更
94
Page 95

特性の管理
JA
特性の選択
特性
XYZ
の「データ」画面の例
「特性の最適化と管理」メニュー項目の
1
呼び出し
- 最後に呼び出された「データ」画面が
表示されます。
どのような画面が表示されている場合で
2
も、F1「特性の管理」を押します。
- ウィザードの第 1 画面が表示されま
す(「特性の管理」)
調整ダイヤル(18)を使用して希望する
3
特性を選択します
F1「特性の選択」を押します
4
「特性の管理」画面
特性
XYZ
の「データ」画面の例
選択した特性の最後の呼び出した「データ」
画面が表示されます。
95
Page 96

特性の命名と名前
変更
特性
XYZ
の「データ」画面の例
「特性の最適化と管理」メニュー項目の
1
呼び出し
- 最後に呼び出された「データ」画面が
表示されます。
どのような画面が表示されている場合で
2
も、F1「特性の管理」を押します。
- ウィザードの第 1 画面が表示されま
す(「特性の管理」)
調整ダイヤル(18)を使用して希望する
3
特性を選択します
F1「特性の選択」を押します
4
- 「名前の特性」画面が表示されます
「特性の管理」画面
「名前の特性」画面
調整ダイヤル(18)を使用して対応する
5
特性を選択します
次の文字を入力するには、F4「>」を押し
6
ます
- 修正は、F3「<」または F2「<削除」を
押して実行できます。
終了したら、F1「承認」を押します。
7
- 新しい名前が承認され、「特性の管
理」画面が表示されます
96
Page 97

「特性の管理」画面
F5「キャンセル」を押します
8
最後に呼び出された「データ」画面が表示さ
れます。
JA
特性の削除
特性
特性
XYZ
の「データ」画面の例
XYZ
の「データ」画面の例
「特性の最適化と管理」メニュー項目の
1
呼び出し
- 最後に呼び出された「データ」画面が
表示されます。
どのような画面が表示されている場合で
2
も、F1「特性の管理」を押します。
- ウィザードの第 1 画面が表示されま
す(「特性の管理」)
97
Page 98

「特性の管理」画面
調整ダイヤル(18)を使用して希望する
3
特性を選択します
F2「特性の削除」を押します
4
- 注意を促す質問「シナジック...を削除
してもよろしいですか?」が表示され
ます
F2「はい」を押します
5
- 特性が削除され、「特性の管理」画
面が表示されます
注意を促す質問「シナジック
か?」
特性が削除された「特性の管理」画面
...
を削除してもよろしいです
前の「データ」画面に戻るには、F4「キャ
6
ンセル」を押します
98
Page 99

特性点の管理
JA
特性点の選択
特性点の挿入
特性
XYZ
の「データ」画面の例
「特性の最適化と管理」メニュー項目の
1
呼び出し
- 最後に呼び出された「データ」画面が
表示されます。
F1「特性の管理」を押し、対応する特性を
2
選択します
どのような画面が表示されても、F2 また
3
は F5 を押して、変更する特性点を選択
します。
- F2「前の点」...現在の点の前の特性
点が表示されます。特性の最初の点
で、F2「前の点」がグレー表示されま
す。
- F5「次の点」...現在の点の後の特性
点が表示されます。特性の最後の点
で、F5「前の点」がグレー表示されま
す。
「特性の最適化と管理」メニュー項目の
1
呼び出し
- 最後に呼び出された「データ」画面が
表示されます。
F1「特性の管理」を押し、対応する特性を
2
選択します
どのような画面が表示されている場合で
3
も、F3「点の挿入」を押します。
- ウィザードの第 1 画面が表示されま
す(「特性点の挿入」)
特性
XYZ
の「データ」画面の例
「特性点の挿入」画面
-
「計算」選択
調整ダイヤル(18)を使用して、特性点を
4
計算するかコピーするかを選択します
特性点の計算:
F2「進む」を押します。
1
- ウィザードの第 2 画面が表示されま
す(「特性点の計算」)
99
Page 100

調整ダイヤル(18)を使用して、新しい特
2
性点を計算するワイヤ送給装置速度を
入力します
F2「進む」を押します。
3
- ウィザードの第 3 画面が確認で表示
されます(「特性点の計算」)
- F1「戻る」を押すと、すでに実行され
たステップの画面を再び表示できま
す。変更を加えることができます。
「特性点の計算」画面
「特性点の計算」画面
-
ワイヤ供給速度の入力
-
確認
F2「完了」を押します
4
新しい特性点が、ワイヤ送給装置速度に従っ
て特性に挿入されます。対応する「データ」画
面が表示されます。
100
新しい特性点(点1)の「データ」画面の例
 Loading...
Loading...