


Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
RCU 5000i
Istruzioni per l'uso
IT
42,0426,0021,IT 005-12102021


Indice
Norme di sicurezza 9
Spiegazione delle avvertenze per la sicurezza 9
In generale 9
Utilizzo conforme alla destinazione d'uso 10
Condizioni ambientali 10
Obblighi del gestore 10
Obblighi del personale 10
Classificazioni di compatibilità elettromagnetica degli apparecchi 11
Misure relative alla compatibilità elettromagnetica 11
Misure relative ai campi elettromagnetici 11
Misure di sicurezza sul luogo di installazione e durante il trasporto 12
Messa in funzione, manutenzione e riparazione 12
Certificazione di sicurezza 12
Protezione dei dati 13
Diritti d'autore 13
In generale 14
Concezione dell'apparecchio 14
Settori d'impiego 14
Vantaggi 14
Dotazione di serie 14
Opzioni 14
Dati tecnici 15
Indicazioni per la segnaletica frequenze 15
Funzioni non descritte 15
Elementi di comando e collegamenti 16
Pannello di controllo 16
Indicazioni sul tasto OK 17
Altri elementi di comando, collegamenti, componenti meccanici 18
Comandi 20
Orientamento alle attività lavorative 20
Menù principale 20
"Barra delle caselle" 20
Acquisizione di valori 21
Descrizione delle schermate 22
In generale 22
Schermata "Menu" 22
Schermata "Dati" 22
Schermata "Wizard" 23
Schermata "Dialogo" 24
Schermata "Messaggio" 24
Schermata "errore" 25
Messa in funzione 27
Prima della messa in funzione 27
Requisiti di sistema 27
Collegare RCU 5000i 27
Sequenza di avvio - Impostare la lingua 28
Errore "073 (no Host)" - Connessione al generatore assente 29
Bloccare e sbloccare RCU 5000i servendosi della scheda Key 30
Requisiti minimi 30
Gestione utente, profili, chiavi 30
Bloccare RCU 5000i 30
Sbloccare RCU 5000i 31
"Sblocco" di RCU 5000i mediante la funzione Unlock 32
Saldatura Synergic MIG/MAG 33
In generale 33
Richiamo della voce di menu "saldatura Synergic MIG/MAG" 33
Panoramica 33
Recupero del programma di saldatura 34
Recupero del programma di saldatura 34
Regolazione dei parametri di lavoro 35
IT
3

Regolazione dei parametri di saldatura 35
Modalità torcia 35
Processo 35
Processo "CMT" 37
Passaggio alla visualizzazione ingrandita 39
In generale 39
Passaggio alla visualizzazione ingrandita 39
Regolazione dei parametri per le impostazioni processo 40
Regolazione dei parametri per le impostazioni processo 40
Regolazione dei parametri di proseguimento: speciale 2 tempi, speciale 4 tempi, saldat. punti 41
Regolare i parametri di proseguimento su speciale 2 tempi 41
Regolare i parametri di proseguimento su speciale 4 tempi 42
Regolazione dei parametri di proseguimento per la saldat. punti 42
Regolazione del parametro SynchroPuls 44
In generale 44
Regolazione dei parametri SynchroPuls (opzione software) 44
Saldatura manuale MIG/MAG 45
In generale 45
Richiamare la voce di menu "saldatura manuale MIG/MAG". 45
Panoramica 45
Recupero del programma di saldatura 46
Selezionare il programma di saldatura 46
Regolazione dei parametri di lavoro 47
Regolazione dei parametri di saldatura 47
Modalità torcia 47
Passaggio alla visualizzazione ingrandita 48
In generale 48
Passaggio alla visualizzazione ingrandita 48
Regolazione dei parametri per le impostazioni processo 49
Regolazione dei parametri per le impostazioni processo 49
Regolazione dei parametri di proseguimento per la saldat. punti 50
Regolazione dei parametri di proseguimento per la saldat. punti 50
Regolazione del programma di saldatura e del materiale 51
In generale 51
Regolazione del programma di saldatura e del materiale 51
Inserimento Synergic lines - Adattamento curva caratteristica 53
In generale 53
Condizioni fondamentali per l'inserimento delle curve caratteristiche utente 53
Inserimento della curva caratteristica utente - Adattamento curva caratteristica 53
Inserimento di punti curva caratteristica per le Synergic lines 57
In generale 57
Condizioni fondamentali per l'inserimento dei punti curva caratteristica 57
Crea punto curva caratteristica 57
Selezionare le Synergic lines 61
Selezionare una curva caratteristica utente 61
Saldatura manuale a elettrodo. 62
Richiamare la voce di menu "saldatura elettrodo". 62
Regolazione dei parametri di saldatura 62
Passaggio alla visualizzazione ingrandita 63
Regolazione dei parametri per le impostazioni processo 63
Saldatura TIG 64
Richiamare la voce di menu "saldatura TIG". 64
Regolazione dei parametri di saldatura 64
Passaggio alla visualizzazione ingrandita 65
CC/CV-Mode 66
In generale 66
Richiamare la voce di menu "CC/CV-Mode". 66
Regolazione dei parametri di saldatura 66
Passaggio alla visualizzazione ingrandita 66
Regolazione dei parametri per le impostazioni processo 67
Saldatura JOB 68
Richiamare la voce di menu "saldatura JOB". 68
Regolare i parametri di lavoro per una lavorazione 68
Passaggio alla visualizzazione ingrandita 69
4

Modifica del processo di saldatura durante la saldatura CMT Advanced 69
Salvataggio delle impostazioni come lavorazione 70
In generale 70
Avvertenze sul salvataggio di lavorazioni come JOB 70
Salva come JOB 70
Regolazione dei parametri selezionati interno/esterno 73
In generale 73
Regolazione dei parametri interno/esterno 73
Ottimizzazione e gestione JOB 75
In generale 75
Richiamare la voce di menu "Ottimizzazione e gestione JOB". 75
Panoramica 76
Gestione JOB 77
Gestione lavorazioni 77
Cancellazione di gruppi e lavorazioni 79
Recupero dei dati amministrativi per la lavorazione selezionata 81
Recuperare i dati amministrativi di una lavorazione 81
Visualizzazioni diverse dei dati amministrativi, in base al tipo di lavorazione 81
Recupero e modifica del programma di saldatura per la lavorazione selezionata 83
In generale 83
Recupero del programma di saldatura di una lavorazione 83
Modifica del programma di saldatura di una lavorazione 83
Recupero e modifica dei parametri di lavoro per la lavorazione selezionata 86
In generale 86
Recupero e modifica dei parametri di lavoro per una lavorazione 86
Avvertenza sulle modifiche al valore dell'avanzamento filo 87
Recupero e modifica delle impostazioni processo per la lavorazione selezionata 88
In generale 88
Recupero e modifica delle impostazioni processo per una lavorazione 88
Recupero e modifica del parametro Speciale 2 tempi per la lavorazione selezionata 89
In generale 89
Recupero e modifica del parametro Speciale 2 tempi per una lavorazione 89
Recupero e modifica del parametro Speciale 4 tempi per la lavorazione selezionata 90
In generale 90
Recupero e modifica del parametro Speciale 4 tempi per una lavorazione 90
Recupero e modifica del parametro Saldat. punti per la lavorazione selezionata 91
In generale 91
Recupero e modifica del parametro Saldat. punti per una lavorazione 91
Definizione dei limiti correzione per la lavorazione selezionata 92
In generale 92
Scopo dei limiti correzione 92
Definizione dei limiti correzione per una lavorazione 92
Spiegazione dei limiti correzione 93
Docum. specif. JOB 94
In generale 94
Scopo della funzione "docum. specif. JOB" 94
Presupposto per "docum. specif. JOB" 94
Definizione di docum. specif. JOB 94
Spiegazione della docum. specif. JOB 95
Recupero e modifica del parametro SynchroPuls per la lavorazione selezionata 96
In generale 96
Recupero e modifica del parametro SynchroPuls per una lavorazione 96
Definizione dei valori QMaster per la lavorazione selezionata 97
In generale 97
Scopo dei valori QMaster 97
Definizione dei valori QMaster per una lavorazione 97
Spiegazione dei valori QMaster 98
Definizione dei valori QMaster dell’avanzamento filo per la lavorazione selezionata 100
In generale 100
Scopo dei valori QMaster 100
Definizione dei valori Q-Master dell'avanzamento filo per una lavorazione 100
Spiegazione dei valori QMaster dell'avanzamento filo 101
Ottimizzazione e gestione curva caratteristica 102
In generale 102
IT
5

Richiamare la voce di menu "ottimizz./gestione c.caratt.". 102
Panoramica 103
Gestione curve caratteristiche 104
Selezione curve caratteristiche 104
Nome e cambiamento nome curve caratt. 105
Cancellazione curva caratteristica 106
Gestione punti curve caratteristiche 108
Selezione punti curve caratteristiche 108
Inserimento punti curve caratteristiche 108
Cancellazione punti curve caratteristiche 111
Parametro curva caratteristica della curva caratteristica standard 113
Accensione 113
Arco voltaico statico 113
Arco voltaico dinamico 114
Fine della saldatura 115
Valori indicativi 116
Conferma dei valori indicativi di voltaggio e corrente 116
Parametro curva caratteristica della curva caratteristica impulsi 117
Accensione 117
Parametri impulsi 117
Arco voltaico statico 119
Corto circuito 121
Fine della saldatura 121
Valori indicativi 122
Conferma dei valori indicativi di voltaggio e corrente 122
Parametro curva caratteristica della curva caratteristica CMT 123
In generale 123
Accensione 123
Parametri CMT 124
Fine della saldatura 125
Valori indicativi 126
Conferma dei valori indicativi di voltaggio e corrente 126
Parametri delle curve caratteristiche CMT / impulsi 127
In generale 127
Accensione 127
Panoramica: parametri CMT, parametri impulsi 128
Parametri CMT 128
Parametri impulsi 129
CMT / impulsi 130
Fine della saldatura 130
Valori indicativi 130
Conferma dei valori indicativi di voltaggio e corrente 130
Parametri curva caratteristica delle curve caratteristiche CMT Advanced 132
In generale 132
Accensione 132
Hotstart 132
Weldstart 133
Parametri CMT e parametri EN CMT 133
EN/EP CMT 135
Fine della saldatura 135
Valori indicativi 135
Conferma dei valori indicativi di voltaggio e corrente 136
Parametri curva caratteristica delle curve caratteristiche CMT / impulsi Advanced 137
In generale 137
Accensione 137
Hotstart 137
Panoramica: parametri CMT, parametri impulsi 138
Parametri CMT 138
Parametri impulsi 139
Puls/CMT Cycles 141
Fine della saldatura 141
Valori indicativi 141
Modifica dei parametri curve caratteristiche 143
Il regolatore processo 143
6

Schermate visualizzate per le varie curve caratteristiche 143
Modifica dei parametri curva caratteristica 144
Documentazione 145
In generale 145
Analisi dei dati di saldatura 145
Richiamare la voce di menu "documentazione". 146
Panoramica 147
Definizione delle impostazioni di base per la documentazione 148
Definizione delle impostazioni di base per la documentazione 148
Impostazioni di base relative alla documentazione in fase di salvataggio delle lavorazioni 148
Spiegazione dei parametri compresi nella schermata "impostazioni di base" 148
Documentazione sulla scheda SmartMedia 149
Memoria necessaria per la documentazione su scheda di memoria 150
Definizione dei valori QMaster 152
Scopo dei valori QMaster 152
Definizione del valore QMaster 152
Spiegazione dei valori QMaster 152
Regolazione della corrente motore massima 154
In generale 154
Regolazione della corrente motore massima 154
Contatore elementi 155
In generale 155
Attivazione del contatore elementi 155
Definizione di un numero elemento 155
Aumento del numero elemento 157
Registro saldatura 159
In generale 159
Registro saldatura - Visualizzazione dati di saldatura 159
Registro eventi 161
In generale 161
Registro eventi 161
Rimozione della scheda di memoria 162
In generale 162
Rimozione della scheda di memoria 162
Preimpostazioni della macchina 164
In generale 164
Richiamare la voce di menu "preimpostazioni macchina". 164
Panoramica 164
Regolazione delle preimpostazioni della macchina per la modalità di saldatura 165
Impostazione delle preimpostazioni della macchina per "MIG/MAG" 165
Impostazione delle preimpostazioni della macchina per "TIG" 165
Impostazione delle preimpostazioni della macchina per "saldatura elettrodo" 166
Impostazione delle preimpostazioni della macchina per "JOB" 166
Impostazione Ethernet 167
In generale 167
Modifica dell'impostazione Ethernet 167
Parametri Ethernet 168
Regolazione di data e ora 169
Regolazione di data e ora 169
Interfaccia robot - Modalità robot 170
In generale 170
Selezione parametri interno in modalità robot 170
Selezione parametri esterno in modalità robot 171
Passaggio selettivo da interno a esterno per il parametro selezionato in caso di selezione parametri esterno
Altre funzioni in modalità robot 173
Profili / Chiavi 175
In generale 175
Spiegazione dei termini 176
Profili predefiniti 176
Profilo "Amministratore" 176
Profilo "Non accessibile" 177
Consigli per la creazione di profili e chiavi 178
Requisiti minimi 178
172
IT
7

Come procedere 178
Creazione e modifica di profili 179
Requisiti minimi 179
Creare una chiave amministratore 179
Creare i profili 181
Apertura / chiusura dei profili 185
Modifica del profilo 186
Cancellazione del profilo 189
Profili di esempio 191
In generale 191
Non accessibile 191
Welding Specialist MIG / MAG 191
Programmatore robot 193
Welder / Worker 194
Creazione e modifica di chiavi 195
Assegnare le schede Key ai profili (creare chiavi) 195
Modifica di utenti / chiavi 197
Cancellazione di utenti / chiavi 199
Registrazione e ritiro di utenti sul comando a distanza 201
In generale 201
Registrazione utente 201
Visualizzazione utente registrato 202
Ritiro utente 202
Visualizzazione profilo "Non accessibile" 203
RCU 5000i - Funzione Unlock 204
In generale 204
Attivazione della schermata "Profili / Chiavi" mediante la funzione Unlock 204
Altre procedure 206
Impostazione di lingua e misure 207
In generale 207
Impostazione di lingua e misure 207
Considerazione dei dati relativi alle versione 208
In generale 208
Considerazione dei dati relativi alle versione 208
Impostazione del backup 209
In generale 209
Impostazione del backup 209
Nuova creazione di dati 211
In generale 211
Nuova creazione di dati - Recupero 211
Bilanciamento dell’avanzamento filo o dell’unità PushPull 213
Bilanciamento dell'avanzamento filo (bilanciamento VR) 213
Bilanciamento dell'unità Push Pull 214
Bilanciamento L/R - Bilanciamento dell’induttanza e della resistenza del circuito di saldatura 218
In generale 218
Bilanc. L/R 218
RCU 5000i - Ripristino delle impostazioni di fabbrica 221
In generale 221
Ripristino delle impostazioni di fabbrica del comando a distanza RCU 5000i 221
RCU 5000i - Aggiornamento del software 222
Requisiti minimi 222
Prima del primo aggiornamento - Driver Local Net USB installato 222
Prima del primo aggiornamento - installazione del software BASICLoad 228
RCU 5000i - Aggiornamento del software 232
Elenco alfabetico dei parametri configurabili 234
Spiegazione 234
Parametri A - Z 234
8

Norme di sicurezza
IT
Spiegazione delle
avvertenze per la
sicurezza
AVVISO!
Indica un pericolo diretto e imminente che,
se non evitato, provoca il decesso o lesioni gravissime.
▶
PERICOLO!
Indica una situazione potenzialmente pericolosa che,
se non evitata, può provocare il decesso o lesioni gravissime.
▶
PRUDENZA!
Indica una situazione potenzialmente dannosa che,
se non evitata, può provocare lesioni lievi o di minore entità, nonché danni materiali.
▶
AVVERTENZA!
Indica il pericolo che i risultati del lavoro siano pregiudicati e di possibili danni
all'attrezzatura.
In generale L'apparecchio è realizzato conformemente agli standard correnti e alle normative tecni-
che per la sicurezza riconosciute. Tuttavia, il cattivo uso dello stesso può causare pericolo di
- lesioni personali o decesso dell'operatore o di terzi
- danni all'apparecchio e ad altri beni di proprietà del gestore
- lavoro inefficiente con l'apparecchio.
Tutte le persone addette alla messa in funzione, all'utilizzo, alla manutenzione e alla riparazione dell'apparecchio devono
- essere in possesso di apposita qualifica
- disporre delle competenze necessarie in materia di saldatura e
- leggere integralmente e osservare scrupolosamente le presenti istruzioni per l'uso.
Conservare sempre le istruzioni per l'uso sul luogo d'impiego dell'apparecchio. Oltre alle
istruzioni per l'uso, attenersi alle norme generali e ai regolamenti locali vigenti in materia
di prevenzione degli incidenti e tutela dell'ambiente.
Per quanto concerne le avvertenze relative alla sicurezza e ai possibili pericoli riportate
sull'apparecchio
- mantenerle leggibili
- non danneggiarle
- non rimuoverle
- non coprirle, non incollarvi sopra alcunché, non sovrascriverle.
Per conoscere l'esatta posizione delle avvertenze relative alla sicurezza e ai possibili pericoli riportate sull'apparecchio, consultare il capitolo "In generale" nelle istruzioni per
l'uso dell'apparecchio stesso.
Prima di accendere l'apparecchio, eliminare tutti i problemi che potrebbero pregiudicare
la sicurezza.
È in gioco la vostra sicurezza!
9

Utilizzo conforme
alla destinazione
d'uso
L'apparecchio è destinato esclusivamente all'esecuzione di lavori conformi alla destinazione d'uso.
Non sono consentiti utilizzi diversi o che esulino dal tipo d'impiego per il quale l'apparecchio è stato progettato. Il produttore non si assume alcuna responsabilità per i danni che
potrebbero derivarne.
L'utilizzo conforme alla destinazione d'uso comprende anche
- la lettura integrale e l'osservanza di tutte le avvertenze riportate nelle istruzioni per
l'uso
- la lettura integrale e l'osservanza di tutte le avvertenze relative alla sicurezza e ai
pericoli
Utilizzare l'apparecchio soltanto con i generatori appositamente previsti.
L'apparecchio è progettato per l'utilizzo nei settori dell'industria e dell'artigianato. Il produttore non si assume alcuna responsabilità per i danni che potrebbero derivare dall'impiego in ambienti domestici.
Condizioni ambientali
Obblighi del gestore
Utilizzare o stoccare l'apparecchio in ambienti diversi da quelli specificati non è una procedura conforme all'uso prescritto. Il produttore non si assume alcuna responsabilità per
i danni che potrebbero derivarne.
Gamma di temperatura dell'aria ambiente:
- durante l'utilizzo: da -10 °C a +50 °C (da 14 °F a 122 °F)
- durante il trasporto e lo stoccaggio: da -15 °C a +70 °C (da 5 °F a 158 °F)
Umidità dell'aria relativa:
- fino al 50% a 40°C (104 °F)
- fino al 90% a 20 °C (68 °F)
Aria ambiente: priva di polvere, acidi, sostanze o gas corrosivi, ecc.
Altitudine sul livello del mare: fino a 2000 m (6500 ft)
Il gestore è tenuto a far utilizzare l'apparecchio esclusivamente a persone che
- siano a conoscenza delle norme fondamentali in materia di sicurezza sul lavoro e di
prevenzione degli incidenti e siano in grado di maneggiare l'apparecchio
- abbiano letto e compreso le presenti istruzioni per l'uso, in particolare il capitolo
"Norme di sicurezza", e abbiano sottoscritto una dichiarazione in cui si afferma di
aver letto e compreso quanto sopra
- siano state addestrate per soddisfare i requisiti imposti per i risultati di lavoro.
Obblighi del personale
10
Occorre verificare regolarmente che il personale lavori in conformità con le norme di sicurezza.
Prima di iniziare un lavoro, tutte le persone incaricate di lavorare con l'apparecchio sono
tenute a
- osservare le norme fondamentali in materia di sicurezza sul lavoro e di prevenzione
degli incidenti
- leggere le presenti istruzioni per l'uso, in particolare il capitolo "Norme di sicurezza",
e sottoscrivere una dichiarazione in cui affermino di aver compreso e di impegnarsi
ad osservare quanto detto.
Prima di lasciare la postazione di lavoro, assicurarsi che anche durante la propria assenza non possano verificarsi lesioni personali o danni materiali.

Classificazioni di
compatibilità elettromagnetica degli apparecchi
Gli apparecchi di Classe A:
- Sono previsti solo per l'impiego negli ambienti industriali.
- Possono causare, in altri ambienti, interferenze di alimentazione e dovute a radiazioni.
Gli apparecchi di Classe B:
- Soddisfano i requisiti concernenti le emissioni in ambienti domestici e industriali. Ciò
vale anche per gli ambienti domestici in cui l'approvvigionamento di energia ha luogo dalla rete pubblica di bassa tensione.
La classificazione di compatibilità elettromagnetica degli apparecchi viene effettuata in
conformità con le indicazioni riportate sulla targhetta o nei dati tecnici.
IT
Misure relative alla compatibilità
elettromagnetica
In casi particolari è possibile che, nonostante si rispettino i valori limite di emissione standardizzati, si verifichino comunque interferenze nell'ambiente di impiego previsto (ad es.,
se nel luogo di installazione sono presenti apparecchi sensibili, oppure se il luogo di installazione si trova nelle vicinanze di ricevitori radio o televisivi).
In questo caso il gestore è tenuto ad adottare le misure necessarie per l'eliminazione di
tali interferenze.
Verificare e valutare l'immunità alle interferenze delle apparecchiature presenti nell'ambiente dell'apparecchio conformemente alle disposizioni nazionali e internazionali vigenti.
Esempi di apparecchiature sensibili alle interferenze che potrebbero essere influenzate
dall'apparecchio:
- dispositivi di sicurezza
- linee di rete, di trasmissione di segnali e dei dati
- dispositivi per l'elaborazione dei dati e per le telecomunicazioni
- apparecchiature per la misurazione e la calibratura.
Misure di supporto per evitare problemi di compatibilità elettromagnetica:
1. Alimentazione di rete
- In caso di interferenze elettromagnetiche nonostante il collegamento alla rete
sia a norma, adottare misure aggiuntive (ad es. l'utilizzo di filtri di rete adeguati).
2. Cavi di saldatura
- Mantenerli più corti possibile.
- Disporli il più vicino possibile l'uno all'altro (anche per evitare problemi dovuti a
campi elettromagnetici).
- Disporli molto lontano dagli altri cavi.
3. Collegamento equipotenziale
4. Messa a terra del pezzo da lavorare
- Se necessario, eseguire il collegamento a terra tramite appositi condensatori.
5. Schermatura, se necessaria
- Schermare le altre apparecchiature presenti nell'ambiente.
- Schermare l'intero impianto di saldatura.
Misure relative ai
campi elettromagnetici
I campi elettromagnetici possono avere effetti nocivi sulla salute che non sono ancora
del tutto noti:
- Effetti sullo stato di salute delle persone vicine, ad esempio i portatori di pacemaker
e apparecchi acustici.
- I portatori di pacemaker devono consultare il proprio medico prima di sostare nelle
immediate vicinanze dell'apparecchio e dei luoghi in cui si esegue il lavoro di saldatura.
- I cavi di saldatura devono essere tenuti più lontani possibile dal capo/busto del saldatore.
- I cavi di saldatura e i pacchetti tubi flessibili non devono essere trasportati sulle spalle né avvolti intorno al corpo o a parti del corpo del saldatore.
11

Misure di sicurezza sul luogo di installazione e durante il trasporto
Il rovesciamento di un apparecchio può costituire un pericolo mortale! Disporre l'apparecchio in modo stabile su una base piana e solida.
- È consentito un angolo d'inclinazione massimo di 10°.
Nei locali a rischio di incendio ed esplosione sono in vigore norme speciali.
- Osservare le disposizioni nazionali e internazionali vigenti in materia.
Attraverso istruzioni aziendali interne e controlli, assicurare che l'ambiente circostante la
postazione di lavoro sia sempre pulito e ordinato.
Installare e utilizzare l'apparecchio unicamente in conformità alla classe di protezione indicata sulla targhetta.
Durante l'installazione, accertarsi che venga mantenuta una distanza di 0,5 m (1 ft. 7.69
in.) tutt'intorno all'apparecchio, affinché l'aria di raffreddamento possa affluire e defluire
liberamente.
Durante il trasporto dell'apparecchio, assicurare che vengano rispettate le direttive e le
norme antinfortunistiche nazionali e regionali vigenti. Questo vale in particolar modo per
le direttive concernenti i rischi durante il trasporto e la spedizione.
Non sollevare o trasportare apparecchi attivi. Spegnere gli apparecchi prima di trasportarli o sollevarli!
Prima di trasportare l'apparecchio, scaricare tutto il refrigerante e smontare i seguenti
componenti:
- carrello traina filo
- bobina filo
- bombola del gas inerte.
Messa in funzione, manutenzione
e riparazione
Dopo il trasporto e prima della messa in funzione, procedere assolutamente a un'ispezione visiva dell'apparecchio per verificare l'eventuale presenza di danni. Far riparare eventuali danni da personale qualificato dell'assistenza prima di mettere in funzione l'apparecchio.
Nella progettazione e produzione dei componenti non originali non è garantito il rispetto
delle norme relative alle sollecitazioni e alla sicurezza.
- Utilizzare esclusivamente pezzi di ricambio e pezzi soggetti a usura originali (anche
per i componenti normalizzati).
- Non modificare, aggiungere pezzi o adattare l'apparecchio senza l'autorizzazione
del produttore.
- Sostituire immediatamente i componenti le cui condizioni non risultino ottimali.
- Al momento dell'ordine, indicare esattamente la denominazione e il numero di disegno riportati nell'elenco dei pezzi di ricambio, nonché il numero di serie dell'apparecchio.
Le viti del corpo esterno costituiscono il collegamento al conduttore di terra per la messa
a terra dei componenti del corpo esterno.
Utilizzare sempre viti del corpo esterno originali nella quantità adeguata con la coppia indicata.
Certificazione di
sicurezza
12
Gli apparecchi provvisti di marcatura CE soddisfano i requisiti fondamentali stabiliti dalla
direttiva sulla bassa tensione e sulla compatibilità elettromagnetica (ad es. le norme di
prodotto pertinenti della serie di normative EN 60 974).
Fronius International GmbH dichiara che l'apparecchio soddisfa la direttiva 2014/53/UE.
Il testo completo della dichiarazione di conformità UE è disponibile sul seguente sito internet: http://www.fronius.com

Gli apparecchi dotati di certificazione CSA sono conformi ai requisiti previsti dalle norme
pertinenti per il Canada e gli Stati Uniti.
IT
Protezione dei
dati
Diritti d'autore I diritti d'autore delle presenti istruzioni per l'uso sono di proprietà del produttore.
L'utente è responsabile dell'esecuzione del backup dei dati relativi alle modifiche apportate alle impostazioni di fabbrica. Il produttore non si assume alcuna responsabilità in caso di perdita delle impostazioni personali.
Il testo e le illustrazioni corrispondono alla dotazione tecnica dell'apparecchio al momento della stampa. Con riserva di modifiche. L'acquirente non può vantare alcun diritto sulla
base del contenuto delle presenti istruzioni per l'uso. Saremo grati per la segnalazione di
eventuali errori e suggerimenti per migliorare le istruzioni per l'uso.
13

In generale
Concezione
dell'apparecchio
comando a distanza RCU 5000i
Settori d'impiego Il comando a distanza RCU 5000i si usa
- per il comando a distanza, la programmazione e la preimpostazione dei generatori,
- in caso di applicazioni con robot,
- per la saldatura manuale con generatori dotati di pannello di controllo "Remote".
Il comando a distanza RCU 5000i serve
per controllare tutti i generatori della serie
TransSynergic/TransPuls Synergic. Tutte
le funzioni disponibili sul generatore possono essere richiamate con il comando a
distanza RCU 5000i. Sono inoltre a disposizione altre funzioni, come per esempio
l'ottimizzazione delle curve caratteristiche
di saldatura.
Il collegamento al generatore si effettua
con una spina Local Net.
Il comando a distanza RCU 5000i è dotato
di un display LC. Unitamente a una guida
menu di facile comprensione, l'apparecchio risulta pertanto di uso agevole per
l'utente.
Vantaggi - Visibilità ottimale grazie al display LC
- Guida utente facile e logica
- 180 linee di saldatura Synergic preprogrammate
- Le linee di saldatura possono essere ottimizzate
- Programmazione semplice JOB
- Funzione di memorizzazione JOB fino a 1000 lavorazioni
- Gestione utente tramite scheda Key
- Monitoraggio dei parametri mediante funzione QMaster
- Collegamento Local Net
- Interfaccia USB per gli aggiornamenti software
Dotazione di serie
Opzioni Supporto RCU 5000i
La dotazione di serie del comando a distanza RCU 5000i comprende:
- collegati al comando a distanza: 1 cavo comando a distanza, 6 poli, 5 m (16 ft. 5
in.), compresa spina Local Net, 10 poli
- 1 cavo USB, ca. 1,8 m (5 ft. 11 in.), compreso adattatore USB
- 1 scheda di memoria, 3,3 V
- 1 scheda trasponder (scheda "Key")
- 1 CD-ROM "Software Tools"
Il supporto RCU 5000i è utile per il montaggio a parete o per il montaggio su un generatore remoto. Il comando a distanza può essere agganciato al supporto RCU 5000i.
14

Dati tecnici
Tensione d'alimentazione 24 V DC
Assorbimento corrente 170 mA
Classe di protezione IP 23
Certificazione CE, FCC
Banda di frequenze 134,2 kHz
Potenza di trasmissione max. < 65dBµA/m @10m
Dimensioni lung. / larg. / alt. 258 / 180 / 48 mm
10.16 / 7.09 / 1.89 in.
Peso 1,5 kg
3.31 lb.
IT
Indicazioni per la
segnaletica frequenze
Funzioni non descritte
Il comando a distanza RCU 5000i è dotato di un modulo RFID (Radio Frequency Identification). Il modulo RFID serve al fine di trasferire i dati senza che siano necessari cavi e
tastiere, servendosi della scheda "Key" (scheda transponder). Il trasferimento dei dati si
ottiene mediante campo magnetico.
Negli USA, i moduli RFID devono essere opportunamente contrassegnati secondo
FCC:
FCC ID: QKWRF5000I
AVVERTENZA!
Per la presenza di aggiornamenti del software possono essere disponibili nel Vostro apparecchio delle funzioni non descritte in queste istruzioni per l'uso.
Segnaliamo inoltre che le figure riportate nel presente manuale d'uso possono differire
leggermente dai dati effettivamente visualizzati sul display LC.
15

Elementi di comando e collegamenti
(1)
(15)
(14)(13)(12)(11)(10)
)8()9(
(7)
(6)
)4()5(
(3)
(2)
(16)
Pannello di controllo
Pannello di controllo RCU 5000i
Tasti comando
(1) Tasto Menu ... per richiamare il menu principale
(2) Tasto Info ... per richiamare informazioni specifiche per il contesto
(3) Tasto OK ... per confermare finestre di dialogo, domande di sicurezza, ecc.
(4) Tasto inserimento filo ... per inserire il filo di saldatura senza gas e senza cor-
rente
(5) Tasto controllo gas ... per verificare il flusso di gas
Tasti di navigazione
(6) Tasto giù ... per lo scorrimento di un elenco
(7) Tasto su ... per lo scorrimento di un elenco
(8) Tasto destra ... per lo scorrimento orizzontale (es. nella barra delle caselle)
(9) Tasto sinistra ... per lo scorrimento orizzontale (es. nella barra delle caselle)
Tasti funzione a disposizione variabile
(10) Tasto F1 ... Tasto funzione
16
(11) Tasto F2 ... Tasto funzione
(12) Tasto F3 ... Tasto funzione
(13) Tasto F4 ... Tasto funzione
(14) Tasto F5 ... Tasto funzione
IMPORTANTE!
La funzione rispettivamente assegnata sul display LCD direttamente sopra il tasto
funzione corrispondente.

Altro
(1)
(1)
Indicazioni sul tasto OK
(15) Display ... display LCD in bianco e nero
(16) Area di lettura per la scheda Key ... per l'identificazione di diritti di accesso che
possono essere riportati mediante schede Key diverse
Il tasto OK (3) supporta l'utente nella scelta delle varie disposizioni dei tasti funzione.
Se una disposizione di un tasto funzione è contrassegnata da una cornice, è possibile
selezionare questa stessa funzione per mezzo del tasto OK (3).
IT
Esempio: Cornice sul tasto F1 "salva come JOB"
Esempio: Cornice sul tasto F2 "avanti"
(1) Telaio
17

Altri elementi di
)91()02(
(18)
(17)
(21)
(23) (22) (23)(23)
(23)
comando, collegamenti, componenti meccanici
Fronte di RCU 5000i - Elementi di comando, collegamenti
(17) Supporto-maniglia ... per agganciare l'apparecchio al supporto da parete op-
pure al supporto sul generatore
(18) Manopola di regolazione ... manopola incrementale per la regolazione dei pa-
rametri
(19) Spina Local Net con cavo di collegamento ... per il collegamento al generato-
re. La spina serve come dispositivo di separazione e deve essere liberamente
accessibile
(20) Protezione in gomma ... per proteggere l'alloggiamento della scheda di memo-
ria
(21) Protezione in gomma ... per proteggere l'attacco USB del PC
(22) Staffa di supporto ... staffa per il
supporto il posizionamento
dell'apparecchio orientabile (da 0°
a 95°)
(23) Inserto filettato M5 integrato ...
ad esempio per il fissaggio in caso di montaggio a parete
18
Retro di RCU 5000i - Elementi di comando, componenti meccanici

(25) (24)
Lato di RCU 5000i - Collegamenti
(24) Alloggiamento della scheda di
memoria
IT
(25) Presa USB ... per il collegamento
a un PC, ad esempio per gli aggiornamenti software
19

Comandi
(8)
(9)
Orientamento alle
attività lavorative
Menù principale
L'utilizzo del comando a distanza RCU 5000i può differire in funzione delle varie attività.
Si distinguono le seguenti attività:
- Saldatura (Synergic MIG/MAG, manuale MIG/MAG, manuale a elettrodo, TIG e
JOB)
- Realizzazione delle lavorazioni
- Realizzazione di curve caratteristiche e punti curva caratteristica propri
- Ottimizzazione e gestione delle lavorazioni
- Ottimizzazione e gestione delle curve caratteristiche già esistenti
- Realizzazione di parametri per la saldatura
- Definizione della lingua e delle unità di misura
Ogni attività lavorativa è contemplata nel
menù principale. Il menù principale si richiama premendo il tasto Menù (1).
A ogni voce di menu viene assegnata una
"barra delle caselle".
"Barra delle caselle"
Visualizzazione del menù principale sul display
Il principio della "barra delle caselle":
- I vari parametri vengono inseriti in vari record di dati.
- I record di dati vengono ordinati in un loop ("barra delle caselle").
- Lo scorrimento nella barra delle caselle può essere effettuato in due direzioni.
- Dopo l'ultimo record di dati, viene visualizzato il primo record di dati. Se si scorre la
lista in direzione opposta, al primo record di dati succede l'ultimo.
- Il numero dei record di dati può variare. In base a particolari parametri o funzioni
speciali del generatore, è possibile aggiungere record di dati alla barra delle caselle.
Esempio: "barra delle caselle" con 5 record di dati (da A a E) - Record di dati "parametri di lavoro" aperto
20

Il comando a distanza RCU 5000i utilizza il principio della "barra delle caselle" come segue:
- Tutti i parametri, le spie e le funzioni necessarie per l'esecuzione di un'attività prescelta vengono ordinati nella "barra delle caselle" a seconda della sequenza di lavorazione .
- Ogni record di dati di una "barra delle caselle" viene visualizzato in un proprio display (= schermata).
Nel resto delle istruzioni, indicheremo i record di dati come segue, per es.:
Schermata Schermata (per record di dati)
"parametri di lavoro" Titolo della schermata (record di dati)
- Le opzioni e le funzioni speciali del generatore (ad es. SynchroPuls) vengono inserite nel record di dati presente di una "barra delle caselle".
- Lo scorrimento all'interno della "barra delle caselle" viene eseguito con i tasti di navigazione destra (8) e sinistra (9).
IT
Acquisizione di
valori
Non è necessario salvare esplicitamente né attivare i valori modificati. I valori diventano
attivi immediatamente.
21

Descrizione delle schermate
(1)
(3)
(2)
In generale Il comando a distanza RCU 5000i in funzione comunica mediante varie schermate. Que-
ste cosiddette schermate sono indicate nella guida menù e servono per il dialogo con
l'utente.
Schermata "Menu"
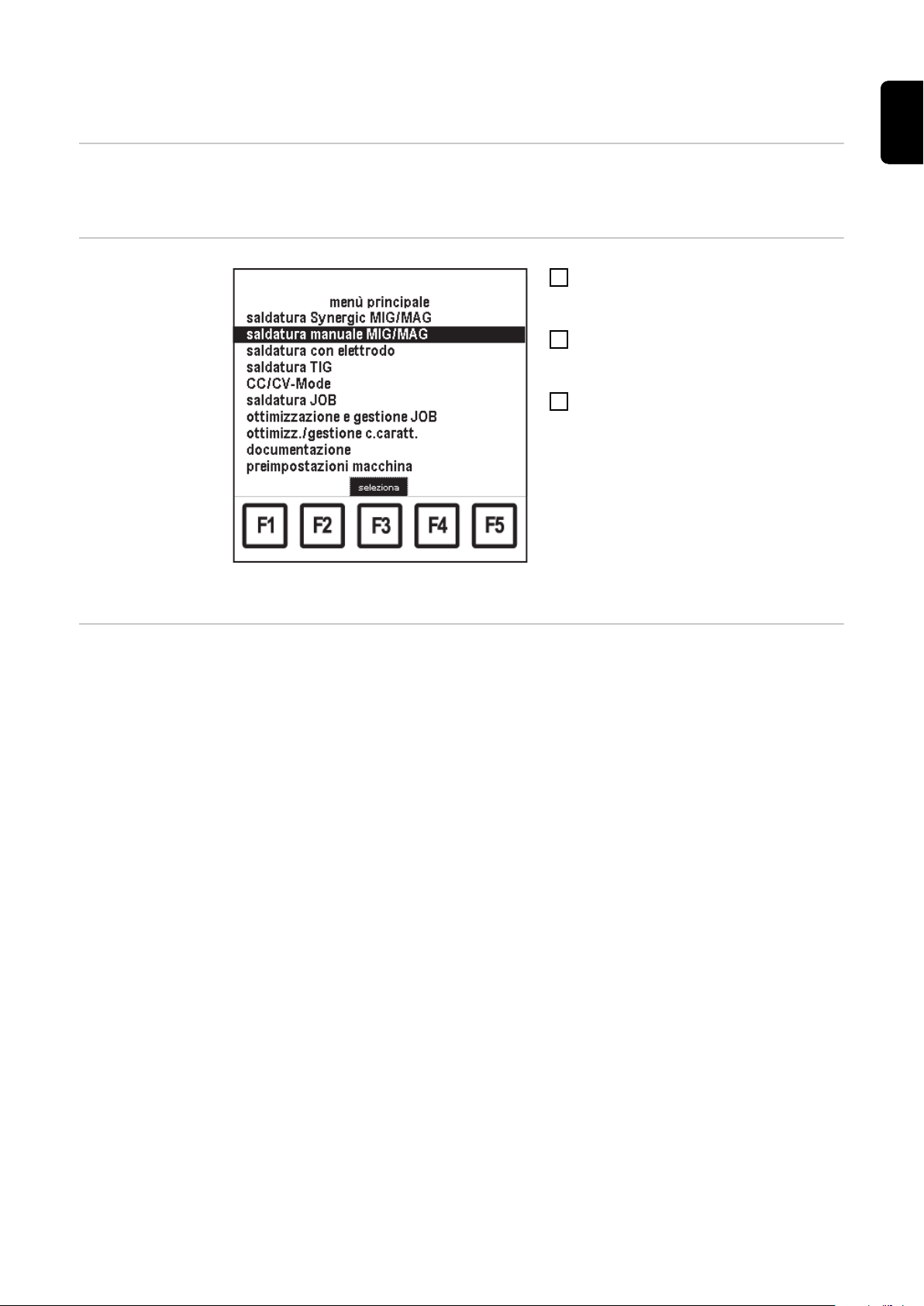
La schermata "menù" visualizza il menu principale. Per richiamare la schermata "Menù",
premere il tasto "Menu" (1).
AVVERTENZA!
Premendo il tasto Menù (1), si interrompono senza avviso tutti i dialoghi correnti,
eccetto le Guide (Wizard).
(1) Punti di menù
(2) Voce di menu "saldatura Synergic
MIG/MAG" selezionata
(3) Tasto F3 con assegnata la funzio-
ne "seleziona"
Schermata "Menu"
Schermata "Dati" - Selezionando una voce di menu all'interno del menu principale, viene visualizzata
una schermata "Dati".
- Ogni schermata "Dati" contiene una "barra delle caselle".
- All'interno di una voce di menu possono essere visualizzate varie schermate "Dati".
È possibile aggiungere ulteriori schermate "Dati" alla relativa "barra delle caselle"
mediante le funzioni speciali del generatore o specifiche impostazioni di parametro.
- Nelle schermate "Dati" è possibile impostare o visionare i parametri. I parametri vengono disposti in un elenco.
Per selezionare i parametri, utilizzare i tasti di navigazione giù (6) e su (7).
I valori relativi ai parametri si regolano con la manopola di regolazione (18).
22

(1)
(2)
(3)
(4) (5) (6) (7) (8) (9) (10)
(11)
(12)
(13)
(14)
(15)
Esempio: Schermata "Dati"
IT
(1) Lettera identificativa della scher-
(9) Ora
mata
(2) Attività (10) Materiale, diametro del filo, gas
inerte
(3) Corrente di saldatura (11) Barra delle informazioni
(4) Operatore (12) Barra delle caselle con scherma-
te da A a E
(5) Titolo della schermata (13) Area di visualizzazione
(6) Tensione di saldatura (14) Barra dei parametri
(7) Spessore lamiera (15) Configurazione dei tasti funzione
(8) Data - F1 con assegnata la funzio-
ne "salva come JOB"
- F2 con assegnata la funzione "crea punto curva caratteristica"
- F3 con assegnata la funzione "Adattamento curva caratteristica"
- F4 con assegnata la funzione "materiale"
- F5 con assegnata la funzione "interno/esterno"
Schermata "Wizard"
Per Wizard si intende la definizione di una sequenza di inserimenti di dati. L'utente può
spostarsi avanti e indietro in una determinata sequenza. Per ogni Wizard, vengono visualizzate diverse schermate.
23

(3)(4)
(2)
(1)
(6) (7) (8)
(5)
Esempio: Schermata "Wizard"
(1)
(2) (3)
(1) Cornice scura
(2) Operazioni di modifica
(3) Fasi di lavorazione già concluse
(4) Fase di lavorazione corrente
(5) Fase di lavorazione ancora in cor-
so
(6) F1 con assegnata la funzione "in-
dietro" (visualizzato in grigio nella
prima schermata)
(7) F2 con assegnata la funzione
"avanti" (o "pronto" nell'ultima
schermata)
(8) F5 con assegnata la funzione
"cancella"
Schermata "Dialogo"
Schermata "Messaggio"
La schermata "Dialogo" viene utilizzata per visualizzare finestre di dialogo secondarie.
La schermata "Dialogo" può contenere strutture ad albero, elenchi di selezione e simili.
(1) Cornice scura
(2) F1 con assegnata la funzione "ap-
plica"
(3) F5 con assegnata la funzione
"cancella"
Esempio: Schermata "Dialogo" con "applica" e "cancella"
La schermata "Messaggio" visualizza specifici stati. Si può chiudere il messaggio oppure
può essere necessario prendere determinate decisioni.
La schermata "Messaggio" viene visualizzata sopra un parte della schermata attuale. La
schermata corrente viene visualizzata in grigio.
24

(1) (2)
(5) (6) (7)
(3) (4)
Esempio: Schermata "Messaggio" - domanda di sicu-
(1) (2) (3) (4) (5)
(6)
rezza
(1) La schermata corrente è visualiz-
zata in grigio
(2) Simbolo
(3) Tipo di messaggio
(4) Cornice scura
(5) F2 con assegnata la funzione "sì"
(6) F3 con assegnata la funzione "no"
(7) F4 con assegnata la funzione
"cancella"
IT
Schermata "errore"
Le schermate "errore" visualizzano gli errori (Error) verificatisi durante la saldatura. Le
schermate "errore" devono essere confermate. Se si signora una schermata "errore",
questa viene visualizzata nuovamente ogni 2 minuti finché persiste l'errore. Le schermate "errore" vengono visualizzate sopra una parte della schermata attuale. La schermata
corrente viene visualizzata in grigio.
(1) La schermata corrente è visualiz-
zata in grigio
(2) Simbolo
(3) Codice errore
(4) Descrizione dell'errore
(5) Cornice scura
(6) F3 con assegnata la funzione "OK"
Esempio: Schermata "errore"
25

(2) (3)
(5) (6)
(4)(1)
Esempio: Schermata "errore" con tasti funzione
"esci" e "ignora"
(1) La schermata corrente è visualiz-
zata in grigio
(2) Simbolo
(3) Descrizione dell'errore
(4) Cornice scura
(5) F2 con assegnata la funzione
"esci"
(6) F3 con assegnata la funzione
"ignora"
26

Messa in funzione
VR 4000 VR 7000
VR 1500
TPS 2700
TS/TPS 4000-5000
IT
Prima della messa in funzione
Il cattivo uso dell'apparecchio e l'errata esecuzione dei lavori possono causare
gravi lesioni personali e danni materiali.
Tutti i lavori e le funzioni descritti nel presente documento devono essere eseguiti esclusivamente da personale tecnico qualificato, una volta che siano stati letti integralmente e
compresi i seguenti documenti:
▶
▶
Requisiti di siste-maPer utilizzare il comando a distanza RCU 5000i, è necessario disporre nel generatore del
seguente firmware:
OFFICIAL UST V 3.20.1
Collegare RCU
5000i
Il comando a distanza RCU 5000i può essere collegato a qualsiasi presa Local Net
dell'impianto di saldatura, per es.:
PERICOLO!
il presente documento
tutti i documenti dei componenti del sistema, in particolare le norme di sicurezza.
Presa Local Net per VR 4000, VR 7000 e VR 1500
Procedura:
Posizionare l'interruttore di rete del generatore su "0".
1
Inserire la spina Local Net del comando a distanza nella presa Local Net
2
Avvitare saldamente il dado a raccordo della spina
3
Posizionare l'interruttore di rete del generatore su "I"; il comando a distanza è pronto
4
per l'uso e viene visualizzata la sequenza di avvio.
Attacco LocalNet per TPS 2700 e TS/TPS 4000-5000
27

Sequenza di avvio - Impostare la
lingua
Durante la sequenza di avvio, sul display viene visualizzato quanto segue:
- Logo Fronius (al centro del display)
- Versione del software (in basso a sinistra)
- www.fronius.com (in basso a destra)
- Lingua (con il tasto funzione F3)
La sequenza di avvio dura circa 2 secondi. Durante questo tempo, possibile procedere
alla preimpostazione della lingua e delle misure (sistema metrico o pollici). Per fare ciò,
premere il tasto funzione F3.
Per preimpostare la lingua e l'unità mi-
1
sura, premere il tasto F3 "lingua".
- Viene visualizzata la schermata
"lingua e misure" di "preimpostazioni macchina".
Sequenza di avvio, F3 con assegnata la funzione
"lingua"
Preimpostazioni della macchina: Schermata "lingua e
misure", "lingua" selezionato
Selezionare i parametri relativi me-
2
diante i tasti giù (6) o su (7).
Modificare il valore del parametro me-
3
diante la manopola di regolazione (18)
Premere il tasto Menù (1)
4
28

Menù principale nella lingua selezionata
Il menù principale viene visualizzato nella
lingua selezionata
IT
Errore "073 (no
Host)" - Connessione al generatore assente
Schermata "Errore 073 (no Host)"
L'errore "073 (no Host)", che non è possibile confermare, viene visualizzato se il
comando a distanza non riesce a collegarsi al generatore al momento della messa
in funzione.
Cause possibili sono per esempio un contatto poco preciso al generatore oppure
l'uso di un ripartitore Local Net non adeguato.
Quando la connessione è presente, il
messaggio di errore "073 (no Host)" scompare.
L'errore "073 (no Host)" può essere ignorato.
29

Bloccare e sbloccare RCU 5000i servendosi della
(16)
Comando a distanza non
accessibile ora
scheda Key
Requisiti minimi
Gestione utente,
profili, chiavi
Bloccare RCU
5000i
AVVERTENZA!
La scheda Key può essere utilizzata per bloccare e sbloccare il controllo a distanza fintanto che alla voce di menu "preimpostazioni macchina" non si creano profili
o chiavi diversi da "Amministratore" e "Non accessibile".
Per ulteriori informazioni sulla gestione utenti, sui profili o sulle chiavi, consultare il capitolo "Preimpostazioni della macchina", sezione "Profili / Chiavi".
Tenere la scheda Key sull'area di lettu-
1
ra apposita (16)
Tenere la scheda Key sull'area di lettura apposita
Viene visualizzata la schermata "info chiave - comando a distanza non accessibile
ora".
Schermata "info chiave- comando a distanza non accessibile ora"
30

Menu principale nel profilo "Non accessibile"
(16)
Viene richiamato il profilo "Non accessibile".
IT
IMPORTANTE!
Le proprietà del profilo "Non accessibile" possono essere modificate alla voce
di menu "preimpostazioni macchina"
della schermata "Profili / Chiavi".
A seconda delle preimpostazioni salvate
nel profilo "Non accessibile", è possibile
selezionare varie voci di menu e funzioni.
Esempio:
L'impostazione in fabbrica del profilo "Non
accessibile" consente di accedere ai processi di saldatura nel menu principale. I tasti nelle varie schermate "Dati" non sono
disponibili.
I parametri nelle varie schermate "Dati"
possono essere selezionati con i tasti giù
(6) o su (7) e modificati mediante la manopola di regolazione (18).
Sbloccare RCU
5000i
Voce di menu "saldatura Synergic MIG/MAG" con comando a distanza non accessibile, schermata "parametri di lavoro"
Tenere la scheda Key sull'area di lettura apposita
Tenere la scheda Key sull'area di lettu-
1
ra apposita (16)
31
Comando a distanza
accessibile oras
Schermata "info chiave - comando a distanza accessibile ora"
Viene visualizzata la schermata "info chiave - comando a distanza accessibile ora".
Viene visualizzata l'ultima schermata richiamata prima del blocco. Tutti i punti di
menù sono di nuovo a disposizione senza
limitazioni.
"Sblocco" di RCU
5000i mediante la
funzione Unlock
Il comando a distanza RCU 5000i è dotato, a partire dalla versione software OFFICIAL
RCU V1.14.12, della funzione Unlock.
Questa funzione modifica il profilo "Non accessibile" e consente di accedere alle preimpostazioni della macchina dalla schermata "Profili / Chiavi", ad es. per creare una chiave
Amministratore o modificare il profilo "Non accessibile".
Per ulteriori informazioni sulla funzione Unlock, consultare il capitolo "Preimpostazioni
della macchina", sezione "RCU 5000i - Funzione Unlock".
32

Saldatura Synergic MIG/MAG
In generale La saldatura Synergic MIG/MAG corrisponde alla modalità Synergic sul generatore.
Quando si regola la velocità dell'avanzamento filo, si adattano di conseguenza i parametri relativi alla corrente di saldatura e allo spessore della lamiera in funzione del valore
impostato per l'avanzamento filo.
I valori correnti per la corrente di saldatura e lo spessore della lamiera vengono visualizzati nell'area di visualizzazione.
IT
Richiamo della
voce di menu
"saldatura Synergic MIG/MAG"
Menù principale: Voce di menu "saldatura Synergic
MIG/MAG" selezionata
Panoramica "saldatura Synergic MIG/MAG" si compone dei seguenti passaggi:
- Recupero del programma di saldatura
- Regolazione dei parametri di saldatura
- Passaggio alla visualizzazione ingrandita
- Regolazione dei parametri per le impostazioni processo
- Regolazione dei parametri di proseguimento: speciale 2 tempi, speciale 4 tempi, saldat. punti
- Regolazione del parametro SynchroPuls
Premere il tasto Menù (1):
1
- Viene visualizzato il menù principale.
Selezionare la voce di menu "saldatu-
2
ra Synergic MIG/MAG" mediante la
manopola di regolazione (18).
Premere il tasto OK (3):
3
- Viene visualizzata l'ultima schermata "Dati" richiamata.
33

Recupero del programma di saldatura
Recupero del
programma di
saldatura
Richiamare la voce di menu "saldatura
1
Synergic MIG/MAG".
Selezionare la schermata "programma
2
di saldatura" servendosi del tasto destra (8).
- Viene visualizzata la schermata
"programma di saldatura".
Saldatura Synergic MIG/MAG: Schermata "programma di saldatura"
La schermata "programma di saldatura" contiene i seguenti dati:
- Mat. apporto
- Diametro filo
- Gas inerte da utilizzare
- Numero o numeri di riferimento della curva caratteristica o delle curve caratteristiche
memorizzate nel programma di saldatura.
Ad esempio:
Per AlSi5 con diametro 1,2 mm e gas inerte 100% Ar, sono memorizzate una curva
caratteristica a impulsi, una curva caratteristica standard e una curva caratteristica
CMT
34

Regolazione dei parametri di lavoro
IT
Regolazione dei
parametri di saldatura
Richiamare la voce di menu "saldatura
1
Synergic MIG/MAG".
Selezionare la schermata "Parametri
2
di lavoro" servendosi del tasto destra
(8).
- Viene visualizzata la schermata
"parametri di lavoro".
Selezionare i parametri di lavoro relati-
3
vi mediante i tasti giù (6) o su (7).
Modificare il valore del parametro me-
4
diante la manopola di regolazione (18)
- Il valore di un determinato parametro può essere modificato soltanto entro i limiti di regolazione
definiti. I limiti di regolazione sono
Saldatura Synergic MIG/MAG: Schermata "parametri
di lavoro", "Correz.lung.arco volt" selezionato.
memorizzati.
Nell'area di visualizzazione, vengono visualizzati i valori relativi alla corrente di saldatura,
al voltaggio nominale saldatura e allo spessore della lamiera. Se si modifica il parametro
"avanzamento filo", vengono di conseguenza modificati anche i valori nell'area di visualizzazione.
Modalità torcia È possibile impostare la modalità torcia:
- 2 tempi
- speciale 2 tempi
- 4 tempi
- 4 tempi speciale
- Saldatura a punti
Processo È possibile impostare i seguenti processi:
- Saldatura a impulsi (saldatura Synergic MIG/MAG a impulsi)
- Saldatura standard (saldatura Synergic MIG/MAG standard)
- CMT (Cold Metal Transfer)
35

Se il programma di saldatura impostato e il
processo selezionato non sono adatti l'uno
all'altra o se per il processo selezionato
non è memorizzato alcun programma di
saldatura, nell'area di visualizzazione appare il messaggio "nessun programma".
Il parametro "Avanzamento filo" non deve
essere modificato.
Saldatura Synergic MIG/MAG: Schermata "Parametro di lavoro", "Nessun programma" per il processo
"CMT"
A seconda del processo selezionato e del programma di saldatura impostato, si ottiene
una visualizzazione diversa dei singoli parametri:
processo Parametri
Impulsi Correz. imp.
Standard Correz. dinam.
con il processo CMT Tempo Hotstart
Correz. imp.
Hotstart cicli impulsi
Correzione boost
Correz. dinam.
Parametro "Correz. imp." nel processo Pulse Parametro "Correz. dinam." nel processo standard
36

Parametro "Tempo Hotstart" nel processo CMT Parametro "Correz. imp." nel processo CMT
IT
Parametro "Hotstart cicli impulsi" nel processo CMT Parametro "Correzione boost" nel processo CMT
Parametro "Correz. dinam." nel processo CMT
Processo "CMT" Il processo "CMT" può essere attivato soltanto in combinazione con i seguenti compo-
nenti:
- Generatore CMT (es. TPS 4000 CMT)
- Carrello traina filo CMT (es. VR 7000 CMT)
- Unità motrice con tampone del filo CMT (p.es. Robacta Drive CMT)
- Pacchetto tubi flessibili di collegamento CMT
37

Per il processo di saldatura CMT Advanced è necessaria la banca dati di saldatura
M0842.
38

Passaggio alla visualizzazione ingrandita
(1) (2)
0.6 A
0.35 A
In generale È possibile visualizzare i parametri relativi alla velocità di avanzamento filo, alla corrente
di saldatura e al voltaggio nominale saldatura nella visualizzazione ingrandita. Anche la
corrente motore dell'avanzamento filo e dell'unità PushPull viene visualizzata come valore reale nella schermata "Visualizzazione ingrandita".
IT
Passaggio alla visualizzazione ingrandita
Saldatura Synergic MIG/MAG: Schermata "visualizzazione ingrandita"
(1) Corrente motore avanzamento filo
(2) Corrente motore unità PushPull
Richiamare la voce di menu "saldatura
1
Synergic MIG/MAG".
Selezionare la schermata "visualizza-
2
zione ingrandita" servendosi del tasto
destra (8):
- Viene visualizzata la schermata
"visualizzazione ingrandita".
- È possibile modificare il valore relativo alla velocità di avanzamento
filo nella schermata "visualizzazione ingrandita" mediante la manopola di regolazione (18).
Se si modifica il parametro "avanzamento
filo", vengono di conseguenza modificati
anche i valori relativi alla corrente e alla
tensione di saldatura.
39

Regolazione dei parametri per le impostazioni processo
Regolazione dei
parametri per le
impostazioni processo
Saldatura Synergic MIG/MAG: Schermata "impostazioni processo", "preapertura gas" selezionato.
Richiamare la voce di menu "saldatura
1
Synergic MIG/MAG".
Selezionare la schermata "impostazio-
2
ni processo" servendosi del tasto destra (8).
- Viene visualizzata la schermata
"impostazioni processo".
Selezionare i parametri per le impo-
3
stazioni processo mediante i tasti giù
(6) o su (7).
Modificare il valore del parametro rela-
4
tivo alle impostazioni processo con la
manopola di regolazione (18)
- Il valore di un determinato parametro per le impostazioni processo può essere modificato soltanto
entro i limiti di regolazione definiti.
I limiti di regolazione sono memorizzati.
40

Regolazione dei parametri di proseguimento: speciale 2 tempi, speciale 4 tempi, saldat. punti
IT
Regolare i parametri di proseguimento su speciale 2 tempi
Se si seleziona la modalità torcia "2 tempi S" nella schermata "parametri di lavoro", la
schermata corrispondente viene aggiunta alla barra delle caselle.
È possibile impostare i seguenti parametri di proseguimento:
- corrente avvio Is
- tempo avvio ts
- curva 1 Sl1
- curva 2 Sl2
- tempo corrente finale te
- corrente finale le
Richiamare la voce di menu "saldatura
1
Synergic MIG/MAG".
Selezionare la schermata "parametri
2
di lavoro" servendosi del tasto destra
(8).
- Viene visualizzata la schermata
"parametri di lavoro".
Selezionare i parametri relativi alla
3
modalità torcia mediante i tasti giù (6)
o su (7).
Regolare 2 tempi S servendosi della
4
manopola di regolazione (18)
Selezionare la schermata "speciale 2
5
tempi" servendosi del tasto destra (8).
Schermata "parametri di lavoro": modalità torcia 2
tempi S
- Viene visualizzata la schermata
"speciale 2 tempi".
Saldatura Synergic MIG/MAG: Schermata "speciale 2
tempi", "corrente avvio Is" selezionato
Selezionare i parametri di prosegui-
6
mento mediante i tasti giù (6) o su (7).
Modificare il valore dei parametri di
7
proseguimento con la manopola di regolazione (18)
- Il valore dei parametri di proseguimento può essere modificato soltanto entro i limiti di regolazione
definiti. I limiti di regolazione sono
memorizzati.
41

Regolare i parametri di proseguimento su speciale 4 tempi
Se si seleziona la modalità torcia "4 tempi S" nella schermata "parametri di lavoro", la
schermata corrispondente viene aggiunta alla barra delle caselle.
È possibile impostare i seguenti parametri di proseguimento:
- corrente avvio Is
- curva 1 Sl1
- corrente finale le
- curva 2 Sl2
Richiamare la voce di menu "saldatura
1
Synergic MIG/MAG".
Selezionare la schermata "parametri
2
di lavoro" servendosi del tasto destra
(8).
- Viene visualizzata la schermata
"parametri di lavoro".
Selezionare i parametri relativi alla
3
modalità torcia mediante i tasti giù (6)
o su (7).
Regolare 4 tempi S servendosi della
4
manopola di regolazione (18)
Selezionare la schermata "4 tempi
5
speciale" servendosi del tasto destra
Schermata "parametri di lavoro": modalità torcia 4
tempi S
(8).
- Viene visualizzata la schermata "4
tempi speciale".
Regolazione dei
parametri di proseguimento per
la saldat. punti
Selezionare i parametri di prosegui-
6
mento mediante i tasti giù (6) o su (7).
Modificare il valore dei parametri
7
avanzati con la manopola di regolazione (18).
- Il valore dei parametri di proseguimento può essere modificato soltanto entro i limiti di regolazione
definiti. I limiti di regolazione sono
memorizzati.
Saldatura Synergic MIG/MAG: Schermata "4 tempi
speciale", "corrente avvio Is" selezionato
Se si seleziona la modalità torcia "saldat. punti" nella schermata "parametri di lavoro", la
schermata corrispondente viene aggiunta alla barra delle caselle.
È possibile impostare i seguenti parametri:
- velocità avanzamento filo
- correzione arco voltaico
- Tempo di saldatura a punti
42

Schermata "Parametri di lavoro": Modalità torcia saldat. punti
Richiamare la voce di menu "saldatura
1
Synergic MIG/MAG".
Selezionare la schermata "parametri
2
di lavoro" servendosi del tasto destra
(8).
- Viene visualizzata la schermata
"parametri di lavoro".
Selezionare i parametri relativi alla
3
modalità torcia mediante i tasti giù (6)
o su (7).
Regolare la saldat. punti servendosi
4
della manopola di regolazione (18)
Selezionare la schermata "saldat. pun-
5
ti" servendosi del tasto destra (8).
- Viene visualizzata la schermata
"saldat. punti".
IT
Saldatura Synergic MIG/MAG: Schermata "saldat. punti", "avanzamento filo" selezionato
Selezionare i parametri mediante i tasti giù (6) o su (7).
6
Modificare il valore dei parametri con la manopola di regolazione (18)
7
- Il valore dei parametri può essere modificato soltanto entro i limiti di regolazione
definiti. I limiti di regolazione sono memorizzati.
43

Regolazione del parametro SynchroPuls
In generale Se sul generatore è stata installata l'opzione software SynchroPuls, è disponibile anche
la schermata dei parametri SynchroPuls. La schermata viene collocata nella barra delle
caselle.
Regolazione dei
parametri SynchroPuls (opzione software)
Saldatura Synergic MIG/MAG: Schermata "SynchroPuls"
Richiamare la voce di menu "saldatura
1
Synergic MIG/MAG".
Selezionare la schermata "Synchro-
2
Puls" servendosi del tasto destra (8).
- Viene visualizzata la schermata
"SynchroPuls".
Selezionare i parametri SynchroPuls
3
mediante i tasti giù (6) o su (7).
Modificare il valore dei parametri Syn-
4
chroPuls con la manopola di regolazione (18)
- Il valore dei parametri SynchroPuls può essere modificato soltanto entro i limiti di regolazione definiti. I limiti di regolazione sono
memorizzati.
44
Saldatura manuale MIG/MAG
In generale Al contrario di quanto accade nel caso della saldatura Synergic MIG/MAG, per la salda-
tura manuale MIG/MAG, i parametri vengono impostati singolarmente.
IT
Richiamare la voce di menu "saldatura manuale
MIG/MAG".
Menù principale: Voce di menu "saldatura manuale
MIG/MAG" selezionato.
Panoramica "Saldatura manuale MIG/MAG" si compone dei seguenti passaggi:
- Recupero del programma di saldatura
- Regolazione dei parametri di saldatura
- Passaggio alla visualizzazione ingrandita
- Regolazione dei parametri per le impostazioni processo
- Regolazione dei parametri di proseguimento per la saldat. punti
Premere il tasto Menù (1):
1
- Viene visualizzato il menù principale.
Selezionare la voce di menu "saldatu-
2
ra manuale MIG/MAG" mediante la
manopola di regolazione (18).
Premere il tasto OK (3):
3
- Viene visualizzata l'ultima schermata "Dati" richiamata.
45

Recupero del programma di saldatura
Selezionare il
programma di
saldatura
Richiamare la voce di menu "saldatura
1
manuale MIG/MAG".
Selezionare la schermata "programma
2
di saldatura" servendosi del tasto destra (8).
- Viene visualizzata la schermata
"programma di saldatura".
Saldatura manuale MIG/MAG: Schermata "programma di saldatura"
La schermata "programma di saldatura" contiene i seguenti dati:
- Mat. apporto
- Diametro filo
- Gas inerte da utilizzare
- Numero o numeri di riferimento della curva caratteristica o delle curve caratteristiche
memorizzate nel programma di saldatura.
Ad esempio:
Per AlSi5 con diametro 1,2 mm e gas inerte 100% Ar, sono memorizzate una curva
caratteristica degli impulsi, una curva caratteristica standard e una curva caratteristica CMT
46

Regolazione dei parametri di lavoro
IT
Regolazione dei
parametri di saldatura
Saldatura manuale MIG/MAG: Schermata "parametri
di lavoro", "avanzamento filo" selezionato
Modalità torcia È possibile impostare la modalità torcia:
- 2 tempi
- 4 tempi
- Saldatura a punti
Richiamare la voce di menu "saldatura
1
manuale MIG/MAG".
Selezionare la schermata "parametri
2
di lavoro" servendosi del tasto destra
(8).
- Viene visualizzata la schermata
"parametri di lavoro".
Selezionare i parametri di lavoro relati-
3
vi mediante i tasti giù (6) o su (7).
Modificare il valore del parametro me-
4
diante la manopola di regolazione (18)
- Il valore del parametro può essere
modificato soltanto entro i limiti di
regolazione definiti. I limiti di regolazione sono memorizzati.
47

Passaggio alla visualizzazione ingrandita
(2)(1)
0.6 A
0.35 A
In generale È possibile visualizzare i parametri relativi alla velocità di avanzamento filo, alla corrente
di saldatura e al voltaggio nominale saldatura nella visualizzazione ingrandita. Anche la
corrente motore dell'avanzamento filo e dell'unità PushPull viene visualizzata come valore reale nella schermata "Visualizzazione ingrandita".
Passaggio alla visualizzazione ingrandita
Saldatura manuale MIG/MAG: Schermata "visualizzazione ingrandita"
(1) Corrente motore avanzamento filo
(2) Corrente motore unità PushPull
Richiamare la voce di menu "saldatura
1
manuale MIG/MAG".
Selezionare la schermata "visualizza-
2
zione ingrandita" servendosi del tasto
destra (8).
- Viene visualizzata la schermata
"visualizzazione ingrandita".
- È possibile modificare i valori relativi alla velocità di avanzamento filo e alla tensione di saldatura nella schermata "visualizzazione ingrandita" mediante la manopola di
regolazione (18).
- La corrente di saldatura è un valore visualizzato:
- durante la saldatura
... valore reale
- dopo la saldatura
... Valore hold
48

Regolazione dei parametri per le impostazioni processo
IT
Regolazione dei
parametri per le
impostazioni processo
Saldatura manuale MIG/MAG: Schermata "impostazioni processo", "preapertura gas" selezionato.
Richiamare la voce di menu "saldatura
1
manuale MIG/MAG".
Selezionare la schermata "impostazio-
2
ni processo" servendosi del tasto destra (8).
- Viene visualizzata la schermata
"impostazioni processo".
Selezionare i parametri per le impo-
3
stazioni processo mediante i tasti giù
(6) o su (7).
Modificare il valore del parametro rela-
4
tivo alle impostazioni processo con la
manopola di regolazione (18).
- Il valore di un determinato parametro per le impostazioni processo può essere modificato soltanto
entro i limiti di regolazione definiti.
I limiti di regolazione sono memorizzati.
49

Regolazione dei parametri di proseguimento per la
saldat. punti
Regolazione dei
parametri di proseguimento per
la saldat. punti
Se si seleziona la modalità torcia "saldat. punti" nella schermata "parametri di lavoro", la
schermata corrispondente viene aggiunta alla barra delle caselle.
È possibile impostare i seguenti parametri:
- velocità avanzamento filo
- correzione arco voltaico
- Tempo di saldatura a punti
Richiamare la voce di menu "saldatura
1
manuale MIG/MAG".
Selezionare la schermata "parametri
2
di lavoro" servendosi del tasto destra
(8).
- Viene visualizzata la schermata
"parametri di lavoro".
Selezionare i parametri relativi alla
3
modalità torcia mediante i tasti giù (6)
o su (7).
Regolare la saldat. punti servendosi
4
della manopola di regolazione (18)
Selezionare la schermata "saldat. pun-
5
ti" servendosi del tasto destra (8).
Schermata "Parametri di lavoro": Modalità torcia saldat. punti
- Viene visualizzata la schermata
"saldat. punti".
Saldatura Synergic MIG/MAG: Schermata "saldat.
punti", "avanzamento filo" selezionato
Selezionare i parametri mediante i ta-
6
sti giù (6) o su (7).
Modificare il valore dei parametri con
7
la manopola di regolazione (18)
- Il valore dei parametri può essere
modificato soltanto entro i limiti di
regolazione definiti. I limiti di regolazione sono memorizzati.
50

Regolazione del programma di saldatura e del materiale
In generale È possibile regolare il programma di saldatura e il materiale nei seguenti punti di menù:
- saldatura Synergic MIG/MAG
- saldatura manuale MIG/MAG
- Ottimizzazione e gestione JOB (solo per le lavorazioni MIG/MAG salvate)
IT
Regolazione del
programma di
saldatura e del
materiale
Schermata "seleziona materiale apporto": selezionato
Al99,5
Nella schermata "Dati" corrisponden-
1
te, premere il tasto F4 "materiale".
- La prima schermata "seleziona
materiale apporto" della guida
"Wizard" viene visualizzata.
Selezionare il materiale desiderato
2
servendosi della manopola di regolazione (18)
Premere il tasto F2 "avanti":
3
- La seconda schermata "seleziona
diametro filo" della guida "Wizard"
viene visualizzata.
- Vengono visualizzati soltanto i diametri filo disponibili per il materiale
selezionato nella prima schermata.
Selezionare il diametro filo desiderato
4
servendosi della manopola di regolazione (18)
Premere il tasto F2 "avanti":
5
- La terza schermata "seleziona
gas" della guida "Wizard" viene visualizzata.
- Vengono visualizzati soltanto i gas
disponibili per il materiale selezionato nella prima schermata e i
diametri filo selezionati nella seconda schermata.
Schermata "seleziona diametro filo": selezionato 1,2
mm
51

Schermata "seleziona gas": selezionato I1 100% Ar
Esempio: AlSi 5 / 1,2 mm / I1 100% Ar, schermata
"seleziona riferimento": selezionata curva caratteristica S0016
Selezionare il gas desiderato serven-
6
dosi della manopola di regolazione
(18)
Premere il tasto F2 "avanti":
7
- La schermata "seleziona riferimento" viene visualizzata soltanto
nel caso in cui per il materiale selezionato, per il diametro filo selezionato e per il gas inerte selezionato siano presenti in memoria più
curve caratteristiche.
- Il valore fra parentesi che segue il
nome del processo indica la quantità di curve caratteristiche presenti in memoria per tale processo.
Selezionare i parametri relativi me-
8
diante i tasti giù (6) o su (7)
Selezionare il numero di riferimento
9
corrispondente alla curva caratteristica
mediante la manopola di regolazione
(18)
- Esempio:
la curva caratteristica C0876 è
adatta soltanto alla modalità CMT.
Premere il tasto F2 "avanti".
10
- L'ultima schermata "programma di
saldatura" della guida "Wizard"
viene visualizzata come conferma.
- Premendo il tasto F1 "indietro", è
possibile visualizzare nuovamente
le schermate relative alle fasi di
lavoro già concluse. È possibile
apportare modifiche.
Schermata "programma di saldatura": Conferma
Premere il tasto F2 "pronto".
11
- Il programma di saldatura impostato viene acquisito; viene visualizzata l'ultima schermata "Dati".
52

Inserimento Synergic lines - Adattamento curva caratteristica
In generale "Inserimento Synergic lines - adattam. curva caratt." può essere eseguito soltanto nella
voce di menu "saldatura Synergic MIG/MAG".
IT
Condizioni fondamentali per l'inserimento delle curve caratteristiche
utente
Ogni programma di saldatura si basa su una curva caratteristica di saldatura. Le curve
caratteristiche relative ai programmi di saldatura scelti possono essere modificate in funzione delle esigenze specifiche dell'utente. Queste modifiche vengono salvate nelle cosiddette curve caratteristiche utente.
La programmazione di una curva caratteristica utente è necessaria
- se si utilizzano materiali di apporto (gas inerte, diametro filo di saldatura) non previsti dalla banca dati di saldatura.
- per l'ottimizzazione del processo di saldatura (es.: aumento della velocità di saldatura, modifica dei rapporti di penetrazione, modifica dell'aspetto della saldatura).
AVVERTENZA!
Per riprogrammare una curva caratteristica è necessario disporre di competenze
tecniche nel settore della tecnologia degli archi voltaici e della saldatura.
Per realizzare una nuova curva caratteristica in maniera efficiente, si consiglia di procedere come segue:
- selezionare una curva caratteristica simile
- definire i limiti di potenza per la curva caratteristica utente
- se necessario, completare la curva disponendo altri punti nella curva stessa.
Seguendo questa procedura, le impostazioni di base importanti vengono così acquisite
dalla curva caratteristica.
Inserimento della
curva caratteristica utente - Adattamento curva
caratteristica
IMPORTANTE!
Per realizzare una curva caratteristica utente sono necessari almeno due punti
curva caratteristica.
Per ottenere l'ottimizzazione di tutte le performance è però necessario regolare 6-10
punti curva caratteristica (un punto per spessore materiale). È possibile programmare un
massimo di 19 punti curva caratteristica.
Nella schermata "Dati" in questione, regolare un programma di saldatura analogo
1
oppure il programma di saldatura che si desidera modificare
Premere il tasto F3 "Adattamento curva caratteristica":
2
53

informazione
La curva caratteristica
non può essere
modificata!
Schermata "informazione - La curva caratteristica
non può essere modificata."
Schermata "Adattamento curva caratteristica": Regolazione valori potenza
In caso non sia possibile modificare una
curva caratteristica, viene visualizzata l'informazione "La curva caratteristica non
può essere modificata".
La prima schermata "adattam. curva caratt." della guida "Wizard" viene visualizzata.
Selezionare i valori di potenza minimi
3
e massimi mediante i tasti giù (6) o su
(7).
Regolare il valore di potenza minimo e
4
massimo con la manopola di regolazione (18)
- Il valore del parametro può essere
modificato soltanto entro i limiti di
regolazione definiti. I limiti di regolazione sono memorizzati.
- I valori che compaiono nell'area di
visualizzazione relativamente alla
corrente, alla tensione e allo spessore della lamiera dipendono direttamente dai valori di potenza
inseriti.
Schermata "Adattamento curva caratteristica": Selezione della curva caratteristica di carica
Premere il tasto F2 "avanti":
5
- La seconda schermata "Adattamento curva caratteristica" della
guida "Wizard" viene visualizzata.
Selezionare la linea caratteristica desi-
6
derata servendosi della manopola di
regolazione (18)
- Se si deve sovrascrivere una curva caratteristica già esistente, viene visualizzata una domanda di
sicurezza.
54

Domanda di sicurezza per la sovrascrittura della curva caratteristica
Per nominare la curva caratteristica,
7
premere il tasto F3 "nome curva caratt.":
- viene visualizzata la schermata
"nome curva caratt.".
Selezionare le lettere desiderate ser-
8
vendosi della manopola di regolazione
(18)
Premere il tasto F4 ">" per inserire la
9
lettera successiva.
- È possibile correggere mediante i
tasti F3 "<" oppure F2 "< cancella".
Una volta completata l'immissione del
10
nome, premere il tasto F1 "Conferma":
- Una volta confermato il nuovo nome, viene visualizzata la schermata "adattam. curva caratt.".
IT
Schermata "nome curva caratt."
Schermata "Adattamento curva caratteristica": Selezione della curva caratteristica di carica
Premere il tasto F2 "avanti":
11
- La terza schermata "Adattamento
curva caratteristica" della guida
"Wizard" viene visualizzata come
conferma.
- Premendo il tasto F1 "indietro", è
possibile visualizzare nuovamente
le schermate relative alle fasi di
lavoro già concluse. È possibile
apportare modifiche.
55

Wizard "Adattamento curva caratteristica": Conferma
della curva caratteristica adattata
Premere il tasto F2 "pronto":
12
- Viene visualizzata l'ultima schermata "Dati" visualizzata.
56

Inserimento di punti curva caratteristica per le Synergic lines
In generale La funzione "crea punto curva caratteristica" può essere eseguita nelle seguenti voci di
menu:
- saldatura Synergic MIG/MAG
- saldatura manuale MIG/MAG
IT
Condizioni fondamentali per l'inserimento dei punti
curva caratteristica
È possibile salvare varie impostazioni di parametri come punti curva caratteristica nella
Synergic lines.
Per la creazione di un punto curva caratteristica sono necessari:
- programma di saldatura (materiale, diametro filo, gas inerte) per il quale realizzare
un punto curva caratteristica
- valore per l'avanzamento filo (es. valori di riferimento ottenuti da prove di saldatura,
valori sperimentali oppure in funzione dello spessore del materiale)
AVVERTENZA!
Per inserire un punto curva caratteristica, è necessario disporre di competenze
tecniche nel settore della tecnologia degli archi voltaici e della saldatura.
IMPORTANTE!
Per realizzare una curva caratteristica utente sono necessari almeno due punti
curva caratteristica.
Per ottenere l'ottimizzazione di tutte le performance è però necessario regolare 6-10
punti curva caratteristica (un punto per spessore materiale). È possibile programmare un
massimo di 19 punti curva caratteristica.
Crea punto curva
caratteristica
Secondo la procedura, se devono essere salvare determinate regolazioni di parametri
come punti curva caratteristica:
57

Schermata "crea punto curva caratteristica": selezionato n. 6 - "Al99,5 1,2 I1 mod"
Richiamare il programma di saldatura
1
per il quale si intende creare un punto
curva caratteristica
Regolare l'avanzamento filo per il qua-
2
le si intende creare il punto curva caratteristica
Nella schermata "Dati" in questione,
3
premere il tasto F2 "crea punto curva
caratteristica".
- La prima schermata "crea punto
curva caratteristica" della guida
"Wizard" viene visualizzata.
Selezionare la linea caratteristica desi-
4
derata servendosi della manopola di
regolazione (18)
- Se si inserisse il punto curva caratteristica che si desidera creare
in una curva caratteristica che non
corrisponde alla curva caratteristica regolata al momento (p.es.: se
si inserisse un punto curva caratteristica relativa all'alluminio in
una curva caratteristica CuSi),
verrebbe visualizzata una domanda di sicurezza.
Domanda di sicurezza: il punto curva caratteristica
non è adatto
Premere il tasto F2 "sì" oppure il tasto
5
F3 "no" oppure il tasto F4 "cancella".
- Se si inserisse un punto curva caratteristica standard in una curva
caratteristica impulsi o viceversa,
verrebbe visualizzato un messaggio d'errore.
58

Messaggio d'errore: impossibile salvare il punto curva caratteristica
Premere il tasto F3 "OK".
6
- La prima schermata "crea punto
curva caratteristica" della guida
"Wizard" viene visualizzata.
Selezionare un'altra linea caratteristica
7
servendosi della manopola di regolazione (18)
Per nominare la curva caratteristica,
8
premere il tasto F3 "nome curva caratt.":
- viene visualizzata la schermata
"nome curva caratt.".
IT
Schermata "crea punto curva caratteristica": selezionato N. 7 - < curva caratt. vuota >
Schermata "nome curva caratt."
Selezionare le lettere desiderate ser-
9
vendosi della manopola di regolazione
(18)
Premere il tasto F4 ">" per inserire la
10
lettera successiva.
- È possibile correggere mediante i
tasti F3 "<" oppure F2 " < cancella".
Una volta completata l'immissione del
11
nome, premere il tasto F1 "Conferma":
- Una volta confermato il nuovo nome, viene visualizzata la schermata "crea punto curva caratteristica".
59

Schermata "crea punto curva caratteristica"
Premere il tasto F2 "avanti":
12
- La seconda schermata "crea punto curva caratteristica" della guida
"Wizard" viene visualizzata come
conferma.
Premere il tasto F2 "pronto":
13
- Il punto curva caratteristica viene
salvato e viene visualizzata la
schermata "Dati" corrispondente.
- Premendo il tasto F1 "indietro", è
possibile visualizzare nuovamente
le schermate relative alle fasi di
lavoro già concluse. È possibile
apportare modifiche.
Schermata "crea punto curva caratteristica": Conferma del punto curva caratteristica salvato
60

Selezionare le Synergic lines
IT
Selezionare una
curva caratteristica utente
Schermata "seleziona materiale apporto": selezionato
"Curva caratt. utente"
Nella schermata "Dati" corrisponden-
1
te, premere il tasto F4 "materiale":
- La prima schermata "seleziona
materiale apporto" della guida
"Wizard" viene visualizzata.
Selezionare "curva caratt. utente" ser-
2
vendosi della manopola di regolazione
(18).
Premere il tasto F2 "avanti":
3
- La seconda schermata "Scegli
curva caratt. utente" della guida
"Wizard" viene visualizzata.
Selezionare la curva caratteristica
4
utente desiderata servendosi della
manopola di regolazione (18)
Premere il tasto F2 "avanti":
5
- La terza schermata "programma
di saldatura" della guida "Wizard"
viene visualizzata come conferma.
- Premendo il tasto F1 "indietro", è
possibile visualizzare nuovamente
le schermate relative alle fasi di
lavoro già concluse. È possibile
apportare modifiche.
Schermata "Scegli curva caratt. utente": n. 2 "CuSi3
10 I1 mod" selezionato
Schermata "programma di saldatura": Conferma della
curva caratteristica utente
Premere il tasto F2 "pronto":
6
- La curva caratteristica utente impostata viene acquisita; viene visualizzata l'ultima schermata "Dati".
61

Saldatura manuale a elettrodo.
Richiamare la voce di menu "saldatura elettrodo".
Regolazione dei
parametri di saldatura
Menù principale: Voce di menu "saldatura elettrodo"
selezionata
Saldatura elettrodo: Schermata "parametri di lavoro",
"corrente saldatura" selezionato
Premere il tasto Menù (1)
1
- Viene visualizzato il menù principale.
Selezionare la voce di menu "saldatu-
2
ra elettrodo" servendosi della manopola di regolazione (18).
Premere il tasto OK (3)
3
- Viene visualizzata l'ultima schermata "Dati" richiamata.
Richiamare la voce di menu "saldatura
1
elettrodo".
Selezionare la schermata "parametri
2
di lavoro" servendosi del tasto destra
(8).
- Viene visualizzata la schermata
"parametri di lavoro".
Selezionare i parametri di lavoro relati-
3
vi mediante i tasti giù (6) o su (7).
Modificare il valore del parametro me-
4
diante la manopola di regolazione (18)
- Il valore del parametro può essere
modificato soltanto entro i limiti di
regolazione definiti. I limiti di regolazione sono memorizzati.
62

Passaggio alla visualizzazione ingrandita
È possibile visualizzare i parametri relativi alla corrente di saldatura e al voltaggio nominale saldatura nella visualizzazione ingrandita:
Richiamare la voce di menu "saldatura
1
elettrodo".
Selezionare la schermata "visualizza-
2
zione ingrandita" servendosi del tasto
destra (8).
- Viene visualizzata la schermata
"visualizzazione ingrandita".
- È possibile modificare il valore relativo alla corrente di saldatura
nella schermata "visualizzazione
ingrandita" mediante la manopola
di regolazione (18).
- La tensione di saldatura è un valore visualizzato:
- durante la saldatura
Saldatura elettrodo: Schermata "visualizzazione ingrandita"
... valore reale
- dopo la saldatura
... Valore hold
IT
Regolazione dei
parametri per le
impostazioni processo
Saldatura elettrodo: Schermata "impostazioni processo", "corr.part. caldo HCU" selezionato
Richiamare la voce di menu "saldatura
1
elettrodo".
Selezionare la schermata "impostazio-
2
ni processo" servendosi del tasto destra (8).
- Viene visualizzata la schermata
"impostazioni processo".
Selezionare i parametri per le impo-
3
stazioni processo mediante i tasti giù
(6) o su (7).
Modificare le impostazioni processo
4
con la manopola di regolazione (18)
- Il valore di un determinato parametro per le impostazioni processo può essere modificato soltanto
entro i limiti di regolazione definiti.
I limiti di regolazione sono memorizzati.
63

Saldatura TIG
Richiamare la voce di menu "saldatura TIG".
Regolazione dei
parametri di saldatura
Menù principale: Voce di menu "saldatura TIG" selezionata
Saldatura TIG: Schermata "parametri di lavoro", "corrente principale" selezionato
Premere il tasto Menù (1)
1
- Viene visualizzato il menù principale.
Selezionare la voce di menu "saldatu-
2
ra TIG" servendosi della manopola di
regolazione (18).
Premere il tasto OK (3)
3
- Viene visualizzata l'ultima schermata "Dati" richiamata.
Richiamare la voce di menu "saldatura
1
TIG".
Selezionare la schermata "parametri
2
di lavoro" servendosi del tasto destra
(8).
- Viene visualizzata la schermata
"parametri di lavoro".
Selezionare i parametri di lavoro relati-
3
vi mediante i tasti giù (6) o su (7).
Modificare il valore del parametro me-
4
diante la manopola di regolazione (18)
- Il valore del parametro può essere
modificato soltanto entro i limiti di
regolazione definiti. I limiti di regolazione sono memorizzati.
64

Passaggio alla visualizzazione ingrandita
È possibile visualizzare i parametri relativi alla corrente di saldatura e al voltaggio nominale saldatura nella visualizzazione ingrandita:
Richiamare la voce di menu "saldatura
1
TIG".
Selezionare la schermata "visualizza-
2
zione ingrandita" servendosi del tasto
destra (8).
- Viene visualizzata la schermata
"visualizzazione ingrandita".
- È possibile modificare il valore relativo alla corrente di saldatura
nella schermata "visualizzazione
ingrandita" mediante la manopola
di regolazione (18).
- La tensione di saldatura è un valore visualizzato:
- durante la saldatura
Saldatura TIG: Schermata "visualizzazione ingrandita"
... valore reale
- dopo la saldatura
... Valore hold
IT
65

CC/CV-Mode
In generale Se sul generatore è stata installata l'opzione software"CC/CV-Mode", sul menu principa-
le verrà visualizzato anche la voce di menu "CC/CV-Mode".
Il punto di menù CC/CV-Mode consente di scegliere se far funzionare il generatore con
voltaggio nominale saldatura costante o con corrente di saldatura costante.
Le modifiche dei parametri nella voce di menu "CC/CV-Mode" possono essere apportate
sia tramite comando robot, sia tramite comando a distanza RCU 5000i.
Ad esempio, "CC/CV-Mode" si utilizza per le applicazioni con filo a caldo.
Richiamare la voce di menu
"CC/CV-Mode".
Regolazione dei
parametri di saldatura
Menù principale: Voce di menu "CC/CV-Mode" selezionata
CC/CV-Mode: Schermata "parametri di lavoro", "val.
nominale corrente" selezionato
Premere il tasto Menù (1)
1
- Viene visualizzato il menù principale.
Selezionare la voce di menu "CC/CV-
2
Mode" servendosi della manopola di
regolazione (18).
Premere il tasto OK (3)
3
- Viene visualizzata l'ultima schermata "Dati" richiamata.
Richiamare la voce di menu "CC/CV-
1
Mode".
Selezionare la schermata "parametri
2
di lavoro" servendosi del tasto destra
(8).
- Viene visualizzata la schermata
"parametri di lavoro".
Selezionare i parametri di lavoro relati-
3
vi mediante i tasti giù (6) o su (7).
Modificare il valore del parametro me-
4
diante la manopola di regolazione (18)
- Il valore del parametro può essere
modificato soltanto entro i limiti di
regolazione definiti. I limiti di regolazione sono memorizzati.
Passaggio alla visualizzazione ingrandita
66
È possibile visualizzare i parametri relativi all'avanzamento filo, al valore nominale voltaggio e al valore nominale corrente nella visualizzazione ingrandita.

(2)(1)
0.6 A
0.35 A
CC/CV-Mode: Schermata "visualizzazione ingrandita"
(1) Corrente motore avanzamento filo
(2) Corrente motore unità PushPull
Richiamare la voce di menu "CC/CV-
1
Mode".
Selezionare la schermata "visualizza-
2
zione ingrandita" servendosi del tasto
destra (8).
- Viene visualizzata la schermata
"visualizzazione ingrandita".
- È possibile modificare i valori relativi alla velocità di avanzamento filo, al valore nominale della tensione e al valore nominale della corrente nella schermata "visualizzazione ingrandita" mediante la manopola di regolazione (18).
- La tensione di saldatura è un valore visualizzato:
- durante la saldatura
... valore reale
- dopo la saldatura
... Valore hold
IT
Regolazione dei
parametri per le
impostazioni processo
CC/CV-Mode: Schermata "impostazioni processo"
Richiamare la voce di menu "CC/CV-
1
Mode".
Selezionare la schermata "impostazio-
2
ni processo" servendosi del tasto destra (8).
- Viene visualizzata la schermata
"impostazioni processo".
Modificare il valore del parametro me-
3
diante la manopola di regolazione (18)
- Il valore del parametro può essere
modificato soltanto entro i limiti di
regolazione definiti. I limiti di regolazione sono memorizzati.
67

Saldatura JOB
Richiamare la voce di menu "saldatura JOB".
Regolare i parametri di lavoro
per una lavorazione
Premere il tasto Menù (1)
1
- Viene visualizzato il menù principale.
Selezionare la voce di menu "saldatu-
2
ra JOB" servendosi della manopola di
regolazione (18).
Premere il tasto OK (3)
3
- Viene visualizzata l'ultima schermata "Dati" richiamata.
Menù principale: Voce di menu "saldatura JOB" selezionato
Se si fissano limiti di correzione alla voce di menu "ottimizzazione e gestione JOB" per la
lavorazione selezionata, è possibile inserire i seguenti parametri di lavoro per tale lavorazione alla voce di menu "saldatura JOB" nella schermata "parametri di lavoro":
- corr. aggiorn. potenza
- corr. aggiorn. arco voltaico
Richiamare la voce di menu "saldatura
1
JOB".
Selezionare la schermata "parametri
2
di lavoro" servendosi del tasto destra
(8).
- Viene visualizzata la schermata
"parametri di lavoro".
Selezionare il parametro "n. grup-
3
po"mediante i tasti giù (6) o su (7).
Selezionare il gruppo desiderato (0 -
4
99) servendosi della manopola di re-
golazione (18)
Selezionare il parametro "n. JOB"me-
5
diante i tasti giù (6) o su (7).
Selezionare la lavorazione desiderata
Saldatura JOB: Schermata "parametri di lavoro",
"corr. aggiorn. potenza" per n. JOB 22 del gruppo 2
selezionato (esempio riferito ad una lavorazione MIG/
MAG)
6
(0 - 999) servendosi della manopola di
regolazione (18)
- Selezionando una lavorazione del
gruppo successivo, si modifica in
modo corrispondente il gruppo visualizzato.
Selezionare i parametri di lavoro relativi mediante i tasti giù (6) o su (7).
7
Modificare il valore del parametro mediante la manopola di regolazione (18)
8
- Il valore del parametro può essere modificato soltanto entro i limiti di regolazione
definiti. I limiti di regolazione sono memorizzati.
68

Passaggio alla vi-
A 53.0A 6.0
(1) (2)
sualizzazione ingrandita
Per la lavorazione selezionata, è possibile visualizzare i parametri relativi alla velocità di
avanzamento filo, alla corrente di saldatura e al voltaggio nominale saldatura nella visualizzazione ingrandita:
Richiamare la voce di menu "saldatura
1
JOB".
Selezionare la schermata "visualizza-
2
zione ingrandita" servendosi del tasto
destra (8).
- Viene visualizzata la schermata
"visualizzazione ingrandita".
- I parametri nelle schermate "n.
gruppo"e "n. JOB"possono essere
selezionati servendosi dei tasti giù
(6) o su (7) e modificati mediante
la manopola di regolazione (18).
- La velocità di avanzamento filo
può essere regolata entro i limiti
correzione definiti per la lavorazio-
Saldatura JOB: Schermata "visualizzazione ingrandita"
ne selezionata mediante la manopola di regolazione (18).
- Corrente saldatura e voltaggio nominale saldatura sono valori visualizzati come numeri puri (senza unità di misura).
(1) Corrente motore avanzamento filo
(2) Corrente motore unità PushPull
IT
Modifica del processo di saldatura durante la saldatura CMT Advanced
AVVERTENZA!
Durante la saldatura CMT Advanced non è possibile modificare il processo di saldatura o la curva caratteristica di saldatura correntemente selezionata.
Per modificare il processo di saldatura o la curva caratteristica di saldatura:
- terminare innanzitutto il processo CMT Advanced
- attendere 300-600 ms.
In questo lasso di tempo non è possibile selezionare altri processi di saldatura né
altre curve caratteristiche di saldatura.
- continuare la saldatura con il nuovo processo di saldatura o la nuova curva caratteristica di saldatura selezionata.
69

Salvataggio delle impostazioni come lavorazione
In generale La funzione "salva come JOB" può essere eseguita nelle seguenti voci di menu:
- saldatura Synergic MIG/MAG
- CC/CV-Mode
- saldatura JOB
- ottimizzazione e gestione JOB
Avvertenze sul
salvataggio di lavorazioni come
JOB
Regolare tutti i parametri nella schermata visualizzata per intero
1
- Impostare i parametri nella schermata A
- Regolare i parametri nella schermata B
- Regolare i parametri nella schermata C, ecc.
Premere il tasto F1 "Salva come JOB" e seguire la guida menù
2
Salva come JOB Secondo la procedura, se devono essere salvare determinate regolazioni di parametri
come JOB:
Nella schermata "Dati" corrisponden-
1
te, premere il tasto F1 "salva come
JOB".
- La prima schermata "salva come
JOB. - gruppo" della guida "Wizard" viene visualizzata.
Selezionare il gruppo desiderato ser-
2
vendosi della manopola di regolazione
(18)
Per nominare il gruppo, premere il ta-
3
sto F3 "nome gruppo":
- Viene visualizzata la schermata
"nome gruppo".
70
Schermata "salva come JOB - gruppo": selezionato
N. 6 - < gruppo vuoto >
Schermata "nome gruppo"
Selezionare le lettere desiderate ser-
4
vendosi della manopola di regolazione
(18)
Premere il tasto F4 ">" per inserire la
5
lettera successiva.
- È possibile correggere mediante i
tasti F3 "<" oppure F2 " < cancella".
Una volta completata l'immissione del
6
nome, premere il tasto F1 "Conferma":
- Una volta confermato il nuovo nome, viene visualizzata la schermata "Salva come JOB - gruppo".

Schermata "salva come JOB - gruppo": n. 6 "SR 71"
selezionato
Premere il tasto F2 "avanti":
7
- La seconda schermata "salva come JOB.- punto mem." della guida
"Wizard" viene visualizzata.
Selezionare la lavorazione desiderata
8
servendosi della manopola di regolazione (18)
Per nominare la lavorazione, premere
9
il tasto F3 "nome JOB":
- Viene visualizzata la schermata
"nome JOB".
IT
Schermata "salva come JOB.- punto mem.": selezionato JOB 61 <JOB vuoto>
Schermata "nome JOB"
Selezionare le lettere desiderate ser-
10
vendosi della manopola di regolazione
(18)
Premere il tasto F4 ">" per inserire la
11
lettera successiva.
- È possibile correggere mediante i
tasti F3 "<" oppure F2 " < cancella".
Una volta completata l'immissione del
12
nome, premere il tasto F1 "Conferma":
- Una volta applicato il nuovo nome,
viene visualizzata la schermata
"salva come JOB.- punto mem.".
71

Schermata "salva come JOB.- punto mem.": selezionato JOB 61 Test
Premere il tasto F2 "avanti":
13
- La terza schermata "salva come
JOB " della guida "Wizard" viene
visualizzata come conferma.
- Premendo il tasto F1 "indietro", è
possibile visualizzare nuovamente
le schermate relative alle fasi di
lavoro già concluse. È possibile
apportare modifiche.
Premere il tasto F2 "pronto":
14
- Viene visualizzata l'ultima schermata "Dati" selezionata.
Schermata "salva come JOB" come conferma
72

Regolazione dei parametri selezionati interno/esterno
In generale È possibile regolare i parametri selezionati con il comando a distanza RCU 5000i come
segue:
- Interno sul comando a distanza
- Esterno, ad esempio da carrello traina filo, generatore, altri comandi a distanza, comando robot, ecc.
Se il sistema dispone di un'opzione di comando esterna, i parametri corrispondenti si impostano automaticamente sull'inserimento parametri esterno, ad esempio:
Se il carrello traina filo è collegato, impostare il valore del parametro "avanzamento filo"
sul carrello traina filo. Se occorre impostare il valore del parametro sul comando a distanza RCU 5000i, per il parametro "avanzamento filo" è necessario passare all'inserimento parametri interno.
Si può passare dall'inserimento di parametri interno all'inserimento di parametri esterno nei seguenti punti di menù:
- saldatura Synergic MIG/MAG - CC/CV-Mode
- saldatura manuale MIG/MAG - saldatura JOB
IT
Regolazione dei
parametri interno/
esterno
- saldatura elettrodo - ottimizzazione e gestione JOB
- saldatura TIG
Nella schermata "Dati" corrispondente, premere il tasto F5 "Int/Ext"
1
- Il comando a distanza consente di passare da un parametro inserito all'altro:
Inserimento parametri interno (Int): Inserimento parametro esterno (Ext):
I parametri da impostare si inseriscono e
si modificano sul comando a distanza
RCU 5000i.
Ciascun parametro selezionato viene visualizzato con una barra nera dotata di
una "finestra" per il valore del parametro.
Nella "finestra" si può modificare il valore
del parametro.
I parametri da impostare si inseriscono e
si modificano dal generatore, dal carrello
traina filo o tramite un comando robot.
Il parametro selezionato verrà visualizzato
con una barra nera progressiva sul display del comando a distanza. In caso di
inserimento di parametri esterno, il valore
del parametro non può essere modificato
sul comando a distanza.
73

Esempio per l'inserimento parametri interno: barra
nera con "finestra", "corr.lung.arco volt" selezionato
Esempio per l'inserimento parametri esterno: barra
nera progressiva, "corr.lung.arco volt" selezionato
IMPORTANTE!
Il tasto funzione F5 "Int/Ext" è attivo solo se il comando a distanza è collegato.
Se il comando a distanza non è collegato, il tasto funzione F5 "Int/Ext" appare in grigio:
74
esempio di comando a distanza non collegato: F5 "Int/Ext" in grigio

Ottimizzazione e gestione JOB
In generale Per le lavorazioni selezionate sono disponibili le seguenti funzioni nella voce di menu "ot-
timizzazione e gestione JOB":
- Recupero di dati amministrativi
- Regolazione dei parametri di saldatura
- Regolazione dei parametri specifici per la lavorazione
In base al tipo della lavorazione selezionata, vengono visualizzate più schermate diverse
sulla "barra delle caselle".
Anche l'ordine delle schermate visualizzate dipende dal tipo di lavorazione.
Le schermate seguenti vengono visualizzate in caso di lavorazione Synergic MIG/
MAG:
- dati amministrativi
- SynchroPuls
- programma di saldatura - valori QMaster
- parametri di lavoro
- impostazioni processo
- limiti correzione
- speciale 2 tempi
- 4 tempi speciale
- saldat. punti
1)
2)
3)
4)
IT
Richiamare la voce di menu "Ottimizzazione e gestione JOB".
- docum. specif. JOB
1)
Visualizzata soltanto se sul generatore è installata l'opzione SynchroPuls
2)
Visualizzata soltanto se per la lavorazione selezionata la modalità torcia è impostata su "2 tempi S"
3)
Visualizzata soltanto se per la lavorazione selezionata la modalità torcia è impostata su "4 tempi S"
4)
Visualizzata soltanto se per la lavorazione selezionata la modalità torcia è impostata su "saldat.punti"
Premere il tasto Menù (1)
1
- Viene visualizzato il menù principale.
Selezionare la voce di menu "ottimiz-
2
zazione e gestione JOB" servendosi
della manopola di regolazione (18).
Premere il tasto OK (3)
3
- Viene visualizzata la domanda di
sicurezza "vuoi modificare online i
JOB?".
Menù principale: Voce di menu "ottimizzazione e gestione JOB" selezionata
75

Premere il tasto F2 "sì" oppure il tasto
4
F3 "no".
- Modifica online - F2 "sì"
Il generatore passa al menu di
correzione della lavorazione, indipendentemente dalle impostazioni
attuali del generatore dell'impianto
di saldatura. I dati modificati sul
comando a distanza vengono visualizzati anche sul generatore.
- Modifica online - F3 "no"
Vengono mantenute le impostazioni attuali del generatore. I dati
modificati sul comando a distanza
vengono visualizzati soltanto su di
esso.
Domanda di sicurezza: vuoi modificare online i JOB?
- Viene visualizzata l'ultima schermata "Dati" richiamata.
Panoramica "ottimizzazione e gestione JOB" si compone delle seguenti sezioni:
- Gestione lavorazioni
- Recupero dei dati amministrativi per la lavorazione selezionata
- Recupero e modifica del programma di saldatura per la lavorazione selezionata
- Recupero e modifica dei parametri di lavoro per la lavorazione selezionata
- Recupero e modifica delle impostazioni processo per la lavorazione selezionata
- Recupero e modifica del parametro Speciale 2 tempi per la lavorazione selezionata
- Recupero e modifica del parametro Speciale 4 tempi per la lavorazione selezionata
- Recupero e modifica del parametro Saldat. punti per la lavorazione selezionata
- Definizione dei limiti correzione per la lavorazione selezionata
- Docum. specif. JOB
- Recupero e modifica del parametro SynchroPuls per la lavorazione selezionata
- Definizione dei limiti correzione per la lavorazione selezionata
- Crea punto curva caratteristica
76

Gestione JOB
IT
Gestione lavorazioni
Ottimizzazione e gestione JOB: Schermata "gestione
JOB - gruppo"
Richiamare la voce di menu "ottimiz-
1
zazione e gestione JOB".
Indipendentemente dalla schermata
2
visualizzata, premere il tasto F1 "Gestione lavorazioni":
- La prima schermata "gestione
JOB - gruppo" della guida "Wizard" viene visualizzata.
Selezionare il gruppo desiderato (0 -
3
99) servendosi della manopola di re-
golazione (18)
Per nominare il gruppo, premere il ta-
4
sto F3 "nome gruppo".
- Viene visualizzata la schermata
"nome gruppo".
Selezionare le lettere desiderate ser-
5
vendosi della manopola di regolazione
(18)
Premere il tasto F4 ">" per inserire la
6
lettera successiva.
- È possibile correggere mediante i
tasti F3 "<" oppure F2 " < cancella".
Una volta completata l'immissione del
7
nome, premere il tasto F1 "Conferma":
- Una volta applicato il nuovo nome,
viene visualizzata la schermata
"gestione JOB - gruppo".
Schermata "nome gruppo"
Ottimizzazione e gestione JOB: Schermata "gestione
JOB - gruppo"
Premere il tasto F2 "avanti":
8
- La seconda schermata "gestione
JOB - punto memoria" della guida
"Wizard" viene visualizzata.
77
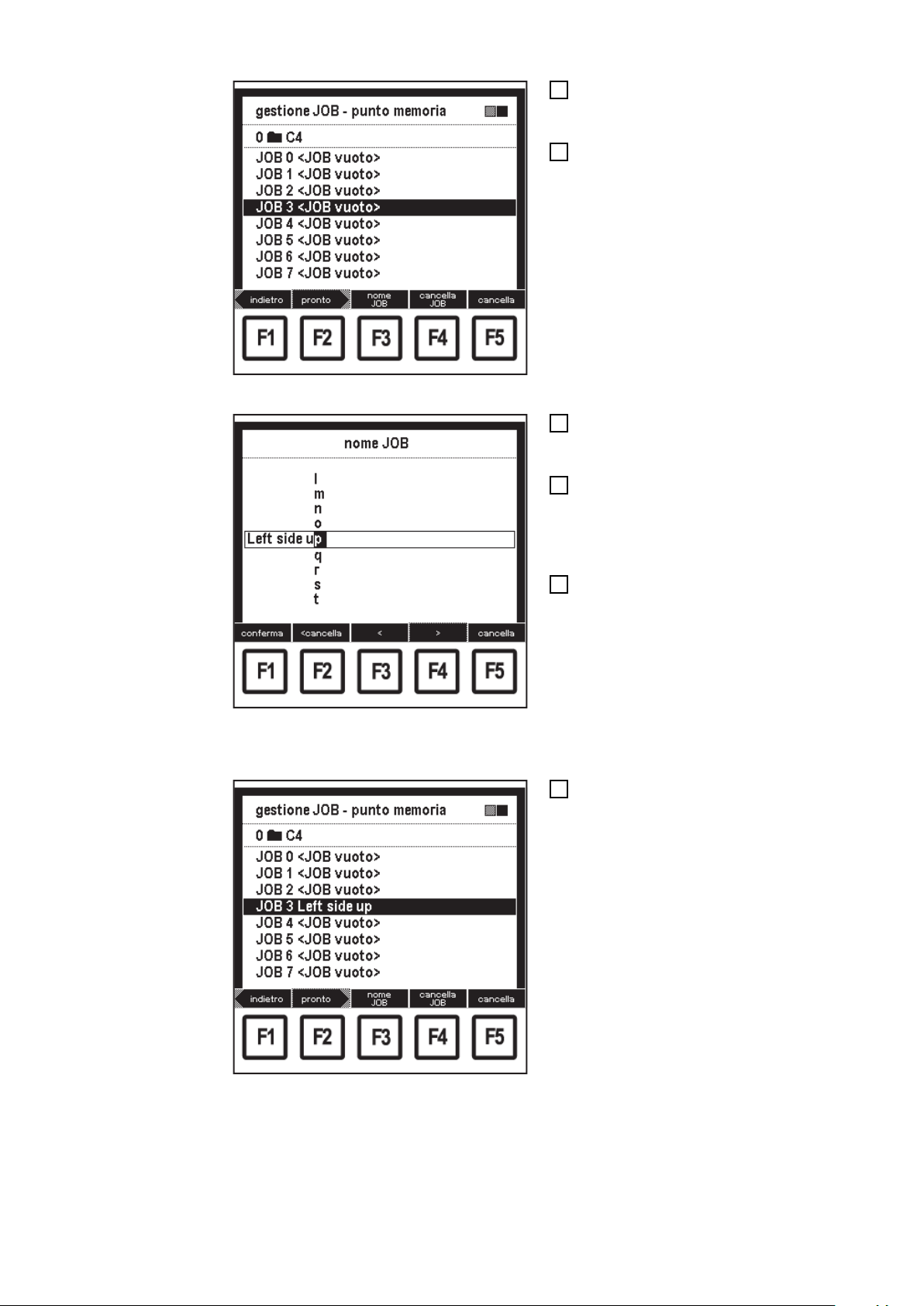
Schermata "gestione JOB - punto memoria"
Schermata "nome JOB"
Selezionare il punto memoria deside-
9
rato servendosi della manopola di regolazione (18)
Per nominare la lavorazione, premere
10
il tasto F3 "nome JOB":
- Viene visualizzata la schermata
"nome JOB".
Selezionare le lettere desiderate ser-
11
vendosi della manopola di regolazione
(18)
Premere il tasto F4 ">" per inserire la
12
lettera successiva.
- È possibile correggere mediante i
tasti F3 "<" oppure F2 " < cancella".
Una volta completata l'immissione del
13
nome, premere il tasto F1 "Conferma":
- Una volta applicato il nuovo nome,
viene visualizzata la schermata
"salva come JOB.- punto mem.".
- Premendo il tasto F1 "indietro", è
possibile visualizzare nuovamente
le schermate relative alle fasi di
lavoro già concluse. È possibile
apportare modifiche.
Schermata "salva come JOB.- punto mem.": JOB 3
Left side up (lato sinistro in alto) selezionato
Premere il tasto F2 "pronto":
14
- Viene visualizzata l'ultima schermata "Dati" selezionata.
78

Cancellazione di
gruppi e lavorazioni
Ottimizzazione e gestione JOB: Schermata "gestione
JOB - gruppo"
Richiamare la voce di menu "ottimiz-
1
zazione e gestione JOB".
Indipendentemente dalla schermata
2
visualizzata, premere il tasto F1 "Gestione lavorazioni":
- La prima schermata "gestione
JOB - gruppo" della guida "Wizard" viene visualizzata.
In fase di cancellazione dei gruppi, se-
3
lezionare il gruppo da cancellare (0 -
99) servendosi della manopola di re-
golazione (18)
Premere il tasto F4 "Cancella gruppo".
4
- Viene visualizzata la domanda di
sicurezza "Vuoi veramente cancellare tutto il gruppo 0?"
IMPORTANTE!
Cancellando un gruppo, si cancellano
anche tutte le lavorazioni del gruppo.
Premere il tasto F2 "sì".
5
- Il gruppo selezionato viene eliminato. La prima schermata "gestione JOB - gruppo" della guida "Wizard" viene visualizzata.
IT
domanda di sicurezza "Cancella gruppo"
Schermata "gestione JOB - gruppo" con il gruppo
cancellato
Premere il tasto F2 "avanti":
6
- La seconda schermata "gestione
JOB - punto memoria" della guida
"Wizard" viene visualizzata.
79

Schermata "gestione JOB - punto memoria"
In fase di cancellazione delle lavora-
7
zioni, selezionare il punto memoria
corrispondente servendosi della manopola di regolazione (18)
Premere il tasto F4 "Cancella JOB":
8
- Viene visualizzata la domanda di
sicurezza "Vuoi veramente cancellare il JOB 3?".
Premere il tasto F2 "sì".
9
- La lavorazione selezionata viene
eliminata. La seconda schermata
"gestione JOB - punto memoria"
della guida "Wizard" viene visualizzata.
domanda di sicurezza "Cancella JOB"
Schermata "gestione JOB - punto memoria"
Premere il tasto F2 "pronto":
10
- Viene visualizzata l'ultima schermata "Dati" selezionata.
80

Recupero dei dati amministrativi per la lavorazione
selezionata
IT
Recuperare i dati
amministrativi di
una lavorazione
Ottimizzazione e gestione JOB: Schermata "dati amministrativi"
Richiamare la voce di menu "ottimiz-
1
zazione e gestione JOB".
Selezionare la schermata "dati ammi-
2
nistrativi" servendosi del tasto destra
(8).
- Viene visualizzata la schermata
"dati amministrativi".
Selezionare il parametro "n. grup-
3
po"mediante i tasti giù (6) o su (7).
Selezionare il gruppo desiderato (0 -
4
99) servendosi della manopola di re-
golazione (18)
Selezionare il parametro "n. JOB"me-
5
diante i tasti giù (6) o su (7).
Selezionare la lavorazione desiderata
6
(0 - 999) servendosi della manopola di
regolazione (18)
- Selezionando una lavorazione del
gruppo successivo, si modifica in
modo corrispondente il gruppo visualizzato.
Visualizzazioni
diverse dei dati
amministrativi, in
base al tipo di lavorazione
La visualizzazione dei dati amministrativi cambia in base al tipo di lavorazione selezionato, ad esempio:
Con le lavorazioni Synergic MIG/MAG
sono visualizzati:
- corrente di saldatura, tensione di
saldatura e spessore del materiale,
ognuno in base all'avanzamento filo
impostato.
- programma di saldatura
- data creazione
Con le lavorazioni CC/CV-Mode sono visualizzati:
- corrente e voltaggio nominale saldatura
- data creazione
Il tasto F4 "materiale" non è attivo, l'assegnazione della funzione al tasto funzione
viene visualizzata in grigio.
81

Schermata "dati amministrativi" per una lavorazione
Synergic MIG/MAG
Schermata "dati amministrativi" per una lavorazione
CC/CV-Mode
82

Recupero e modifica del programma di saldatura
per la lavorazione selezionata
In generale L'ordine delle schermate visualizzate sulla "barra delle caselle" dipende dal tipo di cia-
scuna lavorazione selezionata.
La schermata "programma di saldatura" viene visualizzata soltanto se la lavorazione è di
tipo Synergic MIG/MAG.
IT
Recupero del
programma di
saldatura di una
lavorazione
Ottimizzazione e gestione JOB: Schermata "programma di saldatura"
Richiamare la voce di menu "ottimiz-
1
zazione e gestione JOB".
Indipendentemente dalla schermata
2
visualizzata, selezionare il parametro
"n. gruppo"mediante i tasti giù (6) o su
(7).
Selezionare il gruppo desiderato (0 -
3
99) servendosi della manopola di regolazione (18)
Selezionare il parametro "n. JOB"me-
4
diante i tasti giù (6) o su (7).
Selezionare la lavorazione desiderata
5
(0 - 999) servendosi della manopola di
regolazione (18)
- Selezionando una lavorazione del
gruppo successivo, si modifica in
modo corrispondente il gruppo visualizzato.
Selezionare la schermata "programma
6
di saldatura" servendosi del tasto destra (8).
- Viene visualizzata la schermata
"programma di saldatura".
Modifica del programma di saldatura di una lavorazione
Ottimizzazione e gestione JOB: Schermata "programma di saldatura"
Richiamare il programma di saldatura
1
di una lavorazione (JOB)
Per modificare il programma di salda-
2
tura, premere il tasto F4 "materiale":
- La prima schermata "seleziona
materiale apporto" della guida
"Wizard" viene visualizzata.
83

Schermata "seleziona materiale apporto": selezionato
AlMg5
Selezionare il materiale desiderato
3
servendosi della manopola di regolazione (18)
Premere il tasto F2 "avanti":
4
- La seconda schermata "seleziona
diametro filo" della guida "Wizard"
viene visualizzata.
- Vengono visualizzati soltanto i dia-
metri filo disponibili per il materiale
selezionato nella prima schermata.
Selezionare il diametro filo desiderato
5
servendosi della manopola di regolazione (18)
Premere il tasto F2 "avanti":
6
- La terza schermata "seleziona
gas" della guida "Wizard" viene visualizzata.
- Vengono visualizzati soltanto i gas
disponibili per il materiale selezionato nella prima schermata e i
diametri filo selezionati nella seconda schermata.
Schermata "seleziona diametro filo": 1,0 mm selezionato
Schermata "seleziona gas": selezionato I1 100% Ar
Selezionare il gas desiderato serven-
7
dosi della manopola di regolazione
(18)
Premere il tasto F2 "avanti":
8
- La schermata "seleziona riferi-
mento" viene visualizzata soltanto
nel caso in cui per il materiale selezionato, per il diametro filo selezionato e per il gas inerte selezionato siano presenti in memoria più
curve caratteristiche.
- Il valore fra parentesi che segue il
nome del processo indica la quantità di curve caratteristiche presenti in memoria per tale processo.
84

Esempio: AlSi 5 / 1,2 mm / I1 100% Ar, schermata
"seleziona riferimento": selezionata curva caratteristica S0016
Selezionare i parametri relativi me-
9
diante i tasti giù (6) o su (7)
Selezionare il numero di riferimento
10
corrispondente alla curva caratteristica
mediante la manopola di regolazione
(18)
- Esempio:
la curva caratteristica C0876 è
adatta soltanto alla modalità CMT.
Premere il tasto F2 "avanti".
11
- La quarta schermata "programma
di saldatura" della guida "Wizard"
viene visualizzata come conferma.
- Premendo il tasto F1 "indietro", è
possibile visualizzare nuovamente
le schermate relative alle fasi di
lavoro già concluse. È possibile
apportare modifiche.
Premere il tasto F2 "pronto".
12
IT
Ottimizzazione e gestione JOB: Schermata "programma di saldatura"
Ottimizzazione e gestione JOB: Schermata "programma di saldatura"
Il programma di saldatura impostato viene
applicato, viene visualizzata la schermata
"programma di saldatura".
85

Recupero e modifica dei parametri di lavoro per la
lavorazione selezionata
In generale L'ordine delle schermate visualizzate sulla "barra delle caselle" dipende dal tipo di cia-
scuna lavorazione selezionata.
Recupero e modifica dei parametri
di lavoro per una
lavorazione
Richiamare la voce di menu "ottimizzazione e gestione JOB".
1
Indipendentemente dalla schermata visualizzata, selezionare il parametro "n. grup-
2
po"mediante i tasti giù (6) o su (7).
Selezionare il gruppo desiderato (0 - 99) servendosi della manopola di regolazione
3
(18)
Selezionare il parametro "n. JOB"mediante i tasti giù (6) o su (7).
4
Selezionare la lavorazione desiderata (0 - 999) servendosi della manopola di regola-
5
zione (18)
- Selezionando una lavorazione del gruppo successivo, si modifica in modo corrispondente il gruppo visualizzato.
Selezionare la schermata "parametri di lavoro" servendosi del tasto destra (8).
6
- Viene visualizzata la schermata "parametri di lavoro".
Selezionare i parametri relativi me-
7
diante i tasti giù (6) o su (7).
Modificare il valore del parametro me-
8
diante la manopola di regolazione (18)
- Il valore di un determinato parametro può essere modificato soltanto entro i limiti di regolazione
definiti. I limiti di regolazione sono
memorizzati.
86
Ottimizzazione e gestione JOB: Schermata "parametri di lavoro"

Avvertenza sulle
modifiche al valore dell'avanzamento filo
Schermata "parametri di lavoro", modifica del valore
dell'avanzamento filo
Se la lavorazione è di tipo Synergic MIG/
MAG, modificando il valore dell'avanzamento filo nella schermata "parametri di lavoro", cambiano anche i valori di corrente
e tensione di saldatura a causa della funzione Synergic.
La modifica della corrente e della tensione
di saldatura deve essere tenuta in considerazione nella schermata "QMaster" per i
parametri "val. nominale corrente" e "val.
nominale voltaggio".
IT
87

Recupero e modifica delle impostazioni processo
per la lavorazione selezionata
In generale L'ordine delle schermate visualizzate sulla "barra delle caselle" dipende dal tipo di cia-
scuna lavorazione selezionata.
Recupero e modifica delle impostazioni processo
per una lavorazione
Richiamare la voce di menu "ottimizzazione e gestione JOB".
1
Indipendentemente dalla schermata visualizzata, selezionare il parametro "n. grup-
2
po"mediante i tasti giù (6) o su (7).
Selezionare il gruppo desiderato (0 - 99) servendosi della manopola di regolazione
3
(18)
Selezionare il parametro "n. JOB"mediante i tasti giù (6) o su (7).
4
Selezionare la lavorazione desiderata (0 - 999) servendosi della manopola di regola-
5
zione (18)
- Selezionando una lavorazione del gruppo successivo, si modifica in modo corrispondente il gruppo visualizzato.
Selezionare la schermata "impostazio-
6
ni processo" servendosi del tasto destra (8).
- Viene visualizzata la schermata
"impostazioni processo".
Selezionare i parametri relativi me-
7
diante i tasti giù (6) o su (7).
Modificare il valore del parametro me-
8
diante la manopola di regolazione (18)
- Il valore di un determinato parametro può essere modificato soltanto entro i limiti di regolazione
definiti. I limiti di regolazione sono
memorizzati.
88
Ottimizzazione e gestione JOB: Schermata "impostazioni processo"

Recupero e modifica del parametro Speciale 2 tempi per la lavorazione selezionata
In generale L'ordine delle schermate visualizzate sulla "barra delle caselle" dipende dal tipo di cia-
scuna lavorazione selezionata.
Viene visualizzata solo la schermata "speciale 2 tempi":
- Se per la lavorazione selezionata la modalità torcia è impostata su "2 tempi S"
- Con le lavorazioni Synergic MIG/MAG
IT
Recupero e modifica del parametro Speciale 2
tempi per una lavorazione
Richiamare la voce di menu "ottimizzazione e gestione JOB".
1
Indipendentemente dalla schermata visualizzata, selezionare il parametro "n. grup-
2
po"mediante i tasti giù (6) o su (7).
Selezionare il gruppo desiderato (0 - 99) servendosi della manopola di regolazione
3
(18)
Selezionare il parametro "n. JOB"mediante i tasti giù (6) o su (7).
4
Selezionare la lavorazione desiderata (0 - 999) servendosi della manopola di regola-
5
zione (18)
- Selezionando una lavorazione del gruppo successivo, si modifica in modo corrispondente il gruppo visualizzato.
Selezionare la schermata "speciale 2 tempi" servendosi del tasto destra (8).
6
- Viene visualizzata la schermata "speciale 2 tempi".
Selezionare i parametri relativi me-
7
diante i tasti giù (6) o su (7).
Modificare il valore del parametro me-
8
diante la manopola di regolazione (18)
- Il valore di un determinato parametro può essere modificato soltanto entro i limiti di regolazione
definiti. I limiti di regolazione sono
memorizzati.
Ottimizzazione e gestione JOB: Schermata "speciale
2 tempi"
89

Recupero e modifica del parametro Speciale 4 tempi per la lavorazione selezionata
In generale L'ordine delle schermate visualizzate sulla "barra delle caselle" dipende dal tipo di cia-
scuna lavorazione selezionata.
Viene visualizzata solo la schermata "4 tempi speciale":
- Se per la lavorazione selezionata la modalità torcia è impostata su "4 tempi S"
- Con le lavorazioni Synergic MIG/MAG
Recupero e modifica del parametro Speciale 4
tempi per una lavorazione
Richiamare la voce di menu "ottimizzazione e gestione JOB".
1
Indipendentemente dalla schermata visualizzata, selezionare il parametro "n. grup-
2
po"mediante i tasti giù (6) o su (7).
Selezionare il gruppo desiderato (0 - 99) servendosi della manopola di regolazione
3
(18)
Selezionare il parametro "n. JOB"mediante i tasti giù (6) o su (7).
4
Selezionare la lavorazione desiderata (0 - 999) servendosi della manopola di regola-
5
zione (18)
- Selezionando una lavorazione del gruppo successivo, si modifica in modo corrispondente il gruppo visualizzato.
Selezionare la schermata "4 tempi speciale" servendosi del tasto destra (8).
6
- Viene visualizzata la schermata "4 tempi speciale".
Selezionare i parametri relativi me-
7
diante i tasti giù (6) o su (7).
Modificare il valore del parametro me-
8
diante la manopola di regolazione (18)
- Il valore di un determinato parametro può essere modificato soltanto entro i limiti di regolazione
definiti. I limiti di regolazione sono
memorizzati.
90
Ottimizzazione e gestione JOB: Schermata "4 tempi
speciale"

Recupero e modifica del parametro Saldat. punti
per la lavorazione selezionata
In generale L'ordine delle schermate visualizzate sulla "barra delle caselle" dipende dal tipo di cia-
scuna lavorazione selezionata.
Viene visualizzata solo la schermata "saldat. punti":
- Se per la lavorazione selezionata la modalità torcia è impostata su "4 tempi S"
- Con le lavorazioni Synergic MIG/MAG
IT
Recupero e modifica del parametro Saldat. punti
per una lavorazione
Richiamare la voce di menu "ottimizzazione e gestione JOB".
1
Indipendentemente dalla schermata visualizzata, selezionare il parametro "n. grup-
2
po"mediante i tasti giù (6) o su (7).
Selezionare il gruppo desiderato (0 - 99) servendosi della manopola di regolazione
3
(18)
Selezionare il parametro "n. JOB"mediante i tasti giù (6) o su (7).
4
Selezionare la lavorazione desiderata (0 - 999) servendosi della manopola di regola-
5
zione (18)
- Selezionando una lavorazione del gruppo successivo, si modifica in modo corrispondente il gruppo visualizzato.
Selezionare la schermata "saldat. punti" servendosi del tasto destra (8).
6
- Viene visualizzata la schermata "saldat. punti".
Selezionare i parametri relativi me-
7
diante i tasti giù (6) o su (7).
Modificare il valore del parametro me-
8
diante la manopola di regolazione (18)
- Il valore di un determinato parametro può essere modificato soltanto entro i limiti di regolazione
definiti. I limiti di regolazione sono
memorizzati.
Ottimizzazione e gestione JOB: Schermata "saldat.
punti"
91

Definizione dei limiti correzione per la lavorazione
selezionata
In generale L'ordine delle schermate visualizzate sulla "barra delle caselle" dipende dal tipo di cia-
scuna lavorazione selezionata.
La schermata "limiti correzione" viene visualizzata soltanto se la lavorazione è di tipo Synergic MIG/MAG.
Scopo dei limiti
correzione
Definizione dei limiti correzione
per una lavorazione
I limiti correzione si possono inserire singolarmente per ogni lavorazione.
Se per una lavorazione si stabiliscono limiti di correzione, è possibile eseguire correzioni
di saldatura JOB, potenza di saldatura e lunghezza dell'arco voltaico sulla relativa lavorazione comprese nei limiti definiti.
Richiamare la voce di menu "ottimizzazione e gestione JOB".
1
Indipendentemente dalla schermata visualizzata, selezionare il parametro "n. grup-
2
po"mediante i tasti giù (6) o su (7).
Selezionare il gruppo desiderato (0 - 99) servendosi della manopola di regolazione
3
(18)
Selezionare il parametro "n. JOB"mediante i tasti giù (6) o su (7).
4
Selezionare la lavorazione desiderata (0 - 999) servendosi della manopola di regola-
5
zione (18)
- Selezionando una lavorazione del gruppo successivo, si modifica in modo corrispondente il gruppo visualizzato.
Selezionare la schermata "limiti correzione" servendosi del tasto destra (8).
6
- Viene visualizzata la schermata "limiti correzione".
Selezionare i parametri relativi me-
7
diante i tasti giù (6) o su (7).
Modificare il valore del parametro me-
8
diante la manopola di regolazione (18)
- Il valore di un determinato parametro può essere modificato soltanto entro i limiti di regolazione
definiti. I limiti di regolazione sono
memorizzati.
92
Ottimizzazione e gestione JOB: Schermata "limiti correzione"

Spiegazione dei
limiti correzione
L'intervallo di correzione per la potenza di saldatura è così composto:
avanzamento filo impostato Esem-
pio:
+ Valore in % del limite sup. potenza + 5,0 %
15,0 m/mi
n
IT
= limite superiore della potenza di saldatura
avanzamento filo impostato Esem-
- Valore in % del limite inf. potenza - 3,0 %
= limite inferiore della potenza di saldatura
Per la saldatura JOB, è quindi possibile correggere la potenza di saldatura tra 14,6
m/min e 15,8 m/min.
L'intervallo di correzione per la lunghezza arco voltaico è così composta:
Valore correzione arco voltaico impostato Esem-
+ Valore in % dei limiti corr. lungh. arco voltai-co + 20,0 %
= limite superiore della lunghezza arco voltai-
co
pio:
pio:
= 15,8 m/mi
15,0 m/mi
= 14,6 m/mi
+ 10,0 %
= 30,0 %
n
n
n
Valore correzione arco voltaico impostato Esem-
pio:
- Valore in % dei limiti corr. lungh. arco voltai-co - 20,0 %
= limite inferiore della lunghezza arco voltaico
Per la saldatura JOB, è quindi possibile correggere la lunghezza arco voltaico entro un
intervallo compreso tra - 10,0% e + 30%.
+ 10,0 %
= -10,0 %
93

Docum. specif. JOB
In generale L'ordine delle schermate visualizzate sulla "barra delle caselle" dipende dal tipo di cia-
scuna lavorazione selezionata.
Scopo della funzione "docum.
specif. JOB"
Presupposto per
"docum. specif.
JOB"
Definizione di docum. specif. JOB
"docum. specif. JOB" serve a documentare i dati di saldatura attuali relativi a una lavorazione selezionata.
"docum. specif. JOB" può essere impostata singolarmente per ogni lavorazione.
Il parametro "docum. JOB" nella schermata "impostazioni di base" della voce di menu
"documentazione" deve essere impostato come segue:
- Parametro "docum. JOB" ... per ogni lavorazione
Richiamare la voce di menu "ottimizzazione e gestione JOB".
1
Indipendentemente dalla schermata visualizzata, selezionare il parametro "n. grup-
2
po"mediante i tasti giù (6) o su (7).
Selezionare il gruppo desiderato (0 - 99) servendosi della manopola di regolazione
3
(18)
Selezionare il parametro "n. JOB"mediante i tasti giù (6) o su (7).
4
Selezionare la lavorazione desiderata (0 - 999) servendosi della manopola di regola-
5
zione (18)
- Selezionando una lavorazione del gruppo successivo, si modifica in modo corrispondente il gruppo visualizzato.
Selezionare la schermata "docum. specif. JOB" servendosi del tasto destra (8).
6
- Viene visualizzata la schermata "docum. specif. JOB".
Ottimizzazione e gestione JOB: Schermata "docum.
specif. JOB"
Selezionare i parametri relativi me-
7
diante i tasti giù (6) o su (7).
Modificare il valore del parametro me-
8
diante la manopola di regolazione (18)
- Il valore di un determinato parametro può essere modificato soltanto entro i limiti di regolazione
definiti. I limiti di regolazione sono
memorizzati.
94

Spiegazione della
docum. specif.
JOB
Parametri Impostazione Risultato
Documentazio-neacc Per la saldatura JOB, i dati di saldatura attuali
relativi alla lavorazione selezionata sono documentati dai parametri "intervallo cucitura" e "intervallo tempo".
spe Per la saldatura JOB, i valori di saldatura attuali
relativi alla lavorazione selezionata non sono
documentati
Intervallo cucitu-ra1 Per la saldatura JOB, i dati di saldatura attuali
relativi alla lavorazione selezionata sono documentati per ciascuna cucitura (punto di saldatura)
2 Per la saldatura JOB, i dati di saldatura attuali
relativi alla lavorazione selezionata sono docu-
mentati ogni 2 cuciture (punti di saldatura).
...
100 Per la saldatura JOB, i dati di saldatura attuali
relativi alla lavorazione selezionata sono docu-
mentati ogni 100 cuciture (punti di saldatura) (=
intervallo cucitura massimo).
Intervallo tempo spe Per la saldatura JOB, i valori di saldatura attuali
relativi alla lavorazione selezionata sono docu-
mentati una volta per ciascuna cucitura
IT
0,1 Per la saldatura JOB, i valori di saldatura attuali
relativi alla lavorazione selezionata sono docu-
mentati ogni 0,1 sec.
0,2 Per la saldatura JOB, i dati di saldatura attuali
relativi alla lavorazione selezionata sono docu-
mentati ogni 0,2 sec.
...
9,9 Per la saldatura JOB, i dati di saldatura attuali
relativi alla lavorazione selezionata sono docu-
mentati ogni 9,9 sec (= intervallo tempo max.).
95

Recupero e modifica del parametro SynchroPuls
per la lavorazione selezionata
In generale L'ordine delle schermate visualizzate sulla "barra delle caselle" dipende dal tipo di cia-
scuna lavorazione selezionata.
Viene visualizzata solo la schermata "SynchroPuls":
- Se sul generatore è installata l'opzione SynchroPuls
- Con le lavorazioni Synergic MIG/MAG
Recupero e modifica del parametro SynchroPuls
per una lavorazione
Richiamare la voce di menu "ottimizzazione e gestione JOB".
1
Indipendentemente dalla schermata visualizzata, selezionare il parametro "n. grup-
2
po"mediante i tasti giù (6) o su (7).
Selezionare il gruppo desiderato (0 - 99) servendosi della manopola di regolazione
3
(18)
Selezionare il parametro "n. JOB"mediante i tasti giù (6) o su (7).
4
Selezionare la lavorazione desiderata (0 - 999) servendosi della manopola di regola-
5
zione (18)
- Selezionando una lavorazione del gruppo successivo, si modifica in modo corrispondente il gruppo visualizzato.
Selezionare la schermata "SynchroPuls" servendosi del tasto destra (8)
6
- Viene visualizzata la schermata "SynchroPuls".
Selezionare i parametri relativi me-
7
diante i tasti giù (6) o su (7).
Modificare il valore del parametro me-
8
diante la manopola di regolazione (18)
- Il valore di un determinato parametro può essere modificato soltanto entro i limiti di regolazione
definiti. I limiti di regolazione sono
memorizzati.
96
Ottimizzazione e gestione JOB: Schermata "SynchroPuls"

Definizione dei valori QMaster per la lavorazione
selezionata
In generale L'ordine delle schermate visualizzate sulla "barra delle caselle" dipende dal tipo di cia-
scuna lavorazione selezionata.
IT
Scopo dei valori
QMaster
Definizione dei
valori QMaster
per una lavorazione
I valori QMaster si possono inserire singolarmente per ogni lavorazione. In caso di superamento o non raggiungimento dei valori QMaster stabiliti per un determinato periodo di
tempo, si manifesteranno le seguenti reazioni:
- spegnimento improvviso del generatore
- emissione di un segnale di avviso
- nessuna reazione
Richiamare la voce di menu "ottimizzazione e gestione JOB".
1
Indipendentemente dalla schermata visualizzata, selezionare il parametro "n. grup-
2
po"mediante i tasti giù (6) o su (7).
Selezionare il gruppo desiderato (0 - 99) servendosi della manopola di regolazione
3
(18)
Selezionare il parametro "n. JOB"mediante i tasti giù (6) o su (7).
4
Selezionare la lavorazione desiderata (0 - 999) servendosi della manopola di regola-
5
zione (18)
- Selezionando una lavorazione del gruppo successivo, si modifica in modo corrispondente il gruppo visualizzato.
Selezionare la schermata "QMaster" servendosi del tasto destra (8)
6
- Viene visualizzata la schermata "QMaster"
Selezionare i parametri relativi me-
7
diante i tasti giù (6) o su (7).
Modificare il valore del parametro me-
8
diante la manopola di regolazione (18)
- Il valore di un determinato parametro può essere modificato soltanto entro i limiti di regolazione
definiti. I limiti di regolazione sono
memorizzati.
Ottimizzazione e gestione JOB: Schermata "QMaster"
97

AVVERTENZA!
Modificando il valore per l'avanzamento filo nella schermata "parametri di lavoro",
cambiano anche i valori della corrente e della tensione di saldatura a causa della
funzione Synergic. La modifica della corrente e della tensione di saldatura deve
essere tenuta in considerazione nella schermata "QMaster" per i parametri "val.
nominale corrente" e "val. nominale voltaggio".
IMPORTANTE! Inserendo per una lavorazione selezionata il valore "spe" per i parametri
"tempo max. deviaz. voltaggio" e "tempo max. deviaz. corrente", la funzione Q-Master
per la lavorazione interessata è disattivata.
Spiegazione dei
valori QMaster
Valore nominale corrente Esem-
pio:
+ Valore in A del limite sup. corrente + 6,0 A
= valore limite superiore della corrente di sal-
datura
Valore nominale corrente Esem-
- Valore in A del limite inf. corrente - 6,0 A
= valore limite inferiore della corrente di sal-
datura
Tempo max. deviaz. corrente Esem-
reazione Esem-
Se per la saldatura JOB la corrente di saldatura effettiva è maggiore di 344 A o inferiore
a 332 A per più di 0,3 sec, come reazione viene visualizzato un avviso.
pio:
pio:
pio:
338,0 A
= 344,0 A
338,0 A
= 332,0 A
0,3 s
Avviso
Valore nominale voltaggio Esem-
pio:
+ Valore in V del limite sup. voltaggio + 0,2 V
= valore limite superiore del voltaggio nomi-
nale saldatura
Valore nominale voltaggio Esem-
- Valore in V del limite inf. voltaggio - 0,2 A
= valore limite inferiore del voltaggio nomina-
le saldatura
Tempo max. deviaz. corrente Esem-
reazione Esem-
pio:
pio:
pio:
28,6 V
= 28,8 V
28,6 A
= 28,4 A
0,3 s
Avviso
98

Se per la saldatura JOB la tensione di saldatura effettiva è maggiore di 28,8 V o inferiore
a 28,4 V per più di 0,3 sec, come reazione viene visualizzato un avviso.
IT
99

Definizione dei valori QMaster dell’avanzamento filo per la lavorazione selezionata
In generale L'ordine delle schermate visualizzate sulla "barra delle caselle" dipende dal tipo di cia-
scuna lavorazione selezionata.
Scopo dei valori
QMaster
Definizione dei
valori Q-Master
dell'avanzamento
filo per una lavorazione
I valori QMaster si possono inserire singolarmente per ogni lavorazione. In caso di superamento o non raggiungimento dei valori QMaster stabiliti per un determinato periodo di
tempo, si manifesteranno le seguenti reazioni:
- spegnimento improvviso del generatore
- emissione di un segnale di avviso
- nessuna reazione
Le reazioni impostate nella schermata "QMaster" sono valide anche per i valori QMaster
dell'avanzamento filo.
Richiamare la voce di menu "ottimizzazione e gestione JOB".
1
Indipendentemente dalla schermata visualizzata, selezionare il parametro "n. grup-
2
po"mediante i tasti giù (6) o su (7).
Selezionare il gruppo desiderato (0 - 99) servendosi della manopola di regolazione
3
(18)
Selezionare il parametro "n. JOB"mediante i tasti giù (6) o su (7).
4
Selezionare la lavorazione desiderata (0 - 999) servendosi della manopola di regola-
5
zione (18)
- Selezionando una lavorazione del gruppo successivo, si modifica in modo corrispondente il gruppo visualizzato.
Selezionare la schermata "QMaster vD" servendosi del tasto destra (8).
6
- Viene visualizzata la schermata "QMaster vD".
Ottimizzazione e gestione JOB: schermata "QMaster
vD"
Selezionare i parametri relativi me-
7
diante i tasti giù (6) o su (7).
Modificare il valore del parametro me-
8
diante la manopola di regolazione (18)
- Il valore di un determinato parametro può essere modificato soltanto entro i limiti di regolazione
definiti. I limiti di regolazione sono
memorizzati.
100
 Loading...
Loading...