


Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
RCU 5000i
Руководство по эксплуатации
RU
42,0426,0021,RU 005-12102021


Оглавление
Правила техники безопасности 9
Разъяснение инструкций по технике безопасности 9
Общие сведения 9
Надлежащее использование 10
Окружающие условия 10
Обязанности владельца 10
Обязанности персонала 11
Классификация устройств по электромагнитной совместимости 11
Меры по предотвращению электромагнитных помех 11
Мероприятия, связанные с электромагнитным излучением 12
Меры безопасности в месте установки и при транспортировке 12
Ввод в эксплуатацию, техническое обслуживание и наладка 12
Маркировка безопасности 13
Защита данных 13
Авторские права 13
Общие сведения 14
Концепция устройства 14
Области применения 14
Преимущества 14
Стандартное оснащение 14
Дополнительные принадлежности 15
Технические характеристики 15
Сведения о сертификации электромагнитной совместимости 15
Функции, не описанные в руководстве 15
Элементы управления и подключения 16
Панель управления 16
Сведения о клавише ОК 17
Другие органы управления, разъемы и механические компоненты. 18
Принцип действия 20
Операции — общие сведения 20
Главное меню 20
Панель вкладок 20
Сохранение правил 21
Описание экранов дисплея 22
Общие сведения 22
Экран «Меню» 22
Экран «Данные» 22
Экран «Мастер». 23
Экран «Диалог». 24
Экран «Сообщение». 24
Экран «Ошибка». 25
Ввод в эксплуатацию 27
Перед вводом в эксплуатацию. 27
Системные требования 27
Подключение устройства RCU 5000i 27
Стартовая последовательность — настройка языка 28
«Error 073 (no Host)» — источник тока не подключен 29
Заблокировать и разблокировать RCU 5000i с помощью ключа-карты 30
Требование 30
Управление пользователями, профилями и ключами 30
Блокировка устройства RCU 5000i 30
Разблокировка устройства RCU 5000i 31
Разблокирование устройства RCU 5000i при помощи функции разблокировки. 32
Сварка MIG/MAG с режимом Synergic 33
Общие сведения 33
Вызов пункта меню «Сварка MIG/MAG синергетика» 33
Обзор 33
Вызов сварочной программы 34
Вызов программы сварки. 34
Установка рабочих параметров 35
RU
3

Настройка рабочих параметров. 35
Режимы горелки 35
Процесс 35
Процесс CMT 38
Переключение в режим «Во весь экран» 39
Общие сведения 39
Включение увеличенного формата 39
Установка параметров для настройки способа 40
Настройка параметров процесса. 40
Установка дополнительных параметров: специальный 2-тактный, специальный 4-тактный,
точечная сварка
Настройка дополнительных параметров специального 2-тактного режима 41
Настройка дополнительных параметров специального 4-тактного режима 42
Настройка дополнительных параметров точечной сварки 42
Установка параметров SynchroPuls 44
Общие сведения 44
Настройка параметров СинхроПульс (опция ПО) 44
Сварка MIG/MAG с ручным режимом 45
Общие сведения 45
Выберите пункт меню «Стандартн. ручная сварка MIG/MAG». 45
Обзор 45
Вызов сварочной программы 46
Выбор программы сварки 46
Установка рабочих параметров 47
Настройка рабочих параметров. 47
Режимы горелки 47
Переключение в режим «Во весь экран» 48
Общие сведения 48
Включение увеличенного формата 48
Установка параметров для настройки способа 49
Настройка параметров процесса. 49
Установка дополнительных параметров для точечной сварки 50
Настройка дополнительных параметров точечной сварки 50
Установка сварочной программы и материала 51
Общие сведения 51
Выбор программы сварки и присадочного материала 51
Создание пользовательских графических характеристик — согласование графических
характеристик
Общие сведения 53
Основные сведения о создании пользовательских характеристик 53
Создание пользовательских характеристик — оптимизация характеристики 53
Создание точек графических характеристик пользователей 57
Общие сведения 57
Основные принципы создания новых точек графической характеристики 57
Создание новой точки характеристики 57
Выбор графических характеристик пользователя 61
Выбор пользовательских характеристик 61
Ручная сварка стержневым электродом 62
Выбор пункта меню «Сварка покрытым электродом (MMA)» 62
Настройка рабочих параметров. 62
Включение увеличенного формата 63
Настройка параметров процесса. 63
Сварка TIG 64
Вызов пункта меню «Сварка TIG» 64
Настройка рабочих параметров. 64
Включение увеличенного формата 65
Режим CC/CV 66
Общие сведения 66
Вызов пункта меню «Режим CC/CV» 66
Настройка рабочих параметров. 66
Включение увеличенного формата 66
Настройка параметров процесса. 67
Сварка с установкой задания 68
Вызов пункта меню «Сварка по программе job». 68
41
53
4

Настройка рабочих параметров задания 68
Включение увеличенного формата 69
Изменение процесса сварки во время сварки CMT Advanced 69
Сохранение параметров в виде задания 70
Общие сведения 70
Процедура сохранения заданий 70
Сохранить как job 70
Внутренняя/внешняя установка выбранных параметров 73
Общие сведения 73
Внутренний и внешний ввод параметров 73
Оптимизация и управление заданием 75
Общие сведения 75
Вызов раздела меню «Оптимизация и управление job» 75
Обзор 76
Управление заданиями 77
Управление задачами 77
Удаление групп и заданий 79
Вызов данных администрирования для выбранного задания 82
Вызов административных данных для выбранного задания 82
В зависимости от типа задания отображаются различные административные данные 82
Вызов и изменение сварочной программы для выбранного задания 84
Общие сведения 84
Вызов программы сварки для задания 84
Изменение программы сварки для задания 84
Вызов и изменение рабочих параметров для выбранного задания 87
Общие сведения 87
Вызов и изменение рабочих параметров задания 87
Инструкции по изменению скорости подачи проволоки 88
Вызов и изменение настройки способа для выбранного задания 89
Общие сведения 89
Извлечение и изменение параметров процесса для задания 89
Вызов и изменение специального 2-тактного параметра для выбранного задания 90
Общие сведения 90
Вызов и изменение параметров специального 2-тактного режима для задания. 90
Вызов и изменение специального 4-тактного параметра для выбранного задания 91
Общие сведения 91
Вызов и изменение параметров специального 4-тактного режима для задания 91
Вызов и изменение параметров точечной сварки для выбранного задания 92
Общие сведения 92
Вызов и изменение параметров точечной сварки для задания 92
Установка пределов коррекции для выбранного задания 93
Общие сведения 93
Назначение границ исправлений 93
Определение границ исправлений для задания 93
Сведения о границах исправлений 94
Документация на задание 95
Общие сведения 95
Назначение функции «Док.cпециф. Job» 95
Требования для использования «Док.cпециф. Job». 95
Настройка регистрации параметров (документации) для задания 95
Сведения о документации для заданий 96
Вызов и изменение параметров SynchroPuls для выбранного задания 97
Общие сведения 97
Вызов и изменение параметров СинхроПульс для задания 97
Установка значений QMaster для выбранного задания 98
Общие сведения 98
Назначение параметров Qмастер 98
Настройка значений Qмастер для задания 98
Назначение параметров Qмастер 99
Установка значений QMaster устройства подачи проволоки для выбранного задания 100
Общие сведения 100
Назначение параметров Qмастер 100
Определение значений скорости подачи проволоки в Qмастер для сварочных заданий 100
Описание значений скорости подачи проволоки Qмастер 101
RU
5

Оптимизация и управление графической характеристикой 102
Общие сведения 102
Откройте пункт меню «Оптимизация и управл. хар-ками». 102
Обзор 103
Управление графическими характеристиками 104
Выбор характеристик 104
Присвоение и изменение имен характеристик 105
Удаление характеристики 106
Управление точками графических характеристик 108
Выбор точек характеристики 108
Вставка точек характеристики 108
Удаление точек характеристики 111
Параметры стандартных графических характеристик 113
Зажигание 113
Дуга (статичная) 113
Дуга (динамичная) 114
Конец сварки 115
Ориентировочные значения 116
Подтверждение ориентировочных значения напряжения и тока 116
Параметры импульсных графических характеристик 117
Зажигание 117
Параметры импульса 117
Дуга (статичная) 119
Короткое замыкание 121
Конец сварки 121
Ориентировочные значения 122
Подтверждение ориентировочных значения напряжения и тока 122
Параметры графических характеристик CMT 123
Общие сведения 123
Зажигание 123
Параметры CMT 124
Конец сварки 125
Ориентировочные значения 126
Подтверждение ориентировочных значения напряжения и тока 126
Параметры графических характеристик CMT импульсных графических характеристик 127
Общие сведения 127
Зажигание 127
Обзор: параметры CMT, параметры Pulse 128
Параметры CMT 128
Параметры импульса 129
CMT Pulsed 130
Конец сварки 130
Ориентировочные значения 130
Подтверждение ориентировочных значения напряжения и тока 131
Параметры графических характеристик CMT Advanced 132
Общие сведения 132
Зажигание 132
Горячий старт 132
Начало сварки 133
Параметры CMT и EN-CMT 133
EN/EP CMT 135
Конец сварки 135
Ориентировочные значения 135
Подтверждение ориентировочных значения напряжения и тока 136
Параметры графических характеристик CMT/импульсных графических характеристик Advanced 137
Общие сведения 137
Зажигание 137
Горячий старт 137
Обзор: параметры CMT, параметры Pulse 138
Параметры CMT 138
Параметры импульса 139
Циклы импульсов/СМТ 141
Конец сварки 141
Ориентировочные значения 141
6

Изменение параметров графических характеристик 143
Регулятор процесса 143
Экраны, отображаемые для различных характеристик 143
Изменение параметров характеристики 144
Документация 145
Общие сведения 145
Оценка параметров сварки 145
Вызов пункта меню «Документация» 146
Обзор 147
Установить основные настройки для документации 148
Базовые настройки документации 148
Базовые настройки документации при сохранении заданий 148
Описание параметров раздела «Заводск. настр». 148
Регистрация на карте памяти 149
Требования с объему памяти при регистрации на карте памяти 150
Установка значений QMaster 152
Назначение параметров Qмастер 152
Установка значений Qмастер 152
Назначение параметров Qмастер 152
Установка максимального тока в моторе 154
Общие сведения 154
Установка максимального тока двигателя 154
Счетчик компонентов 155
Общие сведения 155
Активация счетчика деталей 155
Определение номера детали 155
Увеличение номера детали 157
Протокол выполнения сварки 159
Общие сведения 159
Отображение параметров сварки из журнала 159
Протокол событий 161
Общие сведения 161
Журнал регистрации событий 161
Удаление карты памяти 162
Общие сведения 162
Извлечение карты памяти 162
Предварительные настройки оборудования 164
Общие сведения 164
Вызов пункта меню «Предварит. настройки машины». 164
Обзор 164
Установка предварительных настроек оборудования для данного режима сварки 166
Установка предварительных настроек для сварки MIG/MAG 166
Установка предварительных настроек для сварки TIG 166
Установка предварительных настроек для сварки покрытым электродом (MMA) 167
Установка предварительных настроек для режима «Job» 167
Настройка Ethernet 168
Общие сведения 168
Изменение настроек Ethernet 168
Параметры Ethernet 169
Установка даты и времени 170
Настройка даты и времени 170
Интерфейс робота — роботизированный режим 171
Общие сведения 171
Внутреннее управление параметрами при роботизированной сварке 171
Внешнее управление параметрами при роботизированной сварке 172
Переключение между внешним и внутренним вводом параметров при внешнем управлении
параметрами.
Другие функции при роботизированной сварке 174
Профили / Ключи 177
Общие сведения 177
Объяснение используемых терминов 178
Предварительно созданные профили 178
Профиль «Администратор» 179
Профиль «Заблокирован» 179
173
RU
7

Рекомендации по созданию профилей и ключей 180
Требование 180
Процедура 180
Создание и обработка профилей 181
Требование 181
Создание ключа администратора 181
Создание профилей 183
Открытие/закрытие профилей 186
Изменение профиля. 187
Удаление профиля 191
Профили-шаблоны 193
Общие сведения 193
Заблокирован 193
Квалифицированный сварщик MIG/MAG 193
Программист робота 195
Сварщик/рабочий 196
Создание и обработка ключей 197
Назначение карт-ключей профилям (настройка ключей) 197
Изменение пользователей/ключей 199
Удаление пользователей/ключей 201
Вход и выход из системы зарегистрированных пользователей дистанционного управления 203
Общие сведения 203
Вход пользователя в систему 203
Отображение пользователей, вошедших в систему 204
Выход пользователя из системы 205
Отображение профиля «Заблокирован» 205
RCU 5000i — функция Unlock (разблокировать) 206
Общие сведения 206
Активация экрана «Профили / Ключи» при помощи функции разблокировки 206
Дальнейшие действия 209
Установка языка и стандартов 210
Общие сведения 210
Настройка языка и единиц измерения 210
Просмотр данных версии 211
Общие сведения 211
Отображение данных о версии 211
Создание резервного копирования 212
Общие сведения 212
Создание резервных копий 212
Восстановление данных 214
Общие сведения 214
Восстановление данных 214
Настройка устройства подачи проволоки или модуля «тяни-толкай» 216
Согласование устройства подачи проволоки (согласование VR) 216
Настройка модуля PushPull 217
Настройка L/R — настройка индуктивности и сопротивления контура сварки 221
Общие сведения 221
Настройка L/R 221
RCU 5000i — восстановление заводских настроек 224
Общие сведения 224
Восстановление заводских настроек устройства RCU 5000i 224
RCU 5000i — обновление ПО 225
Требования 225
Установка драйвера LocalNet USB перед первым обновлением 225
Установка программного обеспечения BASICLoad перед первым обновлением. 231
Обновление программного обеспечения RCU 5000i 235
Просмотр устанавливаемых параметров по алфавиту 237
Пояснения 237
Параметры по алфавиту 237
8

Правила техники безопасности
RU
Разъяснение
инструкций по
технике
безопасности
ПРЕДУПРЕЖДЕНИЕ!
Указывает на непосредственную опасность.
Если ее не предотвратить, возможны несчастные случаи с серьезными
▶
последствиями вплоть до смертельного исхода.
ОПАСНОСТЬ!
Указывает на потенциально опасную ситуацию.
Если ее не предотвратить, возможны несчастные случаи с серьезными
▶
последствиями вплоть до смертельного исхода.
ОСТОРОЖНО!
Указывает на ситуацию, сопровождающуюся риском повреждения имущества
или травмирования персонала.
Если опасность не предотвратить, возможно получение легких травм и/или
▶
незначительное повреждение имущества.
УКАЗАНИЕ!
Указывает на риск получения дефектных изделий и повреждения
оборудования.
Общие сведения Данное устройство изготовлено с использованием современных технологий и с
учетом общепризнанных требований техники безопасности. Однако при
неправильном или халатном использовании устройства возможно возникновение
опасных ситуаций:
- угрожающих здоровью и жизни оператора или третьих лиц;
- ведущих к повреждению устройства и других материальных ценностей
владельца;
- мешающих эффективному использованию устройства.
Все лица, участвующие в вводе в эксплуатацию, эксплуатации и техническом
обслуживании устройства, должны:
- иметь соответствующую квалификацию;
- обладать знаниями в области сварки;
- полностью прочитать данное руководство по эксплуатации и точно его
соблюдать.
Это руководство по эксплуатации должно постоянно храниться в месте
эксплуатации устройства. Кроме инструкций, приведенных в данном руководстве
по эксплуатации, также должны соблюдаться общие и местные правила
предотвращения несчастных случаев и предписания в области защиты
окружающей среды.
Все приведенные на устройстве указания, относящиеся к технике безопасности, и
предупреждения необходимо:
- поддерживать в легко читаемом состоянии;
- не повреждать;
- не удалять;
- не закрывать, не заклеивать и не закрашивать.
9

Расположение инструкций по технике безопасности и предупреждений об
опасности на устройстве описано в разделе «Общие сведения» руководства по
эксплуатации Вашего устройства.
Неисправности, которые могут снизить уровень безопасности, следует устранить
до включения устройства.
Это необходимо для Вашей безопасности!
Надлежащее
использование
Окружающие
условия
Данное устройство следует использовать только по его прямому назначению.
Любое иное использование считается ненадлежащим. Производитель не несет
ответственности за любой ущерб, понесенный вследствие ненадлежащего
использования.
Надлежащее использование подразумевает:
- внимательное ознакомление со всеми указаниями, изложенными в настоящем
руководстве, и неукоснительное их выполнение;
- изучение маркировки безопасности и строгое соблюдение ее требований;
Данное устройство должно использоваться только с совместимыми источниками
тока.
Устройство предназначено для использования на промышленных предприятиях и в
мастерских. Производитель не несет ответственности за любой ущерб,
последовавший в результате использования устройства в бытовых условиях.
Эксплуатация или хранение устройства вне специально предназначенных для
этого помещений будет рассматриваться как ненадлежащее его использование.
Производитель не несет ответственности за любой ущерб, понесенный вследствие
ненадлежащего использования.
Обязанности
владельца
Диапазон температуры окружающей среды:
- во время эксплуатации: -10…+50 °C (14–122 °F)
- во время транспортировки и хранения: -15…+70 °C (5–158 °F)
Относительная влажность:
- до 50 % при 40 °C (104 °F);
- до 90 % при 20 °C (68 °F).
Окружающий воздух не должен содержать пыли, кислот, коррозионных газов или
веществ и т. п.
Устройство может использоваться на высоте до 2 000 м над уровнем моря.
Владелец обязуется допускать к работе с устройством только лиц, которые:
- ознакомлены с основными предписаниями в области безопасности труда и
предотвращения несчастных случаев, а также проинструктированы по
вопросам обращения с устройством;
- ознакомлены с положениями данного Руководства по эксплуатации, и в
частности главы «Правила техники безопасности», поняли их и подтвердили
собственноручной подписью готовность их соблюдать;
- имеют образование, соответствующее характеру предполагаемых работ.
Через регулярные промежутки времени проверяйте соблюдение персоналом
правил техники безопасности на рабочем месте.
10

Обязанности
персонала
Все лица, привлекающиеся к работе с устройством, перед началом работы
обязуются:
- соблюдать основные предписания в области безопасности труда и
предотвращения несчастных случаев;
- прочесть данное Руководство по эксплуатации, и в частности, главу «Правила
техники безопасности», и подтвердить собственноручной подписью их
понимание и готовность их соблюдать.
Перед тем как покинуть рабочее место, убедитесь в том, что в ваше отсутствие не
может быть причинен ущерб людям или оборудованию.
RU
Классификация
устройств по
электромагнитн
ой
совместимости
Меры по
предотвращени
ю
электромагнитн
ых помех
Устройства с классом эмиссии А:
- предназначены для использования только в индустриальных районах;
- в других местах могут создавать помехи в проводных и беспроводных сетях.
Устройства с классом эмиссии В:
- отвечают требованиям по части эмиссии в жилых и индустриальных районах.
Это также касается жилых районов, где энергоснабжение осуществляется
через низковольтную сеть общего пользования.
Классификация электромагнитной совместимости устройства указана на заводской
табличке или в технических характеристиках.
В ряде случаев, несмотря на то что параметры излучений устройства не
превышают предельных значений, оговоренных стандартами, его работа может
вызывать помехи в месте эксплуатации (например, если рядом расположено
чувствительное оборудование или поблизости от места установки находятся радиолибо телевизионные приемники).
В подобных случаях оператор обязан предпринять меры по исправлению ситуации.
Проверьте расположенные рядом устройства на предмет устойчивости к помехам
согласно государственным и международным нормативам. Среди других устройств,
которые могут быть подвержены действию помех с стороны данного устройства,
можно назвать следующие:
- устройства безопасности;
- силовые, сигнальные и телекоммуникационные кабели;
- вычислительная техника и телекоммуникационное оборудование;
- измерительные и калибровочные приборы.
Дополнительные меры по предотвращению электромагнитных помех
1. Подача питания
- Если электромагнитные помехи возникают даже при правильном
подключении к сети, необходимо предпринять дополнительные меры
(например, использовать подходящий сетевой фильтр).
2. Провода для подачи сварочного тока должны:
- иметь минимально возможную длину;
- должны быть расположены как можно ближе друг к другу (во избежание
помех);
- должны располагаться отдельно от других проводов.
3. Выравнивание потенциалов
4. Заземление детали
- При необходимости, подключите делать к заземлению, используя
подходящие конденсаторы.
5. Экранирование (при необходимости)
- Экранируйте другие устройства, расположенные поблизости.
- Экранируйте всю сварочную установку.
11

Мероприятия,
связанные с
электромагнитн
ым излучением
Электромагнитные поля могут оказывать на здоровье вредные воздействия, ещё
не до конца изученные медициной:
- на здоровье находящихся поблизости людей, особенно пользующихся
электростимулятором сердца или слуховым аппаратом
- Перед тем как приближаться непосредственно к аппарату или месту
выполнения сварочных работ, пользователям электростимуляторов
необходимо проконсультироваться с врачом
- По соображениям безопасности выдерживать максимальное расстояние между
сварочными кабелями и верхней частью/остовом сварки
- Не переносить сварочные кабели и шланговые пакеты, перекинув через плечо,
и не наматывать на корпус и элементы корпуса
Меры
безопасности в
месте установки
и при
транспортировк
е
Опрокидывание устройства может привести к несчастному случаю со смертельным
исходом. Разместите устройство на твердой ровной поверхности таким образом,
чтобы обеспечить его устойчивость.
- Максимальный допустимый угол наклона составляет 10°.
В пожароопасных и взрывоопасных зонах действуют особые правила.
- Соблюдайте соответствующие государственные и международные
нормативные требования.
Разработайте внутренние правила и процедуры проверки, чтобы гарантировать,
что рабочее место постоянно содержится в чистоте и порядке.
Настройку и эксплуатацию устройства необходимо производить только в
соответствии со степенью защиты, указанной на заводской табличке;
При настройке устройства следите за наличием вокруг него свободного
пространства шириной 0,5 м (1 фут 7,69 дюйма), обеспечивающего нормальную
циркуляцию охлаждающего воздуха.
При транспортировке устройства соблюдайте соответствующие государственные и
международные нормативные требования, а также правила предупреждения
несчастных случаев. Это, в частности, относится к нормам, касающимся рисков при
транспортировке.
Подъем или транспортировка работающих устройств не допускается. Перед
транспортировкой или подъемом обязательно отключите устройства.
Ввод в
эксплуатацию,
техническое
обслуживание и
наладка
12
Перед транспортировкой устройства полностью слейте охлаждающую жидкость и
отсоедините указанные ниже компоненты.
- Механизм подачи проволоки
- Катушка с проволокой
- Баллон с защитным газом
После транспортировки и перед вводом в эксплуатацию устройство необходимо
проверить на предмет повреждений. Перед вводом устройства в эксплуатацию
любые повреждения должны быть устранены сервисным персоналом, прошедшим
курс надлежащей подготовки.
Невозможно гарантировать, что покупные детали разработаны и изготовлены в
полном соответствии с назначением или требованиями безопасности.

- Используйте только оригинальные запасные и быстроизнашивающиеся детали
(это также относится к стандартным деталям).
- Не вносите в устройство модификации или изменения без предварительного
согласия производителя.
- Компоненты, состояние которых не идеально, должны быть немедленно
заменены.
- При заказе указывайте точное название, номер по каталогу и серийный номер
устройства, которые приведены в списке запасных частей.
Винты корпуса обеспечивают защитное соединение с заземлением для всех его
компонентов.
Обязательно используйте надлежащее количество оригинальных винтов корпуса и
соблюдайте указанный момент затяжки.
RU
Маркировка
безопасности
Защита данных За сохранность данных, отличных от заводских настроек, несет ответственность
Авторские права Авторские права на данное руководство по эксплуатации принадлежат
Устройства, имеющие маркировку СЕ, соответствуют основным требованиям
директив, касающихся низковольтного оборудования и электромагнитной
совместимости (например, применимым стандартам на продукты серии EN 60 974).
Fronius International GmbH настоящим заявляет, что устройство соответствует
требованиям директивы 2014/53/EU. Полный текст сертификата соответствия ЕС
можно найти по адресу http://www.fronius.com
Устройства, отмеченные знаком CSA, соответствуют требованиям применимых
стандартов Канады и США.
пользователь устройства. Производитель не несет ответственности за потерю
персональных настроек.
производителю устройства.
Текст и иллюстрации отражают технический уровень на момент публикации.
Компания оставляет за собой право на внесение изменений. Содержание
руководства по эксплуатации не может быть основанием для претензий со стороны
покупателя. Предложения и сообщения об ошибках в руководстве по эксплуатации
принимаются с благодарностью.
13
Общие сведения
Концепция
устройства
Области
применения
Устройство дистанционного управления
RCU 5000i предназначено для
использования со всеми источниками
тока серий TransSynergic/TransPuls
Synergic. Устройство RCU 5000i
обеспечивает доступ ко всем функциям
источника тока. Кроме этого, доступны
дополнительные возможности,
например оптимизация показателей
сварки.
Подключение к источнику тока
осуществляется при помощи разъема
LocalNet.
Устройство ДУ RCU 5000i оснащено
жидкокристаллическим дисплеем. В
сочетании с понятным меню это
Устройство дистанционного управления RCU
5000i
Устройство ДУ RCU 5000i используется для следующих целей:
- эксплуатация и программирование источников тока, задание предварительных
настроек;
- роботизированная сварка;
- ручная сварка с использованием источников тока, оснащенных дистанционной
панелью управления.
обеспечивает исключительное удобство
в эксплуатации.
Преимущества - Четкая структура меню благодаря жидкокристаллическому дисплею.
- Простое и логичное управление.
- 180 предварительно запрограммированных показателей сварки в режиме
Synergic.
- Возможность оптимизации показателей сварки.
- Простое программирование заданий.
- Возможность сохранения до 1 000 заданий.
- Управление доступом пользователей при помощи карты-ключа.
- Мониторинг параметров сварки при помощи функции Qмастер.
- Разъем LocalNet.
- Интерфейс USB для обновления программного обеспечения.
Стандартное
оснащение
В стандартный комплект устройства ДУ RCU 5000i входят следующие
принадлежности:
- Кабели для подключения к устройству ДУ: 1 6-контактный кабель устройства
ДУ длиной 5 м (16 фт 5 дюймов), включая 10-контактный разъем LocalNet;
- 1 кабель USB длиной примерно 1,8 м (5 фт 11 дюймов) с USB-адаптером;
- 1 карта памяти с напряжением питания 3,3 В;
- 1 карта-транспондер (карта-ключ);
- 1 CD-ROM с программным обеспечением.
14

Дополнительны
е
принадлежности
Кронштейн RCU 5000i
Кронштейн RCU 5000i предназначен для монтажа на стене или источнике тока типа
Remote. Устройство ДУ можно закрепить на кронштейне RCU 5000i.
RU
Технические
характеристики
Сведения о
сертификации
электромагнитн
ой
совместимости
Напряжение питания пост. 24 В
Входной ток 170 мА
Класс защиты IP 23
Знак соответствия стандартам CE, FCC
Диапазон частот 134,2 kHz
Макс. мощность передачи < 65dBµA/m @10m
Габариты д / ш / в 258 / 180 / 48 мм
10,16 / 7,09 / 1,89 дюйма
Масса 1,5 кг
3,31 фн
Устройство ДУ RCU 5000i оснащено модулем RFID (Radio Frequency Identification).
Модуль RFID предназначен для беспроводной и бесконтактной передачи данных
при помощи карты-ключа (карты транспондера). Передача данных осуществляется
посредством магнитного поля.
В США модули RFID подлежат сертификации со стороны Федеральной комиссии
по коммуникациям (FCC).
Функции, не
описанные в
руководстве
FCC ID: QKWRF5000I
УКАЗАНИЕ!
После обновления программного обеспечения может оказаться, что
некоторые функции устройства не описаны в настоящем руководстве по
эксплуатации.
Более того, иллюстрации в данном руководстве могут отличаться от реальных
данных, отображаемых на дисплее.
15

Элементы управления и подключения
(1)
(15)
(14)(13)(12)(11)(10)
)8()9(
(7)
(6)
)4()5(
(3)
(2)
(16)
Панель
управления
Панель управления RCU 5000i
Клавиши операций
(1) Клавиша вызова главного меню.
(2) Клавиша вызова контекстно-зависимой информации.
(3) Клавиша ОК для подтверждения диалогов меню, предупреждающих
вопросов и т. п.
(4) Клавиша «Подача проволоки» для подачи сварочной проволоки без
сопровождающего потока газа или электрического тока.
(5) Клавиша «Проверка газа» для проверки потока газа.
Клавиши навигации
(6) Клавиша со стрелкой вниз для прокручивания списка.
(7) Клавиша со стрелкой вверх для прокручивания списка.
(8) Клавиша со стрелкой вправо для прокрутки вбок (например, панели
вкладок).
(9) Клавиша со стрелкой влево для прокрутки вбок (например, панели
вкладок).
16
Функциональные клавиши для выполнения различных функций.
(10) Функциональная клавиша F1.
(11) Функциональная клавиша F2.
(12) Функциональная клавиша F3.
(13) Функциональная клавиша F4.
(14) Функциональная клавиша F5.

ВАЖНО!
(1)
(1)
Сведения о
клавише ОК
Текущая функциональная клавиша обозначена отметкой на дисплее,
расположенной непосредственно над ней.
Разное
(15) Черно-белый дисплей
(16) Считыватель карты-ключа для подтверждения различных прав доступа при
помощи карты-ключа.
Клавиша ОК (3) помогает пользователю задействовать различные функции,
выбираемые при помощи функциональных клавиш.
Если функция, соответствующая функциональной клавише, отмечена рамкой, ее
можно выбрать, нажав ОК (3).
RU
Пример: рамка вокруг функции «Сохранить как
job» (F1).
Пример: рамка вокруг функции «Вперед» (F2).
(1) Рамка.
17

Другие органы
)91()02(
(18)
(17)
(21)
(23) (22) (23)(23)
(23)
управления,
разъемы и
механические
компоненты.
RCU 5000i — вид спереди: органы управления и разъемы.
(17) Крепление для кронштейна для подвеса к кронштейну, монтируемому на
стене или на источнике тока.
(18) Регулировочная ручка для настройки параметров.
(19) Разъем LocalNet с соединительным кабелем для подключения к
источнику тока. Разъем используется в качестве разделительного
устройства и должна быть свободно доступна
(20) Резиновая крышка для защиты слота карты памяти.
(21) Резиновая крышка для защиты порта USB-PC.
(22) Скоба поворотная скоба для
переноски и установки; угол
поворота 0–95°.
(23) Резьбовое отверстие M5
например для установки на
стену.
18
RCU 5000i — вид сзади: органы управления и
разъемы.

(25) (24)
(24) Слот карты памяти
RCU 5000i — вид сбоку: органы управления и
разъемы.
(25) USB-порт для подключения к
ПК, например для обновление
программного обеспечения.
RU
19

Принцип действия
(8)
(9)
Операции —
общие сведения
Главное меню
Руководство по эксплуатации устройства ДУ RCU 5000i разделено на части
согласно операциям.
В отдельных разделах описаны следующие операции:
- сварка (MIG/MAG с разжимом Synergic, полуавтоматическая сварка MIG/MAG,
сварка стержневым электродом (MMA), сварка TIG и режим Job);
- создание заданий (Job);
- создание собственных графических характеристик и точек на характеристике;
- управление заданиями и их оптимизация;
- управление доступными показателями и их оптимизация;
- создание предварительных настроек процесса сварки;
- выбор языков и единиц измерения.
В главном меню собраны основные
операции. Вызвать главное меню можно
путем нажатия соответствующей кнопки
(1).
Каждому пункту меню соответствует
панель вкладок.
Экран главного меню
Панель вкладок Принцип вкладок
- Отдельные параметры сварки собраны вместе на различных вкладках.
- Эти вкладки можно бесконечно перелистывать (при помощи панели вкладок).
- Панель вкладок можно перелистывать в обоих направлениях.
- После самой последней вкладки отображается самая первая. При навигации в
обратном направлении после самой первой вкладки отображается самая
последняя.
- Количество вкладок с данными может меняться. При наличии в источнике тока
определенных параметров и специальных функций к панели вкладок могут
добавляться дополнительные вкладки с данными.
20
Пример панели вкладок с 5 вкладками (A–E). Открыта вкладка «Раб. параметры».

В устройстве RCU 5000i панель вкладок работает следующим образом:
- - Все параметры, значения и функции, требуемые для выбранной задачи,
отсортированы согласно порядку на панели вкладок.
- Каждая вкладка отображается на своем экране.
Далее в настоящем руководстве по эксплуатации вкладки с данными показаны
так, как на примере ниже.
Экран Экран (вкладка с данными).
«Раб. параметры». Название экрана (вкладки с данными).
- Параметры и специальные функции источника тока (например, SynchroPulse)
размещены на вкладках, объединенных в панель.
- Навигация в пределах панели вкладок осуществляется при помощи
навигационных клавиш со стрелками вправо (8) и влево (9).
RU
Сохранение
правил
Новые значения не нужно сохранять. Они вступают в силу незамедлительно.
21

Описание экранов дисплея
(1)
(3)
(2)
Общие сведения Устройство ДУ RCU 5000i во время работы отображает различные экраны. Эти
экраны, вызываемые при помощи меню, служат для взаимодействия с
пользователем.
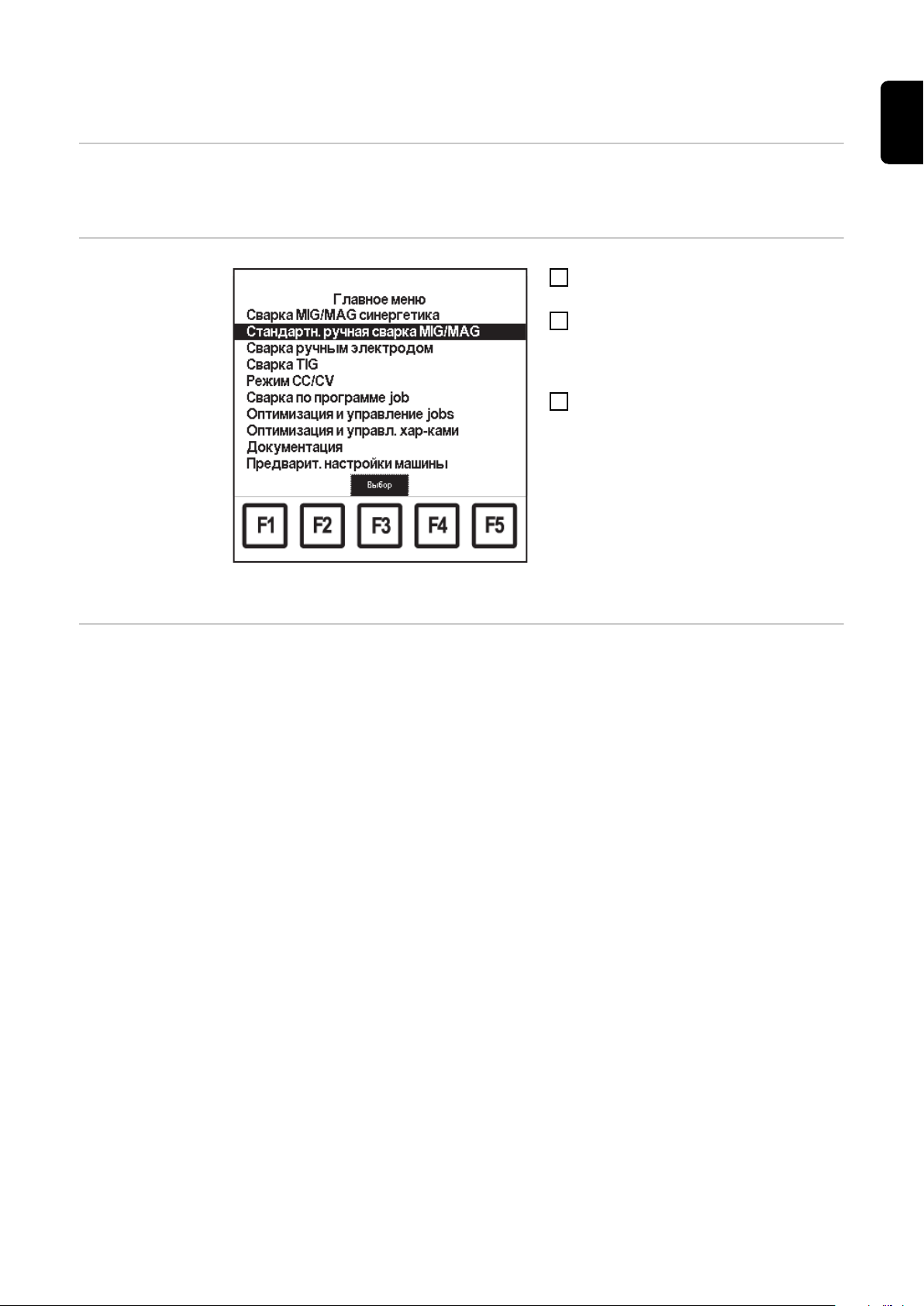
Экран «Меню» Экран «Меню» отображает главное меню. Для вызова экрана «Eng» (Меню)
нажмите кнопку Menu (1).
УКАЗАНИЕ!
После нажатия кнопки Menu (1) все открытые диалоги закрываются без
подтверждения, за исключением мастеров.
(1) Пункты меню
(2) Выбран пункт «Сварка MIG/MAG
синергетика»
(3) F3 «Выбор»
Экран «Меню»
Экран «Данные» - Экран «Данные» отображается при выборе пункта главного меню.
- Каждый экран «Данные» содержит панель вкладок.
- Один пункт меню может содержать множество различных экранов «Данные».
Используя определенные функции источника тока или настройки параметров, к
панели вкладок можно добавлять дополнительные экраны «Данные».
- Экраны «Данные» позволяют настраивать и просматривать параметры.
Параметры представлены в виде списка.
Выбор осуществляется при помощи клавиш навигации со стрелками вверх (6) и
вниз (7).
Значения параметров настраиваются при помощи регулировочной ручки (18).
22

(1)
(2)
(3)
(4) (5) (6)(7) (8) (9) (10)
(11)
(12)
(13)
(14)
(15)
Пример: Экран «Данные»
RU
(1) Буквенный идентификатор
(9) Время
экрана
(2) Операция (10) Присадочный материал,
диаметр проволоки, защитный
газ
(3) Сварочный ток (11) Строка информации
(4) Пользователь (12) Панель вкладок с экранами A–
E
(5) Заголовок экрана (13) Область измерения
(6) Сварочное напряжение (14) Список параметров сварки
(7) Толщина листа (15) Назначение функциональных
клавиш
(8) Дата - F1 «Сохранить как job».
- F2 «Создание новой
характ. точки».
- F3 «Оптимизация
характеристики».
- F4 «Присадочный
материал».
- F5 «Внутренний/
Внешний».
Экран «Мастер». Мастер — это последовательность экранов ввода данных с подсказами.
Пользователь может перемещаться вперед и назад в пределах
последовательности. Мастер содержит набор экранов.
23

(3)(4)
(2)
(1)
(6) (7) (8)
(5)
(1) Темная рамка.
(1)
(2) (3)
(2) Шаг настройки.
(3) Завершенные шаги.
(4) Текущий шаг.
(5) Активный шаг.
(6) F1 «Назад» (выделано серым
цветом на первом экране).
(7) F2 «Вперед» (или «Готово» на
последнем экране).
(8) F5 «Отмена».
Пример: Экран «Мастер».
Экран «Диалог». Экран «Диалог» используется для отображения поддиалогов.
Экран «Диалог» может содержать иерархические структуры, списки выбора и т. п.
(1) Темная рамка.
(2) F1 «Принять».
(3) F5 «Отмена».
Экран
«Сообщение».
Пример: экран «Диалог» с кнопками «Принять» и
«Отмена».
Экран «Сообщение» отображает определенные состояния. Сообщение требует
подтверждения либо принятия решения.
Экран «Сообщение» отображается поверх текущего экрана. При этом цвет
текущего экрана меняется на серый.
24

(1) (2)
(5) (6) (7)
(3) (4)
Пример: Экран «Сообщение» —
(1) (2) (3) (4) (5)
(6)
предупреждающий вопрос.
(1) Текущий экран (серый).
(2) Символ.
(3) Тип сообщения.
(4) Темная рамка.
(5) F2 «Да».
(6) F3 «Нет».
(7) F4 «Отмена».
RU
Экран
«Ошибка».
Экран «Ошибка» отображает сообщения об ошибках, возникающих во время
сварки. Экран «Ошибка» требует сброса. Если проигнорировать экран «Ошибка»,
он появится снова через 2 минуты, если причина ошибки не исчезла. Экран
«Ошибка» отображается поверх текущего экрана. При этом цвет текущего экрана
меняется на серый.
(1) Текущий экран (серый).
(2) Символ.
(3) Код ошибки.
(4) Описание ошибки.
(5) Темная рамка.
(6) F3 «OK».
Пример: Экран «Ошибка».
25

(2) (3)
(5) (6)
(4)(1)
Пример: Экран «Ошибка» с функциональными
клавиши «Сброс» или «Игнорировать».
(1) Текущий экран (серый).
(2) Символ.
(3) Описание ошибки.
(4) Темная рамка.
(5) F2 «Сброс».
(6) F3 «Игнорировать».
26

Ввод в эксплуатацию
VR 4000 VR 7000
VR 1500
TPS 2700
TS/TPS 4000-5000
RU
Перед вводом в
эксплуатацию.
Системные
требования
Подключение
устройства RCU
5000i
ОПАСНОСТЬ!
Ошибки в обслуживании и нарушение установленного порядка проведения
работ могут повлечь за собой опасные последствия.
Это может привести к тяжелым травмам и повреждению имущества.
Все работы и функции, описанные в настоящем документе, должны выполнять
▶
и использовать квалифицированные специалисты, прошедшие курс
надлежащего обучения.
Внимательно ознакомьтесь с этим документом.
▶
Внимательно ознакомьтесь с руководствами по эксплуатации всех системных
▶
компонентов, в особенности с правилами техники безопасности.
Для использования устройства дистанционного управления RCU 5000i в источнике
тока должно использоваться микропрограммное обеспечение следующей версии:
OFFICIAL UST V 3.20.1.
Устройство дистанционного управления RCU 5000i можно подключить к любому
разъему LocalNet сварочной системы, например:
Разъем LocalNet на устройствах VR 4000, VR
7000 и VR 1500.
Процедура
Переведите выключатель питания сварочного трансформатора в положение
1
«0».
Подключите устройство дистанционного управления в разъем LocalNet.
2
Затяните гайку на разъеме.
3
Разъем LocalNet на устройствах TPS 2700 и
TS/TPS 4000-5000.
27

Переведите выключатель на источнике тока в положение «I». После этого
4
устройство дистанционного управления готово к работе и начнется стартовая
последовательность.
Стартовая
последовательн
ость —
настройка языка
Во время стартовой последовательности отображается следующая информация:
- логотип Fronius (в центре);
- версия программного обеспечения (внизу слева);
- www.fronius.com (внизу справа);
- язык (клавиша F3).
Длительность стартовой последовательности — 2 секунды. В течение этого
времени можно выбрать язык и единицы измерения (метрические или британские).
Для этого нажмите клавишу F3.
Чтобы выбрать язык и единицы
1
измерения, нажмите F3 — «Язык».
- Появится экран «Предварит.
настройки машины», «Язык и
единицы».
Стартовая последовательность, F3 — «Язык».
Предварительные настройки машины, экран
«Язык и единицы», выбран язык.
Выберите соответствующие
2
параметры при помощи клавиш
вниз (6) или вверх (7).
Значение параметра сварки
3
регулируется при помощи ручки
(18).
Нажмите кнопку «Меню» (1).
4
28

Главное меню на выбранном языке.
Главное меню отображается на
выбранном языке.
RU
«Error 073 (no
Host)» —
источник тока не
подключен
Экран «Error 073 (no Host)»
Если во время ввода в эксплуатацию
устройство дистанционного управления
не может подключиться к источнику
тока, выводится сообщение об ошибке
«Error 073 (no Host)» без возможности
сброса.
Возможные причины: плохой контакт с
источником тока или неправильный
распределитель LocalNet.
Как только связь будет установлена,
сообщение об ошибке «Error 073 (no
Host)» исчезнет.
Сообщение об ошибке «Error 073 (no
Host)» можно игнорировать.
29

Заблокировать и разблокировать RCU 5000i с
(16)
помощью ключа-карты
Требование
Управление
пользователями
, профилями и
ключами
Блокировка
устройства RCU
5000i
УКАЗАНИЕ!
Карту-ключ можно использовать для блокировки и разблокировки устройства
дистанционного управления при условии, что в пункте меню «Предварит.
настройки машины» нет профилей или клавиш, кроме «Администратор» и
«Заблокирован».
Более подробную информацию об управлении пользователями, профилями и
ключами можно найти в главе «Предварительные настройки машины», раздел
«Профили / Ключи».
Поднесите карту-ключ к
1
считывающему устройству (16).
30
Взаимодействие карты-ключа со считывающим
устройством.
Появится экран «Информационный
Ключ» — Пульт дистанц. управления
заблокирован».
Экран «Информационный Ключ» — «Пульт
дистанц. управления заблокирован».

Будет вызван профиль «Заблокирован».
(16)
Главное меню профиля «Заблокирован».
Пункт меню «Сварка MIG/MAG синергетика» на
заблокированном устройстве дистанционного
управления. Показан экран «Раб. параметры».
ВАЖНО!
Свойства профиля «Заблокирован»
можно менять из пункта меню
«Предварит.
настройки машины» экрана «Профили /
Ключи».
Можно выбрать различные пункты меню
и функции в зависимости от того, какие
предварительные установки сохранены
в профиле «Заблокирован».
Например:
В главном меню заводские настройки
профиля «Заблокирован» обеспечивают
доступ к процессам сварки. На
отдельных экранах «Данные» клавиши
недоступны.
Параметры на каждом экране «Данные»
можно выбрать при помощи клавиш со
стрелками вниз (6) и вверх (7).
Настройка параметров осуществляется
при помощи регулировочной ручки (18).
RU
Разблокировка
устройства RCU
5000i
Взаимодействие карты-ключа со считывающим
устройством.
Поднесите карту-ключ к
1
считывающему устройству (16).
31

Экран «Информационный Ключ» — «Пульт
дистанц. управления разблокирован».
Появится экран «Информационный
Ключ» — Пульт дистанц. управления
разблокирован».
Отобразится экран, который был вызван
последним перед блокировкой. Теперь
доступны все пункты меню без
ограничений.
Разблокировани
е устройства
RCU 5000i при
помощи
функции
разблокировки.
Функция разблокировки была добавлена в устройство дистанционного управления
RCU 5000i, начиная с версии OFFICIAL RCU V1.14.12.
Функция разблокировки меняет профиль «Заблокирован» и обеспечивает доступ к
экрану «Профили / Ключи» предварительных настроек аппарата, чтобы, например,
добавит ключ администратора или изменить профиль «Заблокирован».
Более подробную информацию о функции разблокировки можно найти в главе
«Предварительные настройки машины», раздел «Функция разблокировки RCU
5000i».
32

Сварка MIG/MAG с режимом Synergic
Общие сведения «Сварка MIG/MAG синергетика» обозначает режим работы источника тока Synergic.
После настройки параметра скорости подачи проволоки параметры сварочного
тока и толщины листа настраиваются в соответствии с ним.
На дисплее отобразятся текущие значения сварочного тока и толщины листа.
RU
Вызов пункта
меню «Сварка
MIG/MAG
синергетика»
Главное меню Выбран пункт «Сварка MIG/MAG
синергетика»
Обзор Раздел «Сварка MIG/MAG синергетика» состоит из указанных ниже подразделов.
- Вызов программы сварки.
- Настройка рабочих параметров.
- Включение увеличенного формата.
- Настройка параметров процесса.
- Настройка дополнительных параметров: специальный 2-тактный, специальный
4-тактный, точечная сварка.
- Настройка параметров СинхроПульс.
Нажмите кнопку «Меню» (1).
1
- Отобразится главное меню
При помощи регулировочной ручки
2
(18) выберите пункт меню «Сварка
MIG/MAG синергетика».
Нажмите «ОК» (3):
3
- появится экран «Данные»,
который был вызван последним.
33

Вызов сварочной программы
Вызов
программы
сварки.
Выберите пункт меню «Сварка
1
MIG/MAG синергетика».
Выберите экран «Программа
2
сварки» при помощи клавиши со
стрелкой вправо (8).
- Появится экран «Программа
сварки».
Сварка MIG/MAG синергетика: экран
«Программа сварки».
Экран «Программа сварки» содержит перечисленные ниже данные.
- Присадочный материал
- Диаметр проволоки
- Защитный газ
- Идентификационные номера сохраненных графических характеристик
сварочных программ,
например:
для электрода AlSi5 диаметром 1,2 мм и защитного газа 100 % Ar имеется
импульсная характеристика, стандартная характеристика и характеристика
CMT.
34

Установка рабочих параметров
RU
Настройка
рабочих
параметров.
Выберите пункт меню «Сварка
1
MIG/MAG синергетика».
Выберите экран «Раб. параметры»
2
при помощи клавиши со стрелкой
вправо (8).
- Появится экран «Раб.
параметры».
Выберите необходимые рабочие
3
параметры при помощи клавиш со
стрелками вниз (6) и вверх (7).
При помощи регулировочной ручки
4
(18) измените значение параметра
сварки.
- Значение параметра сварки
можно менять только в
Сварка MIG/MAG синергетика: экран «Раб.
параметры», выбрана коррекция длины
сварочной дуги.
установленном диапазоне. Этот
диапазон выделен.
На дисплее отобразятся текущие значения сварочного тока, сварочного
напряжения и толщины листа. Если изменить параметр сварки «Скор. подачи
пров.», значения на дисплее изменятся соответствующим образом.
Режимы горелки Можно установить перечисленные ниже режимы горелки.
- 2-тактный
- Спец. 2-тактный
- 4-тактнный
- Спец. 4-тактный
- Св. точками
Процесс Можно выбрать перечисленные ниже процессы.
- Импульсный (импульсная сварка MIG/MAG с режимом Synergic)
- Стандартный (стандартная сварка MIG/MAG с режимом Synergic)
- CMT (Cold Metal Transfer)
35

Если выбранная программа сварки и
выбранный процесс не соответствуют
друг другу или для выбранного
процесса отсутствует программа, на
дисплее отображается «Нет программы.
Параметр «Скор. подачи пров.» нельзя
изменить.
Сварка MIG/MAG синергетика: экран «Раб.
параметры», для процесса «CMT» выбрано «Нет
программы».
Отдельные параметры отображаются по-разному в зависимости от выбранного
процесса и программы сварки.
Процесс Параметр
Импульсный Коррекция импульса
Стандартный Коррекция динамики
Процесс CMT Время горячего старта
Коррекция импульса
Циклы импульсов горячего старта
Коррекция ускорения
Коррекция динамики
Параметр «Коррекция импульса» импульсного
процесса.
Параметр «Коррекция динамики» стандартного
процесса
36

RU
Параметр «Время горячего старта» процесса
CMT.
Параметр «Циклы импульсов горячего старта»
процесса CMT.
Параметр «Коррекция импульса» процесса CMT.
Параметр «Коррекция ускорения» процесса CMT.
Параметр «Коррекция динамики» процесса CMT.
37

Процесс CMT Использование процесса CMT возможно только при наличии перечисленных ниже
компонентов.
- Источник тока CMT (например, TPS 4000 CMT).
- Устройство подачи проволоки CMT (например, VR 7000 CMT).
- Привод CMT с проволочным буфером (например, Robacta Drive CMT).
- Соединительный шланговый пакет CMT.
Чтобы использовать процесс CMT Advanced, необходима база данных сварочных
параметров M0842.
38

Переключение в режим «Во весь экран»
(1)
(2)
0.6 A
0.35 A
Общие сведения Скорость подачи проволоки, сварочный ток и сварочное напряжение могут
отображаться в увеличенном формате. В увеличенном формате также может
отображаться ток механизма подачи проволоки и устройства Push-Pull в виде
текущего значения.
RU
Включение
увеличенного
формата
1
2
Если изменить параметр сварки «Скор.
подачи пров.», значения сварочного
тока и сварочного напряжения
Сварка MIG/MAG синергетика: увеличенный
формат.
изменятся соответствующим образом.
(1) Ток мотора механизма подачи проволоки.
(2) Ток мотора механизма PushPull.
Выберите пункт меню «Сварка
MIG/MAG синергетика».
Выберите экран «Большой
дисплей» при помощи клавиши со
стрелкой вправо (8).
- Появится экран «Большой
дисплей».
- На экране «Большой дисплей»
можно менять скорость подачи
проволоки при помощи
регулировочной ручки (18).
39

Установка параметров для настройки способа
Настройка
параметров
процесса.
Сварка MIG/MAG синергетика: экран «Настр.
процесса», выбран параметр «Предв. продувка
газа».
Выберите пункт меню «Сварка
1
MIG/MAG синергетика».
Выберите экран «Настр. процесса»
2
при помощи клавиши со стрелкой
вправо (8).
- Появится экран «Настр.
процесса».
Выберите необходимые параметры
3
процесса при помощи клавиш со
стрелками вниз (6) и вверх (7).
Измените значения параметров
4
процесса при помощи
регулировочной ручки (18).
- Значения параметров процесса
можно изменять только в
пределах установленного
диапазона. Этот диапазон
выделен.
40

Установка дополнительных параметров:
специальный 2-тактный, специальный 4тактный, точечная сварка
Настройка
дополнительны
х параметров
специального 2тактного режима
Если на экране «Раб. параметры» выбран режим горелки «Спец. 2-тактный»,
соответствующий экран добавляется на панель вкладок.
Можно установить перечисленные ниже дополнительные параметры.
- Ток старта Is
- Время тока старта ts
- Измен. тока SI1
- Измен. тока SI2
- Время тока заварки te
- Ток заварки Ie
Выберите пункт меню «Сварка
1
MIG/MAG синергетика».
Выберите экран «Раб. параметры»
2
при помощи клавиши со стрелкой
вправо (8).
- Появится экран «Раб.
параметры».
Выберите параметр «Режим
3
горелки» при помощи клавиш со
стрелками вниз (6) и вверх (7).
Выберите «Спец. 2-тактный» при
4
помощи регулировочной ручки (18).
Выберите экран «Спец. 2-тактный»
5
при помощи клавиши со стрелкой
Экран «Раб. параметры»: режим горелки «Спец.
2-тактный».
вправо (8).
- Появится экран «Спец. 2тактный»
RU
Сварка MIG/MAG синергетика: экран «Спец. 2тактный», выбран ток старта Is.
Выберите остальные параметры
6
при помощи клавиш вниз (6) или
вверх (7).
Измените значения этих
7
параметров при помощи
регулировочной ручки (18).
- Значения остальных
параметров можно изменять
только в пределах
установленного диапазона. Этот
диапазон выделен.
41

Настройка
дополнительны
х параметров
специального 4тактного режима
Если на экране «Раб. параметры» выбран режим горелки «Спец. 4-тактный»,
соответствующий экран добавляется на панель вкладок.
Можно установить перечисленные ниже дополнительные параметры.
- Ток старта Is
- Измен. тока SI1
- Ток заварки Ie
- Измен. тока SI2
Выберите пункт меню «Сварка
1
MIG/MAG синергетика».
Выберите экран «Раб. параметры»
2
при помощи клавиши со стрелкой
вправо (8).
- Появится экран «Раб.
параметры».
Выберите параметр «Режим
3
горелки» при помощи клавиш со
стрелками вниз (6) и вверх (7).
Выберите «Спец. 4-тактный» при
4
помощи регулировочной ручки (18).
Выберите экран «Спец. 4-тактный»
5
при помощи клавиши со стрелкой
Экран «Раб. параметры»: режим горелки «Спец.
4-тактный».
вправо (8).
- Появится экран «Спец. 4тактный»
Настройка
дополнительны
х параметров
точечной сварки
Выберите остальные параметры
6
при помощи клавиш вниз (6) или
вверх (7).
Измените значения этих
7
параметров при помощи
регулировочной ручки (18).
- Значения остальных
параметров можно изменять
только в пределах
установленного диапазона. Этот
диапазон выделен.
Сварка MIG/MAG синергетика: экран «Спец. 4тактный», выбран ток старта Is.
Если на экране «Раб. параметры» выбран режим горелки «Св. точками»,
соответствующий экран добавляется на панель вкладок.
Можно установить перечисленные ниже параметры.
- Скорость подачи проволоки
- Коррекция длины дуги
- SPt
42

Экран «Раб. параметры», режим горелки «Св.
точками».
Выберите пункт меню «Сварка
1
MIG/MAG синергетика».
Выберите экран «Раб. параметры»
2
при помощи клавиши со стрелкой
вправо (8).
- Появится экран «Раб.
параметры».
Выберите параметр «Режим
3
горелки» при помощи клавиш со
стрелками вниз (6) и вверх (7).
Выберите «Св. точками» при
4
помощи регулировочной ручки (18).
Выберите экран «Св. точками» при
5
помощи клавиши со стрелкой
вправо (8).
- Появится экран «Св. точками».
RU
Сварка MIG/MAG синергетика: экран «Св. точками», выбрана скорость подачи проволоки.
Выберите параметры при помощи клавиш со стрелками вниз (6) и вверх (7).
6
Измените значения параметров при помощи регулировочной ручки (18).
7
- Значения параметров можно изменять только в пределах установленного
диапазона. Этот диапазон выделен.
43
Установка параметров SynchroPuls
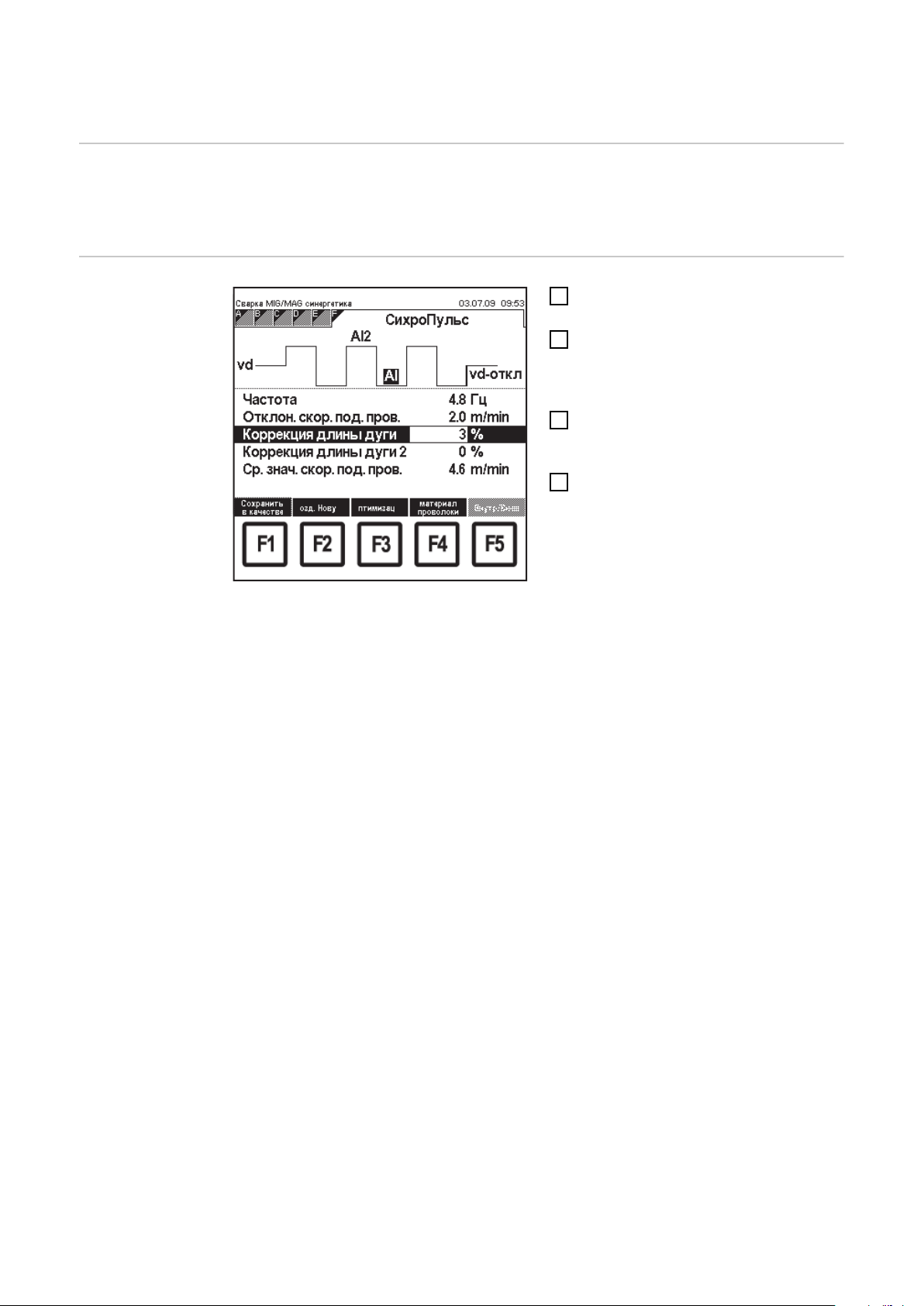
Общие сведения Если в источнике тока установлена дополнительная опция ПО СинхроПульс,
становится доступным экран параметров СинхроПульс. Этот экран добавляется к
панели вкладок.
Настройка
параметров
СинхроПульс
(опция ПО)
Сварка MIG/MAG синергетика: экран
«СинхроПульс».
Выберите пункт меню «Сварка
1
MIG/MAG синергетика».
Выберите экран «СинхроПульс» при
2
помощи клавиши со стрелкой
вправо (8).
- Появится экран «СинхроПульс».
Выберите параметры СинхроПульс
3
при помощи клавиш вниз (6) или
вверх (7).
Измените значения параметров
4
СихроПульс при помощи
регулировочной ручки (18).
- Значения параметров
СихроПульс можно изменять
только в пределах
установленного диапазона. Этот
диапазон выделен.
44
Сварка MIG/MAG с ручным режимом
Общие сведения В отличие от сварки MIG/MAG с режимом Synergic, параметры полуавтоматической
сварки MIG/MAG настраиваются по отдельности.
RU
Выберите пункт
меню
«Стандартн.
ручная сварка
MIG/MAG».
Главное меню Выбран пункт «Стандартн.
ручная сварка MIG/MAG».
Обзор Раздел «Стандартн. ручная сварка MIG/MAG» состоит из указанных ниже
подразделов.
- Вызов программы сварки.
- Настройка рабочих параметров.
- Включение увеличенного формата
- Настройка параметров процесса.
- Настройка дополнительных параметров точечной сварки
Нажмите кнопку «Меню» (1).
1
- Отобразится главное меню
При помощи регулировочной ручки
2
(18) выберите пункт меню
«Стандартн. ручная сварка MIG/
MAG».
Нажмите «ОК» (3):
3
- появится экран «Данные»,
который был вызван последним.
45

Вызов сварочной программы
Выбор
программы
сварки
Выберите пункт меню «Стандартн.
1
ручная сварка MIG/MAG».
Выберите экран «Программа
2
сварки» при помощи клавиши со
стрелкой вправо (8).
- Появится экран «Программа
сварки».
Стандартная сварка MIG/MAG в ручном режиме:
экран «Программа сварки».
Экран «Программа сварки» содержит перечисленные ниже данные.
- Присадочный материал
- Диаметр проволоки
- Защитный газ
- Идентификационные номера сохраненных графических характеристик
сварочных программ,
например:
для электрода AlSi5 диаметром 1,2 мм и защитного газа 100 % Ar имеется
импульсная характеристика, стандартная характеристика и характеристика
CMT.
46

Установка рабочих параметров
RU
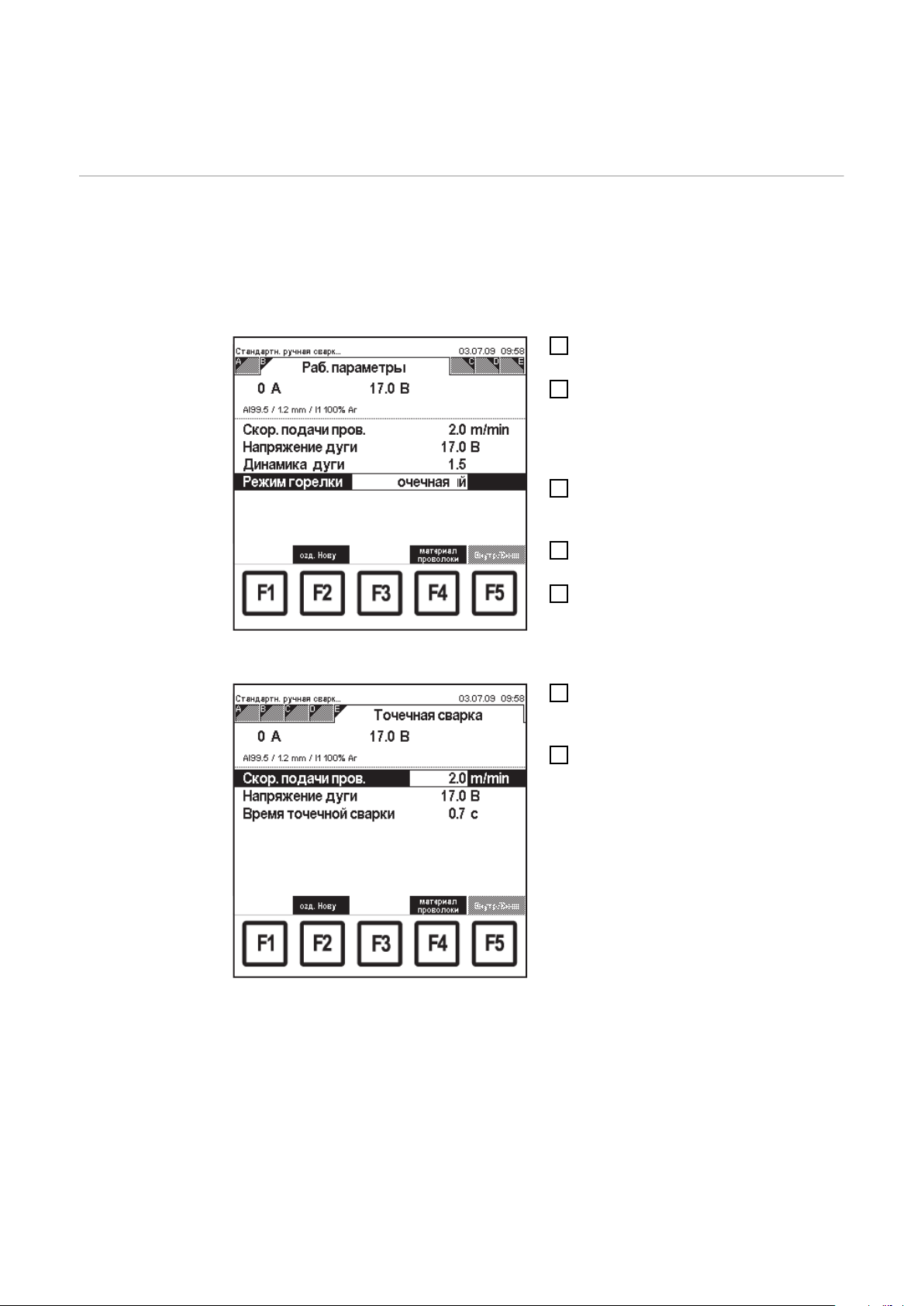
Настройка
рабочих
параметров.
Выберите пункт меню «Стандартн.
1
ручная сварка MIG/MAG».
Выберите экран «Раб. параметры»
2
при помощи клавиши со стрелкой
вправо (8).
- Появится экран «Раб.
параметры».
Выберите необходимые рабочие
3
параметры при помощи клавиш со
стрелками вниз (6) и вверх (7).
При помощи регулировочной ручки
4
(18) измените значение параметра
сварки.
- Значение параметра сварки
можно менять только в
Стандартная сварка MIG/MAG в ручном режиме:
экран «Раб. параметры», выбрана скорость
подачи проволоки.
установленном диапазоне. Этот
диапазон выделен.
Режимы горелки Можно установить перечисленные ниже режимы горелки.
- 2-тактный
- 4-тактнный
- Св. точками
47

Переключение в режим «Во весь экран»
(2)(1)
0.6 A
0.35 A
Общие сведения Скорость подачи проволоки, сварочный ток и сварочное напряжение могут
отображаться в увеличенном формате. В увеличенном формате также может
отображаться ток механизма подачи проволоки и устройства Push-Pull в виде
текущего значения.
Включение
увеличенного
формата
1
2
Стандартная сварка MIG/MAG в ручном режиме:
увеличенный формат.
(1) Ток мотора механизма подачи проволоки.
(2) Ток мотора механизма PushPull.
Выберите пункт меню «Стандартн.
ручная сварка MIG/MAG».
Выберите экран «Большой
дисплей» при помощи клавиши со
стрелкой вправо (8).
- Появится экран «Большой
дисплей».
- На экране «Большой дисплей»
можно менять скорость подачи
проволоки и сварочное
напряжение при помощи
регулировочной ручки (18).
- Отображаемое значение
сварочного тока:
- во время сварки
…текущее значение
- после сварки
…сохраненное значение
48

Установка параметров для настройки способа
RU
Настройка
параметров
процесса.
стандартная сварка MIG/MAG в ручном
режиме — экран «Настр. процесса», выбран
параметр «Предв. продувка газа».
Выберите пункт меню «Стандартн.
1
ручная сварка MIG/MAG».
Выберите экран «Настр. процесса»
2
при помощи клавиши со стрелкой
вправо (8).
- Появится экран «Настр.
процесса».
Выберите необходимые параметры
3
процесса при помощи клавиш со
стрелками вниз (6) и вверх (7).
Измените значения параметров
4
процесса при помощи
регулировочной ручки (18).
- Значения параметров процесса
можно изменять только в
пределах установленного
диапазона. Этот диапазон
выделен.
49
Установка дополнительных параметров для
точечной сварки
Настройка
дополнительны
х параметров
точечной сварки
Если на экране «Раб. параметры» выбран режим горелки «Св. точками»,
соответствующий экран добавляется на панель вкладок.
Можно установить перечисленные ниже параметры.
- Скорость подачи проволоки
- Коррекция длины дуги
- SPt
Выберите пункт меню «Стандартн.
1
ручная сварка MIG/MAG».
Выберите экран «Раб. параметры»
2
при помощи клавиши со стрелкой
вправо (8).
- Появится экран «Раб.
параметры».
Выберите параметр «Режим
3
горелки» при помощи клавиш со
стрелками вниз (6) и вверх (7).
Выберите «Св. точками» при
4
помощи регулировочной ручки (18).
Выберите экран «Св. точками» при
5
помощи клавиши со стрелкой
Экран «Раб. параметры», режим горелки «Св.
точками».
вправо (8).
- Появится экран «Св. точками».
Сварка MIG/MAG синергетика: экран «Св.
точками», выбрана скорость подачи проволоки.
Выберите параметры при помощи
6
клавиш со стрелками вниз (6) и
вверх (7).
Измените значения параметров при
7
помощи регулировочной ручки (18).
- Значения параметров можно
изменять только в пределах
установленного диапазона. Этот
диапазон выделен.
50
Установка сварочной программы и материала
Общие сведения В перечисленных ниже разделах меню можно настраивать программу сварки и
присадочный материал.
- Сварка MIG/MAG синергетика
- Стандартная сварка MIG/MAG в ручном режиме
- Оптимизация и управление job (только для сохраненных заданий MIG/MAG)
RU
Выбор
программы
сварки и
присадочного
материала
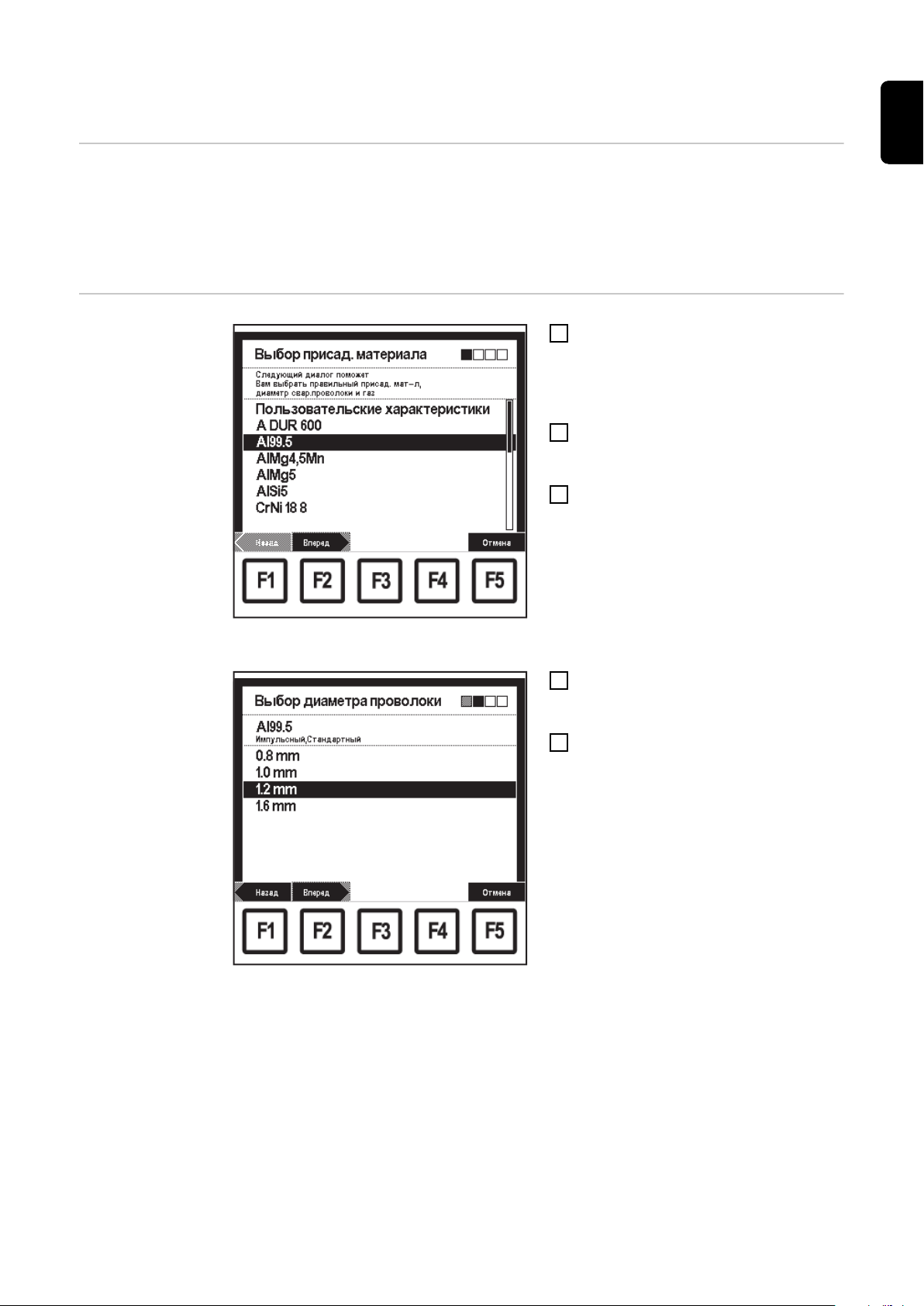
Экран «Выбор присад. материала»: выбран
Al99.5.
На соответствующем экране
1
«Данные» нажмите F4
«Присадочный материал».
- Появится 1-й экран мастера
(«Выбор присад. материала»).
Выберите нужный присадочный
2
материал при помощи
регулировочной ручки (18).
Нажмите F2 «Вперед»:
3
- появится 2-й экран мастера
(«Выбор диаметра проволоки»).
- Отображаются только те
диаметры проволоки, которые
доступны для присадочного
материала, выбранного на 1-м
экране.
Выберите соответствующий
4
диаметр проволоки при помощи
регулировочной ручки (18).
Нажмите F2 «Вперед»:
5
- появится 3-й экран мастера
(«Выбор защитного газа»).
- Отображаются только те газы,
которые доступны для
присадочного материала,
выбранного на 1-м экране, и
диметра проволоки, выбранного
на 2-м экране.
Экран «Выбор диаметра проволоки»: выбран
диаметр 1,2 мм.
51

Экран «Выбор защитного газа»: выбран I1 100 %
Ar.
Пример: Экран «Выберите ссылку» для
следующих параметров: AlSi 5 / 1.2 мм / I1 100 %
Ar, выбрана характеристика S0016.
Выберите соответствующий газ при
6
помощи регулировочной ручки (18).
Нажмите F2 «Вперед».
7
- Экран «Выберите ссылку»
отображается, только если для
выбранных присадочного
материала, диаметра проволоки
и защитного газа имеются
несколько характеристик.
- Число в скобках после названия
процесса показывает, сколько
характеристик имеются для
процесса.
Выберите соответствующий процесс
8
при помощи клавиш вниз (6) или
вверх (7).
Выберите соответствующий
9
идентификатор характеристики при
помощи регулировочной ручки (18).
- Например:
характеристика C0876 подходит
только для CMT.
Нажмите F2 «Вперед»:
10
- появится последний экран
мастера («Программа сварки»),
на котором можно подтвердить
параметры.
- Нажав F1 «Назад», можно
вернуться на предыдущие
экраны мастера. На них можно
сделать изменения.
Экран «Программа сварки»: подтверждение.
Нажмите F2 «Готово».
11
- Настроенная программа сварки
сохраняется и появляется экран
«Данные», который
отображался последним.
52

Создание пользовательских графических
характеристик — согласование графических
характеристик
Общие сведения Настройка «Создание новых пользовательских характеристик — Согласованные
характеристики» доступна только в разделе меню «Сварка MIG/MAG синергетика».
Основные
сведения о
создании
пользовательск
их
характеристик
Каждая программа сварки основана на графической характеристике. Графические
характеристики выбранной программы сварки можно настроить в соответствии с
требованиями пользователя. Эти изменения сохраняются в виде так называемых
пользовательских характеристик.
Программирование пользовательских характеристик необходимо в следующих
случаях:
- если присадочные материалы (защитный газ, диаметр сварочной проволоки)
отсутствуют в используемой базе данных параметров сварки;
- если требуется оптимизация процесса сварки (например, увеличение скорости
сварки, изменение коэффициентов проплавления и формы сварного шва).
УКАЗАНИЕ!
RU
Перепрограммирование графической характеристики требует знания свойств
дуги и сварочных технологий.
Чтобы создать новую графическую характеристику оптимальным образом,
рекомендуется выполнить описанные ниже действия.
- Выберите похожую характеристику.
- Определите диапазон мощности пользовательской характеристики.
- При необходимости дополните пользовательскую графическую характеристику,
создав дополнительные точки.
При помощи этой процедуры важные базовые настройки переносятся в новую
графическую характеристику.
ВАЖНО!
Чтобы создать пользовательскую характеристику, требуются как минимум
две точки.
Однако для оптимизации всех диапазонов мощностей следует запрограммировать
6–10 точек характеристики (одна точка на толщину материала). Можно
запрограммировать до 19 точек графической характеристики включительно.
Создание
пользовательск
их
характеристик —
оптимизация
характеристики
На каждом экране «Данные», выберите похожую программу сварки или
1
программу сварки, которую нужно изменить.
Нажмите F3 «Оптимизация характеристики».
2
53

Информационный экран: «Невозможно изменить
характеристики!».
Экран «Оптимизация характеристики»:
настройка значений мощности.
Если характеристику изменить
невозможно, отображается сообщение
«Невозможно изменить
характеристики!».
Появится 1-й экран мастера
(«Оптимизация характеристики»).
Выберите верхний и нижний
3
пределы мощности при помощи
клавиш со стрелками вниз (6) и
вверх (7).
Установите верхний и нижний
4
пределы мощности при помощи
регулировочной ручки (18).
- Значение параметра сварки
можно менять только в
установленном диапазоне. Этот
диапазон выделен.
- Значения тока, напряжения и
толщины листа, отображаемые
на дисплее, непосредственно
зависят от введенных значений
мощности.
Экран «Оптимизация характеристики»: выбор
графической характеристики
Нажмите F2 «Вперед».
5
- Появится 2-й экран мастера
(«Оптимизация
характеристики»).
Выберите соответствующую
6
характеристику при помощи
регулировочной ручки (18).
- Если необходимо перезаписать
существующую характеристику,
появится предупреждающий
вопрос.
54

Предупреждающий вопрос о перезаписи
характеристики.
Нажмите F3 «Наименование
7
характеристики», чтобы присвоить
имя характеристике:
- появится экран «Наименование
характеристики».
Выберите нужные символы при
8
помощи регулировочной ручки (18).
Нажмите F4 «>», чтобы ввести
9
следующий символ.
- Чтобы внести изменения,
нажмите F3 «<» или F2 «<
Удалить».
После завершения нажмите F1
10
«Принять»:
- после подтверждения имени
появится экран «Оптимизация
характеристики».
RU
Экран «Наименование характеристики».
Экран «Оптимизация характеристики»: Выбор
графической характеристики
Нажмите F2 «Вперед».
11
- Появится 3-й экран мастера
(«Оптимизация
характеристики») для
подтверждения введенных
настроек.
- Нажав F1 «Назад», можно
вернуться на предыдущие
экраны мастера. На них можно
сделать изменения.
55

Мастер «Оптимизация характеристики»:
подтверждение оптимизированной
характеристики.
Нажмите F2 «Готово».
12
- Появится экран «Данные»,
который был вызван последним.
56

Создание точек графических характеристик
пользователей
Общие сведения Функция «Создание новой характ. точки» доступна в перечисленных ниже разделах
меню.
- Сварка MIG/MAG синергетика
- Стандартная сварка MIG/MAG в ручном режиме
Основные
принципы
создания новых
точек
графической
характеристики
Пользовательская характеристика позволяет сохранять различные значения
параметров в качестве точек характеристики.
Для создания новой точки характеристики требуются следующие компоненты:
- программа сварки (присадочный материал, диаметр проволоки, защитный газ),
для которой будет создана точка характеристики;
- значение скорости подачи проволоки (например, эталонные значения,
подобранные на основе предыдущих попыток сварки, прошлого опыта или
толщины материала).
УКАЗАНИЕ!
Создание новых точек графической характеристики требует знания свойств
дуги и сварочных технологий.
RU
Создание новой
точки
характеристики
ВАЖНО!
Чтобы создать пользовательскую характеристику, требуются как минимум
две точки.
Однако для оптимизации всех диапазонов мощностей следует запрограммировать
6–10 точек характеристики (одна точка на толщину материала). Можно
запрограммировать до 19 точек графической характеристики включительно.
Процедура сохранения настроенных параметров в виде точки характеристики
57

Экран «Создание новой характ. точки»: № 6 —
«Al99.5 1.2 I1 mod selected».
Вызовите программу сварки, для
1
которой нужно создать точку
характеристики.
Установите значение скорости
2
подачи проволоки, для которой
нужно создать точку
характеристики.
На соответствующем экране
3
«Данные» нажмите F2 «Создание
новой характ. точки».
- Появится 1-й экран мастера
(«Создание новой характ.
точки»).
Выберите соответствующую
4
характеристику при помощи
регулировочной ручки (18).
- Если создаваемая точка
добавляется к графической
характеристике, которая не
соответствует характеристике,
выбранной в данный момент
(например, добавление точки,
соответствующей алюминию, к
характеристике для CuSi),
отображается
предупреждающий вопрос.
Предупреждающий вопрос: точка не
соответствует текущей характеристике.
Нажмите F2 «Да», F3 «Нет» или F4
5
«Отмена».
- Если точка, соответствующая
стандартной сварке,
добавляется к характеристике
для импульсной сварки,
отображается сообщение об
ошибке.
58

Сообщение об ошибке: невозможно сохранить
точку характеристики.
Нажмите F3 «OK».
6
- Появится 1-й экран мастера
(«Создание новой характ.
точки»).
Выберите другую характеристику
7
при помощи регулировочной ручки
(18).
Нажмите F3 «Наименование
8
характеристики», чтобы присвоить
имя характеристике:
- появится экран «Наименование
характеристики».
RU
Экран «Создание новой характ. точки»: выбран
пункт № 7 - < Пустая характеристика >.
Экран «Наименование характеристики».
Выберите нужные символы при
9
помощи регулировочной ручки (18).
Нажмите F4 «>», чтобы ввести
10
следующий символ.
- Чтобы внести изменения,
нажмите F3 «<» или F2 «<
Удалить».
После завершения нажмите F1
11
«Принять»:
- после подтверждения имени
появится экран «Создание
новой характ. точки».
59
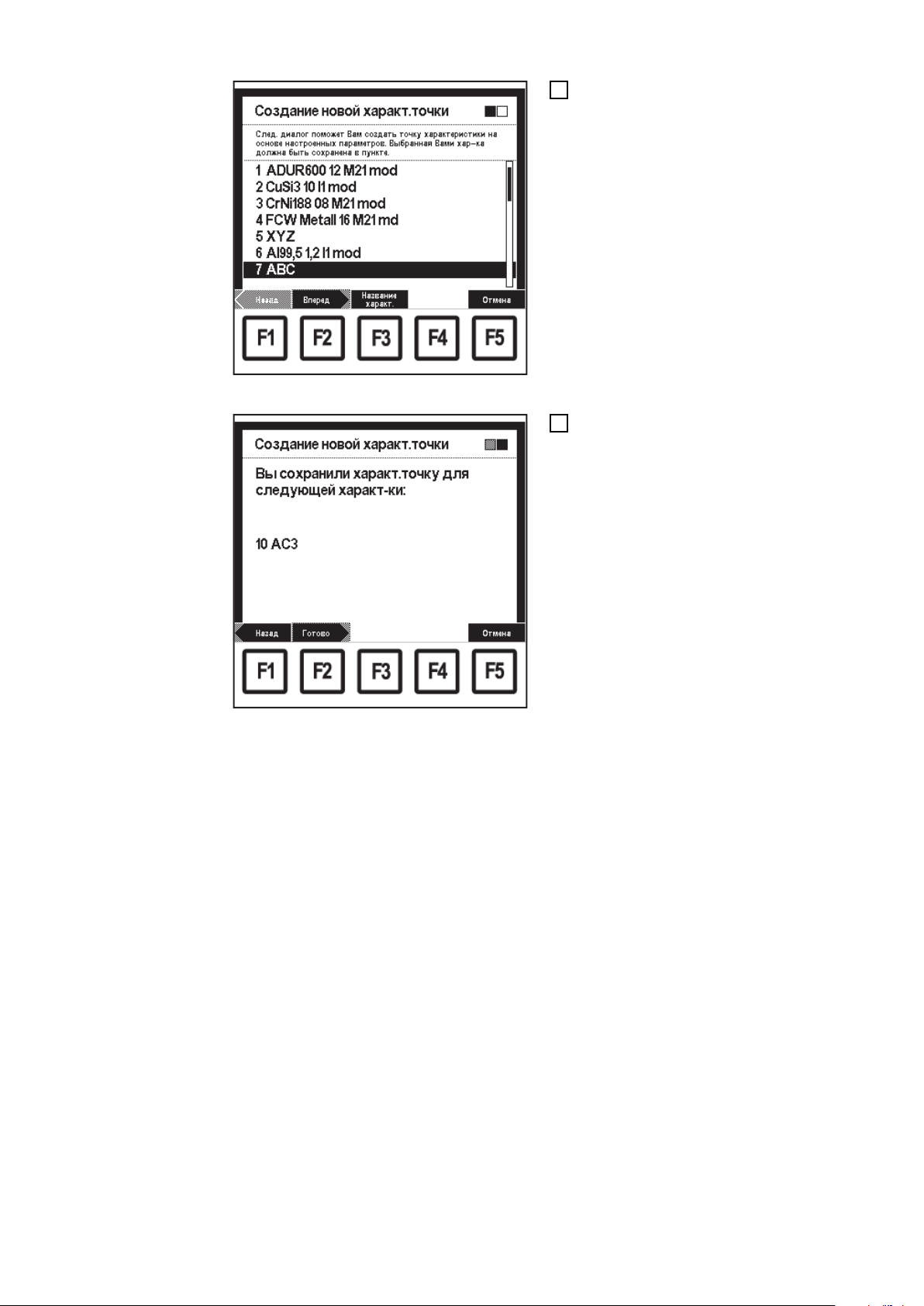
Экран «Создание новой характ. точки»:
Нажмите F2 «Вперед».
12
- Появится 2-й экран мастера
(«Создание новой характ.
точки») для подтверждение
введенных настроек.
Нажмите F2 «Готово».
13
- После сохранения точки
характеристики появится
соответствующий экран
«Данные»
- Нажав F1 «Назад», можно
вернуться на предыдущие
экраны мастера. На них можно
сделать изменения.
Экран «Создание новой характ. точки»:
подтверждение сохраняемой точки
характеристики.
60

Выбор графических характеристик
пользователя
Выбор
пользовательск
их
характеристик
Экран «Выбор присад. материала»: выбрана
пользовательская характеристика
На соответствующем экране
1
«Данные» нажмите F4
«Присадочный материал».
- Появится 1-й экран мастера
(«Выбор присад. материала»).
Выберите «Пользовательская
2
характеристика» при помощи
регулировочной ручки (18).
Нажмите F2 «Вперед».
3
- появится 2-й экран мастера
(«Выбор характеристики
пользователя»).
Выберите соответствующую
4
пользовательскую характеристику
при помощи регулировочной ручки
(18).
Нажмите F2 «Вперед».
5
- появится 3-й экран мастера
(«Программа сварки»), на
котором можно подтвердить
параметры.
- Нажав F1 «Назад», можно
вернуться на предыдущие
экраны мастера. На них можно
сделать изменения.
RU
Экран «Выбор характеристики пользователя»:
выбран пункт № 2 «CuSi3 10 I1 mod».
Экран «Программа сварки», подтверждение
пользовательской характеристики.
Нажмите F2 «Готово».
6
- Настроенная пользовательская
характеристика сохраняется и
появляется экран «Данные»,
который отображался
последним.
61

Ручная сварка стержневым электродом
Выбор пункта
меню «Сварка
покрытым
электродом
(MMA)»
Настройка
рабочих
параметров.
Главное меню Выбран пункт меню «Сварка
покрытым электродом (MMA)»
Сварка покрытым электродом (MMA): экран
«Раб. параметры», выбран сварочный ток.
Нажмите кнопку «Меню» (1).
1
- Отобразится главное меню
При помощи регулировочной ручки
2
(18) выберите пункт меню «Сварка
покрытым электродом (MMA)».
Нажмите «ОК» (3):
3
- появится экран «Данные»,
который был вызван последним.
Выбор пункта меню «Сварка
1
покрытым электродом (MMA)»
Выберите экран «Раб. параметры»
2
при помощи клавиши со стрелкой
вправо (8).
- Появится экран «Раб.
параметры».
Выберите необходимые рабочие
3
параметры при помощи клавиш со
стрелками вниз (6) и вверх (7).
При помощи регулировочной ручки
4
(18) измените значение параметра
сварки.
- Значение параметра сварки
можно менять только в
установленном диапазоне. Этот
диапазон выделен.
62

Включение
увеличенного
формата
Сварочный ток и сварочное напряжение могут отображаться в увеличенном
формате.
Выбор пункта меню «Сварка
1
покрытым электродом (MMA)»
Выберите экран «Большой
2
дисплей» при помощи клавиши со
стрелкой вправо (8).
- Появится экран «Большой
дисплей».
- На экране «Большой дисплей»
можно менять сварочный ток
при помощи регулировочной
ручки (18).
- Отображаемое значение
сварочного напряжения:
- во время сварки
…текущее значение
Сварка покрытым электродом (MMA):
увеличенный формат.
- после сварки
…сохраненное значение
RU
Настройка
параметров
процесса.
Сварка покрытым электродом (MMA): экран
«Настр. процесса», выбран ток горячего пуска
HCU.
Выбор пункта меню «Сварка
1
покрытым электродом (MMA)»
Выберите экран «Настр. процесса»
2
при помощи клавиши со стрелкой
вправо (8).
- Появится экран «Настр.
процесса».
Выберите необходимые параметры
3
процесса при помощи клавиш со
стрелками вниз (6) и вверх (7).
Измените значение параметра
4
процесса при помощи
регулировочной ручки (18).
- Значения параметров процесса
можно изменять только в
пределах установленного
диапазона. Этот диапазон
выделен.
63
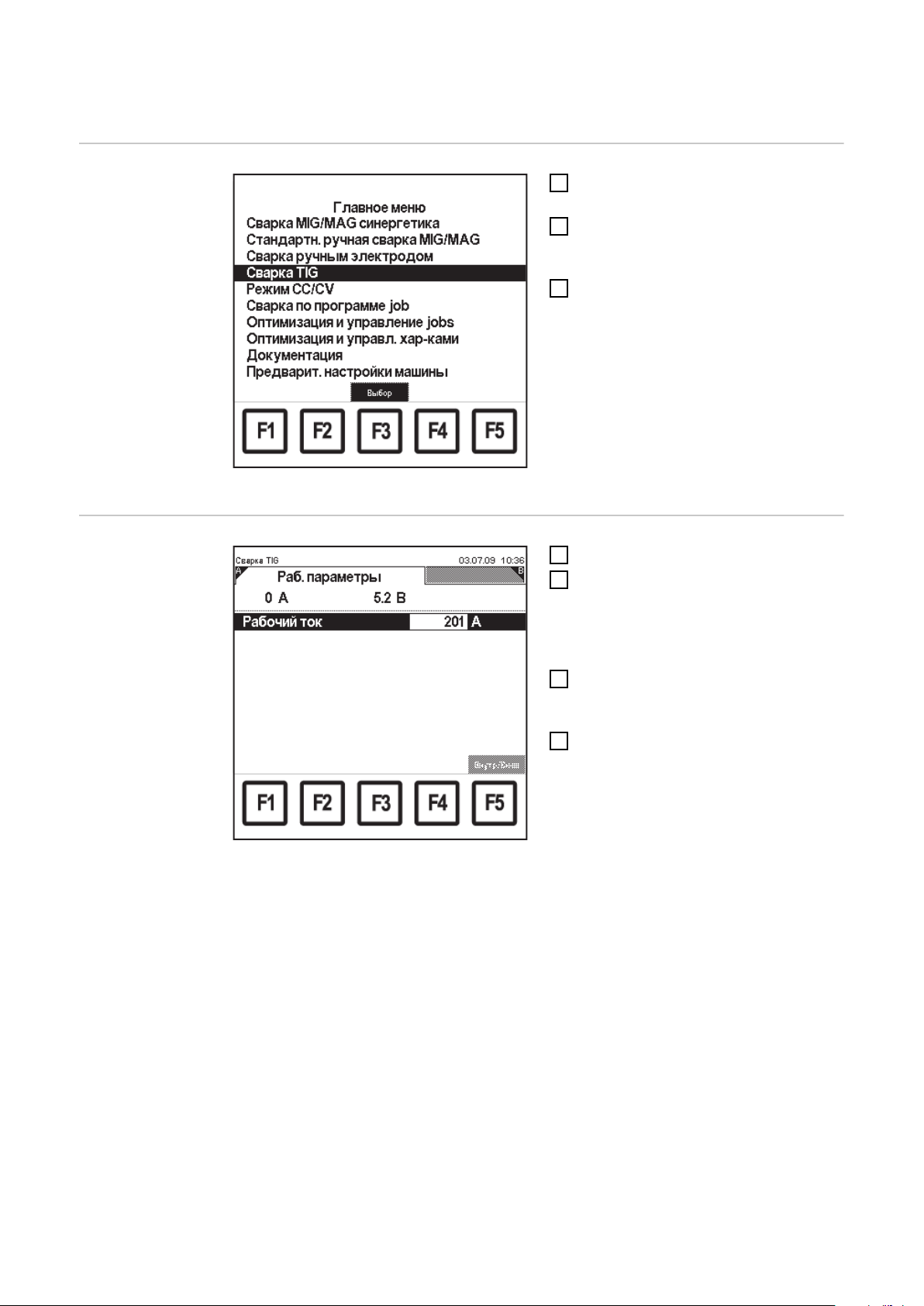
Сварка TIG
Вызов пункта
меню «Сварка
TIG»
Настройка
рабочих
параметров.
Главное меню Выбран пункт меню «Сварка TIG»
Сварка TIG: экран «Раб. параметры», выбран
рабочий ток.
Нажмите кнопку «Меню» (1).
1
- Отобразится главное меню
При помощи регулировочной ручки
2
(18) выберите пункт меню «Сварка
TIG».
Нажмите «ОК» (3):
3
- появится экран «Данные»,
который был вызван последним.
Вызов пункта меню «Сварка TIG»
1
Выберите экран «Раб. параметры»
2
при помощи клавиши со стрелкой
вправо (8).
- Появится экран «Раб.
параметры».
Выберите необходимые рабочие
3
параметры при помощи клавиш со
стрелками вниз (6) и вверх (7).
При помощи регулировочной ручки
4
(18) измените значение параметра
сварки.
- Значение параметра сварки
можно менять только в
установленном диапазоне. Этот
диапазон выделен.
64

Включение
увеличенного
формата
Сварочный ток и сварочное напряжение могут отображаться в увеличенном
формате.
Вызов пункта меню «Сварка TIG»
1
Выберите экран «Большой
2
дисплей» при помощи клавиши со
стрелкой вправо (8).
- Появится экран «Большой
дисплей».
- На экране «Большой дисплей»
можно менять сварочный ток
при помощи регулировочной
ручки (18).
- Отображаемое значение
сварочного напряжения:
- во время сварки
…текущее значение
- после сварки
Сварка TIG: увеличенный формат.
…сохраненное значение
RU
65

Режим CC/CV
Общие сведения Если в источнике тока установлена опция ПО «Режим CC/CV», в главном меню
появляется пункт «Режим CC/CV».
Пункт меню «Режим CC/CV» позволяет пользователю использовать источник тока с
постоянным сварочным напряжением либо с постоянным сварочным током.
Изменения параметров пункта меню «Режим CC/CV» можно осуществлять при
помощи устройства управления роботом либо устройства дистанционного
управления RCU 5000i.
Например, режим CC/CV используется при сварке «горячей» проволокой.
Вызов пункта
меню «Режим
CC/CV»
Настройка
рабочих
параметров.
Главное меню: выбран пункт «Режим CC/CV».
Режим CC/CV: Экран «Раб. параметры»,
выбрана заданная величина тока.
Нажмите кнопку «Меню» (1).
1
- Отобразится главное меню
При помощи регулировочной ручки
2
(18) выберите пункт меню «Режим
CC/CV».
Нажмите «ОК» (3):
3
- появится экран «Данные»,
который был вызван последним.
Вызов пункта меню «Режим CC/CV»
1
Выберите экран «Раб. параметры»
2
при помощи клавиши со стрелкой
вправо (8).
- Появится экран «Раб.
параметры».
Выберите необходимые рабочие
3
параметры при помощи клавиш со
стрелками вниз (6) и вверх (7).
При помощи регулировочной ручки
4
(18) измените значение параметра
сварки.
- Значение параметра сварки
можно менять только в
установленном диапазоне. Этот
диапазон выделен.
Включение
увеличенного
формата
66
Скорость подачи проволоки, заданная величина напряжения и заданная величина
тока могут отображаться в увеличенном формате.

(2)(1)
0.6 A
0.35 A
1
2
Режим CC/CV: увеличенный формат.
(1) Ток мотора механизма подачи проволоки.
(2) Ток мотора механизма PushPull.
Вызов пункта меню «Режим CC/CV»
Выберите экран «Большой
дисплей» при помощи клавиши со
стрелкой вправо (8).
- Появится экран «Большой
дисплей».
- На экране «Большой дисплей»
можно менять скорость подачи
проволоки, заданную величину
напряжения и заданную
величину тока при помощи
регулировочной ручки (18).
- Отображаемое значение
сварочного напряжения:
- во время сварки
…текущее значение
- после сварки
…сохраненное значение
RU
Настройка
параметров
процесса.
Режим CC/CV: экран «Настр. процесса».
Вызов пункта меню «Режим CC/CV»
1
Выберите экран «Настр. процесса»
2
при помощи клавиши со стрелкой
вправо (8).
- Появится экран «Настр.
процесса».
При помощи регулировочной ручки
3
(18) измените значение параметра
сварки.
- Значение параметра сварки
можно менять только в
установленном диапазоне. Этот
диапазон выделен.
67

Сварка с установкой задания
Вызов пункта
меню «Сварка
по программе
job».
Настройка
рабочих
параметров
задания
Нажмите кнопку «Меню» (1).
1
- Отобразится главное меню
При помощи регулировочной ручки
2
(18) выберите пункт меню «Сварка
по программе job».
Нажмите «ОК» (3):
3
- появится экран «Данные»,
который был вызван последним.
Главное меню: выбран пункт меню «Сварка по
программе job».
Если в разделе меню «Оптимизация и управление job» заданы границы
исправлений для выбранного задания, на экране «Раб. параметры» в разделе
меню «Сварка по программе job» можно настроить перечисленные ниже рабочие
параметры.
- Текущая корректировка мощности.
- Текущая корректировка длины сварочной дуги.
Сварка по программе job: экран «Раб.
параметры», выбрана текущая коррекция
мощности для задания № 22 из группы 2
(приведен пример для задания MIG/MAG).
Вызов пункта меню «Сварка по
1
программе job».
Выберите экран «Раб. параметры»
2
при помощи клавиши со стрелкой
вправо (8).
- Появится экран «Раб.
параметры».
Выберите параметр «№ группы»
3
при помощи клавиш со стрелками
вниз (6) и вверх (7).
При помощи регулировочной ручки
4
(18) выберите нужную группу (0–99).
Выберите параметр «№ Job» при
5
помощи клавиш со стрелками вниз
(6) и вверх (7).
При помощи регулировочной ручки
6
(18) выберите нужное задание (0–
999).
- Если выбрано задание из
следующей группы,
отображаемая группа меняется
соответственно.
68
Выберите необходимые рабочие параметры при помощи клавиш со стрелками
7
вниз (6) и вверх (7).
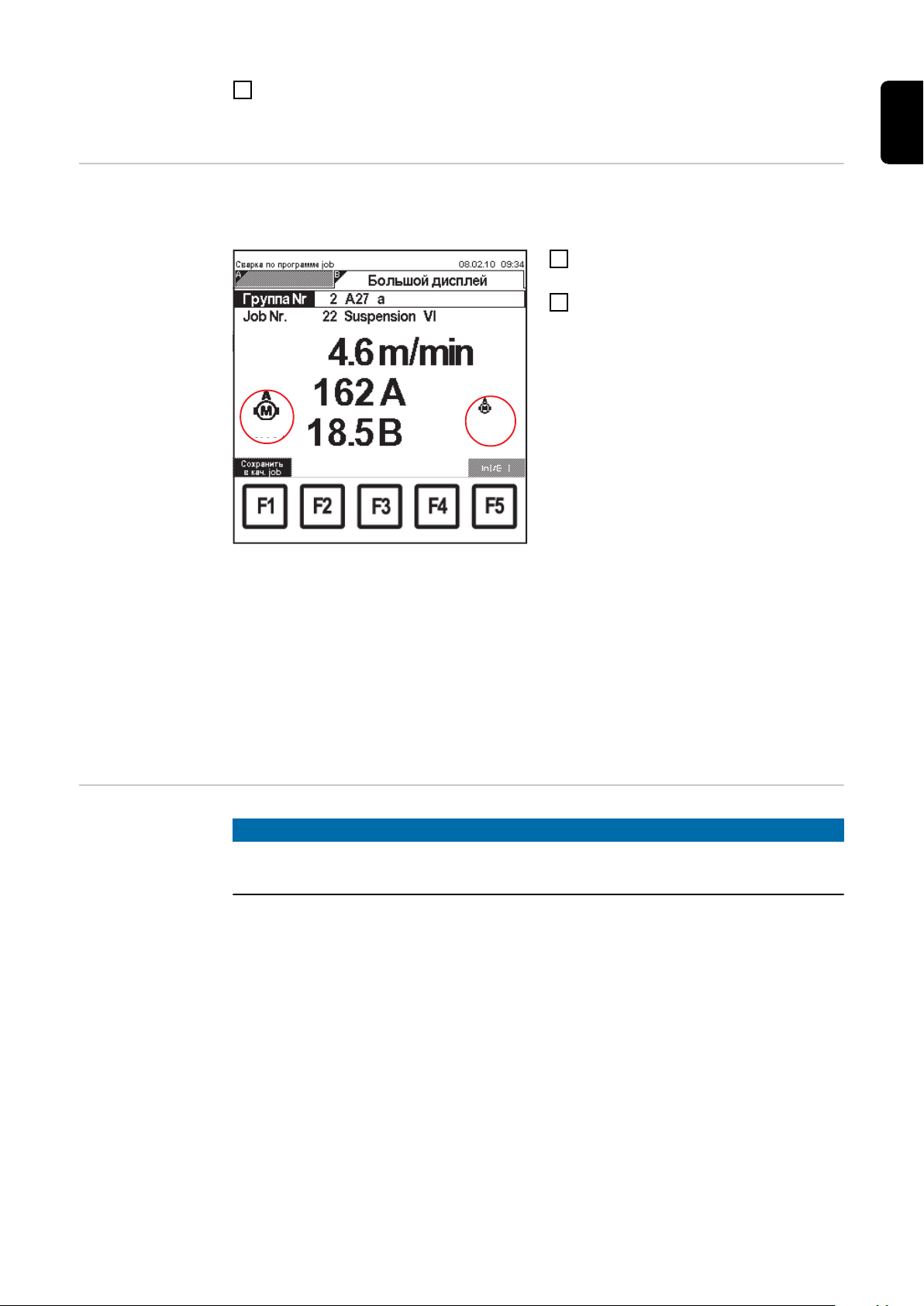
При помощи регулировочной ручки (18) измените значение параметра сварки.
A 53.0A 6.0
(1) (2)
8
- Значение параметра сварки можно менять только в установленном
диапазоне. Этот диапазон выделен.
RU
Включение
увеличенного
формата
Скорость подачи проволоки, сварочный ток и сварочное напряжение для
выбранного задания могут отображаться в увеличенном формате.
Вызов пункта меню «Сварка по
1
программе job».
Выберите экран «Большой
2
дисплей» при помощи клавиши со
стрелкой вправо (8).
- Появится экран «Большой
дисплей».
- Параметры «№ группы» и «№
Job» можно выбрать при
помощи клавиш со стрелками
вниз (6) и вверх (7). Настройка
параметров осуществляется при
помощи регулировочной ручки
(18).
- Скорость подачи проволоки для
Сварка по программе job: увеличенный формат.
выбранного задания можно
изменить при помощи
регулировочной ручки (18) в
пределах заданного диапазона
регулировки.
- Сварочный ток и сварочное
напряжение не регулируются и
отображаются только для
информации.
(1) Ток мотора механизма подачи проволоки.
(2) Ток мотора механизма PushPull.
Изменение
процесса сварки
во время сварки
CMT Advanced
УКАЗАНИЕ!
Во время сварки CMT Advanced нельзя изменить ни процесс сварки, ни
выбранную графическую характеристику.
Чтобы изменить процесс сварки или графическую характеристику, выполните
указанные действия.
- Завершите процесс CMT Advanced.
- Подождите 300–600 мс
В течение этого времени нельзя выбрать другой процесс сварки или
графическую характеристику.
- Возобновите сварку с другим выбранным процессом или графической
характеристикой.
69

Сохранение параметров в виде задания
Общие сведения Функция «Сохранить как job» доступна в перечисленных ниже разделах меню.
- Сварка MIG/MAG синергетика
- Режим CC/CV
- Сварка по программе job
- Оптимизация и управление job
Процедура
сохранения
заданий
Сохранить как
job
Настройте все параметры на всех отображаемых экранах.
1
- Настройте параметры на экране A.
- Настройте параметры на экране B.
- Настройте параметры на экране C и т. п.
Нажмите F1 «Сохранить как job» и перейдите по меню.
2
Процедура сохранения настроенных параметров в виде задания (Job)
На соответствующем экране
1
«Данные» нажмите F1 «Сохранить
как job».
- Появится 1-й экран мастера
(«Сохранить как job — Группа»).
Выберите нужную группу при
2
помощи регулировочной ручки (18).
Нажмите F3 «Название группы»,
3
чтобы присвоить имя группе:
- появится экран «Название
группы».
70
Экран «Сохранить как job — Группа», выбран
пункт № 6 <Пустая группа>.
Экран «Название группы».
Выберите нужные символы при
4
помощи регулировочной ручки (18).
Нажмите F4 «>», чтобы ввести
5
следующий символ.
- Чтобы внести изменения,
нажмите F3 «<» или F2 «<
Удалить».
После завершения нажмите F1
6
«Принять»:
- новое имя сохранится и
появится экран «Сохранить как
job — Группа»

Экран «Сохранить как job — Группа», выбран
пункт № 6 SR 71.
Нажмите F2 «Вперед».
7
- Появится 2-й экран мастера
(«Сохр. как Job — Ячейка
памяти»).
Выберите соответствующее
8
задание при помощи
регулировочной ручки (18).
Нажмите F3 «Имя job», чтобы
9
присвоить имя заданию:
- появится экран «Имя job».
RU
Экран «Сохр. как Job — Ячейка памяти»:
выбрано Job 61 <Пустой job>.
Экран «Имя job»
Выберите нужные символы при
10
помощи регулировочной ручки (18).
Нажмите F4 «>», чтобы ввести
11
следующий символ.
- Чтобы внести изменения,
нажмите F3 «<» или F2 «<
Удалить».
После завершения нажмите F1
12
«Принять»:
- новое имя сохранится и
появится экран «Сохр. как Job
— Ячейка памяти»
71
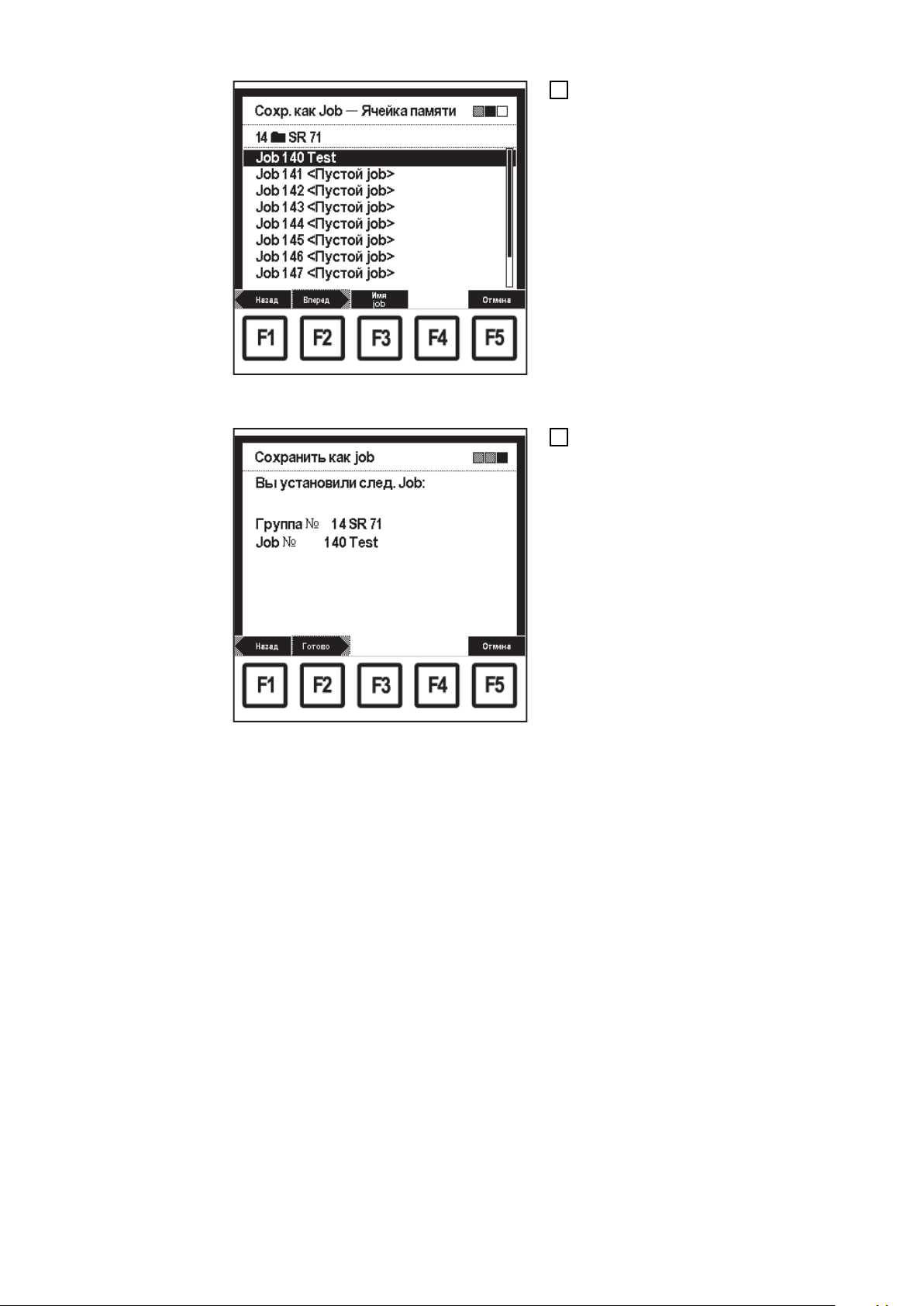
Экран «Сохр. как Job — Ячейка памяти»:
выбрано Job 61 Test.
Нажмите F2 «Вперед».
13
- Появится 3-й экран мастера
(«Сохранить как job») для
подтверждения введенных
настроек.
- Нажав F1 «Назад», можно
вернуться на предыдущие
экраны мастера. На них можно
сделать изменения.
Нажмите F2 «Готово».
14
- Появится экран «Данные»,
который был вызван последним.
Экран «Сохранить как job» для подтверждения
настроек.
72
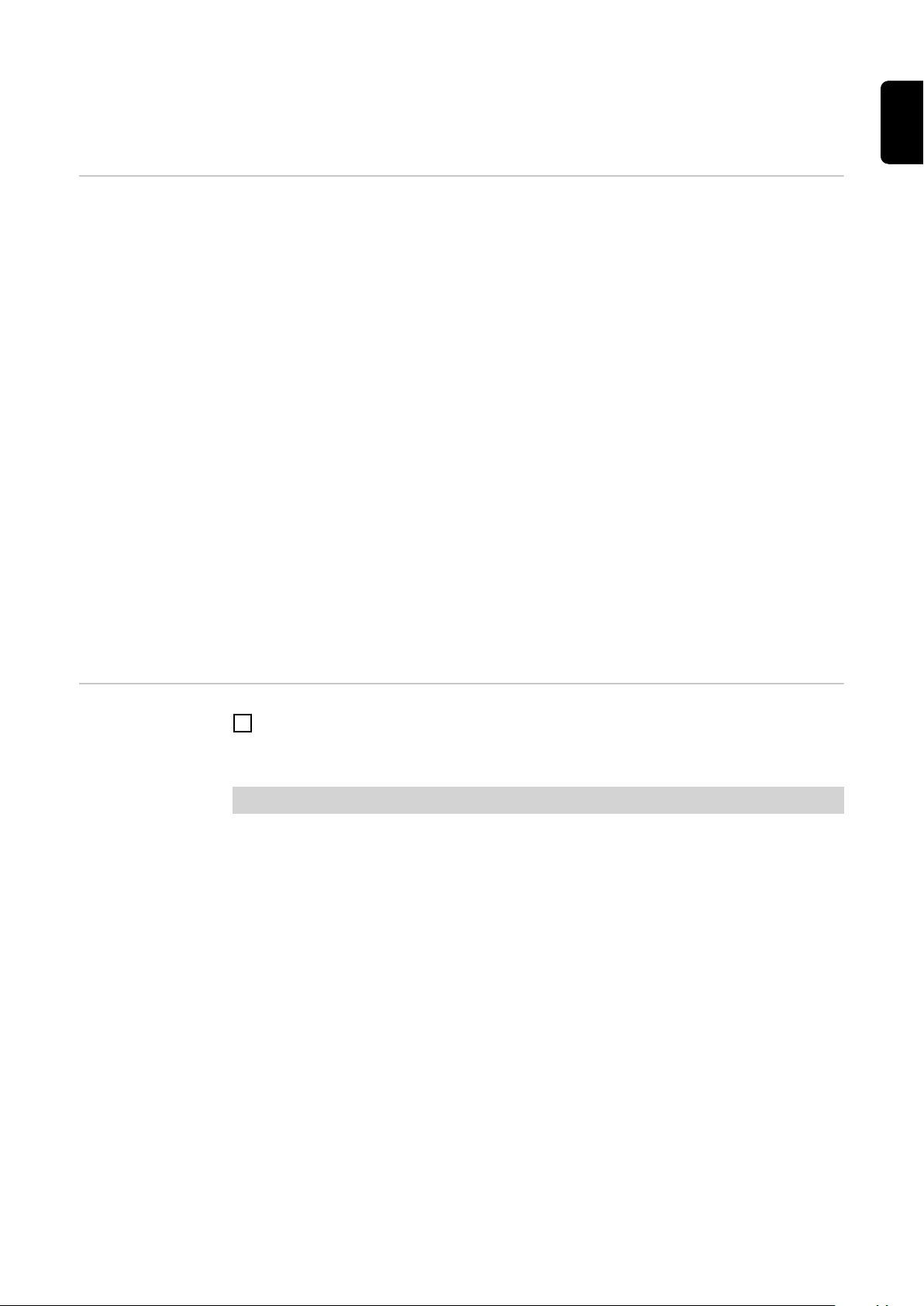
Внутренняя/внешняя установка выбранных
параметров
Общие сведения При помощи устройства дистанционного управления RCU 5000i можно менять
выбранные параметры:
- на самом устройстве ДУ (внутренний ввод);
- на внешних компонентах, например на механизме подачи проволоки,
источнике тока, других устройствах ДУ, устройствах управления роботами
и т. п. (внешний ввод).
Если в состав системы входит внешний рабочий компонент, автоматически
включается внешний ввод соответствующих параметров, например
при наличии подключенного механизма подачи проволоки значение скорости
подачи проволоки должно регулироваться на механизме. Если значение параметра
сварки необходимо регулировать при помощи пульта ДУ RCU 5000i, должен быть
включен внутренний ввод параметра скорости подачи проволоки.
Пользователь может переключаться между внутренним и внешним вводом
параметров в перечисленных ниже разделах меню.
- Сварка MIG/MAG синергетика - Режим CC/CV
- Стандартная сварка MIG/MAG в
ручном режиме
- Сварка по программе job
RU
Внутренний и
внешний ввод
параметров
- Сварка ручным электродом - Оптимизация и управление job
- Сварка TIG
На соответствующем экране «Данные» нажмите F5 «Int/Ext».
1
- Устройство дистанционного управления включает соответствующий режим
ввода необходимого параметра сварки:
Внутренний ввод параметра (Int) Внешний ввод параметра (Int)
Ввод и настройка параметров
осуществляются на устройстве
дистанционного управления RCU 5000i
Выбранный параметр выделен при
помощи черной полосы с полем для
ввода значения параметра. Значение
параметра в поле можно изменять.
Ввод и настройка параметров
осуществляются на источнике тока,
устройстве подачи проволоки или
устройстве управления роботом.
Выбранный параметр выделен на
дисплее устройства ДУ при помощи
сплошной черной полосы. При
внешнем вводе параметров изменение
значения параметра на устройстве ДУ
невозможно.
73

Пример внутреннего ввода параметров: черная
полоса с полем, выбрана коррекция длины
сварочной дуги.
Пример внешнего ввода параметров: сплошная
черная полоса, выбрана коррекция длины
сварочной дуги.
ВАЖНО!
Функциональная клавиша F5 «Int/Ext» активна только при подключении
устройства ДУ.
Если устройство ДУ не подключено, функциональная клавиша F5 «Int/Ext»
обозначена серым цветом.
74
Устройство ДУ не подключено: клавиша F5 «Int/Ext» обозначена серым цветом.

Оптимизация и управление заданием
Общие сведения Раздел меню «Оптимизация и управление job» позволяет производить
перечисленные ниже операции с выбранными заданиями.
- Получение административных данных.
- Настройка рабочих параметров.
- Настройка параметров задания.
В зависимости от типа выбранного задания на панели вкладок отображается
множество различных экранов.
Последовательность экранов также зависит от типа задания.
В случае задач сварки MIG/MAG с режимом Synergic отображаются
перечисленные ниже экраны.
- Адм. данные
- СихроПульс
- Программа сварки - Значения Q-Master
- Раб. параметры
- Настр. процесса
- Границы испр.
- Спец. 2-тактный
- Специальный 4-тактный
- Св. точками
1)
2)
4)
RU
3)
Вызов раздела
меню
«Оптимизация и
управление job»
- Док. cпециф. Job
1)
Отображается только если в источнике тока установлена опция SynchroPuls.
2)
Отображается только если для выбранного задания установлен режим
горелки «Спец. 2-тактный».
3)
Отображается только если для выбранного задания установлен режим
горелки «Спец. 4-тактный».
(4)
Отображается только если для выбранного задания установлен режим
горелки «Св. точками».
Нажмите кнопку «Меню» (1).
1
- Отобразится главное меню
При помощи регулировочной ручки
2
(18) выберите пункт меню
«Оптимизация и управление job».
Нажмите «ОК» (3):
3
- Появится предупреждающий
вопрос «Вы хотите
редактировать jobs в режиме
реального времени?».
Главное меню: выбран раздел меню
«Оптимизация и управление job».
75

Нажмите F2 «Да» или F3 «Нет».
4
- Редактирование в режиме
реального времени — F2 «Да»
На источнике тока отображается
меню настройки заданий, не
зависящее от текущих настроек
источника тока. Данные,
изменяемые на устройстве ДУ,
также отображаются в
источнике тока.
- Редактирование в режиме
реального времени — F3 «Нет»
Текущие настройки источника
тока не изменяются. Данные,
изменяемые на устройстве ДУ,
отображаются только на самом
Предупреждающий вопрос: «Вы хотите
редактировать jobs в режиме реального
времени?».
устройстве.
- Появится экран «Данные»,
который был вызван последним.
Обзор Раздел «Оптимизация и управление job» состоит из указанных ниже подразделов.
- Управление задачами
- Вызов административных данных для выбранного задания.
- Вызов и изменение программы сварки для выбранного задания.
- Вызов и изменение рабочих параметров для выбранного задания.
- Вызов и изменение настроек процесса для выбранного задания.
- Вызов и изменение параметров специального 2-тактного режима для
выбранного задания.
- Вызов и изменение параметров специального 4-тактного режима для
выбранного задания.
- Вызов и изменение параметров точечной сварки для выбранного задания.
- Определение границ исправлений для выбранного задания.
- Документация, связанная с заданием.
- Вызов и изменение параметров СинхроПульс для выбранного задания.
- Определение значений Qмастер для выбранного задания.
- Создание новой точки характеристики
76

Управление заданиями
RU
Управление
задачами
Управление заданиями и их оптимизация: экран
«Управление jobs — Группа».
Откройте пункт меню «Оптимизация
1
и управление job».
Независимо от того, какой экран
2
откроется, нажмите F1 «Управление
job».
- Появится 1-й экран мастера
(«Управление jobs — Группа»).
При помощи регулировочной ручки
3
(18) выберите нужную группу (0–99).
Нажмите F3 «Название группы»,
4
чтобы присвоить группе имя.
- появится экран «Название
группы».
Выберите нужные символы при
5
помощи регулировочной ручки (18).
Нажмите F4 «>», чтобы ввести
6
следующий символ.
- Чтобы внести изменения,
нажмите F3 «<» или F2 «<
Удалить».
После завершения нажмите F1
7
«Принять»:
- новое имя сохранится и
появится экран «Управление
jobs — Группа»
Экран «Название группы».
Управление заданиями и их оптимизация: экран
«Управление jobs — Группа».
Нажмите F2 «Вперед».
8
- появится 2-й экран мастера
(«Управление jobs — Ячейка
памяти»).
77

Экран «Управление jobs — Ячейка памяти».
Экран «Имя job»
Выберите нужную ячейку памяти
9
при помощи регулировочной ручки
(18).
Нажмите F3 «Имя job», чтобы
10
присвоить имя заданию:
- появится экран «Имя job».
Выберите нужные символы при
11
помощи регулировочной ручки (18).
Нажмите F4 «>», чтобы ввести
12
следующий символ.
- Чтобы внести изменения,
нажмите F3 «<» или F2 «<
Удалить».
После завершения нажмите F1
13
«Принять»:
- новое имя сохранится и
появится экран «Сохр. как Job
— Ячейка памяти»
- Нажав F1 «Назад», можно
вернуться на предыдущие
экраны мастера. На них можно
сделать изменения.
Экран «Сохр. как Job — Ячейка памяти»:
выбрано «Job 3 Left side up».
Нажмите F2 «Готово».
14
- Появится экран «Данные»,
который был вызван последним.
78

Удаление групп
и заданий
Управление заданиями и их оптимизация: экран
«Управление jobs — Группа».
Откройте пункт меню «Оптимизация
1
и управление job».
Независимо от того, какой экран
2
откроется, нажмите F1 «Управление
job».
- Появится 1-й экран мастера
(«Управление jobs — Группа»).
Если выполняется удаление групп,
3
выберите удаляемые группы (0–99)
при помощи регулировочной ручки
(18).
Нажмите F4 «Удалить группу».
4
- Появится предупреждающий
вопрос: «Вы действительно
хотите удалить полную группу
0?».
ВАЖНО!
При удалении группы также
удаляются все задания,
содержащиеся в ней.
RU
Предупреждающий вопрос «Удалить группу».
Нажмите F2 «Да».
5
- Выбранная группа будет
удалена, и появится 1-й экран
мастера («Управление jobs —
Группа»).
79

Экран «Управление jobs — Группа» с удаленной
группой.
Нажмите F2 «Вперед»:
6
- появится 2-й экран мастера
(«Управление jobs — Ячейка
памяти»).
Если выполняется удаление
7
заданий, выберите нужную ячейку
памяти при помощи регулировочной
ручки (18).
Нажмите F4 «Удалить Job».
8
- Появится предупреждающий
вопрос: «Вы действительно
хотите удалить Job 3?».
Экран «Управление jobs — Ячейка памяти».
Предупреждающий вопрос «Удалить Job».
Нажмите F2 «Да».
9
- Выбранное задание будет
удалено, и появится 2-й экран
мастера («Управление jobs —
Ячейка памяти»).
80

Экран «Управление jobs — Ячейка памяти».
Нажмите F2 «Готово».
10
- Появится экран «Данные»,
который был вызван последним.
RU
81
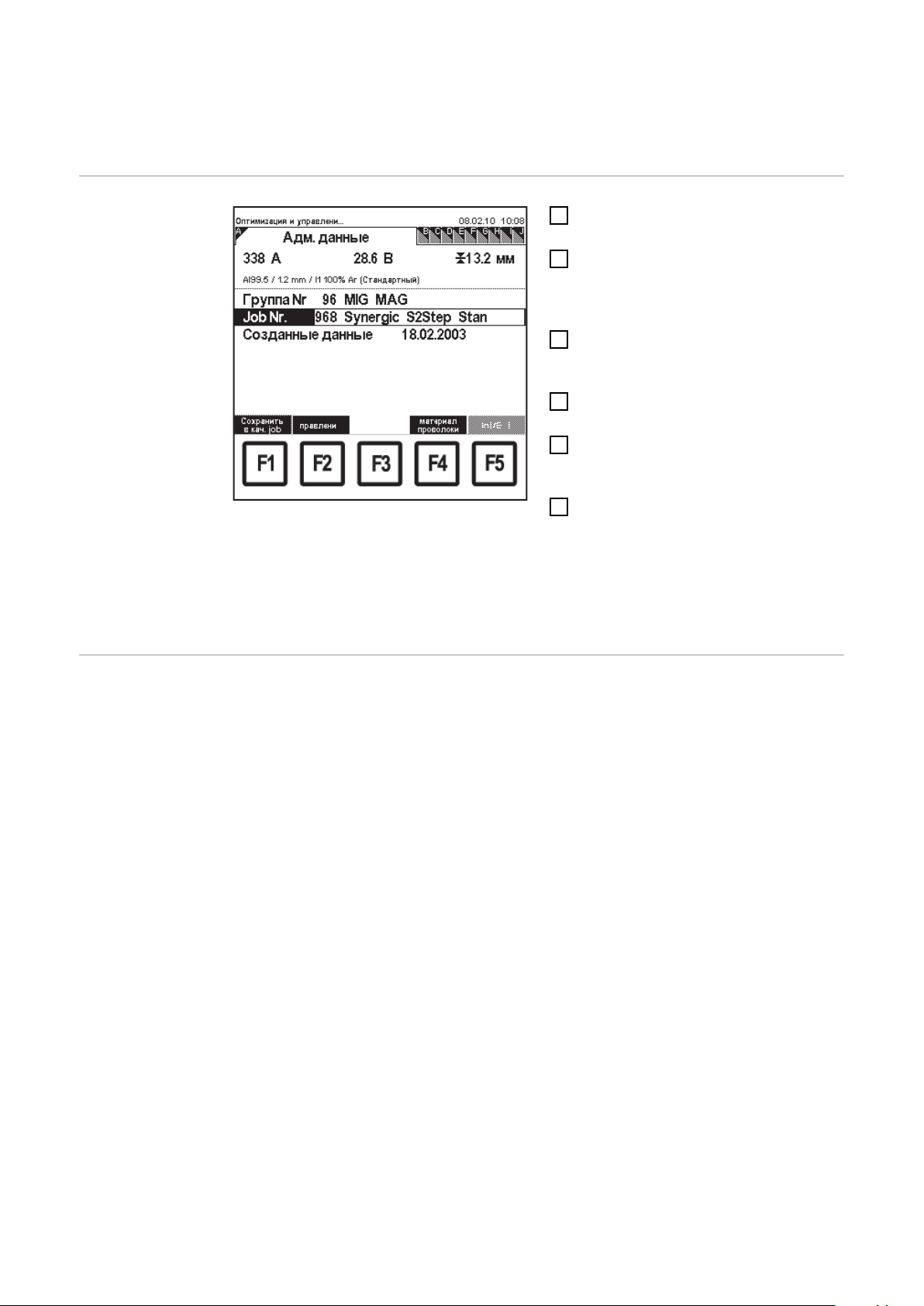
Вызов данных администрирования для
выбранного задания
Вызов
административн
ых данных для
выбранного
задания
Управление заданиями и их оптимизация: экран
«Адм. данные».
Откройте пункт меню «Оптимизация
1
и управление job».
Выберите экран «Адм. данные» при
2
помощи клавиши со стрелкой
вправо (8).
- Появится экран «Адм. данные».
Выберите параметр «№ группы»
3
при помощи клавиш со стрелками
вниз (6) и вверх (7).
При помощи регулировочной ручки
4
(18) выберите нужную группу (0–99).
Выберите параметр «№ Job» при
5
помощи клавиш со стрелками вниз
(6) и вверх (7).
При помощи регулировочной ручки
6
(18) выберите нужное задание (0–
999).
- Если выбрано задание из
следующей группы,
отображаемая группа меняется
соответственно.
В зависимости
от типа задания
отображаются
различные
административн
ые данные
В зависимости от типа задания отображаются различные административные
данные, например:
Для заданий сварки MIG/MAG с
режимом Synergic отображаются
следующие данные:
- сварочный ток, сварочное
напряжение и прочность
материала; все параметры
зависят от выбранной скорости
подачи проволоки.
- Программа сварки.
- Дата создания.
Для заданий сварки в режиме CC/CV
отображаются следующие данные:
- Сварочный ток, сварочное
напряжение.
- Дата создания.
Клавиша F4 «Присадочный материал»
неактивна и выделена серым цветом.
82

RU
Экран «Адм. данные» для задания сварки
MIG/MAG с режимом Synergic.
Экран «Адм. данные» для задания сварки в
режиме CC/CV.
83

Вызов и изменение сварочной программы для
выбранного задания
Общие сведения Последовательность экранов, отображаемых на панели вкладок, зависит от типа
выбранного задания.
Экран «Программа сварки» отображается только для заданий сварки MIG/MAG с
режимом Synergic.
Вызов
программы
сварки для
задания
Управление заданиями и их оптимизация: экран
«Программа сварки».
Откройте пункт меню «Оптимизация
1
и управление job».
Независимо от того, какой экран
2
откроется, выберите «Группа №»
при помощи клавиш со стрелками
вниз (6) и вверх (7).
При помощи регулировочной ручки
3
(18) выберите нужную группу (0–99).
Выберите параметр «№ Job» при
4
помощи клавиш со стрелками вниз
(6) и вверх (7).
При помощи регулировочной ручки
5
(18) выберите нужное задание (0–
999).
- Если выбрано задание из
следующей группы,
отображаемая группа меняется
соответственно.
Выберите экран «Программа
6
сварки» при помощи клавиши со
стрелкой вправо (8).
- Появится экран «Программа
сварки».
Изменение
программы
сварки для
задания
84
Управление заданиями и их оптимизация: экран
«Программа сварки».
Вызовите программу сварки для
1
задания
Нажмите F4 «Присадочный
2
материал», чтобы изменить
программу сварки:
- появится 1-й экран мастера
(«Выбор присад. материала»).

Экран «Выбор присад. материала»: выбрано
AlMg5.
Выберите нужный присадочный
3
материал при помощи
регулировочной ручки (18).
Нажмите F2 «Вперед»:
4
- появится 2-й экран мастера
(«Выбор диаметра проволоки»).
- Отображаются только те
диаметры проволоки, которые
доступны для присадочного
материала, выбранного на 1-м
экране.
Выберите соответствующий
5
диаметр проволоки при помощи
регулировочной ручки (18).
Нажмите F2 «Вперед»:
6
- появится 3-й экран мастера
(«Выбор защитного газа»).
- Отображаются только те газы,
которые доступны для
присадочного материала,
выбранного на 1-м экране, и
диметра проволоки, выбранного
на 2-м экране.
RU
Экран «Выбор диаметра проволоки»: выбран
диаметр 1,0 мм.
Экран «Выбор защитного газа»: выбран I1 100 %
Ar.
Выберите соответствующий газ при
7
помощи регулировочной ручки (18).
Нажмите F2 «Вперед»:
8
- Экран «Выберите ссылку»
отображается, только если для
выбранных присадочного
материала, диаметра проволоки
и защитного газа имеются
несколько характеристик.
- Число в скобках после названия
процесса показывает, сколько
характеристик имеются для
процесса.
85

Пример: Экран «Выберите ссылку» для
следующих параметров: AlSi 5 / 1.2 мм / I1 100 %
Ar, выбрана характеристика S0016.
Выберите соответствующий процесс
9
при помощи клавиш вниз (6) или
вверх (7).
Выберите соответствующий
10
идентификатор характеристики при
помощи регулировочной ручки (18).
- Например:
характеристика C0876 подходит
только для CMT.
Нажмите F2 «Вперед»:
11
- появится 4-й экран мастера
(«Программа сварки»), на
котором можно подтвердить
параметры.
- Нажав F1 «Назад», можно
вернуться на предыдущие
экраны мастера. На них можно
сделать изменения.
Нажмите F2 «Готово».
12
Управление заданиями и их оптимизация: экран
«Программа сварки».
Управление заданиями и их оптимизация: экран
«Программа сварки».
Настроенная программа сварки
сохраняется и появляется экран
«Программа сварки».
86

Вызов и изменение рабочих параметров для
выбранного задания
Общие сведения Последовательность экранов, отображаемых на панели вкладок, зависит от типа
выбранного задания.
Вызов и
изменение
рабочих
параметров
задания
Откройте пункт меню «Оптимизация и управление job».
1
Независимо от того, какой экран откроется, выберите «Группа №» при помощи
2
клавиш со стрелками вниз (6) и вверх (7).
При помощи регулировочной ручки (18) выберите нужную группу (0–99).
3
Выберите параметр «№ Job» при помощи клавиш со стрелками вниз (6) и вверх
4
(7).
При помощи регулировочной ручки (18) выберите нужное задание (0–999).
5
- Если выбрано задание из следующей группы, отображаемая группа
меняется соответственно.
Выберите экран «Раб. параметры» при помощи клавиши со стрелкой вправо
6
(8).
- Появится экран «Раб. параметры».
RU
Управление заданиями и их оптимизация: экран
«Раб. параметры».
Выберите соответствующие
7
параметры при помощи клавиш
вниз (6) или вверх (7).
При помощи регулировочной ручки
8
(18) измените значение параметра
сварки.
- Значение параметра сварки
можно менять только в
установленном диапазоне. Этот
диапазон выделен.
87

Инструкции по
изменению
скорости подачи
проволоки
Если на экране «Раб. параметры» для
заданий сварки MIG/MAG с режимом
Synergic изменить скорость подачи
проволоки, функция Synergic изменит
соответствующим образом значения
сварочного тока и сварочного
напряжения.
Изменения сварочного тока и
сварочного напряжения должны
отобразиться в пунктах «Заданная
величина тока» и «Заданная величина
напряжения» на экране «Qмастер».
Экран «Раб. параметры» — изменение скорости
подачи проволоки.
88

Вызов и изменение настройки способа для
выбранного задания
Общие сведения Последовательность экранов, отображаемых на панели вкладок, зависит от типа
выбранного задания.
Извлечение и
изменение
параметров
процесса для
задания
Откройте пункт меню «Оптимизация и управление job».
1
Независимо от того, какой экран откроется, выберите «Группа №» при помощи
2
клавиш со стрелками вниз (6) и вверх (7).
При помощи регулировочной ручки (18) выберите нужную группу (0–99).
3
Выберите параметр «№ Job» при помощи клавиш со стрелками вниз (6) и вверх
4
(7).
При помощи регулировочной ручки (18) выберите нужное задание (0–999).
5
- Если выбрано задание из следующей группы, отображаемая группа
меняется соответственно.
Выберите экран «Настр. процесса»
6
при помощи клавиши со стрелкой
вправо (8).
- Появится экран «Настр.
процесса».
Выберите соответствующие
7
параметры при помощи клавиш
вниз (6) или вверх (7).
При помощи регулировочной ручки
8
(18) измените значение параметра
сварки.
- Значение параметра сварки
можно менять только в
установленном диапазоне. Этот
диапазон выделен.
Управление заданиями и их оптимизация: экран
«Настр. процесса».
RU
89

Вызов и изменение специального 2-тактного
параметра для выбранного задания
Общие сведения Последовательность экранов, отображаемых на панели вкладок, зависит от типа
выбранного задания.
Экран «Спец. 2-тактный» отображается только в следующих случаях:
- для выбранного задания установлен режим горелки «Спец. 2-тактный»;
- для заданий сварки MIG/MAG с режимом Synergic.
Вызов и
изменение
параметров
специального 2тактного режима
для задания.
Откройте пункт меню «Оптимизация и управление job».
1
Независимо от того, какой экран откроется, выберите «Группа №» при помощи
2
клавиш со стрелками вниз (6) и вверх (7).
При помощи регулировочной ручки (18) выберите нужную группу (0–99).
3
Выберите параметр «№ Job» при помощи клавиш со стрелками вниз (6) и вверх
4
(7).
При помощи регулировочной ручки (18) выберите нужное задание (0–999).
5
- Если выбрано задание из следующей группы, отображаемая группа
меняется соответственно.
Выберите экран «Спец. 2-тактный» при помощи клавиши со стрелкой вправо
6
(8).
- Появится экран «Спец. 2-тактный»
Выберите соответствующие
7
параметры при помощи клавиш
вниз (6) или вверх (7).
При помощи регулировочной ручки
8
(18) измените значение параметра
сварки.
- Значение параметра сварки
можно менять только в
установленном диапазоне. Этот
диапазон выделен.
90
Управление заданиями и их оптимизация: экран
«Спец. 2-тактный».

Вызов и изменение специального 4-тактного
параметра для выбранного задания
Общие сведения Последовательность экранов, отображаемых на панели вкладок, зависит от типа
выбранного задания.
Экран «Спец. 4-тактный» отображается только в следующих случаях:
- для выбранного задания установлен режим горелки «Спец. 4-тактный»;
- для заданий сварки MIG/MAG с режимом Synergic.
Вызов и
изменение
параметров
специального 4тактного режима
для задания
Откройте пункт меню «Оптимизация и управление job».
1
Независимо от того, какой экран откроется, выберите «Группа №» при помощи
2
клавиш со стрелками вниз (6) и вверх (7).
При помощи регулировочной ручки (18) выберите нужную группу (0–99).
3
Выберите параметр «№ Job» при помощи клавиш со стрелками вниз (6) и вверх
4
(7).
При помощи регулировочной ручки (18) выберите нужное задание (0–999).
5
- Если выбрано задание из следующей группы, отображаемая группа
меняется соответственно.
Выберите экран «Спец. 4-тактный» при помощи клавиши со стрелкой вправо
6
(8).
- Появится экран «Спец. 4-тактный»
RU
Управление заданиями и их оптимизация: экран
«Спец. 4-тактный».
Выберите соответствующие
7
параметры при помощи клавиш
вниз (6) или вверх (7).
При помощи регулировочной ручки
8
(18) измените значение параметра
сварки.
- Значение параметра сварки
можно менять только в
установленном диапазоне. Этот
диапазон выделен.
91
Вызов и изменение параметров точечной сварки
для выбранного задания
Общие сведения Последовательность экранов, отображаемых на панели вкладок, зависит от типа
выбранного задания.
Экран «Св. точками» отображается только в следующих случаях:
- для выбранного задания установлен режим горелки «Спец. 4-тактный»;
- для заданий сварки MIG/MAG с режимом Synergic.
Вызов и
изменение
параметров
точечной сварки
для задания
Откройте пункт меню «Оптимизация и управление job».
1
Независимо от того, какой экран откроется, выберите «Группа №» при помощи
2
клавиш со стрелками вниз (6) и вверх (7).
При помощи регулировочной ручки (18) выберите нужную группу (0–99).
3
Выберите параметр «№ Job» при помощи клавиш со стрелками вниз (6) и вверх
4
(7).
При помощи регулировочной ручки (18) выберите нужное задание (0–999).
5
- Если выбрано задание из следующей группы, отображаемая группа
меняется соответственно.
Выберите экран «Св. точками» при помощи клавиши со стрелкой вправо (8).
6
- Появится экран «Св. точками».
Выберите соответствующие
7
параметры при помощи клавиш
вниз (6) или вверх (7).
При помощи регулировочной ручки
8
(18) измените значение параметра
сварки.
- Значение параметра сварки
можно менять только в
установленном диапазоне. Этот
диапазон выделен.
92
Управление заданиями и их оптимизация: экран
«Св. точками».

Установка пределов коррекции для выбранного
задания
Общие сведения Последовательность экранов, отображаемых на панели вкладок, зависит от типа
выбранного задания.
Экран «Границы испр.» отображается только для заданий сварки MIG/MAG с
режимом Synergic.
Назначение
границ
исправлений
Определение
границ
исправлений
для задания
Границы исправлений можно ввести отдельно для каждого задания.
Если для задания установлены границы исправлений, мощность сварки и длина
дуги в этом задании можно регулировать только в заданных пределах (при сварке
по программе job).
Откройте пункт меню «Оптимизация и управление job».
1
Независимо от того, какой экран откроется, выберите «Группа №» при помощи
2
клавиш со стрелками вниз (6) и вверх (7).
При помощи регулировочной ручки (18) выберите нужную группу (0–99).
3
Выберите параметр «№ Job» при помощи клавиш со стрелками вниз (6) и вверх
4
(7).
При помощи регулировочной ручки (18) выберите нужное задание (0–999).
5
- Если выбрано задание из следующей группы, отображаемая группа
меняется соответственно.
Выберите экран «Границы испр.» при помощи клавиши со стрелкой вправо (8).
6
- Появится экран «Границы испр.».
RU
Управление заданиями и их оптимизация: экран
«Границы испр.».
Выберите соответствующие
7
параметры при помощи клавиш
вниз (6) или вверх (7).
При помощи регулировочной ручки
8
(18) измените значение параметра
сварки.
- Значение параметра сварки
можно менять только в
установленном диапазоне. Этот
диапазон выделен.
93

Сведения о
границах
исправлений
Граница исправлений для мощность сварки задается следующим образом:
установленная скорость подачи
проволоки
Наприм
ер:
15,0 м/ми
н
+ значение в % верхнего предела
регулировки
= верхний предел мощности сварки
установленная скорость подачи
проволоки
- значение в % нижнего предела
регулировки
= нижний предел мощности сварки
Таким образом, при сварке по программе job мощность сварки можно изменять в
пределах 14,6–15,8 м/мин.
Граница исправлений для длины дуги задается следующим образом:
установленное значение коррекции
длины сварочной дуги
+ значение пределов регулировки длины
дуги в %
+ 5,0 %
Наприм
ер:
- 3,0 %
Наприм
ер:
+ 20,0 %
= 15,8 м/ми
н
15,0 м/ми
н
= 14,6 м/ми
н
+ 10,0 %
= верхний предел длины дуги
установленное значение коррекции
длины сварочной дуги
- значение пределов регулировки длины
дуги в %
= нижний предел длины дуги
Таким образом, при сварке по программе job длину дуги можно изменять в
пределах -10…+30 %.
Наприм
ер:
- 20,0 %
= 30,0 %
+ 10,0 %
= -10,0 %
94

Документация на задание
Общие сведения Последовательность экранов, отображаемых на панели вкладок, зависит от типа
выбранного задания.
RU
Назначение
функции
«Док.cпециф.
Job»
Требования для
использования
«Док.cпециф.
Job».
Настройка
регистрации
параметров
(документации)
для задания
Функция «Док.cпециф. Job» документирует текущие параметры сварки для
выбранного задания.
«Док.cпециф. Job» можно установить отдельно для каждого задания.
Параметр «Докум. Job» на экране «Заводск. настр» раздела меню «Документация»
должен быть настроен следующим образом:
- параметр «Докум. Job» — «Спецификация Job»
Откройте пункт меню «Оптимизация и управление job».
1
Независимо от того, какой экран откроется, выберите «Группа №» при помощи
2
клавиш со стрелками вниз (6) и вверх (7).
При помощи регулировочной ручки (18) выберите нужную группу (0–99).
3
Выберите параметр «№ Job» при помощи клавиш со стрелками вниз (6) и вверх
4
(7).
При помощи регулировочной ручки (18) выберите нужное задание (0–999).
5
- Если выбрано задание из следующей группы, отображаемая группа
меняется соответственно.
Выберите экран «Док.cпециф. Job» при помощи клавиши со стрелкой вправо
6
(8).
- Появится экран «Док.cпециф. Job».
Управление заданиями и их оптимизация: экран
«Док.cпециф. Job».
Выберите соответствующие
7
параметры при помощи клавиш
вниз (6) или вверх (7).
При помощи регулировочной ручки
8
(18) измените значение параметра
сварки.
- Значение параметра сварки
можно менять только в
установленном диапазоне. Этот
диапазон выделен.
95

Сведения о
документации
для заданий
Параметр Настройка Результат
Документация Вкл. При сварке по программе job текущие
параметры сварки для выбранного задания
документируются согласно настройкам
«Интервал швов» и «Интервал времени»
Off (Выкл.) Текущие параметры сварки для выбранного
задания при сварке по программе job не
документируются.
Интервал швов 1 При сварке по программе job текущие
параметры сварки для выбранного задания
документируются после каждого сварного
шва.
2 При сварке по программе job текущие
параметры сварки для выбранного задания
документируются после каждого 2-го
сварного шва.
…
100 При сварке по программе job текущие
параметры сварки для выбранного задания
документируются после каждого 100-го
сварного шва (максимальное значение).
Интервал
времени
Off (Выкл.) Текущие параметры для выбранного задания
при сварке по программе job
документируются после каждого сварного
шва.
0,1 Текущие параметры для выбранного задания
при сварке по программе job
документируются через каждые 0,1 с.
0,2 Текущие параметры для выбранного задания
при сварке по программе job
документируются через каждые 0,2 с.
…
9,9 Текущие параметры для выбранного задания
при сварке по программе job
документируются через каждые 9,9 с
(максимальное значение).
96

Вызов и изменение параметров SynchroPuls для
выбранного задания
Общие сведения Последовательность экранов, отображаемых на панели вкладок, зависит от типа
выбранного задания.
Экран «СихроПульс» отображается только в следующих случаях:
- если в источнике тока установлена опция SynchroPuls;
- для заданий сварки MIG/MAG с режимом Synergic.
Вызов и
изменение
параметров
СинхроПульс
для задания
Откройте пункт меню «Оптимизация и управление job».
1
Независимо от того, какой экран откроется, выберите «Группа №» при помощи
2
клавиш со стрелками вниз (6) и вверх (7).
При помощи регулировочной ручки (18) выберите нужную группу (0–99).
3
Выберите параметр «№ Job» при помощи клавиш со стрелками вниз (6) и вверх
4
(7).
При помощи регулировочной ручки (18) выберите нужное задание (0–999).
5
- Если выбрано задание из следующей группы, отображаемая группа
меняется соответственно.
Выберите экран «СинхроПульс» при помощи клавиши со стрелкой вправо (8).
6
- Появится экран «СинхроПульс».
RU
Управление заданиями и их оптимизация: экран
«СинхроПульс».
Выберите соответствующие
7
параметры при помощи клавиш
вниз (6) или вверх (7).
При помощи регулировочной ручки
8
(18) измените значение параметра
сварки.
- Значение параметра сварки
можно менять только в
установленном диапазоне. Этот
диапазон выделен.
97

Установка значений QMaster для выбранного
задания
Общие сведения Последовательность экранов, отображаемых на панели вкладок, зависит от типа
выбранного задания.
Назначение
параметров
Qмастер
Настройка
значений
Qмастер для
задания
Параметры Qмастер можно ввести отдельно для каждого задания. Если заданные
значения параметров Qмастер превышены или не достигнуты в течение указанного
интервала времени, выполняется одно следующих действий:
- источник тока немедленно отключается;
- подается предупреждающий сигнал;
- никаких действий не выполняется.
Откройте пункт меню «Оптимизация и управление job».
1
Независимо от того, какой экран откроется, выберите «Группа №» при помощи
2
клавиш со стрелками вниз (6) и вверх (7).
При помощи регулировочной ручки (18) выберите нужную группу (0–99).
3
Выберите параметр «№ Job» при помощи клавиш со стрелками вниз (6) и вверх
4
(7).
При помощи регулировочной ручки (18) выберите нужное задание (0–999).
5
- Если выбрано задание из следующей группы, отображаемая группа
меняется соответственно.
Выберите экран «Qмастер» при помощи клавиши со стрелкой вправо (8).
6
- Появится экран «Qмастер».
Выберите соответствующие
7
параметры при помощи клавиш
вниз (6) или вверх (7).
При помощи регулировочной ручки
8
(18) измените значение параметра
сварки.
- Значение параметра сварки
можно менять только в
установленном диапазоне. Этот
диапазон выделен.
98
Управление заданиями и их оптимизация: экран
«Qмастер».
УКАЗАНИЕ!
Если на экране «Раб. параметры» изменить скорость подачи проволоки,
функция Synergic изменит соответствующим образом значения сварочного
тока и сварочного напряжения. Изменения сварочного тока и сварочного
напряжения должны отобразиться в пунктах «Заданная величина тока» и
«Заданная величина напряжения» на экране «Qмастер».

ВАЖНО! Если параметры «Макс. длительн. отклон. напряжения» и «Макс.
длительность отклонения тока» для выбранного задания имеют значение «Выкл.»,
функция Qмастер для этого задания отключена.
RU
Назначение
параметров
Qмастер
Текущее заданное значение Наприм
ер:
+ значение верхнего предела по току в А + 6,0 А
= верхнее предельное значение
сварочного тока
Текущее заданное значение Наприм
- значение нижнего предела по току в А - 6,0 А
= нижнее предельное значение сварочного
тока
Максимальная длительность изменения
тока
Действие Наприм
Если реальное значение тока во время выполнения сварочного задания
поднимается выше 344 А или опускается ниже 332 А в течение периода времени,
превышающего 0,3 с, выполняется действие — выдается предупреждение.
ер:
Наприм
ер:
ер:
338,0 А
= 344,0 А
338,0 А
= 332,0 А
0,3 с
Предупреж
дение
Заданная величина напряжения Наприм
ер:
+ значение верхнего предела напряжения
в В
= верхний предел напряжения
Заданная величина напряжения Наприм
- значение нижнего предела напряжения вВ - 0,2 А
= нижний предел напряжения
Максимальная длительность изменения
тока
Действие Наприм
Если реальное значение напряжения во время выполнения сварочного задания
поднимается выше 28,8 В или опускается ниже 28,4 В в течение периода времени,
превышающего 0,3 с, выполняется действие — выдается предупреждение.
+ 0,2 В
ер:
Наприм
ер:
ер:
28,6 В
= 28,8 В
28,6 А
= 28,4 А
0,3 с
Предупреж
дение
99

Установка значений QMaster устройства подачи
проволоки для выбранного задания
Общие сведения Последовательность экранов, отображаемых на панели вкладок, зависит от типа
выбранного задания.
Назначение
параметров
Qмастер
Определение
значений
скорости подачи
проволоки в
Qмастер для
сварочных
заданий
Параметры Qмастер можно ввести отдельно для каждого задания. Если заданные
значения параметров Qмастер превышены или не достигнуты в течение указанного
интервала времени, выполняется одно следующих действий:
- источник тока немедленно отключается;
- подается предупреждающий сигнал;
- никаких действий не выполняется.
Действия, указанные на экране «Qмастер», также применяются и для значений
скорости подачи проволоки в Qмастер.
Откройте пункт меню «Оптимизация и управление job».
1
Независимо от того, какой экран откроется, выберите «Группа №» при помощи
2
клавиш со стрелками вниз (6) и вверх (7).
При помощи регулировочной ручки (18) выберите нужную группу (0–99).
3
Выберите параметр «№ Job» при помощи клавиш со стрелками вниз (6) и вверх
4
(7).
При помощи регулировочной ручки (18) выберите нужное задание (0–999).
5
- Если выбрано задание из следующей группы, отображаемая группа
меняется соответственно.
Выберите экран «Qмастер vD» при помощи клавиши со стрелкой вправо (8).
6
- Появится экран «Qмастер vD».
Управление заданиями и их оптимизация: экран
«Qмастер vD».
Выберите соответствующие
7
параметры при помощи клавиш
вниз (6) или вверх (7).
При помощи регулировочной ручки
8
(18) измените значение параметра
сварки.
- Значение параметра сварки
можно менять только в
установленном диапазоне. Этот
диапазон выделен.
100
 Loading...
Loading...