


Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
RCU 5000i
Manualul de utilizare
RO
42,0426,0021,RO 005-12102021


Cuprins
Prevederi de siguranţă 9
Explicarea instrucțiunilor de securitate 9
Generalităţi 9
Utilizarea conformă 10
Condiţii privind mediul ambiant 10
Obligaţii ale utilizatorului 10
Obligaţiile personalului 10
Clasificarea aparatelor din punct de vedere al compatibilităţii electromagnetice 11
Măsuri CEM 11
Măsuri CEM 11
Măsuri de siguranţă la locul de instalare şi la transport 12
Punere în funcțiune, întreţinere şi reparaţii 12
Marcaje referitoare la siguranţă 12
Siguranţa datelor 13
Dreptul de autor 13
Generalităţi 14
Conceptul aparatului 14
Domenii de utilizare 14
AVANTAJE 14
Dotare standard 14
Opţiuni 14
Date tehnice 15
Indicaţii privind marcajul modulelor radio 15
Funcţii fără descriere 15
Elemente de operare şi racorduri 16
Panou de operare 16
Indicaţii privind butonul OK 17
Alte elemente de operare, racorduri, componente mecanice 18
Concept de comandă 20
Orientare în funcţie de activităţi 20
Meniu central 20
„Şir de date“ 20
Preluarea valorilor 21
Descrierea afişajelor de pe ecran 22
Generalităţi 22
Fereastră „Meniu“ 22
Fereastră „Date“ 22
Fereastră „Wizard“ 23
Fereastră „Dialog“ 24
Fereastră „Mesaj“ 24
Fereastră „Eroare“ 25
Punerea în funcţiune 27
Înaintea punerii în funcţiune 27
Cerinţele sistemului 27
Racordarea RCU 5000i 27
Secvenţă de start - setare limbă 28
Eroare „073 (no Host)“ - Lipsă conexiune cu sursa de curent 29
Blocarea şi deblocare RCU 5000i cu ajutorul cardului cu cod 30
Condiţie 30
Administrare utilizatori, profiluri, coduri 30
Blocarea RCU 5000i 30
Deblocarea RCU 5000i 31
„Deblocarea” RCU 5000i prin intermediul funcţiei Unlock 32
Sudare MIG/MAG Synergic 33
Generalităţi 33
Apelarea punctului de meniu „Sudare MIG/MAG Synergic” 33
Privire de ansamblu 33
Apelare program de sudare 34
Apelare program de sudare 34
Setare parametru de lucru 35
RO
3

Setare parametru de lucru 35
Moduri de funcţionare pistolet de sudare 35
Procedeu de sudare 35
Procedeu de sudare „CMT” 37
Comutare pe afişaj mărit 38
Generalităţi 38
Comutare pe afişaj mărit 38
Setare parametri pentru setări procedeu 39
Setare parametri pentru setări procedeu 39
Setarea parametrilor avansaţi: funcţionare specială în -2 tacte, funcţionare specială în -4 tacte, sudare în puncte
Setarea parametrilor avansaţi pentru funcţionare specială în 2 tacte 40
Setarea parametrilor avansaţi pentru funcţionare specială în 4 tacte 41
Setarea parametrilor avansaţi pentru sudare în puncte 41
Setare parametri SynchroPuls 43
Generalităţi 43
Setarea parametrilor SynchroPuls (opţiune software) 43
Sudare MIG/MAG manuală 44
Generalităţi 44
Apelarea punctului de meniu „Sudare MIG/MAG manuală” 44
Privire de ansamblu 44
Apelare program de sudare 45
Selectare program de sudare 45
Setare parametru de lucru 46
Setare parametru de lucru 46
Moduri de funcţionare pistolet de sudare 46
Comutare pe afişaj mărit 47
Generalităţi 47
Comutare pe afişaj mărit 47
Setare parametri pentru setări procedeu 48
Setare parametri pentru setări procedeu 48
Setarea parametrilor avansaţi pentru sudare în puncte 49
Setarea parametrilor avansaţi pentru sudare în puncte 49
Setare program de sudare şi material 50
Generalităţi 50
Setare program de sudare şi material 50
Creare curbe caracteristice pt. utilizator - ajustare curbă caracteristică 52
Generalităţi 52
Bazele creării de curbe caracteristice pt. utilizator 52
Creare curbe caracteristice pt. utilizator - ajustare curbe caracteristice 52
Crearea de puncte ale curbelor caracteristice pentru utilizator 56
Generalităţi 56
Bazele creării de puncte ale curbei caracteristice 56
Crearea unui punct de curbă caracteristică 56
Selectare curbe caracteristice pt. utilizator 60
Selectare curbe caracteristice pt. utilizator 60
Sudare cu electrod învelit 61
Apelarea punctului de meniu „Sudare cu electrod învelit“ 61
Setare parametru de lucru 61
Comutare pe afişaj mărit 62
Setare parametri pentru setări procedeu 62
Sudare WIG 63
Apelarea punctului de meniu „Sudare WIG” 63
Setare parametru de lucru 63
Comutare pe afişaj mărit 64
Mod CC/CV 65
Generalităţi 65
Apelarea punctului de meniu „Mod CC/CV“ 65
Setare parametru de lucru 65
Comutare pe afişaj mărit 65
Setare parametri pentru setări procedeu 66
Sudare job 67
Apelarea punctului de meniu „Sudare job“ 67
Setarea parametrilor de lucru pentru un job 67
40
4

Comutare pe afişaj mărit 67
Comutarea procedeului de sudare în timpul sudării CMT Advanced 68
Salvarea setărilor ca job 69
Generalităţi 69
Indicaţie privind salvarea joburilor 69
Salvarea ca job 69
Setare internă/externă a parametrilor selectaţi 72
Generalităţi 72
Setare internă/externă a parametrilor 72
Optimizare & administrare job 74
Generalităţi 74
Apelarea punctului de meniu „Optimizare şi administrare job“ 74
Privire de ansamblu 75
Administrare joburi 76
Administrare joburi 76
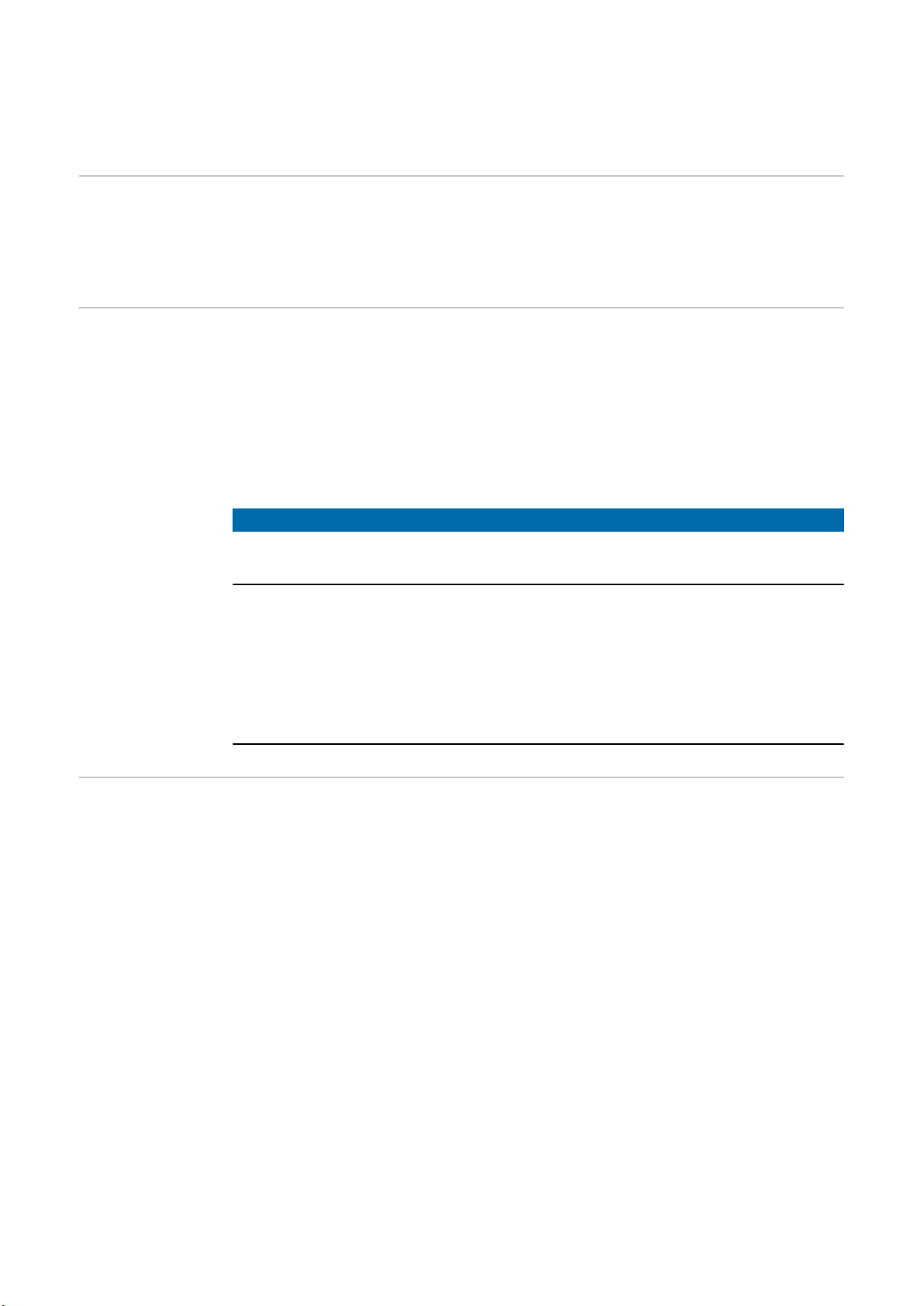
Ştergere grupe şi joburi 78
Apelarea datelor de administrare pentru un job selectat 80
Apelarea datelor de administrare ale unui job 80
Afişare diferită a datelor de administrare, în funcţie de tipul de job 80
Apelarea şi modificarea programului de sudare pentru un job selectat 81
Generalităţi 81
Apelarea programului de sudare al unui job 81
Modificarea programului de sudare al unui job 81
Apelarea şi modificarea parametrilor de lucru pentru un job selectat 84
Generalităţi 84
Apelarea şi modificarea parametrilor de lucru ai unui job 84
Indicaţi privind modificarea valorii pentru viteza de avans a sârmei 85
Apelarea şi modificarea setărilor de procedeu de sudare pentru un job selectat 86
Generalităţi 86
Apelarea şi modificarea setărilor de procedeu de sudare ale unui job 86
Apelarea şi modificarea parametrilor pentru funcţionare specială în 2 tacte pentru un job selectat 87
Generalităţi 87
Apelarea şi modificarea parametrilor pentru funcţionare specială în 2 tacte pentru un job 87
Apelarea şi modificarea parametrilor pentru funcţionare specială în 4 tacte pentru un job selectat 88
Generalităţi 88
Apelarea şi modificarea parametrilor pentru funcţionare specială în 4 tacte pentru un job 88
Apelarea şi modificarea parametrilor de sudare în puncte pentru un job selectat 89
Generalităţi 89
Apelarea şi modificarea parametrilor de sudare în puncte pentru un job 89
Stabilirea limitelor de corecţie pentru un job selectat 90
Generalităţi 90
Scopul limitelor de corecţie 90
Stabilirea limitelor de corecţie pentru un job 90
Explicaţie privind limitele de corecţie 91
Documentaţie per job 92
Generalităţi 92
Scopul funcţiei „Documentaţie per job“ 92
Condiţie preliminară pentru „Documentaţie per job“ 92
Stabilire documentaţie per job 92
Explicaţie privind „Documentaţie per job” 93
Apelarea şi modificarea parametrilor SynchroPuls pentru un job selectat 94
Generalităţi 94
Apelarea şi modificarea parametrilor SynchroPuls pentru un job 94
Stabilirea valorilor Q-Master pentru un job selectat 95
Generalităţi 95
Scopul valorilor Q-Master 95
Stabilirea valorilor Q Master pentru un job 95
Explicaţie privind valorile Q-Master 96
Stabilirea valorilor Q-Master pentru viteza de avans a sârmei la un job selectat 97
Generalităţi 97
Scopul valorilor Q-Master 97
Stabilirea valorilor Q-Master pentru viteza de avans a sârmei la un job 97
Explicaţie privind valorile Q-Master pentru viteza de avans a sârmei 98
Optimizare şi administrare curbă caracteristică 99
RO
5

Generalităţi 99
Apelarea punctului de meniu „Optimizare şi administrare curbă caracteristică“ 99
Privire de ansamblu 100
Administrare curbe caracteristice 101
Selectare curbe caracteristice 101
Numire şi redenumire curbe caracteristice 102
Ştergere curbe caracteristice 103
Administrare puncte ale curbelor caracteristice 105
Selectare puncte ale curbelor caracteristice 105
Introducerea de puncte ale curbelor caracteristice 105
Ştergerea de puncte ale curbelor caracteristice 108
Parametrii curbelor caracteristice Standard 110
Amorsare 110
Arc electric static 110
Arc electric dinamic 111
Sfârşitul sudării 112
Valori orientative 113
Preluarea valorilor orientative pentru tensiune şi curent 113
Parametrii curbelor caracteristice Puls 114
Amorsare 114
Parametri impuls 114
Arc electric static 116
Scurtcircuit 118
Sfârşitul sudării 118
Valori orientative 119
Preluarea valorilor orientative pentru tensiune şi curent 119
Parametrii curbelor caracteristice CMT 120
Generalităţi 120
Amorsare 120
Parametri CMT 121
Sfârşitul sudării 122
Valori orientative 123
Preluarea valorilor orientative pentru tensiune şi curent 123
Parametrii curbelor caracteristice CMT Pulse 124
Generalităţi 124
Amorsare 124
Privire de ansamblu: Parametri CMT, parametri Puls 125
Parametri CMT 125
Parametri impuls 126
CMT / Pulse 127
Sfârşitul sudării 127
Valori orientative 127
Preluarea valorilor orientative pentru tensiune şi curent 127
Parametrii curbelor caracteristice CMT Advanced 129
Generalităţi 129
Amorsare 129
HotStart 129
Weldstart (start sudare) 130
Parametri CMT şi parametri EN-CMT 130
EN/EP CMT 132
Sfârşitul sudării 132
Valori orientative 132
Preluarea valorilor orientative pentru tensiune şi curent 133
Parametrii curbelor caracteristice CMT Advanced Pulse 134
Generalităţi 134
Amorsare 134
HotStart 134
Privire de ansamblu: Parametri CMT, parametri Puls 135
Parametri CMT 135
Parametri impuls 136
Puls/CMT Cycles (Cicluri Puls/CMT) 138
Sfârşitul sudării 138
Valori orientative 138
Modificarea parametrilor curbelor caracteristice 140
6

Controlerul de proces 140
Ferestre afişate în cazul diverselor curbe caracteristice 140
Modificarea parametrilor curbelor caracteristice 141
Documentaţie 142
Generalităţi 142
Evaluarea datelor despre sudare 142
Apelarea punctului de meniu „Documentaţie“ 143
Privire de ansamblu 144
Stabilirea setărilor de bază pentru documentaţie 145
Stabilirea setărilor de bază pentru documentaţie 145
Setări de bază ale documentaţiei la salvarea joburilor 145
Explicarea parametrilor din fereastra „Setări de bază“ 145
Documentaţie pe card de memorie 146
Necesar de spaţiu de stocare pentru documentaţia pe card de memorie 147
Stabilirea valorilor Q-Master 148
Scopul valorilor Q-Master 148
Stabilirea valorilor Q-Master 148
Explicaţie privind valorile Q-Master 148
Setarea curentului de motor maxim 150
Generalităţi 150
Setarea curentului de motor maxim 150
Contor componente 151
Generalităţi 151
Activarea contorului de componente 151
Stabilirea numărului de componentă 151
Mărirea numărului de componentă 153
Jurnal sudare 155
Generalităţi 155
Jurnal sudare - afişare date despre sudare 155
Jurnal evenimente 157
Generalităţi 157
Jurnal evenimente 157
Îndepărtarea cardului de memorie 158
Generalităţi 158
Îndepărtarea cardului de memorie 158
Setări preliminare maşină 160
Generalităţi 160
Apelarea punctului de meniu „Setări preliminare maşină“ 160
Privire de ansamblu 160
Efectuare setări preliminare pentru sudare 161
Efectuare setări preliminare pentru „MIG/MAG“ 161
Efectuare setări preliminare pentru „WIG“ 161
Efectuare setări preliminare pentru „sudare cu electrod învelit” 162
Efectuare setări preliminare pentru „Job“ 162
Setare Ethernet 163
Generalităţi 163
Modificarea setărilor Ethernet 163
Parametri Ethernet 164
Setarea datei şi a orei 165
Setarea datei şi a orei 165
Interfaţă robot - mod robotizat 166
Generalităţi 166
Selectare parametri la nivel intern în mod robotizat 166
Selectare parametri la nivel extern în mod robotizat 167
Comutare selectivă extern-intern a parametrilor selectaţi la selectare a parametrilor la nivel extern 168
Alte funcţii în mod robotizat 169
Profiluri / coduri 171
Generalităţi 171
Definiţii 172
Profiluri predefinite 172
Profil „Administrator“ 173
Profil „Blocat“ 173
Recomandări privind crearea de profiluri şi coduri 174
Condiţie 174
RO
7

Procedură 174
Creare şi editare profiluri 175
Condiţie 175
Crearea codului de administrator 175
Crearea profilurilor 177
Deschidere / închidere profiluri 180
Editare profil 181
Ştergere profil 185
Profiluri exemplificative 186
Generalităţi 186
Blocat 186
Welding Specialist MIG / MAG (Specialist sudură MIG / MAG) 186
Programator robot 188
Welder / Worker (sudor / muncitor) 189
Creare şi editare coduri 190
Alocarea cardurilor cu cod unor profile (creare coduri) 190
Editare utilizatori / coduri 192
Ştergere utilizatori / coduri 194
Logarea şi delogarea utilizatorilor înregistraţi de la telecomandă 196
Generalităţi 196
Logare utilizator 196
Afişarea utilizatorilor logaţi 197
Delogare utilizator 198
Afişare profil „Blocat“ 198
Funcţie Unlock RCU 5000i 199
Generalităţi 199
Activarea ferestrei „Profiluri / coduri“ cu funcţia Unlock 199
Paşii următori 201
Setare limbă şi normă 202
Generalităţi 202
Setare limbă şi normă 202
Vizualizarea informaţiilor privind versiunea 203
Generalităţi 203
Vizualizarea informaţiilor privind versiunea 203
Crearea unei copii de siguranţă 204
Generalităţi 204
Crearea unei copii de siguranţă 204
Restaurare date 206
Generalităţi 206
Restaurare date - restaurare 206
Calibrare viteză de avans a sârmei sau unitate PushPull 208
Calibrare dispozitiv de avans sârmă (calibrare VR) 208
Calibrare unitate PushPull 209
Calibrare L/R - calibrarea inductanţei circuitului de sudare şi a rezistenţei circuitului de sudare 213
Generalităţi 213
Calibrare L/R 213
Resetarea RCU 5000i la setările din fabrică 216
Generalităţi 216
Resetarea RCU 5000i la setările din fabrică 216
Actualizarea software-ului RCU 5000i 217
Condiţii preliminare 217
Înaintea primei actualizări - instalaţi driverul LocalNetUSB 217
Înaintea primei actualizări - instalarea software-ului BASICLoad 223
Actualizarea software-ului RCU 5000i 227
Prezentare alfabetică a parametrilor setabili 229
Explicaţie 229
Parametri A-Z 229
8

Prevederi de siguranţă
RO
Explicarea instrucțiunilor de
securitate
AVERTIZARE!
Indică un pericol iminent.
Dacă acesta nu este evitat, urmările pot fi decesul sau răniri extrem de grave.
▶
PERICOL!
Indică o situaţie posibil periculoasă.
Dacă aceasta nu este evitată, urmările pot fi decesul şi răniri extrem de grave.
▶
ATENŢIE!
Indică o situaţie care poate genera prejudicii.
Dacă aceasta nu este evitată, urmările pot fi răniri uşoare sau minore, precum şi pa-
▶
gube materiale.
REMARCĂ!
Indică posibilitatea afectării rezultatelor muncii şi al unor posibile defecţiuni ale
echipamentului.
Generalităţi Aparatul este produs conform stadiului actual de dezvoltare al tehnicii şi potrivit normelor
de siguranţă tehnică recunoscute. Cu toate acestea, operarea greşită sau necorespunzătoare pot genera pericole pentru
- viaţa şi sănătatea operatorului sau a unor terţi,
- aparat şi alte bunuri materiale ale utilizatorului,
- lucrul eficient cu aparatul.
Toate persoanele care sunt implicate în montarea, punerea în funcţiune, operarea, revizia şi întreţinerea aparatului trebuie
- să fie calificate în mod corespunzător,
- să aibă cunoştinţe despre sudură şi
- să citească în totalitate şi să respecte cu stricteţe prezentul manual de utilizare.
Manualul de utilizare trebuie păstrat tot timpul în locaţia de utilizare a aparatului. În plus
faţă de conţinutul manualului de utilizare trebuie respectate toate reglementările general
valabile, precum şi cele locale privind prevenirea accidentelor şi protecţia mediului înconjurător.
Toate instrucţiunile de siguranţă şi indicaţiile de avertizare asupra pericolelor de pe aparat
- trebuie păstrate în stare lizibilă
- nu trebuie deteriorate
- nu trebuie îndepărtate
- nu trebuie acoperite sau vopsite.
Poziţia instrucţiunilor de siguranţă şi a indicaţiilor de avertizare de pe aparat este specificată în capitolul „Generalităţi“ al manualului de utilizare al aparatului.
Defecţiunile care pot afecta siguranţa trebuie remediate înainte de pornirea aparatului.
Este vorba despre propria dumneavoastră siguranţă!
9

Utilizarea conformă
Aparatul este destinat exclusiv pentru lucrări în sensul prevederilor privind utilizarea conformă.
Orice altă utilizare este considerată ca fiind neconformă. Producătorul nu este responsabil pentru daunele astfel rezultate.
Utilizarea conformă presupune şi
- citirea şi respectarea tuturor indicaţiilor din manualul de utilizare
- citirea completă şi respectarea tuturor instrucţiunilor de siguranţă şi a indicaţiilor de
avertizare
Utilizaţi aparatul exclusiv cu sursa de curent prevăzută în acest sens.
Aparatul este conceput pentru utilizarea în domeniul industrial şi comercial. Producătorul
nu îşi asumă nicio răspundere pentru daunele rezultate în urma utilizării aparatului în
spaţiul locativ.
Condiţii privind
mediul ambiant
Obligaţii ale utilizatorului
Operarea sau depozitarea aparatului în afara zonelor specificate este considerată ca fiind neconformă. Producătorul nu este responsabil pentru daunele astfel rezultate.
Intervalul de temperatură ambiantă:
- în timpul funcţionării: -10°C până la + 50°C (14°F până la 122°F)
- în timpul transportului şi depozitării: -15°C până la +70°C (5°F până la 158°F)
Umiditatea relativă a aerului:
- până la 50 % la 40 °C (104 °F)
- până la 90 % la 20 °C (68 °F)
Aerul ambiant: fără conţinut de praf, acizi, gaze sau substanţe corozive etc.
Altitudinea peste nivelul mării: până la 2000 m (6500 ft)
Utilizatorul se obligă să permită utilizarea aparatului doar persoanele care
- şi-au însuşit normele de bază privind siguranţa muncii şi protecţia împotriva accidentelor şi au fost instruite în ceea ce priveşte manevrarea aparatului
- au citit şi au înţeles prezentul manual de utilizare, în special capitolul „Indicaţii de siguranţă“ şi le-au confirmat prin semnătură
- deţin calificările corespunzătoare cerinţelor cu privire la rezultatele lucrărilor.
Modul de lucru în siguranţă al personalului trebuie verificat periodic.
Obligaţiile personalului
10
Toate persoanele însărcinate cu efectuarea de lucrări la aparat se obligă ca înainte de
începerea lucrărilor
- să urmeze prevederile generale privind siguranţa muncii şi protecţia împotriva accidentelor
- să citească prezentul manual de utilizare, în special capitolul „Indicaţii de siguranţă“ şi să confirme prin semnătură faptul că au înţeles conţinutul şi îl vor respecta.
Înainte de părăsirea zonei de lucru asiguraţi-vă că nici în lipsa dumneavoastră nu pot
apărea vătămări corporale sau pagube materiale.

Clasificarea aparatelor din punct
de vedere al compatibilităţii electromagnetice
Măsuri CEM În cazuri speciale, în ciuda respectării limitelor de emisie standardizate, pot apărea influ-
Aparate din clasa de emisie A:
- sunt prevăzute doar pentru utilizarea în zone industriale
- în alte zone pot provoca perturbaţii legate de performanţă şi radiaţii.
Aparate din clasa de emisie B:
- Îndeplinesc condiţiile privitoare la emisii pentru zone locuite şi industriale. Acest lucru este valabil şi pentru zone locuite în care alimentarea cu energie se face de la
reţeaua publică de joasă tensiune.
Clasificarea aparatelor din punct de vedere al compatibilităţii electromagnetice conform
panoului indicator de putere sau datelor tehnice.
enţe pentru zona de utilizare prevăzută (de ex. dacă în locaţia de amplasare se află aparate sensibile sau dacă zona de amplasare se află în apropierea receptorilor radio sau
TV).
În acest caz exploatatorul este obligat să ia măsuri adecvate pentru eliminarea perturbaţiilor.
Verificaţi şi evaluaţi rezistenţa la perturbaţii a dispozitivelor aflate în vecinătatea aparatului, în conformitate cu dispoziţiile naţionale şi internaţionale. Exemple de dispozitive expuse la perturbaţii, care pot fi influenţate de către aparat:
- echipamente de siguranţă
- cabluri de reţea, de semnal sau cabluri de transfer date
- echipamente IT şi de comunicaţii
- echipamente de măsură şi calibrare
RO
Măsuri de protecţie în vederea evitării problemelor de compatibilitate electromagnetică:
1. Alimentarea de la reţea
- În cazul în care intervin perturbaţii electromagnetice în ciuda conexiunii normale
la reţea, luaţi măsuri suplimentare (de ex. utilizaţi filtre de reţea adecvate).
2. Cablurile de sudură
- se menţin cât mai scurte
- se pozează pe trasee comune, cât mai apropiate (pentru evitarea problemelor
legate de câmpurile electromagnetice - CEM)
- se pozează la distanţă cât mai mare de alte cabluri
3. Echilibrarea de potenţial
4. Împământarea piesei
- Dacă este necesar, se va realiza o legătură la masă prin condensatori adecvaţi.
5. Ecranare, dacă este necesar
- Se ecranează alte echipamente din zonă
- Se ecranează întreaga instalaţie de sudură
Măsuri CEM Câmpurile electromagnetice pot cauza daune pentru sănătate, care nu sunt cunoscute
încă:
- Efecte asupra sănătăţii persoanelor învecinate, de ex. a persoanelor purtătoare de
stimulatoare cardiace sau aparate auditive
- Persoanele purtătoare de stimulatoare cardiace trebuie să consulte medicul curant
înainte de a staţiona în imediata vecinătate a aparatului sau procesului de sudură.
- Distanţele între cablurile de sudură şi capul/trunchiul sudorului trebuie să fie cât mai
mari, din motive de siguranţă
- Cablul de sudură şi pachetele de furtunuri nu se poartă pe umeri şi nu se înfăşoară
în jurul corpului sau a părţilor corpului
11

Măsuri de siguranţă la locul de
instalare şi la
transport
Un aparat în cădere poate reprezenta un pericol de moarte! Plasaţi aparatul în poziţie
stabilă pe o suprafaţă plană şi solidă
- Este permis un unghi de înclinare de maximum 10°.
În încăperile cu risc de incendiu şi explozie se aplică norme speciale
- a se respecta normele naţionale şi internaţionale specifice.
Prin instrucţiunile şi controalele interne se va asigura ca perimetrul din jurul postului de
lucru este mereu în stare de ordine şi curăţenie.
Instalaţi şi operaţi aparatul doar în conformitate cu tipul de protecţie specificat pe plăcuţa
indicatoare.
La instalarea aparatului asiguraţi o distanţă perimetrală de 0,5 m (1 ft. 7.69 in.), pentru
ca aerul de răcire să poată intra şi ieşi nestingherit.
La transportul aparatului aveţi grijă ca directivele şi normele de protecţie a muncii naţionale şi regionale să fie respectate. Acest lucru este valabil în special pentru directivele
privind deteriorările produse în timpul transportului.
Nu ridicaţi şi nu transportaţi aparate active. Deconectaţi aparatele înainte de transport
sau de ridicare.
Înainte de fiecare transport al aparatului evacuaţi complet lichidul de răcire şi demontaţi
următoarele componente:
- Dispozitiv de avans sârmă
- Bobină de sârmă
- Butelie de gaz protector
Punere în funcțiune, întreţinere şi
reparaţii
Marcaje referitoare la siguranţă
Înainte de punerea în funcţiune, după transport efectuaţi obligatoriu o examinare vizuală
a aparatului în ceea ce priveşte deteriorările. Înainte de punerea în funcţiune solicitaţi repararea daunelor de către personalul de service calificat.
În cazul pieselor unor terţi producători nu garantăm că acestea construite şi fabricate
pentru a face faţă diverselor solicitări şi cerinţe de siguranţă.
- Utilizaţi doar piese de schimb şi consumabile originale (valabil şi pentru piese standard).
- Nu aduceţi modificări, nu montaţi piese suplimentare şi nu reechipaţi aparatul fără
aprobarea producătorului.
- Piesele care nu sunt în stare ireproșabilă trebuie înlocuite imediat.
- Când comandați piesele, indicați denumirea exactă și numărul articolului conform
listei pieselor de schimb, precum și numărul de serie al aparatului dvs.
Şuruburile carcasei reprezintă sistemul de conectare a conductorilor de protecţie pentru
împământarea carcasei.
Utilizaţi întotdeauna şuruburi de carcasă originale, în cantitatea corespunzătoare şi
strânse cu cuplul indicat.
Aparatele cu marcajul CE îndeplinesc cerinţele fundamentale ale Directivei privitoare la
joasa tensiune şi compatibilitatea electromagnetică (de ex. norme relevante ale produselor din seria de norme EN 60 974).
12
Fronius International GmbH declară că aparatul corespunde directivei 2014/53/CE. Textul integral al declaraţiei de conformitate CE este disponibil la următoarea adresă de Internet: http://www.fronius.com
Aparatele prevăzute cu acest marcaj al verificării CSA îndeplinesc cerinţele normelor relevante pentru Canada şi SUA.

Siguranţa datelor Utilizatorul este responsabil pentru asigurarea datelor care conţin modificări faţă de
setările din fabrică. Producătorul nu este responsabil în cazul ştergerii setărilor personale.
Dreptul de autor Dreptul de autor asupra prezentului manual de utilizare îi revine producătorului.
Textele şi figurile corespund nivelului tehnic din momentul tipăririi. Ne rezervăm dreptul
de a aduce modificări. Conţinutul manualului de utilizare nu poate reprezenta baza nici
unor pretenţii din partea cumpărătorului. Vă suntem recunoscători pentru eventuale propuneri de îmbunătăţire şi pentru indicarea unor eventuale erori în manualul de utilizare.
RO
13

Generalităţi
Conceptul aparatului
Domenii de utilizare
Telecomanda RCU 5000i serveşte operării
tuturor surselor de curent din seria TransSynergic / TransPuls Synergic. Toate
funcţiile existente pe o sursă de curent pot
fi apelate cu ajutorul RCU 5000i. În plus,
mai sunt disponibile şi alte funcţii, ca de
ex. optimizarea curbelor caracteristice de
sudare.
Conexiunea cu sursa de curent se face cu
un conector LocalNet.
Telecomanda RCU 5000i este dotată cu
un afişaj LCD. În combinaţie cu navigarea
uşoară prin meniu, rezultă un aparat foarte
uşor de utilizat.
Telecomandă RCU 5000i
Telecomanda RCU 5000i se utilizează
- pentru comanda de la distanţa, programarea şi setarea preliminară a surselor de curent,
- pentru aplicaţii cu roboţi,
- pentru sudare manuală, în cazul surselor de curent dotate cu panou de operare „Remote“.
AVANTAJE - Claritate asigurată de afişajul LCD
- Ghidare simplă şi logică a utilizatorului prin meniu
- 180 curbe caracteristice de sudare Synergic preprogramate
- Curbele caracteristice de sudare pot fi optimizate
- Programare simplă a job-urilor
- Funcţie de salvare a până la 1000 de job-uri
- Administrarea utilizatorilor cu ajutorul cardului cu cod
- Monitorizarea parametrilor cu funcţia Q-Master
- Conexiune LocalNet
- Interfaţă USB pentru actualizări software
Dotare standard Dotarea standard a telecomenzii RCU 5000i cuprinde:
- conectate la telecomandă: 1 buc. Cablu telecomandă, 6 poli, 5 m (16 ft. 5 in.), incl.
conector LocalNet, 10 poli
- 1 buc. cablu USB, cca. 1,8 m (5 ft. 11 in.), incl. adaptor USB
- 1 buc. card de memorie, 3,3 V
- 1 buc. card transponder („card cu cod“)
- 1 buc. CD-Rom „Software Tools“
Opţiuni Suport RCU 5000i
Suportul RCU 5000i este prevăzut pentru montajul pe perete sau la o sursă de curent
fără panou de comandă. Telecomanda poate fi agăţată de suportul RCU 5000i.
14

Date tehnice
Tensiune de alimentare 24 V DC
Consum de curent 170 mA
Clasă de protecţie IP 23
Marcaj de conformitate CE, FCC
Bandă de frecvenţă 134,2 kHz
Putere max. de transmisie < 65dBµA/m @10m
Dimensiuni L / l / î 258 / 180 / 48 mm
10,16 / 7,09 / 1,89 in.
Greutate 1,5 kg
3.31 lb.
RO
Indicaţii privind
marcajul modulelor radio
Funcţii fără descriere
Telecomanda RCU 5000i este dotată cu un modul RFID (Radio Frequency Identification). Modulul RFID serveşte transferului de date fără cablu şi fără contact, cu ajutorul
cardului cu cod (card transponder). Transferul de date are loc prin câmp magnetic.
În SUA este obligatorie marcarea modulelor RFID conform FCC:
FCC ID: QKWRF5000I
REMARCĂ!
În urma actualizărilor software este posibil ca aparatul dumneavoastră să dispună
de funcţii care nu sunt descrise în prezentele instrucţiuni de utilizare.
În plus, este posibil ca anumite figuri din prezentele instrucţiuni de utilizare să difere în
mică măsură de datele existente efectiv pe afişajul LCD.
15

Elemente de operare şi racorduri
(1)
(15)
(14)(13)(12)(11)(10)
)8()9(
(7)
(6)
)4()5(
(3)
(2)
(16)
Panou de operare
Panou de operare RCU 5000i
Butoane pt. execuţie funcţii
(1) Buton meniu ... pentru apelarea meniului principal
(2) Buton Info ... pentru afişarea informaţiilor de context
(3) Buton OK ... pentru confirmarea dialogurilor din meniuri, a întrebărilor de sigu-
ranţă, etc.
(4) Buton Introducere sârmă ... pentru introducerea sârmei de sudare fără gaz şi
fără curent
(5) Buton Test gaz ... pentru verificarea curgerii gazului
Butoane de navigare
(6) Buton jos... pentru navigarea într-o listă
(7) Buton sus... pentru navigarea într-o listă
(8) Buton dreapta ... pentru navigare pe orizontală (de ex. printr-un şir de date)
(9) Buton stânga ... pentru navigare pe orizontală (de ex. printr-un şir de date)
Taste funcţionale cu alocare variabilă
(10) Tasta F1 ... tastă funcţională
16
(11) Tasta F2 ... tastă funcţională
(12) Tasta F3 ... tastă funcţională
(13) Tasta F4 ... tastă funcţională
(14) Tasta F5 ... tastă funcţională

IMPORTANT!
(1)
(2)
Indicaţii privind
butonul OK
Alocarea respectivă este indicată pe afişajul LCD, direct deasupra tastei funcţionale corespunzătoare.
Altele
(15) Afişaj ... afişaj LCD alb/negru
(16) Zonă de citire a cardului cu cod ... pentru identificarea drepturilor de acces care
pot fi acordate prin intermediul diverselor carduri cu cod
Butonul OK (3) îi este util utilizatorului la selectarea diverselor alocări pentru tastele
funcţionale.
Dacă există un cadru în jurul unei alocări de tastă funcţională, atunci această funcţie
poate fi selectată cu butonul OK (3).
RO
Exemplu: Cadru în jurul tastei F1 „Salvare ca job“
Exemplu: Cadru în jurul tastei F2 „Înainte“
(1) Cadru
17

Alte elemente de
)91()02(
(18)
(17)
(21)
(23) (22) (23)(23)
(23)
operare, racorduri, componente
mecanice
Vedere frontală RCU 5000i - elemente de operare, racorduri
(17) Suport mâner ... pentru agăţare în suportul de perete sau pe mânerul sursei de
curent
(18) Roată de setare ... Transmiţător incremental pentru setarea parametrilor
(19) Conector LocalNet cu cablu de racord ... pentru racord la sursă de curent.
Conectorul are rol de separator şi trebuie să fie uşor accesibil!
(20) Capac din cauciuc ... pentru protecţia slotului de card de memorie
(21) Capac din cauciuc ... pentru protecţia racordului USB pentru PC
(22) Mâner de susţinere ... mâner ra-
batabil 0 -95° pentru susţinere şi
reglare
(23) Orificii filetate M5 ... de ex. pen-
tru fixare în cazul montajului fix pe
perete
18
Vedere din spate RCU 5000i - elemente de operare,
componente mecanice

(25) (24)
(24) Slot pentru card de memorie
Vedere laterală RCU 5000i - racorduri
(25) Conexiune USB ... pentru conec-
tarea la un PC, de ex. pentru actualizări software
RO
19

Concept de comandă
(8)
(9)
MIG/MAG synergic welding
Orientare în
funcţie de activităţi
Meniu central
Operarea telecomenzii RCU 5000i este structurată în funcţie de activităţi.
Diferenţiem între următoarele activităţi:
- Sudare (MIG/MAG Synergic, MIG/MAG manual, cu electrod învelit, WIG şi job)
- Crearea de job-uri
- Crearea propriilor curbe caracteristice şi puncte de curbe caracteristice
- Optimizarea şi administrarea job-urilor
- Optimizarea şi administrarea curbelor caracteristice existente
- Crearea de standarde pentru operaţiunea de sudare
- Definirea limbii şi a unităţilor de măsură
Activităţile individuale sunt stocate în meniul principal central. Meniul principal este
apelat prin apăsarea butonului meniu (1).
Fiecărui punct de meniu îi este alocat un
„şir de date“.
Afişaj ecran meniu principal
„Şir de date“ Principiul „şirurilor de date“:
- Parametrii individuali sunt cuprinşi în diverse seturi de date.
- Seturile de date sunt ordonate într-o buclă („şir de date“).
- Navigarea printr-un şir de date se poate face în două direcţii.
- După ultimul set de date este afişat primul. La navigare în direcţie inversă, după primul set de date urmează ultimul.
- Numărul seturilor de date este variabil. În funcţie de anumiţi parametri sau funcţii
speciale ale sursei de curent, este posibilă adăugarea de seturi de date într-un astfel
de şir de date.
Exemplu „şir de date“ cu 5 seturi de date (A - E) - este deschis setul de date „Parametri de lucru“
20

Telecomanda RCU 5000i utilizează principiul „şirurilor de date“ după cum urmează:
- Toţi parametrii, afişajele şi funcţiile necesare pentru o activitate selectată sunt sortate în „şirul de date” conform ordinii paşilor de lucru.
- Fiecare set de date dintr-un „şir de date“ apare într-un afişaj propriu pe ecran (= fereastră).
În cadrul prezentelor instrucţiuni de utilizare seturile de date vor fi marcate după cum
urmează:
Fereastră Fereastră (pentru set de date)
„Parametru de lucru” Titlul ferestrei (set de date)
- Opţiunile şi funcţiile speciale ale sursei de curent (de ex. SynchroPuls) sunt anexat
seturilor de date existente într-un „şir de date“
- Navigarea în cadrul „şirului de date“ se face cu butoanele de navigare dreapta (8) şi
stânga (9).
RO
Preluarea valorilor
Valorile modificate nu trebuie salvate sau activate în mod explicit. Ele devin imediat active.
21

Descrierea afişajelor de pe ecran
(1)
(3)
(2)
Generalităţi Telecomanda RCU 5000i utilizează diferite afişaje pe ecran în timpul funcţionării. Aceste
aşa numite ferestre sunt prestabilite prin navigare şi servesc dialogului cu utilizatorul.
Fereastră „Meniu“
Fereastra „Meniu“ afişează meniul principal. Pentru apelarea ferestrei „Meniu“ apăsaţi
butonul Meniu (1).
REMARCĂ!
Prin apăsarea butonului Meniu (1) sunt închise automat, fără întrebare de siguranţă, toate dialogurile deschise, cu excepția unui wizard (modul de asistenţă).
(1) Puncte de meniu
(2) Punctul de meniu Sudare
MIG/MAG Synergic selectat
(3) F3 alocat pentru „Selectare“
Fereastră „Meniu“
Fereastră „Date“ - O fereastră „Date“ este afişată dacă în meniul principal este selectat un punct de
meniu.
- Fiecare fereastră „Date“ conţine şi un „şir de date“.
- În cadrul unui punct de meniu poate fi afişat un număr diferit de ferestre „Date“.
Prin intermediul funcţiilor speciale ale sursei de curent sau prin anumite setări ale
parametrilor pot fi incluse şi alte ferestre „Date“ în respectivul „şir de date“.
- În ferestrele „Date“ este posibilă setarea sau vizualizarea parametrilor. Parametrii
sunt prezentaţi într-o listă.
Selectarea parametrilor se face cu butoanele de navigare în jos (6) şi în sus (7).
Valorile parametrilor se setează cu roata de setare (18)
22

(1)
(2)
(3)
(4) (5) (6)(7) (8) (9) (10)
(11)
(12)
(13)
(14)
(15)
Exemplu: Fereastră „Date“
RO
(1) Literă de identificare a feres-
(9) Oră
trei
(2) Activitate (10) Material, diametru sârmă, gaz de
protecţie
(3) Curent de sudare (11) Rând pt. informaţii
(4) Utilizator (12) Şir de date cu ferestre A-E
(5) Titlul ferestrei (13) Zonă de vizualizare
(6) Tensiune de sudare (14) Listă parametri
(7) Grosime tablă (15) Ocuparea tastelor funcţionale
(8) Data - F1 alocat pentru „Salvare ca
job"
- F2 alocat pentru „Creare punct
curbă caracteristică“
- F3 alocat pentru „Ajustare
curbă caracteristică“
- F4 alocat pentru „Material“
- F5 alocat pentru „Intern / Extern“
Fereastră „Wizard“
Un wizard (modul de asistenţă) reprezintă o secvenţă controlată de introducere a datelor.
Utilizatorul poate naviga înainte şi înapoi în cadrul unei secvenţe. În cadrul unui wizard
sunt afişate diverse ferestre.
23

(3)(4)
(2)
(1)
(6) (7) (8)
(5)
Exemplu: Fereastră „Wizard“
(1)
(2) (3)
(1) Cadru întunecat
(2) Paşi de procesare
(3) Paşi de lucru deja executaţi
(4) Pas de lucru curent
(5) Pas de lucru încă deschis
(6) F1 alocat pt. „Înapoi“ (afişat gri în
prima fereastră)
(7) F2 alocat pt. “Înainte“ (sau „Termi-
nare“ în ultima fereastră)
(8) F5 alocat pentru „Anulare“
Fereastră „Dialog“
Fereastra „Dialog“ este utilizată pentru prezentarea dialogurilor secundare.
Fereastra „Dialog“ poate conţine structuri arborescente, liste de selecţie şi alte elemente
similare.
(1) Cadru întunecat
(2) F1 alocat pentru „Preluare“
(3) F5 alocat pentru „Anulare“
Exemplu: Fereastră „Dialog“ cu „Preluare“ şi „Anulare“
Fereastră „Mesaj“
Fereastra „Mesaj“ afişează anumite stări. Mesajul trebuie confirmat sau trebuie luată o
decizie.
Fereastra „Mesaj“ este afişată peste o parte a ferestrei curente. Fereastra curentă este
afişată în culoare gri.
24

(1) (2)
(5) (6) (7)
(3) (4)
Exemplu: Fereastră „Mesaj“ - întrebare de siguranţă
(1) (2) (3) (4) (5)
(6)
(1) Fereastră curentă, afişată gri
(2) Simbol
(3) Tip mesaj
(4) Cadru întunecat
(5) F1 alocat pentru „Da“
(6) F3 alocat pentru „Nu“
(7) F4 alocat pentru „Anulare“
RO
Fereastră „Eroare“
Ferestrele „Eroare“ afişează în timpul operaţiunii de sudare erorile apărute. Ferestrele
„Eroare“ trebuie confirmate. Dacă o fereastră „Eroare“ este ignorată, ea va fi din nou
afişată după 2 minute, în măsura în care eroarea persistă în continuare. Ferestrele
„Eroare“ sunt afişate peste o parte a ferestrei curente. Fereastra curentă este afişată în
culoare gri.
(1) Fereastră curentă, afişată gri
(2) Simbol
(3) Cod de eroare
(4) Denumire eroare
(5) Cadru întunecat
(6) F3 alocat pentru „OK“
Exemplu: Fereastră „Eroare“
25

(2) (3)
(5) (6)
(4)(1)
Exemplu: Fereastră „Eroare“ cu taste funcţionale
Confirmare şi Ignorare
(1) Fereastră curentă, afişată gri
(2) Simbol
(3) Denumire eroare
(4) Cadru întunecat
(5) F1 alocat pentru „Confirmare“
(6) F3 alocat pentru „Ignorare“
26

Punerea în funcţiune
VR 4000 VR 7000
VR 1500
TPS 2700
TS/TPS 4000-5000
RO
Înaintea punerii
în funcţiune
Cerinţele sistemului
Racordarea RCU
5000i
PERICOL!
Pericol din cauza utilizării greșite și a lucrărilor executate defectuos.
Urmarea o pot reprezenta vătămări corporale și daune materiale grave.
Toate lucrările și funcțiile descrise în acest document pot fi executate doar de către
▶
personal de specialitate calificat.
Citiți și înțelegeți acest document.
▶
Citiți și înțelegeți toate MU ale componentele de sistem, în special prescripțiile de
▶
securitate.
Pentru a putea utiliza telecomanda RCU 5000i, sursa de curent trebuie să aibă următorul
firmware:
OFFICIAL UST V 3.20.1
Telecomanda poate fi racordată la orice mufă LocalNet a sistemului de sudare, de ex.:
Mufă de racord LocalNet la VR 4000, VR 7000 şi VR
1500
Procedură:
Comutaţi întrerupătorul de reţea al sursei de curent în poziţia „0”
1
Introduceţi conectorul LocalNet al telecomenzii în mufa de racord LocalNet
2
Strângeţi piuliţa olandeză a conectorului
3
Comutaţi întrerupătorul de reţea al sursei de curent în poziţia „I“ - telecomanda este
4
în stare de funcţionare, este afişată secvenţa de start
Mufă de racord LocalNet la TPS 2700 şi TS/TPS
4000-5000
27

Secvenţă de start
- setare limbă
În timpul secvenţei de start pe ecran sunt afişate următoarele:
- Sigla Fronius (centru ecran)
- Versiune software (jos stânga)
- www.fronius.com (jos dreapta)
- Language (limbă) (cu tasta funcţională F3)
Secvenţa de start durează cca. 2 secunde. În acest timp se poate efectua o presetare
pentru limbă şi pentru normă (sistem metric sau inch). În acest sens apăsaţi tasta
funcţională F3.
Pentru presetare limbă şi normă
1
apăsaţi tasta F3 „Language“ (limbă)
- Este afişată fereastra „Limbă şi
norme“ pentru setările preliminare
ale maşinii
Secvenţă de start, F3 alocat pentru „Language“ (Limbă)
Setări preliminare maşină: Fereastră „Limbă şi norme“, limbă selectată
Selectaţi parametrii corespunzători cu
2
butoanele în jos (6) sau în sus (7)
Modificaţi valoarea parametrului cu
3
roata de setare (18)
Apăsaţi butonul Meniu (1)
4
28

Meniul principal în limba selectată
Meniul principal este afişat în limba selectată
RO
Eroare „073 (no
Host)“ - Lipsă
conexiune cu
sursa de curent
Eroarea „073 (no Host)“, fără posibilitate
de confirmare, este afişată dacă telecomanda nu poate realiza conexiunea cu
sursa de curent la punerea în funcţiune.
Posibile cauze sunt de ex. un contact defectuos cu sursa de curent sau un distribuitor LocalNet greşit.
Dacă se realizează conexiunea, eroarea
„073 (no Host)“ dispare.
Eroarea „073 (no Host)“ poate fi ignorată.
Fereastră „Eroare 073 (no Host)“
29

Blocarea şi deblocare RCU 5000i cu ajutorul cardu-
(16)
lui cu cod
Condiţie
Administrare utilizatori, profiluri,
coduri
Blocarea RCU
5000i
REMARCĂ!
Cardul cu cod poate fi utilizat pentru blocarea şi deblocarea telecomenzii, câtă vreme în punctul de meniu „Setări preliminare maşină“ nu sunt există alte profiluri
sau coduri decât „Administrator“ şi „Blocat“.
Informaţii suplimentare privind administrarea utilizatorilor, profiluri sau coduri sunt disponibile în capitolul „Setări preliminare maşină“, secţiunea „Profiluri / coduri“.
Ţineţi cardul cu cod pe zona de citire
1
pentru cardul cu cod (16)
Plasaţi cardul cu cod sau pe zona de citire pentru
cardul cu cod
Este afişată fereastra „Indicaţie cod - telecomandă blocată“
Fereastră „Indicaţie cod - telecomandă blocată“
30

Este apelat profilul „Blocat“.
(16)
Meniu principal în profil „Blocat“
IMPORTANT!
Caracteristicile profilului „Blocat“ pot fi
modificate în punctul de meniu „Setări
preliminare maşină“, fereastra „Profiluri / coduri“.
În funcţie de setările standard stocate în
profilul „Blocat“, pot fi selectate diferite
puncte de meniu şi funcţii.
de ex.:
Setarea din fabrică a profilului „Blocat“ permite accesul asupra procedeului
de sudare din meniul principal. Butoanele
nu sunt disponibile în ferestrele „Date“ individuale.
Parametrii din respectivele ferestre „Date“ pot fi selectaţi cu butonul în jos (6) sau
în sus (7) şi modificaţi cu roata de setare
(18).
RO
Deblocarea RCU
5000i
Punct de meniu „Sudare MIG/MAG Synergic“ cu telecomandă blocată, fereastra „Parametri de lucru“
Plasaţi cardul cu cod sau pe zona de citire pentru
cardul cu cod
Ţineţi cardul cu cod pe zona de citire
1
pentru cardul cu cod (16)
31

Fereastră „Indicaţie cod - telecomandă deblocată“
Este afişată fereastra „Indicaţie cod - telecomandă deblocată“.
Este afişat ultima fereastra apelată înainte
de blocare. Toate punctele de meniu sunt
iarăşi disponibile, fără limitări.
„Deblocarea”
RCU 5000i prin
intermediul
funcţiei Unlock
Începând cu versiunea software OFFICIAL RCU V1.14.12 telecomanda RCU 5000i este
dotată cu funcţia Unlock.
Această funcţie Unlock modifică profilul „Blocat“ şi permite în setările preliminare ale
maşinii accesul la fereastra „Profiluri / coduri“, de ex. pentru a crea un cod de administrator: sau pentru a modifica profilul „Blocat“.
Informaţii suplimentare privind funcţia Unlock sunt disponibile în capitolul „Setări preliminare maşină“, secţiunea „RCU 5000i - funcţia Unlock“.
32

Sudare MIG/MAG Synergic
Generalităţi Sudura MIG/MAG Synergic corespunde modului de funcţionare Synergic de la sursa de
curent. Dacă este setat parametrul viteză de avans sârmă, parametrii curent de sudare
şi grosime tablă sunt adaptaţi în funcţie de valoarea setată pentru viteza de avans a
sârmei.
Valorile curente pentru curentul de sudare şi grosimea tablei sunt afişate în zona de vizualizare.
RO
Apelarea punctului de meniu „Sudare MIG/MAG
Synergic”
Privire de ansamblu
Apăsaţi butonul Meniu (1):
1
- Este afişat meniu principal
Selectaţi punctul de meniu „Sudare
2
MIG/MAG Synergic” cu roata de setare (18)
Apăsaţi butonul OK (3):
3
- Este afişată fereastra „Date“ care
a fost apelată ultima oară.
Meniu principal: Punctul de meniu „Sudare MIG/MAG
Synergic” selectat
„Sudare MIG/MAG Synergic“ se compune din următoarele secţiuni:
- Apelare program de sudare
- Setare parametru de lucru
- Comutare pe afişaj mărit
- Setare parametri pentru setări procedeu
- Setarea parametrilor avansaţi: funcţionare specială în -2 tacte, funcţionare specială
în -4 tacte, sudare în puncte
- Setare parametri SynchroPuls
33

Apelare program de sudare
Apelare program
de sudare
Apelarea punctului de meniu „Sudare
1
MIG/MAG Synergic”
Cu butonul dreapta (8) selectaţi fe-
2
reastra „Program de sudare“
- Este afişată fereastra „Program de
sudare“
Sudare MIG/MAG Synergic: Fereastră „Program de
sudare“
Fereastra „Program de sudare“ conţine următoarele date:
- Material de adaos
- Diametrul bobinei de sârmă
- Gaz de protecţie care trebuie utilizat
- Număr (numere) de referinţă ale curbei/curbelor caracteristice stocate pentru programul de sudare
de ex.:
Pentru AlSi5 cu Ø 1,2 mm şi gaz de protecţie 100 % Ar este stocată o curbă caracteristică Puls, o curbă caracteristică Standard şi o curbă caracteristică CMT
34

Setare parametru de lucru
RO
Setare parametru
de lucru
Apelarea punctului de meniu „Sudare
1
MIG/MAG Synergic”
Cu butonul dreapta (8) selectaţi fe-
2
reastra „Parametri de lucru“:
- Este afişată fereastra „Parametri
de lucru“.
Selectaţi parametrii de lucru cores-
3
punzători cu butoanele în jos (6) sau
în sus (7)
Modificaţi valoarea parametrului cu
4
roata de setare (18)
- Valoarea unui parametru poate fi
modificată numai în limitele domeniului de reglare definit. Domeniul
de reglare este stocat.
Sudare MIG/MAG Synergic: Fereastră „Parametri de
lucru“, corecţie arc electric selectată
În zona de vizualizare sunt afişate valorile pentru curent de sudare, tensiune de sudare
şi grosime tablă. Dacă este modificat parametrul „Viteză de avans a sârmei“, se modifică
în mod corespunzător şi valorile din zona de vizualizare.
Moduri de
funcţionare pistolet de sudare
Procedeu de sudare
Pot fi setate următoarele moduri de funcţionare ale pistoletului de sudare:
- în 2 tacte
- în 2 tacte, special
- în 4 tacte
- în -4 tacte special
- Sudare în puncte
Pot fi setate următoarele procedee de sudare:
- Puls (sudare MIG/MAG Puls Synergic)
- Standard (sudare MIG/MAG Standard Synergic)
- CMT (Cold Metal Transfer)
Dacă programul de sudare setat şi procedeul selectat nu se potrivesc sau dacă
pentru procedeul selectat nu este stocat
nici un program de sudare, în zona de vizualizare se afişează „no program” (lipsă
program).
Parametrul „Viteză de avans a sârmei“ nu
poate fi modificat.
Sudare MIG/MAG Synergic: Fereastră „Parametri de
lucru“, „no program“ pentru procedeul „CMT“
35

În funcţie de procedeul selectat şi de programul de sudare setat, parametrii individuali
sunt afişaţi diferit:
Procedeu de sudare Parametru
Impuls Corectură impuls
Standard Corectură dinamică
La procedeu de sudare CMT Timp Hotstart
Corectură impuls
Cicluri de impulsuri Hotstart
Corectură Boost
Corectură dinamică
Parametru „Corectură impuls“ la procedeu de sudare
Puls
Parametru „Timp Hotstart“ la procedeu de sudare
CMT
Parametru „Corectură dinamică“ la procedeu de sudare Standard
Parametru „Corectură impuls“ la procedeu de sudare
CMT
36

RO
Procedeu de sudare „CMT”
Parametru „Cicluri de impulsuri Hotstart“ la procedeu
de sudare CMT
Parametru „Corectură dinamică“ la procedeu de sudare CMT
Parametru „Corectură Boost“ la procedeu de sudare
CMT
Procedeul de sudare „CMT“ este posibil numai în combinaţie cu următoarele componente:
- Sursă de curent CMT (de ex. TPS 4000 CMT)
- Dispozitiv de avans sârmă CMT (de ex. VR 7000 CMT)
- Unitate de acţionare CMT cu „buffer” pentru sârmă (de ex. Robacta Drive CMT)
- Pachet de furtunuri de legătură CMT
Pentru procedeul de sudare CMT Advanced este necesară baza de date de sudare
M0842.
37

Comutare pe afişaj mărit
(1) (2)
0.6 A
0.35 A
Generalităţi Parametrii de sudare viteza de avans a sârmei, curent de sudare şi tensiune de sudare
pot fi prezentaţi pe afişaj mărit. De asemenea, în fereastra „Afişaj mărit“ este afişat ca
valoare momentană curentul motorului la dispozitivul de avans sârmă şi unitatea PushPull.
Comutare pe
afişaj mărit
Sudare MIG/MAG Synergic: Fereastră „Afişaj mărit“
(1) Curent motor dispozitiv de avans sârmă
(2) Curent motor unitate PushPull
Apelarea punctului de meniu „Sudare
1
MIG/MAG Synergic”
Cu butonul dreapta (8) selectaţi fe-
2
reastra „Afişaj mărit“:
- Este afişată fereastra „Afişaj
mărit“
- Valoarea pentru viteza de avans a
sârmei poate fi modificată în fereastra „Afişaj mărit“ cu roata de
setare (18).
Dacă este modificat parametrul „Viteză de
avans a sârmei“, se modifică în mod corespunzător şi valorile pentru curent de sudare şi tensiune de sudare.
38

Setare parametri pentru setări procedeu
RO
Setare parametri
pentru setări procedeu
Sudare MIG/MAG Synergic: Fereastră „Setări procedeu“, pre-curgere gaz selectată
Apelarea punctului de meniu „Sudare
1
MIG/MAG Synergic”
Cu butonul dreapta (8) selectaţi fe-
2
reastra „Setări procedeu”.
- Este afişată fereastra „Setări procedeu“
Selectaţi parametrii pentru setările
3
procedeului de sudare cu butoanele în
jos (6) sau în sus (7)
Modificaţi valoarea parametrilor pentru
4
setările procedeului de sudare cu roata de setare (18)
- Valoarea parametrilor pentru
setările procedeului de sudare
poate fi modificată numai în limitele domeniului de reglare definit.
Domeniul de reglare este stocat.
39
Setarea parametrilor avansaţi: funcţionare specială
în -2 tacte, funcţionare specială în -4 tacte, sudare
în puncte
Setarea parametrilor avansaţi
pentru funcţionare specială în 2
tacte
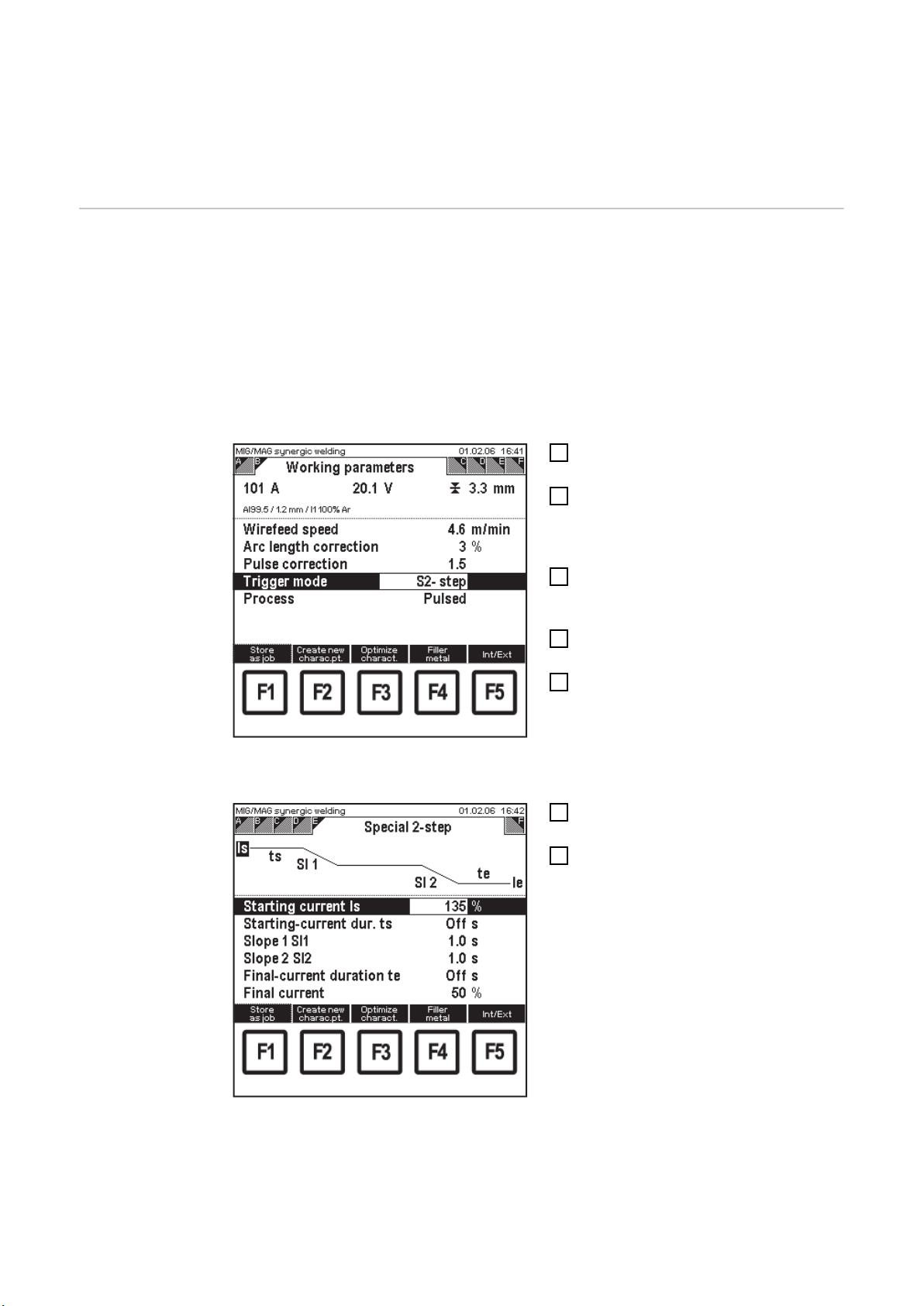
Dacă în fereastra „Parametri de lucru“, modul de funcţionare al pistoletului de sudare se
selectează S2-Takt (funcţionare specială în 2 tacte), fereastra aferentă este inclusă în
şirul de date.
Pot fi setaţi următorii parametri avansaţi:
- Curent de start Is
- Timp începere ts
- Slope 1 Sl1
- Slope 2 Sl2
- Timp terminare te
- Curent final Ie
Apelarea punctului de meniu „Sudare
1
MIG/MAG Synergic”
Cu butonul dreapta (8) selectaţi fe-
2
reastra „Parametri de lucru
- Este afişată fereastra „Parametri
de lucru“
Cu butonul în jos (6) sau în sus (7) se-
3
lectaţi parametrii pentru modul de
funcţionare al pistoletului
Setaţi S2-Takt (funcţionare specială în
4
2 tacte) cu ajutorul roţii de setare (18)
Cu butonul dreapta (8) selectaţi fe-
5
reastra „Sonder-2-Takt” (funcţionare
specială în 2 tacte)
Fereastră „Parametri de lucru“: mod de funcţionare
pistolet S2-Takt
- Este afişată fereastra „Sonder-2Takt“ (funcţionare specială în 2
tacte)
Sudare MIG/MAG Synergic: fereastra „Sonder-2-Takt“, este selectat curentul de start
Selectaţi parametrii avansaţi cu butoa-
6
nele în jos (6) sau în sus (7)
Modificaţi valoarea parametrilor avan-
7
saţi cu roata de setare (18)
- Valoarea parametrilor avansaţi
poate fi modificată numai în limitele domeniului de reglare definit.
Domeniul de reglare este stocat.
40

Setarea parametrilor avansaţi
pentru funcţionare specială în 4
tacte
Dacă în fereastra „Parametri de lucru“, modul de funcţionare al pistoletului de sudare se
selectează S4-Takt (funcţionare specială în 4 tacte), fereastra aferentă este inclusă în
şirul de date.
Pot fi setaţi următorii parametri avansaţi:
- Curent de start Is
- Slope 1 Sl1
- Curent final Ie
- Slope 2 Sl2
Apelarea punctului de meniu „Sudare
1
MIG/MAG Synergic”
Cu butonul dreapta (8) selectaţi fe-
2
reastra „Parametri de lucru
- Este afişată fereastra „Parametri
de lucru“
Cu butonul în jos (6) sau în sus (7) se-
3
lectaţi parametrii pentru modul de
funcţionare al pistoletului
Setaţi S4-Takt (funcţionare specială în
4
4 tacte) cu ajutorul roţii de setare (18)
Cu butonul dreapta (8) selectaţi fe-
5
reastra „Sonder-4-Takt” (funcţionare
specială în 4 tacte)
Fereastră „Parametri de lucru“: mod de funcţionare
pistolet S4-Takt
- Este afişată fereastra „Sonder-4Takt“ (funcţionare specială în 4
tacte)
RO
Setarea parametrilor avansaţi
pentru sudare în
puncte
Selectaţi parametrii avansaţi cu butoa-
6
nele în jos (6) sau în sus (7)
Modificaţi valoarea parametrilor avan-
7
saţi cu roata de setare (18)
- Valoarea parametrilor avansaţi
poate fi modificată numai în limitele domeniului de reglare definit.
Domeniul de reglare este stocat.
Sudare MIG/MAG Synergic: fereastra „Sonder-4-Takt“, este selectat curentul de start
Dacă în fereastra „Parametri de lucru“, modul de funcţionare al pistoletului de sudare se
selectează sudare în puncte, fereastra aferentă este inclusă în şirul de date.
Pot fi setaţi următorii parametri:
- Viteza de avans a sârmei
- Corecţia lungimii arcului electric
- Durata sudării în puncte
41

Fereastră „Parametri de lucru“: mod de funcţionare
pistolet - sudare în puncte
Apelarea punctului de meniu „Sudare
1
MIG/MAG Synergic”
Cu butonul dreapta (8) selectaţi fe-
2
reastra „Parametri de lucru
- Este afişată fereastra „Parametri
de lucru“
Cu butonul în jos (6) sau în sus (7) se-
3
lectaţi parametrii pentru modul de
funcţionare al pistoletului
Setaţi Punkt. (Sudare în puncte) cu
4
ajutorul roţii de setare (18)
Cu butonul dreapta (8) selectaţi fe-
5
reastra „Sudare în puncte”
- Este afişată fereastra „Sudare în
puncte“
Sudare MIG/MAG Synergic: fereastră „Sudare în puncte“, viteza de avans a sârmei este selectată
Selectaţi parametrii cu butoanele în jos (6) sau în sus (7)
6
Modificaţi valoarea parametrilor cu roata de setare (18)
7
- Valoarea parametrilor poate fi modificată numai în limitele domeniului de reglare
definit. Domeniul de reglare este stocat.
42

Setare parametri SynchroPuls
Generalităţi Dacă sursa de curent dispune de opţiunea software SynchroPuls, este disponibilă şi fe-
reastra pentru parametrii SynchroPuls. Fereastra este adăugată în şirul de date.
RO
Setarea parametrilor SynchroPuls (opţiune
software)
Sudare MIG/MAG Synergic: fereastră „Synchro-Puls“
Apelarea punctului de meniu „Sudare
1
MIG/MAG Synergic”
Cu butonul dreapta (8) selectaţi fe-
2
reastra „SynchroPuls”.
- Este afişată fereastra „SynchroPuls“
Selectaţi parametrii SynchroPuls cu
3
butoanele în jos (6) sau în sus (7)
Modificaţi valorile parametrilor Syn-
4
chroPuls cu roata de setare (18)
- Valoarea parametrilor SynchroPuls poate fi modificată numai în
limitele domeniului de reglare definit. Domeniul de reglare este stocat.
43

Sudare MIG/MAG manuală
Generalităţi Spre deosebire de sudarea MIG/MAG Synergic, la sudarea MIG/MAG manuală parame-
trii de sudare sunt setaţi individual.
Apelarea punctului de meniu „Sudare MIG/MAG
manuală”
Privire de ansamblu
Apăsaţi butonul Meniu (1):
1
- Este afişat meniu principal
Selectaţi punctul de meniu „Sudare
2
MIG/MAG manuală” cu roata de setare (18)
Apăsaţi butonul OK (3):
3
- Este afişată fereastra „Date“ care
a fost apelată ultima oară.
Meniu principal: punctul de meniu „Sudare MIG/MAG
manuală” selectat
„Sudare MIG/MAG manuală“ se compune din următoarele secţiuni:
- Apelare program de sudare
- Setare parametru de lucru
- Comutare pe afişaj mărit
- Setare parametri pentru setări procedeu
- Setarea parametrilor avansaţi pentru sudare în puncte
44

Apelare program de sudare
RO
Selectare program de sudare
Apelarea punctului de meniu „Sudare
1
MIG/MAG manuală”
Cu butonul dreapta (8) selectaţi fe-
2
reastra „Program de sudare“
- Este afişată fereastra „Program de
sudare“
Sudare MIG/MAG manuală: Fereastră „Program de
sudare“
Fereastra „Program de sudare“ conţine următoarele date:
- Material de adaos
- Diametrul bobinei de sârmă
- Gaz de protecţie care trebuie utilizat
- Număr (numere) de referinţă ale curbei/curbelor caracteristice stocate pentru programul de sudare
de ex.:
Pentru AlSi5 cu Ø 1,2 mm şi gaz de protecţie 100 % Ar este stocată o curbă caracteristică Puls, o curbă caracteristică Standard şi o curbă caracteristică CMT
45

Setare parametru de lucru
Setare parametru
de lucru
Moduri de
funcţionare pistolet de sudare
Apelarea punctului de meniu „Sudare
1
MIG/MAG manuală”
Cu butonul dreapta (8) selectaţi fe-
2
reastra „Parametri de lucru
- Este afişată fereastra „Parametri
de lucru“
Selectaţi parametrii de lucru cores-
3
punzători cu butoanele în jos (6) sau
în sus (7)
Modificaţi valoarea parametrului cu
4
roata de setare (18)
- Valoarea parametrului poate fi
modificată numai în limitele domeniului de reglare definit. Domeniul
de reglare este stocat.
Sudare MIG/MAG manuală: fereastră „Parametri de
lucru“, viteza de avans a sârmei este selectată
Pot fi setate următoarele moduri de funcţionare ale pistoletului de sudare:
- în 2 tacte
- în 4 tacte
- Sudare în puncte
46

Comutare pe afişaj mărit
(2)(1)
0.6 A
0.35 A
Generalităţi Parametrii de sudare viteza de avans a sârmei, curent de sudare şi tensiune de sudare
pot fi prezentaţi pe afişaj mărit. De asemenea, în fereastra „Afişaj mărit“ este afişat ca
valoare momentană curentul motorului la dispozitivul de avans sârmă şi unitatea PushPull.
RO
Comutare pe
afişaj mărit
Sudare MIG/MAG manuală: Fereastră „Afişaj mărit“
(1) Curent motor dispozitiv de avans sârmă
(2) Curent motor unitate PushPull
Apelarea punctului de meniu „Sudare
1
MIG/MAG manuală”
Cu butonul dreapta (8) selectaţi fe-
2
reastra „Afişaj mărit”
- Este afişată fereastra „Afişaj
mărit“
- Valorile pentru viteza de avans a
sârmei şi tensiunea de sudare pot
fi modificate în fereastra „Afişaj
mărit“ cu roata de setare (18)
- Curentul de sudare este o valoare
de afişare:
- în timpul sudării
... valoare momentană
- după sudare
... valoare Hold
47

Setare parametri pentru setări procedeu
Setare parametri
pentru setări procedeu
Sudare MIG/MAG manuală: Fereastră „Setări procedeu“, pre-curgere gaz selectată
Apelarea punctului de meniu „Sudare
1
MIG/MAG manuală”
Cu butonul dreapta (8) selectaţi fe-
2
reastra „Setări procedeu
- Este afişată fereastra „Setări procedeu“
Selectaţi parametrii pentru setările
3
procedeului de sudare cu butoanele în
jos (6) sau în sus (7)
Modificaţi valoarea parametrilor pentru
4
setările procedeului de sudare cu roata de setare (18).
- Valoarea parametrilor pentru
setările procedeului de sudare
poate fi modificată numai în limitele domeniului de reglare definit.
Domeniul de reglare este stocat.
48

Setarea parametrilor avansaţi pentru sudare în
puncte
Setarea parametrilor avansaţi
pentru sudare în
puncte
Dacă în fereastra „Parametri de lucru“, modul de funcţionare al pistoletului de sudare se
selectează sudare în puncte, fereastra aferentă este inclusă în şirul de date.
Pot fi setaţi următorii parametri:
- Viteza de avans a sârmei
- Corecţia lungimii arcului electric
- Durata sudării în puncte
Apelarea punctului de meniu „Sudare
1
MIG/MAG manuală”
Cu butonul dreapta (8) selectaţi fe-
2
reastra „Parametri de lucru
- Este afişată fereastra „Parametri
de lucru“
Cu butonul în jos (6) sau în sus (7) se-
3
lectaţi parametrii pentru modul de
funcţionare al pistoletului
Setaţi Punkt. (Sudare în puncte) cu
4
ajutorul roţii de setare (18)
Cu butonul dreapta (8) selectaţi fe-
5
reastra „Sudare în puncte”
- Este afişată fereastra „Sudare în
Fereastră „Parametri de lucru“: mod de funcţionare
pistolet - sudare în puncte
puncte“
RO
Sudare MIG/MAG Synergic: fereastră „Sudare în
puncte“, viteza de avans a sârmei este selectată
Selectaţi parametrii cu butoanele în
6
jos (6) sau în sus (7)
Modificaţi valoarea parametrilor cu
7
roata de setare (18)
- Valoarea parametrilor poate fi modificată numai în limitele domeniului de reglare definit. Domeniul de
reglare este stocat.
49

Setare program de sudare şi material
Generalităţi Programul de sudare şi materialul pot fi setate în următoarele puncte de meniu:
- Sudare MIG/MAG Synergic
- Sudare MIG/MAG manuală
- Optimizare şi administrare job-uri (numai la job-uri MIG/MAG salvate)
Setare program
de sudare şi material
Fereastra „Selectare material de adaos“: Al99,5 selectat
În fereastra „Date“ corespunzătoare
1
apăsaţi tasta F4 „Material“
- Este afişată fereastra 1 „Selectare
material de adaos“ din wizard
Selectaţi materialul necesar cu roata
2
de setare (18)
Apăsaţi tasta F2 „Înainte”:
3
- Este afişată fereastra 2 „Selectare
diametru sârmă“ din wizard
- Sunt afişate numai diametrele de
sârmă disponibile pentru materialul selectat în fereastra 1.
Selectaţi diametrul corespunzător al
4
sârmei cu roata de setare (18)
Apăsaţi tasta F2 „Înainte”:
5
- Este afişată fereastra 3 „Selectare
gaz“ din wizard
- Sunt afişate numai gazele disponibile pentru materialul selectat în
fereastra 1 şi pentru diametrul de
sârmă selectat în fereastra 2.
50
Fereastra „Selectare diametru sârmă“: 1,2 mm selectat

Fereastra „Selectare gaz“: I1 100% Ar selectat
Exemplu: AlSi 5 / 1,2 mm / I1 100 % Ar fereastra „Selectare referinţă“: curbă caracteristică S0016 selectată
Selectaţi gazul corespunzător cu roata
6
de setare (18)
Apăsaţi tasta F2 „Înainte”:
7
- Doar în cazul în care pentru materialul selectat, pentru diametrul selectat al sârmei şi pentru gazul de
protecţie selectat sunt stocate mai
multe curbe caracteristice, este
afişată fereastra „Selectare referinţă“.
- Valoarea între paranteze de după
procedeu indică numărul de curbe
caracteristice stocate pentru acest
procedeu de sudare.
Selectaţi procedeul de sudare cores-
8
punzător cu butoanele în jos (6) sau în
sus (7)
Selectaţi numărul de referinţă cores-
9
punzător al curbei caracteristice cu
roata de setare (18)
- de ex.:
Curba caracteristică C0876 este
adecvată numai pentru CMT.
Apăsaţi tasta F2 „Înainte
10
- Este afişată ultima fereastră „Program de sudare“ din wizard, cu rol
de confirmare
- Prin apăsarea tastei F1 „Înapoi“ pot fi afişate din nou ferestrele paşilor de lucru deja procesaţi.
Pot fi efectuate modificări.
RO
Fereastră „Program de sudare“: Confirmare
Apăsaţi tasta F2 „Terminare”
11
- Este preluat programul de sudare
setat, ultima fereastră „Date“ afişată este afişată din nou
51

Creare curbe caracteristice pt. utilizator - ajustare
curbă caracteristică
Generalităţi „Creare curbe caracteristice utilizator - ajustare curbă caracteristică“ poate rula numai în
punctul de meniu sudare MIG/MAG Synergic.
Bazele creării de
curbe caracteristice pt. utilizator
Fiecare program de sudare se bazează pe o curbă caracteristică pentru sudare. Curbele
caracteristice ale programelor de sudare selectate pot fi modificate în funcţie de utilizator. Aceste modificări sunt salvate în aşa numitele curbe caracteristice pentru utilizator.
Programarea unei curbe caracteristice pentru utilizator este necesară
- Dacă se utilizează materiale de adaos (gaz de protecţie, diametrul sârmei de sudare) care nu sunt cuprinse în bazele de date despre sudare.
- Pentru optimizarea procedeului de sudare (de ex.: creşterea vitezei de sudare, modificarea condiţiilor de pătrundere, modificarea aspectului îmbinării sudate).
REMARCĂ!
Reprogramarea unei curbe caracteristice presupune cunoştinţe privind tehnica arcurilor electrice şi tehnica de sudare.
Pentru setarea eficientă a unei noi curbe caracteristice se recomandă următoarea procedură:
- Selectaţi o curbă caracteristică similară
- Stabiliţi intervalul de putere al curbei caracteristice pentru utilizator
- Dacă este necesar, completaţi curba caracteristică pentru utilizator prin crearea de
noi puncte ale curbei caracteristice
În acest fel setările de bază importante vor fi preluate în noua curbă caracteristică.
Creare curbe caracteristice pt.
utilizator - ajustare curbe caracteristice
IMPORTANT!
Pentru crearea unei curbe caracteristice pentru utilizator sunt necesare cel puţin
două puncte de curbă caracteristică.
Însă pentru a obţine optimizarea în toate intervalele de putere ar trebui programate 6-10
puncte de curbă caracteristică (un punct per grosime a materialului). Pot fi programate
maxim 19 puncte de curbă caracteristică.
În fereastra „Date“ corespunzătoare setaţi un program de sudare similar sau progra-
1
mul de sudare pe care doriţi să îl modificaţi
Apăsaţi tasta F3 „Ajustare curbă caracteristică“:
2
52

The characteristic
can not be modified!
Fereastră „Informaţie - Curba caracteristică nu poate
fi editată!“
Dacă editarea unei curbe caracteristice nu
este posibilă, este afişată informaţia „Curba caracteristică nu poate fi editată”.
Este afişată fereastra 1 „Ajustare curbe
caracteristice“ din wizard
Setaţi valorile de performanţă inferioa-
3
re şi superioare cu butoanele în jos (6)
sau în sus (7)
Setaţi valoarea de performanţă inferi-
4
oară şi superioară cu roata de setare
(18)
- Valoarea parametrului poate fi
modificată numai în limitele domeniului de reglare definit. Domeniul
de reglare este stocat.
- Valorile afişate în zona de vizualizare pentru curent, tensiune şi
grosimea tablei depind în mod direct de valorile de performanţă introduse.
RO
Fereastră „Ajustare curbă caracteristică“: Setare valori de performanţă
Fereastră „Ajustare curbă caracteristică“: selectare
curbe caracteristică
Apăsaţi tasta F2 „Înainte”:
5
- Este afişată fereastra 2 „Ajustare
curbă caracteristică“ din wizard
Selectaţi curba caracteristică cores-
6
punzătoare cu roata de setare (18)
- Dacă se doreşte suprascrierea
unei curbe caracteristice existente, este afişată o întrebare de siguranţă.
53

Întrebare de siguranţă pentru suprascrierea curbei
caracteristice
Pentru numirea curbei caracteristice
7
apăsaţi tasta F3 „Numire curbă caracteristică“:
- Este afişată fereastra „Numire
curbă caracteristică“
Selectaţi litera corespunzătoare cu
8
roata de setare (18)
Apăsaţi tasta F4 „>“, pentru a introdu-
9
ce următoarea literă
- Corecturile pot fi efectuate cu tastele F3 „<“ sau F2 „< ştergere“
După finalizarea numirii apăsaţi tasta
10
F1 „Preluare”:
- Noua denumire este preluată, este afişată fereastra „Ajustare
curbă caracteristică“
Fereastră „Numire curbă caracteristică“
Fereastră „Ajustare curbă caracteristică“: selectare
curbe caracteristică
Apăsaţi tasta F2 „Înainte”:
11
- Este afişată fereastra 3 „Ajustare
curbă caracteristică“: din wizard,
cu rol de confirmare
- Prin apăsarea tastei F1 „Înapoi“ pot fi afişate din nou ferestrele paşilor de lucru deja procesaţi.
Pot fi efectuate modificări.
54

Wizard „Ajustare curbă caracteristică“: confirmarea
curbei caracteristice ajustate
Apăsaţi tasta F2 „Terminare”:
12
- Este afişată fereastra „Date“ care
a fost afişată ultima oară
RO
55
Crearea de puncte ale curbelor caracteristice pentru utilizator
Generalităţi Funcţia „Creare punct curbă caracteristică“ poate fi executată în următoarele puncte de
meniu:
- Sudare MIG/MAG Synergic
- Sudare MIG/MAG manuală
Bazele creării de
puncte ale curbei
caracteristice
Diverse setări de parametri pot fi stocate în curbele caracteristice pentru utilizator sub
formă de puncte ale curbei caracteristice.
Pentru crearea unui punct al curbei caracteristice sunt necesare:
- Programul de sudare (material, diametru sârmă, gaz de protecţie) pentru care trebuie creat un punct de curbă caracteristică
- Valoare pentru viteza de avans a sârmei (de ex. din încercări de sudare, valori empirice sau valorile orientative corespunzătoare grosimii materialului)
REMARCĂ!
Crearea de puncte ale curbei caracteristice presupune cunoştinţe privind tehnica
arcurilor electrice şi tehnica de sudare.
IMPORTANT!
Pentru crearea unei curbe caracteristice pentru utilizator sunt necesare cel puţin
două puncte de curbă caracteristică.
Însă pentru a obţine optimizarea în toate intervalele de putere ar trebui programate 6-10
puncte de curbă caracteristică (un punct per grosime a materialului). Pot fi programate
maxim 19 puncte de curbă caracteristică.
Crearea unui
punct de curbă
caracteristică
Procedură în cazul în care anumite setări de parametri trebuie salvate sub formă de
punct de curbă caracteristică:
56

Fereastră „Creare punct de curbă caracteristică”: Nr.6
- „Al99,5 1,2 I1 mod” selectat
Apelaţi programul de sudare pentru
1
care trebuie creat un punct de curbă
caracteristică
Setaţi dispozitivul de avans sârmă
2
pentru care trebuie creat un punct de
curbă caracteristică
În respectiva fereastră „Date“ apăsaţi
3
tasta F2 „Creare punct de curbă caracteristică“
- Este afişată fereastra 1 „Creare
punct de curbă caracteristică“ din
wizard
Selectaţi curba caracteristică cores-
4
punzătoare cu roata de setare (18)
- Dacă punctul de curbă caracteristică ce trebuie creat trebuie introdus într-o curbă caracteristică care nu se potriveşte cu cea actualmente setată (de ex. introducerea
unui punct de curbă caracteristică
pentru aluminiu într-o curbă caracteristică CuSi), este afişată o
întrebare siguranţă
RO
Întrebare de siguranţă: punctul de curbă caracteristică nu este adecvat
Apăsaţi tasta F2 „Da“ sau tasta F3
5
„Nu“ sau tasta F4 „Anulare“
- Dacă se doreşte introducerea unui
punct de curbă caracteristică
Standard, ce urmează să fie creat,
într-o curbă caracteristică Puls,
este afişat un mesaj de eroare.
Apăsaţi tasta F3 „OK“
6
- Este afişată fereastra 1 „Creare
punct de curbă caracteristică“ din
wizard
Mesaj de eroare: punctul de curbă caracteristică nu
poate fi salvat
57

Fereastră „Creare punct de curbă caracteristică”: nr.
7 - < curbă caracteristică goală > selectat
Selectaţi altă curbă caracteristică cu
7
roata de setare (18)
Pentru numirea curbei caracteristice
8
apăsaţi tasta F3 „Numire curbă caracteristică“:
- Este afişată fereastra „Numire
curbă caracteristică“
Selectaţi litera corespunzătoare cu
9
roata de setare (18)
Apăsaţi tasta F4 „>“, pentru a introdu-
10
ce următoarea literă
- Corecturile pot fi efectuate cu tastele F3 „<“ sau F2 „< ştergere“.
După finalizarea numirii apăsaţi tasta
11
F1 „Preluare”:
- Noua denumire este preluată, este afişată fereastra „Creare punct
de curbă caracteristică“
Fereastră „Numire curbă caracteristică“
Fereastră „Creare punct de curbă caracteristică”
Apăsaţi tasta F2 „Înainte”:
12
- Este afişată a fereastra 2 „Creare
punct de curbă caracteristică“ din
wizard, cu rol de confirmare
58

Fereastră „Creare punct de curbă caracteristică”:
Confirmarea punctului de curbă caracteristică salvat
Apăsaţi tasta F2 „Terminare”:
13
- Punctul de curbă caracteristică
este salvat, este afişată fereastra
„Date“ corespunzătoare.
- Prin apăsarea tastei F1 „Înapoi“ pot fi afişate din nou ferestrele paşilor de lucru deja procesaţi.
Pot fi efectuate modificări.
RO
59

Selectare curbe caracteristice pt. utilizator
Selectare curbe
caracteristice pt.
utilizator
Fereastra „Selectare material de adaos“: curbă caracteristică pt. utilizator selectată
În fereastra „Date“ corespunzătoare
1
apăsaţi tasta F4 „Material“:
- Este afişată fereastra 1 „Selectare
material de adaos“ din wizard
Selectaţi „Curbă caracteristic pt. utili-
2
zator“ cu ajutorul roţii de setare (18)
Apăsaţi tasta F2 „Înainte”:
3
- Este afişată fereastra 2 „Selectare
curbă caracteristică pt. utilizator“ din wizard
Selectaţi curba caracteristică pt. utili-
4
zator corespunzătoare cu roata de setare (18)
Apăsaţi tasta F2 „Înainte”:
5
- Este afişată fereastra 3 „Program
de sudare“ din wizard, cu rol de
confirmare
- Prin apăsarea tastei F1 „Înapoi“ pot fi afişate din nou ferestrele paşilor de lucru deja procesaţi.
Pot fi efectuate modificări.
60
Fereastra „Selectare curbă caracteristică pt. utilizator“: nr.2 „CuSi3 10 I1 mod“ selectat
Fereastră „Program de sudare“: Confirmarea curbei
caracteristice pt. utilizator
Apăsaţi tasta F2 „Terminare”:
6
- Este preluată curba caracteristică
pt. utilizator setată, ultima fereastră „Date“ afişată este afişată din
nou

Sudare cu electrod învelit
RO
Apelarea punctului de meniu „Sudare cu electrod
învelit“
Setare parametru
de lucru
Meniu principal: punctul de meniu „Sudare cu electrod învelit“ selectat
Sudare cu electrod învelit: fereastră „Parametri de lucru“, curent de sudare selectat
Apăsaţi butonul Meniu (1)
1
- Este afişat meniu principal
Selectaţi punctul de meniu „Sudare cu
2
electrod învelit” cu roata de setare
(18)
Apăsaţi butonul OK (3)
3
- Este afişată fereastra „Date“ care
a fost apelată ultima oară
Apelarea punctului de meniu „Sudare
1
cu electrod învelit“
Cu butonul dreapta (8) selectaţi fe-
2
reastra „Parametri de lucru
- Este afişată fereastra „Parametri
de lucru“.
Selectaţi parametrii de lucru cores-
3
punzători cu butoanele în jos (6) sau
în sus (7)
Modificaţi valoarea parametrului cu
4
roata de setare (18)
- Valoarea parametrului poate fi
modificată numai în limitele domeniului de reglare definit. Domeniul
de reglare este stocat.
61

Comutare pe
afişaj mărit
Parametrii curent de sudare şi tensiune de sudare pot fi prezentaţi pe afişaj mărit:
Apelarea punctului de meniu „Sudare
1
cu electrod învelit“
Cu butonul dreapta (8) selectaţi fe-
2
reastra „Afişaj mărit”
- Este afişată fereastra „Afişaj
mărit“
- Valoarea curentului de sudare
poate fi modificată în fereastra
„Afişaj mărit“ cu roata de setare
(18).
- Tensiunea de sudare este o valoare de afişare:
- în timpul sudării
... valoare momentană
- după sudare
Sudare cu electrod învelit: Fereastră „Afişaj mărit“
... valoare Hold
Setare parametri
pentru setări procedeu
Sudare cu electrod învelit: Fereastră „Setări procedeu“, curent HotStart HCU selectat
Apelarea punctului de meniu „Sudare
1
cu electrod învelit“
Cu butonul dreapta (8) selectaţi fe-
2
reastra „Setări procedeu”.
- Este afişată fereastra „Setări procedeu“
Selectaţi parametrii pentru setările
3
procedeului de sudare cu butoanele în
jos (6) sau în sus (7)
Modificaţi valoarea setării procedeului
4
cu roata de setare (18)
- Valoarea parametrilor pentru
setările procedeului de sudare
poate fi modificată numai în limitele domeniului de reglare definit.
Domeniul de reglare este stocat.
62

Sudare WIG
RO
Apelarea punctului de meniu „Sudare WIG”
Setare parametru
de lucru
Meniu principal: punctul de meniu „Sudare WIG“ selectat
Sudare WIG: fereastră „Parametri de lucru“, curent
principal selectat
Apăsaţi butonul Meniu (1)
1
- Este afişat meniu principal
Selectaţi punctul de meniu „Sudare
2
WIG” cu roata de setare (18)
Apăsaţi butonul OK (3)
3
- Este afişată fereastra „Date“ care
a fost apelată ultima oară
Apelarea punctului de meniu „Sudare
1
WIG”
Cu butonul dreapta (8) selectaţi fe-
2
reastra „Parametri de lucru
- Este afişată fereastra „Parametri
de lucru“.
Selectaţi parametrii de lucru cores-
3
punzători cu butoanele în jos (6) sau
în sus (7)
Modificaţi valoarea parametrului cu
4
roata de setare (18)
- Valoarea parametrului poate fi
modificată numai în limitele domeniului de reglare definit. Domeniul
de reglare este stocat.
63

Comutare pe
afişaj mărit
Parametrii curent de sudare şi tensiune de sudare pot fi prezentaţi pe afişaj mărit:
Apelarea punctului de meniu „Sudare
1
WIG”
Cu butonul dreapta (8) selectaţi fe-
2
reastra „Afişaj mărit”
- Este afişată fereastra „Afişaj
mărit“
- Valoarea curentului de sudare
poate fi modificată în fereastra
„Afişaj mărit“ cu roata de setare
(18).
- Tensiunea de sudare este o valoare de afişare:
- în timpul sudării
... valoare momentană
- după sudare
Sudare WIG: Fereastră „Afişaj mărit“
... valoare Hold
64

Mod CC/CV
Generalităţi Dacă sursa de curent dispune de opţiunea software „Mod CC/CV“, în meniul principal
este afişat punctul de meniu „Mod CC/CV“.
Punctul de meniu Mod CC/CV permite funcţionarea sursei de curent, la alegere, fie cu
tensiune de sudare constantă sau cu un curent de sudare constant.
Modificarea parametrilor din punctul de meniu „Mod CC/CV“ se poate face atât cu sistemul de comandă al robotului, cât şi cu telecomanda RCU 5000i.
„Mod CC/CV“ se utilizează de exemplu în cazul aplicaţiilor cu sârmă caldă.
RO
Apelarea punctului de meniu
„Mod CC/CV“
Setare parametru
de lucru
Meniu principal: Punctul de meniu „Mod CC/
CV“ selectat
Mod CC/CV: fereastră „Parametri de lucru“, valoare
prescrisă curent selectată
Apăsaţi butonul Meniu (1)
1
- Este afişat meniu principal
Selectaţi punctul de meniu „Mod
2
CC/CV” cu roata de setare (18)
Apăsaţi butonul OK (3)
3
- Este afişată fereastra „Date“ care
a fost apelată ultima oară
Apelarea punctului de meniu „Mod
1
CC/CV“
Cu butonul dreapta (8) selectaţi fe-
2
reastra „Parametri de lucru
- Este afişată fereastra „Parametri
de lucru“.
Selectaţi parametrii de lucru cores-
3
punzători cu butoanele în jos (6) sau
în sus (7)
Modificaţi valoarea parametrului cu
4
roata de setare (18)
- Valoarea parametrului poate fi
modificată numai în limitele domeniului de reglare definit. Domeniul
de reglare este stocat.
Comutare pe
afişaj mărit
Parametrii viteza de avans a sârmei, valoare prescrisă tensiune şi valoare prescrisă curent pot fi prezentaţi pe afişaj mărit:
65

(2)(1)
0.6 A
0.35 A
Mod CC/CV: Fereastră „Afişaj mărit“
(1) Curent motor dispozitiv de avans sârmă
(2) Curent motor unitate PushPull
Apelarea punctului de meniu „Mod
1
CC/CV“
Cu butonul dreapta (8) selectaţi fe-
2
reastra „Afişaj mărit”
- Este afişată fereastra „Afişaj
mărit“
- Valorile pentru viteza de avans a
sârmei, valoare prescrisă tensiune
şi valoare prescrisă curent pot fi
modificate în fereastra „Afişaj
mărit“ cu roata de setare (18).
- Tensiunea de sudare este o valoare de afişare:
- în timpul sudării
... valoare momentană
- după sudare
... valoare Hold
Setare parametri
pentru setări procedeu
Mod CC/CV: Fereastră „Setări procedeu“
Apelarea punctului de meniu „Mod
1
CC/CV“
Cu butonul dreapta (8) selectaţi fe-
2
reastra „Setări procedeu”.
- Este afişată fereastra „Setări procedeu“
Modificaţi valoarea parametrului cu
3
roata de setare (18)
- Valoarea parametrului poate fi
modificată numai în limitele domeniului de reglare definit. Domeniul
de reglare este stocat.
66

Sudare job
RO
Apelarea punctului de meniu „Sudare job“
Setarea parametrilor de lucru
pentru un job
Apăsaţi butonul Meniu (1)
1
- Este afişat meniu principal
Selectaţi punctul de meniu „Sudare
2
job” cu roata de setare (18)
Apăsaţi butonul OK (3)
3
- Este afişată fereastra „Date“ care
a fost apelată ultima oară
Meniu principal: Punctul de meniu „Sudare job“ selectat
Dacă în punctul de meniu „Optimizare & administrare job“ se stabilesc limite de corectură pentru un job selectat, atunci în punctul de meniu „Sudare job“, în fereastra „Parametri de lucru“, pot fi setaţi pentru acest job următorii parametri:
- corecţia curentă a puterii
- corecţia curentă a arcului electric
Apelarea punctului de meniu „Sudare
1
job“
Cu butonul dreapta (8) selectaţi fe-
2
reastra „Parametri de lucru
- Este afişată fereastra „Parametri
de lucru“.
Selectaţi parametrii „Grupă nr.“ cu bu-
3
toanele în jos (6) sau în sus (7)
Selectaţi grupa dorită (0 - 99) cu roata
4
de setare (18)
Selectaţi parametrul „Nr. job” cu taste-
5
le în jos (6) sau în sus (7)
Selectaţi jobul dorit (0 - 999) cu roata
6
de setare (18)
Sudare job: fereastră „Parametri de lucru“, corecţia
curentă a puterii pentru job nr. 22 din grupa 2 selectată (exemplu pentru un job MIG/MAG)
Selectaţi parametrii de lucru corespunzători cu butoanele în jos (6) sau în sus (7)
7
Modificaţi valoarea parametrului cu roata de setare (18)
8
- Dacă este selectat un job din grupa următoare, se modifică în mod
corespunzător şi grupa afişată.
- Valoarea parametrului poate fi modificată numai în limitele domeniului de reglare
definit. Domeniul de reglare este stocat.
Comutare pe
afişaj mărit
Pentru un job selectat parametrii viteza de avans a sârmei, curent de sudare şi tensiune
de sudare pot fi prezentaţi pe afişaj mărit:
67

A 53.0A 6.0
(1) (2)
Sudare job: Fereastră „Afişaj mărit“
(1) Curent motor dispozitiv de avans sârmă
(2) Curent motor unitate PushPull
Apelarea punctului de meniu „Sudare
1
job“
Cu butonul dreapta (8) selectaţi fe-
2
reastra „Afişaj mărit”
- Este afişată fereastra „Afişaj
mărit“
- Parametrii „Nr. grupă” şi „Nr.
job“ pot fi selectaţi cu butoanele în
jos (6) sau sus (7) şi setaţi cu roata de setare (18).
- Viteza de avans a sârmei poate fi
setată cu roata de setare (18) în
cadrul limitelor de corecţie definite
pentru jobul selectat.
- Curentul de sudare şi tensiunea
de sudare sunt simple valori de
afişare.
Comutarea procedeului de sudare în timpul
sudării CMT Advanced
REMARCĂ!
În timpul sudării CMT Advanced nu este posibilă comutarea procedeului de sudare
sau a curbei caracteristice de sudare selectată în prezent.
Pentru a comuta procedeul de sudare sau curba caracteristică de sudare:
- terminaţi mai întâi procesul CMT Advanced
- aşteptaţi circa 300 - 600 ms
În acest interval poate fi selectat un alt procedeu de sudare sau o altă curbă caracteristică de sudare.
- Continuaţi procesul de sudare cu un alt procedeul de sudare sau cu altă curbă caracteristică de sudare.
68

Salvarea setărilor ca job
Generalităţi Funcţia „Salvare ca job” poate fi executată în următoarele puncte de meniu:
- Sudare MIG/MAG Synergic
- Mod CC/CV
- Sudare job
- Optimizare & administrare job
RO
Indicaţie privind
salvarea joburilor
Setaţi toţi parametrii din toate ferestrele afişate
1
- Setaţi parametrii din fereastra A
- Setaţi parametrii din fereastra B
- Setaţi parametrii din fereastra C, etc.
Apăsaţi tasta F1 "Salvare ca job" şi urmaţi instrucţiunile de navigare prin meniu
2
Salvarea ca job Procedură în cazul în care anumite setări de parametri trebuie salvate ca job:
În fereastra „Date“ corespunzătoare
1
apăsaţi tasta F1 „Salvarea ca job“
- Este afişată fereastra 1 „Salvare
ca job - grupă“ din wizard
Selectaţi grupa corespunzătoare cu
2
roata de setare (18)
Pentru numirea grupei apăsaţi tasta
3
F3 „Numire grupă“:
- Este afişată fereastra „Numire
grupă“
Fereastră „Salvare ca job - grupă“: nr. 6 < grupă
goală > selectată
Fereastră „Numire grupă“
Selectaţi litera corespunzătoare cu
4
roata de setare (18)
Apăsaţi tasta F4 „>“, pentru a introdu-
5
ce următoarea literă
- Corecturile pot fi efectuate cu tastele F3 „<“ sau F2 „< ştergere“.
După finalizarea numirii apăsaţi tasta
6
F1 „Preluare”:
- Noua denumire este preluată, este afişată fereastra „Salvare ca job
- grupă“
69

Fereastră „Salvare ca job - grupă“: nr. 6 SR 71 selectat
Apăsaţi tasta F2 „Înainte”:
7
- Este afişată fereastra 2 „Salvarea
ca job - loc de salvare“ din wizard
Selectaţi jobul corespunzător cu roata
8
de setare (18)
Pentru numirea jobului apăsaţi tasta
9
F3 „Numire job“:
- Este afişată fereastra „Numire job“
Fereastră „Salvare ca job - loc de salvare“: job 61
<job gol> selectat
Fereastră „Numire job“
Selectaţi litera corespunzătoare cu
10
roata de setare (18)
Apăsaţi tasta F4 „>“, pentru a introdu-
11
ce următoarea literă
- Corecturile pot fi efectuate cu tastele F3 „<“ sau F2 „< ştergere“.
După finalizarea numirii apăsaţi tasta
12
F1 „Preluare”:
- Noua denumire este preluată, este afişată fereastra „Salvare ca job
- loc de salvare“
70

Fereastră „Salvare ca job - loc de salvare“: job 61
test selectat
Apăsaţi tasta F2 „Înainte”:
13
- Este afişată fereastra 3 „Salvare
ca job“ din wizard, cu rol de confirmare.
- Prin apăsarea tastei F1 „Înapoi“ pot fi afişate din nou ferestrele paşilor de lucru deja procesaţi.
Pot fi efectuate modificări.
Apăsaţi tasta F2 „Terminare”:
14
- Este afişată fereastra „Date“ care
a fost selectată anterior.
RO
Fereastră „Salvare ca job” cu rol de confirmare
71

Setare internă/externă a parametrilor selectaţi
Generalităţi Setarea parametrilor selectaţi se poate realiza cu telecomanda RCU 5000i în felul
următor:
- Intern de pe telecomandă
- Extern, de ex. la dispozitivul de avans sârmă, sursa de curent, alte telecomenzi, sistem de comandă al robotului etc.
Dacă există în sistem o posibilitate de operare externă, parametrii corespunzători sunt
setaţi automat în funcţie de parametrii introduşi la nivel extern, de ex.:
dacă este racordat un dispozitiv de avans sârmă, valoarea pentru parametrul „viteza de
avans a sârmei” se va seta la dispozitivul de avans sârmă. Dacă se doreşte setarea parametrului de la telecomanda RCU 5000i, parametrul „viteza de avans a sârmei“ trebuie
setat conform parametrilor introduşi la nivel intern.
O astfel de comutare între parametrii introduşi la nivel intern şi extern poate fi realizată
în următoarele puncte de meniu:
- Sudare MIG/MAG Synergic - Mod CC/CV
- Sudare MIG/MAG manuală - Sudare job
- Sudare cu electrod învelit - Optimizare & administrare job
Setare internă/
externă a parametrilor
- Sudare WIG
În fereastra „Date“ corespunzătoare apăsaţi tasta F5 „Int/Ext“
1
- Telecomanda comută pe tipul dorit de introducere a datelor:
Introducere parametri la nivel intern
(Int):
Parametrii care trebuie setaţi sunt introduşi şi modificaţi cu telecomanda RCU
5000i.
Parametrul selectat este afişat cu o bară
de culoare neagră cu „fereastră“ pentru
valoarea parametrului. În „fereastră“ poate fi modificată valoarea parametrului.
Introducere parametri la nivel extern
(Ext):
Parametrii care trebuie setaţi sunt introduşi şi modificaţi la sursa de curent, la
dispozitivul de avans sârmă sau de la sistemul de comandă al robotului.
Parametrul selectat este afişat cu o bară
de culoare neagră continuă pe afişajul telecomenzii. În cazul introducerii parametrilor de la nivel extern, valoarea parametrului nu poate fi modificată cu telecomanda.
72

RO
Exemplu de introducere a parametrilor la nivel intern: bară neagră cu „fereastră“ - corecţie arc electric selectată
Exemplu de introducere a parametrilor la nivel extern: bară neagră continuă - corecţie arc electric selectată
IMPORTANT!
Tasta funcţională F5 „Int/Ext“ este activă numai dacă telecomanda este conectată.
Dacă telecomanda nu este conectată tasta funcţională F5 „Int/Ext“ este afişată în culoarea gri:
Exemplu cu telecomanda neconectată: F5 „Int/Ext“ afişată în culoarea gri
73

Optimizare & administrare job
Generalităţi Pentru joburile selectate se pot executa în punctul de meniu „ Optimizare & administrare
job“ următoarele funcţii:
- Apelarea datelor de administrare
- Setarea parametrilor de lucru
- Setarea parametrilor specifici jobului
În funcţie de tipul jobului ales, în „şirul de date” este afişat un număr diferit de ferestre.
Şi ordinea ferestrelor afişate depinde de tipul jobului.
În cazul joburilor MIG/MAG Synergic sunt afişate următoarele ferestre:
- Date de administrare
- SynchroPuls
- Program de sudare - Valori Q-Master
- Parametru de lucru
- Setări procedeu
- Limite de corecţie
- în 2 tacte special
- în 4 tacte special
- Sudare în puncte
- Documentaţie per job
1)
2)
3)
4)
Apelarea punctului de meniu „Optimizare şi administrare job“
1)
Se afişează doar dacă la sursa de curent este instalată opţiunea SynchroPuls
2)
Se afişează doar dacă modul de funcţionare al pistoletului de sudare pentru jobul
selectat este setat pe S2-Takt (funcţionare specială în 2 tacte)
3)
Se afişează doar dacă modul de funcţionare al pistoletului de sudare pentru jobul
selectat este setat pe S4-Takt (funcţionare specială în 4 tacte)
4)
Se afişează doar dacă modul de funcţionare al pistoletului de sudare pentru jobul
selectat este setat pe Punkt. (sudare în puncte)
Apăsaţi butonul Meniu (1)
1
- Este afişat meniu principal
Selectaţi punctul de meniu „Optimiza-
2
re & administrare job” cu roata de setare (18)
Apăsaţi butonul OK (3)
3
- Este afişată întrebarea de siguranţă „Doriţi să editaţi joburile online?“
74
Meniu principal: Punctul de meniu „Optimizare & administrare job“ selectat

Întrebare de siguranţă: Doriţi să editaţi joburile online?
Apăsaţi tasta F2 „Da“ sau F3 „Nu“
4
- Editare online - F2 „Da“
Sursa de curent trece în meniul
Corectură job, independent de
setările sale curente. Datele modificate pe telecomandă sunt afişate
şi pe sursa de curent.
- Editare online - F3 „Nu“
Se păstrează setările curente ale
sursei de curent. Datele modificate pe telecomandă sunt afişate
numai pe aceasta.
- Este afişată fereastra „Date“ care
a fost apelată ultima oară
RO
Privire de ansamblu
„Optimizare & administrare job“ se compune din următoarele secţiuni:
- Administrare joburi
- Apelarea datelor de administrare pentru un job selectat
- Apelarea şi modificarea programului de sudare pentru un job selectat
- Apelarea şi modificarea parametrilor de lucru pentru un job selectat
- Apelarea şi modificarea setărilor de procedeu de sudare pentru un job selectat
- Apelarea şi modificarea parametrilor pentru funcţionare specială în 2 tacte pentru un
job selectat
- Apelarea şi modificarea parametrilor pentru funcţionare specială în 4 tacte pentru un
job selectat
- Apelarea şi modificarea parametrilor de sudare în puncte pentru un job selectat
- Stabilirea limitelor de corecţie pentru un job selectat
- Documentaţie per job
- Apelarea şi modificarea parametrilor SynchroPuls pentru un job selectat
- Stabilirea valorilor Q-Master pentru un job selectat
- Crearea unui punct de curbă caracteristică
75

Administrare joburi
Administrare joburi
Optimizare & administrare job: fereastra „Administrare joburi - grupă“
Apelaţi punctul de meniu „Optimizare
1
& administrare job“
Independent de fereastra afişată,
2
apăsaţi tasta F1 „Administrare joburi“:
- Este afişată fereastra 1 „Administrare joburi - grupă“ din wizard
Selectaţi grupa dorită (0 - 99) cu roata
3
de setare (18)
Pentru numirea unei grupe apăsaţi
4
tasta F3 „Numire grupă”
- Este afişată fereastra „Numire
grupă“
Selectaţi litera corespunzătoare cu
5
roata de setare (18)
Apăsaţi tasta F4 „>“, pentru a introdu-
6
ce următoarea literă
- Corecturile pot fi efectuate cu tastele F3 „<“ sau F2 „< ştergere“.
După finalizarea numirii apăsaţi tasta
7
F1 „Preluare”:
- Noua denumire este preluată, este afişată fereastra „Administrare
joburi - grupă“
76
Fereastră „Numire grupă“
Optimizare & administrare job: fereastra „Administrare joburi - grupă“
Apăsaţi tasta F2 „Înainte”:
8
- Este afişată fereastra 2 „Administrare joburi - loc de salvare“ din
wizard

Fereastra „Administrare joburi - loc de salvare“
Fereastră „Numire job“
Selectaţi locul de salvare dorit cu roa-
9
ta de setare (18)
Pentru numirea jobului apăsaţi tasta
10
F3 „Numire job“:
- Este afişată fereastra „Numire job“
Selectaţi litera corespunzătoare cu
11
roata de setare (18)
Apăsaţi tasta F4 „>“, pentru a introdu-
12
ce următoarea literă
- Corecturile pot fi efectuate cu tastele F3 „<“ sau F2 „< ştergere“.
După finalizarea numirii apăsaţi tasta
13
F1 „Preluare”:
- Noua denumire este preluată, este afişată fereastra „Salvare ca job
- loc de salvare“
- Prin apăsarea tastei F1 „Înapoi“ pot fi afişate din nou ferestrele paşilor de lucru deja procesaţi.
Pot fi efectuate modificări.
RO
Fereastră „Salvare ca job - loc de salvare“: job 3 Left
side up (partea stângă sus) selectat
Apăsaţi tasta F2 „Terminare”:
14
- Este afişată fereastra „Date“ care
a fost selectată anterior.
77
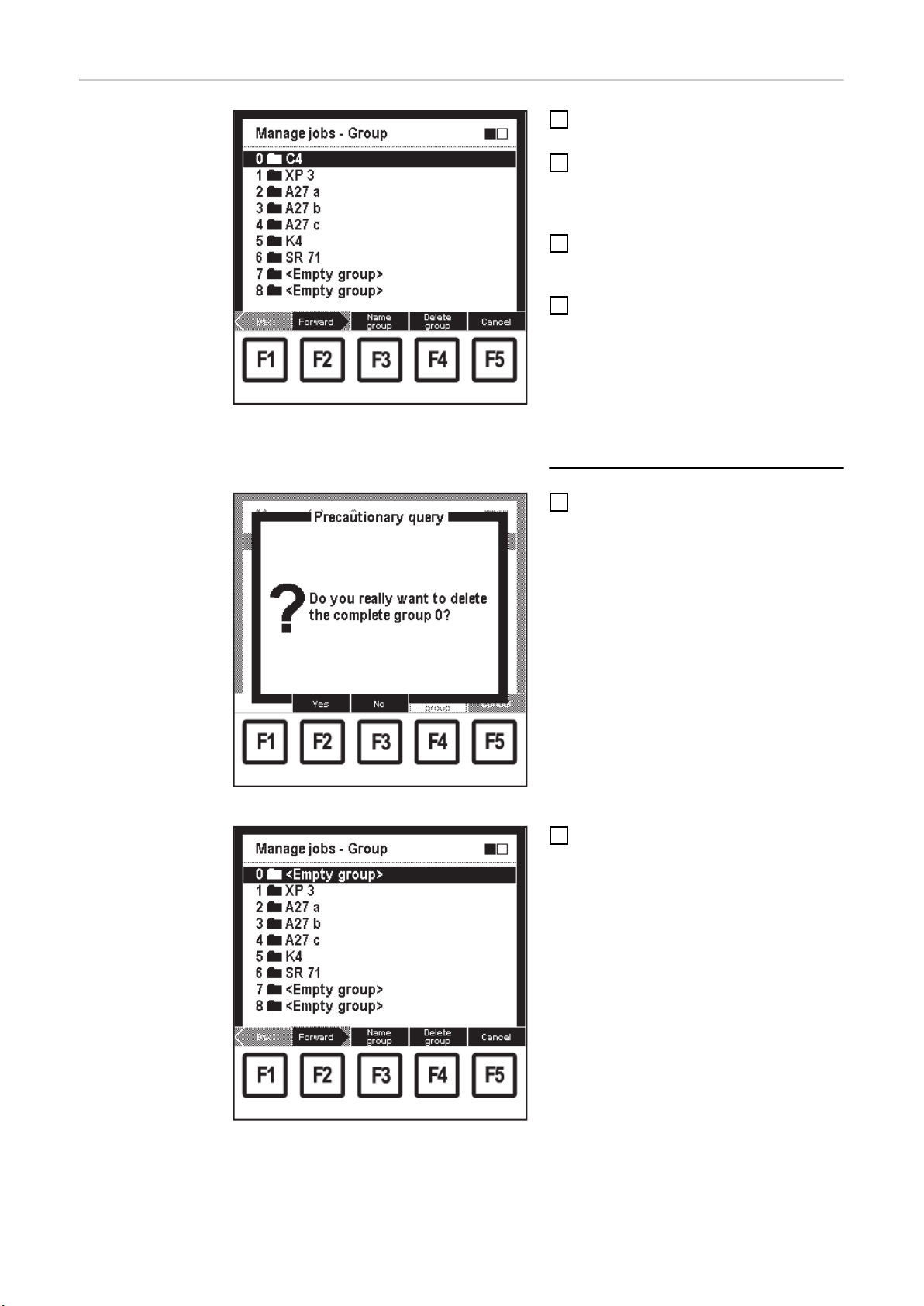
Ştergere grupe şi
joburi
Apelaţi punctul de meniu „Optimizare
1
& administrare job“
Independent de fereastra afişată,
2
apăsaţi tasta F1 „Administrare joburi“:
- Este afişată fereastra 1 „Administrare joburi - grupă“ din wizard
La ştergerea grupelor selectaţi grupa
3
pe care doriţi să o ştergeţi (0 - 99) cu
roata de setare (18)
Apăsaţi tasta F4 „Ştergere grupă“
4
- Este afişată întrebarea de siguranţă „Sunteţi sigur că doriţi să
ştergeţi întreaga grupă 0?“
Optimizare & administrare job: fereastra „Administrare joburi - grupă“
Întrebare de siguranţă „Ştergere grupă“
IMPORTANT!
La ştergerea unei grupe sunt şterse şi
toate joburile.
Apăsaţi tasta F2 „Da”
5
- Grupa selectată este ştearsă, este
afişată fereastra 1 „Administrare
joburi - grupă“ din wizard
Apăsaţi tasta F2 „Înainte”:
6
- Este afişată fereastra 2 „Administrare joburi - loc de salvare“ din
wizard
78
Fereastra „Administrare joburi - grupă“ cu grupa
ştearsă

Fereastra „Administrare joburi - loc de salvare“
La ştergerea de joburi selectaţi locul
7
de salvare corespunzător cu roata de
setare (18)
Apăsaţi tasta F4 „Ştergere job“:
8
- Este afişată întrebarea de siguranţă „Sunteţi sigur că doriţi să
ştergeţi jobul 3“
Apăsaţi tasta F2 „Da”
9
- Jobul selectat este şters, este
afişată fereastra 2 „Administrare
joburi - loc de salvare“ din wizard
RO
Întrebare de siguranţă „Ştergere job“
Fereastra „Administrare joburi - loc de salvare“
Apăsaţi tasta F2 „Terminare”:
10
- Este afişată fereastra „Date“ care
a fost selectată anterior.
79

Apelarea datelor de administrare pentru un job selectat
Apelarea datelor
de administrare
ale unui job
Afişare diferită a
datelor de administrare, în
funcţie de tipul
de job
Apelaţi punctul de meniu „Optimizare
1
& administrare job“
Cu butonul dreapta (8) selectaţi fe-
2
reastra „Date de administrare”
- Este afişată fereastra „Date de administrare“
Selectaţi parametrii „Grupă nr.“ cu bu-
3
toanele în jos (6) sau în sus (7)
Selectaţi grupa dorită (0 - 99) cu roata
4
de setare (18)
Selectaţi parametrul „Nr. job” cu taste-
5
le în jos (6) sau în sus (7)
Selectaţi jobul dorit (0 - 999) cu roata
6
de setare (18)
Optimizare & administrare job: Fereastră „Date de
administrare“
- Dacă este selectat un job din grupa următoare, se modifică în mod
corespunzător şi grupa afişată.
În funcţie de tipul jobului selectat, se modifică şi afişarea datelor de administrare, de ex.:
Pt. joburi MIG/MAG-Synergic se
afişează:
- Curent de sudare, tensiune de sudare şi grosime material - toate în
Pt. joburi Mod CC/CV se afişează:
- Curent de sudare, tensiune de sudare
- Data creării
funcţie de viteza de avans a sârmei
setată
- Program de sudare
- Data creării
Tasta F4 „Material“ nu este activă, alocarea tastei funcţionale este afişată în culoarea gri.
80
Fereastră „Date de administrare“ pentru un job
MIG/MAG Synergic
Fereastră „Date de administrare“ pentru un job Mod
CC/CV

Apelarea şi modificarea programului de sudare
pentru un job selectat
Generalităţi Ordinea ferestrelor afişate în şirul de date depinde de tipul jobului selectat.
Fereastra „Program de sudare“ este afişată numai la joburi MIG/MAG-Synergic.
Apelarea programului de sudare
al unui job
Optimizare & administrare job: Fereastră „Program
de sudare“
Apelaţi punctul de meniu „Optimizare
1
& administrare job“
Indiferent de fereastra afişată, selec-
2
taţi parametrul „Grupă nr.“ cu butoanele în jos (6) sau în sus (7)
Selectaţi grupa dorită (0 - 99) cu roata
3
de setare (18)
Selectaţi parametrul „Nr. job” cu taste-
4
le în jos (6) sau în sus (7)
Selectaţi jobul dorit (0 - 999) cu roata
5
de setare (18)
- Dacă este selectat un job din gru-
pa următoare, se modifică în mod
corespunzător şi grupa afişată.
Cu butonul dreapta (8) selectaţi fe-
6
reastra „Program de sudare“
- Este afişată fereastra „Program de
sudare“
RO
Modificarea programului de sudare al unui job
Optimizare & administrare job: Fereastră „Program
de sudare“
Apelarea programului de sudare al
1
unui job
Pentru modificarea programului de su-
2
dare apăsaţi tasta F4 „Material“:
- Este afişată fereastra 1 „Selectare
material de adaos“ din wizard
81

Fereastra „Selectare material de adaos“: AlMg5 selectat
Selectaţi materialul necesar cu roata
3
de setare (18)
Apăsaţi tasta F2 „Înainte”:
4
- Este afişată fereastra 2 „Selectare
diametru sârmă“ din wizard
- Sunt afişate numai diametrele de
sârmă disponibile pentru materialul selectat în fereastra 1.
Selectaţi diametrul corespunzător al
5
sârmei cu roata de setare (18)
Apăsaţi tasta F2 „Înainte”:
6
- Este afişată fereastra 3 „Selectare
gaz“ din wizard.
- Sunt afişate numai gazele disponi-
bile pentru materialul selectat în
fereastra 1 şi diametrul sârmei selectat în fereastra 2
Fereastra „Selectare diametru sârmă“: 1,0 mm selectat
Fereastra „Selectare gaz“: I1 100% Ar selectat
Selectaţi gazul corespunzător cu roata
7
de setare (18)
Apăsaţi tasta F2 „Înainte”:
8
- Doar în cazul în care pentru mate-
rialul selectat, pentru diametrul selectat al sârmei şi pentru gazul de
protecţie selectat sunt stocate mai
multe curbe caracteristice, este
afişată fereastra „Selectare referinţă“.
- Valoarea între paranteze de după
procedeu indică numărul de curbe
caracteristice stocate pentru acest
procedeu de sudare.
82

Exemplu: AlSi 5 / 1,2 mm / I1 100 % Ar fereastra „Selectare referinţă“: curbă caracteristică S0016 selectată
Selectaţi procedeul de sudare cores-
9
punzător cu butoanele în jos (6) sau în
sus (7)
Selectaţi numărul de referinţă cores-
10
punzător al curbei caracteristice cu
roata de setare (18)
- de ex.:
Curba caracteristică C0876 este
adecvată numai pentru CMT.
Apăsaţi tasta F2 „Înainte
11
- Este afişată fereastra 4 „Program
de sudare“ din wizard, cu rol de
confirmare
- Prin apăsarea tastei F1 „Îna-
poi“ pot fi afişate din nou ferestrele paşilor de lucru deja procesaţi.
Pot fi efectuate modificări.
Apăsaţi tasta F2 „Terminare”
12
RO
Optimizare & administrare job: Fereastră „Program
de sudare“
Optimizare & administrare job: Fereastră „Program
de sudare“
Este preluat programul de sudare setat,
este afişată fereastra „Program de sudare“
83

Apelarea şi modificarea parametrilor de lucru pentru un job selectat
Generalităţi Ordinea ferestrelor afişate în şirul de date depinde de tipul jobului selectat.
Apelarea şi modificarea parametrilor de lucru ai
unui job
Apelaţi punctul de meniu „Optimizare & administrare job“
1
Indiferent de fereastra afişată, selectaţi parametrul „Grupă nr.“ cu butoanele în jos
2
(6) sau în sus (7)
Selectaţi grupa dorită (0 - 99) cu roata de setare (18)
3
Selectaţi parametrul „Nr. job” cu tastele în jos (6) sau în sus (7)
4
Selectaţi jobul dorit (0 - 999) cu roata de setare (18)
5
- Dacă este selectat un job din grupa următoare, se modifică în mod corespunzător şi grupa afişată.
Cu butonul dreapta (8) selectaţi fereastra „Parametri de lucru
6
- Este afişată fereastra „Parametri de lucru“
Selectaţi parametrii corespunzători cu
7
butoanele în jos (6) sau în sus (7)
Modificaţi valoarea parametrului cu
8
roata de setare (18)
- Valoarea unui parametru poate fi
modificată numai în limitele domeniului de reglare definit. Domeniul
de reglare este stocat.
84
Optimizare & administrare job: Fereastră „Parametri
de lucru“

Indicaţi privind
modificarea valorii pentru viteza
de avans a
sârmei
Fereastră „Parametri de lucru “ - modificarea valorii
pentru viteza de avans a sârmei
Dacă la joburi MIG/MAG-Synergic este
modificată valoarea pentru viteza de
avans a sârmei în fereastra „Parametri de
lucru“, se modifică pe baza funcţiei Synergic şi valorile pentru curent de sudare şi
tensiune de sudare.
Modificarea curentului de sudare şi a tensiunii de sudare trebuie avută în vedere în
fereastra „Q-Master“, la parametrii „Valoare prescrisă curent“ şi „Valoare prescrisă
tensiune“.
RO
85

Apelarea şi modificarea setărilor de procedeu de
sudare pentru un job selectat
Generalităţi Ordinea ferestrelor afişate în şirul de date depinde de tipul jobului selectat.
Apelarea şi modificarea setărilor
de procedeu de
sudare ale unui
job
Apelaţi punctul de meniu „Optimizare & administrare job“
1
Indiferent de fereastra afişată, selectaţi parametrul „Grupă nr.“ cu butoanele în jos
2
(6) sau în sus (7)
Selectaţi grupa dorită (0 - 99) cu roata de setare (18)
3
Selectaţi parametrul „Nr. job” cu tastele în jos (6) sau în sus (7)
4
Selectaţi jobul dorit (0 - 999) cu roata de setare (18)
5
- Dacă este selectat un job din grupa următoare, se modifică în mod corespunzător şi grupa afişată.
Cu butonul dreapta (8) selectaţi fe-
6
reastra „Setări procedeu
- Este afişată fereastra „Setări procedeu“
Selectaţi parametrii corespunzători cu
7
butoanele în jos (6) sau în sus (7)
Modificaţi valoarea parametrului cu
8
roata de setare (18)
- Valoarea unui parametru poate fi
modificată numai în limitele domeniului de reglare definit. Domeniul
de reglare este stocat.
Optimizare & administrare job: Fereastră „Setări procedeu“
86

Apelarea şi modificarea parametrilor pentru
funcţionare specială în 2 tacte pentru un job selectat
Generalităţi Ordinea ferestrelor afişate în şirul de date depinde de tipul jobului selectat.
Fereastra „Funcţionare specială în 2 tacte” este afişată numai:
- Dacă modul de funcţionare al pistoletului de sudare pentru jobul selectat este setat
pe funcţionare specială în 2 tacte
- Pentru joburi MIG/MAG-Synergic
Apelarea şi modificarea parametrilor pentru
funcţionare specială în 2 tacte
pentru un job
Apelaţi punctul de meniu „Optimizare & administrare job“
1
Indiferent de fereastra afişată, selectaţi parametrul „Grupă nr.“ cu butoanele în jos
2
(6) sau în sus (7)
Selectaţi grupa dorită (0 - 99) cu roata de setare (18)
3
Selectaţi parametrul „Nr. job” cu tastele în jos (6) sau în sus (7)
4
Selectaţi jobul dorit (0 - 999) cu roata de setare (18)
5
- Dacă este selectat un job din grupa următoare, se modifică în mod corespunzător şi grupa afişată.
Cu butonul dreapta (8) selectaţi fereastra „Sonder-2-Takt” (funcţionare specială în 2
6
tacte)
- Este afişată fereastra „Sonder-2-Takt“ (funcţionare specială în 4 tacte)
RO
Optimizare & administrare job: Fereastra „Funcţionare specială în 2 tacte”
Selectaţi parametrii corespunzători cu
7
butoanele în jos (6) sau în sus (7)
Modificaţi valoarea parametrului cu
8
roata de setare (18)
- Valoarea unui parametru poate fi
modificată numai în limitele domeniului de reglare definit. Domeniul
de reglare este stocat.
87

Apelarea şi modificarea parametrilor pentru
funcţionare specială în 4 tacte pentru un job selectat
Generalităţi Ordinea ferestrelor afişate în şirul de date depinde de tipul jobului selectat.
Fereastra „Funcţionare specială în 4 tacte” este afişată numai:
- Dacă modul de funcţionare al pistoletului de sudare pentru jobul selectat este setat
pe funcţionare specială în 4 tacte
- Pentru joburi MIG/MAG-Synergic
Apelarea şi modificarea parametrilor pentru
funcţionare specială în 4 tacte
pentru un job
Apelaţi punctul de meniu „Optimizare & administrare job“
1
Indiferent de fereastra afişată, selectaţi parametrul „Grupă nr.“ cu butoanele în jos
2
(6) sau în sus (7)
Selectaţi grupa dorită (0 - 99) cu roata de setare (18)
3
Selectaţi parametrul „Nr. job” cu tastele în jos (6) sau în sus (7)
4
Selectaţi jobul dorit (0 - 999) cu roata de setare (18)
5
- Dacă este selectat un job din grupa următoare, se modifică în mod corespunzător şi grupa afişată.
Cu butonul dreapta (8) selectaţi fereastra „Sonder-4-Takt” (funcţionare specială în 2
6
tacte)
- Este afişată fereastra „Sonder-4-Takt“ (funcţionare specială în 4 tacte)
Selectaţi parametrii corespunzători cu
7
butoanele în jos (6) sau în sus (7)
Modificaţi valoarea parametrului cu
8
roata de setare (18)
- Valoarea unui parametru poate fi
modificată numai în limitele domeniului de reglare definit. Domeniul
de reglare este stocat.
88
Optimizare & administrare job: Fereastra „Funcţionare specială în 4 tacte”

Apelarea şi modificarea parametrilor de sudare în
puncte pentru un job selectat
Generalităţi Ordinea ferestrelor afişate în şirul de date depinde de tipul jobului selectat.
Fereastra „Sudare în puncte” este afişată numai:
- Dacă modul de funcţionare al pistoletului de sudare pentru jobul selectat este setat
pe funcţionare specială în 4 tacte
- Pentru joburi MIG/MAG-Synergic
Apelarea şi modificarea parametrilor de sudare în
puncte pentru un
job
Apelaţi punctul de meniu „Optimizare & administrare job“
1
Indiferent de fereastra afişată, selectaţi parametrul „Grupă nr.“ cu butoanele în jos
2
(6) sau în sus (7)
Selectaţi grupa dorită (0 - 99) cu roata de setare (18)
3
Selectaţi parametrul „Nr. job” cu tastele în jos (6) sau în sus (7)
4
Selectaţi jobul dorit (0 - 999) cu roata de setare (18)
5
- Dacă este selectat un job din grupa următoare, se modifică în mod corespunzător şi grupa afişată.
Cu butonul dreapta (8) selectaţi fereastra „Sudare în puncte”
6
- Este afişată fereastra „Sudare în puncte“
RO
Optimizare & administrare job: Fereastră „sudare în
puncte“
Selectaţi parametrii corespunzători cu
7
butoanele în jos (6) sau în sus (7)
Modificaţi valoarea parametrului cu
8
roata de setare (18)
- Valoarea unui parametru poate fi
modificată numai în limitele domeniului de reglare definit. Domeniul
de reglare este stocat.
89

Stabilirea limitelor de corecţie pentru un job selectat
Generalităţi Ordinea ferestrelor afişate în şirul de date depinde de tipul jobului selectat.
Fereastra „Limite de corecţie“ este afişată numai la joburi MIG/MAG-Synergic.
Scopul limitelor
de corecţie
Stabilirea limitelor de corecţie
pentru un job
Limitele de corecţie pot fi introduse individual pentru fiecare job.
Dacă pentru un job se stabilesc limite de corecţie, atunci la sudarea jobului pot fi corectate puterea de sudare şi lungimea arcului electric pentru respectivul job în cadrul limitelor stabilite.
Apelaţi punctul de meniu „Optimizare & administrare job“
1
Indiferent de fereastra afişată, selectaţi parametrul „Grupă nr.“ cu butoanele în jos
2
(6) sau în sus (7)
Selectaţi grupa dorită (0 - 99) cu roata de setare (18)
3
Selectaţi parametrul „Nr. job” cu tastele în jos (6) sau în sus (7)
4
Selectaţi jobul dorit (0 - 999) cu roata de setare (18)
5
- Dacă este selectat un job din grupa următoare, se modifică în mod corespunzător şi grupa afişată.
Cu butonul dreapta (8) selectaţi fereastra „Limite de corecţie”
6
- Este afişată fereastra „Limite de corecţie“
Selectaţi parametrii corespunzători cu
7
butoanele în jos (6) sau în sus (7)
Modificaţi valoarea parametrului cu
8
roata de setare (18)
- Valoarea unui parametru poate fi
modificată numai în limitele domeniului de reglare definit. Domeniul
de reglare este stocat.
90
Optimizare & administrare job: Fereastră „Limite de
corecţie“

Explicaţie privind
limitele de corecţie
Domeniul de corecţie pentru puterea de sudare se compune din următoarele:
viteza de avans a sârmei setată de ex.: 15,0 m/mi
n
RO
+ valoare în % pentru limita superioară de pu-
tere
= limită superioară pentru puterea de sudare
viteza de avans a sârmei setată de ex.: 15,0 m/mi
- valoare în % pentru limita inferioară de putere
= limită inferioară pentru puterea de sudare
Astfel, la sudarea jobului puterea de sudare poate fi corectată între 14,6 m/min şi 15,8 m/
min.
Domeniul de corecţie pentru lungimea arcului electric se compune din următoarele:
valoare setată pentru corecţia arcului elec-
tric
+ valoare în % pentru limitele de lungime ale
arcului electric
+ 5,0 %
- 3,0 %
de ex.: + 10,0 %
+ 20,0 %
= 15,8 m/mi
n
n
= 14,6 m/mi
n
= limită superioară pentru lungimea arcului
electric
valoare setată pentru corecţia arcului elec-
tric
- valoare în % pentru limitele de lungime ale
arcului electric
= limită inferioară pentru lungimea arcului
electric
Astfel, la sudarea jobului lungimea arcului electric poate fi corectată într-o domeniu de la
- 10,0 % până la + 30 %.
de ex.: + 10,0 %
- 20,0 %
= 30,0 %
= -10,0 %
91

Documentaţie per job
Generalităţi Ordinea ferestrelor afişate în şirul de date depinde de tipul jobului selectat.
Scopul funcţiei
„Documentaţie
per job“
Condiţie preliminară pentru „Documentaţie per
job“
Stabilire documentaţie per job
„Documentaţie per job“ serveşte documentării datelor despre sudare pentru un job selectat.
„Documentaţie per job“ poate fi setată individual pentru fiecare job.
Parametrul „Documentaţie job“ din fereastra „Setări de bază“ a punctului de meniu „Documentaţie“ trebuie să fie setat în felul următor:
- Parametru „Documentaţie job“ ..... per job
Apelaţi punctul de meniu „Optimizare & administrare job“
1
Indiferent de fereastra afişată, selectaţi parametrul „Grupă nr.“ cu butoanele în jos
2
(6) sau în sus (7)
Selectaţi grupa dorită (0 - 99) cu roata de setare (18)
3
Selectaţi parametrul „Nr. job” cu tastele în jos (6) sau în sus (7)
4
Selectaţi jobul dorit (0 - 999) cu roata de setare (18)
5
- Dacă este selectat un job din grupa următoare, se modifică în mod corespunzător şi grupa afişată.
Cu butonul dreapta (8) selectaţi fereastra „Documentaţie per job”
6
- Este afişată fereastra „Documentaţie per job“
Optimizare & administrare job: Fereastră „Documentaţie per job”
Selectaţi parametrii corespunzători cu
7
butoanele în jos (6) sau în sus (7)
Modificaţi valoarea parametrului cu
8
roata de setare (18)
- Valoarea unui parametru poate fi
modificată numai în limitele domeniului de reglare definit. Domeniul
de reglare este stocat.
92

Explicaţie privind
„Documentaţie
per job”
Parametru Setarea Rezultat
Documentaţie Pornit Datele despre sudare ale jobului selectat sunt
documentate la sudarea jobului conform parametrilor „Interval îmbinare sudată” şi „Interval de
timp”
Oprit Datele despre sudare ale jobului selectat nu
sunt documentate la sudarea jobului
RO
Interval îmbinare
sudată
Interval de timp Oprit Datele despre sudare ale jobului selectat sunt
1 Datele despre sudare ale jobului selectat sunt
documentate la sudarea jobului, la fiecare îmbinare (sudată)
2 Datele despre sudare ale jobului selectat sunt
documentate la sudarea jobului la fiecare a 2a
îmbinare (sudată)
...
100 Datele despre sudare ale jobului selectat sunt
documentate la sudarea jobului, la fiecare a
100a îmbinare (sudată) (= interval îmbinare su-
dată max.)
documentate o dată per îmbinare sudată
0,1 Datele despre sudare ale jobului selectat sunt
documentate la sudarea jobului la fiecare 0,1
sec
0,2 Datele despre sudare ale jobului selectat sunt
documentate la sudarea jobului la fiecare 0,2
sec
...
9,9 Datele despre sudare ale jobului selectat sunt
documentate la sudarea jobului, la fiecare 9,9
sec. (= interval de timp max.)
93

Apelarea şi modificarea parametrilor SynchroPuls
pentru un job selectat
Generalităţi Ordinea ferestrelor afişate în şirul de date depinde de tipul jobului selectat.
Fereastra „SynchroPuls” este afişată numai:
- Dacă la sursa de curent este instalată opţiunea SynchroPuls
- Pentru joburi MIG/MAG-Synergic
Apelarea şi modificarea parametrilor SynchroPuls
pentru un job
Apelaţi punctul de meniu „Optimizare & administrare job“
1
Indiferent de fereastra afişată, selectaţi parametrul „Grupă nr.“ cu butoanele în jos
2
(6) sau în sus (7)
Selectaţi grupa dorită (0 - 99) cu roata de setare (18)
3
Selectaţi parametrul „Nr. job” cu tastele în jos (6) sau în sus (7)
4
Selectaţi jobul dorit (0 - 999) cu roata de setare (18)
5
- Dacă este selectat un job din grupa următoare, se modifică în mod corespunzător şi grupa afişată.
Cu butonul dreapta (8) selectaţi fereastra „SynchroPuls”
6
- Este afişată fereastra „SynchroPuls“
Selectaţi parametrii corespunzători cu
7
butoanele în jos (6) sau în sus (7)
Modificaţi valoarea parametrului cu
8
roata de setare (18)
- Valoarea unui parametru poate fi
modificată numai în limitele domeniului de reglare definit. Domeniul
de reglare este stocat.
94
Optimizare & administrare job: Fereastră „SynchroPuls“

Stabilirea valorilor Q-Master pentru un job selectat
Generalităţi Ordinea ferestrelor afişate în şirul de date depinde de tipul jobului selectat.
RO
Scopul valorilor
Q-Master
Stabilirea valorilor Q Master pentru un job
Valorile Q-Master pot fi introduse individual pentru fiecare job. Dacă în decursul unui interval stabilit se ating valori mai mari sau mai mici decât valorile Q-Master stabilite, este
indusă una dintre următoarele reacţii:
- Oprire imediată a sursei de curent
- Emiterea unui semnal de avertizare
- Nici o reacţie
Apelaţi punctul de meniu „Optimizare & administrare job“
1
Indiferent de fereastra afişată, selectaţi parametrul „Grupă nr.“ cu butoanele în jos
2
(6) sau în sus (7)
Selectaţi grupa dorită (0 - 99) cu roata de setare (18)
3
Selectaţi parametrul „Nr. job” cu tastele în jos (6) sau în sus (7)
4
Selectaţi jobul dorit (0 - 999) cu roata de setare (18)
5
- Dacă este selectat un job din grupa următoare, se modifică în mod corespunzător şi grupa afişată.
Cu butonul dreapta (8) selectaţi fereastra „Q-Master”
6
- Este afişată fereastra „Q-Master“
Selectaţi parametrii corespunzători cu
7
butoanele în jos (6) sau în sus (7)
Modificaţi valoarea parametrului cu
8
roata de setare (18)
- Valoarea unui parametru poate fi
modificată numai în limitele domeniului de reglare definit. Domeniul
de reglare este stocat.
Optimizare & administrare job: Fereastră „Q-Master“
REMARCĂ!
Dacă este modificată valoarea pentru viteza de avans a sârmei în fereastra „Parametri de lucru“, se modifică pe baza funcţiei Synergic şi valorile pentru curent de
sudare şi tensiune de sudare. Modificarea curentului de sudare şi a tensiunii de
sudare trebuie avută în vedere în fereastra „Q-Master“, la parametrii „Valoare prescrisă curent“ şi „Valoare prescrisă tensiune“.
IMPORTANT! Dacă la un job selectat valoarea parametrilor „Durată maximă abatere ten-
siune“ şi „Durată maximă abatere curent“ este setată pe „Oprit“, funcţia Q-Master este
dezactivată pentru acest job.
95

Explicaţie privind
valorile Q-Master
Valoare prescrisă curent de ex.: 338,0 A
+ Valoare în A pentru limita superioară a cu-
rentului
+ 6,0 A
= Valoare limită superioară curent de sudare
Valoare prescrisă curent de ex.: 338,0 A
- Valoare în A pentru limita inferioară a curentului
= Valoare limită inferioară curent de sudare
Durată maximă abatere curent de ex.: 0,3 s
Reacţie de ex.: Avertis-
Dacă la sudarea jobului curentul de sudare efectiv este mai mare de 344 A sau mai mic
de 332 A timp de 0,3 sec, reacţia constă în afişarea unui avertisment.
Valoare prescrisă tensiune de ex.: 28,6 V
+ Valoare în V pentru limita superioară de
tensiune
= Valoare limită superioară tensiune de suda-
re
- 6,0 A
+ 0,2 V
= 344,0 A
= 332,0 A
ment
= 28,8 V
Valoare prescrisă tensiune de ex.: 28,6 A
- Valoare în V pentru limita inferioară de tensiune
= Valoare limită inferioară tensiune de sudare
Durată maximă abatere curent de ex.: 0,3 s
Reacţie de ex.: Avertis-
Dacă la sudarea jobului tensiunea de sudare de sudare efectivă este mai mare de 28,8
V sau mai mică de 28,4 V timp de 0,3 sec, reacţia constă în afişarea unui avertisment.
- 0,2 A
= 28,4 A
ment
96

Stabilirea valorilor Q-Master pentru viteza de avans
a sârmei la un job selectat
Generalităţi Ordinea ferestrelor afişate în şirul de date depinde de tipul jobului selectat.
Scopul valorilor
Q-Master
Stabilirea valorilor Q-Master pentru viteza de
avans a sârmei la
un job
Valorile Q-Master pot fi introduse individual pentru fiecare job. Dacă în decursul unui interval stabilit se ating valori mai mari sau mai mici decât valorile Q-Master stabilite, este
indusă una dintre următoarele reacţii:
- Oprire imediată a sursei de curent
- Emiterea unui semnal de avertizare
- Nici o reacţie
Reacţiile setate în fereastra „Q-Master“ se aplică şi pentru valorile QMaster pentru viteza
de avans a sârmei.
Apelaţi punctul de meniu „Optimizare & administrare job“
1
Indiferent de fereastra afişată, selectaţi parametrul „Grupă nr.“ cu butoanele în jos
2
(6) sau în sus (7)
Selectaţi grupa dorită (0 - 99) cu roata de setare (18)
3
Selectaţi parametrul „Nr. job” cu tastele în jos (6) sau în sus (7)
4
Selectaţi jobul dorit (0 - 999) cu roata de setare (18)
5
- Dacă este selectat un job din grupa următoare, se modifică în mod corespunzător şi grupa afişată.
Cu butonul dreapta (8) selectaţi fereastra „Q-Master vD”
6
- Este afişată fereastra „Q-Master vD“
RO
Selectaţi parametrii corespunzători cu
7
butoanele în jos (6) sau în sus (7)
Modificaţi valoarea parametrului cu
8
roata de setare (18)
- Valoarea unui parametru poate fi
modificată numai în limitele domeniului de reglare definit. Domeniul
de reglare este stocat.
Optimizare & administrare job: fereastră „Q-Master
vD“
IMPORTANT!
La modificarea vitezei de avans a sârmei în fereastra „Parametri de lucru“ trebuie
să se ţină seama şi de valoarea prescrisă a vitezei de tăiere din fereastra „QMaster
vD“, pentru a obţine o secţiune constantă a cusăturii sudate.
97

IMPORTANT!
Dacă la un job selectat valoarea parametrilor „Durată maximă abatere viteză de
avans a sârmei“ şi „Durată maximă abatere viteză de sudare“ este setată pe
„Oprit“, funcţia Q-Master pentru viteza de avans a sârmei este dezactivată pentru
acest job.
Explicaţie privind
valorile Q-Master
pentru viteza de
avans a sârmei
Valoare prescrisă viteză de avans a sârmei1)de ex.: 15,0 m/mi
n
- Valoare pentru limita inferioară a vitezei de
avans a sârmei
= Valoare limită superioară curent de sudare
- 0,5 m/mi
n
= 14,5 m/mi
n
Valoare prescrisă viteză de avans a sârmei1)de ex.: 15,0 m/mi
n
+ Valoare pentru limita superioară a vitezei
de avans a sârmei
= Valoare limită superioară a vitezei de avans
a sârmei
+ 0,5 m/mi
n
= 15,5 m/mi
n
Durată maximă abatere curent de ex.: 0,3 s
Reacţie
2)
de ex.: Avertis-
ment
Dacă la sudarea jobului valoarea efectivă a vitezei de avans a sârmei este mai mare de
15,5 m/min sau mai mică de 14,5 m/min timp de 0,3 sec, reacţia constă în afişarea unui
avertisment.
1)
conform ferestrei „Parametri de lucru“
2)
conform ferestrei „Q-Master“
98

Optimizare şi administrare curbă caracteristică
Generalităţi Punctul de meniu „Optimizare & administrare curbe caracteristice“ permite administra-
rea, redenumirea sau optimizarea curbelor caracteristice pentru utilizator.
REMARCĂ!
Optimizarea curbelor caracteristice pentru utilizator presupune cunoştinţe privind
tehnica arcurilor electrice şi tehnica de sudare.
IMPORTANT!
Pentru crearea unei curbe caracteristice pentru utilizator sunt necesare cel puţin
două puncte de curbă caracteristică.
Însă pentru a obţine optimizarea în toate intervalele de putere ar trebui programate 6-10
puncte de curbă caracteristică (un punct per grosime a materialului). Pot fi programate
maxim 19 puncte de curbă caracteristică.
RO
Apelarea punctului de meniu „Optimizare şi administrare curbă caracteristică“
Meniu principal: Punctul de meniu „Optimizare şi administrare curbă caracteristică“ selectat
Întrebare de siguranţă: Doriţi să editaţi curbele caracteristice online?
Apăsaţi butonul Meniu (1)
1
- Este afişat meniu principal
Selectaţi punctul de meniu „Optimiza-
2
re & administrare curbă caracteristică”
cu roata de setare (18)
Apăsaţi butonul OK (3)
3
- Este afişată întrebarea de siguranţă „Doriţi să editaţi curbele caracteristice online?“
Apăsaţi tasta F2 „Da“ sau F3 „Nu“
4
- Editare online - F2 „Da“
Sursa de curent trece în meniul
Configurare, independent de
setările sale curente. Datele modificate pe telecomandă, pentru care există şi o posibilitate de afişare
pe sursa de curent, sunt afişate şi
pe sursa de curent (de ex. viteza
de avans a sârmei).
- Editare online - F3 „Nu“
Se păstrează setările curente ale
sursei de curent. Datele modificate pe telecomandă sunt afişate
numai pe aceasta.
- Este afişată fereastra „Date“ care
a fost apelată ultima oară
99

Privire de ansamblu
„Optimizare & administrare curbă caracteristică“ se compune din următoarele secţiuni:
- Administrare curbe caracteristice
- Administrare puncte ale curbelor caracteristice
- Parametrii curbelor caracteristice Standard
- Parametrii curbelor caracteristice Puls
- Parametrii curbelor caracteristice CMT
- Parametrii curbelor caracteristice CMT Pulse
- Parametrii curbelor caracteristice CMT Advanced
- Parametrii curbelor caracteristice CMT Advanced Pulse
- Modificarea parametrilor curbelor caracteristice
100
 Loading...
Loading...