

Page 1

Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
RCU 5000i
Návod k obsluze
CS
Dálkové ovládání
42,0426,0021,CS 005-07102021
Page 2

Page 3

Obsah
Bezpečnostní předpisy 9
Vysvětlení bezpečnostních pokynů 9
Všeobecné informace 9
Předpisové použití přístroje 10
Okolní podmínky 10
Povinnosti provozovatele 10
Povinnosti pracovníků 10
Klasifikace přístrojů podle EMC 10
Opatření EMC 11
Opatření EMF 11
Bezpečnostní opatření v místě instalace a při přepravě 11
Uvedení do provozu, údržba a opravy 12
Bezpečnostní označení 12
Zálohování dat 12
Autorské právo 12
Všeobecné informace 14
Koncepce přístroje 14
Oblasti použití 14
Výhody 14
Sériová výbava 14
Rozšířená výbava 14
TECHNICKÉ ÚDAJE 15
Upozornění týkající se označení bezdrátového zařízení 15
Nepopsané funkce 15
Ovládací prvky a přípojky 16
Ovládací panel 16
Pokyny pro použití tlačítka OK 17
Další ovládací prvky, připojení a mechanické součásti 18
Koncepce ovládání 20
Rozčlenění na pracovní činnosti 20
Hlavní nabídka 20
Podnabídky 20
Převzetí hodnot 21
Popis obrazovek na displeji 22
Všeobecné informace 22
Obrazovka „Hlavní menu“ 22
Obrazovka „Data“ 22
Obrazovka „Průvodce“ 23
Obrazovka „Dialog“ 24
Obrazovka „Zpráva“ 24
Obrazovka „Chyba“ 25
Uvedení do provozu 27
Před uvedením do provozu 27
Systémové předpoklady 27
Připojení ovladače RCU 5000i 27
Spouštěcí sekvence - nastavení jazyka 28
Chyba „073 (no Host)“ - Nelze navázat spojení se zdrojem. 29
Uzamknutí a odemknutí ovladače RCU 5000i pomocí karty s klíčem 30
Předpoklad 30
Správa uživatelů, profily, klíče 30
Uzamknutí ovladače RCU 5000i 30
Odemknutí ovladače RCU 5000i 31
Odemknutí ovladače RCU 5000i pomocí funkce Unlock 32
Svařování MIG/MAG Synergic 33
Všeobecné informace 33
Vyberte položku nabídky „Svařování MIG/MAG Synergic“. 33
Přehled 33
Vyvolání svařovacího programu 34
Vyvolání svařovacího programu 34
Nastavení pracovních parametrů 35
CS
3
Page 4

Nastavení pracovních parametrů 35
Provozní režimy hořáku 35
Svařovací postup 35
Pracovní postup „CMT“ 38
Přepnutí do velkého zobrazení 39
Všeobecné informace 39
Přepnutí do velkého zobrazení 39
Zadání parametru pro nastavení postupu 40
Zadání parametru pro nastavení postupu 40
Nastavení dalších parametrů: režimy speciální 2-takt, speciální 4-takt, bodování 41
Nastavení dalších parametrů pro režim speciální 2-takt 41
Nastavení dalších parametrů pro režim speciální 4-takt 42
Nastavení dalších parametrů pro režim bodování 42
Nastavení parametrů funkce SynchroPuls 44
Všeobecné informace 44
Nastavení parametrů funkce SynchroPuls (volitelný software) 44
Ruční svařování MIG/MAG 45
Všeobecné informace 45
Vyberte položku nabídky „Svařování MIG/MAG ruční“. 45
Přehled 45
Vyvolání svařovacího programu 46
Výběr svařovacího programu 46
Nastavení pracovních parametrů 47
Nastavení pracovních parametrů 47
Provozní režimy hořáku 47
Přepnutí do velkého zobrazení 48
Všeobecné informace 48
Přepnutí do velkého zobrazení 48
Zadání parametru pro nastavení postupu 49
Zadání parametru pro nastavení postupu 49
Nastavení dalších parametrů pro režim bodování 50
Nastavení dalších parametrů pro režim bodování 50
Nastavení svařovacího programu a materiálu 51
Všeobecné informace 51
Nastavení svařovacího programu a materiálu 51
Vytvoření uživatelské charakteristiky - úprava charakteristiky 53
Všeobecné informace 53
Základní informace týkající se vytvoření uživatelské charakteristiky 53
Vytvoření uživatelské charakteristiky - úprava charakteristiky 53
Vytvoření bodů uživatelské charakteristiky 57
Všeobecné informace 57
Základní informace týkající se vytvoření bodů charakteristiky 57
Vytvořit bod charakteristiky 57
Výběr uživatelské charakteristiky 60
Výběr uživatelské charakteristiky 60
Svařování obalenou elektrodou 61
V hlavní nabídce vyberte položku „Elektrodové svařování“. 61
Nastavení pracovních parametrů 61
Přepnutí do velkého zobrazení 62
Zadání parametru pro nastavení postupu 62
Svařování TIG 63
V hlavní nabídce vyberte položku „Svařování WIG“. 63
Nastavení pracovních parametrů 63
Přepnutí do velkého zobrazení 64
CC/CV-Mode 65
Všeobecné informace 65
Vyberte položku nabídky „CC/CV-Mode“. 65
Nastavení pracovních parametrů 65
Přepnutí do velkého zobrazení 65
Zadání parametru pro nastavení postupu 66
Svařování Job 67
V hlavní nabídce vyberte položku „Svařování Job“. 67
Nastavení pracovních parametrů pro programový blok (job) 67
Přepnutí do velkého zobrazení 68
4
Page 5

Změna svařovacího postupu během svařování CMT Advanced 68
Uložení nastavení jako programového bloku (job) 69
Všeobecné informace 69
Pokyny k ukládání programových bloků (jobů) 69
Uložit jako job 69
Interní / externí nastavení vybraných parametrů 72
Všeobecné informace 72
Interní / externí nastavení parametrů 72
Optimalizace a správa programových bloků (jobů) 74
Všeobecné informace 74
Vyvolání podnabídky „Optimalizace & správa jobu“ 74
Přehled 75
Správa programových bloků (jobů) 76
Správa jobů 76
Vymazání skupin a programových bloků (jobů) 78
Vyvolání administrativních dat pro vybraný programový blok (job) 80
Vyvolání administrativních dat programového bloku (job) 80
Různá zobrazení administrativních dat, nezávisle na typu programového bloku (job) 80
Vyvolání a úprava svařovacího programu pro vybraný programový blok (job) 82
Všeobecné informace 82
Vyvolání svařovacího programu programového bloku (jobu) 82
Úprava svařovacího programu programového bloku (jobu) 82
Vyvolání a úprava pracovních parametrů pro vybraný programový blok (job) 85
Všeobecné informace 85
Vyvolání a úprava pracovních parametrů programového bloku (jobu) 85
Pokyny pro úpravu hodnoty posuvu drátu 86
Vyvolání a úprava parametrů pro nastavení postupu pro vybraný programový blok (job) 87
Všeobecné informace 87
Vyvolání a úprava parametrů pro nastavení postupu pro programový blok (job) 87
Vyvolání a úprava parametrů režimu Speciální 2-takt pro vybraný programový blok (job) 88
Všeobecné informace 88
Vyvolání a úprava parametrů režimu Speciální 2-takt pro programový blok (job) 88
Vyvolání a úprava parametrů režimu Speciální 4-takt pro vybraný programový blok (job) 89
Všeobecné informace 89
Vyvolání a úprava parametrů režimu Speciální 4-takt pro programový blok (job) 89
Vyvolání a úprava parametrů bodování pro vybraný programový blok (job) 90
Všeobecné informace 90
Vyvolání a úprava parametrů bodování pro programový blok (job) 90
Stanovení mezí korekce pro vybraný programový blok (job) 91
Všeobecné informace 91
Účel nastavení mezí korekce 91
Stanovení mezí korekce pro programový blok (job) 91
Vysvětlivky pro meze korekce 92
Dokumentace pro programový blok (job) 93
Všeobecné informace 93
Účel funkce „Dokumentace na job“ 93
Předpoklady pro použití funkce „Dokumentace na job“ 93
Aktivace funkce dokumentace pro programový blok (job) 93
Vysvětlivky k funkci „Dokumentace na job“ 94
Vyvolání a úprava parametrů funkce SynchroPuls pro vybraný programový blok (job) 95
Všeobecné informace 95
Vyvolání a úprava parametrů funkce SynchroPuls pro programový blok (job) 95
Nastavení hodnot QMaster pro zvolený programový blok (job) 96
Všeobecné informace 96
Účel použití hodnot QMaster 96
Nastavení hodnot QMaster pro job 96
Vysvětlivky pro hodnoty QMaster 97
Nastavení hodnot QMaster pro zvolený programový blok (job) 98
Všeobecné informace 98
Účel použití hodnot QMaster 98
Nastavení hodnot QMaster pro programový blok (job) 98
Vysvětlivky pro hodnoty QMaster podavače drátu 99
Optimalizace a správa charakteristiky 100
Všeobecné informace 100
CS
5
Page 6

Vyvolání podnabídky „Optimalizace & správa charakteristiky“ 100
Přehled 101
Správa charakteristik 102
Volba charakteristik 102
Pojmenování a přejmenování charakteristiky 103
Vymazání charakteristiky 104
Správa bodů charakteristik 106
Výběr bodů charakteristik 106
Vložení bodů charakteristik 106
Vymazání bodů charakteristik 109
Parametry charakteristik standardního procesu 111
Zapalování 111
Oblouk statický 111
Oblouk dynamický 112
Konec svařování 113
Orientační hodnoty 114
Převzetí orientačních hodnot napětí a proudu 114
Parametry charakteristik pulzního procesu 115
Zapalování 115
Parametry pulsu 115
Oblouk statický 117
Zkrat 119
Konec svařování 119
Orientační hodnoty 120
Převzetí orientačních hodnot napětí a proudu 120
Parametry charakteristik procesu CMT 121
Všeobecné informace 121
Zapalování 121
Parametry CMT 122
Konec svařování 123
Orientační hodnoty 124
Převzetí orientačních hodnot napětí a proudu 124
Parametry charakteristik procesu CMT / pulzního procesu 125
Všeobecné informace 125
Zapalování 125
Přehled: Parametry CMT, pulzní parametry 126
Parametry CMT 126
Parametry pulsu 127
CMT / Puls 128
Konec svařování 128
Orientační hodnoty 128
Převzetí orientačních hodnot napětí a proudu 128
Parametry charakteristik procesu CMT Advanced 130
Všeobecné informace 130
Zapalování 130
Hotstart 130
Weldstart 131
Parametry CMT a parametry EN-CMT 131
EN/EP CMT 133
Konec svařování 133
Orientační hodnoty 133
Převzetí orientačních hodnot napětí a proudu 133
Parametry charakteristik procesu CMT / Puls Advanced 135
Všeobecné informace 135
Zapalování 135
Hotstart 135
Přehled: Parametry CMT, pulzní parametry 136
Parametry CMT 136
Parametry pulsu 137
Cykly pulsu/CMT 139
Konec svařování 139
Orientační hodnoty 139
Změna parametrů charakteristik 141
Regulace procesu 141
6
Page 7

Zobrazené obrazovky u různých charakteristik 141
Změna parametrů charakteristik 142
Dokumentace 143
Všeobecné informace 143
Vyhodnocení údajů svařování 143
V hlavní nabídce vyberte položku „Dokumentace“. 144
Přehled 145
Nastavení základních parametrů podnabídky Dokumentace 146
Nastavení základních parametrů podnabídky Dokumentace 146
Základní nastavení pro dokumentaci při uložení programového bloku (jobu) 146
Vysvětlivky k parametrům na kartě „Základní nastavení“ 146
Uložení dokumentace na paměťovou kartu 147
Požadavky na paměť při uložení dokumentace na paměťovou kartu 148
Zadání hodnot QMaster 150
Účel použití hodnot QMaster 150
Zadání hodnot QMaster 150
Vysvětlivky pro hodnoty QMaster 150
Nastavení maximálního proudu motoru 152
Všeobecné informace 152
Nastavení maximálního proudu motoru 152
Počitadlo čísel dílů 153
Všeobecné informace 153
Aktivace počitadla čísel dílů 153
Zadání čísla dílu 153
Zvýšení čísla dílu 154
Záznam událostí svařování 156
Všeobecné informace 156
Záznam událostí svařování - zobrazení údajů svařování 156
Záznam událostí 158
Všeobecné informace 158
Záznam událostí 158
Vyjmutí paměťové karty 159
Všeobecné informace 159
Vyjmutí paměťové karty 159
Přednastavení zařízení 161
Všeobecné informace 161
V nabídce vyberte položku „Přednastavení zařízení“. 161
Přehled 161
Nastavení předvoleb zařízení (přednastavení zařízení) pro svařovací provoz 162
Nastavení předvoleb zařízení pro svařování „MIG/MAG“ 162
Nastavení předvoleb zařízení pro svařování „WIG“ 162
Nastavení předvoleb zařízení pro „Elektrodové svařování“ 163
Nastavení předvoleb zařízení pro svařování „Job“ 163
Nastavení Ethernet 164
Všeobecné informace 164
Změna nastavení Ethernet 164
Parametry Ethernet 165
Nastavení data a času 166
Nastavení data a času 166
Rozhraní robota - robotizovaný provoz 167
Všeobecné informace 167
Interní volba parametrů při robotizovaném provozu 167
Externí volba parametrů při robotizovaném provozu 168
Selektivní přepnutí mezi externím a interním zadáváním zvoleného parametru při externí volbě
parametrů
Další funkce v robotizovaném provozu 170
Profily / Klíče 172
Všeobecné informace 172
Vysvětlení pojmů 173
Předdefinované profily 173
Profil „Administrátor“ 174
Profil „Uzamčeno“ 174
Doporučení pro vytváření profilů a klíčů 175
Předpoklad 175
169
CS
7
Page 8

Postup 175
Vytvoření a editace profilů 176
Předpoklad 176
Vytvořte klíč administrátora. 176
Vytvoření profilů 178
Otevření / zavření profilu 181
Úprava profilu 182
Odstranění profilu 186
Příklady profilů 187
Všeobecné informace 187
Uzamčeno 187
Welding Specialist MIG / MAG (Specialista na svařování MIG / MAG) 188
Robot-Programmer (Programátor robota) 189
Welder / Worker (Svářeč / řadový pracovník) 190
Vytvoření a editace klíčů 191
Přiřazení karet s klíčem k profilům (vytváření klíčů) 191
Úpravy uživatelů / klíčů 193
Odstranění uživatele / klíče 195
Přihlášení a odhlášení registrovaných uživatelů prostřednictvím dálkového ovladače 197
Všeobecné informace 197
Přihlášení uživatele 197
Údaje přihlášeného uživatele zobrazené na displeji 198
Odhlášení uživatele 199
Zobrazení profilu „Uzamčeno“ 199
RCU 5000i - Funkce Unlock 200
Všeobecné informace 200
Pomocí funkce Unlock přejděte na kartu „Profily / Klíče“. 200
Další postup 202
Nastavení jazyka a norem 203
Všeobecné informace 203
Nastavení jazyka a norem 203
Zobrazení údajů o verzích 204
Všeobecné informace 204
Zobrazení údajů o verzích 204
Vytvoření zálohy 205
Všeobecné informace 205
Vytvoření zálohy 205
Obnovení dat 207
Všeobecné informace 207
Obnovení dat - funkce Obnovení 207
Seřízení podavače drátu nebo jednotky PushPull 209
Seřízení podavače drátu (nastavení VR) 209
Nastavení jednotky PushPull 210
Nastavení L/R - nastavení indukčnosti svařovacího obvodu (L) a velikosti odporu svařovacího obvodu
(R)
Všeobecné informace 214
Seřízení L/P 214
Ovladač RCU 5000i - obnovení továrního nastavení 217
Všeobecné informace 217
Ovladač RCU 5000i - obnovení továrního nastavení 217
Ovladač RCU 5000i - aktualizace softwaru 218
Předpoklady 218
Před první aktualizací - instalace ovladače LocalNetUSB 218
Před první aktualizací - instalace softwaru BASICLoad 224
Ovladač RCU 5000i - aktualizace softwaru 228
Abecední přehled nastavitelných parametrů 230
Vysvětlení 230
Parametry A - Z 230
214
8
Page 9

Bezpečnostní předpisy
CS
Vysvětlení
bezpečnostních
pokynů
NEBEZPEČÍ!
Označuje bezprostředně hrozící nebezpečí,
které by mělo za následek smrt nebo velmi těžká zranění, pokud by nebylo
▶
odstraněno.
VAROVÁNÍ!
Označuje případnou nebezpečnou situaci,
která by mohla mít za následek smrt nebo velmi těžká zranění, pokud by nebyla
▶
odstraněna.
POZOR!
Označuje případnou závažnou situaci,
která by mohla mít za následek drobná poranění nebo lehká zranění a materiální
▶
škody, pokud by nebyla odstraněna.
UPOZORNĚNĹ!
Upozorňuje na možné ohrožení kvality pracovních výsledků a na případné
poškození zařízení.
Všeobecné informace
Přístroj je vyroben podle současného stavu techniky a v souladu s uznávanými
bezpečnostně technickými předpisy. Přesto hrozí při neodborné obsluze nebo chybném
používání nebezpečí, které se týká:
- ohrožení zdraví a života obsluhy nebo dalších osob,
- poškození přístroje a jiného majetku provozovatele,
- zhoršení efektivnosti práce s přístrojem.
Všechny osoby, které instalují, obsluhují, ošetřují a udržují přístroj, musí
- mít odpovídající kvalifikaci,
- mít znalosti ze svařování a
- v plném rozsahu přečíst a pečlivě dodržovat tento návod k obsluze.
Návod k obsluze přechovávejte vždy na místě, kde se s přístrojem pracuje. Kromě
tohoto návodu k obsluze je nezbytné dodržovat příslušné všeobecně platné i místní
předpisy týkající se předcházení úrazům a ochrany životního prostředí.
Všechny popisy na přístroji, které se týkají bezpečnosti provozu, je třeba:
- udržovat v čitelném stavu,
- nepoškozovat,
- neodstraňovat,
- nezakrývat, nepřelepovat ani nezabarvovat.
Umístění bezpečnostních upozornění na přístroji najdete v kapitole „Všeobecné informace“ návodu k obsluze vašeho přístroje.
Jakékoli závady, které by mohly narušit bezpečný provoz přístroje, musí být před jeho
zapnutím odstraněny.
Jde o vaši bezpečnost!
9
Page 10

Předpisové
použití přístroje
Přístroj je určen výlučně pro práci ve smyslu předpisového použití.
Jakékoliv jiné a tento rámec přesahující použití se nepovažuje za předpisové. Za škody
vzniklé takovým používáním výrobce neručí.
K předpisovému používání přístroje patří rovněž
- přečtení a dodržování pokynů obsažených v tomto návodu k obsluze,
- přečtení a dodržování bezpečnostních a varovných pokynů,
Přístroj lze používat výhradně se svařovacími zdroji, které jsou pro to určeny.
Přístroj je určen pro použití v průmyslu a v komerční oblasti. Výrobce nepřebírá
odpovědnost za škody vzniklé v důsledku používání přístroje v obytných oblastech.
Okolní podmínky
Povinnosti provozovatele
Provozování nebo uložení přístroje v podmínkách, které vybočují z dále uvedených
mezí, se považuje za nepředpisové. Za škody vzniklé takovým používáním výrobce
neručí.
Teplotní rozmezí okolního vzduchu:
- při provozu: -10 °C až 50 °C (14 °F až 122 °F)
- při přepravě a skladování: -15 °C až +70 °C (5 °F až 158 °F)
Relativní vlhkost vzduchu:
- do 50 % při 40 °C (104 °F)
- do 90 % při 20 °C (68 °F)
Okolní vzduch: nesmí obsahovat prach, kyseliny, korozivní plyny či látky apod.
Nadmořská výška: do 2000 m (6500 ft)
Provozovatel se zavazuje, že s přístrojem budou pracovat pouze osoby, které
- jsou seznámeny se základními předpisy týkajícími se pracovní bezpečnosti a
předcházení úrazům a jsou zaškoleny v zacházení s přístrojem,
- přečetly tento návod k obsluze, zvláště kapitolu „Bezpečnostní předpisy“, porozuměly všemu a stvrdily toto svým podpisem,
- jsou vyškoleny v souladu s požadavky na výsledky práce.
V pravidelných intervalech je třeba ověřovat, zda pracovní činnost personálu odpovídá
zásadám bezpečnosti práce.
Povinnosti pracovníků
Klasifikace
přístrojů podle
EMC
10
Všechny osoby, které jsou pověřeny pracovat s tímto přístrojem, jsou povinny před
zahájením práce
- dodržet všechny základní předpisy o bezpečnosti práce a předcházení úrazům,
- přečíst si tento návod k obsluze, zvláště kapitolu „Bezpečnostní předpisy“ a stvrdit
svým podpisem, že všemu náležitě porozuměly a že budou pokyny dodržovat.
Před opuštěním pracoviště je zapotřebí učinit taková opatření, aby nedošlo v nepřítomnosti pověřeného pracovníka k újmě na zdraví ani k věcným škodám.
Přístroje emisní třídy A:
- Jsou určeny pouze pro použití v průmyslových oblastech.
- V jiných oblastech mohou způsobovat problémy související s vedením a zářením.
Page 11

Přístroje emisní třídy B:
- Splňují emisní požadavky pro obytné a průmyslové oblasti. Toto platí také pro
obytné oblasti s přímým odběrem energie z veřejné nízkonapěťové sítě.
Klasifikace přístrojů dle EMC podle výkonového štítku nebo technických údajů.
Opatření EMC Ve zvláštních případech může i přes dodržení normovaných mezních hodnot emisí dojít
k ovlivnění ve vyhrazené oblasti použití (např. v případě, že jsou v prostoru umístění citlivé přístroje nebo se v blízkosti nachází rozhlasové a televizní přijímače).
V případě, že se toto rušení vyskytne, je povinností provozovatele přijmout opatření,
která rušení odstraní.
Přezkoušejte a vyhodnoťte odolnost zařízení proti rušení v okolí přístroje podle
národních a mezinárodních předpisů. Příklady citlivých zařízení, která mohou být přístrojem nepříznivě ovlivněna:
- bezpečnostní zařízení
- síťové rozvody, vedení pro přenos signálů a dat
- zařízení výpočetní a telekomunikační techniky
- měřicí a kalibrační zařízení
Opatření, kterými se zabrání vzniku problémů s elektromagnetickou kompatibilitou:
1. Síťové napájení
- Pokud se i v případě předpisově provedeného síťového připojení vyskytne elek-
tromagnetické rušení, přijměte dodatečná opatření (např. použití vhodného typu
síťového filtru).
2. Svářecí kabely
- Používejte co nejkratší.
- Pokládejte těsně vedle sebe (také kvůli zabránění problémům s elektromagne-
tickým polem).
- Pokládejte daleko od ostatního vedení.
3. Vyrovnání potenciálu
4. Uzemnění svařence
- Je-li to nutné, vytvořte uzemnění pomocí vhodných kondenzátorů.
5. Odstínění, je-li zapotřebí
- Proveďte odstínění ostatních zařízení v okolí.
- Proveďte odstínění celé svařovací instalace.
CS
Opatření EMF Elektromagnetická pole mohou způsobit škody na zdraví, které nejsou dosud známé:
- Negativní účinky na zdraví osob pohybujících se v okolí, např. uživatele kardiostimulátorů a naslouchadel.
- Uživatelé kardiostimulátorů se musí poradit se svým lékařem, dříve než se začnou
zdržovat v bezprostřední blízkosti svařovacího procesu.
- Z bezpečnostních důvodů je třeba dodržovat pokud možno co největší vzdálenost
mezi svařovacími kabely a hlavou nebo tělem svářeče.
- Nenoste svařovací kabely a hadicová vedení přes ramena a neomotávejte si je
kolem těla.
Bezpečnostní
opatření v místě
instalace a při
přepravě
Převrácení přístroje může znamenat ohrožení života! Přístroj postavte na rovný a pevný
podklad.
- Úhel náklonu maximálně 10° je přípustný.
V prostorách s nebezpečím požáru a výbuchu platí zvláštní předpisy
- dodržujte příslušná národní a mezinárodní ustanovení.
Prostřednictvím vnitropodnikových směrnic a kontrol zajistěte, aby bylo okolí pracoviště
stále čisté a přehledné.
11
Page 12

Umístění a provoz přístroje musí odpovídat stupni krytí uvedenému na jeho výkonovém
štítku.
Přístroj umístěte tak, aby kolem něho byl volný prostor do vzdálenosti 0,5 m (1 ft. 7.69
in.), tím se zajistí volné proudění chladicího vzduchu.
Při přepravě přístroje dbejte na dodržování platných národních a místních směrnic a
předpisů pro předcházení úrazům. To platí zejména pro směrnice, které zajišťují
bezpečnost v oblasti dopravy.
Aktivní přístroje nezvedejte ani nepřepravujte. Přístroje před přepravou nebo zvednutím
vypněte!
Před každou přepravou přístroje zcela odčerpejte chladicí médium a demontujte následující součásti:
- Rychlost drátu
- cívku s drátem
- lahev s ochranným plynem
Před opětovným uvedením přístroje do provozu po přepravě bezpodmínečně vizuálně
zkontrolujte, zda přístroj není poškozen. Pokud zjistíte jakékoliv poškození, nechte je
před uvedením do provozu odstranit proškolenými servisními pracovníky.
Uvedení do provozu, údržba a
opravy
Bezpečnostní
označení
U dílů pocházejících od cizích výrobců nelze zaručit, že jsou navrženy a vyrobeny tak,
aby vyhověly bezpečnostním a provozním nárokům.
- Používejte pouze originální náhradní a spotřební díly (platí i pro normalizované
součásti).
- Bez svolení výrobce neprovádějte na přístroji žádné změny, vestavby ani přestavby.
- Součásti, které vykazují nějakou vadu, ihned vyměňte.
- V objednávkách uvádějte přesný název, číslo podle seznamu náhradních dílů
a sériové číslo přístroje.
Šrouby pláště zajišťují spojení s ochranným vodičem pro uzemnění dílů pláště.
Vždy používejte originální šrouby pláště v odpovídajícím počtu a s uvedeným krouticím
momentem.
Přístroje s označením CE splňují základní požadavky směrnic pro nízkonapěťovou a
elektromagnetickou kompatibilitu (odpovídající výrobkovým normám řady EN 60 974).
Společnost Fronius International GmbH prohlašuje, že přístroj odpovídá směrnici
2014/53/EU. Úplný text prohlášení o shodě EU je dostupný na internetové adrese: http://
www.fronius.com.
Svařovací přístroje s označením CSA splňují požadavky obdobných norem platných pro
USA a Kanadu.
Zálohování dat Uživatel je odpovědný za zálohování dat při změně nastavení oproti továrnímu nastavení
přístroje. Výrobce neručí za ztrátu či vymazání vašich uživatelských nastavení uložených
v tomto zařízení.
Autorské právo Autorské právo na tento návod k obsluze zůstává výrobci.
Text a vyobrazení odpovídají technickému stavu v době zadání do tisku. Změny vyhrazeny. Obsah tohoto návodu k obsluze nezakládá žádné nároky ze strany kupujícího.
12
Page 13

Uvítáme jakékoliv návrhy týkající se zlepšení dokumentace a upozornění na případné
chyby v návodu k obsluze.
CS
13
Page 14

Všeobecné informace
Koncepce
přístroje
Dálkový ovladač RCU 5000i
Oblasti použití Dálkový ovladač RCU 5000i lze používat:
- k dálkovému ovládání, programování a přednastavení svařovacích zdrojů,
- při nasazení robotů,
- k ruční obsluze svařovacího provozu s použitím svařovacích zdrojů vybavených
ovládacím panelem „Remote“.
Dálkový ovladač RCU 5000i slouží k
ovládání všech svařovacích zdrojů řady
TransSynergic / TransPuls Synergic.
Prostřednictvím ovladače RCU 5000i lze
vyvolat všechny funkce, které jsou u
svařovacího zdroje k dispozici. Kromě
toho jsou k dispozici i další funkce, jako je
například optimalizace charakteristik
svařování.
Ovladač lze připojit ke svařovacímu zdroji
prostřednictvím konektoru LocalNet.
Dálkový ovladač RCU 5000i je vybaven
displejem LCD. Ve spojení s přehledným
systémem nabídek tak přístroj uživatelům
velmi usnadňuje práci se zařízením.
Výhody - Přehlednost displeje LCD,
- jednoduchá a logická orientace pro uživatele,
- 180 předprogramovaných charakteristik svařování Synergic,
- možnost optimalizace charakteristik svařování,
- snadné vytváření programových bloků (tzv. jobů),
- možnost uložení až 1000 programových bloků,
- správa uživatelů pomocí karty s klíčem,
- monitorování parametrů pomocí funkce QMaster,
- připojení k síti LocalNet,
- rozhraní USB umožňující snadnou aktualizaci softwaru.
Sériová výbava Sériová výbava dálkového ovladače RCU 5000i zahrnuje:
- připojeno na dálkovém ovládání: 1 ks kabelu dálkového ovládání, 6pólový, 5 m (16
ft. 5 palců), vč. konektoru LocalNet, 10pólový
- 1 ks kabelu USB, cca 1,8 m (5 ft. 11 palců), vč. adaptéru USB
- 1 ks paměťové karty, 3,3 V
- 1 ks transpondérové karty („karta klíče“)
- 1 ks CD-ROM „Software Tools“
Rozšířená výbava Držák RCU 5000i
Držák RCU 5000i je určen k montáži na zeď nebo na dálkově řízený svařovací zdroj. Do
držáku RCU 5000i lze zavěsit dálkový ovladač.
14
Page 15

TECHNICKÉ
ÚDAJE
Napájecí napětí 24 V DC
Odběr proudu 170 mA
Krytí IP 23
Certifikace CE, FCC
Kmitočtové pásmo 134,2 kHz
Max. vysílací výkon < 65dBµA/m @10m
Rozměry d/š/v 258 / 180 / 48 mm
10,16 / 7,09 / 1,89 in.
Hmotnost 1,5 kg
3,31 lb.
CS
Upozornění
týkající se
označení
bezdrátového
zařízení
Nepopsané
funkce
Dálkový ovladač RCU 5000i je vybaven modulem RFID (Radio Frequency Identification).
Tento modul RFID slouží ke kabelovému a k bezdrátovému přenosu dat s použitím karty
s klíčem (karty Transponder). Přenos dat je prováděn prostřednictvím magnetického
pole.
Modul RFID v USA podléhá povinnosti označení podle ustanovení komise FCC:
FCC ID: QKWRF5000I
UPOZORNĚNĹ!
V případě aktualizace softwaru mohou být u používaného zařízení k dispozici
funkce, které nejsou v tomto návodu popsány (a naopak některé mohou chybět).
Mohou se také vyskytnout drobné odchylky mezi jednotlivými vyobrazeními v tomto
návodu k obsluze a údaji skutečně zobrazenými na displeji LCD.
15
Page 16

Ovládací prvky a přípojky
(1)
(15)
(14)(13)(12)(11)(10)
)8()9(
(7)
(6)
)4()5(
(3)
(2)
(16)
Ovládací panel
Ovládací panel dálkového ovladače RCU 5000i
Řídicí tlačítka
(1) Tlačítko nabídky ... k vyvolání hlavního menu
(2) Tlačítko Info ... k zobrazení kontextově závislých informací
(3) Tlačítko OK ... k potvrzení položek dialogů nabídky, bezpečnostních dotazů
apod.
(4) Tlačítko zavedení drátu ... k zavedení svařovacího drátu, bez proudu a plynu
(5) Tlačítko zkoušky plynu ... ke kontrole předfuku plynu
Navigační tlačítka
(6) Tlačítko se šipkou dolů ... k navigaci v seznamech
(7) Tlačítko se šipkou nahoru ... k navigaci v seznamech
(8) Tlačítko se šipkou doprava ... k navigaci ve vodorovném směru (například v
rámci podnabídky)
(9) Tlačítko se šipkou doleva ... k navigaci ve vodorovném směru (například v rámci
podnabídky)
Funkční tlačítka s proměnným obsazením funkcí
16
(10) Tlačítko F1 ... Funkční tlačítko
(11) Tlačítko F2 ... Funkční tlačítko
(12) Tlačítko F3 ... Funkční tlačítko
(13) Tlačítko F4 ... Funkční tlačítko
(14) Tlačítko F5 ... Funkční tlačítko
Page 17

DŮLEŽITÉ!
(1)
(1)
Pokyny pro
použití tlačítka
OK
Aktuální obsazení tlačítek funkcemi je zobrazeno na displeji LCD přímo nad jednotlivými tlačítky.
Ostatní
(15) Displej ... černobílý displej LCD
(16) Čtecí zóna pro kartu s klíčem ... k identifikaci a ověření přístupových oprávnění,
které lze propůjčit prostřednictvím různých karet s klíčem
Tlačítko OK (3) umožňuje uživateli výběr funkčních tlačítek obsazených různými funkcemi.
Je-li funkce tlačítka označena rámečkem, lze tuto funkci vybrat pomocí tlačítka OK (3).
CS
Příklad: Rámečkem označené tlačítko F1 „Uložit jako
job“
Příklad: Rámečkem označené tlačítko F2 „Dopředu“
(1) Rámeček
17
Page 18

Další ovládací
)91()02(
(18)
(17)
(21)
(23) (22) (23)(23)
(23)
prvky, připojení a
mechanické
součásti
Přední pohled na ovladač RCU 5000i - ovládací prvky, připojení
(17) Úchyt pro upevnění ... k zavěšení do nástěnného držáku nebo k připevnění na
svařovací zdroj
(18) Zadávací kolečko ... ovládací prvek pro přírůstkové zadávání parametrů
(19) Konektor sítě LocalNet s připojovacím kabelem ... k připojení ke
svařovacímu zdroji. Konector slouží jako oddělovací zařízení a musí být volně
přístupná
(20) Pryžový kryt ... k ochraně štěrbiny pro paměťovou kartu
(21) Pryžový kryt ... k ochraně konektoru USB pro připojení k počítači
(22) Držadlo ... držadlo/opěrka s
možností vyklopení v úhlu 0–95°
(23) Vlisované vložky se závitem
M5 ... například k připevnění
ovladače při montáži na zeď
18
Zadní pohled na ovladač RCU 5000i - ovládací prvky,
mechanické součásti
Page 19

(25) (24)
(24) Štěrbina pro paměťovou kartu
Boční pohled na ovladač RCU 5000i - připojení
(25) Konektor USB ... k připojení k
počítači, například za účelem
aktualizace softwaru
CS
19
Page 20

Koncepce ovládání
(8)
(9)
Rozčlenění na
pracovní činnosti
Hlavní nabídka
Popis ovládání dálkového ovladače RCU 5000i je členěn podle pracovních činností.
Rozlišujeme následující pracovní činnosti:
- Svařování (svařování MIG/MAG Synergic, svařování MIG/MAG ruční, svařování
obalenou elektrodou, svařování TIG a Job)
- Vytváření programových bloků (jobů)
- Vytváření vlastních charakteristik a bodů charakteristik
- Optimalizace a správa programových bloků (jobů)
- Optimalizace a správa stávajících charakteristik
- Vytváření implicitních hodnot pro svařovací provoz
- Definice jazyka a použitých jednotek
Jednotlivým pracovním činnostem
odpovídají položky v hlavní nabídce.
Hlavní nabídku lze zobrazit stisknutím
tlačítka nabídky (1).
Každé položce této nabídky odpovídá podnabídka („šňůra“) s dalšími položkami.
Zobrazená hlavní nabídka
Podnabídky Princip podnabídek:
- Jednotlivé parametry jsou seskupeny do různých datových záznamů (karet).
- Tyto datové záznamy (karty) jsou v rámci podnabídky zřetězeny do smyčky.
- Mezi datovými záznamy v podnabídce lze procházet ve dvou směrech.
- Po dosažení posledního datového záznamu bude následovat opět první záznam. Při
navigaci v opačném směru bude po prvním datovém záznamu následovat opět
poslední záznam.
- Počet datových záznamů v jednotlivých podnabídkách se liší. Při určitém nastavení
parametrů nebo při použití zvláštních funkcí svařovacího zdroje mohou být do podnabídek přidány další datové záznamy (karty).
20
Ukázka podnabídky s 5 datovými záznamy (A - E) - je otevřen záznam „Pracovní parametry“
Page 21

Použití systému podnabídek u dálkového ovladače RCU 5000i:
- Všechny parametry, datové záznamy (karty) a funkce vyžadované pro vybranou pracovní činnost jsou seřazeny podle pořadí v dané podnabídce.
- Každému datovému záznamu v podnabídce odpovídá vlastní zobrazení na displeji
(= obrazovka).
V dalším textu tohoto návodu k obsluze jsou datové záznamy na kartách zobrazeny
podobně jako v následující ukázce:
Obrazovka Karta (s datovým záznamem)
„Pracovní parametry“ Název karty (datového záznamu)
- Rozšířená výbava a zvláštní funkce svařovacího zdroje (například SynchroPuls)
závisí na daném datovém záznamu v rámci podnabídky.
- Mezi záznamy v podnabídce lze procházet pomocí navigačních tlačítek se šipkou
doprava (8) a doleva (9).
Převzetí hodnot Změněné hodnoty nesmí být explicitně uloženy ani aktivovány. Tyto hodnoty jsou bez-
prostředně aktivní.
CS
21
Page 22

Popis obrazovek na displeji
(1)
(3)
(2)
Všeobecné informace
Obrazovka
„Hlavní menu“
Při provozu jsou na displeji dálkového ovladače RCU 5000i zobrazeny různé obrazovky
a karty s daty. Karty a obrazovky jsou přístupné prostřednictvím nabídek a slouží ke
komunikaci s uživatelem.
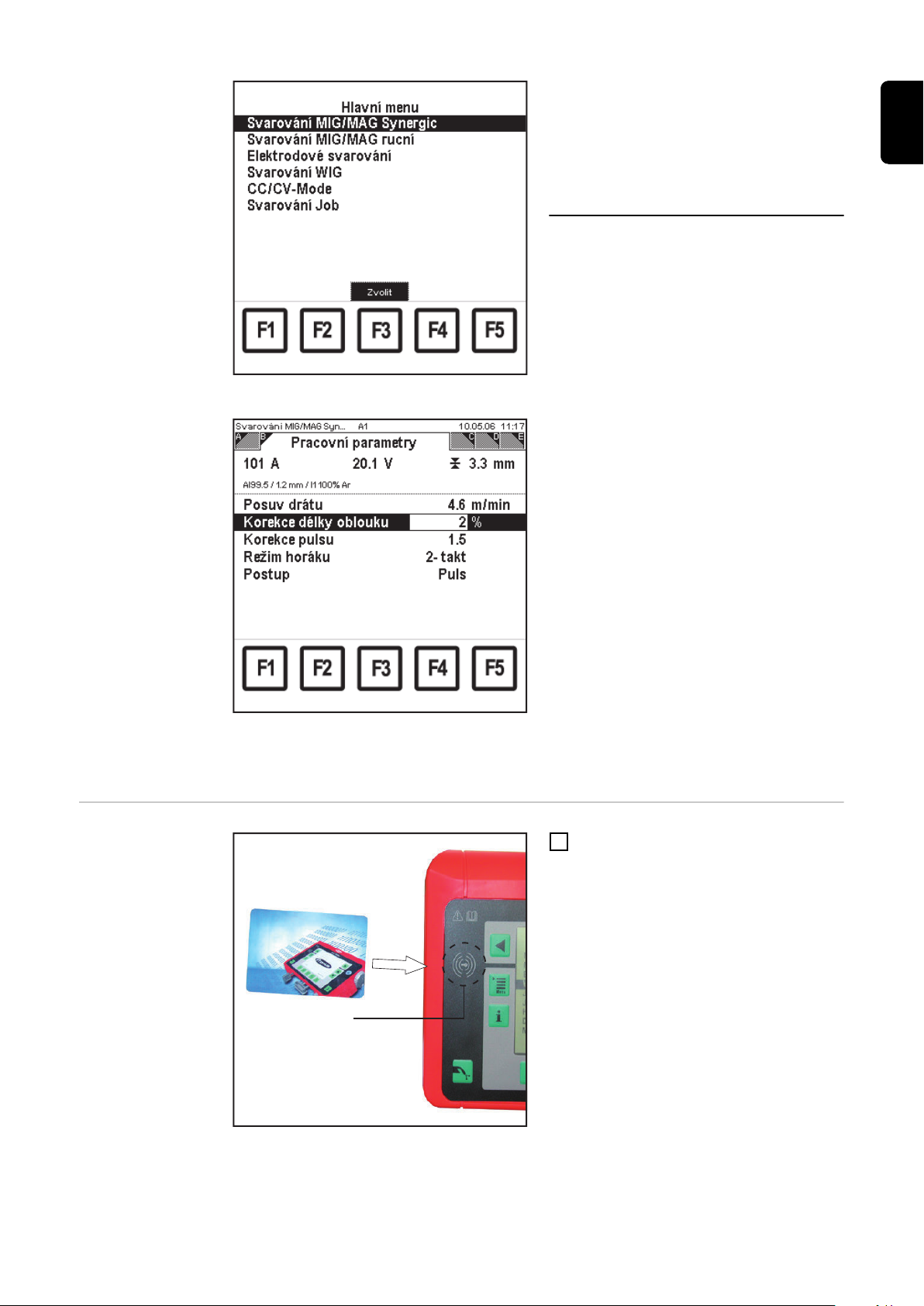
Obrazovka „Hlavní menu“ obsahuje hlavní nabídku. Obrazovku „Hlavní menu“ lze vyvolat stisknutím tlačítka nabídky (1).
UPOZORNĚNĹ!
Při stisknutí tlačítka nabídky (1) budou bez předchozího dotazu zavřena všechna
otevřená dialogová okna, s výjimkou průvodců.
(1) Položky nabídky
(2) Je vybrána položka Svařování
MIG/MAG Synergic
(3) Funkčnímu tlačítku F3 je přiřazen
příkaz „Zvolit“.
Obrazovka
„Data“
Obrazovka „Hlavní menu“
- Po výběru některé položky v hlavní nabídce bude zobrazena obrazovka „Data“.
- Každá obrazovka „Data“ obsahuje podnabídku s kartami.
- Jednotlivým položkám nabídky odpovídá různý počet karet s daty.
Při použití zvláštních funkcí svařovacího zdroje nebo při určitém nastavení parametrů mohou být do příslušných podnabídek přidány další karty s daty.
- Na kartách s daty lze prohlížet či nastavovat parametry. Parametry jsou uspořádány
do seznamu.
Mezi parametry v seznamu lze vybírat pomocí navigačních tlačítek se šipkou dolů
(6) a nahoru (7).
Hodnoty parametrů lze nastavit pomocí zadávacího kolečka (18).
22
Page 23

(1)
(2)
(3)
(4) (5) (6)(7) (8) (9) (10)
(11)
(12)
(13)
(14)
(15)
Příklad: Obrazovka „Data“
(1) Poznávací písmeno karty s daty (9) Cas
(2) Pracovní činnost (10) Materiál, průměr drátu, ochranný
plyn
(3) Svařovací proud (11) Řádek s informacemi
(4) Uživatel (12) Podnabídka se záhlavími karet
A-E
CS
Obrazovka
„Průvodce“
(5) Název karty s daty (13) Oblast zobrazení
(6) Svařovací napětí (14) Přehled parametrů
(7) Tloušťka plechu (15) Přiřazení funkčních tlačítek
(8) datum - F1 - „Uložit jako job“
- F2 - „Vytvořit bod charakteristiky“
- F3 - „Úprava charakteristiky“
- F4 - „Materiál“
- F5 - „Int/Ext“
Termínem průvodce je označována řízená posloupnost kroků se zadáváním údajů.
Uživatel může touto posloupností procházet směrem dopředu či dozadu. V rámci
průvodce jsou postupně zobrazovány různé obrazovky.
23
Page 24

(3)(4)
(2)
(1)
(6) (7) (8)
(5)
Příklad: Obrazovka „Průvodce“
(1)
(2) (3)
(1) Tmavý rámeček
(2) Kroky postupu
(3) Již provedené pracovní kroky
(4) aktuální krok postupu
(5) dosud otevřený krok postupu
(6) F1 - „ Zpět“ (na první obrazovce
zobrazeno šedě)
(7) F2 - „Dopředu“ (nebo „Hotovo“ na
poslední obrazovce)
(8) F5 - „Přerušit“
Obrazovka „Dialog“
Obrazovka „Dialog“ slouží k zobrazení podřízených dialogových oken.
Obrazovka „Dialog“ může obsahovat stromové struktury, seznamy s nabídkami a další
podobné prvky.
(1) Tmavý rámeček
(2) F1 - „Přijmout“
(3) F5 - „Přerušit“
Příklad: Obrazovka „Dialog“ s funkčními tlačítky
„Přijmout“ a „Přerušit“
Obrazovka
„Zpráva“
Obrazovka „Zpráva“ obsahuje zprávy týkající se různých stavů. Zobrazenou zprávu je
nutné potvrdit nebo je třeba provést určitou volbu.
Obrazovka se zprávou překryje část aktuálně zobrazené obrazovky. Aktuální obrazovka
je přitom zobrazena šedě.
24
Page 25

(1) (2)
(5) (6) (7)
(3) (4)
Příklad: Obrazovka se zprávou - Bezpečnostní dotaz
(1) (2) (3) (4) (5)
(6)
(1) Aktuální obrazovka, zobrazená
šedě
(2) Symbol
(3) Typ zprávy
(4) Tmavý rámeček
(5) F2 - „Ano“
(6) F3 - „Ne“
(7) F4 - „Přerušit“
CS
Obrazovka
„Chyba“
Na obrazovkách „Chyba“ jsou oznamovány chyby (Error), které se vyskytly během
svařování. Obrazovky „Chyba“ je nutné vždy potvrdit. Pokud je chybová zpráva ignorována, bude po uplynutí 2 minut zobrazena znovu (pokud daná chyba stále přetrvává).
Obrazovka s chybovou zprávou překryje část aktuálně zobrazené obrazovky. Aktuální
obrazovka je přitom zobrazena šedě.
(1) Aktuální obrazovka, zobrazená
šedě
(2) Symbol
(3) Chybový kód
(4) Označení chyby
(5) Tmavý rámeček
(6) F3 - „OK“
Příklad: Obrazovka „Chyba“
25
Page 26

(2) (3)
(5) (6)
(4)(1)
Příklad: Obrazovka „Chyba“ s funkčními tlačítky
Potvrdit a Ignorovat
(1) Aktuální obrazovka, zobrazená
šedě
(2) Symbol
(3) Označení chyby
(4) Tmavý rámeček
(5) F2 - „Potvrdit“
(6) F3 - „Ignorovat“
26
Page 27

Uvedení do provozu
VR 4000 VR 7000
VR 1500
TPS 2700
TS/TPS 4000-5000
CS
Před uvedením
do provozu
Systémové
předpoklady
Připojení
ovladače RCU
5000i
VAROVÁNÍ!
Nebezpečí v důsledku nesprávné obsluhy a nesprávně provedených prací.
Následkem mohou být těžká poranění a materiální škody.
Veškeré práce popsané v tomto dokumentu smějí provádět jen odborně vyškolené
▶
osoby.
Tento dokument je nutné přečíst a porozumět mu.
▶
Všechny návody k obsluze systémových komponent, zejména bezpečnostní
▶
předpisy, je nutné přečíst a porozumět jim.
K úspěšnému provozování dálkového ovladače RCU 5000i je pro svařovací zdroj
vyžadován následující firmware:
OFFICIAL UST V 3.20.1
Dálkový ovladač RCU 5000i lze připojit do kterékoli zdířky LocalNet svařovacího
zařízení, například:
Zásuvka LocalNet u zařízení VR 4000, VR 7000 a
VR 1500
Postup:
Přepněte síťový vypínač zdroje do polohy „0".
1
Zastrčte konektor LocalNet dálkového ovladače do zásuvky LocalNet.
2
Utáhněte převlečnou matici konektoru.
3
Přepněte síťový vypínač zdroje do polohy „I“ - dálkový ovladač je připraven k použití,
4
bude zobrazena spouštěcí sekvence.
Přípojka LocalNet u zařízení TPS 2700 a TS/TPS
4000-5000
27
Page 28

Spouštěcí sekvence - nastavení
jazyka
Během spouštěcí sekvence budou na displeji zobrazeny následující údaje:
- Logo společnosti Fronius (ve střední části displeje)
- Verze softwaru (část displeje vlevo dole)
- www.fronius.com (část displeje vpravo dole)
- Jazyk (nad funkčním tlačítkem F3)
Spouštěcí sekvence trvá přibližně 2 sekundy. Během této doby lze provést přednastavení jazyka a norem (metrický nebo palcový systém). Za tímto účelem stiskněte funkční
tlačítko F3.
Chcete-li určit přednastavení jazyka
1
nebo norem, stiskněte tlačítko F3
„Jazyk“.
- Bude zobrazena karta „Jazyk a
normy“ umožňující nastavení
parametrů zařízení.
Spouštěcí sekvence, tlačítku F3 je přiřazena volba
„Jazyk“
Přednastavení zařízení: karta „Jazyk a normy“, je
vybrána položka Jazyk
Vyberte požadované parametry
2
pomocí tlačítek se šipkou dolů (6)
nebo nahoru (7).
Hodnoty parametrů lze upravit pomocí
3
zadávacího kolečka (18).
Stiskněte tlačítko nabídky (1).
4
28
Page 29

Hlavní nabídka bude zobrazena ve zvoleném jazyce.
Hlavní nabídka bude zobrazena ve zvoleném jazyce.
CS
Chyba „073 (no
Host)“ - Nelze
navázat spojení
se zdrojem.
Chybová zpráva bez možnosti potvrzení
„073 (no Host)“ se zobrazí v případě, že
dálkový ovladač při uvedení do provozu
nemůže navázat spojení se svařovacím
zdrojem.
Mezi možné příčiny patří například
přerušení kontaktu se svařovacím zdrojem
nebo použití nesprávného rozdělovače
LocalNet.
Po obnovení spojení chybová zpráva „073
(no Host)“ zmizí.
Chybovou zprávu „073 (no Host)“ lze ignorovat.
Obrazovka „Chyba 073 (no Host)“
29
Page 30

Uzamknutí a odemknutí ovladače RCU 5000i
(16)
pomocí karty s klíčem
Předpoklad
Správa uživatelů,
profily, klíče
Uzamknutí
ovladače RCU
5000i
UPOZORNĚNĹ!
Kartu s klíčem lze k uzamknutí či odemknutí dálkového ovladače použít tehdy,
pokud nejsou v podnabídce „Přednastavení zařízení“ uloženy jiné profily nebo
klíče s výjimkou hodnot „Administrátor“ a „Uzamčeno“.
Další informace týkající se správy uživatelů, profilů a klíčů najdete v kapitole „Přednastavení zařízení“, odstavec „Profily / Klíče“.
Podržte kartu s klíčem nad čtecí
1
zónou karty (16).
Podržení karty s klíčem nad čtecí zónou karty
Zobrazí se obrazovka se zprávou „Info
Key - Dálkové ovládání zablokováno“.
Obrazovka se zprávou „Info Key - Dálkové ovládání
zablokováno“
30
Page 31
Bude vyvolán profil „Uzamčeno“.
(16)
Hlavní menu v profilu „Uzamčeno“
DŮLEŽITÉ!
Vlastnosti profilu „Uzamčeno“ lze
změnit na kartě „Profily / Klíče“ v podnabídce „Přednastavení zařízení“.
V závislosti na tom, které předdefinované
možnosti byly uloženy v profilu
„Uzamčeno“, lze vybrat různé karty a
funkce.
Příklad:
Tovární nastavení profilu „Uzamčeno“
umožňuje v hlavní nabídce přístup ke
svařovacím postupům. Tlačítka nejsou na
jednotlivých kartách s daty k dispozici.
Parametry na kartách s daty lze vybrat
pomocí tlačítka se šipkou dolů (6) nebo
nahoru (7) a upravit pomocí zadávacího
kolečka (18).
CS
Odemknutí
ovladače RCU
5000i
Položka nabídky „Svařování MIG/MAG Synergic“ při
uzamknutém dálkovém ovladači, karta „Pracovní
parametry“
Podržení karty s klíčem nad čtecí zónou karty
Podržte kartu s klíčem nad čtecí
1
zónou karty (16).
31
Page 32

Karta se zprávou „Info Key - Dálkové ovládání odblokováno“
Zobrazí se karta se zprávou „Info Key Dálkové ovládání odblokováno“.
Zobrazí se obrazovka naposledy vyvolaná
před uzamknutím. Veškeré položky
nabídky jsou opět k dispozici bez omezení.
Odemknutí
ovladače RCU
5000i pomocí
funkce Unlock
Dálkové ovládání RCU 5000i je od softwarové verze OFFICIAL RCU V1.14.12 vybaveno
funkcí Unlock.
Tato funkce pozměňuje profil „Uzamčeno“ a umožňuje v přednastavení zařízení přístup
ke kartě „Profily / Klíče“, např. pro zadání administračního klíče nebo změnu profilu
„Uzamčeno“.
Další informace o funkci Unlock naleznete v kapitole „Přednastavení zařízení“, odstavec
„RCU 5000i - funkce Unlock“.
32
Page 33

Svařování MIG/MAG Synergic
CS
Všeobecné informace
Vyberte položku
nabídky
„Svařování
MIG/MAG Synergic“.
Svařování MIG/MAG Synergic odpovídá synergickému provozu svařovacího zdroje. Je-li
nastaven parametr rychlosti posuvu drátu, jsou podle nastavené hodnoty pro posuv
drátu přizpůsobeny parametry svařovacího proudu a tloušťky plechu.
Aktuální hodnoty svařovacího proudu a tloušťky plechu jsou zobrazeny v oblasti zobrazení.
Stiskněte tlačítko nabídky (1):
1
- Zobrazí se hlavní nabídka.
Pomocí zadávacího kolečka (18)
2
vyberte položku nabídky „Svařování
MIG/MAG Synergic“.
Stiskněte tlačítko OK (3):
3
- Zobrazí se naposledy vyvolaná
karta s daty.
Hlavní nabídka: je zvýrazněna položka „Svařování
MIG/MAG Synergic“
Přehled V části týkající se podnabídky „Svařování MIG/MAG Synergic“ je popsána následující
problematika:
- Vyvolání svařovacího programu
- Nastavení pracovních parametrů
- Přepnutí do velkého zobrazení
- Zadání parametru pro nastavení postupu
- Nastavení dalších parametrů: režimy speciální 2-takt, speciální 4-takt, bodování
- Nastavení parametrů funkce SynchroPuls
33
Page 34
Vyvolání svařovacího programu
Vyvolání
svařovacího programu
Vyberte položku nabídky „Svařování
1
MIG/MAG Synergic“.
Pomocí tlačítka se šipkou vpravo (8)
2
přejděte na položku „Svařovací program“.
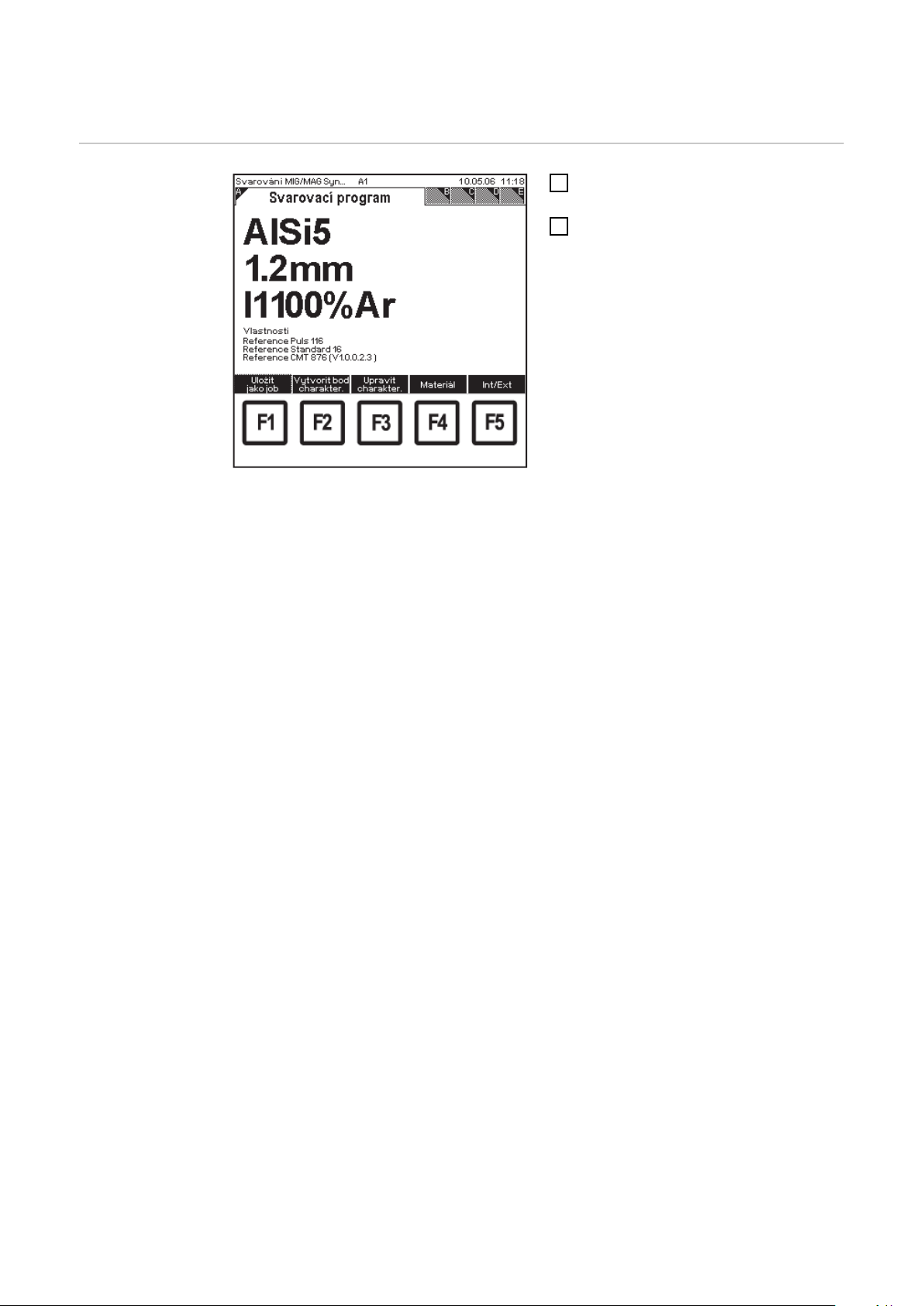
- Zobrazí se karta „Svařovací program“.
Svařování MIG/MAG Synergic: karta „Svařovací program“
Karta „Svařovací program“ obsahuje následující údaje:
- Příd.mater.
- Průměr drátu
- ochranný plyn,
- referenční čísla charakteristik přiřazených danému svařovacímu programu
např.:
materiálu AlSi5 u drátu s Ø 1,2 mm a ochranném plynu 100 % Ar odpovídají referenční čísla pro charakteristiku pulzního procesu, standardního procesu a procesu
CMT.
34
Page 35

Nastavení pracovních parametrů
CS
Nastavení pracovních parametrů
Vyberte položku nabídky „Svařování
1
MIG/MAG Synergic“.
Pomocí tlačítka se šipkou vpravo (8)
2
přejděte na položku „Pracovní parametry“:
- Zobrazí se karta „Pracovní parametry".
Pomocí tlačítek se šipkou dolů (6)
3
nebo nahoru (7) vyberte požadované
pracovní parametry.
Upravte hodnoty parametrů pomocí
4
zadávacího kolečka (18).
- Hodnotu každého parametru lze
změnit pouze v rámci definovaného nastavitelného rozsahu.
Svařování MIG/MAG Synergic: karta „Pracovní parametry“, je vybrán parametr Korekce oblouku
Nastavitelný rozsah je uložen.
V oblasti zobrazení jsou uvedeny hodnoty svařovacího proudu, napětí a tloušťky plechu.
Je-li změněna hodnota parametru „Posuv drátu“, změní se odpovídajícím způsobem
také hodnoty v oblasti zobrazení.
Provozní režimy
hořáku
Lze nastavit následující režimy hořáku:
- 2-takt
- Speciální 2-takt
- 4-takt
- Speciální 4-takt
- Bodové svařování
Svařovací postup Lze nastavit následující pracovní postupy:
- pulzní (pulzní svařování MIG/MAG Synergic),
- standardní (standardní svařování MIG/MAG Synergic),
- CMT (Cold Metal Transfer).
35
Page 36

Pokud si nastavený svařovací program a
vybraný pracovní postup vzájemně neodpovídají, nebo pokud pro vybraný pracovní
postup není uložen žádný svařovací program, bude v oblasti zobrazení uvedena
položka „žádný program“.
Parametr „Posuv drátu“ nelze změnit.
Svařování MIG/MAG Synergic: karta „Pracovní parametry“, pro pracovní postup „CMT“ je zobrazena
položka „žádný program“
V závislosti na zvoleném pracovním postupu a nastaveném svařovacím programu se
různě zobrazí jednotlivé parametry:
Svařovací postup Parametr
puls Korekce pulsu
Standard Korekce dynamiky
U pracovního postupu CMT Čas funkce HotStart
Korekce pulzu
Pulzní cykly pro HotStart
Korekce Boost
Korekce dynamiky
36
Parametr „Korekce pulzu“ u pracovního postupu Pulz Parametr „Korekce dynamiky“ u pracovního postupu
Standard
Page 37

CS
Parametr „Čas funkce HotStart“ u pracovního
postupu CMT
Parametr „Pulzní cykly funkce Hotstart“ u pracovního
postupu CMT
Parametr „Korekce pulzu“ u pracovního postupu CMT
Parametr „Korekce Boost“ u pracovního postupu
CMT
Parametr „Korekce dynamiky“ u pracovního postupu CMT
37
Page 38

Pracovní postup
„CMT“
Pracovní postup „CMT“ lze použít pouze ve spojení s následujícími součástmi:
- svařovací zdroj CMT (např. TPS 4000 CMT),
- podavač drátu CMT (např. VR 7000 CMT),
- pohonná jednotka CMT se zásobníkem drátu (např. Robacta Drive CMT),
- propojovací hadicové vedení CMT.
Při použití pracovního postupu CMT Advanced je nutné použít databázi svařovacích programů M0842.
38
Page 39

Přepnutí do velkého zobrazení
(1) (2)
0.6 A
0.35 A
CS
Všeobecné informace
Přepnutí do
velkého zobrazení
Parametry rychlosti podavače drátu, svařovacího proudu a napětí lze zobrazit v režimu
velkého zobrazení. Na kartě „Velké zobrazení“ jsou rovněž uvedeny skutečné hodnoty
proudu motoru podavače drátu a jednotky PushPull.
Vyberte položku nabídky „Svařování
1
MIG/MAG Synergic“.
Pomocí tlačítka se šipkou vpravo (8)
2
přejděte na položku „Velké zobrazení“>
- Zobrazí se karta „Velké zobrazení“.
- Pomocí zadávacího kolečka (18)
lze na kartě „Velké zobrazení“
změnit rychlost posuvu drátu.
Je-li změněna hodnota parametru „Posuv
drátu“, změní se odpovídajícím způsobem
také hodnoty svařovacího proudu a napětí.
Svařování MIG/MAG Synergic: karta „Velké zobrazení“
(1) Proud motoru podavače drátu
(2) Proud motoru jednotky PushPull
39
Page 40

Zadání parametru pro nastavení postupu
Zadání parametru
pro nastavení
postupu
Svařování MIG/MAG Synergic: karta „Nastavení
postupu“, je vybrán parametr Předfuk plynu
Vyberte položku nabídky „Svařování
1
MIG/MAG Synergic“.
Pomocí tlačítka se šipkou vpravo (8)
2
přejděte na položku „Nastavení
postupu“.
- Zobrazí se karta „Nastavení
postupu".
Pomocí tlačítek se šipkou dolů (6)
3
nebo nahoru (7) vyberte parametr pro
nastavení postupu.
Upravte hodnotu parametru pro nasta-
4
vení postupu pomocí zadávacího
kolečka (18).
- Hodnotu parametru pro nastavení
postupu lze změnit pouze v rámci
definovaného nastavitelného rozsahu. Nastavitelný rozsah je
uložen.
40
Page 41

Nastavení dalších parametrů: režimy speciální 2takt, speciální 4-takt, bodování
Nastavení dalších
parametrů pro
režim speciální 2takt
Pokud je na kartě „Pracovní parametry“ pro parametr Režim hořáku vybrána hodnota
S2-takt, bude v podnabídce zobrazena odpovídající karta.
Lze nastavit tyto další parametry:
- Startovací proud Is
- Čas startovacího proudu ts
- Slope 1 Sl1
- Slope 2 Sl2
- Čas závěrného proudu te
- Závěrný proud Ie
Karta „Pracovní parametry“: Režim hořáku S2-takt
Vyberte položku nabídky „Svařování
1
MIG/MAG Synergic“.
Pomocí tlačítka se šipkou vpravo (8)
2
přejděte na položku „Pracovní parametry“.
- Zobrazí se karta „Pracovní parametry".
Pomocí tlačítek se šipkou dolů (6)
3
nebo nahoru (7) vyberte parametr
Režim hořáku.
Pomocí zadávacího kolečka (18)
4
nastavte hodnotu S2-takt.
Pomocí tlačítka se šipkou doprava (8)
5
přejděte na kartu „Speciální 2-takt“.
- Zobrazí se karta „Speciální 2takt“.
CS
Svařování MIG/MAG Synergic: je vybrána karta
„Speciální 2-takt“, položka Startovací proud
Vyberte další parametry pomocí
6
tlačítek se šipkou dolů (6) nebo
nahoru (7).
Upravte hodnoty těchto parametrů
7
pomocí zadávacího kolečka (18).
- Hodnoty dalších parametrů lze
změnit pouze v rámci definovaného nastavitelného rozsahu.
Nastavitelný rozsah je uložen.
41
Page 42

Nastavení dalších
parametrů pro
režim speciální 4takt
Pokud je na kartě „Pracovní parametry“ pro parametr Režim hořáku vybrána hodnota
S4-takt, bude v podnabídce zobrazena odpovídající karta.
Lze nastavit tyto další parametry:
- Startovací proud Is
- Slope 1 Sl1
- Závěrný proud Ie
- Slope 2 Sl2
Vyberte položku nabídky „Svařování
1
MIG/MAG Synergic“.
Pomocí tlačítka se šipkou vpravo (8)
2
přejděte na položku „Pracovní parametry“.
- Zobrazí se karta „Pracovní parametry".
Pomocí tlačítek se šipkou dolů (6)
3
nebo nahoru (7) vyberte parametr
Režim hořáku.
Pomocí zadávacího kolečka (18)
4
nastavte hodnotu S4-takt.
Pomocí tlačítka se šipkou doprava (8)
5
přejděte na kartu „Speciální 4-takt“.
- Zobrazí se karta „Speciální 4-
Karta „Pracovní parametry“: režim hořáku S4-takt
takt“.
Nastavení dalších
parametrů pro
režim bodování
Vyberte další parametry pomocí
6
tlačítek se šipkou dolů (6) nebo
nahoru (7).
Upravte hodnoty těchto parametrů
7
pomocí zadávacího kolečka (18).
- Hodnoty dalších parametrů lze
změnit pouze v rámci definovaného nastavitelného rozsahu.
Nastavitelný rozsah je uložen.
Svařování MIG/MAG Synergic: je vybrána karta
„Speciální 4-takt“, položka Startovací proud Is
Pokud je na kartě „Pracovní parametry“ pro parametr Režim hořáku vybrána volba
Bodování, bude v podnabídce zobrazena odpovídající karta.
Lze nastavit následující parametry:
- Rychlost podávání drátu
- korekce oblouku,
- Doba bodování
42
Page 43

Karta „Pracovní parametry“: režim hořáku Bodování
Vyberte položku nabídky „Svařování
1
MIG/MAG Synergic“.
Pomocí tlačítka se šipkou vpravo (8)
2
přejděte na položku „Pracovní parametry“.
- Zobrazí se karta „Pracovní parametry".
Pomocí tlačítek se šipkou dolů (6)
3
nebo nahoru (7) vyberte parametr
Režim hořáku.
Pomocí zadávacího kolečka (18)
4
nastavte volbu Bodování.
Pomocí tlačítka se šipkou vpravo (8)
5
přejděte na položku „Bodování“.
- Zobrazí se karta „Bodování“.
CS
Svařování MIG/MAG Synergic: karta „Bodování“, je vybrán parametr Posuv drátu
Vyberte požadovaný parametr pomocí tlačítek se šipkou dolů (6) nebo nahoru (7).
6
Upravte hodnotu parametru pomocí zadávacího kolečka (18).
7
- Hodnoty parametrů lze změnit pouze v rámci definovaného nastavitelného rozsahu. Nastavitelný rozsah je uložen.
43
Page 44
Nastavení parametrů funkce SynchroPuls
Všeobecné informace
Nastavení parametrů funkce
SynchroPuls
(volitelný software)
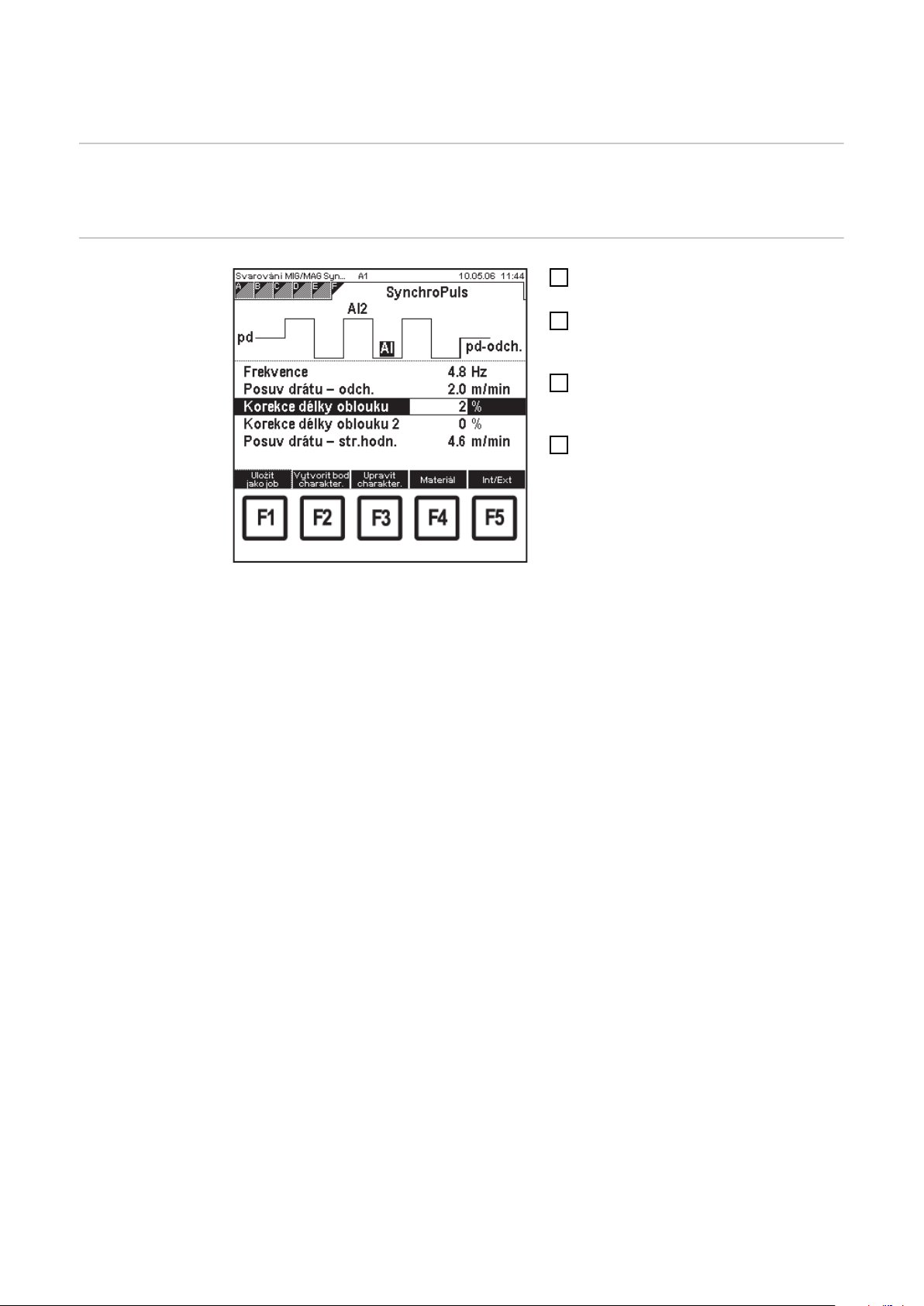
Je-li ve svařovacím zdroji nainstalován volitelný software SynchroPuls, je v podnabídce k
dispozici také karta s parametry funkce SynchroPuls. Karta je přidána do podnabídky.
Vyberte položku nabídky „Svařování
1
MIG/MAG Synergic“.
Pomocí tlačítka se šipkou vpravo (8)
2
přejděte na položku „SynchroPuls“.
- Zobrazí se karta „SynchroPuls“.
Vyberte požadovaný parametr funkce
3
SynchroPuls pomocí tlačítek se šipkou
dolů (6) nebo nahoru (7).
Upravte hodnotu parametru funkce
4
SynchroPuls pomocí zadávacího
kolečka (18).
- Hodnoty parametrů funkce SynchroPuls lze změnit pouze v rámci
definovaného nastavitelného rozsahu. Nastavitelný rozsah je
Svařování MIG/MAG Synergic: karta „SynchroPuls“
uložen.
44
Page 45

Ruční svařování MIG/MAG
CS
Všeobecné informace
Vyberte položku
nabídky
„Svařování
MIG/MAG ruční“.
Oproti svařování MIG/MAG v režimu Synergic jsou při ručním svařování MIG/MAG parametry svařování nastavovány jednotlivě.
Stiskněte tlačítko nabídky (1):
1
- Zobrazí se hlavní nabídka.
Pomocí zadávacího kolečka (18)
2
vyberte položku nabídky „Svařování
MIG/MAG ruční“.
Stiskněte tlačítko OK (3):
3
- Zobrazí se naposledy vyvolaná
karta s daty.
Hlavní nabídka: je zvýrazněna položka nabídky
„Svařování MIG/MAG ruční“
Přehled V části týkající se podnabídky „Svařování MIG/MAG ruční“ je popsána následující pro-
blematika:
- Vyvolání svařovacího programu
- Nastavení pracovních parametrů
- Přepnutí do velkého zobrazení
- Zadání parametru pro nastavení postupu
- Nastavení dalších parametrů pro režim bodování
45
Page 46

Vyvolání svařovacího programu
Výběr
svařovacího programu
Vyberte položku nabídky „Svařování
1
MIG/MAG ruční“.
Pomocí tlačítka se šipkou vpravo (8)
2
přejděte na položku „Svařovací program“.
- Zobrazí se karta „Svařovací program“.
Svařování MIG/MAG ruční: karta „Svařovací program“
Karta „Svařovací program“ obsahuje následující údaje:
- Příd.mater.
- Průměr drátu
- ochranný plyn,
- referenční čísla charakteristik přiřazených danému svařovacímu programu
např.:
materiálu AlSi5 u drátu s Ø 1,2 mm a ochranném plynu 100 % Ar odpovídají referenční čísla pro charakteristiku pulzního procesu, standardního procesu a procesu
CMT.
46
Page 47

Nastavení pracovních parametrů
CS
Nastavení pracovních parametrů
Provozní režimy
hořáku
Svařování MIG/MAG ruční: karta „Pracovní parametry“, je vybrán parametr Posuv drátu
Lze nastavit následující režimy hořáku:
- 2-takt
- 4-takt
- Bodové svařování
Vyberte položku nabídky „Svařování
1
MIG/MAG ruční“.
Pomocí tlačítka se šipkou vpravo (8)
2
přejděte na položku „Pracovní parametry“.
- Zobrazí se karta „Pracovní parametry".
Pomocí tlačítek se šipkou dolů (6)
3
nebo nahoru (7) vyberte požadované
pracovní parametry.
Upravte hodnoty parametrů pomocí
4
zadávacího kolečka (18).
- Hodnoty jednotlivých parametrů
lze změnit pouze v rámci definovaného nastavitelného rozsahu.
Nastavitelný rozsah je uložen.
47
Page 48

Přepnutí do velkého zobrazení
(2)(1)
0.6 A
0.35 A
Všeobecné informace
Přepnutí do
velkého zobrazení
Parametry rychlosti podavače drátu, svařovacího proudu a napětí lze zobrazit v režimu
velkého zobrazení. Na kartě „Velké zobrazení“ jsou rovněž uvedeny skutečné hodnoty
proudu motoru podavače drátu a jednotky PushPull.
Vyberte položku nabídky „Svařování
1
MIG/MAG ruční“.
Pomocí tlačítka se šipkou vpravo (8)
2
přejděte na položku „Velké zobrazení“.
- Zobrazí se karta „Velké zobrazení“.
- Pomocí zadávacího kolečka (18)
lze na kartě „Velké zobrazení“
upravit hodnoty rychlosti posuvu
drátu a svařovacího napětí.
- Svařovací proud je zobrazená
hodnota:
- během svařování
... aktuální hodnota
- po svařování
Svařování MIG/MAG ruční: karta „Velké zobrazení“
(1) Proud motoru podavače drátu
(2) Proud motoru jednotky PushPull
... platná hodnota
48
Page 49
Zadání parametru pro nastavení postupu
CS
Zadání parametru
pro nastavení
postupu
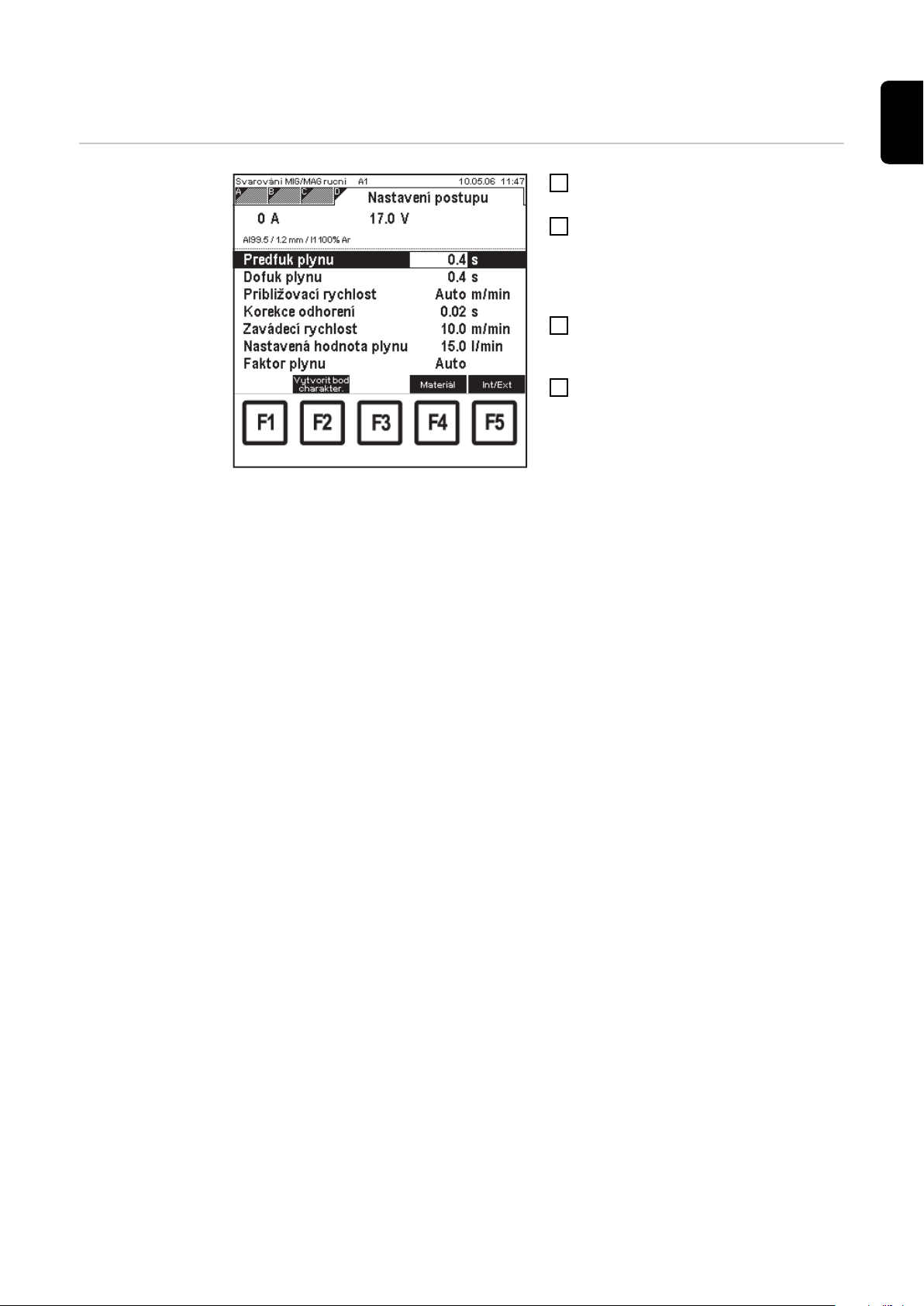
Svařování MIG/MAG ruční: karta „Nastavení
postupu“, je vybrán parametr Předfuk plynu
Vyberte položku nabídky „Svařování
1
MIG/MAG ruční“.
Pomocí tlačítka se šipkou vpravo (8)
2
přejděte na položku „Nastavení
postupu“.
- Zobrazí se karta „Nastavení
postupu".
Pomocí tlačítek se šipkou dolů (6)
3
nebo nahoru (7) vyberte parametr pro
nastavení postupu.
Upravte hodnotu parametru pro nasta-
4
vení postupu pomocí zadávacího
kolečka (18).
- Hodnotu parametru pro nastavení
postupu lze změnit pouze v rámci
definovaného nastavitelného rozsahu. Nastavitelný rozsah je
uložen.
49
Page 50

Nastavení dalších parametrů pro režim bodování
Nastavení dalších
parametrů pro
režim bodování
Pokud je na kartě „Pracovní parametry“ pro parametr Režim hořáku vybrána volba
Bodování, bude v podnabídce zobrazena odpovídající karta.
Lze nastavit následující parametry:
- Rychlost podávání drátu
- korekce oblouku,
- Doba bodování
Vyberte položku nabídky „Svařování
1
MIG/MAG ruční“.
Pomocí tlačítka se šipkou vpravo (8)
2
přejděte na položku „Pracovní parametry“.
- Zobrazí se karta „Pracovní parametry".
Pomocí tlačítek se šipkou dolů (6)
3
nebo nahoru (7) vyberte parametr
Režim hořáku.
Pomocí zadávacího kolečka (18)
4
nastavte volbu Bodování.
Pomocí tlačítka se šipkou vpravo (8)
5
přejděte na položku „Bodování“.
- Zobrazí se karta „Bodování“.
Karta „Pracovní parametry“: režim hořáku Bodování
Svařování MIG/MAG Synergic: karta „Bodování“, je
vybrán parametr Posuv drátu
Vyberte požadovaný parametr pomocí
6
tlačítek se šipkou dolů (6) nebo
nahoru (7).
Upravte hodnotu parametru pomocí
7
zadávacího kolečka (18).
- Hodnoty parametrů lze změnit
pouze v rámci definovaného
nastavitelného rozsahu. Nastavitelný rozsah je uložen.
50
Page 51

Nastavení svařovacího programu a materiálu
CS
Všeobecné informace
Nastavení
svařovacího programu a
materiálu
Svařovací program a materiál lze nastavit prostřednictvím následujících položek
nabídky:
- Svařování MIG/MAG Synergic
- Svařování MIG/MAG ruční
- Optimalizace & správa jobu (pouze v případě uložených jobů MIG/MAG)
Na příslušné kartě s daty stiskněte
1
tlačítko F4 „Materiál“.
- Zobrazí se 1. obrazovka průvodce
„Volba přídavného materiálu“.
Pomocí zadávacího kolečka (18)
2
vyberte požadovaný materiál.
Stiskněte tlačítko F2 „Dopředu“.
3
- Druhý obrazovka průvodce „Volba
průměru drátu“.
- Jsou zobrazeny pouze hodnoty
průměru drátu, které jsou k dispozici pro materiál vybraný na 1.
obrazovce.
Obrazovka „Volba přídavného materiálu“: je vybrána
položka Al99,5
Obrazovka „Volba průměru drátu“: je vybrána hodnota 1,2 mm
Pomocí zadávacího kolečka (18)
4
vyberte požadovaný průměr drátu.
Stiskněte tlačítko F2 „Dopředu“.
5
- Zobrazí se 3. obrazovka průvodce
„Volba plynu“.
- Jsou zobrazeny pouze plyny,
které jsou k dispozici pro materiál
vybraný na 1. obrazovce a průměr
drátu vybraný na 2. obrazovce.
51
Page 52

Obrazovka „Výběr plynu“: je vybrána položka I1
100% Ar
Příklad: Karta „Volba reference“ AlSi 5 / 1,2 mm / I1
100% Ar je vybrána charakteristika S0016
Pomocí zadávacího kolečka (18)
6
vyberte požadovaný plyn.
Stiskněte tlačítko F2 „Dopředu“.
7
- Obrazovka „Volba reference“ se
zobrazí pouze v případě, že je pro
vybraný materiál, průměr drátu a
ochranný plyn uloženo více charakteristik.
- Hodnota v závorce za pracovním
postupem udává počet charakteristik uložených pro tento postup.
Vyberte požadované parametry
8
pomocí tlačítek se šipkou dolů (6)
nebo nahoru (7).
Pomocí zadávacího kolečka (18)
9
vyberte referenční číslo požadované
charakteristiky.
- Příklad:
Charakteristika C0876 je vhodná
pouze pro proces CMT.
Stiskněte tlačítko F2 „Vpřed“.
10
- Poslední obrazovka „Svařovací
program“ průvodce slouží k potvrzení vybraných hodnot.
- Chcete-li se znovu vrátit na některou z předchozích obrazovek,
stiskněte tlačítko F1 „Zpět“. Poté
můžete provést další úpravy
zadaných hodnot.
Karta „Svařovací program“: Potvrzení
Stiskněte tlačítko F2 „Hotovo“.
11
- Nastavený svařovací program
bude přijat a zobrazí se naposledy
uvedená obrazovka s daty.
52
Page 53

Vytvoření uživatelské charakteristiky - úprava charakteristiky
Všeobecné informace
Základní informace týkající se
vytvoření uživatelské charakteristiky
CS
Postup „Vytvoření uživatelské charakteristiky - úprava charakteristiky“ lze provést pouze
v rámci položky nabídky Svařování MIG/MAG Synergic.
Každý svařovací program je založen na některé svařovací charakteristice. Charakteristiky zvolených svařovacích programů lze pro jednotlivé uživatele změnit. Upravené charakteristiky lze poté uložit jako tzv. uživatelské charakteristiky.
Naprogramování uživatelské charakteristiky je nutné v následujících případech:
- jsou použity přídavné materiály (ochranný plyn, průměr svařovacího drátu), které
nejsou obsaženy v databázi svařovacích programů;
- je vyžadována optimalizace svařovacího procesu (např. zvýšení rychlosti svařování,
změna okolností závaru, změna optiky svaru).
UPOZORNĚNĹ!
K naprogramování charakteristiky jsou potřeba znalosti techniky svařování a elektrického oblouku.
Vytvoření uživatelské charakteristiky - úprava
charakteristiky
Za účelem efektivního vytvoření nové charakteristiky se doporučuje následující postup:
- výběr podobné charakteristiky,
- stanovení oblasti výkonu uživatelské charakteristiky,
- doplnění dané uživatelské charakteristiky vložením dalších bodů charakteristiky.
Při tomto postupu tak bude do nové charakteristiky převzato nastavení důležitých
základních parametrů.
DŮLEŽITÉ!
K vytvoření uživatelské charakteristiky jsou potřeba nejméně dva body charakteristiky.
Chcete-li však dosáhnout optimálních hodnot ve všech oblastech výkonu, je třeba naprogramovat 6 až 10 bodů charakteristiky (jeden bod na každou tloušťku materiálu).
Maximálně lze naprogramovat 19 bodů charakteristiky.
Na příslušné obrazovce s daty vyberte obdobný svařovací program nebo program,
1
který chcete upravit.
Stiskněte tlačítko F3 „Upravit charakteristiku“.
2
53
Page 54

Obrazovka se zprávou „Informace - Charakteristiku
nelze změnit!“
V případě, že nelze měnit charakteristiku,
zobrazí se informace „Charakteristiku
nelze změnit“.
Zobrazí se 1. obrazovka průvodce „Upravit
charakteristiku“.
Pomocí tlačítek se šipkou dolů (6)
3
nebo nahoru (7) vyberte dolní nebo
horní hodnotu výkonu.
Pomocí zadávacího kolečka (18)
4
upravte vybranou hodnotu výkonu.
- Hodnoty jednotlivých parametrů
lze změnit pouze v rámci definovaného nastavitelného rozsahu.
Nastavitelný rozsah je uložen.
- Hodnoty proudu, napětí a tloušťky
plechu uvedené v oblasti zobrazení přímo závisejí na zadaných
hodnotách výkonu.
Obrazovka „Upravit charakteristiku“: nastavení hodnot výkonu
Obrazovka „Upravit charakteristiku“: volba charakteristiky
Stiskněte tlačítko F2 „Dopředu“.
5
- Druhý obrazovka průvodce „Upravit charakteristiku“.
Vyberte požadovanou charakteristiku
6
pomocí zadávacího kolečka (18).
- Pokud má být přepsána některá
stávající charakteristika, zobrazí
se bezpečnostní dotaz s výzvou k
potvrzení.
54
Page 55

Bezpečnostní dotaz ohledně přepsání charakteristiky
Pro pojmenování charakteristiky
7
stiskněte tlačítko F3 „Pojmenovat charakteristiku“.
- Zobrazí se obrazovka „Pojmenovat charakteristiku“.
Jednotlivá písmena názvu lze vybrat
8
pomocí zadávacího kolečka (18).
K následujícímu písmenu lze přejít
9
stisknutím tlačítka F4 „>“.
- Opravy lze provádět pomocí
tlačítek F3 „<“ a F2 „< Smazat“.
Pojmenování ukončíte stisknutím
10
tlačítka F1 „Přijmout“:
- Nový název bude přijat a zobrazí
se obrazovka „Upravit charakteristiku“.
CS
Obrazovka „Pojmenovat charakteristiku“
Obrazovka „Upravit charakteristiku“: volba charakteristiky
Stiskněte tlačítko F2 „Dopředu“.
11
- Zobrazí se 3. obrazovka průvodce
„Upravit charakteristiku“, která
slouží jako potvrzení.
- Chcete-li se znovu vrátit na některou z předchozích obrazovek,
stiskněte tlačítko F1 „Zpět“. Poté
můžete provést další úpravy
zadaných hodnot.
55
Page 56

Průvodce „Upravit charakteristiku“: potvrzení upravené charakteristiky
Stiskněte tlačítko F2 „Hotovo“.
12
- Zobrazí se naposledy vyvolaná
obrazovka s daty.
56
Page 57

Vytvoření bodů uživatelské charakteristiky
CS
Všeobecné informace
Základní informace týkající se
vytvoření bodů
charakteristiky
Činnost „Vytvoření bodu charakteristiky“ lze provést v rámci následujících položek
nabídky:
- Svařování MIG/MAG Synergic
- Svařování MIG/MAG ruční
Do uživatelské charakteristiky lze uložit nastavení různých parametrů jako body charakteristiky.
K vytvoření bodů charakteristiky jsou vyžadovány následující položky:
- svařovací program (materiál, průměr drátu, ochranný plyn), pro který má být
vytvořen bod charakteristiky;
- hodnota pro posuv drátu (určená například na základě testovacího svařování, empirické zkušenosti nebo orientační hodnoty pro danou tloušťku materiálu).
UPOZORNĚNĹ!
K vytvoření bodů charakteristiky jsou potřeba znalosti techniky svařování a elektrického oblouku.
DŮLEŽITÉ!
K vytvoření uživatelské charakteristiky jsou potřeba nejméně dva body charakteristiky.
Chcete-li však dosáhnout optimálních hodnot ve všech oblastech výkonu, je třeba naprogramovat 6 až 10 bodů charakteristiky (jeden bod na každou tloušťku materiálu).
Maximálně lze naprogramovat 19 bodů charakteristiky.
Vytvořit bod charakteristiky
Postup při uložení určitých parametrů jako bodů charakteristiky:
Vyberte svařovací program, pro který
1
má být vytvořen bod charakteristiky.
Nastavte posuv drátu, pro který má
2
být vytvořen bod charakteristiky.
Na příslušné obrazovce s daty
3
stiskněte tlačítko F2 „Vytvořit bod charakteristiky“.
- Zobrazí se 1. obrazovka průvodce
„Vytvořit bod charakteristiky“.
Vyberte požadovanou charakteristiku
4
pomocí zadávacího kolečka (18).
- Pokud má být daný bod charakteristiky vložen do charakteristiky,
která neodpovídá aktuálně nastavené charakteristice (například při
Obrazovka „Vytvořit bod charakteristiky“: je vybrána
položka č. 6 - „Al99,5 1,2 I1 mod“
vložení bodu charakteristiky pro
hliník do charakteristiky pro slitinu
CuSi), zobrazí se bezpečnostní
dotaz.
57
Page 58

Bezpečnostní dotaz: Bod charakteristiky neodpovídá
Stiskněte tlačítko F2 „Ano“ nebo F3
5
„Ne“, případně tlačítko F4 „Přerušit“.
- Pokud má být vytvářený bod charakteristiky standardního procesu
vložen do charakteristiky pro
pulzní proces nebo naopak, zobrazí se chybová zpráva.
Stiskněte tlačítko F3 „OK“.
6
- Zobrazí se 1. obrazovka průvodce
„Vytvořit bod charakteristiky“.
Chybová zpráva: Bod charakteristiky nelze uložit
Obrazovka „Vytvořit bod charakteristiky“: je vybrána
položka č. 7 - < prázdná charakteristika >
Vyberte jinou charakteristiku pomocí
7
zadávacího kolečka (18).
Pro pojmenování charakteristiky
8
stiskněte tlačítko F3 „Pojmenovat charakteristiku“.
- Zobrazí se obrazovka „Pojmenovat charakteristiku“.
58
Page 59

Obrazovka „Pojmenovat charakteristiku“
Jednotlivá písmena názvu lze vybrat
9
pomocí zadávacího kolečka (18).
K následujícímu písmenu lze přejít
10
stisknutím tlačítka F4 „>“.
- Opravy lze provádět pomocí
tlačítek F3 „<“ a F2 „< Smazat“.
Pojmenování ukončíte stisknutím
11
tlačítka F1 „Přijmout“:
- Nový název bude přijat a zobrazí
se obrazovka „Vytvořit bod charakteristiky“.
Stiskněte tlačítko F2 „Dopředu“.
12
- Druhý obrazovka průvodce
„Vytvořit bod charakteristiky“,
která slouží jako potvrzení.
CS
Obrazovka „Vytvořit bod charakteristiky“
Obrazovka „Vytvořit bod charakteristiky“: potvrzení
uloženého bodu charakteristiky
Stiskněte tlačítko F2 „Hotovo“.
13
- Bod charakteristiky je uložen, zobrazí se příslušná obrazovka s
daty.
- Chcete-li se znovu vrátit na některou z předchozích obrazovek,
stiskněte tlačítko F1 „Zpět“. Poté
můžete provést další úpravy
zadaných hodnot.
59
Page 60

Výběr uživatelské charakteristiky
Výběr uživatelské
charakteristiky
Obrazovka „Volba přídavného materiálu“: je vybrána
položka Uživatelská charakteristika
Na příslušné kartě s daty stiskněte
1
tlačítko F4 „Materiál“:
- Zobrazí se 1. obrazovka průvodce
„Volba přídavného materiálu“.
Pomocí zadávacího kolečka (18)
2
vyberte položku „Uživatelská charakteristika“.
Stiskněte tlačítko F2 „Dopředu“.
3
- Druhý obrazovka průvodce „Volba
uživatelské charakteristiky“.
Vyberte požadovanou uživatelskou
4
charakteristiku pomocí zadávacího
kolečka (18).
Stiskněte tlačítko F2 „Dopředu“.
5
- Zobrazí se 3. obrazovka průvodce
„Svařovací program“, která slouží
pro potvrzení.
- Chcete-li se znovu vrátit na některou z předchozích obrazovek,
stiskněte tlačítko F1 „Zpět“. Poté
můžete provést další úpravy
zadaných hodnot.
60
Obrazovka „Volba uživatelské charakteristiky“: je
vybrána položka č. 2 „CuSi3 10 I1 mod“
Karta „Svařovací program“: potvrzení volby uživatelské charakteristiky
Stiskněte tlačítko F2 „Hotovo“.
6
- Nastavená uživatelská charakteristika bude přijata a zobrazí se
naposledy uvedená obrazovka s
daty.
Page 61

Svařování obalenou elektrodou
CS
V hlavní nabídce
vyberte položku
„Elektrodové
svařování“.
Nastavení pracovních parametrů
Hlavní nabídka: je zvýrazněna položka „Elektrodové
svařování“
Elektrodové svařování: karta „Pracovní parametry“, je
vybrán parametr Svářecí proud
Stiskněte tlačítko nabídky (1).
1
- Zobrazí se hlavní nabídka.
Pomocí zadávacího kolečka (18)
2
vyberte položku nabídky „Elektrodové
svařování“.
Stiskněte tlačítko OK (3).
3
- Zobrazí se naposledy vyvolaná
karta s daty.
V hlavní nabídce vyberte položku
1
„Elektrodové svařování“.
Pomocí tlačítka se šipkou vpravo (8)
2
přejděte na položku „Pracovní parametry“.
- Zobrazí se karta „Pracovní parametry".
Pomocí tlačítek se šipkou dolů (6)
3
nebo nahoru (7) vyberte požadované
pracovní parametry.
Upravte hodnoty parametrů pomocí
4
zadávacího kolečka (18).
- Hodnoty jednotlivých parametrů
lze změnit pouze v rámci definovaného nastavitelného rozsahu.
Nastavitelný rozsah je uložen.
61
Page 62

Přepnutí do
velkého zobrazení
Parametry svařovacího proudu a napětí lze zobrazit v režimu velkého zobrazení:
V hlavní nabídce vyberte položku
1
„Elektrodové svařování“.
Pomocí tlačítka se šipkou vpravo (8)
2
přejděte na položku „Velké zobrazení“.
- Zobrazí se karta „Velké zobrazení“.
- Pomocí zadávacího kolečka (18)
lze na kartě „Velké zobrazení“
změnit hodnotu svařovacího
proudu.
- Svařovací napětí je zobrazená
hodnota:
- během svařování
... aktuální hodnota
- po svařování
... platná hodnota
Elektrodové svařování: karta „Velké zobrazení“
Zadání parametru
pro nastavení
postupu
Elektrodové svařování: na kartě „Nastavení postupu“
je vybrán parametr Proud pro Hotstart HCU
V hlavní nabídce vyberte položku
1
„Elektrodové svařování“.
Pomocí tlačítka se šipkou vpravo (8)
2
přejděte na položku „Nastavení
postupu“.
- Zobrazí se karta „Nastavení
postupu".
Pomocí tlačítek se šipkou dolů (6)
3
nebo nahoru (7) vyberte parametr pro
nastavení postupu.
Upravte parametr pro nastavení
4
postupu pomocí zadávacího kolečka
(18).
- Hodnotu parametru pro nastavení
postupu lze změnit pouze v rámci
definovaného nastavitelného rozsahu. Nastavitelný rozsah je
uložen.
62
Page 63

Svařování TIG
CS
V hlavní nabídce
vyberte položku
„Svařování WIG“.
Nastavení pracovních parametrů
Hlavní nabídka: je zvýrazněna položka „Svařování
WIG“
Svařování WIG: karta „Pracovní parametry“, je
vybrán parametr Hlavní proud
Stiskněte tlačítko nabídky (1).
1
- Zobrazí se hlavní nabídka.
Pomocí zadávacího kolečka (18)
2
vyberte položku nabídky „Svařování
WIG“.
Stiskněte tlačítko OK (3).
3
- Zobrazí se naposledy vyvolaná
karta s daty.
V hlavní nabídce vyberte položku
1
„Svařování WIG“.
Pomocí tlačítka se šipkou vpravo (8)
2
přejděte na položku „Pracovní parametry“.
- Zobrazí se karta „Pracovní parametry".
Pomocí tlačítek se šipkou dolů (6)
3
nebo nahoru (7) vyberte požadované
pracovní parametry.
Upravte hodnoty parametrů pomocí
4
zadávacího kolečka (18).
- Hodnoty jednotlivých parametrů
lze změnit pouze v rámci definovaného nastavitelného rozsahu.
Nastavitelný rozsah je uložen.
63
Page 64

Přepnutí do
velkého zobrazení
Parametry svařovacího proudu a napětí lze zobrazit v režimu velkého zobrazení:
V hlavní nabídce vyberte položku
1
„Svařování WIG“.
Pomocí tlačítka se šipkou vpravo (8)
2
přejděte na položku „Velké zobrazení“.
- Zobrazí se karta „Velké zobrazení“.
- Pomocí zadávacího kolečka (18)
lze na kartě „Velké zobrazení“
změnit hodnotu svařovacího
proudu.
- Svařovací napětí je zobrazená
hodnota:
- během svařování
... aktuální hodnota
- po svařování
... platná hodnota
Svařování WIG: karta „Velké zobrazení“
64
Page 65
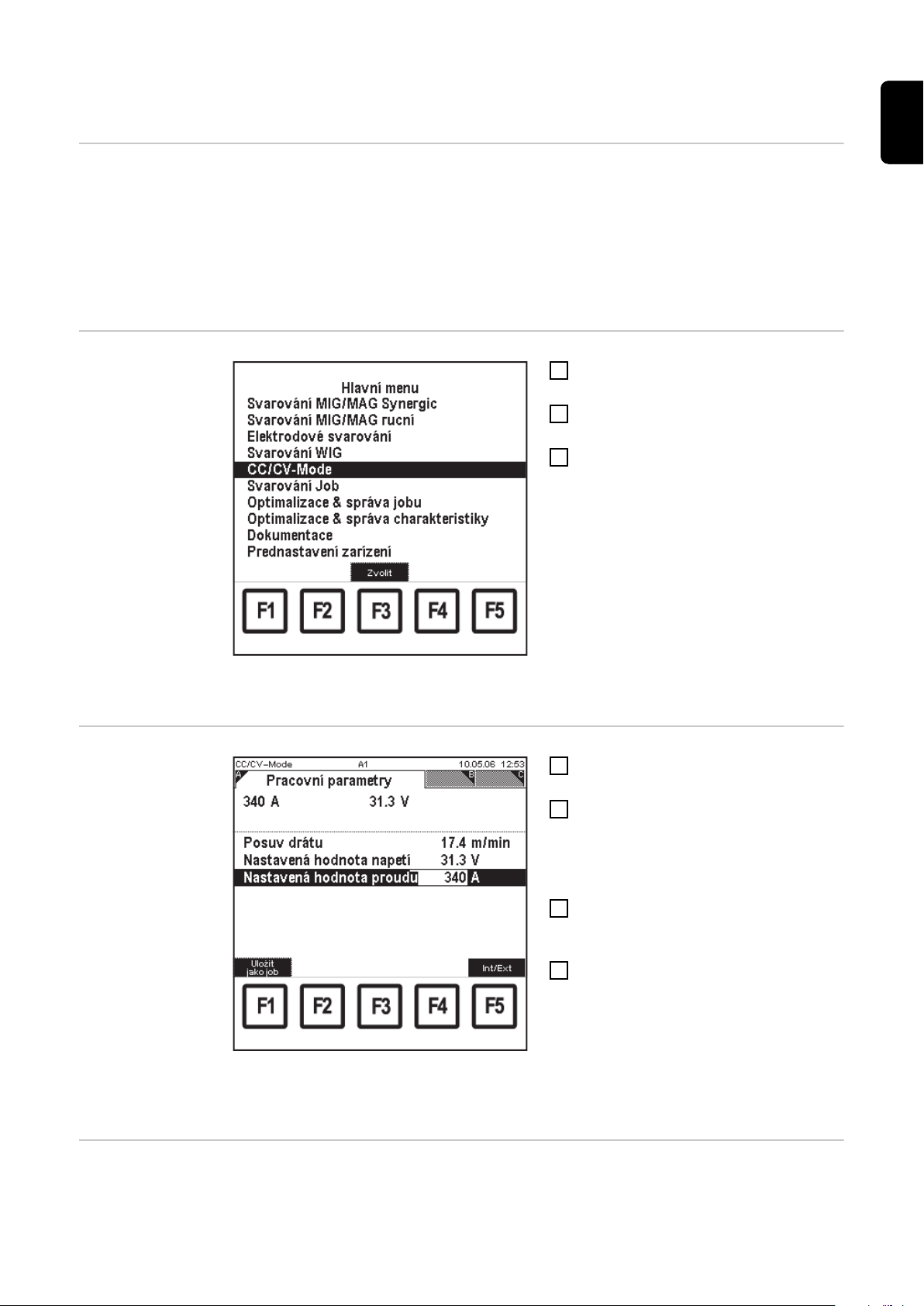
CC/CV-Mode
CS
Všeobecné informace
Vyberte položku
nabídky „CC/CVMode“.
Je-li ve svařovacím zdroji nainstalován volitelný software „CC/CV-Mode“, je v hlavní
nabídce zobrazena také položka „CC/CV-Mode“.
Funkce CC/CV-Mode umožňuje provoz svařovacího zdroje podle volby s konstantním
svařovacím napětím nebo s konstantním svařovacím proudem.
Změny parametrů v podnabídce „CC/CV-Mode“ lze provádět prostřednictvím řízení
robota i pomocí dálkového ovladače RCU 5000i.
Funkci „CC/CV-Mode“ lze využít například při použití technologie horkého drátu.
Stiskněte tlačítko nabídky (1).
1
- Zobrazí se hlavní nabídka.
Pomocí zadávacího kolečka (18)
2
vyberte položku „CC/CV-Mode“.
Stiskněte tlačítko OK (3).
3
- Zobrazí se naposledy vyvolaná
karta s daty.
Nastavení pracovních parametrů
Hlavní nabídka: je zvýrazněna položka „CC/CVMode“
CC/CV-Mode: karta „Pracovní parametry“, je vybrán
parametr Nastavená hodnota proudu
Vyberte položku nabídky „CC/CV-
1
Mode“.
Pomocí tlačítka se šipkou vpravo (8)
2
přejděte na položku „Pracovní parametry“.
- Zobrazí se karta „Pracovní parametry".
Pomocí tlačítek se šipkou dolů (6)
3
nebo nahoru (7) vyberte požadované
pracovní parametry.
Upravte hodnoty parametrů pomocí
4
zadávacího kolečka (18).
- Hodnoty jednotlivých parametrů
lze změnit pouze v rámci definovaného nastavitelného rozsahu.
Nastavitelný rozsah je uložen.
Přepnutí do
velkého zobrazení
Parametry posuvu drátu a nastavených hodnot napětí a proudu lze zobrazit v režimu
velkého zobrazení:
65
Page 66

(2)(1)
0.6 A
0.35 A
CC/CV-Mode: karta „Velké zobrazení“
(1) Proud motoru podavače drátu
(2) Proud motoru jednotky PushPull
Vyberte položku nabídky „CC/CV-
1
Mode“.
Pomocí tlačítka se šipkou vpravo (8)
2
přejděte na položku „Velké zobrazení“.
- Zobrazí se karta „Velké zobrazení“.
- Pomocí zadávacího kolečka (18)
lze na kartě „Velké zobrazení“
upravit hodnoty rychlosti posuvu
drátu a nastavených hodnot
svařovacího napětí a proudu.
- Svařovací napětí je zobrazená
hodnota:
- během svařování
... aktuální hodnota
- po svařování
... platná hodnota
Zadání parametru
pro nastavení
postupu
CC/CV-Mode: karta „Nastavení postupu“
Vyberte položku nabídky „CC/CV-
1
Mode“.
Pomocí tlačítka se šipkou vpravo (8)
2
přejděte na položku „Nastavení
postupu“.
- Zobrazí se karta „Nastavení
postupu".
Upravte hodnoty parametrů pomocí
3
zadávacího kolečka (18).
- Hodnoty jednotlivých parametrů
lze změnit pouze v rámci definovaného nastavitelného rozsahu.
Nastavitelný rozsah je uložen.
66
Page 67

Svařování Job
CS
V hlavní nabídce
vyberte položku
„Svařování Job“.
Nastavení pracovních parametrů pro programový blok (job)
Stiskněte tlačítko nabídky (1).
1
- Zobrazí se hlavní nabídka.
Pomocí zadávacího kolečka (18)
2
vyberte položku nabídky „Svařování
Job“.
Stiskněte tlačítko OK (3).
3
- Zobrazí se naposledy vyvolaná
karta s daty.
Hlavní nabídka: je zvýrazněna položka „Svařování
Job“
Pokud jsou v podnabídce „Optimalizace & správa jobu“ stanoveny hranice korekce pro
vybraný programový blok (job), lze v podnabídce „Svařování Job“ na kartě „Pracovní
parametry“ pro tento programový blok nastavit následující pracovní parametry:
- aktuální korekce výkonu,
- aktuální korekce oblouku.
Svařování Job: karta „Pracovní parametry“, je
vybrána položka Aktuální korekce výkonu pro programový blok (job) č. 22 ze skupiny 2 (příklad pro programový blok svařování MIG/MAG)
V hlavní nabídce vyberte položku
1
„Svařování Job“.
Pomocí tlačítka se šipkou vpravo (8)
2
přejděte na položku „Pracovní parametry“.
- Zobrazí se karta „Pracovní parametry".
Pomocí tlačítek se šipkou dolů (6)
3
nebo nahoru (7) vyberte parametr
„Skupina č.“.
Pomocí zadávacího kolečka (18)
4
vyberte požadovanou skupinu (0 - 99).
Pomocí tlačítek se šipkou dolů (6)
5
nebo nahoru (7) vyberte parametr
„Job č.“.
Pomocí zadávacího kolečka (18)
6
vyberte požadovaný programový blok
(job) (0 - 999).
- Je-li vybrán programový blok (job)
z následující skupiny, je
odpovídajícím způsobem
změněna také zobrazená skupina.
Pomocí tlačítek se šipkou dolů (6) nebo nahoru (7) vyberte požadované pracovní
7
parametry.
67
Page 68

Upravte hodnoty parametrů pomocí zadávacího kolečka (18).
A 53.0A 6.0
(1) (2)
8
- Hodnoty jednotlivých parametrů lze změnit pouze v rámci definovaného nastavitelného rozsahu. Nastavitelný rozsah je uložen.
Přepnutí do
velkého zobrazení
Pro vybraný programový blok lze zobrazit parametry rychlosti podavače drátu,
svařovacího proudu a napětí v režimu velkého zobrazení.
V hlavní nabídce vyberte položku
1
„Svařování Job“.
Pomocí tlačítka se šipkou vpravo (8)
2
přejděte na položku „Velké zobrazení“.
- Zobrazí se karta „Velké zobrazení“.
- Pomocí tlačítek se šipkou dolů (6)
nebo nahoru (7) můžete vybrat
parametry „Skupina č.“ a „Job č.“.
Pomocí zadávacího kolečka (18)
můžete upravit jejich hodnoty.
- Pomocí zadávacího kolečka (18)
lze upravit hodnotu rychlosti
posuvu drátu v rozsahu korekce
definovaném pro vybraný programový blok.
Svařování Job: karta „Velké zobrazení“
- Hodnoty svařovacího proudu a
napětí jsou určeny pouze k zobrazení.
(1) Proud motoru podavače drátu
(2) Proud motoru jednotky PushPull
Změna
svařovacího
postupu během
svařování CMT
Advanced
UPOZORNĚNĹ!
Během svařování CMT nelze provést změnu svařovacího postupu nebo aktuálně
zvolené charakteristiky svařování.
Pokud chcete změnit svařovací postup nebo charakteristiku svařování:
- Nejprve ukončete proces CMT.
- Vyčkejte po dobu cca 300 - 600 ms.
Během této doby nelze zvolit jiný svařovací postup ani jinou charakteristiku
svařování.
- Pokračujte ve svařování jiným svařovacím postupem nebo s jinou charakteristikou
svařování.
68
Page 69

Uložení nastavení jako programového bloku (job)
CS
Všeobecné informace
Činnost „Uložit jako job“ lze provést v rámci následujících položek nabídky:
- Svařování MIG/MAG Synergic
- CC/CV-Mode
- Svařování Job
- Optimalizace & správa jobu
Pokyny k
ukládání programových bloků
(jobů)
Nastavte všechny parametry na jednotlivých obrazovkách.
1
- Zadejte parametry na obrazovce A,
- zadejte parametry na obrazovce B,
- zadejte parametry na obrazovce C atd.
Stiskněte tlačítko F1 "Uložit jako job" a postupujte podle pokynů nabídky.
2
Uložit jako job Postup při uložení určitých parametrů jako programový blok (job):
Na příslušné kartě s daty stiskněte
1
tlačítko F1 „Uložit jako job“.
- Zobrazí se 1. obrazovka průvodce
„Uložit jako job - skupina“.
Požadovanou skupinu lze vybrat
2
pomocí zadávacího kolečka (18).
Pro pojmenování skupiny stiskněte
3
tlačítko F3 „Pojmenovat skupinu“.
- Zobrazí se obrazovka „Pojmenovat skupinu“.
Obrazovka „Uložit jako job - skupina“: je vybrána
položka č. 6 - < prázdná skupina>
Obrazovka „Pojmenovat skupinu“
Jednotlivá písmena názvu lze vybrat
4
pomocí zadávacího kolečka (18).
K následujícímu písmenu lze přejít
5
stisknutím tlačítka F4 „>“.
- Opravy lze provádět pomocí
tlačítek F3 „<“ a F2 „< Smazat“.
Pojmenování ukončíte stisknutím
6
tlačítka F1 „Přijmout“:
- Nový název bude přijat a zobrazí
se obrazovka „Uložit jako job skupina“.
69
Page 70

Obrazovka „Uložit jako job - skupina“: je vybrána
položka č. 6 SR 71
Stiskněte tlačítko F2 „Dopředu“.
7
- Druhý obrazovka průvodce „Uložit
jako job - paměť“.
Pomocí zadávacího kolečka (18)
8
vyberte požadovaný programový blok
(job).
Chcete-li programový blok pojmeno-
9
vat, stiskněte tlačítko F3 „Pojmenovat
job“.
- Zobrazí se obrazovka „Pojmenovat job“.
Obrazovka „Uložit jako job - paměť“: je vybrána
položka Job 61 <prázdný job>
Obrazovka „Pojmenovat job“
Jednotlivá písmena názvu lze vybrat
10
pomocí zadávacího kolečka (18).
K následujícímu písmenu lze přejít
11
stisknutím tlačítka F4 „>“.
- Opravy lze provádět pomocí
tlačítek F3 „<“ a F2 „< Smazat“.
Pojmenování ukončíte stisknutím
12
tlačítka F1 „Přijmout“:
- Nový název bude přijat a zobrazí
se obrazovka „Uložit jako job paměť“.
70
Page 71

Obrazovka „Uložit jako job - paměť“: je vybrána
položka Job 61 Test
Stiskněte tlačítko F2 „Dopředu“.
13
- Zobrazí se 3. obrazovka průvodce
„Uložit jako job“, která slouží jako
potvrzení.
- Chcete-li se znovu vrátit na některou z předchozích obrazovek,
stiskněte tlačítko F1 „Zpět“. Poté
můžete provést další úpravy
zadaných hodnot.
Stiskněte tlačítko F2 „Hotovo“.
14
- Zobrazí se naposledy vybraná
karta s daty.
CS
Obrazovka „Uložit jako job“ pro potvrzení
71
Page 72

Interní / externí nastavení vybraných parametrů
Všeobecné informace
Při použití dálkového ovladače RCU 5000i lze nastavení vybraných parametrů provést
dvojím způsobem:
- interně pomocí dálkového ovladače,
- externě, například na podavači drátu, na svařovacím zdroji, na dalších dálkových
ovladačích, pomocí řízení robota atd.
Pokud v systému existuje možnost externího ovládání, je pro odpovídající parametry
automaticky nastaven režim externího zadávání, například:
Pokud je připojen podavač drátu, je hodnota parametru „Posuv drátu“ nastavována na
tomto podavači. Má-li být hodnota parametru nastavena na dálkovém ovladači RCU
5000i, je pro parametr „Posuv drátu“ nastaven režim interního zadávání.
Přepnutí mezi interním a externím zadáváním parametrů lze provést v rámci následujících položek nabídky:
- Svařování MIG/MAG Synergic - CC/CV-Mode
- Svařování MIG/MAG ruční - Svařování Job
- Svařování obalenou elektrodou - Optimalizace & správa jobu
- Svařování WIG
Interní / externí
nastavení parametrů
Na příslušné kartě s daty stiskněte tlačítko F5 „Int/Ext“.
1
- Dálkový ovladač bude přepnut do požadovaného režimu pro zadání parametrů:
Interní režim nastavení parametrů (Int): Externí režim zadávání parametrů
(Ext):
Parametry s možností úprav lze zadávat
či upravovat prostřednictvím dálkového
ovladače RCU 5000i.
Vybraný parametr je zvýrazněn pomocí
černého pruhu s „okénkem“ obsahujícím
hodnotu parametru. V tomto „okénku“ lze
hodnotu parametru změnit.
Parametry s možností úprav lze zadávat
či upravovat prostřednictvím svařovacího
zdroje, podavače drátu nebo řízení
robota.
Vybraný parametr je na displeji dálkového
ovladače označen souvislým černým pruhem. Při externím zadávání nelze hodnoty parametrů z dálkového ovladače
upravovat.
72
Page 73

CS
Příklad pro interní zadání parametrů: černý pruh s
okénkem - vybrána Korekce délky oblouku
Příklad pro externí zadání parametrů: plný černý
pruh - vybrána Korekce délky oblouku
DŮLEŽITÉ!
Funkční tlačítko F5 „Int/Ext“ je aktivní pouze při připojeném dálkovém ovladači.
Pokud není k zařízení připojen dálkový ovladač, je funkční tlačítko F5 „Int/Ext“ zobrazeno
šedě:
Ukázka displeje při nepřipojeném dálkovém ovladači: tlačítko F5 „Int/Ext“ je zobrazeno šedě
73
Page 74

Optimalizace a správa programových bloků (jobů)
Všeobecné informace
V rámci podnabídky „Optimalizace & správa jobu“ lze pro vybrané programové bloky
(joby) provést následující operace:
- vyvolání administrativních dat,
- nastavení pracovních parametrů,
- nastavení parametrů specifických pro programové bloky (joby).
V závislosti na vybraných programových blocích obsahují podnabídky různý počet obrazovek.
Také pořadí jednotlivých obrazovek závisí na daném programovém bloku.
V případě programových bloků (jobů) svařování MIG/MAG Synergic budou zobrazeny
následující obrazovky:
- Administrativní data
- SynchroPuls
1)
- Svařovací program - Hodnoty QMaster
- Pracovní parametry
- Nastavení postupu
- Meze korekce
- Speciální 2-takt
- Speciální 4-takt
- Bodování
2)
3)
4)
- Dokumentace na job
1)
Karta je zobrazena pouze v případě, že ve svařovacím zdroji je instalována
funkce SynchroPuls.
2)
Karta je zobrazena pouze v případě, že pro režim hořáku je při vybraném programovém bloku nastavena volba S2-takt.
3)
Karta je zobrazena pouze v případě, že pro režim hořáku je při vybraném programovém bloku nastavena volba S4-takt.
4)
Karta je zobrazena pouze v případě, že pro režim hořáku je při vybraném programovém bloku nastavena volba Bodování.
Vyvolání podnabídky „Optimalizace & správa
jobu“
74
Hlavní nabídka: je zvýrazněna položka „Optimalizace
& správa jobu“
Stiskněte tlačítko nabídky (1).
1
- Zobrazí se hlavní nabídka.
Pomocí zadávacího kolečka (18)
2
vyberte položku nabídky „Optimalizace & správa jobu“.
Stiskněte tlačítko OK (3).
3
- Zobrazí se bezpečnostní dotaz
„Chcete joby editovat online?“.
Page 75

Stiskněte tlačítko F2 „Ano“ nebo F3
4
„Ne“.
- Editace online - F2 „Ano“
Svařovací zdroj se přepne do
nabídky Korekce jobu, bez ohledu
na aktuální nastavení svařovacího
zdroje. Údaje změněné
prostřednictvím dálkového
ovladače jsou zobrazeny také na
svařovacím zdroji.
- Editace online - F3 „Ne“
Aktuální nastavení svařovacího
zdroje zůstanou zachována.
Údaje změněné prostřednictvím
dálkového ovladače jsou zobrazeny pouze na tomto ovladači.
Bezpečnostní dotaz: Chcete joby editovat online?
- Zobrazí se naposledy vyvolaná
karta s daty.
Přehled V části týkající se podnabídky „Optimalizace & správa jobu“ je popsána následující pro-
blematika:
- Správa jobů
- Vyvolání administrativních dat pro vybraný programový blok (job)
- Vyvolání a úprava svařovacího programu pro vybraný programový blok (job)
- Vyvolání a úprava pracovních parametrů pro vybraný programový blok (job)
- Vyvolání a úprava parametrů pro nastavení postupu pro vybraný programový blok
(job)
- Vyvolání a úprava parametrů režimu Speciální 2-takt pro vybraný programový blok
(job)
- Vyvolání a úprava parametrů režimu Speciální 4-takt pro vybraný programový blok
(job)
- Vyvolání a úprava parametrů bodování pro vybraný programový blok (job)
- Stanovení mezí korekce pro vybraný programový blok (job)
- Dokumentace na job
- Vyvolání a úprava parametrů funkce SynchroPuls pro vybraný programový blok (job)
- Nastavení hodnot QMaster pro zvolený programový blok (job)
- Vytvořit bod charakteristiky
CS
75
Page 76

Správa programových bloků (jobů)
Správa jobů
Optimalizace & správa jobu: obrazovka „Správa jobů
- skupina“
Vyberte položku nabídky „Optimali-
1
zace & správa jobu“.
Nezávisle na zobrazené obrazovce
2
stiskněte tlačítko F1 „Správa jobů“.
- Zobrazí se 1. obrazovka průvodce
„Správa jobů - skupina“.
Pomocí zadávacího kolečka (18)
3
vyberte požadovanou skupinu (0 - 99).
Chcete-li skupinu pojmenovat,
4
stiskněte tlačítko F3 „Pojmenovat skupinu“.
- Zobrazí se obrazovka „Pojmenovat skupinu“.
Jednotlivá písmena názvu lze vybrat
5
pomocí zadávacího kolečka (18).
K následujícímu písmenu lze přejít
6
stisknutím tlačítka F4 „>“.
- Opravy lze provádět pomocí
tlačítek F3 „<“ a F2 „< Smazat“.
Pojmenování ukončíte stisknutím
7
tlačítka F1 „Přijmout“:
- Nový název bude přijat a zobrazí
se obrazovka „Správa jobů - skupina“.
76
Obrazovka „Pojmenovat skupinu“
Optimalizace & správa jobu: obrazovka „Správa jobů
- skupina“
Stiskněte tlačítko F2 „Dopředu“.
8
- Druhý obrazovka průvodce
„Správa jobů - paměť“.
Page 77

Obrazovka „Správa jobů - paměť“
Obrazovka „Pojmenovat job“
Pomocí zadávacího kolečka (18)
9
vyberte požadovanou paměťovou
pozici.
Chcete-li programový blok pojmeno-
10
vat, stiskněte tlačítko F3 „Pojmenovat
job“.
- Zobrazí se obrazovka „Pojmenovat job“.
Jednotlivá písmena názvu lze vybrat
11
pomocí zadávacího kolečka (18).
K následujícímu písmenu lze přejít
12
stisknutím tlačítka F4 „>“.
- Opravy lze provádět pomocí
tlačítek F3 „<“ a F2 „< Smazat“.
Pojmenování ukončíte stisknutím
13
tlačítka F1 „Přijmout“:
- Nový název bude přijat a zobrazí
se obrazovka „Uložit jako job paměť“.
- Chcete-li se znovu vrátit na některou z předchozích obrazovek,
stiskněte tlačítko F1 „Zpět“. Poté
můžete provést další úpravy
zadaných hodnot.
CS
Obrazovka „Uložit jako job - paměť“: je vybrána
položka Job 3 Left side up
Stiskněte tlačítko F2 „Hotovo“.
14
- Zobrazí se naposledy vybraná
karta s daty.
77
Page 78

Vymazání skupin
a programových
bloků (jobů)
Vyberte položku nabídky „Optimali-
1
zace & správa jobu“.
Nezávisle na zobrazené obrazovce
2
stiskněte tlačítko F1 „Správa jobů“.
- Zobrazí se 1. obrazovka průvodce
„Správa jobů - skupina“.
Pomocí zadávacího kolečka (18)
3
vyberte požadovanou skupinu (0 - 99),
která má být vymazána.
Stiskněte tlačítko F4 „Smazat sku-
4
pinu“.
- Zobrazí se bezpečnostní dotaz
„Chcete opravdu smazat celou
skupinu 0?“.
Optimalizace & správa jobu: obrazovka „Správa jobů
- skupina“
Bezpečnostní dotaz „Chcete opravdu smazat skupinu?“
DŮLEŽITÉ!
Při vymazání skupiny jsou vymazány
také všechny programové bloky (joby)
ve skupině.
Stiskněte tlačítko F2 „Ano“.
5
- Vybraná skupina se smaže, zobrazí se 1. obrazovka průvodce
„Správa jobů - skupina“.
78
Obrazovka „Správa jobů - skupina“ s vymazanou
skupinou
Stiskněte tlačítko F2 „Dopředu“.
6
- Druhý obrazovka průvodce
„Správa jobů - paměť“.
Page 79

Obrazovka „Správa jobů - paměť“
Chcete-li vymazat programový blok
7
(job), vyberte pomocí zadávacího
kolečka (18) příslušnou paměťovou
pozici.
Stiskněte tlačítko F4 „Smazat job“.
8
- Zobrazí se bezpečnostní dotaz
„Chcete opravdu job 3 smazat?“.
Stiskněte tlačítko F2 „Ano“.
9
- Vybraný job se smaže, zobrazí se
2. obrazovka průvodce „Správa
jobů - paměť“.
CS
Bezpečnostní dotaz „Chcete opravdu job smazat?“
Obrazovka „Správa jobů - paměť“
Stiskněte tlačítko F2 „Hotovo“.
10
- Zobrazí se naposledy vybraná
karta s daty.
79
Page 80

Vyvolání administrativních dat pro vybraný programový blok (job)
Vyvolání administrativních dat programového bloku
(job)
Optimalizace & správa jobu: karta „Administrativní
data“
Vyberte položku nabídky „Optimali-
1
zace & správa jobu“.
Pomocí tlačítka se šipkou vpravo (8)
2
přejděte na položku „Administrativní
data“.
- Zobrazí se karta „Administrativní
data".
Pomocí tlačítek se šipkou dolů (6)
3
nebo nahoru (7) vyberte parametr
„Skupina č.“.
Pomocí zadávacího kolečka (18)
4
vyberte požadovanou skupinu (0 - 99).
Pomocí tlačítek se šipkou dolů (6)
5
nebo nahoru (7) vyberte parametr
„Job č.“.
Pomocí zadávacího kolečka (18)
6
vyberte požadovaný programový blok
(job) (0 - 999).
- Je-li vybrán programový blok (job)
z následující skupiny, je
odpovídajícím způsobem
změněna také zobrazená skupina.
Různá zobrazení
administrativních
dat, nezávisle na
typu programového bloku
(job)
Zobrazení administrativních dat závisí na typu vybraného programového bloku,
například:
Pro programové bloky (joby) svařování
MIG/MAG-Synergic jsou zobrazeny
následující údaje:
- svařovací proud, svařovací napětí a
tloušťka materiálu - vždy v závislosti
na posuvu drátu;
- Svařovací program
- Datum vytvoření
Pro programové bloky (joby) režimu
CC/CV-Mode jsou zobrazeny následující
údaje:
- svařovací proud, svařovací napětí,
- Datum vytvoření
Tlačítko F4 „Materiál“ není aktivní,
označení tlačítka je zobrazeno šedě.
80
Page 81

CS
Karta „Administrativní data“ pro job MIG/MAG
Synergic
Karta „Administrativní data“ pro job CC/CV-Mode
81
Page 82

Vyvolání a úprava svařovacího programu pro
vybraný programový blok (job)
Všeobecné informace
Vyvolání
svařovacího programu programového bloku
(jobu)
Pořadí karet zobrazených v podnabídce závisí na typu vybraného programového bloku.
Karta „Svařovací program“ je zobrazena pouze pro programové bloky (joby) svařování
MIG/MAG-Synergic.
Vyberte položku nabídky „Optimali-
1
zace & správa jobu“.
Nezávisle na zobrazené obrazovce
2
vyberte pomocí tlačítek se šipkou dolů
(6) nebo nahoru (7) parametr „Skupina
č.“.
Pomocí zadávacího kolečka (18)
3
vyberte požadovanou skupinu (0 - 99).
Pomocí tlačítek se šipkou dolů (6)
4
nebo nahoru (7) vyberte parametr
„Job č.“.
Pomocí zadávacího kolečka (18)
5
vyberte požadovaný programový blok
(job) (0 - 999).
- Je-li vybrán programový blok (job)
Optimalizace & správa jobu: karta „Svařovací program“
z následující skupiny, je
odpovídajícím způsobem
změněna také zobrazená skupina.
Pomocí tlačítka se šipkou vpravo (8)
6
přejděte na položku „Svařovací program“.
- Zobrazí se karta „Svařovací program“.
Úprava
svařovacího programu programového bloku
(jobu)
82
Optimalizace & správa jobu: karta „Svařovací program“
Vyberte svařovací program některého
1
programového bloku (jobu).
Chcete-li svařovací program změnit,
2
stiskněte tlačítko F4 „Materiál“.
- Zobrazí se 1. obrazovka průvodce
„Volba přídavného materiálu“.
Page 83
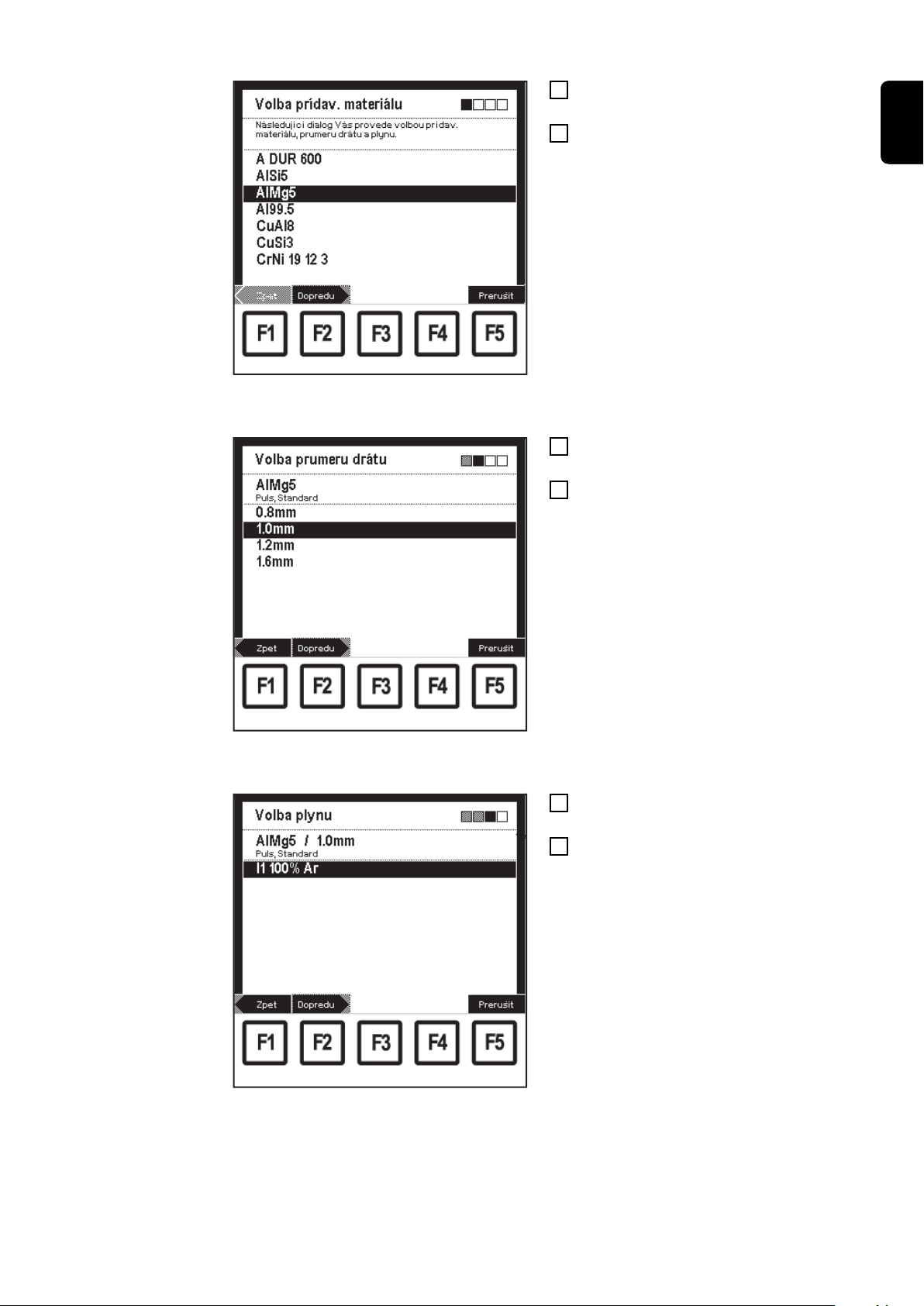
Obrazovka „Volba přídavného materiálu“: je vybrána
položka AlMg5
Pomocí zadávacího kolečka (18)
3
vyberte požadovaný materiál.
Stiskněte tlačítko F2 „Dopředu“.
4
- Druhý obrazovka průvodce „Volba
průměru drátu“.
- Jsou zobrazeny pouze hodnoty
průměru drátu, které jsou k dispozici pro materiál vybraný na 1.
obrazovce.
Pomocí zadávacího kolečka (18)
5
vyberte požadovaný průměr drátu.
Stiskněte tlačítko F2 „Dopředu“.
6
- Zobrazí se 3. obrazovka průvodce
„Volba plynu“.
- Jsou zobrazeny pouze plyny,
které jsou k dispozici pro materiál
vybraný na 1. obrazovce a průměr
drátu vybraný na 2. obrazovce.
CS
Obrazovka „Volba průměru drátu“: je vybrána hodnota 1,0 mm
Obrazovka „Výběr plynu“: je vybrána položka I1
100% Ar
Pomocí zadávacího kolečka (18)
7
vyberte požadovaný plyn.
Stiskněte tlačítko F2 „Dopředu“.
8
- Obrazovka „Volba reference“ se
zobrazí pouze v případě, že je pro
vybraný materiál, průměr drátu a
ochranný plyn uloženo více charakteristik.
- Hodnota v závorce za pracovním
postupem udává počet charakteristik uložených pro tento postup.
83
Page 84

Příklad: Karta „Volba reference“ AlSi 5 / 1,2 mm / I1
100% Ar je vybrána charakteristika S0016
Vyberte požadované parametry
9
pomocí tlačítek se šipkou dolů (6)
nebo nahoru (7).
Pomocí zadávacího kolečka (18)
10
vyberte referenční číslo požadované
charakteristiky.
- Příklad:
Charakteristika C0876 je vhodná
pouze pro proces CMT.
Stiskněte tlačítko F2 „Vpřed“.
11
- 4. obrazovka „Svařovací program“
průvodce slouží k potvrzení
vybraných hodnot.
- Chcete-li se znovu vrátit na některou z předchozích obrazovek,
stiskněte tlačítko F1 „Zpět“. Poté
můžete provést další úpravy
zadaných hodnot.
Stiskněte tlačítko F2 „Hotovo“.
12
Optimalizace & správa jobu: karta „Svařovací program“
Optimalizace & správa jobu: karta „Svařovací program“
Nastavený svařovací program bude přijat
a zobrazí se karta „Svařovací program“.
84
Page 85

Vyvolání a úprava pracovních parametrů pro
vybraný programový blok (job)
Všeobecné informace
Vyvolání a úprava
pracovních parametrů programového bloku
(jobu)
Pořadí karet zobrazených v podnabídce závisí na typu vybraného programového bloku.
Vyberte položku nabídky „Optimalizace & správa jobu“.
1
Nezávisle na zobrazené obrazovce vyberte pomocí tlačítek se šipkou dolů (6) nebo
2
nahoru (7) parametr „Skupina č.“.
Pomocí zadávacího kolečka (18) vyberte požadovanou skupinu (0 - 99).
3
Pomocí tlačítek se šipkou dolů (6) nebo nahoru (7) vyberte parametr „Job č.“.
4
Pomocí zadávacího kolečka (18) vyberte požadovaný programový blok (job) (0 -
5
999).
- Je-li vybrán programový blok (job) z následující skupiny, je odpovídajícím
způsobem změněna také zobrazená skupina.
Pomocí tlačítka se šipkou vpravo (8) přejděte na položku „Pracovní parametry“.
6
- Zobrazí se karta „Pracovní parametry".
Vyberte požadované parametry
7
pomocí tlačítek se šipkou dolů (6)
nebo nahoru (7).
Upravte hodnoty parametrů pomocí
8
zadávacího kolečka (18).
- Hodnotu každého parametru lze
změnit pouze v rámci definovaného nastavitelného rozsahu.
Nastavitelný rozsah je uložen.
CS
Optimalizace & správa jobu: karta „Pracovní parametry“
85
Page 86

Pokyny pro
úpravu hodnoty
posuvu drátu
Pokud je u programových bloků (jobů)
svařování MIG/MAG-Synergic na kartě
„Pracovní parametry“ změněna hodnota
posuvu drátu, budou na základě synergické funkce zároveň změněny také hodnoty pro svařovací proud a svařovací
napětí.
Změny hodnot svařovacího proudu a
napětí musí být zohledněny také na kartě
„QMaster“ u parametrů „Nastavená hodnota proudu“ a „Nastavená hodnota
napětí“.
Karta „Pracovní parametry“ - změna hodnoty posuvu
drátu
86
Page 87

Vyvolání a úprava parametrů pro nastavení postupu
pro vybraný programový blok (job)
Všeobecné informace
Vyvolání a úprava
parametrů pro
nastavení
postupu pro programový blok
(job)
Pořadí karet zobrazených v podnabídce závisí na typu vybraného programového bloku.
Vyberte položku nabídky „Optimalizace & správa jobu“.
1
Nezávisle na zobrazené obrazovce vyberte pomocí tlačítek se šipkou dolů (6) nebo
2
nahoru (7) parametr „Skupina č.“.
Pomocí zadávacího kolečka (18) vyberte požadovanou skupinu (0 - 99).
3
Pomocí tlačítek se šipkou dolů (6) nebo nahoru (7) vyberte parametr „Job č.“.
4
Pomocí zadávacího kolečka (18) vyberte požadovaný programový blok (job) (0 -
5
999).
- Je-li vybrán programový blok (job) z následující skupiny, je odpovídajícím
způsobem změněna také zobrazená skupina.
Pomocí tlačítka se šipkou vpravo (8)
6
přejděte na položku „Nastavení
postupu“.
- Zobrazí se karta „Nastavení
Vyberte požadované parametry
7
pomocí tlačítek se šipkou dolů (6)
nebo nahoru (7).
Upravte hodnoty parametrů pomocí
8
zadávacího kolečka (18).
- Hodnotu každého parametru lze
CS
postupu".
změnit pouze v rámci definovaného nastavitelného rozsahu.
Nastavitelný rozsah je uložen.
Optimalizace & správa jobu: karta „Nastavení
postupu“
87
Page 88

Vyvolání a úprava parametrů režimu Speciální 2takt pro vybraný programový blok (job)
Všeobecné informace
Vyvolání a úprava
parametrů režimu
Speciální 2-takt
pro programový
blok (job)
Pořadí karet zobrazených v podnabídce závisí na typu vybraného programového bloku.
Karta „Speciální 2-takt“ se zobrazí pouze v následujících případech:
- pro režim hořáku je při vybraném programovém bloku nastavena volba S2-takt;
- pro programové bloky (joby) svařování MIG/MAG-Synergic.
Vyberte položku nabídky „Optimalizace & správa jobu“.
1
Nezávisle na zobrazené obrazovce vyberte pomocí tlačítek se šipkou dolů (6) nebo
2
nahoru (7) parametr „Skupina č.“.
Pomocí zadávacího kolečka (18) vyberte požadovanou skupinu (0 - 99).
3
Pomocí tlačítek se šipkou dolů (6) nebo nahoru (7) vyberte parametr „Job č.“.
4
Pomocí zadávacího kolečka (18) vyberte požadovaný programový blok (job) (0 -
5
999).
- Je-li vybrán programový blok (job) z následující skupiny, je odpovídajícím
způsobem změněna také zobrazená skupina.
Pomocí tlačítka se šipkou doprava (8) přejděte na kartu „Speciální 2-takt“.
6
- Zobrazí se karta „Speciální 2-takt“.
Vyberte požadované parametry
7
pomocí tlačítek se šipkou dolů (6)
nebo nahoru (7).
Upravte hodnoty parametrů pomocí
8
zadávacího kolečka (18).
- Hodnotu každého parametru lze
změnit pouze v rámci definovaného nastavitelného rozsahu.
Nastavitelný rozsah je uložen.
88
Optimalizace & správa jobu: karta Speciální 2-takt
Page 89

Vyvolání a úprava parametrů režimu Speciální 4takt pro vybraný programový blok (job)
Všeobecné informace
Vyvolání a úprava
parametrů režimu
Speciální 4-takt
pro programový
blok (job)
Pořadí karet zobrazených v podnabídce závisí na typu vybraného programového bloku.
Karta „Speciální 4-takt“ se zobrazí pouze v následujících případech:
- pro režim hořáku je při vybraném programovém bloku nastavena volba S4-takt;
- pro programové bloky (joby) svařování MIG/MAG-Synergic.
Vyberte položku nabídky „Optimalizace & správa jobu“.
1
Nezávisle na zobrazené obrazovce vyberte pomocí tlačítek se šipkou dolů (6) nebo
2
nahoru (7) parametr „Skupina č.“.
Pomocí zadávacího kolečka (18) vyberte požadovanou skupinu (0 - 99).
3
Pomocí tlačítek se šipkou dolů (6) nebo nahoru (7) vyberte parametr „Job č.“.
4
Pomocí zadávacího kolečka (18) vyberte požadovaný programový blok (job) (0 -
5
999).
- Je-li vybrán programový blok (job) z následující skupiny, je odpovídajícím
způsobem změněna také zobrazená skupina.
Pomocí tlačítka se šipkou doprava (8) přejděte na kartu „Speciální 4-takt“.
6
- Zobrazí se karta „Speciální 4-takt“.
CS
Optimalizace & správa jobu: karta Speciální 4-takt
Vyberte požadované parametry
7
pomocí tlačítek se šipkou dolů (6)
nebo nahoru (7).
Upravte hodnoty parametrů pomocí
8
zadávacího kolečka (18).
- Hodnotu každého parametru lze
změnit pouze v rámci definovaného nastavitelného rozsahu.
Nastavitelný rozsah je uložen.
89
Page 90
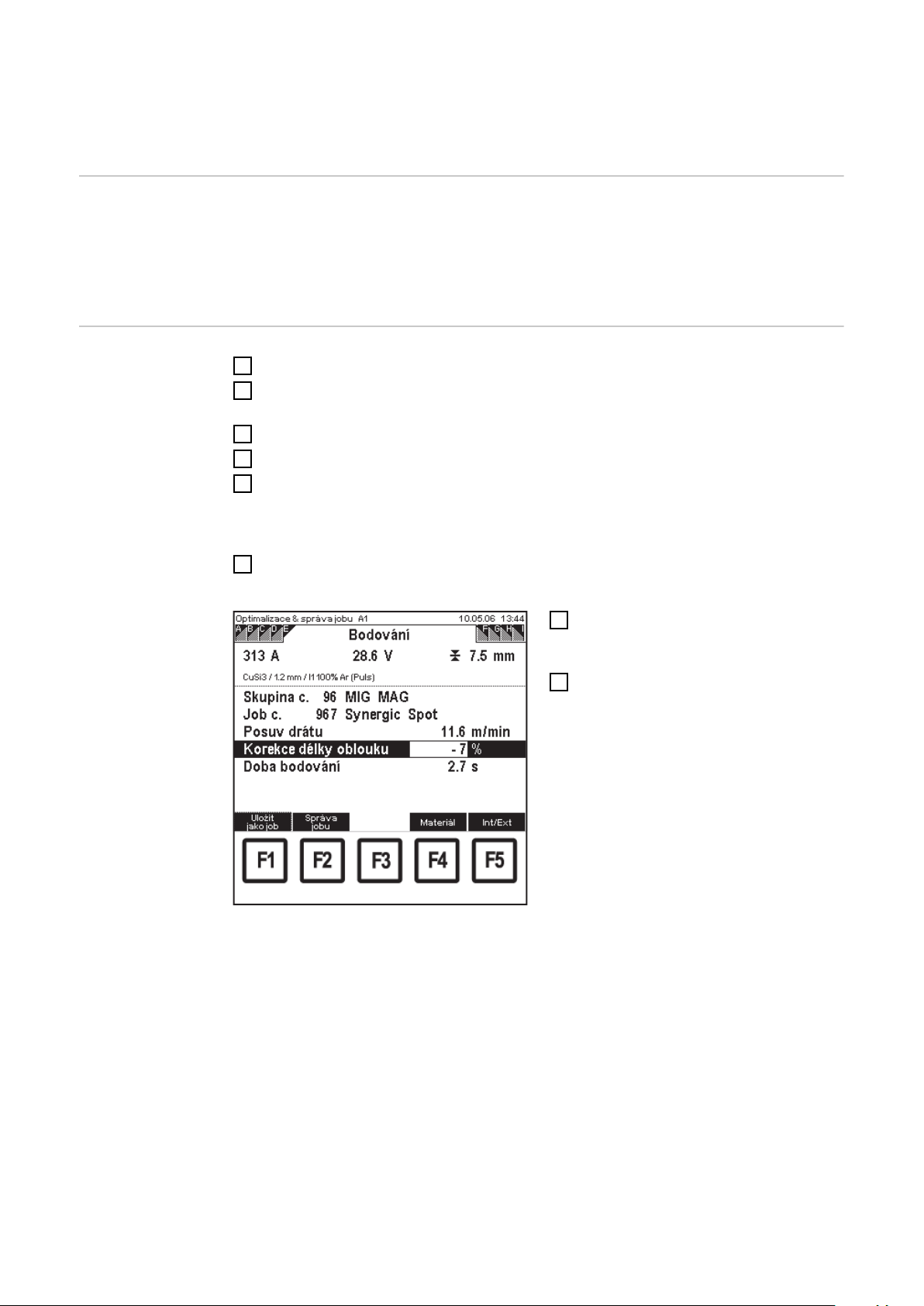
Vyvolání a úprava parametrů bodování pro vybraný
programový blok (job)
Všeobecné informace
Vyvolání a úprava
parametrů
bodování pro
programový blok
(job)
Pořadí karet zobrazených v podnabídce závisí na typu vybraného programového bloku.
Karta „Bodování“ se zobrazí pouze v následujících případech:
- pro režim hořáku je při vybraném programovém bloku nastavena volba S4-takt;
- pro programové bloky (joby) svařování MIG/MAG-Synergic.
Vyberte položku nabídky „Optimalizace & správa jobu“.
1
Nezávisle na zobrazené obrazovce vyberte pomocí tlačítek se šipkou dolů (6) nebo
2
nahoru (7) parametr „Skupina č.“.
Pomocí zadávacího kolečka (18) vyberte požadovanou skupinu (0 - 99).
3
Pomocí tlačítek se šipkou dolů (6) nebo nahoru (7) vyberte parametr „Job č.“.
4
Pomocí zadávacího kolečka (18) vyberte požadovaný programový blok (job) (0 -
5
999).
- Je-li vybrán programový blok (job) z následující skupiny, je odpovídajícím
způsobem změněna také zobrazená skupina.
Pomocí tlačítka se šipkou vpravo (8) přejděte na položku „Bodování“.
6
- Zobrazí se karta „Bodování“.
Vyberte požadované parametry
7
pomocí tlačítek se šipkou dolů (6)
nebo nahoru (7).
Upravte hodnoty parametrů pomocí
8
zadávacího kolečka (18).
- Hodnotu každého parametru lze
změnit pouze v rámci definovaného nastavitelného rozsahu.
Nastavitelný rozsah je uložen.
90
Optimalizace & správa jobu: karta „Bodování“
Page 91

Stanovení mezí korekce pro vybraný programový
blok (job)
Všeobecné informace
Účel nastavení
mezí korekce
Stanovení mezí
korekce pro programový blok
(job)
Pořadí karet zobrazených v podnabídce závisí na typu vybraného programového bloku.
Karta „Meze korekce“ je zobrazena pouze pro programové bloky (joby) svařování MIG/
MAG-Synergic.
Hodnoty mezí korekce lze zadat pro každý programový blok (job) jednotlivě.
Pokud jsou pro některý programový blok (job) stanoveny meze korekce, lze v režimu
svařování Job pro příslušný programový blok korigovat svařovací výkon a oblouk.
Vyberte položku nabídky „Optimalizace & správa jobu“.
1
Nezávisle na zobrazené obrazovce vyberte pomocí tlačítek se šipkou dolů (6) nebo
2
nahoru (7) parametr „Skupina č.“.
Pomocí zadávacího kolečka (18) vyberte požadovanou skupinu (0 - 99).
3
Pomocí tlačítek se šipkou dolů (6) nebo nahoru (7) vyberte parametr „Job č.“.
4
Pomocí zadávacího kolečka (18) vyberte požadovaný programový blok (job) (0 -
5
999).
- Je-li vybrán programový blok (job) z následující skupiny, je odpovídajícím
způsobem změněna také zobrazená skupina.
Pomocí tlačítka se šipkou vpravo (8) přejděte na položku „Meze korekce“.
6
- Zobrazí se karta „Meze korekce“.
CS
Optimalizace & správa jobu: karta „Meze korekce“
Vyberte požadované parametry
7
pomocí tlačítek se šipkou dolů (6)
nebo nahoru (7).
Upravte hodnoty parametrů pomocí
8
zadávacího kolečka (18).
- Hodnotu každého parametru lze
změnit pouze v rámci definovaného nastavitelného rozsahu.
Nastavitelný rozsah je uložen.
91
Page 92

Vysvětlivky pro
meze korekce
Rozsah korekce pro svařovací výkon je vytvořen následovně:
nastavená rychlost posuvu drátu Příklad: 15,0 m/mi
n
+ procentuální hodnota pro horní mez výkonu + 5,0 %
= horní mez pro svařovací výkon
nastavená rychlost posuvu drátu Příklad: 15,0 m/mi
- procentuální hodnota pro dolní mez výkonu - 3,0 %
= dolní mez pro svařovací výkon
Při svařování Job tak může být svařovací výkon korigován v rozmezí hodnot 14,6 m/min
a 15,8 m/min.
Rozsah korekce pro délku oblouku je vytvořen následovně:
nastavená hodnota korekce délky oblouku Příklad: + 10,0 %
+ procentuální hodnota pro meze délky
oblouku
= horní mez pro délku oblouku
nastavená hodnota korekce délky oblouku Příklad: + 10,0 %
+ 20,0 %
= 15,8 m/mi
n
n
= 14,6 m/mi
n
= 30,0 %
- procentuální hodnota pro meze délky
oblouku
= dolní mez pro délku oblouku
Při svařování Job tak může být délka oblouku korigována v rozsahu - 10,0 % až + 30 %.
- 20,0 %
= -10,0 %
92
Page 93

Dokumentace pro programový blok (job)
CS
Všeobecné informace
Účel funkce
„Dokumentace na
job“
Předpoklady pro
použití funkce
„Dokumentace na
job“
Aktivace funkce
dokumentace pro
programový blok
(job)
Pořadí karet zobrazených v podnabídce závisí na typu vybraného programového bloku.
Funkce „Dokumentace na job“ umožňuje automaticky dokumentovat aktuální svařovací
hodnoty při zpracování vybraného programového bloku (jobu).
Funkci „Dokumentace na job“ lze pro každý programový blok (job) nastavit jednotlivě.
Parametr „Dokumentace jobu“ na obrazovce „Základní nastavení“ v podnabídce „Dokumentace“ musí být nastaven následovně:
- parametr „Dokumentace jobu“ ..... na Job
Vyberte položku nabídky „Optimalizace & správa jobu“.
1
Nezávisle na zobrazené obrazovce vyberte pomocí tlačítek se šipkou dolů (6) nebo
2
nahoru (7) parametr „Skupina č.“.
Pomocí zadávacího kolečka (18) vyberte požadovanou skupinu (0 - 99).
3
Pomocí tlačítek se šipkou dolů (6) nebo nahoru (7) vyberte parametr „Job č.“.
4
Pomocí zadávacího kolečka (18) vyberte požadovaný programový blok (job) (0 -
5
999).
- Je-li vybrán programový blok (job) z následující skupiny, je odpovídajícím
způsobem změněna také zobrazená skupina.
Pomocí tlačítka se šipkou vpravo (8) přejděte na položku „Dokumentace na job“.
6
- Zobrazí se karta „Dokumentace na job“.
Optimalizace & správa jobu: karta „Dokumentace na
job“
Vyberte požadované parametry
7
pomocí tlačítek se šipkou dolů (6)
nebo nahoru (7).
Upravte hodnoty parametrů pomocí
8
zadávacího kolečka (18).
- Hodnotu každého parametru lze
změnit pouze v rámci definovaného nastavitelného rozsahu.
Nastavitelný rozsah je uložen.
93
Page 94
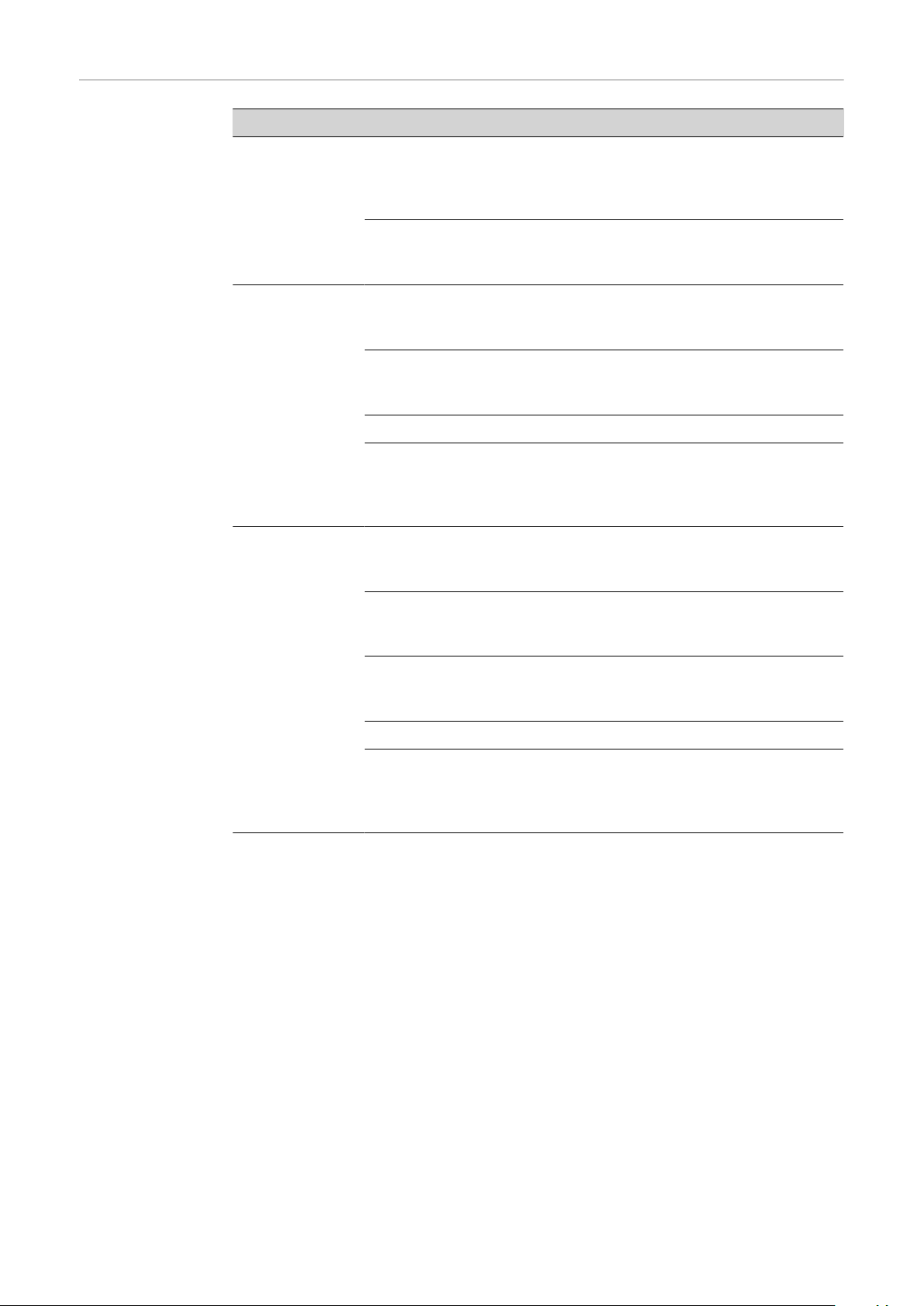
Vysvětlivky k
funkci „Dokumentace na job“
Parametr Nastavení Výsledek
Dokumentace Zap Aktuální svařovací hodnoty jsou při zpracování
zvoleného programového bloku (jobu) automaticky dokumentovány podle nastavení parametrů „Interval svárů“ a „Časový interval“.
Vyp Aktuální svařovací hodnoty nejsou při zpra-
cování zvoleného programového bloku (jobu)
dokumentovány.
Interval svárů 1 Aktuální svařovací hodnoty jsou při zpracování
zvoleného programového bloku (jobu) zdokumentovány při každém svaru.
2 Aktuální svařovací hodnoty jsou při zpracování
zvoleného programového bloku (jobu) zdoku-
mentovány při každém 2. svaru.
...
100 Aktuální svařovací hodnoty jsou při zpracování
zvoleného programového bloku (jobu) zdoku-
mentovány při každém 100. svaru ( max. inter-
val svarů)
Časový interval Vyp Aktuální svařovací hodnoty jsou při zpracování
zvoleného programového bloku (jobu) zdoku-
mentovány jedenkrát na svár.
0,1 Aktuální svařovací hodnoty jsou při zpracování
zvoleného programového bloku (jobu) zdoku-
mentovány každé 0,1 sekundy.
0,2 Aktuální svařovací hodnoty jsou při zpracování
zvoleného programového bloku (jobu) zdoku-
mentovány každé 0,2 sekundy.
...
9,9 Aktuální svařovací hodnoty jsou při zpracování
zvoleného programového bloku (jobu) zdoku-
mentovány každých 9,9 sekundy (maximální
časový interval).
94
Page 95

Vyvolání a úprava parametrů funkce SynchroPuls
pro vybraný programový blok (job)
Všeobecné informace
Vyvolání a úprava
parametrů funkce
SynchroPuls pro
programový blok
(job)
Pořadí karet zobrazených v podnabídce závisí na typu vybraného programového bloku.
Karta „SynchroPuls“ se zobrazí pouze v následujících případech:
- pokud je ve svařovacím zdroji instalována funkce SynchroPuls;
- pro programové bloky (joby) svařování MIG/MAG-Synergic.
Vyberte položku nabídky „Optimalizace & správa jobu“.
1
Nezávisle na zobrazené obrazovce vyberte pomocí tlačítek se šipkou dolů (6) nebo
2
nahoru (7) parametr „Skupina č.“.
Pomocí zadávacího kolečka (18) vyberte požadovanou skupinu (0 - 99).
3
Pomocí tlačítek se šipkou dolů (6) nebo nahoru (7) vyberte parametr „Job č.“.
4
Pomocí zadávacího kolečka (18) vyberte požadovaný programový blok (job) (0 -
5
999).
- Je-li vybrán programový blok (job) z následující skupiny, je odpovídajícím
způsobem změněna také zobrazená skupina.
Pomocí tlačítka se šipkou vpravo (8) přejděte na položku „SynchroPuls“.
6
- Zobrazí se karta „SynchroPuls“.
CS
Optimalizace & správa jobu: karta „SynchroPuls“
Vyberte požadované parametry
7
pomocí tlačítek se šipkou dolů (6)
nebo nahoru (7).
Upravte hodnoty parametrů pomocí
8
zadávacího kolečka (18).
- Hodnotu každého parametru lze
změnit pouze v rámci definovaného nastavitelného rozsahu.
Nastavitelný rozsah je uložen.
95
Page 96

Nastavení hodnot QMaster pro zvolený programový
blok (job)
Všeobecné informace
Účel použití hodnot QMaster
Nastavení hodnot
QMaster pro job
Pořadí karet zobrazených v podnabídce závisí na typu vybraného programového bloku.
Hodnoty QMaster lze zadat jednotlivě pro každý programový blok (job). Pokud po určitou
dobu trvá překročení nebo nedosažení stanovených hodnot QMaster, dojde k některé z
následujících reakcí:
- okamžité vypnutí svařovacího zdroje,
- zobrazení varovného signálu,
- žádná reakce.
Vyberte položku nabídky „Optimalizace & správa jobu“.
1
Nezávisle na zobrazené obrazovce vyberte pomocí tlačítek se šipkou dolů (6) nebo
2
nahoru (7) parametr „Skupina č.“.
Pomocí zadávacího kolečka (18) vyberte požadovanou skupinu (0 - 99).
3
Pomocí tlačítek se šipkou dolů (6) nebo nahoru (7) vyberte parametr „Job č.“.
4
Pomocí zadávacího kolečka (18) vyberte požadovaný programový blok (job) (0 -
5
999).
- Je-li vybrán programový blok (job) z následující skupiny, je odpovídajícím
způsobem změněna také zobrazená skupina.
Pomocí tlačítka se šipkou vpravo (8) přejděte na položku „QMaster“.
6
- Zobrazí se karta „QMaster“.
Vyberte požadované parametry
7
pomocí tlačítek se šipkou dolů (6)
nebo nahoru (7).
Upravte hodnoty parametrů pomocí
8
zadávacího kolečka (18).
- Hodnotu každého parametru lze
změnit pouze v rámci definovaného nastavitelného rozsahu.
Nastavitelný rozsah je uložen.
Optimalizace & správa jobu: karta „QMaster“
UPOZORNĚNĹ!
Pokud je na kartě „Pracovní parametry“ změněna hodnota posuvu drátu, budou na
základě synergické funkce zároveň změněny také hodnoty pro svařovací proud a
svařovací napětí. Změny hodnot svařovacího proudu a napětí musí být zohledněny
také na kartě „QMaster“ u parametrů „Nastavená hodnota proudu“ a „Nastavená
hodnota napětí“.
96
Page 97

DŮLEŽITÉ! Pokud je pro zvolený programový blok pro parametry „Maximální doba
napěťové odchylky“ a „Maximální doba proudové odchylky“ zadána hodnota „Vyp“
(Vypnuto), bude funkce QMaster pro tyto programové bloky (joby) deaktivována.
CS
Vysvětlivky pro
hodnoty QMaster
nastavená hodnota proudu Příklad: 338,0 A
+ hodnota (v ampérech) pro horní mez
proudu
= horní mez svařovacího proudu
nastavená hodnota proudu Příklad: 338,0 A
- hodnota (v ampérech) pro dolní mez
proudu
= dolní mez svařovacího proudu
Maximální doba proudové odchylky Příklad: 0,3 s
Reakce Příklad: Varování
Pokud je při svařování Job po dobu delší než 0,3 sekundy skutečný svařovací proud
větší než 344 A nebo menší než 332 A, bude jako reakce zobrazena varovná zpráva.
nastavená hodnota napětí Příklad: 28,6 V
+ hodnota (ve voltech) pro horní mez napětí + 0,2 V
= horní mez svařovacího napětí
+ 6,0 A
- 6,0 A
= 344,0 A
= 332,0 A
= 28,8 V
nastavená hodnota napětí Příklad: 28,6 A
- hodnota (ve voltech) pro dolní mez napětí - 0,2 A
= dolní mez svařovacího napětí
Maximální doba proudové odchylky Příklad: 0,3 s
Reakce Příklad: Varování
Pokud je při svařování Job po dobu delší než 0,3 sekundy skutečné svařovací napětí
větší než 28,8 V nebo menší než 28,4 V, bude jako reakce zobrazena varovná zpráva.
= 28,4 A
97
Page 98
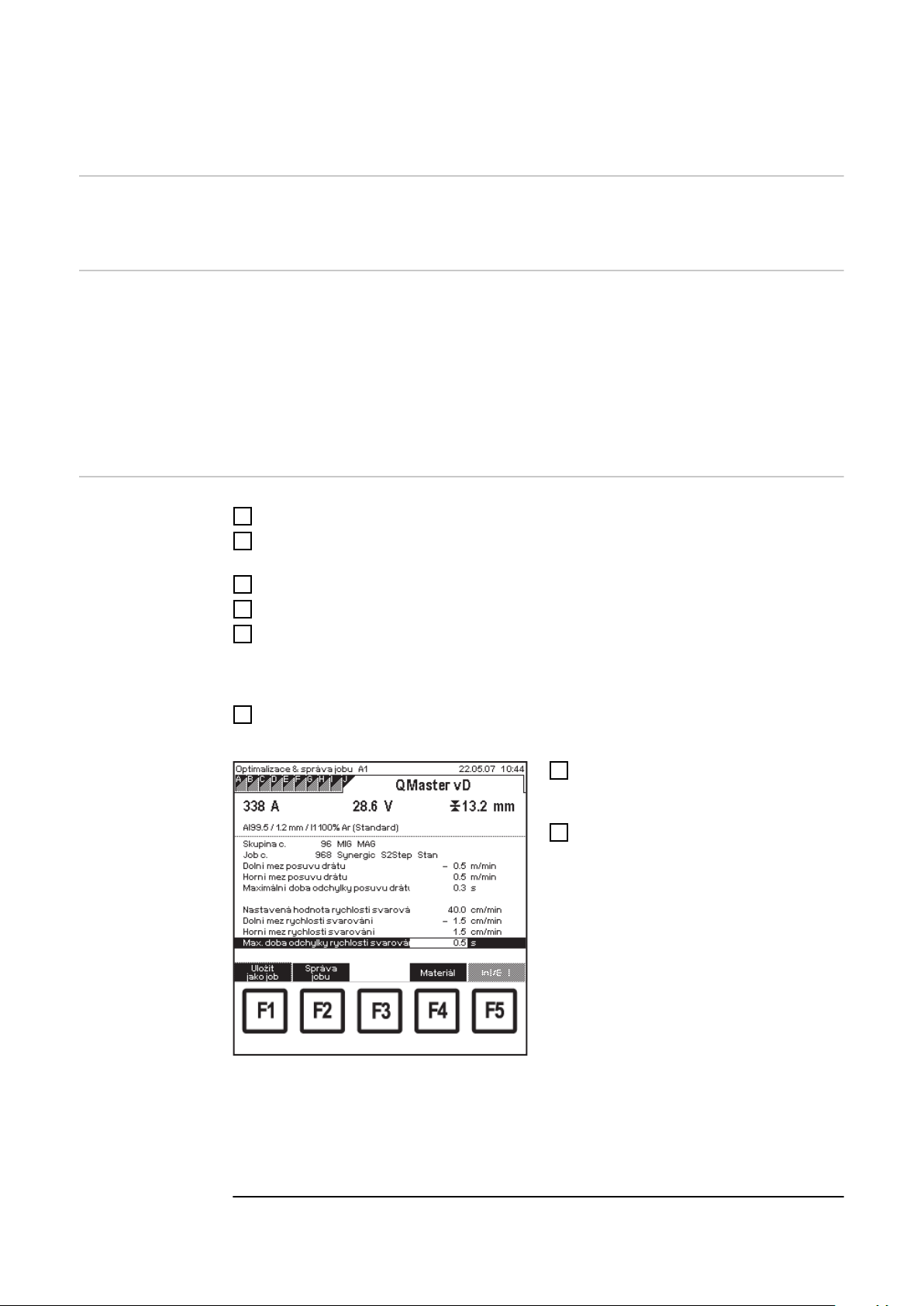
Nastavení hodnot QMaster pro zvolený programový
blok (job)
Všeobecné informace
Účel použití hodnot QMaster
Nastavení hodnot
QMaster pro programový blok
(job)
Pořadí karet zobrazených v podnabídce závisí na typu vybraného programového bloku.
Hodnoty QMaster lze zadat jednotlivě pro každý programový blok (job). Pokud po určitou
dobu trvá překročení nebo nedosažení stanovených hodnot QMaster, dojde k některé z
následujících reakcí:
- okamžité vypnutí svařovacího zdroje,
- zobrazení varovného signálu,
- žádná reakce.
Reakce nastavené na kartě „QMaster“ jsou platné i pro hodnoty QMaster podavače.
Vyberte položku nabídky „Optimalizace & správa jobu“.
1
Nezávisle na zobrazené obrazovce vyberte pomocí tlačítek se šipkou dolů (6) nebo
2
nahoru (7) parametr „Skupina č.“.
Pomocí zadávacího kolečka (18) vyberte požadovanou skupinu (0 - 99).
3
Pomocí tlačítek se šipkou dolů (6) nebo nahoru (7) vyberte parametr „Job č.“.
4
Pomocí zadávacího kolečka (18) vyberte požadovaný programový blok (job) (0 -
5
999).
- Je-li vybrán programový blok (job) z následující skupiny, je odpovídajícím
způsobem změněna také zobrazená skupina.
Pomocí tlačítka se šipkou vpravo (8) přejděte na položku „QMaster vD“.
6
- Zobrazí se karta „QMaster vD“.
Vyberte požadované parametry
7
pomocí tlačítek se šipkou dolů (6)
nebo nahoru (7).
Upravte hodnoty parametrů pomocí
8
zadávacího kolečka (18).
- Hodnotu každého parametru lze
změnit pouze v rámci definovaného nastavitelného rozsahu.
Nastavitelný rozsah je uložen.
Optimalizace & správa jobu: karta „QMaster vD“
DŮLEŽITÉ!
Pro zaručení stejného průřezu svarového švu změňte v případě změny podavače
drátu na kartě „Pracovní parametry“ také požadovanou hodnotu rychlosti
svařování na kartě „QMaster vD“.
98
Page 99

DŮLEŽITÉ!
Vysvětlivky pro
hodnoty QMaster
podavače drátu
Pokud je pro zvolený programový blok pro parametry „Maximální doba odchylky
podavače“ a „Maximální doba odchylky rychlosti svařování“ zadána hodnota
„Vyp“ (Vypnuto), bude funkce QMaster podavače drátu pro tyto programové bloky
(joby) deaktivována.
nastavená hodnota posuvu drátu
1)
Příklad: 15,0 m/mi
n
- hodnota pro dolní mez podavače - 0,5 m/mi
n
= horní mez svařovacího proudu
= 14,5 m/mi
n
nastavená hodnota posuvu drátu
1)
Příklad: 15,0 m/mi
n
+ hodnota pro horní mez podavače + 0,5 m/mi
n
= horní mez podavače drátu
= 15,5 m/mi
n
CS
Maximální doba proudové odchylky Příklad: 0,3 s
reakce
2)
Příklad: Varování
Pokud je při svařování Job po dobu delší než 0,3 sekundy skutečná hodnota podavače
vyšší než 15,5 m/min nebo nižší než 14,5 m/min, bude jako reakce zobrazena varovná
zpráva.
1)
podle karty „Pracovní parametry“
2)
podle karty „QMaster“
99
Page 100

Optimalizace a správa charakteristiky
Všeobecné informace
Vyvolání podnabídky „Optimalizace & správa
charakteristiky“
V podnabídce „Optimalizace & správa charakteristiky“ lze provádět správu, přejmenování a optimalizaci uživatelských charakteristik.
UPOZORNĚNĹ!
K optimalizaci uživatelských charakteristik jsou nutné znalosti techniky svařování
a elektrického oblouku.
DŮLEŽITÉ!
K vytvoření uživatelské charakteristiky jsou potřeba nejméně dva body charakteristiky.
Chcete-li však dosáhnout optimálních hodnot ve všech oblastech výkonu, je třeba naprogramovat 6 až 10 bodů charakteristiky (jeden bod na každou tloušťku materiálu).
Maximálně lze naprogramovat 19 bodů charakteristiky.
Stiskněte tlačítko nabídky (1).
1
- Zobrazí se hlavní nabídka.
Pomocí zadávacího kolečka (18)
2
vyberte položku nabídky „Optimalizace & správa charakteristiky“.
Stiskněte tlačítko OK (3).
3
- Zobrazí se bezpečnostní dotaz
„Chcete charakteristiky editovat
online?“.
100
Hlavní nabídka: je zvýrazněna položka „Optimalizace
& správa charakteristiky“
 Loading...
Loading...