

Page 1

Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
RCU 5000i
Instrukcja obsługi
PL
42,0426,0021,PL 005-12102021
Page 2

Page 3

Spis treści
Przepisy dotyczące bezpieczeństwa 9
Objaśnienie do wskazówek bezpieczeństwa 9
Informacje ogólne 9
Użytkowanie zgodne z przeznaczeniem 10
Warunki otoczenia 10
Obowiązki użytkownika 10
Obowiązki personelu 10
Klasyfikacja kompatybilności elektromagnetycznej urządzeń (EMC) 11
Środki zapewniające kompatybilność elektromagnetyczną 11
Środki zapobiegania zakłóceniom elektromagnetycznym 11
Środki bezpieczeństwa dotyczące miejsca ustawienia oraz transportu 12
Uruchamianie, konserwacja i naprawa 12
Znak bezpieczeństwa 12
Bezpieczeństwo danych 13
Prawa autorskie 13
Informacje ogólne 14
Koncepcja urządzenia 14
Obszary zastosowań 14
Zalety 14
Wyposażenie seryjne 14
Opcje 14
Dane techniczne 15
Wskazówki dotyczące zakłóceń radiowych 15
Funkcje nieopisane w niniejszej instrukcji 15
Elementy obsługi oraz przyłącza 16
Panel obsługi 16
Wskazówki dotyczące przycisku OK 17
Inne elementy obsługi, przyłącza i elementy mechaniczne 18
Koncepcja obsługi 20
Orientacja w czynnościach roboczych 20
Centralne menu 20
„Pętla” 20
Przejmowanie wartości 21
Opis wskazań na wyświetlaczu 22
Informacje ogólne 22
Ekran „Main menu” (Menu główne) 22
Ekran „Data” (Dane) 22
Ekran „Wizard” (Kreator) 23
Ekran „Dialog” (Okno dialogowe) 24
Ekran „Message” (Komunikat) 24
ekran „Error” (Błąd) 25
Uruchamianie 27
Przed uruchomieniem 27
Wymagania systemowe 27
Podłączenie RCU 5000i 27
Sekwencja startowa – ustawianie języka 28
Błąd „073 (no Host)” (073 (brak połączenia z hostem)) – brak połączenia ze źródłem prądu spawalniczego
Blokowanie i odblokowywanie RCU 5000i za pomocą karty klucza 30
Warunek 30
Zarządzanie użytkownikami, profile, klucze 30
Blokowanie RCU 5000i 30
Odblokowywanie RCU 5000i 31
Odblokowywanie RCU 5000i za pomocą funkcji „Unlock” (Odblokuj) 32
Spawanie MIG/MAG Synergic 33
Informacje ogólne 33
Wywołać punkt menu „MIG/MAG synergic welding” (Spawanie MIG/MAG Synergic) 33
Przegląd 33
Wywoływanie programu spawania 34
Wywoływanie programu spawania 34
PL
29
3
Page 4

Ustawianie parametrów roboczych 35
Ustawianie parametrów roboczych 35
Tryby pracy palnika 35
Metoda spawania 35
Metoda spawania „CMT” (CMT) 37
Przełączanie na duży ekran 39
Informacje ogólne 39
Przełączanie na duży ekran 39
Ustawianie parametrów dla ustawień metody spawania 40
Ustawianie parametrów dla ustawień metody spawania 40
Ustawianie dalszych parametrów: specjalny tryb 2-taktowy, specjalny tryb 4-taktowy, spawanie punktowe
Ustawianie dalszych parametrów dla specjalnego trybu 2-taktowego 41
Ustawianie dalszych parametrów dla specjalnego trybu 4-taktowego 42
Ustawianie dalszych parametrów dla spawania punktowego 42
Ustawianie parametrów SynchroPuls 44
Informacje ogólne 44
Ustawianie parametrów SynchroPuls (opcja oprogramowania) 44
Spawanie MIG/MAG Manual 45
Informacje ogólne 45
Wywołać punkt menu „MIG/MAG standard manual welding” (Spawanie MIG/MAG Manual) 45
Przegląd 45
Wywoływanie programu spawania 46
Wybór programu spawania 46
Ustawianie parametrów roboczych 47
Ustawianie parametrów roboczych 47
Tryby pracy palnika 47
Przełączanie na duży ekran 48
Informacje ogólne 48
Przełączanie na duży ekran 48
Ustawianie parametrów dla ustawień metody spawania 49
Ustawianie parametrów dla ustawień metody spawania 49
Ustawianie dalszych parametrów dla spawania punktowego 50
Ustawianie dalszych parametrów dla spawania punktowego 50
Ustawianie programu spawania i materiału 51
Informacje ogólne 51
Ustawianie programu spawania i materiału 51
Tworzenie charakterystyk użytkownika – dostosowywanie charakterystyki 53
Informacje ogólne 53
Podstawy dotyczące tworzenia charakterystyk użytkownika 53
Tworzenie charakterystyk użytkownika – dostosowywanie charakterystyk 53
Tworzenie punktów charakterystyk dla charakterystyk użytkownika 57
Informacje ogólne 57
Podstawy dotyczące tworzenia punktów charakterystyk 57
Tworzenie punktu charakterystyki 57
Wybór charakterystyk użytkownika 61
Wybór charakterystyk użytkownika 61
Spawanie elektrodą topliwą 62
Wywoływanie punktu menu „Rod electrode (MMA welding)” (Spawanie elektrodą topliwą) 62
Ustawianie parametrów roboczych 62
Przełączanie na duży ekran 63
Ustawianie parametrów dla ustawień metody spawania 63
Spawanie TIG 64
Wywoływanie punktu menu „TIG welding” (Spawanie TIG) 64
Ustawianie parametrów roboczych 64
Przełączanie na duży ekran 65
Tryb CC/CV 66
Informacje ogólne 66
Wywoływanie punktu menu „CC/CV mode” (Tryb CC/CV) 66
Ustawianie parametrów roboczych 66
Przełączanie na duży ekran 67
Ustawianie parametrów dla ustawień metody spawania 67
Spawanie Job 68
Wywoływanie punktu menu „Job welding” (Spawanie Job) 68
41
4
Page 5

Ustawianie parametrów roboczych dla zadania 68
Przełączanie na duży ekran 69
Zmiana metody spawania podczas spawania CMT Advanced 69
Zapisywanie ustawień jako zadania 70
Informacje ogólne 70
Wskazówki dotyczące zapisywania zadań 70
Zapisz jako zadanie 70
Wewnętrzne / zewnętrzne ustawianie wybranych parametrów 73
Informacje ogólne 73
Wewnętrzne / zewnętrzne ustawienia parametrów 73
Optymalizacja i zarządzanie zadaniami 75
Informacje ogólne 75
Wywoływanie punktu menu „Optimizing and managing jobs” (Optymalizacja i zarządzanie zada-
niami)
Przegląd 77
Zarządzanie zadaniami 78
Zarządzanie zadaniami 78
Usuwanie grup i zadań 80
Wywoływanie danych administracyjnych dla wybranego zadania 83
Wywoływanie danych administracyjnych zadania 83
Różne wskaźniki danych administracyjnych, w zależności od rodzaju zadania 83
Wywoływanie i zmiana programu spawania dla wybranego zadania 85
Informacje ogólne 85
Wywoływanie programu spawania dla zadania 85
Zmiana programu spawania dla zadania 85
Wywoływanie i zmiana parametrów roboczych dla wybranego zadania 88
Informacje ogólne 88
Wywoływanie i zmiana parametrów roboczych dla zadania 88
Wskazówka dotycząca zmian wartości prędkości podawania drutu 89
Wywoływanie i zmiana ustawień metody spawania dla wybranego zadania 90
Informacje ogólne 90
Wywoływanie i zmiana ustawień metody spawania dla zadania 90
Wywoływanie i zmiana parametrów specjalnego trybu 2-taktowego dla wybranego zadania 91
Informacje ogólne 91
Wywoływanie i zmiana parametrów specjalnego trybu 2-taktowego dla zadania 91
Wywoływanie i zmiana parametrów specjalnego trybu 4-taktowego dla wybranego zadania 92
Informacje ogólne 92
Wywoływanie i zmiana parametrów specjalnego trybu 4-taktowego dla zadania 92
Wywoływanie i zmiana parametrów spawania punktowego dla wybranego zadania 93
Informacje ogólne 93
Wywoływanie i zmiana parametrów spawania punktowego dla zadania 93
Definiowanie granic korekty dla wybranego zadania 94
Informacje ogólne 94
Cel granic korekty 94
Definiowanie granic korekty dla zadania 94
Objaśnienie na temat granic korekty 95
Dokumentacja zadań 96
Informacje ogólne 96
Cel funkcji „Job-specific documentation” (Dokumentacja zadań) 96
Warunek dla funkcji „Job-specific documentation” (Dokumentacja zadań) 96
Definiowanie dokumentacji zadań 96
Warunek dla funkcji dokumentacji zadań 97
Wywoływanie i zmiana parametrów SynchroPuls dla wybranego zadania 98
Informacje ogólne 98
Wywoływanie i zmiana parametrów SynchroPuls dla zadania 98
Definiowanie wartości QMaster dla wybranego zadania 99
Informacje ogólne 99
Cel wartości QMaster 99
Definiowanie wartości QMaster dla zadania 99
Objaśnienie na temat wartości QMaster 100
Definiowanie wartości QMaster prędkości podawania drutu dla wybranego zadania 101
Informacje ogólne 101
Cel wartości QMaster 101
Definiowanie wartości QMaster prędkości podawania drutu dla zadania 101
76
PL
5
Page 6

Objaśnienie dotyczące wartości QMaster prędkości podawania drutu 102
Optymalizacja i zarządzanie charakterystykami 103
Informacje ogólne 103
Wywoływanie punktu menu „Optimizing and managing characteristics” (Optymalizacja i zarządza-
nie charakterystykami)
Przegląd 104
Zarządzanie charakterystykami 105
Wybór charakterystyk 105
Nadawanie nazw i zmiana nazw charakterystyk 106
Usuwanie charakterystyk 107
Zarządzanie punktami charakterystyk 109
Wybór punktów charakterystyk 109
Wstawianie punktów charakterystyk 109
Usuwanie punktów charakterystyk 112
Parametry charakterystyk dla charakterystyk standardowych 114
Zapłon 114
Statyczny łuk spawalniczy 114
Dynamiczny łuk spawalniczy 115
Koniec spawania 116
Wartości orientacyjne 117
Przejmowanie wartości orientacyjnych napięcia i prądu 117
Parametry charakterystyk dla charakterystyk Puls 118
Zapłon 118
Parametry pulsowania 118
Statyczny łuk spawalniczy 120
Zwarcie 122
Koniec spawania 122
Wartości orientacyjne 123
Przejmowanie wartości orientacyjnych napięcia i prądu 123
Parametry charakterystyk dla charakterystyk CMT 124
Informacje ogólne 124
Zapłon 124
Parametry CMT 125
Koniec spawania 126
Wartości orientacyjne 127
Przejmowanie wartości orientacyjnych napięcia i prądu 127
Parametry charakterystyk dla charakterystyk CMT / Puls 128
Informacje ogólne 128
Zapłon 128
Przegląd: Parametry CMT, parametry Pulsowania 129
Parametry CMT 129
Parametry Pulsowania 130
CMT / Puls 131
Koniec spawania 131
Wartości orientacyjne 131
Przejmowanie wartości orientacyjnych napięcia i prądu 131
Parametry charakterystyk dla charakterystyk CMT Advanced 133
Informacje ogólne 133
Zapłon 133
Hot start 133
Start spawania 134
Parametry CMT i parametry EN-CMT 134
EN/EP CMT 136
Koniec spawania 136
Wartości orientacyjne 136
Przejmowanie wartości orientacyjnych napięcia i prądu 137
Parametry charakterystyk dla charakterystyk CMT / Puls Advanced 138
Informacje ogólne 138
Zapłon 138
Hot start 138
Przegląd: Parametry CMT, parametry Pulsowania 139
Parametry CMT 139
Parametry Pulsowania 140
Cykle Puls/CMT 142
103
6
Page 7

Koniec spawania 142
Wartości orientacyjne 142
Zmiana parametrów charakterystyk 144
Regulator procesu 144
Ekrany wyświetlane w przypadku różnych charakterystyk 144
Zmiana parametrów charakterystyk 145
Dokumentacja 146
Informacje ogólne 146
Analiza danych spawania 146
Wywoływanie punktu menu „Documentation” (Dokumentacja) 147
Przegląd 148
Definiowanie ustawień podstawowych dla dokumentacji 149
Definiowanie ustawień podstawowych dla dokumentacji 149
Ustawienia podstawowe dokumentacji podczas zapisywania zadań 149
Objaśnienie na temat parametrów na ekranie „Basic settings” (Ustawienia podstawowe) 149
Dokumentacja na karcie pamięci 150
Zapotrzebowanie pamięci w przypadku dokumentacji na karcie pamięci 151
Definiowanie wartości QMaster 153
Cel wartości QMaster 153
Definiowanie wartości QMaster 153
Objaśnienie na temat wartości QMaster 153
Ustawianie maksymalnego prądu silnika 155
Informacje ogólne 155
Ustawianie maksymalnego prądu silnika 155
Licznik elementów 156
Informacje ogólne 156
Włączanie licznika elementów 156
Definiowanie numeru elementu 156
Zwiększanie numeru elementu 158
Dziennik spawania 160
Informacje ogólne 160
Dziennik spawania – wyświetlanie danych spawania 160
Dziennik zdarzeń 162
Informacje ogólne 162
Dziennik zdarzeń 162
Wyjmowanie karty pamięci 163
Informacje ogólne 163
Wyjmowanie karty pamięci 163
Ustawienia domyślne maszyny 165
Informacje ogólne 165
Wywołać punkt menu „Machine pre-sets” (Ustawienia domyślne maszyny) 165
Przegląd 165
Ustawianie ustawień domyślnych maszyny dla trybu spawania 166
Ustawianie ustawień domyślnych spawania dla trybu „MIG/MAG” (MIG/MAG) 166
Ustawianie ustawień domyślnych maszyny dla trybu „TIG” 166
Ustawianie ustawień domyślnych maszyny dla trybu „Rod electrode (MMA) welding” (Spawanie
elektrodą topliwą)
Ustawianie ustawień domyślnych maszyny dla trybu „Job” (Zadanie) 167
Ustawienia sieci Ethernet 168
Informacje ogólne 168
Zmiana ustawień sieci Ethernet 168
Parametry sieci Ethernet 169
Ustawianie daty i godziny 170
Ustawianie daty i godziny 170
Interfejs robota – tryb pracy z zastosowaniem robota 171
Informacje ogólne 171
Wewnętrzny wybór parametrów w trybie pracy z zastosowaniem robota 171
Zewnętrzny wybór parametrów w trybie pracy z zastosowaniem robota 172
Selektywne przełączanie zewnętrzne/wewnętrzne wybranych parametrów w przypadku
zewnętrznego wyboru parametrów
Dodatkowe funkcje w trybie pracy z zastosowaniem robota 174
Profile / klucze 177
Informacje ogólne 177
Objaśnienia 178
167
173
PL
7
Page 8

Profile zdefiniowane wstępnie 178
Profil „Administrator” (Administrator) 179
Profil „Locked” (Zablokowany) 179
Zalecenia dotyczące tworzenia profili i kluczy 180
Warunek 180
Sposób postępowania 180
Tworzenie i edytowanie profili 181
Warunek 181
Tworzenie klucza administratora 181
Tworzenie profili 183
Otwieranie / zamykanie profili 187
Edycja profilu 188
Usuwanie profilu 192
Profile przykładowe 194
Informacje ogólne 194
Zablokowany 194
Specjalista techniki spawania MIG / MAG 194
Programista robota 196
Spawacz / pracownik 197
Tworzenie i edytowanie kluczy 198
Przyporządkowywanie kart kluczy do profili (tworzenie kluczy) 198
Edycja użytkowników / kluczy 200
Usuwanie użytkowników / kluczy 202
Logowanie i wylogowywanie zarejestrowanych użytkowników w pilocie do zdalnej obsługi 204
Informacje ogólne 204
Logowanie użytkownika 204
Wyświetlanie zalogowanych użytkowników 205
Wylogowywanie użytkownika 206
Wyświetlanie profilu „Locked” (Zablokowany) 206
RCU 5000i – funkcja Unlock 207
Informacje ogólne 207
Włączanie za pomocą funkcji Unlock ekranu „Profiles / Keys” (Profile / klucze) 207
Dalsze sposoby postępowania 210
Ustawianie języka i jednostki 211
Informacje ogólne 211
Ustawianie języka i jednostki 211
Wyświetlanie danych wersji 212
Informacje ogólne 212
Wyświetlanie danych wersji 212
Tworzenie kopii zapasowej 213
Informacje ogólne 213
Tworzenie kopii zapasowej 213
Odtwarzanie danych 215
Informacje ogólne 215
Przywracanie danych – Restore 215
Synchronizacja podajnika drutu lub jednostki PushPull 217
Synchronizacja podajnika drutu (synchronizacja VR) 217
Synchronizacja jednostki PushPull 218
Synchronizacja L/R – synchronizacja indukcyjności obwodu spawania oraz rezystancji obwodu spawania
Informacje ogólne 222
Synchronizacja L/R 222
RCU 5000i – przywracanie ustawień fabrycznych 225
Informacje ogólne 225
RCU 5000i – przywracanie ustawień fabrycznych 225
RCU 5000i – aktualizacja oprogramowania 226
Warunki 226
Przed pierwszą aktualizacją – instalowanie sterownika LocalNetUSB 226
Przed pierwszą aktualizacją – instalowanie oprogramowania BASICLoad 232
RCU 5000i – aktualizacja oprogramowania 236
Przegląd alfabetyczny parametrów z możliwością ustawiania 238
Objaśnienie 238
Parametry A – Z 238
222
8
Page 9

Przepisy dotyczące bezpieczeństwa
PL
Objaśnienie do
wskazówek bezpieczeństwa
OSTRZEŻENIE!
Oznacza bezpośrednie niebezpieczeństwo.
Jeśli nie zostaną podjęte odpowiednie środki ostrożności, skutkiem będzie kalectwo
▶
lub śmierć.
NIEBEZPIECZEŃSTWO!
Oznacza sytuację niebezpieczną.
Jeśli nie zostaną podjęte odpowiednie środki ostrożności, skutkiem mogą być naj-
▶
cięższe obrażenia ciała lub śmierć.
OSTROŻNIE!
Oznacza sytuację potencjalnie szkodliwą.
Jeśli nie zostaną podjęte odpowiednie środki ostrożności, skutkiem mogą być okale-
▶
czenia lub straty materialne.
WSKAZÓWKA!
Oznacza możliwość pogorszonych rezultatów pracy i uszkodzeń wyposażenia.
Informacje
ogólne
Urządzenie zostało zbudowane zgodnie z najnowszym stanem techniki oraz uznanymi
zasadami bezpieczeństwa technicznego. Mimo to w przypadku błędnej obsługi lub nieprawidłowego zastosowania istnieje niebezpieczeństwo:
- odniesienia obrażeń lub śmiertelnych wypadków przez użytkownika lub osoby trzecie,
- uszkodzenia urządzenia oraz innych dóbr materialnych użytkownika,
- zmniejszenia wydajności urządzenia.
Wszystkie osoby, zajmujące się uruchomieniem, obsługą, konserwacją i utrzymywaniem
sprawności technicznej urządzenia, muszą
- posiadać odpowiednie kwalifikacje,
- posiadać wiedzę na temat spawania oraz
- zapoznać się z niniejszą instrukcją obsługi i dokładnie jej przestrzegać.
Instrukcję obsługi należy przechowywać wraz z urządzeniem. Jako uzupełnienie do instrukcji obsługi obowiązują ogólne oraz miejscowe przepisy BHP i przepisy dotyczące
ochrony środowiska.
Wszystkie wskazówki dotyczące bezpieczeństwa i ostrzeżenia umieszczone na urządzeniu należy
- utrzymywać w czytelnym stanie;
- chronić przed uszkodzeniami;
- nie usuwać ich;
- pilnować, aby nie były przykrywane, zaklejane ani zamalowywane.
Umiejscowienie poszczególnych wskazówek dotyczących bezpieczeństwa i ostrzeżeń
na urządzeniu przedstawiono w rozdziale instrukcji obsługi „Informacje ogólne”.
Usterki mogące wpłynąć na bezpieczeństwo użytkowania usuwać przed włączeniem
urządzenia.
9
Page 10

Liczy się przede wszystkim bezpieczeństwo użytkownika!
Użytkowanie
zgodne z przeznaczeniem
Warunki otoczenia
Urządzenia wolno używać wyłącznie do prac zgodnych z jego przeznaczeniem.
Inne lub wykraczające poza takie zastosowanie jest uznawane za niezgodne z przeznaczeniem. Producent nie ponosi odpowiedzialności za powstałe w wyniku tego szkody.
Do użytkowania zgodnego z przeznaczeniem zalicza się również:
- zapoznanie się ze wszystkimi wskazówkami zawartymi w instrukcji obsługi i ich
przestrzeganie,
- zapoznanie się ze wszystkimi zasadami bezpieczeństwa i ostrzeżeniami oraz ich
przestrzeganie.
Urządzenie należy użytkować tylko z przewidzianym dla niego źródłem prądu spawalniczego.
Urządzenie zostało zaprojektowane z myślą o eksploatacji przemysłowej. Producent nie
odpowiada za szkody, jakie mogą wyniknąć z użytkowania w obszarach mieszkalnych.
Korzystanie z urządzenia lub jego przechowywanie poza przeznaczonym do tego obszarem jest uznawane za niezgodne z przeznaczeniem. Producent nie ponosi odpowiedzialności za powstałe w wyniku tego szkody.
Zakres temperatur powietrza otoczenia:
- podczas pracy: od -10°C do +50°C (od 14°F do 122°F);
- podczas transportu i przechowywania: od -15°C do +70°C (od 5°F do 158°F).
Obowiązki użytkownika
Obowiązki personelu
Wilgotność względna powietrza:
- do 50% przy 40°C (104°F);
- do 90% przy 20°C (68°F).
Powietrze otoczenia: wolne od pyłu, kwasów, gazów lub substancji korozyjnych.
Wysokość nad poziomem morza: maks. 2000 m (6500 ft).
Użytkownik zobowiązuje się zezwalać na pracę z użyciem urządzenia tylko osobom,
które:
- zapoznały się z podstawowymi przepisami BHP oraz zostały poinstruowane o sposobie obsługi urządzenia,
- przeczytały instrukcję obsługi, a zwłaszcza rozdział „Przepisy dotyczące bezpieczeństwa”, przyswoiły sobie ich treść i potwierdziły to swoim podpisem,
- posiadają wykształcenie odpowiednie do wymagań związanych z wynikami pracy.
Należy regularnie kontrolować personel pod względem wykonywania pracy zgodnie z
zasadami bezpieczeństwa.
Wszystkie osoby, którym powierzono wykonywanie pracy przy użyciu urządzenia, przed
rozpoczęciem pracy zobowiązują się
- przestrzegać podstawowych przepisów BHP,
- przeczytać niniejszą instrukcję obsługi, a zwłaszcza rozdział „Przepisy dotyczące
bezpieczeństwa” i potwierdzić swoim podpisem, że je zrozumiały i będą ich przestrzegać.
10
Przed opuszczeniem stanowiska pracy upewnić się, że w trakcie nieobecności nie istnieje żadne zagrożenie dla ludzi ani ryzyko strat materialnych.
Page 11

Klasyfikacja kompatybilności elektromagnetycznej
urządzeń (EMC)
Urządzenia klasy emisji A:
- przewidziane do użytku wyłącznie na obszarach przemysłowych,
- na innych obszarach mogą powodować zakłócenia przenoszone po przewodach lub
na drodze promieniowania.
Urządzenia klasy emisji B:
- spełniają wymagania dotyczące emisji na obszarach mieszkalnych i przemysłowych.
Dotyczy to również obszarów mieszkalnych zaopatrywanych w energię z publicznej
sieci niskonapięciowej.
Klasyfikacja kompatybilności elektromagnetycznej urządzeń wg tabliczki znamionowej
lub danych technicznych
PL
Środki zapewniające kompatybilność elektromagnetyczną
W szczególnych przypadkach, mimo przestrzegania wartości granicznych emisji wymaganych przez normy, w przewidzianym obszarze zastosowania mogą wystąpić nieznaczne zakłócenia (np., gdy w pobliżu miejsca ustawienia znajdują się czułe urządzenia lub
miejsce ustawienia znajduje się w pobliżu odbiorników radiowych i telewizyjnych).
W takim przypadku użytkownik jest zobowiązany do podjęcia odpowiednich działań, zapobiegających tym zakłóceniom.
Odporność na zakłócenia instalacji znajdujących się w otoczeniu urządzenia należy
sprawdzić i określić w oparciu o uregulowania krajowe i międzynarodowe. Przykłady instalacji podatnych na zakłócenia, które mogą być spowodowane przez urządzenie:
- urządzenia zabezpieczające;
- przewody zasilające, transmitujące sygnały i dane;
- urządzenia do elektronicznego przetwarzania danych i urządzenia telekomunikacyjne;
- urządzenia do pomiarów i kalibracji.
Środki pomocnicze, umożliwiające uniknięcie problemów z kompatybilnością elektromagnetyczną:
1. Zasilanie sieciowe
- W przypadku wystąpienia zakłóceń elektromagnetycznych mimo prawidłowego
podłączenia do sieci, należy zastosować środki dodatkowe (np. użyć odpowiedniego filtra sieciowego).
2. Przewody spawalnicze
- powinny być jak najkrótsze;
- muszą przebiegać blisko siebie (również w celu uniknięcia problemów EMF);
- należy ułożyć z dala od innych przewodów.
3. Wyrównanie potencjałów
4. Uziemienie elementu spawanego
- W razie konieczności wykonać połączenie uziemiające za pośrednictwem odpo-
wiednich kondensatorów.
5. Ekranowanie, w razie potrzeby:
- ekranować inne urządzenia w otoczeniu,
- ekranować całą instalację spawalniczą.
Środki zapobiegania zakłóceniom elektromagnetycznym
Pola elektromagnetyczne mogą powodować nieznane jeszcze zagrożenia zdrowia:
- w następstwie oddziaływania na zdrowie osób znajdujących się w pobliżu, np.
używających rozruszników serca lub aparatów słuchowych,
- użytkownicy rozruszników serca powinni zasięgnąć porady lekarza, zanim będą
przebywać w bezpośrednim pobliżu urządzenia oraz procesu spawania,
- ze względów bezpieczeństwa odstępy pomiędzy kablami spawalniczymi oraz
głowicą/kadłubem spawarki powinny być jak największe,
- nie nosić kabla spawalniczego i wiązki do uchwytu na ramieniu i nie owijać ich wokół
ciała lub części ciała.
11
Page 12
Środki bezpieczeństwa dotyczące miejsca
ustawienia oraz
transportu
Przewracające się urządzenie może stanowić zagrożenie dla życia! Ustawić urządzenie
stabilnie na równym, stałym podłożu.
- Maksymalny dozwolony kąt nachylenia wynosi 10°.
W pomieszczeniach zagrożonych pożarem i wybuchem obowiązują przepisy specjalne
- Przestrzegać odpowiednich przepisów krajowych i międzynarodowych.
Na podstawie wewnętrznych instrukcji zakładowych oraz kontroli zapewnić, aby otoczenie miejsca pracy było zawsze czyste i uporządkowane.
Urządzenie należy ustawiać i eksploatować wyłącznie zgodnie z informacjami o stopniu
ochrony IP, znajdującymi się na tabliczce znamionowej.
Podczas ustawiania urządzenia zapewnić odstęp 0,5 m (1 ft. 7.69 in.) dookoła, aby
umożliwić swobodny wlot i wylot powietrza chłodzącego.
Podczas transportu urządzenia należy zadbać o to, aby były przestrzegane obowiązujące dyrektywy krajowe i lokalne oraz przepisy BHP. Dotyczy to zwłaszcza dyrektyw dotyczących zagrożeń podczas transportu i przewożenia.
Nie podnosić ani nie transportować aktywnych urządzeń. Przed transportem lub podniesieniem wyłączyć urządzenia!
Przed każdorazowym transportem urządzenia całkowicie spuścić płyn chłodzący, jak
również zdemontować następujące elementy:
- podajnik drutu,
- szpulę drutu,
- butlę z gazem ochronnym.
Uruchamianie,
konserwacja i naprawa
Znak bezpieczeństwa
Przed uruchomieniem i po przetransportowaniu koniecznie przeprowadzić oględziny
urządzenia pod kątem uszkodzeń. Przed uruchomieniem zlecić naprawę wszelkich
uszkodzeń przeszkolonemu personelowi technicznemu.
W przypadku części obcego pochodzenia nie ma gwarancji, że zostały wykonane i skonstruowane zgodnie z wymogami w zakresie ich wytrzymałości i bezpieczeństwa.
- Stosować wyłącznie oryginalne części zamienne i elementy ulegające zużyciu (obowiązuje również dla części znormalizowanych).
- Dokonywanie wszelkich zmian w zakresie budowy urządzenia bez zgody producenta jest zabronione.
- Elementy wykazujące zużycie należy niezwłocznie wymieniać.
- Przy zamawianiu należy podać dokładną nazwę oraz numer artykułu wg listy części
zamiennych, jak również numer seryjny posiadanego urządzenia.
Śruby obudowy mają połączenie z przewodem ochronnym zapewniającym uziemienie
elementów obudowy.
Należy zawsze używać oryginalnych śrub obudowy w odpowiedniej liczbie, dokręcając je
podanym momentem.
Urządzenia z oznaczeniem CE spełniają wymagania dyrektyw dotyczących urządzeń niskonapięciowych i kompatybilności elektromagnetycznej (np. odpowiednie normy dotyczące produktów, z serii norm EN 60 974).
12
Fronius International GmbH oświadcza, że urządzenie spełnia wymogi dyrektywy
2014/53/UE. Pełny tekst deklaracji zgodności UE jest dostępny pod następującym adresem internetowym: http://www.fronius.com
Urządzenia oznaczone znakiem atestu CSA spełniają wymagania najważniejszych norm
Kanady i USA.
Page 13
Bezpieczeństwo
danych
Prawa autorskie Wszelkie prawa autorskie w odniesieniu do niniejszej instrukcji obsługi należą do produ-
Za zabezpieczenie danych o zmianach w zakresie ustawień fabrycznych odpowiada
użytkownik. W wypadku skasowania ustawień osobistych użytkownika producent nie ponosi odpowiedzialności.
centa.
Tekst oraz ilustracje odpowiadają stanowi technicznemu w momencie oddania instrukcji
do druku. Zastrzega się możliwość wprowadzenia zmian. Treść instrukcji obsługi nie
może być podstawą do roszczenia jakichkolwiek praw ze strony nabywcy. Będziemy
wdzięczni za udzielanie wszelkich wskazówek i informacji o błędach znajdujących się w
instrukcji obsługi.
PL
13
Page 14
Informacje ogólne
Koncepcja
urządzenia
Obszary zastosowań
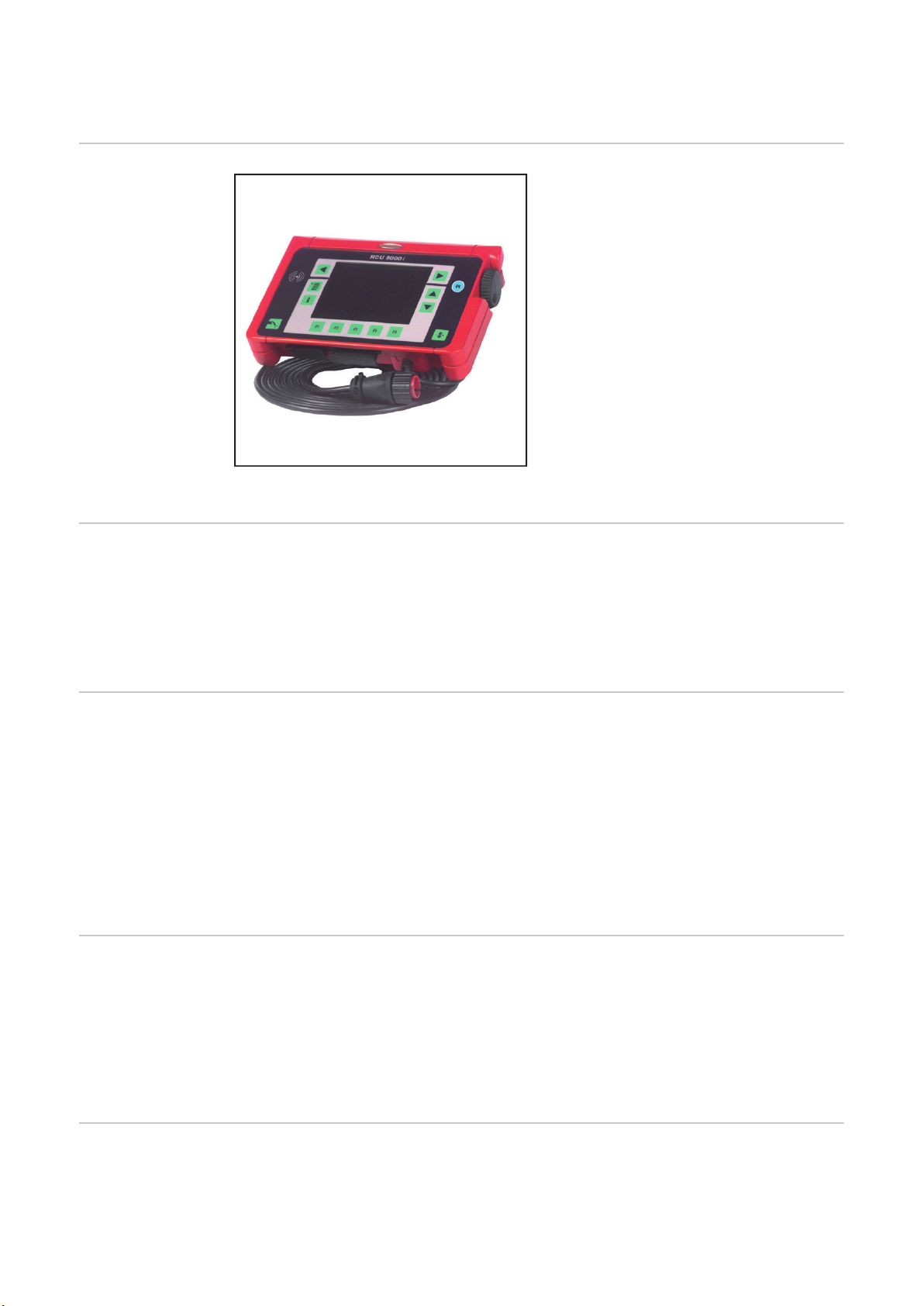
Pilot do zdalnej obsługi RCU 5000i służy
do obsługi wszystkich źródeł prądu spawalniczego serii TransSynergic / TransPuls Synergic. Wszystkie funkcje, jakie są
dostępne w źródle prądu spawalniczego,
można obsługiwać za pomocą pilota RCU
5000i. Dostępne są dodatkowe funkcje,
jak np. optymalizacja charakterystyk spawania.
Możliwość połączenia ze źródłem prądu
spawalniczego zapewnia wtyczka LocalNet.
Pilot do zdalnej obsługi RCU 5000i wyposażony jest w wyświetlacz ciekłokrystaliczny. W połączeniu z przejrzystym układem
menu powstaje w ten sposób urządzenie
Pilot zdalnego sterowania RCU 5000i
Pilot do zdalnej obsługi RCU 5000i jest stosowany
- do obsługi zdalnej, programowania i ustawień domyślnych źródeł prądu spawalniczego,
- w przypadku użycia robota,
- do ręcznego trybu spawania w przypadku źródeł prądu spawalniczego, wyposażonych w panel obsługi „Remote”.
przyjazne dla użytkownika.
Zalety - Dobra czytelność dzięki ciekłokrystalicznemu wyświetlaczowi
- Prosty i logiczny interfejs użytkownika
- 180 zaprogramowanych wstępnie charakterystyk spawania Synergic
- Możliwość optymalizacji charakterystyk spawania
- Łatwe programowanie zadań
- Funkcja zapisywania zadań – maks. 1000 zadań
- Zarządzanie użytkownikami za pomocą karty klucza
- Zarządzanie parametrami dzięki funkcji QMaster
- Podłączanie do LocalNet
- Opcjonalne złącze USB do aktualizacji oprogramowania
Wyposażenie seryjne
Opcje Uchwyt RCU 5000i
Wyposażenie seryjne pilota do zdalnej obsługi RCU 5000i zawiera:
- - podłączone do pilota do zdalnej obsługi: kabel do zdalnej obsługi, 6-stykowy, dł. 5
m (16 ft. 5 in.), z wtyczką LocalNet, 10-stykową, 1 szt.;
- kabel USB, dł. ok. 1,8 m (5 ft. 11 in.), razem z adapterem USB, 1 szt.;
- karta pamięci, 3,3, V, 1 szt.
- karta transponderowa („karta klucza”), 1 szt.
- płyta CD-ROM („Software Tools”), 1 szt.
Uchwyt RCU5000i przeznaczony jest do montażu naściennego lub do montażu na zdal-
14
Page 15
nym źródle prądu spawalniczego. Pilota do zdalnej obsługi można zaczepić w uchwycie
RCU 5000i.
PL
Dane techniczne
Wskazówki dotyczące zakłóceń
radiowych
Napięcie zasilające 24 V DC
Pobór prądu 170 mA
Stopień ochrony IP 23
Znak jakości CE, FCC
Pasmo częstotliwości 134,2 kHz
Maks. moc nadawania < 65dBµA/m @10m
Wymiary dł./szer./wys. 258/180/48 mm
10,16/7,09/1,89 in.
Masa 1,5 kg
3,31 lb.
Pilot do zdalnej obsługi RCU 5000i wyposażony jest w moduł RFID (Radio Frequency
Identification). Moduł RFID służy do przewodowej i bezprzewodowej transmisji danych
za pomocą karty klucza (karty transponderowej). Transmisja danych odbywa się za
pośrednictwem pola magnetycznego.
Moduły RFID podlegają na terenie USA obowiązkowi oznaczenia zgodnie z zasadami
FCC:
Funkcje nieopisane w niniejszej instrukcji
FCC ID: QKWRF5000I
WSKAZÓWKA!
Z powodu aktualizacji oprogramowania w danym urządzeniu mogą być dostępne
funkcje, które nie są opisane w Instrukcji obsługi lub odwrotnie.
Ponadto poszczególne rysunki w niniejszej instrukcji obsługi mogą nieznacznie odbiegać
od danych wyświetlanych rzeczywiście na wyświetlaczu LCD.
15
Page 16

Elementy obsługi oraz przyłącza
(1)
(15)
(14)(13)(12)(11)(10)
)8()9(
(7)
(6)
)4()5(
(3)
(2)
(16)
Panel obsługi
Panel obsługi RCU 5000i
Przyciski wykonawcze
(1) Przycisk Menu ... do wywoływania menu głównego
(2) Przycisk Info ... do wyświetlania informacji zależnych od danego kontekstu
(3) Przycisk OK ... do zatwierdzania okien dialogowych menu, zapytań itp.
(4) Przycisk nawlekania drutu ... do nawlekania drutu spawalniczego bez gazu i
prądu
(5) Przycisk pomiaru przepływu gazu ... do kontroli wypływu gazu
Przyciski strzałek nawigacji
(6) Przycisk do dołu ... do nawigacji w obrębie listy
(7) Przycisk do góry ... do nawigacji w obrębie listy
(8) Przycisk w prawo ... do nawigacji poziomej (np. w pętli)
(9) Przycisk w lewo ... do nawigacji poziomej (np. w pętli)
Przyciski funkcyjne o zmiennym przyporządkowaniu
(10) Przycisk F1 ... przycisk funkcyjny
16
(11) Przycisk F2 ... przycisk funkcyjny
(12) Przycisk F3 ... przycisk funkcyjny
(13) Przycisk F4 ... przycisk funkcyjny
(14) Przycisk F5 ... przycisk funkcyjny
WAŻNE!
Aktualne przyporządkowanie wyświetlane jest na wyświetlaczu LCD bezpośrednio
nad odpowiednim przyciskiem funkcyjnym.
Page 17

Pozostałe
(1)
(1)
Wskazówki dotyczące przycisku OK
(15) Wyświetlacz ... czarno-biały wyświetlacz LCD
(16) Strefa odczytu dla karty klucza ... do identyfikacji praw dostępu, jakie można
nadać za pomocą różnych kart kluczy.
Przycisk OK (3) umożliwia użytkownikowi wybór różnorodnych przyporządkowań przycisków funkcyjnych.
Jeśli wokół przyporządkowania przycisku funkcyjnego widoczna jest ramka, funkcję tę
można wybrać za pomocą przycisku OK (3).
PL
Przykład: ramka wokół przycisku F1 „Store as Job”
(Zapisz jako zadanie)
Przykład: ramka wokół przycisku F2 „Forward” (Dalej)
(1) Ramka
17
Page 18

Inne elementy
)91()02(
(18)
(17)
(21)
(23) (22) (23)(23)
(23)
obsługi,
przyłącza i elementy mechaniczne
Widok RCU 5000i z przodu — elementy obsługi i przyłącza
(17) Mocowanie uchwytu ... do zawieszania w uchwycie ściennym lub na uchwycie
źródła prądu spawalniczego
(18) Pokrętło regulacyjne ... czujnik przyrostowy do ustawiania parametrów
(19) Wtyczka LocalNet z przewodem podłączeniowym ... do podłączenia do
źródła prądu spawalniczego. Wtyczka służy jako urządzenie separujące i musi
być swobodnie dostępna
(20) Gumowa zaślepka ... do ochrony gniazda karty pamięci
(21) Gumowa zaślepka ... do ochrony wejścia przyłącza USB-PC
(22) Uchwyt ... uchwyt odchylany w
zakresie 0-95° do przenoszenia i
ustawiania
(23) wciskane wkładki gwintowane
M5 ... np. do mocowania w przypadku montażu ściennego na
stałe
18
Widok RCU 5000i z tyłu — elementy obsługi i elementy mechaniczne
Page 19

(25) (24)
(24) Gniazdo karty pamięci
Widok RCU 5000i z boku — przyłącza
(25) Przyłącze USB ... do podłączania
do komputera PC, np. w celu aktualizacji oprogramowania
PL
19
Page 20

Koncepcja obsługi
(8)
(9)
Orientacja w
czynnościach roboczych
Centralne menu
Obsługa pilota do zdalnej obsługi RCU 5000i została podzielona zgodnie z czynnościami
roboczymi.
Rozróżnia się następujące czynności robocze:
- spawanie (MIG/MAG Synergic, MIG/MAG Manual, spawanie elektrodą otuloną, TIG
i Job);
- tworzenie zadań;
- tworzenie własnych charakterystyk i punktów charakterystyk
- optymalizacja i zarządzanie zadaniami;
- optymalizacja i zarządzanie dostępnymi charakterystykami
- tworzenie wartości zadanych dla trybu spawania
- definiowanie języka i jednostek miary
Poszczególne czynności robocze zapisane są w centralnym menu głównym. Menu
główne można wywołać naciskając przycisk Menu (1).
Do każdego punktu menu przyporządkowana jest „pętla”.
Widok menu głównego na wyświetlaczu
„Pętla” Zasada „pętli”:
- Poszczególne parametry zgrupowane są w różnych rekordach.
- Rekordy rozmieszczone są na zasadzie „pętli”.
- Nawigacja w obrębie pętli może odbywać się w dwóch kierunkach.
- Po ostatnim rekordzie zostanie wyświetlony ponownie pierwszy rekord. W przypadku nawigacji w odwrotnym kierunku po pierwszym rekordzie następuje rekord ostatni.
- Ilość rekordów jest zmienna. Ze względu na określone parametry lub funkcje specjalne źródła prądu spawalniczego, rekordy mogą być dodawane do pętli.
20
Przykład „pętli” z 5 rekordami (A – E) – otwarty rekord „Working parameters” (Parametry robocze)
Page 21

Pilot do zdalnej obsługi RCU 5000i korzysta z zasady „pętli” w sposób następujący:
- Wszystkie parametry, wskazania i funkcje, niezbędne dla wybranej czynności roboczej, są posortowane w obrębie „pętli” zgodnie z kolejnością roboczą.
- Każdy rekord „pętli” wyświetlany jest w obrębie własnego wskazania na wyświetlaczu (= ekran).
W dalszej części instrukcji obsługi rekordy oznaczane są w następujący sposób, np.:
Zostanie wyświetlony
ekran
„Working parameters”
(Parametry robocze)
- Opcje i funkcje specjalne źródła prądu spawalniczego (np. SynchroPuls) są dołączane do istniejących rekordów „pętli”.
- Nawigację w obrębie „pętli” umożliwiają dwa przyciski strzałek nawigacji z prawej (8)
i z lewej strony (9).
Ekran (dla rekordu)
Tytuł ekranu (rekord)
PL
Przejmowanie
wartości
Wartości, które zostaną zmienione, nie wymagają jednoznacznego zapisania lub aktywacji. Wartości te są od razu aktywne.
21
Page 22

Opis wskazań na wyświetlaczu
(1)
(3)
(2)
Informacje
ogólne
Ekran „Main menu” (Menu
główne)
Pilot do zdalnej obsługi RCU 5000i korzysta podczas działania z różnych wskazań na
wyświetlaczu. Te tzw. ekrany są zdefiniowane przez układ menu i służą do komunikacji z
użytkownikiem.
Na ekranie „Main menu” (Menu główne) widoczne jest menu główne. W celu wywołania
ekranu „Main menu” (Menu główne) należy nacisnąć przycisk Menu (1).
WSKAZÓWKA!
Naciśnięcie przyciski Menu (1) powoduje anulowanie bez zapytania o zatwierdzenie wszystkich otwartych okien dialogowych za wyjątkiem kreatorów.
(1) Punkty menu
(2) Wybrany punkt menu „MIG/MAG
synergic welding” (MIG/MAG spawanie synergiczne)
(3) Do przycisku F3 przyporządkowa-
na funkcja „Select” (Wybierz)
Ekran „Data” (Dane)
Ekran „Main menu” (Menu główne)
- Ekran „Data” (Dane) jest wyświetlany, jeśli w menu głównym zostanie wybrany jakiś
punkt menu.
- Każdy ekran „Data” (Dane) zawiera jedną „pętlę”.
- W obrębie punktu menu można wyświetlać różną ilość ekranów „Data” (Dane).
Dzięki funkcjom specjalnym źródła prądu spawalniczego lub dzięki określonym ustawieniom parametrów można dołączać do „pętli” kolejne ekrany „Data” (Dane).
- W obrębie ekranów „Data” (Dane) można ustawiać lub przeglądać parametry. Parametry wyświetlane są na jednej liście.
Wyboru parametrów można dokonać za pomocą przycisków strzałek nawigacji w dół
(6) i do góry (7).
Wartości parametrów można ustawiać za pomocą pokrętła (18).
22
Page 23

(1)
(2)
(3)
(4) (5) (6)(7) (8) (9) (10)
(11)
(12)
(13)
(14)
(15)
Przykład: ekran „Data” (Dane)
(1) Identyfikator literowy ekranu (9) Czas
(2) Czynność robocza (10) Materiał, średnica drutu, gaz
ochronny
(3) Prąd spawania (11) Wiersz informacji
(4) Użytkownik (12) Pętla z ekranami A-E
(5) Tytuł ekranu (13) Obszar wizualizacji
PL
(6) Napięcie spawania (14) Lista parametrów
(7) Grubość blachy (15) Przyporządkowanie przycisków
funkcyjnych
(8) Data - Do przycisku F1 przy-
porządkowana funkcja „Store as Job” (Zapisz jako zadanie)
- Do przycisku F2 przyporządkowana funkcja „Create new characteristic point”
(Utwórz nowy punkt charakterystyki)
- Do przycisku F3 przyporządkowana funkcja
„Optimise charact.” (Optymalizuj charakterystykę)
- Do przycisku F4 przyporządkowana funkcja „Filler metal” (Spoiwo)
- Do przycisku F5 przyporządkowana funkcja „Int./
Ext.” (Wewn./zewn.)
Ekran „Wizard”
(Kreator)
Pod pojęciem kreatora (Wizard) należy rozumieć ustaloną sekwencję wprowadzania.
Użytkownik może poruszać się w obrębie tej sekwencji do przodu lub do tyłu. W obrębie
jednego kreatora wyświetlane są różne ekrany.
23
Page 24

(3)(4)
(2)
(1)
(6) (7) (8)
(5)
Przykład: ekran „Wizard” (Kreator)
(1)
(2) (3)
(1) Ciemna ramka
(2) Etapy wykonania
(3) aktualnie wykonane etapy robocze
(4) aktualny etap roboczy
(5) jeszcze otwarty etap roboczy
(6) Do przycisku F1 przyporządkowa-
na funkcja „Back” (Wstecz) (na
pierwszym ekranie w kolorze szarym)
(7) Do przycisku F2 przyporządkowa-
na funkcja „Forward” (Dalej) (lub
„Done” (Gotowe) na ostatnim ekranie)
(8) Do przycisku F5 przyporządkowa-
na funkcja „Cancel” (Anuluj)
Ekran „Dialog”
(Okno dialogowe)
Ekran „Dialog” (Okno dialogowe) używany jest do wyświetlania podporządkowanych
okien dialogowych.
Ekran „Dialog” (Okno dialogowe) może zawierać strukturę drzewa katalogów, listy wyboru itp.
(1) Ciemna ramka
(2) Do przycisku F1 przyporządkowa-
na funkcja „Accept” (Zastosuj)
(3) Do przycisku F5 przyporządkowa-
na funkcja „Cancel” (Anuluj)
Przykład: ekran „Dialog” (Okno dialogowe) z funkcjami „Accept” (Zastosuj) i „Cancel” (Anuluj)
Ekran „Message”
(Komunikat)
Na ekranie „Message” (Komunikat) widoczne są określone stany. Komunikat musi zostać
zatwierdzony lub też musi zostać podjęta jakaś decyzja.
Ekran „Message” (Komunikat) zakrywa część aktualnego ekranu. Aktualny ekran jest
przy tym wyświetlony w kolorze szarym.
24
Page 25

(1) (2)
(5) (6) (7)
(3) (4)
Przykład: ekran „Message” (Komunikat) – zapytanie
(1) (2) (3) (4) (5)
(6)
(1) Aktualny ekran, w kolorze szarym
(2) Symbol
(3) Typ komunikatu
(4) Ciemna ramka
(5) Do przycisku F2 przyporządkowa-
na funkcja „Yes” (Tak)
(6) Do przycisku F3 przyporządkowa-
na funkcja „No” (Nie)
(7) Do przycisku F4 przyporządkowa-
na funkcja „Cancel” (Anuluj)
PL
ekran „Error”
(Błąd)
Ekrany typu „Error” (Błąd) wskazują błędy występujące podczas spawania. Ekrany „Error” (Błąd) wymagają zatwierdzenia. Jeśli ekran „Error” (Błąd) zostanie zignorowany, zostanie on po upływie 2 minut wyświetlony ponownie, o ile błąd jeszcze występuje. Ekran
„Error” (Błąd) zakrywa część aktualnego ekranu. Aktualny ekran jest przy tym wyświetlony w kolorze szarym.
(1) Aktualny ekran, w kolorze szarym
(2) Symbol
(3) Kod błędu
(4) Oznaczenie błędu
(5) Ciemna ramka
(6) Do przycisku F3 przyporządkowa-
na funkcja „OK”
Przykład: ekran „Error” (Błąd)
25
Page 26

Brak połączenia ze źródłem
prądu
(2) (3)
(5) (6)
(4)(1)
Przykład: Zatwierdzenie ekranu „Error” (Błąd) za pomocą przycisków funkcyjnych i zignorowanie
(1) Aktualny ekran, w kolorze szarym
(2) Symbol
(3) Oznaczenie błędu
(4) Ciemna ramka
(5) Do przycisku F2 przyporządkowa-
na funkcja „Quit” (Potwierdź)
(6) Do przycisku F3 przyporządkowa-
na funkcja „Ignore” (Ignoruj)
26
Page 27

Uruchamianie
VR 4000 VR 7000
VR 1500
TPS 2700
TS/TPS 4000-5000
PL
Przed uruchomieniem
Wymagania systemowe
Podłączenie RCU
5000i
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo wskutek błędów obsługi i nieprawidłowego wykonywania prac.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Wszystkie czynności i funkcje opisane w tym dokumencie mogą wykonywać tylko
▶
przeszkoleni pracownicy wykwalifikowani.
Należy dokładnie zapoznać się z niniejszym dokumentem.
▶
Przeczytać i zrozumieć wszystkie instrukcje obsługi komponentów systemu,
▶
w szczególności przepisy dotyczące bezpieczeństwa.
Aby możliwe było używanie pilota do zdalnej obsługi RCU 5000i, źródło prądu spawalniczego musi posiadać następującą wersję oprogramowania sprzętowego:
OFFICIAL UST V 3.20.1
Pilota do zdalnej obsługi RCU 5000i można podłączyć do dowolnego gniazda LocalNet
agregatu spawalniczego, np.:
Gniazdo przyłączeniowe LocalNet w przypadku VR
4000, VR 7000 i VR 1500
Sposób postępowania:
Ustawić wyłącznik zasilania źródła prądu spawalniczego w pozycji „0”.
1
Podłączyć wtyczkę LocalNet pilota do zdalnej obsługi do gniazda przyłączeniowego
2
LocalNet
Dokręcić nakrętkę złączkową wtyczki
3
Jeśli wyłącznik zasilania źródła prądu spawalniczego jest ustawiony w pozycji „I”, zo-
4
stanie wyświetlona sekwencja startowa
Gniazdo przyłączeniowe LocalNet w przypadku TPS
2700 i TS/TPS 4000-5000
27
Page 28

Sekwencja startowa – ustawianie
języka
Podczas sekwencji startowej na wyświetlaczu wyświetlane są następujące elementy:
- logo Fronius (na środku wyświetlacza);
- wersja oprogramowania (z lewej strony, na dole wyświetlacza)
- www.fronius.com (z prawej strony na dole wyświetlacza)
- język (za pośrednictwem przycisku funkcyjnego F3)
Sekwencja startowa trwa ok. 2 sekundy. W tym czasie można zdefiniować ustawienie
domyślne dla języka oraz dla jednostki (układ metryczny lub calowy). Należy w tym celu
nacisnąć przycisk funkcyjny F3.
W celu wybrania ustawienia do-
1
myślnego języka i jednostki należy nacisnąć przycisk F3 „Language” (Język)
- Zostanie wyświetlony ekran „Language and units” (Język i jednostki) dla ustawień domyślnych maszyny
Sekwencja startowa, do przycisku F3 przyporządkowana funkcja „Language” (Język)
Ustawienia domyślne maszyny: ekran „Language and
units” (Język i jednostki), wybrany język
Odpowiednie parametry należy wy-
2
brać za pomocą przycisków w dół (6)
lub do góry (7)
Wartość parametru można zmieniać
3
za pomocą pokrętła (18)
Nacisnąć przycisk Menu (1)
4
28
Page 29

Menu główne w wybranym języku
Brak połączenia ze
źródłem prądu
Menu główne zostanie wyświetlone w wybranym języku
PL
Błąd „073 (no
Host)” (073 (brak
połączenia z hostem)) – brak
połączenia ze
źródłem prądu
spawalniczego
Ekran „Error 073 (no Host)” (Błąd 073 (brak połączenia z hostem))
Błąd „073 (no Host)” (073 (brak połączenia
z hostem)), który nie wymaga zatwierdzenia, jest wyświetlany, jeśli pilot do zdalnej
obsługi nie może podczas uruchamiania
nawiązać połączenia ze źródłem prądu
spawalniczego.
Możliwe przyczyny to np. nieprawidłowe
połączenie ze źródłem prądu spawalniczego lub błędny rozdzielacz LocalNet.
W przypadku nawiązania prawidłowego
połączenia błąd „Error 073 (no Host)”
(Błąd 073 (brak połączenia z hostem)) zostanie ukryty.
Błąd „Error 073 (no Host)” (Błąd 073 (brak
połączenia z hostem)) można zignorować.
29
Page 30

Blokowanie i odblokowywanie RCU 5000i za po-
(16)
Zdalne sterowanie jest
teraz zablokowane
mocą karty klucza
Warunek
Zarządzanie użytkownikami, profile, klucze
Blokowanie RCU
5000i
WSKAZÓWKA!
Karty klucza można używać do blokowania i odblokowywania pilota do zdalnej
obsługi, dopóki w punkcie menu „Machine pre-sets” (Ustawienia domyślne maszyny) nie zostaną utworzone profile lub klucze, za wyjątkiem takich jak „Administrator” (Administrator) oraz „Locked” (Zablokowany).
Szczegółowe informacje na temat zarządzania użytkownikami, profilami lub kluczami
można znaleźć w rozdziale „Ustawienia domyślne maszyny”, akapit „Profile / klucze”.
Przytrzymać kartę klucza w strefie od-
1
czytu dla karty klucza (16)
Przytrzymywanie karty klucza w strefie odczytu dla
karty klucza
Zostanie wyświetlony ekran „Info Key –
The remote control unit is now locked” (Informacja na temat klucza – pilot do zdalnej
obsługi jest teraz zablokowany)
Ekran „Info Key – The remote control unit is now locked” (Informacja na temat klucza – pilot do zdalnej
obsługi jest teraz zablokowany)
30
Page 31
Menu główne w profilu „Locked” (Zablokowany)
(16)
Zostanie wywołany profil „Locked” (Zablokowany).
PL
WAŻNE!
Właściwości profilu „Locked” (Zablokowany) można zmieniać w punkcie menu
„Machine pre-sets” (Ustawienia domyślne maszyny) na ekranie „Profiles /
Keys” (Profile/klucze).
W zależności od tego, jakie wartości zadane zostały zapisane w profilu „Locked”
(Zablokowany), można wybrać różne
punkty menu oraz różne funkcje.
np.:
Fabryczne ustawienie profilu „Locked” (Zablokowany) umożliwia w menu głównym
dostęp do metod spawania. Przyciski nie
są dostępne w obrębie poszczególnych
ekranów „Data” (Dane).
Parametry na odpowiednich ekranach
„Data” (Dane) można wybierać za pomocą
przycisków w dół (6) lub do góry (7) oraz
zmieniać za pomocą pokrętła (18).
Odblokowywanie
RCU 5000i
Punkt menu „MIG/MAG synergic welding” (Spawanie
MIG/MAG Synergic) w przypadku zablokowanego pilota do zdalnej obsługi, ekran „Working parameters”
(Parametry robocze)
Przytrzymywanie karty klucza w strefie odczytu dla
karty klucza
Przytrzymać kartę klucza w strefie od-
1
czytu dla karty klucza (16)
31
Page 32

Zdalne sterowanie jest
teraz odblokowane
Ekran „Info Key – The remote control unit is now
unlocked” (Informacja na temat klucza – pilot do zdalnej obsługi jest teraz odblokowany)
Zostanie wyświetlony ekran „Info Key –
The remote control unit is now unlocked”
(Informacja na temat klucza — pilot do
zdalnej obsługi jest teraz odblokowany).
Zostanie wyświetlony ekrany wywołany jako ostatni przed zablokowaniem. Wszystkie punkty menu są dostępne bez ograniczeń.
Odblokowywanie
RCU 5000i za pomocą funkcji
„Unlock” (Odblokuj)
Pilot do zdalnej obsługi RCU 5000i wyposażony jest, począwszy od wersji oprogramowania OFFICIAL RCU V1.14.12, w funkcję Unlock.
Funkcja Unlock zmienia profil „Locked” (Zablokowany) i w ustawieniach domyślnych maszyny umożliwia dostęp do ekranu „Profiles / Keys” (Profile/klucze), np. w celu utworzenia klucza administratora lub zmiany profilu „Locked” (Zablokowany).
Szczegółowe informacje na temat funkcji Unlock można znaleźć w rozdziale „Ustawienia
domyślne maszyny”, akapit „RCU 5000i – funkcja Unlock”.
32
Page 33

Spawanie MIG/MAG Synergic
PL
Informacje
ogólne
Wywołać punkt
menu „MIG/MAG
synergic welding” (Spawanie
MIG/MAG Synergic)
Spawanie MIG/MAG Synergic odpowiada trybowi Synergic w źródle prądu spawalniczego. Jeśli zostanie ustawiony parametr prędkości podawania drutu, parametry prądu spawania oraz grubości blachy zostaną dostosowane do ustawionej wartości podajnika drutu.
Aktualne wartości prądu spawania oraz grubości blachy są wyświetlane w obszarze wizualizacji.
Nacisnąć przycisk Menu (1):
1
- Zostanie wyświetlone menu
główne
Wybrać punkt menu „MIG/MAG syner-
2
gic welding” (Spawanie MIG/MAG Synergic) za pomocą pokrętła (18)
Nacisnąć przycisk OK (3):
3
- Zostanie wyświetlony wywołany
ostatnio ekran „Data” (Dane).
Menu główne: zostanie wybrany punkt menu
„MIG/MAG synergic welding” (Spawanie MIG/MAG
Synergic)
Przegląd „MIG/MAG synergic welding” (Spawanie MIG/MAG Synergic) obejmuje następujące roz-
działy:
- Wywoływanie programu spawania
- Ustawianie parametrów roboczych
- Przełączanie na duży ekran
- Ustawianie parametrów dla ustawień metody spawania
- Ustawianie dalszych parametrów: specjalny tryb 2-taktowy, specjalny tryb 4-taktowy,
spawanie punktowe
- Ustawianie parametrów SynchroPuls
33
Page 34

Wywoływanie programu spawania
Wywoływanie
programu spawania
Wywołać punkt menu „MIG/MAG sy-
1
nergic welding” (Spawanie MIG/MAG
Synergic)
Za pomocą przycisku w prawo (8) wy-
2
brać ekran „Welding program” (Program spawania)
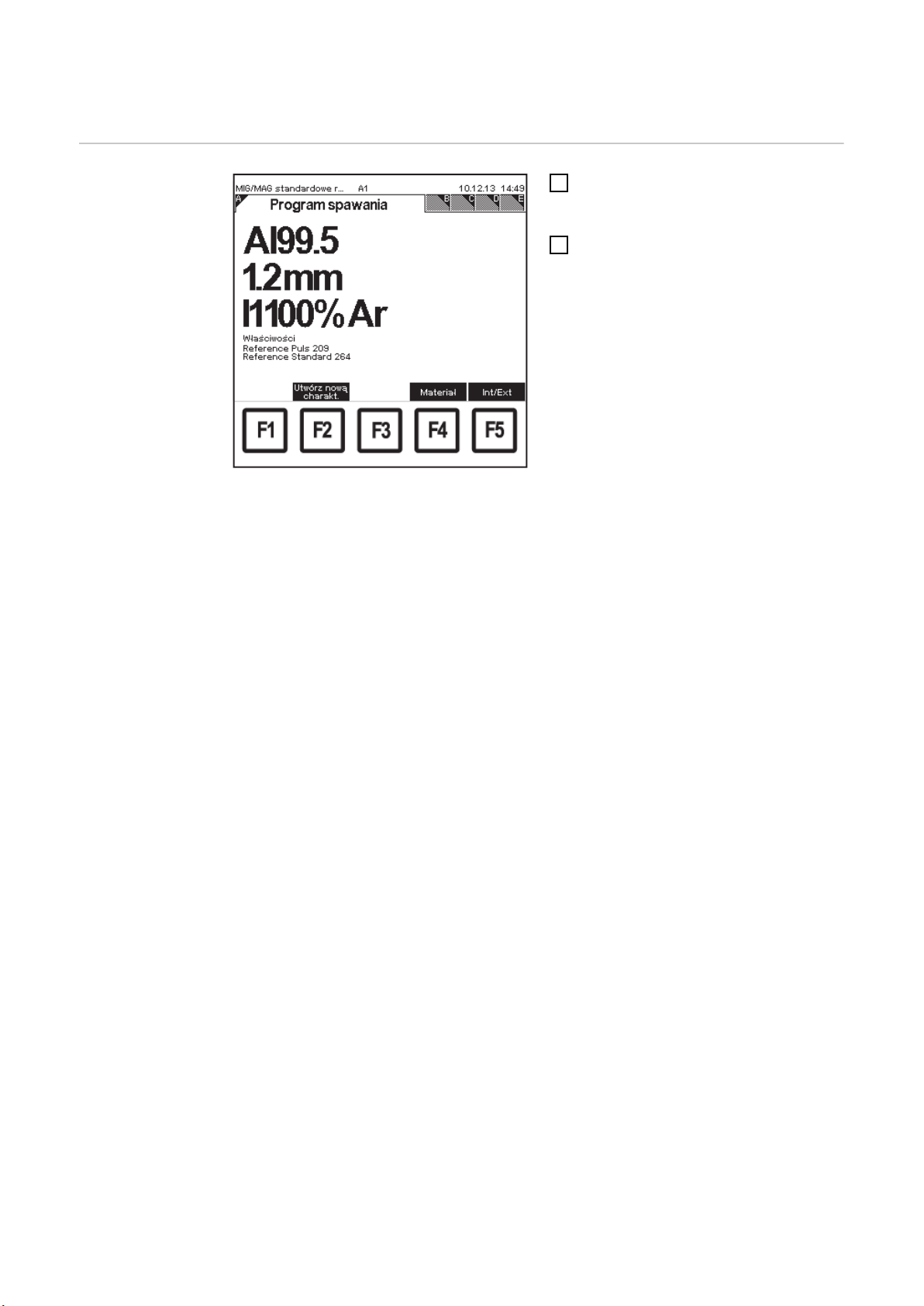
- Zostanie wyświetlony ekran „Welding program” (Program spawania)
Spawanie MIG/MAG Synergic: ekran „Welding program” (Program spawania)
Ekran „Welding program” (Program spawania) zawiera następujące dane:
- Mater. dod.
- Średnica drutu
- Zalecany gaz ochronny
- Numer(y) odniesienia do charakterystyk zapisanych do programu spawania
np.:
Dla AlSi5 o Ø 1,2 mm i gazu ochronnego 100% Ar zapisana jest charakterystyka
Puls, charakterystyka standardowa oraz charakterystyka CMT.
34
Page 35

Ustawianie parametrów roboczych
PL
Ustawianie parametrów roboczych
Wywołać punkt menu „MIG/MAG sy-
1
nergic welding” (Spawanie MIG/MAG
Synergic)
Za pomocą przycisku w prawo (8) wy-
2
brać ekran „Working parameters” (Parametry robocze):
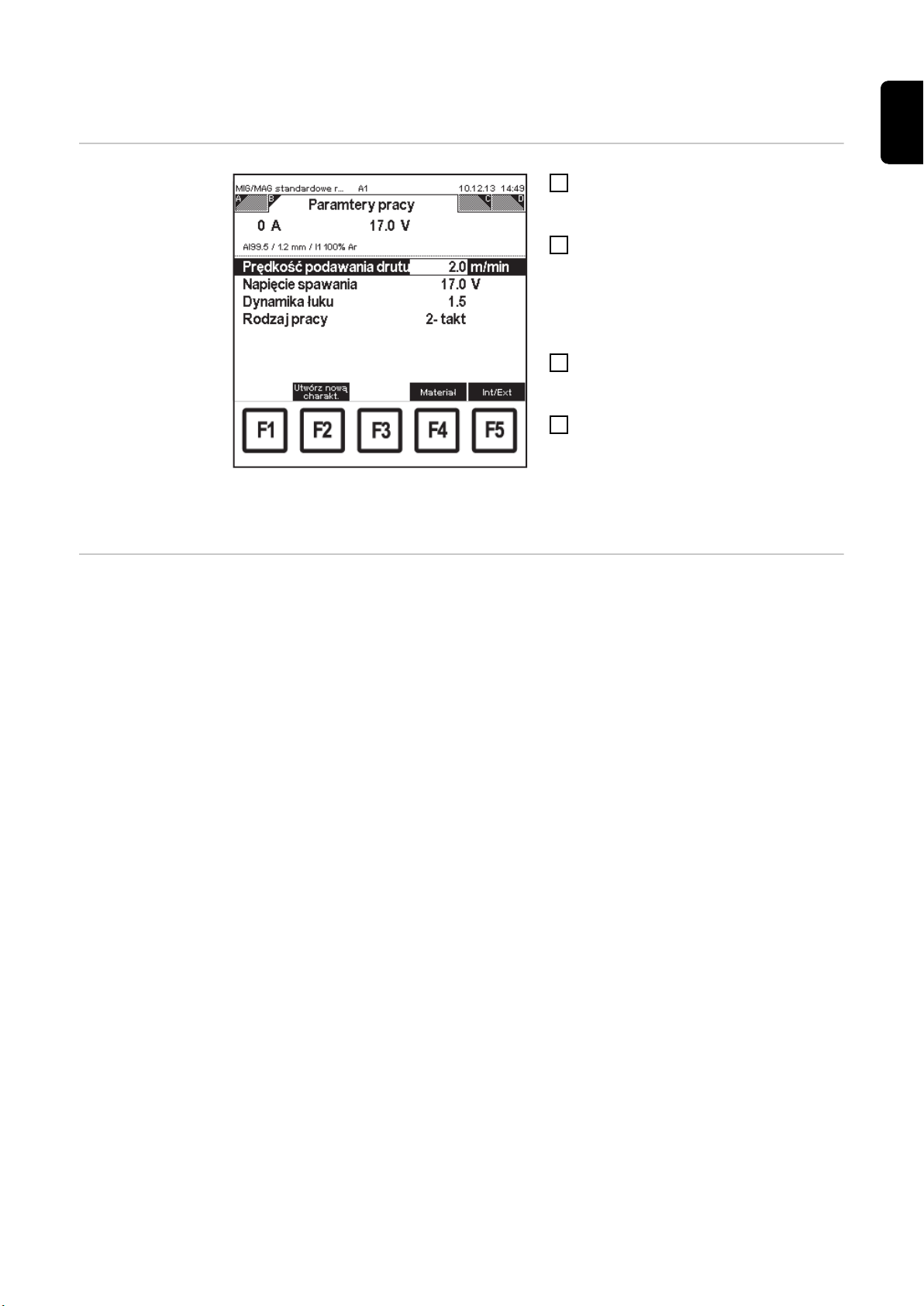
- Zostanie wyświetlony ekran „Working parameters” (Parametry robocze)
Odpowiednie parametry robocze na-
3
leży wybrać za pomocą przycisków w
dół (6) lub do góry (7)
Wartość parametru można zmieniać
4
za pomocą pokrętła (18)
- Wartość parametru można zmie-
Spawanie MIG/MAG Synergic: ekran „Working parameters” (Parametry robocze), wybrana korekta łuku
spawalniczego
nić tylko w ramach zdefiniowanego zakresu ustawień. Zakres ustawień jest zapisany.
W obszarze wizualizacji wyświetlane są wartości prądu spawania, napięcia spawania
oraz grubości blachy. Jeśli zostanie zmieniony parametr „Wirefeed speed” (Prędkość podawania drutu), zmienią się również odpowiednio wartości w obszarze wizualizacji.
Tryby pracy palnika
Możliwe jest ustawienie następujących trybów pracy palnika:
- 2-taktowy
- specjalny 2-taktowy
- 4-takt.
- specjalny 4-taktowy
- Spawanie punktowe
Metoda spawania Możliwe jest ustawienie następujących metod spawania:
- Puls (spawanie MIG/MAG Puls Synergic)
- Standard (spawanie MIG/MAG Standard Synergic)
- CMT (Cold Metal Transfer)
35
Page 36

Jeśli ustawiony program spawania oraz
wybrana metoda spawania nie pasują do
siebie lub jeśli dla wybranej metody nie zapisano programu spawania, w obszarze
wizualizacji wyświetlany jest komunikat
„no program” (brak programu).
Parametru „Wirefeed speed” (Prędkość
podawania drutu) nie można zmienić.
Spawanie MIG/MAG Synergic: ekran „Working parameters” (Parametry robocze), „no program” (brak programu) dla metody spawania „CMT”
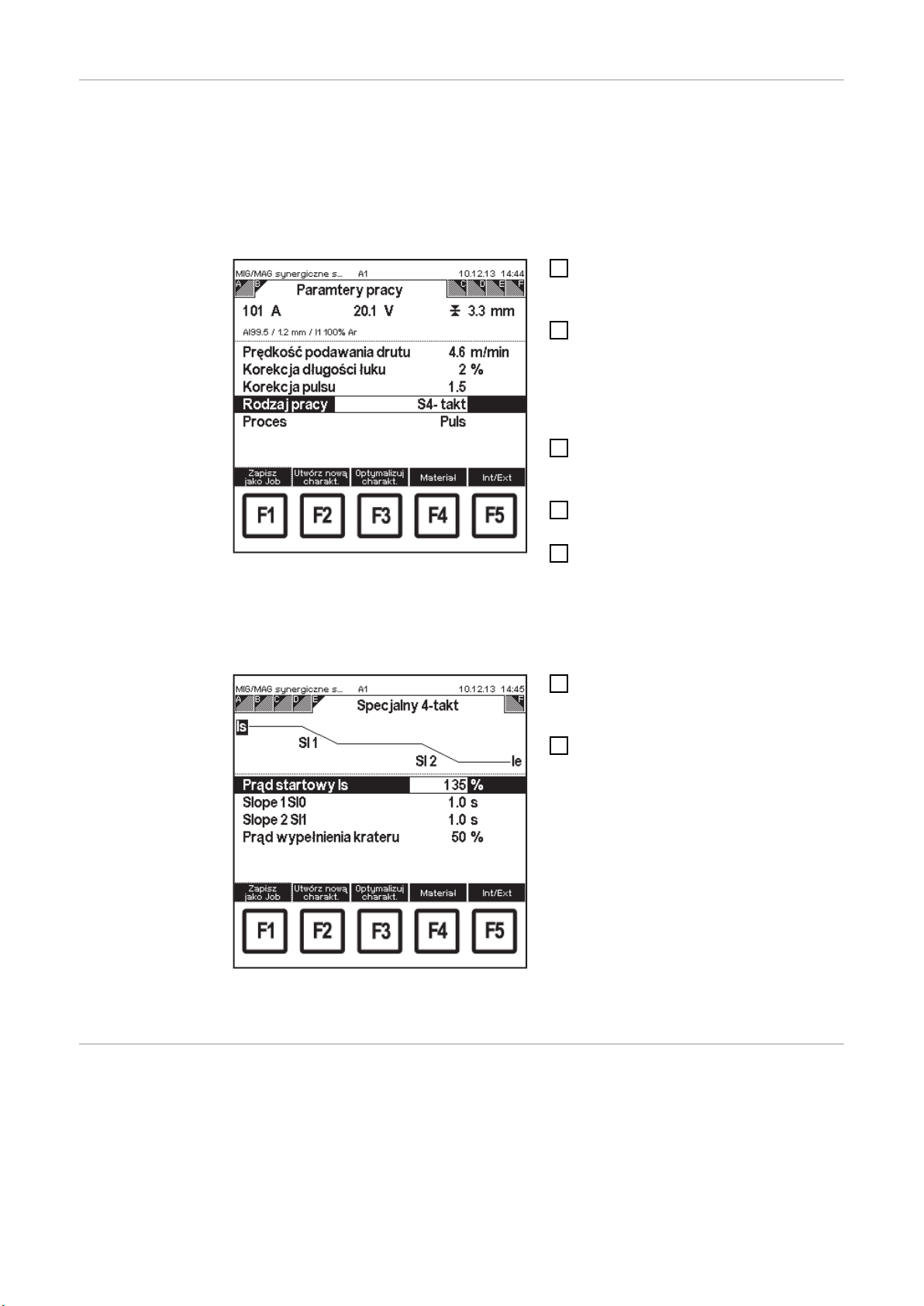
W zależności od wybranej metody spawania i ustawionego programu spawania poszczególne parametry wyświetlane są w różny sposób:
Metoda spawania Parametr
Puls Korekta Puls
Standard Korekta dynamiki
w przypadku metody CMT „Hotstart time” (Czas gorącego startu)
„Pulse correction” (Korekta Puls)
„Hotstart pulse cycles” (Cykle pulsowania
gorącego startu)
„Boost correction” (Korekta Boost)
„Dynamic correction” (Korekta dynamiki)
36
Parametr „Pulse correction” (Korekta Puls) w przypadku metody Puls
Parametr „Dynamic correction” (Korekta dynamiki) w
przypadku metody Standard
Page 37
PL
Parametr „Hotstart time” (Czas Hot start) w przypadku metody CMT
Parametr „Hotstart pulse cycles” (Cykle pulsowania
Hot start) w przypadku metody CMT
Parametr „Pulse correction” (Korekta Puls) w przypadku metody CMT
Parametr „Boost correction” (Korekta Boost) w przypadku metody spawania CMT
Metoda spawania
„CMT” (CMT)
Parametr „Dynamic correction” (Korekta dynamiki) w przypadku metody CMT
Metoda spawania „CMT” jest możliwa tylko w połączeniu z następującymi elementami:
- źródło prądu spawalniczego CMT (np. TPS 4000 CMT)
- podajnik drutu CMT (np. VR 7000 CMT)
- jednostka napędowa CMT z buforem drutu (np. Robacta Drive CMT);
- pakiet przewodów połączeniowych CMT
37
Page 38

W przypadku metody CMT Advanced niezbędna jest baza danych spawania M0842.
38
Page 39

Przełączanie na duży ekran
(1) (2)
0.6 A
0.35 A
PL
Informacje
ogólne
Przełączanie na
duży ekran
Parametry prędkości podawania drutu, prądu spawania i napięcia spawania można
wyświetlić na dużym ekranie. Na ekranie „Extra-large display” (Duży ekran) wyświetlany
jest prąd silnika podajnika drutu oraz jednostki PushPull w postaci wartości rzeczywistej.
Wywołać punkt menu „MIG/MAG sy-
1
nergic welding” (Spawanie MIG/MAG
Synergic)
Za pomocą przycisku w prawo (8) wy-
2
brać ekran „Extra-large display” (Duży
ekran):
- Zostanie wyświetlony ekran
„Extra-large display” (Duży ekran)
- Wartość dla prędkości podawania
drutu można zmienić na ekranie
„Extra-large display” (Duży ekran)
za pomocą pokrętła (18).
Jeśli zostanie zmieniony parametr „Wirefeed speed” (Prędkość podawania drutu),
Spawanie MIG/MAG Synergic: ekran „Extra-large display” (Duży ekran)
zmienią się również odpowiednio wartości
prądu spawania i napięcia spawania.
(1) Prąd silnika podajnika drutu
(2) Prąd silnika jednostki PushPull
39
Page 40

Ustawianie parametrów dla ustawień metody spawania
Ustawianie parametrów dla ustawień metody spawania
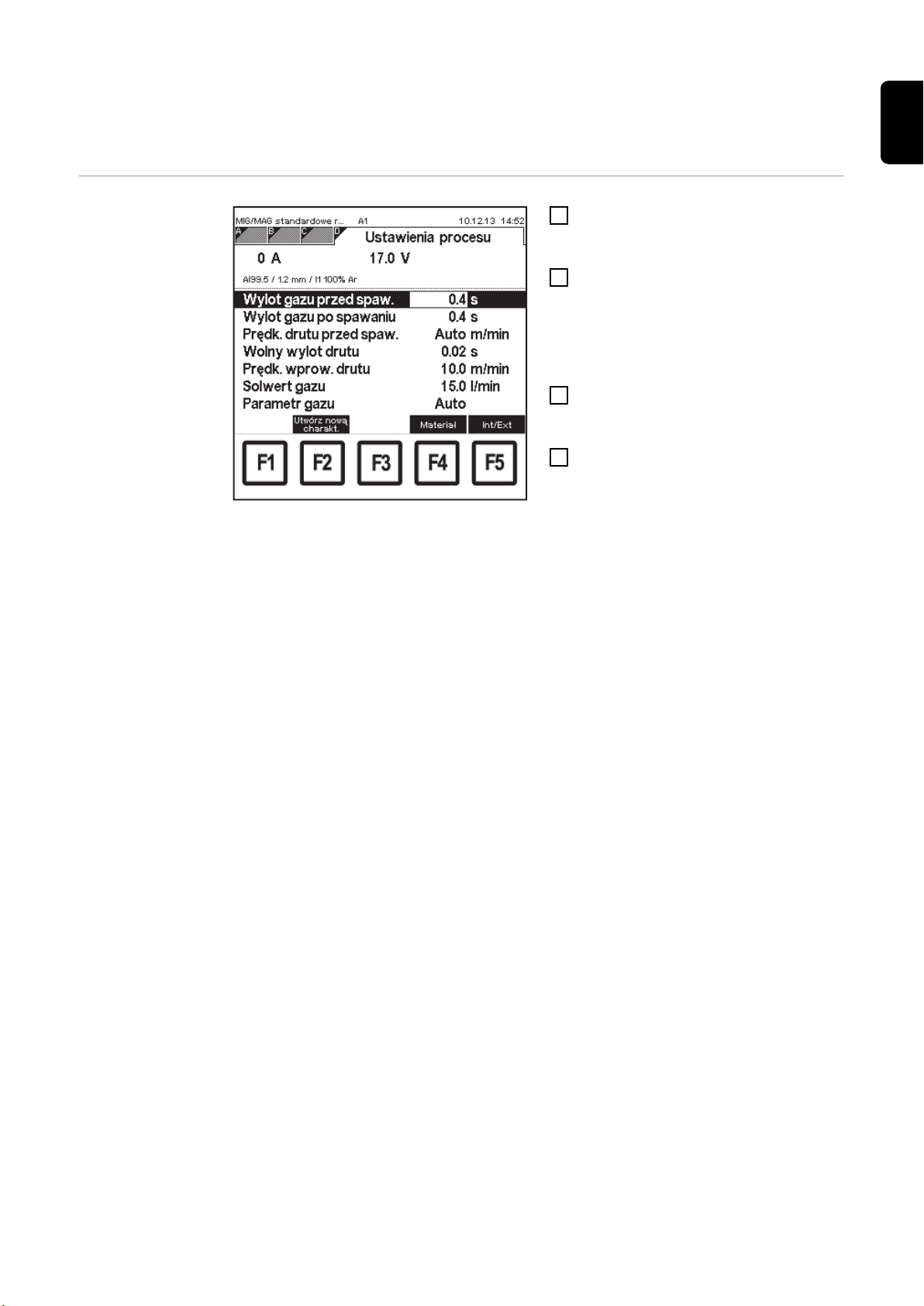
Spawanie MIG/MAG Synergic: ekran „Process settings” (Ustawienia metody spawania), wybrany
wypływ gazu przed spawaniem
Wywołać punkt menu „MIG/MAG sy-
1
nergic welding” (Spawanie MIG/MAG
Synergic)
Za pomocą przycisku w prawo (8) wy-
2
brać ekran „Process settings” (Ustawienia metody spawania)
- Zostanie wyświetlony ekran „Process settings” (Ustawienia metody
spawania)
Parametry dla ustawień metody spa-
3
wania należy wybrać za pomocą przycisków w dół (6) lub do góry (7)
Wartość parametrów dla ustawień me-
4
tody spawania można zmieniać za pomocą pokrętła (18)
- Wartość parametrów dla ustawień
metody spawania można zmienić
tylko w ramach zdefiniowanego
zakresu ustawień. Zakres ustawień jest zapisany.
40
Page 41

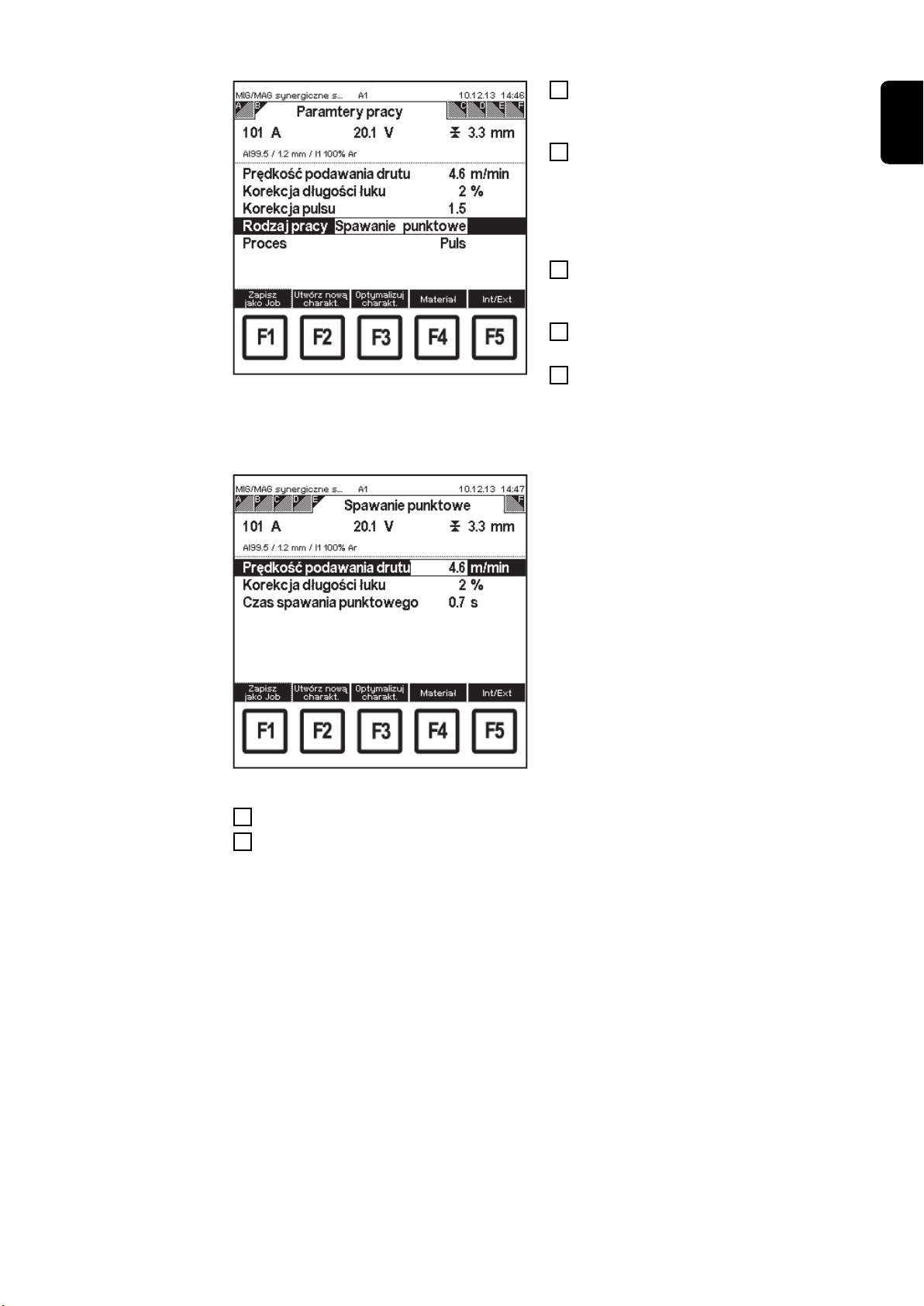
Ustawianie dalszych parametrów: specjalny tryb 2taktowy, specjalny tryb 4-taktowy, spawanie punktowe
Ustawianie dalszych parametrów dla specjalnego trybu 2taktowego
Jeśli na ekranie „Working parameters” (Parametry robocze) zostanie wybrany w przypadku trybu pracy palnika tryb S2-step, odpowiedni ekran zostanie dodany do „pętli”.
Możliwe jest ustawienie dalszych parametrów:
- Prąd początkowy Is
- Czas rozpoczęcia ts
- Slope 1 Sl1
- Slope 2 Sl2
- Czas zakończenia te
- Prąd końcowy Ie
Wywołać punkt menu „MIG/MAG sy-
1
nergic welding” (Spawanie MIG/MAG
Synergic)
Za pomocą przycisku w prawo (8) wy-
2
brać ekran „Working parameters” (Parametry robocze)
- Zostanie wyświetlony ekran „Working parameters” (Parametry robocze)
Za pomocą przycisków w dół (6) lub
3
do góry (7) wybrać parametry trybu
pracy palnika
Za pomocą pokrętła (18) ustawić S2-
4
step
Za pomocą przycisku w prawo (8) wy-
Ekran „Working parameters” (Parametry robocze):
tryb pracy palnika S2-step
5
brać ekran „Special 2-step” (Specjalny
tryb 2-taktowy)
- Zostanie wyświetlony ekran „Special 2-step” (Specjalny tryb 2-taktowy)
PL
Spawanie MIG/MAG Synergic: wyświetlony jest
ekran „Special 2-step” (Specjalny tryb 2-taktowy), wybrany został prąd początkowy Is
Dalsze parametry należy wybrać za
6
pomocą przycisków w dół (6) lub do
góry (7)
Wartość dalszych parametrów można
7
zmieniać za pomocą pokrętła (18)
- Wartość dalszych parametrów
można zmienić tylko w ramach
zdefiniowanego zakresu ustawień.
Zakres ustawień jest zapisany.
41
Page 42
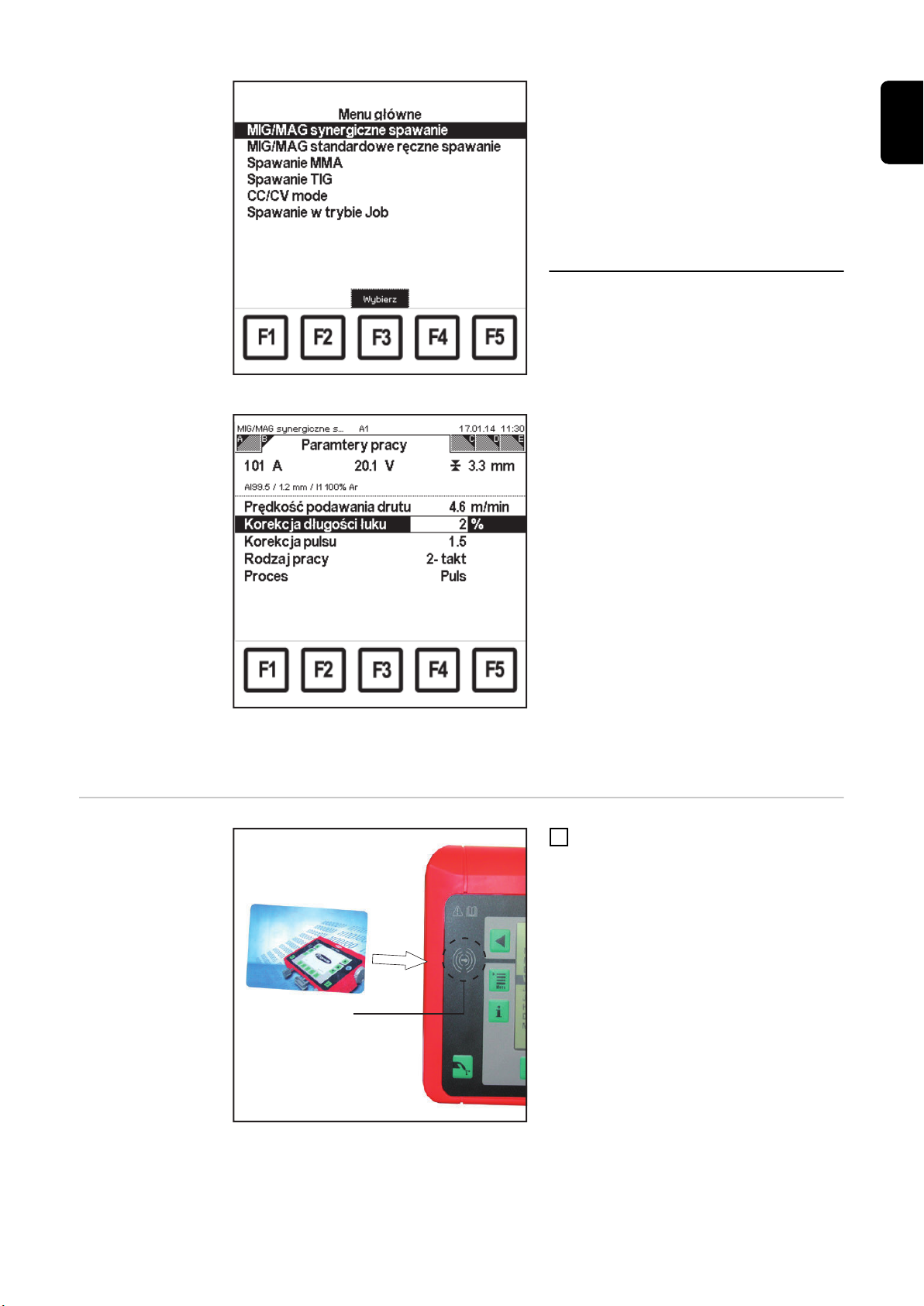
Ustawianie dalszych parametrów dla specjalnego trybu 4taktowego
Jeśli na ekranie „Working parameters” (Parametry robocze) zostanie wybrany w przypadku trybu pracy palnika tryb S4-step, odpowiedni ekran zostanie dodany do „pętli”.
Możliwe jest ustawienie dalszych parametrów:
- Prąd początkowy Is
- Slope 1 Sl1
- Prąd końcowy Ie
- Slope 2 Sl2
Wywołać punkt menu „MIG/MAG sy-
1
nergic welding” (Spawanie MIG/MAG
Synergic)
Za pomocą przycisku w prawo (8) wy-
2
brać ekran „Working parameters” (Parametry robocze)
- Zostanie wyświetlony ekran „Working parameters” (Parametry robocze)
Za pomocą przycisków w dół (6) lub
3
do góry (7) wybrać parametry trybu
pracy palnika
Za pomocą pokrętła (18) ustawić S4-
4
step
Za pomocą przycisku w prawo (8) wy-
Ekran „Working parameters” (Parametry robocze):
tryb pracy palnika S4-step
5
brać ekran „Special 4-step” (Specjalny
tryb 4-taktowy)
- Zostanie wyświetlony ekran „Special 4-step” (Specjalny tryb 4-taktowy)
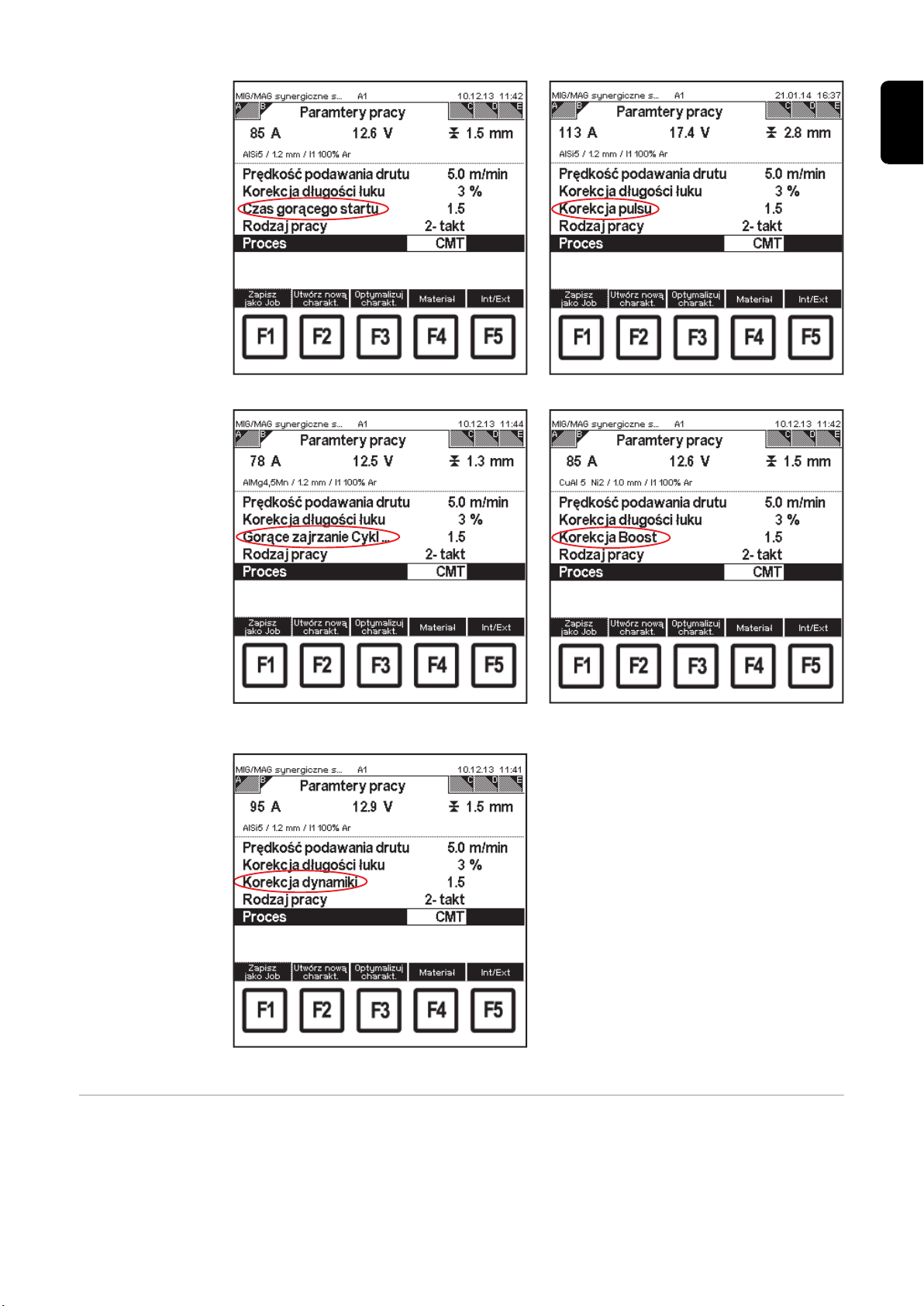
Ustawianie dalszych parametrów dla spawania punktowego
Dalsze parametry należy wybrać za
6
pomocą przycisków w dół (6) lub do
góry (7)
Wartość dalszych parametrów można
7
zmieniać za pomocą pokrętła (18)
- Wartość dalszych parametrów
można zmienić tylko w ramach
zdefiniowanego zakresu ustawień.
Zakres ustawień jest zapisany.
Spawanie MIG/MAG Synergic: zostanie wyświetlony
ekran „Special 4-step” (Specjalny tryb 4-taktowy), wybrany został prąd początkowy Is
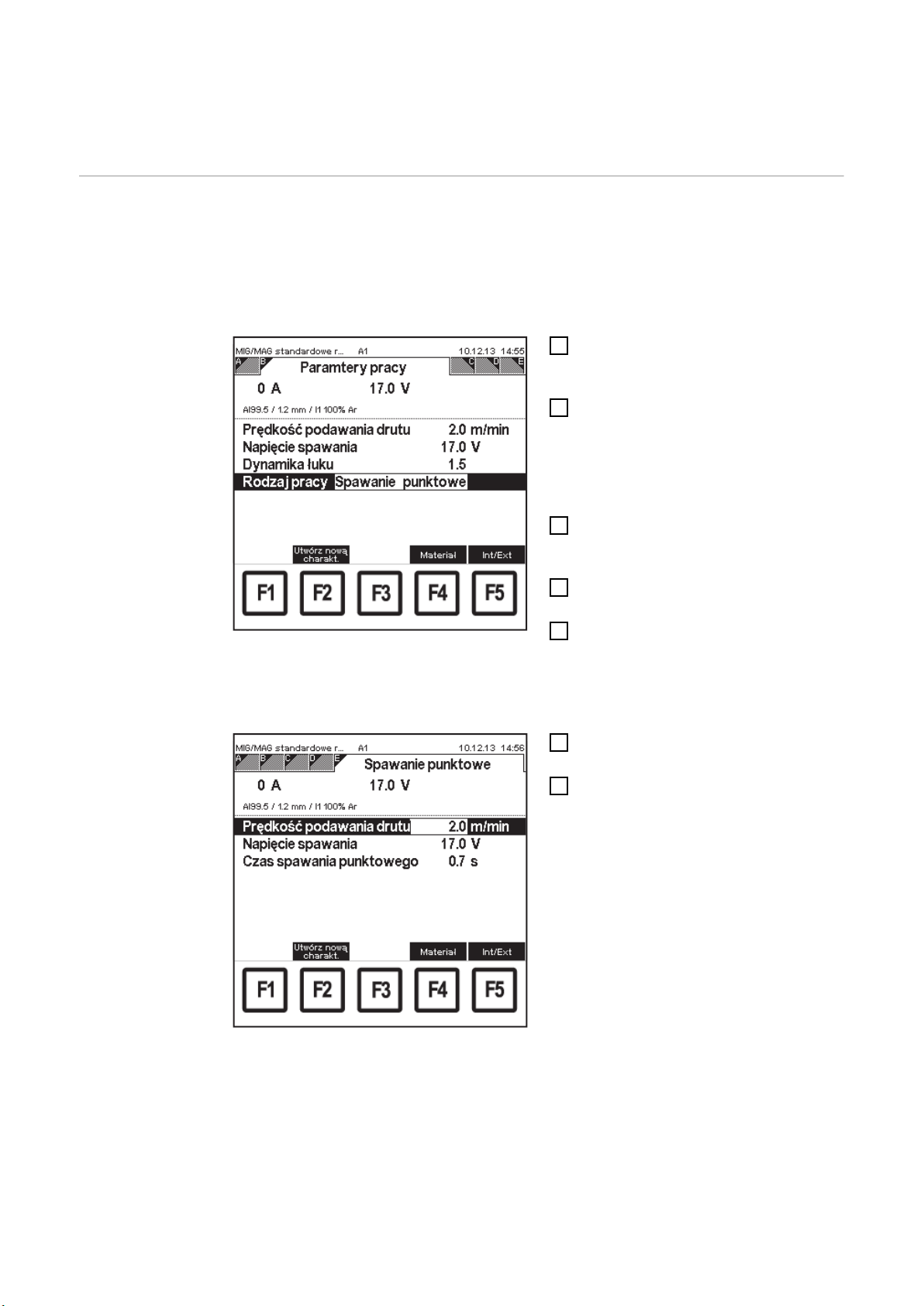
Jeśli na ekranie „Working parameters” (Parametry robocze) jako tryb pracy palnika zostanie wybrany tryb spawania punktowego, odpowiedni ekran zostanie dodany do „pętli”.
Możliwe jest ustawienie następujących parametrów:
- Prędkość podawania drutu
- Korekta łuku spawalniczego
- Czas spawania punktowego
42
Page 43
Ekran „Working parameters” (Parametry robocze):
tryb pracy palnika Spawanie punktowe
Wywołać punkt menu „MIG/MAG sy-
1
nergic welding” (Spawanie MIG/MAG
Synergic)
Za pomocą przycisku w prawo (8) wy-
2
brać ekran „Working parameters” (Parametry robocze)
- Zostanie wyświetlony ekran „Working parameters” (Parametry robocze)
Za pomocą przycisków w dół (6) lub
3
do góry (7) wybrać parametry trybu
pracy palnika
Za pomocą pokrętła (18) ustawić tryb
4
„Spot welding” (Spawanie punktowe)
Za pomocą przycisku w prawo (8) wy-
5
brać ekran „Spot welding” (Spawanie
punktowe)
- Zostanie wyświetlony ekran „Spot
welding” (Spawanie punktowe)
PL
Spawanie MIG/MAG Synergic: ekran „Spot welding” (Spawanie punktowe), wybrana prędkość podawania drutu
Parametry należy wybrać za pomocą przycisków w dół (6) lub do góry (7)
6
Wartość parametrów można zmieniać za pomocą pokrętła (18)
7
- Wartość parametrów można zmienić tylko w ramach zdefiniowanego zakresu
ustawień. Zakres ustawień jest zapisany.
43
Page 44

Ustawianie parametrów SynchroPuls
Informacje
ogólne
Ustawianie parametrów SynchroPuls (opcja oprogramowania)
Jeśli w źródle prądu spawalniczego zainstalowana jest opcja oprogramowania SynchroPuls, dostępny jest również ekran parametrów SynchroPuls. Ekran zostanie dołączony
do pętli.
Wywołać punkt menu „MIG/MAG sy-
1
nergic welding” (Spawanie MIG/MAG
Synergic)
Za pomocą przycisku w prawo (8) wy-
2
brać ekran „SynchroPuls”
- Zostanie wyświetlony ekran „SynchroPuls”
Parametry SynchroPuls należy wybrać
3
za pomocą przycisków w dół (6) lub
do góry (7)
Wartości parametrów SynchroPuls
4
można zmieniać za pomocą pokrętła
(18)
- Wartość parametrów SynchroPuls
można zmienić tylko w ramach
Spawanie MIG/MAG Synergic: ekran „Synchro-Puls”
zdefiniowanego zakresu ustawień.
Zakres ustawień jest zapisany.
44
Page 45

Spawanie MIG/MAG Manual
PL
Informacje
ogólne
Wywołać punkt
menu „MIG/MAG
standard manual
welding” (Spawanie MIG/MAG Manual)
W przeciwieństwie do spawania MIG/MAG Synergic, w przypadku metody spawania
MIG/MAG Manual parametry spawania ustawiane są oddzielnie.
Nacisnąć przycisk Menu (1):
1
- Zostanie wyświetlone menu
główne
Wybrać punkt menu „MIG/MAG stan-
2
dard manual welding” (Spawanie
MIG/MAG Manual) za pomocą
pokrętła (18)
Nacisnąć przycisk OK (3):
3
- Zostanie wyświetlony wywołany
ostatnio ekran „Data” (Dane).
Menu główne: zostanie wybrany punkt menu
„MIG/MAG standard manual welding” (Spawanie
MIG/MAG Manual)
Przegląd „MIG/MAG standard manual welding” (Spawanie MIG/MAG Manual) obejmuje
następujące rozdziały:
- Wywoływanie programu spawania
- Ustawianie parametrów roboczych
- Przełączanie na duży ekran
- Ustawianie parametrów dla ustawień metody spawania
- Ustawianie dalszych parametrów dla spawania punktowego
45
Page 46
Wywoływanie programu spawania
Wybór programu
spawania
Wywołać punkt menu „MIG/MAG stan-
1
dard manual welding” (Spawanie
MIG/MAG Manual)
Za pomocą przycisku w prawo (8) wy-
2
brać ekran „Welding program” (Program spawania)
- Zostanie wyświetlony ekran „Welding program” (Program spawania)
Spawanie MIG/MAG Manual: ekran „Welding program” (Program spawania)
Ekran „Welding program” (Program spawania) zawiera następujące dane:
- Mater. dod.
- Średnica drutu
- Zalecany gaz ochronny
- Numer(y) odniesienia do charakterystyk zapisanych do programu spawania
np.:
Dla AlSi5 o Ø 1,2 mm i gazu ochronnego 100 % Ar zapisana jest charakterystyka
Puls, charakterystyka standardowa oraz charakterystyka CMT.
46
Page 47
Ustawianie parametrów roboczych
PL
Ustawianie parametrów roboczych
Tryby pracy palnika
Wywołać punkt menu „MIG/MAG stan-
1
dard manual welding” (Spawanie
MIG/MAG Manual)
Za pomocą przycisku w prawo (8) wy-
2
brać ekran „Working parameters” (Parametry robocze)
- Zostanie wyświetlony ekran „Working parameters” (Parametry robocze)
Odpowiednie parametry robocze na-
3
leży wybrać za pomocą przycisków w
dół (6) lub do góry (7)
Wartość parametru można zmieniać
4
za pomocą pokrętła (18)
- Wartość parametru można zmie-
Spawanie MIG/MAG Manual: ekran „Working parameters” (Parametry robocze), wybrana prędkość podawania drutu
nić tylko w ramach zdefiniowanego zakresu ustawień. Zakres ustawień jest zapisany.
Możliwe jest ustawienie następujących trybów pracy palnika:
- 2-taktowy
- 4-takt.
- Spawanie punktowe
47
Page 48

Przełączanie na duży ekran
(2)(1)
0.6 A
0.35 A
Informacje
ogólne
Przełączanie na
duży ekran
Parametry prędkości podawania drutu, prądu spawania i napięcia spawania można
wyświetlić na dużym ekranie. Na ekranie „Extra-large display” (Duży ekran) wyświetlany
jest prąd silnika podajnika drutu oraz jednostki PushPull w postaci wartości rzeczywistej.
Wywołać punkt menu „MIG/MAG stan-
1
dard manual welding” (Spawanie
MIG/MAG Manual)
Za pomocą przycisku w prawo (8) wy-
2
brać ekran „Extra-large display” (Duży
ekran)
- Zostanie wyświetlony ekran
„Extra-large display” (Duży ekran)
- Wartości dla prędkości podawania
drutu oraz napięcia spawania
można zmienić na ekranie „Extralarge display” (Duży ekran) za pomocą pokrętła (18).
- Wartość prądu spawania jest
wyświetlana:
Spawanie MIG/MAG Manual: ekran „Extra-large display” (Duży ekran)
- podczas spawania
... jako wartość rzeczywista;
- po zakończeniu spawania
... jako wartość Hold
(1) Prąd silnika podajnika drutu
(2) Prąd silnika jednostki PushPull
48
Page 49
Ustawianie parametrów dla ustawień metody spawania
Ustawianie parametrów dla ustawień metody spawania
Spawanie MIG/MAG Manual: ekran „Process settings” (Ustawienia metody spawania), wybrany
wypływ gazu przed spawaniem
Wywołać punkt menu „MIG/MAG stan-
1
dard manual welding” (Spawanie
MIG/MAG Manual)
Za pomocą przycisku w prawo (8) wy-
2
brać ekran „Process settings” (Ustawienia metody spawania)
- Zostanie wyświetlony ekran „Process settings” (Ustawienia metody
spawania)
Parametry dla ustawień metody spa-
3
wania należy wybrać za pomocą przycisków w dół (6) lub do góry (7)
Wartość parametrów dla ustawień me-
4
tody spawania można zmieniać za pomocą pokrętła (18).
- Wartość parametrów dla ustawień
metody spawania można zmienić
tylko w ramach zdefiniowanego
zakresu ustawień. Zakres ustawień jest zapisany.
PL
49
Page 50
Ustawianie dalszych parametrów dla spawania
punktowego
Ustawianie dalszych parametrów dla spawania punktowego
Jeśli na ekranie „Working parameters” (Parametry robocze) jako tryb pracy palnika zostanie wybrany tryb spawania punktowego, odpowiedni ekran zostanie dodany do „pętli”.
Możliwe jest ustawienie następujących parametrów:
- Prędkość podawania drutu
- Korekta łuku spawalniczego
- Czas spawania punktowego
Wywołać punkt menu „MIG/MAG stan-
1
dard manual welding” (Spawanie
MIG/MAG Manual)
Za pomocą przycisku w prawo (8) wy-
2
brać ekran „Working parameters” (Parametry robocze)
- Zostanie wyświetlony ekran „Working parameters” (Parametry robocze)
Za pomocą przycisków w dół (6) lub
3
do góry (7) wybrać parametry trybu
pracy palnika
Za pomocą pokrętła (18) ustawić tryb
4
„Spot welding” (Spawanie punktowe)
Za pomocą przycisku w prawo (8) wy-
Ekran „Working parameters” (Parametry robocze):
tryb pracy palnika Spawanie punktowe
5
brać ekran „Spot welding” (Spawanie
punktowe)
- Zostanie wyświetlony ekran „Spot
welding” (Spawanie punktowe)
Spawanie MIG/MAG Synergic: ekran „Spot welding”
(Spawanie punktowe), wybrana prędkość podawania
drutu
Parametry należy wybrać za pomocą
6
przycisków w dół (6) lub do góry (7)
Wartość parametrów można zmieniać
7
za pomocą pokrętła (18)
- Wartość parametrów można zmienić tylko w ramach zdefiniowanego zakresu ustawień. Zakres ustawień jest zapisany.
50
Page 51
Ustawianie programu spawania i materiału
PL
Informacje
ogólne
Ustawianie programu spawania i
materiału
Program spawania oraz materiał można ustawić w następujących punktach menu:
- Spawanie MIG/MAG Synergic
- Spawanie MIG/MAG Manual
- Optymalizacja i zarządzanie zadaniami (tylko w przypadku zapisanych zadań MIG/
MAG)
Na odpowiednim ekranie „Data” (Da-
1
ne) nacisnąć przycisk F4 „Filler metal”
(Spoiwo)
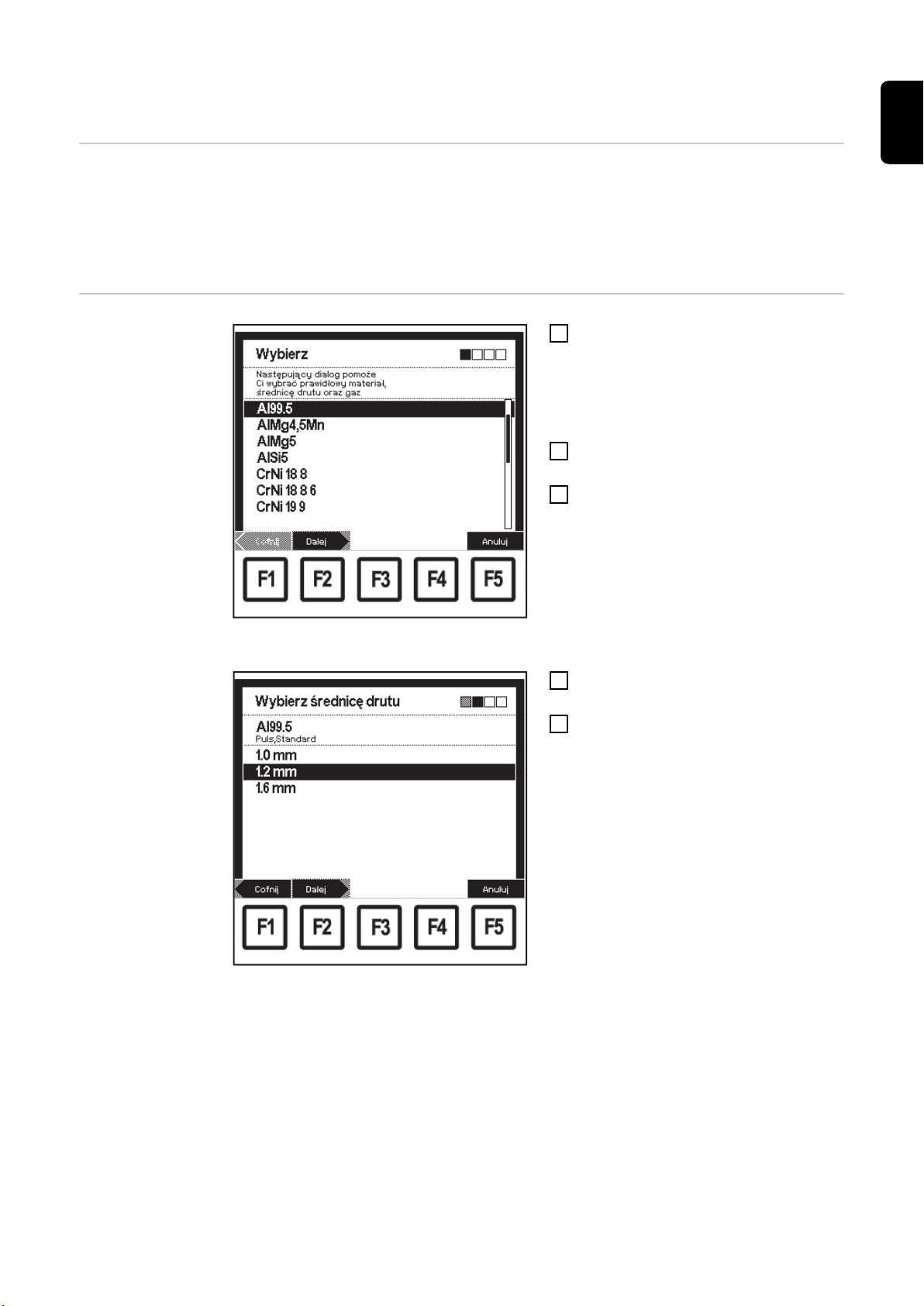
- Zostanie wyświetlony pierwszy
ekran kreatora — „Select a filler
metal” (Wybierz spoiwo).
Wybrać niezbędny materiał za po-
2
mocą pokrętła (18)
Nacisnąć przycisk F2 „Forward” (Da-
3
lej):
- Zostanie wyświetlony drugi ekran
kreatora — „Select a wire diameter” (Wybierz średnicę drutu).
- Wyświetlane są tylko te średnice
drutu, jakie są dostępne dla mate-
Ekran „Select a filler metal” (Wybierz spoiwo): wybrane Al99,5
riału wybranego na ekranie pierwszym .
Ekran „Select a wire diameter” (Wybierz średnicę
drutu): wybrano 1,2 mm
Wybrać odpowiednią średnicę drutu
4
za pomocą pokrętła (18)
Nacisnąć przycisk F2 „Forward” (Da-
5
lej):
- Zostanie wyświetlony trzeci ekran
kreatora — „Select a shielding
gas” (Wybierz gaz osłonowy).
- Wyświetlane są tylko te gazy, jakie
są dostępne dla materiału wybranego na ekranie pierwszym oraz
średnic drutu wybranych na ekranie drugim.
51
Page 52

Ekran „Select a shielding gas” (Wybierz gaz osłonowy): wybrano I1 100% Ar
Przykład: AlSi 5 / 1,2 mm / I1 100% Ar Ekran „Select
a reference” (Wybierz referencję): wybrano charakterystykę S0016
Wybrać odpowiedni gaz za pomocą
6
pokrętła (18)
Nacisnąć przycisk F2 „Forward” (Da-
7
lej):
- Ekran „Select a reference” (Wybierz referencję) wyświetlany jest
tylko wtedy, jeśli dla wybranego
materiału, wybranej średnicy drutu
lub wybranego gazu ochronnego
zapisano wiele charakterystyk.
- Wartość w nawiasach za metodą
spawania wskazuje, ile charakterystyk zapisano dla tej metody
spawania.
Odpowiednią metodę spawania należy
8
wybrać za pomocą przycisków w dół
(6) lub do góry (7)
Wybrać odpowiedni numer referencyj-
9
ny charakterystyki za pomocą pokrętła
(18)
- np.:
Charakterystyka C0876 nadaje się
tylko dla metody CMT.
Nacisnąć przycisk F2 „Forward” (Da-
10
lej)
- Zostanie wyświetlony ostatni
ekran kreatora – „Welding program” (Program spawania)
- Naciskając przycisk F1 „Back”
(Wstecz) można ponownie
wyświetlić ekrany zakończonych
już etapów roboczych. Można
wprowadzić zmiany.
Ekran „Welding program” (Program spawania): potwierdzenie
Nacisnąć przycisk F2 „Done” (Goto-
11
we)
- Zostanie zastosowany ustawiony
program spawania, widoczny jest
wyświetlany jako ostatni ekran
„Data” (Dane)
52
Page 53

Tworzenie charakterystyk użytkownika – dostosowywanie charakterystyki
Informacje
ogólne
Podstawy dotyczące tworzenia
charakterystyk
użytkownika
Funkcji „Creating new user characteristics – optimising characteristics” (Tworzenie nowych charakterystyk użytkownika – dostosowywanie charakterystyk) można użyć tylko w
punkcie menu spawania MIG/MAG Synergic.
Każdy program spawania opiera się tylko na jednej charakterystyce spawania. Charakterystyki wybranych programów spawania można zmieniać wg potrzeb użytkownika. Zmiany te zapisywane są w tzw. charakterystykach użytkownika.
Zaprogramowanie charakterystyki użytkownika jest niezbędne
- Jeśli stosowane są spoiwa (gaz ochronny, średnica drutu spawalniczego), które nie
są zawarte w bazie danych spawania.
- Do optymalizacji procesu spawania (np.: podwyższenia prędkości spawania, zmiany
głębokości wtopienia, zmiany wyglądu spawu).
WSKAZÓWKA!
Ponowne zaprogramowanie charakterystyki wymaga wiedzy z zakresu techniki
łuku spawalniczego oraz spawania.
PL
Tworzenie charakterystyk użytkownika – dostosowywanie charakterystyk
W celu efektywnego utworzenia nowej charakterystyki zalecany jest następujący sposób
postępowania:
- Wybrać podobną charakterystykę.
- Określić zakres mocy dla charakterystyki użytkownika
- W razie potrzeby uzupełnić charakterystykę użytkownika przez utworzenie dalszych
punktów charakterystyki
Istotne ustawienia podstawowe zostaną dzięki temu sposobowi postępowania zastosowane w nowej charakterystyce.
WAŻNE!
Do utworzenia charakterystyki użytkownika niezbędne są przynajmniej dwa punkty
charakterystyki.
Aby zapewnić optymalizację we wszystkich zakresach mocy, konieczne jest jednakże zaprogramowanie 6–10 punktów charakterystyki (jeden punkt na każdą grubość materiału).
Maksymalnie można zaprogramować 19 punktów charakterystyki.
Ustawić na każdym ekranie „Data” (Dane) podobny program spawania lub program
1
spawania przeznaczony do zmiany
Nacisnąć przycisk F3 „Optimize characteristic” (Dostosuj charakterystykę):
2
53
Page 54
Charakt. Nie może być
zmieniona
Ekran „Information – The characteristic can not be
modified!” (Informacja – Nie można zmodyfikować
charakterystyki!)
Jeśli nie jest możliwa edycja charakterystyki, wyświetlana jest informacja „The
characteristic can not be modified!” (Nie
można zmodyfikować charakterystyki!).
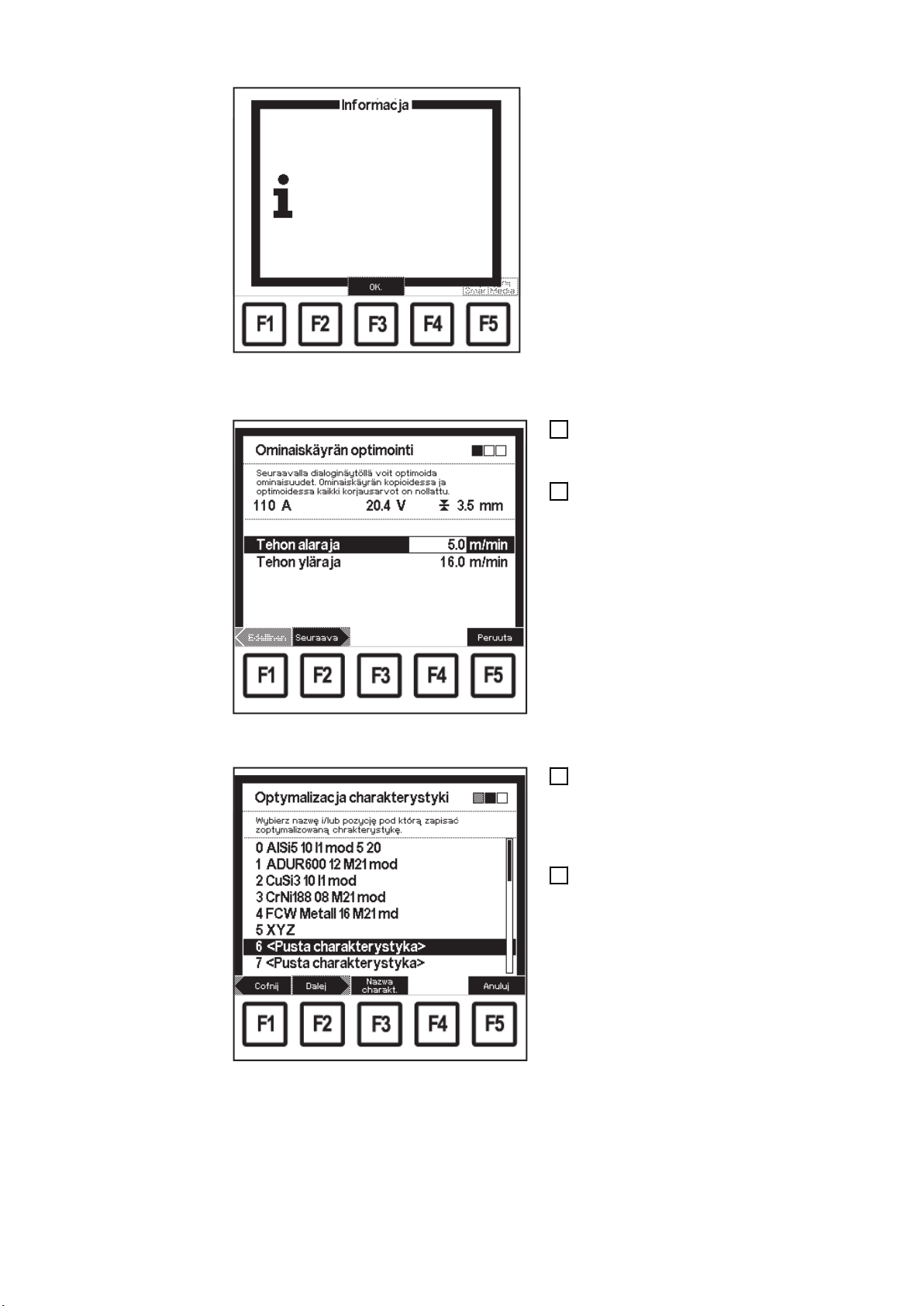
Zostanie wyświetlony pierwszy ekran kreatora — „Optimize characteristics” (Dostosuj charakterystyki).
Wybrać dolną i górną wartość mocy
3
za pomocą przycisków w dół (6) lub
do góry (7)
Ustawić dolną i górną wartość mocy
4
za pomocą pokrętła (18)
- Wartość parametru można zmienić tylko w ramach zdefiniowanego zakresu ustawień. Zakres ustawień jest zapisany.
- Wyświetlane w obszarze wizualizacji wartości prądu, napięcia i
grubości blachy zależą bezpośrednio od wprowadzonych
wartości mocy.
Ekran „Optimize characteristics” (Dostosuj charakterystyki): ustawianie wartości mocy
Ekran „Optimize characteristics” (Dostosuj charakterystyki): wybór charakterystyki
Nacisnąć przycisk F2 „Forward” (Da-
5
lej):
- Zostanie wyświetlony drugi ekran
kreatora — „Optimize characteristics” (Dostosuj charakterystyki).
Wybrać odpowiednią charakterystykę
6
za pomocą pokrętła (18)
- Jeśli zachodzi potrzeba zastąpienia istniejącej charakterystyki,
wyświetlane jest zapytanie.
54
Page 55

Zapytanie dotyczące zastąpienia charakterystyki
W celu nadania nazwy charakterysty-
7
ce nacisnąć przycisk F3 „Name characteristic” (Nazwij charakterystykę):
- Zostanie wyświetlony ekran „Name characteristic” (Nazwij charakterystykę)
Wybrać odpowiednią literę za pomocą
8
pokrętła (18)
Nacisnąć przycisk F4 „>”, aby wpro-
9
wadzić kolejną literę
- Korektę można wykonać za pomocą przycisków F3 „<” lub F2 „<
Delete” (Usuń)
Po zakończeniu zmiany nazwy na-
10
cisnąć przycisk F1 „Accept” (Zastosuj):
- Nowa nazwa zostanie zastosowana, zostanie wyświetlony ekran
„Optimize characteristics” (Dostosuj charakterystyki)
PL
Ekran „Name characteristic” (Nazwij charakterystykę)
Ekran „Optimize characteristics” (Dostosuj charakterystyki): wybór charakterystyki
Nacisnąć przycisk F2 „Forward” (Da-
11
lej):
- Zostanie wyświetlony trzeci ekran
kreatora — „Optimize characteristics” (Dostosuj charakterystyki)
jako potwierdzenie.
- Naciskając przycisk F1 „Back”
(Wstecz) można ponownie
wyświetlić ekrany zakończonych
już etapów roboczych. Można
wprowadzić zmiany.
55
Page 56

Kreator „Optimize characteristics” (Dostosuj charakterystyki): potwierdzenie dostosowanej charakterystyki
Nacisnąć przycisk F2 „Done” (Goto-
12
we):
- Zostanie wyświetlony ostatnio
wyświetlany ekran „Data” (Dane)
56
Page 57

Tworzenie punktów charakterystyk dla charakterystyk użytkownika
Informacje
ogólne
Podstawy dotyczące tworzenia
punktów charakterystyk
Funkcję „Create new characteristic point” (Utwórz nowy punkt charakterystyki) można
wykonać w następujących punktach menu:
- Spawanie MIG/MAG Synergic
- Spawanie MIG/MAG Manual
Różne ustawienia parametrów można zapisać w charakterystykach użytkownika w postaci punktów charakterystyk.
Do utworzenia punktu charakterystyki niezbędne są:
- Program spawania (materiał, średnica drutu, gaz ochronny), dla którego ma zostać
utworzony punkt charakterystyki
- Wartość prędkości podawania drutu (np. wynikająca z prób spawania, wartości ustalone na podstawie doświadczenia lub wartości orientacyjne, odpowiadające grubości
materiału)
WSKAZÓWKA!
Utworzenie punktów charakterystyki wymaga wiedzy z zakresu techniki łuku spawalniczego oraz spawania.
PL
Tworzenie punktu
charakterystyki
WAŻNE!
Do utworzenia charakterystyki użytkownika niezbędne są przynajmniej dwa punkty
charakterystyki.
Aby zapewnić optymalizację we wszystkich zakresach mocy, konieczne jest jednakże zaprogramowanie 6–10 punktów charakterystyki (jeden punkt na każdą grubość materiału).
Maksymalnie można zaprogramować 19 punktów charakterystyki.
Sposób postępowania, gdy określone parametry mają być zapisane jako punkt charakterystyki:
57
Page 58

Ekran „Create new characteristic point” (Utwórz nowy
punkt charakterystyki): wybrano nr 6 - „Al99,5 1,2 I1
mod”
Wywołać program spawania, dla
1
którego ma zostać utworzony punkt
charakterystyki
Ustawić prędkość podawania drutu,
2
dla której ma zostać utworzony punkt
charakterystyki
Na odpowiednim ekranie „Data” (Da-
3
ne) nacisnąć przycisk F2 „Create new
characteristic point” (Utwórz nowy
punkt charakterystyki).
- Zostanie wyświetlony pierwszy
ekran kreatora — „Create new
characteristic point” (Utwórz nowy
punkt charakterystyki)
Wybrać odpowiednią charakterystykę
4
za pomocą pokrętła (18)
- Jeśli zachodzi potrzeba wstawienia tworzonego punktu charakterystyki do charakterystyki, która
nie pasuje do charakterystyki
ustawionej aktualnie (np. wstawienia punktu charakterystyki aluminium do charakterystyki CuSi), zostanie wyświetlone zapytanie.
Zapytanie: punkt charakterystyki jest nieodpowiedni
Nacisnąć przycisk F2 „Yes” (Tak) lub
5
przycisk F3 „No” (Nie) albo F4 „Cancel” (Anuluj)
- Jeśli zachodzi potrzeba wstawienia tworzonego punktu charakterystyki Standard do charakterystyki Puls i odwrotnie, zostanie
wyświetlony komunikat błędu.
Nacisnąć przycisk F3 „OK”
6
- Zostanie wyświetlony pierwszy
ekran kreatora — „Create new
characteristic point” (Utwórz nowy
punkt charakterystyki)
58
Komunikat błędu: nie można zapisać punktu charakterystyki
Page 59

Ekran „Create new characteristic point” (Utwórz nowy
punkt charakterystyki): nr 7 – wybrano <Empty characteristic>
Ekran „Name characteristic” (Nazwij charakterystykę)
Wybrać inną charakterystykę za po-
7
mocą pokrętła (18)
W celu nadania nazwy charakterysty-
8
ce nacisnąć przycisk F3 „Name characteristic” (Nazwij charakterystykę):
- Zostanie wyświetlony ekran „Name characteristic” (Nazwij charakterystykę)
Wybrać odpowiednią literę za pomocą
9
pokrętła (18)
Nacisnąć przycisk F4 „>”, aby wpro-
10
wadzić kolejną literę
- Korekt można dokonać za pomocą przycisków F3 „<” lub F2 „<
Delete” (Usuń).
Po zakończeniu zmiany nazwy na-
11
cisnąć przycisk F1 „Accept” (Zastosuj):
- Nowa nazwa zostanie zastosowana, zostanie wyświetlony ekran
„Create new characteristic point”
(Utwórz nowy punkt charakterystyki)
PL
Ekran „Create new characteristic point” (Utwórz nowy
punkt charakterystyki)
Nacisnąć przycisk F2 „Forward” (Da-
12
lej):
- Zostanie wyświetlony drugi ekran
kreatora — „Create new characteristic point” (Utwórz nowy punkt
charakterystyki) jako potwierdzenie.
59
Page 60
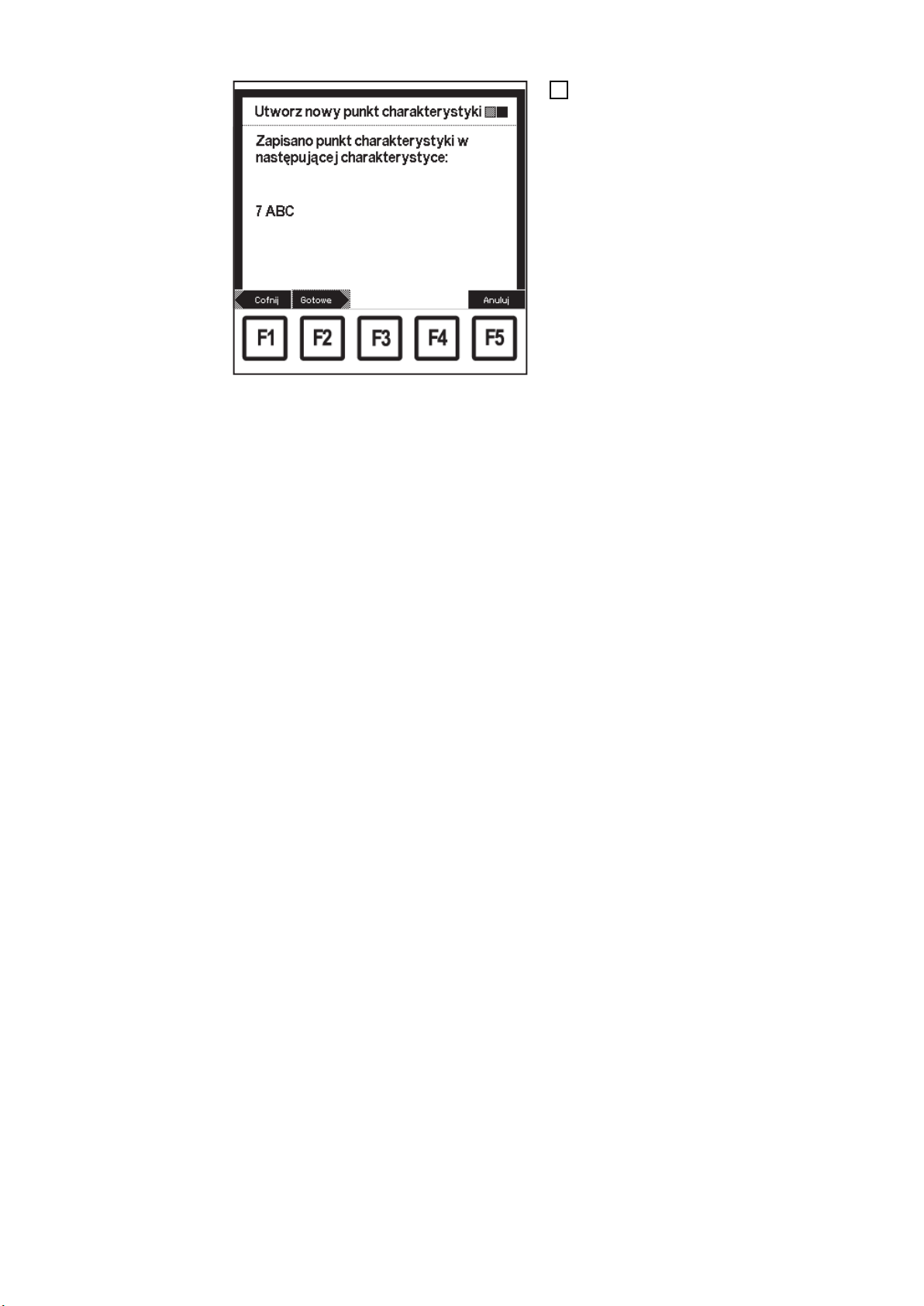
Ekran „Create new characteristic point” (Utwórz nowy
punkt charakterystyki): potwierdzenie zapisanego
punktu charakterystyki
Nacisnąć przycisk F2 „Done” (Goto-
13
we):
- Zostanie zapisany punkt charakterystyki oraz wyświetlony odpowiedni ekran „Data” (Dane).
- Naciskając przycisk F1 „Back”
(Wstecz) można ponownie
wyświetlić ekrany zakończonych
już etapów roboczych. Można
wprowadzić zmiany.
60
Page 61
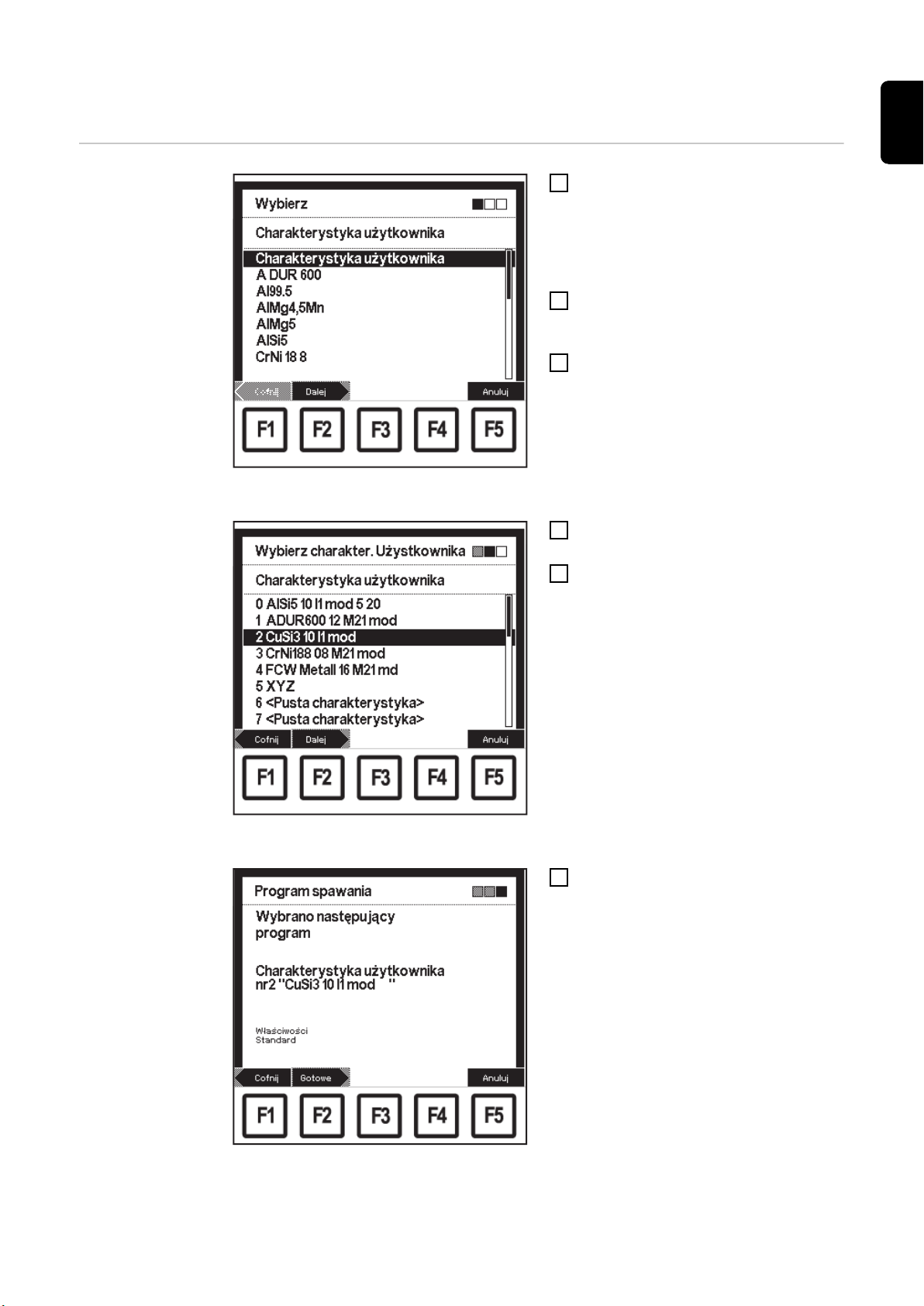
Wybór charakterystyk użytkownika
PL
Wybór charakterystyk użytkownika
Ekran „Select a filler metal” (Wybierz spoiwo): wybrana charakterystyka użytkownika
Na odpowiednim ekranie „Data” (Da-
1
ne) nacisnąć przycisk F4 „Filler metal”
(Spoiwo):
- Zostanie wyświetlony pierwszy
ekran kreatora — „Select a filler
metal” (Wybierz spoiwo).
Za pomocą pokrętła (18) wybrać opcję
2
„User characteristic” (Charakterystyka
użytkownika)
Nacisnąć przycisk F2 „Forward” (Da-
3
lej):
- Zostanie wyświetlony drugi ekran
kreatora — „User characteristic”
(Charakterystyka użytkownika).
Wybrać odpowiednią charakterystykę
4
użytkownika za pomocą pokrętła (18)
Nacisnąć przycisk F2 „Forward” (Da-
5
lej):
- Zostanie wyświetlony trzeci ekran
kreatora — „Welding program”
(Program spawania), jako potwierdzenie.
- Naciskając przycisk F1 „Back”
(Wstecz) można ponownie
wyświetlić ekrany zakończonych
już etapów roboczych. Można
wprowadzić zmiany.
Ekran „User characteristic” (Charakterystyka użytkownika): wybrano nr 2 „CuSi3 10 I1 mod”
Ekran „Welding program” (Program spawania): potwierdzenie charakterystyki użytkownika
Nacisnąć przycisk F2 „Done” (Goto-
6
we):
- Zostanie zastosowana ustawiona
charakterystyka użytkownika, widoczny jest wyświetlany jako
ostatni ekran „Data” (Dane)
61
Page 62
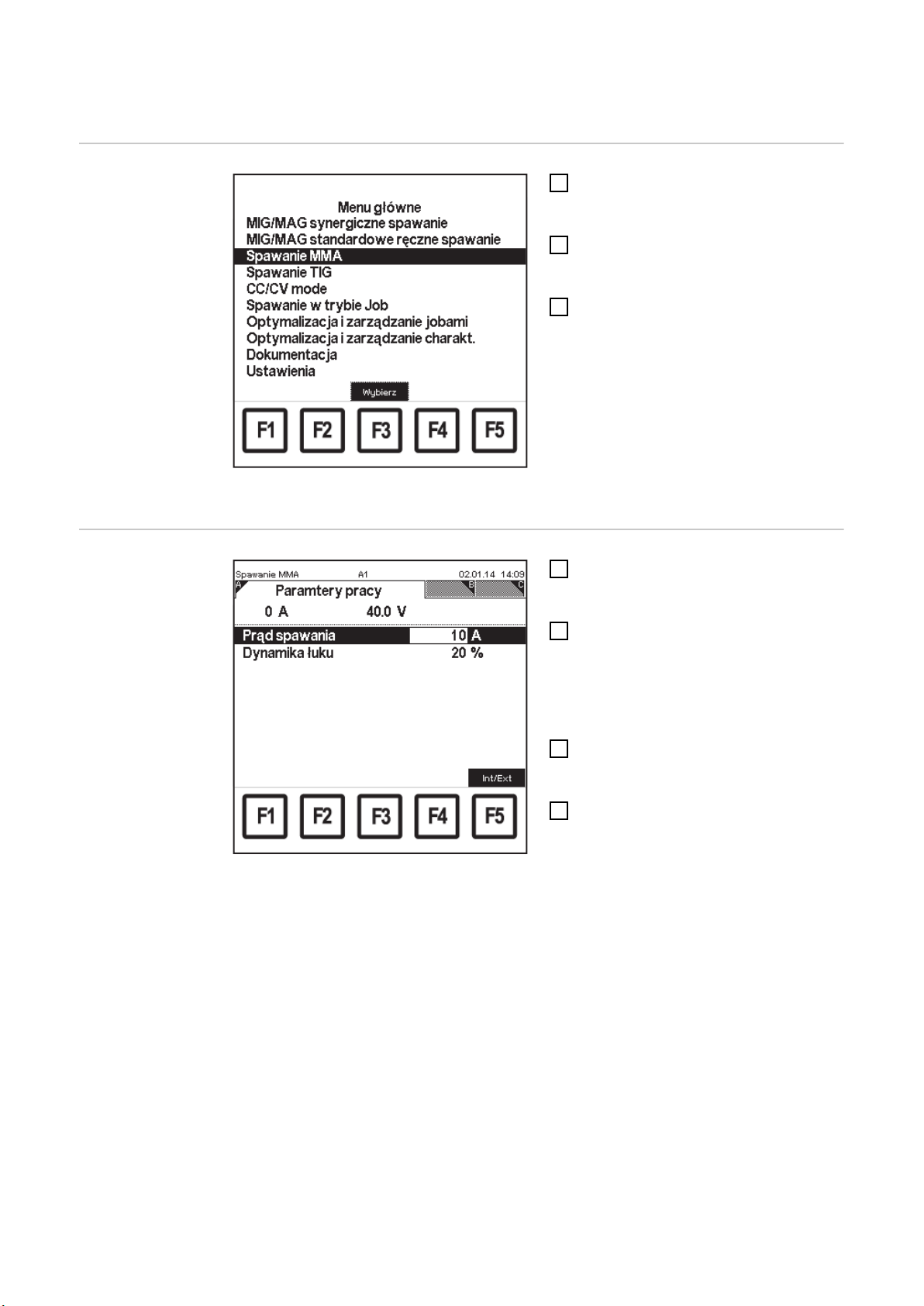
Spawanie elektrodą topliwą
Wywoływanie
punktu menu
„Rod electrode
(MMA welding)”
(Spawanie elektrodą topliwą)
Ustawianie parametrów roboczych
Menu główne: Wybrany punkt menu „Rod electrode
(MMA welding)” (Spawanie elektrodą topliwą)
Spawanie elektrodą topliwą: ekran „Working parameters” (Parametry robocze), wybrana wartość prądu
spawania
Nacisnąć przycisk Menu (1)
1
- Zostanie wyświetlone menu
główne
Wybrać punkt menu „Rod electrode
2
(MMA welding)” (Spawanie elektrodą
topliwą) za pomocą pokrętła (18)
Nacisnąć przycisk OK (3)
3
- Zostanie wyświetlony wywołany
ostatnio ekran „Data” (Dane)
Wywoływanie punktu menu „Rod elec-
1
trode (MMA welding)” (Spawanie elektrodą topliwą)
Za pomocą przycisku w prawo (8) wy-
2
brać ekran „Working parameters” (Parametry robocze)
- Zostanie wyświetlony ekran „Working parameters” (Parametry robocze)
Odpowiednie parametry robocze na-
3
leży wybrać za pomocą przycisków w
dół (6) lub do góry (7)
Wartość parametru można zmieniać
4
za pomocą pokrętła (18)
- Wartość parametru można zmienić tylko w ramach zdefiniowanego zakresu ustawień. Zakres ustawień jest zapisany.
62
Page 63
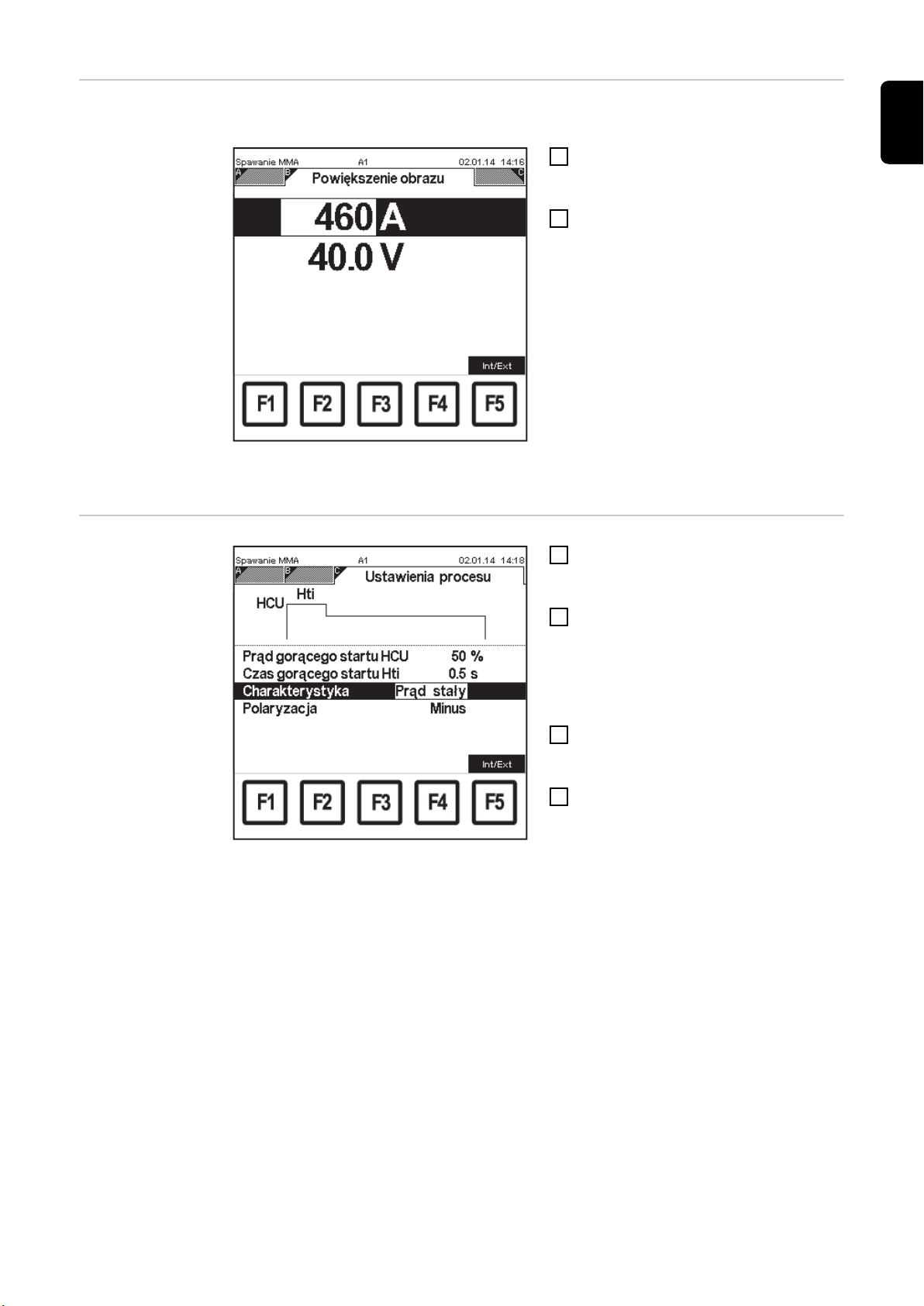
Przełączanie na
duży ekran
Parametry prądu spawania i napięcia spawania można wyświetlić na dużym ekranie.
Wywoływanie punktu menu „Rod elec-
1
trode (MMA welding)” (Spawanie elektrodą topliwą)
Za pomocą przycisku w prawo (8) wy-
2
brać ekran „Extra-large display” (Duży
ekran)
- Zostanie wyświetlony ekran
„Extra-large display” (Duży ekran)
- Wartość prądu spawania można
zmienić na ekranie „Extra-large display” (Duży ekran) za pomocą
pokrętła (18).
- Wartość napięcia spawania jest
wyświetlana:
- podczas spawania
Spawanie elektrodą topliwą: ekran „Extra-large display” (Duży ekran)
... jako wartość rzeczywista;
- po zakończeniu spawania
... jako wartość Hold
PL
Ustawianie parametrów dla ustawień metody spawania
Spawanie elektrodą topliwą: ekran „Process settings”
(Ustawienia metody spawania), wybrany prąd Hot
start HCU
Wywoływanie punktu menu „Rod elec-
1
trode (MMA welding)” (Spawanie elektrodą topliwą)
Za pomocą przycisku w prawo (8) wy-
2
brać ekran „Process settings” (Ustawienia metody spawania)
- Zostanie wyświetlony ekran „Process settings” (Ustawienia metody
spawania)
Parametry dla ustawień metody spa-
3
wania należy wybrać za pomocą przycisków w dół (6) lub do góry (7)
Wartość ustawienia parametrów
4
można zmieniać za pomocą pokrętła
(18)
- Wartość parametrów dla ustawień
metody spawania można zmienić
tylko w ramach zdefiniowanego
zakresu ustawień. Zakres ustawień jest zapisany.
63
Page 64

Spawanie TIG
Wywoływanie
punktu menu
„TIG welding”
(Spawanie TIG)
Ustawianie parametrów roboczych
Menu główne: wybrany punktu menu „TIG welding”
(Spawanie TIG)
Spawanie TIG: ekran „Working parameters” (Parametry robocze), wybrany prąd główny
Nacisnąć przycisk Menu (1)
1
- Zostanie wyświetlone menu
główne
Wybrać punkt menu „TIG welding”
2
(Spawanie TIG) za pomocą pokrętła
(18)
Nacisnąć przycisk OK (3)
3
- Zostanie wyświetlony wywołany
ostatnio ekran „Data” (Dane)
Wywoływanie punktu menu „TIG we-
1
lding” (Spawanie TIG)
Za pomocą przycisku w prawo (8) wy-
2
brać ekran „Working parameters” (Parametry robocze)
- Zostanie wyświetlony ekran „Working parameters” (Parametry robocze)
Odpowiednie parametry robocze na-
3
leży wybrać za pomocą przycisków w
dół (6) lub do góry (7)
Wartość parametru można zmieniać
4
za pomocą pokrętła (18)
- Wartość parametru można zmienić tylko w ramach zdefiniowanego zakresu ustawień. Zakres ustawień jest zapisany.
64
Page 65

Przełączanie na
duży ekran
Parametry prądu spawania i napięcia spawania można wyświetlić na dużym ekranie.
Wywoływanie punktu menu „TIG we-
1
lding” (Spawanie TIG)
Za pomocą przycisku w prawo (8) wy-
2
brać ekran „Extra-large display” (Duży
ekran)
- Zostanie wyświetlony ekran
„Extra-large display” (Duży ekran)
- Wartość prądu spawania można
zmienić na ekranie „Extra-large display” (Duży ekran) za pomocą
pokrętła (18).
- Wartość napięcia spawania jest
wyświetlana:
- podczas spawania
... jako wartość rzeczywista;
Spawanie TIG: ekran „Extra-large display” (Duży
ekran)
- po zakończeniu spawania
... jako wartość Hold
PL
65
Page 66

Tryb CC/CV
Informacje
ogólne
Wywoływanie
punktu menu
„CC/CV mode”
(Tryb CC/CV)
Jeśli w źródle prądu spawalniczego zainstalowana jest opcja oprogramowania „CC/CV
mode” (Tryb CC/CV), w menu głównym dostępny jest również punkt menu „CC/CV mode” (Tryb CC/CV).
Punkt menu trybu CC/CV umożliwia eksploatację źródła prądu spawalniczego do wyboru
ze stałym napięciem spawania lub stałym prądem spawania.
Zmiany parametrów w punkcie menu „CC/CV mode” (Tryb CC/CV) można wprowadzać
zarówno za pośrednictwem sterownika robota, jak i za pośrednictwem pilota do zdalnej
obsługi RCU 5000i.
Tryb „CC/CV mode” (Tryb CC/CV) stosowany jest na przykład w sytuacjach spawania z
drutem gorącym.
Nacisnąć przycisk Menu (1)
1
- Zostanie wyświetlone menu
główne
Wybrać punkt menu „CC/CV mode”
2
(Tryb CC/CV) za pomocą pokrętła (18)
Nacisnąć przycisk OK (3)
3
- Zostanie wyświetlony wywołany
ostatnio ekran „Data” (Dane)
Ustawianie parametrów roboczych
Menu główne: wywołany punkt menu „CC/CV mode”
(Tryb CC/CV)
Tryb CC/CV: ekran „Working parameters” (Parametry
robocze), wybrana wartość zadana prądu spawania
Wywoływanie punktu menu „CC/CV
1
mode” (Tryb CC/CV)
Za pomocą przycisku w prawo (8) wy-
2
brać ekran „Working parameters” (Parametry robocze)
- Zostanie wyświetlony ekran „Working parameters” (Parametry robocze)
Odpowiednie parametry robocze na-
3
leży wybrać za pomocą przycisków w
dół (6) lub do góry (7)
Wartość parametru można zmieniać
4
za pomocą pokrętła (18)
- Wartość parametru można zmienić tylko w ramach zdefiniowanego zakresu ustawień. Zakres ustawień jest zapisany.
66
Page 67

Przełączanie na
(2)(1)
0.6 A
0.35 A
duży ekran
Parametry prędkości podawania drutu, wartości zadanej napięcia spawania i prądu spawania można wyświetlić na dużym ekranie.
Wywoływanie punktu menu „CC/CV
1
mode” (Tryb CC/CV)
Za pomocą przycisku w prawo (8) wy-
2
brać ekran „Extra-large display” (Duży
ekran)
- Zostanie wyświetlony ekran
„Extra-large display” (Duży ekran)
- Wartości prędkości podawania
drutu, wartości zadanej napięcia
spawania i prądu spawania
można zmienić na ekranie „Extralarge display” (Duży ekran) za pomocą pokrętła (18).
- Wartość napięcia spawania jest
wyświetlana:
Tryb CC/CV: ekran „Extra-large display” (Duży ekran)
- podczas spawania
... jako wartość rzeczywista;
- po zakończeniu spawania
... jako wartość Hold
(1) Prąd silnika podajnika drutu
(2) Prąd silnika jednostki PushPull
PL
Ustawianie parametrów dla ustawień metody spawania
Tryb CC/CV: ekran „Process settings” (Ustawienia
metody spawania)
Wywoływanie punktu menu „CC/CV
1
mode” (Tryb CC/CV)
Za pomocą przycisku w prawo (8) wy-
2
brać ekran „Process settings” (Ustawienia metody spawania)
- Zostanie wyświetlony ekran „Process settings” (Ustawienia metody
spawania)
Wartość parametru można zmieniać
3
za pomocą pokrętła (18)
- Wartość parametru można zmienić tylko w ramach zdefiniowanego zakresu ustawień. Zakres ustawień jest zapisany.
67
Page 68

Spawanie Job
Wywoływanie
punktu menu
„Job welding”
(Spawanie Job)
Ustawianie parametrów roboczych dla zadania
Nacisnąć przycisk Menu (1)
1
- Zostanie wyświetlone menu
główne
Wybrać punkt menu „Job welding”
2
(Spawanie Job) za pomocą pokrętła
(18)
Nacisnąć przycisk OK (3)
3
- Zostanie wyświetlony wywołany
ostatnio ekran „Data” (Dane)
Menu główne: wybrany punkt menu „Job welding”
(Spawanie Job)
Jeśli w punkcie menu „Optimizing and managing jobs” (Optymalizacja i zarządzanie zadaniami) zostaną ustalone granice korekty dla wybranego zdania, w punkcie menu „Job
welding” na ekranie „Working parameters” (Parametry robocze) można ustawić dla tego
zadania następujące parametry robocze:
- aktualną korektę mocy
- aktualną korektę łuku spawalniczego
Spawanie Job: ekran „Working parameters” (Parametry robocze), wybrana aktualna korekta mocy dla zadania nr 22 z grupy 2 (przykład dla zadania MIG/
MAG)
Wywoływanie punktu menu „Job we-
1
lding” (Spawanie Job)
Za pomocą przycisku w prawo (8) wy-
2
brać ekran „Working parameters” (Parametry robocze)
- Zostanie wyświetlony ekran „Working parameters” (Parametry robocze)
Parametr „group no.” (Nr grupy) na-
3
leży wybrać za pomocą przycisków w
dół (6) lub do góry (7)
Wybrać żądaną grupę (0–99) za po-
4
mocą pokrętła (18)
Parametr „job no.” (Nr zadania) należy
5
wybrać za pomocą przycisków w dół
(6) lub do góry (7)
Wybrać żądane zadanie (0–999) za
6
pomocą pokrętła (18)
- Jeśli zostanie wybrane zadanie z
następnej grupy, odpowiednio do
tego zmieni się wyświetlana grupa.
68
Odpowiednie parametry robocze należy wybrać za pomocą przycisków w dół (6) lub
7
do góry (7)
Page 69

Wartość parametru można zmieniać za pomocą pokrętła (18)
A 53.0A 6.0
(1) (2)
8
- Wartość parametru można zmienić tylko w ramach zdefiniowanego zakresu
ustawień. Zakres ustawień jest zapisany.
PL
Przełączanie na
duży ekran
Dla wybranego zadania parametry prędkości podawania drutu, prądu spawania i napięcia spawania można wyświetlić na dużym ekranie.
Wywoływanie punktu menu „Job we-
1
lding” (Spawanie Job)
Za pomocą przycisku w prawo (8) wy-
2
brać ekran „Extra-large display” (Duży
ekran)
- Zostanie wyświetlony ekran
„Extra-large display” (Duży ekran)
- Parametry „group no.” (Nr grupy) i
„job no.” (Nr zadania) można wybierać za pomocą przycisków w
dół (6) lub do góry (7) oraz zmieniać za pomocą pokrętła (18).
- Prędkość podawania drutu można
ustawić w ramach zdefiniowanych
dla wybranego zadania granic ko-
Spawanie Job: ekran „Extra-large display” (Duży
ekran)
rekty za pomocą pokrętła (18).
- Prąd spawania oraz napięcie spawania to czyste wartości wskaźnikowe.
(1) Prąd silnika podajnika drutu
(2) Prąd silnika jednostki PushPull
Zmiana metody
spawania podczas spawania
CMT Advanced
WSKAZÓWKA!
Podczas spawania CMT Advanced nie jest możliwa zmiana metody spawania lub
też aktualnie wybranej charakterystyki spawania.
Aby zmienić metodę spawania lub charakterystykę spawania:
- najpierw zakończyć proces CMT Advanced
- odczekać 300–600 ms
W tym czasie nie można wybrać innej metody spawania lub też innej charakterystyki
spawania.
- Kontynuować proces spawania z zastosowaniem innej metody lub innej charakterystyki spawania.
69
Page 70
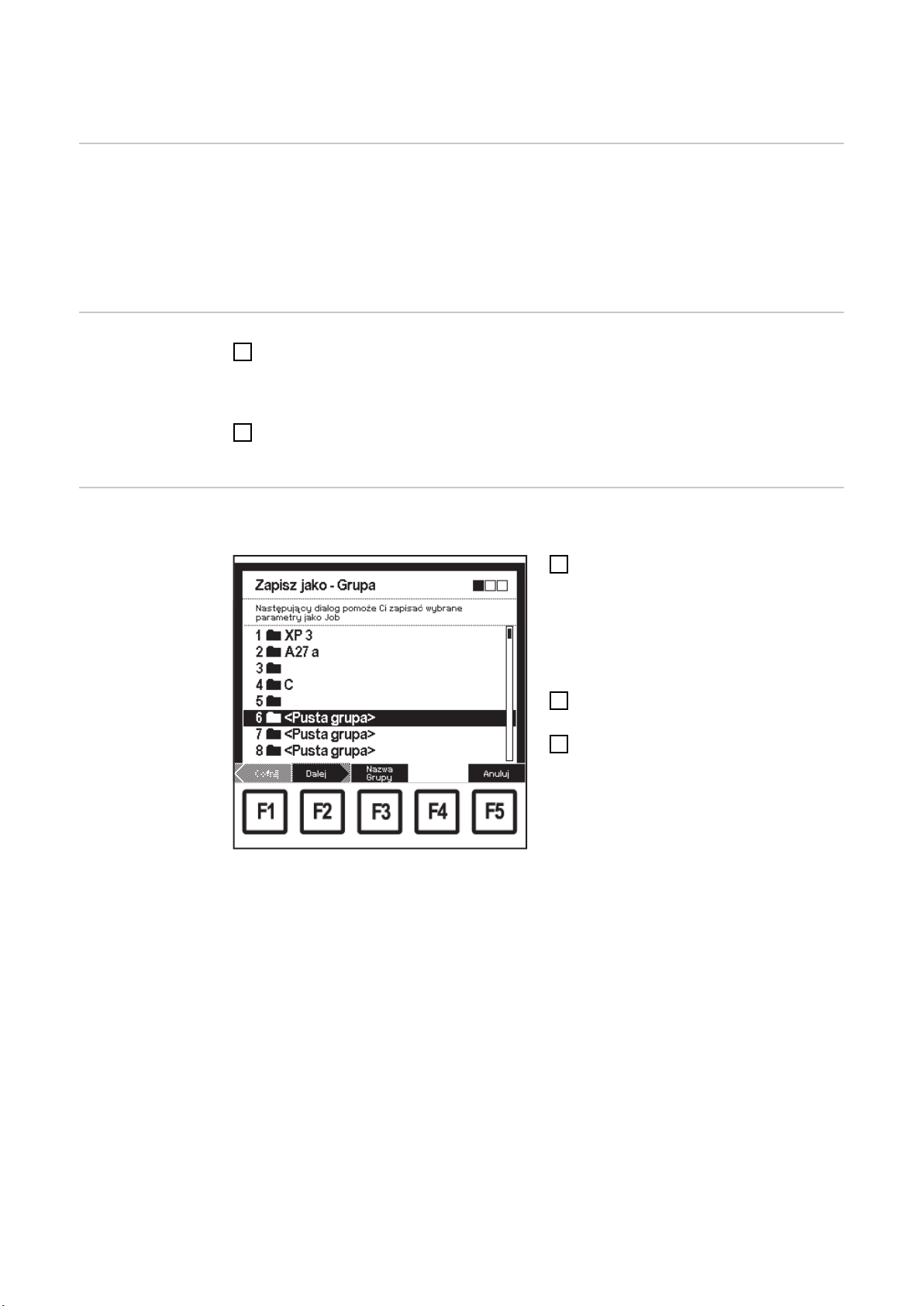
Zapisywanie ustawień jako zadania
Informacje
ogólne
Wskazówki dotyczące zapisywania zadań
Zapisz jako zadanie
Funkcję „Store as job” (Zapisz jako zadanie) można wykonać w następujących punktach
menu:
- Spawanie MIG/MAG Synergic
- w trybie CC/CV
- Spawanie Job
- Optymalizacja i zarządzanie zadaniami
Ustawić wszystkie parametry na wszystkich wyświetlanych ekranach
1
- Ustawić parametry na ekranie A
- Ustawić parametry na ekranie B
- Ustawić parametry na ekranie C, itp.
Nacisnąć przycisk F1 „Store as job” (Zapisz jako zadanie) i stosować się do wyświe-
2
tlanych opcji menu
Sposób postępowania, gdy określone parametry mają być zapisane jako zadanie:
Na odpowiednim ekranie „Data” (Da-
1
ne) nacisnąć przycisk F1 „Store as
job” (Zapisz jako zadanie).
- Zostanie wyświetlony pierwszy
ekran kreatora — „Store as job –
Group” (Zapisz jako zadanie —
Grupa).
Wybrać odpowiednią grupę za po-
2
mocą pokrętła (18)
W celu nadania nazwy grupie na-
3
cisnąć przycisk F3 „Name group” (Nazwij grupę):
- Zostanie wyświetlony ekran „Name group” (Nazwij grupę)
70
Ekran „Store as job – Group” (Zapisz jako zadanie —
Grupa): nr 6 — wybrano <Empty group> (pusta grupa)
Page 71

Ekran „Name group” (Nazwij grupę)
Wybrać odpowiednią literę za pomocą
4
pokrętła (18)
Nacisnąć przycisk F4 „>”, aby wpro-
5
wadzić kolejną literę
- Korektę można wykonać za pomocą przycisków F3 „<” lub F2 „<
Delete” (Usuń).
Po zakończeniu zmiany nazwy na-
6
cisnąć przycisk F1 „Accept” (Zastosuj):
- Nowa nazwa zostanie zastosowana, zostanie wyświetlony ekran
„Store as job – Group” (Zapisz jako zadanie – Grupa)
Nacisnąć przycisk F2 „Forward” (Da-
7
lej):
- Zostanie wyświetlony drugi ekran
kreatora — „Store as job - Memory location” (Zapisz jako zadanie
— Miejsce w pamięci)
PL
Ekran „Store as job – Group” (Zapisz jako zadanie —
Grupa): nr 6 — wybrano SR 71
Ekran „Store as job – Memory location” (Zapisz jako
zadanie – Miejsce w pamięci) wybrano zadanie 61
<empty Job> (puste zadanie)
Wybrać odpowiednie zadanie za po-
8
mocą pokrętła (18)
W celu nadania nazwy zadaniu na-
9
cisnąć przycisk F3 „Name job” (Nazwij
zadanie):
- Zostanie wyświetlony ekran „Name job” (Nazwij zadanie)
71
Page 72

Ekran „Name job” (Nazwij zadanie)
Wybrać odpowiednią literę za pomocą
10
pokrętła (18)
Nacisnąć przycisk F4 „>”, aby wpro-
11
wadzić kolejną literę
- Korektę można wykonać za pomocą przycisków F3 „<” lub F2 „<
Delete” (Usuń).
Po zakończeniu zmiany nazwy na-
12
cisnąć przycisk F1 „Accept” (Zastosuj):
- Nowa nazwa zostanie zastosowana, zostanie wyświetlony ekran
„Store as job – Memory location”
(Zapisz jako zadanie – miejsce w
pamięci)
Nacisnąć przycisk F2 „Forward” (Da-
13
lej):
- Zostanie wyświetlony trzeci ekran
kreatora — „Store as job” (Zapisz
jako zadanie) jako potwierdzenie.
- Naciskając przycisk F1 „Back”
(Wstecz) można ponownie
wyświetlić ekrany zakończonych
już etapów roboczych. Można
wprowadzić zmiany.
Ekran „Store as job – Memory location” (Zapisz jako
zadanie – Miejsce w pamięci) wybrano zadanie 61 —
Test
Ekran „Store as job” (Zapisz jako zadanie) jako potwierdzenie
Nacisnąć przycisk F2 „Done” (Goto-
14
we):
- Zostanie wyświetlony wywołany
uprzednio ekran „Data” (Dane).
72
Page 73

Wewnętrzne / zewnętrzne ustawianie wybranych
parametrów
Informacje
ogólne
Za pomocą pilota do zdalnej obsługi RCU 5000i możliwe jest ustawianie wybranych parametrów w następujący sposób:
- wewnętrznie na pilocie do zdalnej obsługi;
- zewnętrznie, np. na podajniku drutu, źródle prądu spawalniczego, dodatkowych pilo-
Jeśli system może być obsługiwany zewnętrznie, odpowiednie parametry są ustawione
automatycznie na zewnętrzne wprowadzanie parametrów, np.:
W przypadku podłączonego podajnika drutu wartość parametru „Wirefeed speed”
(Prędkość podawania drutu) należy ustawić na podajniku drutu. Jeśli parametr ma być
ustawiany na pilocie do zdalnej obsługi RCU 5000i, należy przestawić parametr „Wirefeed speed” (Prędkość podawania drutu) na wewnętrzne wprowadzanie parametrów.
Przełączanie pomiędzy wewnętrznym i zewnętrznym wprowadzaniem parametrów
można wykonać w następujących punktach menu:
- MIG/MAG Synergic welding (Spawanie
MIG/MAG Synergic);
- MIG/MAG standard manual welding
(MIG/MAG Standard Manual);
PL
tach do zdalnej obsługi, sterowniku robota itp.
- CC/CV-Mode (Tryb CC/CV);
- Job welding (Spawanie w trybie Job);
Wewnętrzne /
zewnętrzne ustawienia parametrów
- MMA welding (Spawanie elektrodą otuloną);
- TIG welding (Spawanie TIG);
Na odpowiednim ekranie „Data” (Dane) nacisnąć przycisk F5 „Int/Ext” (Wewn./
1
zewn.)
- Pilot zdalnego sterowania przełączy się na żądany tryb wprowadzania parametrów:
Wewnętrzne wprowadzanie parametrów (wewn.):
Ustawiane parametry można wprowadzać
i zmieniać na pilocie do zdalnej obsługi
RCU 5000i.
Wybrany każdorazowo parametr zostanie
wyświetlony w postaci czarnego paska z
„okienkiem” dla wartości parametru. W
„okienku” tym można zmieniać wartość
parametru.
Optimizing & managing jobs (Optymalizacja i zarządzanie zadaniami);
Zewnętrzne wprowadzanie parametrów
(zewn.):
Ustawiane parametry zostaną wprowadzone i zmienione w źródle prądu spawalniczego, w podajniku drutu oraz w sterowniku robota.
Wybrany parametr zostanie wyświetlony
w postaci ciągłego, czarnego paska na
wyświetlaczu pilota do zdalnej obsługi. W
przypadku zewnętrznego wprowadzania
parametrów wartości parametru nie
można zmienić na pilocie do zdalnej
obsługi.
73
Page 74
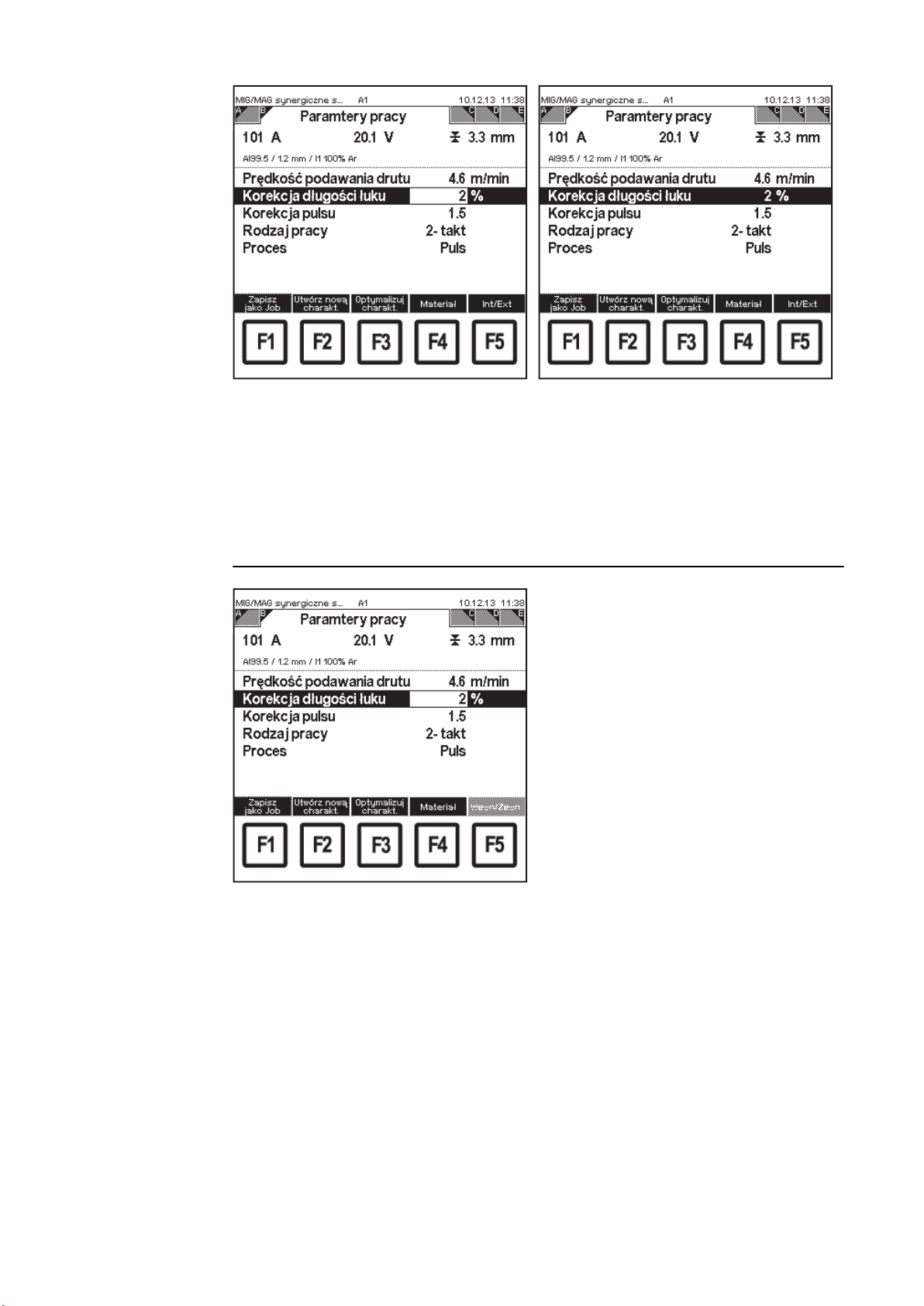
Przykład wewnętrznego wprowadzania parametrów:
czarny pasek z „okienkiem” – wybrana korekta łuku
spawalniczego
Przykład zewnętrznego wprowadzania parametrów:
czarny pasek ciągły – wybrana korekta łuku spawalniczego
WAŻNE!
Przycisk funkcyjny F5 „Int/Ext” (Wewn.
/zewn.) jest aktywny tylko w przypadku podłączonego pilota do zdalnej obsługi. Jeśli pilot
do zdalnej obsługi nie jest podłączony, przycisk funkcyjny F5 „Int/Ext” (Wewn./zewn.) jest
zaznaczony na szaro.
74
Przykład dla niepodłączonego pilota zdalnej obsługi: przycisk F5 „Int/Ext” (Wewn./zewn.) jest zaznaczony na
szaro
Page 75

Optymalizacja i zarządzanie zadaniami
PL
Informacje
ogólne
W przypadku wybranych zadań w punkcie menu „Optimizing and managing jobs” (Optymalizacja i zarządzanie zadaniami) można wykonać następujące funkcje dodatkowe:
- wywoływanie danych administracyjnych,
- ustawianie parametrów roboczych
- ustawianie parametrów specyficznych dla zadania
W zależności od rodzaju wybranego zadania, na „pętli” wyświetlana jest różna liczba
ekranów.
Również kolejność wyświetlanych ekranów zależy od rodzaju zadania.
Następujące ekrany wyświetlane są w przypadku zadań MIG/MAG Synergic:
- „Administration data” (Dane zarządza-
- SynchroPuls 1);
nia);
- „Welding program” (Program spawa-
- QMaster Values (Wartości QMaster);
nia);
- „Working parameters” (Parametry pracy);
- „Process settings” (Ustawienia procesu);
- „Correction boundaries” (Granice korek-
- „Special 2-step” (specjalny tryb 2-takto-
2)
wy);
- „Special 4-step” (specjalny tryb 4-takto-
3)
wy);
- „Spot welding” (Spawanie punktowe);
4)
cji);
- „Job-specific documentation” (Dokumentacja zadań).
1)
Wyświetlany jest tylko wtedy, jeśli w źródle prądu spawalniczego zainstalowana
jest opcja SynchroPuls.
2)
Wyświetlany jest tylko wtedy, jeśli ustawiono tryb pracy palnika spawalniczego w
przypadku wybranego zadania na specjalny tryb 2-taktowy.
3)
Wyświetlany jest tylko wtedy, jeśli ustawiono tryb pracy palnika spawalniczego w
przypadku wybranego zadania na specjalny tryb 4-taktowy.
4)
Wyświetlany jest tylko wtedy, jeśli ustawiono tryb pracy palnika spawalniczego w
przypadku wybranego zadania na spawanie punktowe.
75
Page 76

Wywoływanie
punktu menu
„Optimizing and
managing jobs”
(Optymalizacja i
zarządzanie zadaniami)
Menu główne: wybrany punkt menu „Optimizing and
managing jobs” (Optymalizacja i zarządzanie zadaniami)
Zapytanie: Czy chcesz edytować zadania online?
Nacisnąć przycisk Menu (1)
1
- Zostanie wyświetlone menu
główne
Wybrać punkt menu „Optimizing and
2
managing jobs” (Optymalizacja i
zarządzanie zadaniami) za pomocą
pokrętła (18)
Nacisnąć przycisk OK (3)
3
- Zostanie wyświetlone zapytanie
„Do you want to edit the jobs online?” (Czy chcesz edytować zadania online?)
Nacisnąć przycisk F2 „Yes” (Tak) lub
4
przycisk F3 „No” (Nie)
- Edytowanie online — F2 „Yes”
(Tak)
Źródło prądu spawalniczego przejdzie do menu korekty zadań, niezależnie od bieżących ustawień
źródła prądu spawalniczego. Dane zmienione w pilocie do zdalnej
obsługi będą wyświetlane również
w źródle prądu spawalniczego.
- Edytowanie online — F3 „No”
(Nie)
Bieżące ustawienia źródła prądu
spawalniczego pozostają niezmienione. Dane zmienione w pilocie
do zdalnej obsługi będą wyświetlane tylko na pilocie do zdalnej
obsługi.
- Zostanie wyświetlony wywołany
ostatnio ekran „Data” (Dane)
76
Page 77

Przegląd „Optimizing and managing jobs” (Optymalizacja i zarządzanie zadaniami) składa się z
następujących rozdziałów:
- Zarządzanie zadaniami
- Wywoływanie danych administracyjnych dla wybranego zadania
- Wywoływanie i zmiana programu spawania dla wybranego zadania
- Wywoływanie i zmiana parametrów roboczych dla wybranego zadania
- Wywoływanie i zmiana ustawień metody spawania dla wybranego zadania
- Wywoływanie i zmiana parametrów specjalnego trybu 2-taktowego dla wybranego
zadania
- Wywoływanie i zmiana parametrów specjalnego trybu 4-taktowego dla wybranego
zadania
- Wywoływanie i zmiana parametrów spawania punktowego dla wybranego zadania
- Definiowanie granic korekty dla wybranego zadania
- Dokumentacja zadań
- Wywoływanie i zmiana parametrów SynchroPuls dla wybranego zadania
- Definiowanie wartości QMaster dla wybranego zadania
- Tworzenie punktu charakterystyki
PL
77
Page 78
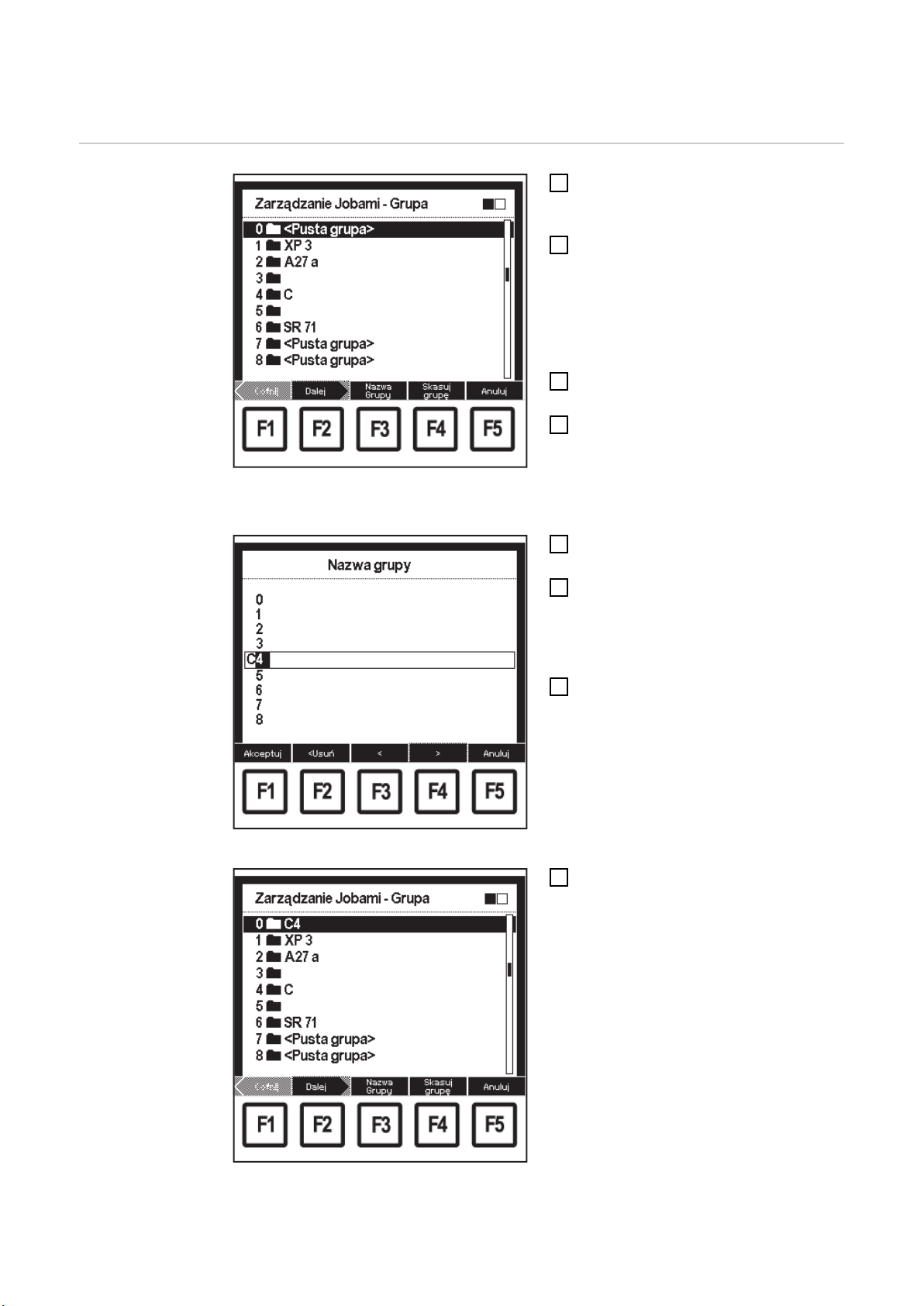
Zarządzanie zadaniami
Zarządzanie zadaniami
Optymalizacja i zarządzanie zadaniami: ekran „Managing jobs – Group” (Zarządzanie zadaniami – Grupa)
Wywołać punkt menu „Optimizing and
1
managing jobs” (Optymalizacja i
zarządzanie zadaniami)
Niezależnie od wyświetlonego ekranu
2
nacisnąć przycisk F1 „Managing jobs”
(Zarządzanie zadaniami):
- Zostanie wyświetlony pierwszy
ekran kreatora — „Managing jobs
– Group” (Zarządzanie zadaniami
— Grupa).
Wybrać żądaną grupę (0–99) za po-
3
mocą pokrętła (18)
W celu nadania nazwy grupie na-
4
cisnąć przycisk F3 „Name group” (Nazwij grupę):
- Zostanie wyświetlony ekran „Name group” (Nazwij grupę)
Wybrać odpowiednią literę za pomocą
5
pokrętła (18)
Nacisnąć przycisk F4 „>”, aby wpro-
6
wadzić kolejną literę
- Korektę można wykonać za pomocą przycisków F3 „<” lub F2 „<
Delete” (Usuń).
Po zakończeniu zmiany nazwy na-
7
cisnąć przycisk F1 „Accept” (Zastosuj):
- Nowa nazwa zostanie zastosowana, zostanie wyświetlony ekran
„Managing jobs – Group”
(Zarządzanie zadaniami – Grupa)
78
Ekran „Name group” (Nazwij grupę)
Optymalizacja i zarządzanie zadaniami: ekran „Managing jobs – Group” (Zarządzanie zadaniami – Grupa)
Nacisnąć przycisk F2 „Forward” (Da-
8
lej):
- Zostanie wyświetlony drugi ekran
kreatora — „Managing jobs – Memory location” (Zarządzanie zadaniami — Miejsce w pamięci)
Page 79
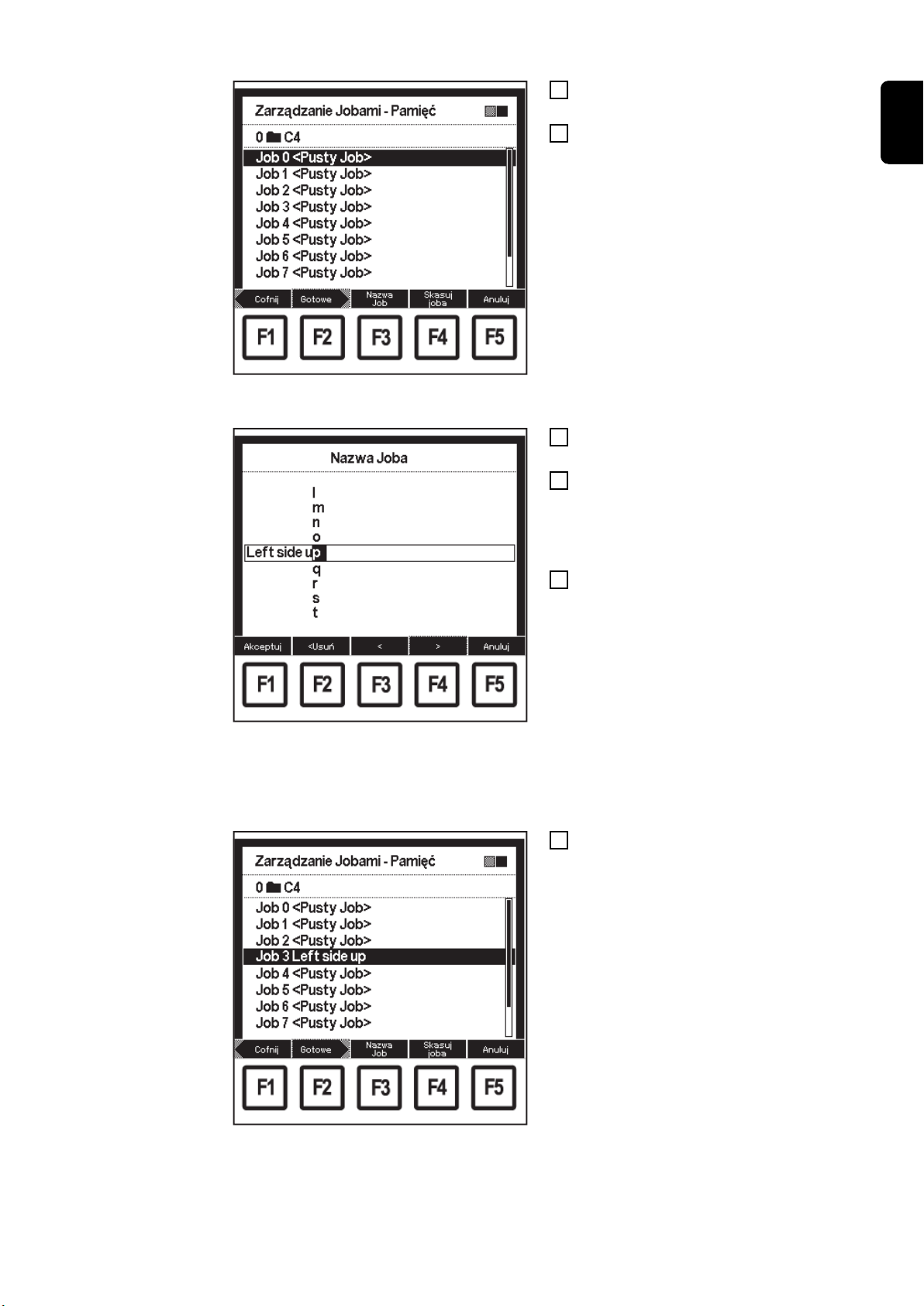
Ekran „Manage jobs – Memory location” (Zarządzaj
zadaniami – Miejsce w pamięci)
Ekran „Name job” (Nazwij zadanie)
Wybrać żądane miejsce zapisu za po-
9
mocą pokrętła (18)
W celu nadania nazwy zadaniu na-
10
cisnąć przycisk F3 „Name job” (Nazwij
zadanie):
- Zostanie wyświetlony ekran „Name job” (Nazwij zadanie)
Wybrać odpowiednią literę za pomocą
11
pokrętła (18)
Nacisnąć przycisk F4 „>”, aby wpro-
12
wadzić kolejną literę
- Korektę można wykonać za pomocą przycisków F3 „<” lub F2 „<
Delete” (Usuń).
Po zakończeniu zmiany nazwy na-
13
cisnąć przycisk F1 „Accept” (Zastosuj):
- Nowa nazwa zostanie zastosowana, zostanie wyświetlony ekran
„Store as job – Memory location”
(Zapisz jako zadanie – miejsce w
pamięci)
- Naciskając przycisk F1 „Back”
(Wstecz) można ponownie
wyświetlić ekrany zakończonych
już etapów roboczych. Można
wprowadzić zmiany.
PL
Ekran „Store as job – Memory location” (Zapisz jako
zadanie – Miejsce w pamięci) wybrano Job 3 Left side up
Nacisnąć przycisk F2 „Done” (Goto-
14
we):
- Zostanie wyświetlony wywołany
uprzednio ekran „Data” (Dane).
79
Page 80
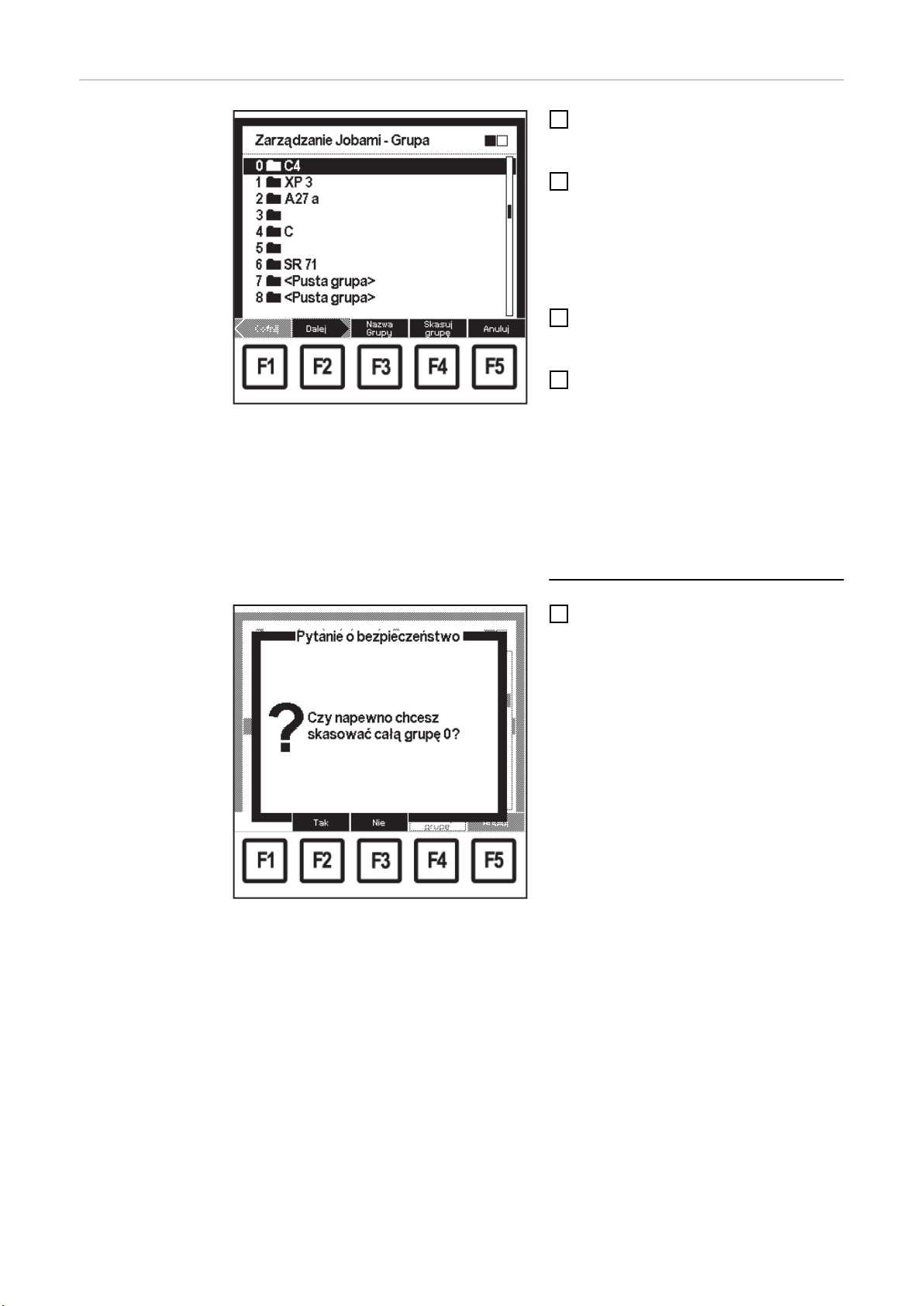
Usuwanie grup i
zadań
Optymalizacja i zarządzanie zadaniami: ekran „Managing jobs – Group” (Zarządzanie zadaniami – Grupa)
Wywołać punkt menu „Optimizing and
1
managing jobs” (Optymalizacja i
zarządzanie zadaniami)
Niezależnie od wyświetlonego ekranu
2
nacisnąć przycisk F1 „Managing jobs”
(Zarządzanie zadaniami):
- Zostanie wyświetlony pierwszy
ekran kreatora — „Managing jobs
– Group” (Zarządzanie zadaniami
— Grupa).
Podczas usuwania wybrać żądaną
3
grupę (0–99) w celu usunięcia za pomocą pokrętła (18)
Nacisnąć przycisk F4 „Delete group”
4
(Usuń grupę)
- Zostanie wyświetlone zapytanie
„Do you really want to delete this
complete group 0?” (Czy na pewno usunąć całą grupę 0?)
WAŻNE!
Podczas usuwania grupy usuwane są
również wszystkie zadania grupy.
Zapytanie o usunięcie grupy
Nacisnąć przycisk F2 „Yes” (Tak)
5
- Wybrana grupa zostanie skasowana, zostanie wyświetlony pierwszy ekran kreatora — „Managing
jobs – Group” (Zarządzanie zadaniami — Grupa).
80
Page 81

Ekran „Managing jobs – Group” (Zarządzanie zadaniami – Grupa) z usuniętą grupą
Nacisnąć przycisk F2 „Forward” (Da-
6
lej):
- Zostanie wyświetlony drugi ekran
kreatora — „Managing jobs – Memory location” (Zarządzanie zadaniami — Miejsce w pamięci)
W przypadku usuwania zadań wybrać
7
odpowiednie miejsce zapisu za pomocą pokrętła (18)
Nacisnąć przycisk F4 „Delete job”
8
(Usuń zadanie)
- Zostanie wyświetlone zapytanie
„Do you really want to delete job
3?” (Czy na pewno usunąć zadanie 3?)
PL
Ekran „Manage jobs – Memory location” (Zarządzaj
zadaniami – Miejsce w pamięci)
Zapytanie o usunięcie zadania
Nacisnąć przycisk F2 „Yes” (Tak)
9
- Wybrane zadanie zostanie skasowane, zostanie wyświetlony drugi
ekran kreatora — „Managing jobs
– Memory location” (Zarządzanie
zadaniami — Miejsce w pamięci)
81
Page 82
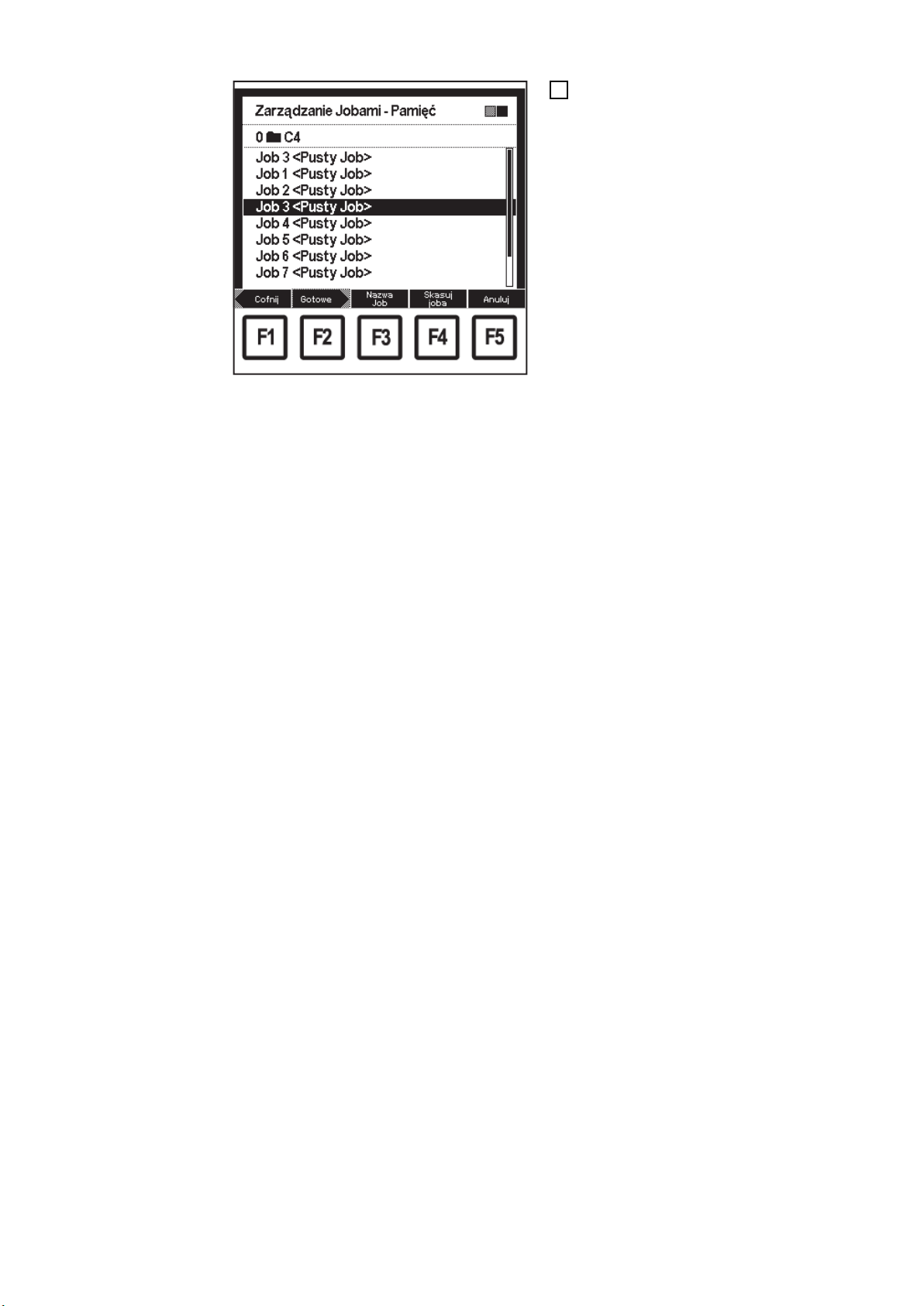
Ekran „Manage jobs – Memory location” (Zarządzaj
zadaniami – Miejsce w pamięci)
Nacisnąć przycisk F2 „Done” (Goto-
10
we):
- Zostanie wyświetlony wywołany
uprzednio ekran „Data” (Dane).
82
Page 83

Wywoływanie danych administracyjnych dla wybranego zadania
Wywoływanie danych administracyjnych zadania
Optymalizacja i zarządzanie zadaniami: Ekran „Administration data” (Dane zarządzania)
Wywołać punkt menu „Optimizing and
1
managing jobs” (Optymalizacja i
zarządzanie zadaniami)
Za pomocą przycisku w prawo (8) wy-
2
brać ekran „Administration data” (Dane zarządzania)
- Zostanie wyświetlony ekran „Administration data” (Dane
zarządzania)
Parametr „group no.” (Nr grupy) na-
3
leży wybrać za pomocą przycisków w
dół (6) lub do góry (7)
Wybrać żądaną grupę (0–99) za po-
4
mocą pokrętła (18)
Parametr „job no.” (Nr zadania) należy
5
wybrać za pomocą przycisków w dół
(6) lub do góry (7)
Wybrać żądane zadanie (0–999) za
6
pomocą pokrętła (18)
- Jeśli zostanie wybrane zadanie z
następnej grupy, odpowiednio do
tego zmieni się wyświetlana grupa.
PL
Różne wskaźniki
danych administracyjnych, w
zależności od rodzaju zadania
W zależności od rodzaju wybranego zadania zmienia się widok danych zarządzania ,
np.:
W przypadku zadań MIG/MAG Synergic
wyświetlane są:
- Prąd spawania, napięcie spawania i
grubość materiału — w zależności
od ustawionej prędkości podawania
drutu
- Program spawania
- Data utworzenia
W przypadku zadań CC/CV wyświetlane
są:
- Prąd spawania, napięcie spawania
- Data utworzenia
Przycisk F4 „Filler metal” (Spoiwo) jest
nieaktywny, a przypisanie przycisku funkcyjnego wyświetlane jest na szaro.
83
Page 84
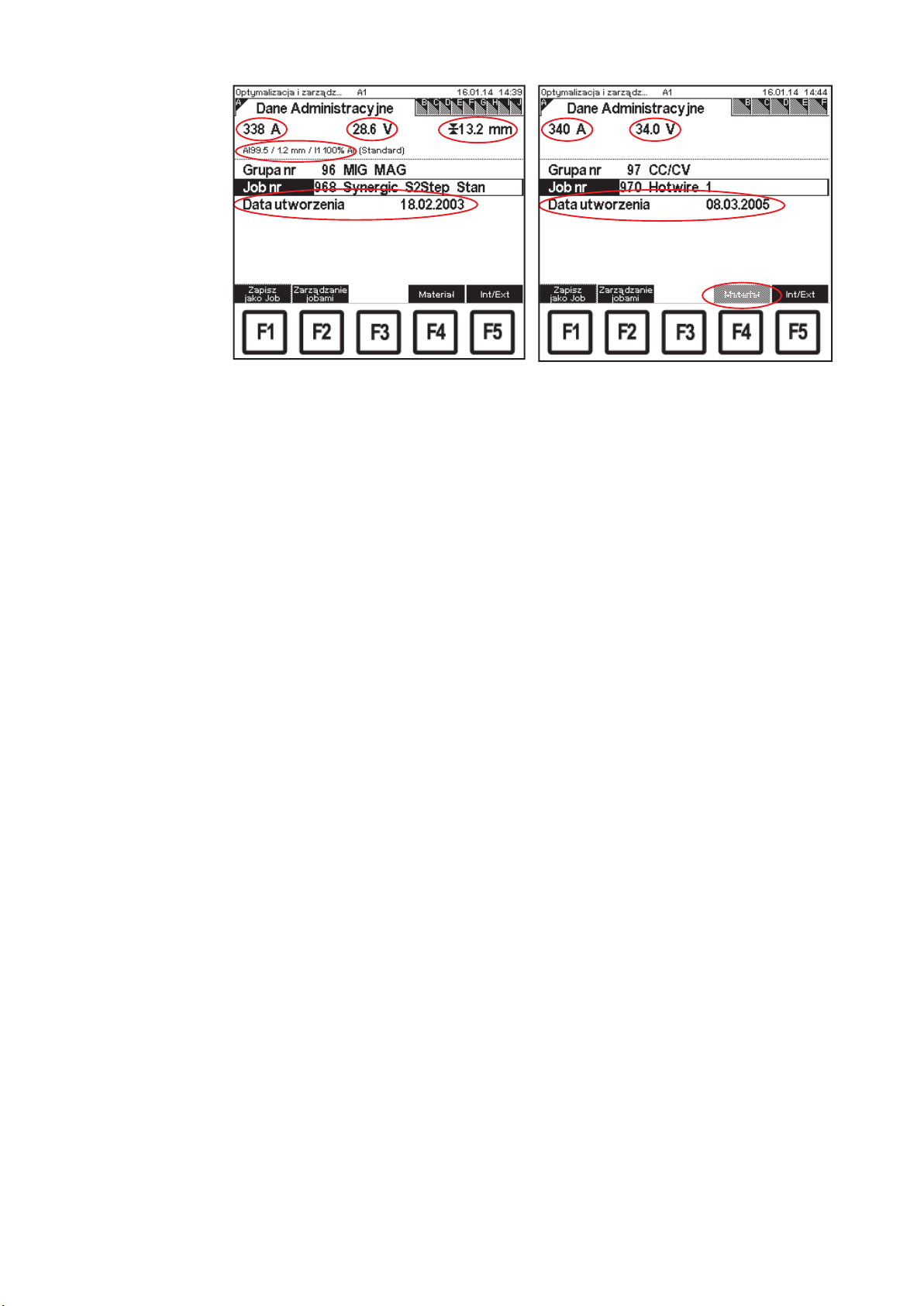
Ekran „Administration data” (Dane zarządzania) dla
zadania w trybie MIG/MAG Synergic
Ekran „Administration data” (Dane zarządzania) dla
zadania w trybie CC/CV
84
Page 85
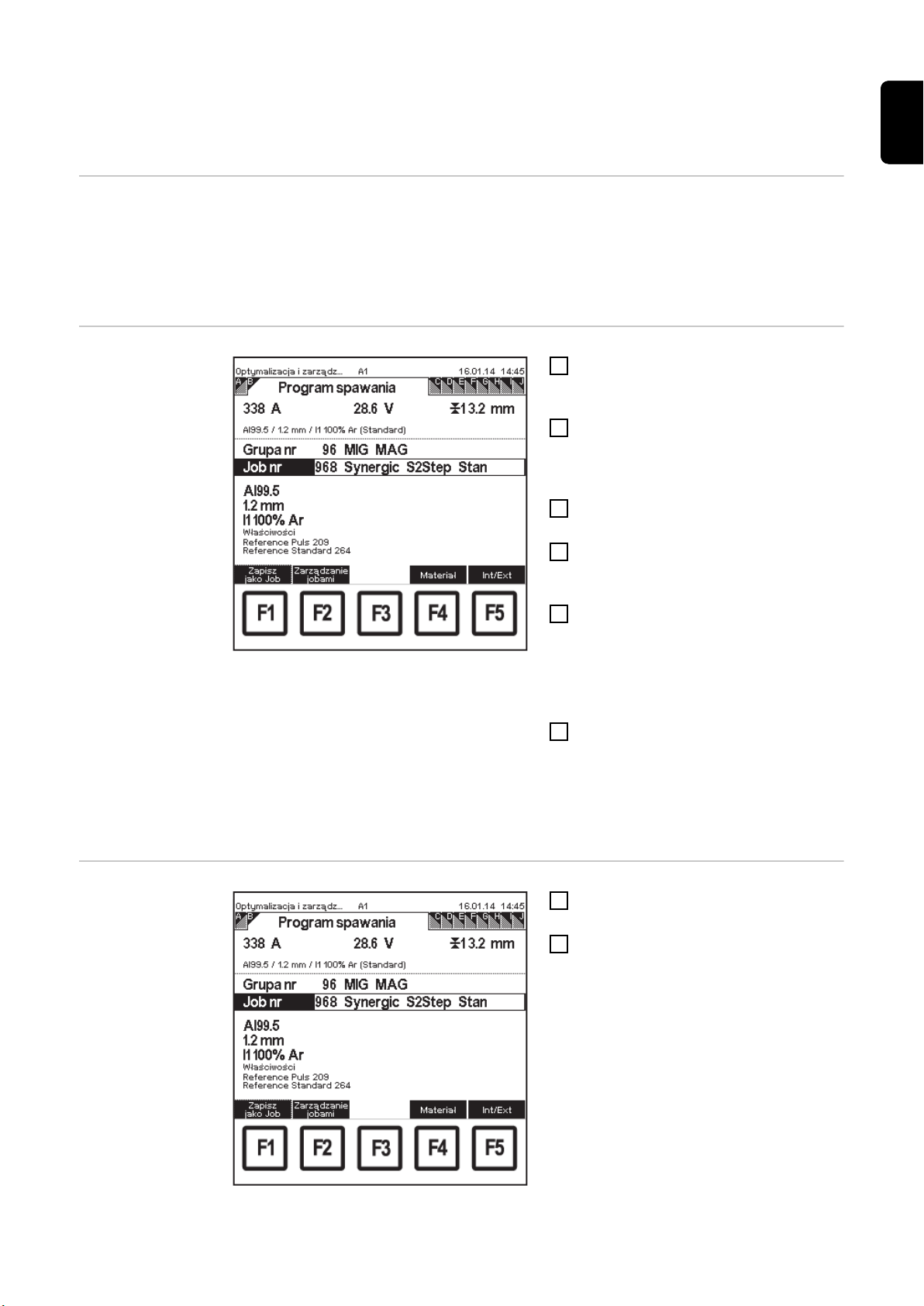
Wywoływanie i zmiana programu spawania dla wybranego zadania
Informacje
ogólne
Wywoływanie
programu spawania dla zadania
Kolejność wyświetlanych w „pętli” ekranów zależy od rodzaju wybranego za każdym razem zadania.
Ekran „Welding program” (Program spawania) wyświetlany jest tylko w przypadku zadań
MIG/MAG Synergic:
Optymalizacja i zarządzanie zadaniami: ekran „Welding program” (Program spawania)
Wywołać punkt menu „Optimizing and
1
managing jobs” (Optymalizacja i
zarządzanie zadaniami)
Niezależnie od wyświetlonego ekranu
2
parametru należy wybrać „group no.”
(Nr grupy) za pomocą przycisków w
dół (6) lub do góry (7)
Wybrać żądaną grupę (0–99) za po-
3
mocą pokrętła (18)
Parametr „job no.” (Nr zadania) należy
4
wybrać za pomocą przycisków w dół
(6) lub do góry (7)
Wybrać żądane zadanie (0–999) za
5
pomocą pokrętła (18)
- Jeśli zostanie wybrane zadanie z
następnej grupy, odpowiednio do
tego zmieni się wyświetlana grupa.
Za pomocą przycisku w prawo (8) wy-
6
brać ekran „Welding program” (Program spawania)
- Zostanie wyświetlony ekran „Welding program” (Program spawania)
PL
Zmiana programu
spawania dla zadania
Optymalizacja i zarządzanie zadaniami: ekran „Welding program” (Program spawania)
Wywoływanie programu spawania dla
1
zadania
W celu zmiany programu spawania
2
nacisnąć przycisk F4 „Filler metal”
(Spoiwo)
- Zostanie wyświetlony pierwszy
ekran kreatora — „Select a filler
metal” (Wybierz spoiwo).
85
Page 86

Ekran „Select a filler metal” (Wybierz spoiwo): wybrano AlMg5
Wybrać niezbędny materiał za po-
3
mocą pokrętła (18)
Nacisnąć przycisk F2 „Forward” (Da-
4
lej):
- Zostanie wyświetlony drugi ekran
kreatora — „Select a wire diameter” (Wybierz średnicę drutu).
- Wyświetlane są tylko te średnice
drutu, jakie są dostępne dla materiału wybranego na ekranie pierwszym .
Wybrać odpowiednią średnicę drutu
5
za pomocą pokrętła (18)
Nacisnąć przycisk F2 „Forward” (Da-
6
lej):
- Zostanie wyświetlony trzeci ekran
kreatora — „Select a shielding
gas” (Wybierz gaz osłonowy).
- Wyświetlane są tylko te gazy, jakie
są dostępne dla materiału wybranego na ekranie pierwszym oraz
średnic drutu wybranych na ekranie drugim.
Ekran „Select a wire diameter” (Wybierz średnicę
drutu): wybrano 1,0 mm
Ekran „Select a shielding gas” (Wybierz gaz osłonowy): wybrano I1 100% Ar
Wybrać odpowiedni gaz za pomocą
7
pokrętła (18)
Nacisnąć przycisk F2 „Forward” (Da-
8
lej):
- Ekran „Select a reference” (Wybierz referencję) wyświetlany jest
tylko wtedy, jeśli dla wybranego
materiału, wybranej średnicy drutu
lub wybranego gazu ochronnego
zapisano wiele charakterystyk.
- Wartość w nawiasach za metodą
spawania wskazuje, ile charakterystyk zapisano dla tej metody
spawania.
86
Page 87

Przykład: AlSi 5 / 1,2 mm / I1 100% Ar Ekran „Select
a reference” (Wybierz referencję): wybrano charakterystykę S0016
Odpowiednią metodę spawania należy
9
wybrać za pomocą przycisków w dół
(6) lub do góry (7)
Wybrać odpowiedni numer referencyj-
10
ny charakterystyki za pomocą pokrętła
(18)
- np.:
Charakterystyka C0876 nadaje się
tylko dla metody CMT.
Nacisnąć przycisk F2 „Forward” (Da-
11
lej)
- Zostanie wyświetlony czwarty
ekran kreatora — „Welding program” (Program spawania)
- Naciskając przycisk F1 „Back”
(Wstecz) można ponownie
wyświetlić ekrany zakończonych
już etapów roboczych. Można
wprowadzić zmiany.
Nacisnąć przycisk F2 „Done” (Goto-
12
we)
PL
Optymalizacja i zarządzanie zadaniami: ekran „Welding program” (Program spawania)
Optymalizacja i zarządzanie zadaniami: ekran „Welding program” (Program spawania)
Zostanie zastosowany ustawiony program
spawania, widoczny jest ekran „Welding
program” (Program spawania)
87
Page 88
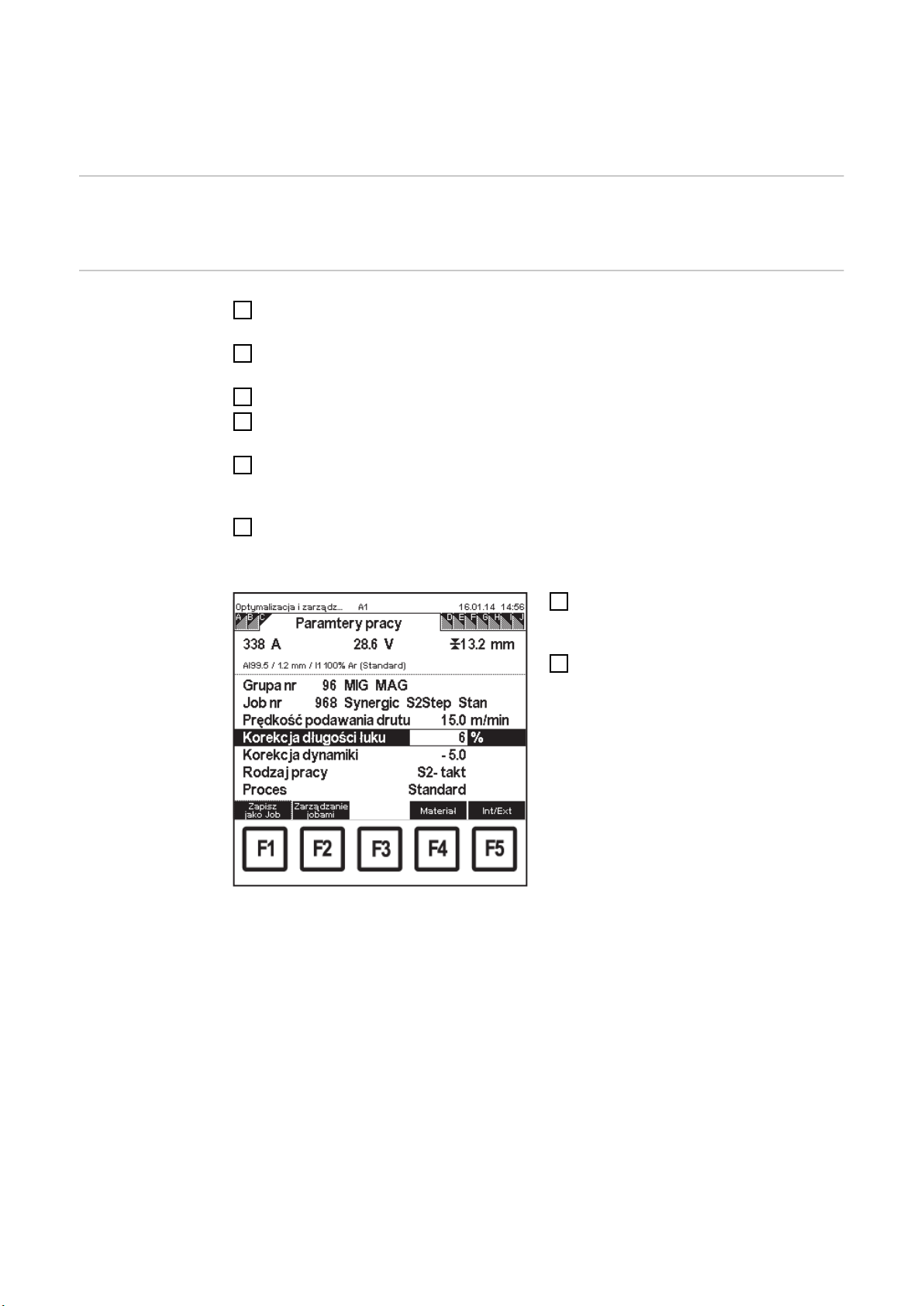
Wywoływanie i zmiana parametrów roboczych dla
wybranego zadania
Informacje
ogólne
Wywoływanie i
zmiana parametrów roboczych dla zadania
Kolejność wyświetlanych w „pętli” ekranów zależy od rodzaju wybranego za każdym razem zadania.
Wywołać punkt menu „Optimizing and managing jobs” (Optymalizacja i zarządzanie
1
zadaniami)
Niezależnie od wyświetlonego ekranu parametru należy wybrać „group no.” (Nr gru-
2
py) za pomocą przycisków w dół (6) lub do góry (7)
Wybrać żądaną grupę (0–99) za pomocą pokrętła (18)
3
Parametr „job no.” (Nr zadania) należy wybrać za pomocą przycisków w dół (6) lub
4
do góry (7)
Wybrać żądane zadanie (0–999) za pomocą pokrętła (18)
5
- Jeśli zostanie wybrane zadanie z następnej grupy, odpowiednio do tego zmieni
się wyświetlana grupa.
Za pomocą przycisku w prawo (8) wybrać ekran „Working parameters” (Parametry
6
robocze)
- Zostanie wyświetlony ekran „Working parameters” (Parametry robocze)
Odpowiednie parametry należy wy-
7
brać za pomocą przycisków w dół (6)
lub do góry (7)
Wartość parametru można zmieniać
8
za pomocą pokrętła (18)
- Wartość parametru można zmienić tylko w ramach zdefiniowanego zakresu ustawień. Zakres ustawień jest zapisany.
88
Optymalizacja i zarządzanie zadaniami: Ekran „Working parameters” (Parametry robocze)
Page 89

Wskazówka dotycząca zmian
wartości
prędkości podawania drutu
Ekran „Working parameters” (Parametry robocze) –
zmiana wartości prędkości podawania drutu
Jeśli w przypadku zadań MIG/MAG Synergic na ekranie „Working parameters” (Parametry robocze) zostanie zmieniona wartość prędkości podawania drutu, ze
względu na funkcję Synergic zmienią się
również wartości prądu i napięcia spawania.
Zmiana prądu spawania oraz napięcia
spawania musi zostać uwzględniona na
ekranie „QMaster” w przypadku parametrów „current command value” (Wartość
zadana prądu) oraz „voltage command value” (Wartość zadana napięcia).
PL
89
Page 90
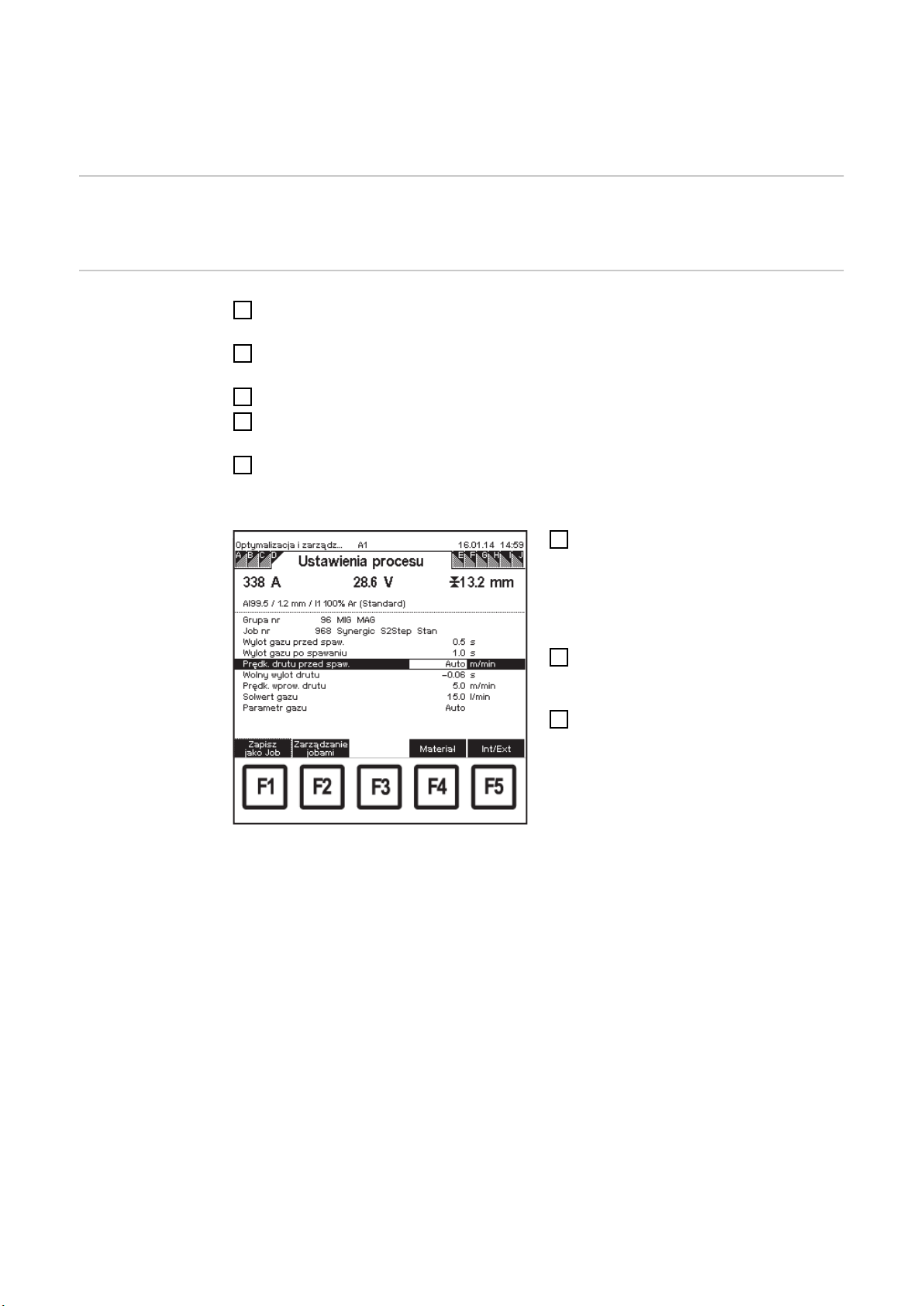
Wywoływanie i zmiana ustawień metody spawania
dla wybranego zadania
Informacje
ogólne
Wywoływanie i
zmiana ustawień
metody spawania
dla zadania
Kolejność wyświetlanych w „pętli” ekranów zależy od rodzaju wybranego za każdym razem zadania.
Wywołać punkt menu „Optimizing and managing jobs” (Optymalizacja i zarządzanie
1
zadaniami)
Niezależnie od wyświetlonego ekranu parametru należy wybrać „group no.” (Nr gru-
2
py) za pomocą przycisków w dół (6) lub do góry (7)
Wybrać żądaną grupę (0–99) za pomocą pokrętła (18)
3
Parametr „job no.” (Nr zadania) należy wybrać za pomocą przycisków w dół (6) lub
4
do góry (7)
Wybrać żądane zadanie (0–999) za pomocą pokrętła (18)
5
- Jeśli zostanie wybrane zadanie z następnej grupy, odpowiednio do tego zmieni
się wyświetlana grupa.
Za pomocą przycisku w prawo (8) wy-
6
brać ekran „Process settings” (Ustawienia metody spawania)
- Zostanie wyświetlony ekran „Process settings” (Ustawienia metody
spawania)
Odpowiednie parametry należy wy-
7
brać za pomocą przycisków w dół (6)
lub do góry (7)
Wartość parametru można zmieniać
8
za pomocą pokrętła (18)
- Wartość parametru można zmienić tylko w ramach zdefiniowanego zakresu ustawień. Zakres ustawień jest zapisany.
Optymalizacja i zarządzanie zadaniami: ekran „Process settings” (Ustawienia metody spawania)
90
Page 91

Wywoływanie i zmiana parametrów specjalnego trybu 2-taktowego dla wybranego zadania
Informacje
ogólne
Wywoływanie i
zmiana parametrów specjalnego trybu 2-taktowego dla zadania
Kolejność wyświetlanych w „pętli” ekranów zależy od rodzaju wybranego za każdym razem zadania.
Zostanie wyświetlony ekran „Special 2-step” (Specjalny tryb 2-taktowy):
- Jeśli ustawiono tryb pracy palnika w przypadku wybranego zadania na specjalny
tryb 2-taktowy
- W przypadku zadań MIG/MAG Synergic
Wywołać punkt menu „Optimizing and managing jobs” (Optymalizacja i zarządzanie
1
zadaniami)
Niezależnie od wyświetlonego ekranu parametru należy wybrać „group no.” (Nr gru-
2
py) za pomocą przycisków w dół (6) lub do góry (7)
Wybrać żądaną grupę (0–99) za pomocą pokrętła (18)
3
Parametr „job no.” (Nr zadania) należy wybrać za pomocą przycisków w dół (6) lub
4
do góry (7)
Wybrać żądane zadanie (0–999) za pomocą pokrętła (18)
5
- Jeśli zostanie wybrane zadanie z następnej grupy, odpowiednio do tego zmieni
się wyświetlana grupa.
Za pomocą przycisku w prawo (8) wybrać ekran „Special 2-step” (Specjalny tryb 2-
6
taktowy)
- Zostanie wyświetlony ekran „Special 2-step” (Specjalny tryb 2-taktowy)
PL
Optymalizacja i zarządzanie zadaniami: ekran „Special 2-step” (Specjalny tryb 2-taktowy)
Odpowiednie parametry należy wy-
7
brać za pomocą przycisków w dół (6)
lub do góry (7)
Wartość parametru można zmieniać
8
za pomocą pokrętła (18)
- Wartość parametru można zmienić tylko w ramach zdefiniowanego zakresu ustawień. Zakres ustawień jest zapisany.
91
Page 92

Wywoływanie i zmiana parametrów specjalnego trybu 4-taktowego dla wybranego zadania
Informacje
ogólne
Wywoływanie i
zmiana parametrów specjalnego trybu 4-taktowego dla zadania
Kolejność wyświetlanych w „pętli” ekranów zależy od rodzaju wybranego za każdym razem zadania.
Zostanie wyświetlony ekran „Special 4-step” (Specjalny tryb 4-taktowy):
- Jeśli ustawiono tryb pracy palnika spawalniczego w przypadku wybranego zadania
na specjalny tryb 4-taktowy
- W przypadku zadań MIG/MAG Synergic
Wywołać punkt menu „Optimizing and managing jobs” (Optymalizacja i zarządzanie
1
zadaniami)
Niezależnie od wyświetlonego ekranu parametru należy wybrać „group no.” (Nr gru-
2
py) za pomocą przycisków w dół (6) lub do góry (7)
Wybrać żądaną grupę (0–99) za pomocą pokrętła (18)
3
Parametr „job no.” (Nr zadania) należy wybrać za pomocą przycisków w dół (6) lub
4
do góry (7)
Wybrać żądane zadanie (0–999) za pomocą pokrętła (18)
5
- Jeśli zostanie wybrane zadanie z następnej grupy, odpowiednio do tego zmieni
się wyświetlana grupa.
Za pomocą przycisku w prawo (8) wybrać ekran „Special 4-step” (Specjalny tryb 4-
6
taktowy)
- Zostanie wyświetlony ekran „Special 4-step” (Specjalny tryb 4-taktowy)
Optymalizacja i zarządzanie zadaniami: ekran „Special 4-step” (Specjalny tryb 4-taktowy)
Odpowiednie parametry należy wy-
7
brać za pomocą przycisków w dół (6)
lub do góry (7)
Wartość parametru można zmieniać
8
za pomocą pokrętła (18)
- Wartość parametru można zmienić tylko w ramach zdefiniowanego zakresu ustawień. Zakres ustawień jest zapisany.
92
Page 93
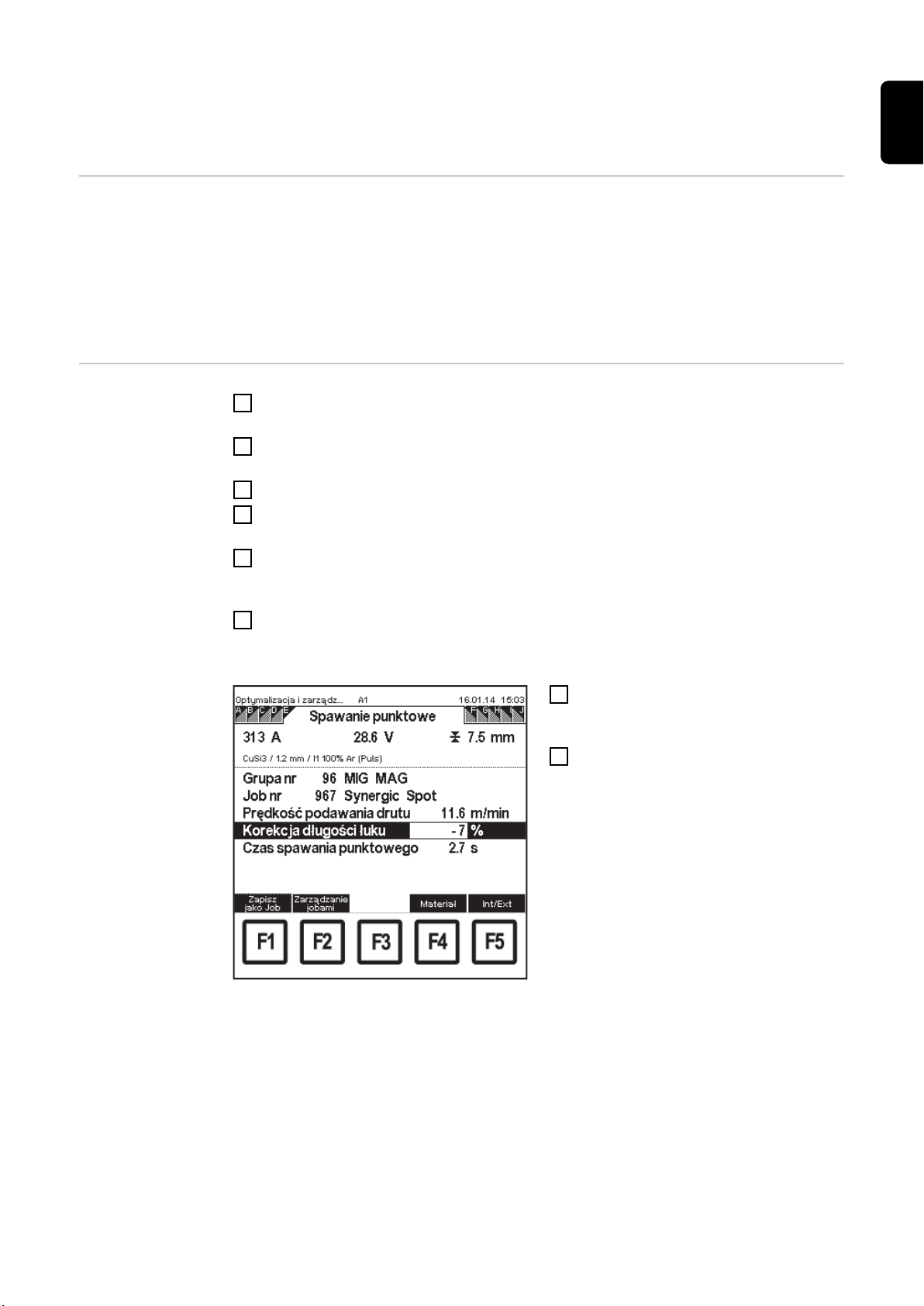
Wywoływanie i zmiana parametrów spawania punktowego dla wybranego zadania
Informacje
ogólne
Wywoływanie i
zmiana parametrów spawania
punktowego dla
zadania
Kolejność wyświetlanych w „pętli” ekranów zależy od rodzaju wybranego za każdym razem zadania.
Zostanie wyświetlony ekran „Spot welding” (Spawanie punktowe):
- Jeśli ustawiono tryb pracy palnika spawalniczego w przypadku wybranego zadania
na specjalny tryb 4-taktowy
- W przypadku zadań MIG/MAG Synergic
Wywołać punkt menu „Optimizing and managing jobs” (Optymalizacja i zarządzanie
1
zadaniami)
Niezależnie od wyświetlonego ekranu parametru należy wybrać „group no.” (Nr gru-
2
py) za pomocą przycisków w dół (6) lub do góry (7)
Wybrać żądaną grupę (0–99) za pomocą pokrętła (18)
3
Parametr „job no.” (Nr zadania) należy wybrać za pomocą przycisków w dół (6) lub
4
do góry (7)
Wybrać żądane zadanie (0–999) za pomocą pokrętła (18)
5
- Jeśli zostanie wybrane zadanie z następnej grupy, odpowiednio do tego zmieni
się wyświetlana grupa.
Za pomocą przycisku w prawo (8) wybrać ekran „Spot welding” (Spawanie punkto-
6
we)
- Zostanie wyświetlony ekran „Spot welding” (Spawanie punktowe)
PL
Optymalizacja i zarządzanie zadaniami: ekran „Spot
welding” (Spawanie punktowe)
Odpowiednie parametry należy wy-
7
brać za pomocą przycisków w dół (6)
lub do góry (7)
Wartość parametru można zmieniać
8
za pomocą pokrętła (18)
- Wartość parametru można zmienić tylko w ramach zdefiniowanego zakresu ustawień. Zakres ustawień jest zapisany.
93
Page 94

Definiowanie granic korekty dla wybranego zadania
Informacje
ogólne
Kolejność wyświetlanych w „pętli” ekranów zależy od rodzaju wybranego za każdym razem zadania.
Ekran „Correction boundaries” (Granice korekty) wyświetlany jest tylko w przypadku zadań MIG/MAG Synergic:
Cel granic korek-tyGranice korekty można wprowadzić indywidualnie dla każdego zadania.
Jeśli dla danego zadania zostaną zdefiniowane granice korekty, podczas spawania w trybie Job moc spawania oraz długość łuku spawalniczego danego zadania można skorygować w zakresie zdefiniowanych granic.
Definiowanie granic korekty dla
zadania
Wywołać punkt menu „Optimizing and managing jobs” (Optymalizacja i zarządzanie
1
zadaniami)
Niezależnie od wyświetlonego ekranu parametru należy wybrać „group no.” (Nr gru-
2
py) za pomocą przycisków w dół (6) lub do góry (7)
Wybrać żądaną grupę (0–99) za pomocą pokrętła (18)
3
Parametr „job no.” (Nr zadania) należy wybrać za pomocą przycisków w dół (6) lub
4
do góry (7)
Wybrać żądane zadanie (0–999) za pomocą pokrętła (18)
5
- Jeśli zostanie wybrane zadanie z następnej grupy, odpowiednio do tego zmieni
się wyświetlana grupa.
Za pomocą przycisku w prawo (8) wybrać ekran „Correction boundaries” (Granice
6
korekty)
- Zostanie wyświetlony ekran „Correction boundaries” (Granice korekty)
Optymalizacja i zarządzanie zadaniami: ekran „Correction boundaries” (Granice korekty)
Odpowiednie parametry należy wy-
7
brać za pomocą przycisków w dół (6)
lub do góry (7)
Wartość parametru można zmieniać
8
za pomocą pokrętła (18)
- Wartość parametru można zmienić tylko w ramach zdefiniowanego zakresu ustawień. Zakres ustawień jest zapisany.
94
Page 95
Objaśnienie na
temat granic korekty
Zakres korekty dla mocy spawania obejmuje następujące składniki:
ustawiona prędkość podawania drutu np.: 15,0 m/mi
n
+ wartość w % dla górnej granicy mocy + 5,0 %
PL
= górna granica dla mocy spawania
ustawiona prędkość podawania drutu np.: 15,0 m/mi
- wartość w % dla dolnej granicy mocy - 3,0 %
= dolna granica dla mocy spawania
Podczas spawania w trybie Job moc spawania można więc korygować w zakresie pomiędzy 14,6 m/min a 15,8 m/min.
Zakres korekty dla długości łuku spawalniczego obejmuje następujące składniki:
ustawiona wartość korekty łuku spawalni-
czego
+ wartość w % dla granic długości łuku spa-
walniczego
= górna granica dla długości łuku spawalni-
czego
np.: + 10,0 %
+ 20,0 %
= 15,8 m/mi
n
n
= 14,6 m/mi
n
= 30,0 %
ustawiona wartość korekty łuku spawalni-
czego
- wartość w % dla granic długości łuku spawalniczego
= dolna granica dla długości łuku spawalni-
czego
Podczas spawania w trybie Job długość łuku spawalniczego można więc korygować w
zakresie od -10,0% do +30%.
np.: + 10,0 %
- 20,0 %
= -10,0 %
95
Page 96
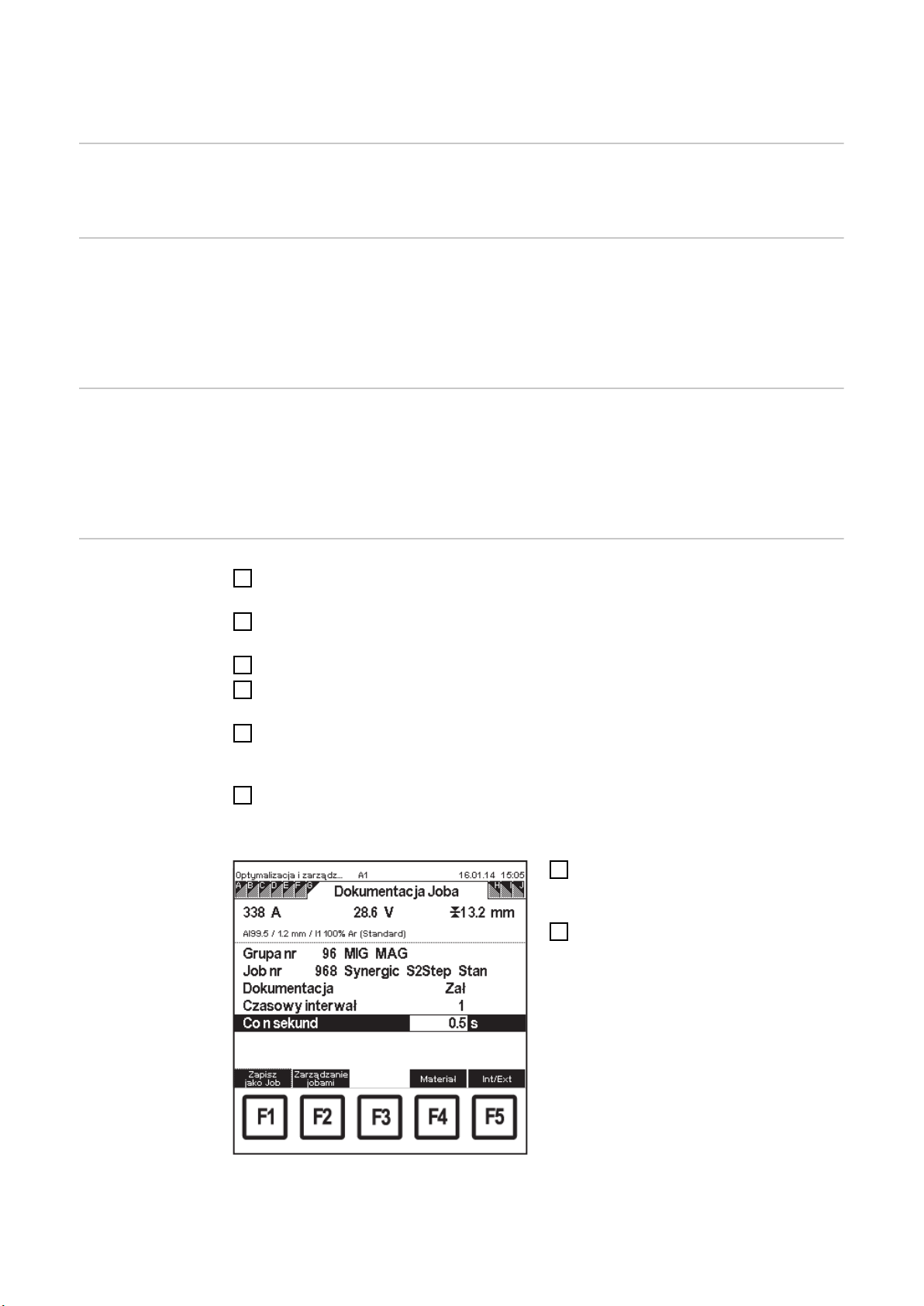
Dokumentacja zadań
Informacje
ogólne
Cel funkcji „Jobspecific documentation” (Dokumentacja zadań)
Warunek dla
funkcji „Job-specific documentation” (Dokumentacja zadań)
Definiowanie dokumentacji zadań
Kolejność wyświetlanych w „pętli” ekranów zależy od rodzaju wybranego za każdym razem zadania.
Funkcja „Job-specific documentation” (Dokumentacja zadań) służy do dokumentowania
aktualnych wartości spawania dla wybranego zadania.
Opcję „Job-specific documentation” (Dokumentacja zadań) można ustawić indywidualnie
dla każdego zadania.
Parametr „Job documentation” (Dokumentacja zadania) na ekranie „Basic settings”
(Ustawienia podstawowe) punktu menu „Documentation” (Dokumentacja) należy ustawić
w następujący sposób:
- Parametr „Job-specific documentation” (Dokumentacja zadań) ..... na zadanie.
Wywołać punkt menu „Optimizing and managing jobs” (Optymalizacja i zarządzanie
1
zadaniami)
Niezależnie od wyświetlonego ekranu parametru należy wybrać „group no.” (Nr gru-
2
py) za pomocą przycisków w dół (6) lub do góry (7)
Wybrać żądaną grupę (0–99) za pomocą pokrętła (18)
3
Parametr „job no.” (Nr zadania) należy wybrać za pomocą przycisków w dół (6) lub
4
do góry (7)
Wybrać żądane zadanie (0–999) za pomocą pokrętła (18)
5
- Jeśli zostanie wybrane zadanie z następnej grupy, odpowiednio do tego zmieni
się wyświetlana grupa.
Za pomocą przycisku w prawo (8) wybrać ekran „Job-specific documentation” (Doku-
6
mentacja zadań)
- Zostanie wyświetlony ekran „Job-specific documentation” (Dokumentacja zadań)
96
Optymalizacja i zarządzanie zadaniami: ekran „Jobspecific documentation” (Dokumentacja zadań)
Odpowiednie parametry należy wy-
7
brać za pomocą przycisków w dół (6)
lub do góry (7)
Wartość parametru można zmieniać
8
za pomocą pokrętła (18)
- Wartość parametru można zmienić tylko w ramach zdefiniowanego zakresu ustawień. Zakres ustawień jest zapisany.
Page 97
Warunek dla
funkcji dokumentacji zadań
Parametr Ustawienie Wynik
Dokumentacja Wygodny Aktualne wartości spawania dla wybranego za-
dania będą dokumentowane w przypadku trybu
Job odpowiednio do parametrów „Every nth seam” (Odstęp spoiny) oraz „Every n seconds”
(Odstęp czasu)
Wył. Aktualne wartości spawania dla wybranego za-
dania w przypadku trybu Job nie będą dokumentowane
Odstęp spoiny 1 Aktualne wartości spawania dla wybranego za-
dania w przypadku trybu Job będą dokumentowane w przypadku każdej spoiny (spawanej).
2 Aktualne wartości spawania dla wybranego za-
dania w przypadku trybu Job będą dokumento-
wane w przypadku co 2. spoiny (spawanej) .
...
100 Aktualne wartości spawania dla wybranego za-
dania w przypadku trybu Job będą dokumento-
wane w przypadku co 100. spoiny (spawanej) (=
maks. odstęp spoiny).
Odstęp czasu Wył. Aktualne wartości spawania dla wybranego za-
dania w przypadku trybu Job będą dokumento-
wane jeden raz na każdą spoinę
PL
0,1 Aktualne wartości spawania dla wybranego za-
dania w przypadku trybu Job będą dokumento-
wane co 0,1 sekundy
0,2 Aktualne wartości spawania dla wybranego za-
dania w przypadku trybu Job będą dokumento-
wane co 0,2 sekundy
...
9,9 Aktualne wartości spawania dla wybranego za-
dania w przypadku trybu Job będą dokumento-
wane co 9,9 sekundy (= maks. odstęp czasu)
97
Page 98

Wywoływanie i zmiana parametrów SynchroPuls
dla wybranego zadania
Informacje
ogólne
Wywoływanie i
zmiana parametrów SynchroPuls dla zadania
Kolejność wyświetlanych w „pętli” ekranów zależy od rodzaju wybranego za każdym razem zadania.
Zostanie wyświetlony ekran „SynchroPuls”:
- Jeśli w źródle prądu spawalniczego zainstalowana jest opcja SynchroPuls
- W przypadku zadań MIG/MAG Synergic
Wywołać punkt menu „Optimizing and managing jobs” (Optymalizacja i zarządzanie
1
zadaniami)
Niezależnie od wyświetlonego ekranu parametru należy wybrać „group no.” (Nr gru-
2
py) za pomocą przycisków w dół (6) lub do góry (7)
Wybrać żądaną grupę (0–99) za pomocą pokrętła (18)
3
Parametr „job no.” (Nr zadania) należy wybrać za pomocą przycisków w dół (6) lub
4
do góry (7)
Wybrać żądane zadanie (0–999) za pomocą pokrętła (18)
5
- Jeśli zostanie wybrane zadanie z następnej grupy, odpowiednio do tego zmieni
się wyświetlana grupa.
Za pomocą przycisku w prawo (8) wybrać ekran „SynchroPuls”
6
- Zostanie wyświetlony ekran „SynchroPuls”
Odpowiednie parametry należy wy-
7
brać za pomocą przycisków w dół (6)
lub do góry (7)
Wartość parametru można zmieniać
8
za pomocą pokrętła (18)
- Wartość parametru można zmienić tylko w ramach zdefiniowanego zakresu ustawień. Zakres ustawień jest zapisany.
98
Optymalizacja i zarządzanie zadaniami: ekran „SynchroPuls”
Page 99
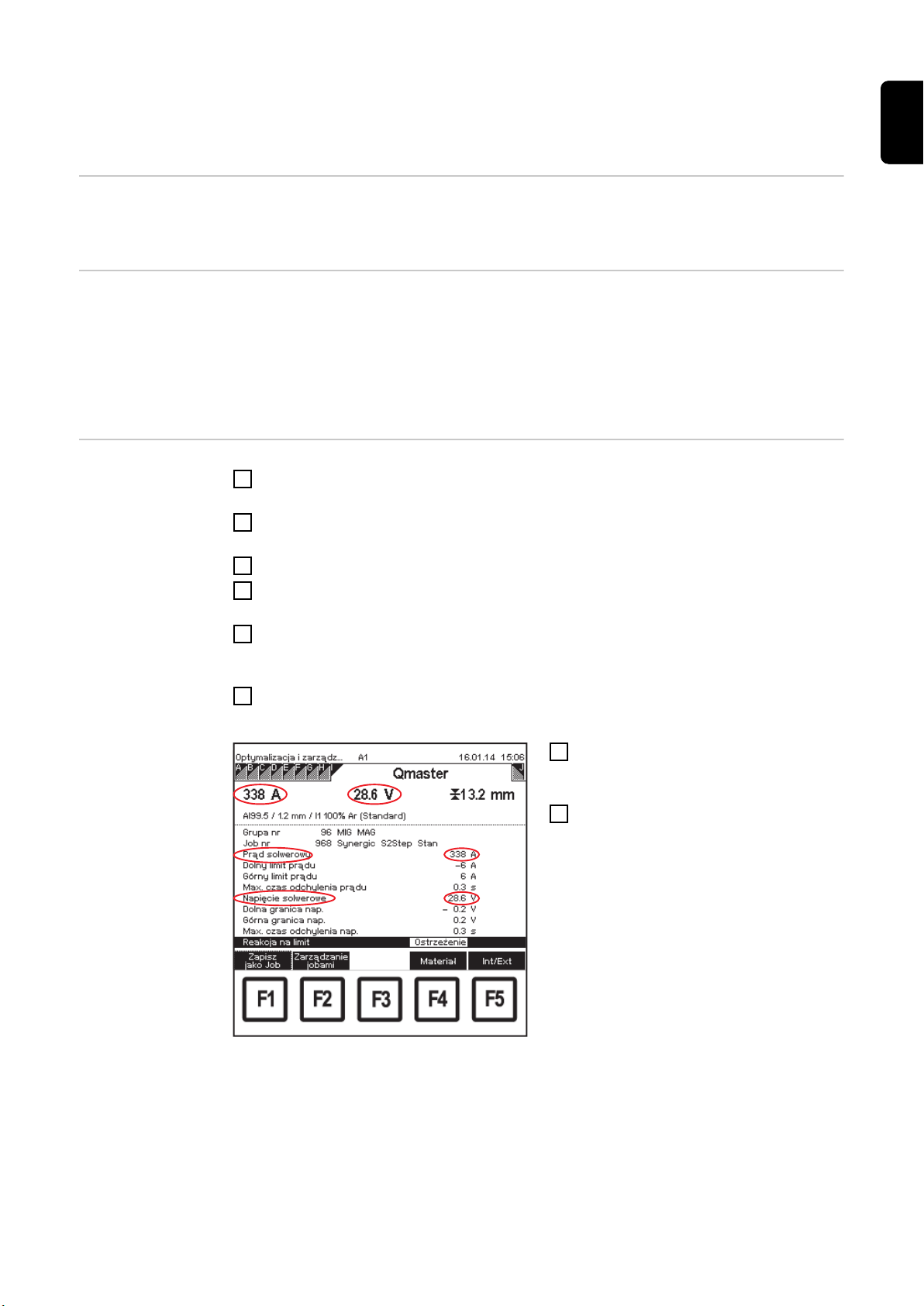
Definiowanie wartości QMaster dla wybranego zadania
Informacje
ogólne
Cel wartości
QMaster
Definiowanie wartości QMaster dla
zadania
Kolejność wyświetlanych w „pętli” ekranów zależy od rodzaju wybranego za każdym razem zadania.
Wartości QMaster można wprowadzić indywidualnie dla każdego zadania. Jeśli zdefiniowane wartości QMaster zostaną przekroczone lub też jeśli nastąpi spadek poniżej ich
dolnej granicy, następstwem będzie jedna z poniższych reakcji:
- natychmiastowe wyłączenie źródła prądu spawalniczego
- nadanie sygnału ostrzegawczego
- brak reakcji
Wywołać punkt menu „Optimizing and managing jobs” (Optymalizacja i zarządzanie
1
zadaniami)
Niezależnie od wyświetlonego ekranu parametru należy wybrać „group no.” (Nr gru-
2
py) za pomocą przycisków w dół (6) lub do góry (7)
Wybrać żądaną grupę (0–99) za pomocą pokrętła (18)
3
Parametr „job no.” (Nr zadania) należy wybrać za pomocą przycisków w dół (6) lub
4
do góry (7)
Wybrać żądane zadanie (0–999) za pomocą pokrętła (18)
5
- Jeśli zostanie wybrane zadanie z następnej grupy, odpowiednio do tego zmieni
się wyświetlana grupa.
Za pomocą przycisku w prawo (8) wybrać ekran „QMaster”
6
- Zostanie wyświetlony ekran „QMaster”
PL
Optymalizacja i zarządzanie zadaniami: ekran „QMaster”
Odpowiednie parametry należy wy-
7
brać za pomocą przycisków w dół (6)
lub do góry (7)
Wartość parametru można zmieniać
8
za pomocą pokrętła (18)
- Wartość parametru można zmienić tylko w ramach zdefiniowanego zakresu ustawień. Zakres ustawień jest zapisany.
99
Page 100

WSKAZÓWKA!
Jeśli na ekranie „Working parameters” (Parametry robocze) zostanie zmieniona
wartość prędkości podawania drutu, ze względu na funkcję Synergic zmienią się
również wartości prądu i napięcia spawania. Zmiana prądu spawania oraz napięcia
spawania musi zostać uwzględniona na ekranie „QMaster” w przypadku parametrów „current command value” (Wartość zadana prądu) oraz „voltage command
value” (Wartość zadana napięcia).
WAŻNE! Jeśli w przypadku wybranego zadania jako wartość parametrów „Maximum du-
ration of voltage deviation” (Maksymalny czas odchylenia napięcia) oraz „Maximum duration of current deviation” (Maksymalny czas odchylenia prądu) ustawiono opcję = „Off”
(wył.), funkcja QMaster dla tego zadania jest wyłączona.
Objaśnienie na
temat wartości
QMaster
wartość zadana prądu np.: 338,0 A
+ wartość w A dla górnej granicy prądu + 6,0 A
= górna wartość graniczna prądu spawania
wartość zadana prądu np.: 338,0 A
- wartość w A dla dolnej granicy prądu - 6,0 A
= dolna wartość graniczna prądu spawania
maksymalny czas odchylenia prądu np.: 0,3 s
Reakcja np.: ostrzeżenie
Jeśli w przypadku spawania w trybie Job rzeczywista wartość prądu jest dłużej niż 0,3 s
wyższa niż 344 A lub niższa niż 332 A, reakcją jest wyświetlenie ostrzeżenia.
wartość zadana napięcia np.: 28,6 V
+ wartość w V dla górnej granicy napięcia + 0,2 V
= górna wartość graniczna napięcia spawania
= 344,0 A
= 332,0 A
= 28,8 V
100
wartość zadana napięcia np.: 28,6 A
- wartość w V dla dolnej granicy napięcia - 0,2 A
= dolna wartość graniczna napięcia spawania
maksymalny czas odchylenia prądu np.: 0,3 s
Reakcja np.: ostrzeżenie
Jeśli w przypadku spawania w trybie Job rzeczywista wartość napięcia jest dłużej niż 0,3
s wyższa niż 28,8 V lub niższa niż 28,4 V, reakcją jest wyświetlenie ostrzeżenia.
= 28,4 A
 Loading...
Loading...