

Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
RCU 5000i
Manual de instruções
PT-BR
42,0426,0021,PB 005-12102021

Índice
Diretrizes de segurança 9
Explicação dos avisos de segurança 9
Informações gerais 9
Especificações de uso 10
Condições ambientais 10
Responsabilidades do operador 10
Responsabilidades do pessoal 10
Classificação dos aparelhos de compatibilidade eletromagnética 11
Medidas de compatibilidade eletromagnética 11
Medidas para EMF 11
Medidas de segurança no local de instalação e no transporte 12
Comissionamento, manutenção e reparo 12
Sinalização de segurança 12
Segurança de dados 13
Direito autorais 13
Informações gerais 14
Conceito de dispositivo 14
Áreas de aplicação 14
Vantagens 14
Configuração de série 14
Opções 14
Dados Técnicos 15
Avisos para a marcação de transmissão de rádio 15
Funções não descritas 15
Elementos de comando e conexões 16
Painel de comando 16
Avisos para a tecla OK 17
Demais elementos de manuseio, conexões, componentes mecânicos 18
Conceito de manuseio 20
Orientação nas atividades de trabalho 20
Menu Central 20
„Característica Técnica“ 20
Aceitação de valores 21
Descrição das indicações do Display 22
Geral 22
Screen „Menu“ 22
Screen „Dados“ 22
Screen „Wizard“ 23
Screen „Diálogo“ 24
Screen „Mensagem“ 24
Screen „Falha“ 25
Comissionamento 27
Antes da Colocação em Funcionamento 27
Pré-requisitos do sistema 27
Conectar RCU 5000i 27
Sequência de iniciar – ajustar idioma 28
Falha „073 (no Host)“ – Sem interligação para a fonte de solda 29
Fechar e abrir o RCU 5000i através do cartão-Key 30
Condição prévia 30
Administração do usuário, perfis Keys 30
Fechar RCU 5000i 30
Abrir RCU 5000i 31
„Desbloquear“ o RCU 5000i através da Função Unlock 32
Soldagem MIG/MAG Synergic 33
Geral 33
Chamar o item de menu „Soldagem Synergic MIG/MAG“ 33
Visão geral 33
Chamar o programa de soldagem 34
Chamar o programa de soldagem 34
Ajustar parâmetros de trabalho 35
PT-BR
3
Ajustar parâmetros de trabalho 35
Modos de operação da tocha 35
Processo 35
Processo „CMT“ 37
Comutar para a indicação maximizada 38
Geral 38
Comutar para a indicação maximizada 38
Ajustar os parâmetros para os ajustes de processamento 39
Ajustar os parâmetros para os ajustes de processamento 39
Ajustar os parâmetros de continuação: 2 Ciclos especiais, 4 Ciclos especiais, pontilhação 40
Ajustar os demais parâmetros para 2 Ciclos especiais 40
Ajustar os demais parâmetros para 4 Ciclos especiais 41
Ajustar os demais parâmetros para a pontilhação 41
Ajustar os parâmetros SynchroPuls 43
Geral 43
Ajustar os parâmetros SynchroPuls (Opção-Software) 43
Soldagem Manual MIG/MAG 44
Geral 44
Chamar o item de menu „Soldagem Manual MIG/MAG“ 44
Visão geral 44
Chamar o programa de soldagem 45
Selecionar o programa de soldagem 45
Ajustar parâmetros de trabalho 46
Ajustar parâmetros de trabalho 46
Modos de operação da tocha 46
Comutar para a indicação maximizada 47
Geral 47
Comutar para a indicação maximizada 47
Ajustar os parâmetros para os ajustes de processamento 48
Ajustar os parâmetros para os ajustes de processamento 48
Ajustar os demais parâmetros para a pontilhação 49
Ajustar os demais parâmetros para a pontilhação 49
Ajustar o programa de soldagem e material 50
Geral 50
Ajustar o programa de soldagem e material 50
Implantar curva característica do usuário – adaptar curva característica 52
Geral 52
Bases para a implantação da curva característica do usuário 52
Implantar Synergic lines – Adaptar c. características 52
Implantar itens-curvas características para curvas características do usuário 56
Geral 56
Bases para a implantação pontos de curvas característica 56
Criar ponto curva caract. 56
Selecionar curva característica do usuário 60
Selecionar curva característica do usuário 60
Soldagem de eletrodos revestidos 61
Chamar o Item de Menu „Soldagem com eletrodos“ 61
Ajustar parâmetros de trabalho 61
Comutar para a indicação maximizada 62
Ajustar os parâmetros para os ajustes de processamento 62
Soldagem TIG 63
Chamar o Item de Menu „Soldagem TIG“ 63
Ajustar parâmetros de trabalho 63
Comutar para a indicação maximizada 64
Modo-CC/CV 65
Geral 65
Chamar Item do Menu „CC/CV-Mode“ 65
Ajustar parâmetros de trabalho 65
Comutar para a indicação maximizada 65
Ajustar os parâmetros para os ajustes de processamento 66
Soldagem de Job 67
Chamar o Item de Menu „Soldagem por Job“ 67
Ajustar os parâmetros de trabalho para um Job 67
Comutar para a indicação maximizada 68
4
Troca do método de soldagem durante a soldagem CMT Advanced 68
Memorizar ajustes como Job 69
Geral 69
Aviso para a memorização de Jobs 69
Salvar como Job 69
Ajuste interno / externo de parâmetros selecionados 72
Geral 72
Ajuste interno /externo de parâmetros 72
Otimizar & administrar Job 74
Geral 74
Chamar o Item de Menu „Otimizar & Administrar Job“ 74
Visão geral 75
Administrar Jobs 76
Administrar Job 76
Deletar grupos e Jobs 78
Chamar os dados da administração para um Job selecionado 80
Chamar os dados da administração de um Job 80
Indicação diferente dos dados da administração depende do tipo de Job 80
Chamar e alterar o programa de soldagem para um Job selecionado 81
Geral 81
Chamar o programa de soldagem de um Job 81
Alterar o programa de soldagem de um Job 81
Chamar e alterar os parâmetros de trabalho para um Job selecionado 84
Geral 84
Chamar e alterar os parâmetros de trabalho para um Job 84
Aviso para as alterações do valor do alimentador 85
Chamar e alterar os ajustes de processamento para um Job selecionado 86
Geral 86
Chamar e alterar os ajustes de processamento de um Job 86
Chamar e alterar os parâmetros de 2 Ciclos especiais para um Job selecionado 87
Geral 87
Chamar e alterar os parâmetros de 2 Ciclos especiais para um Job 87
Chamar e alterar os parâmetros de 4 Ciclos especiais para um Job selecionado 88
Geral 88
Chamar e alterar os parâmetros de 4 Ciclos especiais para um Job 88
Chamar e alterar os parâmetros de pontilhação para um Job selecionado 89
Geral 89
Chamar e alterar os parâmetros de pontilhação para um Job 89
Determinar os limites de correção para um Job selecionado 90
Geral 90
Finalidade de limites de correção 90
Determinar os limites de correção para um Job 90
Explicação para os limites de correção 91
Documentação por Job 92
Geral 92
Finalidade da função „Documentação por Job“ 92
Pré-requisito para „Documentação por Job“ 92
Determinar a documentação por Job 92
Explicação para Documentação por Job 93
Chamar e alterar os parâmetros-SynchroPuls para um Job selecionado 94
Geral 94
Chamar e alterar os parâmetros de SynchroPuls para um Job 94
Determinar os valores-QMaster para um Job selecionado 95
Geral 95
Finalidade de valores QMaster 95
Determinar os valores Q-Master para um Job 95
Explicação para os valores-QMaster 96
Determinar os valores de alimentação de arame-QMaster para um Job selecionado 97
Geral 97
Finalidade de valores QMaster 97
Determinar os valores do alimentador de arame Q-Master para um Job 97
Explicação para os valores do alimentador de arame Q-Master 98
Otimizar e administrar a curva característica 99
Geral 99
PT-BR
5
Chamar Item de Menu „Otimizar e administrar a curva característica“ 99
Visão geral 100
Administrar curvas características 101
Selecionar uma curva característica 101
Nomear e renomear curvas características 102
Deletar curvas características 103
Administrar-Pontos de curvas características 105
Selecionar-Pontos de curvas características 105
Inserir-Pontos de curvas características 105
Deletar-Pontos de curvas características 108
Curvas características – parâmetros de curvas características-standard 110
Ignição 110
Arco estático 110
Arco dinâmico 111
Fim soldagem 112
Valores de referência 113
Aceitação de valores de referência da tensão e corrente 113
Curvas características – parâmetros de curvas características-pulsação 114
Ignição 114
Parâmetros de pulsação 114
Arco estático 116
Curto-circuito 118
Fim soldagem 118
Valores de referência 119
Aceitação de valores de referência da tensão e corrente 119
Curvas características – parâmetros de curvas características-CMT 120
Geral 120
Ignição 120
Parâmetros - CMT 121
Fim soldagem 123
Valores de referência 123
Aceitação de valores de referência da tensão e corrente 123
Curvas características – parâmetros CMT / curvas características-pulsação 124
Geral 124
Ignição 124
Visão Geral: Parâmetro CMT, parâmetro de pulsação 125
Parâmetros - CMT 125
Parâmetros de pulsação 126
CMT/pulsação 127
Fim soldagem 127
Valores de referência 127
Aceitação de valores de referência da tensão e corrente 128
Parâmetros de soldagem de curvas características das curvas características do CMT Advanced 129
Geral 129
Ignição 129
Hotstart 129
Início da soldagem 130
Parâmetro de soldagem CMT e parâmetro de soldagem de EN CMT 130
EN/EP CMT 132
Fim soldagem 132
Valores de referência 132
Aceitação de valores de referência da tensão e corrente 133
Parâmetros de soldagem das curvas características das curvas características CMT/Puls Advanced 134
Geral 134
Ignição 134
Hotstart 134
Visão Geral: Parâmetro CMT, parâmetro de pulsação 135
Parâmetros - CMT 135
Parâmetros de pulsação 136
Ciclos CMT/pulsação 138
Fim soldagem 139
Valores de referência 139
Alterar curvas características-parâmetros 140
O regulador de processo 140
6
Telas exibidas nas diferentes curvas características 140
Alterar curvas características-parâmetros 141
Documentação 142
Geral 142
Avaliação dos dados de soldagem 142
Chamar o Item de Menu „Documentação“ 143
Visão geral 143
Determinar ajustes básicos para a documentação 144
Determinar ajustes básicos para a documentação 144
Ajustes básicos-documentação na memorização de Jobs 144
Explicação sobre os parâmetros no Screen „Ajustes Básicos“ 144
Documentação no cartão SD 145
A necessidade de memória na documentação no cartão de memória 146
Determinar valores-QMaster 148
Finalidade de valores QMaster 148
Determinar valores-QMaster 148
Explicação para os valores-QMaster 148
Ajustar a corrente máxima do motor 150
Geral 150
Ajustar a corrente máxima do motor 150
Contador de componentes 151
Geral 151
Ativar contador de componentes 151
Determinar o número de componente 151
Aumentar o número de componente 153
Livro de registro soldagem 155
Geral 155
Livro de registro de soldagem - indicar dados de soldagem 155
Eventos de livro de registros 157
Geral 157
Eventos livro reg 157
Retirar o cartão de memória 158
Geral 158
Retirar o cartão de memória 158
Pré ajustes da Máquina 160
Geral 160
Chamar o Item de Menu „Pré-Ajustes da Máquina“ 160
Visão geral 160
Ajustar pré-ajustes da máquina para a operação de soldagem 161
Ajustar os pré-ajustes da máquina para "MIG/MAG" 161
Ajustar os pré-ajustes da máquina para „TIG“ 161
Ajustar os pré-ajustes da máquina para „Soldagem com eletrodos“ 162
Ajustar os pré-ajustes da máquina para „Job“ 162
Ajustar Ethernet 163
Geral 163
Alterar ajuste Ethernet 163
Parâmetros Ethernet 164
Ajustar data e horário 165
Ajustar data e horário 165
Interface do robô – operação de robô 166
Geral 166
Seleção de parâmetro interna na operação de robô 166
Seleção de parâmetro externo na operação de robô 167
Parâmetros selecionados de comutação seletiva externo e interno na seleção de parâmetro exter-na168
PT-BR
Demais funções na operação de robô 169
Perfis / Keys 171
Geral 171
Explicações de conceitos 172
Perfis pré-definidos 172
Perfil „Administrador“ 173
Perfil „bloqueado“ 173
Recomendação para a implantação de perfis e Keys 174
Condição prévia 174
7

Procedimento 174
Implantar e processar perfis 175
Condição prévia 175
Implantar Key-administrador 175
Implantar perfis 177
Abrir / fechar perfis 180
Processar Perfil 181
Deletar Perfil 185
Exemplo-perfis 186
Geral 186
Bloqueado 186
Welding Specialist MIG / MAG 186
Programador-Robô 188
Welder / Worker 189
Implantar e processar Keys 190
Atribuir cartões-Key para os perfis (implantar Keys) 190
Processar usuários / Keys 192
Deletar usuários / Keys 194
Registrar e des-resgistrar usuários registrados no controle remoto 196
Geral 196
Registrar usuário 196
Indicação usuário registrado 197
Des-registrar usuário 198
Indicação Perfil „bloqueado“ 198
RCU 5000i - Função Unlock 199
Geral 199
Ativar através da Função Unlock a Screen „Perfis / Keys“ 199
Continuação de procedimento 201
Ajustar idioma e norma 202
Geral 202
Ajustar idioma e norma 202
Veja Dados de Versão 203
Geral 203
Veja Dados de Versão 203
Executar backup 204
Geral 204
Executar backup 204
Restaurar dados 206
Geral 206
Restaurar dados - Restore 206
Equilibrar a alimentação de arame ou PushPull-Unit 208
Equilibrar a alimentação de arame (Equilibração-VR) 208
Equilibrar PushPull-Unit 209
Equilibração – L/R – equilibrar indutividade do circuito de soldagem e resistência do circuito de soldagem
Geral 213
Balanceamento-L/R 213
Retornar os ajustes RCU 5000i para o estado de entrega 216
Geral 216
Retornar RCU 5000i para o estado de entrega 216
Atualizar Software- RCU 5000i 217
Condições prévias 217
Antes da primeira atualização - Instalar Driver LocalNetUSB 217
Antes da primeira atualização - Instalar Software BASICLoad 223
Atualizar Software- RCU 5000i 227
Visão Geral Alfabética dos Parâmetros Ajustáveis 229
Explicação 229
Parâmetros A - Z 229
213
8
Diretrizes de segurança
PT-BR
Explicação dos
avisos de segurança
ALERTA!
Marca um perigo de ameaça imediata.
Caso não seja evitado, a consequência é a morte ou lesões graves.
▶
PERIGO!
Marca uma possível situação perigosa.
Caso não seja evitada, a consequência pode ser a morte e lesões graves.
▶
CUIDADO!
Marca uma possível situação danosa.
Caso não seja evitada, lesões leves ou menores e também danos materiais podem
▶
ser a consequência.
AVISO!
Descreve a possibilidade de resultados de trabalho prejudicados e de danos no
equipamento.
Informações gerais
O aparelho é produzido de acordo com tecnologias de ponta e com os regulamentos de
segurança reconhecidos. Entretanto, no caso de operação incorreta ou mau uso, há riscos
- a vida do operador ou de terceiros,
- para o aparelho e para outros bens materiais do usuário,
- e para o trabalho eficiente com o equipamento.
Todas as pessoas contratadas para colocar o aparelho em funcionamento, operá-lo, fazer manutenção e repará-lo devem
- ser qualificadas de forma correspondente,
- ter conhecimentos de soldagem e
- ter lido completamente este manual de instruções e cumprir com exatidão as instruções.
O manual de instruções deve ser guardado permanentemente no local de utilização do
aparelho. Como complemento ao manual de instruções, os regulamentos gerais válidos,
bem como os regionais, sobre a prevenção de acidentes e proteção ao meio ambiente
devem ser cumpridos.
Os avisos de segurança e perigo no aparelho
- devem ser mantidos legíveis,
- não devem ser danificados,
- retirados,
- ocultados, encobertos ou cobertos de tinta.
As posições dos avisos de segurança e perigo no aparelho devem ser observadas no
capítulo "Geral" do manual de instruções do seu aparelho.
Falhas que podem afetar a segurança devem ser eliminadas antes da inicialização do
mesmo.
Trata-se da sua segurança!
9

Especificações
de uso
O aparelho é indicado exclusivamente para trabalhos dentro da utilização prevista.
Um uso diferente ou além do indicado é considerado como não estando de acordo. O
fabricante não se responsabiliza por quaisquer danos decorrentes.
Também fazem parte da utilização prevista
- a leitura completa e a observância de todos os avisos do manual de instruções
- a leitura completa e a observância de todos os avisos de segurança e perigo
O aparelho opera somente de maneira exclusiva com as fontes de energia elétrica previstas para isto.
O aparelho foi desenvolvido para a utilização na indústria e no comércio. O fabricante
não assume a responsabilidade por danos que são causados por emprego em áreas residenciais.
Condições ambientais
Responsabilidades do operador
A operação ou o armazenamento do aparelho fora do local especificado também não
são considerados adequados. O fabricante não se responsabiliza por quaisquer danos
decorrentes.
Faixa de temperatura do ar ambiente:
- na operação: -10°C a + 50°C (14°F a 122°F)
- no transporte e armazenamento: -15°C a +70°C (5°F a 158°F)
Umidade relativa do ar:
- até 50% a 40 °C (104 °F)
- até 90% em 20 °C (68 °F)
Ar ambiente: isento de poeira, ácidos, gases ou substâncias corrosivas, etc.
Altitude acima do nível do mar: até 2000 m (6500 pés)
O operador se compromete a permitir que trabalhem no aparelho apenas pessoas que
- estejam familiarizadas com as regras básicas sobre segurança no trabalho e prevenção de acidentes, e tenham sido treinadas para o manuseio do mesmo
- tenham lido e entendido esse manual de instruções, especialmente o capítulo „Diretrizes de segurança“, e tenham confirmado com uma assinatura
- tenham sido treinadas conforme as exigências para os resultados do trabalho.
O trabalho de consciência das normas de segurança do pessoal deve ser verificado em
intervalos regulares.
Responsabilidades do pessoal
10
Todas as pessoas designadas para trabalhar no aparelho comprometem-se, antes do
início dos trabalhos,
- a seguir as regras básicas sobre segurança no trabalho e prevenção de acidentes
- ler este manual de instruções e confirmar, com uma assinatura, que compreenderam e cumprirão especialmente o capítulo „Diretrizes de segurança“.
Antes de sair do posto de trabalho, assegurar-se que, mesmo na sua ausência, não
possam ocorrer danos a pessoas ou bens materiais.
Classificação dos
aparelhos de
compatibilidade
eletromagnética
Aparelhos da Categoria de Emissão A:
- são indicados para uso apenas em regiões industriais
- em outras áreas, podem causar falhas nos cabos condutores de energia elétrica e
irradiação.
Aparelhos da Categoria de Emissão B:
- atendem aos requisitos de emissão para regiões residenciais e industriais. Isto
também é válido para áreas residenciais onde a alimentação de energia elétrica seja feita por uma rede de baixa tensão pública.
Classificação dos aparelhos de compatibilidade eletromagnética conforme a placa de
identificação e os dados técnicos.
PT-BR
Medidas de compatibilidade eletromagnética
Em casos especiais, apesar da observância aos valores limite de emissão autorizados,
pode haver influências na região de aplicação prevista (por exemplo, quando aparelhos
sensíveis se encontram no local de instalação ou se o local de instalação estiver próximo a receptores de rádio ou de televisão).
Nesse caso, o operador é responsável por tomar as medidas adequadas para eliminar o
problema.
A imunidade eletromagnética das instalações nas proximidades do equipamento deve
ser testada e avaliada de acordo com as determinações nacionais e internacionais.
Exemplos de equipamentos sujeitos a falhas que possam ser influenciados pelo aparelho:
- dispositivos de segurança
- condutores da rede elétrica, sinalização e transmissão de dados
- instalações de EDP e de telecomunicação
- dispositivos para medir e calibrar
Medidas auxiliares para evitar problemas de compatibilidade eletromagnética:
1. Alimentação de energia elétrica
- Se forem encontradas interferências eletromagnéticas apesar de um acopla-
mento à rede, tomar medidas adicionais (por exemplo: utilizar filtros de rede
adequados).
2. Condutores de soldagem
- deixar o mais curto possível
- instalar bem próximos (também para evitar problemas EMP)
- instalar longe de outros cabos
3. Equalização potencial
4. Aterramento da peça de trabalho
- Se necessário, executar a conexão à terra através de capacitores adequados.
5. se necessário, proteger
- Blindagem de outras instalações no ambiente
- Blindagem de toda a instalação de soldagem
Medidas para
EMF
Campos eletromagnéticos podem causar danos à saúde que ainda são desconhecidos:
- Efeitos nocivos para pessoas nas proximidades, por exemplo, usuários de marcapassos e aparelhos de surdez
- Usuários de marca-passo devem consultar seu médico antes de permanecer próximo ao aparelho e ao processo de soldagem
- Manter a maior distância possível entre os cabos de soldagem e a cabeça/ tronco
do soldador por razões de segurança
- Não carregar cabos de soldagem e jogos de mangueira nos ombros e não enrolálos sobre o corpo e membros
11

Medidas de segurança no local de
instalação e no
transporte
Um aparelho em queda pode colocar a vida em risco! Colocar o dispositivo sobre um
piso plano e firme, de forma estável
- É permitido um ângulo de inclinação máximo de 10°.
Em ambientes com perigo de fogo e explosão, são aplicadas normas especiais
- devem ser seguidas as respectivas normas nacionais e internacionais.
Por meio de controles e instruções internos, garantir que o ambiente do posto de trabalho esteja sempre limpo e arrumado.
Instalar e operar o aparelho somente de acordo com o grau de proteção indicado na placa de identificação.
Ao posicionar o dispositivo, garantir uma distância em volta de 0,5 m (1 ft. 7.69 in.), para
que o ar frio possa entrar e sair sem impedimento.
No transporte do aparelho, atentar para que as diretrizes e as normas aplicáveis de prevenção de acidentes, nacionais e regionais, sejam cumpridas. Isso vale especialmente
para as diretrizes referentes a perigos no transporte e movimento.
Não erguer ou transportar nenhum dispositivo ativo. Desligar o dispositivo antes do
transporte ou do erguimento!
Antes de cada transporte do dispositivo, esvaziar completamente refrigerador e desmontar os seguintes componentes:
- Velocidade do arame
- Bobina de arame
- Cilindro do gás de proteção
Comissionamento, manutenção e
reparo
Sinalização de
segurança
Antes do comissionamento, após o transporte, é necessário executar uma inspeção visual do aparelho para verificar danos. Possíveis danos devem ser reparados por um
técnico de serviço treinado antes do comissionamento.
Em peças adquiridas de terceiros, não há garantia de construção e fabricação conforme
as exigências de carga e segurança.
- Somente utilizar peças de desgaste e de reposição originais (válido também para
peças padrão).
- Não executar alterações, modificações e adições de peças no aparelho sem autorização do fabricante.
- Componentes em estado imperfeito devem ser substituídos imediatamente.
- Na encomenda, indicar a denominação exata e o número da peça conforme a lista
de peça de reposição e também o número de série do seu aparelho.
Os parafusos da carcaça constituem a conexão do fio terra com o aterramento das
peças da carcaça.
Sempre utilizar parafusos originais da carcaça na quantidade correspondente e com o
torque indicado.
Aparelhos com a indicação CE cumprem as exigências básicas da diretriz de compatibilidade de baixa tensão e eletromagnética (por exemplo, normas de produto relevantes
da série de normas EN 60 974).
12
A Fronius International GmbH declara que o aparelho corresponde às normas da diretiva 2014/53/UE. O texto completo da Declaração de conformidade UE está disponível
em: http://www.fronius.com
Aparelhos marcados com o símbolo de verificação CSA cumprem as exigências das
normas relevantes para o Canadá e os EUA.

Segurança de dados
Direito autorais Os direitos autorais deste manual de instruções permanecem com o fabricante.
O usuário é responsável por proteger os dados contra alterações dos ajustes da fábrica.
O fabricante não se responsabiliza por configurações pessoais perdidas.
O texto e as imagens estão de acordo com o padrão técnico no momento da impressão.
Sujeito a alterações. O conteúdo do manual de instruções não dá qualquer direito ao
comprador. Agradecemos pelas sugestões de aprimoramentos e pelos avisos sobre erros no manual de instruções.
PT-BR
13

Informações gerais
Conceito de dispositivo
Áreas de aplicação
O controle remoto RCU 5000i serve para
o manuseio de todas as fontes de solda
da série TransSynergic / TransPuls Synergic. Todas as funções que existem na fonte de solda podem ser chamadas com o
controle remoto RCU 5000i. Além disso,
estão à disposição mais funções como por
exemplo: a otimização de curvas características de soldagem.
A interligação da fonte de solda será feita
através de um plugue LocalNet.
O controle remoto RCU 5000i é equipado
com um Display-LC. Em conjunto com
uma guia de menu bem visível resulta-se
desta forma um aparelho agradável para o
usuário.
Controle remoto RCU 5000i
O controle remoto será empregado RCU 5000i
- Para o controle remoto, programação e pré-ajuste de fontes de solda.
- na aplicações de robôs,
- para a operação de soldagem manual em fontes de solda, que são equipadas com
o painel de comando „Remote“.
Vantagens - Boa visibilidade através do Display-LC
- Guia do usuário simples e lógico
- 180 curvas características de soldagem-Synergic pré-programadas
- Curvas características de soldagem podem ser otimizadas
- Programação simples-Job
- Função de memória-Job para até 1000 Jobs
- Administração do usuário através do cartão-Key
- Monitoramento de parâmetros através da função QMaster
- Interligação-LocalNet
- USB-interface para Software-Updates
Configuração de
série
Opções Suporte RCU 5000i
A configuração de série do controle remoto RCU 5000i inclui:
- ligado no controle remoto: 1 peça, cabo de controle remoto, 6-polos, 5 m (16 ft. 5
in.), incl. plugue LocalNet, 10-pólos
- 1 peça, cabo-USB, aprox. 1,8 m (5 ft. 11 in.), incl. adaptador-USB
- 1 peça, cartão de memória, 3,3 V
- 1 peça, cartão transponder („Cartão Key“)
- 1 peça, CD-ROM „Software Tools“
O suporte RCU 5000i é previsto para a montagem na parede ou para a instalação em
uma fonte de solda-remota. O controle remoto pode ser enganchado no suporte RCU
5000i.
14

Dados Técnicos
Tensão de alimentação 24 V CC
Consumo de corrente 170 mA
Grau de proteção IP 23
Símbolo de aprovação CE, FCC
Faixa de freqüência 134,2 kHz
Max. potência de envio < 65dBµA/m @10m
Dimensões c/l/a 258 / 180 / 48 mm
10,16 / 7,09 / 1,89 in.
Peso 1,5 kg
3,31 lb.
PT-BR
Avisos para a
marcação de
transmissão de
rádio
Funções não descritas
O controle remoto RCU 5000i é equipado com um módulo-RFID (Radio Frequency Identification) . O módulo-RFID serve para a transmissão de dados através de cabo e sem
contato com o cartão-Key (cartão-Transponder). A transmissão de dados será feita
através de um campo magnético.
Os módulos-RFID são submetidos nos EUA à obrigação de marcação conforme FCC:
FCC ID: QKWRF5000I
AVISO!
Por causa da atualização do Software podem estar disponíveis funções no seu
aparelho, que não estão descritas nesta instrução de manuseio.
Além disso as diversas figuras nesta instrução de manuseio podem divergir um pouco
dos dados indicados realmente no Display-LC.
15
Elementos de comando e conexões
(1)
(15)
(14)(13)(12)(11)(10)
)8()9(
(7)
(6)
)4()5(
(3)
(2)
(16)
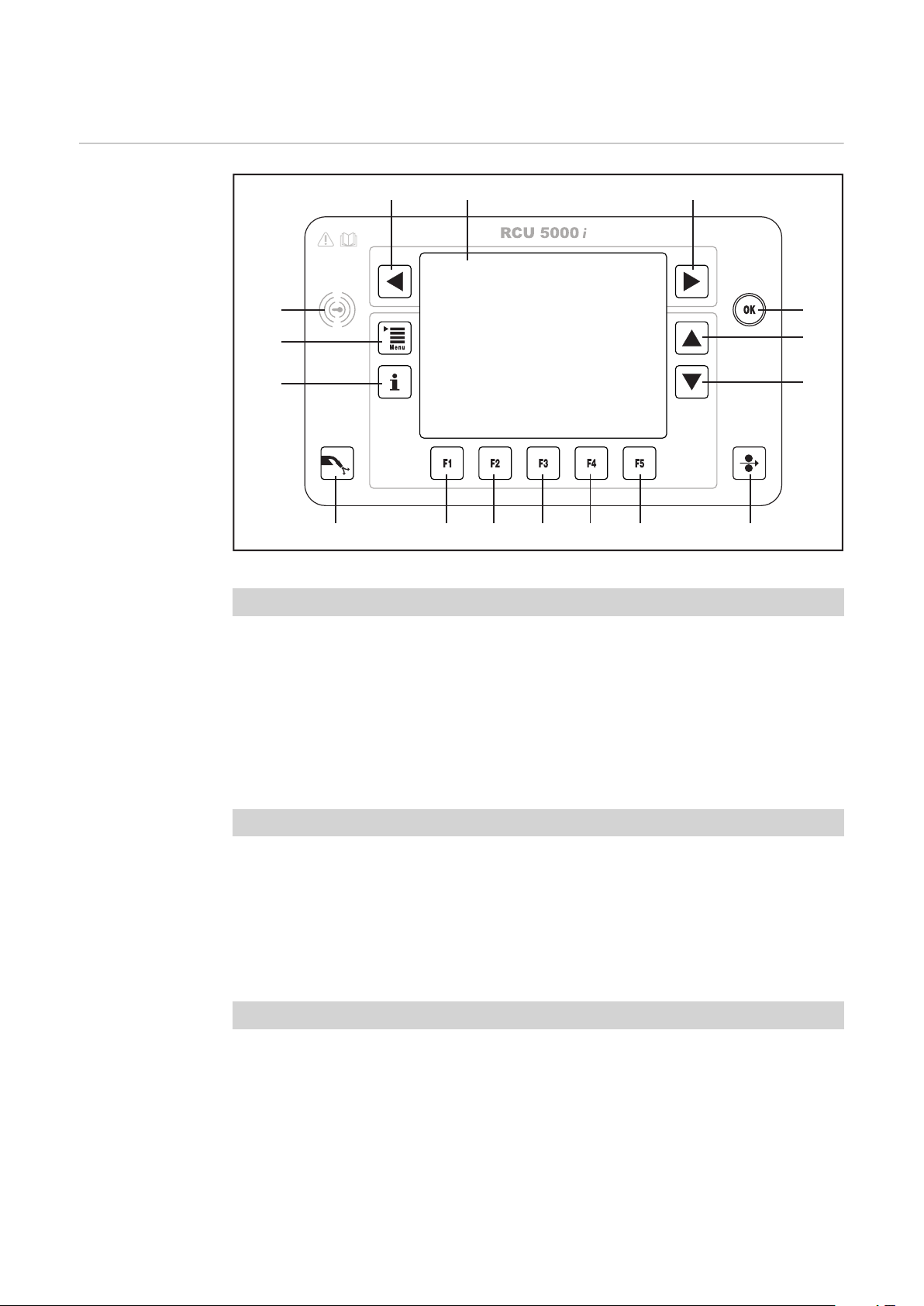
Painel de comando
Painel de manuseio RCU 5000i
Teclas de execução
(1) Tecla Menu ... para chamar o Menu Principal
(2) Tecla Info ... para demonstração de informações especificamente do contexto
(3) Tecla OK ... para a confirmação de diálogos de menu, consultas de segurança
etc.
(4) Tecla inserir arame ... para inserir o arame de soldagem isento de gás e energia
elétrica
(5) Tecla verificar gás ... para a verificação do fluxo de gás
Teclas de navegação
(6) Tecla para baixo ... para a navegação em uma lista
(7) Tecla para cima ... para a navegação em uma lista
(8) Tecla à direita ... para a navegação horizontal (por exemplo: nas características
técnicas)
(9) Tecla à esquerda ... para a navegação horizontal (por exemplo: nas característi-
cas técnicas)
16
Teclas de funcionamento com ocupação alternada
(10) Tecla F1 ... Tecla de funcionamento
(11) Tecla F2 ... Tecla de funcionamento
(12) Tecla F3 ... Tecla de funcionamento
(13) Tecla F4 ... Tecla de funcionamento
(14) Tecla F5 ... Tecla de funcionamento
IMPORTANTE!
(1)
(1)
Avisos para a tecla OK
A respectiva ocupação será indicada no Display-LC diretamente acima da respectiva tecla de funcionamento.
Outros
(15) Display ... Display-LC preto/branco
(16) Zona de leitura para o cartão-Key ... para a identificação de direitos de acesso,
que podem ser distribuídos através de diferentes cartões-Key
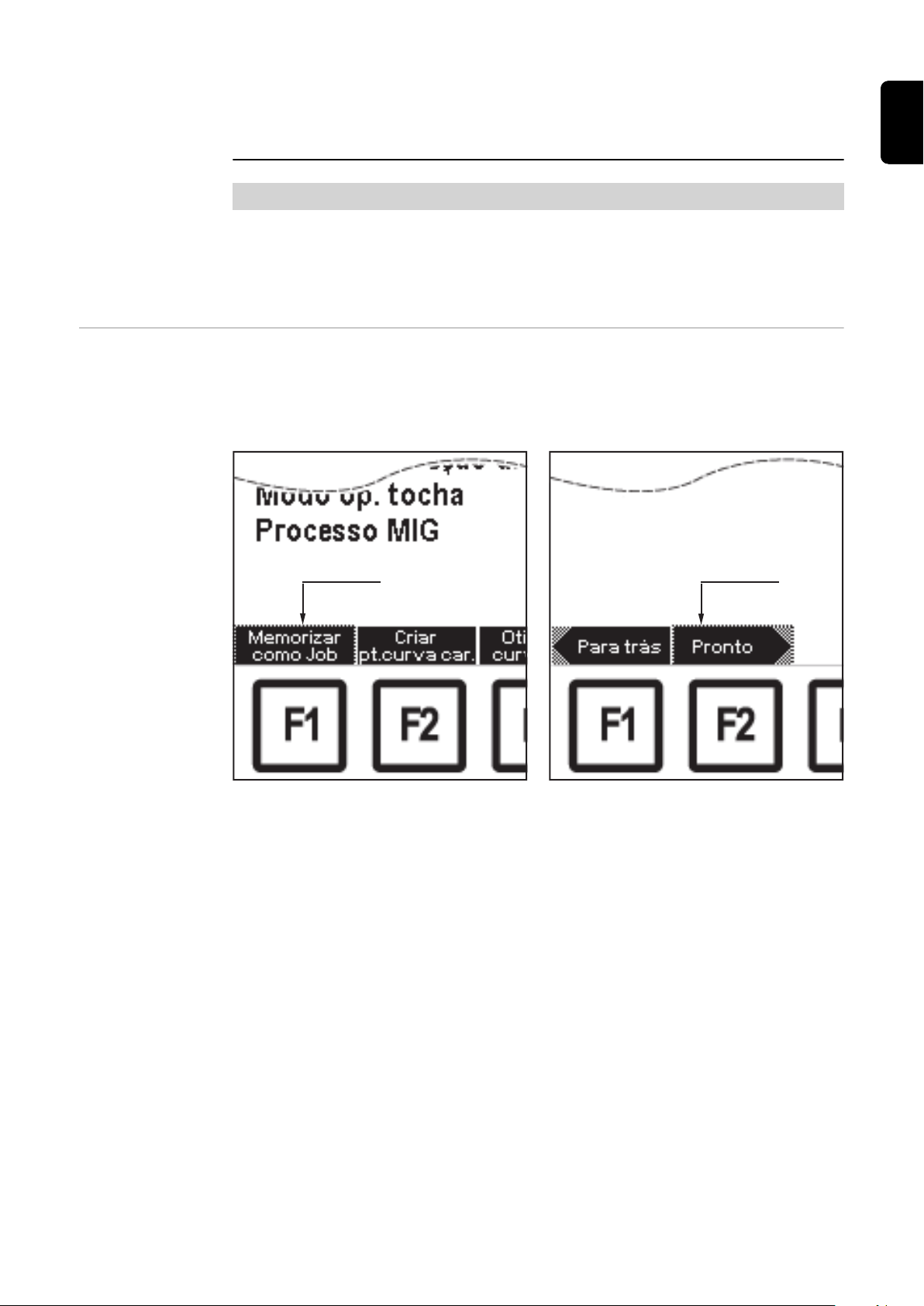
A tecla OK (3) ajuda o usuário na seleção de diferentes ocupações-teclas de funcionamento.
Quando existir uma moldura sobre uma ocupação-teclas de funcionamento, esta função
pode ser selecionada com a tecla OK (3).
PT-BR
Exemplo: Moldura sobre a tecla F1 „Salvar como
Job“
Exemplo: Moldura sobre a tecla F2 „Para frente“
(1) Moldura
17

Demais elemen-
)91()02(
(18)
(17)
(21)
(23) (22) (23)(23)
(23)
tos de manuseio,
conexões, componentes mecânicos
RCU 5000i visão frontal – elementos de manuseio, conexões
(17) Alojamento da alça de suporte ... para encaixar no suporte de parede ou su-
bir a alça de suporte da fonte de solda
(18) Botão de ajuste ... Transmissor incremental para o ajuste de parâmetros
(19) Plugue Fronius Solar Net com cabo de conexão ... para a conexão na fonte
de solda. O plugue serve como um dispositivo de separação e deve ser livremente acessível
(20) Cobertura de borracha ... para a proteção do alojamento para o cartão de
memória
(21) Cobertura de borracha ... para a proteção do ponto de conexão USB-PC
(22) Estribo de suporte ... 0-95° estri-
bo de suporte e ajuste girável
(23) Insertos de roscas prensados
M5 ... por exemplo: para a fixação
em uma montagem de parede fixa
18
RCU 5000i visão traseira – elementos de manuseio,
componentes mecânicos

(25) (24)
(24) Alojamento para o cartão de
memória
RCU 5000i visão lateral – conexões
(25) Conexão-USB ... para a conexão
em um PC, por exemplo: para
Software-Updates
PT-BR
19
Conceito de manuseio
(8)
(9)
Orientação nas
atividades de trabalho
Menu Central
O manuseio do controle remoto RCU 5000i é dividido conforme atividades de trabalho.
Serão diferenciadas as seguintes atividades de trabalho:
- Soldagem (MIG/MAG Synergic, MIG/MAG Manual, eletrodos revestidos, TIG e Job)
- Criação de Jobs
- Elaboração de curvas características e pontos de curvas características próprias
- Otimizar e administrar de Jobs
- Otimizar e administrar curvas características existentes
- Elaboração para pré-determinações para operação de soldagem
- Definição do idioma e unidades de dimensão
As diversas atividades de trabalho são arquivadas no menu principal central. O menu principal será chamado pelo aperto da
tecla Menu (1).
Para cada item de menu é atribuída uma
„Característica Técnica“.
„Característica
Técnica“
Indicação de Display Menu Principal
O princípio das „Características Técnicas“:
- Diversos parâmetros serão juntados em diferentes jogos de dados.
- Os jogos de dados serão configurados em um laço („Característica Técnica“).
- A navegação dentro das características técnicas podem ser feita em duas direções.
- Após o último jogo de dados será indicado o primeiro jogo de dados. Na navegação
em direção inversa segue o último jogo de dados após o primeiro jogo de dados.
- A quantidade de jogos de dados é variável. Por razão de determinados parâmetros
ou funções especiais da fonte de solda podem ser adicionados jogos de dados para
as características técnicas.
20
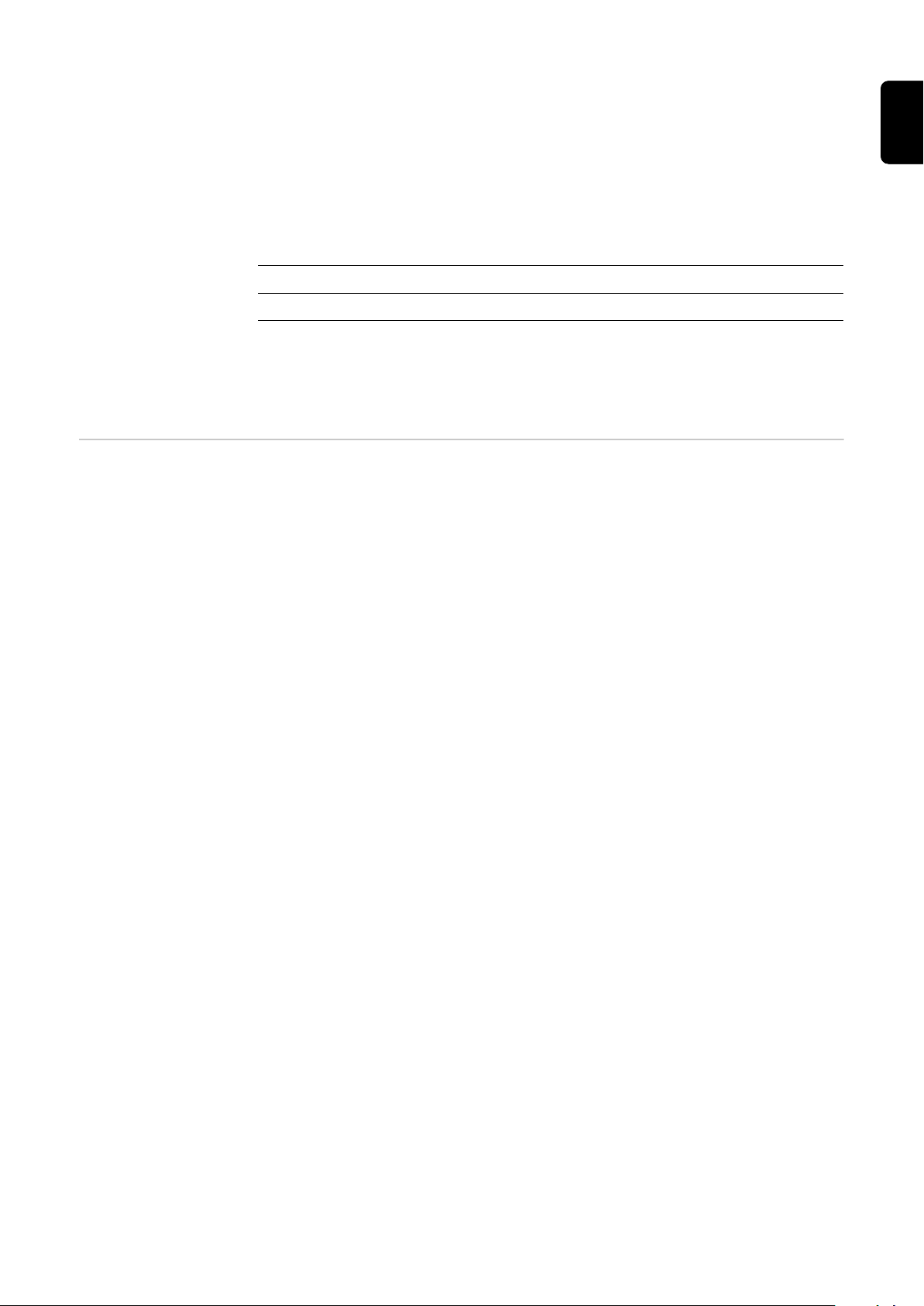
Exemplo: „Característica Técnica“ com 5 jogos de dados (A - E) – jogo de dados „Parâmetros de Trabalho“ aberto
O controle remoto RCU 5000i utiliza o princípio das „Características Técnicas“ da seguinte forma:
- Todos os parâmetros e indicações e funções necessárias para uma atividade de trabalho selecionada são separados conforme a seqüência de trabalho nas características técnicas.
- Cada jogo de dados de uma "característica técnica" será indicado em uma própria
indicação de Display (= Screen).
Na continuação da instrução de manuseio os jogos de dados serão denominados
da seguinte forma, por exemplo:
Screen Screen (para Jogo de Dados)
„Parâmetros de trabalho“ Título do Screen (Jogo de Dados)
- Opções e funções especiais da fonte de solda (por exemplo: SynchroPuls) serão
suspensas nos jogos de dados existentes de uma „Característica Técnica“
- A navegação dentro de uma „Característica Técnica“ será feita através de teclas de
navegação direita (8) e esquerda (9).
PT-BR
Aceitação de valores
Valores que devem ser desajustados, não precisam ser explicitamente salvos ou ativados. Os valores são diretamente ativados.
21
Descrição das indicações do Display
(1)
(3)
(2)
Geral O controle remoto RCU 5000i utiliza durante a operação diferentes indicações do Dis-
play: Estes chamados Screens são pré-determinados através da guia do menu e servem para o diálogo com o usuário.
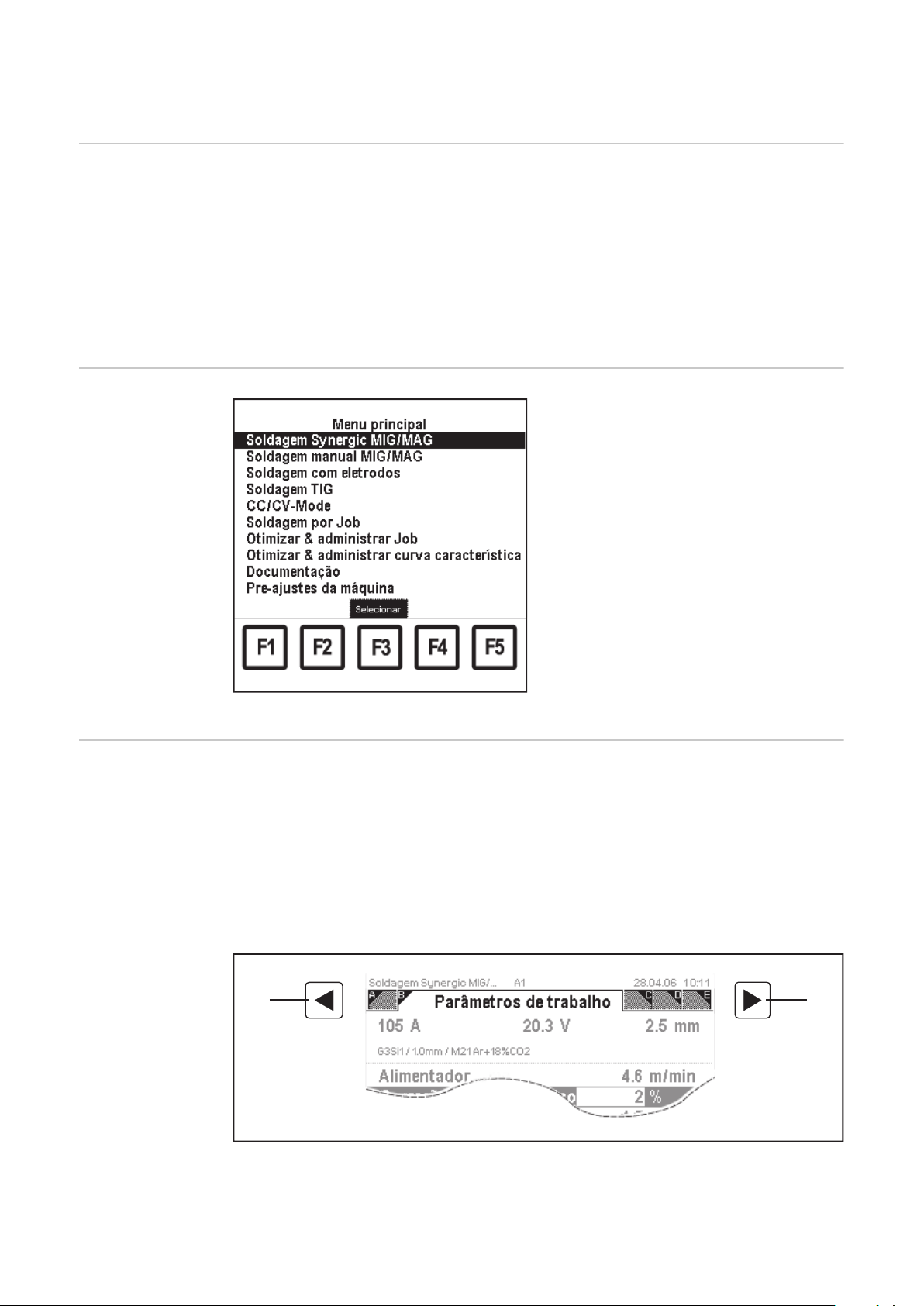
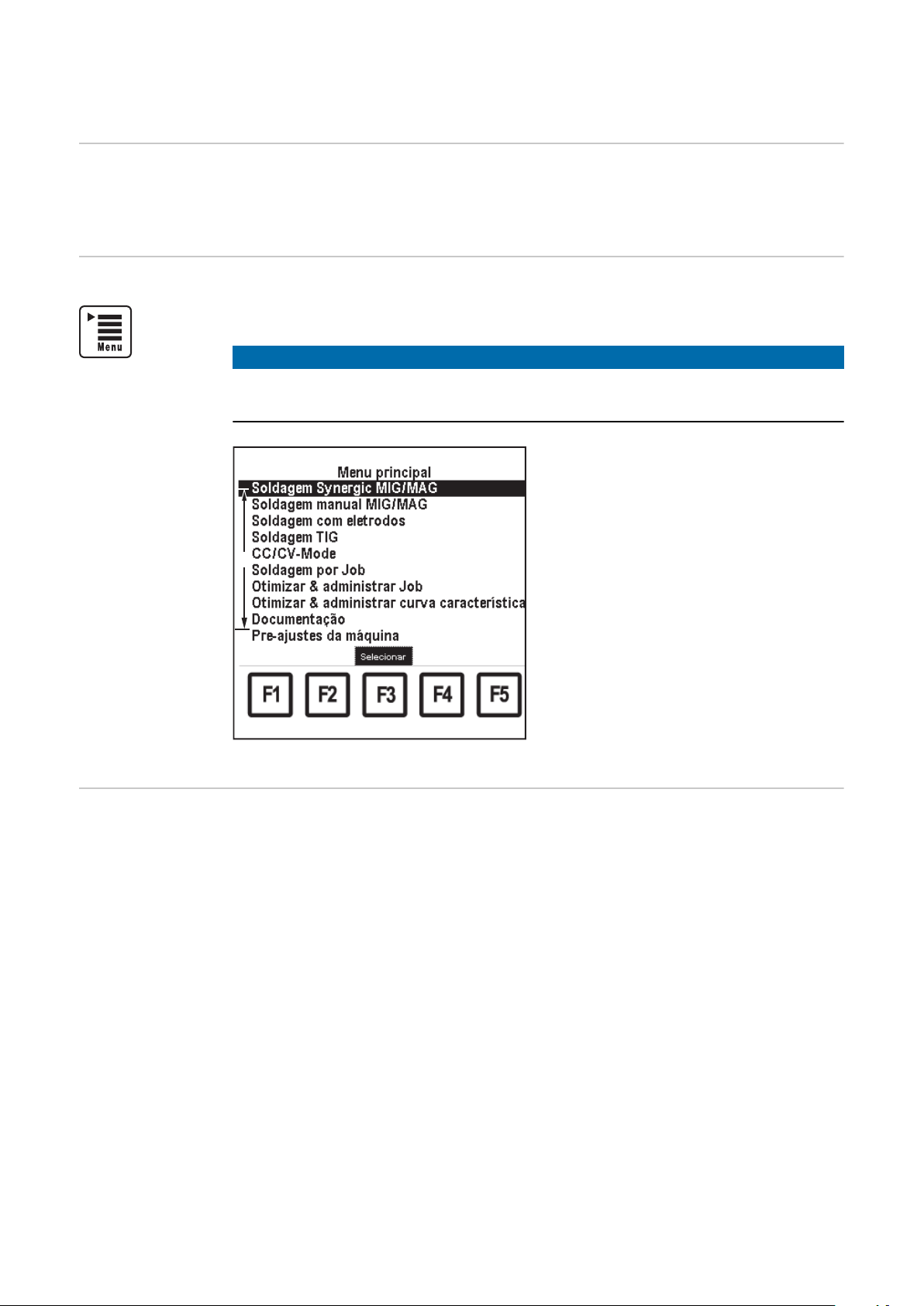
Screen „Menu“ O Screen „Menu“ mostra o Menu Principal. Para acessar o Screen „Menu“ aperte a tecla
Menu (1).
AVISO!
Pelo aperto da tecla Menu (1) serão interrompidos todos os diálogos abertos sem
consulta com exceção de Wizards.
(1) Itens de Menu
(2) Selecionar o item de menu „Solda-
gem Synergic MIG/MAG“
(3) F3 ocupado com „Selecionar“
Screen „Menu“
Screen „Dados“ - Um Screen „Dados“ será exibido quando foi selecionado no Menu Principal o Item
de Menu.
- Cada Screen „Dados“ possui uma „Característica Técnica“.
- Dentro de um Item de Menu podem ser indicados diferentes Screens „Dados“.
Através das funções especiais da fonte de solda ou por ajuste de determinados
parâmetros podem ser adicionados mais Screens „Dados“ nas respectivas „Características Técnicas“.
- Nos Screens „Dados“ podem ser ajustados ou vistos parâmetros. Os parâmetros
serão mostrados em forma de lista.
A seleção dos parâmetros será feita através das teclas de navegação para baixo (6)
e tecla para cima (7).
Os valores de parâmetros serão ajustados com o botão (18)
22

(1)
(2)
(3)
(4) (5) (6)(7) (8) (9) (10)
(11)
(12)
(13)
(14)
(15)
Exemplo: Screen „Dados“
(1) Código do Screen (9) Horário
(2) Atividade de trabalho (10) Material, diâmetro do arame,
gás inerte
(3) Corrente de soldagem (11) Linha de informação
(4) Usuário (12) Características Técnicas com
Screens A-E
PT-BR
(5) Título do Screen (13) Área de visualização
(6) Tensão de soldagem (14) Lista de parâmetros
(7) Espessura da chapa (15) Atribuição das teclas de funcio-
namento
(8) Data - F1 ocupado com „Salvar co-
mo Job“
- F2 ocupado com „Criar ponto curva caract.“
- F3 ocupado com „Adaptar
Curva Característica“
- F4 ocupado com „Material“
- F5 ocupado com „Interno/
Externo“
Screen „Wizard“ Sobre Wizard entende-se uma seqüência de introdução direcionada. O usuário pode se
movimentar para frente ou para trás dentro de uma seqüência. Dentro de um Wizard
serão indicados diferentes Screens.
23

(3)(4)
(2)
(1)
(6) (7) (8)
(5)
(1) Moldura escura
(1)
(2) (3)
(2) Passo de processamento
(3) passos de trabalho já processados
(4) passo de trabalho atual
(5) passo de trabalho ainda aberto
(6) F1 ocupado com „para trás“ (mos-
trado em cinza no primeiro Screen)
(7) F2 ocupado com „Para frente“ (ou
„Pronto“ no último Screen)
(8) F5 ocupado com „Interromper“
Exemplo: Screen „Wizard“
Screen „Diálogo“ O Screen „Diálogo“ será utilizado para a demonstração de subdiálogos.
O Screen „Diálogo“ pode ter estruturas de árvores, lista de seleção e similares.
(1) Moldura escura
(2) F1 ocupado com „Aceitar“
(3) F5 ocupado com „Interromper“
Screen „Mensagem“
Exemplo: Screen „Diálogo“ com „Aceitar“ e „Interromper“
O Screen „Mensagem“ mostra determinados estados. A mensagem deve ser reconhecida ou uma decisão deve ser tomada.
O Screen „Mensagem“ será sobreposto sobre uma parte do Screen atual. Desta forma o
Screen atual será mostrado em cinza.
24

(1) (2)
(5) (6) (7)
(3) (4)
(1) Screen atual, indicado em cinza
(1) (2) (3) (4) (5)
(6)
(2) Símbolo
(3) Tipo de mensagem
(4) Moldura escura
(5) F2 ocupado com „Sim“
(6) F3 ocupado com „Não“
(7) F4 ocupado com „Interromper“
Exemplo: Screen „Mensagem“ – consulta de segurança
Screen „Falha“ Screens „Falha“ indicam falhas (Error) que aparecem durante a operação de soldagem.
Screens „Falha“ devem ser reconhecidas. Caso seja ignorado um Screen „Falha“, esta
será mostrada novamente após um tempo de 2 minutos, caso a falha ainda exista. As
Screens „Falha“ serão sobrepostas sobre uma parte do Screen atual. Desta forma o
Screen atual será mostrado em cinza.
PT-BR
Exemplo: Screen „Falha“
(1) Screen atual, indicado em cinza
(2) Símbolo
(3) Código de falha
(4) Denominação-falha
(5) Moldura escura
(6) F3 ocupado com „OK“
25

(2) (3)
(5) (6)
(4)(1)
Exemplo: Screen „Falha“ com as teclas de função reconhecer ou ignorar
(1) Screen atual, indicado em cinza
(2) Símbolo
(3) Denominação-falha
(4) Moldura escura
(5) F2 ocupado com „Reconhecer“
(6) F3 ocupado com „Ignorar“
26

Comissionamento
VR 4000 VR 7000
VR 1500
TPS 2700
TS/TPS 4000-5000
PT-BR
Antes da Colocação em Funcionamento
Pré-requisitos do
sistema
Conectar RCU
5000i
PERIGO!
Perigo devido a manuseio e trabalhos realizados incorretamente.
Podem ocorrer danos pessoais e materiais graves.
Todos os trabalhos e funções descritos neste documento só podem ser realizados
▶
por pessoal especializado e treinado.
Este documento deve ser lido e entendido.
▶
Todos os manuais de instruções dos componentes do sistema, especialmente as di-
▶
retrizes de segurança, devem ser lidos e compreendidos.
Para que se possa operar, o controle remoto RCU 5000i é necessário na fonte de solda
o seguinte Firmware:
OFFICIAL UST V 3.20.1
O controle remoto RCU 5000i pode ser conectado em qualquer bucha Localnet do sistema de soldagem por exemplo:
Bucha de conexão LocalNet na VR 4000, VR 7000 e
VR 1500
Procedimento:
Comutar o interruptor de rede elétrica da fonte de solda para a posição "0"
1
Conectar o plugue LocalNet do controle remoto na bucha de conexão LocalNet
2
Parafusar a porca de capa do plugue
3
Comutar o interruptor da rede elétrica da fonte de solda para a posição „I“, o contro-
4
le remoto está pronto para operar, será indicado a sequência de iniciar.
Bucha de conexão LocalNet na TPS 2700 e TS/TPS
4000-5000
27

Sequência de iniciar – ajustar idioma
Durante a seqüência de início será indicado o seguinte no Display:
- Fronius-Logo (Display-Central)
- Versão do Software (Display esquerdo abaixo)
- www.fronius.com (Display direito abaixo)
- Idioma (através da tecla de função F3)
A seqüência de início demora aprox. 2 segundos. Durante este tempo pode ser executado um pré-ajuste para o idioma e para a norma (sistema métrico ou polegada). Para isto
aperte a tecla de função F3.
Para o pré-ajuste de idiomas e nor-
1
mas aperte a tecla F3 „Idioma“
- Será indicado o Screen „Idioma e
Normas“, dos pré-ajustes da
máquina
Sequência de início, F3 ocupado com „Idioma“
Pré-ajustes da máquina: Screen „Idioma e Normas“,
idioma selecionado
Conforme os parâmetros selecionar
2
através das teclas para baixo (6) ou
para cima (7)
Alterar o valor do parâmetro através
3
do botão de ajuste (18)
Aperte a Tecla do Menu (1)
4
28

Menu principal no idioma selecionado
O menu principal será indicado no idioma
selecionado
PT-BR
Falha „073 (no
Host)“ – Sem interligação para a
fonte de solda
Será mostrada a falha não reconhecível
„073 (no Host)“, quando o controle remoto
na colocação em funcionamento não puder executar uma interligação para a fonte
de solda.
Possíveis causas são por exemplo: um
mal contato para a fonte de solda ou um
distribuidor LocalNet incorreto.
Com interligação existente desaparece a
falha „073 (no Host)“
A falha „073 (no Host)“ pode ser ignorada.
Screen „Falha 073 (no Host)“
29

Fechar e abrir o RCU 5000i através do cartão-Key
(16)
Condição prévia
Administração do
usuário, perfis
Keys
Fechar RCU 5000i
AVISO!
O cartão Key pode ser utilizado para fechar e para abrir o controle remoto, quando
ainda não foi implantado no Item do Menu Pré-ajustes da Máquina nenhum perfil
ou Keys além do „Administrador“ e „Bloqueado“.
Demais informações sobre administração do usuário, perfis e Keys, encontram-se no
Capítulo „Pré-Ajustes da Máquina“, Seção „Perfis / Keys“.
Colocar o cartão-Key sobre a zona de
1
leitura para o cartão-Key (16)
Colocar o cartão-Key sobre a zona de leitura para o
cartão-Key
Será exibido o Screen „Aviso Key – controle remoto bloqueado“
Screen „Aviso Key – controle remoto bloqueado“
30

Será chamado o perfil "bloqueado".
(16)
Menu Principal no perfil „Bloqueado“
IMPORTANTE!
As propriedades do perfil „bloqueado“ podem ser alterados no Item de
Menu „Pré ajustes da Máquina“ no
Screen „Perfis / Keys“.
Dependendo de quais pré-determinações
são memorizadas no perfil „bloqueado“,
podem ser selecionados diferentes Itens
do Menu e Funções.
por exemplo:
O ajuste de fábrica do perfil „bloqueado“ possibilita o acesso para os processos
de soldagem no Menu Principal. Tecla nos
diversos Screens „Dados“ não estão à disposição.
Os parâmetros nos respectivos Screens
„Dados“ podem ser selecionados com as
teclas para cima (6) ou para baixo (7) e alterados através do botão (18).
PT-BR
Abrir RCU 5000i
Item de menu „Soldagem Synergic MIG/MAG“ com
controle remoto bloqueado, Screen „Parâmetros de
Trabalho“
Colocar o cartão-Key sobre a zona de leitura para o
cartão-Key
Colocar o cartão-Key sobre a zona de
1
leitura para o cartão-Key (16)
31
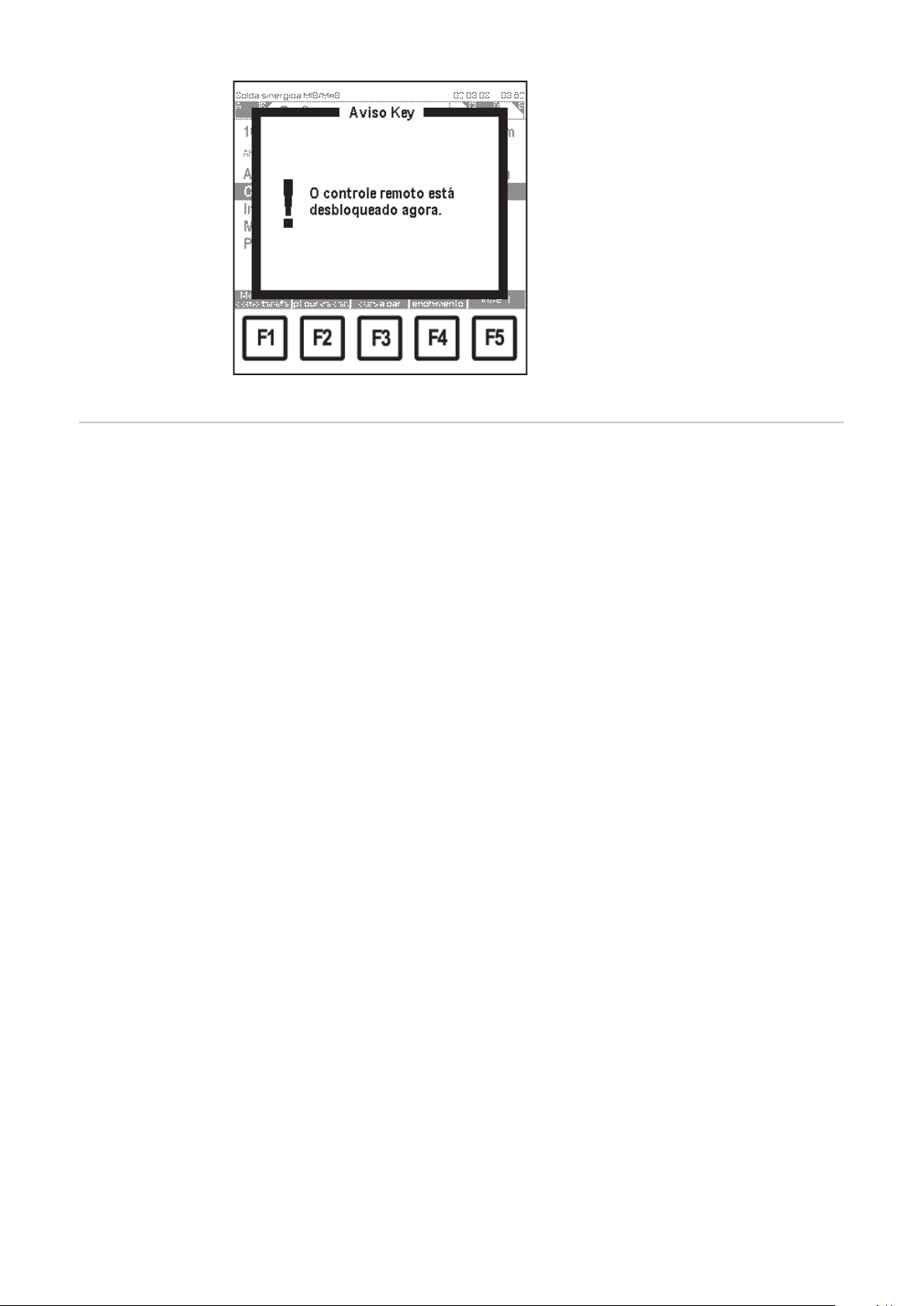
Screen „Aviso Key – controle remoto aberto“
Será exibido o Screen „Aviso Key – controle remoto aberto“
Será indicado o último Screen chamado
antes de fechar. Todos os itens de menu
estão novamente à disposição sem limitações.
„Desbloquear“ o
RCU 5000i
através da
Função Unlock
O controle remoto RCU 5000i está a partir da Versão Software OFFICIAL RCU V1.14.12
equipado com a Função Unlock.
Esta Função Unlock altera o perfil „bloqueado“ e possibilita nos pré-ajustes da máquina
o acesso para a Screen „Perfis / Keys“, por exemplo para implantar um administradorKey ou alterar o perfil „bloqueado“.
Demais informações sobre a função-Unlock encontram-se no Capítulo „Pré-Ajustes da
Máquina“, Seção „RCU 5000i – Função Unlock“.
32
Soldagem MIG/MAG Synergic
Geral A soldagem MIG/MAG Synergic corresponde da operação-Synergic na fonte de solda.
Quando for ajustado o parâmetro velocidade de alimentação de arame, os parâmetros
corrente de soldagem e espessura de chapa serão adaptados para o valor de alimentação de arame ajustado.
Os valores atuais para a corrente de soldagem e espessura de soldagem serão indicados na área de visualização.
PT-BR
Chamar o item de
menu „Soldagem
Synergic MIG/
MAG“
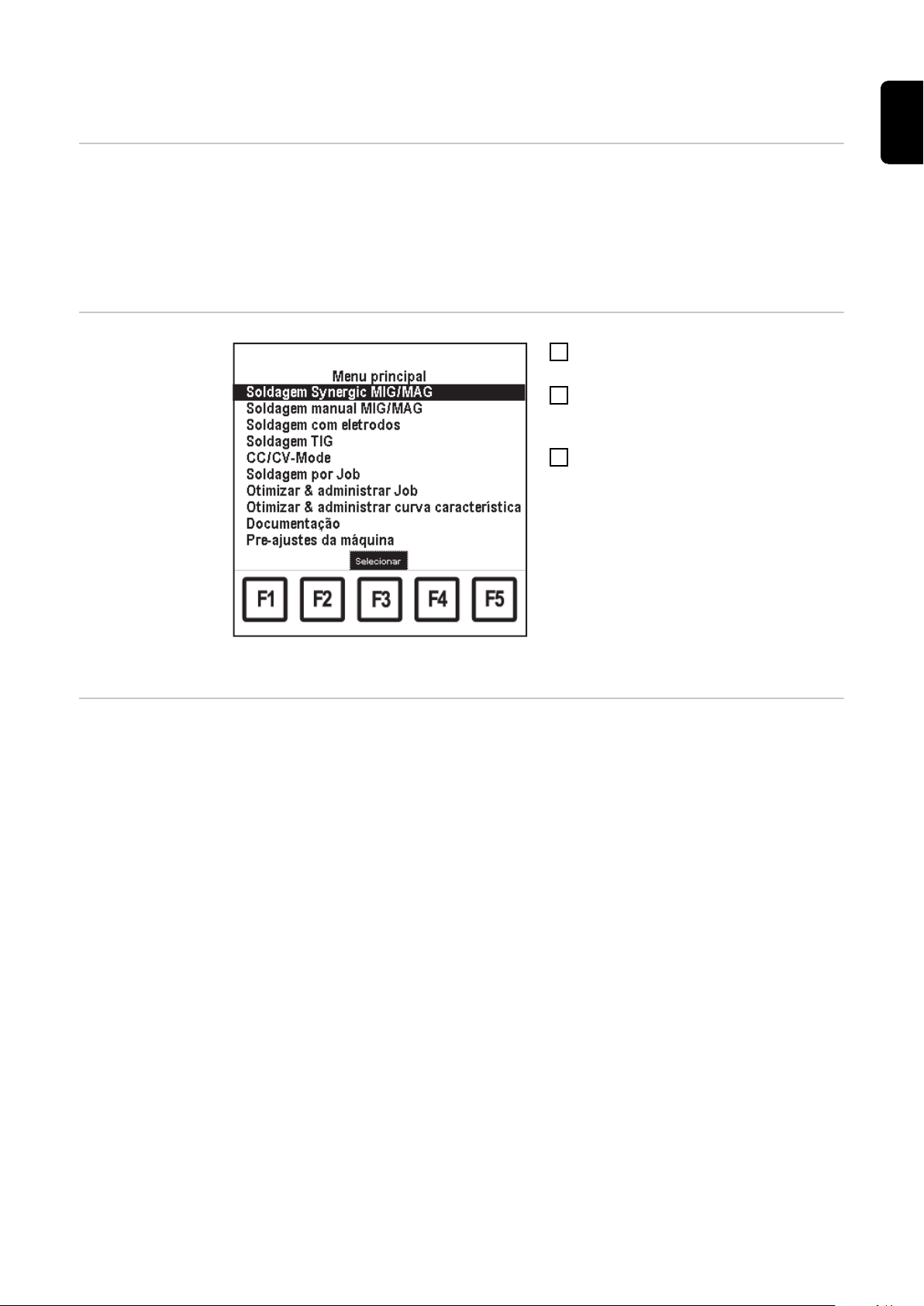
Menu principal: Item de menu „Soldagem Synergic
MIG/MAG“ selecionado
Visão geral „Soldagem Synergic MIG/MAG“ está composta das seguintes seções:
- Chamar o programa de soldagem
- Ajustar parâmetros de trabalho
- Comutar para a indicação maximizada
- Ajustar os parâmetros para os ajustes de processamento
- Ajustar os parâmetros de continuação: 2 Ciclos especiais, 4 Ciclos especiais, pontilhação
- Ajustar os parâmetros SynchroPuls:
Aperte a Tecla do Menu (1):
1
- Será indicado o menu principal
Selecionar o item de menu „Soldagem
2
Synergic MIG/MAG“ através do botão
(18)
Aperte a Tecla OK (3):
3
- Será indicado o último Screen
„Dados“ chamado.
33
Chamar o programa de soldagem
Chamar o programa de soldagem
Chamar o item de menu „Soldagem
1
Synergic MIG/MAG“
Selecionar através da tecla à direita
2
(8) Screen „Programa de Soldagem“
- Será indicado o Screen „Programa de Soldagem“
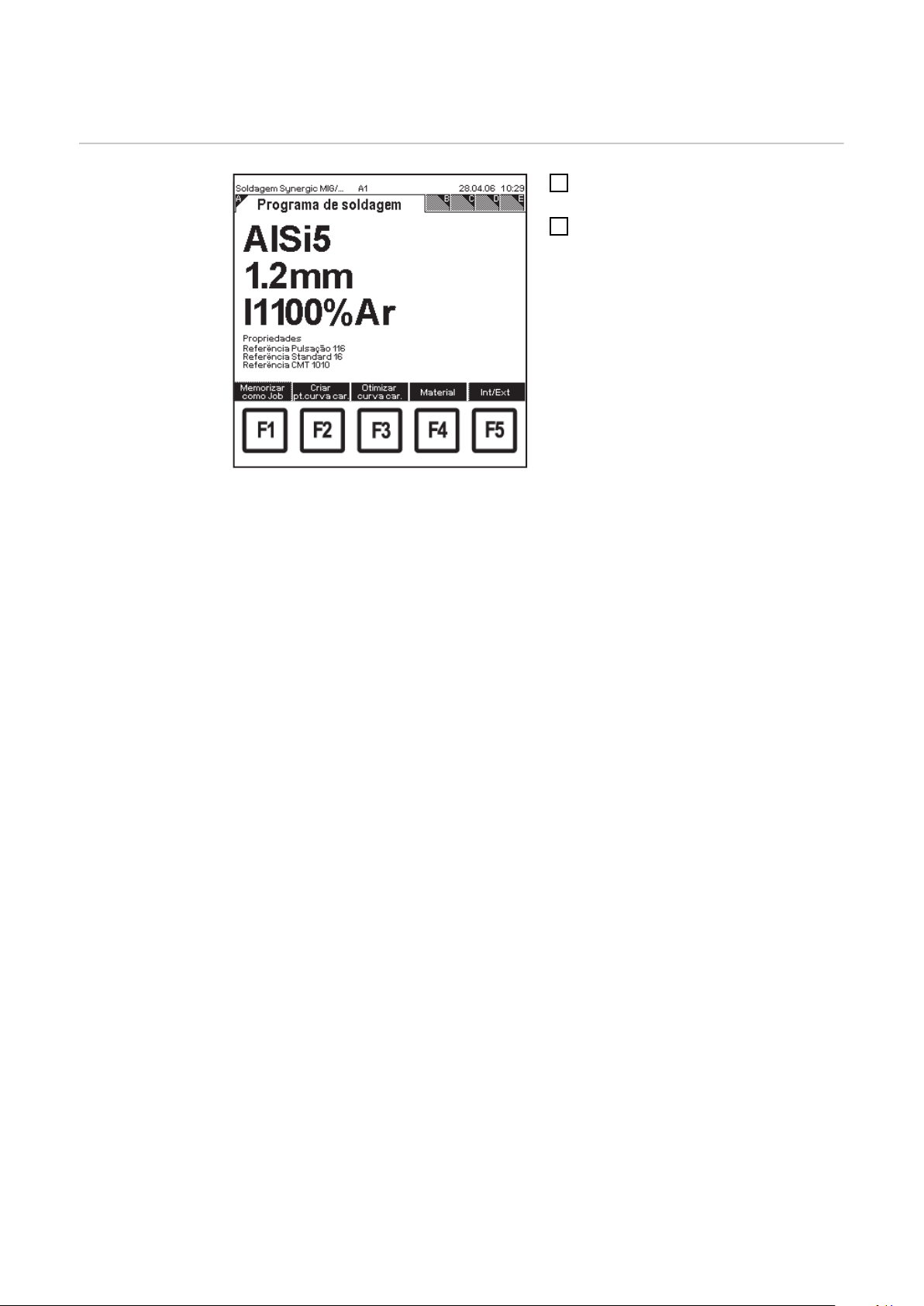
Soldagem MIG/MAG Synergic : Screen „Programa
de Soldagem“
O Screen de „Programa de Soldagem“ possui os seguintes dados.
- Material de enchimento
- Diâmetro do arame
- Gás inerte utilizável
- Número(s) de referência(s) da(s) curva(s) característica(s) memorizada(s) para o
programa de soldagem.
Por exemplo:
Para AlSi5 com Ø 1,2 mm e gás inerte 100 % Ar é colocado uma curva de pulsação
de curva característica, uma curva característica-Standard e uma curva característica-CMT
34
Ajustar parâmetros de trabalho
PT-BR
Ajustar parâmetros de trabalho
Chamar o item de menu „Soldagem
1
Synergic MIG/MAG“
Selecionar através da tecla à direita
2
(8) o Screen „Parâmetros de trabalho“:
- Será indicado o Screen „Parâmetros de Trabalho“
Conforme os parâmetros de trabalho
3
selecionar através das teclas para baixo (6) ou para cima (7)
Alterar o valor do parâmetro através
4
do botão de ajuste (18)
- O valor do parâmetro pode ser alterado somente dentro de uma
faixa de ajuste definido. A área de
Soldagem MIG/MAG Synergic : Screen „Parâmetros
de Trabalho“, selecionado correção arco voltaico
ajuste demonstrada com fundo.
Na área de visualização serão indicados os valores para a corrente de soldagem,
tensão de soldagem e espessura de chapa. Quando for alterado o Parâmetro „Alimentador“, também se alteram respectivamente os valores na área de visualização.
Modos de operação da tocha
Podem ser ajustados os seguintes modos de operação da tocha:
- 2 ciclos
- 2 ciclos especiais
- 4 ciclos
- 4 ciclos-especiais
- Pontilhação
Processo Podem ser ajustados os seguintes tipos de operação:
- Pulsação (Soldagem Synergic de Pulsação MIG/MAG)
- Styandard (Soldagem Synergic Styandard MIG/MAG)
- CMT (Cold Metal Transfer)
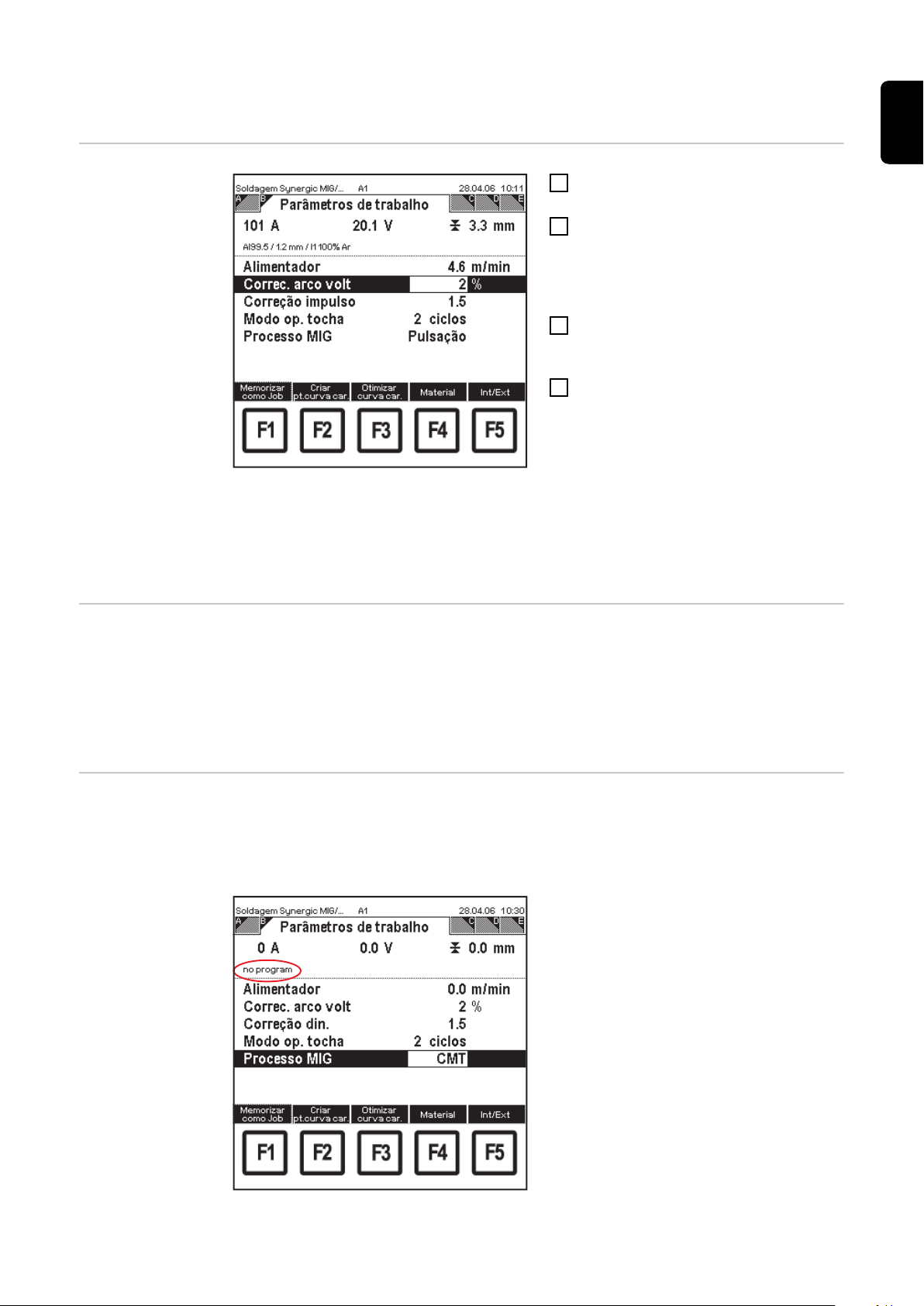
Quando o programa de soldagem ajustado e o processo selecionado não combinam ou quando para o processo selecionado não foi memorizado um programa de
soldagem, será indicado na área de visualização "no program".
O parâmetro „Alimentador“ não pode ser
alterado.
Soldagem MIG/MAG Synergic : Screen „Parâmetros
de Trabalho“, „no program“ para processo „CMT“
35

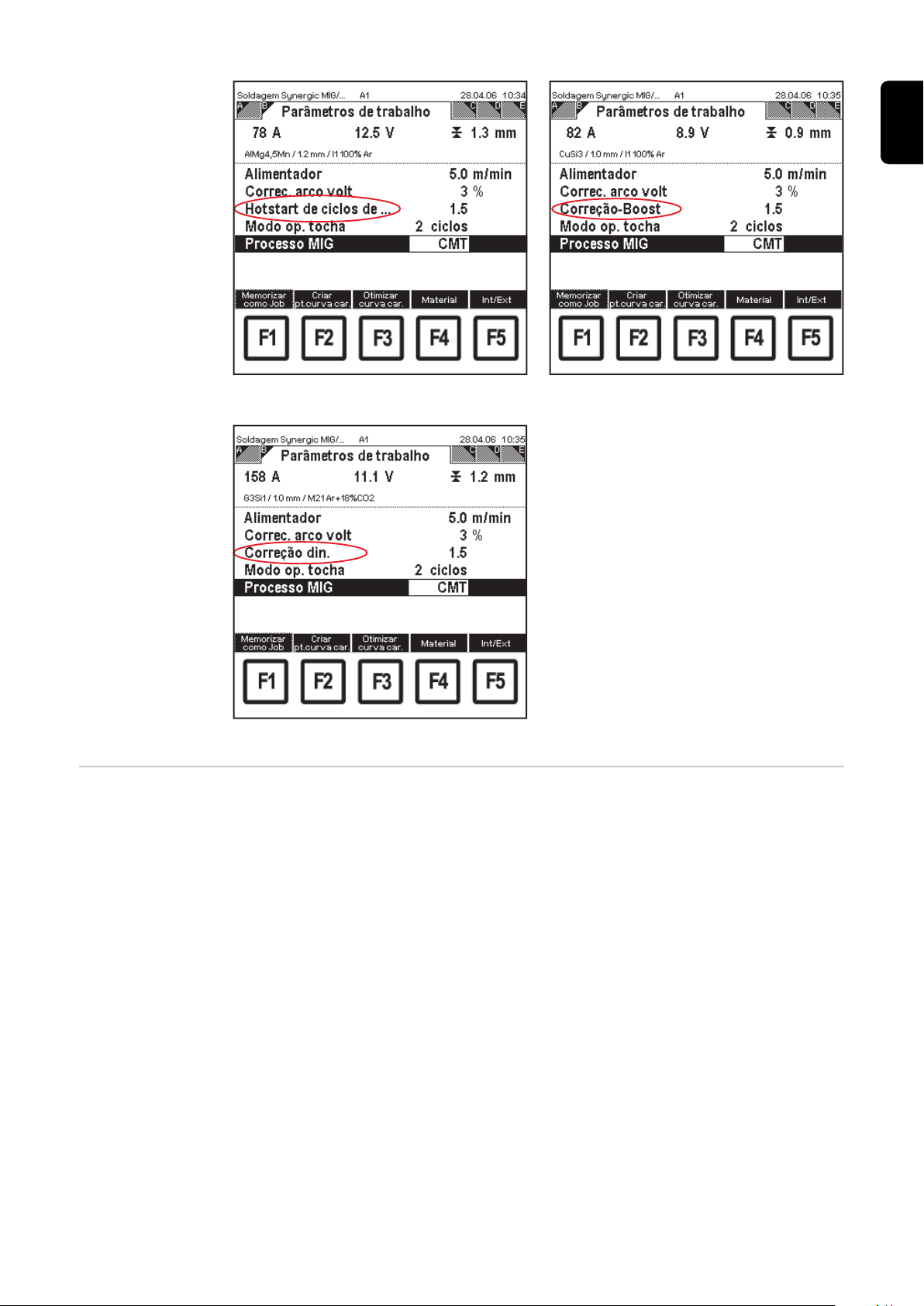
Conforme o processo selecionado e programa de soldagem ajustados, os diversos
parâmetros serão indicados diferentemente:
Processo Parâmetro
Pulsação Correção impulso
Padrão Correção din.
no processo CMT Tempo de Hotstart
Correção da pulsação
Ciclos de pulsação do Hotstart
Correção Boost
Correção de dinâmica
Parâmetro „Correção impulso“ no processo de pulsação
Parâmetro „Tempo Hotstart“ no processo de CMT Parâmetro „Correção impulso“ no processo de CMT
Parâmetro „Correção din.“ no processo Standard
36
PT-BR
Parâmetro „Ciclos de pulsação do Hotstart“ no processo de CMT
Parâmetro „Correção din.“ no processo de CMT
Parâmetro „Correção-Boost“ no processo de CMT
Processo „CMT“ O processo "CMT" é possível somente em conjunto com os seguintes componentes:
- Fonte de solda CMT (por exemplo: TPS 4000 CMT)
- Alimentação de arame CMT (por exemplo: VR 7000 CMT)
- Fonte de acionamento CMT com buffer de arame (por exemplo: Robacta Drve
CMT)
- Jogos de mangueiras de interligação CMT
Para o processo CMT Advanced, é necessário o banco de dados de soldagem M0842.
37

Comutar para a indicação maximizada
(1) (2)
0.6 A
0.35 A
Geral Os parâmetros velocidade de alimentação de arame, corrente de soldagem e tensão de
soldagem podem ser mostrados em indicação maximizada. Além disso, será indicada
no Screen „Indicação Maximizada“ a corrente do motor do alimentador e a unidadePushPull como valor real.
Comutar para a
indicação maximizada
Soldagem MIG/MAG Synergic : Screen „Indicação
Maximizada“
(1) Corrente do motor do alimentador
(2) Corrente do motor da unidade PushPull
Chamar o item de menu „Soldagem
1
Synergic MIG/MAG“
Selecionar através da tecla à direita
2
(8) Screen „Indicação Maximizada“:
- Será indicado o Screen „Indicação
Maximizada“
- O valor para a velocidade de alimentação de arame pode ser alterado no Screen „Indicação Maximizada“ através do botão (18).
Quando for alterado o parâmetro "alimentação de arame", também se alteram respectivamente os valores para corrente de
soldagem e tensão de soldagem.
38
Ajustar os parâmetros para os ajustes de processamento
Ajustar os
parâmetros para
os ajustes de
processamento
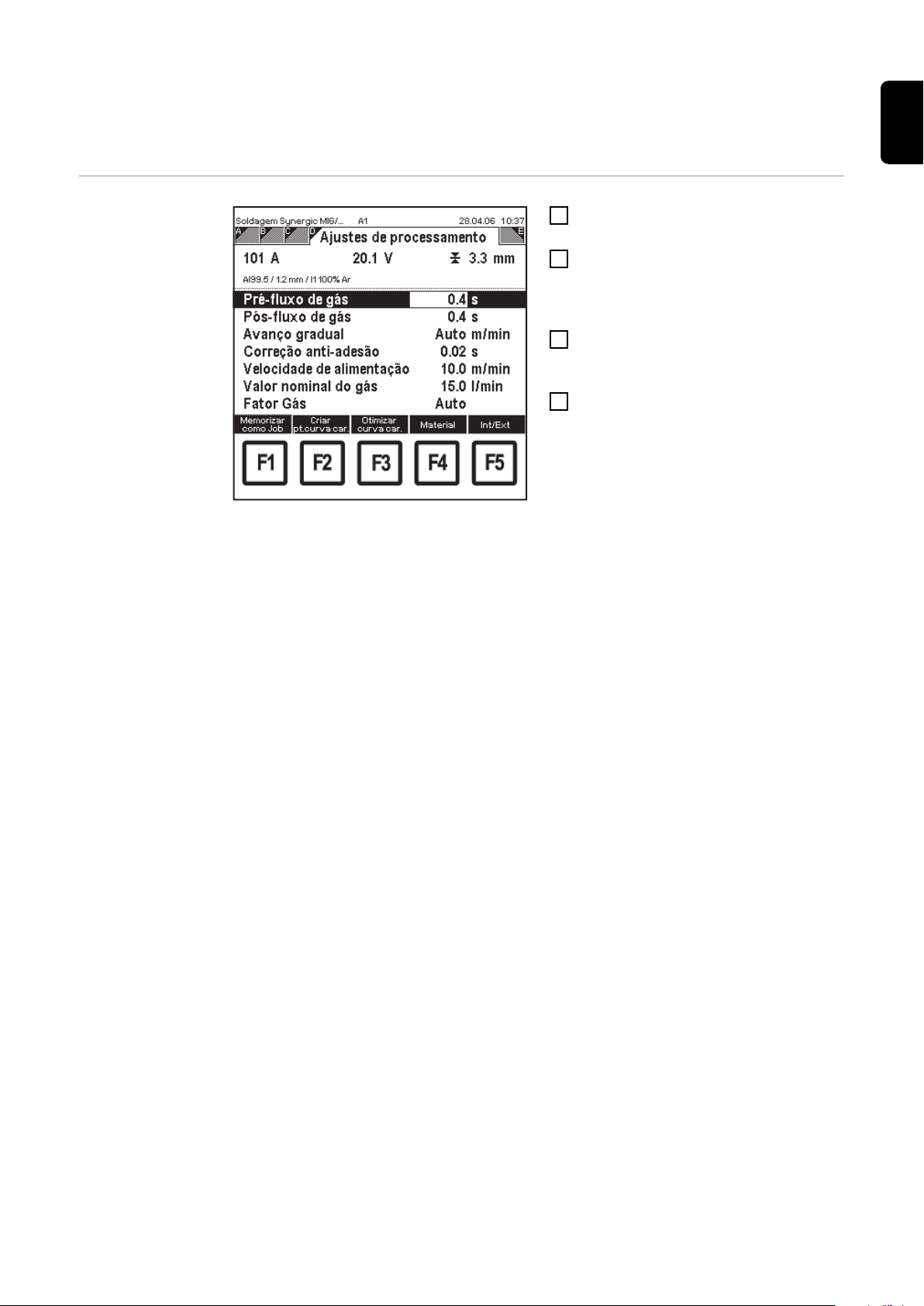
Soldagem MIG/MAG Synergic : Screen „Ajustes de
processamento“, selecionado pré-fluxo de gás
Chamar o item de menu „Soldagem
1
Synergic MIG/MAG“
Selecionar através da tecla direita (8)
2
Screen „Ajustes de Processamento“
- Será indicado o Screen „Ajustes
de Processamento“
Selecionar os parâmetros para ajustes
3
de processamento através das teclas
para baixo (6) ou para cima (7)
Alterar o valor do parâmetro para
4
ajustes de processamento através do
botão de ajuste (18)
- O valor deste parâmetro para
ajustes de processamento pode
ser alterado somente dentro de
uma faixa de ajuste definida. A
área de ajuste demonstrada com
fundo.
PT-BR
39
Ajustar os parâmetros de continuação: 2 Ciclos especiais, 4 Ciclos especiais, pontilhação
Ajustar os demais parâmetros
para 2 Ciclos especiais
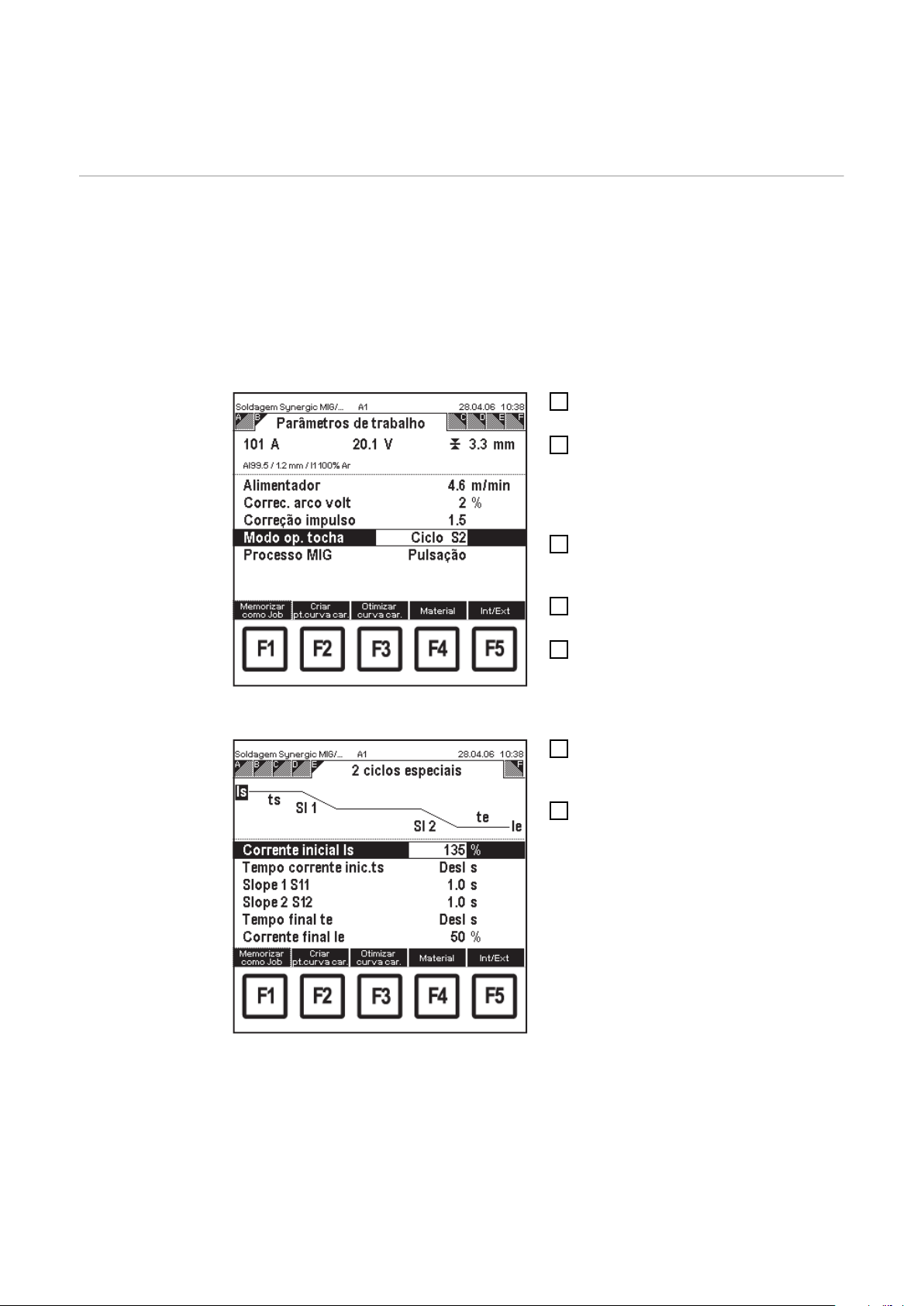
Quando no Screen „Parâmetros de Trabalho“ no modo de operação da tocha for selecionado ciclo S2, o respectivo Screen será adicionado nas características técnicas.
Os seguintes parâmetros de continuação podem ser ajustados:
- Corrente inicial Is
- Tempo corrente inic.ts
- Slope 1 Sl1
- Slope 2 Sl2
- Tempo final te
- Corrente final le
Chamar o item de menu „Soldagem
1
Synergic MIG/MAG“
Selecionar através da tecla à direita
2
(8) o Screen „Parâmetros de trabalho“:
- Será indicado Screen „Parâmetros de Trabalho“
Através das teclas para baixo (6) ou
3
para cima (7) selecionar o parâmetro
do modo de operação da tocha
Ajustar através do botão de ajuste
4
(18) do ciclo S2
Selecionar através da tecla direita (8)
5
Screen „2 Ciclos especiais“
Screen „Parâmetros de trabalho“ modo de operação
da tocha ciclo S2
- Será indicado Screen „2 Ciclos
especiais“
Soldagem MIG/MAG Synergic : Screen „2 Ciclos especiais“, selecionado corrente inicial Is
Selecionar os parâmetros de conti-
6
nuação através das teclas para baixo
(6) ou para cima (7)
Alterar o valor dos parâmetros de con-
7
tinuação de processo através do
botão de ajuste (18)
- O valor destes parâmetros de
continuação pode ser alterado somente dentro de uma faixa de
ajuste definido. A área de ajuste
demonstrada com fundo.
40
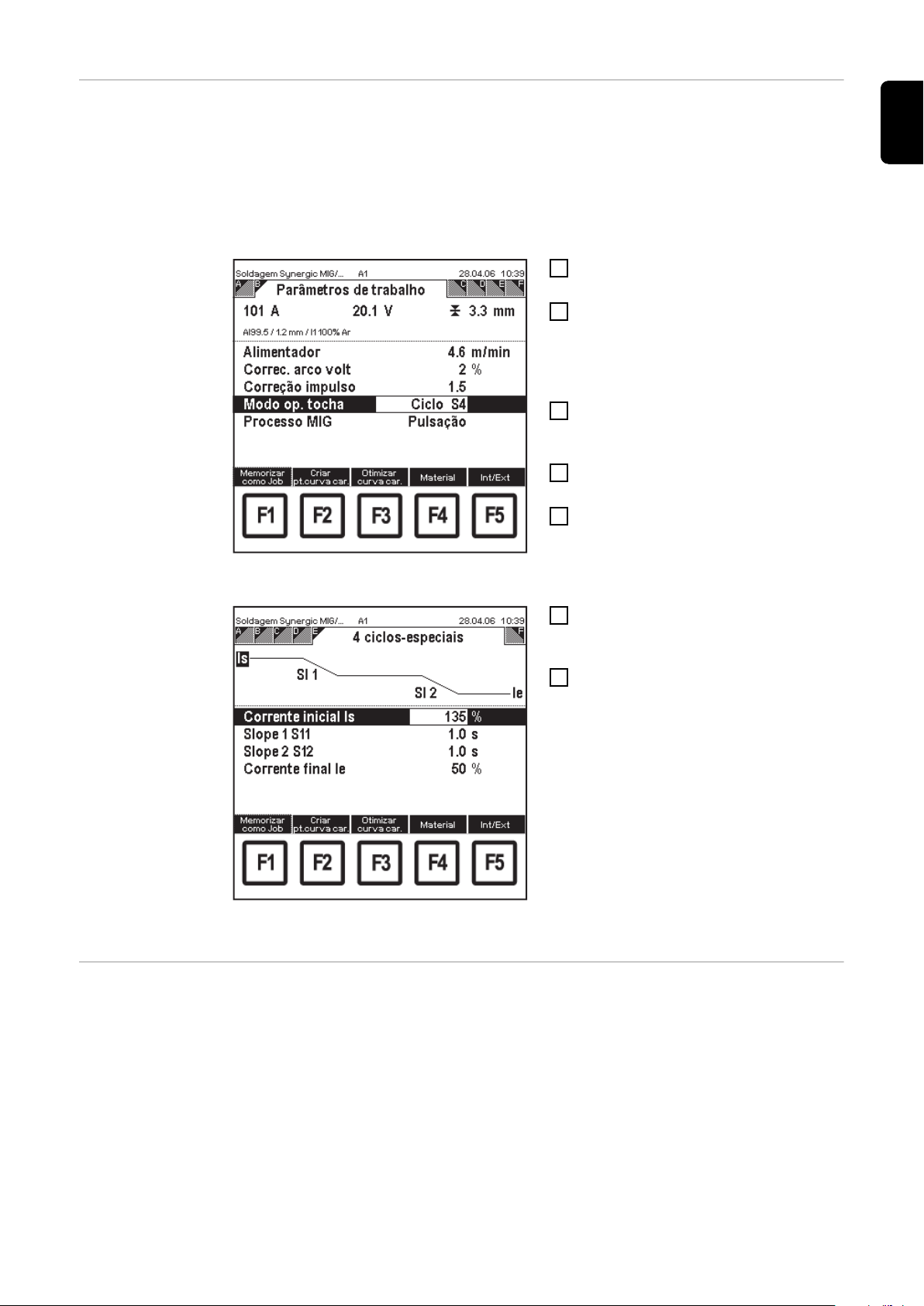
Ajustar os demais parâmetros
para 4 Ciclos especiais
Quando no Screen „Parâmetros de Trabalho“ no modo de operação da tocha será selecionado ciclo S4, o respectivo Screen será adicionado nas características técnicas.
Os seguintes parâmetros de continuação podem ser ajustados:
- Corrente inicial Is
- Slope 1 Sl1
- Corrente final le
- Slope 2 Sl2
Chamar o item de menu „Soldagem
1
Synergic MIG/MAG“
Selecionar através da tecla à direita
2
(8) o Screen „Parâmetros de trabalho“:
- Será indicado Screen „Parâmetros de Trabalho“
Através das teclas para baixo (6) ou
3
para cima (7) selecionar o parâmetro
do modo de operação da tocha
Ajustar através do botão de ajuste
4
(18) do ciclo S4
Selecionar através da tecla direita (8)
5
Screen „4 ciclos-especiais“
Screen „Parâmetros de trabalho“ modo de operação
da tocha ciclo S4
- Será indicado Screen „4 ciclos-especiais“
PT-BR
Ajustar os demais parâmetros
para a pontilhação
Selecionar os parâmetros de conti-
6
nuação através das teclas para baixo
(6) ou para cima (7)
Alterar o valor dos parâmetros de con-
7
tinuação de processo através do
botão de ajuste (18)
- O valor destes parâmetros de
continuação pode ser alterado somente dentro de uma faixa de
ajuste definido. A área de ajuste
demonstrada com fundo.
Soldagem MIG/MAG Synergic : Screen „4 ciclos-especiais“, selecionado corrente inicial Is
Quando no Screen „Parâmetros de Trabalho“ no modo de operação da tocha for selecionado, a pontilhação do respectivo Screen, será adicionado nas características técnicas.
Os seguintes parâmetros podem ser ajustados:
- Velocidade de alimentação de arame
- Correção do Arco voltaico
- Tempo de pontilhação
41

Screen „Parâmetro de trabalho“ modo de operação
da tocha pontilhação
Chamar o item de menu „Soldagem
1
Synergic MIG/MAG“
Selecionar através da tecla à direita
2
(8) o Screen „Parâmetros de trabalho“:
- Será indicado Screen „Parâmetros de Trabalho“
Através das teclas para baixo (6) ou
3
para cima (7) selecionar o parâmetro
do modo de operação da tocha
Ajustar através do botão de ajuste
4
(18) a soldagem por ponto
Selecionar através da tecla direita (8)
5
Screen „Pontilhação“
- Será indicado Screen „Pontilhação“
Soldagem MIG/MAG Synergic : Screen „Pontilhação“, alimentador selecionado
Selecionar os parâmetros através das teclas para baixo (6) ou para cima (7)
6
Alterar o valor dos parâmetros de processo através do botão de ajuste (18)
7
- O valor destes parâmetros pode ser alterado somente dentro de uma faixa de
ajuste definido. A área de ajuste demonstrada com fundo.
42
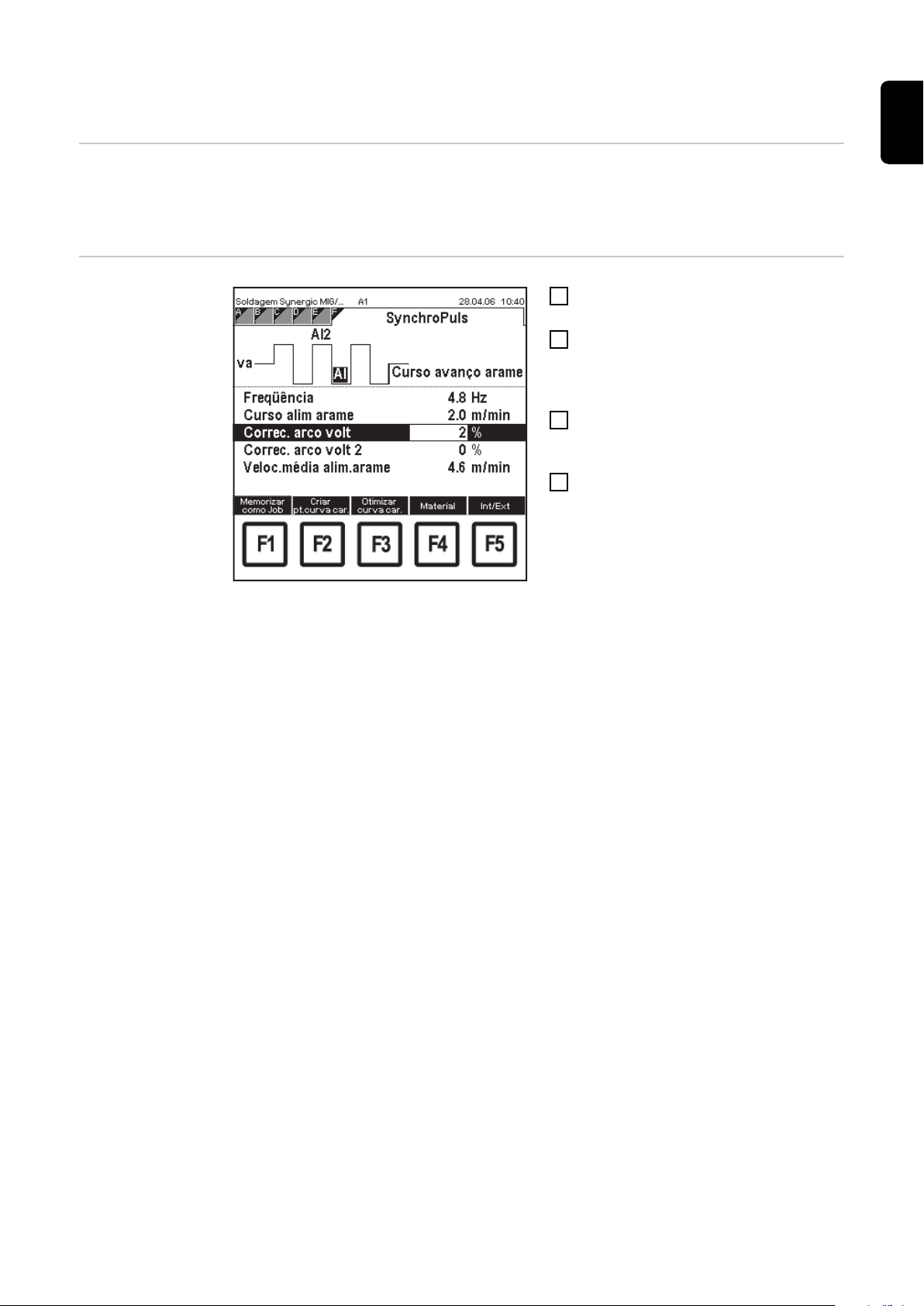
Ajustar os parâmetros SynchroPuls
Geral Quando a opção-Software SynchroPuls estiver instalada na fonte de solda, também é
disponível o Screen para os parâmetros SynchroPuls. O Screen será adicionado para as
características técnicas.
PT-BR
Ajustar os
parâmetros SynchroPuls (OpçãoSoftware)
Soldagem MIG/MAG Synergic : Screen „SynchroPuls“
Chamar o item de menu „Soldagem
1
Synergic MIG/MAG“
Selecionar através da tecla direita (8)
2
Screen „SynchroPuls“.
- Será indicado Screen „SynchroPuls“
Selecionar os parâmetros-Synchro-
3
Puls através das teclas para baixo (6)
ou para cima (7)
Alterar os valores dos parâmetros-
4
SynchroPuls através do botão de
ajuste (18)
- O valor dos parâmetros-SynchroPuls pode ser alterado somente
dentro de uma faixa de ajuste definido. A área de ajuste demonstrada com fundo.
43

Soldagem Manual MIG/MAG
Geral Ao contrário da Soldagem-Synergic MIG/MAG na soldagem manual MIG/MAG os
parâmetros de soldagem serão ajustados individualmente.
Chamar o item de
menu „Soldagem
Manual MIG/
MAG“
Menu principal: Selecionar o item de menu „Soldagem Manual MIG/MAG “
Visão geral „Soldagem Manual MIG/MAG “ está composta das seguintes seções:
- Chamar o programa de soldagem
- Ajustar parâmetros de trabalho
- Comutar para a indicação maximizada
- Ajustar os parâmetros para os ajustes de processamento
- Ajustar os demais parâmetros para a pontilhação
Aperte a Tecla do Menu (1):
1
- Será indicado o menu principal
Selecionar o item de menu „Soldagem
2
Manual MIG/MAG “ através do botão
(18)
Aperte a Tecla OK (3):
3
- Será indicado o último Screen
„Dados“ chamado.
44

Chamar o programa de soldagem
PT-BR
Selecionar o programa de soldagem
Chamar o item de menu „Soldagem
1
Manual MIG/MAG“
Selecionar através da tecla à direita
2
(8) Screen „Programa de Soldagem“
- Será indicado o Screen „Programa de Soldagem“
Soldagem Manual MIG/MAG: Screen „Programa de
Soldagem“
O Screen de „Programa de Soldagem“ possui os seguintes dados.
- Material de enchimento
- Diâmetro do arame
- Gás inerte utilizável
- Número(s) de referência(s) da(s) curva(s) característica(s) memorizada(s) para o
programa de soldagem.
Por exemplo:
Para AlSi5 com Ø 1,2 mm e gás inerte 100 % Ar é colocado uma curva de pulsação
de curva característica, uma curva característica-Standard e uma curva característica-CMT
45

Ajustar parâmetros de trabalho
Ajustar parâmetros de trabalho
Modos de operação da tocha
Chamar o item de menu „Soldagem
1
Manual MIG/MAG“
Selecionar através da tecla à direita
2
(8) o Screen „Parâmetros de trabalho“:
- Será indicado o Screen „Parâmetros de Trabalho“
Conforme os parâmetros de trabalho
3
selecionar através das teclas para baixo (6) ou para cima (7)
Alterar o valor do parâmetro através
4
do botão de ajuste (18)
- O valor deste parâmetro pode ser
alterado somente dentro de uma
faixa de ajuste definido. A área de
Soldagem Manual MIG/MAG: Screen „Parâmetros de
Trabalho“, alimentador selecionado
ajuste demonstrada com fundo.
Podem ser ajustados os seguintes modos de operação da tocha:
- 2 ciclos
- 4 ciclos
- Pontilhação
46

Comutar para a indicação maximizada
(2)(1)
0.6 A
0.35 A
Geral Os parâmetros velocidade de alimentação de arame, corrente de soldagem e tensão de
soldagem podem ser mostrados em indicação maximizada. Além disso, será indicada
no Screen „Indicação Maximizada“ a corrente do motor do alimentador e a unidadePushPull como valor real.
PT-BR
Comutar para a
indicação maximizada
Soldagem Manual MIG/MAG: Screen „Indicação Maximizada“
(1) Corrente do motor do alimentador
(2) Corrente do motor da unidade PushPull
Chamar o item de menu „Soldagem
1
Manual MIG/MAG“
Selecionar através da tecla à direita
2
(8) Screen „Indicação Maximizada“
- Será indicado o Screen „Indicação
Maximizada“
- Os valores para a velocidade de
alimentação de arame e a tensão
de soldagem podem ser alterados
no Screen „Indicação Maximizada“ através do botão (18).
- A corrente de soldagem é um valor de indicação:
- durante a soldagem
... Valor real
- depois da soldagem
... Valor Hold
47
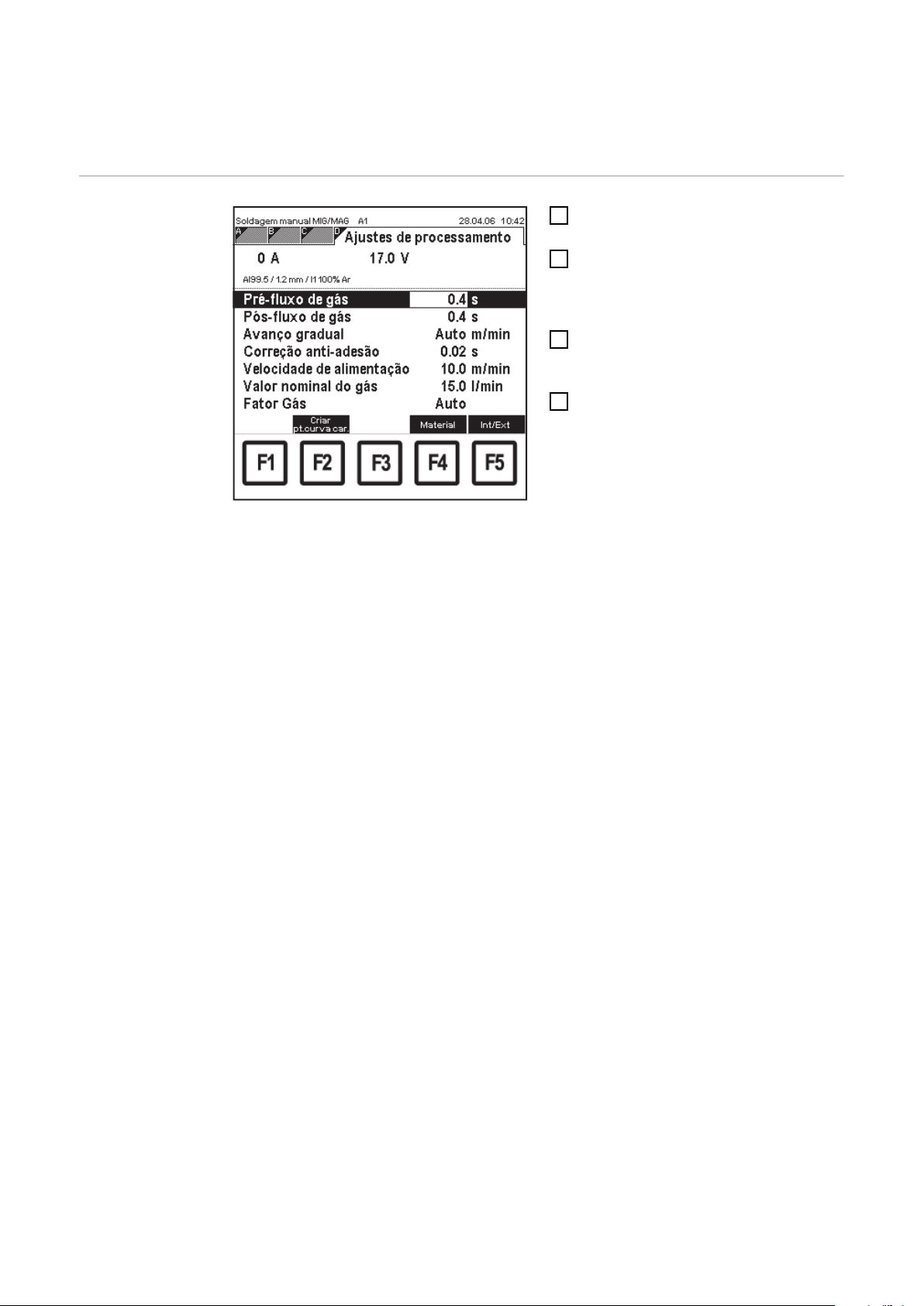
Ajustar os parâmetros para os ajustes de processamento
Ajustar os
parâmetros para
os ajustes de
processamento
Soldagem Manual MIG/MAG: Screen „Ajustes de
processamento“, selecionado pré-fluxo de gás
Chamar o item de menu „Soldagem
1
Manual MIG/MAG“
Selecionar através da tecla direita (8)
2
Screen „Ajustes de Processamento“
- Será indicado o Screen „Ajustes
de Processamento“
Selecionar os parâmetros para ajustes
3
de processamento através das teclas
para baixo (6) ou para cima (7)
Alterar o valor do parâmetro para
4
ajustes de processamento através do
botão de ajuste (18).
- O valor deste parâmetro para
ajustes de processamento pode
ser alterado somente dentro de
uma faixa de ajuste definida. A
área de ajuste demonstrada com
fundo.
48

Ajustar os demais parâmetros para a pontilhação
PT-BR
Ajustar os demais parâmetros
para a pontilhação
Quando no Screen „Parâmetros de Trabalho“ no modo de operação da tocha for selecionado, a pontilhação do respectivo Screen, será adicionado nas características técnicas.
Os seguintes parâmetros podem ser ajustados:
- Velocidade de alimentação de arame
- Correção do Arco voltaico
- Tempo de pontilhação
Chamar o item de menu „Soldagem
1
Manual MIG/MAG“
Selecionar através da tecla à direita
2
(8) o Screen „Parâmetros de trabalho“:
- Será indicado Screen „Parâmetros de Trabalho“
Através das teclas para baixo (6) ou
3
para cima (7) selecionar o parâmetro
do modo de operação da tocha
Ajustar através do botão de ajuste
4
(18) a soldagem por ponto
Selecionar através da tecla direita (8)
5
Screen „Pontilhação“
Screen „Parâmetro de trabalho“ modo de operação
da tocha pontilhação
- Será indicado Screen „Pontilhação“
Soldagem MIG/MAG Synergic : Screen „Pontilhação“, alimentador selecionado
Selecionar os parâmetros através das
6
teclas para baixo (6) ou para cima (7)
Alterar o valor dos parâmetros de pro-
7
cesso através do botão de ajuste (18)
- O valor destes parâmetros pode
ser alterado somente dentro de
uma faixa de ajuste definido. A
área de ajuste demonstrada com
fundo.
49
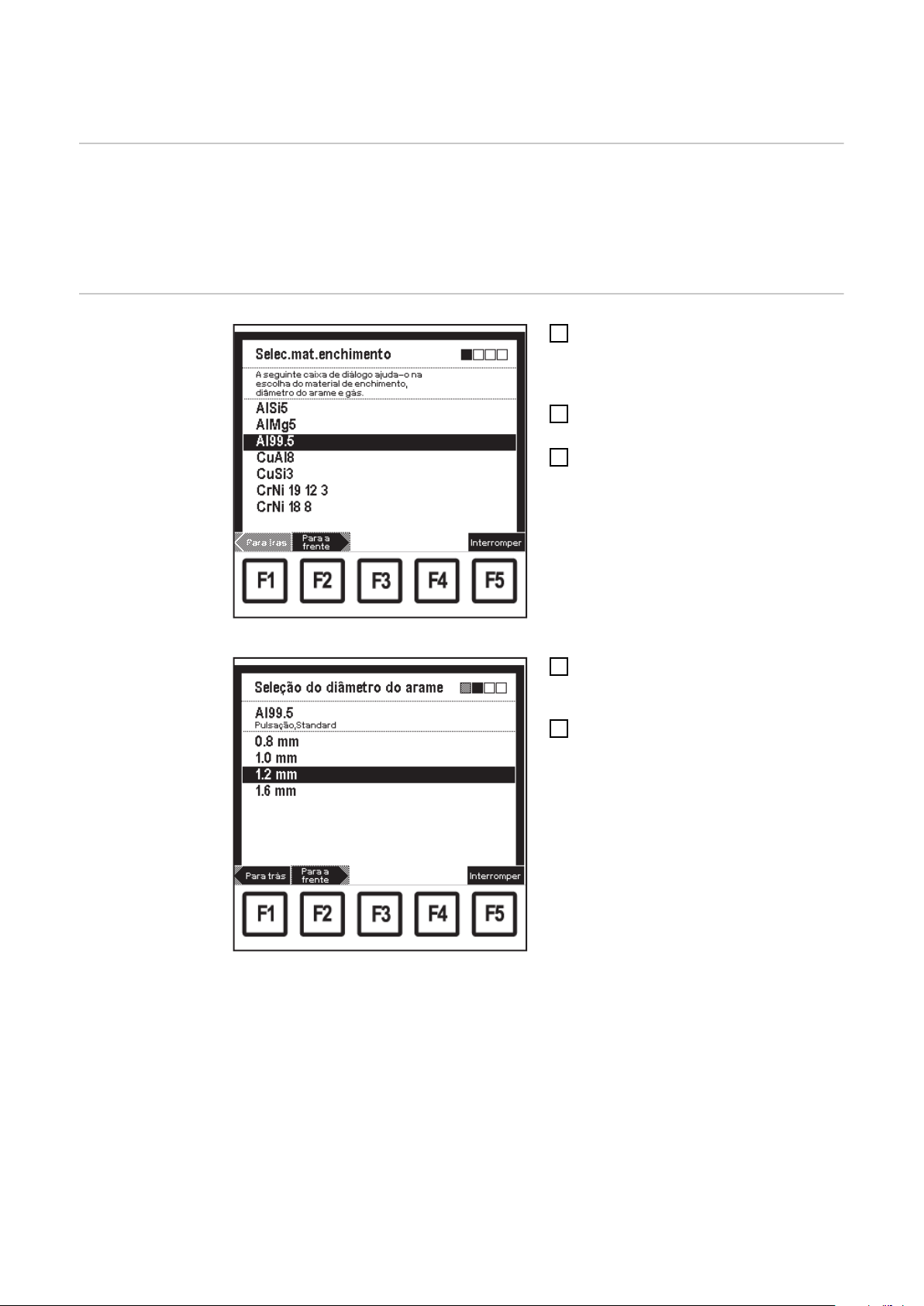
Ajustar o programa de soldagem e material
Geral O programa de soldagem e o material podem ser ajustados nos seguintes Itens de Me-
nu:
- Soldagem Synergic MIG/MAG
- Soldagem manual MIG/MAG
- Otimizar & Administrar Jobs (somente com Jobs MIG/MAG memorizados)
Ajustar o programa de soldagem
e material
Screen „Selec.mat.enchimento“: Selecionado Al99,5
Apertar no respectivo Screen „Da-
1
dos“ a tecla F4 „Material“
- A 1ª Screen „Selec.mat.enchimento“ será exibida no Wizard.
Selecionar o material necessário
2
através do botão (18)
Apertar a tecla F2 „Para frente“:
3
- A 2ª Screen „Seleção do Diâmetro
do Arame“ será exibida no Wizard.
- Somente serão indicados os
diâmetros do arame que estão
disponíveis para o material selecionado no primeiro Screen.
Selecionar os respectivos diâmetros
4
do arame através do botão de ajuste
(18)
Apertar a tecla F2 „Para frente“:
5
- A 3ª Screen „Seleção do
Gás“ será exibida no Wizard.
- Somente serão indicados os gases que estão disponíveis para o
material selecionado no primeiro
Screen e para o diâmetro do arame selecionado no segundo Screen.
50
Screen „Seleção do Diâmetro do Arame“: Selecionado 1,2 mm
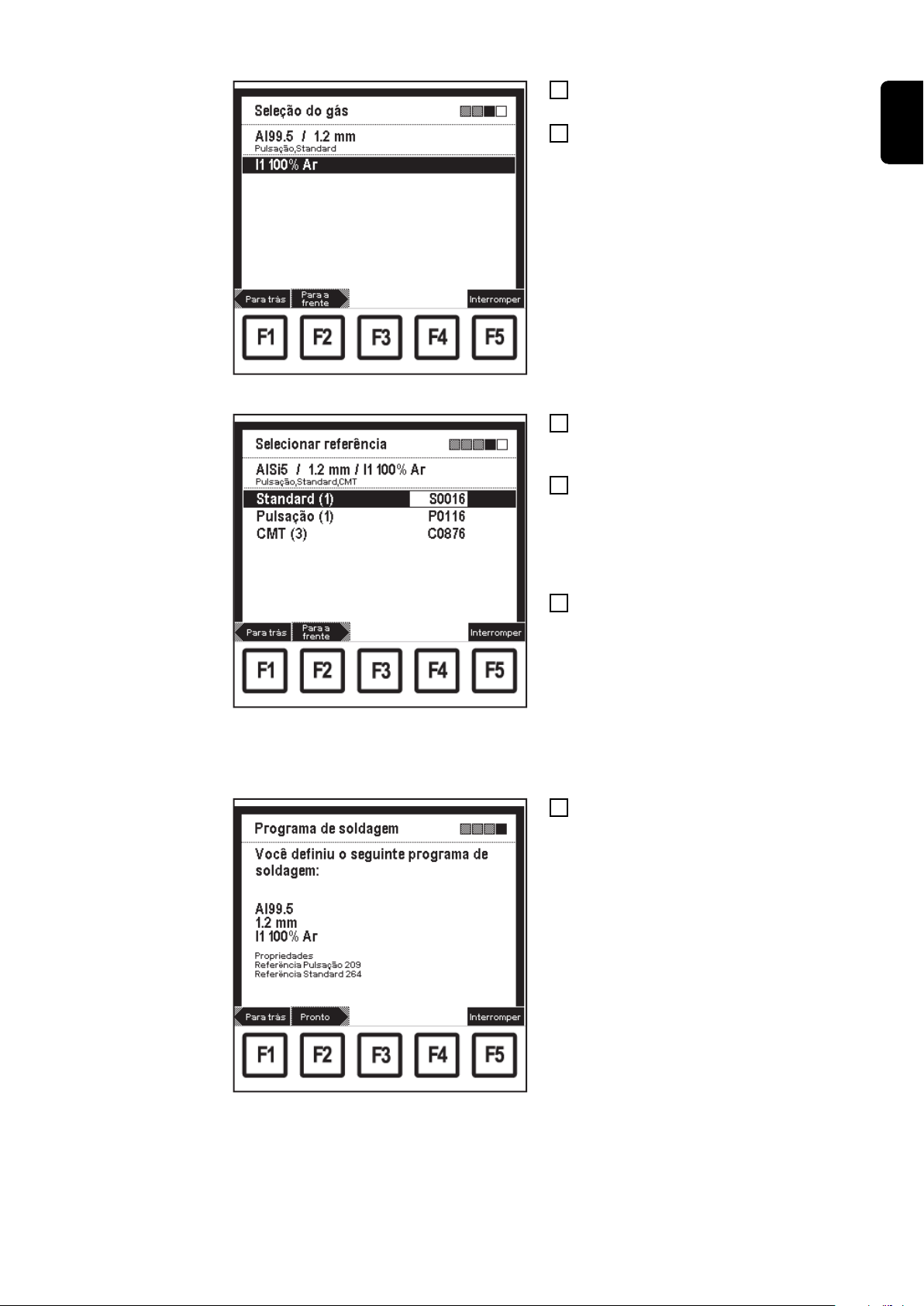
Screen „Seleção do Gás“: Selecionado I1 100% Ar
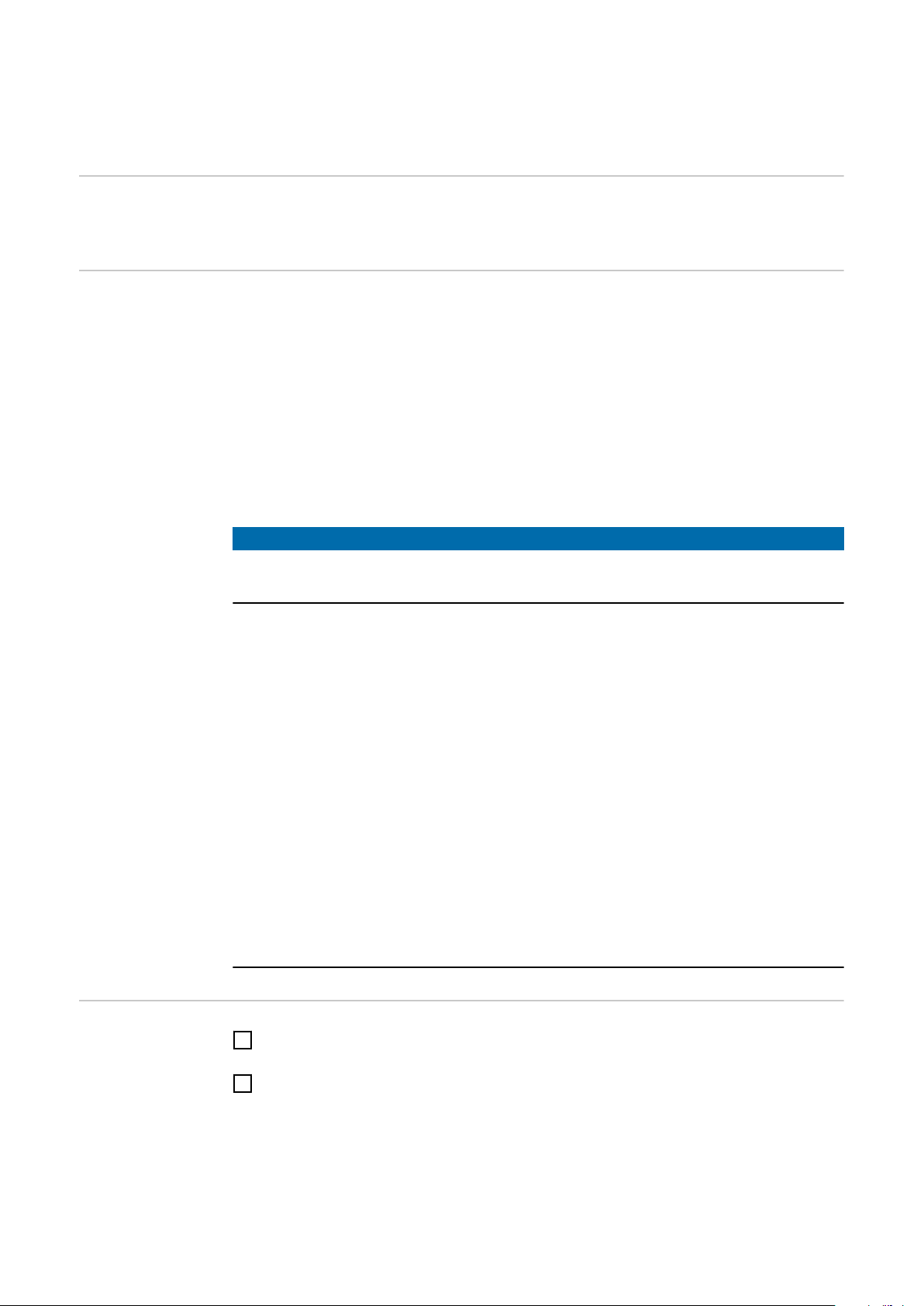
Exemplo: AlSi 5 / 1,2 mm / I1 100 % Ar Screen „Selecionar referência“: Selecionada curva característica
S0016
Selecionar o respectivo gás através
6
do botão (18)
Apertar a tecla F2 „Para frente“:
7
- Somente quando constam várias
curvas características de fundo
para o material selecionado, do
diâmetro do arame selecionado
do gás inerte selecionado será indicado o Screen „Selecionar Referência“.
- O valor entre parênteses atrás do
processo, indica quantas curvas
características são arquivados para este processo.
Conforme o processo selecionado se-
8
lecionar através das teclas para baixo
(6) ou para cima (7)
Selecionar o respectivo número de re-
9
ferência da curva característica
através do botão (18)
- por exemplo:
A curva característica C0876 é
adequada somente para CMT.
Apertar a tecla F2 „Para frente“
10
- Será indicado o último Screen
„Programa de Soldagem“ do Wizard como confirmação
- Ao apertar a tecla F1 „para
trás“ podem ser indicados novamente os Screens dos passos de
trabalho que já foram processados. Alterações podem ser executadas.
PT-BR
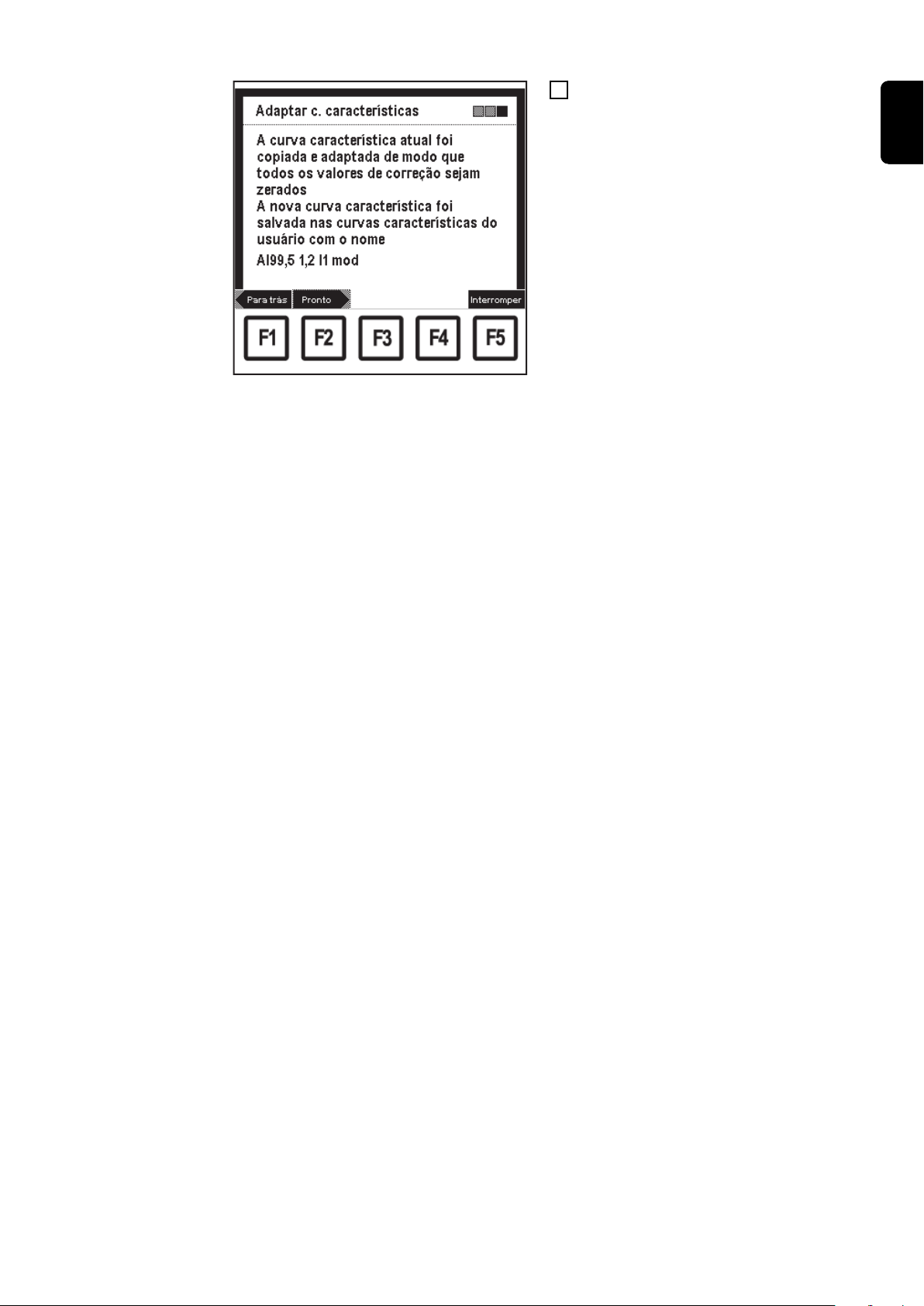
Screen „Programa de Soldagem“: Confirmação
Apertar a tecla F2 „Pronto“
11
- O programa de soldagem ajustado será transferido, o último Screen „Dados” mostrado será indicado
51
Implantar curva característica do usuário – adaptar
curva característica
Geral „Implantar Synergic lines – Adaptar C. Características“ podem ser executado somente
no Item de Menu Soldagem Synergic MIG/MAG.
Bases para a implantação da curva característica
do usuário
Cada programa de soldagem se baseia em uma curva característica-soldagem. As curvas características de programas de soldagens selecionadas podem ser alteradas especificamente para o usuário. Estas alterações serão memorizadas nas chamadas curva
característica do usuário.
A programação de uma curva característica do usuário é necessária
- Quando forem utilizados materiais adicionais (gás inerte, diâmetro do arame de soldagem) que não constam no banco de dados de soldagem.
- Para a otimização do processo de soldagem (por exemplo: Aumento da velocidade
de soldagem, alteração das condições de queima profunda, alteração da aparência
da costura).
AVISO!
Uma nova programação de uma curva característica tem como condição prévia
conhecimentos da tecnologia de arco voltaico e de soldagem.
Para o ajuste eficiente de uma nova curva característica recomenda-se o seguinte procedimento:
- Selecionar uma curva característica similar
- Determinar a faixa de potência da curva característica do usuário
- Eventualmente complementar a curva característica do usuário por implantação de
mais pontos da curva característica.
Implantar Synergic lines – Adaptar c. características
Ajustes básicos importantes serão transferidos para a nova curva característica por este
procedimento.
IMPORTANTE!
Para a elaboração da curva característica do usuário são necessários pelo menos
dois pontos de curvas características.
Mas para alcançar uma otimização em todas as faixas de potência devem ser programados pelo menos 6-10 pontos de curvas características (para cada espessura de material uma soldagem por ponto). No máximo podem ser programados 19 pontos de curva característica.
No respectivo Screen „Dados“ ajustar um programa de soldagem similar ou o pro-
1
grama de soldagem a alterar
Apertar a tecla F3 „Adaptar Curva Característica“:
2
52

A curva característica
não pode ser editada!
Screen „Informação - Curva Característica não pode
ser editada!“
Quando não for possível a edição de uma
curva característica, será indicada a informação „curva característica não pode ser
editada“.
A 1ª Screen “Adaptar c. características“ do
Wizard será indicada
Selecionar o valor inferior e superior
3
de potência através das teclas para
baixo (6) ou para cima (7)
Ajustar o valor inferior e superior de
4
potência através do botão de ajuste
(18)
- O valor deste parâmetro pode ser
alterado somente dentro de uma
faixa de ajuste definido. A área de
ajuste demonstrada com fundo.
- Os valores indicados na área de
visualização para corrente, tensão
e espessura de chapa dependem
diretamente dos valores de
potência introduzidos.
PT-BR
Screen „Adaptar Curva Característica“: Ajustar os valores de potência
Screen „Adaptar Curva Característica“: Selecionar
uma curva característica
Apertar a tecla F2 „Para frente“:
5
- A 2ª Screen „Adaptar Curva Característica“ do Wizard será indicada
Selecionar a respectiva curva carac-
6
terística através do botão (18)
- Quando uma curva característica
existente deve ser sobrescrita
será indicada uma consulta de segurança.
53

Consulta de segurança para sobrescrever da curva
característica
Para a nomeação da curva carac-
7
terística, apertar a tecla F3 „Nomear a
curva característica“:
- Será indicado o Screen „Nomear
a curva característica“
Selecionar as respectivas letras
8
através do botão (18)
Apertar a tecla F4 „>“ para registrar a
9
próxima letra
- Correções podem ser executadas
através das teclas F3 „<“ ou F2 „<
deletar“
Com nomeação terminada aperte a
10
tecla F1 „Aceitar“:
- O novo nome será aceito, será indicado o Screen „Adaptar c. características“
Screen „Nomear a curva característica“
Screen „Adaptar Curva Característica“: Selecionar
uma curva característica
Apertar a tecla F2 „Para frente“:
11
- A 3ª Screen „Adaptar Curva Característica“ do Wizard será indicada como confirmação
- Ao apertar a tecla F1 „para
trás“ podem ser indicados novamente os Screens dos passos de
trabalho que já foram processados. Alterações podem ser executadas.
54
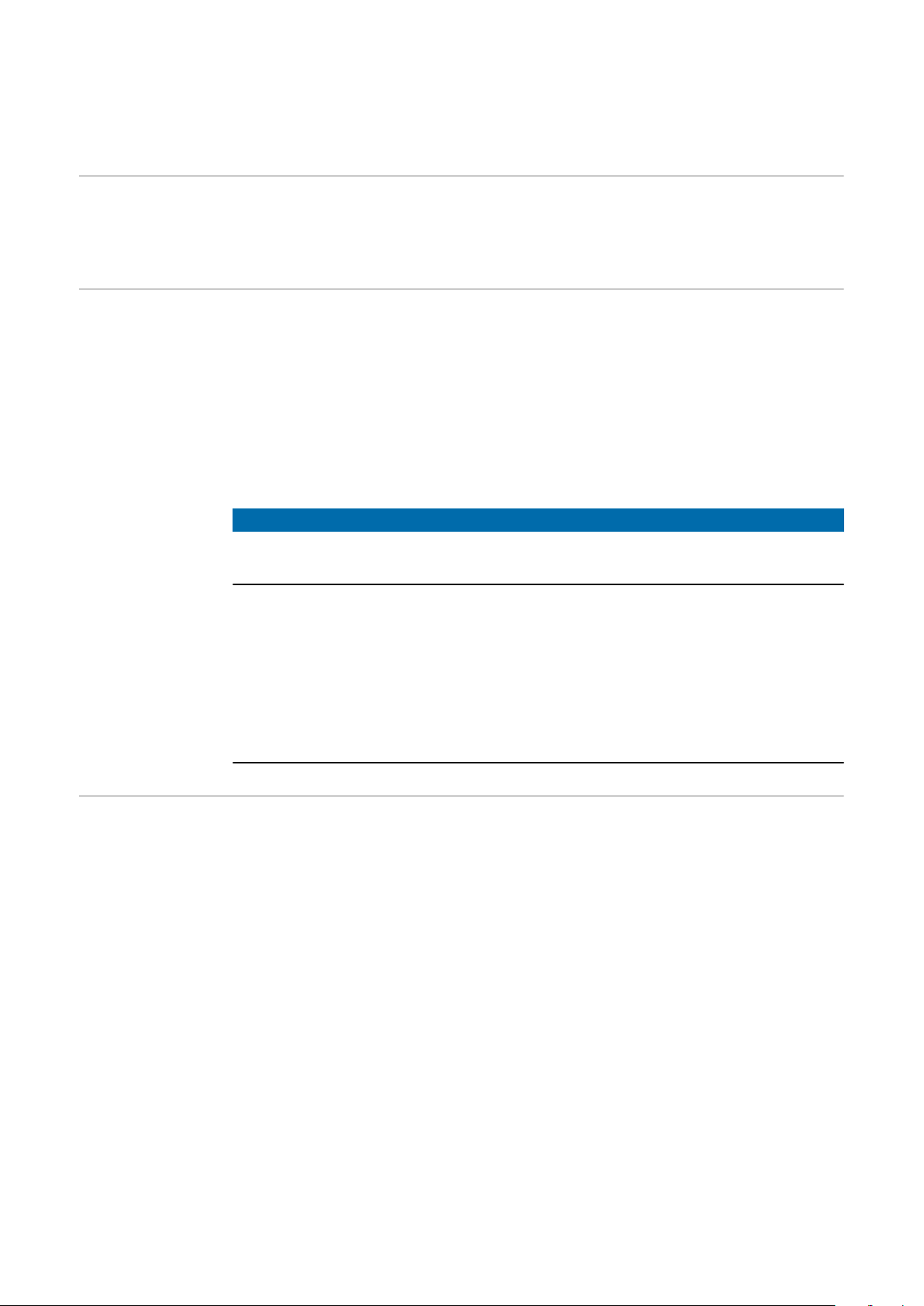
Wizard „Adaptar Curva Característica“ Confirmação
da curva característica adaptada
Apertar a tecla F2 „Pronto“:
12
- Será indicado o último Screen
„Dados“ mostrado
PT-BR
55
Implantar itens-curvas características para curvas
características do usuário
Geral A função „Criar ponto curva caract.“ pode ser executada nos seguintes itens de menu:
- Soldagem Synergic MIG/MAG
- Soldagem manual MIG/MAG
Bases para a implantação pontos
de curvas característica
Diferentes ajustes de parâmetros podem ser memorizados como pontos de curvas características em Synergic lines.
Para a implantação de um ponto de curva característica são necessário:
- Programa de soldagem (material, diâmetro de arame, gás inerte), para o qual deve
ser elaborado um ponto de curva característica
- Valor para a alimentação de arame (por exemplo: a partir de testes de soldagens,
valores de experiência ou valores de referência da respectiva espessura de material)
AVISO!
Uma nova implantação de pontos em uma curva característica tem como condição
prévia conhecimentos da tecnologia de arco voltaico e de soldagem.
IMPORTANTE!
Para a elaboração da curva característica do usuário são necessários pelo menos
dois pontos de curvas características.
Mas para alcançar uma otimização em todas as faixas de potência devem ser programados pelo menos 6-10 pontos de curvas características (para cada espessura de material uma soldagem por ponto). No máximo podem ser programados 19 pontos de curva característica.
Criar ponto curva
caract.
56
Procedimento, quando determinados ajustes de parâmetros devem ser memorizados
como ponto de curva característica:

Screen „Criar ponto curva caract.“: Selecionado o
Nº.6 – „Al99,5 1,2 I1 mod“
Chamar o programa de soldagem, pa-
1
ra o qual deve ser elaborado um ponto de curva característica
Ajustar a alimentação de arame, para
2
o qual deve ser elaborado um ponto
de curva característica
No respectivo Screen „Dados“ aperte
3
a tecla F2 „Criar ponto curva caract.“
- A 1ª Screen „Criar ponto curva caract.“ do Wizard será indicada
Selecionar a respectiva curva carac-
4
terística através do botão (18)
- Quando o ponto de curva característica a implantar deve ser inserido em uma curva característica,
que não serve para a curva característica ajustada atualmente (por
exemplo: introdução de um ponto
de curva característica de
alumínio em uma curva característica CuSi) será indicada uma
consulta de segurança.
Apertar a Tecla F2 „Sim“ ou a Tecla F3
5
„Não“ ou a Tecla F4 „Interromper“
- Caso um ponto de curva característica Standard deva ser inserido em uma curva característicapulsação ou vice-versa será indicada uma mensagem de falha.
PT-BR
Consulta de segurança: Ponto de curvas características não servem
Mensagem de falha: Memorizado para cada ponto de
curvas características
Apertar a tecla F3 „OK“
6
- A 1ª Screen „Criar ponto curva caract.“ do Wizard será indicada
57

Screen „Criar ponto curva caract.“: Nº 7 - < curva característica vazia > selecionada
Selecionar outra curva característica
7
através do botão (18)
Para a nomeação da curva carac-
8
terística, apertar a tecla F3 „Nomear a
curva característica“:
- Será indicado o Screen „Nomear
a curva característica“
Selecionar as respectivas letras
9
através do botão (18)
Apertar a tecla F4 „>“ para registrar a
10
próxima letra
- Correções podem ser executadas
através das teclas F3 „<“ ou F2 „<
deletar“
Com nomeação terminada, aperte a
11
tecla F1 „Aceitar“:
- O novo nome será aceito, será indicado o Screen „Criar ponto curva caract.“
Screen „Nomear a curva característica“
Screen „Criar ponto curva caract.“
Apertar a tecla F2 „Para frente“:
12
- A 2ª Screen „Criar ponto curva caract.“ do Wizard será indicada como confirmação
58
Screen „Criar ponto curva caract.“: Confirmação do
ponto de curva característica memorizado
Apertar a tecla F2 „Pronto“:
13
- O ponto de curva característica
será memorizado, será indicado o
respectivo Screen „Dados“.
- Ao apertar a tecla F1 „para
trás“ podem ser indicados novamente os Screens dos passos de
trabalho que já foram processados. Alterações podem ser executadas.
PT-BR
59

Selecionar curva característica do usuário
Selecionar curva
característica do
usuário
Screen „Selec.mat.enchimento“: Selecionado curva
característica do usuário
Apertar no respectivo Screen „Da-
1
dos“ a tecla F4 „Material“:
- A 1ª Screen „Selec.mat.enchimento“ será exibida no Wizard.
Selecionar „Curva Característica do
2
Usuário“ através do botão (18)
Apertar a tecla F2 „Para frente“:
3
- A 2ª Screen „Seleção da Curva
Característica do Usuário“ será
exibida no Wizard.
Selecionar a respectiva curva carac-
4
terística do usuário através do botão
(18)
Apertar a tecla F2 „Para frente“:
5
- A 3ª Screen „Programa de soldagem“ do Wizard é indicada como
confirmação
- Ao apertar a tecla F1 „para
trás“ podem ser indicados novamente os Screens dos passos de
trabalho que já foram processados. Alterações podem ser executadas.
60
Screen „Seleção da Curva Característica do
Usuário“: Selecionado o Nº.2 – „CuSi3 10 I1 mod“
Screen „Programa de Soldagem“: Confirmação da
curva característica do usuário
Apertar a tecla F2 „Pronto“:
6
- A curva característica do usuário
ajustado será transferida, que
será indicada no último Screen
„Dados“ mostrado

Soldagem de eletrodos revestidos
PT-BR
Chamar o Item de
Menu „Soldagem
com eletrodos“
Ajustar parâmetros de trabalho
Menu principal: Selecionado o Item de Menu „Soldagem com eletrodos“
Soldagem de Eletrodos Revestidos: Screen
„Parâmetros de Trabalho“ selecionado corrente de
soldagem
Aperte a Tecla do Menu (1)
1
- Será indicado o menu principal
Selecionar o Item de Menu „Soldagem
2
com eletrodos“ através do botão (18)
Aperte a Tecla OK (3)
3
- Será indicado o último Screen
„Dados“ chamado
Chamar o Item de Menu „Soldagem
1
com eletrodos“
Selecionar através da tecla à direita
2
(8) o Screen „Parâmetros de trabalho“:
- Será indicado o Screen „Parâmetros de Trabalho“
Conforme os parâmetros de trabalho
3
selecionar através das teclas para baixo (6) ou para cima (7)
Alterar o valor do parâmetro através
4
do botão de ajuste (18)
- O valor deste parâmetro pode ser
alterado somente dentro de uma
faixa de ajuste definido. A área de
ajuste demonstrada com fundo.
61

Comutar para a
indicação maximizada
Os parâmetros, corrente de soldagem e tensão de soldagem podem ser mostrados em
indicação maximizada:
Chamar o Item de Menu „Soldagem
1
com eletrodos“
Selecionar através da tecla à direita
2
(8) Screen „Indicação Maximizada“
- Será indicado o Screen „Indicação
Maximizada“
- O valor para a corrente de soldagem pode ser alterado no Screen
„Indicação Maximizada“ através
do botão (18).
- A tensão de soldagem é um valor
de indicação:
- durante a soldagem
... Valor real
- depois da soldagem
Soldagem de Eletrodos Revestidos: Screen „Indicação Maximizada“
... Valor Hold
Ajustar os
parâmetros para
os ajustes de
processamento
Soldagem de Eletrodos Revestidos: Screen „Ajustes
de processamento“, selecionado corrente partida
quente HCU
Chamar o Item de Menu „Soldagem
1
com eletrodos“
Selecionar através da tecla direita (8)
2
Screen „Ajustes de Processamento“
- Será indicado o Screen „Ajustes
de Processamento“
Selecionar os parâmetros para ajustes
3
de processamento através das teclas
para baixo (6) ou para cima (7)
Alterar o valor dos ajustes de proces-
4
samento através do botão de ajuste
(18)
- O valor deste parâmetro para
ajustes de processamento pode
ser alterado somente dentro de
uma faixa de ajuste definida. A
área de ajuste demonstrada com
fundo.
62

Soldagem TIG
PT-BR
Chamar o Item de
Menu „Soldagem
TIG“
Ajustar parâmetros de trabalho
Menu principal: Item de Menu „Soldagem TIG“ selecionado
Soldagem TIG: Screen „Parâmetros de Trabalho“,
corrente principal selecionada
Aperte a Tecla do Menu (1)
1
- Será indicado o menu principal
Selecionar o Item de Menu „Soldagem
2
TIG“ através do botão (18)
Aperte a Tecla OK (3)
3
- Será indicado o último Screen
„Dados“ chamado
Chamar o Item de Menu „Soldagem
1
TIG“
Selecionar através da tecla à direita
2
(8) o Screen „Parâmetros de trabalho“:
- Será indicado o Screen „Parâmetros de Trabalho“
Conforme os parâmetros de trabalho
3
selecionar através das teclas para baixo (6) ou para cima (7)
Alterar o valor do parâmetro através
4
do botão de ajuste (18)
- O valor deste parâmetro pode ser
alterado somente dentro de uma
faixa de ajuste definido. A área de
ajuste demonstrada com fundo.
63
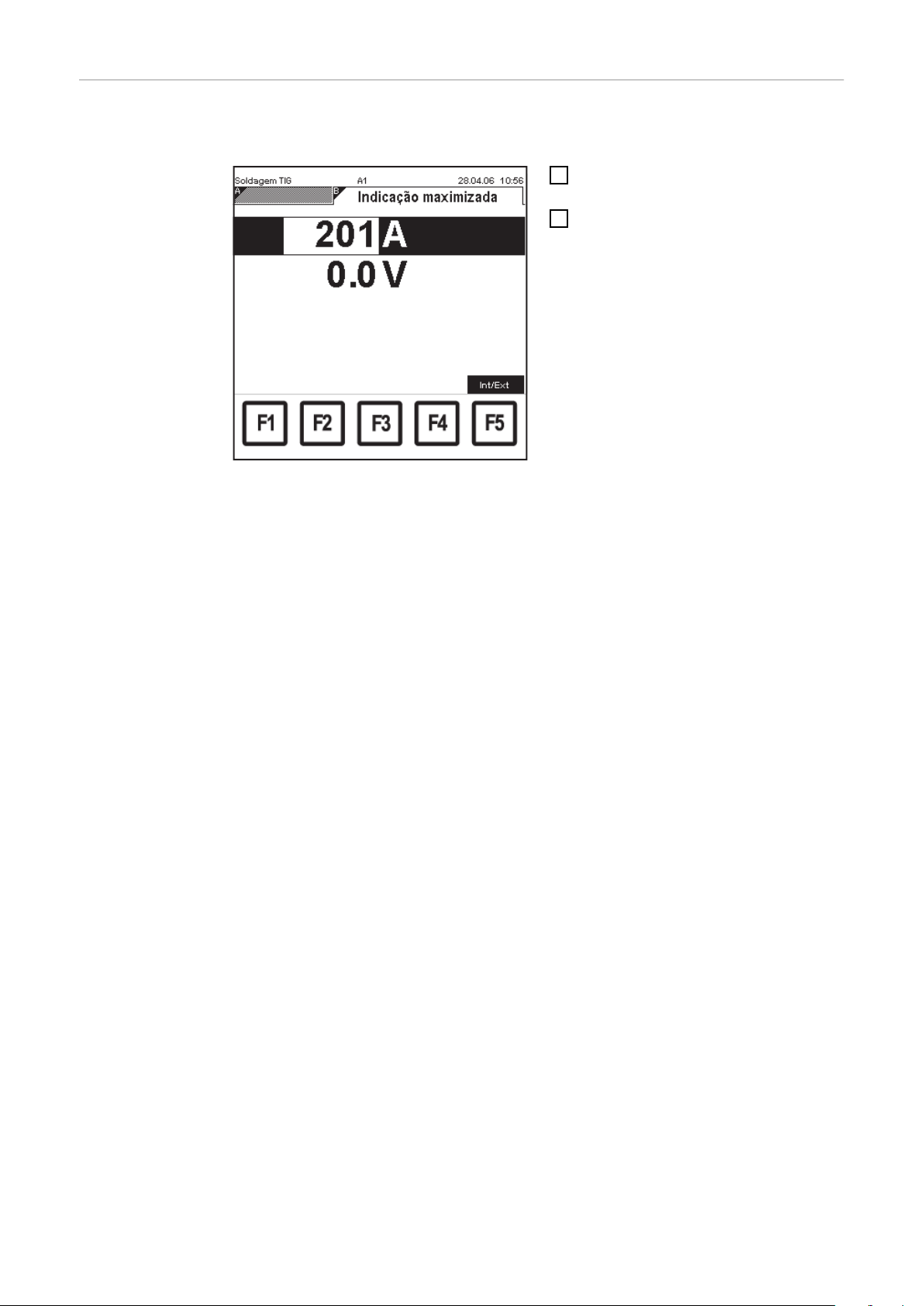
Comutar para a
indicação maximizada
Os parâmetros, corrente de soldagem e tensão de soldagem podem ser mostrados em
indicação maximizada:
Chamar o Item de Menu „Soldagem
1
TIG“
Selecionar através da tecla à direita
2
(8) Screen „Indicação Maximizada“
- Será indicado o Screen „Indicação
Maximizada“
- O valor para a corrente de soldagem pode ser alterado no Screen
„Indicação Maximizada“ através
do botão (18).
- A tensão de soldagem é um valor
de indicação:
- durante a soldagem
... Valor real
- depois da soldagem
Soldagem TIG: Screen „Indicação Maximizada“
... Valor Hold
64

Modo-CC/CV
Geral Quando a opção-Software „CC/CV-Mode“ estiver instalada na fonte de solda, também é
disponível no Menu Principal o Item de Menu „CC/CV-Mode“.
O Item de Menu Modo-CC/CV possibilita uma operação da fonte de solda de livre escolha com tensão de soldagem constante ou corrente de soldagem constante.
Alterações de parâmetros no item de Menu „CC/CV-Mode“ podem ser executadas
através do comando-robô e também através do comando controle remoto RCU 5000i.
„CC/CV-Mode“ será empregado, por exemplo na aplicação de arame quente.
PT-BR
Chamar Item do
Menu „CC/CVMode“
Ajustar parâmetros de trabalho
Menu principal: Item do Menu „CC/CV-Mode“ selecionado
Modo-CC/CV: Screen „Parâmetros de Trabalho“, valor nominal da corrente selecionado
Aperte a Tecla do Menu (1)
1
- Será indicado o menu principal
Selecionar o Item de Menu „CC/CV-
2
Mode“ através do botão (18)
Aperte a Tecla OK (3)
3
- Será indicado o último Screen
„Dados“ chamado
Chamar Item do Menu „CC/CV-Mode“
1
Selecionar através da tecla à direita
2
(8) o Screen „Parâmetros de trabalho“:
- Será indicado o Screen „Parâmetros de Trabalho“
Conforme os parâmetros de trabalho
3
selecionar através das teclas para baixo (6) ou para cima (7)
Alterar o valor do parâmetro através
4
do botão de ajuste (18)
- O valor deste parâmetro pode ser
alterado somente dentro de uma
faixa de ajuste definido. A área de
ajuste demonstrada com fundo.
Comutar para a
indicação maximizada
Os parâmetros de alimentação de arame, valor nominal de tensão e valor nominal de
corrente podem ser mostrados em indicação maximizada.
65
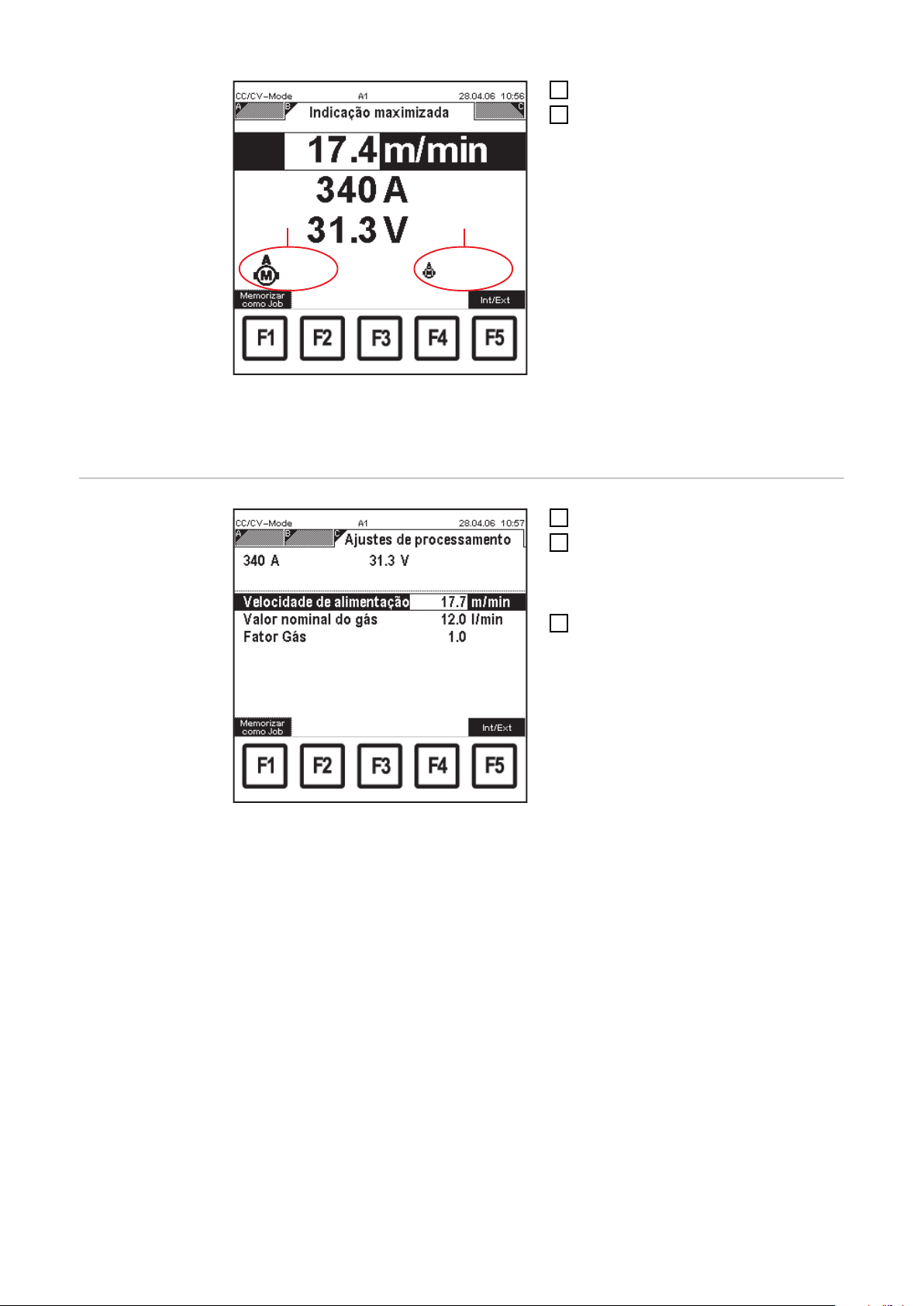
(2)(1)
0.6 A
0.35 A
Modo-CC/CV: Screen „Indicação Maximizada“
(1) Corrente do motor do alimentador
(2) Corrente do motor da unidade PushPull
Chamar Item do Menu „CC/CV-Mode“
1
Selecionar através da tecla à direita
2
(8) Screen „Indicação Maximizada“
- Será indicado o Screen „Indicação
Maximizada“
- Os valores para o alimentador, valor nominal de tensão e valor nominal de corrente podem ser alterados no Screen „Indicação maximizada“ através do botão (18).
- A tensão de soldagem é um valor
de indicação:
- durante a soldagem
... Valor real
- depois da soldagem
... Valor Hold
Ajustar os
parâmetros para
os ajustes de
processamento
Modo-CC/CV: Screen „Ajustes de processamento“
Chamar Item do Menu „CC/CV-Mode“
1
Selecionar através da tecla direita (8)
2
Screen „Ajustes de Processamento“
- Será indicado o Screen „Ajustes
de Processamento“
Alterar o valor do parâmetro através
3
do botão de ajuste (18)
- O valor deste parâmetro pode ser
alterado somente dentro de uma
faixa de ajuste definido. A área de
ajuste demonstrada com fundo.
66

Soldagem de Job
PT-BR
Chamar o Item de
Menu „Soldagem
por Job“
Ajustar os
parâmetros de
trabalho para um
Job
Aperte a Tecla do Menu (1)
1
- Será indicado o menu principal
Selecionar o Item de Menu „Soldagem
2
por Job“ através do botão (18)
Aperte a Tecla OK (3)
3
- Será indicado o último Screen
„Dados“ chamado
Menu principal: Item de Menu „Soldagem por
Job“ selecionado
Quando forem determinados no Item de Menu „Otimizar & Administrar Job“ limites de
correção para um Job selecionado, podem ser ajustados no Screen „Parâmetros de Trabalho“ no Item de Menu „Soldagem por Job“ os seguintes parâmetros de trabalho para
este Job:
- correção de potência atual
- correção do arco voltaico atual
Chamar o Item de Menu „Soldagem
1
por Job“
Selecionar através da tecla à direita
2
(8) o Screen „Parâmetros de trabalho“:
- Será indicado o Screen „Parâmetros de Trabalho“
Selecionar o parâmetro „Grupo Nº
3
“ através das teclas para baixo (6) ou
para cima (7)
Selecionar o grupo desejado (0 - 99)
4
através do botão (18)
Selecionar o parâmetro „Job Nº
5
“ através das teclas para baixo (6) ou
Soldagem de Job: Screen „Parâmetros de Trabalho“,
selecionado correção de potência atual para Job Nº
22 do Grupo 2 (Exemplo para um Job MIG/MAG)
para cima (7)
Selecionar o Job desejado (0 -999)
6
através do botão (18)
- Quando um Job do próximo grupo
for selecionado, se altera também
o grupo indicado.
Conforme os parâmetros de trabalho selecionar através das teclas para baixo (6) ou
7
para cima (7)
Alterar o valor do parâmetro através do botão de ajuste (18)
8
- O valor deste parâmetro pode ser alterado somente dentro de uma faixa de
ajuste definido. A área de ajuste demonstrada com fundo.
67
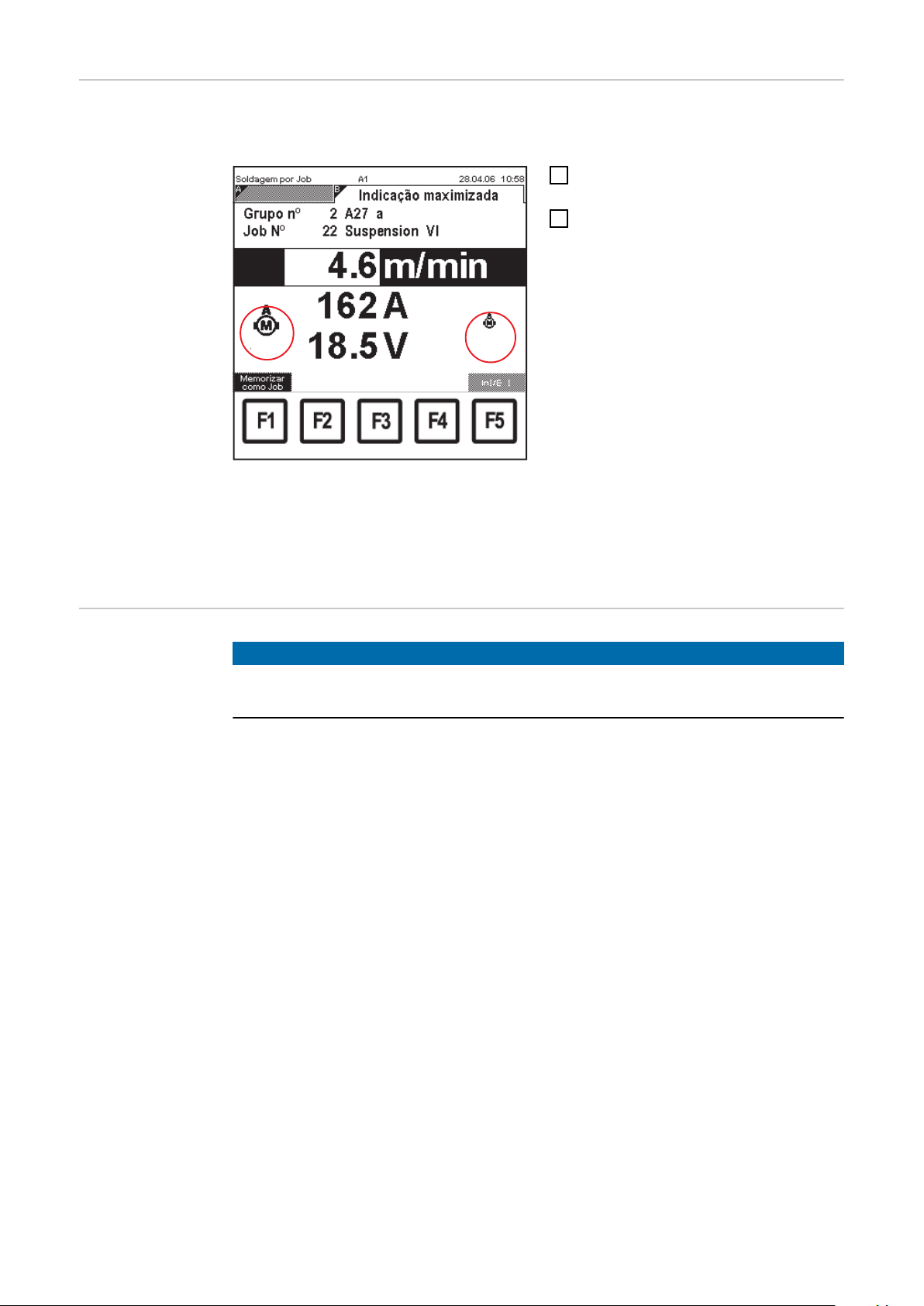
Comutar para a
A 53.0A 6.0
(1) (2)
indicação maximizada
Para um Job selecionado os parâmetros velocidade de alimentação de arame, corrente
de soldagem e tensão de soldagem podem ser mostrados em indicação maximizada.
Chamar o Item de Menu „Soldagem
1
por Job“
Selecionar através da tecla à direita
2
(8) Screen „Indicação Maximizada“
- Será indicado o Screen „Indicação
Maximizada“
- Os parâmetros „Grupo Nº“ e „Job
Nº“ podem ser selecionados com
as teclas para cima (6) ou para
baixo (7) e ajustados através do
botão (18).
- O valor para a velocidade de alimentação de arame pode ser
ajustado dentro dos limites de correção definidos para o Job seleci-
Soldagem de Job: Screen „Indicação Maximizada“
onado através do botão (18).
- Corrente de soldagem e tensão
de soldagem são valores puros de
indicação.
(1) Corrente do motor do alimentador
(2) Corrente do motor da unidade PushPull
Troca do método
de soldagem durante a soldagem
CMT Advanced
AVISO!
Durante a soldagem CMT Advanced, não é possível mudar o método de soldagem
nem a curva característica de soldagem atualmente selecionada.
Para mudar o método de soldagem ou a curva característica de soldagem:
- primeiro, finalizar o processo CMT Advanced
- esperar um período de 300 - 600 ms
Durante este período de tempo, um outro processo de soldagem ou nenhuma outra
curva característica de soldagem podem ser selecionados.
- Dar continuidade ao processo de soldagem com outro método de soldagem ou outra curva característica de soldagem.
68
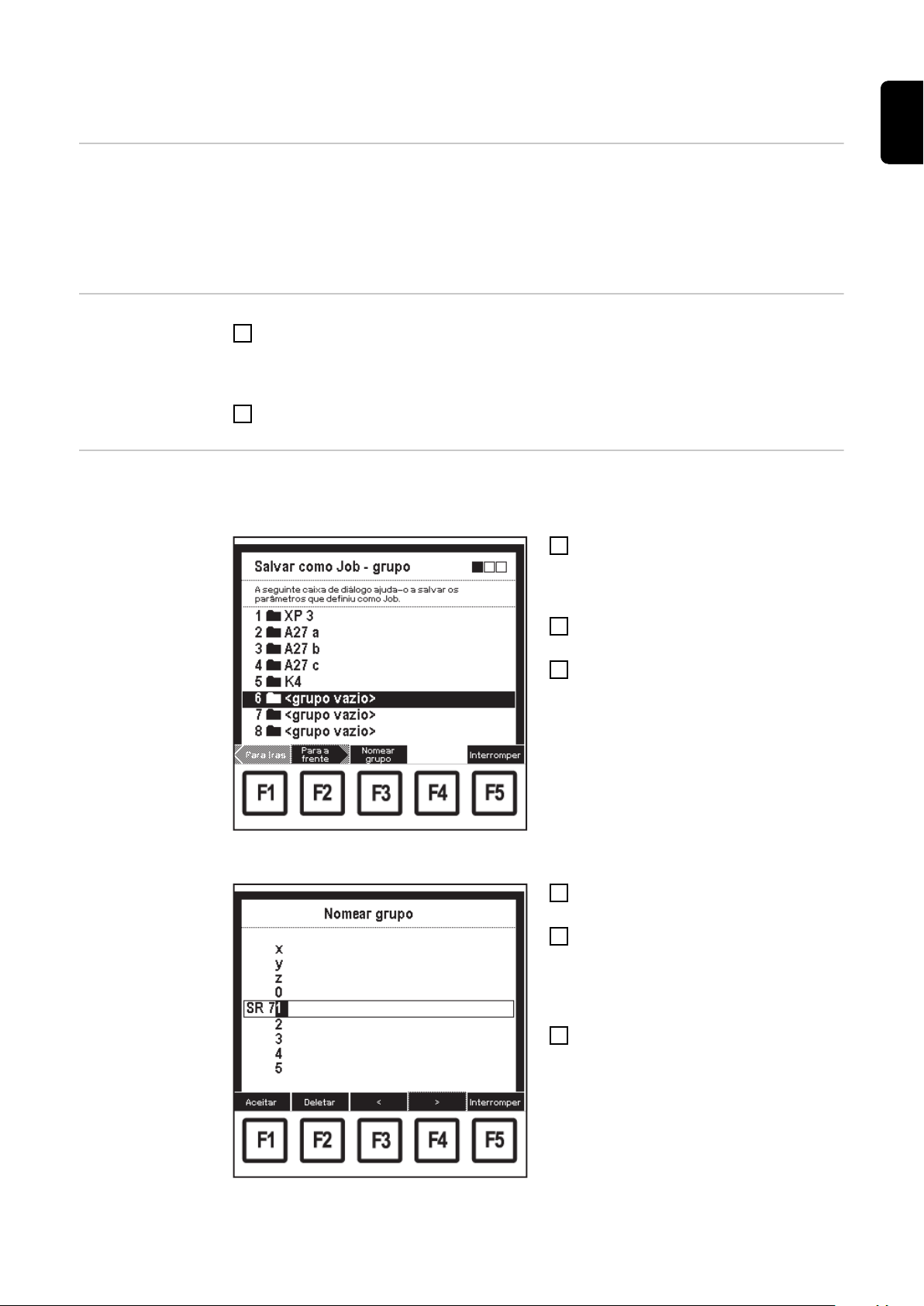
Memorizar ajustes como Job
Geral A função „Salvar como Job“ pode ser executada nos seguintes itens de menu:
- Soldagem Synergic MIG/MAG
- CC/CV-Mode
- Soldagem por Job
- Otimizar & administrar Job
PT-BR
Aviso para a memorização de
Jobs
Ajustar todos os parâmetros em todos os Screens indicados
1
- Ajustar parâmetros no Screen A
- Ajustar parâmetros no Screen B
- Ajustar parâmetros no Screen C, etc.
Apertar a tecla F1 "Salvar como Job" e seguir a guia de menu
2
Salvar como Job Procedimento, quando determinados ajustes de parâmetros devem ser memorizados
como Job:
Apertar no respectivo Screen „Da-
1
dos“ a tecla F1 „Salvar como Job“
- A 1ª Screen „Salvar como Job grupo” do Wizard será indicada
Selecionar o respectivo grupo através
2
do botão (18)
Para a nomeação do grupo, apertar a
3
tecla F3 „Nomear Grupo“:
- Será indicado Screen „Nomear
Grupo“
Screen „Salvar como Job - grupo“: Nº 6 - < grupo vazio > selecionado
Screen „Nomear Grupo“
Selecionar as respectivas letras
4
através do botão (18)
Apertar a tecla F4 „>“ para registrar a
5
próxima letra
- Correções podem ser executadas
através das teclas F3 „<“ ou F2 „<
deletar“
Com nomeação terminada aperte a
6
tecla F1 „Aceitar“:
- O novo nome será aceito, o Screen „Salvar como Job - grupo” será
indicado
69
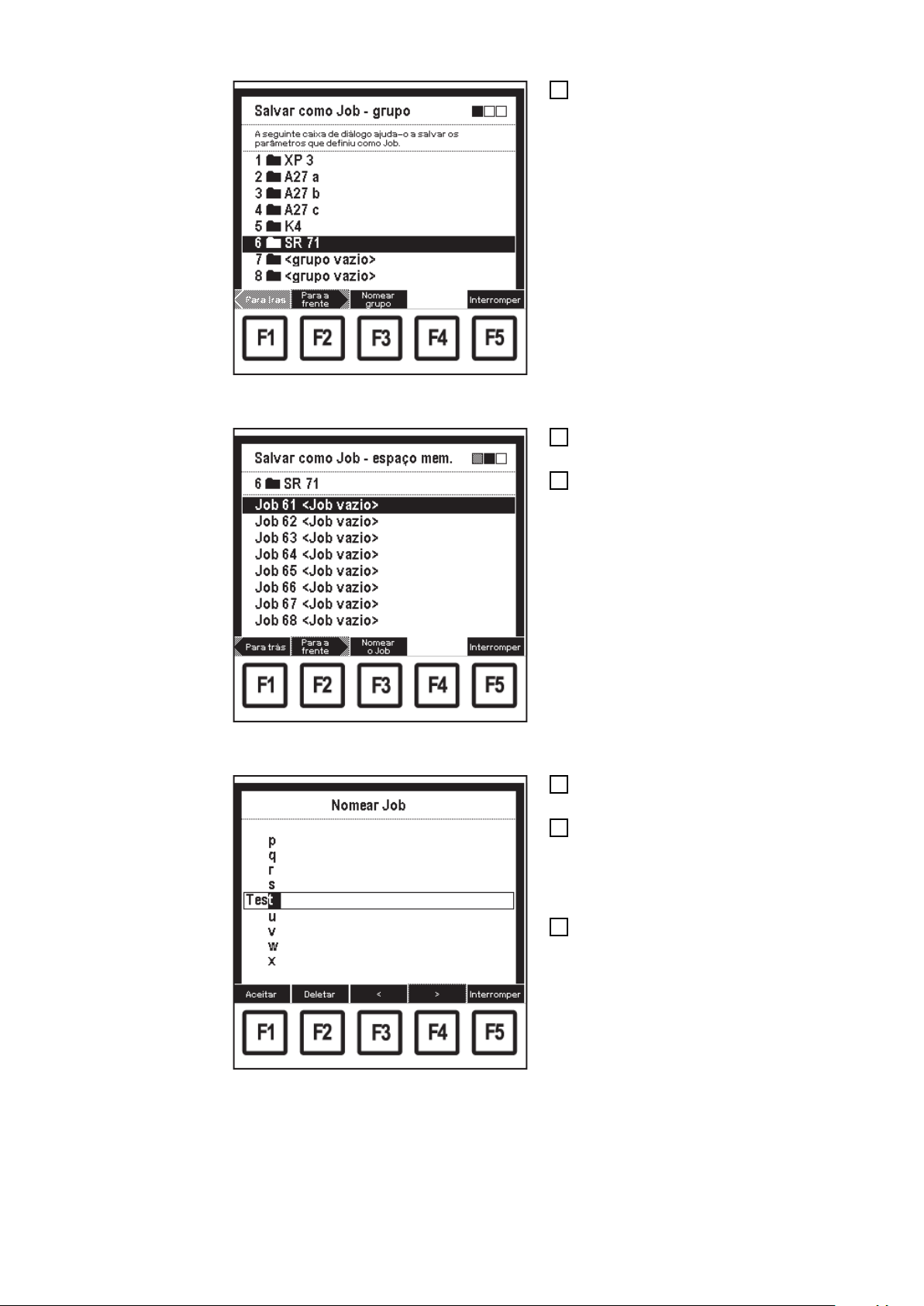
Screen „Salvar como Job - grupo“: Nº 6 SR 71 selecionado
Apertar a tecla F2 „Para frente“:
7
- A 2ª Screen „Salvar como Job espaço mem.” do Wizard será indicada
Selecionar o respectivo Job através
8
do botão de ajuste (18)
Para a nomeação dos Jobs, apertar a
9
tecla F3 „Nomear Job“:
- Será indicado Screen „Nomear
Job“
Screen „Salvar como Job - espaço mem.“: Job 61
<Job vazio> selecionado
Screen „Nomear Job“
Selecionar as respectivas letras
10
através do botão (18)
Apertar a tecla F4 „>“ para registrar a
11
próxima letra
- Correções podem ser executadas
através das teclas F3 „<“ ou F2 „<
deletar“
Com nomeação terminada aperte a
12
tecla F1 „Aceitar“:
- O novo nome será aceito, será indicado o Screen „Salvar como Job
- espaço mem.“
70
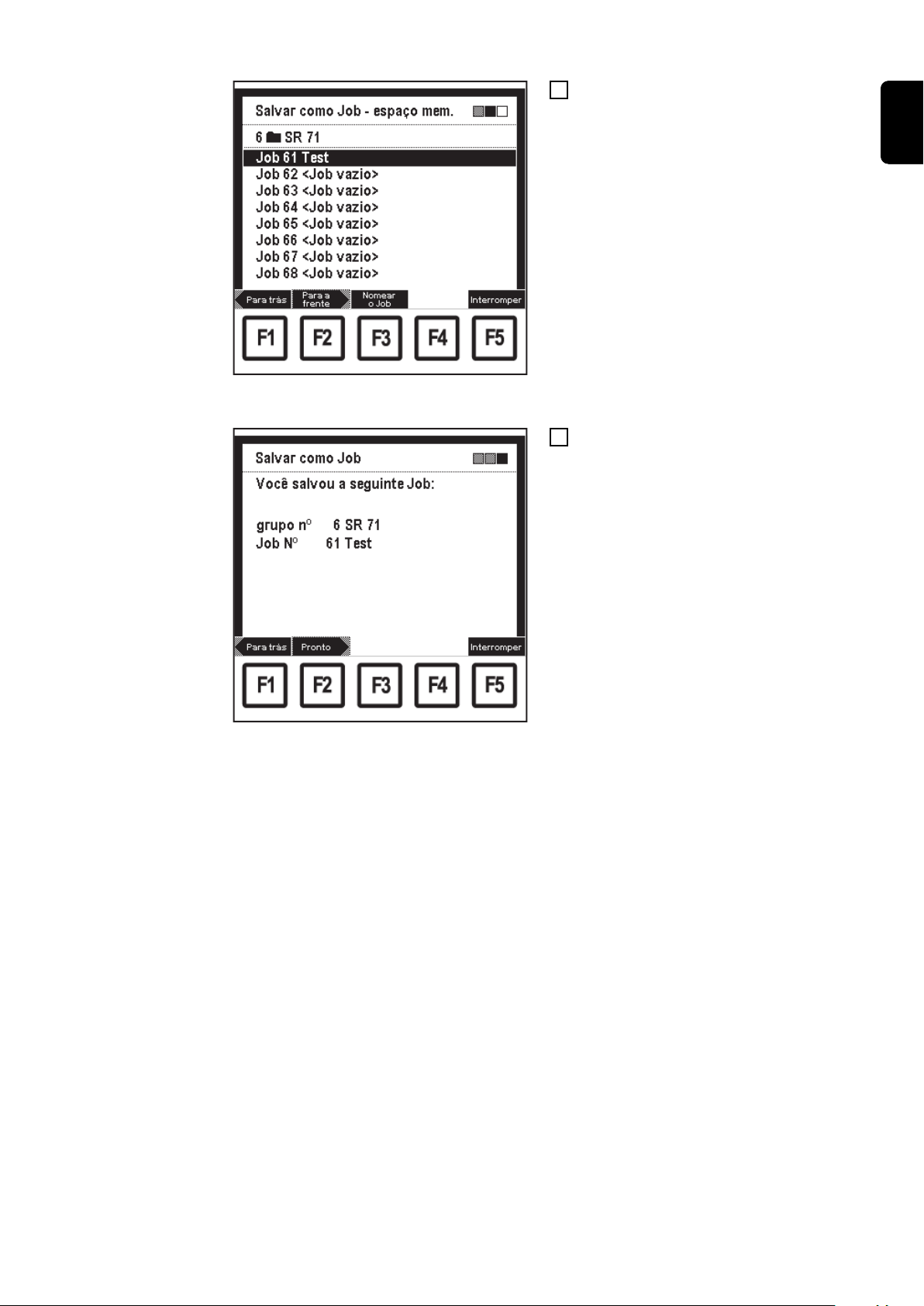
Screen „Salvar como Job - espaço mem.“: Selecionado Job 61 Teste
Apertar a tecla F2 „Para frente“:
13
- A 3ª Screen „Salvar como Job“ do
Wizard será indicada como confirmação
- Apertando a tecla F1 „para
trás“ podem ser indicados novamente os Screens dos passos de
trabalho que já foram processados. Alterações podem ser executadas.
Apertar a tecla F2 „Pronto“:
14
- Será indicado o Screen „Dados“ anteriormente mostrado.
PT-BR
Screen „Salvar como Job“ como confirmação
71

Ajuste interno / externo de parâmetros selecionados
Geral Com o controle remoto RCU 5000i é possível um ajuste dos parâmetros selecionados
como seguinte:
- Internamente no controle remoto:
- Externamente por exemplo: na alimentação de arame, fonte de solda, demais controles remotos, comando de robô, etc.
Existe uma possibilidade de manuseio externo no sistema, os respectivos parâmetros
são ajustados automaticamente para uma introdução externa de parâmetros por exemplo.:
na alimentação de arame conectado deve ser ajustado o valor para o parâmetro "alimentação de arame" na alimentação de arame. Caso o valor do parâmetro deva ser
ajustado no controle remoto RCU 5000i, deve ser modificado o parâmetro „Alimentador“ para a introdução interna de parâmetro.
Uma comutação entre a introdução interna e externa de parâmetros pode ser executada nos seguintes itens do menu:
- Soldagem Synergic MIG/MAG - CC/CV-Mode
Ajuste interno /
externo de
parâmetros
- Soldagem manual MIG/MAG - Soldagem por Job
- Soldagem com eletrodos - Otimizar & Administrar Job
- Soldagem TIG
Apertar no respectivo Screen „Dados“ a tecla F5 „Int/Ext“
1
- O controle remoto comuta para a introdução de parâmetros desejada:
Introdução interna de parâmetros (Int): Introdução externa de parâmetros
(Ext):
Os parâmetros a ajustar serão introduzidos e alterados no controle remoto RCU
5000i.
O respectivo parâmetro selecionado será
indicado por uma barra preta inteira com
a „Janela“ para o valor de parâmetro. Na
„Janela“ pode ser alterado o valor do
parâmetro.
Os parâmetros a ajustar serão introduzidos e alterados na fonte de solda, na alimentação de arame ou através de um comando-robô.
O parâmetro selecionado será indicado
por uma barra preta inteira no Display do
controle remoto. O valor do parâmetro
não pode ser alterado no controle remoto
em uma introdução externa do parâmetro.
72

PT-BR
Exemplo de introdução interna do parâmetro: barras
pretas com „Janela“ - correção do arco voltaico selecionado
Exemplo de introdução externa do parâmetro: barras pretas contínuas - correção do arco voltaico selecionada
IMPORTANTE!
A tecla de funcionamento F5 "Int/Ext" é ativado somente com controle remoto conectado.
Caso o controle remoto não esteja conectado, a tecla de funcionamento F5 „Int/Ext“ será
mostrada em cinza:
Exemplo para um controle remoto não conectado: F5 „Int/Ext“ mostrado em cinza
73

Otimizar & administrar Job
Geral Para Jobs selecionados no Item de Menu „Otimizar & Administrar Job“ podem ser exe-
cutadas as seguintes funções:
- Chamada de dados da administração
- Ajustar parâmetros de trabalho
- Ajustar parâmetros especificamente do Job
Dependendo do tipo do Job selecionado serão indicados diferentes e vários Screens
nas "Características Técnicas"
Também a seqüência dos Screens indicada dependendo do tipo de Job.
Os seguintes Screens serão indicados nos Jobs MIG/MAG Synergic:
- Dados da administração
- SynchroPuls
- Programa de soldagem - Valor Q-Master
- Parâmetros de trabalho
- Ajustes de processamento
- Limites de correção
- 2 ciclos especiais
- 4 ciclos-especiais
- Pontilhação
- Documentação por Job
1)
2)
3)
4)
Chamar o Item de
Menu „Otimizar &
Administrar Job“
1)
Somente será indicado quando na fonte de solda estiver instalada a opção SynchroPuls
2)
Somente será indicado quando o modo de operação da tocha no Job selecionado estiver ajustada para ciclo-S2
3)
Somente será indicado quando o modo de operação da tocha no Job selecionado estiver ajustada para ciclo-S4
4)
Somente será indicado quando o modo de operação da tocha no Job selecionado estiver ajustada para soldagem por ponto
Aperte a Tecla do Menu (1)
1
- Será indicado o menu principal
Selecionar o Item de Menu „Otimizar
2
& Administrar Job“ através do botão
(18)
Aperte a Tecla OK (3)
3
- Será indicada a consulta de segurança "Deseja editar on-line os
Jobs?"
74
Menu principal: Item de Menu „Otimizar & Administrar Job“ selecionado
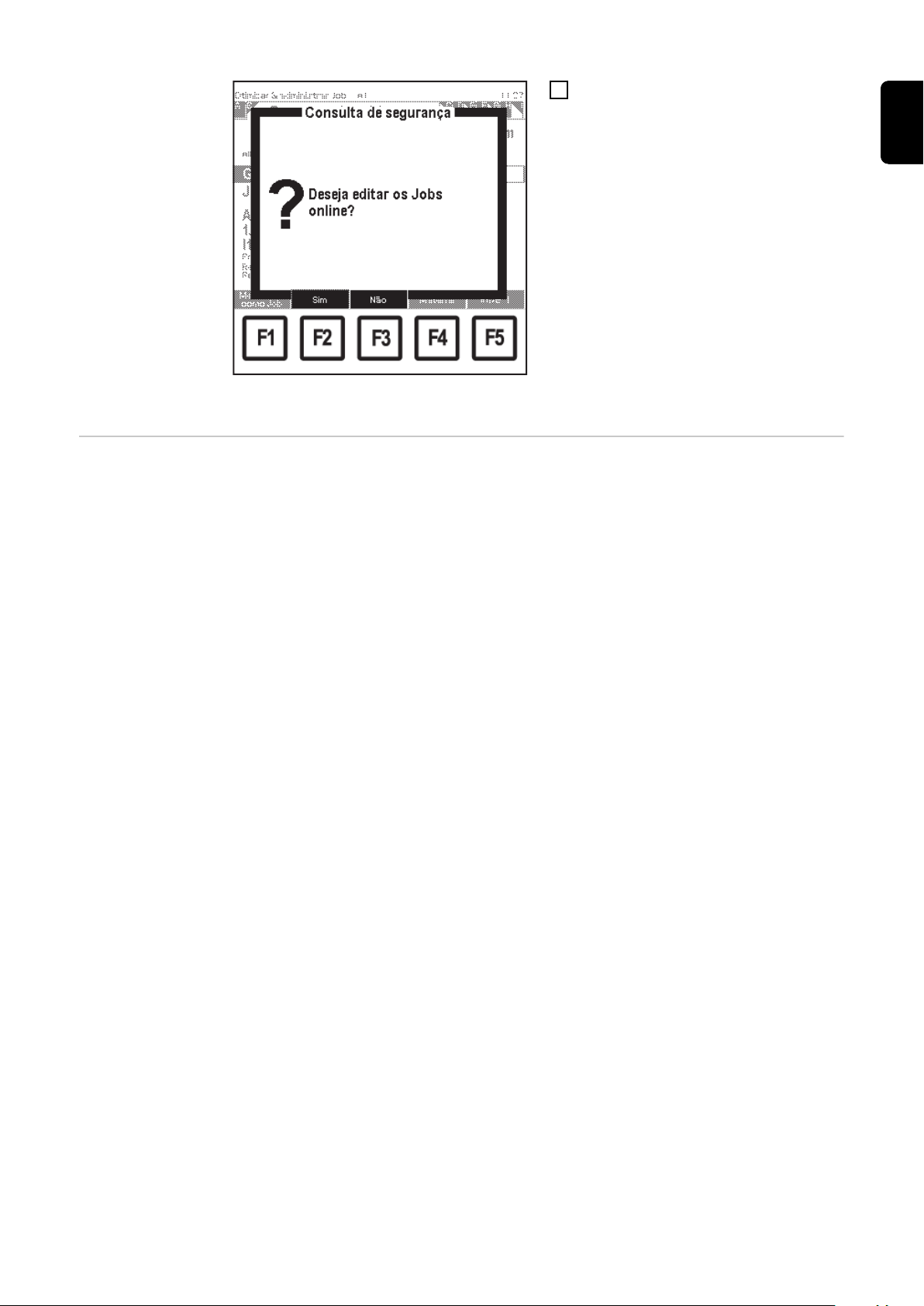
Apertar a tecla F2 "Sim" ou F3 "Não:
4
- Editar online - F2 „Sim“
A fonte de solda muda no menu
de correção do Job independentemente dos ajustes atuais das fontes de solda. Dados alterados no
controle remoto também serão indicados na fonte de solda
- Editar online - F3 „Não“
São mantidos os ajustes das atuais das fontes de solda. Dados alterados no controle remoto serão
indicados somente no controle remoto.
- Será indicado o último Screen
„Dados“ chamado
Consulta de segurança: Deseja editar os Jobs online?
Visão geral "Otimizar & Administrar Job" consiste das seguintes seções:
- Administrar Job
- Chamar os dados da administração para um Job selecionado
- Chamar e alterar o programa de soldagem para um Job selecionado
- Chamar e alterar os parâmetros de trabalho para um Job selecionado
- Chamar e alterar os ajustes de processamento para um Job selecionado
- Chamar e alterar os parâmetros de 2 Ciclos especiais para um Job selecionado
- Chamar e alterar os parâmetros de 4 Ciclos especiais para um Job selecionado
- Chamar e alterar os parâmetros de pontilhação para um Job selecionado
- Determinar os limites de correção para um Job selecionado
- Documentação por Job
- Chamar e alterar os parâmetros-SynchroPuls para um Job selecionado
- Determinar os valores-QMaster para um Job selecionado
- Criar ponto curva caract.
PT-BR
75

Administrar Jobs
Administrar Job
Otimizar e administrar o Job Screen „Administrar
Jobs - Grupo“
Chamar o Item de Menu „Otimizar &
1
Administrar Job“
Independentemente do Screen indica-
2
do aperte a tecla F1 „Administrar Job“:
- A 1ª Screen „Administrar Jobs Grupo“ do Wizard será indicada
Selecionar o grupo desejado (0 - 99)
3
através do botão (18)
Para a nomeação de um grupo aper-
4
tar a tecla F3 „Nomear Grupo“:
- Será indicado Screen „Nomear
Grupo“
Selecionar as respectivas letras
5
através do botão (18)
Apertar a tecla F4 „>“ para registrar a
6
próxima letra
- Correções podem ser executadas
através das teclas F3 „<“ ou F2 „<
deletar“
Com nomeação terminada aperte a
7
tecla F1 „Aceitar“:
- O novo nome será aceito, o Screen „Administrar Jobs - Grupo”
será indicado
76
Screen „Nomear Grupo“
Otimizar e administrar o Job Screen „Administrar
Jobs - Grupo“
Apertar a tecla F2 „Para frente“:
8
- A 2ª Screen „Adm.Jobs Esp.memória“ do Wizard será indicada

Screen „Adm.Jobs - Esp.memória“
Screen „Nomear Job“
Selecionar o espaço de memória de-
9
sejado através do botão (18)
Para a nomeação dos Jobs apertar a
10
tecla F3 „Nomear Job“:
- Será indicado Screen „Nomear
Job“
Selecionar as respectivas letras
11
através do botão (18)
Apertar a tecla F4 „>“ para registrar a
12
próxima letra
- Correções podem ser executadas
através das teclas F3 „<“ ou F2 „<
deletar“
Com nomeação terminada aperte a
13
tecla F1 „Aceitar“:
- O novo nome será aceito, será indicado o Screen „Salvar como Job
- espaço mem.“
- Apertando a tecla F1 „para
trás“ podem ser indicados novamente os Screens dos passos de
trabalho que já foram processados. Alterações podem ser executadas.
PT-BR
Screen „Salvar como Job - espaço mem.“: Selecionado Job 3 Left side up
Apertar a tecla F2 „Pronto“:
14
- Será indicado o Screen „Dados“ anteriormente mostrado.
77

Deletar grupos e
Jobs
Chamar o Item de Menu „Otimizar &
1
Administrar Job“
Independentemente do Screen indica-
2
do aperte a tecla F1 „Administrar Job“:
- A 1ª Screen „Administrar Jobs Grupo“ do Wizard será indicada
Na deletação de grupos, selecione o
3
grupo a deletar (0 - 99) através do
botão (18)
Apertar a tecla F4 „Deletar Grupo“:
4
- Será indicada a consulta de segurança „Deseja realmente deletar o
grupo 0 inteiro?“
Otimizar e administrar o Job Screen „Administrar
Jobs - Grupo“
Consulta de segurança „Deletar Grupo“
IMPORTANTE!
Na deletação de um grupo também
serão deletados todos os Jobs do grupo.
Apertar a tecla F2 „Sim“
5
- O grupo selecionado é apagado,
a 1ª Screen „Administrar Jobs Grupo“ do Wizard será indicada
Apertar a tecla F2 „Para frente“:
6
- A 2ª Screen „Adm.Jobs Esp.memória“ do Wizard será indicada
78
Screen „Administrar Jobs - Grupo“ com grupo deletado

Screen „Adm.Jobs - Esp.memória“
Na deletação de Jobs selecione o res-
7
pectivo espaço de memória através
do botão de ajuste (18)
Apertar a tecla F4 „Deletar Job“:
8
- A consulta de segurança „Deseja
realmente deletar o Job 3” será indicada
Apertar a tecla F2 „Sim“
9
- O grupo selecionado é apagado,
a 2ª Screen „Adm.Jobs Esp.memória“ do Wizard será indicada
PT-BR
Consulta de segurança „Deletar Job“
Screen „Adm.Jobs - Esp.memória“
Apertar a tecla F2 „Pronto“:
10
- Será indicado o Screen „Dados“ anteriormente mostrado.
79

Chamar os dados da administração para um Job
selecionado
Chamar os dados
da administração
de um Job
Indicação diferente dos dados
da administração
depende do tipo
de Job
Chamar o Item de Menu „Otimizar &
1
Administrar Job“
Selecionar através da tecla direita (8)
2
o Screen „Dados da Administração“
- Screen „Dados da Administração”
será indicado
Selecionar o parâmetro „Grupo Nº
3
“ através das teclas para baixo (6) ou
para cima (7)
Selecionar o grupo desejado (0 - 99)
4
através do botão (18)
Selecionar o parâmetro „Job Nº
5
“ através das teclas para baixo (6) ou
para cima (7)
Selecionar o Job desejado (0 -999)
Otimizar e administrar o Job Screen „Dados da Administração“
6
através do botão (18)
- Quando um Job do próximo grupo
for selecionado, se altera também
o grupo indicado.
Dependendo do tipo do Job selecionado se altera a indicação dos dados da administração por exemplo:
Nos Jobs MIG/MAG Synergic serão indicados:
- Corrente de soldagem, tensão de
soldagem e espessura de material
No Modo-CC/CV-Jobs serão indicados:
- Corrente de soldagem, tensão de
soldagem
- Data de elaboração
cada um em dependência da alimentação de arame ajustado
- Programa de soldagem
- Data de elaboração
A Tecla F4 "Material" não é ativada, a
ocupação da tecla de função será mostrado em cinza:
80
Screen „Dados da Administração“ para um Job MIG/
MAG-Synergic
Screen „Dados da Administração“ para um Job Modo CC/CV
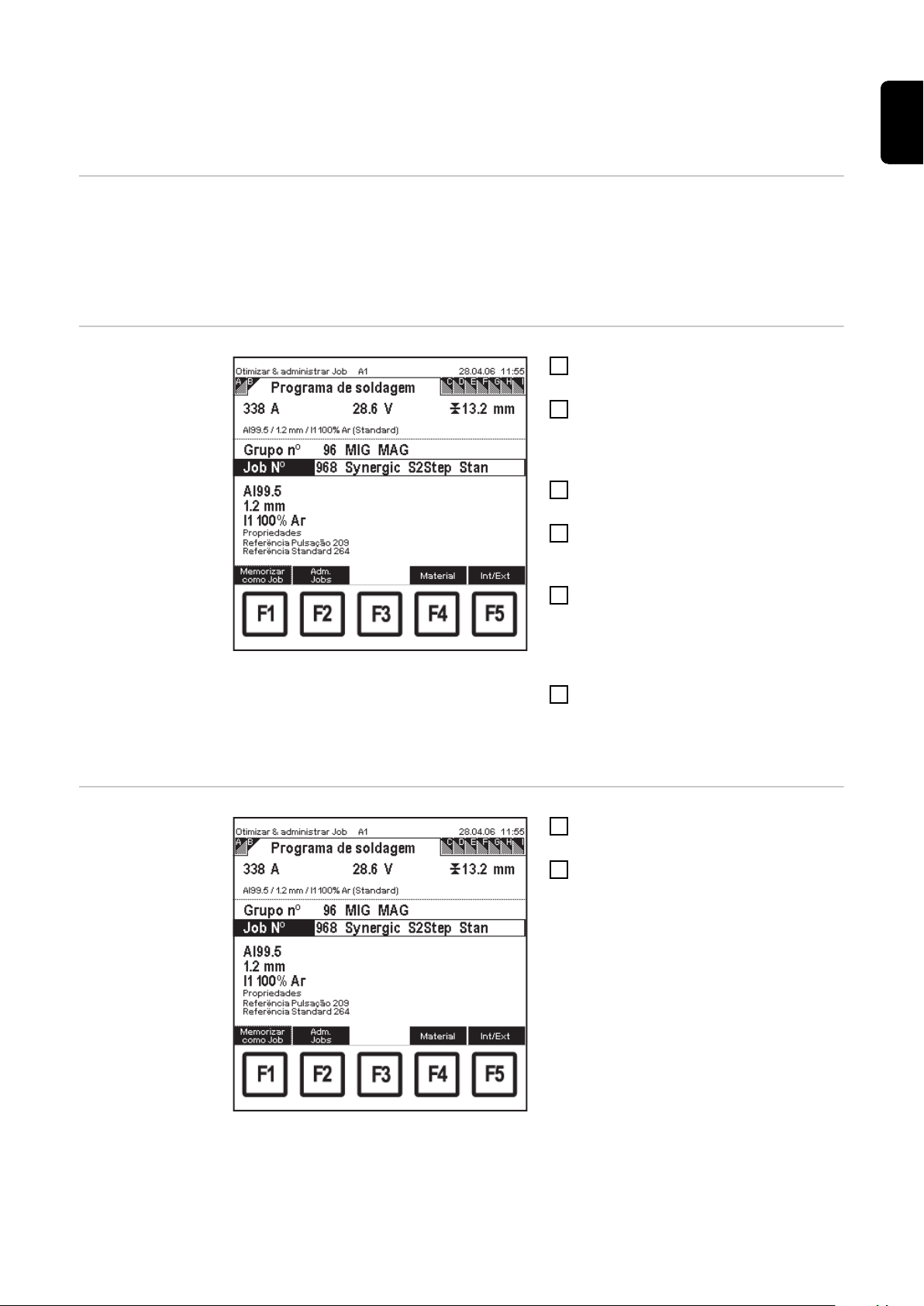
Chamar e alterar o programa de soldagem para um
Job selecionado
Geral A sequência dos Screens indicados nas „Características técnicas“ depende do tipo dos
respectivos Jobs selecionado.
O Screen „Programa de Soldagem“ será indicado somente nos Jobs MIG/MAG Synergic.
Chamar o programa de soldagem
de um Job
Otimizar e administrar o Job Screen „Programa de
Soldagem“
Chamar o Item de Menu „Otimizar &
1
Administrar Job“
Independentemente do parâmetro
2
Screen indicado selecionar „Grupo Nº
“ através das teclas para baixo (6) ou
para cima (7)
Selecionar o grupo desejado (0 - 99)
3
através do botão (18)
Selecionar o parâmetro „Job Nº
4
“ através das teclas para baixo (6) ou
para cima (7)
Selecionar o Job desejado (0 -999)
5
através do botão (18)
- Quando um Job do próximo grupo
for selecionado, se altera também
o grupo indicado.
Selecionar através da tecla à direita
6
(8) Screen „Programa de Soldagem“
- Será indicado o Screen „Progra-
ma de Soldagem“
PT-BR
Alterar o programa de soldagem
de um Job
Otimizar e administrar o Job Screen „Programa de
Soldagem“
Chamar o programa de soldagem de
1
um Job
Para alterar o programa de soldagem
2
apertar a tecla F4 „Material“:
- A 1ª Screen „Selec.mat.enchi-
mento“ será exibida no Wizard.
81

Screen „Selec.mat.enchimento“: Selecionado AlMg5
Selecionar o material necessário
3
através do botão (18)
Apertar a tecla F2 „Para frente“:
4
- A 2ª Screen „Seleção do Diâmetro
do Arame“ será exibida no Wizard.
- Somente serão indicados os
diâmetros do arame que estão
disponíveis para o material selecionado no primeiro Screen.
Selecionar os respectivos diâmetros
5
do arame através do botão de ajuste
(18)
Apertar a tecla F2 „Para frente“:
6
- A 3ª Screen „Seleção do
Gás“ será exibida no Wizard.
- Somente serão indicados os ga-
ses que estão disponíveis para o
material selecionado no primeiro
Screen e para o diâmetro do arame selecionado no segundo Screen
Screen „Seleção do Diâmetro do Arame“: 1,0 mm selecionado
Screen „Seleção do Gás“: Selecionado I1 100% Ar
Selecionar o respectivo gás através
7
do botão (18)
Apertar a tecla F2 „Para frente“:
8
- Somente quando constam várias
curvas características de fundo
para o material selecionado, do
diâmetro do arame selecionado
do gás inerte selecionado será indicado o Screen „Selecionar Referência“.
- O valor entre parênteses atrás do
processo, indica quantas curvas
características são arquivados para este processo.
82

Exemplo: AlSi 5 / 1,2 mm / I1 100 % Ar Screen „Selecionar referência“: Selecionada curva característica
S0016
Conforme o processo selecionado se-
9
lecionar através das teclas para baixo
(6) ou para cima (7)
Selecionar o respectivo número de re-
10
ferência da curva característica
através do botão (18)
- por exemplo:
A curva característica C0876 é
adequada somente para CMT.
Apertar a tecla F2 „Para frente“
11
- A 4ª Screen „Programa de Solda-
gem“ do Wizard será indicada como confirmação
- Ao apertar a tecla F1 „para
trás“ podem ser indicados novamente os Screens dos passos de
trabalho que já foram processados. Alterações podem ser executadas.
Apertar a tecla F2 „Pronto“
12
PT-BR
Otimizar & administrar o Job: Screen „Programa de
Soldagem“
Otimizar & administrar o Job: Screen „Programa de
Soldagem“
O programa de soldagem ajustado será
transferido, Screen "Programa de Soldagem” será mostrado
83
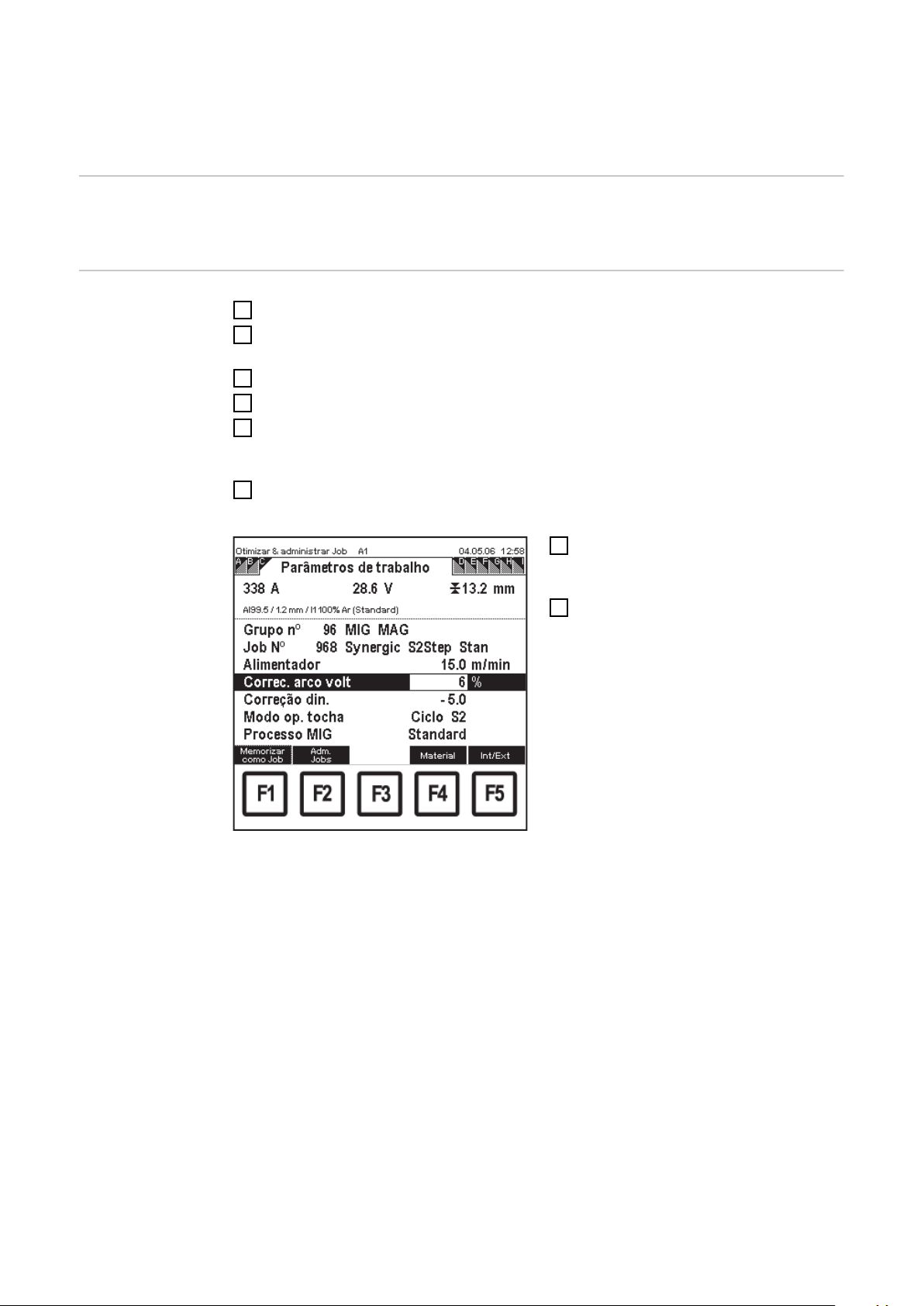
Chamar e alterar os parâmetros de trabalho para
um Job selecionado
Geral A sequência dos Screens indicados nas „Características técnicas“ depende do tipo dos
respectivos Jobs selecionado.
Chamar e alterar
os parâmetros de
trabalho para um
Job
Chamar o Item de Menu „Otimizar & Administrar Job“
1
Independentemente do parâmetro Screen indicado selecionar „Grupo Nº“ através
2
das teclas para baixo (6) ou para cima (7)
Selecionar o grupo desejado (0 - 99) através do botão (18)
3
Selecionar o parâmetro „Job Nº“ através das teclas para baixo (6) ou para cima (7)
4
Selecionar o Job desejado (0 -999) através do botão (18)
5
- Quando um Job do próximo grupo for selecionado, se altera também o grupo indicado.
Selecionar através da tecla à direita (8) o Screen „Parâmetros de trabalho“:
6
- Será indicado o Screen „Parâmetros de Trabalho“
Conforme os parâmetros selecionar
7
através das teclas para baixo (6) ou
para cima (7)
Alterar o valor do parâmetro através
8
do botão de ajuste (18)
- O valor do parâmetro pode ser alterado somente dentro de uma
faixa de ajuste definido. A área de
ajuste demonstrada com fundo.
84
Otimizar e administrar o Job Screen „Parâmetros de
trabalho“

Aviso para as alterações do valor
do alimentador
Screen „Parâmetros de Trabalho“ - alteração do valor
do alimentador
Quando o valor para o alimentador for alterado num Job-MIG/MAG-Synergic no
Screen „Parâmetros de Trabalho” alteramse também os valores para a corrente de
soldagem e tensão de soldagem por razão
da função-Synergic.
A alteração da corrente de soldagem e
tensão de soldagem devem ser consideradas no Screen „Q-Master“ nos parâmetros
„Valor Nominal de Corrente“ e „Valor Nominal de Tensão“.
PT-BR
85

Chamar e alterar os ajustes de processamento para
um Job selecionado
Geral A sequência dos Screens indicados nas „Características técnicas“ depende do tipo dos
respectivos Jobs selecionado.
Chamar e alterar
os ajustes de
processamento
de um Job
Chamar o Item de Menu „Otimizar & Administrar Job“
1
Independentemente do parâmetro Screen indicado selecionar „Grupo Nº“ através
2
das teclas para baixo (6) ou para cima (7)
Selecionar o grupo desejado (0 - 99) através do botão (18)
3
Selecionar o parâmetro „Job Nº“ através das teclas para baixo (6) ou para cima (7)
4
Selecionar o Job desejado (0 -999) através do botão (18)
5
- Quando um Job do próximo grupo for selecionado, se altera também o grupo indicado.
Selecionar através da tecla direita (8)
6
Screen „Ajustes de Processamento“
- Será indicado o Screen „Ajustes
de Processamento“
Conforme os parâmetros selecionar
7
através das teclas para baixo (6) ou
para cima (7)
Alterar o valor do parâmetro através
8
do botão de ajuste (18)
- O valor do parâmetro pode ser alterado somente dentro de uma
faixa de ajuste definido. A área de
ajuste demonstrada com fundo.
Otimizar e administrar o Job Screen „Ajustes de processamento“
86

Chamar e alterar os parâmetros de 2 Ciclos especiais para um Job selecionado
Geral A sequência dos Screens indicados nas „Características técnicas“ depende do tipo dos
respectivos Jobs selecionado.
O Screen „2 Ciclos especiais“ somente será indicado:
- Quando o modo de operação da tocha no Job selecionado estiver ajustado para ciclo-S2
- Nos Jobs MIG/MAG Synergic:
Chamar e alterar
os parâmetros de
2 Ciclos especiais para um Job
Chamar o Item de Menu „Otimizar & Administrar Job“
1
Independentemente do parâmetro Screen indicado selecionar „Grupo Nº“ através
2
das teclas para baixo (6) ou para cima (7)
Selecionar o grupo desejado (0 - 99) através do botão (18)
3
Selecionar o parâmetro „Job Nº“ através das teclas para baixo (6) ou para cima (7)
4
Selecionar o Job desejado (0 -999) através do botão (18)
5
- Quando um Job do próximo grupo for selecionado, se altera também o grupo indicado.
Selecionar através da tecla direita (8) Screen „2 Ciclos especiais“
6
- Será indicado Screen „2 Ciclos especiais“
PT-BR
Otimizar e administrar o Job Screen „2 Ciclos especiais“
Conforme os parâmetros selecionar
7
através das teclas para baixo (6) ou
para cima (7)
Alterar o valor do parâmetro através
8
do botão de ajuste (18)
- O valor do parâmetro pode ser alterado somente dentro de uma
faixa de ajuste definido. A área de
ajuste demonstrada com fundo.
87

Chamar e alterar os parâmetros de 4 Ciclos especiais para um Job selecionado
Geral A sequência dos Screens indicados nas „Características técnicas“ depende do tipo dos
respectivos Jobs selecionado.
O Screen „4 ciclos-especiais“ somente será indicado:
- Quando o modo de operação da tocha no Job selecionado estiver ajustado para ciclo-S4
- Nos Jobs MIG/MAG Synergic:
Chamar e alterar
os parâmetros de
4 Ciclos especiais para um Job
Chamar o Item de Menu „Otimizar & Administrar Job“
1
Independentemente do parâmetro Screen indicado selecionar „Grupo Nº“ através
2
das teclas para baixo (6) ou para cima (7)
Selecionar o grupo desejado (0 - 99) através do botão (18)
3
Selecionar o parâmetro „Job Nº“ através das teclas para baixo (6) ou para cima (7)
4
Selecionar o Job desejado (0 -999) através do botão (18)
5
- Quando um Job do próximo grupo for selecionado, se altera também o grupo indicado.
Selecionar através da tecla direita (8) Screen „4 ciclos-especiais“
6
- Será indicado Screen „4 ciclos-especiais“
Conforme os parâmetros selecionar
7
através das teclas para baixo (6) ou
para cima (7)
Alterar o valor do parâmetro através
8
do botão de ajuste (18)
- O valor do parâmetro pode ser alterado somente dentro de uma
faixa de ajuste definido. A área de
ajuste demonstrada com fundo.
88
Otimizar e administrar o Job Screen „4 ciclos-especiais“
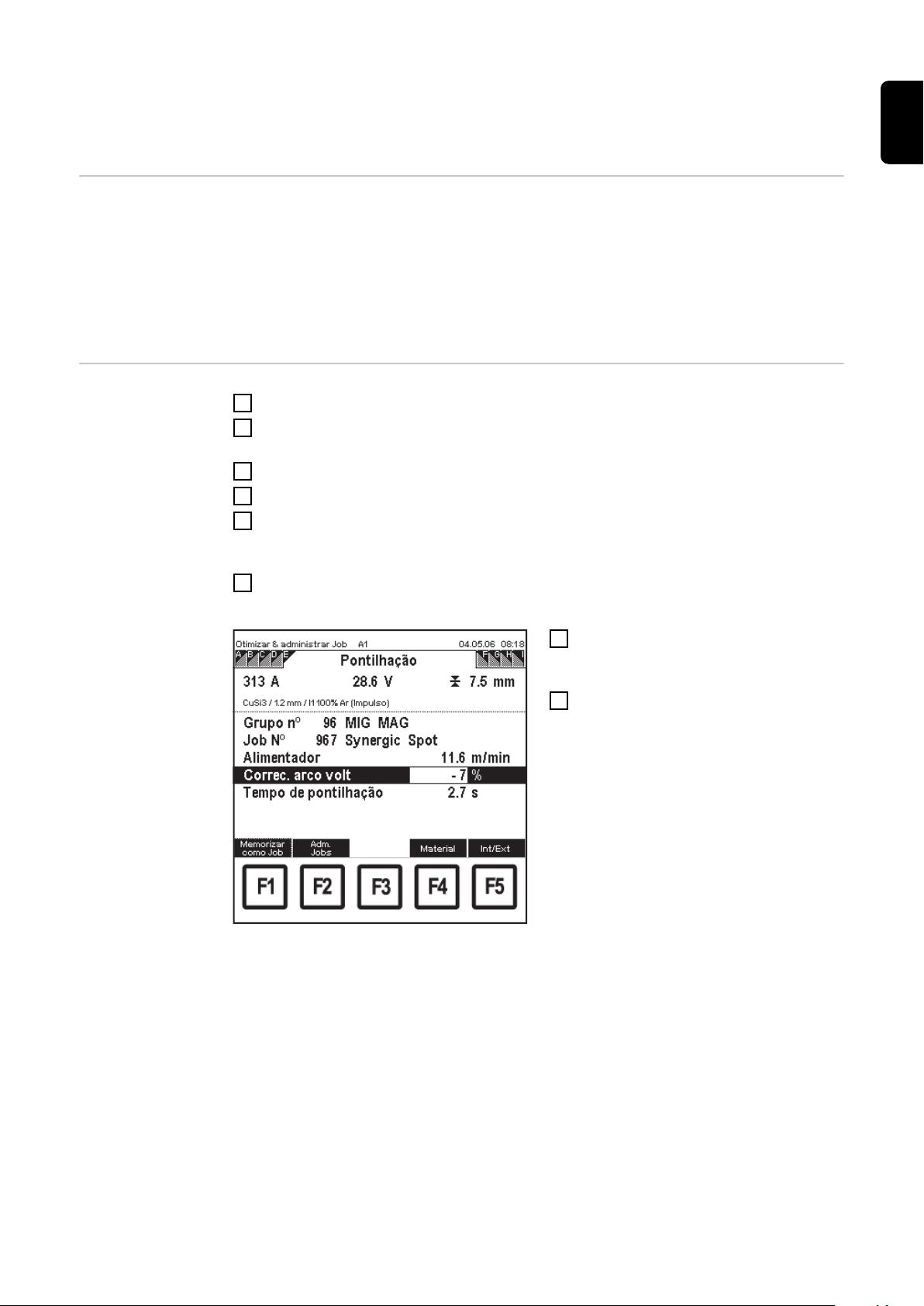
Chamar e alterar os parâmetros de pontilhação para um Job selecionado
Geral A sequência dos Screens indicados nas „Características técnicas“ depende do tipo dos
respectivos Jobs selecionado.
Será indicado somente Screen „Pontilhação“
- Quando o modo de operação da tocha no Job selecionado estiver ajustado para ciclo-S4
- Nos Jobs MIG/MAG Synergic:
Chamar e alterar
os parâmetros de
pontilhação para
um Job
Chamar o Item de Menu „Otimizar & Administrar Job“
1
Independentemente do parâmetro Screen indicado selecionar „Grupo Nº“ através
2
das teclas para baixo (6) ou para cima (7)
Selecionar o grupo desejado (0 - 99) através do botão (18)
3
Selecionar o parâmetro „Job Nº“ através das teclas para baixo (6) ou para cima (7)
4
Selecionar o Job desejado (0 -999) através do botão (18)
5
- Quando um Job do próximo grupo for selecionado, se altera também o grupo indicado.
Selecionar através da tecla direita (8) Screen „Pontilhação“
6
- Será indicado Screen „Pontilhação“
PT-BR
Otimizar e administrar o Job Screen „Pontilhação“
Conforme os parâmetros selecionar
7
através das teclas para baixo (6) ou
para cima (7)
Alterar o valor do parâmetro através
8
do botão de ajuste (18)
- O valor do parâmetro pode ser alterado somente dentro de uma
faixa de ajuste definido. A área de
ajuste demonstrada com fundo.
89

Determinar os limites de correção para um Job selecionado
Geral A sequência dos Screens indicados nas „Características técnicas“ depende do tipo dos
respectivos Jobs selecionado.
O Screen „Limites de Correção“ será indicado somente nos Jobs MIG/MAG Synergic:
Finalidade de limites de correção
Determinar os limites de correção para um
Job
Os limites de correção podem ser inseridos individualmente para cada Job.
Quando forem determinados limites de correção para um Job, podem ser corrigidos na
soldagem o Job dentro de limites determinados à potência de soldagem e o comprimento do arco voltaico do respectivo Job.
Chamar o Item de Menu „Otimizar & Administrar Job“
1
Independentemente do parâmetro Screen indicado selecionar „Grupo Nº“ através
2
das teclas para baixo (6) ou para cima (7)
Selecionar o grupo desejado (0 - 99) através do botão (18)
3
Selecionar o parâmetro „Job Nº“ através das teclas para baixo (6) ou para cima (7)
4
Selecionar o Job desejado (0 -999) através do botão (18)
5
- Quando um Job do próximo grupo for selecionado, se altera também o grupo indicado.
Selecionar através da tecla direita (8) Screen „Limites de Correção“
6
- Será indicado Screen „Limites de Correção“
Conforme os parâmetros selecionar
7
através das teclas para baixo (6) ou
para cima (7)
Alterar o valor do parâmetro através
8
do botão de ajuste (18)
- O valor do parâmetro pode ser alterado somente dentro de uma
faixa de ajuste definido. A área de
ajuste demonstrada com fundo.
90
Otimizar e administrar o Job Screen „Limites de Correção“
Explicação para
os limites de correção
A faixa de correção para a potência de soldagem é composta da seguinte forma:
alimentação do arame ajustado por
exemplo:
15,0 m/mi
PT-BR
n
+ Valor em % para o limite superior da
potência
= limites superiores para a potência de solda-
gem
alimentação do arame ajustado por
- Valor em % para o limite inferior da
potência
= limite inferior para a potência de soldagem
Na soldagem Job a potência de soldagem pode ser corrigida entre 14,6 m/min e 15,8 m/
min.
A faixa de correção para o comprimento do arco voltaico é composta da seguinte forma:
Valor ajustado da correção do arco voltaico por
+ Valor em % para o limites de comprimento
do arco
+ 5,0 %
exemplo:
- 3,0 %
exemplo:
+ 20,0 %
= 15,8 m/mi
n
15,0 m/mi
n
= 14,6 m/mi
n
+ 10,0 %
= Limites superiores do comprimento do arco
voltaico
Valor ajustado da correção do arco voltaico por
- Valor em % para o limites de comprimento
do arco
= Limites inferiores do comprimento do arco
voltaico
Na soldagem por Job, o comprimento de arco voltaico pode ser corrigido em um faixa
entre -10,0 %/min e +30 %/min.
exemplo:
- 20,0 %
= 30,0 %
+ 10,0 %
= -10,0 %
91

Documentação por Job
Geral A sequência dos Screens indicados nas „Características técnicas“ depende do tipo dos
respectivos Jobs selecionado.
Finalidade da
função „Documentação por
Job“
Pré-requisito para „Documentação por Job“
Determinar a documentação por
Job
„Documentação por Job“ serve para a documentação dos valores de soldagem atuais
de um Job selecionado.
„Documentação por Job“ pode ser ajustada individualmente para cada Job.
O parâmetro „Documentação Job“ no Screen „Ajustes Básicos“ do Item de Menu „Documentação“ deve ser ajustado da seguinte forma:
- Parâmetro „Documentação Job“ ... por Job
Chamar o Item de Menu „Otimizar & Administrar Job“
1
Independentemente do parâmetro Screen indicado selecionar „Grupo Nº“ através
2
das teclas para baixo (6) ou para cima (7)
Selecionar o grupo desejado (0 - 99) através do botão (18)
3
Selecionar o parâmetro „Job Nº“ através das teclas para baixo (6) ou para cima (7)
4
Selecionar o Job desejado (0 -999) através do botão (18)
5
- Quando um Job do próximo grupo for selecionado, se altera também o grupo indicado.
Selecionar através da tecla direita (8) Screen „Documentação por Job“
6
- Screen „Documentação por Job“ será indicado
Otimizar e administrar o Job Screen „Documentação
por Job“
Conforme os parâmetros selecionar
7
através das teclas para baixo (6) ou
para cima (7)
Alterar o valor do parâmetro através
8
do botão de ajuste (18)
- O valor do parâmetro pode ser alterado somente dentro de uma
faixa de ajuste definido. A área de
ajuste demonstrada com fundo.
92

Explicação para
Documentação
por Job
Parâmetro Ajuste Resultado
Documentação Lig Os valores atuais de soldagem por Job selecio-
nado serão documentados durante a soldagem
por Job conforme os parâmetros „Intervalo entre costuras“ e „Intervalo de Tempo“.
Desl Os valores atuais de soldagem do Job selecio-
nado não serão documentados durante a soldagem do Job.
PT-BR
Intervalo entre
costuras
Intervalo de tem-poDesl Os valores atuais de soldagem do Job selecio-
1 Os valores atuais de soldagem por Job selecio-
nado serão documentados durante a soldagem
por Job em cada costura (soldagem).
2 Os valores atuais de soldagem por Job selecio-
nado serão documentados durante a soldagem
por Job em cada segunda costura (soldagem)
...
100 Os valores atuais de soldagem por Job selecio-
nado serão documentados durante a soldagem
por Job a cada 100 costuras (soldagem) (= in-
tervalo máximo entre costuras)
nado não serão documentados uma vez por
costura.
0,1 Os valores atuais de soldagem por Job selecio-
nado serão documentados durante a soldagem
por Job a cada 0,1 seg..
0,2 Os valores atuais de soldagem do Job selecio-
nado serão documentados durante a soldagem
do Job a cada 0,2 seg..
...
9,9 Os valores atuais de soldagem do Job selecio-
nado serão documentados durante a soldagem
do Job a cada 9,9 seg..(= intervalo de tempo
máx.).
93

Chamar e alterar os parâmetros-SynchroPuls para
um Job selecionado
Geral A sequência dos Screens indicados nas „Características técnicas“ depende do tipo dos
respectivos Jobs selecionado.
O Screen „SynchroPuls“ somente será indicado:
- Quando estiver instalado a opção SynchroPuls na fonte de solda
- Nos Jobs MIG/MAG Synergic:
Chamar e alterar
os parâmetros de
SynchroPuls para
um Job
Chamar o Item de Menu „Otimizar & Administrar Job“
1
Independentemente do parâmetro Screen indicado selecionar „Grupo Nº“ através
2
das teclas para baixo (6) ou para cima (7)
Selecionar o grupo desejado (0 - 99) através do botão (18)
3
Selecionar o parâmetro „Job Nº“ através das teclas para baixo (6) ou para cima (7)
4
Selecionar o Job desejado (0 -999) através do botão (18)
5
- Quando um Job do próximo grupo for selecionado, se altera também o grupo indicado.
Selecionar através da tecla direita (8) Screen „SynchroPuls“
6
- Será indicado Screen „SynchroPuls“
Conforme os parâmetros selecionar
7
através das teclas para baixo (6) ou
para cima (7)
Alterar o valor do parâmetro através
8
do botão de ajuste (18)
- O valor do parâmetro pode ser alterado somente dentro de uma
faixa de ajuste definido. A área de
ajuste demonstrada com fundo.
94
Otimizar e administrar o Job Screen „SynchroPuls“

Determinar os valores-QMaster para um Job selecionado
Geral A sequência dos Screens indicados nas „Características técnicas“ depende do tipo dos
respectivos Jobs selecionado.
Finalidade de valores QMaster
Determinar os valores Q-Master
para um Job
Os valores-QMaster podem ser inseridos individualmente para cada Job. Os valoresQMaster determinados para um determinado tempo serão ultrapassados ou não alcançados, assim que for editado uma das seguintes reações:
- Parada automática da fonte de solda
- Edição de um sinal de alerta
- Sem reação
Chamar o Item de Menu „Otimizar & Administrar Job“
1
Independentemente do parâmetro Screen indicado selecionar „Grupo Nº“ através
2
das teclas para baixo (6) ou para cima (7)
Selecionar o grupo desejado (0 - 99) através do botão (18)
3
Selecionar o parâmetro „Job Nº“ através das teclas para baixo (6) ou para cima (7)
4
Selecionar o Job desejado (0 -999) através do botão (18)
5
- Quando um Job do próximo grupo for selecionado, se altera também o grupo indicado.
Selecionar através da tecla direita (8) Screen „Q-Master“
6
- Será indicado Screen „Q-Master“
PT-BR
Conforme os parâmetros selecionar
7
através das teclas para baixo (6) ou
para cima (7)
Alterar o valor do parâmetro através
8
do botão de ajuste (18)
- O valor do parâmetro pode ser alterado somente dentro de uma
faixa de ajuste definido. A área de
ajuste demonstrada com fundo.
Otimizar e administrar o Job Screen „Q-Master“
AVISO!
Quando for alterado no Screen „Parâmetros de Trabalho“ o valor para o alimentador, alteram-se também os valores para a corrente de soldagem e tensão de soldagem pela razão da função-Synergic. A alteração da corrente de soldagem e tensão
de soldagem devem ser consideradas no Screen „Q-Master“ nos parâmetros „Valor Nominal de Corrente“ e „Valor Nominal de Tensão“.
95
IMPORTANTE! Quando em um Job selecionado for inserido o valor do parâmetro "Tempo Máximo da Divergência de Tensão" e "Duração máx. de desvio da corrente" = "Desliga" neste caso a função-QMaster é desativada para este Job.
Explicação para
os valores-QMaster
Valor nominal de corrente por
exemplo:
+ Valor em A para o limite superior da corren-te + 6,0 A
= valor de limite superior da corrente de sol-
dagem
Valor nominal de corrente por
- Valor em A para o limite inferior da corrente - 6,0 A
= valor de limite inferior da corrente de solda-
gem
Duração máx. de desvio da corrente por
Reação por
Quando na soldagem de Job a corrente de soldagem real estiver maior por mais que 0,3
seg. que 344 A ou menor que 332 A, será indicado um alerta como reação.
exemplo:
exemplo:
exemplo:
338,0 A
= 344,0 A
338,0 A
= 332,0 A
0,3 s
Alerta
Valor nominal de tensão por
exemplo:
+ Valor em V para o limite superior da tensão + 0,2 V
= valor de limite superior da tensão de solda-
gem
Valor nominal de tensão por
- Valor em V para o limite inferior da tensão - 0,2 A
= valor de limite inferior da tensão de solda-
gem
Duração máx. de desvio da corrente por
Reação por
Quando na soldagem de Job a tensão de soldagem real estiver maior por mais que 0,3
seg. que 28,8 V ou menor que 28,4 V, será indicado um alerta como reação.
exemplo:
exemplo:
exemplo:
28,6 V
= 28,8 V
28,6 A
= 28,4 A
0,3 s
Alerta
96

Determinar os valores de alimentação de arameQMaster para um Job selecionado
Geral A sequência dos Screens indicados nas „Características técnicas“ depende do tipo dos
respectivos Jobs selecionado.
Finalidade de valores QMaster
Determinar os valores do alimentador de arame
Q-Master para um
Job
Os valores-QMaster podem ser inseridos individualmente para cada Job. Os valoresQMaster determinados para um determinado tempo serão ultrapassados ou não alcançados, assim que for editado uma das seguintes reações:
- Parada automática da fonte de solda
- Edição de um sinal de alerta
- Sem reação
As reações ajustadas na Screen „Q-Master“ também são válidas para os valores de alimentador de arame Q-Master.
Chamar o Item de Menu „Otimizar & Administrar Job“
1
Independentemente do parâmetro Screen indicado selecionar „Grupo Nº“ através
2
das teclas para baixo (6) ou para cima (7)
Selecionar o grupo desejado (0 - 99) através do botão (18)
3
Selecionar o parâmetro „Job Nº“ através das teclas para baixo (6) ou para cima (7)
4
Selecionar o Job desejado (0 -999) através do botão (18)
5
- Quando um Job do próximo grupo for selecionado, se altera também o grupo indicado.
Selecionar através da tecla direita (8) Screen „Q-Master vD“
6
- Será indicada Screen „Q-Master vD“
PT-BR
Conforme os parâmetros selecionar
7
através das teclas para baixo (6) ou
para cima (7)
Alterar o valor do parâmetro através
8
do botão de ajuste (18)
- O valor do parâmetro pode ser alterado somente dentro de uma
faixa de ajuste definido. A área de
ajuste demonstrada com fundo.
Otimizar e administrar o Job Screen „Q-Master vD“
IMPORTANTE!
Na alteração da alimentação de arame na Screen „Parâmetros de trabalho“, considerar também o valor nominal de velocidade de soldagem na Screen „Q-Master
vD“, para alcançar um corte transversal uniforme da costura de soldagem.
97
IMPORTANTE!
Quando em um Job selecionado for inserido o valor do parâmetro „Duração máx.
de desvio alimentador.“ e „Duração máxima do desvio da velocidade de soldagem.“ = „Desl“ neste caso a função do alimentador Q-Master é desativada para este Job.
Explicação para
os valores do alimentador de arame Q-Master
Valor nominal alimentador
- Valor para o limite inferior para a alimentação de arame
= valor de limite superior da corrente de sol-
dagem
1)
por
exemplo:
15,0 m/mi
n
- 0,5 m/mi
n
= 14,5 m/mi
n
Valor nominal alimentador
+ Valor para o limite superior para a alimen-
tação de arame
= valor de limite superior da alimentação de
arame
Duração máx. de desvio da corrente por
1)
por
exemplo:
15,0 m/mi
n
+ 0,5 m/mi
n
= 15,5 m/mi
n
0,3 s
exemplo:
Reação
2)
por
Alerta
exemplo:
Quando na soldagem por Job do valor do alimentador real estiver maior, por mais que
0,3 seg. que 15,5 m/min ou menor que 14,5 m/min, será indicado um alerta como
reação.
1)
conforme Screen „Parâmetros de trabalho“
2)
conforme Screen „Q-Master“
98

Otimizar e administrar a curva característica
Geral No Item de Menu „Otimizar & Administrar Curvas Características“ as Synergic lines po-
dem ser administradas, renomeadas ou otimizadas.
AVISO!
A otimização da curva característica do usuário tem como condição prévia conhecimentos da tecnologia de arco voltaico e de soldagem.
IMPORTANTE!
Para a elaboração da curva característica do usuário são necessários pelo menos
dois pontos de curvas características.
Mas para alcançar uma otimização em todas as faixas de potência devem ser programados pelo menos 6-10 pontos de curvas características (para cada espessura de material uma soldagem por ponto). No máximo podem ser programados 19 pontos de curva característica.
PT-BR
Chamar Item de
Menu „Otimizar e
administrar a curva característica“
Menu principal: Selecionar Item de Menu „Otimizar e
administrar a curva característica“
Aperte a Tecla do Menu (1)
1
- Será indicado o menu principal
Selecionar o Item de Menu „Otimizar
2
& Administrar Curva Característica“ através do botão (18)
Aperte a Tecla OK (3)
3
- Será indicada a consulta de segurança „Deseja editar curvas características online?“
99
Apertar a tecla F2 "Sim" ou F3 "Não:
4
- Editar online - F2 „Sim“
A fonte de solda muda no menu
de configuração independentemente dos ajustes atuais das fontes de solda. Dados alterados no
controle remoto, onde existe a
possibilidade de indicação na fonte de solda também serão indicados na fonte de solda (por exemplo: alimentação de arame).
- Editar online - F3 „Não“
São mantidos os ajustes das atuais das fontes de solda. Dados alterados no controle remoto serão
indicados somente no controle re-
Consulta de segurança: Deseja editar curvas características online?
moto.
- Será indicado o último Screen
„Dados“ chamado
Visão geral „Otimizar & Administrar Curva Característica“ consiste nas seguintes seções:
- Administrar curvas características
- Administrar-Pontos de curvas características
- Curvas características – parâmetros de curvas características-standard
- Curvas características – parâmetros de curvas características-pulsação
- Curvas características – parâmetros de curvas características-CMT
- Curvas características – parâmetros CMT / curvas características-pulsação
- Parâmetros de curvas características das curvas características do CMT Advanced
- Parâmetros de soldagem das curvas características do CMT/curvas características
do Puls Advanced
- Alterar curvas características-parâmetros
100
 Loading...
Loading...