

Page 1

Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
RCU 5000i
Instructions de service
FR
42,0426,0021,FR 005-12102021
Page 2

Page 3
Sommaire
Consignes de sécurité 9
Explication des consignes de sécurité 9
Généralités 9
Utilisation conforme à la destination 10
Conditions environnementales 10
Obligations de l'exploitant 10
Obligations du personnel 10
Classification CEM des appareils 11
Mesures relatives à la CEM 11
Mesures liées aux champs électromagnétiques 11
Mesures de sécurité sur le lieu d'installation et lors du transport 12
Mise en service, maintenance et remise en état 12
Marquage de sécurité 12
Sûreté des données 13
Droits d'auteur 13
Généralités 14
Concept d'appareil 14
Domaines d'application 14
Avantages 14
Équipement de série 14
Options 15
Caractéristiques techniques 15
Remarques concernant le marquage radioélectrique 15
FCC / RSS Conformité 16
Fonctions non décrites 16
Éléments de commande et connexions 17
Panneau de commande 17
Remarques concernant la touche OK 18
Autres éléments de commande, raccords, composants mécaniques 19
Concept de commande 21
Orientation vers les opérations 21
Menu central 21
"Corde à linge" 21
Prise en compte des valeurs 22
Description des écrans d’affichage 23
Généralités 23
Écran "Menu" 23
Écran "Données" 23
Écran "Assistant" 24
Écran "Dialogue" 25
Écran "Message" 25
Écran "Erreur" 26
Mise en service 28
Avant la mise en service 28
Configuration du système 28
Raccordement de la RCU 5000i 28
Séquence de démarrage - Réglage de la langue 29
Erreur "073 (no Host)" - Pas de connexion avec la source de courant 30
Verrouillage et déverrouillage de la RCU 5000i à l’aide d’une carte code 31
Condition préalable 31
Administration des utilisateurs, Profils, Codes 31
Verrouillage de la RCU 5000i 31
Déverrouillage de la RCU 5000i 32
"Déverrouillage" de la RCU 5000i à l'aide de la fonction Unlock 33
Soudage MIG/MAG en mode Synergique 34
Généralités 34
Appeler le point de menu "Soudage MIG/MAG en mode Synergique" 34
Vue d'ensemble 34
Appeler le programme de soudage 35
Appeler le programme de soudage 35
FR
3
Page 4

Régler les paramètres de travail 36
Régler les paramètres de travail 36
Modes torche 36
Procédé 36
Procédé "CMT" 38
Passer en afficheur grande taille 40
Généralités 40
Passer en afficheur grande taille 40
Définir les paramètres de réglage du procédé 41
Définir les paramètres de réglage du procédé 41
Régler les paramètres complémentaires : 2 temps spécial, 4 temps spécial, soudage par points 42
Régler les paramètres complémentaires concernant le 2 temps spécial 42
Régler les paramètres complémentaires concernant le 4 temps spécial 43
Régler les paramètres complémentaires concernant le pointage 43
Régler les paramètres SynchroPuls 45
Généralités 45
Régler les paramètres SynchroPuls (Option logiciel) 45
Soudage MIG/MAG manuel 46
Généralités 46
Appeler le point de menu "Soudage MIG/MAG manuel" 46
Vue d'ensemble 46
Appeler le programme de soudage 47
Sélectionner le programme de soudage 47
Régler les paramètres de travail 48
Régler les paramètres de travail 48
Modes torche 48
Passer en afficheur grande taille 49
Généralités 49
Passer en afficheur grande taille 49
Définir les paramètres de réglage du procédé 50
Définir les paramètres de réglage du procédé 50
Régler les paramètres complémentaires concernant le pointage 51
Régler les paramètres complémentaires concernant le pointage 51
Régler le programme de soudage et le matériau 52
Généralités 52
Régler le programme de soudage et le matériau 52
Créer des caractéristiques utilisateur - Optimiser la caractéristique 54
Généralités 54
Principes de base pour la création de caractéristiques utilisateur 54
Créer des caractéristiques utilisateur - Optimiser des caractéristiques 54
Créer un point de courbe caractéristique pour les caractéristiques utilisateur 58
Généralités 58
Principes de base pour la création de points de courbe caractéristique 58
Créer un point de caractéristique 58
Sélection des caractéristiques utilisateur 62
Sélection des caractéristiques utilisateur 62
Soudage à électrode enrobée 63
Appeler le point de menu "Soudage à l'électrode enrobée" 63
Régler les paramètres de travail 63
Passer en afficheur grande taille 64
Définir les paramètres de réglage du procédé 64
Soudage TIG 65
Appeler le point de menu "Soudage TIG" 65
Régler les paramètres de travail 65
Passer en afficheur grande taille 66
CC/CV-Mode 67
Généralités 67
Appeler le point de menu "CC/CV-Mode" 67
Régler les paramètres de travail 67
Passer en afficheur grande taille 67
Définir les paramètres de réglage du procédé 68
Soudage de tâches 69
Appeler le point de menu "Soudage en mode tâches" 69
Créer les paramètres de travail pour une tâche 69
4
Page 5

Passer en afficheur grande taille 70
Changement de mode opératoire de soudage pendant le mode CMT Advanced 70
Enregistrer les réglages en tant que job 71
Généralités 71
Remarque concernant l'enregistrement des tâches 71
Enregistrer comme tâche 71
Réglage interne / externe des paramètres sélectionnés 74
Généralités 74
Réglage des paramètres en interne / externe 74
Optimiser & gérer les tâches 76
Généralités 76
Appeler le point de menu "Optimiser & gérer les tâches" 76
Vue d'ensemble 77
Gérer les tâches 78
Gérer les tâches 78
Supprimer des groupes et des tâches 80
Appeler les données de gestion pour une tâche sélectionnée 82
Appeler les données de gestion d'une tâche 82
Affichage variable des données de gestion en fonction du type de tâche 82
Appeler et modifier un programme de soudage pour une tâche sélectionnée 84
Généralités 84
Appeler le programme de soudage d'une tâche 84
Modifier le programme de soudage d'une tâche 84
Appeler et modifier les paramètres de travail pour une tâche sélectionnée 87
Généralités 87
Appeler et modifier les paramètres de travail d'une tâche 87
Remarque concernant la modification de la valeur affectée à la vitesse de dévidage 88
Appeler et modifier les réglages de procédé pour une tâche sélectionnée 89
Généralités 89
Appeler et modifier les réglages de procédé d'une tâche 89
Appeler et modifier le paramètre 2 temps spécial pour une tâche sélectionnée 90
Généralités 90
Appeler et modifier le paramètre 2 temps spécial pour une tâche 90
Appeler et modifier le paramètre 4 temps spécial pour une tâche sélectionnée 91
Généralités 91
Appeler et modifier le paramètre 4 temps spécial pour une tâche 91
Appeler et modifier le paramètre Pointage pour une tâche sélectionnée 92
Généralités 92
Appeler et modifier le paramètre Pointage pour une tâche 92
Définir des seuils de correction pour une tâche sélectionnée 93
Généralités 93
Objectif des seuils de correction 93
Définir des seuils de correction pour une tâche 93
Explications concernant les seuils de correction 94
Documentation par tâche 95
Généralités 95
Objectif de la fonction "Documentation par tâche" 95
Configuration pour une "Documentation par tâche" 95
Définir une documentation par tâche 95
Explications concernant la documentation par tâche 96
Appeler et modifier le paramètre SynchroPuls pour une tâche sélectionnée 97
Généralités 97
Appeler et modifier le paramètre SynchroPuls pour une tâche 97
Définir des valeurs QMaster pour une tâche sélectionnée 98
Généralités 98
Objectif des valeurs QMaster 98
Définir des valeurs QMaster pour une tâche 98
Explications concernant les valeurs QMaster 99
Définir les valeurs QMaster de l’avance du fil pour une tâche sélectionnée 100
Généralités 100
Objectif des valeurs QMaster 100
Définir les valeurs QMaster de la vitesse de dévidage pour une tâche 100
Explications concernant les valeurs QMaster de la vitesse de dévidage 101
Optimiser et gérer les caractéristiques 102
FR
5
Page 6

Généralités 102
Appeler le point de menu "Optimiser & gérer les caractéristiques" 102
Vue d'ensemble 103
Gérer les courbes caractéristiques 104
Sélection d'une courbe caractéristique 104
Nommer et renommer la caractéristique 105
Supprimer des caractéristiques 106
Gérer les points de courbes caractéristiques 108
Sélectionner les points de courbes caractéristiques 108
Sélectionner les points de courbes caractéristiques 108
Supprimer les points de courbes caractéristiques 111
Paramètres de caractéristiques des caractéristiques standards 113
Allumage 113
Arc électrique statique 113
Arc électrique dynamique 114
Fin du soudage 115
Valeurs indicatives 116
Reprise des valeurs indicatives pour la tension et le courant 116
Paramètres de caractéristiques des caractéristiques d’impulsion 117
Allumage 117
Paramètres d'impulsion 117
Arc électrique statique 119
Court-circuit 121
Fin du soudage 121
Valeurs indicatives 122
Reprise des valeurs indicatives pour la tension et le courant 122
Paramètres de caractéristiques des caractéristiques CMT 123
Généralités 123
Allumage 123
Paramètres CMT 124
Fin du soudage 125
Valeurs indicatives 126
Reprise des valeurs indicatives pour la tension et le courant 126
Paramètres de caractéristiques des caractéristiques CMT / d’impulsion 127
Généralités 127
Allumage 127
Vue d'ensemble : Paramètres CMT, paramètres d'impulsion 128
Paramètres CMT 128
Paramètres d'impulsion 129
CMT / Puls 130
Fin du soudage 130
Valeurs indicatives 130
Reprise des valeurs indicatives pour la tension et le courant 131
Paramètres de caractéristiques des caractéristiques CMT Advanced 132
Généralités 132
Allumage 132
Surintensité à l'amorçage 132
Début du soudage (Weldstart) 133
Paramètres CMT et paramètres EN CMT 133
EN/EP CMT 135
Fin du soudage 135
Valeurs indicatives 135
Reprise des valeurs indicatives pour la tension et le courant 136
Paramètres de caractéristiques des caractéristiques CMT / Puls Advanced 137
Généralités 137
Allumage 137
Surintensité à l'amorçage 137
Vue d'ensemble : Paramètres CMT, paramètres d'impulsion 138
Paramètres CMT 138
Paramètres d'impulsion 139
Cycles Impulsion/CMT (Puls/CMT Cycles) 141
Fin du soudage 141
Valeurs indicatives 141
Modifier les paramètres de caractéristiques 143
6
Page 7

Le régulateur de processus 143
Écrans affichés pour les différentes caractéristiques 143
Modifier les paramètres de caractéristiques 144
Documentation 146
Généralités 146
Analyse des données de soudage 146
Appeler le point de menu "Documentation" 147
Vue d'ensemble 148
Déterminer les configurations de base pour la documentation 149
Déterminer les configurations de base pour la documentation 149
Configurations de base de la documentation lors de l'enregistrement de tâches 149
Explications concernant les paramètres présentés dans l'écran "Configurations de base" 149
Documentation sur la carte mémoire 150
Mémoire requise en cas de documentation sur la carte mémoire 151
Définir les valeurs QMaster 153
Objectif des valeurs QMaster 153
Définir les valeurs QMaster 153
Explications concernant les valeurs QMaster 153
Régler le courant moteur maximal 155
Généralités 155
Régler le courant moteur maximal 155
Compteur composants 156
Généralités 156
Activer le compteur composants 156
Définir le numéro du composant 156
Augmenter le numéro de composant 158
Journal de soudage 160
Généralités 160
Journal de soudage - Afficher les données de soudage 160
Journal des événements 162
Généralités 162
Évènements au Logbook 162
Retirer la carte mémoire 163
Généralités 163
Retirer la carte mémoire 163
Préréglages de la machine 165
Généralités 165
Appeler le point de menu "Préréglages de la machine" 165
Vue d'ensemble 165
Définir des préréglages de la machine pour le soudage 166
Définir les préréglages de la machine pour "MIG/MAG" 166
Définir les préréglages de la machine pour "TIG" 166
Définir les préréglages de la machine pour "Soudage à l'électrode enrobée" 167
Définir les préréglages de la machine pour "Tâche" 167
Réglage Ethernet 168
Généralités 168
Modifier le réglage Ethernet 168
Paramètres Ethernet 169
Régler la date et l’heure 170
Régler la date et l'heure 170
Interface robot - Mode robot 171
Généralités 171
Sélection interne des paramètres en mode robot 171
Sélection externe des paramètres en mode robot 172
Commutation automatique du mode externe au mode interne pour les paramètres sélectionnés en
cas de sélection externe des paramètres
Autres fonctions en mode robot 174
Profils / Codes 176
Généralités 176
Définitions 177
Profils prédéfinis 177
Profil "Administrateur" 178
Profil "Accès bloqué" 178
Conseils pour la création de profils et de codes 179
173
FR
7
Page 8

Condition préalable 179
Procédure 179
Création et remaniement de profils 180
Condition préalable 180
Créer un code Administrateur 180
Créer des profils 182
Ouvrir / Fermer un profil 186
Modifier un profil 187
Supprimer un profil 190
Exemples de profils 192
Généralités 192
Accès bloqué 192
Welding Specialist MIG / MAG 192
Programmateur robot 194
Welder / Worker 195
Création et remaniement de codes 196
Affecter les profils aux cartes codes (créer des codes) 196
Modifier des utilisateurs / codes 198
Supprimer des utilisateurs / codes 200
Ouvrir et fermer une session d’utilisateur enregistré au niveau de la télécommande 202
Généralités 202
Ouvrir une session d'utilisateur 202
Affichage des utilisateurs ayant ouvert une session 203
Fermer une session d'utilisateur 204
Affichage du profil "Accès bloqué" 204
RCU 5000i - Fonction Unlock 205
Généralités 205
Activer l'écran "Profils / Codes" grâce à la fonction Unlock 205
Poursuite des opérations 207
Régler la langue et la norme 208
Généralités 208
Régler la langue et la norme 208
Consulter les informations sur les versions utilisées 209
Généralités 209
Consulter les informations sur les versions utilisées 209
Créer une sauvegarde 210
Généralités 210
Créer une sauvegarde 210
Restaurer des données 212
Généralités 212
Restaurer des données - Restauration 212
Ajuster la vitesse de dévidage ou l’unité PushPull 214
Ajuster la vitesse de dévidage (Ajustage de VR) 214
Ajuster l'unité PushPull 215
Ajustage L/R - Ajuster l’inductance du circuit de soudage et la résistance du circuit de soudage 219
Généralités 219
Ajustage L/R 219
RCU 5000i - Réinitialiser les réglages dans leur état à la livraison 222
Généralités 222
Réinitialiser la RCU 5000i dans son état à la livraison 222
RCU 5000i - Mise à jour des logiciels 223
Conditions requises 223
Avant la première mise à jour - Installer le pilote LocalNetUSB 223
Avant la première mise à jour - Installer le logiciel BASICLoad 229
RCU 5000i - Mise à jour des logiciels 233
Présentation alphabétique des paramètres réglables 235
Explication 235
Paramètres A - Z 235
8
Page 9

Consignes de sécurité
FR
Explication des
consignes de
sécurité
DANGER!
Signale un risque de danger immédiat.
S'il n'est pas évité, il peut entraîner la mort ou des blessures graves.
▶
AVERTISSEMENT!
Signale une situation potentiellement dangereuse.
Si elle n'est pas évitée, elle peut entraîner la mort ou des blessures graves.
▶
ATTENTION!
Signale une situation susceptible de provoquer des dommages.
Si elle n'est pas évitée, elle peut entraîner des blessures légères ou minimes, ainsi
▶
que des dommages matériels.
REMARQUE!
Signale la possibilité de mauvais résultats de travail et de dommages sur l'équipement.
Généralités Cet appareil est fabriqué selon l'état actuel de la technique et conformément aux règles
techniques de sécurité en vigueur. Cependant, en cas d'erreur de manipulation ou de
mauvaise utilisation, il existe un risque
- de blessure et de mort pour l'utilisateur ou des tiers,
- de dommages pour l'appareil et les autres biens de l'utilisateur,
- d'inefficacité du travail avec l'appareil.
Toutes les personnes concernées par la mise en service, l'utilisation, la maintenance et
la remise en état de l'appareil doivent
- posséder les qualifications correspondantes,
- avoir des connaissances en soudage et
- lire attentivement et suivre avec précision les prescriptions des présentes Instructions de service.
Les Instructions de service doivent être conservées en permanence sur le lieu d'utilisation de l'appareil. En complément des présentes instructions de service, les règles
générales et locales en vigueur concernant la prévention des accidents et la protection
de l'environnement doivent être respectées.
Concernant les avertissements de sécurité et de danger présents sur l'appareil
- veiller à leur lisibilité permanente
- ne pas les détériorer
- ne pas les retirer
- ne pas les recouvrir, ni coller d'autres autocollants par-dessus, ni les peindre.
Vous trouverez les emplacements des avertissements de sécurité et de danger présents
sur l'appareil au chapitre « Généralités » des Instructions de service de votre appareil.
Éliminer les pannes qui peuvent menacer la sécurité avant de mettre l'appareil sous tension.
Votre sécurité est en jeu !
9
Page 10

Utilisation
conforme à la
destination
L'appareil est exclusivement conçu pour des travaux impliquant une utilisation conforme
à la destination.
Toute autre utilisation est considérée comme non conforme. Le fabricant décline toute
responsabilité pour les dommages consécutifs.
Font également partie de l’emploi conforme
- la lecture attentive et le respect de toutes les indications des instructions de service
- la lecture attentive et le respect de tous les avertissements de sécurité et de danger
Utiliser exclusivement l'appareil avec les sources de courant prévues à cet effet.
Cet appareil est configuré pour une utilisation dans le secteur industriel et artisanal. Le
fabricant ne saurait être tenu pour responsable des dommages dus à une utilisation
dans les zones résidentielles.
Conditions environnementales
Obligations de
l'exploitant
Tout fonctionnement ou stockage de l'appareil en dehors du domaine indiqué est
considéré comme non conforme. Le fabricant décline toute responsabilité pour les dommages consécutifs.
Plage de température pour l'air ambiant :
- lors du fonctionnement : -10°C à +50°C (14°F à 122°F)
- lors du transport et du stockage : -15°C à +70°C (5°F à 158°F)
Humidité relative de l'air :
- jusqu'à 50 % à 40 °C (104 °F)
- jusqu'à 90 % à 20 °C (68 °F)
Air ambiant : absence de poussières, d'acides, de substances ou gaz corrosifs, etc.
Altitude au-dessus du niveau de la mer : jusqu'à 2 000 m (6500 ft)
L'exploitant s'engage à laisser travailler sur l'appareil uniquement des personnes qui
- connaissent les dispositions de base relatives à la sécurité du travail et à la prévention des accidents et sont formées à la manipulation de l'appareil
- ont attesté par leur signature avoir lu et compris les présentes instructions de service, en particulier le chapitre « Consignes de sécurité »
- ont suivi une formation conforme aux exigences relatives aux résultats de travail.
La sécurité de travail du personnel doit être contrôlée à intervalles réguliers.
Obligations du
personnel
10
Toutes les personnes qui sont habilitées à travailler avec l'appareil s'engagent, avant de
commencer à travailler
- à respecter les dispositions de base relatives à la sécurité du travail et à la prévention des accidents
- à lire les présentes instructions de service, en particulier le chapitre « Consignes de
sécurité », et à confirmer par leur signature qu'elles les ont comprises et vont les
respecter.
Avant de quitter le poste de travail, assurez-vous qu'aucun dommage corporel ou
matériel ne peut survenir, même en votre absence.
Page 11

Classification
CEM des appareils
Les appareils de la classe d'émissions A :
- ne sont prévus que pour une utilisation dans les zones industrielles
- peuvent entraîner dans d'autres zones des perturbations de rayonnement liées à
leur puissance.
Les appareils de la classe d'émissions B :
- répondent aux exigences d'émissions pour les zones habitées et les zones industrielles. ainsi que pour les zones habitées dans lesquelles l'alimentation énergétique
s'effectue à partir du réseau public basse tension.
Classification CEM des appareils conformément à la plaque signalétique ou aux caractéristiques techniques.
FR
Mesures relatives
à la CEM
Dans certains cas, des influences peuvent se manifester dans la zone d'application
prévue malgré le respect des valeurs limites normalisées d'émissions (p. ex. en
présence d'appareils sensibles sur le site d'installation ou lorsque ce dernier est situé à
proximité de récepteurs radio ou TV).
L'exploitant est alors tenu de prendre les mesures nécessaires pour éliminer les dysfonctionnements.
Vérifier et évaluer l'immunité des dispositifs dans l'environnement de l'appareil selon les
dispositions nationales et internationales. Exemples de dispositifs sensibles pouvant être
influencés par l'appareil :
- Dispositifs de sécurité
- Câbles d'alimentation, de transmission de signaux et de transfert de données
- Équipements informatiques et équipements de télécommunication
- Équipements de mesure et d'étalonnage
Mesures d'assistance visant à éviter les problèmes de compatibilité électromagnétique :
1. Alimentation du secteur
- Si des perturbations électromagnétiques se produisent malgré la réalisation
d'un couplage au réseau réglementaire, prendre des mesures supplémentaires
(utiliser par ex. un filtre secteur approprié).
2. Câbles de soudage
- Utiliser des câbles de longueur aussi réduite que possible.
- Les placer en veillant à ce qu'ils soient bien groupés le long de leur parcours
(également pour éviter les problèmes de champs électromagnétiques).
- Les poser loin des autres câbles.
3. Compensation de potentiel
4. Mise à la terre de la pièce à souder
- Le cas échéant, réaliser une connexion de terre à l'aide de condensateurs
adéquats.
5. Blindage, le cas échéant
- Blinder les autres équipements à proximité
- Blinder l'ensemble de l'installation de soudage
Mesures liées
aux champs électromagnétiques
Les champs électromagnétiques peuvent provoquer des problèmes de santé qui ne sont
pas encore bien connus :
- Répercussions sur l'état de santé des personnes se trouvant à proximité, par ex.
porteurs de stimulateurs cardiaques et d'appareils auditifs
- Les porteurs de stimulateurs cardiaques doivent consulter leur médecin avant de
pouvoir se tenir à proximité immédiate de l'appareil et du procédé de soudage
- Pour des raisons de sécurité, les distances entre les câbles de soudage et la tête /
le corps de la torche doivent être aussi importantes que possible
- Ne pas porter le câble de soudage et les faisceaux de liaison sur l'épaule et ne pas
les enrouler autour du corps ou de certaines parties du corps
11
Page 12

Mesures de
sécurité sur le
lieu d'installation
et lors du transport
Le basculement de l'appareil peut provoquer un danger mortel ! Installer l'appareil de
manière bien stable sur un support ferme et plat
- Un angle d'inclinaison de 10° au maximum est admis.
Dans les locaux exposés aux risques d'incendie et d'explosion, des dispositions
spéciales s'appliquent
- Respecter les dispositions nationales et internationales en vigueur.
Veiller à ce que la zone autour du poste de travail reste en permanence propre et
dégagée, au moyen de consignes et de contrôles internes à l'entreprise.
Installer et utiliser l'appareil uniquement en conformité avec l'indice de protection indiqué
sur la plaque signalétique.
Lors de la mise en place de l'appareil, vérifier si la distance périphérique de 0,5 m (1 ft.
7.69 in.) par rapport à l'appareil est bien respectée, afin que l'air de refroidissement
puisse circuler sans problème.
Lors du transport de l'appareil, veiller à ce que les directives nationales et régionales en
vigueur et les consignes de prévention des accidents soient respectées. Ceci s'applique
tout particulièrement aux directives relatives aux risques inhérents au transport.
Ne pas soulever ou transporter des appareils en fonctionnement. Éteindre les appareils
avant de les transporter ou de les soulever !
Avant tout transport de l'appareil, vidanger tout le réfrigérant et démonter les composants suivants :
- Dévidoir
- Bobine de fil
- Bouteille de gaz de protection
Mise en service,
maintenance et
remise en état
Marquage de
sécurité
Après le transport et avant la mise en service, effectuer impérativement un contrôle visuel de l'appareil afin de détecter tout dommage. Avant la mise en service, faire remettre
en état les éventuels dommages par du personnel de service formé.
Les pièces provenant d'autres fournisseurs n'offrent pas de garantie de construction et
de fabrication conformes aux exigences de qualité et de sécurité.
- Utiliser uniquement les pièces de rechange et d'usure d'origine (valable également
pour les pièces standardisées).
- Ne réaliser aucune modification, installation ou transformation sur l'appareil sans autorisation du fabricant.
- Remplacer immédiatement les composants qui ne sont pas en parfait état.
- Lors de la commande, indiquer la désignation précise et la référence selon la liste
des pièces de rechange, ainsi que le numéro de série de votre appareil.
Les vis du boîtier constituent une connexion de protection appropriée pour la mise à la
terre des pièces du boîtier.
Toujours utiliser le nombre correspondant de vis de boîtier d'origine avec le couple indiqué.
Les appareils portant le marquage CE répondent aux exigences essentielles des directives basse tension et compatibilité électromagnétique (par ex. normes produits correspondantes de la série de normes EN 60 974).
12
Fronius International GmbH déclare que l'appareil est conforme à la directive
2014/53/UE. Le texte intégral de la déclaration UE de conformité est disponible à l'adresse suivante : http://www.fronius.com
Page 13

Les appareils portant la marque CSA répondent aux exigences des normes applicables
au Canada et aux États-Unis.
FR
Sûreté des
données
Droits d'auteur Les droits de reproduction des présentes Instructions de service sont réservés au fabri-
L'utilisateur est responsable de la sûreté des données liées à des modifications par rapport aux réglages d'usine. Le fabricant décline toute responsabilité en cas de perte de
réglages personnels.
cant.
Les textes et les illustrations correspondent à l'état de la technique lors de l'impression.
Sous réserve de modifications. Le contenu des Instructions de service ne peut justifier
aucune réclamation de la part de l'acheteur. Nous vous remercions de nous faire part de
vos propositions d'amélioration et de nous signaler les éventuelles erreurs contenues
dans les Instructions de service.
13
Page 14

Généralités
Concept d'appareil
Domaines d'application
La télécommande RCU 5000i permet d'utiliser toutes les sources de courant des
séries TransSynergic / TransPuls Synergic. Toutes les fonctions disponibles au niveau de la source de courant peuvent être
activées grâce à la RCU 5000i. De plus,
de nombreuses autres fonctionnalités,
comme l'optimisation des courbes caractéristiques de soudage, sont également
disponibles.
Le raccord à la source de courant est
réalisé par une prise LocalNet.
La télécommande RCU 5000i est équipée
d'un affichage LCD. Ces fonctionnalités,
complétées par une conduite de menu extrêmement claire, rendent cet appareil par-
Télécommande RCU 5000i
La télécommande RCU 5000i est utilisée
- afin de commander, de programmer et de prérégler à distance les sources de courant,
- dans les applications robotisées,
- pour le mode de soudage manuel des sources de courant équipées du panneau de
commande "Remote".
ticulièrement agréable à utiliser.
Avantages - Présentation très claire grâce à l'affichage LCD
- Conduite simple et logique de l'utilisateur
- 180 courbes caractéristiques de soudage en mode Synergique préprogrammées
- Les courbes caractéristiques de soudage peuvent être optimisées
- Programmation simplifiée des tâches
- Fonction d'enregistrement des tâches, permettant de sauvegarder jusqu'à 1000
tâches
- Administration des utilisateurs par une carte code
- Contrôle des paramètres grâce à la fonction QMaster
- Connexion LocalNet
- Interface USB pour la mise à jour des logiciels
Équipement de
série
L'équipement de série de la télécommande RCU 5000i se compose des éléments suivants :
- raccordés à la télécommande : 1 câble de télécommande, 6 pôles, 5 m (16 ft. 5 in.),
avec prise LocalNet, 10 pôles
- 1 câble USB, env. 1,8 m (5 ft. 11 in.), avec adaptateur USB
- 1 carte mémoire, 3,3 V
- 1 carte transpondeur ("carte code")
- 1 CD-ROM "Software Tools"
14
Page 15

Options Support RCU 5000i
Le support RCU 5000i est prévu pour un montage mural ou pour un montage sur une
source de courant Remote. La télécommande peut être accrochée au support RCU
5000i.
FR
Caractéristiques
techniques
Remarques
concernant le
marquage radioélectrique
Tension d'alimentation 24 V DC
Absorption de courant 170 mA
Indice de protection IP 23
Marque de conformité CE, FCC
Bande de fréquences 134,2 kHz
Puissance d'émission max. < 65dBµA/m @10m
Dimensions (L / I / h) 258 / 180 / 48 mm
10,16 / 7,09 / 1,89 in.
Poids 1,5 kg
3,31 lb.
La télécommande RCU 5000i est équipée d'un module RFID (Radio Frequency Identification). Ce module RFID sert à la transmission de données sans câble et sans contact à
l'aide de la carte code (carte transpondeur). La transmission des données est effectuée
via un champ magnétique.
Aux USA, les modules RFID sont soumis à un marquage obligatoire selon le FCC :
ID FCC : QKWRF5000I
15
Page 16

FCC / RSS
Conformité
FCC
Cet appareil correspond aux valeurs limites imposées par la partie 15 des
dispositions FCC pour un appareil numérique de classe CEM d'émissions
A. Ces valeurs limites ont pour but d'assurer une protection appropriée
contre les perturbations nocives lorsque l'appareil est utilisé dans le domaine commercial. Cet appareil produit et utilise de l'énergie à haute
fréquence et peut engendrer des perturbations dans les communications
radio s'il n'est pas installé et utilisé en conformité avec les instructions de
service. L'utilisation de cet appareil dans des zones résidentielles risque
de causer des perturbations nocives, auquel cas l'utilisateur se verra
dans l'obligation de corriger ces perturbations à ses propres frais.
RSS
Cet appareil est conforme aux normes Industrie Canada RSS exemptes
de licence. Son utilisation est soumise aux conditions suivantes :
(1) L'appareil ne doit causer aucune perturbation nocive.
(2) L'appareil doit pouvoir surmonter toutes les influences parasites
constatées, y compris les influences parasites susceptibles de
perturber le fonctionnement.
Fonctions non
décrites
REMARQUE!
En raison des mises à jour des logiciels, il est possible que certaines fonctions
non décrites dans le présent mode d'emploi soient disponibles sur votre appareil
ou inversement.
En outre, certaines illustrations de ce mode d'emploi peuvent différer légèrement des
données réellement affichées sur l'écran LCD.
16
Page 17

Éléments de commande et connexions
(1)
(15)
(14)(13)(12)(11)(10)
)8()9(
(7)
(6)
)4()5(
(3)
(2)
(16)
Panneau de commande
FR
Panneau de commande RCU 5000i
Touches d'exécution
(1) Touche Menu ... pour appeler le Menu principal
(2) Touche Info ... pour afficher des informations spécifiques au contexte
(3) Touche OK ... pour valider des boîtes de menu, des demandes de confirmation,
etc.
(4) Touche Insertion du fil ... pour insérer le fil de soudage sans gaz ni courant
(5) Touche Contrôle gaz ... pour contrôler le débit de gaz
Touches de navigation
(6) Touche vers le bas ... pour naviguer dans une liste
(7) Touche vers le haut ... pour naviguer dans une liste
(8) Touche vers la droite ... pour naviguer horizontalement (par ex. dans une "corde
à linge")
(9) Touche vers la gauche ... pour naviguer horizontalement (par ex. dans une
"corde à linge")
Touches de fonction à affectation variable
(10) Touche F1 ... Touche de fonction
(11) Touche F2 ... Touche de fonction
(12) Touche F3 ... Touche de fonction
(13) Touche F4 ... Touche de fonction
(14) Touche F5 ... Touche de fonction
17
Page 18

IMPORTANT!
(1)
(1)
L'affectation définie est affichée sur l'écran LCD, directement au-dessus de la
touche de fonction concernée.
Divers
(15) Affichage ... écran LCD noir et blanc
(16) Zone de lecture de la carte code ... pour l'identification des droits d'accès pou-
vant être accordés par les différentes cartes codes
Remarques
concernant la
touche OK
La touche OK (3) assiste l'utilisateur lors du choix de l'affectation des diverses touches
de fonction.
Si l'affectation proposée d'une touche de fonction est encadrée, la fonction en question
peut être sélectionnée grâce à la touche OK (3).
Exemple : La fonction "Enregistrer comme tâche" est
encadrée pour la touche F1
Exemple : La fonction "Suivant" est encadrée pour la
touche F2
18
(1) Châssis
Page 19

Autres éléments
)91()02(
(18)
(17)
(21)
(23) (22) (23)(23)
(23)
de commande,
raccords, composants mécaniques
FR
Vue de la face avant de la RCU 5000i - Éléments de commande, raccords
(17) Logement poignée ... pour un accrochage sur support mural ou sur la poignée
de la source de courant
(18) Molette de réglage ... régulateur par incrément pour le réglage des paramètres
(19) Prise LocalNet avec câble de connexion ... pour le raccordement à la source
de courant. La prise sert de dispositif de déconnexion et doit être librement ac-
cessible
(20) Cache en caoutchouc ... pour protéger le logement de la carte mémoire
(21) Cache en caoutchouc ... pour protéger le point de raccordement USB-PC
(22) Support de fixation ... support
de fixation et de pose inclinable à
0-95°
(23) Douille taraudée incrustée
M5 ... par ex. à des fins de fixation en cas de montage mural
Vue de la face arrière de la RCU 5000i - Éléments de
commande, composants mécaniques
19
Page 20

(25) (24)
Vue latérale de la RCU 5000i - Raccords
(24) Logement de la carte mémoire
(25) Connexion USB ... pour le rac-
cordement à un PC, par ex. pour
la mise à jour de logiciels
20
Page 21

Concept de commande
(8)
(9)
FR
Orientation vers
les opérations
Menu central
L'utilisation de la télécommande RCU 5000i est présentée en fonction des opérations.
Les opérations suivantes sont ainsi définies :
- Soudage (MIG/MAG en mode Synergique, MIG/MAG manuel, à l'électrode enrobée,
TIG et de tâches)
- Création de tâches
- Création de caractéristiques et de points de courbes caractéristiques propres
- Optimisation et gestion de tâches
- Optimiser et gérer les caractéristiques existantes
- Création de programmations pour le soudage
- Définition de la langue et des unités de mesure
Les différentes opérations sont définies
dans le Menu principal central. Le Menu
principal est appelé en appuyant sur la
touche Menu (1).
Une "corde à linge" est affectée à chaque
point du menu.
Écran d'affichage Menu principal
"Corde à linge" Principe de la "corde à linge" :
- Les paramètres individuels sont regroupés en plusieurs séries de données.
- Ces séries de données sont rangées en boucle ("corde à linge").
- La navigation dans la "corde à linge" peut se faire dans deux directions.
- Après la dernière série de données, la première série de données est à nouveau affichée. Si la navigation est réalisée dans le sens inverse, la dernière série de
données succède à la première série de données.
- Le nombre de séries de données est variable. En raison de paramètres particuliers
ou de fonctions particulières de la source de courant, des séries de données
peuvent être ajoutées sur une "corde à linge".
Exemple de "corde à linge" avec 5 séries de données (A à E) - Série de données "Paramètres de travail" ouverte
21
Page 22

La télécommande RCU 5000i utilise comme suit le principe de la "corde à linge" :
- Tous les paramètres, affichages et fonctions requis pour une certaine opération sont
rangés dans une "corde à linge" en fonction de l'ordre de réalisation des opérations
concernées.
- Chaque série de données d'une "corde à linge" est affichée sur un écran d'affichage
(= écran) individuel.
Dans la suite du présent mode d'emploi, les séries de données seront indiquées
comme suit, par ex. :
Écran Écran (pour la série de données)
"Paramètres de travail" Titre de l'écran (série de données)
- Les options et fonctions particulières de la source de courant (par ex. SynchroPuls)
sont ajoutées à la série de données existante d'une "corde à linge".
- La navigation à l'intérieur de la "corde à linge" s'effectue à l'aide des touches de navigation droite (8) et gauche (9).
Prise en compte
des valeurs
Les valeurs qui sont modifiées ne doivent pas explicitement être enregistrées ou activées. Ces valeurs sont immédiatement activées.
22
Page 23

Description des écrans d’affichage
(1)
(3)
(2)
Généralités En cours de fonctionnement, la télécommande RCU 5000i utilise différents écrans d'affi-
chage. Ces écrans sont proposés dans la conduite du menu et servent à la boîte de dialogue avec l'utilisateur.
Écran "Menu" L'écran "Menu" affiche le Menu principal. Pour appeler l'écran "Menu", appuyer sur la
touche Menu (1).
REMARQUE!
En appuyant sur la touche Menu (1), toutes les boîtes de dialogues ouvertes sont
fermées sans avertissement, à l'exception des assistants.
(1) Points de menu
(2) Point de menu "Soudage
MIG/MAG en mode Synergique"
sélectionné
(3) F3 affectée à "Sélectionner"
FR
Écran "Menu"
Écran "Données" - Un écran "Données" s'affiche lorsqu'un point de menu est sélectionné dans le Menu
principal.
- Chaque écran "Données" contient une "corde à linge".
- Un nombre variable d'écrans "Données" peut être affiché à l'intérieur d'un point de
menu.
En outre, des écrans "Données" supplémentaires peuvent être ajoutés aux "cordes
à linge" adéquates en rapport avec des fonctions spéciales de la source de courant
ou en raison de réglages de paramètres spécifiques.
- Des paramètres peuvent être réglés ou consultés sur les écrans "Données". Ces
paramètres sont présentés dans une liste.
Le choix d'un paramètre est effectué à l'aide des touches de navigation vers le bas
(6) et vers le haut (7).
Les valeurs des paramètres sont définies avec la molette de réglage (18).
23
Page 24

(1)
(2)
(3)
(4) (5) (6)(7) (8) (9) (10)
(11)
(12)
(13)
(14)
(15)
Exemple : Écran "Données"
(1) Lettre d'identification de l'écran (9) Heure
(2) Opération (10) Matériau, diamètre du fil, gaz pr-
otecteur
(3) Courant de soudage (11) Ligne d'information
(4) Utilisateur (12) Corde à linge avec des écrans A
à E
(5) Titre de l'écran (13) Zone de visualisation
(6) Tension de soudage (14) Liste de paramètres
(7) Épaisseur de tôle (15) Affectation des touches de fonc-
tion
(8) Date - F1 affectée à "Enregistrer
comme tâche"
- F2 affectée à "Créer un
point de caractéristique"
- F3 affectée à "Ajuster la
courbe caract."
- F4 affectée à "Matériau"
- F5 affectée à "Interne / Externe"
Écran "Assistant"
24
Par assistant, on entend une séquence de fonctionnalités dirigée. L'utilisateur peut se
déplacer vers l'avant ou vers l'arrière dans une séquence. DIfférents écrans sont affichés
à l'intérieur d'un assistant.
Page 25

(3)(4)
(2)
(1)
(6) (7) (8)
(5)
(1) Encadré sombre
(1)
(2) (3)
(2) étapes de traitement
(3) étapes de travail déjà achevées
(4) étape de travail actuelle
(5) étape de travail encore à réaliser
(6) F1 affectée à "Retour" (présentée
en grisé sur le premier écran)
(7) F2 affectée à "Suivant" (ou "Ter-
miné" dans le dernier écran)
(8) F5 affectée à "Annuler"
Exemple : Écran "Assistant"
Écran "Dialogue" L'écran "Dialogue" est utilisé pour présenter des boîtes de dialogue sur des points de
détail.
L'écran "Dialogue" peut présenter une structure en arborescence, des listes de sélection
et autres similaires.
FR
(1) Encadré sombre
(2) F1 affectée à "OK"
(3) F5 affectée à "Annuler"
Exemple : Écran "Dialogue" avec "OK" et "Annuler"
Écran "Message" L'écran "Message" se réfère à des circonstances particulières. Ce message doit être ac-
quitté ou une décision doit être prise.
L'écran "Message" se superpose à une partie de l'écran actuel. Dans ce cas, l'écran actuel apparaît en grisé.
25
Page 26

(1) (2)
(5) (6) (7)
(3) (4)
(1) Écran actuel, affiché en grisé
(1) (2) (3) (4) (5)
(6)
(2) Symbole
(3) Type de message
(4) Encadré sombre
(5) F2 affectée à "Oui"
(6) F3 affectée à "Non"
(7) F4 affectée à "Annuler"
Exemple : Écran "Message" - Demande de confirmation
Écran "Erreur" Les écrans "Erreur" indiquent les défauts (erreurs) survenus en cours de soudage. Les
écrans "Erreur" doivent être acquittés. Si un écran "Erreur" est ignoré, il est à nouveau
affiché après un délai de 2 minutes si l'erreur n'a pas été corrigée entre-temps. Les écrans "Erreur" se superposent à une partie de l'écran actuel. Dans ce cas, l'écran actuel
apparaît en grisé.
Exemple : Écran "Erreur"
(1) Écran actuel, affiché en grisé
(2) Symbole
(3) Code d'erreur
(4) Description de l'erreur
(5) Encadré sombre
(6) F3 affectée à "OK"
26
Page 27

(2) (3)
(5) (6)
(4)(1)
Ne peut pas réaliser une
connexion avec la source
de courant.
Exemple : Écran "Erreur" avec des touches de fonction Quitter et Ignorer
(1) Écran actuel, affiché en grisé
(2) Symbole
(3) Description de l'erreur
(4) Encadré sombre
(5) F2 affectée à "Quitter"
(6) F3 affectée à "Ignorer"
FR
27
Page 28

Mise en service
VR 4000 VR 7000
VR 1500
TPS 2700
TS/TPS 4000-5000
Avant la mise en
service
Configuration du
système
Raccordement de
la RCU 5000i
AVERTISSEMENT!
Danger en cas d'erreur de manipulation et d'erreur en cours d'opération.
Cela peut entraîner des dommages corporels et matériels graves.
Toutes les fonctions et tous les travaux décrits dans le présent document doivent
▶
uniquement être exécutés par du personnel qualifié.
Le présent document doit être lu et compris.
▶
Toutes les instructions de service des composants périphériques, en particulier les
▶
consignes de sécurité, doivent être lues et comprises.
Le logiciel suivant doit être installé sur la source de courant afin de pouvoir utiliser la
télécommande RCU 5000i :
OFFICIAL UST V 3.20.1
La télécommande RCU 5000i peut être branchée sur n'importe quel connecteur localNet
de l'installation de soudage ; par ex. :
28
Connecteur LocalNet sur VR 4000, VR 7000 et VR
1500
Procédure :
Mettre l’interrupteur d'alimentation de la source de courant sur "0"
1
Brancher la prise LocalNet de la télécommande sur le connecteur LocalNet
2
Visser l'écrou-raccord de la prise
3
Mettre l'interrupteur d'alimentation de la source de courant sur "I" - la télécommande
4
est prête à fonctionner, la séquence de démarrage s'affiche
Connecteur LocalNet sur TPS 2700 et TS/TPS
4000-5000
Page 29

Séquence de
démarrage Réglage de la
langue
Les informations suivantes sont présentées sur l'écran pendant la séquence de démarrage :
- Logo de Fronius (centre de l'écran)
- Version du logiciel (en bas à gauche de l'écran)
- www.fronius.com (en bas à droite de l'écran)
- Language (grâce à la touche de fonction F3)
La séquence de démarrage dure environ 2 secondes. Pendant cette période, la langue
et la norme (système métrique ou Inch) peuvent être préréglées. Pour ce faire, appuyer
sur la touche de fonction F3.
Pour prérégler la langue et la norme,
1
appuyer sur la touche F3 "Langue"
- L'écran "Langue et normes" des
préréglages de la machine s'affiche
FR
Séquence de démarrage, F3 affectée à "Langue"
Préréglages de la machine : Écran "Langue et
normes", Langue sélectionnée
Sélectionner le paramètre adéquat à
2
l'aide des touches vers le bas (6) ou
vers le haut (7)
Modifier la valeur du paramètre à
3
l'aide de la molette de réglage (18)
Appuyer sur la touche Menu (1)
4
29
Page 30

Menu principal dans la langue sélectionnée
Ne peut pas réaliser une
connexion avec la source
de courant.
Le menu principal s'affiche dans la langue
sélectionnée
Erreur "073 (no
Host)" - Pas de
connexion avec
la source de
courant
L'erreur "073 (no Host)", qui ne peut être
acquittée, s'affiche lorsque la télécommande n'a pu se connecter à la source de
courant lors de la mise en service.
Les causes possibles de cette erreur sont
par ex. un mauvais contact avec la source
de courant ou un répartiteur LocalNet non
approprié.
Dès que la connexion est convenable,
l'erreur "073 (no Host)" disparait.
L'erreur "073 (no Host)" peut être ignorée.
Écran "Erreur 073 (no Host)"
30
Page 31

Verrouillage et déverrouillage de la RCU 5000i à
(16)
l’aide d’une carte code
Condition
préalable
Administration
des utilisateurs,
Profils, Codes
Verrouillage de la
RCU 5000i
REMARQUE!
La carte code peut être utilisée pour verrouiller et déverrouiller la télécommande
tant qu'aucun profil ni aucun code, en dehors de "Administrateur" et "Accès bloqué", ne figure dans le point de menu "Préréglages de la machine".
Pour de plus amples informations concernant l'administration des opérateurs, les profils
ou les codes, consulter le chapitre "Préréglages de la machine", section "Profils /
Codes".
Placer la carte code devant la zone de
1
lecture de la carte code (16)
FR
Placer la carte code devant la zone de lecture de la
carte code
L'écran "Info code - Télécommande verrouillée" apparaît
Écran "Info code - Télécommande verrouillée"
31
Page 32

Menu principal dans le profil "Accès bloqué"
(16)
Point de menu "Soudage MIG/MAG en mode Synergique" avec la télécommande verrouillée, écran "Paramètres de travail"
Le profil "Accès bloqué" est appelé.
IMPORTANT!
Les caractéristiques du profil "Accès
bloqué" peuvent être modifiées sous le
point de menu "Préréglages de la machine", dans l'écran "Profils / Codes".
En fonction des programmations enregistrées dans le profil "Accès bloqué", des
fonctions et points de menu différents
peuvent être sélectionnés.
Par ex. :
Le réglage d'usine du profil "Accès bloqué"
permet d'accéder au mode opératoire de
soudage à partir du Menu principal. Les
touches ne sont pas disponibles dans les
écrans "Données" individuels.
Les paramètres des différents écrans
"Données" peuvent être sélectionnés à
l'aide des touches vers le bas (6) et vers le
haut (7) et modifiés à l'aide de la molette
de réglage (18).
Déverrouillage de
la RCU 5000i
Placer la carte code devant la zone de lecture de la
carte code
Placer la carte code devant la zone de
1
lecture de la carte code (16)
32
Page 33

Écran "Info code - Télécommande déverrouillée"
L'écran "Info code - Télécommande
déverrouillée" apparaît.
FR
Le dernier écran appelé avant le verrouillage est affiché. La totalité des points de
menu est à nouveau disponible sans restriction.
"Déverrouillage"
de la RCU 5000i à
l'aide de la fonction Unlock
À partir de la version de logiciel OFFICIAL RCU V1.14.12, la télécommande RCU 5000i
est munie de la fonction Unlock.
Cette fonction Unlock modifie le profil "Accès bloqué" et permet d'accéder, dans les
préréglages de la machine, à l'écran "Profils / Codes", par exemple pour insérer un code
administrateur ou pour modifier le profil "Accès bloqué".
Pour de plus amples informations concernant la fonction Unlock, consulter le chapitre
"Préréglages de la machine", section "RCU 5000i - Fonction Unlock".
33
Page 34

Soudage MIG/MAG en mode Synergique
Généralités Le soudage MIG/MAG en mode Synergique correspond au mode Synergiaue au niveau
de la source de courant. Si le paramètre Vitesse d'avance du fil est réglé, les paramètres
Courant de soudage et Épaisseur de tôle sont adaptés à la valeur réglée pour l'avance
du fil.
Les valeurs actuelles appliquées pour le courant de soudage et l'épaisseur de tôle sont
affichées dans la zone de visualisation.
Appeler le point
de menu "Soudage MIG/MAG
en mode Synergique"
Menu principal : point de menu "Soudage MIG/MAG
en mode Synergique" sélectionné
Vue d'ensemble Le chapitre "Soudage MIG/MAG en mode Synergique" se compose des sections sui-
vantes :
- Appeler le programme de soudage
- Régler les paramètres de travail
- Passer en afficheur grande taille
- Définir les paramètres de réglage du procédé
- Régler les paramètres complémentaires : 2 temps spécial, 4 temps spécial, soudage
par points
- Régler les paramètres SynchroPuls
Appuyer sur la touche Menu (1) :
1
- Le Menu principal s'affiche
Sélectionner le point de menu "Sou-
2
dage MIG/MAG en mode Synergique"
avec la molette de réglage (18)
Appuyer sur la touche OK (3) :
3
- Le dernier écran "Données" appelé s'affiche.
34
Page 35

Appeler le programme de soudage
FR
Appeler le programme de soudage
Appeler le point de menu "Soudage
1
MIG/MAG en mode Synergique"
Sélectionner l'écran "Programme de
2
soudage" à l'aide de la touche droite
(8)
- L'écran "Programme de soudage"
s'affiche
Soudage MIG/MAG en mode Synergique : écran "Programme de soudage"
L'écran "Programme de soudage" contient les données suivantes :
- Matériau d'apport
- Diamètre de fil
- Gaz protecteur à utiliser
- Numéro(s) de référence de la/des courbe(s) caractéristique(s) établie(s) dans le programme de soudage
Par ex. :
Pour AlSi5 avec Ø 1,2 mm et 100 % Ar comme gaz de protection, une caractéristique d'impulsion, une caractéristique standard et une caractéristique CMT sont définies
35
Page 36

Régler les paramètres de travail
Régler les paramètres de travail
Appeler le point de menu "Soudage
1
MIG/MAG en mode Synergique"
Sélectionner l'écran "Paramètres de
2
travail" à l'aide de la touche droite (8) :
- L'écran "Paramètres de travail"
s'affiche.
Sélectionner le paramètre de travail
3
adéquat à l'aide des touches vers le
bas (6) ou vers le haut (7)
Modifier la valeur du paramètre à
4
l'aide de la molette de réglage (18)
- La valeur d'un paramètre ne peut
être modifiée que dans le cadre
de la plage de réglage définie. La
plage de réglage est bloquée.
Soudage MIG/MAG en mode Synergique : écran
"Paramètres de travail", "Corr. haut. arc él." sélectionné
Les valeurs appliquées pour le courant de soudage, la tension de soudage et l'épaisseur
de tôle sont affichées dans la zone de visualisation. Si le paramètre "Vitesse de dévidage" est modifié, les valeurs de la zone de visualisation sont modifiées en
conséquence.
Modes torche Les modes torche suivants peuvent être réglés :
- 2 temps
- 2 temps spécial
- 4 temps
- 4 temps spécial
- Soudage par points
Procédé Les procédés suivants peuvent être réglés :
- Impulsion (soudage MIG/MAG en mode Synergique pulsé)
- standard (soudage MIG/MAG en mode Synergique standard)
- CMT (Cold Metal Transfer)
36
Page 37

Lorsque le programme de soudage réglé
et le procédé sélectionné ne s'accordent
pas ou si aucun programme de soudage
n'est défini pour le procédé sélectionné,
"no program" apparaît dans la zone de visualisation.
Le paramètre "Vitesse de dévidage" ne
peut pas être modifié.
Soudage MIG/MAG en mode Synergique : Écran
"Paramètres de travail", "no program" pour le procédé "CMT"
En fonction du procédé sélectionné et du programme de soudage réglé, les divers paramètres sont affichés différemment :
Procédé Paramètre
Impulsion Correct. arc pulsé
FR
Standard Correction dynamique
pour le procédé CMT Durée Hotstart
Correct. arc pulsé
Cycles d’impulsions Hotstart
Correction Boost
Correction dynamique
Paramètre "Correct. arc pulsé" pour le procédé Impulsion
Paramètre "Correct. arc dyn." pour le procédé Standard
37
Page 38

Paramètre "Durée Hotstart" pour le procédé CMT Paramètre "Correct. arc pulsé" pour le procédé CMT
Paramètre "Cycles d'impulsions Hotstart" pour le procédé CMT
Paramètre "Correct. arc dyn." pour le procédé CMT
Paramètre "Correction Boost" pour le procédé CMT
Procédé "CMT" Le procédé "CMT" ne peut être utilisé qu'en association avec les composants suivants :
- Source de courant CMT (par ex. TPS 4000 CMT)
- Vitesse de dévidage CMT (par ex. VR 7000 CMT)
- Unité d'entraînement CMT avec butée de fil (par ex. Robacta Drive CMT)
- Faisceau de liaison CMT
38
Page 39

La banque de données de soudage M0842 est nécessaire pour le mode opératoire de
soudage CMT Advanced.
FR
39
Page 40

Passer en afficheur grande taille
(1) (2)
0.6 A
0.35 A
Généralités Les paramètres Vitesse d'avance du fil, Courant de soudage et Tension de soudage
peuvent être présentés sur l'afficheur grande taille. De même, sur l'écran "Afficheur grande taille", les courants de moteur de dévidage et de l'unité Push-Pull sont indiqués
sous forme de valeurs réelles.
Passer en afficheur grande
taille
Soudage MIG/MAG en mode Synergique : écran "Afficheur grande taille"
(1) Courant moteur dévidoir
(2) Courant de moteur Unité PushPull
Appeler le point de menu "Soudage
1
MIG/MAG en mode Synergique"
Sélectionner l'écran "Afficheur grande
2
taille" à l'aide de la touche droite (8) :
- L'écran "Afficheur grande taille"
s'affiche
- La valeur définie pour la vitesse
d'avance du fil peut être modifiée
dans l'écran "Afficheur grande
taille" à l'aide de la molette de
réglage (18).
Si le paramètre "Vitesse de dévidage" est
modifié, les valeurs du courant de soudage et de la tension de soudage sont modifiées en conséquence.
40
Page 41

Définir les paramètres de réglage du procédé
FR
Définir les paramètres de
réglage du procédé
Soudage MIG/MAG en mode Synergique : écran
"Réglages de procédé", Prégaz sélectionné
Appeler le point de menu "Soudage
1
MIG/MAG en mode Synergique"
Sélectionner l'écran "Réglages de pr-
2
océdé" à l'aide de la touche droite (8).
- L'écran "Réglages de procédé"
s'affiche
Sélectionner le paramètre de réglage
3
de procédé adéquat à l'aide des
touches vers le bas (6) ou vers le haut
(7)
Modifier la valeur du paramètre de
4
réglage de procédé à l'aide de la molette de réglage (18)
- La valeur d'un paramètre de
réglage de procédé ne peut être
modifiée que dans le cadre de la
plage de réglage définie. La plage
de réglage est bloquée.
41
Page 42

Régler les paramètres complémentaires : 2 temps
spécial, 4 temps spécial, soudage par points
Régler les paramètres complémentaires
concernant le 2
temps spécial
Si 2 temps sp. est sélectionné pour le mode torche dans l'écran "Paramètres de travail",
l'écran correspondant est ajouté à la "corde à linge".
Les paramètres complémentaires suivants peuvent être réglés :
- Courant de démarrage Is
- Temps de démarrage ts
- Rampe 1 Sl1
- Rampe 2 Sl2
- Durée du courant final te
- Courant final Ie
Appeler le point de menu "Soudage
1
MIG/MAG en mode Synergique"
Sélectionner l'écran "Paramètres de
2
travail" à l'aide de la touche droite (8)
- L'écran "Paramètres de travail"
s'affiche
Sélectionner le paramètre Mode
3
torche à l'aide des touches vers le bas
(6) ou vers le haut (7)
Régler 2 temps sp. à l'aide de la mo-
4
lette de réglage (18)
Sélectionner l'écran "2 temps spécial"
5
à l'aide de la touche droite (8)
- L'écran "2 temps spécial" s'affiche
Écran "Paramètres de travail" : Mode torche 2 temps
sp.
Soudage MIG/MAG en mode Synergique : écran "2
temps spécial", Courant de démarrage Is sélectionné
Sélectionner le paramètre com-
6
plémentaire à l'aide des touches vers
le bas (6) ou vers le haut (7)
Modifier la valeur du paramètre com-
7
plémentaire à l'aide de la molette de
réglage (18)
- La valeur d'un paramètre complémentaire ne peut être modifiée
que dans le cadre de la plage de
réglage définie. La plage de
réglage est bloquée.
42
Page 43

Régler les paramètres complémentaires
concernant le 4
temps spécial
Si 4 temps sp. est sélectionné pour le mode torche dans l'écran "Paramètres de travail",
l'écran correspondant est ajouté à la "corde à linge".
Les paramètres complémentaires suivants peuvent être réglés :
- Courant de démarrage Is
- Rampe 1 Sl1
- Courant final Ie
- Rampe 2 Sl2
Appeler le point de menu "Soudage
1
MIG/MAG en mode Synergique"
Sélectionner l'écran "Paramètres de
2
travail" à l'aide de la touche droite (8)
- L'écran "Paramètres de travail"
s'affiche
Sélectionner le paramètre Mode
3
torche à l'aide des touches vers le bas
(6) ou vers le haut (7)
Régler 4 temps sp. à l'aide de la mo-
4
lette de réglage (18)
Sélectionner l'écran "4 temps spécial"
5
à l'aide de la touche droite (8)
- L'écran "4 temps spécial" s'affiche
Écran "Paramètres de travail" : Mode torche 4 temps
sp.
FR
Régler les paramètres complémentaires
concernant le
pointage
Sélectionner le paramètre com-
6
plémentaire à l'aide des touches vers
le bas (6) ou vers le haut (7)
Modifier la valeur du paramètre com-
7
plémentaire à l'aide de la molette de
réglage (18)
- La valeur d'un paramètre complémentaire ne peut être modifiée
que dans le cadre de la plage de
réglage définie. La plage de
réglage est bloquée.
Soudage MIG/MAG en mode Synergique : écran "4
temps spécial", Courant de démarrage Is sélectionné
Si Pointage est sélectionné pour le mode torche dans l'écran "Paramètres de travail",
l'écran correspondant est ajouté à la "corde à linge".
Les paramètres suivants peuvent être réglés :
- Vitesse de dévidage
- Correction de hauteur d'arc électrique
- Durée de soudage par points
43
Page 44

Écran "Paramètres de travail" : Mode torche Pointage
Appeler le point de menu "Soudage
1
MIG/MAG en mode Synergique"
Sélectionner l'écran "Paramètres de
2
travail" à l'aide de la touche droite (8)
- L'écran "Paramètres de travail"
s'affiche
Sélectionner le paramètre Mode
3
torche à l'aide des touches vers le bas
(6) ou vers le haut (7)
Régler Pointage à l'aide de la molette
4
de réglage (18)
Sélectionner l'écran "Pointage" à l'aide
5
de la touche droite (8)
- L'écran "Pointage" s'affiche
Soudage MIG/MAG en mode Synergique : écran "Pointage", Vitesse de dévidage sélectionnée
Sélectionner le paramètre à l'aide des touches vers le bas (6) ou vers le haut (7)
6
Modifier la valeur du paramètre à l'aide de la molette de réglage (18)
7
- La valeur d'un paramètre ne peut être modifiée que dans le cadre de la plage de
réglage définie. La plage de réglage est bloquée.
44
Page 45
Régler les paramètres SynchroPuls
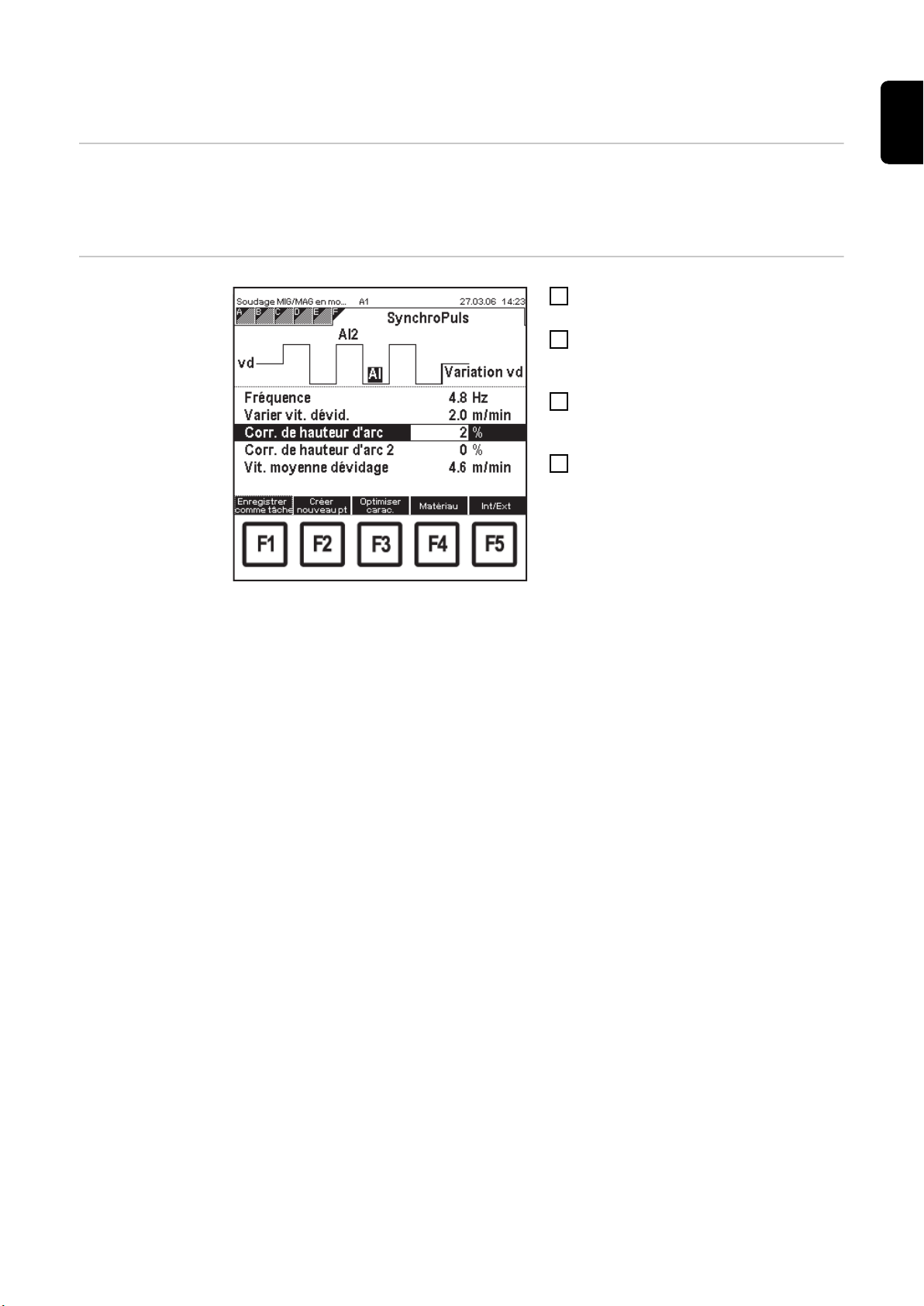
Généralités Si l'option logiciel SynchroPuls est installée sur la source de courant, l'écran des par-
amètres SynchroPuls est également disponible. Cet écran est alors ajouté à la "corde à
linge".
FR
Régler les paramètres SynchroPuls (Option logiciel)
Soudage MIG/MAG en mode Synergique : écran
"SynchroPuls"
Appeler le point de menu "Soudage
1
MIG/MAG en mode Synergique"
Sélectionner l'écran "SynchroPuls" à
2
l'aide de la touche droite (8).
- L'écran "SynchroPuls" s'affiche
Sélectionner le paramètre Synchro-
3
Puls à l'aide des touches vers le bas
(6) ou vers le haut (7)
Modifier la valeur du paramètre Syn-
4
chroPuls à l'aide de la molette de
réglage (18)
- La valeur d'un paramètre SynchroPuls ne peut être modifiée que
dans le cadre de la plage de
réglage définie. La plage de
réglage est bloquée.
45
Page 46

Soudage MIG/MAG manuel
Généralités Contrairement au soudage MIG/MAG en mode Synergique, les paramètres de soudage
sont réglés individuellement en mode de soudage MIG/MAG manuel.
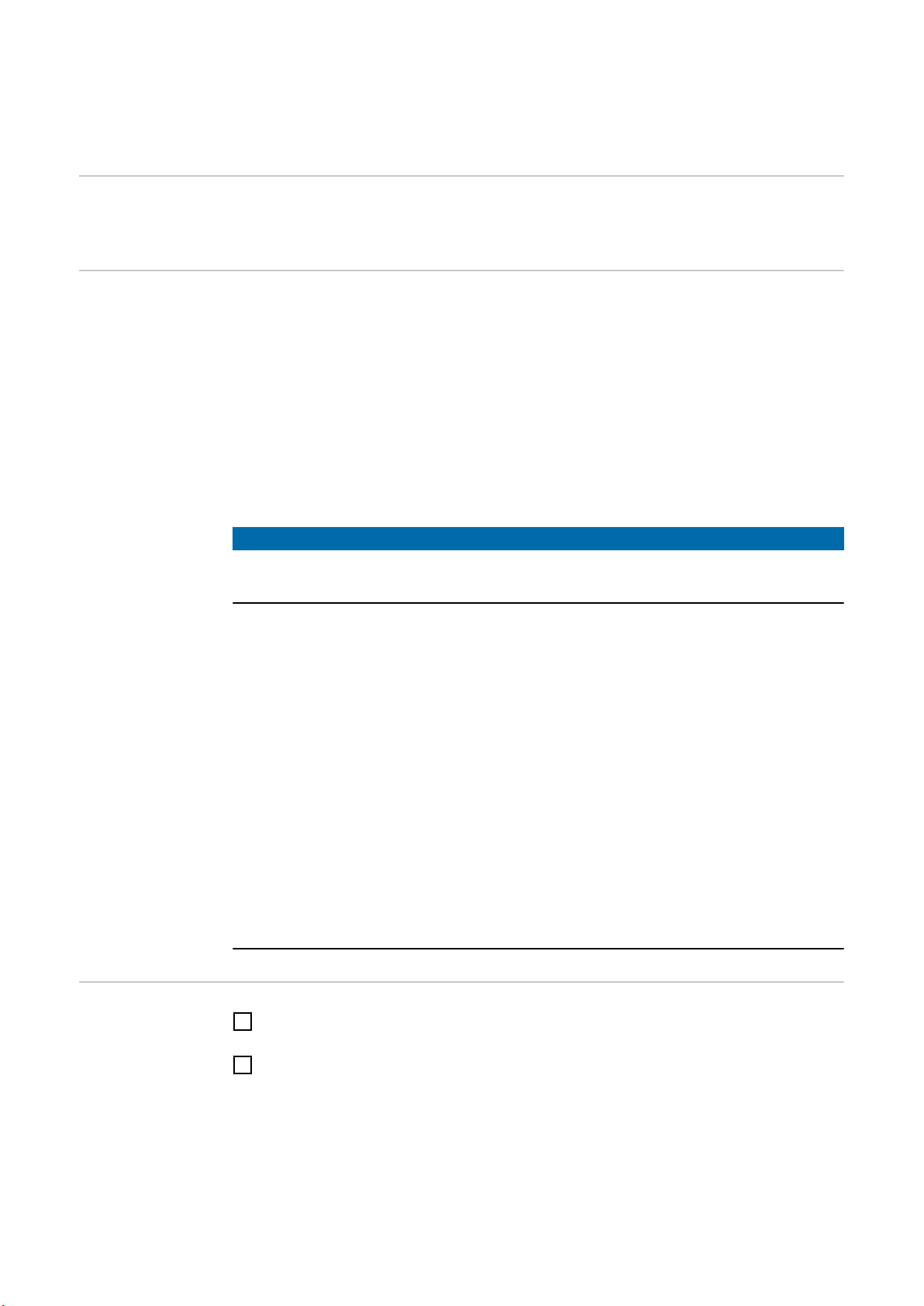
Appeler le point
de menu "Soudage MIG/MAG
manuel"
Menu principal : point de menu "Soudage MIG/MAG
manuel" sélectionné
Vue d'ensemble Le chapitre "Soudage MIG/MAG manuel" se compose des sections suivantes :
- Appeler le programme de soudage
- Régler les paramètres de travail
- Passer en afficheur grande taille
- Définir les paramètres de réglage du procédé
- Régler les paramètres complémentaires concernant le pointage
Appuyer sur la touche Menu (1) :
1
- Le Menu principal s'affiche
Sélectionner le point de menu "Sou-
2
dage MIG/MAG manuel" avec la molette de réglage (18)
Appuyer sur la touche OK (3) :
3
- Le dernier écran "Données" appelé s'affiche.
46
Page 47

Appeler le programme de soudage
FR
Sélectionner le
programme de
soudage
Appeler le point de menu "Soudage
1
MIG/MAG manuel"
Sélectionner l'écran "Programme de
2
soudage" à l'aide de la touche droite
(8)
- L'écran "Programme de soudage"
s'affiche
Soudage MIG/MAG manuel : écran "Programme de
soudage"
L'écran "Programme de soudage" contient les données suivantes :
- Matériau d'apport
- Diamètre de fil
- Gaz protecteur à utiliser
- Numéro(s) de référence de la/des courbe(s) caractéristique(s) établie(s) dans le programme de soudage
Par ex. :
Pour AlSi5 avec Ø 1,2 mm et 100 % Ar comme gaz de protection, une caractéristique d'impulsion, une caractéristique standard et une caractéristique CMT sont définies
47
Page 48

Régler les paramètres de travail
Régler les paramètres de travail
Soudage MIG/MAG manuel : écran "Paramètres de
travail", Vitesse de dévidage sélectionné
Modes torche Les modes torche suivants peuvent être réglés :
- 2 temps
- 4 temps
- Soudage par points
Appeler le point de menu "Soudage
1
MIG/MAG manuel"
Sélectionner l'écran "Paramètres de
2
travail" à l'aide de la touche droite (8)
- L'écran "Paramètres de travail"
s'affiche
Sélectionner le paramètre de travail
3
adéquat à l'aide des touches vers le
bas (6) ou vers le haut (7)
Modifier la valeur du paramètre à
4
l'aide de la molette de réglage (18)
- La valeur du paramètre ne peut
être modifiée que dans le cadre
de la plage de réglage définie. La
plage de réglage est bloquée.
48
Page 49

Passer en afficheur grande taille
(2)(1)
0.6 A
0.35 A
Généralités Les paramètres Vitesse d'avance du fil, Courant de soudage et Tension de soudage
peuvent être présentés sur l'afficheur grande taille. De même, sur l'écran "Afficheur grande taille", les courants de moteur de dévidage et de l'unité Push-Pull sont indiqués
sous forme de valeurs réelles.
FR
Passer en afficheur grande
taille
Soudage MIG/MAG manuel : écran "Afficheur grande
taille"
(1) Courant moteur dévidoir
(2) Courant de moteur Unité PushPull
Appeler le point de menu "Soudage
1
MIG/MAG manuel"
Sélectionner l'écran "Afficheur grande
2
taille" à l'aide de la touche droite (8)
- L'écran "Afficheur grande taille"
s'affiche
- Les valeurs définies pour la vitesse d'avance du fil et la tension
de soudage peuvent être modifiées dans l'écran "Afficheur grande taille" à l'aide de la molette
de réglage (18)
- Le courant de soudage est une
valeur indicative :
- pendant le soudage
... valeur réelle
- après le soudage
... valeur de maintien
49
Page 50

Définir les paramètres de réglage du procédé
Définir les paramètres de
réglage du procédé
Soudage MIG/MAG manuel : écran "Réglages de procédé", Prégaz sélectionné
Appeler le point de menu "Soudage
1
MIG/MAG manuel"
Sélectionner l'écran "Réglages de pr-
2
océdé" à l'aide de la touche droite (8)
- L'écran "Réglages de procédé"
s'affiche
Sélectionner le paramètre de réglage
3
de procédé adéquat à l'aide des
touches vers le bas (6) ou vers le haut
(7)
Modifier la valeur du paramètre de
4
réglage de procédé à l'aide de la molette de réglage (18).
- La valeur d'un paramètre de
réglage de procédé ne peut être
modifiée que dans le cadre de la
plage de réglage définie. La plage
de réglage est bloquée.
50
Page 51

Régler les paramètres complémentaires concernant
le pointage
Régler les paramètres complémentaires
concernant le
pointage
Si Pointage est sélectionné pour le mode torche dans l'écran "Paramètres de travail",
l'écran correspondant est ajouté à la "corde à linge".
Les paramètres suivants peuvent être réglés :
- Vitesse de dévidage
- Correction de hauteur d'arc électrique
- Durée de soudage par points
Appeler le point de menu "Soudage
1
MIG/MAG manuel"
Sélectionner l'écran "Paramètres de
2
travail" à l'aide de la touche droite (8)
- L'écran "Paramètres de travail"
s'affiche
Sélectionner le paramètre Mode
3
torche à l'aide des touches vers le bas
(6) ou vers le haut (7)
Régler Pointage à l'aide de la molette
4
de réglage (18)
Sélectionner l'écran "Pointage" à l'aide
5
de la touche droite (8)
- L'écran "Pointage" s'affiche
FR
Écran "Paramètres de travail" : Mode torche Pointage
Soudage MIG/MAG en mode Synergique : écran
"Pointage", Vitesse de dévidage sélectionnée
Sélectionner le paramètre à l'aide des
6
touches vers le bas (6) ou vers le haut
(7)
Modifier la valeur du paramètre à
7
l'aide de la molette de réglage (18)
- La valeur d'un paramètre ne peut
être modifiée que dans le cadre
de la plage de réglage définie. La
plage de réglage est bloquée.
51
Page 52

Régler le programme de soudage et le matériau
Généralités Le programme de soudage et le matériau peuvent être réglés dans les points de menu
suivants :
- Soudage MIG/MAG en mode Synergique
- Soudage MIG/MAG manuel
- Optimiser & gérer les tâches (uniquement pour les tâches MIG/MAG enregistrées)
Régler le programme de soudage et le
matériau
Écran "Sélection du matériau d'apport" : Al99,5 sélectionné
Appuyer sur la touche F4 "Matériau"
1
dans l'écran "Données" approprié
- Le 1er écran "Sélection du
matériau d'apport" de l'assistant
s'affiche
Sélectionner le matériau adéquat à
2
l'aide de la molette de réglage (18)
Appuyer sur la touche F2 "Suivant" :
3
- Le 2e écran "Sélection du
diamètre de fil" de l'assistant s'affiche
- Seuls les diamètres de fil disponibles pour le matériau sélectionné dans le 1er écran sont affichés.
Sélectionner le diamètre de fil adéquat
4
à l'aide de la molette de réglage (18)
Appuyer sur la touche F2 "Suivant" :
5
- Le 3e écran "Sélection du gaz" de
l'assistant s'affiche
- Seuls les gaz disponibles pour le
matériau sélectionné dans le 1er
écran et le diamètre de fil sélectionné dans le 2e écran sont affichés.
52
Écran "Sélection du diamètre de fil" : 1,2 mm sélectionné
Page 53

Écran "Sélection du gaz" : I1 100 % Ar sélectionné
Exemple : AlSi 5 / 1,2 mm / I1 100 % Ar, écran
"Sélection de la référence" : caractéristique S0016
sélectionnée
Sélectionner le gaz adéquat à l'aide
6
de la molette de réglage (18)
Appuyer sur la touche F2 "Suivant" :
7
- L'écran "Sélection de la référence"
ne s'affiche que lorsque plusieurs
caractéristiques sont proposées
pour le matériau sélectionné, le
diamètre de fil sélectionné et le
gaz de protection sélectionné.
- La valeur entre parenthèses à la
suite du procédé indique combien
de caractéristiques sont définies
pour ce procédé.
Sélectionner le procédé adéquat à
8
l'aide des touches vers le bas (6) ou
vers le haut (7)
Sélectionner le code de référence de
9
la courbe adéquat à l'aide de la molette de réglage (18)
- Par ex. :
La caractéristique C0876 n'est appropriée que pour le CMT.
Appuyer sur la touche F2 "Suivant"
10
- Le dernier écran "Programme de
soudage" de l'assistant s'affiche
en confirmation
- En appuyant sur la touche F1 "Retour", les écrans des étapes de travail déjà achevées peuvent à
nouveau être affichés. Des modifications peuvent être réalisées.
FR
Écran "Programme de soudage" : Confirmation
Appuyer sur la touche F2 "Terminé"
11
- Le programme de soudage réglé
est enregistré ; le dernier écran
"Données" affiché apparaît
53
Page 54
Créer des caractéristiques utilisateur - Optimiser la
caractéristique
Généralités "Créer des caractéristiques utilisateur - Optimiser des caractéristiques" ne peut être ac-
tivé que sous le point de menu Soudage MIG/MAG en mode Synergique.
Principes de base
pour la création
de caractéristiques utilisateur
Chaque programme de soudage se base sur une courbe caractéristique de soudage.
Les caractéristiques des programmes de soudage sélectionnés peuvent être modifiées
par des utilisateurs spécifiques. Ces modifications sont enregistrées sous forme de caractéristiques utilisateur.
Une caractéristique utilisateur doit impérativement être programmée
- Lorsque des matériaux d'apport (gaz de protection, diamètre du fil d'apport) qui ne
figurent pas dans la banque de données de soudage sont utilisés.
- Pour optimiser le process de soudage (par ex. : augmentation de la vitesse de soudage, modification du comportement de pénétration, modification de l'apparence de
la soudure).
REMARQUE!
La programmation d'une nouvelle courbe caractéristique suppose la maîtrise de
connaissances en technique des arcs électriques et de soudage.
La procédure suivante est recommandée pour créer efficacement de nouvelles caractéristiques :
- Sélectionner une caractéristique proche
- Définir la plage de puissance de la caractéristique utilisateur
- Le cas échéant, compléter la caractéristique utilisateur en définissant d'autres points
de la courbe caractéristique
Créer des caractéristiques utilisateur - Optimiser des caractéristiques
Les configurations de base importantes sont ainsi reprises dans la nouvelle caractéristique.
IMPORTANT!
Au moins deux points de la courbe caractéristique doivent être définis pour créer
une caractéristique utilisateur.
Toutefois, pour une optimisation parfaite dans toutes les plages de puissance, 6 à
10 points de courbe caractéristique doivent être programmés (un point par épaisseur de
matériau). 19 points de courbe caractéristique peuvent être programmés au maximum.
Sélectionner un programme de soudage proche ou le programme de soudage à mo-
1
difier dans l'écran "Données" pertinent
Appuyer sur la touche F3 "Optimiser carac." :
2
54
Page 55

La caractéristique ne
peut pas être éditée !
Écran "Information - La caractéristique ne peut pas
être éditée!"
Écran "Ajuster la caractéristique" : Définir les valeurs
de puissance
Si l'édition d'une courbe caractéristique
n'est pas possible, le message d'information "La caractéristique ne peut pas être
éditée!" s'affiche.
Le 1er écran "Ajuster la caractéristique" de
l'assistant s'affiche
Sélectionner les valeurs de puissance
3
inférieure et supérieure à l'aide des
touches vers le bas (6) ou vers le haut
(7)
Régler les valeurs de puissance
4
inférieure et supérieure à l'aide de la
molette de réglage (18)
- La valeur du paramètre ne peut
être modifiée que dans le cadre
de la plage de réglage définie. La
plage de réglage est bloquée.
- Les valeurs apparaissant dans la
zone de visualisation pour le courant, la tension et l'épaisseur de
tôle dépendent directement des
valeurs de puissance définies.
FR
Écran "Ajuster la caractéristique" : Sélection d'une
caractéristique
Appuyer sur la touche F2 "Suivant" :
5
- Le 2e écran "Ajuster la caractéristique" de l'assistant s'affiche
Sélectionner la caractéristique
6
adéquate à l'aide de la molette de
réglage (18)
- Si une caractéristique existante
doit être écrasée, une demande
de confirmation s'affiche.
55
Page 56

Demande de confirmation concernant l'écrasement
de la caractéristique
Pour donner un nom à la courbe car-
7
actéristique, appuyer sur la touche F3
"Nommer la caract." :
- L'écran "Nommer la caractéristique" s'affiche
Sélectionner les lettres adéquates à
8
l'aide de la molette de réglage (18)
Appuyer sur la touche F4 ">" afin de
9
choisir la lettre suivante
- Pour effectuer des corrections, utiliser les touches F3 "<" ou F2
"<Supprimer"
Une fois le nom défini, appuyer sur la
10
touche F1 "OK" :
- Le nouveau nom est enregistré,
l'écran "Ajuster la caractéristique"
s'affiche
Écran "Nommer la caractéristique"
Écran "Ajuster la caractéristique" : Sélection d'une
caractéristique
Appuyer sur la touche F2 "Suivant" :
11
- Le 3e écran "Ajuster la caractéristique" de l'assistant s'affiche en
confirmation
- En appuyant sur la touche F1 "Retour", les écrans des étapes de travail déjà achevées peuvent à
nouveau être affichés. Des modifications peuvent être réalisées.
56
Page 57

Assistant "Ajuster la caractéristique" : Confirmation
de la courbe caractéristique ajustée
Appuyer sur la touche F2 "Terminé" :
12
- Le dernier écran "Données" affiché apparaît
FR
57
Page 58

Créer un point de courbe caractéristique pour les
caractéristiques utilisateur
Généralités La fonction "Créer un point de caractéristique" peut être appliquée dans les points de
menu suivants :
- Soudage MIG/MAG en mode Synergique
- Soudage MIG/MAG manuel
Principes de base
pour la création
de points de
courbe caractéristique
Différents réglages de paramètres peuvent être enregistrés dans les caractéristiques utilisateur sous forme de points de courbe caractéristique.
Les éléments suivants sont requis pour la définition d'un point de courbe caractéristique :
- Programme de soudage (matériau, diamètre de fil, gaz de protection) pour lequel un
point de courbe caractéristique doit être créé
- Valeur de l'avance du fil (par ex. suite à des essais de soudage, valeurs constatées
par expérience ou valeurs indicatives correspondant à l'épaisseur du matériau)
REMARQUE!
La création de points de courbe caractéristique suppose la maîtrise de connaissances en technique des arcs électriques et de soudage.
IMPORTANT!
Au moins deux points de la courbe caractéristique doivent être définis pour créer
une caractéristique utilisateur.
Toutefois, pour une optimisation parfaite dans toutes les plages de puissance, 6 à
10 points de courbe caractéristique doivent être programmés (un point par épaisseur de
matériau). 19 points de courbe caractéristique peuvent être programmés au maximum.
Créer un point de
caractéristique
Procédure à suivre pour enregistrer certains réglages de paramètres en tant que points
de courbe caractéristique :
58
Page 59

Écran "Créer un point de caractéristique" : n° 6 "Al99,5 1,2 I1 mod" sélectionné
Appeler le programme de soudage
1
pour lequel un point de courbe caractéristique doit être créé
Définir la vitesse de dévidage pour la-
2
quelle un point de courbe caractéristique doit être créé
Appuyer sur la touche F2 "Créer nou-
3
veau pt" dans l'écran "Données" pertinent
- Le 1er écran "Créer un point de
caractéristique" de l'assistant s'affiche
Sélectionner la caractéristique
4
adéquate à l'aide de la molette de
réglage (18)
- Si le point de courbe caractéristique à créer doit être inséré dans
une courbe caractéristique qui ne
correspond pas à la caractéristique actuellement réglée (par
exemple insertion d'un point de
courbe caractéristique de l'aluminium dans une courbe caractéristique CuSi), une demande de
confirmation s'affiche
FR
Demande de confirmation : Le point de courbe caractéristique ne correspond pas
Appuyer sur la touche F2 "Oui", sur la
5
touche F3 "Non" ou sur la touche F4
"Annuler"
- Si un point à créer dans une caractéristique standard doit être
inséré dans une caractéristique
d'impulsion et inversement, un
message d'erreur s'affiche.
59
Page 60

Message d'erreur : Le point de courbe caractéristique
ne peut pas être enregistré
Appuyer sur la touche F3 "OK"
6
- Le 1er écran "Créer un point de
caractéristique" de l'assistant s'affiche
Sélectionner une autre caractéristique
7
à l'aide de la molette de réglage (18)
Pour donner un nom à la courbe car-
8
actéristique, appuyer sur la touche F3
"Nommer la caract." :
- L'écran "Nommer la caractéristique" s'affiche
Écran "Créer un point de caractéristique" : n° 7 <Caractéristique vide> sélectionné
Écran "Nommer la caractéristique"
Sélectionner les lettres adéquates à
9
l'aide de la molette de réglage (18)
Appuyer sur la touche F4 ">" afin de
10
choisir la lettre suivante
- Pour effectuer des corrections, utiliser les touches F3 "<" ou F2
"<Supprimer".
Une fois le nom défini, appuyer sur la
11
touche F1 "OK" :
- Le nouveau nom est enregistré,
l'écran "Créer un point de caractéristique" s'affiche
60
Page 61

Écran "Créer un point de caractéristique"
Appuyer sur la touche F2 "Suivant" :
12
- Le 2e écran "Créer un point de
caractéristique" de l'assistant s'affiche en confirmation
Appuyer sur la touche F2 "Terminé" :
13
- Le point de courbe caractéristique
est enregistré, l'écran "Données"
correspondant s'affiche.
- En appuyant sur la touche F1 "Retour", les écrans des étapes de travail déjà achevées peuvent à
nouveau être affichés. Des modifications peuvent être réalisées.
FR
Écran "Créer un point de caractéristique" : Confirmation du point de courbe caractéristique enregistré
61
Page 62

Sélection des caractéristiques utilisateur
Sélection des
caractéristiques
utilisateur
Écran "Sélection du matériau d'apport" : Caractéristique utilisateur sélectionnée
Appuyer sur la touche F4 "Matériau"
1
dans l'écran "Données" approprié :
- Le 1er écran "Sélection du
matériau d'apport" de l'assistant
s'affiche
Sélectionner "Caractéristique utilisa-
2
teur" à l'aide de la molette de réglage
(18)
Appuyer sur la touche F2 "Suivant" :
3
- Le 2e écran "Sélectionner caract.
utilisateur" de l'assistant s'affiche
Sélectionner la caractéristique utilisa-
4
teur adéquate à l'aide de la molette de
réglage (18)
Appuyer sur la touche F2 "Suivant" :
5
- Le 3e écran "Programme de soudage" de l'assistant s'affiche en
confirmation
- En appuyant sur la touche F1 "Retour", les écrans des étapes de travail déjà achevées peuvent à
nouveau être affichés. Des modifications peuvent être réalisées.
62
Écran "Sélectionner caract. utilisateur" : n° 2 "CuSi3
10 I1 mod" sélectionné
Écran "Programme de soudage" : Confirmation de la
caractéristique utilisateur
Appuyer sur la touche F2 "Terminé" :
6
- La caractéristique utilisateur
réglée est enregistrée ; le dernier
écran "Données" affiché apparaît
Page 63
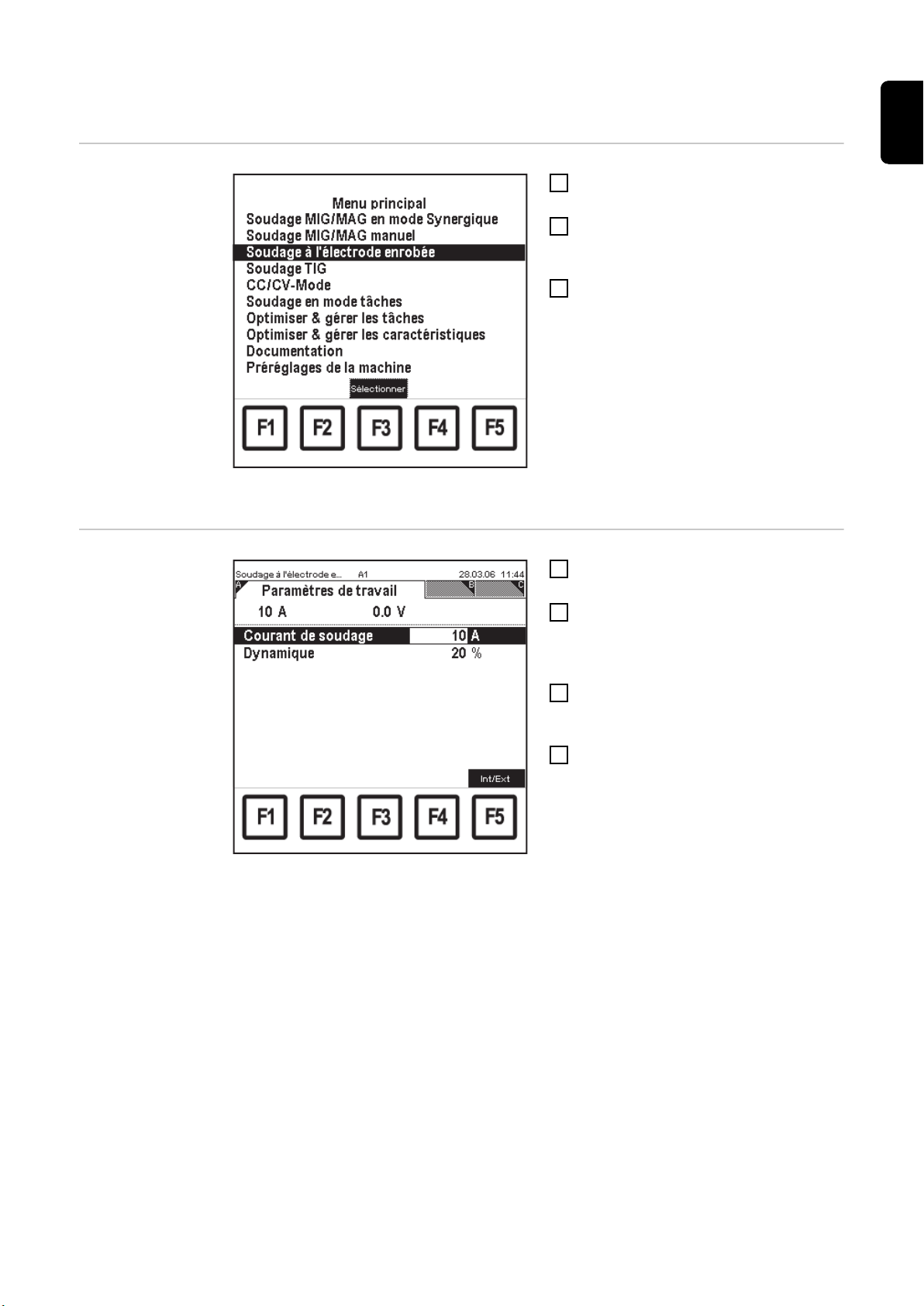
Soudage à électrode enrobée
FR
Appeler le point
de menu "Soudage à l'électrode
enrobée"
Régler les paramètres de travail
Menu principal : point de menu "Soudage à l'électrode enrobée" sélectionné
Soudage à l'électrode enrobée : écran "Paramètres
de travail", Courant de soudage sélectionné
Appuyer sur la touche Menu (1)
1
- Le Menu principal s'affiche
Sélectionner le point de menu "Sou-
2
dage à l'électrode enrobée" avec la
molette de réglage (18)
Appuyer sur la touche OK (3)
3
- Le dernier écran "Données" appelé s'affiche
Appeler le point de menu "Soudage à
1
l'électrode enrobée"
Sélectionner l'écran "Paramètres de
2
travail" à l'aide de la touche droite (8)
- L'écran "Paramètres de travail"
s'affiche.
Sélectionner le paramètre de travail
3
adéquat à l'aide des touches vers le
bas (6) ou vers le haut (7)
Modifier la valeur du paramètre à
4
l'aide de la molette de réglage (18)
- La valeur du paramètre ne peut
être modifiée que dans le cadre
de la plage de réglage définie. La
plage de réglage est bloquée.
63
Page 64

Passer en afficheur grande
taille
Les paramètres Courant de soudage et Tension de soudage peuvent être présentés sur
l'afficheur grande taille :
Appeler le point de menu "Soudage à
1
l'électrode enrobée"
Sélectionner l'écran "Afficheur grande
2
taille" à l'aide de la touche droite (8)
- L'écran "Afficheur grande taille"
s'affiche
- La valeur définie pour le courant
de soudage peut être modifiée
dans l'écran "Afficheur grande
taille" à l'aide de la molette de
réglage (18).
- La tension de soudage est une
valeur indicative :
- pendant le soudage
... valeur réelle
Soudage à l'électrode enrobée : écran "Afficheur grande taille"
- après le soudage
... valeur de maintien
Définir les paramètres de
réglage du procédé
Soudage à l'électrode enrobée : écran "Réglages de
procédé", Courant hot start HCU sélectionné
Appeler le point de menu "Soudage à
1
l'électrode enrobée"
Sélectionner l'écran "Réglages de pr-
2
océdé" à l'aide de la touche droite (8).
- L'écran "Réglages de procédé"
s'affiche
Sélectionner le paramètre de réglage
3
de procédé adéquat à l'aide des
touches vers le bas (6) ou vers le haut
(7)
Modifier la valeur du réglage de pr-
4
océdé à l'aide de la molette de réglage
(18)
- La valeur d'un paramètre de
réglage de procédé ne peut être
modifiée que dans le cadre de la
plage de réglage définie. La plage
de réglage est bloquée.
64
Page 65

Soudage TIG
FR
Appeler le point
de menu "Soudage TIG"
Régler les paramètres de travail
Menu principal : point de menu "Soudage TIG" sélectionné
Soudage TIG : écran "Paramètres de travail", Courant principal sélectionné
Appuyer sur la touche Menu (1)
1
- Le Menu principal s'affiche
Sélectionner le point de menu "Sou-
2
dage TIG" avec la molette de réglage
(18)
Appuyer sur la touche OK (3)
3
- Le dernier écran "Données" appelé s'affiche
Appeler le point de menu "Soudage
1
TIG"
Sélectionner l'écran "Paramètres de
2
travail" à l'aide de la touche droite (8)
- L'écran "Paramètres de travail"
s'affiche.
Sélectionner le paramètre de travail
3
adéquat à l'aide des touches vers le
bas (6) ou vers le haut (7)
Modifier la valeur du paramètre à
4
l'aide de la molette de réglage (18)
- La valeur du paramètre ne peut
être modifiée que dans le cadre
de la plage de réglage définie. La
plage de réglage est bloquée.
65
Page 66

Passer en afficheur grande
taille
Les paramètres Courant de soudage et Tension de soudage peuvent être présentés sur
l'afficheur grande taille :
Appeler le point de menu "Soudage
1
TIG"
Sélectionner l'écran "Afficheur grande
2
taille" à l'aide de la touche droite (8)
- L'écran "Afficheur grande taille"
s'affiche
- La valeur définie pour le courant
de soudage peut être modifiée
dans l'écran "Afficheur grande
taille" à l'aide de la molette de
réglage (18).
- La tension de soudage est une
valeur indicative :
- pendant le soudage
... valeur réelle
Soudage TIG : écran "Afficheur grande taille"
- après le soudage
... valeur de maintien
66
Page 67

CC/CV-Mode
Généralités Si l'option logiciel "CC/CV-Mode" est installée sur la source de courant, le point de menu
"CC/CV-Mode" est affiché dans le Menu principal.
Le point de menu "CC/CV-Mode" permet un fonctionnement de la source de courant au
choix avec une tension de soudage constante ou un courant de soudage constant.
Les paramètres du point de menu "CC/CV-Mode" peuvent être modifiés aussi bien par
une commande robot que par la télécommande RCU 5000i.
"CC/CV-Mode" est par exemple utilisé dans les applications de soudage par cordon
chaud.
FR
Appeler le point
de menu "CC/CVMode"
Régler les paramètres de travail
Menu principal : point de menu "CC/CV-Mode" sélectionné
CC/CV-Mode : écran "Paramètres de travail", Valeur
de consigne courant sélectionné
Appuyer sur la touche Menu (1)
1
- Le Menu principal s'affiche
Sélectionner le point de menu
2
"CC/CV-Mode" avec la molette de
réglage (18)
Appuyer sur la touche OK (3)
3
- Le dernier écran "Données" appelé s'affiche
Appeler le point de menu "CC/CV-
1
Mode"
Sélectionner l'écran "Paramètres de
2
travail" à l'aide de la touche droite (8)
- L'écran "Paramètres de travail"
s'affiche.
Sélectionner le paramètre de travail
3
adéquat à l'aide des touches vers le
bas (6) ou vers le haut (7)
Modifier la valeur du paramètre à
4
l'aide de la molette de réglage (18)
- La valeur du paramètre ne peut
être modifiée que dans le cadre
de la plage de réglage définie. La
plage de réglage est bloquée.
Passer en afficheur grande
taille
Les paramètres Avance du fil, Valeur de consigne tension et Valeur de consigne courant
peuvent être présentés sur l'afficheur grande taille.
67
Page 68

(2)(1)
0.6 A
0.35 A
CC/CV-Mode : écran "Afficheur grande taille"
(1) Courant moteur dévidoir
(2) Courant de moteur Unité PushPull
Appeler le point de menu "CC/CV-
1
Mode"
Sélectionner l'écran "Afficheur grande
2
taille" à l'aide de la touche droite (8)
- L'écran "Afficheur grande taille"
s'affiche
- Les valeurs définies pour la vitesse de dévidage, la valeur de
consigne tension et la valeur de
consigne courant peuvent être
modifiées dans l'écran "Afficheur
grande taille" à l'aide de la molette
de réglage (18).
- La tension de soudage est une
valeur indicative :
- pendant le soudage
... valeur réelle
- après le soudage
... valeur de maintien
Définir les paramètres de
réglage du procédé
CC/CV-Mode : écran "Réglages de procédé"
Appeler le point de menu "CC/CV-
1
Mode"
Sélectionner l'écran "Réglages de pr-
2
océdé" à l'aide de la touche droite (8).
- L'écran "Réglages de procédé"
s'affiche
Modifier la valeur du paramètre à
3
l'aide de la molette de réglage (18)
- La valeur du paramètre ne peut
être modifiée que dans le cadre
de la plage de réglage définie. La
plage de réglage est bloquée.
68
Page 69

Soudage de tâches
FR
Appeler le point
de menu "Soudage en mode
tâches"
Créer les paramètres de travail pour une
tâche
Appuyer sur la touche Menu (1)
1
- Le Menu principal s'affiche
Sélectionner le point de menu "Sou-
2
dage en mode tâches" avec la molette
de réglage (18)
Appuyer sur la touche OK (3)
3
- Le dernier écran "Données" appelé s'affiche
Menu principal : point de menu "Soudage en mode
tâches" sélectionné
Si des seuils de correction sont définis dans le point de menu "Optimiser & gérer les
tâches" pour la tâche sélectionnée, les paramètres de travail suivants peuvent être
réglés dans le point de menu "Soudage en mode tâches", sur l'écran "Paramètres de travail" :
- Correction actuelle de la puissance
- Correction actuelle de l'arc électrique
Appeler le point de menu "Soudage en
1
mode tâches"
Sélectionner l'écran "Paramètres de
2
travail" à l'aide de la touche droite (8)
- L'écran "Paramètres de travail"
s'affiche.
Sélectionner le paramètre "N° groupe"
3
à l'aide des touches vers le bas (6) ou
vers le haut (7)
Sélectionner le groupe souhaité (0 -
4
99) à l'aide de la molette de réglage
(18)
Sélectionner le paramètre "N° tâche" à
5
l'aide des touches vers le bas (6) ou
Soudage de tâches : écran "Paramètres de travail",
Correction actuelle de la puissance sélectionné pour
la tâche n° 22 du groupe 2 (exemple pour une tâche
MIG/MAG)
vers le haut (7)
Sélectionner la tâche souhaitée (0 -
6
999) à l'aide de la molette de réglage
(18)
- Si une tâche du groupe suivant
est sélectionnée, le groupe affiché
est modifié comme il convient.
Sélectionner le paramètre de travail adéquat à l'aide des touches vers le bas (6) ou
7
vers le haut (7)
69
Page 70

Modifier la valeur du paramètre à l'aide de la molette de réglage (18)
A 53.0A 6.0
(1) (2)
8
- La valeur du paramètre ne peut être modifiée que dans le cadre de la plage de
réglage définie. La plage de réglage est bloquée.
Passer en afficheur grande
taille
Les paramètres Vitesse d'avance du fil, Courant de soudage et Tension de soudage
peuvent être présentés sur l'afficheur grande taille pour la tâche sélectionnée :
Appeler le point de menu "Soudage en
1
mode tâches"
Sélectionner l'écran "Afficheur grande
2
taille" à l'aide de la touche droite (8)
- L'écran "Afficheur grande taille"
s'affiche
- Les paramètres "N° groupe" et "N°
tâche" peuvent être sélectionnés à
l'aide des touches vers le bas (6)
et vers le haut (7) et modifiés à
l'aide de la molette de réglage
(18).
- La vitesse d'avance du fil peut
être réglée dans le cadre des
seuils de correction définis pour la
Soudage de tâches : écran "Afficheur grande taille"
tâche sélectionnée à l'aide de la
molette de réglage (18).
- Le courant de soudage et la tension de soudage ne sont que des
valeurs indicatives.
(1) Courant moteur dévidoir
(2) Courant de moteur Unité PushPull
Changement de
mode opératoire
de soudage pendant le mode
CMT Advanced
REMARQUE!
Durant le soudage CMT Advanced, il n'est pas possible de changer le mode opératoire de soudage ou la caractéristique sélectionnée.
Pour changer de mode opératoire de soudage ou de caractéristique :
- abandonner tout d'abord le mode CMT Advanced
- attendre entre 300 et 600 ms
Il est impossible de sélectionner un autre mode opératoire de soudage ou une autre
caractéristique durant cette période.
- Continuer le mode opératoire de soudage avec un autre mode opératoire de soudage ou une autre caractéristique.
70
Page 71

Enregistrer les réglages en tant que job
Généralités La fonction "Enregistrer comme tâche" peut être utilisée dans les points de menu sui-
vants :
- Soudage MIG/MAG en mode Synergique
- CC/CV-Mode
- Soudage en mode tâches
- Optimiser & gérer les tâches
FR
Remarque
concernant l'enregistrement des
tâches
Enregistrer
comme tâche
Tous les paramètres doivent être réglés dans l'intégralité des écrans affichés
1
- Régler les paramètres dans l'écran A
- Régler les paramètres dans l'écran B
- Régler les paramètres dans l'écran C, etc.
Appuyer sur la touche F1 "Enreg. comme tâche" et suivre la conduite du menu
2
Procédure à suivre pour enregistrer certains réglages de paramètres en tant que tâche :
Appuyer sur la touche F1 "Enregistrer
1
comme tâche" dans l'écran "Données"
approprié
- Le 1er écran "Enregistrer comme
tâche - groupe" de l'assistant s'affiche
Sélectionner le groupe adéquat à
2
l'aide de la molette de réglage (18)
Pour donner un nom au groupe, ap-
3
puyer sur la touche F3 "Nommer le groupe" :
- L'écran "Nommer le groupe" s'affiche
Écran "Enregistrer comme tâche - groupe" : N° 6
<Groupe vide> sélectionné
Écran "Nommer le groupe"
Sélectionner les lettres adéquates à
4
l'aide de la molette de réglage (18)
Appuyer sur la touche F4 ">" afin de
5
choisir la lettre suivante
- Pour effectuer des corrections, utiliser les touches F3 "<" ou F2
"<Supprimer".
Une fois le nom défini, appuyer sur la
6
touche F1 "OK" :
- Le nouveau nom est enregistré,
l'écran "Enregistrer comme tâche
- groupe" s'affiche
71
Page 72

Écran "Enregistrer comme tâche - groupe" : N° 6 SR
71 sélectionné
Appuyer sur la touche F2 "Suivant" :
7
- Le 2e écran "Enreg. comme tâche
- mémoire" de l'assistant s'affiche
Sélectionner la tâche adéquate à
8
l'aide de la molette de réglage (18)
Pour donner un nom à la tâche, ap-
9
puyer sur la touche F3 "Nommer la
tâche" :
- L'écran "Nommer la tâche" s'affiche
Écran "Enreg. comme tâche - mémoire" : Tâche 61
<Tâche vide> sélectionnée
Écran "Nommer la tâche"
Sélectionner les lettres adéquates à
10
l'aide de la molette de réglage (18)
Appuyer sur la touche F4 ">" afin de
11
choisir la lettre suivante
- Pour effectuer des corrections, utiliser les touches F3 "<" ou F2
"<Supprimer".
Une fois le nom défini, appuyer sur la
12
touche F1 "OK" :
- Le nouveau nom est enregistré,
l'écran "Enreg. comme tâche mémoire" s'affiche
72
Page 73

Écran "Enreg. comme tâche - mémoire" : Tâche 61
Test sélectionnée
Appuyer sur la touche F2 "Suivant" :
13
- Le 3e écran "Enregistrer comme
tâche" de l'assistant s'affiche en
confirmation.
- En appuyant sur la touche F1 "Retour", les écrans des étapes de travail déjà achevées peuvent à
nouveau être affichés. Des modifications peuvent être réalisées.
Appuyer sur la touche F2 "Terminé" :
14
- L'écran "Données" précédemment
sélectionné s'affiche.
FR
Écran "Enregistrer comme tâche" en confirmation
73
Page 74

Réglage interne / externe des paramètres sélectionnés
Généralités La télécommande RCU 5000i permet de régler les paramètres sélectionnés comme
suit :
- En interne, sur la télécommande
- En externe, par ex. au niveau de la vitesse de dévidage, de la source de courant,
d'une autre télécommande, d'une commande robot, etc.
Si le système dispose d'une possibilité d'activation externe, les paramètres correspondants sont automatiquement réglés sur le mode de paramétrage externe, par ex. :
Si une vitesse de dévidage est raccordée, la valeur du paramètre "Vitesse de dévidage"
doit être réglée au niveau de la vitesse de dévidage. Si la valeur de ce paramètre doit
être réglée par la télécommande RCU 5000i, le paramètre "Vitesse de dévidage" doit
être placé en mode de paramétrage interne.
Un passage entre les modes de paramétrage interne et externe peut être réalisé dans
les points de menu suivants :
Réglage des paramètres en interne / externe
- Soudage MIG/MAG en mode Synergique
- Soudage MIG/MAG manuel - Soudage en mode tâches
- Soudage à l'électrode enrobée - Optimiser & gérer les tâches
- Soudage TIG
Appuyer sur la touche F5 "Int/Ext" dans l'écran "Données" approprié
1
- La télécommande passe dans le mode de paramètrage souhaité :
Mode de paramétrage interne (Int) : Mode de paramétrage externe (Ext) :
Les paramètres à régler sont introduits et
modifiés au niveau de la télécommande
RCU 5000i.
Le paramètre sélectionné est indiqué par
une barre noire avec une "Fenêtre" pour
la valeur de paramétrage. Cette valeur de
paramétrage peut être modifiée dans la
"Fenêtre".
- CC/CV-Mode
Les paramètres à régler sont introduits et
modifiés au niveau de la source de courant ou de la vitesse de dévidage ou par
une commande robot.
Le paramètre sélectionné est indiqué par
une barre noire continue sur l'affichage de
la télécommande. La valeur du paramètre
ne peut être modifiée au niveau de la
télécommande en mode de paramétrage
externe.
74
Page 75

FR
Exemple de paramétrage interne : barre noire avec
"Fenêtre" - Corr. de hauteur d'arc sélectionné
Exemple de paramétrage externe : barre noire continue - Corr. de hauteur d'arc sélectionné
IMPORTANT!
La touche de fonction F5 "Int/Ext" n'est activée que si une télécommande est branchée.
Si aucune télécommande n'est branchée, la touche de fonction F5 "Int/Ext" apparaît en
grisé :
Exemple si aucune télécommande n'est branchée : F5 "Int/Ext" apparaît en grisé
75
Page 76

Optimiser & gérer les tâches
Généralités Les fonctions suivantes peuvent être exécutées pour les tâches sélectionnées dans le
point de menu "Optimiser & gérer les tâches" :
- Appel des données de gestion
- Réglage des paramètres de travail
- Réglage de paramètres spécifiques de la tâche
En fonction de la tâche sélectionnée, le nombre d'écrans proposés sur la "corde à linge"
est variable.
L'ordre d'apparition des écrans dépend également du type de tâche.
Les écrans suivants sont affichés pour les tâches de soudage MIG/MAG en mode Synergique :
- Données de gestion
- SynchroPuls
- Programme de soudage - Valeurs QMaster
- Paramètres de travail
- Réglages de procédé
- Seuils de correction
- 2 temps spécial
- 4 temps spécial
- Pointage
1)
2)
3)
4)
Appeler le point
de menu "Optimiser & gérer les
tâches"
- Documentation par tâche
1)
N'apparaît que si l'option SynchroPuls est installée sur la source de courant
2)
N'apparaît que si le mode torche pour la tâche sélectionnée est réglé sur 2 temps
sp.
3)
N'apparaît que si le mode torche pour la tâche sélectionnée est réglé sur 4 temps
sp.
4)
N'apparaît que si le mode torche pour la tâche sélectionnée est réglé sur Pointage
Appuyer sur la touche Menu (1)
1
- Le Menu principal s'affiche
Sélectionner le point de menu "Optimi-
2
ser & gérer les tâches" avec la molette
de réglage (18)
Appuyer sur la touche OK (3)
3
- La demande de confirmation
"Voulez-vous éditer les tâches en
ligne?" s'affiche
76
Menu principal : point de menu "Optimiser & gérer les
tâches" sélectionné
Page 77

Appuyer sur la touche F2 "Oui" ou F3
4
"Non"
- Éditer en ligne - F2 "Oui"
La source de courant passe au
menu Correction tâche, indépendamment des réglages actuels de
la source de courant. Les
données modifiées au niveau de
la télécommande sont également
affichées sur la source de courant.
- Éditer en ligne - F3 "Non"
Les réglages actuels de la source
de courant sont maintenus. Les
données modifiées au niveau de
la télécommande ne sont affichées que sur cette dernière.
Demande de confirmation : Voulez-vous éditer les
tâches en ligne?
- Le dernier écran "Données" appelé s'affiche
Vue d'ensemble Le chapitre "Optimiser & gérer les tâches" se compose des sections suivantes :
- Gérer les tâches
- Appeler les données de gestion pour une tâche sélectionnée
- Appeler et modifier un programme de soudage pour une tâche sélectionnée
- Appeler et modifier les paramètres de travail pour une tâche sélectionnée
- Appeler et modifier les réglages de procédé pour une tâche sélectionnée
- Appeler et modifier le paramètre 2 temps spécial pour une tâche sélectionnée
- Appeler et modifier le paramètre 4 temps spécial pour une tâche sélectionnée
- Appeler et modifier le paramètre Pointage pour une tâche sélectionnée
- Définir des seuils de correction pour une tâche sélectionnée
- Documentation par tâche
- Appeler et modifier le paramètre SynchroPuls pour une tâche sélectionnée
- Définir des valeurs QMaster pour une tâche sélectionnée
- Créer un point de caractéristique
FR
77
Page 78

Gérer les tâches
Gérer les tâches
Optimiser et gérer les tâches : écran "Gérer les fichiers - groupe"
Appeler le point de menu "Optimiser &
1
gérer les tâches"
Indépendamment de l'écran affiché,
2
appuyer sur la touche F1 "Gérer les
tâches" :
- Le 1er écran "Gérer les fichiers groupe" de l'assistant s'affiche
Sélectionner le groupe souhaité (0 -
3
99) à l'aide de la molette de réglage
(18)
Pour donner un nom à un groupe, ap-
4
puyer sur la touche F3 "Nommer le groupe"
- L'écran "Nommer le groupe" s'affiche
Sélectionner les lettres adéquates à
5
l'aide de la molette de réglage (18)
Appuyer sur la touche F4 ">" afin de
6
choisir la lettre suivante
- Pour effectuer des corrections, utiliser les touches F3 "<" ou F2
"<Supprimer".
Une fois le nom défini, appuyer sur la
7
touche F1 "OK" :
- Le nouveau nom est enregistré,
l'écran "Gérer les fichiers - groupe" s'affiche
78
Écran "Nommer le groupe"
Optimiser et gérer les tâches : écran "Gérer les fichiers - groupe"
Appuyer sur la touche F2 "Suivant" :
8
- Le 2e écran "Gérer les tâches emplacement mémoire" de l'assistant s'affiche
Page 79

Écran "Gérer les tâches - emplacement mémoire"
Écran "Nommer la tâche"
Sélectionner l'emplacement mémoire
9
souhaité à l'aide de la molette de
réglage (18)
Pour donner un nom à la tâche, ap-
10
puyer sur la touche F3 "Nommer la
tâche" :
- L'écran "Nommer la tâche" s'affiche
Sélectionner les lettres adéquates à
11
l'aide de la molette de réglage (18)
Appuyer sur la touche F4 ">" afin de
12
choisir la lettre suivante
- Pour effectuer des corrections, utiliser les touches F3 "<" ou F2
"<Supprimer".
Une fois le nom défini, appuyer sur la
13
touche F1 "OK" :
- Le nouveau nom est enregistré,
l'écran "Enreg. comme tâche mémoire" s'affiche
- En appuyant sur la touche F1 "Retour", les écrans des étapes de travail déjà achevées peuvent à
nouveau être affichés. Des modifications peuvent être réalisées.
FR
Écran "Enreg. comme tâche - mémoire" : Tâche 3
Left side up sélectionnée
Appuyer sur la touche F2 "Terminé" :
14
- L'écran "Données" précédemment
sélectionné s'affiche.
79
Page 80

Supprimer des
groupes et des
tâches
Optimiser et gérer les tâches : écran "Gérer les fichiers - groupe"
Appeler le point de menu "Optimiser &
1
gérer les tâches"
Indépendamment de l'écran affiché,
2
appuyer sur la touche F1 "Gérer les
tâches" :
- Le 1er écran "Gérer les fichiers groupe" de l'assistant s'affiche
Pour supprimer un groupe, sélection-
3
ner le groupe souhaité (0 - 99) à l'aide
de la molette de réglage (18)
Appuyer sur la touche F4 "Supprimer
4
le groupe"
- La demande de confirmation
"Voulez-vous vraiment supprimer
tout le groupe 0?" s'affiche
IMPORTANT!
Si un groupe est supprimé, l'ensemble
des tâches de ce groupe sera alors
supprimé.
Appuyer sur la touche F2 "Oui"
5
- Le groupe sélectionné est supprimé, le 1er écran "Gérer les fichiers - groupe" de l'assistant s'affiche
80
Demande de confirmation "Supprimer le groupe"
Écran "Gérer les fichiers - groupe" avec le groupe
supprimé
Appuyer sur la touche F2 "Suivant" :
6
- Le 2e écran "Gérer les tâches emplacement mémoire" de l'assistant s'affiche
Page 81

Écran "Gérer les tâches - emplacement mémoire"
Pour supprimer une tâche, sélection-
7
ner l'emplacement mémoire adéquat à
l'aide de la molette de réglage (18)
Appuyer sur la touche F4 "Supprimer
8
la tâche" :
- La demande de confirmation
"Voulez-vous vraiment supprimer
la tâche 3?" s'affiche
Appuyer sur la touche F2 "Oui"
9
- La tâche sélectionnée est supprimée, le 2e écran "Gérer les
tâches - emplacement mémoire"
de l'assistant s'affiche
FR
Demande de confirmation "Supprimer la tâche"
Écran "Gérer les tâches - emplacement mémoire"
Appuyer sur la touche F2 "Terminé" :
10
- L'écran "Données" précédemment
sélectionné s'affiche.
81
Page 82

Appeler les données de gestion pour une tâche
sélectionnée
Appeler les
données de gestion d'une tâche
Optimiser et gérer les tâches : écran "Données de
gestion"
Appeler le point de menu "Optimiser &
1
gérer les tâches"
Sélectionner l'écran "Données de ges-
2
tion" à l'aide de la touche droite (8)
- L'écran "Données de gestion" s'affiche
Sélectionner le paramètre "N° groupe"
3
à l'aide des touches vers le bas (6) ou
vers le haut (7)
Sélectionner le groupe souhaité (0 -
4
99) à l'aide de la molette de réglage
(18)
Sélectionner le paramètre "N° tâche" à
5
l'aide des touches vers le bas (6) ou
vers le haut (7)
Sélectionner la tâche souhaitée (0 -
6
999) à l'aide de la molette de réglage
(18)
- Si une tâche du groupe suivant
est sélectionnée, le groupe affiché
est modifié comme il convient.
Affichage variable des
données de gestion en fonction
du type de tâche
L'affichage des données de gestion varie en fonction de la tâche sélectionnée, par ex. :
Les éléments suivants sont affichés pour
les tâches de soudage MIG/MAG en
mode Synergique :
- Courant de soudage, tension de
soudage et épaisseur de matériau à chaque fois en fonction de la valeur réglée pour la vitesse de dévidage
- Programme de soudage
- Date de réalisation
Les éléments suivants sont affichés pour
les tâches de soudage CC/CV-Mode :
- le courant de soudage, la tension de
soudage
- Date de réalisation
La touche F4 "Matériau" n'est pas activée,
l'affectation de la touche de fonction apparaît en grisé.
82
Page 83

FR
Écran "Données de gestion" pour une tâche de soudage MIG/MAG en mode Synergique
Écran "Données de gestion" pour une tâche de soudage CC/CV-Mode
83
Page 84

Appeler et modifier un programme de soudage
pour une tâche sélectionnée
Généralités L'ordre des écrans affichés sur la "corde à linge" dépend à chaque fois du type de la
tâche sélectionnée.
L'écran "Programme de soudage" n'apparaît que pour les tâches de soudage MIG/MAG
en mode Synergique.
Appeler le programme de soudage d'une tâche
Optimiser et gérer les tâches : écran "Programme de
soudage"
Appeler le point de menu "Optimiser &
1
gérer les tâches"
Indépendamment de l'écran affiché,
2
sélectionner le paramètre "N° groupe"
à l'aide des touches vers le bas (6) ou
vers le haut (7)
Sélectionner le groupe souhaité (0 -
3
99) à l'aide de la molette de réglage
(18)
Sélectionner le paramètre "N° tâche" à
4
l'aide des touches vers le bas (6) ou
vers le haut (7)
Sélectionner la tâche souhaitée (0 -
5
999) à l'aide de la molette de réglage
(18)
- Si une tâche du groupe suivant
est sélectionnée, le groupe affiché
est modifié comme il convient.
Sélectionner l'écran "Programme de
6
soudage" à l'aide de la touche droite
(8)
- L'écran "Programme de soudage"
s'affiche
Modifier le programme de soudage d'une tâche
84
Optimiser et gérer les tâches : écran "Programme de
soudage"
Appeler le programme de soudage
1
d'une tâche
Pour modifier le programme de sou-
2
dage, appuyer sur la touche F4
"Matériau" :
- Le 1er écran "Sélection du
matériau d'apport" de l'assistant
s'affiche
Page 85

Écran "Sélection du matériau d'apport" : AlMg5 sélectionné
Sélectionner le matériau adéquat à
3
l'aide de la molette de réglage (18)
Appuyer sur la touche F2 "Suivant" :
4
- Le 2e écran "Sélection du
diamètre de fil" de l'assistant s'affiche
- Seuls les diamètres de fil dispo-
nibles pour le matériau sélectionné dans le 1er écran sont affichés.
Sélectionner le diamètre de fil adéquat
5
à l'aide de la molette de réglage (18)
Appuyer sur la touche F2 "Suivant" :
6
- Le 3e écran "Sélection du gaz" de
l'assistant s'affiche.
- Seuls les gaz disponibles pour le
matériau sélectionné dans le 1er
écran et le diamètre de fil sélectionné dans le 2e écran sont affichés
FR
Écran "Sélection du diamètre de fil" : 1,0 mm sélectionné
Écran "Sélection du gaz" : I1 100 % Ar sélectionné
Sélectionner le gaz adéquat à l'aide
7
de la molette de réglage (18)
Appuyer sur la touche F2 "Suivant" :
8
- L'écran "Sélection de la référence"
ne s'affiche que lorsque plusieurs
caractéristiques sont proposées
pour le matériau sélectionné, le
diamètre de fil sélectionné et le
gaz de protection sélectionné.
- La valeur entre parenthèses à la
suite du procédé indique combien
de caractéristiques sont définies
pour ce procédé.
85
Page 86

Exemple : AlSi 5 / 1,2 mm / I1 100 % Ar, écran
"Sélection de la référence" : caractéristique S0016
sélectionnée
Sélectionner le procédé adéquat à
9
l'aide des touches vers le bas (6) ou
vers le haut (7)
Sélectionner le code de référence de
10
la courbe adéquat à l'aide de la molette de réglage (18)
- Par ex. :
La caractéristique C0876 n'est appropriée que pour le CMT.
Appuyer sur la touche F2 "Suivant"
11
- Le 4e écran "Programme de sou-
dage" de l'assistant s'affiche en
confirmation
- En appuyant sur la touche F1 "Re-
tour", les écrans des étapes de travail déjà achevées peuvent à
nouveau être affichés. Des modifications peuvent être réalisées.
Appuyer sur la touche F2 "Terminé"
12
Optimiser & gérer les tâches : écran "Programme de
soudage"
Optimiser & gérer les tâches : écran "Programme de
soudage"
Le programme de soudage réglé est enregistré, l'écran "Programme de soudage"
apparaît
86
Page 87

Appeler et modifier les paramètres de travail pour
une tâche sélectionnée
Généralités L'ordre des écrans affichés sur la "corde à linge" dépend à chaque fois du type de la
tâche sélectionnée.
Appeler et modifier les paramètres de travail
d'une tâche
Appeler le point de menu "Optimiser & gérer les tâches"
1
Indépendamment de l'écran affiché, sélectionner le paramètre "N° groupe" à l'aide
2
des touches vers le bas (6) ou vers le haut (7)
Sélectionner le groupe souhaité (0 - 99) à l'aide de la molette de réglage (18)
3
Sélectionner le paramètre "N° tâche" à l'aide des touches vers le bas (6) ou vers le
4
haut (7)
Sélectionner la tâche souhaitée (0 - 999) à l'aide de la molette de réglage (18)
5
- Si une tâche du groupe suivant est sélectionnée, le groupe affiché est modifié
comme il convient.
Sélectionner l'écran "Paramètres de travail" à l'aide de la touche droite (8)
6
- L'écran "Paramètres de travail" s'affiche
Sélectionner le paramètre adéquat à
7
l'aide des touches vers le bas (6) ou
vers le haut (7)
Modifier la valeur du paramètre à
8
l'aide de la molette de réglage (18)
- La valeur d'un paramètre ne peut
être modifiée que dans le cadre
de la plage de réglage définie. La
plage de réglage est bloquée.
FR
Optimiser et gérer les tâches : écran "Paramètres de
travail"
87
Page 88

Remarque
concernant la
modification de la
valeur affectée à
la vitesse de
dévidage
Si la valeur affectée à la vitesse de dévidage est modifiée dans l'écran "Paramètres de travail" d'une tâche de soudage
MIG/MAG en mode Synergique, les valeurs réglées pour le courant de soudage
et la tension de soudage sont également
modifiées en raison de la fonction Synergique.
La modification du courant de soudage et
de la tension de soudage doit être prise en
compte dans l'écran "QMaster" au niveau
des paramètres "Valeur de consigne courant" et "Valeur de consigne tension".
Écran "Paramètres de travail" - Modification de la valeur affectée à la vitesse de dévidage
88
Page 89

Appeler et modifier les réglages de procédé pour
une tâche sélectionnée
Généralités L'ordre des écrans affichés sur la "corde à linge" dépend à chaque fois du type de la
tâche sélectionnée.
Appeler et modifier les réglages
de procédé d'une
tâche
Appeler le point de menu "Optimiser & gérer les tâches"
1
Indépendamment de l'écran affiché, sélectionner le paramètre "N° groupe" à l'aide
2
des touches vers le bas (6) ou vers le haut (7)
Sélectionner le groupe souhaité (0 - 99) à l'aide de la molette de réglage (18)
3
Sélectionner le paramètre "N° tâche" à l'aide des touches vers le bas (6) ou vers le
4
haut (7)
Sélectionner la tâche souhaitée (0 - 999) à l'aide de la molette de réglage (18)
5
- Si une tâche du groupe suivant est sélectionnée, le groupe affiché est modifié
comme il convient.
Sélectionner l'écran "Réglages de pr-
6
océdé" à l'aide de la touche droite (8)
- L'écran "Réglages de procédé"
s'affiche
Sélectionner le paramètre adéquat à
7
l'aide des touches vers le bas (6) ou
vers le haut (7)
Modifier la valeur du paramètre à
8
l'aide de la molette de réglage (18)
- La valeur d'un paramètre ne peut
être modifiée que dans le cadre
de la plage de réglage définie. La
plage de réglage est bloquée.
FR
Optimiser et gérer les tâches : écran "Réglages de
procédé"
89
Page 90

Appeler et modifier le paramètre 2 temps spécial
pour une tâche sélectionnée
Généralités L'ordre des écrans affichés sur la "corde à linge" dépend à chaque fois du type de la
tâche sélectionnée.
L'écran "2 temps spécial" ne s'affiche que :
- Si le mode torche pour la tâche sélectionnée est réglé sur 2 temps sp.
- Pour les tâches de soudage MIG/MAG en mode Synergique
Appeler et modifier le paramètre
2 temps spécial
pour une tâche
Appeler le point de menu "Optimiser & gérer les tâches"
1
Indépendamment de l'écran affiché, sélectionner le paramètre "N° groupe" à l'aide
2
des touches vers le bas (6) ou vers le haut (7)
Sélectionner le groupe souhaité (0 - 99) à l'aide de la molette de réglage (18)
3
Sélectionner le paramètre "N° tâche" à l'aide des touches vers le bas (6) ou vers le
4
haut (7)
Sélectionner la tâche souhaitée (0 - 999) à l'aide de la molette de réglage (18)
5
- Si une tâche du groupe suivant est sélectionnée, le groupe affiché est modifié
comme il convient.
Sélectionner l'écran "2 temps spécial" à l'aide de la touche droite (8)
6
- L'écran "2 temps spécial" s'affiche
Sélectionner le paramètre adéquat à
7
l'aide des touches vers le bas (6) ou
vers le haut (7)
Modifier la valeur du paramètre à
8
l'aide de la molette de réglage (18)
- La valeur d'un paramètre ne peut
être modifiée que dans le cadre
de la plage de réglage définie. La
plage de réglage est bloquée.
90
Optimiser et gérer les tâches : écran "2 temps
spécial"
Page 91

Appeler et modifier le paramètre 4 temps spécial
pour une tâche sélectionnée
Généralités L'ordre des écrans affichés sur la "corde à linge" dépend à chaque fois du type de la
tâche sélectionnée.
L'écran "4 temps spécial" ne s'affiche que :
- Si le mode torche pour la tâche sélectionnée est réglé sur 4 temps sp.
- Pour les tâches de soudage MIG/MAG en mode Synergique
Appeler et modifier le paramètre
4 temps spécial
pour une tâche
Appeler le point de menu "Optimiser & gérer les tâches"
1
Indépendamment de l'écran affiché, sélectionner le paramètre "N° groupe" à l'aide
2
des touches vers le bas (6) ou vers le haut (7)
Sélectionner le groupe souhaité (0 - 99) à l'aide de la molette de réglage (18)
3
Sélectionner le paramètre "N° tâche" à l'aide des touches vers le bas (6) ou vers le
4
haut (7)
Sélectionner la tâche souhaitée (0 - 999) à l'aide de la molette de réglage (18)
5
- Si une tâche du groupe suivant est sélectionnée, le groupe affiché est modifié
comme il convient.
Sélectionner l'écran "4 temps spécial" à l'aide de la touche droite (8)
6
- L'écran "4 temps spécial" s'affiche
FR
Optimiser et gérer les tâches : écran "4 temps
spécial"
Sélectionner le paramètre adéquat à
7
l'aide des touches vers le bas (6) ou
vers le haut (7)
Modifier la valeur du paramètre à
8
l'aide de la molette de réglage (18)
- La valeur d'un paramètre ne peut
être modifiée que dans le cadre
de la plage de réglage définie. La
plage de réglage est bloquée.
91
Page 92

Appeler et modifier le paramètre Pointage pour une
tâche sélectionnée
Généralités L'ordre des écrans affichés sur la "corde à linge" dépend à chaque fois du type de la
tâche sélectionnée.
L'écran "Pointage" ne s'affiche que :
- Si le mode torche pour la tâche sélectionnée est réglé sur 4 temps sp.
- Pour les tâches de soudage MIG/MAG en mode Synergique
Appeler et modifier le paramètre
Pointage pour
une tâche
Appeler le point de menu "Optimiser & gérer les tâches"
1
Indépendamment de l'écran affiché, sélectionner le paramètre "N° groupe" à l'aide
2
des touches vers le bas (6) ou vers le haut (7)
Sélectionner le groupe souhaité (0 - 99) à l'aide de la molette de réglage (18)
3
Sélectionner le paramètre "N° tâche" à l'aide des touches vers le bas (6) ou vers le
4
haut (7)
Sélectionner la tâche souhaitée (0 - 999) à l'aide de la molette de réglage (18)
5
- Si une tâche du groupe suivant est sélectionnée, le groupe affiché est modifié
comme il convient.
Sélectionner l'écran "Pointage" à l'aide de la touche droite (8)
6
- L'écran "Pointage" s'affiche
Sélectionner le paramètre adéquat à
7
l'aide des touches vers le bas (6) ou
vers le haut (7)
Modifier la valeur du paramètre à
8
l'aide de la molette de réglage (18)
- La valeur d'un paramètre ne peut
être modifiée que dans le cadre
de la plage de réglage définie. La
plage de réglage est bloquée.
92
Optimiser et gérer les tâches : écran "Pointage"
Page 93

Définir des seuils de correction pour une tâche
sélectionnée
Généralités L'ordre des écrans affichés sur la "corde à linge" dépend à chaque fois du type de la
tâche sélectionnée.
L'écran "Seuils de correction" n'apparaît que pour les tâches de soudage MIG/MAG en
mode Synergique.
Objectif des
seuils de correction
Définir des seuils
de correction
pour une tâche
Des seuils de correction peuvent être définis individuellement pour chaque tâche.
Si des seuils de correction sont définis pour une tâche, la puissance de soudage et la
longueur de l'arc électrique peuvent être corrigées en soudage de tâches dans les limites établies pour la tâche concernée.
Appeler le point de menu "Optimiser & gérer les tâches"
1
Indépendamment de l'écran affiché, sélectionner le paramètre "N° groupe" à l'aide
2
des touches vers le bas (6) ou vers le haut (7)
Sélectionner le groupe souhaité (0 - 99) à l'aide de la molette de réglage (18)
3
Sélectionner le paramètre "N° tâche" à l'aide des touches vers le bas (6) ou vers le
4
haut (7)
Sélectionner la tâche souhaitée (0 - 999) à l'aide de la molette de réglage (18)
5
- Si une tâche du groupe suivant est sélectionnée, le groupe affiché est modifié
comme il convient.
Sélectionner l'écran "Seuils de correction" à l'aide de la touche droite (8)
6
- L'écran "Seuils de correction" s'affiche
FR
Optimiser et gérer les tâches : écran "Seuils de correction"
Sélectionner le paramètre adéquat à
7
l'aide des touches vers le bas (6) ou
vers le haut (7)
Modifier la valeur du paramètre à
8
l'aide de la molette de réglage (18)
- La valeur d'un paramètre ne peut
être modifiée que dans le cadre
de la plage de réglage définie. La
plage de réglage est bloquée.
93
Page 94
Explications
concernant les
seuils de correction
La plage de correction de la puissance de soudage est définie comme suit :
avance du fil réglée Par ex. : 15,0 m/mi
n
+ valeur en % pour le seuil de puissance
supérieur
+ 5,0 %
= seuil supérieur de la puissance de soudage
avance du fil réglée Par ex. : 15,0 m/mi
- valeur en % pour le seuil de puissance
inférieur
= seuil inférieur de la puissance de soudage
Lors d'un soudage de tâches, la puissance de soudage peut ainsi être corrigée entre
14,6 m/min et 15,8 m/min.
La plage de correction de la longueur de l'arc électrique est définie comme suit :
valeur de correction de l'arc électrique
réglée
+ valeur en % pour la longueur seuil de l'arc
électrique
= seuil supérieur de la longueur de l'arc élec-
trique
- 3,0 %
Par ex. : + 10,0 %
+ 20,0 %
= 15,8 m/mi
n
n
= 14,6 m/mi
n
= 30,0 %
valeur de correction de l'arc électrique
réglée
- valeur en % pour la longueur seuil de l'arc
électrique
= seuil inférieur de la longueur de l'arc électr-
ique
Lors d'un soudage de tâches, la longueur de l'arc électrique peut ainsi être corrigée dans
une plage de -10,0 % à +30,0 %.
Par ex. : + 10,0 %
- 20,0 %
= -10,0 %
94
Page 95

Documentation par tâche
Généralités L'ordre des écrans affichés sur la "corde à linge" dépend à chaque fois du type de la
tâche sélectionnée.
FR
Objectif de la
fonction "Documentation par
tâche"
Configuration
pour une "Documentation par
tâche"
Définir une documentation par
tâche
La "Documentation par tâche" sert à documenter les valeurs de soudage actuelles d'une
tâche sélectionnée.
Une "Documentation par tâche" peut être créée individuellement pour chaque tâche.
Le paramètre "Documentation tâche" de l'écran "Configurations de base" du point de
menu "Documentation" doit être réglé comme suit :
- Paramètre "Documentation tâche" ..... par tâche
Appeler le point de menu "Optimiser & gérer les tâches"
1
Indépendamment de l'écran affiché, sélectionner le paramètre "N° groupe" à l'aide
2
des touches vers le bas (6) ou vers le haut (7)
Sélectionner le groupe souhaité (0 - 99) à l'aide de la molette de réglage (18)
3
Sélectionner le paramètre "N° tâche" à l'aide des touches vers le bas (6) ou vers le
4
haut (7)
Sélectionner la tâche souhaitée (0 - 999) à l'aide de la molette de réglage (18)
5
- Si une tâche du groupe suivant est sélectionnée, le groupe affiché est modifié
comme il convient.
Sélectionner l'écran "Documentation par tâche" à l'aide de la touche droite (8)
6
- L'écran "Documentation par tâche" s'affiche
Optimiser et gérer les tâches : écran "Documentation
par tâche"
Sélectionner le paramètre adéquat à
7
l'aide des touches vers le bas (6) ou
vers le haut (7)
Modifier la valeur du paramètre à
8
l'aide de la molette de réglage (18)
- La valeur d'un paramètre ne peut
être modifiée que dans le cadre
de la plage de réglage définie. La
plage de réglage est bloquée.
95
Page 96

Explications
concernant la documentation par
tâche
Paramètre Réglage Résultat
Documentation On Les valeurs de soudage actuelles de la tâche
sélectionnée sont documentées en soudage de
tâches, conformément aux paramètres "Intervalle de soudure" et "Intervalle temps"
Off Les valeurs de soudage actuelles de la tâche
sélectionnée ne sont pas documentées en soudage de tâches
Intervalle de
soudure
Intervalle temps Off Les valeurs de soudage actuelles de la tâche
1 Les valeurs de soudage actuelles de la tâche
sélectionnée sont documentées en soudage de
tâches pour chaque (cordon de) soudure
2 Les valeurs de soudage actuelles de la tâche
sélectionnée sont documentées en soudage de
tâches pour chaque groupe de 2 (cordons de)
soudure(s)
...
100 Les valeurs de soudage actuelles de la tâche
sélectionnée sont documentées en soudage de
tâches pour chaque groupe de 100 (cordons
de) soudure(s) (= intervalle de soudure max.)
sélectionnée sont documentées une fois par
soudure
0,1 Les valeurs de soudage actuelles de la tâche
sélectionnée sont documentées toutes les 0,1
sec. en soudage de tâches
0,2 Les valeurs de soudage actuelles de la tâche
sélectionnée sont documentées toutes les
0,2 sec. en soudage de tâches
...
9,9 Les valeurs de soudage actuelles de la tâche
sélectionnée sont documentées toutes les
9,9 sec. en soudage de tâches (= intervalle
temps max.)
96
Page 97

Appeler et modifier le paramètre SynchroPuls pour
une tâche sélectionnée
Généralités L'ordre des écrans affichés sur la "corde à linge" dépend à chaque fois du type de la
tâche sélectionnée.
L'écran "SynchroPuls" ne s'affiche que :
- Si l'option SynchroPuls est installée sur la source de courant
- Pour les tâches de soudage MIG/MAG en mode Synergique
Appeler et modifier le paramètre
SynchroPuls
pour une tâche
Appeler le point de menu "Optimiser & gérer les tâches"
1
Indépendamment de l'écran affiché, sélectionner le paramètre "N° groupe" à l'aide
2
des touches vers le bas (6) ou vers le haut (7)
Sélectionner le groupe souhaité (0 - 99) à l'aide de la molette de réglage (18)
3
Sélectionner le paramètre "N° tâche" à l'aide des touches vers le bas (6) ou vers le
4
haut (7)
Sélectionner la tâche souhaitée (0 - 999) à l'aide de la molette de réglage (18)
5
- Si une tâche du groupe suivant est sélectionnée, le groupe affiché est modifié
comme il convient.
Sélectionner l'écran "SynchroPuls" à l'aide de la touche droite (8)
6
- L'écran "SynchroPuls" s'affiche
FR
Optimiser et gérer les tâches : écran "SynchroPuls"
Sélectionner le paramètre adéquat à
7
l'aide des touches vers le bas (6) ou
vers le haut (7)
Modifier la valeur du paramètre à
8
l'aide de la molette de réglage (18)
- La valeur d'un paramètre ne peut
être modifiée que dans le cadre
de la plage de réglage définie. La
plage de réglage est bloquée.
97
Page 98

Définir des valeurs QMaster pour une tâche sélectionnée
Généralités L'ordre des écrans affichés sur la "corde à linge" dépend à chaque fois du type de la
tâche sélectionnée.
Objectif des valeurs QMaster
Définir des valeurs QMaster
pour une tâche
Des valeurs QMaster peuvent être définies individuellement pour chaque tâche. Si des
valeurs QMaster définies sont dépassées ou ne sont pas atteintes pendant un certain
temps, l'une des réactions suivantes est appliquée :
- Arrêt immédiat de la source de courant
- Émission d'un signal d'avertissement
- Aucune réaction
Appeler le point de menu "Optimiser & gérer les tâches"
1
Indépendamment de l'écran affiché, sélectionner le paramètre "N° groupe" à l'aide
2
des touches vers le bas (6) ou vers le haut (7)
Sélectionner le groupe souhaité (0 - 99) à l'aide de la molette de réglage (18)
3
Sélectionner le paramètre "N° tâche" à l'aide des touches vers le bas (6) ou vers le
4
haut (7)
Sélectionner la tâche souhaitée (0 - 999) à l'aide de la molette de réglage (18)
5
- Si une tâche du groupe suivant est sélectionnée, le groupe affiché est modifié
comme il convient.
Sélectionner l'écran "QMaster" à l'aide de la touche droite (8)
6
- L'écran "QMaster" s'affiche
Sélectionner le paramètre adéquat à
7
l'aide des touches vers le bas (6) ou
vers le haut (7)
Modifier la valeur du paramètre à
8
l'aide de la molette de réglage (18)
- La valeur d'un paramètre ne peut
être modifiée que dans le cadre
de la plage de réglage définie. La
plage de réglage est bloquée.
98
Optimiser et gérer les tâches : écran "QMaster"
REMARQUE!
Si la valeur affectée à la vitesse de dévidage est modifiée dans l'écran "Paramètres
de travail", les valeurs réglées pour le courant de soudage et la tension de soudage sont également modifiées en raison de la fonction Synergic. La modification
du courant de soudage et de la tension de soudage doit être prise en compte dans
l'écran "QMaster" au niveau des paramètres "Valeur de consigne courant" et "Valeur de consigne tension".
Page 99

IMPORTANT! Si les paramètres "Durée max. de l'écart de tension" et "Durée max. de
l'écart de courant" sont réglés sur "Off" pour une tâche sélectionnée, la fonction QMaster
est désactivée pour cette tâche.
FR
Explications
concernant les
valeurs QMaster
Valeur de consigne courant Par ex. : 338,0 A
+ valeur en A pour le seuil supérieur de cour-
ant
= seuil supérieur du courant de soudage
Valeur de consigne courant Par ex. : 338,0 A
- valeur en A pour le seuil inférieur de courant
= seuil inférieur du courant de soudage
Durée max. de l'écart de courant Par ex. : 0,3 s
Réaction Par ex. : Avertisse-
Si, en soudage de tâches, le courant de soudage réel est supérieur à 344 A ou inférieur
à 332 A pendant plus de 0,3 sec., un avertissement est affiché en réaction.
Valeur de consigne tension Par ex. : 28,6 V
+ valeur en V pour le seuil supérieur de ten-
sion
+ 6,0 A
- 6,0 A
+ 0,2 V
= 344,0 A
= 332,0 A
ment
= seuil supérieur de la tension de soudage
Valeur de consigne tension Par ex. : 28,6 A
- valeur en V pour le seuil inférieur de tension
= seuil inférieur de la tension de soudage
Durée max. de l'écart de courant Par ex. : 0,3 s
Réaction Par ex. : Avertisse-
Si, en soudage de tâches, la tension de soudage réelle est supérieure à 28,8 V ou
inférieure à 28,4 V pendant plus de 0,3 sec., un avertissement est affiché en réaction.
- 0,2 A
= 28,8 V
= 28,4 A
ment
99
Page 100

Définir les valeurs QMaster de l’avance du fil pour
une tâche sélectionnée
Généralités L'ordre des écrans affichés sur la "corde à linge" dépend à chaque fois du type de la
tâche sélectionnée.
Objectif des valeurs QMaster
Définir les valeurs QMaster de
la vitesse de
dévidage pour
une tâche
Des valeurs QMaster peuvent être définies individuellement pour chaque tâche. Si des
valeurs QMaster définies sont dépassées ou ne sont pas atteintes pendant un certain
temps, l'une des réactions suivantes est appliquée :
- Arrêt immédiat de la source de courant
- Émission d'un signal d'avertissement
- Aucune réaction
Les réactions définies dans l'écran "QMaster" s'appliquent également pour les valeurs
QMaster de la vitesse de dévidage.
Appeler le point de menu "Optimiser & gérer les tâches"
1
Indépendamment de l'écran affiché, sélectionner le paramètre "N° groupe" à l'aide
2
des touches vers le bas (6) ou vers le haut (7)
Sélectionner le groupe souhaité (0 - 99) à l'aide de la molette de réglage (18)
3
Sélectionner le paramètre "N° tâche" à l'aide des touches vers le bas (6) ou vers le
4
haut (7)
Sélectionner la tâche souhaitée (0 - 999) à l'aide de la molette de réglage (18)
5
- Si une tâche du groupe suivant est sélectionnée, le groupe affiché est modifié
comme il convient.
Sélectionner l'écran "QMaster vD" à l'aide de la touche droite (8)
6
- L'écran "QMaster vD" s'affiche
Optimiser et gérer les tâches : écran "QMaster vD"
Sélectionner le paramètre adéquat à
7
l'aide des touches vers le bas (6) ou
vers le haut (7)
Modifier la valeur du paramètre à
8
l'aide de la molette de réglage (18)
- La valeur d'un paramètre ne peut
être modifiée que dans le cadre
de la plage de réglage définie. La
plage de réglage est bloquée.
100
 Loading...
Loading...