


Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
RCU 5000i
Kezelési útmutató
HU
42,0426,0021,HU 005-12102021


Tartalomjegyzék
Biztonsági előírások 9
A biztonsági tudnivalók értelmezése 9
Általános tudnivalók 9
Rendeltetésszerű használat 10
Környezeti feltételek 10
Az üzemeltető kötelezettségei 10
A személyzet kötelezettségei 10
A készülékek elektromágneses összeférhetőség besorolásai 11
Elektromágneses összeférhetőség-intézkedések 11
EMF-intézkedések 11
Biztonsági intézkedések a felállítás helyén és a szállítás során 12
Üzembe helyezés, karbantartás és javítás 12
Biztonsági jelölés 12
Adatbiztonság 13
Szerzői jog 13
Általános tudnivalók 14
Készülék-koncepció 14
Alkalmazási területek 14
Előnyök 14
Szériafelszereltség 14
Opciók 14
Műszaki adatok 15
Tudnivalók a rádióazonosítóról 15
Nem ismertetett funkciók 15
Kezelőelemek és csatlakozók 16
Kezelőpanel 16
OK gombbal kapcsolatos tudnivaló 17
További kezelőelemek, csatlakozók, mechanikus alkotóelemek 18
Kezelési koncepció 20
Tájékozódás a munkatevékenységekről 20
Központi menü 20
„Ruhaszárító kötél“ 20
Értékek átvétele 21
Képernyők leírása 22
Általános tudnivalók 22
„Menü“ képernyő 22
„Adatok“ képernyő 22
„Varázsló“ képernyő 23
„Párbeszédablak“ képernyő 24
„Üzenet“ képernyő 24
„Hiba“ képernyő 25
Üzembe helyezés 27
Üzembe helyezés előtt 27
Rendszerfeltételek 27
RCU 5000i csatlakoztatása 27
Startszekvencia - nyelv beállítása 28
„073 (no Host)“ hiba - Nincs kapcsolat az áramforrással 29
RCU 5000i letiltása és feloldása azonosítókártyával 30
Előfeltétel 30
Felhasználókezelés, profilok, azonosítók 30
RCU 5000i letiltása 30
RCU 5000i feloldása 31
RCU 5000i „feloldása” Unlock-funkcióval 32
MIG/MAG Synergic hegesztés 33
Általános tudnivalók 33
„MIG/MAG Synergic hegesztés” menüpont behívása 33
Áttekintés 33
Hegesztési program lehívása 34
Hegesztési program lehívása 34
Munkaparaméterek beállítása 35
HU
3

Munkaparaméterek beállítása 35
Hegesztőpisztoly üzemmódok 35
Hegesztőeljárás 35
„CMT” hegesztőeljárás 37
Átkapcsolás nagy kijelzőre 39
Általános tudnivalók 39
Átkapcsolás nagy kijelzőre 39
Eljárásbeállítási paraméterek beállítása 40
Eljárásbeállítási paraméterek beállítása 40
Továbbvezető paraméterek beállítása: speciális 2-ütem, speciális 4-ütem, ponthegesztés 41
Továbbvezető paraméterek beállítása speciális 2-ütemhez 41
Továbbvezető paraméterek beállítása speciális 4-ütemhez 42
Továbbvezető paraméterek beállítása ponthegesztéshez 42
Állítsa be a SynchroPuls paramétereket 44
Általános tudnivalók 44
SynchroPuls paraméterek beállítása (szoftveropció) 44
MIG/MAG kézi hegesztés 45
Általános tudnivalók 45
Hívja be az „MIG/MAG kézi hegesztés” menüpontot 45
Áttekintés 45
Hegesztési program lehívása 46
Hegesztési program kiválasztása 46
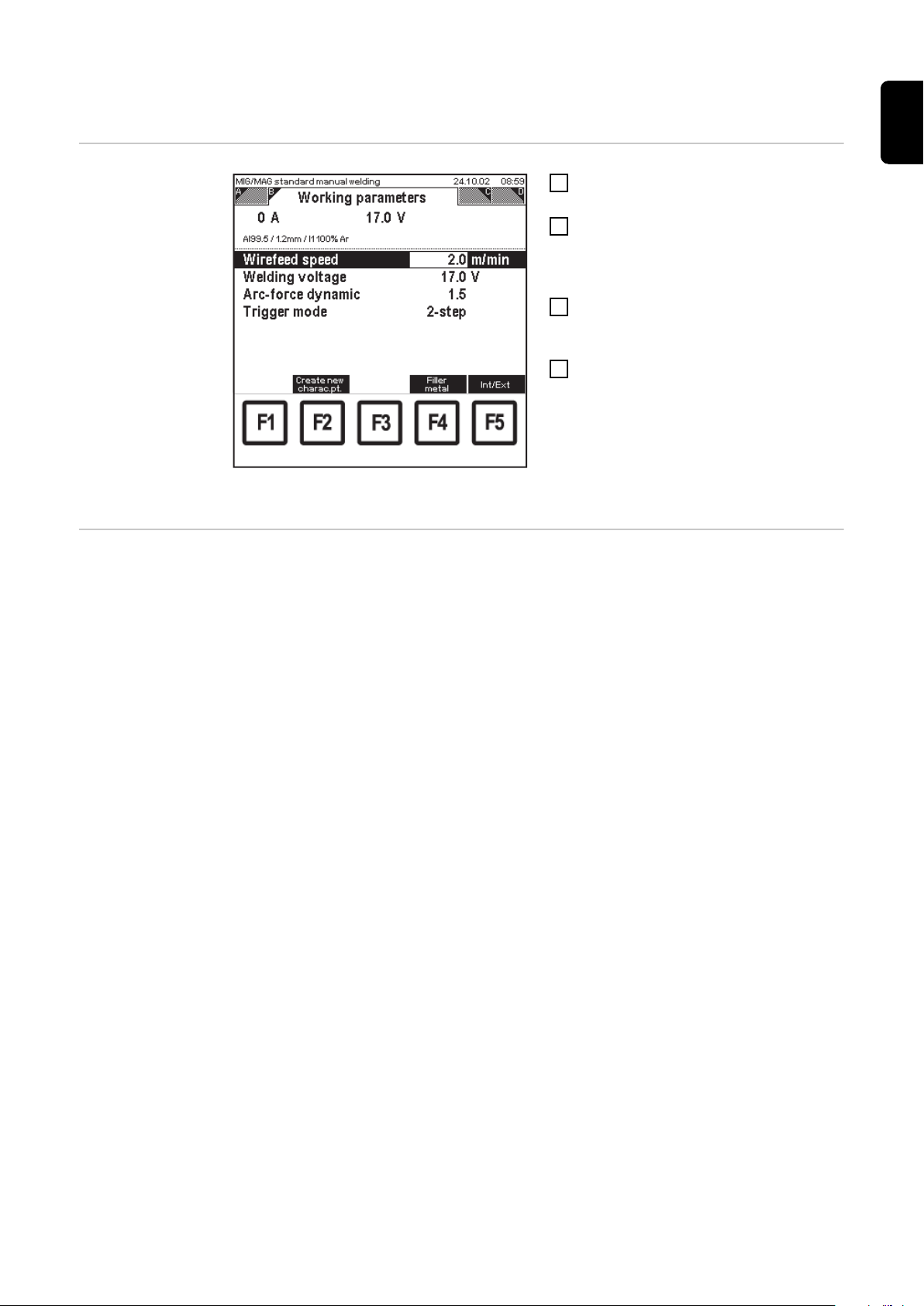
Munkaparaméterek beállítása 47
Munkaparaméterek beállítása 47
Hegesztőpisztoly üzemmódok 47
Átkapcsolás nagy kijelzőre 48
Általános tudnivalók 48
Átkapcsolás nagy kijelzőre 48
Eljárásbeállítási paraméterek beállítása 49
Eljárásbeállítási paraméterek beállítása 49
Továbbvezető paraméterek beállítása ponthegesztéshez 50
Továbbvezető paraméterek beállítása ponthegesztéshez 50
Hegesztési program és anyag beállítása 51
Általános tudnivalók 51
Hegesztési program és anyag beállítása 51
Felhasználói jelleggörbék létrehozása - jelleggörbe illesztése 53
Általános tudnivalók 53
Felhasználói jelleggörbék létrehozásának alapjai 53
Felhasználói jelleggörbék létrehozása - jelleggörbék illesztése 53
Jelleggörbe-pontok létrehozása felhasználói jelleggörbékhez 57
Általános tudnivalók 57
Jelleggörbe-pontok létrehozásának alapjai 57
Jelleggörbe-pont létrehozása 57
Felhasználói jelleggörbék kiválasztása 60
Felhasználói jelleggörbék kiválasztása 60
Bevont elektródás hegesztés 61
Hívja be a „Bevont elektródás hegesztés“ menüpontot 61
Munkaparaméterek beállítása 61
Átkapcsolás nagy kijelzőre 62
Eljárásbeállítási paraméterek beállítása 62
TIG hegesztés 63
„TIG hegesztés“ menüpont behívása 63
Munkaparaméterek beállítása 63
Átkapcsolás nagy kijelzőre 64
CC/CV-mód 65
Általános tudnivalók 65
„CC/CV-mód“ menüpont behívása 65
Munkaparaméterek beállítása 65
Átkapcsolás nagy kijelzőre 65
Eljárásbeállítási paraméterek beállítása 66
Job-hegesztés 67
Hívja be a „Job-hegesztés“ menüpontot 67
Job munkaparamétereinek beállítása 67
Átkapcsolás nagy kijelzőre 67
4

Hegesztőeljárás váltás CMT Advanced hegesztés közben 68
Beállítások mentése jobként 69
Általános tudnivalók 69
Jobok mentésére vonatkozó tájékoztató 69
Mentés jobként 69
A kiválasztott paraméterek belső / külső beállítása 72
Általános tudnivalók 72
Belső / külső paraméter-beállítás 72
Job optimalizálása és kezelése 74
Általános tudnivalók 74
„Job optimalizálása és kezelése“ menüpont behívása 74
Áttekintés 75
Jobok kezelése 76
Jobok kezelése 76
Csoportok és jobok törlése 78
Kiválasztott job adminisztrációs adatainak lehívása 80
Job adminisztrációs adatainak lehívása 80
Adminisztrációs adatok különböző megjelenítése, a job fajtájától függően 80
Kiválasztott job hegesztési programjának lehívása és módosítása 81
Általános tudnivalók 81
Job hegesztési programjának lehívása 81
Job hegesztési programjának módosítása 81
Kiválasztott job munkaparamétereinek lehívása és módosítása 84
Általános tudnivalók 84
Job munkaparamétereinek lehívása és módosítása 84
Huzalelőtolási értékek módosítására vonatkozó tájékoztató 85
Kiválasztott job eljárásbeállításainak lehívása és módosítása 86
Általános tudnivalók 86
Job eljárásbeállításainak lehívása és módosítása 86
Kiválasztott job speciális 2-ütemű paramétereinek lehívása és módosítása 87
Általános tudnivalók 87
Job speciális 2-ütemű paramétereinek lehívása és módosítása 87
Kiválasztott job speciális 4-ütemű paramétereinek lehívása és módosítása 88
Általános tudnivalók 88
Job speciális 4-ütemű paramétereinek lehívása és módosítása 88
Kiválasztott job ponthegesztési paramétereinek lehívása és módosítása 89
Általános tudnivalók 89
Job ponthegesztési paramétereinek lehívása és módosítása 89
Kiválasztott job korrekcióhatárainak meghatározása 90
Általános tudnivalók 90
Korrekcióhatárok célja 90
Job korrekcióhatárainak meghatározása 90
Korrekcióhatárokkal kapcsolatos tájékoztató 91
Dokumentálás jobonként 92
Általános tudnivalók 92
A „Dokumentálás jobonként“ funkció célja 92
A „Dokumentálás jobonként“ előfeltétele 92
Dokumentálás jobonként meghatározása 92
Jobonkénti dokumentálással kapcsolatos tájékoztató 93
Kiválasztott job SynchroPuls paramétereinek lehívása és módosítása 94
Általános tudnivalók 94
Job SynchroPuls paramétereinek lehívása és módosítása 94
Kiválasztott job Q-Master-értékeinek meghatározása 95
Általános tudnivalók 95
Q-Master-értékek célja 95
Job Q-Master-értékeinek meghatározása 95
Q-Master-értékekkel kapcsolatos tájékoztató 96
Kiválasztott job huzalelőtolás Q-Master-értékeinek meghatározása 97
Általános tudnivalók 97
Q-Master-értékek célja 97
Job huzalelőtolás Q-Master-értékeinek meghatározása 97
Huzalelőtolás Q-Master-értékekkel kapcsolatos tájékoztató 98
Jelleggörbe optimalizálása és kezelése 99
Általános tudnivalók 99
HU
5

„Jelleggörbe optimalizálása és kezelése“ menüpont behívása 99
Áttekintés 100
Jelleggörbék kezelése 101
Jelleggörbék kiválasztása 101
Jelleggörbék megnevezése és átnevezése 102
Jelleggörbék törlése 103
Jelleggörbe-pontok kezelése 105
Jelleggörbe-pontok kiválasztása 105
Jelleggörbe-pontok beillesztése 105
Jelleggörbe-pontok törlése 108
Standard jelleggörbék jelleggörbe-paraméterei 110
Gyújtás 110
Statikus ív 110
Dinamikus ív 111
Hegesztés vége 112
Irányértékek 112
Feszültség és áram irányértékek átvétele 113
Impulzus jelleggörbék jelleggörbe-paraméterei 114
Gyújtás 114
Impulzusparaméterek 114
Statikus ív 116
Rövidzár 118
Hegesztés vége 118
Irányértékek 119
Feszültség és áram irányértékek átvétele 119
CMT jelleggörbék jelleggörbe-paraméterei 120
Általános tudnivalók 120
Gyújtás 120
CMT paraméterek 121
Hegesztés vége 122
Irányértékek 123
Feszültség és áram irányértékek átvétele 123
CMT / impulzus jelleggörbék jelleggörbe-paraméterei 124
Általános tudnivalók 124
Gyújtás 124
Áttekintés: CMT paraméterek, impulzusparaméterek 125
CMT paraméterek 125
Impulzusparaméterek 126
CMT / impulzus 127
Hegesztés vége 127
Irányértékek 127
Feszültség és áram irányértékek átvétele 127
CMT Advanced jelleggörbék jelleggörbe-paraméterei 129
Általános tudnivalók 129
Gyújtás 129
Hotstart 129
Weldstart 130
CMT paraméterek és EN-CMT paraméterek 130
EN/EP CMT 132
Hegesztés vége 132
Irányértékek 132
Feszültség és áram irányértékek átvétele 133
CMT / Advanced impulzus jelleggörbék jelleggörbe-paraméterei 134
Általános tudnivalók 134
Gyújtás 134
Hotstart 134
Áttekintés: CMT paraméterek, impulzusparaméterek 135
CMT paraméterek 135
Impulzusparaméterek 136
Impulzus/CMT ciklusok 138
Hegesztés vége 138
Irányértékek 138
Jelleggörbe paraméterek módosítása 140
Folyamatszabályozó 140
6

A különböző jelleggörbéknél megjelenített képernyők 140
Jelleggörbe paraméterek módosítása 141
Dokumentálás 142
Általános tudnivalók 142
Hegesztési adatok kiértékelése 142
Hívja be a „Dokumentálás“ menüpontot 143
Áttekintés 144
Dokumentálás alapbeállításainak meghatározása 145
Dokumentálás alapbeállításainak meghatározása 145
Dokumentálási alapbeállítások jobok mentésekor 145
Az „Alapbeállítások” képernyő paramétereivel kapcsolatos tájékoztató 145
Dokumentálás memóriakártyán 146
Memóriaigény memóriakártyán történő dokumentálás esetén 147
Q-Master-értékek meghatározása 148
Q-Master-értékek célja 148
Q-Master-értékek meghatározása 148
Q-Master-értékekkel kapcsolatos tájékoztató 148
Maximális motoráram beállítása 150
Általános tudnivalók 150
Maximális motoráram beállítása 150
Alkatrész-számláló 151
Általános tudnivalók 151
Alkatrész-számláló aktiválása 151
Alkatrészszám meghatározása 151
Alkatrészszám növelése 153
Hegesztési napló 155
Általános tudnivalók 155
Hegesztési napló - hegesztési adatok megjelenítése 155
Eseménynapló 157
Általános tudnivalók 157
Eseménynapló 157
Memóriakártya eltávolítása 158
Általános tudnivalók 158
Memóriakártya eltávolítása 158
Előzetes gépbeállítások 160
Általános tudnivalók 160
Hívja be az „Előzetes gépbeállítások“ menüpontot 160
Áttekintés 160
Hegesztő üzemmód előzetes gépbeállításainak elvégzése 161
„MIG/MAG“ előzetes gépbeállításainak elvégzése 161
„TIG“ előzetes gépbeállításainak elvégzése 161
„Bevont elektródás hegesztés“ előzetes gépbeállításainak elvégzése 162
„Job“ előzetes gépbeállításainak elvégzése 162
Ethernet beállítás 163
Általános tudnivalók 163
Ethernet beállítás módosítása 163
Ethernet paraméterek 164
Dátum és idő beállítása 165
Dátum és idő beállítása 165
Robot interfész - robot üzemmód 166
Általános tudnivalók 166
Belső paraméterválasztás robot üzemmódban 166
Külső paraméterválasztás robot üzemmódban 167
A kiválasztott paraméterek szelektív külső-belső átkapcsolása külső paraméterválasztás esetén 168
További funkciók robot üzemmódban 169
Profilok / azonosítók 171
Általános tudnivalók 171
Fogalmak magyarázata 172
Előre definiált profilok 172
„Rendszergazda” profil 173
„Letiltva“ profil 173
Ajánlás profilok és azonosítók létrehozásához 174
Előfeltétel 174
Eljárásmód 174
HU
7

Profilok létrehozása és szerkesztése 175
Előfeltétel 175
Rendszergazda azonosító létrehozása 175
Profilok létrehozása 177
Profilok nyitása / zárása 180
Profil szerkesztése 181
Profil törlése 185
Példa profilok 186
Általános tudnivalók 186
Letiltva 186
MIG/MAG hegesztési specialista 186
Robot-programozó 188
Welder / Worker 189
Azonosítók létrehozása és szerkesztése 190
Azonosító-kártyák hozzárendelése a profilokhoz (azonosítók létrehozása) 190
Felhasználók / azonosítók szerkesztése 192
Felhasználók / azonosítók törlése 194
Regisztrált felhasználók bejelentkezése és kijelentkezése a távszabályozón 196
Általános tudnivalók 196
Felhasználó bejelentkezése 196
Bejelentkezett felhasználók megjelenítése 197
Felhasználó kijelentkezése 198
„Letiltva“ profil megjelenítése 198
RCU 5000i - Unlock-funkció 199
Általános tudnivalók 199
„Profilok / azonosítók“ képernyő aktiválása az Unlock funkció segítségével 199
További eljárásmód 201
Nyelv és szabvány beállítása 202
Általános tudnivalók 202
Nyelv és szabvány beállítása 202
Verzióadatok megtekintése 203
Általános tudnivalók 203
Verzióadatok megtekintése 203
Biztonsági mentés elkészítése 204
Általános tudnivalók 204
Biztonsági mentés elkészítése 204
Adatok visszaállítása 206
Általános tudnivalók 206
Adatok visszaállítása - restore 206
Huzalelőtoló vagy PushPull egység összehangolás 208
Huzalelőtoló összehangolás (VR-összehangolás) 208
PushPull egység összehangolása 209
L/R-összehangolás - hegesztőkör induktivitás és hegesztőkör ellenállás összehangolása 213
Általános tudnivalók 213
L/R-összehangolás 213
RCU 5000i - beállítások visszaállítása a kiszállítási állapotra 216
Általános tudnivalók 216
RCU 5000i visszaállítása a kiszállítási állapotra 216
RCU 5000i - szoftver frissítése 217
Előfeltételek 217
Az első frissítés előtt - LocalNetUSB telepítése 217
Az első frissítés előtt - BASICLoad szoftver telepítése 223
RCU 5000i - szoftver frissítése 227
A beállítható paraméterek alfabetikus áttekintése 229
Magyarázat 229
Paraméterek A - Z 229
8

Biztonsági előírások
HU
A biztonsági tudnivalók értelmezése
FIGYELMEZTETÉS!
Közvetlenül fenyegető veszélyt jelez.
Halál vagy súlyos sérülés a következménye, ha nem kerüli el.
▶
VESZÉLY!
Veszélyessé is válható helyzetet jelöl.
Ha nem kerüli el, következménye halál vagy súlyos sérülés lehet.
▶
VIGYÁZAT!
Károssá válható helyzetet jelöl.
Ha nem kerüli el, következménye könnyű személyi sérülés vagy csekély anyagi kár
▶
lehet.
MEGJEGYZÉS!
Olyan lehetőséget jelöl, amely a munka eredményét hátrányosan befolyásolja és a
felszerelésben károkat okozhat.
Általános tudnivalók
A készüléket a technika mai állása és elismert biztonságtechnikai szabályok szerint
készítettük. Ennek ellenére hibás kezelés vagy visszaélés esetén veszély fenyegeti
- a kezelő vagy harmadik személy testi épségét és életét,
- az üzemeltető készülékét és egyéb anyagi értékeit,
- a készülékkel végzett hatékony munkát.
A készülék üzembe helyezésével, kezelésével, karbantartásával és állagmegóvásával
foglalkozó személyeknek
- megfelelően képzettnek kell lenniük,
- hegesztési ismeretekkel kell rendelkezniük és
- teljesen ismerniük és pontosan követniük kell ezt a kezelési útmutatót.
A kezelési útmutatót állandóan a készülék felhasználási helyén kell őrizni. A kezelési
útmutató előírásain túl be kell tartani a balesetek megelőzésére és a környezet
védelmére szolgáló általános és helyi szabályokat is.
A készüléken található összes biztonsági és figyelmeztető feliratot
- olvasható állapotban kell tartani
- nem szabad tönkretenni
- eltávolítani
- letakarni, átragasztani vagy átfesteni.
A készüléken lévő biztonsági és veszélyjelző útmutatások helyét a készülék kezelési
útmutatójának „Általános információk” című fejezete adja meg.
A biztonságot veszélyeztető hibákat a készülék bekapcsolása előtt meg kell szüntetni.
Az Ön biztonságáról van szó!
9

Rendeltetésszerű
használat
A készülék kizárólag a rendeltetésszerű használatnak megfelelő munkák elvégzésére
szolgál.
Az egyéb vagy ezen túlmenő használat nem rendeltetésszerűnek minősül. Az ebből
eredő károkért a gyártó nem felel.
A rendeltetésszerű használathoz tartozik még:
- a kezelési útmutató összes tudnivalójának teljes ismerete és betartása
- az összes biztonsági és veszélyre figyelmeztető útmutatás teljes ismerete és betartása
A készüléket kizárólag az előirányzott áramforrásokkal üzemeltesse.
A készülék ipari és kézműipari használatra alkalmas. A lakóterületen történő
használatból eredő károkért a gyártó nem vállal felelősséget.
Környezeti
feltételek
Az üzemeltető
kötelezettségei
A készüléknek a megadott tartományon kívül történő üzemeltetése vagy tárolása nem
rendeltetésszerűnek minősül. Az ebből eredő károkért a gyártó nem felel.
Környezeti levegő hőmérséklet-tartománya:
- Üzem közben: -10 °C ... + 50 °C (14 °F ... 122 °F)
- Szállítás és tárolás során: -15 °C ... +70 °C (5 °F ... 158 °F)
Relatív páratartalom:
- max. 50% 40 °C-on (104 °F)
- max. 90% 20 °C-on (68 °F)
Környezeti levegő: portól, savaktól, korrozív gázoktól vagy anyagoktól stb. mentes
Tengerszint feletti telepítési magasság: max. 2000 m (6500 láb)
Az üzemeltető kötelezettséget vállal arra vonatkozóan, hogy csak olyan személyekkel
végeztet munkát a géppel, akik
- az alapvető munkabiztonsági és balesetmegelőzési előírásokkal tisztában vannak
és a készülék kezelésére betanították őket
- a kezelési útmutatót, különösen a „Biztonsági előírások“ fejezetet elolvasták,
megértették és azt aláírásukkal igazolták
- A munka eredményével szemben támasztott követelményeknek megfelelő
képzésben részesültek.
A személyzet
kötelezettségei
10
A személyzet biztonságtudatos munkáját rendszeres időközönként ellenőrizni kell.
Mindenki, aki a készülékkel végzendő munkával van megbízva, köteles a munka megkezdése előtt
- az alapvető munkabiztonsági és balesetmegelőzési előírásokat betartani
- a kezelési útmutatót, különösen a „Biztonsági előírások“ fejezetet elolvasni és
aláírásával igazolni, hogy azt megértette és betartja.
A munkahely elhagyása előtt győződjön meg arról, hogy a távollétében sem keletkezhetnek személyi vagy anyagi károk.

A készülékek
elektromágneses
összeférhetőség
besorolásai
„A” zavarkibocsátási osztályú készülékek:
- csak ipari területen történő használatra szolgálnak
- más területen vezetéken terjedő és sugárzott zavarokat okozhatnak.
„B” zavarkibocsátási osztályú készülékek:
- teljesítik az ipari és a lakóterületek zavarkibocsátási követelményeit. Ez érvényes
olyan lakóterületekre is, ahol az energiaellátás a nyilvános kisfeszültségű hálózatból
történik.
A készülékek elektromágneses összeférhetőség besorolása a típustábla vagy a műszaki
adatok alapján.
HU
Elektromágneses
összeférhetőségintézkedések
Különleges esetekben a készülék a szabványban rögzített zavarkibocsátási határértékek
betartása ellenére is befolyással lehet a tervezett alkalmazási területre (pl. ha a felállítás
helyén érzékeny készülékek vannak, vagy ha a felállítás helye rádió- vagy televízióvevőkészülékek közelébe esik).
Ebben az esetben az üzemeltető köteles a zavar elhárítására megfelelő intézkedéseket
tenni.
Végezze el a készülék környezetében lévő berendezések zavartűrésének vizsgálatát és
értékelését a nemzeti és nemzetközi rendelkezések szerint. Példák olyan zavarérzékeny
berendezésekre, amelyeket a készülék befolyásolhat:
- biztonsági berendezések
- hálózat-, jel- és adatátviteli vezetékek
- elektronikus adatfeldolgozó és telekommunikációs berendezések
- mérő és kalibráló berendezések
EMC-problémák elkerülését elősegítő intézkedések:
1. Hálózati ellátás
- Amennyiben az előírásszerű hálózati csatlakozás ellenére elektromágneses za-
varok lépnek fel, tegyen kiegészítő intézkedéseket (pl. megfelelő hálózati szűrő
használata).
2. Hegesztőáram vezetők
- a lehető legrövidebbek legyenek
- szorosan együtt legyenek vezetve (az elektromágneses mezőkkel (EMF) kap-
csolatos problémák elkerülése érdekében is)
- legyenek távol más vezetékektől
3. Potenciál-kiegyenlítés
4. Munkadarab földelése
- Szükség esetén megfelelő kondenzátorok segítségével hozzon létre földcsatla-
kozást.
5. Árnyékolás, szükség esetén
- Árnyékolja le a környezetben található más berendezéseket
- Árnyékolja le a teljes hegesztőrendszert
EMFintézkedések
Az elektromágneses mezők eddig nem ismert egészségkárosodást okozhatnak:
- A szomszédban lévő, pl. szívritmus-szabályozót vagy hallásjavító készüléket viselő
személyekre gyakorolt hatások
- A szívritmus-szabályozót viselőknek orvosi tanácsot kell kérniük, mielőtt a készülék
és a hegesztési eljárás közvetlen közelébe mennek
- A hegesztőkábelek és a hegesztő feje/törzse közötti távolságot biztonsági okokból a
lehető legnagyobbra kell választani
- A hegesztőkábeleket és a tömlőkötegeket ne vigye a vállán és ne tekerje a teste
vagy testrészei köré
11

Biztonsági
intézkedések a
felállítás helyén
és a szállítás
során
A felboruló készülék életveszélyes lehet! Az akkumulátort sík és szilárd alapfelületen kell
stabilan felállítani.
- Maximum 10°-os dőlésszög megengedett.
Tűz- és robbanásveszélyes helyiségekben különleges előírások érvényesek
- Vegye figyelembe a megfelelő nemzeti és nemzetközi rendelkezéseket.
Üzemen belüli utasításokkal és ellenőrzésekkel biztosítsa, hogy a munkahely környezete
mindig tiszta és áttekinthető legyen.
A készüléket csak az adattáblán megadott IP-védettséggel állítsa fel és üzemeltesse.
A készülék felállításakor biztosítson 0,5 m (1 láb 7.69 hüvelyk) körkörös távolságot, hogy
a hűtőlevegő akadálytalanul beáramolhasson és távozhasson.
A készülék szállításakor gondoskodjon arról, hogy a hatályos nemzeti és nemzetközi
irányelveket és balesetvédelmi előírásokat betartsák. Ez speciálisan a szállítás és fuvarozás során fennálló veszélyekre vonatkozó irányelveket jelenti.
Ne emeljen fel vagy szállítson aktív készülékeket. Szállítás vagy emelés előtt kapcsolja
ki a készülékeket!
A készülék minden szállítása előtt eressze le teljesen a hűtőközeget, valamint szerelje le
a következő komponenseket:
- huzalelőtoló
- huzaltekercs
- védőgáz palack
Az üzembe helyezés előtt, a szállítás után feltétlenül végezze el a készülék sérülésekre
vonatkozó szemrevételezését. Az esetleges sérüléseket az üzembe helyezés előtt
képzett szervizszemélyzettel hozassa rendbe.
Üzembe helyezés, karbantartás és javítás
Biztonsági jelölés A CE-jellel ellátott készülékek teljesítik a kisfeszültségre és az elektromágneses
Idegen forrásból beszerzett alkatrészek esetén nem garantált, hogy az igénybevételnek
és a biztonsági igényeknek megfelelően tervezték és gyártották őket.
- Csak eredeti pót- és kopó alkatrészeket használjon (ez érvényes a szabványos alkatrészekre is).
- A gyártó beleegyezése nélkül ne végezzen a készüléken semmiféle változtatást, bevagy átépítést.
- A nem kifogástalan állapotú alkatrészeket azonnal cserélje ki.
- A rendelésnél adja meg az alkatrészjegyzék szerinti pontos megnevezést és
cikkszámot, valamint a készülék sorozatszámát.
A ház csavarjai védővezető-csatlakozást biztosítanak a ház részeinek földeléséhez.
Mindig megfelelő számú eredeti házcsavart használjon a megadott forgatónyomatékkal.
összeférhetőségre vonatkozó irányelv (pl. az EN 60 974 szabványsor fontos
termékszabványai) alapvető követelményeit.
12
A Fronius International GmbH kijelenti, hogy a készülék megfelel a 2014/53/EU irányelv
előírásainak. Az EU megfelelőségi nyilatkozat teljes szövege a következő Internet-címen
áll rendelkezésre: http://www.fronius.com
A CSA vizsgálati jellel jelölt készülékek teljesítik a Kanadában és az USA-ban érvényes
releváns szabványok előírásait.

Adatbiztonság A gyári beállítások megváltoztatása esetén az adatok biztonságáért (mentéséért) a fel-
használó felelős. A személyes beállítások kitörlődéséért a gyártó nem felel.
Szerzői jog A jelen kezelési útmutató szerzői joga a gyártóé.
A szöveg és az ábrák a nyomdába adás időpontjában fennálló műszaki állapotnak felelnek meg. A változtatás jogát fenntartjuk. A kezelési útmutató tartalma semmiféle igényre
nem adhat alapot. Újítási javaslatokat és a kezelési útmutatóban előforduló hibák
közlését köszönettel vesszük.
HU
13

Általános tudnivalók
Készülék-koncepció
Alkalmazási
területek
Az RCU 5000i távszabályozó a Trans- Synergic / TransPuls Synergic sorozat
összes áramforrásának kezelésére
szolgál. Az RCU 5000i segítségével az
áramforráson rendelkezésre álló összes
üzemmód lehívható. Ezenkívül további
funkciók – például a hegesztési jelleggörbék optimalizálása – is rendelkezésre állnak.
Az áramforráshoz való csatlakoztatás Fronius Solar Net csatlakozódugó
segítségével történik.
Az RCU 5000i távszabályozó LC-kijelzővel
van felszerelve. Az áttekinthető
menüvezérlés felhasználóbarát készüléket
eredményez.
RCU 5000i távszabályozó
Az RCU 5000i távszabályozó alkalmazási területei:
- áramforrások távszabályozása, programozása és előzetes beállítása,
- robot-alkalmazások,
- kézi hegesztés üzemmódban működő, „Remote“ kezelőpanellel felszerelt áramforrásokhoz.
Előnyök - Jó áttekinthetőség a folyadékkristályos kijelzőnek köszönhetően
- Egyszerű és logikus felhasználói útmutató
- 180 előprogramozott, szinergikus hegesztési jelleggörbe
- A hegesztési jelleggörbék optimalizálhatók
- Egyszerű job-programozás
- Job-memóriafunkció akár 1000 jobhoz
- Felhasználókezelés azonosítókártyával
- Paraméter-felügyelet Q-Master-funkcióval
- Fronius Solar Net bekötés
- USB-interfész szoftverfrissítéshez
Szériafelszereltség
Opciók RCU 5000i tartó
Az RCU 5000i távszabályozó szériafelszereltsége a következőket tartalmazza:
- a távszabályozóhoz csatlakoztatva: 1 db távszabályozó kábel, 6-pólusú, 5 m (16 láb,
5 hüvelyk), Fronius Solar Net csatlakozódugó, 10-pólusú
- 1 db USB-kábel, kb. 1,8 m (5 láb, 11 hüvelyk), USB-adapterrel együtt
- 1 db memóriakártya, 3,3 V
- 1 db transzponder kártya („azonosítókártya“)
- 1 db „Szoftvereszközök“ CD-ROM
Az RCU 5000i tartó falra vagy remote áramforrásra szerelhető. A távszabályozó az RCU
5000i tartóra akasztható.
14

Műszaki adatok
Tápfeszültség 24 V DC
Áramfelvétel 170 mA
IP-védettség IP 23
Vizsgálati jel CE, FCC
Frekvenciasáv 134,2 kHz
Max. adóteljesítmény < 65dBµA/m @10m
Méretek (h / sz / ma) 258 / 180 / 48 mm
10,16 / 7,09 / 1,89 hüvelyk
Tömeg 1,5 kg
3,31 font
HU
Tudnivalók a
rádióazonosítóról
Nem ismertetett
funkciók
Az RCU 5000i távszabályozó RFID-modullal (Radio Frequency Identification) van felszerelve. Az RFID-modul azonosítókártyával (transzponderkártyával) történő kábel- és
érintésmentes adatátvitelre szolgál. Az adatátvitel mágneses mező segítségével történik.
Az RFID-modulok az USA-ban az FCC szerint azonosításra kötelezettek:
FCC azonosító: QKWRF5000I
MEGJEGYZÉS!
A szoftverfrissítések miatt a készüléken elérhetők lehetnek olyan funkciók, amelyeket ez a kezelési útmutató nem említ.
Ezenkívül a kezelési útmutató egyes ábrái csekély mértékben eltérhetnek a folyadékkristályos kijelzőn ténylegesen megjelenített adatoktól.
15

Kezelőelemek és csatlakozók
(1)
(15)
(14)(13)(12)(11)(10)
)8()9(
(7)
(6)
)4()5(
(3)
(2)
(16)
Kezelőpanel
RCU 5000i kezelőpanel
Végrehajtó gombok
(1) Menü gomb ... a főmenü behívásához
(2) Info gomb ... környezetspecifikus információk megjelenítéséhez
(3) OK gomb ... menüablakok, biztonsági kérdések stb. megerősítéséhez
(4) Huzalbefűzés gomb ... a hegesztőhuzal gáz- és árammentes befűzéséhez
(5) Gázellenőrző gomb ... a gázáramlás ellenőrzéséhez
Navigációs gombok
(6) Le gomb ... listán történő navigáláshoz
(7) Fel gomb ... listán történő navigáláshoz
(8) Jobbra gomb ... vízszintes navigáláshoz (pl. a „ruhaszárító kötélen”)
(9) Balra gomb ... vízszintes navigáláshoz (pl. a „ruhaszárító kötélen”)
Funkciógombok változó kiosztással
(10) F1 gomb ... funkciógomb
(11) F2 gomb ... funkciógomb
16
(12) F3 gomb ... funkciógomb
(13) F4 gomb ... funkciógomb
(14) F5 gomb ... funkciógomb
FONTOS!
A mindenkori kiosztás a folyadékkristályos kijelzőn közvetlenül a megfelelő funkciógomb fölött jelenik meg.

Egyéb
(1)
(2)
OK gombbal kapcsolatos tudnivaló
(15) Kijelző ... fekete/fehér folyadékkristályos kijelző
(16) Azonosítókártya olvasósáv ... hozzáférési jogok azonosítása, amelyek
különböző azonosítókártyákkal oszthatók ki
Az OK gomb (3) segíti a felhasználót a különböző funkciógomb-kiosztások
kiválasztásában.
Ha egy funkciógomb-kiosztás be van keretezve, ez a funkció az OK gombbal (3) választható ki.
HU
Példa: Bekeretezett F1 „Mentés jobként“ gomb
Példa: Bekeretezett F2 „Előre“ gomb
(1) Keret
17

További ke-
)91()02(
(18)
(17)
(21)
(23) (22) (23)(23)
(23)
zelőelemek, csatlakozók, mechanikus alkotóelemek
RCU 5000i elölnézet - kezelőelemek, csatlakozók
(17) Tartófogantyú befogó ... a fali tartóba vagy az áramforrás tartófogantyújára
történő beakasztáshoz
(18) Beállító kerék ... inkrementális jeladó a paraméterek beállításához
(19) Fronius Solar Net csatlakozódugó csatlakozókábellel ... az áramforráshoz
csatlakoztatáshoz. A csatlakozó áramtalanítható készülék és könnyen
hozzáférhetőnek kell lennie
(20) Gumifedél ... a memóriakártya tartó védelmére
(21) Gumifedél ... az USB-PC csatlakozóhely védelmére
(22) Tartókengyel ... 0-95° el-
fordítható tartó- és állítókengyel
(23) Bepréselt M5 menetes
betétek ... pl. falra szerelt fix
rögzítéshez
18
RCU 5000i hátulnézet - kezelőelemek, mechanikus
alkatrészek

(25) (24)
(24) Memóriakártya tartó
RCU 5000i oldalnézet - csatlakozók
(25) USB-csatlakozó ... PC-hez csat-
lakoztatáshoz, pl. szoftverfrissítés
céljából
HU
19

Kezelési koncepció
(8)
(9)
MIG/MAG synergic welding
Tájékozódás a
munkatevékenységekről
Központi menü
Az RCU 5000i távszabályozó kezelése munkatevékenységek szerint tagolódik.
A következő munkatevékenységek különböztethetők meg:
- Hegesztés (MIG/MAG Synergic, MIG/MAG kézi, bevont elektródák, TIG és job)
- Jobok készítése
- Saját jelleggörbék és jelleggörbe-pontok készítése
- Jobok optimalizálása és kezelése
- Meglévő jelleggörbék optimalizálása és kezelése
- Hegesztő üzemmódra vonatkozó előírások készítése
- Nyelv és mértékegységek definiálása
Az egyes munkatevékenységek a központi
főmenüben vannak tárolva. A főmenü a
Menü gomb (1) megnyomásával hívható
be.
Minden menüponthoz egy „ruhaszárító
kötél“ van rendelve.
„Ruhaszárító
kötél“
Főmenü képernyő
A „ruhaszárító kötél“ elv:
- Egyes paraméterek különböző adatrekordokban vannak összevonva.
- Az adatrekordok hurokban („ruhaszárító kötél“) vannak elrendezve.
- A „ruhaszárító kötélen” belüli navigálás két irányban történhet.
- Az utolsó adatrekord után az első adatrekord jelenik meg. Ellenkező irányú navigálás esetén az első adatrekord után az utolsó adatrekord következik.
- Az adatrekordok száma változó. Az áramforrás meghatározott paraméterei vagy
különleges funkciói segítségével adatrekordok adható hozzá a „ruhaszárító
kötélhez”.
Például „ruhaszárító kötél“ 5 adatrekorddal (A - E) - „Munkaparaméterek“ adatrekord megnyitva
20

Az RCU 5000i távszabályozó a következőképpen alkalmazza a „ruhaszárító kötél“ elvet:
- A kiválasztott munkatevékenységhez szükséges összes paraméter, kijelző és funkció a munkasorrendnek megfelelően van rendezve a „ruhaszárító kötélen“.
- Egy „ruhaszárító kötél“ minden adatrekordja saját képernyőn (= Screen) jelenik meg.
A kezelési útmutató folytatásában az adatrekordok a következőképpen vannak
jelölve, pl.:
Screen (képernyő) Képernyő (adatrekordhoz)
„Munkaparaméterek” Képernyő címe (adatrekord)
- Az áramforrás opciói és különleges funkciói (pl. SynchroPuls) egy „ruhaszárító
kötél“ meglévő adatrekordjaihoz adódnak hozzá
- A „ruhaszárító kötélen“ belüli navigálás a navigálás jobbra (8) és balra (9) navigációs gombokkal történik.
Értékek átvétele A beállított értékeket nem kell kifejezetten menteni vagy aktiválni. Az értékek közvetlenül
aktívak.
HU
21

Képernyők leírása
(1)
(3)
(2)
Általános tudnivalók
„Menü“ képernyő A „Menü“ képernyő a főmenüt jeleníti meg. A „Menü“ képernyő behívásához nyomja meg
Az RCU 5000i távszabályozó üzem közben különböző képernyőket használ. Ezeket az
úgynevezett képernyőket (screens) a menüvezérlés határozza meg, és a felhasználóval
folytatott párbeszédre szolgálnak.
a Menü gombot (1).
MEGJEGYZÉS!
A Menü gomb (1) megnyomására a varázsló kivételével az összes nyitott
párbeszédablak kérdés nélkül megszakad.
(1) Menüpontok
(2) MIG/MAG Synergic hegesztés
menüpont kijelölve
(3) F3 „Kiválasztás“ kiosztással
„Adatok“ képernyő
„Menü“ képernyő
- Az „Adatok“ képernyő akkor jelenik meg, ha a főmenüben egy menüpont kerül
kiválasztásra.
- Minden „Adatok“ képernyő tartalmaz egy „ruhaszárító kötelet“.
- Egy menüponton belül különböző mennyiségű „Adatok“ képernyő jeleníthető meg.
Az áramforrás különleges funkciói vagy meghatározott paraméterbeállítások
segítségével további „Adatok“ képernyők adhatók hozzá a mindenkori „ruhaszárító
kötélhez“.
- Az „Adatok“ képernyőkön paramétereket lehet beállítani vagy megtekinteni. A paramétereket egy lista tartalmazza.
A paraméterek kiválasztása a Le (6) és Fel (7) navigációs gombokkal történik.
A paraméterértékek a beállító kerékkel (18) állíthatók be
22

(1)
(2)
(3)
(4) (5) (6)(7) (8) (9) (10)
(11)
(12)
(13)
(14)
(15)
Példa: „Adatok“ képernyő
(1) Képernyő betűjelzése (9) Idő
(2) Munkatevékenység (10) Anyag, huzalátmérő, védőgáz
(3) Hegesztőáram (11) Információs sor
(4) Felhasználó (12) „„Ruhaszárító kötél” A-E
képernyővel
(5) Képernyő címe (13) Megjelenítési tartomány
HU
„Varázsló“ képer
nyő
(6) Hegesztőfeszültség (14) Paraméterlista
(7) Lemezvastagság (15) A funkciógombok kiosztása
(8) Dátum - F1 „Mentés jobként“ ki-
osztással
- F2 „Jelleggörbe-pont létrehozása“ kiosztással
- F3 „Jelleggörbe illesztése“ kiosztással
- F4 „Anyag“ kiosztással
- F5 „Belső / külső“ kiosztással
A varázsló alatt egy irányított beviteli folyamat értendő. A felhasználó egy folyamaton
belül előre vagy hátra mozgatható. A varázslón belül különböző képernyők jelennek
meg.
23

(3)(4)
(2)
(1)
(6) (7) (8)
(5)
Példa: „Varázsló“ képernyő
(1)
(2) (3)
(1) Sötét keret
(2) Feldolgozási lépések
(3) Már elvégzett műveletek
(4) Aktuális művelet
(5) Még nyitott művelet
(6) F1 „Vissza“ kiosztással (az első
képernyőn szürkével ábrázolva)
(7) F2 „Előre” (vagy „Kész” az utolsó
képernyőn) kiosztással
(8) F5 „Mégse“ kiosztással
„Párbeszédablak“ képernyő
A „Párbeszédablak“ képernyő al-párbeszédablakok ábrázolására használható.
A „Párbeszédablak“ képernyő fastruktúrákat, kiválasztó listákat és hasonlókat tartalmazhat.
(1) Sötét keret
(2) F1 „Átvétel“ kiosztással
(3) F5 „Mégse“ kiosztással
Példa: „Párbeszédablak“ képernyő „Átvétel“ és
„Mégse“ gombokkal
„Üzenet“ képernyő
Az „Üzenet“ képernyő meghatározott állapotokat jelenít meg. Az üzenetet nyugtázni kell,
vagy döntést kell hozni.
Az „Üzenet“ képernyő elfedi az aktuális képernyő egy részét. Az aktuális képernyő ekkor
szürkén jelenik meg.
24

(1) (2)
(5) (6) (7)
(3) (4)
(1) Aktuális képernyő szürkén megje-
(1) (2) (3) (4) (5)
(6)
lenítve
(2) Szimbólum
(3) Üzenettípus
(4) Sötét keret
(5) F2 „Igen“ kiosztással
(6) F3 „Nem“ kiosztással
(7) F4 „Mégse“ kiosztással
Példa: „Üzenet“ képernyő” - biztonsági kérdés
„Hiba“ képernyő A „Hiba“ képernyők a hegesztő üzemmód közben jelentkező hibákat (Error) jelzik ki. A
„Hiba“ képernyőket nyugtázni kell. A „Hiba“ képernyő figyelmen kívül hagyás esetén 2
perc elteltével újra megjelenik, amennyiben a hiba még fennáll. A „Hiba“ képernyők elfedik az aktuális képernyő egy részét. Az aktuális képernyő ekkor szürkén jelenik meg.
HU
Példa: „Hiba“ képernyő
(1) Aktuális képernyő szürkén megje-
lenítve
(2) Szimbólum
(3) Hibakód
(4) Hiba megnevezése
(5) Sötét keret
(6) F3 „OK“ kiosztással
25

(2) (3)
(5) (6)
(4)(1)
Példa: „Hiba” képernyő Nyugtázás és Figyelmen
kívül hagyás funkciógombokkal
(1) Aktuális képernyő szürkén megje-
lenítve
(2) Szimbólum
(3) Hiba megnevezése
(4) Sötét keret
(5) F2 „Nyugtázás“ kiosztással
(6) F3 „Figyelmen kívül hagyás“ ki-
osztással
26

Üzembe helyezés
VR 4000 VR 7000
VR 1500
TPS 2700
TS/TPS 4000-5000
HU
Üzembe helyezés
előtt
Rendszerfeltételek
RCU 5000i csatlakoztatása
VESZÉLY!
Hibás kezelés és hibásan elvégzett munkák miatti veszély.
Súlyos személyi sérülés és anyagi kár lehet a következmény.
A jelen dokumentumban ismertetett összes munkát és funkciót csak képzett szak-
▶
személyzet végezheti el.
Olvassa el és értse meg a dokumentumot.
▶
Olvassa el és értse meg a rendszerelemek összes kezelési útmutatóját, különösen a
▶
biztonsági előírásokat.
Az RCU 5000i távszabályozó üzemeltetéséhez az áramforráson a következő firmware
szükséges:
OFFICIAL UST V 3.20.1
Az RCU 5000i távszabályozó a hegesztőrendszer minden tetszőleges Fronius Solar Net
csatlakozóaljzatához csatlakoztatható, pl.:
Fronius Solar Net csatlakozóaljzat VR 4000, VR 7000
és VR 1500 készüléknél
Eljárásmód:
Kapcsolja az áramforrás hálózati kapcsolóját „0“ állásba
1
Csatlakoztassa a távszabályozó Fronius Solar Net csatlakozódugóját a Fronius So-
2
lar Net csatlakozóaljzathoz
Húzza meg a csatlakozódugó hollandi anyáját
3
Kapcsolja „I“ állásba az áramforrás hálózati kapcsolóját - a távszabályozó
4
üzemkész, megjelenik a startszekvencia
Fronius Solar Net csatlakozóaljzat TPS 2700 és
TS/TPS 4000-5000 készüléknél
27

Startszekvencia nyelv beállítása
A startszekvencia közben a következők jelennek meg a kijelzőn:
- Fronius logó (kijelző közepe)
- Szoftververzió (kijelző bal alsó része)
- www.fronius.com (kijelző jobb alsó része)
- Nyelv (F3 funkciógombbal)
A startszekvencia kb. 2 másodpercig tart. Eközben elvégezhető a nyelv és a szabvány
(metrikus rendszer vagy hüvelyk) előzetes beállítása. Ehhez nyomja meg az F3 funkciógombot.
A nyelv és a szabvány előzetes
1
beállításához nyomja meg az F3
„Nyelv“ gombot
- Megjelenik az előzetes
gépbeállítások „Nyelv és
szabványok“ képernyője
Startszekvencia, F3 „Nyelv“ kiosztással
Előzetes gépbeállítások: „Nyelv és
szabványok“ képernyő, nyelv kiválasztva
Válassza ki a megfelelő paramétere-
2
ket a Le (6) vagy Fel (7) gombokkal
Módosítsa a beállító kerékkel (18) a
3
paraméter értékét
Nyomja meg a Menü gombot (1)
4
28

Főmenü a kiválasztott nyelven
A főmenü a kiválasztott nyelven jelenik
meg
HU
„073 (no Host)
“ hiba - Nincs
kapcsolat az
áramforrással
A nem nyugtázható „073 (no Host)“ hiba
akkor jelenik meg, ha a távszabályozó az
üzembe helyezéskor nem tud
összeköttetést létrehozni az áramforrással.
Lehetséges okok pl. az áramforrás csatlakozó rossz érintkezése vagy egy helytelen
Fronius Solar Net elosztó.
Meglévő összeköttetés esetén a „073 (no
Host)“ hiba eltűnik.
A „073 (no Host)“ hiba figyelmen kívül
hagyható.
„073 (no Host) hiba“ képernyő
29

RCU 5000i letiltása és feloldása azonosítókártyával
(16)
Előfeltétel
Felhasználókezelés, profilok,
azonosítók
RCU 5000i letiltása
MEGJEGYZÉS!
Az azonosítókártya a távszabályozó letiltására és feloldására használható, amíg az
„Előzetes gépbeállítások“ menüpontban a „Rendszergazda“ és a „Letiltva“ kivételével nincsenek létrehozva profilok vagy azonosítók.
A felhasználókezeléssel, profilokkal, azonosítókkal kapcsolatos további információk az
„Előzetes gépbeállítások“ fejezet „Profilok / azonosítók“ szakaszában találhatók.
Tartsa az azonosítókártyát az azo-
1
nosítókártya olvasósávhoz (16)
Tartsa az azonosítókártyát az azonosítókártya olvasósávhoz
Megjelenik az „Azonosító tájékoztató távszabályozó letiltva“ képernyő
„Azonosító tájékoztató - távszabályozó letiltva“ képernyő
30

Behívásra kerül a „Letiltva“ profil.
(16)
Főmenü a „Letiltva“ profilban
FONTOS!
A „Letiltva“ profil tulajdonságai az
„Előzetes gépbeállítások“ menüpont
„Profilok / azonosítók“ képernyőjén
módosíthatók.
Attól függően, hogy milyen előírások vannak tárolva a „Letiltva“ profilban,
különböző menüpontok és funkciók
választhatók ki.
Pl.:
A „Letiltva“ profil gyári beállítása lehetővé
teszi a főmenüben a hozzáférést a hegesztőeljárásokhoz. Az egyes „Adatok“ képernyőkön gombok nem állnak rendelkezésre.
A paraméterek a mindenkori „Adatok“ képernyőkön a Le (6) vagy Fel (7)
gombokkal jelölhetők ki, és a beállító
kerékkel (18) módosíthatók.
HU
RCU 5000i feloldása
„MIG/MAG Synergic hegesztés“ menüpont letiltott
távszabályozó esetén, „Munkaparaméterek“ képernyő
Tartsa az azonosítókártyát az azonosítókártya olvasósávhoz
Tartsa az azonosítókártyát az azo-
1
nosítókártya olvasósávhoz (16)
31

„Azonosító tájékoztató - távszabályozó feloldva“ képernyő
Megjelenik az „Azonosító tájékoztató távszabályozó feloldva“ képernyő.
Megjelenik a letiltás előtt utoljára lehívott
képernyő. Az összes menüpont újra
korlátozás nélkül rendelkezésre áll.
RCU 5000i „feloldása” Unlockfunkcióval
Az RCU 5000i távszabályozó az OFFICIAL RCU V1.14.12 szoftververziótól kezdve Unlock-funkcióval van felszerelve.
Az Unlock-funkció megváltoztatja a „Letiltva“ profilt, és az előzetes gépbeállításoknál lehetővé teszi a hozzáférést a „Profilok / azonosítók“ képernyőhöz, pl. rendszergazda azonosító létrehozása vagy a „Letiltva“ profil megváltoztatása céljából.
Az Unlock-funkcióval kapcsolatos további információk az „Előzetes gépbeállítások“ fejezet „RCU 5000i - Unlock-funkció“ szakaszában találhatók.
32

MIG/MAG Synergic hegesztés
HU
Általános tudnivalók
„MIG/MAG Synergic hegesztés”
menüpont
behívása
Az MIG/MAG Synergic hegesztés az áramforrás szinergikus üzemelésének megfelelő. A
huzalelőtolási sebesség paraméter beállítása esetén a hegesztőáram és a lemezvastagság paraméterek a beállított huzalelőtolási értékhez lesznek illesztve.
Az aktuális hegesztőáram és lemezvastagság értékek a megjelenítési tartományban
kerülnek képernyőre.
Nyomja meg a Menü gombot (1):
1
- Megjelenik a főmenü
Jelölje ki a beállító kerékkel (18) az
2
„MIG/MAG Synergic hegesztés“ menüpontot
Nyomja meg az OK gombot (3):
3
- Megjelenik az utoljára behívott
„Adatok“ képernyő.
Főmenü: „MIG/MAG Synergic hegesztés” menüpont
kijelölve
Áttekintés Az „MIG/MAG Synergic hegesztés“ a következő elemekből tevődik össze:
- Hegesztési program lehívása
- Munkaparaméterek beállítása
- Átkapcsolás nagy kijelzőre
- Eljárásbeállítási paraméterek beállítása
- Továbbvezető paraméterek beállítása: speciális 2-ütem, speciális 4-ütem, ponthegesztés
- Állítsa be a SynchroPuls paramétereket
33

Hegesztési program lehívása
Hegesztési program lehívása
„MIG/MAG Synergic hegesztés”
1
menüpont behívása
Válassza ki a Jobbra gombbal (8) a
2
„Hegesztési program“ képernyőt
- Megjelenik a „Hegesztési program“ képernyő
MIG/MAG Synergic hegesztés: „Hegesztési program“ képernyő
A „Hegesztési program“ képernyő a következő adatokat tartalmazza:
- Hegesztőanyag
- Huzalátmérő
- Felhasználandó védőgáz
- A hegesztési programhoz tárolt jelleggörbe/jelleggörbék referenciaszáma(i)
pl.:
Ø 1,2 mm-es AlSi5-höz és 100% Ar védőgázhoz egy impulzus-jelleggörbe, egy
standard jelleggörbe és egy CMT jelleggörbe van tárolva
34

Munkaparaméterek beállítása
HU
Munkaparaméterek beállítása
„MIG/MAG Synergic hegesztés”
1
menüpont behívása
Válassza ki a Jobbra gombbal (8) a
2
„Munkaparaméterek“ képernyőt:
- Megjelenik a „Munkaparaméterek“ képernyő.
Válassza ki a megfelelő munkapa-
3
ramétereket a Le (6) vagy Fel (7)
gombokkal
Módosítsa a beállító kerékkel (18) a
4
paraméter értékét
- A paraméter értéke csak a definiált beállítási tartományon belül
módosítható. A beállítási tartomány tárolva van.
MIG/MAG Synergic hegesztés: „Munkaparaméterek“ képernyő, ívmódosítás kiválasztva
A megjelenítési tartományban megjelennek a hegesztőáram, hegesztőfeszültség és lemezvastagság értékek. Ha megváltozik a „Huzalelőtolás“ paraméter, megfelelő módon
megváltoznak a megjelenítési tartomány értékei is.
Hegesztőpisztoly
üzemmódok
A következő hegesztőpisztoly üzemmódok állíthatók be:
- 2-ütemű
- speciális 2-ütemű
- 4-ütemű
- speciális 4-ütemű
- Ponthegesztés
Hegesztőeljárás A következő hegesztőeljárások állíthatók be:
- Impulzus (MIG/MAG Puls Synergic hegesztés)
- Standard (MIG/MAG Standard Synergic hegesztés)
- CMT (Cold Metal Transfer)
35

Ha a beállított hegesztési program és a
kiválasztott hegesztőeljárás nem illik
össze, vagy ha a kiválasztott hegesztőeljáráshoz nincs hegesztési program tárolva, a megjelenítési tartományban
„no program“ jelenik meg.
A „Huzalelőtolás“ paraméter nem
módosítható.
MIG/MAG Synergic hegesztés: „Munkaparaméterek“ képernyő, „no program“ a „CMT“ hegesztőeljáráshoz
A kiválasztott hegesztőeljárástól és a beállított hegesztési programtól függően egyes paraméterek különbözőképpen jelennek meg:
Hegesztőeljárás Paraméterek
Impulzus Impulzuskorrekció
Standard Dinamikakorrekció
CMT eljárásnál Hotstart-idő
Impulzuskorrekció
Hotstart impulzusciklusok
Boost-korrekció
Dinamikakorrekció
„Impulzuskorrekció“ paraméter impulzus eljárásnál „Dinamikakorrekció“ paraméter standard eljárásnál
36

„Hotstart-idő“ paraméter CMT eljárásnál „Impulzuskorrekció“ paraméter CMT eljárásnál
HU
„CMT” hegesztőeljárás
„Hotstart-impulzusciklusok“ paraméter CMT
eljárásnál
„Dinamikakorrekció“ paraméter CMT eljárásnál
„Boost-korrekció“ paraméter CMT eljárásnál
A „CMT“ hegesztőeljárás csak a következő alkotórészekkel együtt lehetséges:
- CMT áramforrás (pl. TPS 4000 CMT)
- CMT huzalelőtoló (pl. VR 7000 CMT)
- CMT hajtóegység huzalpufferrel (pl. Robacta Drive CMT)
- CMT összekötő tömlőköteg
37

A CMT Advanced hegesztőeljáráshoz M0842 hegesztési adatbázis szükséges.
38

Átkapcsolás nagy kijelzőre
(1) (2)
0.6 A
0.35 A
HU
Általános tudnivalók
Átkapcsolás nagy
kijelzőre
A huzalelőtolási sebesség, hegesztőáram és hegesztőfeszültség paraméterek nagy kijelzőn jeleníthetők meg. A huzalelőtoló és a PushPull egység motorárama is a „nagy kijelző“ képernyőn jelenik meg tényleges értékként.
„MIG/MAG Synergic hegesztés”
1
menüpont behívása
Válassza ki a Jobbra gombbal (8) a
2
„nagy kijelző“ képernyőt:
- Megjelenik a „nagy kijelző“ képernyő
- A huzalelőtolási sebesség értéke
a „nagy kijelző“ képernyőn a
beállító kerékkel (18)
módosítható.
Ha megváltozik a „Huzalelőtolás“ paraméter, megfelelő módon megváltoznak a
hegesztőáram és hegesztőfeszültség
értékek is.
MIG/MAG Synergic hegesztés: „Nagy kijelző“ képernyő
(1) Huzalelőtoló motoráram
(2) PushPull egység motoráram
39

Eljárásbeállítási paraméterek beállítása
Eljárásbeállítási
paraméterek
beállítása
MIG/MAG Synergic hegesztés:
„Eljárásbeállítások“ képernyő, gáz előáramlás
kiválasztva
„MIG/MAG Synergic hegesztés”
1
menüpont behívása
Válassza ki a Jobbra gombbal (8) az
2
„Eljárásbeállítások“ képernyőt.
- Megjelenik az
„Eljárásbeállítások“ képernyő
Válassza ki az eljárásbeállítási pa-
3
ramétereket a Le (6) vagy Fel (7)
gombokkal
Módosítsa a beállító kerékkel (18) az
4
eljárásbeállítási paraméterek értékét
- Az eljárásbeállítási paraméterek
értéke csak a definiált beállítási
tartományon belül módosítható. A
beállítási tartomány tárolva van.
40

Továbbvezető paraméterek beállítása: speciális 2ütem, speciális 4-ütem, ponthegesztés
Továbbvezető paraméterek
beállítása speciális 2-ütemhez
Ha a „Munkaparaméterek“ képernyőn a hegesztőpisztoly üzemmódnál S2-ütemet
választ ki, a megfelelő képernyő hozzáadódik a „ruhaszárító kötélhez“.
A következő továbbvezető paraméterek állíthatók be:
- Start áram Is
- Start idő ts
- Slope 1 Sl1
- Slope 2 Sl2
- Befejezési idő te
- Befejezési áram Ie
„MIG/MAG Synergic hegesztés”
1
menüpont behívása
Válassza ki a Jobbra gombbal (8) a
2
„Munkaparaméterek“ képernyőt
- Megjelenik a „Munkaparaméterek”
képernyő
Válassza ki a Hegesztőpisztoly
3
üzemmód paramétereket a Le (6)
vagy Fel (7) gombokkal
Állítsa be a beállító kerékkel (18) az
4
S2-ütemet
Válassza ki a Jobbra gombbal (8) a
5
„Speciális 2-ütemű“ képernyőt
- Megjelenik a „Speciális 2-
„Munkaparaméterek“ képernyő: Hegesztőpisztoly S2ütemű üzemmód
ütemű“ képernyő
HU
MIG/MAG Synergic hegesztés: „Speciális 2ütemű“ képernyő, Is start áram kiválasztva
Válassza ki a továbbvezető paraméte-
6
reket a Le (6) vagy Fel (7) gombokkal
Módosítsa a beállító kerékkel (18) a
7
továbbvezető paraméterek értékét
- A továbbvezető paraméterek
értéke csak a definiált beállítási
tartományon belül módosítható. A
beállítási tartomány tárolva van.
41

Továbbvezető paraméterek
beállítása speciális 4-ütemhez
Ha a „Munkaparaméterek“ képernyőn a hegesztőpisztoly üzemmódnál S4-ütemet
választ ki, a megfelelő képernyő hozzáadódik a „ruhaszárító kötélhez“.
A következő továbbvezető paraméterek állíthatók be:
- Start áram Is
- Slope 1 Sl1
- Befejezési áram Ie
- Slope 2 Sl2
„MIG/MAG Synergic hegesztés”
1
menüpont behívása
Válassza ki a Jobbra gombbal (8) a
2
„Munkaparaméterek“ képernyőt
- Megjelenik a „Munkaparaméterek”
képernyő
Válassza ki a Hegesztőpisztoly
3
üzemmód paramétereket a Le (6)
vagy Fel (7) gombokkal
Állítsa be a beállító kerékkel (18) az
4
S4-ütemet
Válassza ki a Jobbra gombbal (8) a
5
„Speciális 4-ütemű“ képernyőt
- Megjelenik a „Speciális 4-
„Munkaparaméterek“ képernyő: Hegesztőpisztoly S4ütemű üzemmód
ütemű“ képernyő
Továbbvezető paraméterek
beállítása ponthegesztéshez
Válassza ki a továbbvezető paraméte-
6
reket a Le (6) vagy Fel (7) gombokkal
Módosítsa a beállító kerékkel (18) a
7
továbbvezető paraméterek értékét
- A továbbvezető paraméterek
értéke csak a definiált beállítási
tartományon belül módosítható. A
beállítási tartomány tárolva van.
MIG/MAG Synergic hegesztés: „Speciális 4ütemű“ képernyő, Is start áram kiválasztva
Ha a „Munkaparaméterek“ képernyőn a hegesztőpisztoly üzemmódnál ponthegesztést
választ ki, a megfelelő képernyő hozzáadódik a „ruhaszárító kötélhez“.
A következő paraméterek állíthatók be:
- Huzalelőtolási sebesség
- Ívkorrekció
- Pontozási idő
42

„Munkaparaméterek“ képernyő: Hegesztőpisztoly
ponthegesztés üzemmód
„MIG/MAG Synergic hegesztés”
1
menüpont behívása
Válassza ki a Jobbra gombbal (8) a
2
„Munkaparaméterek“ képernyőt
- Megjelenik a „Munkaparaméterek”
képernyő
Válassza ki a Hegesztőpisztoly
3
üzemmód paramétereket a Le (6)
vagy Fel (7) gombokkal
Állítsa be a beállító kerékkel (18) a
4
ponthegesztést
Válassza ki a Jobbra gombbal (8) a
5
„Ponthegesztés“ képernyőt
- Megjelenik a „Ponthegesztés“ képernyő
HU
MIG/MAG Synergic hegesztés: „Ponthegesztés“ képernyő, huzalelőtolás kiválasztva
Válassza ki a paramétereket a Le (6) vagy Fel (7) gombokkal
6
Módosítsa a beállító kerékkel (18) a paraméterek értékét
7
- A paraméterek értéke csak a definiált beállítási tartományon belül módosítható.
A beállítási tartomány tárolva van.
43

Állítsa be a SynchroPuls paramétereket
Általános tudnivalók
SynchroPuls paraméterek
beállítása (szoftveropció)
Ha a SynchroPuls szoftveropció telepítve van az áramforráson, a SynchroPuls paraméterek képernyője is rendelkezésre áll. A képernyő hozzáadódik a „ruhaszárító
kötélhez”.
„MIG/MAG Synergic hegesztés”
1
menüpont behívása
Válassza ki a Jobbra gombbal (8) a
2
„SynchroPuls“ képernyőt.
- Megjelenik a „SynchroPuls“ képernyő
Válassza ki a SynchroPuls paraméte-
3
reket a Le (6) vagy Fel (7) gombokkal
Módosítsa a beállító kerékkel (18) a
4
SynchroPuls paraméterek értékét
- A SynchroPuls paraméterek
értéke csak a definiált beállítási
tartományon belül módosítható. A
beállítási tartomány tárolva van.
MIG/MAG Synergic hegesztés: „SynchroPuls”
képernyő
44

MIG/MAG kézi hegesztés
HU
Általános tudnivalók
Hívja be az
„MIG/MAG kézi
hegesztés”
menüpontot
Az MIG/MAG Synergic hegesztéssel ellentétben az MIG/MAG kézi hegesztésnél a hegesztési paraméterek egyenként állíthatók be.
Nyomja meg a Menü gombot (1):
1
- Megjelenik a főmenü
Jelölje ki a beállító kerékkel (18) az
2
„MIG/MAG kézi hegesztés“ menüpontot
Nyomja meg az OK gombot (3):
3
- Megjelenik az utoljára behívott
„Adatok“ képernyő.
Főmenü: „MIG/MAG kézi hegesztés” menüpont kijelölve
Áttekintés Az „MIG/MAG kézi hegesztés“ a következő elemekből tevődik össze:
- Hegesztési program lehívása
- Munkaparaméterek beállítása
- Átkapcsolás nagy kijelzőre
- Eljárásbeállítási paraméterek beállítása
- Továbbvezető paraméterek beállítása ponthegesztéshez
45

Hegesztési program lehívása
Hegesztési program kiválasztása
Hívja be az „MIG/MAG kézi he-
1
gesztés” menüpontot
Válassza ki a Jobbra gombbal (8) a
2
„Hegesztési program“ képernyőt
- Megjelenik a „Hegesztési program“ képernyő
MIG/MAG kézi hegesztés: „Hegesztési program“ képernyő
A „Hegesztési program“ képernyő a következő adatokat tartalmazza:
- Hegesztőanyag
- Huzalátmérő
- Felhasználandó védőgáz
- A hegesztési programhoz tárolt jelleggörbe/jelleggörbék referenciaszáma(i)
pl.:
Ø 1,2 mm-es AlSi5-höz és 100% Ar védőgázhoz egy impulzus-jelleggörbe, egy
standard jelleggörbe és egy CMT jelleggörbe van tárolva
46
Munkaparaméterek beállítása
HU
Munkaparaméterek beállítása
Hegesztőpisztoly
üzemmódok
Hívja be az „MIG/MAG kézi he-
1
gesztés” menüpontot
Válassza ki a Jobbra gombbal (8) a
2
„Munkaparaméterek“ képernyőt
- Megjelenik a „Munkaparaméte-
Válassza ki a megfelelő munkapa-
3
ramétereket a Le (6) vagy Fel (7)
gombokkal
Módosítsa a beállító kerékkel (18) a
4
paraméter értékét
- A paraméter értéke csak a defi-
MIG/MAG kézi hegesztés: „Munkaparaméterek“ képernyő, huzalelőtolás kiválasztva
A következő hegesztőpisztoly üzemmódok állíthatók be:
- 2-ütemű
- 4-ütemű
- Ponthegesztés
rek“ képernyő
niált beállítási tartományon belül
módosítható. A beállítási tartomány tárolva van.
47

Átkapcsolás nagy kijelzőre
(2)(1)
0.6 A
0.35 A
Általános tudnivalók
Átkapcsolás nagy
kijelzőre
A huzalelőtolási sebesség, hegesztőáram és hegesztőfeszültség paraméterek nagy kijelzőn jeleníthetők meg. A huzalelőtoló és a PushPull egység motorárama is a „nagy kijelző“ képernyőn jelenik meg tényleges értékként.
Hívja be az „MIG/MAG kézi he-
1
gesztés” menüpontot
Válassza ki a Jobbra gombbal (8) a
2
„nagy kijelző“ képernyőt
- Megjelenik a „nagy kijelző“ képernyő
- A huzalelőtolási sebesség és hegesztőfeszültség értékek a „nagy
kijelző“ képernyőn a beállító
kerékkel (18) módosíthatók
- A hegesztőáram egy kijelzett
érték:
- hegesztés közben
... tényleges érték
- hegesztés után
MIG/MAG kézi hegesztés: „Nagy kijelző“ képernyő
(1) Huzalelőtoló motoráram
(2) PushPull egység motoráram
... tartott érték (hold)
48

Eljárásbeállítási paraméterek beállítása
HU
Eljárásbeállítási
paraméterek
beállítása
MIG/MAG kézi hegesztés:
„Eljárásbeállítások“ képernyő, gáz előáramlás
kiválasztva
Hívja be az „MIG/MAG kézi he-
1
gesztés” menüpontot
Válassza ki a Jobbra gombbal (8) az
2
„Eljárásbeállítások“ képernyőt
- Megjelenik az
„Eljárásbeállítások“ képernyő
Válassza ki az eljárásbeállítási pa-
3
ramétereket a Le (6) vagy Fel (7)
gombokkal
Módosítsa a beállító kerékkel (18) az
4
eljárásbeállítási paraméterek értékét.
- Az eljárásbeállítási paraméterek
értéke csak a definiált beállítási
tartományon belül módosítható. A
beállítási tartomány tárolva van.
49

Továbbvezető paraméterek beállítása ponthegesztéshez
Továbbvezető paraméterek
beállítása ponthegesztéshez
Ha a „Munkaparaméterek“ képernyőn a hegesztőpisztoly üzemmódnál ponthegesztést
választ ki, a megfelelő képernyő hozzáadódik a „ruhaszárító kötélhez“.
A következő paraméterek állíthatók be:
- Huzalelőtolási sebesség
- Ívkorrekció
- Pontozási idő
Hívja be az „MIG/MAG kézi he-
1
gesztés” menüpontot
Válassza ki a Jobbra gombbal (8) a
2
„Munkaparaméterek“ képernyőt
- Megjelenik a „Munkaparaméterek”
képernyő
Válassza ki a Hegesztőpisztoly
3
üzemmód paramétereket a Le (6)
vagy Fel (7) gombokkal
Állítsa be a beállító kerékkel (18) a
4
ponthegesztést
Válassza ki a Jobbra gombbal (8) a
5
„Ponthegesztés“ képernyőt
- Megjelenik a „Ponthe-
„Munkaparaméterek“ képernyő: Hegesztőpisztoly
ponthegesztés üzemmód
gesztés“ képernyő
MIG/MAG Synergic hegesztés: „Ponthegesztés“ képernyő, huzalelőtolás kiválasztva
Válassza ki a paramétereket a Le (6)
6
vagy Fel (7) gombokkal
Módosítsa a beállító kerékkel (18) a
7
paraméterek értékét
- A paraméterek értéke csak a definiált beállítási tartományon belül
módosítható. A beállítási tartomány tárolva van.
50

Hegesztési program és anyag beállítása
HU
Általános tudnivalók
Hegesztési program és anyag
beállítása
A hegesztési program és anyag a következő menüpontokban állítható be:
- MIG/MAG Synergic hegesztés
- MIG/MAG kézi hegesztés
- Jobok optimalizálása és kezelése (csak tárolt MIG/MAG jobok esetén)
A megfelelő „Adatok“ képernyőn
1
nyomja meg az F4 „Anyag“ gombot
- Megjelenik a varázsló 1. „Hegesztőanyag
kiválasztás“ képernyője
Válassza ki a beállító kerékkel (18) a
2
szükséges anyagot
Nyomja meg az F2 „Előre” gombot:
3
- Megjelenik a varázsló 2. „Huzalátmérő kiválasztás“ képernyője
- Csak azok a huzalátmérők jelennek meg, amelyek az 1.
képernyőn kiválasztott anyaghoz
rendelkezésre állnak.
„Hegesztőanyag kiválasztás“ képernyő: Al99,5
kiválasztva
„Huzalátmérő kiválasztás“ képernyő: 1,2 mm
kiválasztva
Válassza ki a beállító kerékkel (18) a
4
megfelelő huzalátmérőt
Nyomja meg az F2 „Előre” gombot:
5
- Megjelenik a varázsló 3. „Gáz
kiválasztás“ képernyője
- Csak azok a gázok jelennek meg,
amelyek az 1. képernyőn kiválasztott anyaghoz és a 2. képernyőn
kiválasztott huzalátmérőhöz rendelkezésre állnak.
51

„Gáz kiválasztás“ képernyő: I1 100% Ar kiválasztva
Példa: AlSi 5 / 1,2 mm / I1 100% Ar „Referencia
kiválasztás“ képernyő: S0016 jelleggörbe kiválasztva
Válassza ki a beállító kerékkel (18) a
6
megfelelő gázt
Nyomja meg az F2 „Előre” gombot:
7
- A „Referencia
kiválasztás“ képernyő csak akkor
jelenik meg, ha a kiválasztott
anyaghoz, a kiválasztott huzalátmérőhöz és a kiválasztott
védőgázhoz több jelleggörbe van
tárolva.
- A hegesztőeljárás mögötti zárójeles érték megadja, hogy hány jelleggörbe van tárolva ehhez a hegesztőeljáráshoz.
Válassza ki a megfelelő he-
8
gesztőeljárást a Le (6) vagy Fel (7)
gombokkal
Válassza ki a beállító kerékkel (18) a
9
jelleggörbe megfelelő referenciaszámát
- Pl.:
A C0876 jelleggörbe csak CMThez alkalmas.
Nyomja meg az F2 „Előre” gombot
10
- Megerősítésként megjelenik a
varázsló legutóbbi „Hegesztési
program“ képernyője
- Az F1 „Vissza“ gomb megnyomásával a már elvégzett
műveletek képernyői újra megjeleníthetők. A módosítások végrehajthatók.
„Hegesztési program“ képernyő: Megerősítés
Nyomja meg az F2 „Kész” gombot
11
- Átvételre kerül a beállított hegesztési program, megjelenik az
utoljára megjelenített „Adatok“ képernyő
52

Felhasználói jelleggörbék létrehozása - jelleggörbe
illesztése
Általános tudnivalók
Felhasználói jelleggörbék létrehozásának alapjai
HU
A „Felhasználói jelleggörbék létrehozása - jelleggörbe illesztése“ csak az MIG/MAG Synergic hegesztés menüpontban hajtható végre.
Minden hegesztési program egy hegesztési jelleggörbén alapul. A kiválasztott hegesztési programok jelleggörbéi felhasználóspecifikusan módosíthatók. Ezek a
módosítások úgynevezett felhasználói jelleggörbékben tárolódnak.
A felhasználói jelleggörbe programozása az alábbi esetekben szükséges:
- Ha olyan hegesztőanyag (védőgáz, hegesztőhuzal-átmérő) kerül felhasználásra,
amelyet a hegesztési adatbázis nem tartalmaz.
- A hegesztési eljárás optimalizálásához (pl.: hegesztési sebesség növelése, beolvadási viszonyok módosítása, varrat küllemének megváltoztatása).
MEGJEGYZÉS!
A jelleggörbe új programozása az ív- és hegesztéstechnika ismeretét feltételezi.
Felhasználói jelleggörbék létrehozása - jelleggörbék illesztése
Egy új jelleggörbe hatékony elkészítéséhez a következő eljárásmód ajánlott:
- Hasonló jelleggörbe kiválasztása
- Felhasználói jelleggörbe teljesítménytartományának meghatározása
- Adott esetben a felhasználói jelleggörbe kiegészítése további jelleggörbe-pontok
létrehozásával
Ezzel az eljárásmóddal fontos alapbeállítások vehetők át az új jelleggörbébe.
FONTOS!
Egy felhasználói jelleggörbe elkészítéséhez legalább két jelleggörbe-pont
szükséges.
Az összes teljesítménytartomány optimalizálásának eléréséhez azonban 6-10 jelleggörbe-pontot kell programozni (anyagvastagságonként egy pont). Maximum 19 jelleggörbe-pont programozható.
A mindenkori „Adatok“ képernyőn állítson be egy hasonló hegesztési programot
1
vagy a módosítandó hegesztési programot
Nyomja meg az F3 „Jelleggörbe illesztése“ gombot:
2
53

The characteristic
can not be modified!
„Információ - Jelleggörbe nem szerkeszthető!”
képernyő
Ha egy jelleggörbe szerkesztése nem lehetséges, a „Jelleggörbe nem szerkeszthető“ információ jelenik meg.
Megjelenik a varázsló 1. „Jelleggörbék illesztése“ képernyője
Jelölje ki az alsó és felső tel-
3
jesítményértéket a Le (6) vagy Fel (7)
gombokkal
Állítsa be a beállító kerékkel (18) az
4
alsó és felső teljesítményértéket
- A paraméter értéke csak a definiált beállítási tartományon belül
módosítható. A beállítási tartomány tárolva van.
- A megjelenítési tartományban kijelzett áram-, feszültség- és lemezvastagság-értékek közvetlenül a megadott teljesítményértékektől függenek.
„Jelleggörbe illesztése“ képernyő: teljesítményértékek beállítása
„Jelleggörbe illesztése“ képernyő: jelleggörbe
kiválasztása
Nyomja meg az F2 „Előre” gombot:
5
- Megjelenik a varázsló 2. „Jelleggörbe illesztése“ képernyője
Válassza ki a beállító kerékkel (18) a
6
megfelelő jelleggörbét
- Ha felül kell írni egy meglévő jelleggörbét, megjelenik egy biztonsági kérdés.
54

Biztonsági kérdés a jelleggörbe felülírásához
A jelleggörbe megnevezéséhez nyom-
7
ja meg az F3 „Jelleggörbe megnevezése“ gombot:
- Megjelenik a „Jelleggörbe megnevezése“ képernyő
Válassza ki a beállító kerékkel (18) a
8
megfelelő betűket
A következő betű beviteléhez nyomja
9
meg az F4 „>“ gombot
- Korrekciók az F3 „<“ vagy F2 „<
Törlés“ gombokkal végezhetők el
A megnevezés befejezésekor nyomja
10
meg az F1 „Átvétel“ gombot:
- Átvételre kerül az új név, megjelenik a „Jelleggörbék illesztése“ képernyő
HU
„Jelleggörbe megnevezése“ képernyő
„Jelleggörbe illesztése“ képernyő: jelleggörbe
kiválasztása
Nyomja meg az F2 „Előre” gombot:
11
- Megerősítésként megjelenik a
varázsló 3. „Jelleggörbe illesztése“ képernyője
- Az F1 „Vissza“ gomb megnyomásával a már elvégzett
műveletek képernyői újra megjeleníthetők. A módosítások végrehajthatók.
55

„Jelleggörbe illesztése“ varázsló: Az illesztett jelleggörbe megerősítése
Nyomja meg az F2 „Kész” gombot:
12
- Megjelenik az utoljára megjelenített „Adatok“ képernyő
56

Jelleggörbe-pontok létrehozása felhasználói jelleggörbékhez
Általános tudnivalók
Jelleggörbe-pontok létrehozásának alapjai
A „Jelleggörbe-pont létrehozása“ funkció a következő menüpontokban hajtható végre:
- MIG/MAG Synergic hegesztés
- MIG/MAG kézi hegesztés
A felhasználói jelleggörbékben különböző paraméterbeállítások tárolhatók jelleggörbepontként.
Egy jelleggörbe-pont elkészítéséhez a következők szükségesek:
- Hegesztési program (anyag, huzalátmérő, védőgáz), amelyhez egy jelleggörbe-pontot kell létrehozni
- Huzalelőtolási érték (pl. hegesztési kísérletekből, tapasztalati értékekből vagy
anyagvastagságból adódó megfelelő irányértékek)
MEGJEGYZÉS!
A jelleggörbe-pontok létrehozása az ív- és hegesztéstechnika ismeretét feltételezi.
HU
Jelleggörbe-pont
létrehozása
FONTOS!
Egy felhasználói jelleggörbe elkészítéséhez legalább két jelleggörbe-pont
szükséges.
Az összes teljesítménytartomány optimalizálásának eléréséhez azonban 6-10 jelleggörbe-pontot kell programozni (anyagvastagságonként egy pont). Maximum 19 jelleggörbe-pont programozható.
Eljárásmód, ha meghatározott paraméterbeállításokat kell jelleggörbe-pontként menteni:
Hívjon be egy olyan hegesztési prog-
1
ramot, amelyhez jelleggörbe-pontot
kell készíteni
Állítsa be a huzalelőtolást, amelyhez
2
jelleggörbe-pontot kell készíteni
A mindenkori „Adatok“ képernyőn
3
nyomja meg az F2 „Jelleggörbe-pont
létrehozása“ gombot
- Megjelenik a varázsló 1. „Jelleggörbe-pont létrehozása“ képernyője
Válassza ki a beállító kerékkel (18) a
4
megfelelő jelleggörbét
- Ha a létrehozandó jelleggörbepontot egy olyan jelleggörbébe
„Jelleggörbe-pont létrehozása” képernyő: 6. sz. „Al99,5 1,2 I1 mod” kiválasztva
kell beilleszteni, amely nem illeszkedik az aktuálisan beállított jelleggörbéhez (pl. alumínium jelleggörbe-pont beillesztése egy
CuSi-jelleggörbébe), biztonsági
kérdés jelenik meg
57

Biztonsági kérdés: A jelleggörbe-pont nem illeszkedik
Nyomja meg az F2 „Igen“ vagy az F3
5
„Nem“ vagy az F4 „Mégse“ gombot
- Ha egy létrehozandó standard jelleggörbe-pontot egy impulzus-jelleggörbébe kell beilleszteni és
fordítva, hibaüzenet jelenik meg.
Nyomja meg az F3 „OK” gombot
6
- Megjelenik a varázsló 1. „Jelleggörbe-pont létrehozása“ képernyője
Hibaüzenet: A jelleggörbe-pont nem menthető
„Jelleggörbe-pont létrehozása” képernyő: 7. sz. - <
üres jelleggörbe > kiválasztva
Válasszon ki a beállító kerékkel (18)
7
egy másik jelleggörbét
A jelleggörbe megnevezéséhez nyom-
8
ja meg az F3 „Jelleggörbe megnevezése“ gombot:
- Megjelenik a „Jelleggörbe megnevezése“ képernyő
58

„Jelleggörbe megnevezése“ képernyő
Válassza ki a beállító kerékkel (18) a
9
megfelelő betűket
A következő betű beviteléhez nyomja
10
meg az F4 „>“ gombot
- Korrekciók az F3 „<“ vagy F2 „<
Törlés“ gombokkal végezhetők el.
A megnevezés befejezésekor nyomja
11
meg az F1 „Átvétel“ gombot:
- Átvételre kerül az új név, megjelenik a „Jelleggörbe-pont létrehozása“ képernyő
Nyomja meg az F2 „Előre” gombot:
12
- Megerősítésként megjelenik a
varázsló 2. „Jelleggörbe-pont
létrehozása“ képernyője
HU
„Jelleggörbe-pont létrehozása” képernyő
„Jelleggörbe-pont létrehozása” képernyő: mentett jelleggörbe-pont megerősítése
Nyomja meg az F2 „Kész” gombot:
13
- Tárolódik a jelleggörbe-pont, megjelenik a megfelelő „Adatok“ képernyő.
- Az F1 „Vissza“ gomb megnyomásával a már elvégzett
műveletek képernyői újra megjeleníthetők. A módosítások végrehajthatók.
59

Felhasználói jelleggörbék kiválasztása
Felhasználói jelleggörbék
kiválasztása
„Hegesztőanyag kiválasztás“ képernyő: felhasználói
jelleggörbe kiválasztva
A megfelelő „Adatok“ képernyőn
1
nyomja meg az F4 „Anyag“ gombot:
- Megjelenik a varázsló 1. „Hegesztőanyag
kiválasztás“ képernyője
Állítsa be a beállító kerékkel (18) a
2
„felhasználói jelleggörbét”
Nyomja meg az F2 „Előre” gombot:
3
- Megjelenik a varázsló 2. „Felhasználói jelleggörbe
kiválasztás“ képernyője
Válassza ki a beállító kerékkel (18) a
4
megfelelő felhasználói jelleggörbét
Nyomja meg az F2 „Előre” gombot:
5
- Megerősítésként megjelenik a
varázsló 3. „Hegesztési program“ képernyője
- Az F1 „Vissza“ gomb megnyomásával a már elvégzett
műveletek képernyői újra megjeleníthetők. A módosítások végrehajthatók.
60
„Felhasználói jelleggörbe kiválasztás“ képernyő: 2.
sz. - „CuSi3 10 I1 mod” kiválasztva
„Hegesztési program“ képernyő: Felhasználói jelleggörbe megerősítése
Nyomja meg az F2 „Kész” gombot:
6
- Átvételre kerül a beállított felhasználói jelleggörbe, megjelenik
az utoljára megjelenített „Adatok“ képernyő

Bevont elektródás hegesztés
HU
Hívja be a „Bevont elektródás
hegesztés“ menüpo
ntot
Munkaparaméterek beállítása
Főmenü: „Bevont elektródás hegesztés“ menüpont
kijelölve
Bevont elektródás hegesztés: „Munkaparaméterek“ képernyő, hegesztőáram kiválasztva
Nyomja meg a Menü gombot (1)
1
- Megjelenik a főmenü
Jelölje ki a beállító kerékkel (18) a
2
„Bevont elektródás hegesztés“ menüpontot
Nyomja meg az OK gombot (3)
3
- Megjelenik az utoljára behívott
„Adatok“ képernyő
Hívja be a „Bevont elektródás he-
1
gesztés“ menüpontot
Válassza ki a Jobbra gombbal (8) a
2
„Munkaparaméterek“ képernyőt
- Megjelenik a „Munkaparaméterek“ képernyő.
Válassza ki a megfelelő munkapa-
3
ramétereket a Le (6) vagy Fel (7)
gombokkal
Módosítsa a beállító kerékkel (18) a
4
paraméter értékét
- A paraméter értéke csak a definiált beállítási tartományon belül
módosítható. A beállítási tartomány tárolva van.
61

Átkapcsolás nagy
kijelzőre
A hegesztőáram és hegesztőfeszültség paraméterek nagy kijelzőn jeleníthetők meg:
Hívja be a „Bevont elektródás he-
1
gesztés“ menüpontot
Válassza ki a Jobbra gombbal (8) a
2
„nagy kijelző“ képernyőt
- Megjelenik a „nagy kijelző“ képernyő
- A hegesztőáram értéke a „nagy kijelző“ képernyőn a beállító
kerékkel (18) módosítható.
- A hegesztőfeszültség egy kijelzett
érték:
- hegesztés közben
... tényleges érték
- hegesztés után
... tartott érték (hold)
Bevont elektródás hegesztés: „Nagy kijelző“ képernyő
Eljárásbeállítási
paraméterek
beállítása
Bevont elektródás hegesztés:
„Eljárásbeállítások“ képernyő, Megnövelt indítóáram
(HCU) kiválasztva
Hívja be a „Bevont elektródás he-
1
gesztés“ menüpontot
Válassza ki a Jobbra gombbal (8) az
2
„Eljárásbeállítások“ képernyőt.
- Megjelenik az
„Eljárásbeállítások“ képernyő
Válassza ki az eljárásbeállítási pa-
3
ramétereket a Le (6) vagy Fel (7)
gombokkal
Módosítsa a beállító kerékkel (18) az
4
eljárásbeállítás értékét
- Az eljárásbeállítási paraméterek
értéke csak a definiált beállítási
tartományon belül módosítható. A
beállítási tartomány tárolva van.
62

TIG hegesztés
HU
„TIG hegesztés“ menüpo
nt behívása
Munkaparaméterek beállítása
Főmenü: „TIG hegesztés“ menüpont kijelölve
Nyomja meg a Menü gombot (1)
1
- Megjelenik a főmenü
Jelölje ki a beállító kerékkel (18) a
2
„TIG hegesztés“ menüpontot
Nyomja meg az OK gombot (3)
3
- Megjelenik az utoljára behívott
„Adatok“ képernyő
„TIG hegesztés“ menüpont behívása
1
Válassza ki a Jobbra gombbal (8) a
2
„Munkaparaméterek“ képernyőt
- Megjelenik a „Munkaparaméterek“ képernyő.
Válassza ki a megfelelő munkapa-
3
ramétereket a Le (6) vagy Fel (7)
gombokkal
Módosítsa a beállító kerékkel (18) a
4
paraméter értékét
- A paraméter értéke csak a definiált beállítási tartományon belül
módosítható. A beállítási tartomány tárolva van.
TIG hegesztés: „Munkaparaméterek“ képernyő,
főáram kiválasztva
63

Átkapcsolás nagy
kijelzőre
A hegesztőáram és hegesztőfeszültség paraméterek nagy kijelzőn jeleníthetők meg:
„TIG hegesztés“ menüpont behívása
1
Válassza ki a Jobbra gombbal (8) a
2
„nagy kijelző“ képernyőt
- Megjelenik a „nagy kijelző“ képernyő
- A hegesztőáram értéke a „nagy kijelző“ képernyőn a beállító
kerékkel (18) módosítható.
- A hegesztőfeszültség egy kijelzett
érték:
- hegesztés közben
... tényleges érték
- hegesztés után
... tartott érték (hold)
TIG hegesztés: „Nagy kijelző“ képernyő
64

CC/CV-mód
HU
Általános tudnivalók
„CC/CVmód“ menüpont
behívása
Ha „CC/CV-mód“ szoftveropció van telepítve az áramforráson, a főmenünél a „CC/CVmód“ menüpont jelenik meg.
A CC/CV-mód menüpont választható módon lehetővé teszi az áramforrás állandó hegesztőfeszültséggel vagy állandó hegesztőárammal történő működtetését.
A „CC/CV-mód“ menüpontban a paramétermódosítások robotvezérléssel és RCU 5000i
távszabályozóval is végrehajthatók.
A „CC/CV-módot“ például forródrót-alkalmazások esetén használják.
Nyomja meg a Menü gombot (1)
1
- Megjelenik a főmenü
Jelölje ki a beállító kerékkel (18) a
2
„CC/CV-mód“ menüpontot
Nyomja meg az OK gombot (3)
3
- Megjelenik az utoljára behívott
„Adatok“ képernyő
Munkaparaméterek beállítása
Főmenü: „CC/CV-mód“ menüpont kijelölve
CC/CV-mód: „Munkaparaméterek“ képernyő, áram
előírt értéke kiválasztva
„CC/CV-mód“ menüpont behívása
1
Válassza ki a Jobbra gombbal (8) a
2
„Munkaparaméterek“ képernyőt
- Megjelenik a „Munkaparaméterek“ képernyő.
Válassza ki a megfelelő munkapa-
3
ramétereket a Le (6) vagy Fel (7)
gombokkal
Módosítsa a beállító kerékkel (18) a
4
paraméter értékét
- A paraméter értéke csak a definiált beállítási tartományon belül
módosítható. A beállítási tartomány tárolva van.
Átkapcsolás nagy
kijelzőre
A huzalelőtolás, a feszültség előírt értéke és az áram előírt értéke paraméterek nagy kijelzőn jeleníthetők meg:
65

(2)(1)
0.6 A
0.35 A
CC/CV-mód: „Nagy kijelző“ képernyő
(1) Huzalelőtoló motoráram
(2) PushPull egység motoráram
„CC/CV-mód“ menüpont behívása
1
Válassza ki a Jobbra gombbal (8) a
2
„nagy kijelző“ képernyőt
- Megjelenik a „nagy kijelző“ képernyő
- A huzalelőtolás értéke, a
feszültség előírt értéke és az áram
előírt értéke a „nagy kijelző“ képernyőn a beállító
kerékkel (18) módosíthatók.
- A hegesztőfeszültség egy kijelzett
érték:
- hegesztés közben
... tényleges érték
- hegesztés után
... tartott érték (hold)
Eljárásbeállítási
paraméterek
beállítása
CC/CV-mód: „Eljárásbeállítások“ képernyő
„CC/CV-mód“ menüpont behívása
1
Válassza ki a Jobbra gombbal (8) az
2
„Eljárásbeállítások“ képernyőt.
- Megjelenik az
„Eljárásbeállítások“ képernyő
Módosítsa a beállító kerékkel (18) a
3
paraméter értékét
- A paraméter értéke csak a definiált beállítási tartományon belül
módosítható. A beállítási tartomány tárolva van.
66

Job-hegesztés
HU
Hívja be a „Jobhegesztés“ menüpo
ntot
Job munkaparamétereinek
beállítása
Nyomja meg a Menü gombot (1)
1
- Megjelenik a főmenü
Jelölje ki a beállító kerékkel (18) a
2
„Job-hegesztés“ menüpontot
Nyomja meg az OK gombot (3)
3
- Megjelenik az utoljára behívott
„Adatok“ képernyő
Főmenü: „Job-hegesztés“ kijelölve
Ha a „Job optimalizálása és kezelése“ menüpontban korrekcióhatárokat határoz meg
egy kiválasztott jobhoz, a „Job-hegesztés“ menüpontban a „Munkaparaméterek“ képernyőn a következő munkaparaméterek állíthatók be ehhez a jobhoz:
- aktuális teljesítménykorrekció
- aktuális ívkorrekció
Hívja be a „Job-hegesztés“ menüpon-
1
tot
Válassza ki a Jobbra gombbal (8) a
2
„Munkaparaméterek“ képernyőt
- Megjelenik a „Munkaparaméterek“ képernyő.
Jelölje ki a „Csoport sz.” paramétert a
3
Le (6) vagy Fel (7) gombokkal
Válassza ki a beállító kerékkel (18) a
4
kívánt csoportot (0–99)
Jelölje ki a „Job-sz.” paramétert a Le
5
(6) vagy Fel (7) gombokkal
Válassza ki a beállító kerékkel (18) a
6
kívánt jobot (0-999)
Job-hegesztés: „Munkaparaméterek“ képernyő, aktuális teljesítménykorrekció kijelölve a 22. jobhoz a 2.
csoportból (MIG/MAG-job példája)
- Ha a következő csoport egyik
jobját választja ki, a kijelzett csoport is megfelelő módon
megváltozik.
Válassza ki a megfelelő munkaparamétereket a Le (6) vagy Fel (7) gombokkal
7
Módosítsa a beállító kerékkel (18) a paraméter értékét
8
- A paraméter értéke csak a definiált beállítási tartományon belül módosítható. A
beállítási tartomány tárolva van.
Átkapcsolás nagy
kijelzőre
Egy kiválasztott jobhoz a huzalelőtolási sebesség, hegesztőáram és hegesztőfeszültség
paraméterek nagy kijelzőn jeleníthetők meg:
67

A 53.0A 6.0
(1) (2)
Job-hegesztés: „Nagy kijelző“ képernyő
(1) Huzalelőtoló motoráram
(2) PushPull egység motoráram
Hívja be a „Job-hegesztés“ menüpon-
1
tot
Válassza ki a Jobbra gombbal (8) a
2
„nagy kijelző“ képernyőt
- Megjelenik a „nagy kijelző“ képernyő
- A „Csoport sz.“ és a „Job sz.“ paraméterek a Le (6) vagy Fel (7)
gombokkal jelölhetők ki és a
beállító kerékkel (18) állíthatók be.
- A huzalelőtolási sebesség a
kiválasztott jobhoz definiált korrekcióhatárok keretében a beállító
kerékkel (18) állítható be.
- A hegesztőáram és a hegesztőfeszültség tiszta kijelzett
érték.
Hegesztőeljárás
váltás CMT Advanced hegesztés közben
MEGJEGYZÉS!
CMT Advanced hegesztés közben a hegesztőeljárás vagy az aktuálisan kiválasztott hegesztési jelleggörbe váltása nem lehetséges.
A hegesztőeljárás vagy a hegesztési jelleggörbe váltásához a következőket kell tenni:
- Először fejezze be a CMT Advanced folyamatot
- Várjon 300–600 ms-ig
Ezen időtartam alatt nem lehet kijelölni egy másik hegesztőeljárást vagy egy másik
hegesztési jelleggörbét.
- Folytassa a hegesztési folyamatot egy másik hegesztőeljárással vagy egy másik hegesztési jelleggörbével.
68

Beállítások mentése jobként
HU
Általános tudnivalók
A „Mentés jobként“ funkció a következő menüpontokban hajtható végre:
- MIG/MAG Synergic hegesztés
- CC/CV-mód
- Job-hegesztés
- Job optimalizálása és kezelése
Jobok mentésére
vonatkozó
tájékoztató
Állítsa be az összes paramétert az összes kijelzett képernyőn
1
- Állítsa be a paramétert az A képernyőn
- Állítsa be a paramétert a B képernyőn
- Állítsa be a paramétert a C képernyőn stb.
Nyomja meg az F1 "Mentés jobként" gombot és kövesse a menüvezérlést
2
Mentés jobként Eljárásmód, ha meghatározott paraméterbeállításokat kell jobként menteni:
A megfelelő „Adatok“ képernyőn
1
nyomja meg az F1 „Mentés
jobként“ gombot
- Megjelenik a varázsló 1. „Mentés
jobként - csoport“ képernyője
Válassza ki a beállító kerékkel (18) a
2
megfelelő csoportot
A csoport megnevezéséhez nyomja
3
meg az F3 „Csoport megnevezése“ gombot:
- Megjelenik a „Csoport megnevezése“ képernyő
„Mentés jobként - csoport“ képernyő: 6. sz. <üres
csoport> kiválasztva
„Csoport megnevezése“ képernyő
Válassza ki a beállító kerékkel (18) a
4
megfelelő betűket
A következő betű beviteléhez nyomja
5
meg az F4 „>“ gombot
- Korrekciók az F3 „<“ vagy F2 „<
Törlés“ gombokkal végezhetők el.
A megnevezés befejezésekor nyomja
6
meg az F1 „Átvétel“ gombot:
- Átvételre kerül az új név, megjelenik a „Mentés jobként - csoport“ képernyő
69

„Mentés jobként - csoport“ képernyő: 6. sz. SR 71
kiválasztva
Nyomja meg az F2 „Előre” gombot:
7
- Megjelenik a varázsló 2. „Mentés
jobként - memóriahely“ képernyője
Válassza ki a beállító kerékkel (18) a
8
megfelelő jobot
A csoport megnevezéséhez nyomja
9
meg az F3 „Job megnevezése“ gombot:
- Megjelenik a „Job megnevezése“ képernyő
„Mentés jobként - memóriahely“ képernyő: Job 61
<üres job> kiválasztva
„Job megnevezése“ képernyő
Válassza ki a beállító kerékkel (18) a
10
megfelelő betűket
A következő betű beviteléhez nyomja
11
meg az F4 „>“ gombot
- Korrekciók az F3 „<“ vagy F2 „<
Törlés“ gombokkal végezhetők el.
A megnevezés befejezésekor nyomja
12
meg az F1 „Átvétel“ gombot:
- Átvételre kerül az új név, megjelenik a „Mentés jobként - memóriahely“ képernyő
70

„Mentés jobként - memóriahely“ képernyő: Job 61
teszt kiválasztva
Nyomja meg az F2 „Előre” gombot:
13
- Megerősítésként megjelenik a
varázsló 3. „Mentés
jobként“ képernyője.
- Az F1 „Vissza“ gomb megnyomásával a már elvégzett
műveletek képernyői újra megjeleníthetők. A módosítások végrehajthatók.
Nyomja meg az F2 „Kész” gombot:
14
- Megjelenik a korábban kiválasztott
„Adatok“ képernyő.
HU
„Mentés jobként“ képernyő mint megerősítés
71

A kiválasztott paraméterek belső / külső beállítása
Általános tudnivalók
Az RCU 5000i távszabályozóval a következőképpen lehetséges a kiválasztott paraméterek beállítása:
- Belsőleg, a távszabályozón
- Külsőleg, pl. huzalelőtolón, áramforráson, további távszabályozókon, robotvezérlésen stb.
Ha külső kezelési lehetőség van a rendszerben, a megfelelő paraméterek automatikusan
külső paraméterbevitelre vannak beállítva, pl.:
csatlakoztatott huzalelőtoló esetén a „Huzalelőtolás“ paraméter értékét a huzalelőtolón
kell beállítani. Ha a paraméter értékét az RCU 5000i távszabályozón kell beállítani, a
„Huzalelőtolás“ paramétert át kell állítani belső paraméter-bevitelre.
A belső és külső paraméter-bevitel közötti átkapcsolást a következő menüpontokban
kell végrehajtani:
- MIG/MAG Synergic hegesztés - CC/CV-mód
- MIG/MAG kézi hegesztés - Job-hegesztés
- Bevont elektródás hegesztés - Job optimalizálása és kezelése
- TIG hegesztés
Belső / külső paraméter-beállítás
A megfelelő „Adatok“ képernyőn nyomja meg az F5 „Belső/külső“ gombot
1
- A távszabályozó a kívánt paraméter-bevitelre állít át:
Belső paraméter-bevitel (Int): Külső paraméter-bevitel (Ext):
A beállítandó paraméterek az RCU 5000i
távszabályozón vihetők be és
módosíthatók.
A mindenkori kiválasztott paraméter fekete sávban jelenik meg a paraméterértéket
tartalmazó „ablakkal“. Az „ablakban“ a paraméterérték módosítható.
A beállítandó paraméterek az áramforráson, a huzalelőtolón vagy a robotvezérlésen vihetők be és módosíthatók.
A kiválasztott paraméter folytonos fekete
sávban jelenik meg a távszabályozó kijelzőjén. A paraméterérték külső paraméter-bevitel esetén nem módosítható
a távszabályozón.
72

HU
Példa belső paraméter-bevitelre: fekete sáv „ablakkal“ - ívkorrekció kiválasztva
Példa külső paraméter-bevitelre: folytonos fekete
sáv - ívkorrekció kiválasztva
FONTOS!
Az F5 „Belső/külső“ funkciógomb csak csatlakoztatott távszabályozó esetén aktív.
Ha a távszabályozó nincs csatlakoztatva, az F5 „Belső/külső“ funkciógomb szürkén jelenik meg:
Példa nem csatlakoztatott távszabályozóra: F5 „Belső/külső“ szürkén árázolva
73

Job optimalizálása és kezelése
Általános tudnivalók
A kiválasztott jobokhoz a „Job optimalizálása és kezelése“ menüpontban a következő
funkciók hajthatók végre:
- Adminisztrációs adatok lehívása
- Munkaparaméterek beállítása
- Job-specifikus paraméterek beállítása
A kiválasztott jobok fajtájától függően különböző mennyiségű képernyő jelenik meg a „ruhaszárító kötélen“.
A megjelenített képernyők sorrendje is a job fajtájától függ.
A következő képernyők az MIG/MAG Synergic joboknál jelennek meg:
- Adminisztrációs adatok
- SynchroPuls
1)
- Hegesztési program - Q-Master-értékek
- Munkaparaméterek
- Eljárásbeállítások
- Korrekcióhatárok
- Speciális 2-ütemű
- Speciális 4-ütemű
- Ponthegesztés
2)
3)
4)
- Dokumentálás jobonként
1)
Csak akkor jelenik meg, ha az áramforráson telepítve van a SynchroPuls opció
2)
Csak akkor jelenik meg, ha a hegesztőpisztoly üzemmódja a kiválasztott jobnál
S2-ütemre van beállítva
3)
Csak akkor jelenik meg, ha a hegesztőpisztoly üzemmódja a kiválasztott jobnál
S4-ütemre van beállítva
4)
Csak akkor jelenik meg, ha a hegesztőpisztoly üzemmódja a kiválasztott jobnál
Ponthegesztésre van beállítva
„Job optimalizálása és kezelése“ menüpon
t behívása
74
Főmenü: „Job optimalizálása és kezelése“ menüpont
kiválasztva
Nyomja meg a Menü gombot (1)
1
- Megjelenik a főmenü
Jelölje ki a beállító kerékkel (18) a
2
„Job optimalizálása és kezelése“ menüpontot
Nyomja meg az OK gombot (3)
3
- Megjelenik az „Online akarja szerkeszteni a jobokat?“ biztonsági
kérdés

Nyomja meg az F2 „Igen“ vagy az F3
4
„Nem“ gombot
- Online szerkesztés - F2 „Igen“
Az áramforrás az aktuális áramforrás-beállításoktól függetlenül
átvált a Job-korrekció menüre. A
távszabályozón módosított adatok
az áramforráson is megjelennek.
- Online szerkesztés - F3 „Nem“
Az aktuális áramforrás-beállítások
megmaradnak. A távszabályozón
módosított adatok csak az áramforráson jelennek meg.
- Megjelenik az utoljára behívott
„Adatok“ képernyő
Biztonsági kérdés: Online akarja szerkeszteni a jobokat?
Áttekintés A „Jobok optimalizálása és kezelése“ a következő elemekből tevődik össze:
- Jobok kezelése
- Kiválasztott job adminisztrációs adatainak lehívása
- Kiválasztott job hegesztési programjának lehívása és módosítása
- Kiválasztott job munkaparamétereinek lehívása és módosítása
- Kiválasztott job eljárásbeállításainak lehívása és módosítása
- Kiválasztott job speciális 2-ütemű paramétereinek lehívása és módosítása
- Kiválasztott job speciális 4-ütemű paramétereinek lehívása és módosítása
- Kiválasztott job ponthegesztési paramétereinek lehívása és módosítása
- Kiválasztott job korrekcióhatárainak meghatározása
- Dokumentálás jobonként
- Kiválasztott job SynchroPuls paramétereinek lehívása és módosítása
- Kiválasztott job Q-Master-értékeinek meghatározása
- Jelleggörbe-pont létrehozása
HU
75

Jobok kezelése
Jobok kezelése
Job optimalizálása és kezelése: „Jobok kezelése csoport“ képernyő
Hívja be a „Job optimalizálása és ke-
1
zelése“ menüpontot
A megjelenített képernyőtől függet-
2
lenül nyomja meg az F1 „Jobok kezelése“ gombot:
- Megjelenik a varázsló 1. Jobok
kezelése - csoport“ képernyője
Válassza ki a beállító kerékkel (18) a
3
kívánt csoportot (0–99)
Egy csoport megnevezéséhez nyomja
4
meg az F3 „Csoport megnevezése“ gombot
- Megjelenik a „Csoport megnevezése“ képernyő
Válassza ki a beállító kerékkel (18) a
5
megfelelő betűket
A következő betű beviteléhez nyomja
6
meg az F4 „>“ gombot
- Korrekciók az F3 „<“ vagy F2 „<
Törlés“ gombokkal végezhetők el.
A megnevezés befejezésekor nyomja
7
meg az F1 „Átvétel“ gombot:
- Átvételre kerül az új név, megjelenik a „Jobok kezelése - csoport“ képernyő
76
„Csoport megnevezése“ képernyő
Job optimalizálása és kezelése: „Jobok kezelése csoport“ képernyő
Nyomja meg az F2 „Előre” gombot:
8
- Megjelenik a varázsló 2. Jobok
kezelése - memóriahely“ képernyője

„Jobok kezelése - memóriahely“ képernyő
„Job megnevezése“ képernyő
Válassza ki a beállító kerékkel (18) a
9
kívánt memóriahelyet
A csoport megnevezéséhez nyomja
10
meg az F3 „Job megnevezése“ gombot:
- Megjelenik a „Job megnevezése“ képernyő
Válassza ki a beállító kerékkel (18) a
11
megfelelő betűket
A következő betű beviteléhez nyomja
12
meg az F4 „>“ gombot
- Korrekciók az F3 „<“ vagy F2 „<
Törlés“ gombokkal végezhetők el.
A megnevezés befejezésekor nyomja
13
meg az F1 „Átvétel“ gombot:
- Átvételre kerül az új név, megjelenik a „Mentés jobként - memóriahely“ képernyő
- Az F1 „Vissza“ gomb megnyomásával a már elvégzett
műveletek képernyői újra megjeleníthetők. A módosítások végrehajthatók.
HU
„Mentés jobként - memóriahely“ képernyő: 3. Left side up job kiválasztva
Nyomja meg az F2 „Kész” gombot:
14
- Megjelenik a korábban kiválasztott
„Adatok“ képernyő.
77

Csoportok és jobok törlése
Job optimalizálása és kezelése: „Jobok kezelése csoport“ képernyő
Hívja be a „Job optimalizálása és ke-
1
zelése“ menüpontot
A megjelenített képernyőtől függet-
2
lenül nyomja meg az F1 „Jobok kezelése“ gombot:
- Megjelenik a varázsló 1. Jobok
kezelése - csoport“ képernyője
Csoportok törlésekor válassza ki a
3
beállító kerékkel (18) a törlendő csoportot (0–99)
Nyomja meg az F4 „Csoport
4
törlése“ gombot
- Megjelenik a „Valóban törölni
akarja a teljes 0 csoportot?“ biztonsági kérdés
FONTOS!
Egy csoport törlésekor a csoport
összes jobja is törlődik.
Nyomja meg az F2 „Igen” gombot
5
- Törlődik a kiválasztott csoport,
megjelenik a varázsló 1. Jobok
kezelése - csoport“ képernyője
78
„Csoport törlése“ biztonsági kérdés
„Jobok kezelése - csoport“ képernyő törölt csoporttal
Nyomja meg az F2 „Előre” gombot:
6
- Megjelenik a varázsló 2. Jobok
kezelése - memóriahely“ képernyője

„Jobok kezelése - memóriahely“ képernyő
Jobok törlésekor válassza ki a beállító
7
kerékkel (18) a megfelelő memóriahelyet
Nyomja meg az F4 „Job törlése“ gom-
8
bot:
- Megjelenik a „Valóban törölni
akarja a 3. jobot“ biztonsági
kérdés
Nyomja meg az F2 „Igen” gombot
9
- Törlődik a kiválsztott job, megjelenik a varázsló 2. Jobok kezelése memóriahely“ képernyője
HU
„Job törlése“ biztonsági kérdés
„Jobok kezelése - memóriahely“ képernyő
Nyomja meg az F2 „Kész” gombot:
10
- Megjelenik a korábban kiválasztott
„Adatok“ képernyő.
79

Kiválasztott job adminisztrációs adatainak lehívása
Job adminisztrációs adatainak lehívása
Adminisztrációs
adatok különböző
megjelenítése, a
job fajtájától
függően
Hívja be a „Job optimalizálása és ke-
1
zelése“ menüpontot
Válassza ki a Jobbra gombbal (8) az
2
„Adminisztrációs adatok“ képernyőt
- Megjelenik az „Adminisztrációs
adatok“ képernyő
Jelölje ki a „Csoport sz.” paramétert a
3
Le (6) vagy Fel (7) gombokkal
Válassza ki a beállító kerékkel (18) a
4
kívánt csoportot (0–99)
Jelölje ki a „Job-sz.” paramétert a Le
5
(6) vagy Fel (7) gombokkal
Válassza ki a beállító kerékkel (18) a
6
kívánt jobot (0–999)
Job optimalizálása és kezelése: Adminisztrációs adatok képernyő
- Ha a következő csoport egyik
jobját választja ki, a kijelzett csoport is megfelelő módon
megváltozik.
A kiválasztott job fajtájától függően változik az adminisztrációs adatok megjelenítése, pl.:
MIG/MAG Synergic jobok esetén a
következők jelennek meg:
- Hegesztőáram, hegesztőfeszültség
és anyagvastagság - mindig a
CC/CV-módú jobok esetén a következők
jelennek meg:
- Hegesztőáram, hegesztőfeszültség
- Létrehozás dátuma
beállított huzalelőtolástól függően
- Hegesztési program
- Létrehozás dátuma
Az F4 „Anyag“ gomb nem aktív, a funkciógomb-kiosztás szürkén jelenik meg.
80
„Adminisztrációs adatok“ képernyő MIG/MAG Synergic jobhoz
„Adminisztrációs adatok“ képernyő CC/CV-módú
jobhoz

Kiválasztott job hegesztési programjának lehívása
és módosítása
Általános tudnivalók
Job hegesztési
programjának
lehívása
A „ruhaszárító kötélen“ megjelenített képernyők sorrendje a kiválasztott job fajtájától
függ.
A „Hegesztési program“ képernyő csak MIG/MAG Synergic job esetén jelenik meg.
Job optimalizálása és kezelése: „Hegesztési program“ képernyő
Hívja be a „Job optimalizálása és ke-
1
zelése“ menüpontot
A megjelenített képernyőtől függet-
2
lenül jelölje ki a „Csoport sz.” paramétert a Le (6) vagy Fel (7) gombokkal
Válassza ki a beállító kerékkel (18) a
3
kívánt csoportot (0–99)
Jelölje ki a „Job-sz.” paramétert a Le
4
(6) vagy Fel (7) gombokkal
Válassza ki a beállító kerékkel (18) a
5
kívánt jobot (0–999)
- Ha a következő csoport egyik
jobját választja ki, a kijelzett csoport is megfelelő módon
megváltozik.
Válassza ki a Jobbra gombbal (8) a
6
„Hegesztési program“ képernyőt
- Megjelenik a „Hegesztési program“ képernyő
HU
Job hegesztési
programjának
módosítása
Job optimalizálása és kezelése: „Hegesztési program“ képernyő
Job hegesztési programjának
1
behívása
A hegesztési program módosításához
2
nyomja meg az F4 „Anyag“ gombot:
- Megjelenik a varázsló 1. „Hegesztőanyag
kiválasztás“ képernyője
81

„Hegesztőanyag kiválasztás“ képernyő: AlMg5
kiválasztva
Válassza ki a beállító kerékkel (18) a
3
szükséges anyagot
Nyomja meg az F2 „Előre” gombot:
4
- Megjelenik a varázsló 2. „Huzalátmérő kiválasztás“ képernyője
- Csak azok a huzalátmérők jelennek meg, amelyek az 1.
képernyőn kiválasztott anyaghoz
rendelkezésre állnak.
Válassza ki a beállító kerékkel (18) a
5
megfelelő huzalátmérőt
Nyomja meg az F2 „Előre” gombot:
6
- Megjelenik a varázsló 3. „Gáz
kiválasztás“ képernyője.
- Csak azok a gázok jelennek meg,
amelyek az 1. képernyőn kiválasztott anyaghoz és a 2. képernyőn
kiválasztott huzalátmérőhöz rendelkezésre állnak
„Huzalátmérő kiválasztás“ képernyő: 1,0 mm
kiválasztva
„Gáz kiválasztás“ képernyő: I1 100% Ar kiválasztva
Válassza ki a beállító kerékkel (18) a
7
megfelelő gázt
Nyomja meg az F2 „Előre” gombot:
8
- A „Referencia
kiválasztás“ képernyő csak akkor
jelenik meg, ha a kiválasztott
anyaghoz, a kiválasztott huzalátmérőhöz és a kiválasztott
védőgázhoz több jelleggörbe van
tárolva.
- A hegesztőeljárás mögötti zárójeles érték megadja, hogy hány jelleggörbe van tárolva ehhez a hegesztőeljáráshoz.
82

Példa: AlSi 5 / 1,2 mm / I1 100% Ar „Referencia
kiválasztás“ képernyő: S0016 jelleggörbe kiválasztva
Válassza ki a megfelelő he-
9
gesztőeljárást a Le (6) vagy Fel (7)
gombokkal
Válassza ki a beállító kerékkel (18) a
10
jelleggörbe megfelelő referenciaszámát
- Pl.:
A C0876 jelleggörbe csak CMThez alkalmas.
Nyomja meg az F2 „Előre” gombot
11
- Megerősítésként megjelenik a
varázsló 4. „Hegesztési program“ képernyője
- Az F1 „Vissza“ gomb megnyomásával a már elvégzett
műveletek képernyői újra megjeleníthetők. A módosítások végrehajthatók.
Nyomja meg az F2 „Kész” gombot
12
HU
Job optimalizálása és kezelése: „Hegesztési program“ képernyő
Job optimalizálása és kezelése: „Hegesztési program“ képernyő
Átvételre kerül a beállított hegesztési program, megjelenik a „Hegesztési program“ képernyő
83

Kiválasztott job munkaparamétereinek lehívása és
módosítása
Általános tudnivalók
Job munkaparamétereinek
lehívása és
módosítása
A „ruhaszárító kötélen“ megjelenített képernyők sorrendje a kiválasztott job fajtájától
függ.
Hívja be a „Job optimalizálása és kezelése“ menüpontot
1
A megjelenített képernyőtől függetlenül jelölje ki a „Csoport sz.” paramétert a Le (6)
2
vagy Fel (7) gombokkal
Válassza ki a beállító kerékkel (18) a kívánt csoportot (0–99)
3
Jelölje ki a „Job-sz.” paramétert a Le (6) vagy Fel (7) gombokkal
4
Válassza ki a beállító kerékkel (18) a kívánt jobot (0–999)
5
- Ha a következő csoport egyik jobját választja ki, a kijelzett csoport is megfelelő
módon megváltozik.
Válassza ki a Jobbra gombbal (8) a „Munkaparaméterek“ képernyőt
6
- Megjelenik a „Munkaparaméterek“ képernyő
Válassza ki a megfelelő paramétere-
7
ket a Le (6) vagy Fel (7) gombokkal
Módosítsa a beállító kerékkel (18) a
8
paraméter értékét
- A paraméter értéke csak a definiált beállítási tartományon belül
módosítható. A beállítási tartomány tárolva van.
84
Job optimalizálása és kezelése: „Munkaparaméterek“ képernyő

Huzalelőtolási
értékek
módosítására vonatkozó tájékoztató
„Munkaparaméterek“ képernyő - huzalelőtolási érték
módosítása
Ha MIG/MAG Synergic job esetén
megváltoztatja a „Munkaparaméterek“ képernyőn a huzalelőtolás értékét, a
szinergia funkció következtében a hegesztőáram és a hegesztőfeszültség
értékek is megváltoznak.
A hegesztőáram és a hegesztőfeszültség
módosítását a „Q-Master“ képernyőn, az
„áram előírt értéke“ és a „feszültség előírt
értéke“ paramétereknél figyelembe kell
venni.
HU
85

Kiválasztott job eljárásbeállításainak lehívása és
módosítása
Általános tudnivalók
Job
eljárásbeállításainak lehívása és
módosítása
A „ruhaszárító kötélen“ megjelenített képernyők sorrendje a kiválasztott job fajtájától
függ.
Hívja be a „Job optimalizálása és kezelése“ menüpontot
1
A megjelenített képernyőtől függetlenül jelölje ki a „Csoport sz.” paramétert a Le (6)
2
vagy Fel (7) gombokkal
Válassza ki a beállító kerékkel (18) a kívánt csoportot (0–99)
3
Jelölje ki a „Job-sz.” paramétert a Le (6) vagy Fel (7) gombokkal
4
Válassza ki a beállító kerékkel (18) a kívánt jobot (0–999)
5
- Ha a következő csoport egyik jobját választja ki, a kijelzett csoport is megfelelő
módon megváltozik.
Válassza ki a Jobbra gombbal (8) az
6
„Eljárásbeállítások“ képernyőt
- Megjelenik az
„Eljárásbeállítások“ képernyő
Válassza ki a megfelelő paramétere-
7
ket a Le (6) vagy Fel (7) gombokkal
Módosítsa a beállító kerékkel (18) a
8
paraméter értékét
- A paraméter értéke csak a definiált beállítási tartományon belül
módosítható. A beállítási tartomány tárolva van.
Job optimalizálása és kezelése:
„Eljárásbeállítások“ képernyő
86

Kiválasztott job speciális 2-ütemű paramétereinek
lehívása és módosítása
Általános tudnivalók
Job speciális 2ütemű paramétereinek lehívása
és módosítása
A „ruhaszárító kötélen“ megjelenített képernyők sorrendje a kiválasztott job fajtájától
függ.
A „Speciális 2-ütemű“ képernyő csak az alábbi esetekben jelenik meg:
- Ha a hegesztőpisztoly üzemmódja a kiválasztott jobnál S2-ütemre van beállítva
- MIG/MAG Synergic jobok esetén
Hívja be a „Job optimalizálása és kezelése“ menüpontot
1
A megjelenített képernyőtől függetlenül jelölje ki a „Csoport sz.” paramétert a Le (6)
2
vagy Fel (7) gombokkal
Válassza ki a beállító kerékkel (18) a kívánt csoportot (0–99)
3
Jelölje ki a „Job-sz.” paramétert a Le (6) vagy Fel (7) gombokkal
4
Válassza ki a beállító kerékkel (18) a kívánt jobot (0–999)
5
- Ha a következő csoport egyik jobját választja ki, a kijelzett csoport is megfelelő
módon megváltozik.
Válassza ki a Jobbra gombbal (8) a „Speciális 2-ütemű“ képernyőt
6
- Megjelenik a „Speciális 2-ütemű“ képernyő
HU
Job optimalizálása és kezelése: „Speciális 2-ütemű”
képernyő
Válassza ki a megfelelő paramétere-
7
ket a Le (6) vagy Fel (7) gombokkal
Módosítsa a beállító kerékkel (18) a
8
paraméter értékét
- A paraméter értéke csak a definiált beállítási tartományon belül
módosítható. A beállítási tartomány tárolva van.
87

Kiválasztott job speciális 4-ütemű paramétereinek
lehívása és módosítása
Általános tudnivalók
Job speciális 4ütemű paramétereinek lehívása
és módosítása
A „ruhaszárító kötélen“ megjelenített képernyők sorrendje a kiválasztott job fajtájától
függ.
A „Speciális 4-ütemű“ képernyő csak az alábbi esetekben jelenik meg:
- Ha a hegesztőpisztoly üzemmódja a kiválasztott jobnál S4-ütemre van beállítva
- MIG/MAG Synergic jobok esetén
Hívja be a „Job optimalizálása és kezelése“ menüpontot
1
A megjelenített képernyőtől függetlenül jelölje ki a „Csoport sz.” paramétert a Le (6)
2
vagy Fel (7) gombokkal
Válassza ki a beállító kerékkel (18) a kívánt csoportot (0–99)
3
Jelölje ki a „Job-sz.” paramétert a Le (6) vagy Fel (7) gombokkal
4
Válassza ki a beállító kerékkel (18) a kívánt jobot (0–999)
5
- Ha a következő csoport egyik jobját választja ki, a kijelzett csoport is megfelelő
módon megváltozik.
Válassza ki a Jobbra gombbal (8) a „Speciális 4-ütemű“ képernyőt
6
- Megjelenik a „Speciális 4-ütemű“ képernyő
Válassza ki a megfelelő paramétere-
7
ket a Le (6) vagy Fel (7) gombokkal
Módosítsa a beállító kerékkel (18) a
8
paraméter értékét
- A paraméter értéke csak a definiált beállítási tartományon belül
módosítható. A beállítási tartomány tárolva van.
88
Job optimalizálása és kezelése: „Speciális 4-ütemű”
képernyő

Kiválasztott job ponthegesztési paramétereinek
lehívása és módosítása
Általános tudnivalók
Job ponthegesztési paramétereinek
lehívása és
módosítása
A „ruhaszárító kötélen“ megjelenített képernyők sorrendje a kiválasztott job fajtájától
függ.
A „Ponthegesztés“ képernyő csak az alábbi esetekben jelenik meg:
- Ha a hegesztőpisztoly üzemmódja a kiválasztott jobnál S4-ütemre van beállítva
- MIG/MAG Synergic jobok esetén
Hívja be a „Job optimalizálása és kezelése“ menüpontot
1
A megjelenített képernyőtől függetlenül jelölje ki a „Csoport sz.” paramétert a Le (6)
2
vagy Fel (7) gombokkal
Válassza ki a beállító kerékkel (18) a kívánt csoportot (0–99)
3
Jelölje ki a „Job-sz.” paramétert a Le (6) vagy Fel (7) gombokkal
4
Válassza ki a beállító kerékkel (18) a kívánt jobot (0–999)
5
- Ha a következő csoport egyik jobját választja ki, a kijelzett csoport is megfelelő
módon megváltozik.
Válassza ki a Jobbra gombbal (8) a „Ponthegesztés“ képernyőt
6
- Megjelenik a „Ponthegesztés“ képernyő
HU
Job optimalizálása és kezelése: „Ponthegesztés“ képernyő
Válassza ki a megfelelő paramétere-
7
ket a Le (6) vagy Fel (7) gombokkal
Módosítsa a beállító kerékkel (18) a
8
paraméter értékét
- A paraméter értéke csak a definiált beállítási tartományon belül
módosítható. A beállítási tartomány tárolva van.
89

Kiválasztott job korrekcióhatárainak meghatározása
Általános tudnivalók
Korrekcióhatárok
célja
Job korrekcióhatárainak
meghatározása
A „ruhaszárító kötélen“ megjelenített képernyők sorrendje a kiválasztott job fajtájától
függ.
A „Korrekcióhatárok“ képernyő csak MIG/MAG Synergic job esetén jelenik meg.
A korrekcióhatárok minden jobhoz egyénileg adhatók meg.
Ha egy jobhoz korrekcióhatárokat határoz meg, job-hegesztésnél az érintett job hegesztési teljesítménye és a hegesztőív hossza a megállapított határokon belül korrigálható.
Hívja be a „Job optimalizálása és kezelése“ menüpontot
1
A megjelenített képernyőtől függetlenül jelölje ki a „Csoport sz.” paramétert a Le (6)
2
vagy Fel (7) gombokkal
Válassza ki a beállító kerékkel (18) a kívánt csoportot (0–99)
3
Jelölje ki a „Job-sz.” paramétert a Le (6) vagy Fel (7) gombokkal
4
Válassza ki a beállító kerékkel (18) a kívánt jobot (0–999)
5
- Ha a következő csoport egyik jobját választja ki, a kijelzett csoport is megfelelő
módon megváltozik.
Válassza ki a Jobbra gombbal (8) a „Korrekcióhatárok“ képernyőt
6
- Megjelenik a „Korrekcióhatárok“ képernyő
Job optimalizálása és kezelése: „Korrekcióhatárok“ képernyő
Válassza ki a megfelelő paramétere-
7
ket a Le (6) vagy Fel (7) gombokkal
Módosítsa a beállító kerékkel (18) a
8
paraméter értékét
- A paraméter értéke csak a definiált beállítási tartományon belül
módosítható. A beállítási tartomány tárolva van.
90

Korrekcióhatárokkal
kapcsolatos
tájékoztató
A hegesztési teljesítmény korrekciós tartománya az alábbiak szerint képződik:
Beállított huzalelőtolás Pl.: 15,0 m/
perc
+ Felső teljesítményhatár %-os értéke + 5,0 %
HU
= Hegesztési teljesítmény felső határa
Beállított huzalelőtolás Pl.: 15,0 m/
- Alsó teljesítményhatár %-os értéke - 3,0 %
= Hegesztési teljesítmény alsó határa
Job-hegesztésnél a hegesztési teljesítmény így 14,6 m/perc és 15,8 m/perc között korrigálható.
A hegesztőív hosszának korrekciós tartománya az alábbiak szerint képződik:
Beállított ívkorrekciós érték Pl.: + 10,0 %
+ Ívhosszhatárok %-os értéke + 20,0 %
= Hegesztőív hossza felső határa
Beállított ívkorrekciós érték Pl.: + 10,0 %
- Ívhosszhatárok %-os értéke - 20,0 %
= 15,8 m/
perc
perc
= 14,6 m/
perc
= 30,0 %
= Hegesztőív hossza alsó határa
Job-hegesztésnél a hegesztőív hossza így a - 10,0% ... + 30% tartományban korrigálható.
= -10,0 %
91

Dokumentálás jobonként
Általános tudnivalók
A „Dokumentálás
jobonként“ funkció célja
A „Dokumentálás
jobonként“ előfeltét
ele
Dokumentálás jobonként meghatározása
A „ruhaszárító kötélen“ megjelenített képernyők sorrendje a kiválasztott job fajtájától
függ.
A „Dokumentálás jobonként“ egy kiválasztott job aktuális hegesztési adatok dokumentálására szolgál.
A „Dokumentálás jobonként“ egyedileg minden jobhoz beállítható.
A „Job dokumentálás“ paramétert a „Dokumentálás“ menüpont „Alapbeállítások“ képernyőjén a következőképpen kell beállítani:
- „Job dokumentálás“ paraméter ..... jobonként
Hívja be a „Job optimalizálása és kezelése“ menüpontot
1
A megjelenített képernyőtől függetlenül jelölje ki a „Csoport sz.” paramétert a Le (6)
2
vagy Fel (7) gombokkal
Válassza ki a beállító kerékkel (18) a kívánt csoportot (0–99)
3
Jelölje ki a „Job-sz.” paramétert a Le (6) vagy Fel (7) gombokkal
4
Válassza ki a beállító kerékkel (18) a kívánt jobot (0–999)
5
- Ha a következő csoport egyik jobját választja ki, a kijelzett csoport is megfelelő
módon megváltozik.
Válassza ki a Jobbra gombbal (8) a „Dokumentálás jobonként“ képernyőt
6
- Megjelenik a „Dokumentálás jobonként“ képernyő
Job optimalizálása és kezelése: „Dokumentálás jobonként“ képernyő
Válassza ki a megfelelő paramétere-
7
ket a Le (6) vagy Fel (7) gombokkal
Módosítsa a beállító kerékkel (18) a
8
paraméter értékét
- A paraméter értéke csak a definiált beállítási tartományon belül
módosítható. A beállítási tartomány tárolva van.
92

Jobonkénti dokumentálással kapcsolatos tájékoztató
Paraméterek Beállítás Eredmény
Dokumentálás Be Job-hegesztésnél a kiválasztott job aktuális he-
gesztési adatai a „Varratintervallum“ és „Időintervallum“ paramétereknek megfelelően lesznek
dokumentálva
Ki Job-hegesztésnél a kiválasztott job aktuális he-
gesztési adatai nem lesznek dokumentálva
Varratintervallum 1 Job-hegesztésnél a kiválasztott job aktuális he-
gesztési értékei minden (hegesztési) varratnál
dokumentálva lesznek
2 Job-hegesztésnél a kiválasztott job aktuális he-
gesztési értékei minden 2. (hegesztési) var-
ratnál dokumentálva lesznek
...
100 Job-hegesztésnél a kiválasztott job aktuális he-
gesztési adatai minden 100. (hegesztési) var-
ratnál (= max. varratintervallum) dokumentálva
lesznek
Időintervallum Ki A kiválasztott job aktuális hegesztési adatai var-
ratonként egyszer lesznek dokumentálva
HU
0,1 Job-hegesztésnél a kiválasztott job aktuális he-
gesztési adatai 0,1 sec-onként lesznek doku-
mentálva
0,2 Job-hegesztésnél a kiválasztott job aktuális he-
gesztési adatai 0,2 sec-onként lesznek doku-
mentálva
...
9,9 Job-hegesztésnél a kiválasztott job aktuális he-
gesztési adatai 9,9 sec-onként lesznek doku-
mentálva (= max. időintervallum)
93

Kiválasztott job SynchroPuls paramétereinek
lehívása és módosítása
Általános tudnivalók
Job SynchroPuls
paramétereinek
lehívása és
módosítása
A „ruhaszárító kötélen“ megjelenített képernyők sorrendje a kiválasztott job fajtájától
függ.
A „SynchroPuls“ képernyő csak az alábbi esetekben jelenik meg:
- Ha az áramforráson telepítve van a SynchroPuls opció
- MIG/MAG Synergic jobok esetén
Hívja be a „Job optimalizálása és kezelése“ menüpontot
1
A megjelenített képernyőtől függetlenül jelölje ki a „Csoport sz.” paramétert a Le (6)
2
vagy Fel (7) gombokkal
Válassza ki a beállító kerékkel (18) a kívánt csoportot (0–99)
3
Jelölje ki a „Job-sz.” paramétert a Le (6) vagy Fel (7) gombokkal
4
Válassza ki a beállító kerékkel (18) a kívánt jobot (0–999)
5
- Ha a következő csoport egyik jobját választja ki, a kijelzett csoport is megfelelő
módon megváltozik.
Válassza ki a Jobbra gombbal (8) a „SynchroPuls“ képernyőt
6
- Megjelenik a „SynchroPuls“ képernyő
Válassza ki a megfelelő paramétere-
7
ket a Le (6) vagy Fel (7) gombokkal
Módosítsa a beállító kerékkel (18) a
8
paraméter értékét
- A paraméter értéke csak a definiált beállítási tartományon belül
módosítható. A beállítási tartomány tárolva van.
94
Job optimalizálása és kezelése: „SynchroPuls“ képernyő

Kiválasztott job Q-Master-értékeinek meghatározása
Általános tudnivalók
Q-Master-értékek
célja
Job Q-Masterértékeinek meghatározása
A „ruhaszárító kötélen“ megjelenített képernyők sorrendje a kiválasztott job fajtájától
függ.
A Q-Master-értékek minden jobhoz egyénileg adhatók meg. Egy meghatározott időtartamra megállapított Q-Master-értékek felső vagy alsó határának átlépése esetén a
következő reakciók egyike történik:
- Áramforrás azonnali lekapcsolása
- Figyelmeztető jel kiadása
- Nincs reakció
Hívja be a „Job optimalizálása és kezelése“ menüpontot
1
A megjelenített képernyőtől függetlenül jelölje ki a „Csoport sz.” paramétert a Le (6)
2
vagy Fel (7) gombokkal
Válassza ki a beállító kerékkel (18) a kívánt csoportot (0–99)
3
Jelölje ki a „Job-sz.” paramétert a Le (6) vagy Fel (7) gombokkal
4
Válassza ki a beállító kerékkel (18) a kívánt jobot (0–999)
5
- Ha a következő csoport egyik jobját választja ki, a kijelzett csoport is megfelelő
módon megváltozik.
Válassza ki a Jobbra gombbal (8) a „Q-Master“ képernyőt
6
- Megjelenik a „Q-Master“ képernyő
HU
Válassza ki a megfelelő paramétere-
7
ket a Le (6) vagy Fel (7) gombokkal
Módosítsa a beállító kerékkel (18) a
8
paraméter értékét
- A paraméter értéke csak a definiált beállítási tartományon belül
módosítható. A beállítási tartomány tárolva van.
Job optimalizálása és kezelése: „Q-Master“ képernyő
MEGJEGYZÉS!
Ha megváltoztatja a „Munkaparaméterek“ képernyőn a huzalelőtolás értékét, a szinergia funkció következtében a hegesztőáram és a hegesztőfeszültség értékek is
megváltoznak. A hegesztőáram és a hegesztőfeszültség módosítását a „Q-Master“ képernyőn, az „áram előírt értéke“ és a „feszültség előírt értéke“ paramétereknél figyelembe kell venni.
95

FONTOS! Ha egy kiválasztott jobnál a „Feszültségeltérés maximális ideje“ és „Árameltérés maximális ideje“ = „ki“ paraméterértékeket adja meg, a job Q-Master-funkciója inaktiválódik.
Q-Master-értékekkel kapcsolatos
tájékoztató
Áram előírt értéke Pl.: 338,0 A
+ Felső áramhatár értéke A-ben + 6,0 A
= Felső hegesztőáram határérték
Áram előírt értéke Pl.: 338,0 A
- Alsó áramhatár értéke A-ben - 6,0 A
= Alsó hegesztőáram határérték
Árameltérés maximális ideje Pl.: 0,3 s
Reakció Pl.: Figyelmez-
Ha job-hegesztésnél a tényleges hegesztőáram 0,3 sec-nál hosszabb ideig nagyobb
mint 344 A, vagy kisebb mint 332 A, reakcióként figyelmeztetés jelenik meg.
Feszültség előírt értéke Pl.: 28,6 V
+ Felső feszültséghatár értéke V-ban + 0,2 V
= Felső hegesztőfeszültség határérték
= 344,0 A
= 332,0 A
tetés
= 28,8 V
Feszültség előírt értéke Pl.: 28,6 A
- Alsó feszültséghatár értéke V-ban - 0,2 A
= Alsó hegesztőfeszültség határérték
Árameltérés maximális ideje Pl.: 0,3 s
Reakció Pl.: Figyelmez-
Ha job-hegesztésnél a tényleges hegesztőfeszültség 0,3 sec-nál hosszabb ideig nagyobb mint 28,8 V, vagy kisebb mint 28,4 V, reakcióként figyelmeztetés jelenik meg.
= 28,4 A
tetés
96

Kiválasztott job huzalelőtolás Q-Master-értékeinek
meghatározása
Általános tudnivalók
Q-Master-értékek
célja
Job huzalelőtolás
Q-Master-értékeinek meghatározása
A „ruhaszárító kötélen“ megjelenített képernyők sorrendje a kiválasztott job fajtájától
függ.
A Q-Master-értékek minden jobhoz egyénileg adhatók meg. Egy meghatározott időtartamra megállapított Q-Master-értékek felső vagy alsó határának átlépése esetén a
következő reakciók egyike történik:
- Áramforrás azonnali lekapcsolása
- Figyelmeztető jel kiadása
- Nincs reakció
A „Q-Master“ képernyőn beállított reakciók a huzalelőtolás Q-Master-értékeire is
érvényesek.
Hívja be a „Job optimalizálása és kezelése“ menüpontot
1
A megjelenített képernyőtől függetlenül jelölje ki a „Csoport sz.” paramétert a Le (6)
2
vagy Fel (7) gombokkal
Válassza ki a beállító kerékkel (18) a kívánt csoportot (0–99)
3
Jelölje ki a „Job-sz.” paramétert a Le (6) vagy Fel (7) gombokkal
4
Válassza ki a beállító kerékkel (18) a kívánt jobot (0–999)
5
- Ha a következő csoport egyik jobját választja ki, a kijelzett csoport is megfelelő
módon megváltozik.
Válassza ki a Jobbra gombbal (8) a „Q-Master vD“ képernyőt
6
- Megjelenik a „Q-Master vD“ képernyő
HU
Válassza ki a megfelelő paramétere-
7
ket a Le (6) vagy Fel (7) gombokkal
Módosítsa a beállító kerékkel (18) a
8
paraméter értékét
- A paraméter értéke csak a definiált beállítási tartományon belül
módosítható. A beállítási tartomány tárolva van.
Job optimalizálása és kezelése: „Q-Master
vD“ képernyő
FONTOS!
A huzalelőtolás „Munkaparaméterek“ képernyőn történő módosítása esetén vegye
figyelembe a hegesztési sebesség előírt értékét is a „Q-Master vD“ képernyőn,
hogy biztosítsa a hegesztővarrat egyenletes keresztmetszetét.
97

FONTOS!
Ha egy kiválasztott jobnál a „Huzalelőtolás eltérés maximális ideje“ és „Hegesztési
sebesség eltérés maximális ideje“ = „ki“ paraméterértékeket adja meg, a job huzalelőtolás Q-Master-funkciója inaktiválódik.
Huzalelőtolás QMaster-értékekkel
kapcsolatos
tájékoztató
Huzalelőtolás előírt érték
1)
Pl.: 15,0 m/
perc
- Alsó huzalelőtolás határérték - 0,5 m/
perc
= Felső hegesztőáram határérték
= 14,5 m/
perc
Huzalelőtolás előírt érték
1)
Pl.: 15,0 m/
perc
+ Felső huzalelőtolás határérték + 0,5 m/
perc
= Felső huzalelőtolás határérték
= 15,5 m/
perc
Árameltérés maximális ideje Pl.: 0,3 s
Reakció
2)
Pl.: Figyelmez-
tetés
Ha job-hegesztésnél a tényleges huzalelőtolás értéke 0,3 sec-nál hosszabb ideig nagyobb mint 15,5 m/perc, vagy kisebb mint 14,5 m/perc, reakcióként figyelmeztetés jelenik meg.
1)
„Munkaparaméterek“ képernyő szerint
2)
„Q-Master“ képernyő szerint
98

Jelleggörbe optimalizálása és kezelése
HU
Általános tudnivalók
„Jelleggörbe optimalizálása és
kezelése“ menüpon
t behívása
A „Jelleggörbék optimalizálása és kezelése“ menüpontban felhasználói jelleggörbék kezelhetők, nevezhetők át vagy optimalizálhatók.
MEGJEGYZÉS!
A felhasználói jelleggörbék optimalizálása az ív- és hegesztéstechnika ismeretét
feltételezi.
FONTOS!
Egy felhasználói jelleggörbe elkészítéséhez legalább két jelleggörbe-pont
szükséges.
Az összes teljesítménytartomány optimalizálásának eléréséhez azonban 6-10 jelleggörbe-pontot kell programozni (anyagvastagságonként egy pont). Maximum 19 jelleggörbe-pont programozható.
Nyomja meg a Menü gombot (1)
1
- Megjelenik a főmenü
Jelölje ki a beállító kerékkel (18) a
2
„Jelleggörbe optimalizálása és kezelése“ menüpontot
Nyomja meg az OK gombot (3)
3
- Megjelenik az „Online akarja szerkeszteni a jelleggörbéket?“ biztonsági kérdés
Főmenü: „Jelleggörbe optimalizálása és kezelése“ menüpont kiválasztva
Biztonsági kérdés: Online akarja szerkeszteni a jelleggörbéket?
Nyomja meg az F2 „Igen“ vagy az F3
4
„Nem“ gombot
- Online szerkesztés - F2 „Igen“
Az áramforrás az aktuális áramforrás-beállításoktól függetlenül
átvált egy Setup menüre. A
távszabályozón módosított olyan
adatok, amelyek az áramforráson
is megjeleníthetők, az áramforráson is megjelennek (pl. huzalelőtoló).
- Online szerkesztés - F3 „Nem“
Az aktuális áramforrás-beállítások
megmaradnak. A távszabályozón
módosított adatok csak az áramforráson jelennek meg.
- Megjelenik az utoljára behívott
„Adatok“ képernyő
99

Áttekintés A „Jelleggörbe optimalizálása és kezelése“ a következő elemekből tevődik össze:
- Jelleggörbék kezelése
- Jelleggörbe-pontok kezelése
- Standard jelleggörbék jelleggörbe-paraméterei
- Impulzus jelleggörbék jelleggörbe-paraméterei
- CMT jelleggörbék jelleggörbe-paraméterei
- CMT / impulzus jelleggörbék jelleggörbe-paraméterei
- CMT Advanced jelleggörbék jelleggörbe-paraméterei
- CMT / Advanced impulzus jelleggörbék jelleggörbe-paraméterei
- Jelleggörbe paraméterek módosítása
100
 Loading...
Loading...