

Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
RCU 5000i
Manual de instrucciones
ES
42,0426,0021,ES 005-12102021


Tabla de contenido
Indicaciones de seguridad 9
Explicación de las instrucciones de seguridad 9
Generalidades 9
Utilización prevista 10
Condiciones ambientales 10
Obligaciones de la empresa explotadora 10
Obligaciones del personal 11
Clasificaciones de equipos CEM 11
Medidas CEM 11
Medidas de campos electromagnéticos 12
Medidas de seguridad en el lugar de emplazamiento y durante el transporte 12
Puesta en servicio, mantenimiento y reparación 12
Certificación de seguridad 13
Protección de datos 13
Derechos de autor 13
Generalidades 14
Diseño de los equipos 14
Campos de aplicación 14
Ventajas 14
Equipamiento de serie 14
Opciones 14
Datos técnicos 15
Indicaciones para la identificación de radio 15
Funciones no descritas 15
Elementos de manejo y conexiones 16
Panel de control 16
Indicaciones para la tecla OK 17
Otros elementos de manejo, conexiones, componentes mecánicos 18
Concepto de manejo 20
Orientación en actividades de trabajo 20
Menú central 20
"Cuerda para tender la ropa" 20
Aceptar valores 21
Descripción de las indicaciones de pantalla 22
Generalidades 22
Pantalla "Menú" 22
Pantalla "Datos" 22
Pantalla "Asistente" 23
Pantalla "Diálogo" 24
Pantalla "Mensaje" 24
Pantalla "Errores" 25
Puesta en servicio 27
Antes de la puesta en servicio 27
Requisitos de sistema 27
Conectar el RCU 5000i 27
Secuencia de inicio - Ajustar el idioma 28
Error "073 (no Host)" - Sin conexión a la fuente de corriente 29
Bloquear y desbloquear el RCU 5000i por medio de la tarjeta de clave 30
Condición previa 30
Administración de usuarios, perfiles, claves 30
Bloquear el RCU 5000i 30
Desbloquear el RCU 5000i 31
Desbloquear el RCU 5000i mediante la función de desbloqueo 32
Soldadura sinérgica MIG/MAG 33
Generalidades 33
Abrir el punto de menú "Soldadura sinérgica MIG/MAG". 33
Sinopsis 33
Abrir el programa de soldadura 34
Abrir el programa de soldadura 34
Ajustar los parámetros de trabajo 35
ES
3

Ajustar los parámetros de trabajo 35
Modos de operación de antorcha 35
Procedimientos 35
Procedimiento "CMT" 38
Cambiar a visualización ampliada 39
Generalidades 39
Cambiar a visualización ampliada 39
Ajustar los parámetros para los ajustes de procedimiento 40
Ajustar los parámetros para los ajustes de procedimiento 40
Ajustar los parámetros más específicos: Especial de 2 tiempos, Especial de 4 tiempos, Puntear 41
Ajustar los parámetros más específicos para "Especial de 2 tiempos" 41
Ajustar los parámetros más específicos para "Especial de 4 tiempos" 42
Ajustar los parámetros más específicos para la soldadura por puntos 42
Ajustar los parámetros SynchroPuls 44
Generalidades 44
Ajustar los parámetros SynchroPuls (opción de software) 44
Soldadura manual MIG/MAG 45
Generalidades 45
Abrir el punto de menú "Soldadura manual MIG/MAG". 45
Sinopsis 45
Abrir el programa de soldadura 46
Seleccionar el programa de soldadura 46
Ajustar los parámetros de trabajo 47
Ajustar los parámetros de trabajo 47
Modos de operación de antorcha 47
Cambiar a visualización ampliada 48
Generalidades 48
Cambiar a visualización ampliada 48
Ajustar los parámetros para los ajustes de procedimiento 49
Ajustar los parámetros para los ajustes de procedimiento 49
Ajustar los parámetros más específicos para puntear 50
Ajustar los parámetros más específicos para la soldadura por puntos 50
Ajustar el programa de soldadura y el material 51
Generalidades 51
Ajustar el programa de soldadura y el material 51
Crear curvas características de usuario - Adaptar una curva característica 53
Generalidades 53
Principios para la creación de curvas características de usuario 53
Crear curvas características de usuario - Ajustar curvas características 53
Crear puntos de curva característica para curvas características del usuario 57
Generalidades 57
Principios para la creación de curvas características 57
Crear pto.curva caract. 57
Seleccionar curvas características de usuario 61
Seleccionar curvas características de usuario 61
Soldadura por electrodo 62
Abrir el punto de menú "Soldadura por electrodo" 62
Ajustar los parámetros de trabajo 62
Cambiar a visualización ampliada 63
Ajustar los parámetros para los ajustes de procedimiento 63
Soldadura TIG 64
Abrir el punto de menú "Soldadura TIG". 64
Ajustar los parámetros de trabajo 64
Cambiar a visualización ampliada 65
CC/CV-Mode 66
Generalidades 66
Abrir el punto de menú "CC/CV-Mode". 66
Ajustar los parámetros de trabajo 66
Cambiar a visualización ampliada 66
Ajustar los parámetros para los ajustes de procedimiento 67
Soldadura por Job 68
Abrir el punto de menú "Soldadura por Job". 68
Ajustar los parámetros de trabajo para un Job 68
Cambiar a visualización ampliada 69
4

Cambio del procedimiento de soldadura durante la soldadura CMT Advanced 69
Guardar los ajustes como Job 70
Generalidades 70
Indicación acerca de la memorización de Jobs 70
Guardar como Job 70
Ajuste interno/externo de los parámetros seleccionados 73
Generalidades 73
Ajuste interno/externo de parámetros 73
Optimizar y gestionar Jobs 75
Generalidades 75
Abrir el punto de menú "Optimizar y gestionar Jobs". 75
Sinopsis 76
Administrar Jobs 77
Administrar Jobs 77
Borrar grupos y Jobs 79
Abrir los datos de administración para un Job seleccionado 81
Abrir los datos de administración de un Job 81
Diferente indicación de los datos de administración en función del tipo de Job 81
Abrir y modificar un programa de soldadura para un Job seleccionado 83
Generalidades 83
Abrir el programa de soldadura de un Job 83
Modificar el programa de soldadura de un Job 83
Abrir y modificar los parámetros de trabajo para un Job seleccionado 86
Generalidades 86
Abrir y modificar los parámetros de trabajo de un Job 86
Observación acerca de las modificaciones del valor de avance de hilo 87
Abrir y modificar los ajustes del procedimiento para un Job seleccionado 88
Generalidades 88
Abrir y modificar los ajustes del procedimiento 88
Abrir y modificar los parámetros Especial de 2 tiempos para un Job seleccionado 89
Generalidades 89
Abrir y modificar el parámetro "Especial de 2 tiempos" para un Job 89
Abrir y modificar los parámetros Especial de 4 tiempos para un Job seleccionado 90
Generalidades 90
Abrir y modificar el parámetro "Especial de 4 tiempos" para un Job 90
Abrir y modificar los parámetros Puntear para un Job seleccionado 91
Generalidades 91
Abrir y modificar los parámetros de soldadura por puntos para un Job 91
Determinar los límites de corrección para un Job seleccionado 92
Generalidades 92
Finalidad de los límites de corrección 92
Determinar los límites de corrección para un Job 92
Explicación acerca de los límites de corrección 93
Documentación por Job 94
Generalidades 94
Finalidad de la función "Documentación por Job" 94
Condición previa para "Documentación por Job" 94
Determinar la documentación por Job 94
Explicación acerca de Documentación por Job 95
Abrir y modificar los parámetros SynchroPuls para un Job seleccionado 96
Generalidades 96
Abrir y modificar los parámetros SynchroPuls para un Job 96
Determinar los valores QMaster para un Job seleccionado 97
Generalidades 97
Finalidad de valores QMaster 97
Determinar los valores QMaster para un Job. 97
Explicación acerca de los valores QMaster 98
Determinar los valores QMaster del avance de hilo para un Job seleccionado 99
Generalidades 99
Finalidad de valores QMaster 99
Determinar los valores QMaster del avance de hilo para un Job. 99
Explicación acerca de los valores QMaster de avance de hilo 100
Optimizar y gestionar curva característica 101
Generalidades 101
ES
5

Abrir el punto de menú "Optimizar y gestionar curva caract.". 101
Sinopsis 102
Gestionar curvas características 103
Seleccionar curvas características 103
Nombrar y renombrar curvas características 104
Borrar curvas características 105
Gestionar puntos de curva característica 107
Seleccionar puntos de curva característica 107
Insertar punto de curva característica 107
Borrar puntos de curva característica 110
Parámetros de curvas características de curvas características estándar 112
Cebado 112
Arco voltaico estático 112
Arco voltaico dinámico 113
Fin de soldadura 114
Valores de orientación 115
Aceptar valores de orientación de tensión y corriente 115
Parámetros de curvas características de curvas características de impulsos 116
Cebado 116
Parámetros de pulsado 116
Arco voltaico estático 118
Cortocircuito 120
Fin de soldadura 120
Valores de orientación 121
Aceptar valores de orientación de tensión y corriente 121
Parámetros de curvas características de curvas características CMT 122
Generalidades 122
Cebado 122
Parámetros CMT 123
Fin de soldadura 125
Valores de orientación 125
Aceptar valores de orientación de tensión y corriente 125
Parámetros de curvas características de curvas características CMT / de impulsos 126
Generalidades 126
Cebado 126
Sinopsis: Parámetros CMT, parámetros de pulsado 127
Parámetros CMT 127
Parámetros de pulsado 128
CMT / Pulse 129
Fin de soldadura 129
Valores de orientación 129
Aceptar valores de orientación de tensión y corriente 130
Parámetros de curvas características de curvas características CMT Advanced 131
Generalidades 131
Cebado 131
HotStart 131
Weldstart 132
Parámetros CMT y parámetros EN-CMT 132
EN/EP CMT 134
Fin de soldadura 134
Valores de orientación 134
Aceptar valores de orientación de tensión y corriente 135
Parámetros de curvas características de curvas características CMT / Puls Advanced 136
Generalidades 136
Cebado 136
HotStart 136
Sinopsis: Parámetros CMT, parámetros de pulsado 137
Parámetros CMT 137
Parámetros de pulsado 138
Puls/CMT Cycles 140
Fin de soldadura 140
Valores de orientación 140
Modificar parámetros de curvas características 142
El regulador de proceso 142
6

Pantallas que se muestran con las diferentes curvas características 142
Modificar parámetros de curvas características 143
Documentación 144
Generalidades 144
Evaluación de los datos de soldadura 144
Abrir el punto de menú "Documentación" 145
Sinopsis 146
Determinar los ajustes básicos para la documentación 147
Determinar los ajustes básicos para la documentación 147
Ajustes básicos de documentación al guardar Jobs 147
Explicación acerca de los parámetros en la pantalla "Ajustes básicos" 147
Documentación en la tarjeta de memoria 148
Necesidad de memoria en caso de documentación en la tarjeta de memoria 149
Determinar los valores QMaster 151
Finalidad de valores QMaster 151
Determinar los valores QMaster 151
Explicación acerca de los valores QMaster 151
Ajustar la máxima corriente de motor 153
Generalidades 153
Ajustar la máxima corriente de motor 153
Contador de componentes 154
Generalidades 154
Activar el contador de componentes 154
Determinar el número de componente 154
Incrementar el número de componente 156
Libro de registro soldadura 158
Generalidades 158
Libro de registro de soldadura: mostrar los datos de soldadura 158
Libro de registro sucesos 160
Generalidades 160
Libro de registro sucesos 160
Quitar la tarjeta de memoria 161
Generalidades 161
Quitar la tarjeta de memoria 161
Ajustes previos de la máquina 163
Generalidades 163
Abrir el punto de menú "Ajustes previos de la máquina". 163
Sinopsis 163
Ajustar los ajustes previos de la máquina para el trabajo de soldadura 164
Ajustar los ajustes previos de la máquina para "MIG/MAG" 164
Ajustar los ajustes previos de la máquina para "TIG" 164
Ajustar los ajustes previos de la máquina para "Soldadura por electrodo" 165
Ajustar los ajustes previos de la máquina para "Job" 165
Ajuste Ethernet 166
Generalidades 166
Cambiar el ajuste Ethernet 166
Parámetros de Ethernet 167
Ajustar la fecha y la hora 168
Ajustar la fecha y la hora 168
Interfaz Robot - Operación de robot 169
Generalidades 169
Selección interna de parámetros en la operación de robot 169
Selección externa de parámetros en la operación de robot 170
Conmutación selectiva Externo-Interno de parámetros seleccionados en caso de selección externa de parámetros
Otras funciones en la operación de robot 172
Perfiles / Claves 174
Generalidades 174
Definiciones de conceptos 175
Perfiles predefinidos 175
Perfil "Administrador" 176
Perfil "Bloqueado" 176
Recomendación para la creación de perfiles y claves 177
Condición previa 177
171
ES
7
Procedimiento 177
Crear y editar perfiles 178
Condición previa 178
Crear una clave de administrador 178
Crear perfiles 180
Abrir/cerrar perfiles 184
Editar perfil 185
Borrar perfil 188
Perfiles a modo de ejemplo 190
Generalidades 190
Bloqueado 190
Welding Specialist MIG/MAG 190
Robot-Programmer 192
Welder / Worker 193
Crear y editar claves 194
Asignar las tarjetas de clave a los perfiles (crear claves) 194
Editar usuarios/claves 196
Borrar usuarios/claves 198
Dar de alta y baja a usuarios registrados en el mando a distancia 200
Generalidades 200
Dar de alta a un usuario 200
Indicación de los usuarios dados de alta 201
Dar de baja a un usuario 202
Indicación del perfil "Bloqueado" 202
RCU 5000i - Función „Unlock“ 203
Generalidades 203
Activar la pantalla "Perfiles / Claves" mediante la función de desbloqueo. 203
Procedimiento a seguir 206
Ajustar el idioma y la norma 207
Generalidades 207
Ajustar el idioma y la norma 207
Ver los datos de versión 208
Generalidades 208
Ver los datos de versión 208
Hacer una copia de seguridad 209
Generalidades 209
Hacer una copia de seguridad 209
Restablecer datos 211
Generalidades 211
Restablecer datos - Restaurar 211
Calibrar el avance de hilo o la unidad PushPull 213
Calibrar el avance de hilo (calibración VR) 213
Calibrar la unidad PushPull 214
Calibración L/R - Calibrar la inductividad del circuito de soldadura y la resistencia del circuito de soldadura
Generalidades 218
Calibración L/R 218
RCU 5000i - Resetear los ajustes al estado de suministro 221
Generalidades 221
Resetear el RCU 5000i al estado de suministro 221
RCU 5000i - Actualizar el software 222
Requisitos 222
Antes de la primera actualización: Instalar el controlador LocalNetUSB 222
Antes de la primera actualización - Instalar el software BASICLoad 228
RCU 5000i - Actualizar el software 232
Sinopsis alfabético de los parámetros ajustables 234
Explicación 234
Parámetros A - Z 234
218
8
Indicaciones de seguridad
ES
Explicación de
las instrucciones
de seguridad
¡ADVERTENCIA!
Indica un peligro inminente.
En caso de no evitar el peligro, las consecuencias pueden ser la muerte o lesiones
▶
de carácter muy grave.
¡PELIGRO!
Indica una situación posiblemente peligrosa.
Si no se evita esta situación, se puede producir la muerte así como lesiones de
▶
carácter muy grave.
¡PRECAUCIÓN!
Indica una situación posiblemente perjudicial.
Si no se evita esta situación, se pueden producir lesiones de carácter leve o de po-
▶
ca importancia, así como daños materiales.
¡OBSERVACIÓN!
Indica la posibilidad de obtener unos resultados mermados de trabajo y que se
puedan producir daños en el equipamiento.
Generalidades El equipo ha sido fabricado según el estado de la técnica y las reglas reconocidas en
referencia a la seguridad. No obstante, el manejo incorrecto o el uso inadecuado implica
peligro para:
- La integridad física y la vida del operario o de terceras personas.
- El equipo y otros valores materiales de la empresa explotadora.
- El trabajo eficiente con el equipo.
Todas las personas implicadas en la puesta en servicio, el manejo, el mantenimiento y la
conservación del equipo deben:
- Poseer la cualificación correspondiente.
- Poseer conocimientos de soldadura.
- Leer completamente y seguir escrupulosamente este manual de instrucciones.
El manual de instrucciones debe permanecer guardado en el lugar de empleo del equipo. Complementariamente al manual de instrucciones, se deben tener en cuenta las reglas válidas a modo general, así como las reglas locales respecto a la prevención de accidentes y la protección medioambiental.
Todas las indicaciones de seguridad y peligro en el equipo:
- Deben mantenerse en estado legible.
- No deben dañarse.
- No deben retirarse.
- No deben taparse ni cubrirse con pegamento ni pintura.
Las posiciones de las indicaciones de seguridad y peligro en el equipo figuran en el
capítulo "Generalidades" del manual de instrucciones del mismo.
Los errores que puedan mermar la seguridad deben ser eliminados antes de conectar el
aparato.
9

¡Se trata de seguridad!
Utilización prevista
Condiciones ambientales
El equipo se debe utilizar, exclusivamente, para los trabajos conformes a la utilización
prevista.
Cualquier otro uso se considera como no previsto por el diseño constructivo. El fabricante declina cualquier responsabilidad frente a los daños que se pudieran originar.
También forman parte de la utilización prevista:
- La lectura completa y la consideración de todas las indicaciones del manual de instrucciones.
- La lectura completa y la consideración de todas las indicaciones de seguridad y peligro.
Se debe utilizar el equipo exclusivamente con las fuentes de corriente previstas para el
mismo.
El equipo ha sido construido para usos industriales. El fabricante declina cualquier responsabilidad por daños originados por un empleo en el ámbito doméstico.
Cualquier servicio o almacenamiento del equipo fuera del campo indicado será considerado como no previsto. El fabricante declina cualquier responsabilidad frente a los daños
que se pudieran originar.
Gama de temperaturas del aire ambiental:
- En servicio: -10°C hasta + 50°C (14°F hasta 122°F)
- Durante el transporte y almacenamiento: -15°C hasta +70°C (5°F hasta 158°F)
Obligaciones de
la empresa explotadora
Humedad relativa del aire:
- hasta el 50 % a 40 °C (104 °F)
- hasta el 90 % a 20 °C (68 °F)
Aire ambiental: libre de polvo, ácidos, gases o sustancias corrosivas, etc.
Altura por encima del nivel del mar: hasta 2000 m (6500 ft)
La empresa explotadora se compromete a que solo trabajarán con el equipo personas
que:
- Estén familiarizadas con las prescripciones fundamentales en relación con la seguridad laboral y la prevención de accidentes y que hayan sido instruidas en el manejo
del equipo.
- Hayan leído y comprendido en particular el capítulo "Indicaciones de seguridad" en
el presente manual de instrucciones, confirmando la lectura y comprensión mediante su firma.
- Hayan recibido la formación necesaria en relación con los requisitos de los resultados de trabajo.
Se debe comprobar periódicamente que el personal trabaja de forma segura.
10

Obligaciones del
personal
Todas las personas a las que se encomiendan trabajos en el equipo se comprometen,
antes del comienzo del trabajo, a:
- Observar las prescripciones fundamentales acerca de la seguridad laboral y la prevención de accidentes.
- Leer en particular el capítulo "Indicaciones de seguridad" en el presente manual de
instrucciones, confirmando la comprensión y cumplimiento del mismo mediante su
firma.
Antes de abandonar el puesto de trabajo, se debe asegurar que no se puedan producir
daños personales o materiales durante la ausencia.
ES
Clasificaciones
de equipos CEM
Medidas CEM En casos especiales puede ocurrir que, a pesar de cumplirse los valores límite de emi-
Equipos de la clase de emisión A:
- Solo están destinados al uso en zonas industriales.
- Pueden provocar perturbaciones condicionadas a la línea e irradiadas en otras regiones.
Equipos de la clase de emisión B:
- Cumplen los requisitos de emisión en zonas residenciales e industriales. Lo mismo
es aplicable a zonas residenciales en las que la energía se suministra desde una
red de baja tensión pública.
Clasificación de equipos CEM según la placa de características o los datos técnicos.
sión normalizados, se produzcan influencias sobre el campo de aplicaciones previsto
(por ejemplo, cuando haya equipos sensibles en el emplazamiento o cuando cerca del
emplazamiento haya receptores de radio o televisión).
En este caso, el empresa explotadora está obligada a tomar las medidas adecuadas para eliminar las perturbaciones.
Comprobar y evaluar la resistencia a perturbaciones de las instalaciones en el entorno
del equipo según las disposiciones nacionales e internacionales. Ejemplos para instalaciones susceptibles a perturbaciones que pueden verse influidas por el equipo:
- Dispositivos de seguridad
- Cables de red, señales y transmisión de cables
- Instalaciones de procesamiento de datos y telecomunicación
- Instalaciones para medir y calibrar
Medidas de apoyo para evitar problemas de compatibilidad electromagnética (CEM):
1. Alimentación de red
- Si se producen perturbaciones electromagnéticas a pesar de un acoplamiento a
la red acorde a las prescripciones, se deben tomar medidas adicionales (por
ejemplo, utilización de un filtro de red adecuado).
2. Cables solda
- Mantenerlos lo más cortos posible.
- Instalarlos lo más cerca posible (para evitar problemas con campos electro-
magnéticos).
- Realizar la instalación dejando gran distancia respecto al resto de cables solda
3. Conexión equipotencial
4. Puesta a tierra de la pieza de trabajo
- Si fuera necesario, establecer la conexión a tierra mediante unos condensado-
res adecuados.
5. Blindado, si fuera necesario
- Blindar las demás instalaciones en el entorno.
- Blindar toda la instalación de soldadura.
11
Medidas de campos electromagnéticos
Los campos electromagnéticos pueden causar daños para la salud que aún no son conocidos:
- Efectos sobre la salud de las personas próximas, por ejemplo, personas que llevan
marcapasos y prótesis auditiva.
- Las personas que llevan marcapasos deben consultar a su médico antes de permanecer en las inmediaciones del aparato y del proceso de soldadura.
- Por motivos de seguridad, se deben mantener unas distancias lo más largas posibles entre los cables de soldar y la cabeza/el torso del soldador.
- Los cables de soldar y los paquetes de mangueras no se deben llevar colgados del
hombro o alrededor del cuerpo ni de las partes del cuerpo.
Medidas de seguridad en el lugar
de emplazamiento y durante el
transporte
¡La caída de un equipo puede suponer un peligro mortal! Colocar el equipo sobre una
base firme y nivelada.
- Se admite un ángulo de inclinación máximo de 10°.
En locales con riesgo de incendio y explosión rigen prescripciones especiales.
- Tener en cuenta las disposiciones nacionales e internacionales correspondientes.
Mediante instrucciones internas de la empresa y controles, asegurarse de que el entorno del puesto de trabajo esté siempre limpio y visible.
Emplazar y utilizar el equipo solo según el tipo de protección indicado en la placa de características.
En el momento de realizar el emplazamiento del equipo se debe mantener un espacio
de 0,5 m (1 ft. 7.69 in.) alrededor del mismo para que el aire de refrigeración pueda entrar y salir sin ningún problema.
Al transportar el equipo se debe procurar cumplir las directivas y la normativa de prevención de accidentes vigentes a nivel nacional y regional. Esto se aplica especialmente a
las directivas relativas a los riesgos durante el transporte.
No se deben levantar ni transportar los equipos activos. ¡Apagar los equipos antes del
transporte o la elevación!
Antes de transportar el equipo se debe purgar completamente el refrigerante, así como
desmontar los siguientes componentes:
- Avance de hilo
- Bobina de hilo
- Bombona de gas protector
Puesta en servicio, mantenimiento y reparación
12
Antes de la puesta en servicio y después del transporte resulta imprescindible realizar
una comprobación visual del equipo para comprobar si ha sufrido daños. Antes de la
puesta en servicio se debe encomendar la eliminación de los daños visibles al servicio
técnico cualificado.
En caso de piezas procedentes de otros fabricantes no queda garantizado que hayan
sido diseñadas y fabricadas de acuerdo con las exigencias y la seguridad.
- Utilizar solo repuestos y consumibles originales (lo mismo rige para piezas normalizadas).
- No se deben efectuar cambios, montajes ni transformaciones en el equipo, sin previa autorización del fabricante.
- Se deben sustituir inmediatamente los componentes que no se encuentren en perfecto estado.
- En los pedidos deben indicarse la denominación exacta y el número de referencia
según la lista de repuestos, así como el número de serie del equipo.

Los tornillos de la caja representan la conexión de conductor protector para la puesta a
tierra de las partes de la caja.
Utilizar siempre la cantidad correspondiente de tornillos originales de la caja con el par
indicado.
ES
Certificación de
seguridad
Protección de datos
Derechos de autor
Los equipos con declaración de conformidad UE cumplen los requisitos fundamentales
de la directiva de baja tensión y compatibilidad electromagnética (por ejemplo, las normas de producto relevantes de la serie EN 60 974).
Fronius International GmbH declara mediante la presente que el equipo cumple la Directiva 2014/53/UE. El texto completo de la declaración de conformidad UE está disponible
en la siguiente dirección de Internet: http://www.fronius.com
Los equipos identificados con la certificación CSA cumplen las disposiciones de las normas relevantes para Canadá y EE. UU.
El usuario es responsable de la salvaguardia de datos de las modificaciones frente a los
ajustes de fábrica. El fabricante no es responsable en caso de que se borren los ajustes
personales.
Los derechos de autor respecto al presente manual de instrucciones son propiedad del
fabricante.
El texto y las ilustraciones corresponden al estado de la técnica en el momento de la impresión. Reservado el derecho a modificaciones. El contenido del manual de instrucciones no justifica ningún tipo de derecho por parte del comprador. Agradecemos cualquier
propuesta de mejora e indicaciones respecto a errores en el manual de instrucciones.
13

Generalidades
Diseño de los
equipos
Campos de aplicación
El mando a distancia RCU 5000i sirve para el manejo de todas las fuentes de corriente de la serie Trans- Synergic / TransPuls Synergic. Todas las funciones que se
encuentran disponibles en la fuente de corriente pueden ser abiertas con el RCU
5000i. Adicionalmente se encuentran a
disposición otras funciones como, por
ejemplo, la optimización de curvas características de soldadura.
La conexión a la fuente de corriente se
realiza por medio de un conector LocalNet.
El mando a distancia RCU 5000i está
equipado con una pantalla LC. En combinación con el menú intuitivo, se obtiene un
Mando a distancia RCU 5000i
El mando a distancia RCU 5000i se puede utilizar en los casos siguientes:
- Mando a distancia, programación y ajuste previo de las fuentes de corriente.
- Aplicaciones de robot.
- Trabajos manuales de soldadura con fuentes de corriente que están equipadas con
el panel de control "Remote".
equipo muy fácil de utilizar.
Ventajas - Buena visibilidad gracias a la pantalla LC
- Sencilla y lógica guía del usuario
- 180 curvas características de soldadura sinérgica guardadas
- Posibilidad de optimización de las curvas características de soldadura
- Sencilla programación de Jobs
- Función de memoria de Jobs para hasta 1000 Jobs
- Administración de usuarios mediante tarjeta de clave
- Supervisión de parámetros mediante función QMaster
- Conexión LocalNet
- Interfaz USB para actualizaciones de software
Equipamiento de
serie
Opciones Soporte RCU 5000i
El equipamiento de serie del mando a distancia RCU 5000i incluye lo siguiente:
- Con conexión al mando a distancia: 1 cable de mando a distancia, 6 polos, 5 m (16
ft. 5 pulg.), incluyendo el conector LocalNet, 10 polos
- 1 cable USB, aproximadamente 1,8 m (5 ft. 11 pulg.), incluyendo un adaptador USB
- 1 tarjeta de memoria, 3,3 V
- 1 tarjeta de transpondedor ("Tarjeta de clave")
- 1 CD-Rom "Software Tools"
El soporte RCU 5000i está previsto para el montaje mural o para el montaje en una
fuente de corriente remote. Se puede colgar el mando a distancia en el soporte RCU
5000i.
14

Datos técnicos
Alimentación de tensión 24 V CC
Consumo de corriente 170 mA
Tipo de protección IP 23
Certificado de conformidad CE, FCC
Banda de frecuencias 134,2 kHz
Máx. potencia de transmisión < 65dBµA/m @10m
Dimensiones (longitud x anchura x altura) 258 / 180 / 48 mm
10,16 / 7,09 / 1,89 in.
Peso 1,5 kg
3,31 lb.
ES
Indicaciones para
la identificación
de radio
Funciones no
descritas
El mando a distancia RCU 5000i está equipado con un módulo RFID (Radio Frequency
Identification). El módulo RFID sirve para la transmisión de datos por cable y sin contacto con la tarjeta de clave (tarjeta de transpondedor). La transmisión de datos se realiza
por medio de un campo magnético.
En los EE.UU., los módulos RFID están sometidos a una identificación obligatoria
según FCC:
FCC ID: QKWRF5000I
¡OBSERVACIÓN!
Debido a las actualizaciones de software, puede que el equipo disponga de funciones que aún no están descritas en este manual de instrucciones.
Además, algunas de las ilustraciones del presente manual de instrucciones pueden diferir de forma insignificante de los datos realmente mostrados en la pantalla LC.
15

Elementos de manejo y conexiones
(1)
(15)
(14)(13)(12)(11)(10)
)8()9(
(7)
(6)
)4()5(
(3)
(2)
(16)
Panel de control
Panel de control RCU 5000i
Teclas de ejecución
(1) Tecla "Menú" ... para abrir el menú principal.
(2) Tecla "Info" ... para visualizar informaciones contextuales específicas.
(3) Tecla OK ... para confirmar los diálogos del menú, las consultas de seguridad,
etc.
(4) Tecla "Enhebrar hilo" ... para enhebrar el hilo de soldadura sin gas y sin corrien-
te.
(5) Botón "Test de gas" ... para comprobar el flujo de gas.
Teclas de navegación
(6) Tecla "Hacia abajo" ... para navegar en una lista.
(7) Tecla "Hacia arriba" ... para navegar en una lista.
(8) Tecla "Derecha" ... para la navegación horizontal (por ejemplo, cuerda para ten-
der la ropa).
(9) Tecla "Izquierda" ... para la navegación horizontal (por ejemplo, cuerda para
tender la ropa).
16
Teclas de control con ocupación variable
(10) Tecla F1 ... Tecla de control
(11) Tecla F2 ... Tecla de control
(12) Tecla F3 ... Tecla de control
(13) Tecla F4 ... Tecla de control
(14) Tecla F5 ... Tecla de control

¡IMPORTANTE!
(1)
(1)
Indicaciones para
la tecla OK
La ocupación pertinente se indica en la pantalla LC, directamente encima de la tecla de control correspondiente.
Otros
(15) Pantalla ... pantalla LCD en blanco/negro.
(16) Zona de lectura para la tarjeta de clave ... para la identificación de derechos de
acceso que pueden ser asignados a través de diferentes tarjetas de clave
La tecla OK (3) ayuda al usuario a la hora de seleccionar las diferentes ocupaciones de
las teclas de control.
Si hay un marco alrededor de la ocupación de la tecla de control, se puede seleccionar
esta función con la tecla OK (3).
ES
Ejemplo: Marco alrededor de la tecla F1 "Guardar como Job"
Ejemplo: Marco alrededor de la tecla F2 "Adelante"
(1) Marco
17

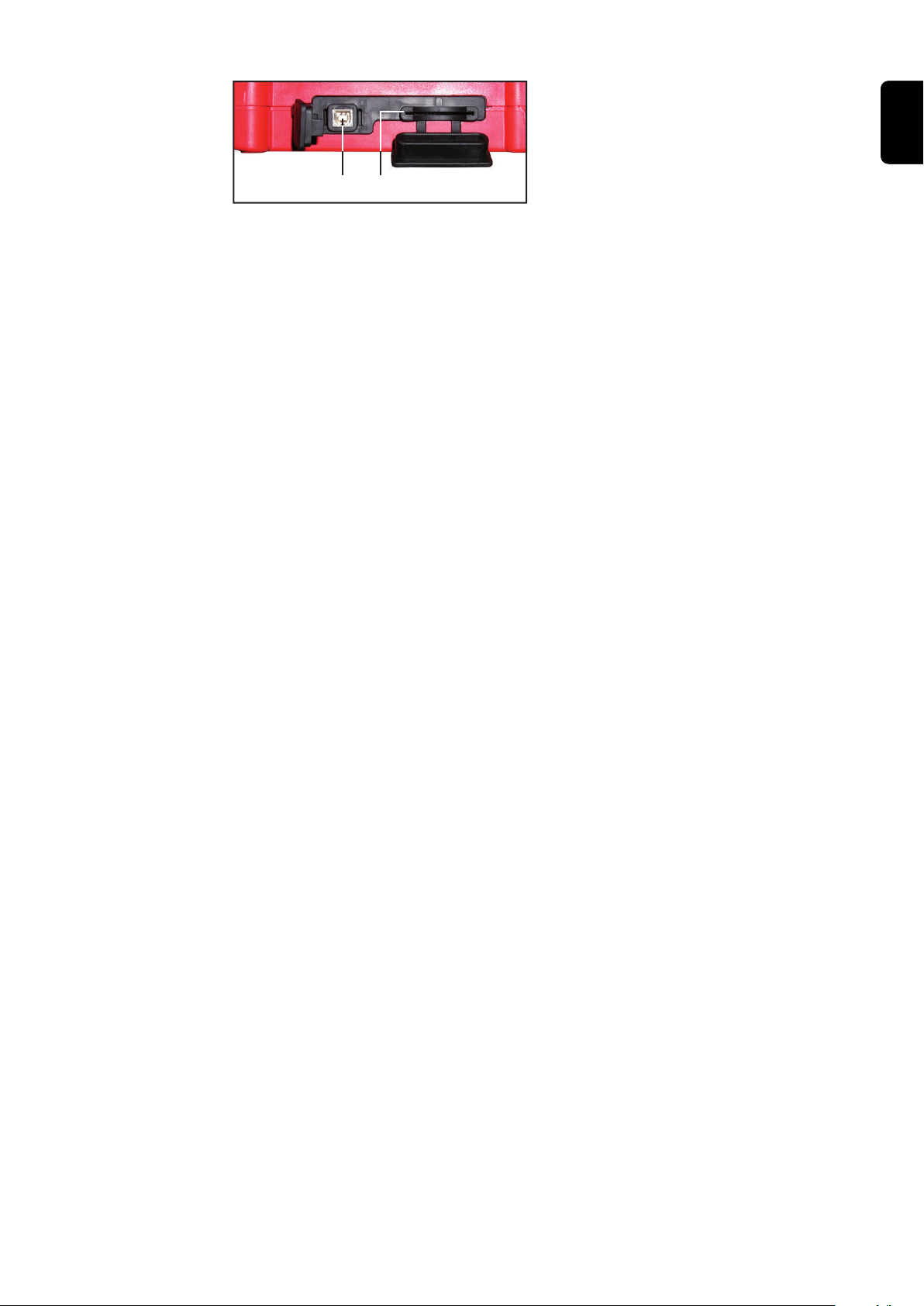
Otros elementos
)91()02(
(18)
(17)
(21)
(23) (22) (23)(23)
(23)
de manejo, conexiones, componentes mecánicos
Vista delantera del RCU 5000i - Elementos de manejo, conexiones
(17) Alojamiento del asa de sujeción ... para colgar en el soporte mural o en el
asa de sujeción de la fuente de corriente.
(18) Rueda de ajuste ... Transmisor incremental para ajustar parámetros.
(19) Conector LocalNet con cable de conexión ... para realizar la conexión a la
fuente de corriente. El conector sirve como un dispositivo de desconexión y debe ser libremente accesible.
(20) Cubierta de goma ... para proteger el alojamiento de la tarjeta de memoria.
(21) Cubierta de goma ... para protege el punto de conexión de PC USB.
(22) Estribo de sujeción ... Estribo gi-
ratorio de sujeción y ajuste 0-95°
(23) Insertos roscados introducidos
a presión M5 ... por ejemplo, para la fijación en caso de montaje
mural fijo.
18
Vista posterior del RCU 5000i - Elementos de manejo, componentes mecánicos
(25) (24)
Vista lateral del RCU 5000i - Conexiones
(24) Alojamiento de la tarjeta de me-
moria
(25) Conexión USB ... para realizar la
conexión a un PC, por ejemplo,
para actualizaciones de software.
ES
19

Concepto de manejo
Orientación en
actividades de
trabajo
Menú central
El manejo del mando a distancia RCU 5000i está estructurado según actividades de trabajo.
Se diferencian las siguientes actividades de trabajo:
- Soldadura (MIG/MAG Synergic, MIG/MAG manual, electrodos, TIG y Job)
- Creación de Jobs
- Creación de curvas características y puntos de curva característica propios
- Optimización y administración de Jobs
- Optimización y administración de curvas características existentes
- Creación de especificaciones para el trabajo de soldadura
- Definición del idioma y de las unidades de medida
Las diferentes actividades de trabajo
están guardadas en el menú principal central. El menú principal se abre pulsando la
tecla Menú (1).
Cada punto de menú tiene asignado una
"Cuerda para tender la ropa"
"Cuerda para tender la ropa"
Indicación de pantalla del menú principal
El principio de funcionamiento "Cuerda para tender la ropa":
- Los parámetros individuales están agrupados en diferentes secuencias de datos.
- Las secuencias de datos están ordenadas en un bucle ("Cuerda para tender la ropa").
- La navegación dentro de la cuerda para tender la ropa se puede realizar en dos
sentidos.
- Después de la última secuencia de datos se muestra la primera secuencia de datos.
En caso de navegación en el sentido opuesto, a la primera secuencia de datos le
sigue la última secuencia de datos.
- La cantidad de secuencias de datos es variable. Debido a determinados parámetros
o funciones especiales de la fuente de corriente, se pueden añadir secuencias de
datos a la cuerda para tender la ropa.
20
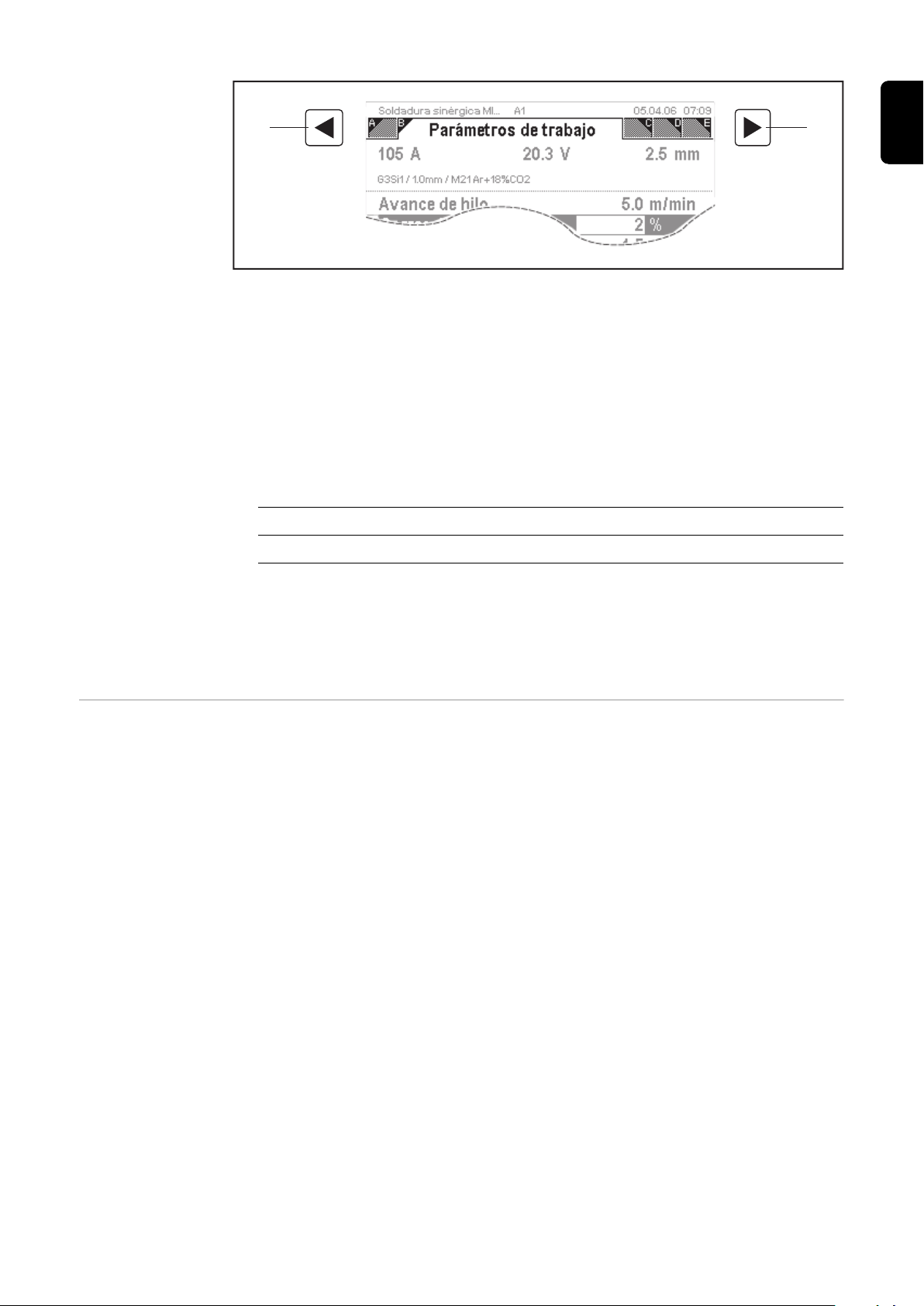
(8)
(9)
Ejemplo "Cuerda para tender la ropa" con 5 secuencias de datos (A - E) - La secuencia de datos "Parámetros
de trabajo" está abierta
El mando a distancia RCU 5000i utiliza el principio de funcionamiento "Cuerda para tender la ropa" de la siguiente manera:
- Todos los parámetros, indicaciones y funciones necesarios para una actividad de
trabajo seleccionada están clasificados según el orden de secuencia de trabajo en
la "Cuerda para tender la ropa".
- Cada secuencia de datos de una "Cuerda para tender la ropa" se muestra en pantalla mediante una indicación propia (= pantalla).
A lo largo del manual de instrucciones se designan las secuencias de datos de la
siguiente manera, por ejemplo:
Pantalla Pantalla (para la secuencia de datos)
"Parámetros de trabajo" Título de la pantalla (secuencia de datos)
ES
- Las opciones y funciones especiales de la fuente de corriente (por ejemplo, SynchroPuls) se adjuntan a las secuencias de datos existentes en una "Cuerda para
tender la ropa".
- La navegación dentro de la "Cuerda para tender la ropa" se realiza con las teclas de
navegación derecha (8) e izquierda (9).
Aceptar valores No es necesario guardar o activar explícitamente los valores que se cambian. Los valo-
res se encuentran activos a efectos inmediatos.
21

Descripción de las indicaciones de pantalla
(1)
(3)
(2)
Generalidades El mando a distancia RCU 5000i utiliza en servicio diferentes indicaciones de pantalla.
Las llamadas pantallas están predeterminadas por la guía del menú y sirven de ayuda
para la interacción con el usuario.
Pantalla "Menú" La pantalla "Menú" muestra el menú principal. Pulsar la tecla "Menú" (1) para visualizar
la pantalla "Menú"
¡OBSERVACIÓN!
Pulsando la tecla "Menú" (1), se cancelan sin previa consulta todos los diálogos
abiertos, excepto los asistentes.
(1) Puntos de menú
(2) Está seleccionado el punto de
menú "Soldadura sinérgica MIG/
MAG"
(3) F3 ocupado con "Seleccionar"
Pantalla "Menú"
Pantalla "Datos" - La pantalla "Datos" se muestra cuando se selecciona un punto de menú en el menú
principal.
- Cada pantalla "Datos" contiene una "Cuerda para tender la ropa".
- Dentro de un punto de menú se puede mostrar un número diferente de pantallas
"Datos".
Gracias a las funciones especiales de la fuente de corriente o mediante determinados ajustes de parámetros, se pueden adjuntar otras pantallas "Datos" a la "Cuerda
para tender la ropa" correspondiente.
- En las pantallas "Datos" se pueden ajustar o ver los parámetros. Los parámetros se
representan en una lista.
La elección de los parámetros se realiza mediante las teclas de navegación hacia
abajo (6) y hacia arriba (7).
Los valores de parámetros se ajustan con la rueda de ajuste (18).
22
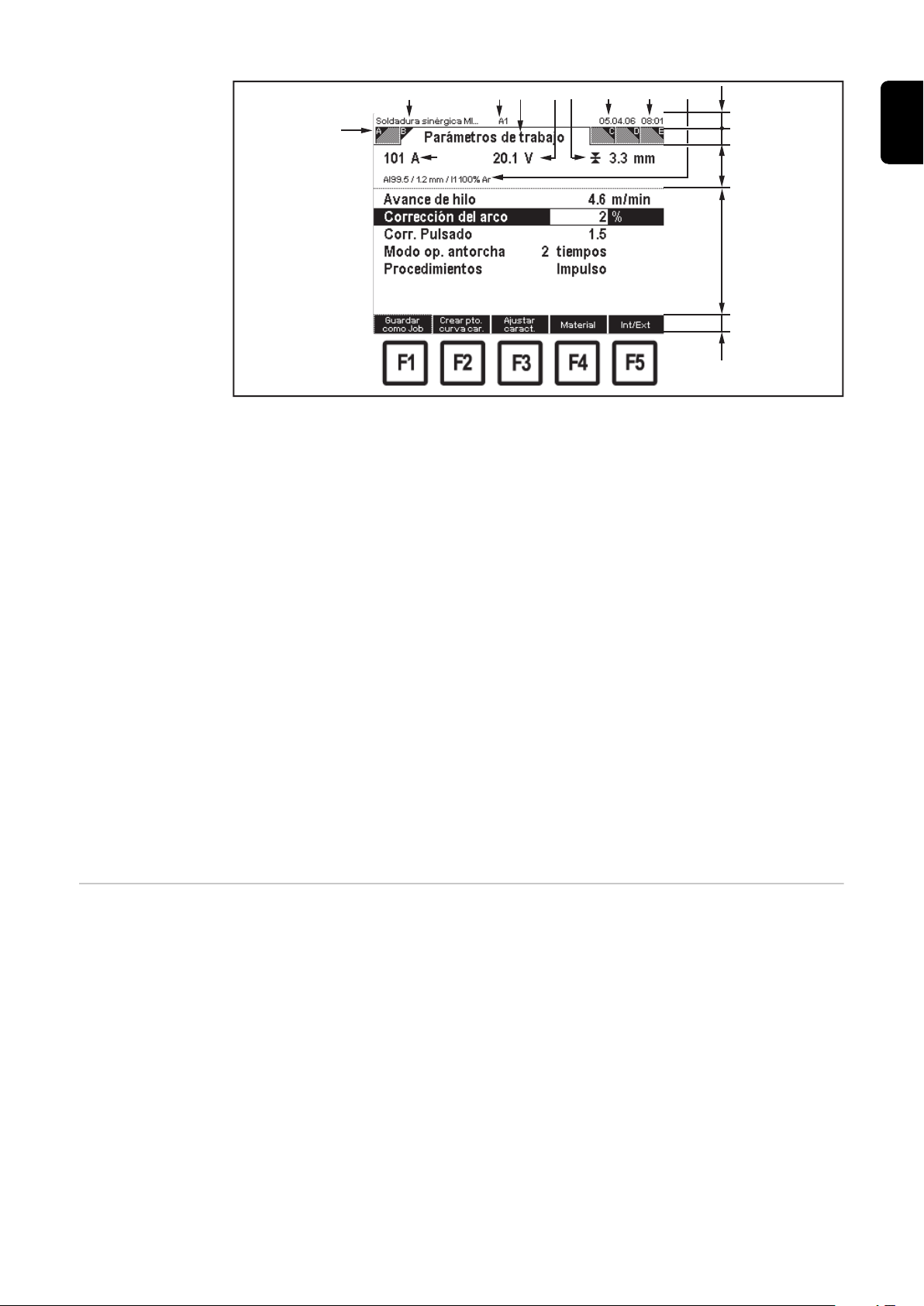
(1)
(2)
(3)
(4) (5) (6)(7) (8) (9) (10)
(11)
(12)
(13)
(14)
(15)
Ejemplo: Pantalla "Datos"
(1) Letra identificativa de la pantalla (9) Hora
(2) Actividad de trabajo (10) Material, diámetro del hilo, gas
protector
(3) Corriente de soldadura (11) Línea de información
(4) Usuario (12) "Cuerda para tender la ropa"
con las pantallas A-E
ES
Pantalla "Asistente"
(5) Título de la pantalla (13) Zona de visualización
(6) Tensión de soldadura (14) Lista de parámetros
(7) Espesor de chapa (15) Ocupación de las teclas de con-
trol
(8) Fecha - F1 ocupado con "Guardar
como Job"
- F2 ocupado con "Crear
pto.curva caract."
- F3 ocupado con "Adaptar
curva caract."
- F4 ocupado con "Material"
- F5 ocupado con "Int/Ext"
Por asistente se entiende una secuencia de entrada guiada. Dentro de una secuencia, el
usuario se puede mover hacia adelante o hacia atrás. Un asistente incluye diferentes
pantallas.
23

(3)(4)
(2)
(1)
(6) (7) (8)
(5)
Ejemplo: Pantalla "Asistente"
(1)
(2) (3)
(1) Marco oscuro
(2) Pasos de procesamiento
(3) Pasos de trabajo ya realizados
(4) Paso de trabajo actual
(5) Paso de trabajo aún pendiente
(6) F1 ocupado con "Atrás" (represen-
tado en gris en la primera pantalla)
(7) F2 ocupado con "Adelante" (o
"Terminado" en la última pantalla)
(8) F5 ocupado con "Cancelar"
Pantalla "Diálogo"
Pantalla "Mensaje"
La pantalla "Diálogo" se utiliza para la representación de subdiálogos.
La pantalla "Diálogo" puede contener estructuras de árbol, listas de selección, etc.
(1) Marco oscuro
(2) F1 ocupado con "Aceptar"
(3) F5 ocupado con "Cancelar"
Ejemplo: Pantalla "Diálogo" con "Aceptar" y "Cancelar"
La pantalla "Mensaje" muestra determinados estados. Se debe confirmar el mensaje o
tomar una decisión.
La pantalla "Mensaje" se sobrepone sobre una parte de la pantalla actual. En este proceso, la pantalla actual se indica en gris.
24

(1) (2)
(5) (6) (7)
(3) (4)
Ejemplo: Pantalla "Mensaje" - Consulta de seguridad
(1) (2) (3) (4) (5)
(6)
(1) Pantalla actual, indicada en color
gris
(2) Símbolo
(3) Tipo de mensaje
(4) Marco oscuro
(5) F2 ocupado con "Sí"
(6) F3 ocupado con "No"
(7) F4 ocupado con "Cancelar"
ES
Pantalla "Errores"
Las pantallas "Errores" indican los errores que han aparecido durante el trabajo de soldadura. Las pantallas "Errores" deben ser confirmadas. En caso de ignorar una pantalla
"Errores", esta se vuelve a visualizar al cabo de 2 minutos si el error persiste. Las pantallas "Errores" se sobreponen sobre una parte de la pantalla actual. En este proceso, la
pantalla actual se indica en gris.
(1) Pantalla actual, indicada en color
gris
(2) Símbolo
(3) Código de error
(4) Designación del error
(5) Marco oscuro
(6) F3 ocupado con "OK"
Ejemplo: Pantalla "Errores"
25

(2) (3)
(5) (6)
(4)(1)
Ejemplo: Pantalla "Errores" con las teclas de control
"Aceptar" e "Ignorar"
(1) Pantalla actual, indicada en color
gris
(2) Símbolo
(3) Designación del error
(4) Marco oscuro
(5) F2 ocupado con "Aceptar"
(6) F3 ocupado con "Ignorar"
26

Puesta en servicio
VR 4000 VR 7000
VR 1500
TPS 2700
TS/TPS 4000-5000
ES
Antes de la puesta en servicio
Requisitos de
sistema
Conectar el RCU
5000i
¡PELIGRO!
Peligro originado por un manejo incorrecto y trabajos realizados incorrectamente.
Esto puede ocasionar lesiones personales graves y daños materiales.
Todos los trabajos y funciones descritos en este documento deben ser realizados
▶
solo por personal técnico formado.
Leer y entender este documento.
▶
Leer y entender todos los manuales de instrucciones de los componentes del siste-
▶
ma, en particular las normas de seguridad.
En la fuente de corriente se requiere el firmware siguiente para poder utilizar el mando a
distancia RCU 5000i:
OFFICIAL UST V 3.20.1
El mando a distancia RCU 5000i se puede conectar a cualquier zócalo LocalNet del
equipo de soldadura, por ejemplo:
Conexión LocalNet para VR 4000, VR 7000 y VR
1500
Procedimiento:
Poner el interruptor de red de la fuente de corriente en la posición "O".
1
Enchufar el conector LocalNet del mando a distancia en la conexión LocalNet.
2
Apretar el racor del conector.
3
Poner el interruptor de red de la fuente de corriente en la posición "I". El mando a
4
distancia está listo para el uso y se muestra la secuencia de inicio.
Conexión LocalNet para TPS 2700 y TS/TPS
4000-5000
27
Secuencia de inicio - Ajustar el
idioma
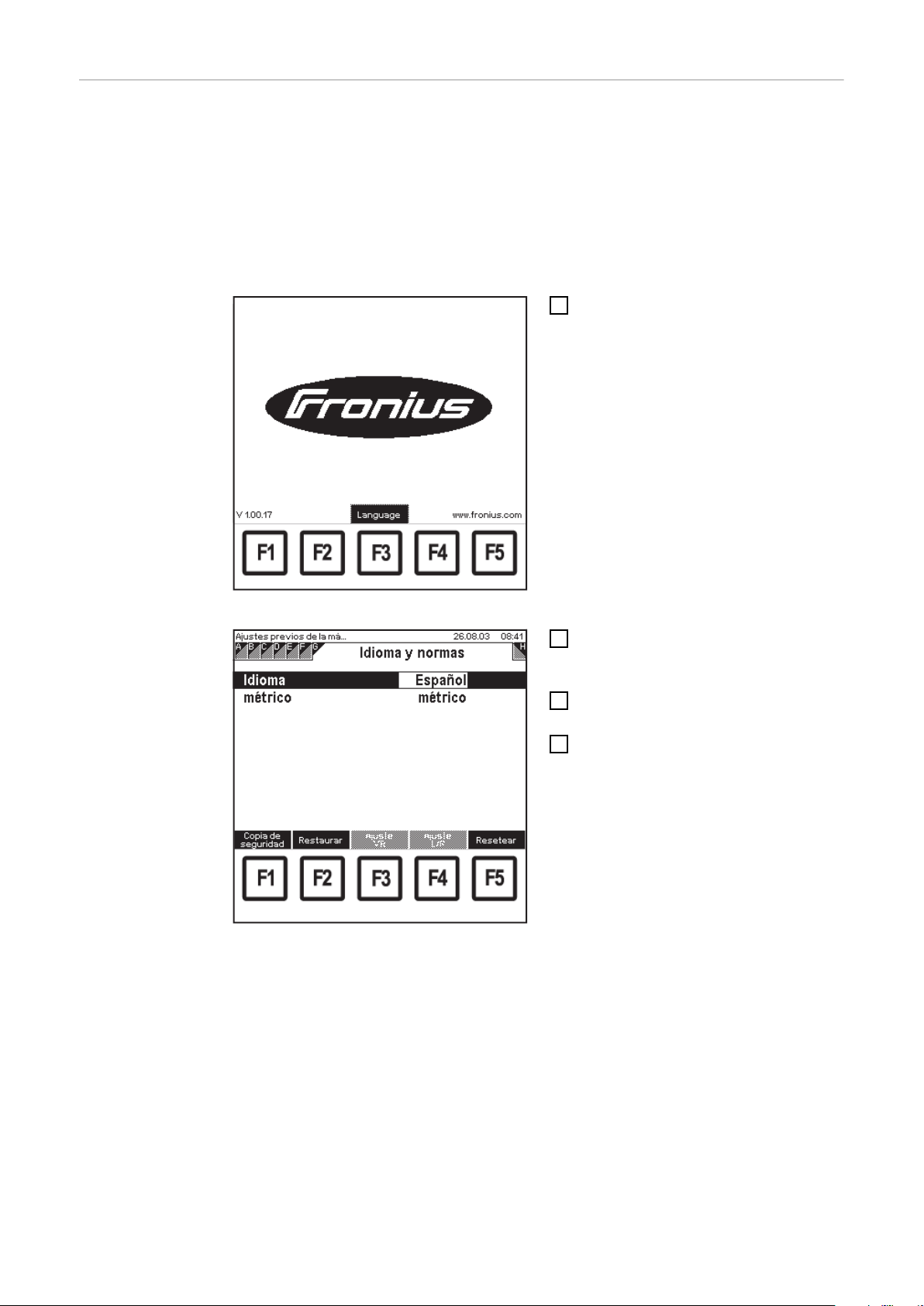
Durante la secuencia de inicio se indica lo siguiente en la pantalla:
- Logotipo de Fronius (centro de la pantalla)
- Versión de software (parte inferior izquierda de la pantalla)
- www.fronius.com (parte inferior derecha de la pantalla)
- Idioma (a través de la tecla de control F3)
La secuencia de inicio dura unos 2 segundos. Durante este tiempo se puede realizar un
ajuste previo para el idioma y para la norma (sistema métrico o pulgadas). A tal fin se
debe pulsar la tecla de control F3.
Para el ajuste previo del idioma y de
1
la norma, se debe pulsar la tecla F3
"Idioma".
- Se muestra la pantalla "Idioma y
normas" de los ajustes previos de
la máquina.
Secuencia de inicio, F3 ocupado con "Idioma"
Ajustes previos de la máquina: Pantalla "Idioma y
normas", idioma seleccionado
Seleccionar los parámetros corres-
2
pondientes con las teclas "Hacia abajo" (6) o "Hacia arriba" (7)
Modificar el valor del parámetro con la
3
rueda de ajuste (18).
Pulsar la tecla "Menú" (1).
4
28

Menú principal en el idioma seleccionado
Se muestra el menú principal en el idioma
seleccionado.
ES
Error "073 (no
Host)" - Sin conexión a la fuente
de corriente
El error "073 (no Host)" no puede ser confirmado y es mostrado cuando el mando a
distancia no puede establecer la conexión
con la fuente de corriente durante la puesta en servicio.
Las causas pueden ser, por ejemplo, un
contacto insuficiente a la fuente de corriente o un distribuidor LocalNet incorrecto.
El error "073 (no Host)" desaparece en
cuanto se establece una unión correcta.
Se puede ignorar el error "073 (no Host)".
Pantalla "Error 073 (no Host)"
29

Bloquear y desbloquear el RCU 5000i por medio de
(16)
la tarjeta de clave
Condición previa
Administración
de usuarios, perfiles, claves
Bloquear el RCU
5000i
¡OBSERVACIÓN!
La tarjeta de clave puede ser utilizada para bloquear y desbloquear el mando a
distancia, siempre y cuando no se hayan creado perfiles en el punto de menú
"Ajustes previos de la máquina" o claves diferentes a "Administrador" y "Bloqueado".
Para información más detallada sobre la administración de usuarios, los perfiles o las
claves, ver el capítulo "Ajustes previos de la máquina", apartado "Perfiles / Claves".
Posicionar la tarjeta de clave sobre la
1
zona de lectura para la tarjeta de clave (16)
Colocar la tarjeta de clave sobre la zona de lectura
para la tarjeta de clave
Se abre la pantalla "Clave de aviso - Ahora el control remoto está bloqueado".
Pantalla "Clave de aviso - Ahora el control remoto
está bloqueado"
30

Se abre el perfil "Bloqueado".
(16)
Menú principal en el perfil "Bloqueado"
Punto de menú "Soldadura sinérgica MIG/MAG" con
el mando a distancia bloqueado, pantalla "Parámetros de trabajo"
¡IMPORTANTE!
Las propiedades del perfil "Bloqueado"
pueden modificarse en el punto de
menú "Ajustes previos de la máquina"
en la pantalla "Perfiles / Claves".
Según las especificaciones guardadas en
el perfil "Bloqueado" se pueden seleccionar diferentes puntos de menú y funciones.
Por ejemplo:
El ajuste de fábrica del perfil "Bloqueado"
permite en el menú principal el acceso a
los procedimientos de soldadura. Las teclas no se encuentran disponibles en todas las pantallas "Datos".
Los parámetros en las pantallas "Datos"
correspondientes pueden seleccionarse
con las teclas "Hacia abajo" (6) o "Hacia
arriba" (7) y modificarse con la rueda de
ajuste (18).
ES
Desbloquear el
RCU 5000i
Colocar la tarjeta de clave sobre la zona de lectura
para la tarjeta de clave
Posicionar la tarjeta de clave sobre la
1
zona de lectura para la tarjeta de clave (16)
31

Pantalla "Clave de aviso - Ahora el control remoto
está desbloqueado"
Se abre la pantalla "Clave de aviso - Ahora el control remoto está desbloqueado".
Se abre la última pantalla visualizada previa al bloqueo. Todos los puntos de menú
vuelven a estar disponibles sin limitación
alguna.
Desbloquear el
RCU 5000i mediante la función
de desbloqueo
El mando a distancia RCU 5000i dispone de función de desbloqueo a partir de la versión
de software OFFICIAL RCU V1.14.12.
Esta función de desbloqueo cambia el perfil "Bloqueado" y permite crear el acceso a la
pantalla "Perfiles / Claves" en los ajustes previos de la máquina, por ejemplo, para crear
una clave de administrador o para cambiar el perfil "Bloqueado".
Para información más detallada sobre la función de desbloqueo, ver el capítulo "Ajustes
previos de la máquina", apartado "RCU 5000i - Función de desbloqueo".
32

Soldadura sinérgica MIG/MAG
Generalidades La soldadura sinérgica MIG/MAG corresponde al servicio Synergic en la fuente de co-
rriente. Al ajustar el parámetro "Velocidad de hilo", se adaptan los parámetros "Corriente
de soldadura" y "Espesor de chapa" al valor de avance de hilo ajustado.
Los valores actuales para la corriente de soldadura y el espesor de chapa se indican en
la zona de visualización.
ES
Abrir el punto de
menú "Soldadura
sinérgica MIG/
MAG".
Menú principal: El punto de menú "Soldadura sinérgica MIG/MAG" está seleccionado
Sinopsis "Soldadura sinérgica MIG/MAG" se compone de los siguientes apartados:
- Abrir el programa de soldadura
- Ajustar los parámetros de trabajo
- Cambiar a visualización ampliada
- Ajustar los parámetros para los ajustes de procedimiento
- Ajustar los parámetros más específicos: "Especial de 2 tiempos", "Especial de 4
tiempos", "Puntear"
- Ajustar los parámetros SynchroPuls
Pulsar la tecla "Menú" (1):
1
- Se abre el menú principal.
Seleccionar el punto de menú "Solda-
2
dura sinérgica MIG/MAG" con la rueda
de ajuste (18).
Pulsar la tecla OK (3):
3
- Se abre la última pantalla "Datos"
visualizada.
33

Abrir el programa de soldadura
Abrir el programa
de soldadura
Abrir el punto de menú "Soldadura
1
sinérgica MIG/MAG".
Seleccionar la pantalla "Programa de
2
soldadura" con la tecla "Derecha" (8).
- Se visualiza la pantalla "Programa
de soldadura".
Soldadura sinérgica MIG/MAG: Pantalla "Programa
de soldadura"
La pantalla "Programa de soldadura" incluye los datos siguientes:
- Mat.aport
- Diámetro de hilo
- Gas protector a utilizar
- Número(s) de referencia de las curva(s) característica(s) guardada(s) en el programa de soldadura
, por ejemplo:
Para AlSi5 con Ø 1,2 mm y gas protector 100 % Ar, se han guardado una curva característica estándar y una curva característica CMT
34

Ajustar los parámetros de trabajo
ES
Ajustar los
parámetros de
trabajo
Abrir el punto de menú "Soldadura
1
sinérgica MIG/MAG".
Seleccionar la pantalla "Parámetros
2
de trabajo" con la tecla "Derecha" (8):
- Se abre la pantalla "Parámetros
de trabajo".
Seleccionar los parámetros de trabajo
3
correspondientes con las teclas "Hacia abajo" (6) o "Hacia arriba" (7).
Modificar el valor del parámetro con la
4
rueda de ajuste (18)
- Solo se puede cambiar el valor de
un parámetro en el marco del
margen de ajuste definido. El margen de ajuste aparece ante un
Soldadura sinérgica MIG/MAG: En la pantalla
"Parámetros de trabajo", la opción "Corrección del arco voltaico" está seleccionada
fondo.
En la zona de visualización se indican los valores para corriente de soldadura, tensión
de soldadura y espesor de chapa. Si se modifica el parámetro "Avance de hilo" también
se modifican correspondientemente los valores en la zona de visualización.
Modos de operación de antorcha
Se pueden ajustar los siguientes modos de operación de antorcha:
- 2 tiempos
- Especial de 2 tiempos
- 4 tiempos
- Especial de 4 tiempos
- Puntear
Procedimientos Se pueden ajustar los siguientes procedimientos:
- Puls (soldadura MIG/MAG Puls-Synergic)
- Estándar (soldadura MIG/MAG sinérgica estándar)
- CMT (Cold Metal Transfer)
35

Si el programa de soldadura ajustado y el
procedimiento seleccionado no son compatibles o no hay ningún programa de soldadura guardado para el procedimiento
seleccionado, en la zona de visualización
aparece "Sin programa".
No se puede modificar el parámetro
"Avance de hilo".
Soldadura sinérgica MIG/MAG: Pantalla "Parámetros
de trabajo", "Sin programa" para el procedimiento
"CMT"
Según el procedimiento seleccionado y el programa de soldadura ajustado, los diferentes parámetros se visualizan de forma diferente:
Procedimientos Parámetro
Puls Corr. Pulsado
Estándar Corr. Dinámica
para el procedimiento CMT Tiempo Hotstart
Corr. Pulsado
Hotstart ciclos de pulsado
Corrección de Boost
Corr. Dinámica
Parámetro "Corr. Pulsado" para el procedimiento "Impulso"
Parámetro "Corr. Dinámica" para el procedimiento
"Estándar"
36

ES
Parámetro "Tiempo Hotstart" para el procedimiento
"CMT"
Parámetro "Hotstart ciclos de pulsado" para el procedimiento "CMT"
Parámetro "Corr. Pulsado" para el procedimiento
"CMT"
Parámetro "Corrección de Boost" para el procedimiento "CMT"
Parámetro "Corr. Dinámica" para el procedimiento "CMT"
37

Procedimiento
"CMT"
El procedimiento "CMT" solo es posible en combinación con los siguientes componentes:
- Fuente de corriente CMT (por ejemplo, TPS 4000 CMT)
- Avance de hilo CMT (por ejemplo, VR 7000 CMT)
- Unidad motriz CMT con buffer (por ejemplo, Robacta Drive CMT)
- Juego de cables de interconexión CMT
Para el procedimiento CMT Advanced se requiere la base de datos de soldadura
M0842.
38

Cambiar a visualización ampliada
(1) (2)
0.6 A
0.35 A
Generalidades Los parámetros "Velocidad de hilo", "Corriente de soldadura" y "Tensión de soldadura"
pueden visualizarse de forma ampliada. De igual modo, se indica en la pantalla "Visualización ampliada" la corriente de motor del avance de hilo y de la unidad PushPull como
valor real.
ES
Cambiar a visualización ampliada
Soldadura sinérgica MIG/MAG: Pantalla "Visualización ampliada"
(1) Corriente de motor avance de hilo
(2) Corriente de motor unidad PushPull
Abrir el punto de menú "Soldadura
1
sinérgica MIG/MAG".
Seleccionar la pantalla "Visualización
2
ampliada" con la tecla "Derecha" (8):
- Se muestra la pantalla "Visualización ampliada".
- El valor para la velocidad de hilo
puede modificarse en la pantalla
"Visualización ampliada" con la
rueda de ajuste (18).
Si se modifica el parámetro "Avance de hilo", también se modifican correspondientemente los valores para la corriente de soldadura y la tensión de soldadura.
39

Ajustar los parámetros para los ajustes de procedimiento
Ajustar los
parámetros para
los ajustes de
procedimiento
Soldadura sinérgica MIG/MAG: En la pantalla "Ajustes del procedimiento", la opción "Flujo previo de
gas" está seleccionada
Abrir el punto de menú "Soldadura
1
sinérgica MIG/MAG".
Seleccionar la pantalla "Ajustes del
2
procedimiento" con la tecla "Derecha"
(8).
- Se abre la pantalla "Ajustes del
procedimiento".
Seleccionar los parámetros para los
3
ajustes del procedimiento con las teclas "Hacia abajo" (6) o "Hacia arriba"
(7).
Modificar el valor de los parámetros
4
para el ajuste del parámetro con la
rueda de ajuste (18).
- Solo se puede cambiar el valor de
los parámetros para el ajuste del
procedimiento en el marco del
margen de ajuste definido. El margen de ajuste aparece ante un
fondo.
40

Ajustar los parámetros más específicos: Especial
de 2 tiempos, Especial de 4 tiempos, Puntear
Ajustar los
parámetros más
específicos para
"Especial de 2
tiempos"
Si en la pantalla "Parámetros de trabajo" se selecciona "S2 tiempos" para el modo de
operación de antorcha, se cuelga la pantalla correspondiente en la "Cuerda para tender
la ropa".
Se pueden ajustar los siguientes parámetros más específicos:
- Corriente inicial ls
- Tiempo inicial ts
- Slope 1 Sl1
- Slope 2 Sl2
- Tiempo corriente final te
- Corriente final le
Abrir el punto de menú "Soldadura
1
sinérgica MIG/MAG".
Seleccionar la pantalla "Parámetros
2
de trabajo" con la tecla "Derecha" (8).
- Se visualiza la pantalla "Parámetros de trabajo".
Seleccionar el parámetro de modo de
3
operación de antorcha con las teclas
"Hacia abajo" (6) o "Hacia arriba" (7).
Ajustar "S2 tiempos" con la rueda de
4
ajuste (18).
Seleccionar la pantalla "Especial de 2
5
tiempos" con la tecla "Derecha" (8).
- Se abre la pantalla "Especial de 2
Pantalla "Parámetros de trabajo": Modo de operación
de antorcha "S2 tiempos"
tiempos".
ES
Soldadura sinérgica MIG/MAG: En la pantalla "Especial de 2 tiempos", la opción "Corriente inicial ls" está
seleccionada
Seleccionar los parámetros más es-
6
pecíficos con las teclas "Hacia abajo"
(6) o "Hacia arriba" (7).
Modificar el valor de los parámetros
7
más específicos con la rueda de ajuste (18).
- Solo se puede cambiar el valor de
los parámetros más específicos
en el marco del margen de ajuste
definido. El margen de ajuste aparece ante un fondo.
41

Ajustar los
parámetros más
específicos para
"Especial de 4
tiempos"
Si en la pantalla "Parámetros de trabajo" se selecciona "S4 tiempos" para el modo de
operación de antorcha, se cuelga la pantalla correspondiente en la "Cuerda para tender
la ropa".
Se pueden ajustar los siguientes parámetros más específicos:
- Corriente inicial ls
- Slope 1 Sl1
- Corriente final le
- Slope 2 Sl2
Abrir el punto de menú "Soldadura
1
sinérgica MIG/MAG".
Seleccionar la pantalla "Parámetros
2
de trabajo" con la tecla "Derecha" (8).
- Se visualiza la pantalla "Parámetros de trabajo".
Seleccionar el parámetro de modo de
3
operación de antorcha con las teclas
"Hacia abajo" (6) o "Hacia arriba" (7).
Ajustar S4 tiempos con la rueda de
4
ajuste (18).
Seleccionar la pantalla "Especial de 4
5
tiempos" con la tecla "Derecha" (8).
- Se abre la pantalla "Especial de 4
Pantalla "Parámetros de trabajo": Modo de operación
de antorcha "S4 tiempos"
tiempos".
Ajustar los
parámetros más
específicos para
la soldadura por
puntos
Seleccionar los parámetros más es-
6
pecíficos con las teclas "Hacia abajo"
(6) o "Hacia arriba" (7).
Modificar el valor de los parámetros
7
más específicos con la rueda de ajuste (18).
- Solo se puede cambiar el valor de
los parámetros más específicos
en el marco del margen de ajuste
definido. El margen de ajuste aparece ante un fondo.
Soldadura sinérgica MIG/MAG: En la pantalla "Especial de 4 tiempos", la opción "Corriente inicial ls" está
seleccionada.
Si en la pantalla "Parámetros de trabajo" se selecciona "Puntear" para el modo de operación de antorcha, se cuelga la pantalla correspondiente en la "Cuerda para tender la
ropa".
Se pueden ajustar los siguientes parámetros:
- Velocidad de hilo
- Corrección del arco voltaico
- Tiempo de punteado
42

Pantalla "Parámetros de trabajo": Modo de operación
de antorcha "Puntear"
Abrir el punto de menú "Soldadura
1
sinérgica MIG/MAG".
Seleccionar la pantalla "Parámetros
2
de trabajo" con la tecla "Derecha" (8).
- Se visualiza la pantalla "Parámetros de trabajo".
Seleccionar el parámetro de modo de
3
operación de antorcha con las teclas
"Hacia abajo" (6) o "Hacia arriba" (7).
Ajustar "Sold. puntos" con la rueda de
4
ajuste (18).
Seleccionar la pantalla "Puntear" con
5
la tecla "Derecha" (8).
- Se abre la pantalla "Puntear".
ES
Soldadura sinérgica MIG/MAG: La pantalla "Puntear", "Avance de hilo" está seleccionada.
Seleccionar los parámetros con las teclas "Hacia abajo" (6) o "Hacia arriba" (7).
6
Modificar el valor de los parámetros con la rueda de ajuste (18).
7
- Solo se puede cambiar el valor de los parámetros en el marco del margen de
ajuste definido. El margen de ajuste aparece ante un fondo.
43

Ajustar los parámetros SynchroPuls
Generalidades Si está instalada la opción de software SynchroPuls en la fuente de corriente, también
está disponible la pantalla para los parámetros SynchroPuls. La pantalla se agrega a la
"Cuerda para tender la ropa".
Ajustar los
parámetros SynchroPuls (opción
de software)
Soldadura sinérgica MIG/MAG: Pantalla "SynchroPuls"
Abrir el punto de menú "Soldadura
1
sinérgica MIG/MAG".
Seleccionar la pantalla "SynchroPuls"
2
con la tecla "Derecha" (8).
- Se abre la pantalla "SynchroPuls".
Seleccionar los parámetros Synchro-
3
Puls con las teclas "Hacia abajo" (6) o
"Hacia arriba" (7).
Modificar los valores de los paráme-
4
tros SynchroPuls con la rueda de
ajuste (18).
- Solo se puede cambiar el valor de
los parámetros SynchroPuls en el
marco del margen de ajuste definido. El margen de ajuste aparece
ante un fondo.
44

Soldadura manual MIG/MAG
Generalidades A diferencia de la soldadura sinérgica MIG/MAG, en el caso de la soldadura manual
MIG/MAG se ajustan los parámetros de soldadura individualmente.
ES
Abrir el punto de
menú "Soldadura
manual MIG/
MAG".
Menú principal: El punto de menú "Soldadura manual
MIG/MAG" está seleccionado.
Sinopsis "Soldadura manual MIG/MAG" se compone de los siguientes apartados:
- Abrir el programa de soldadura
- Ajustar los parámetros de trabajo
- Cambiar a visualización ampliada
- Ajustar los parámetros para los ajustes de procedimiento
- Ajustar los parámetros más específicos para la soldadura por puntos
Pulsar la tecla "Menú" (1):
1
- Se abre el menú principal.
Seleccionar el punto de menú "Solda-
2
dura manual MIG/MAG" con la rueda
de ajuste (18).
Pulsar la tecla OK (3):
3
- Se abre la última pantalla "Datos"
visualizada.
45

Abrir el programa de soldadura
Seleccionar el
programa de soldadura
Abrir el punto de menú "Soldadura
1
manual MIG/MAG".
Seleccionar la pantalla "Programa de
2
soldadura" con la tecla "Derecha" (8).
- Se visualiza la pantalla "Programa
de soldadura".
Soldadura manual MIG/MAG: Pantalla "Programa de
soldadura"
La pantalla "Programa de soldadura" incluye los datos siguientes:
- Mat.aport
- Diámetro de hilo
- Gas protector a utilizar
- Número(s) de referencia de las curva(s) característica(s) guardada(s) en el programa de soldadura,
por ejemplo:
Para AlSi5 con Ø 1,2 mm y gas protector 100 % Ar, se han guardado una curva característica de impulsos, una curva característica estándar y una curva característica CMT.
46

Ajustar los parámetros de trabajo
ES
Ajustar los
parámetros de
trabajo
Modos de operación de antorcha
Abrir el punto de menú "Soldadura
1
manual MIG/MAG".
Seleccionar la pantalla "Parámetros
2
de trabajo" con la tecla "Derecha" (8).
- Se abre la pantalla "Parámetros
de trabajo".
Seleccionar los parámetros de trabajo
3
correspondientes con las teclas "Hacia abajo" (6) o "Hacia arriba" (7).
Modificar el valor del parámetro con la
4
rueda de ajuste (18)
- Solo se puede cambiar el valor
del parámetro en el marco del
margen de ajuste definido. El margen de ajuste aparece ante un
Soldadura manual MIG/MAG: En la pantalla
"Parámetros de trabajo", la opción "Avance de hilo"
está seleccionada.
fondo.
Se pueden ajustar los siguientes modos de operación de antorcha:
- 2 tiempos
- 4 tiempos
- Puntear
47

Cambiar a visualización ampliada
(2)(1)
0.6 A
0.35 A
Generalidades Los parámetros "Velocidad de hilo", "Corriente de soldadura" y "Tensión de soldadura"
pueden visualizarse de forma ampliada. De igual modo, se indica en la pantalla "Visualización ampliada" la corriente de motor del avance de hilo y de la unidad PushPull como
valor real.
Cambiar a visualización ampliada
Soldadura manual MIG/MAG: Pantalla "Visualización
ampliada"
(1) Corriente de motor avance de hilo
(2) Corriente de motor unidad PushPull
Abrir el punto de menú "Soldadura
1
manual MIG/MAG".
Seleccionar la pantalla "Visualización
2
ampliada" con la tecla "Derecha" (8).
- Se muestra la pantalla "Visualización ampliada".
- Los valores para la velocidad de
hilo y la tensión de soldadura pueden ser modificados en la pantalla
"Visualización ampliada" con la
rueda de ajuste (18).
- La corriente de soldadura es un
valor de indicación:
- Durante la soldadura
... Valor real
- Después de la soldadura
... Valor Hold
48

Ajustar los parámetros para los ajustes de procedimiento
Ajustar los
parámetros para
los ajustes de
procedimiento
Soldadura manual MIG/MAG: En la pantalla "Ajustes
del procedimiento", la opción "Flujo previo de gas"
está seleccionada
Abrir el punto de menú "Soldadura
1
manual MIG/MAG".
Seleccionar la pantalla "Ajustes del
2
procedimiento" con la tecla "Derecha"
(8).
- Se abre la pantalla "Ajustes del
procedimiento".
Seleccionar los parámetros para los
3
ajustes del procedimiento con las teclas "Hacia abajo" (6) o "Hacia arriba"
(7).
Modificar el valor de los parámetros
4
para el ajuste del parámetro con la
rueda de ajuste (18).
- Solo se puede cambiar el valor de
los parámetros para el ajuste del
procedimiento en el marco del
margen de ajuste definido. El margen de ajuste aparece ante un
fondo.
ES
49

Ajustar los parámetros más específicos para puntear
Ajustar los
parámetros más
específicos para
la soldadura por
puntos
Si en la pantalla "Parámetros de trabajo" se selecciona "Puntear" para el modo de operación de antorcha, se cuelga la pantalla correspondiente en la "Cuerda para tender la
ropa".
Se pueden ajustar los siguientes parámetros:
- Velocidad de hilo
- Corrección del arco voltaico
- Tiempo de punteado
Abrir el punto de menú "Soldadura
1
manual MIG/MAG".
Seleccionar la pantalla "Parámetros
2
de trabajo" con la tecla "Derecha" (8).
- Se visualiza la pantalla "Parámetros de trabajo".
Seleccionar el parámetro de modo de
3
operación de antorcha con las teclas
"Hacia abajo" (6) o "Hacia arriba" (7).
Ajustar "Sold. puntos" con la rueda de
4
ajuste (18).
Seleccionar la pantalla "Puntear" con
5
la tecla "Derecha" (8).
- Se abre la pantalla "Puntear".
Pantalla "Parámetros de trabajo": Modo de operación
de antorcha "Puntear"
Soldadura sinérgica MIG/MAG: La pantalla "Puntear", "Avance de hilo" está seleccionada.
Seleccionar los parámetros con las te-
6
clas "Hacia abajo" (6) o "Hacia arriba"
(7).
Modificar el valor de los parámetros
7
con la rueda de ajuste (18).
- Solo se puede cambiar el valor de
los parámetros en el marco del
margen de ajuste definido. El margen de ajuste aparece ante un
fondo.
50

Ajustar el programa de soldadura y el material
Generalidades El programa de soldadura y el material pueden ser ajustados en los siguientes puntos
de menú:
- Soldadura sinérgica MIG/MAG
- Soldadura manual MIG/MAG
- Optimizar y gestionar Jobs (solo en caso de Jobs MIG/MAG memorizados)
ES
Ajustar el programa de soldadura
y el material
La pantalla "Selección material aportación": Al99,5
seleccionada
Pulsar la tecla F4 "Material" en la pan-
1
talla "Datos" correspondiente.
- Se abre la primera pantalla "Selección material aportación" del
asistente.
Seleccionar el material necesario con
2
la rueda de ajuste (18).
Pulsar la tecla F2 "Adelante":
3
- Se abre la segunda pantalla "Selección diámetro del hilo" del asistente.
- Solo se visualizan los diámetros
del hilo que están disponibles para el material seleccionado en la
primera pantalla.
Seleccionar el diámetro del hilo co-
4
rrespondiente con la rueda de ajuste
(18).
Pulsar la tecla F2 "Adelante":
5
- Se abre la tercera pantalla "Selección gas" del asistente.
- Solo se visualizan los gases que
están disponibles para el material
seleccionado en la primera pantalla y el diámetro del hilo seleccionado en la segunda pantalla.
La pantalla "Selección diámetro del hilo": 1,2 mm
está seleccionada
51

Pantalla "Selección gas": I1 100% Ar está seleccionada
Ejemplo: AlSi 5 / 1,2 mm / I1 100 % Ar Screen "Selección referencia": La curva característica S0016
está seleccionada
Seleccionar el gas correspondiente
6
con la rueda de ajuste (18).
Pulsar la tecla F2 "Adelante":
7
- Solo se visualiza la pantalla "Selección referencia" cuando hay varias curvas características memorizadas para el material seleccionado, el diámetro del hilo seleccionado y el gas protector seleccionado.
- El valor entre paréntesis detrás
del procedimiento indica el número de curvas características guardadas para este procedimiento.
Seleccionar el procedimiento corres-
8
pondiente con las teclas "Hacia abajo"
(6) o "Hacia arriba" (7)
Seleccionar el número de referencia
9
correspondiente de la curva característica con la rueda de ajuste (18)
- Por ejemplo:
La curva característica C0876 solo resulta adecuada para CMT.
Pulsar la tecla F2 "Adelante".
10
- Como confirmación se abre la última pantalla "Programa de soldadura" del asistente.
- Pulsando la tecla F1 "Atrás" se
pueden volver a visualizar las
pantallas de los pasos de trabajo
ya realizados. Se pueden realizar
modificaciones.
Pantalla "Programa de soldadura": Confirmación
Pulsar la tecla F2 "Terminado".
11
- Se acepta el programa de soldadura ajustado y se abre la última
pantalla "Datos" mostrada.
52

Crear curvas características de usuario - Adaptar
una curva característica
Generalidades "Crear curvas características de usuario - Ajustar curvas características" solo se puede
realizar en el punto de menú "Soldadura sinérgica MIG/MAG".
Principios para la
creación de curvas características de usuario
Cada programa de soldadura se basa en una curva característica de soldadura. Las curvas características de los programas de soldadura seleccionados pueden ser modificadas específicamente por cada usuario. Estas modificaciones se memorizan en las llamadas curvas características de usuario.
La programación de una curva característica del usuario es necesaria en los siguientes
casos:
- Cuando se utilizan materiales aporte (gas protector, diámetro de hilo de soldadura)
que no se encuentran en la base de datos de soldadura.
- Para la optimización del proceso de soldadura (por ejemplo: incremento de la velocidad de soldadura, cambio de las relaciones de penetración, cambio del aspecto
del cordón).
¡OBSERVACIÓN!
ES
La reprogramación de una curva característica presupone conocimientos sobre la
técnica de arco voltaico y de soldadura.
Se recomienda el siguiente procedimiento para la elaboración eficiente de una nueva
curva característica:
- Seleccionar una curva característica similar.
- Determinar el margen de potencia de la curva característica del usuario.
- Si fuera necesario, completar la curva característica del usuario mediante la creación de otros puntos de curva característica.
Mediante este procedimiento se van agregando importantes ajustes básicos a la nueva
curva característica.
¡IMPORTANTE!
Para la elaboración de una curva característica del usuario, se requieren al menos
dos puntos de curva característica.
No obstante, para alcanzar la optimización en todos los márgenes de potencia, se deberían programar 6-10 puntos de curva característica (un punto por cada espesor del
material). Se puede programar un máximo de 19 puntos de curva característica.
Crear curvas características de
usuario - Ajustar
curvas características
Ajustar un programa de soldadura similar o el programa de soldadura a modificar en
1
la pantalla "Datos" correspondiente.
Pulsar la tecla F3 "Adaptar curva caract.":
2
53

¡La curva característica
no se puede editar!
Información
Pantalla "Información - ¡Las curvas características no
se pueden editar!"
Si no es posible editar una curva característica, se visualiza la información "La
curva característica no se puede editar".
Se abre la primera pantalla "Ajustar curvas
caract." del asistente.
Seleccionar el valor de potencia infe-
3
rior y superior con las teclas "Hacia
abajo" (6) o "Hacia arriba" (7).
Ajustar el valor de potencia inferior y
4
superior con la rueda de ajuste (18).
- Solo se puede cambiar el valor
del parámetro en el marco del
margen de ajuste definido. El margen de ajuste aparece ante un
fondo.
- Los valores mostrados en la zona
de visualización para la corriente,
la tensión y el espesor de chapa
dependen directamente de los valores de potencia introducidos.
Pantalla "Adaptar curva caract.": Ajustar los valores
de potencia
Pantalla "Adaptar curva caract.": Seleccionar curva
característica
Pulsar la tecla F2 "Adelante":
5
- Se abre la segunda pantalla
"Adaptar curva caract." del asistente.
Seleccionar la curva característica co-
6
rrespondiente con la rueda de ajuste
(18).
- Se muestra una consulta de seguridad si se desea sobrescribir una
curva característica existente.
54

Consulta de seguridad para sobrescribir la curva característica
Pulsar la tecla F3 "Nombrar curva ca-
7
ract." para nombrar una curva característica:
- Se abre la pantalla "Nombrar curva caract.".
Seleccionar la letra correspondiente
8
con la rueda de ajuste (18).
Pulsar la tecla F4 ">" para escribir la
9
siguiente letra.
- Las correcciones se pueden realizar mediante las teclas F3 "<" o
F2 "< Borrar"
Pulsar la tecla F1 "Aceptar" después
10
de finalizar la denominación:
- El nuevo nombre es aceptado y
se abre la pantalla "Ajustar curvas
caract.".
ES
Pantalla "Nombrar curva caract."
Pantalla "Adaptar curva caract.": Seleccionar curva
característica
Pulsar la tecla F2 "Adelante":
11
- Se abre la tercera pantalla "Adaptar curva caract." del asistente a
modo de confirmación.
- Pulsando la tecla F1 "Atrás" se
pueden volver a visualizar las
pantallas de los pasos de trabajo
ya realizados. Se pueden realizar
modificaciones.
55

Asistente "Adaptar curva caract.": Confirmación de la
curva característica adaptada
Pulsar la tecla F2 "Terminado":
12
- Se abre la última pantalla "Datos"
mostrada.
56

Crear puntos de curva característica para curvas
características del usuario
Generalidades La función "Crear pto.curva caract." se puede realizar en los siguientes puntos de menú:
- Soldadura sinérgica MIG/MAG
- Soldadura manual MIG/MAG
Principios para la
creación de curvas características
Los diferentes ajustes de parámetros pueden ser memorizados como puntos de curva
característica en las curvas características de usuario.
Para la creación de un punto de curva característica se requiere lo siguiente:
- Programa de soldadura (material, diámetro del hilo, gas protector) para el cual se
desea crear un punto de curva característica.
- Valor para el avance de hilo (por ejemplo, procedente de pruebas de soldadura, valores empíricos o valores de orientación correspondientes al espesor del material).
¡OBSERVACIÓN!
La creación de puntos de curva característica presupone conocimientos sobre la
tecnología de arco voltaico y de soldadura.
ES
Crear pto.curva
caract.
¡IMPORTANTE!
Para la elaboración de una curva característica del usuario, se requieren al menos
dos puntos de curva característica.
No obstante, para alcanzar la optimización en todos los márgenes de potencia, se deberían programar 6-10 puntos de curva característica (un punto por cada espesor del
material). Se puede programar un máximo de 19 puntos de curva característica.
Procedimiento cuando se trata de memorizar determinados ajustes de parámetros como
punto de curva característica:
57

Pantalla "Crear pto.curva caract.": N.º 6 - "Al99,5 1,2
I1 mod" seleccionada
Abrir el programa de soldadura para el
1
cual se desea crear un punto de curva
característica.
Ajustar el avance de hilo para el cual
2
se desea crear el punto de curva característica.
Pulsar la tecla F2 "Crear pto.curva ca-
3
ract." en la pantalla "Datos" correspondiente.
- Se abre la primera pantalla "Crear
pto.curva caract." del asistente.
Seleccionar la curva característica co-
4
rrespondiente con la rueda de ajuste
(18).
- La consulta de seguridad se visualizará si se intenta insertar el
punto de curva característica que
se quiere crear en una curva característica que no resulta adecuada para la curva característica
ajustada (por ejemplo, la inserción
de un punto de curva característica de aluminio en una curva característica de CuSi).
Consulta de seguridad: El punto de curva característica no es el adecuado
Pulsar la tecla F2 "Sí" o la tecla F3
5
"No" o la tecla F4 "Cancelar".
- Se visualizará un mensaje de
error si se intenta insertar un punto de curva característica
estándar en una curva característica de impulsos, y viceversa.
58

Mensaje de error: No se puede guardar el punto de
curva característica.
Pulsar la tecla F3 "OK".
6
- Se abre la primera pantalla "Crear
pto.curva caract." del asistente.
Seleccionar otra curva característica
7
con la rueda de ajuste (18).
Pulsar la tecla F3 "Nombrar curva ca-
8
ract." para nombrar una curva característica:
- Se abre la pantalla "Nombrar curva caract.".
ES
Pantalla "Crear pto.curva caract.": N.º 7 - <Característica vacía> seleccionada
Pantalla "Nombrar curva caract."
Seleccionar la letra correspondiente
9
con la rueda de ajuste (18).
Pulsar la tecla F4 ">" para escribir la
10
siguiente letra.
- Las correcciones se pueden realizar mediante las teclas F3 "<" o
F2 "< Borrar".
Pulsar la tecla F1 "Aceptar" después
11
de finalizar la denominación:
- El nuevo nombre se acepta y se
abre la pantalla "Crear pto.curva
caract.".
59

Pantalla "Crear pto.curva caract."
Pulsar la tecla F2 "Adelante":
12
- Se abre la segunda pantalla
"Crear pto.curva caract." del asistente a modo de confirmación.
Pulsar la tecla F2 "Terminado":
13
- Se memoriza el punto de curva
característica y se abre la pantalla
"Datos" correspondiente.
- Pulsando la tecla F1 "Atrás" se
pueden volver a visualizar las
pantallas de los pasos de trabajo
ya realizados. Se pueden realizar
modificaciones.
Pantalla "Crear pto.curva caract.": Confirmación del
punto de curva característica memorizado
60

Seleccionar curvas características de usuario
ES
Seleccionar curvas características de usuario
La pantalla "Selección material aportación": Curva
característica del usuario seleccionada
Pulsar la tecla F4 "Material" en la pan-
1
talla "Datos" correspondiente:
- Se abre la primera pantalla "Selección material aportación" del
asistente.
Seleccionar "Curva característica de
2
usuario" con la rueda de ajuste (18).
Pulsar la tecla F2 "Adelante":
3
- Se abre la segunda pantalla "Seleccionar curva caract. usuario"
del asistente.
Seleccionar la curva característica de
4
usuario correspondiente con la rueda
de ajuste (18).
Pulsar la tecla F2 "Adelante":
5
- Se abre la tercera pantalla "Programa de soldadura" del asistente
a modo de confirmación.
- Pulsando la tecla F1 "Atrás" se
pueden volver a visualizar las
pantallas de los pasos de trabajo
ya realizados. Se pueden realizar
modificaciones.
Pantalla "Seleccionar curva caract. usuario": N.º 2
"CuSi3 10 I1 mod" seleccionada
Pantalla "Programa de soldadura": Confirmación de
la curva característica de usuario
Pulsar la tecla F2 "Terminado":
6
- Se acepta la curva característica
de usuario ajustada y se abre la
última pantalla "Datos" mostrada.
61

Soldadura por electrodo
Abrir el punto de
menú "Soldadura
por electrodo"
Ajustar los
parámetros de
trabajo
Menú principal: El punto de menú "Soldadura por
electrodo" está seleccionado.
Soldadura por electrodo: En la pantalla "Parámetros
de trabajo", la opción "Corriente de soldadura" está
seleccionada.
Pulsar la tecla "Menú" (1).
1
- Se abre el menú principal.
Seleccionar el punto de menú "Solda-
2
dura por electrodo" con la rueda de
ajuste (18).
Pulsar la tecla OK (3).
3
- Se abre la última pantalla "Datos"
visualizada.
Abrir el punto de menú "Soldadura por
1
electrodo"
Seleccionar la pantalla "Parámetros
2
de trabajo" con la tecla "Derecha" (8).
- Se abre la pantalla "Parámetros
de trabajo".
Seleccionar los parámetros de trabajo
3
correspondientes con las teclas "Hacia abajo" (6) o "Hacia arriba" (7).
Modificar el valor del parámetro con la
4
rueda de ajuste (18)
- Solo se puede cambiar el valor
del parámetro en el marco del
margen de ajuste definido. El margen de ajuste aparece ante un
fondo.
62

Cambiar a visualización ampliada
Los parámetros "Corriente de soldadura" y "Tensión de soldadura" pueden visualizarse
de forma ampliada:
Abrir el punto de menú "Soldadura por
1
electrodo"
Seleccionar la pantalla "Visualización
2
ampliada" con la tecla "Derecha" (8).
- Se muestra la pantalla "Visualización ampliada".
- El valor para la corriente de soldadura puede modificarse en la pantalla "Visualización ampliada" con
la rueda de ajuste (18).
- La tensión de soldadura es un valor de indicación:
- Durante la soldadura
... Valor real
- Después de la soldadura
Soldadura por electrodo: Pantalla "Visualización ampliada"
... Valor Hold
ES
Ajustar los
parámetros para
los ajustes de
procedimiento
Soldadura por electrodo: En la pantalla "Ajustes del
procedimiento", la opción "Corriente de HotStart
HCU" está seleccionada.
Abrir el punto de menú "Soldadura por
1
electrodo"
Seleccionar la pantalla "Ajustes del
2
procedimiento" con la tecla "Derecha"
(8).
- Se abre la pantalla "Ajustes del
procedimiento".
Seleccionar los parámetros para los
3
ajustes del procedimiento con las teclas "Hacia abajo" (6) o "Hacia arriba"
(7).
Modificar el valor del ajuste del proce-
4
dimiento con la rueda de ajuste (18).
- Solo se puede cambiar el valor de
los parámetros para el ajuste del
procedimiento en el marco del
margen de ajuste definido. El margen de ajuste aparece ante un
fondo.
63

Soldadura TIG
Abrir el punto de
menú "Soldadura
TIG".
Ajustar los
parámetros de
trabajo
Menú principal: El punto de menú "Soldadura TIG"
está seleccionado.
Soldadura TIG: En la pantalla "Parámetros de trabajo", la opción "Corriente principal" está seleccionada.
Pulsar la tecla "Menú" (1).
1
- Se abre el menú principal.
Seleccionar el punto de menú "Solda-
2
dura TIG" con la rueda de ajuste (18).
Pulsar la tecla OK (3).
3
- Se abre la última pantalla "Datos"
visualizada.
Abrir el punto de menú "Soldadura
1
TIG".
Seleccionar la pantalla "Parámetros
2
de trabajo" con la tecla "Derecha" (8).
- Se abre la pantalla "Parámetros
de trabajo".
Seleccionar los parámetros de trabajo
3
correspondientes con las teclas "Hacia abajo" (6) o "Hacia arriba" (7).
Modificar el valor del parámetro con la
4
rueda de ajuste (18)
- Solo se puede cambiar el valor
del parámetro en el marco del
margen de ajuste definido. El margen de ajuste aparece ante un
fondo.
64

Cambiar a visualización ampliada
Los parámetros "Corriente de soldadura" y "Tensión de soldadura" pueden visualizarse
de forma ampliada:
Abrir el punto de menú "Soldadura
1
TIG".
Seleccionar la pantalla "Visualización
2
ampliada" con la tecla "Derecha" (8).
- Se muestra la pantalla "Visualización ampliada".
- El valor para la corriente de soldadura puede modificarse en la pantalla "Visualización ampliada" con
la rueda de ajuste (18).
- La tensión de soldadura es un valor de indicación:
- Durante la soldadura
... Valor real
- Después de la soldadura
Soldadura TIG: Pantalla "Visualización ampliada"
... Valor Hold
ES
65

CC/CV-Mode
Generalidades Si la opción de software "CC/CV-Mode" se encuentra instalada en la fuente de corriente,
se visualizará el punto de menú "CC/CV-Mode" en el menú principal.
El punto de menú "CC/CV-Mode" permite el servicio de la fuente de corriente indistintamente con una tensión constante de soldadura o una corriente constante de soldadura.
Las modificaciones de parámetros en el punto de menú "CC/CV-Mode" pueden realizarse tanto por medio de un control del robot como del mando a distancia RCU 5000i.
"CC/CV-Mode" se utiliza, por ejemplo, para aplicaciones de hilo caliente.
Abrir el punto de
menú "CC/CVMode".
Ajustar los
parámetros de
trabajo
Menú principal: El punto de menú "CC/CV-Mode"
está seleccionado.
CC/CV-Mode: En la pantalla "Parámetros de trabajo",
la opción "Valor nominal de corriente" está seleccionada.
Pulsar la tecla "Menú" (1).
1
- Se abre el menú principal.
Seleccionar el punto de menú
2
"CC/CV-Mode" con la rueda de ajuste
(18).
Pulsar la tecla OK (3).
3
- Se abre la última pantalla "Datos"
visualizada.
Abrir el punto de menú "CC/CV-Mo-
1
de".
Seleccionar la pantalla "Parámetros
2
de trabajo" con la tecla "Derecha" (8).
- Se abre la pantalla "Parámetros
de trabajo".
Seleccionar los parámetros de trabajo
3
correspondientes con las teclas "Hacia abajo" (6) o "Hacia arriba" (7).
Modificar el valor del parámetro con la
4
rueda de ajuste (18)
- Solo se puede cambiar el valor
del parámetro en el marco del
margen de ajuste definido. El margen de ajuste aparece ante un
fondo.
Cambiar a visualización ampliada
66
Los parámetros "Avance de hilo", "Valor nominal de tensión" y "Valor nominal de corriente" pueden visualizarse de forma ampliada:

(2)(1)
0.6 A
0.35 A
CC/CV-Mode: Pantalla "Visualización ampliada"
(1) Corriente de motor avance de hilo
(2) Corriente de motor unidad PushPull
Abrir el punto de menú "CC/CV-Mo-
1
de".
Seleccionar la pantalla "Visualización
2
ampliada" con la tecla "Derecha" (8).
- Se muestra la pantalla "Visualización ampliada".
- Los valores para el avance de hilo, el valor nominal de tensión y el
valor nominal de corriente pueden
modificarse en la pantalla "Visualización ampliada" con la rueda de
ajuste (18).
- La tensión de soldadura es un valor de indicación:
- Durante la soldadura
... Valor real
- Después de la soldadura
... Valor Hold
ES
Ajustar los
parámetros para
los ajustes de
procedimiento
CC/CV-Mode: Pantalla "Ajustes del procedimiento"
Abrir el punto de menú "CC/CV-Mo-
1
de".
Seleccionar la pantalla "Ajustes del
2
procedimiento" con la tecla "Derecha"
(8).
- Se abre la pantalla "Ajustes del
procedimiento".
Modificar el valor del parámetro con la
3
rueda de ajuste (18)
- Solo se puede cambiar el valor
del parámetro en el marco del
margen de ajuste definido. El margen de ajuste aparece ante un
fondo.
67

Soldadura por Job
Abrir el punto de
menú "Soldadura
por Job".
Ajustar los
parámetros de
trabajo para un
Job
Pulsar la tecla "Menú" (1).
1
- Se abre el menú principal.
Seleccionar el punto de menú "Solda-
2
dura por Job" con la rueda de ajuste
(18).
Pulsar la tecla OK (3).
3
- Se abre la última pantalla "Datos"
visualizada.
Menú principal: El punto de menú "Soldadura por
Job" está seleccionado.
Si en el punto de menú "Optimizar y gestionar Jobs" se determinan los límites de corrección para un Job seleccionado, en el punto de menú "Soldadura por Job" se pueden
ajustar en la pantalla "Parámetros de trabajo" los siguientes parámetros de trabajo para
este Job:
- Corr. actual potencia
- Corr. actual del arco voltaico
Abrir el punto de menú "Soldadura por
1
Job".
Seleccionar la pantalla "Parámetros
2
de trabajo" con la tecla "Derecha" (8).
- Se abre la pantalla "Parámetros
de trabajo".
Seleccionar el parámetro "N.º Grupo"
3
con las teclas "Hacia abajo" (6) o "Hacia arriba" (7).
Seleccionar el grupo deseado (0 - 99)
4
con la rueda de ajuste (18).
Seleccionar el parámetro "N.º Job"
5
con las teclas "Hacia abajo" (6) o "Hacia arriba" (7).
Seleccionar el Job deseado (0 - 999)
Soldadura por Job: En la pantalla "Parámetros de
trabajo", la opción "Corrección actual potencia para
el Job n.º 22 del grupo 2" está seleccionada (ejemplo
para un Job MIG/MAG).
6
con la rueda de ajuste (18).
- Al seleccionar un Job del siguiente grupo, el grupo mostrado cambia correspondientemente.
Seleccionar los parámetros de trabajo correspondientes con las teclas "Hacia abajo"
7
(6) o "Hacia arriba" (7).
Modificar el valor del parámetro con la rueda de ajuste (18)
8
- Solo se puede cambiar el valor del parámetro en el marco del margen de ajuste
definido. El margen de ajuste aparece ante un fondo.
68

Cambiar a visua-
A 53.0A 6.0
(1) (2)
lización ampliada
Los parámetros "Velocidad de hilo", "Corriente de soldadura" y "Tensión de soldadura"
pueden visualizarse de forma ampliada para un Job seleccionado:
Abrir el punto de menú "Soldadura por
1
Job".
Seleccionar la pantalla "Visualización
2
ampliada" con la tecla "Derecha" (8).
- Se muestra la pantalla "Visualización ampliada".
- Los parámetros "N.º Grupo" y "N.º
Job" pueden seleccionarse con
las teclas "Hacia abajo" (6) o "Hacia arriba" (7) y ajustarse con la
rueda de ajuste (18).
- La velocidad de hilo puede ser
ajustada en el marco de los límites de corrección definidos para el
Job seleccionado con la rueda de
Soldadura por Job: Pantalla "Visualización ampliada"
ajuste (18).
- La corriente de soldadura y la tensión de soldadura son meros valores indicativos.
(1) Corriente de motor avance de hilo
(2) Corriente de motor unidad PushPull
ES
Cambio del procedimiento de
soldadura durante la soldadura
CMT Advanced
¡OBSERVACIÓN!
Durante la soldadura CMT Advanced no se pueden cambiar el procedimiento de
soldadura ni la curva característica de soldadura actualmente seleccionada.
Para cambiar el procedimiento de soldadura o la curva característica de soldadura:
- Finalizar primero el proceso CMT Advanced
- Esperar un período de tiempo de 300 - 600 ms
Durante este período de tiempo no se puede seleccionar otro procedimiento de soldadura ni otra curva característica de soldadura.
- Continuar el proceso de soldadura con otro procedimiento de soldadura u otra curva
característica de soldadura.
69

Guardar los ajustes como Job
Generalidades La función "Guardar como Job" se puede realizar en los siguientes puntos de menú:
- Soldadura sinérgica MIG/MAG
- CC/CV-Mode
- Soldadura por Job
- Optimizar & gestionar Jobs
Indicación acerca
de la memorización de Jobs
Guardar como
Job
Ajustar todos los parámetros en todas las pantallas mostradas.
1
- Ajustar los parámetros en la pantalla A
- Ajustar los parámetros en la pantalla B
- Ajustar los parámetros en la pantalla C, etc.
Pulsar la tecla F1 "Guardar como Job" y seguir la guía del menú.
2
Procedimiento a seguir para memorizar determinados ajustes de parámetros como Job:
Pulsar la tecla F1 "Guardar como Job"
1
en la pantalla "Datos" correspondiente.
- Se abre la primera pantalla "Guardar como Job - Grupo" del asistente
Seleccionar el grupo correspondiente
2
con la rueda de ajuste (18).
Pulsar la tecla F3 "Nombrar Grupo"
3
para nombrar el grupo:
- Se abre la pantalla "Nombrar Grupo".
70
La pantalla "Guardar como Job - Grupo": N.º 6 <Grupo vacío> está seleccionada
Pantalla "Nombrar Grupo"
Seleccionar la letra correspondiente
4
con la rueda de ajuste (18).
Pulsar la tecla F4 ">" para escribir la
5
siguiente letra.
- Las correcciones se pueden realizar mediante las teclas F3 "<" o
F2 "< Borrar".
Pulsar la tecla F1 "Aceptar" después
6
de finalizar la denominación:
- El nuevo nombre es aceptado y
se abre la pantalla "Guardar como
Job - Grupo".

La pantalla "Guardar como Job - Grupo": N.º 6 SR 71
está seleccionada
Pulsar la tecla F2 "Adelante":
7
- Se abre la segunda pantalla
"Guardar Job-Sitio mem." del
asistente.
Seleccionar el Job correspondiente
8
con la rueda de ajuste (18).
Pulsar la tecla F3 "Nombrar Job" para
9
nombrar el Job:
- Se abre la pantalla "Nombrar
Job".
ES
La pantalla "Guardar Job-Sitio mem.": Job 61 <Job
vacío> está seleccionada
Pantalla "Nombrar Job"
Seleccionar la letra correspondiente
10
con la rueda de ajuste (18).
Pulsar la tecla F4 ">" para escribir la
11
siguiente letra.
- Las correcciones se pueden realizar mediante las teclas F3 "<" o
F2 "< Borrar".
Pulsar la tecla F1 "Aceptar" después
12
de finalizar la denominación:
- El nuevo nombre es aceptado y
se abre la pantalla "Guardar JobSitio mem.".
71

La pantalla "Guardar Job-Sitio mem.": Job 61 prueba
está seleccionada
Pulsar la tecla F2 "Adelante":
13
- Se abre la tercera pantalla "Guardar como Job" del asistente a modo de confirmación.
- Pulsando la tecla F1 "Atrás" se
pueden volver a visualizar las
pantallas de los pasos de trabajo
ya realizados. Se pueden realizar
modificaciones.
Pulsar la tecla F2 "Terminado":
14
- Se abre la pantalla "Datos" previamente seleccionada.
Pantalla "Guardar como Job" a modo de confirmación.
72

Ajuste interno/externo de los parámetros seleccionados
Generalidades Con el mando a distancia RCU 5000i existe la posibilidad de efectuar el ajuste de
parámetros seleccionados de la siguiente manera:
- De forma interna en el mando a distancia
- De forma externa, por ejemplo, en el avance de hilo, la fuente de corriente, otros
mandos a distancia, control del robot, etc.
Si existe una posibilidad externa de manejo en el sistema, los parámetros correspondientes son ajustados automáticamente a la entrada externa de parámetros, por ejemplo:
Con el avance de hilo conectado, se debe ajustar el valor para el parámetro "Avance de
hilo" en el avance de hilo. Si se desea ajustar el valor del parámetro en el mando a distancia RCU 5000i, se debe cambiar el parámetro "Avance de hilo" a "Entrada interna de
parámetros".
En los siguientes puntos de menú se puede cambiar entre las entradas interna y externa de parámetros:
- Soldadura sinérgica MIG/MAG - CC/CV-Mode
- Soldadura manual MIG/MAG - Soldadura por Job
ES
Ajuste interno/
externo de
parámetros
- Soldadura por electrodo - Optimizar & gestionar Jobs
- Soldadura TIG
Pulsar la tecla F5 "Int/Ext" en la pantalla "Datos" correspondiente.
1
- El mando a distancia cambia a la entrada de parámetros deseada:
Entrada interna de parámetros (Int): Entrada externa de parámetros (Ext):
Los parámetros a ajustar son introducidos
y modificados en el mando a distancia
RCU 5000i.
El parámetro seleccionado en cada momento se visualiza con una barra negra
con "ventana" para el valor de parámetro.
En la "ventana" se puede cambiar el valor
de parámetro.
Los parámetros a ajustar son introducidos
y modificados en la fuente de corriente,
en el avance de hilo o a través de un control del robot.
El parámetro seleccionado se visualiza
con una barra negra continua en la pantalla del mando a distancia. En caso de una
entrada externa de parámetros, no se
puede modificar el valor de parámetro en
el mando a distancia.
73

Ejemplo para una entrada interna de parámetros:
barra negra con "ventana" - "Corrección del arco
voltaico" seleccionada
Ejemplo para una entrada externa de parámetros:
barra negra continua - "Corrección del arco voltaico"
seleccionada
¡IMPORTANTE!
La tecla de control F5 "Int/Ext" solo se encuentra activa con el mando a distancia
conectado.
Si el mando a distancia no está conectado, la tecla de control F5 "Int/Ext" aparece en
gris:
74
Ejemplo para un mando a distancia sin conectar: F5 "Int/Ext" aparece en gris

Optimizar y gestionar Jobs
Generalidades En el punto de menú "Optimizar & gestionar Jobs" se pueden realizar las funciones si-
guientes para Jobs seleccionados:
- Abrir datos de administración
- Ajustar parámetros de trabajo
- Ajustar parámetros específicos de Job
Según el tipo del Job seleccionado se muestra un número diferente de pantallas en la
"Cuerda para tender la ropa".
El orden de secuencia de las pantallas mostradas también varía en función del tipo de
Job.
Las siguientes pantallas se visualizan en caso de Jobs MIG/MAG:
- Datos de administración
- SynchroPuls
- Programa de soldadura - Valores QMaster
- Parámetros de trabajo
- Ajustes del procedimiento
- Límites de corrección
- Especial de 2 tiempos
- Especial de 4 tiempos
- Puntear
1)
2)
3)
4)
ES
Abrir el punto de
menú "Optimizar
y gestionar
Jobs".
- Documentación por Job
1)
Solo se visualiza si la opción SynchroPuls está instalada en la fuente de corriente.
2)
Solo se visualiza si el modo de operación de antorcha del Job seleccionado está
ajustado a "S2 tiempos".
3)
Solo se visualiza si el modo de operación de antorcha del Job seleccionado está
ajustado a "S4 tiempos".
4)
Solo se visualiza si el modo de operación de antorcha del Job seleccionado está
ajustado a "Sold. puntos".
Pulsar la tecla "Menú" (1).
1
- Se abre el menú principal.
Seleccionar el punto de menú "Optimi-
2
zar & gestionar Jobs" con la rueda de
ajuste (18).
Pulsar la tecla OK (3).
3
- Se visualiza la consulta de seguridad "¿Quiere editar los Jobs en
línea?".
Menú principal: El punto de menú "Optimizar & gestionar Jobs" está seleccionado.
75

Pulsar la tecla F2 "Sí" o F3 "No".
4
- Editar en línea - F2 "Sí"
La fuente de corriente cambia independientemente de los ajustes
actuales de la fuente de corriente
al menú de corrección de Job. Los
datos modificados en el mando a
distancia se visualizan también en
la fuente de corriente.
- Editar en línea - F3 "No"
Se mantienen los ajustes actuales
de la fuente de corriente. Los datos modificados en el mando a
distancia se visualizan solo en el
mando a distancia.
- Se abre la última pantalla "Datos"
Consulta de seguridad: ¿Quiere editar los Jobs en
línea?
visualizada.
Sinopsis "Optimizar & gestionar Jobs" se compone de los siguientes apartados:
- Administrar Jobs
- Abrir los datos de administración para un Job seleccionado
- Abrir y modificar un programa de soldadura para un Job seleccionado
- Abrir y modificar los parámetros de trabajo para un Job seleccionado
- Abrir y modificar los ajustes del procedimiento para un Job seleccionado
- Abrir y modificar el parámetro "Especial de 2 tiempos" para un Job seleccionado
- Abrir y modificar el parámetro "Especial de 4 tiempos" para un Job seleccionado
- Abrir y modificar los parámetros de soldadura por puntos para un Job seleccionado
- Determinar los límites de corrección para un Job seleccionado
- Documentación por Job
- Abrir y modificar los parámetros SynchroPuls para un Job seleccionado
- Determinar los valores QMaster para un Job seleccionado
- Crear pto.curva caract.
76

Administrar Jobs
ES
Administrar Jobs
Optimizar y gestionar Jobs: Pantalla "Gestionar Jobs
- Grupo"
Abrir el punto de menú "Optimizar &
1
gestionar Jobs".
Pulsar la tecla F1 "Administrar Jobs"
2
independientemente de la pantalla
mostrada:
- Se abre la primera pantalla "Gestionar Jobs - Grupo" del asistente.
Seleccionar el grupo deseado (0 - 99)
3
con la rueda de ajuste (18).
Pulsar la tecla F3 "Nombrar Grupo"
4
para nombrar un grupo.
- Se abre la pantalla "Nombrar Grupo".
Seleccionar la letra correspondiente
5
con la rueda de ajuste (18).
Pulsar la tecla F4 ">" para escribir la
6
siguiente letra.
- Las correcciones se pueden realizar mediante las teclas F3 "<" o
F2 "< Borrar".
Pulsar la tecla F1 "Aceptar" después
7
de finalizar la denominación:
- El nuevo nombre es aceptado y
se abre la pantalla "Gestionar
Jobs - Grupo".
Pantalla "Nombrar Grupo"
Optimizar y gestionar Jobs: Pantalla "Gestionar Jobs
- Grupo"
Pulsar la tecla F2 "Adelante":
8
- Se abre la segunda pantalla "Gestionar Jobs - Sitio de memoria" del
asistente.
77

Pantalla "Gestionar Jobs - Sitio de memoria"
Pantalla "Nombrar Job"
Seleccionar el sitio de memoria
9
deseado con la rueda de ajuste (18).
Pulsar la tecla F3 "Nombrar Job" para
10
nombrar el Job:
- Se abre la pantalla "Nombrar
Job".
Seleccionar la letra correspondiente
11
con la rueda de ajuste (18).
Pulsar la tecla F4 ">" para escribir la
12
siguiente letra.
- Las correcciones se pueden realizar mediante las teclas F3 "<" o
F2 "< Borrar".
Pulsar la tecla F1 "Aceptar" después
13
de finalizar la denominación:
- El nuevo nombre es aceptado y
se abre la pantalla "Guardar JobSitio mem.".
- Pulsando la tecla F1 "Atrás" se
pueden volver a visualizar las
pantallas de los pasos de trabajo
ya realizados. Se pueden realizar
modificaciones.
La pantalla "Guardar Job-Sitio mem.": Job 3 Left side
up seleccionado
Pulsar la tecla F2 "Terminado":
14
- Se abre la pantalla "Datos" previamente seleccionada.
78

Borrar grupos y
Jobs
Abrir el punto de menú "Optimizar &
1
gestionar Jobs".
Pulsar la tecla F1 "Administrar Jobs"
2
independientemente de la pantalla
mostrada:
- Se abre la primera pantalla "Gestionar Jobs - Grupo" del asistente.
Al borrar grupos se debe seleccionar
3
el grupo a borrar (0 - 99) con la rueda
de ajuste (18).
Pulsar la tecla F4 "Borrar grupo".
4
- Se visualiza la consulta de seguridad "¿Está seguro de que quiere
borrar todo el grupo 0?".
ES
Optimizar y gestionar Jobs: Pantalla "Gestionar Jobs
- Grupo"
Consulta de seguridad "Borrar grupo".
¡IMPORTANTE!
Al borrar un grupo también se borran
todos los Jobs del grupo.
Pulsar la tecla F2 "Sí".
5
- Se borra el grupo seleccionado y
se abre la primera pantalla "Gestionar Jobs - Grupo" del asistente.
Pulsar la tecla F2 "Adelante":
6
- Se abre la segunda pantalla "Gestionar Jobs - Sitio de memoria" del
asistente.
Pantalla "Gestionar Jobs - Grupo" con el grupo borrado.
79

Pantalla "Gestionar Jobs - Sitio de memoria"
Al borrar Jobs se debe seleccionar el
7
sitio de memoria correspondiente con
la rueda de ajuste (18).
Pulsar la tecla F4 "Borrar Job":
8
- Se visualiza la consulta de seguridad "¿Está seguro que de quiere
borrar el Job 3?".
Pulsar la tecla F2 "Sí".
9
- Se borra el Job seleccionado y se
abre la segunda pantalla "Gestionar Jobs - Sitio de memoria" del
asistente.
Consulta de seguridad "Borrar Job".
Pantalla "Gestionar Jobs - Sitio de memoria"
Pulsar la tecla F2 "Terminado":
10
- Se abre la pantalla "Datos" previamente seleccionada.
80

Abrir los datos de administración para un Job seleccionado
Abrir los datos de
administración
de un Job
Optimizar y gestionar Jobs: Pantalla "Datos de administración"
Abrir el punto de menú "Optimizar &
1
gestionar Jobs".
Seleccionar la pantalla "Datos de ad-
2
ministración" con la tecla "Derecha"
(8).
- Se abre la pantalla "Datos de administración".
Seleccionar el parámetro "N.º Grupo"
3
con las teclas "Hacia abajo" (6) o "Hacia arriba" (7).
Seleccionar el grupo deseado (0 - 99)
4
con la rueda de ajuste (18).
Seleccionar el parámetro "N.º Job"
5
con las teclas "Hacia abajo" (6) o "Hacia arriba" (7).
Seleccionar el Job deseado (0 - 999)
6
con la rueda de ajuste (18).
- Al seleccionar un Job del siguiente grupo, el grupo mostrado cambia correspondientemente.
ES
Diferente indicación de los datos
de administración en función
del tipo de Job
En función del tipo del Job seleccionado varía la indicación de los datos de administración, por ejemplo:
Para los Jobs MIG/MAC Synergic se
muestra lo siguiente:
- Corriente de soldadura, tensión de
soldadura y espesor del material,
siempre en función del avance de
hilo ajustado
- Programa de soldadura
- Fecha de elaboración
Para los Jobs "CC/CV-Mode" se muestra
lo siguiente:
- Corriente de soldadura, tensión de
soldadura
- Fecha de elaboración
La tecla F4 "Material" no está activa y la
ocupación de las teclas de control está
representada en gris.
81

Pantalla "Datos de administración" para un Job MIG/
MAG-Synergic
Pantalla "Datos de administración" para un Job
CC/CV-Mode
82

Abrir y modificar un programa de soldadura para
un Job seleccionado
Generalidades El orden de las pantallas mostradas en la "Cuerda para tender la ropa" varía en función
del Job seleccionado en cada caso.
La pantalla "Programa de soldadura" solo se visualiza en caso de Jobs MIG/MAG Synergic.
Abrir el programa
de soldadura de
un Job
Optimizar y gestionar Jobs: Pantalla "Programa de
soldadura"
Abrir el punto de menú "Optimizar &
1
gestionar Jobs".
Seleccionar el parámetro "N.º Grupo"
2
con las teclas "Hacia abajo" (6) o "Hacia arriba" (7) independientemente de
la pantalla mostrada.
Seleccionar el grupo deseado (0 - 99)
3
con la rueda de ajuste (18).
Seleccionar el parámetro "N.º Job"
4
con las teclas "Hacia abajo" (6) o "Hacia arriba" (7).
Seleccionar el Job deseado (0 - 999)
5
con la rueda de ajuste (18).
- Al seleccionar un Job del siguien-
te grupo, el grupo mostrado cambia correspondientemente.
Seleccionar la pantalla "Programa de
6
soldadura" con la tecla "Derecha" (8).
- Se visualiza la pantalla "Programa
de soldadura".
ES
Modificar el programa de soldadura de un Job
Optimizar y gestionar Jobs: Pantalla "Programa de
soldadura"
Abrir el programa de soldadura de un
1
Job.
Pulsar la tecla F4 "Material" para mo-
2
dificar el programa de soldadura:
- Se abre la primera pantalla "Se-
lección material aportación" del
asistente.
83

La pantalla "Selección material aportación": AlMg5
está seleccionada
Seleccionar el material necesario con
3
la rueda de ajuste (18).
Pulsar la tecla F2 "Adelante":
4
- Se abre la segunda pantalla "Se-
lección diámetro del hilo" del asistente.
- Solo se visualizan los diámetros
del hilo que están disponibles para el material seleccionado en la
primera pantalla.
Seleccionar el diámetro del hilo co-
5
rrespondiente con la rueda de ajuste
(18).
Pulsar la tecla F2 "Adelante":
6
- Se abre la tercera pantalla "Selec-
ción gas" del asistente.
- Solo se visualizan los gases que
están disponibles para el material
seleccionado en la primera pantalla y el diámetro del hilo seleccionado en la segunda pantalla.
La pantalla "Selección diámetro del hilo": 1,0 mm
está seleccionada
Pantalla "Selección gas": I1 100% Ar está seleccionada
Seleccionar el gas correspondiente
7
con la rueda de ajuste (18).
Pulsar la tecla F2 "Adelante":
8
- Solo se visualiza la pantalla "Se-
lección referencia" cuando hay varias curvas características memorizadas para el material seleccionado, el diámetro del hilo seleccionado y el gas protector seleccionado.
- El valor entre paréntesis detrás
del procedimiento indica el número de curvas características guardadas para este procedimiento.
84

Ejemplo: AlSi 5 / 1,2 mm / I1 100 % Ar Screen "Selección referencia": La curva característica S0016
está seleccionada
Seleccionar el procedimiento corres-
9
pondiente con las teclas "Hacia abajo"
(6) o "Hacia arriba" (7)
Seleccionar el número de referencia
10
correspondiente de la curva característica con la rueda de ajuste (18)
- Por ejemplo:
La curva característica C0876 solo resulta adecuada para CMT.
Pulsar la tecla F2 "Adelante".
11
- Se abre la cuarta pantalla "Pro-
grama de soldadura" del asistente
a modo de confirmación.
- Pulsando la tecla F1 "Atrás" se
pueden volver a visualizar las
pantallas de los pasos de trabajo
ya realizados. Se pueden realizar
modificaciones.
Pulsar la tecla F2 "Terminado".
12
ES
Optimizar & gestionar Jobs: Pantalla "Programa de
soldadura"
Optimizar & gestionar Jobs: Pantalla "Programa de
soldadura"
El programa de soldadura ajustado es
aceptado y se abre la pantalla "Programa
de soldadura".
85

Abrir y modificar los parámetros de trabajo para un
Job seleccionado
Generalidades El orden de las pantallas mostradas en la "Cuerda para tender la ropa" varía en función
del Job seleccionado en cada caso.
Abrir y modificar
los parámetros
de trabajo de un
Job
Abrir el punto de menú "Optimizar & gestionar Jobs".
1
Seleccionar el parámetro "N.º Grupo" con las teclas "Hacia abajo" (6) o "Hacia arri-
2
ba" (7) independientemente de la pantalla mostrada.
Seleccionar el grupo deseado (0 - 99) con la rueda de ajuste (18).
3
Seleccionar el parámetro "N.º Job" con las teclas "Hacia abajo" (6) o "Hacia arriba"
4
(7).
Seleccionar el Job deseado (0 - 999) con la rueda de ajuste (18).
5
- Al seleccionar un Job del siguiente grupo, el grupo mostrado cambia correspondientemente.
Seleccionar la pantalla "Parámetros de trabajo" con la tecla "Derecha" (8).
6
- Se abre la pantalla "Parámetros de trabajo".
Seleccionar los parámetros corres-
7
pondientes con las teclas "Hacia abajo" (6) o "Hacia arriba" (7)
Modificar el valor del parámetro con la
8
rueda de ajuste (18)
- Solo se puede cambiar el valor de
un parámetro en el marco del
margen de ajuste definido. El margen de ajuste aparece ante un
fondo.
86
Optimizar y gestionar Jobs: Pantalla "Parámetros de
trabajo"

Observación
acerca de las modificaciones del
valor de avance
de hilo
Pantalla "Parámetros de trabajo" - Modificación del
valor de avance de hilo
Si en caso de Jobs MIG/MAG-Synergic se
modifica el valor para el avance de hilo en
la pantalla "Parámetros de trabajo", debido
a la función sinérgica cambiarán también
los valores para la corriente de soldadura
y la tensión de soldadura.
La modificación de la corriente de soldadura y de la tensión de soldadura debe ser
tenida en cuenta en la pantalla "QMaster"
para los parámetros "Valor nominal de corriente" y "Valor nominal de tensión".
ES
87

Abrir y modificar los ajustes del procedimiento para un Job seleccionado
Generalidades El orden de las pantallas mostradas en la "Cuerda para tender la ropa" varía en función
del Job seleccionado en cada caso.
Abrir y modificar
los ajustes del
procedimiento
Abrir el punto de menú "Optimizar & gestionar Jobs".
1
Seleccionar el parámetro "N.º Grupo" con las teclas "Hacia abajo" (6) o "Hacia arri-
2
ba" (7) independientemente de la pantalla mostrada.
Seleccionar el grupo deseado (0 - 99) con la rueda de ajuste (18).
3
Seleccionar el parámetro "N.º Job" con las teclas "Hacia abajo" (6) o "Hacia arriba"
4
(7).
Seleccionar el Job deseado (0 - 999) con la rueda de ajuste (18).
5
- Al seleccionar un Job del siguiente grupo, el grupo mostrado cambia correspondientemente.
Seleccionar la pantalla "Ajustes del
6
procedimiento" con la tecla "Derecha"
(8).
- Se abre la pantalla "Ajustes del
procedimiento".
Seleccionar los parámetros corres-
7
pondientes con las teclas "Hacia abajo" (6) o "Hacia arriba" (7)
Modificar el valor del parámetro con la
8
rueda de ajuste (18)
- Solo se puede cambiar el valor de
un parámetro en el marco del
margen de ajuste definido. El margen de ajuste aparece ante un
fondo.
Optimizar y gestionar Jobs: Pantalla "Ajustes del procedimiento"
88

Abrir y modificar los parámetros Especial de 2
tiempos para un Job seleccionado
Generalidades El orden de las pantallas mostradas en la "Cuerda para tender la ropa" varía en función
del Job seleccionado en cada caso.
Solo se abre la pantalla "Especial de 2 tiempos" en los siguientes casos:
- Cuando el modo de operación de antorcha del Job seleccionado está ajustado a
"S2 tiempos"
- Para los Jobs MIG/MAG-Synergic
Abrir y modificar
el parámetro "Especial de 2 tiempos" para un Job
Abrir el punto de menú "Optimizar & gestionar Jobs".
1
Seleccionar el parámetro "N.º Grupo" con las teclas "Hacia abajo" (6) o "Hacia arri-
2
ba" (7) independientemente de la pantalla mostrada.
Seleccionar el grupo deseado (0 - 99) con la rueda de ajuste (18).
3
Seleccionar el parámetro "N.º Job" con las teclas "Hacia abajo" (6) o "Hacia arriba"
4
(7).
Seleccionar el Job deseado (0 - 999) con la rueda de ajuste (18).
5
- Al seleccionar un Job del siguiente grupo, el grupo mostrado cambia correspondientemente.
Seleccionar la pantalla "Especial de 2 tiempos" con la tecla "Derecha" (8).
6
- Se abre la pantalla "Especial de 2 tiempos".
ES
Optimizar y gestionar Jobs: Pantalla "Especial de 2
tiempos"
Seleccionar los parámetros corres-
7
pondientes con las teclas "Hacia abajo" (6) o "Hacia arriba" (7)
Modificar el valor del parámetro con la
8
rueda de ajuste (18)
- Solo se puede cambiar el valor de
un parámetro en el marco del
margen de ajuste definido. El margen de ajuste aparece ante un
fondo.
89

Abrir y modificar los parámetros Especial de 4
tiempos para un Job seleccionado
Generalidades El orden de las pantallas mostradas en la "Cuerda para tender la ropa" varía en función
del Job seleccionado en cada caso.
Solo se abre la pantalla "Especial de 4 tiempos" en los siguientes casos:
- Cuando el modo de operación de antorcha del Job seleccionado está ajustado a
"S4 tiempos"
- Para los Jobs MIG/MAG-Synergic
Abrir y modificar
el parámetro "Especial de 4 tiempos" para un Job
Abrir el punto de menú "Optimizar & gestionar Jobs".
1
Seleccionar el parámetro "N.º Grupo" con las teclas "Hacia abajo" (6) o "Hacia arri-
2
ba" (7) independientemente de la pantalla mostrada.
Seleccionar el grupo deseado (0 - 99) con la rueda de ajuste (18).
3
Seleccionar el parámetro "N.º Job" con las teclas "Hacia abajo" (6) o "Hacia arriba"
4
(7).
Seleccionar el Job deseado (0 - 999) con la rueda de ajuste (18).
5
- Al seleccionar un Job del siguiente grupo, el grupo mostrado cambia correspondientemente.
Seleccionar la pantalla "Especial de 4 tiempos" con la tecla "Derecha" (8).
6
- Se abre la pantalla "Especial de 4 tiempos".
Seleccionar los parámetros corres-
7
pondientes con las teclas "Hacia abajo" (6) o "Hacia arriba" (7)
Modificar el valor del parámetro con la
8
rueda de ajuste (18)
- Solo se puede cambiar el valor de
un parámetro en el marco del
margen de ajuste definido. El margen de ajuste aparece ante un
fondo.
90
Optimizar y gestionar Jobs: Pantalla "Especial de 4
tiempos"

Abrir y modificar los parámetros Puntear para un
Job seleccionado
Generalidades El orden de las pantallas mostradas en la "Cuerda para tender la ropa" varía en función
del Job seleccionado en cada caso.
La pantalla "Puntear" solo se abre en los siguientes casos:
- Cuando el modo de operación de antorcha del Job seleccionado está ajustado a
"S4 tiempos"
- Para los Jobs MIG/MAG-Synergic
Abrir y modificar
los parámetros
de soldadura por
puntos para un
Job
Abrir el punto de menú "Optimizar & gestionar Jobs".
1
Seleccionar el parámetro "N.º Grupo" con las teclas "Hacia abajo" (6) o "Hacia arri-
2
ba" (7) independientemente de la pantalla mostrada.
Seleccionar el grupo deseado (0 - 99) con la rueda de ajuste (18).
3
Seleccionar el parámetro "N.º Job" con las teclas "Hacia abajo" (6) o "Hacia arriba"
4
(7).
Seleccionar el Job deseado (0 - 999) con la rueda de ajuste (18).
5
- Al seleccionar un Job del siguiente grupo, el grupo mostrado cambia correspondientemente.
Seleccionar la pantalla "Puntear" con la tecla "Derecha" (8).
6
- Se abre la pantalla "Puntear".
ES
Optimizar y gestionar Jobs: Pantalla "Puntear"
Seleccionar los parámetros corres-
7
pondientes con las teclas "Hacia abajo" (6) o "Hacia arriba" (7)
Modificar el valor del parámetro con la
8
rueda de ajuste (18)
- Solo se puede cambiar el valor de
un parámetro en el marco del
margen de ajuste definido. El margen de ajuste aparece ante un
fondo.
91

Determinar los límites de corrección para un Job
seleccionado
Generalidades El orden de las pantallas mostradas en la "Cuerda para tender la ropa" varía en función
del Job seleccionado en cada caso.
La pantalla "Límites de corrección" solo se abre en caso de Jobs MIG/MAG-Synergic.
Finalidad de los
límites de corrección
Determinar los
límites de corrección para un Job
Los límites de corrección pueden ser introducidos individualmente por cada Job.
Si se determinan límites de corrección para un Job, con motivo de la soldadura por Job
se pueden corregir el rendimiento de soldadura y la longitud de arco voltaico del Job correspondiente dentro de los límites determinados.
Abrir el punto de menú "Optimizar & gestionar Jobs".
1
Seleccionar el parámetro "N.º Grupo" con las teclas "Hacia abajo" (6) o "Hacia arri-
2
ba" (7) independientemente de la pantalla mostrada.
Seleccionar el grupo deseado (0 - 99) con la rueda de ajuste (18).
3
Seleccionar el parámetro "N.º Job" con las teclas "Hacia abajo" (6) o "Hacia arriba"
4
(7).
Seleccionar el Job deseado (0 - 999) con la rueda de ajuste (18).
5
- Al seleccionar un Job del siguiente grupo, el grupo mostrado cambia correspondientemente.
Seleccionar la pantalla "Límites de corrección" con la tecla "Derecha" (8).
6
- Se abre la pantalla "Límites de corrección".
Seleccionar los parámetros corres-
7
pondientes con las teclas "Hacia abajo" (6) o "Hacia arriba" (7)
Modificar el valor del parámetro con la
8
rueda de ajuste (18)
- Solo se puede cambiar el valor de
un parámetro en el marco del
margen de ajuste definido. El margen de ajuste aparece ante un
fondo.
92
Optimizar y gestionar Jobs: Pantalla "Límites de corrección"

Explicación acerca de los límites
de corrección
El margen de corrección para el rendimiento de soldadura se compone de la siguiente
manera:
Avance de hilo ajustado Por
ejemplo:
15,0 m/mi
n
ES
+ Valor en % para el límite superior de poten-
cia
= Límite superior para el rendimiento de sol-
dadura
Avance de hilo ajustado Por
- Valor en % para el límite inferior de potencia
= Límite inferior para el rendimiento de solda-
dura
De este modo, durante la soldadura por Job se puede corregir el rendimiento de soldadura entre 14,6 m/min y 15,8 m/min.
El margen de corrección para la longitud de arco voltaico se compone de la siguiente
manera:
Valor de corrección del arco voltaico ajusta-doPor
+ Valor en % para los límites de longitud de
arco
+ 5,0 %
ejemplo:
- 3,0 %
ejemplo:
+ 20,0 %
= 15,8 m/mi
n
15,0 m/mi
n
= 14,6 m/mi
n
+ 10,0 %
= Límite superior para la longitud de arco vol-
taico
Valor de corrección del arco voltaico ajusta-doPor
- Valor en % para los límites de longitud de
arco
= Límite inferior para la longitud de arco vol-
taico
De este modo, durante la soldadura por Job se puede corregir la longitud de arco voltaico en un margen de - 10,0 % a + 30 %.
ejemplo:
- 20,0 %
= 30,0 %
+ 10,0 %
= -10,0 %
93

Documentación por Job
Generalidades El orden de las pantallas mostradas en la "Cuerda para tender la ropa" varía en función
del Job seleccionado en cada caso.
Finalidad de la
función "Documentación por
Job"
Condición previa
para "Documentación por Job"
Determinar la documentación por
Job
"Documentación por Job" sirve para documentar los datos de soldadura actuales de un
Job seleccionado.
"Documentación por Job" se puede ajustar individualmente por cada Job.
El parámetro "Documentación Job" en la pantalla "Ajustes básicos" del punto de menú
"Documentación" debe estar ajustado de la siguiente manera:
- Parámetro "Documentación Job" ..... por Job
Abrir el punto de menú "Optimizar & gestionar Jobs".
1
Seleccionar el parámetro "N.º Grupo" con las teclas "Hacia abajo" (6) o "Hacia arri-
2
ba" (7) independientemente de la pantalla mostrada.
Seleccionar el grupo deseado (0 - 99) con la rueda de ajuste (18).
3
Seleccionar el parámetro "N.º Job" con las teclas "Hacia abajo" (6) o "Hacia arriba"
4
(7).
Seleccionar el Job deseado (0 - 999) con la rueda de ajuste (18).
5
- Al seleccionar un Job del siguiente grupo, el grupo mostrado cambia correspondientemente.
Seleccionar la pantalla "Documentación por Job" con la tecla "Derecha" (8).
6
- Se abre la pantalla "Documentación por Job".
Optimizar y gestionar Jobs: Pantalla "Documentación
por Job"
Seleccionar los parámetros corres-
7
pondientes con las teclas "Hacia abajo" (6) o "Hacia arriba" (7)
Modificar el valor del parámetro con la
8
rueda de ajuste (18)
- Solo se puede cambiar el valor de
un parámetro en el marco del
margen de ajuste definido. El margen de ajuste aparece ante un
fondo.
94

Explicación acerca de Documentación por Job
Parámetro Ajuste Resultado
Documentación Activar Los datos de soldadura actuales del Job selec-
cionado se documentan durante la soldadura
por Job según los parámetros "Intervalo de
cordón" e "Intervalo de tiempo".
Desactivar Los datos de soldadura actuales del Job selec-
cionado no se documentan durante la soldadura por Job.
ES
Intervalo de
cordón
Intervalo de
tiempo
1 Los datos de soldadura actuales del Job selec-
cionado se documentan durante la soldadura
por Job de cada cordón (de soldadura).
2 Los datos de soldadura actuales del Job selec-
cionado se documentan durante la soldadura
por Job de cada dos cordones (de soldadura).
...
100 Los datos de soldadura actuales del Job selec-
cionado se documentan durante la soldadura
por Job de cada 100 cordones (de soldadura)
(= máximo intervalo de cordón)
Desactivar Los datos de soldadura actuales del Job selec-
cionado se documentan una vez por cordón.
0,1 Los datos de soldadura actuales del Job selec-
cionado se documentan durante la soldadura
por Job cada 0,1 segundos.
0,2 Los datos de soldadura actuales del Job selec-
cionado se documentan durante la soldadura
por Job cada 0,2 segundos.
...
9,9 Los datos de soldadura actuales del Job selec-
cionado se documentan durante la soldadura
por Job cada 9,9 segundos (= máximo intervalo
de tiempo).
95

Abrir y modificar los parámetros SynchroPuls para
un Job seleccionado
Generalidades El orden de las pantallas mostradas en la "Cuerda para tender la ropa" varía en función
del Job seleccionado en cada caso.
La pantalla "SynchroPuls" solo se abre en los siguientes casos:
- Cuando la Opción SynchroPuls está instalada en la fuente de corriente
- Para los Jobs MIG/MAG-Synergic
Abrir y modificar
los parámetros
SynchroPuls para
un Job
Abrir el punto de menú "Optimizar & gestionar Jobs".
1
Seleccionar el parámetro "N.º Grupo" con las teclas "Hacia abajo" (6) o "Hacia arri-
2
ba" (7) independientemente de la pantalla mostrada.
Seleccionar el grupo deseado (0 - 99) con la rueda de ajuste (18).
3
Seleccionar el parámetro "N.º Job" con las teclas "Hacia abajo" (6) o "Hacia arriba"
4
(7).
Seleccionar el Job deseado (0 - 999) con la rueda de ajuste (18).
5
- Al seleccionar un Job del siguiente grupo, el grupo mostrado cambia correspondientemente.
Seleccionar la pantalla "SynchroPuls" con la tecla "Derecha" (8).
6
- Se abre la pantalla "SynchroPuls".
Seleccionar los parámetros corres-
7
pondientes con las teclas "Hacia abajo" (6) o "Hacia arriba" (7)
Modificar el valor del parámetro con la
8
rueda de ajuste (18)
- Solo se puede cambiar el valor de
un parámetro en el marco del
margen de ajuste definido. El margen de ajuste aparece ante un
fondo.
96
Optimizar y gestionar Jobs: Pantalla "SynchroPuls"

Determinar los valores QMaster para un Job seleccionado
Generalidades El orden de las pantallas mostradas en la "Cuerda para tender la ropa" varía en función
del Job seleccionado en cada caso.
Finalidad de valores QMaster
Determinar los
valores QMaster
para un Job.
Los valores QMaster pueden ser introducidos individualmente por cada Job. Si se sobrepasan o se dejan de alcanzar los valores QMaster determinados durante un determinado período de tiempo, se producirá alguna de las siguientes reacciones:
- Desconexión inmediata de la fuente de corriente
- Emisión de una señal de advertencia
- Sin reacción
Abrir el punto de menú "Optimizar & gestionar Jobs".
1
Seleccionar el parámetro "N.º Grupo" con las teclas "Hacia abajo" (6) o "Hacia arri-
2
ba" (7) independientemente de la pantalla mostrada.
Seleccionar el grupo deseado (0 - 99) con la rueda de ajuste (18).
3
Seleccionar el parámetro "N.º Job" con las teclas "Hacia abajo" (6) o "Hacia arriba"
4
(7).
Seleccionar el Job deseado (0 - 999) con la rueda de ajuste (18).
5
- Al seleccionar un Job del siguiente grupo, el grupo mostrado cambia correspondientemente.
Seleccionar la pantalla "QMaster" con la tecla "Derecha" (8).
6
- Se abre la pantalla "QMaster".
ES
Seleccionar los parámetros corres-
7
pondientes con las teclas "Hacia abajo" (6) o "Hacia arriba" (7)
Modificar el valor del parámetro con la
8
rueda de ajuste (18)
- Solo se puede cambiar el valor de
un parámetro en el marco del
margen de ajuste definido. El margen de ajuste aparece ante un
fondo.
Optimizar y gestionar Jobs: Pantalla "QMaster"
¡OBSERVACIÓN!
Si se modifica el valor para el avance de hilo en la pantalla "Parámetros de trabajo", debido a la función sinérgica cambiarán también los valores para la corriente
de soldadura y la tensión de soldadura. La modificación de la corriente de soldadura y de la tensión de soldadura debe ser tenida en cuenta en la pantalla "QMaster" para los parámetros "Valor nominal de corriente" y "Valor nominal de tensión".
97

¡IMPORTANTE! Si para un Job seleccionado se introduce como valor para el parámetro
"Duración máx. desviación de tensión" y "Duración máx. desviación corriente" = "Desconectado", la función QMaster para este Job está desactivada.
Explicación acerca de los valores
QMaster
Valor nominal de corriente Por
ejemplo:
+ Valor en A para el límite superior de co-
rriente
= Valor límite superior de corriente de solda-
dura
Valor nominal de corriente Por
- Valor en A para el límite inferior de corrien-te - 6,0 A
= Valor límite inferior de corriente de soldadu-
ra
Duración máx. desviación corriente Por
Reacción Por
Si durante la soldadura por Job la corriente de soldadura real es superior a 344 A o inferior a 332 A durante más de 0,3 s, se emite una advertencia como reacción.
+ 6,0 A
ejemplo:
ejemplo:
ejemplo:
338,0 A
= 344,0 A
338,0 A
= 332,0 A
0,3 s
Adverten-
cia
Valor nominal de tensión Por
ejemplo:
+ Valor en V para el límite superior de tensión + 0,2 V
= Valor límite superior de tensión de soldadu-
ra
Valor nominal de tensión Por
- Valor en V para el límite inferior de tensión - 0,2 A
= Valor límite inferior de tensión de soldadura
Duración máx. desviación corriente Por
Reacción Por
Si durante la soldadura por Job la tensión de soldadura real es superior a 28,8 V o inferior a 28,4 V durante más de 0,3 s, se emite una advertencia como reacción.
ejemplo:
ejemplo:
ejemplo:
28,6 V
= 28,8 V
28,6 A
= 28,4 A
0,3 s
Adverten-
cia
98

Determinar los valores QMaster del avance de hilo
para un Job seleccionado
Generalidades El orden de las pantallas mostradas en la "Cuerda para tender la ropa" varía en función
del Job seleccionado en cada caso.
Finalidad de valores QMaster
Determinar los
valores QMaster
del avance de hilo para un Job.
Los valores QMaster pueden ser introducidos individualmente por cada Job. Si se sobrepasan o se dejan de alcanzar los valores QMaster determinados durante un determinado período de tiempo, se producirá alguna de las siguientes reacciones:
- Desconexión inmediata de la fuente de corriente
- Emisión de una señal de advertencia
- Sin reacción
Las reacciones ajustadas en la pantalla "QMaster" se aplican también a los valores
QMaster de avance de hilo.
Abrir el punto de menú "Optimizar & gestionar Jobs".
1
Seleccionar el parámetro "N.º Grupo" con las teclas "Hacia abajo" (6) o "Hacia arri-
2
ba" (7) independientemente de la pantalla mostrada.
Seleccionar el grupo deseado (0 - 99) con la rueda de ajuste (18).
3
Seleccionar el parámetro "N.º Job" con las teclas "Hacia abajo" (6) o "Hacia arriba"
4
(7).
Seleccionar el Job deseado (0 - 999) con la rueda de ajuste (18).
5
- Al seleccionar un Job del siguiente grupo, el grupo mostrado cambia correspondientemente.
Seleccionar la pantalla "QMaster vD" con la tecla "Derecha" (8).
6
- Se abre la pantalla "QMaster vD".
ES
Optimizar y gestionar Jobs: Pantalla "QMaster vD"
Seleccionar los parámetros corres-
7
pondientes con las teclas "Hacia abajo" (6) o "Hacia arriba" (7)
Modificar el valor del parámetro con la
8
rueda de ajuste (18)
- Solo se puede cambiar el valor de
un parámetro en el marco del
margen de ajuste definido. El margen de ajuste aparece ante un
fondo.
99

¡IMPORTANTE!
En caso de cualquier modificación del avance de hilo en la pantalla "Parámetros
de trabajo", se debe tener en cuenta también el valor nominal de velocidad de soldadura en la pantalla "QMaster vD" para conseguir una sección transversal uniforme del cordón de soldadura.
¡IMPORTANTE!
Si para un Job seleccionado se introduce como valor para el parámetro "Duración
máx. desviación de avance de hilo" y "Duración máx. desviación velocidad de soldadura" = "Desconectado", la función QMaster de avance de hilo para este Job
está desactivada.
Explicación acerca de los valores
QMaster de avance de hilo
Valor nominal del avance de hilo
- Valor para el límite de avance de hilo inferior
= Valor límite superior de corriente de solda-
dura
1)
Por
ejemplo:
15,0 m/mi
n
- 0,5 m/mi
n
= 14,5 m/mi
n
Valor nominal del avance de hilo
+ Valor para el límite de avance de hilo supe-
rior
= Valor límite superior de avance de hilo
1)
Por
ejemplo:
15,0 m/mi
n
+ 0,5 m/mi
n
= 15,5 m/mi
n
Duración máx. desviación corriente Por
0,3 s
ejemplo:
Reacción
2)
Por
ejemplo:
Adverten-
cia
Si durante la soldadura por Job el valor de avance de hilo real es superior a 15,5 m/min
o inferior a 14,5 m/min durante más de 0,3 s, se emite una advertencia como reacción.
100
1)
Según la pantalla "Parámetros de trabajo"
2)
Según la pantalla "QMaster"
 Loading...
Loading...