


Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
RCU 5000i
Kullanım kılavuzu
TR
42,0426,0021,TR 005-12102021


İçindekiler
Güvenlik kuralları 9
Güvenlik talimatları açıklaması 9
Genel 9
Amaca uygun kullanım 10
Ortam koşulları 10
İşletme sahibinin yükümlülükleri 10
Personelin yükümlülükleri 10
EMU cihaz sınıfları 10
EMU ile ilgili önlemler 11
EMA ile ilgili önlemler 11
Kurulum yerinde ve taşıma esnasında güvenlik tedbirleri 11
Devreye alma, bakım ve onarım 12
Güvenlik işareti 12
Veri yedekleme 12
Telif hakkı 12
Genel bilgi 13
Cihaz konsepti 13
Kullanım alanları 13
Avantajları 13
Standart donanım 13
Opsiyonlar 13
Teknik Özellikler 14
Radyo frekans işaretine yönelik notlar 14
Tanımlanmamış fonksiyonlar 14
Kumanda elemanları ve bağlantılar 15
Kumanda paneli 15
OK tuşuna yönelik bilgiler 16
Diğer kumanda elemanları, bağlantı noktaları ve mekanik bileşenler 17
Kumanda konsepti 19
İş faaliyetlerine yönelim 19
Ana Menü 19
"Çamaşır ipi" 19
Değerleri üstlenme 20
Ekran göstergelerinin tanýmý 21
Genel bilgiler 21
"Menu" (Menü) ekranı 21
"Data" (Veri) ekranı 21
"Wizard" (Sihirbaz) ekranı 22
"Dialog" (Diyalog) ekranı 23
"Message" (Mesaj) ekranı 23
"Error" (Hata) ekranı 24
İşletmeye alma 26
İşletme öncesinde 26
Sistem önkoşulları 26
RCU 5000i'yi bağlama 26
Başlatma işlemi - Dili ayarlama 27
"073 (no Host)" hatası - Güç kaynağı ile bağlantı yok 28
Anahtar kartý vasýtasýyla RCU 5000i’yi kilitleme ve kilidini açma 29
Önkoşul 29
Kullanıcı yönetimi, Profiller, Anahtarlar 29
RCU 5000i'yi kilitleme 29
RCU 5000i'nin kilidini açma 30
Kilit açma fonksiyonu ile RCU 5000i'nin "unlock" (kilidini açma) 31
MIG/MAG Synergic Kaynaðý 32
Genel bilgiler 32
"MIG/MAG synergic welding" (MIG/MAG Synergic Kaynak) menü öğesini çağırın 32
Genel bakış 32
Kaynak programýný çaðýrma 33
Kaynak programını çağırma 33
Çalýþma parametrelerini ayarlama 34
TR
3

Çalışma parametrelerini ayarlama 34
Torç işletim modları 34
Yöntem 34
"CMT" yöntemi 36
Büyük gösterge ekranýna geçme 38
Genel bilgiler 38
Büyük gösterge ekranına geçme 38
Yöntem ayarlarýna yönelik parametreleri ayarlama 39
Yöntem ayarlarına yönelik parametreleri ayarlama 39
Diðer parametreleri ayarlama: özel 2 tetik, özel 4 tetik, punta kaynaðý 40
Özel 2 tetik moduna yönelik diğer parametreleri ayarlama 40
Özel 4 tetik moduna yönelik diğer parametreleri ayarlama 41
Punta kaynağına yönelik diğer parametreleri ayarlama 41
SynchroPuls parametrelerini ayarlama 43
Genel bilgiler 43
SynchroPuls parametrelerini ayarlama (yazılım opsiyonu) 43
MIG/MAG Manüel Kaynaðý 44
Genel bilgiler 44
"MIG/MAG standard manual welding" (MIG/MAG Manüel Kaynak) menü öğesini çağırın 44
Genel bakış 44
Kaynak programýný çaðýrma 45
Kaynak programını seçme 45
Çalýþma parametrelerini ayarlama 46
Çalışma parametrelerini ayarlama 46
Torç işletim modları 46
Büyük gösterge ekranýna geçme 47
Genel bilgiler 47
Büyük gösterge ekranına geçme 47
Yöntem ayarlarýna yönelik parametreleri ayarlama 48
Yöntem ayarlarına yönelik parametreleri ayarlama 48
Punta kaynaðýna yönelik diðer parametreleri ayarlama 49
Punta kaynağına yönelik diğer parametreleri ayarlama 49
Kaynak programý ve malzeme ayarlama 50
Genel bilgiler 50
Kaynak programı ve malzeme ayarlama 50
Kullanýcýya özel karakteristik eðriler oluþturma - karakteristik eðri özelleþtirme 52
Genel bilgiler 52
Kullanıcıya özel karakteristik eğri oluşturmaya yönelik temel esaslar 52
Kullanıcıya özel karakteristik eğriler oluşturma - karakteristik eğrileri özelleştirme 52
Kullanýcýya özel karakteristik eðriler için karakteristik eðri noktalarý oluþturma 56
Genel bilgiler 56
Karakteristik eğri noktaları oluşturmaya yönelik temel esaslar 56
Karakteristik eğri noktası oluşturma 56
Kullanýcýya özel karakteristik eðrileri seçme 60
Kullanıcıya özel karakteristik eğrileri seçme 60
Örtülü elektrot kaynağı 61
"MMA welding" (Örtülü elektrot kaynağı) menü öğesini çağırın 61
Çalışma parametrelerini ayarlama 61
Büyük gösterge ekranına geçme 62
Yöntem ayarlarına yönelik parametreleri ayarlama 62
TIG Kaynaðý 63
"TIG welding" (TIG Kaynağı) menü öğesini çağırın 63
Çalışma parametrelerini ayarlama 63
Büyük gösterge ekranına geçme 64
CC/CV Modu 65
Genel bilgiler 65
"CC/CV mode" (CC/CV Modu) menü öğesini çağırın 65
Çalışma parametrelerini ayarlama 65
Büyük gösterge ekranına geçme 65
Yöntem ayarlarına yönelik parametreleri ayarlama 66
Job Kaynaðý 67
"Job welding" (Job Kaynağı) menü öğesini çağırın 67
Job için çalışma parametreleri ayarlama 67
Büyük gösterge ekranına geçme 68
4

CMT Advanced kaynağı esnasında kaynak yönteminin değişimi 68
Ayarları Job olarak kaydetme 69
Genel bilgiler 69
Job kaydetmeye yönelik bilgiler 69
Job olarak kaydetme 69
Seçilen parametreleri dahili / harici olarak ayarlama 72
Genel bilgiler 72
Dahili / Harici parametre ayarı 72
Job optimizasyonu ve yönetimi 74
Genel bilgiler 74
"Optimizing & managing jobs" (Job optimizasyonu ve yönetimi) menü öğesini çağırma 74
Genel bakış 75
Job yönetimi 76
Job yönetimi 76
Grup ve Job silme 78
Seçilen bir Job için yönetimsel verileri çaðýrma 81
Job'a ait yönetimsel verileri çağırma 81
Job türüne bağlı olarak farklı yönetimsel veriler ekranı 81
Seçilen bir Job için kaynak programýný çaðýrma ve deðiþtirme 82
Genel bilgiler 82
Job'un kaynak programını çağırma 82
Job'un kaynak programını değiştirme 82
Seçilen bir Job için çalýþma parametrelerini çaðýrma ve deðiþtirme 85
Genel bilgiler 85
Job'un çalışma parametrelerini çağırma ve değiştirme 85
Tel sürme hızı değerini değiştirme bilgileri 86
Seçilen bir Job için yöntem ayarlarýný çaðýrma ve deðiþtirme 87
Genel bilgiler 87
Job'un yöntem ayarlarını çağırma ve değiştirme 87
Seçilen bir Job için özel 2 tetik parametrelerini çaðýrma ve deðiþtirme 88
Genel bilgiler 88
Job için özel 2 tetik parametrelerini çağırma ve değiştirme 88
Seçilen bir Job için özel 4 tetik parametrelerini çaðýrma ve deðiþtirme 89
Genel bilgiler 89
Job için özel 4 tetik parametrelerini çağırma ve değiştirme 89
Seçilen bir Job için punta parametrelerini çaðýrma ve deðiþtirme 90
Genel bilgiler 90
Job için punta parametrelerini çağırma ve değiştirme 90
Seçilen bir Job için düzeltme sýnýrlarýný belirleme 91
Genel bilgiler 91
Düzeltme sınırlarının amacı 91
Job için düzeltme sınırlarını belirleme 91
Düzeltme sınırlarına yönelik açıklama 92
Job’a özel dokümantasyon 93
Genel bilgiler 93
"Job-specific doc." (Job'a özel dokümantasyon) fonksiyonunun amacı 93
"Job-specific doc." (Job'a özel dokümantasyon) fonksiyonunun ön koşullu 93
Job'a özel dokümantasyonu belirleme 93
Job'a özel dokümantasyona yönelik açıklama 94
Seçilen bir Job için SynchroPuls parametrelerini çaðýrma ve deðiþtirme 95
Genel bilgiler 95
Job için SynchroPuls parametrelerini çağırma ve değiştirme 95
Seçilen bir Job için QMaster deðerlerini belirleme 96
Genel bilgiler 96
QMaster değerlerinin amacı 96
Job için QMaster değerlerini belirleme 96
QMaster değerlerine yönelik açıklama 97
Seçilen bir Job için tel sürme hýzý QMaster deðerlerini belirleme 98
Genel bilgiler 98
QMaster değerlerinin amacı 98
Job için tel sürme hızı QMaster değerlerini belirleme 98
Tel sürme hızı QMaster değerlerine ilişkin açıklama 99
Karakteristik eðri optimizasyonu ve yönetimi 100
Genel bilgiler 100
TR
5

"Optimizing & managing characteristics" (Karakteristik eğri optimizasyonu ve yönetimi) menü
öğesini çağırma
Genel bakış 101
Karakteristik eðrilerin yönetimi 102
Karakteristik eğrilerin seçimi 102
Karakteristik eğrileri adlandırma ve yeniden adlandırma 103
Karakteristik eğrileri silme 104
Karakteristik eðri noktalarýnýn yönetimi 106
Karakteristik eğri noktalarını seçme 106
Karakteristik eğri noktaları ekleme 106
Karakteristik eğri noktalarını silme 109
Standart karakteristik eðrilerin karakteristik eðri parametreleri 111
Ateşleme 111
Statik ark 111
Dinamik ark 112
Kaynak sonu 113
Referans değerler 113
Gerilim ve akım referans değerlerini kabul etme 114
Darbe karakteristik eðrilerin karakteristik eðri parametreleri 115
Ateşleme 115
Darbe parametreleri 115
Statik ark 117
Kısa devre 119
Kaynak sonu 119
Referans değerler 120
Gerilim ve akım referans değerlerini kabul etme 120
CMT karakteristik eðrilerin karakteristik eðri parametreleri 121
Genel bilgiler 121
Ateşleme 121
CMT parametreleri 122
Kaynak sonu 123
Referans değerler 124
Gerilim ve akım referans değerlerini kabul etme 124
CMT / Darbe karakteristik eðrilerin karakteristik eðri parametreleri 125
Genel bilgiler 125
Ateşleme 125
Genel görünüm: CMT parametreleri, Darbe parametreleri 126
CMT parametreleri 126
Darbe parametreleri 127
CMT / Darbe 128
Kaynak sonu 128
Referans değerler 128
Gerilim ve akım referans değerlerini kabul etme 128
CMT Advanced karakteristik eðrilerin karakteristik eðri parametreleri 130
Genel bilgiler 130
Ateşleme 130
Sıcak çalıştırma 130
Kaynağı başlatma 131
CMT parametreleri ve EN-CMT parametreleri 131
EN/EP CMT 133
Kaynak sonu 133
Referans değerler 133
Gerilim ve akım referans değerlerini kabul etme 134
CMT / Darbe Advanced karakteristik eðrilerin karakteristik eðri parametreleri 135
Genel bilgiler 135
Ateşleme 135
Sıcak çalıştırma 135
Genel görünüm: CMT parametreleri, Darbe parametreleri 136
CMT parametreleri 136
Darbe parametreleri 137
Darbe/CMT Çevrimleri 139
Kaynak sonu 139
Referans değerler 139
Karakteristik eðrisi parametrelerini deðiþtirme 141
100
6
Proses denetleyici 141
Değişik karakteristik eğrilerde görüntülenen ekranlar 141
Karakteristik eğri parametrelerini değiştirme 142
Dokümantasyon 143
Genel bilgiler 143
Kaynak verilerini değerlendirme 143
"Documentation" (Dokümantasyon) menü öğesini çağırın 144
Genel bakış 145
Dokümantasyon için temel ayarlarý belirleme 146
Dokümantasyon için temel ayarları belirleme 146
Job'ları kaydederken dokümantasyon temel ayarları 146
"Basic settings" (Temel ayarlar) ekranındaki parametrelere yönelik açıklama 146
Hafıza kartına dokümantasyon 147
Hafıza kartına kayıt için bellek gereksinimi 148
QMaster deðerlerini belirleme 150
QMaster değerlerinin amacı 150
QMaster değerlerini belirleme 150
QMaster değerlerine yönelik açıklama 150
Maksimum motor akýmýný ayarlama 152
Genel bilgiler 152
Maksimum motor akımını ayarlama 152
Yapý parçasý sayacý 153
Genel bilgiler 153
Yapı parçası sayacını etkinleştirme 153
Yapı parçası numarasını ayarlama 153
Yapı parçası numarasını arttırma 155
Kaynak günlüðü 157
Genel bilgiler 157
Kaynak günlüğü - Kaynak verilerini görüntüleme 157
Günlük olaylarý 159
Genel bilgiler 159
Olay günlüğü 159
Hafýza kartýný çýkarma 160
Genel bilgiler 160
Hafıza kartını çıkartın 160
Makine ön ayarlarý 162
Genel bilgiler 162
"Machine pre-sets" (Makine ön ayarları) menü öğesini çağırın 162
Genel bakış 162
Kaynak iþletimi için makine ön ayarlarýný ayarlama 163
"MIG/MAG" için makine ön ayarlarını ayarlama 163
"TIG" için makine ön ayarlarını ayarlama 163
"MMA welding" (Örtülü elektrot kaynağı) için makine ön ayarlarını ayarlama 164
"Job" için makine ön ayarlarını ayarlama 164
Ethernet ayarý 165
Genel bilgiler 165
Ethernet ayarını değiştirme 165
Ethernet parametreleri 166
Tarih ve saati ayarlama 167
Tarih ve saati ayarlama 167
Robot arayüzü - Robot iþletimi 168
Genel bilgiler 168
Robot işletiminde dahili parametre seçimi 168
Robot işletiminde harici parametre seçimi 169
Harici parametre seçiminde seçilen parametreye seçici olarak dahili-harici geçiş yapma 170
Robot işletiminde diğer fonksiyonlar 171
Profiller / Anahtarlar 173
Genel bilgiler 173
Terimlerin açıklaması 174
Önceden tanımlı profiller 174
"Administrator" profili 175
"Locked" (Kilitli) profili 175
Profil ve Anahtar oluþturmaya yönelik tavsiye 176
Önkoşul 176
TR
7

Yapılacak işlemler 176
Profil oluþturma ve düzenleme 177
Önkoşul 177
Yönetici anahtarı oluşturun 177
Profil oluşturma 179
Profil açma / kapama 182
Profil düzenleme 183
Profil silme 187
Örnek profiller 188
Genel bilgiler 188
Kilitli 188
Welding Specialist MIG / MAG 188
Robot programcısı 190
Kaynakçı / İşçi 191
Anahtar oluþturma ve düzenleme 192
Profillere anahtar kartları atama (Anahtar oluşturma) 192
Kullanıcı / Anahtar düzenleme 194
Kullanıcı / Anahtar silme 196
Kayýtlý kullanýcýlarýn uzaktan kumandaya giriþ yapmasý ve çýkmasý 198
Genel bilgiler 198
Kullanıcı girişi 198
Giriş yapan kullanıcı ekranı 199
Kullanıcı çıkışı 200
"Locked" (Kilitli) profili ekranı 200
RCU 5000i Kilit Açma Fonksiyonu 201
Genel bilgiler 201
Kilit açma fonksiyonu ile "Profile / Keys" (Profiller / Anahtarlar) ekranını etkinleştirme 201
Yapılacak işlem 203
Dil ve standart ayarý 204
Genel bilgiler 204
Dil ve standart ayarı 204
Sürüm bilgilerine bakma 205
Genel bilgiler 205
Sürüm bilgilerine bakma 205
Yedek oluþturma 206
Genel bilgiler 206
Yedek oluşturma 206
Verileri geri yükleme 208
Genel bilgiler 208
Verileri geri yükleme - Restore 208
Tel sürme ünitesini veya PushPull ünitesini ayarlama 210
Tel sürme ünitesini ayarlama (VR ayarı) 210
PushPull ünitesini ayarlama 211
L/R ayarý - Kaynak devresi endüktansýný ve kaynak devresi direncini ayarlama 215
Genel bilgiler 215
L/R alignment (L/R hizalama) 215
RCU 5000i ayarlarýný fabrika ayarlarýna sýfýrlama 218
Genel bilgiler 218
RCU 5000i'yi fabrika ayarlarına sıfırlama 218
RCU 5000i Yazýlýmýný Güncelleme 219
Ön Koşullar 219
İlk güncelleme öncesinde - LocalNetUSB sürücü yazılımını yükleme 219
İlk güncelleme öncesinde - BASICLoad yazılımını yükleme 225
RCU 5000i Yazılımını Güncelleme 229
Ayarlanabilir parametrelerin alfabetik genel görünümü 231
Açıklama 231
Parametre A - Z 231
8
Güvenlik kuralları
TR
Güvenlik talimatları açıklaması
UYARI!
Doğrudan tehdit oluşturan bir tehlikeyi ifade eder.
Bu tehlike önlenmediği takdirde ölüm ya da ciddi yaralanma meydana gelir.
▶
TEHLİKE!
Tehlikeli oluşturması muhtemel bir durumu ifade eder.
Bu tehlike önlenmediği takdirde ölüm ve ciddi yaralanma meydana gelebilir.
▶
DİKKAT!
Zarar vermesi muhtemel bir durumu ifade eder.
Bu tehlike önlenmediği takdirde hafif ya da küçük çaplı yaralanmalar ve maddi
▶
kayıplar meydana gelebilir.
NOT!
Yapılan işlemin sonuçlarını etkileyebilecek ihtimali ve ekipmanda meydana gelebilecek hasar ihtimalini ifade eder.
Genel Cihaz, günümüz teknolojisine ve geçerliliği kabul edilmiş düzenlemelere uygun olarak
üretilmiştir. Bununla birlikte hatalı ya da amaç dışı kullanımda;
- operatörün ya da üçüncü kişilerin hayatları,
- cihaz ve işletme sahibinin maddi varlıkları,
- cihazla verimli çalışma açısından tehlike mevcuttur.
Cihazın devreye alınması, kullanılması, bakımı ve onarımı ile görevli kişilerin,
- gerekli yetkinliğe sahip olması,
- kaynak bilgisine sahip olması ve
- bu kullanım kılavuzunu eksiksiz bir şekilde okuyarak tam olarak uygulaması zorunludur.
Kullanım kılavuzu, sürekli olarak cihazın kullanıldığı yerde muhafaza edilmelidir. Kullanım kılavuzuna ek olarak, kazaları önlemeye ve çevrenin korunmasına yönelik genel ve
yerel düzenlemelere de uyulması zorunludur.
Cihaz üzerindeki tüm güvenlik ve tehlike notları,
- okunur durumda bulunacak
- zarar verilmeyecek
- yerinden çıkartılmayacak
- üzeri kapatılamayacak, üzerine herhangi bir şey yapıştırılmayacak ya da üzeri boyanmayacaktır.
Cihaz üzerinde bulunan güvenlik ve tehlike talimatlarının yerleri için cihazınızın kullanım
kılavuzunun "Genel bilgi" bölümüne bakın.
Güvenliği etkileyebilecek arızaları cihazı devreye almadan önce ortadan kaldırın.
Söz konusu olan sizin güvenliğiniz!
9

Amaca uygun
kullanım
Cihaz, sadece kurallara uygun işlerde kullanılmak üzere tasarlanmıştır.
Başka türlü ya da bu çerçevenin dışına çıkan kullanımlar, kullanım amacına uygun olarak
kabul edilmez. Bu türden kullanımlardan doğan hasarlardan üretici sorumlu değildir.
Amaca uygun kullanım kapsamına şu hususlar da dahildir
- kullanım kılavuzundaki tüm notların tam olarak okunması ve bunlara riayet edilmesi
- güvenlik ve tehlikelerle ilgili tüm talimatların tam olarak okunması ve bunlara riayet
edilmesi
Cihaz yalnızca bunun için öngörülen güç kaynakları ile çalıştırın.
Cihaz, endüstri ve ticaret alanında kullanılmak üzere tasarlanmıştır. Yaşam alanında kull-
anımdan kaynaklanan zararlardan üretici sorumlu tutulamaz.
Ortam koşulları
İşletme sahibinin
yükümlülükleri
Cihazın belirtilen alanlar dışında çalıştırılması ya da depolanması da amaç dışı kullanım
olarak değerlendirilir. Bu türden kullanımlardan doğan hasarlardan üretici sorumlu değil-
dir.
Ortam havasının sıcaklık aralığı:
- işletim esnasında: -10 °C - + 50 °C (14 °F - 122°F)
- taşıma ve depolama esnasında: -15°C - +70°C (5°F - 158°F)
Bağıl hava nemi:
- 40 ° C'de (104 ° F) % 50
- 20° C'de (68 ° F) % 90'a kadar
Ortam havası: tozdan, asitlerden, aşındırıcı gazlardan ya da kimyasal maddelerden vb.
arındırılmış olmalıdır
Deniz seviyesinden yükseklik: en fazla 2000 m (6500 ft.)
Sadece
- iş güvenliği ve kazaları önleme konusunda temel kurallara aşina ve cihazın kullanımı
konusunda eğitilmiş,
- bu kullanım kılavuzunu, özellikle "Güvenlik kuralları" bölümünü okumuş, anlamış ve
bunu imzasıyla onaylamış,
- taleplere uygun iş sonuçları konusunda eğitimli kişilerin cihaz üzerinde çalışması
işletme sahibinin yükümlülüğü altındadır.
Personelin
yükümlülükleri
EMU cihaz sınıfları
10
Personelin güvenlik bilinciyle çalışıp çalışmadığı düzenli aralıklarla kontrol edilmelidir.
Cihazda çalışmakla yükümlü tüm kişiler, çalışma öncesinde
- iş güvenliği ve kazaları önleme konusunda temel kurallara uymakla
- bu kullanım kılavuzunu, özellikle "Güvenlik kuralları" bölümünü ve uyarı notlarını
okumakla ve bunları anladıklarını ve uyguladıklarını imza ile onaylamakla mükelleftir.
İşyerini terk etmeden önce, kimse yokken dahi can ve mal kayıplarının oluşmayacağından emin olun.
Emisyon sınıfı A olan cihazlar:
- yalnızca sanayi bölgelerinde kullanım için uygundur
- bunun dışındaki bölgelerde performansı etkileyen ve tahrip edici arızalara yol açabi-
lir.
Emisyon sınıfı B olan cihazlar:
- yerleşim ve sanayi bölgeleri için öngörülen emisyon şartlarını sağlarlar. Bu durum
enerjinin umumi bir alçak gerilim şebekesinden temin edildiği yerleşim bölgeleri için
de geçerlidir.
Anma değerleri plakasına ya da teknik özelliklere uygun EMU cihaz sınıfı.
TR
EMU ile ilgili
önlemler
Bazı özel durumlarda normlarda belirtilen emisyon sınır değerleri aşılmamasına rağmen
öngörülen uygulama alanına yönelik bazı etkiler ortaya çıkabilir (örn. kurulumun yapıldığı
yerde hassas cihazlar varsa ya da kurulumun yapıldığı yerin yakınlarında radyo ya da
televizyon alıcıları varsa).
Bu tür bir durumda arızanın ortadan kaldırılması için gerekli önlemleri almak işletme sa-
hibinin sorumluluğundadır.
Cihazın çevresindeki ekipmanların ulusal ve uluslararası yönetmeliklere uygunluğunu
test edin ve değerlendirin. Cihazdan etkilenebilecek arızalı ekipmanlara örnekler şu şekildedir:
- Güvenlik ekipmanları
- Şebeke, sinyal ve veri aktarım hatları
- EDV ve telekomünikasyon ekipmanları
- Ölçme ve kalibre etme ekipmanları
EMU sorunlarını önleyecek destekleyici tedbirler:
1. Şebeke beslemesi
- Kurallara uygun ağ bağlantısına rağmen elektromanyetik bozulmalar ortaya
çıkarsa, ek tedbirler alın (örn. uygun şebeke filtresi kullanın).
2. Kaynak hatlarını
- mümkün olduğunca kısa tutun
- birbirine yakın çektirin (aynı zamanda EMF sorunlarını önlemek için)
- diğer hatlardan oldukça uzağa yerleştirin
3. Eşpotansiyel bağlantısı
4. İş parçasını topraklama
- Gerekirse, toprak bağlantısını uygun kondansatörler üzerinden yapın.
5. Gerekirse perdeleme
- Ortamdaki diğer ekipmanları perdeleyin
- Komple kaynak donanımını perdeleyin
EMA ile ilgili
önlemler
Kurulum yerinde
ve taşıma esnasında güvenlik
tedbirleri
Elektromanyetik alanlar sebebi henüz bilinmeyen sağlık sorunlarına neden olabilirler,
- Yakında bulunan kişilerin sağlığı üzerinde etkiler, örn. kalp pili ve işitme cihazları
taşıyanlar
- Kalp pili taşıyan kişiler, cihazın ve kaynak prosesinin hemen yakınında durmadan
önce, doktorundan tavsiye almalıdır
- Kaynak kabloları ve torcun başlık/gövde kısımları arasındaki mesafe güvenlik nedeniyle mümkün olduğunca büyük tutulmalıdır
- Kaynak kablosunu ve hortum paketlerini sırtınızda taşımayın ve vücut ve vücut
parçaları etrafına sarmayın
Devrilecek bir cihaz hayati tehlike anlamına gelebilir! Cihazı düz, sağlam alt zemine hizalı bir şekilde yerleştirin
- Maksimum 10° eğim açısına izin verilir.
Yangın ve patlama tehlikesi olan yerlerde özel kurallar geçerlidir
- ilgili ulusal ve uluslararası hükümlere riayet edin.
Kurum içi talimatlar ve kontroller yardımıyla işyeri çevresinin daima temiz ve ferah olmasını sağlayın.
11
Cihaz yalnızca anma değerleri plakasında belirtilen IP'de kurulmalı ve çalıştırılmalıdır.
Cihaz kurulumunda, cihaz çevresinde 0,5 m (1 ft. 7.69 in.) boşluk olmasını sağlayın,
böylece soğutma havasının serbestçe içeri akmasını ve dışarı çıkmasını sağlamış olursunuz.
Cihazı taşıma esnasında, geçerli ulusal ve yerel talimatnamelere ve kaza önleme kurallarına uyulmasını sağlayın. Bu özellikle taşıma ve sevk esnasında oluşan hasarla ilgili di-
rektifler için geçerlidir.
Aktif cihazları kaldırmayın veya taşımayın. Cihazları taşımadan veya kaldırmadan önce
kapatın!
Cihaz her taşındığında, soğutucu maddeyi tamamen boşaltın ve aşağıdaki bileşenleri demonte edin:
- Tel sürme
- Tel makarası
- Koruyucu gaz tüpü
Taşıma sonrasında devreye almadan önce, cihazı hasar açısından görsel kontrol yapın.
Devreye alma öncesi olası hasarlar eğitimli servis personeli tarafından onarılmalıdır.
Devreye alma,
bakım ve onarım
Güvenlik işareti CE işareti olan cihazlar, alçak gerilim ve elektromanyetik uyumluluk direktiflerinde belirti-
Dışarıdan satın alınan parçaların, strese dayanıklı ve güvenlik koşullarını yerine geti-
recek şekilde tasarlanmış ve üretilmiş olduğu garanti edilmez.
- Yalnızca orijinal yedek parçalar ve sarf malzemeleri kullanın (norm parçalar dahil).
- Üreticinin onayı olmadan cihaz üzerinde değişiklik, ilave ya da tadilat yapmayın.
- Kusursuz durumda olmayan yapı parçalarını derhal değiştirin.
- Sipariş esnasında yedek parça listesine göre tam adı ve malzeme numarasını yanı
sıra cihazın seri numarasını belirtin.
Mahfaza vidaları, mahfaza parçalarının topraklaması için koruyucu iletken bağlantısını
oluşturur.
Daima uygun sayıda orijinal mahfaza vidasını belirtilen dönme momenti ile kullanın.
len temel koşulları yerine getirir (örn. EN 60 974 standart serisinin önemli ürün normları).
Fronius International GmbH, cihazın 2014/53/EU yönetmeliğine uygun olduğunu açıklar.
AB Uygunluk bildiriminin tam metni aşağıdaki internet adresinde mevcuttur: http://
www.fronius.com
CSA uygunluk işareti ile işaretlenmiş cihazlar, Kanada ve ABD için önemli standartların
koşullarını yerine getirir.
Veri yedekleme Fabrika ayarlarında yapılacak değişikliklere ilişkin verilerin yedeklenmesi kullanıcının so-
rumluluğundadır. Kişisel ayarların silinmesi durumunda üretici hiçbir sorumluluk kabul etmez.
Telif hakkı Bu kullanım kılavuzunun telif hakkı üreticiye aittir.
Metin ve resimler, baskının hazırlandığı tarihte geçerli olan teknik düzeyi yansıtmaktadır.
Değişiklik yapma hakkı saklıdır. Kullanım kılavuzunun içeriği, alıcıya hiçbir hak vermez.
İyileştirme önerileri ve kullanım kılavuzundaki hatalara yönelik bilgilendirmeler için
teşekkür ederiz.
12

Genel bilgi
TR
Cihaz konsepti
Uzaktan kumanda RCU 5000i
Kullanım alanları Uzaktan kumanda RCU 5000i aşağıdaki durumlarda kullanılır:
- Güç kaynaklarını uzaktan kumanda etmek, programlamak ve önceden ayarlamak,
- robot uygulamalarında,
- "Uzak" kumanda paneline sahip güç kaynaklarında manuel kaynak işletimini için.
Uzaktan kumanda RCU 5000i, Trans-Synergic / TransPuls Synergic serisi bütün
güç kaynaklarını çalıştırmak için kullanılır.
Güç kaynağı üzerindeki mevcut tüm fonksiyonlar RCU 5000i vasıtasıyla çağrılabilir.
Ayrıca kaynak karakteristik eğrilerinin opti-
mizasyonu gibi daha başka fonksiyonlar
da mevcuttur.
Güç kaynağı bağlantısı LocalNet fişi üzerinden sağlanır.
Uzaktan kumanda RCU 5000i, LC ekran
donanımına sahiptir. Kolay anlaşılır menü
yönlendirmesi sayesinde kullanıcı dostu
bir cihaz elde edilir.
Avantajları - LC ekran sayesinde kolay anlaşılırlık
- Basit ve mantıklı kullanıcı arayüzü
- 180 adet önceden programlanmış Synergic kaynak eğrisi
- Kaynak eğrileri optimize edilebilir
- Basit Job programlama
- 1000 Job'a kadar Job kaydetme fonksiyonu
- Anahtar kartları vasıtasıyla kullanıcı yönetimi
- QMaster fonksiyonu vasıtasıyla parametre kontrolü
- LocalNet bağlantısı
- Yazılım güncellemeleri için USB arabirimleri
Standart donanım Standart uzaktan kumanda RCU 5000i donanımı şunları içerir:
- uzaktan kumandaya bağlı öğeler: 1 adet uzaktan kumanda kablosu, 6 kutuplu, 5 m
(16 ft. 5 in.), 10 kutuplu LocalNet fişi dahil
- 1 adet USB kablosu, yaklaşık 1,8 m (5 ft. 11 in.), USB adaptörü dahil
- 1 adet hafıza kartı, 3,3 V
- 1 adet Transponder kartı ("Key-Karte")
- 1 adet CD-Rom "Software Tools"
Opsiyonlar Tutamak RCU 5000i
Tutamak RCU 5000i duvara montaj veya uzak güç kaynağına montaj için öngörülmüştür.
Uzaktan kumanda tutamak RCU 5000i'ye asılabilir.
13

Teknik Özellikler
Besleme gerilimi 24 V DC
Akım tüketimi 170 mA
Koruma derecesi IP 23
Kalite işareti CE, FCC
Frekans bandının 134,2 kHz
Maks. iletim gücü < 65dBµA/m @10m
Boyutlar, U/G/Y 258 / 180 / 48 mm
10,16 / 7,09 / 1,89 in.
Ağırlık 1,5 kg
3,31 lb.
Radyo frekans
işaretine yönelik
notlar
Tanımlanmamış
fonksiyonlar
Uzaktan kumanda RCU 5000i, bir RFID modül (Radio Frequency Identification) donanımına sahiptir. RFID modülü, anahtar kartı (Transponder kartı) vasıtasıyla kablo ve temassız veri aktarımı için kullanılır. Veri aktarımı manyetik alan üzerinden sağlanır.
RFID modülleri Amerika Birleşik Devletleri'nde FCC'ye göre zorunlu etiketlemeye tabi-
dir:
FCC ID QKWRF5000I
NOT!
Yazılım güncellemeleri nedeniyle, cihazınızda bu kullanım kılavuzunda açıklanmamış fonksiyonlar bulunabilir.
Bunun yanı sıra bu kullanım kılavuzunda yer alan her bir resim, LC ekranda görüntülenen gerçek verilerden kısmen farklı olabilir.
14

Kumanda elemanları ve bağlantılar
(1)
(15)
(14)(13)(12)(11)(10)
)8()9(
(7)
(6)
)4()5(
(3)
(2)
(16)
Kumanda paneli
TR
Kumanda paneli RCU 5000i
Uygulama tuşları
(1) Menü tuşu ... ana menüyü çağırmak için kullanılır
(2) Info tuşu ... konuya özel bilgileri göstermek için kullanılır
(3) OK tuşu ... menü diyaloglarını, güvenlik sorularını vb. onaylamak için kullanılır
(4) Tel sürme tuşu ... kaynak telini gaz ve akım vermeden sürmek için kullanılır
(5) Gaz kontrol tuşu ... Gaz akışını kontrol etmek için kullanılır
Gezinme tuşları
(6) Aşağı tuşu ... liste içinde gezinmek için kullanılır
(7) Yukarı tuşu ... liste içinde gezinmek için kullanılır
(8) Sağ tuşu ... yatay gezinmek için kullanılır (örn. çamaşır ipinde)
(9) Sol tuşu ... yatay gezinmek için kullanılır (örn. çamaşır ipinde)
Değişik görevleri bulunan fonksiyon tuşları
(10) F1 tuşu ... Fonksiyon tuşu
(11) F2 tuşu ... Fonksiyon tuşu
(12) F3 tuşu ... Fonksiyon tuşu
(13) F4 tuşu ... Fonksiyon tuşu
(14) F5 tuşu ... Fonksiyon tuşu
ÖNEMLI!
Geçerli görev LC ekranda ilgili fonksiyon tuşunun hemen üzerinde görüntülenir.
15

Diğer
(1)
(2)
(15) Ekran ... siyah/beyaz LC ekran
(16) Anahtar kartı için okuma alanı ... değişik anahtar kartları tarafından atanabilecek
erişim haklarını tanımlamak için kullanılır
OK tuşuna yönelik bilgiler
OK tuşu (3) değişik fonksiyon tuşu atamalarını seçerken kullanıcıya yardımcı olur.
Fonksiyon tuşu atamasının etrafında çerçeve varsa bu durumunda bu fonksiyon OK tuşu
(3) ile seçilebilir.
Örnek: F1 "Store as Job" (Job olarak kaydet) tuşu etrafındaki çerçeve
Örnek: F2 "Forward" (İleri) tuşu etrafındaki çerçeve
(1) Çerçeve
16

Diğer kumanda
)91()02(
(18)
(17)
(21)
(23) (22) (23)(23)
(23)
elemanları,
bağlantı noktaları
ve mekanik bi-
leşenler
TR
RCU 5000i önden görünüm - Kumanda elemanları, bağlantı noktaları
(17) Tutamak yuvası ... duvar tutamağına veya güç kaynağının tutamağına asmak
için kullanılır
(18) Ayar düğmesi... Parametreleri ayarlamak için kullanılan artımsal kodlayıcı
(19) Bağlantı kablolu LocalNet fişi ... güç kaynağına bağlamak için kullanılır. Fiş bir
ayırma aygıtı görevi görür ve serbest erişilebilir olması gerekir
(20) Kauçuk kapak ... hafıza kartı yuvasını korumak için kullanılır
(21) Kauçuk kapak ... USB-PC bağlantı noktasını korumak için kullanılır
(22) Tutma braketi... 0-95° dönebilen
tutma braketi ve destek kolu
(23) preslenmiş dişli ek parçaları
M5 ... örn. sabit duvar aparatına
bağlamak için kullanılır
RCU 5000i arkadan görünüm - Kumanda elemanları,
mekanik bileşenler
17

(25) (24)
RCU 5000i yandan görünüm - bağlantı noktaları
(24) Hafıza kartı yuvası
(25) USB bağlantı yuvası ... PC
bağlantısı için kullanılır, örn.
yazılım güncellemeleri
18
Kumanda konsepti
(8)
(9)
MIG/MAG synergic welding
TR
İş faaliyetlerine
yönelim
Ana Menü
Uzaktan kumanda RCU 5000i'nin işletimi iş faaliyetlerine göre kısımlara ayrılır.
Aşağıdaki iş faaliyetleri ayırt edilir:
- Kaynak (MIG/MAG Synergic, MIG/MAG Manüel, Örtülü elektrot kaynağı, TIG ve
Job)
- Job oluşturma
- Özel karakteristik eğriler ve karakteristik eğri noktaları oluşturma
- Job optimizasyonu ve yönetimi
- Mevcut karakteristik eğrilerin optimizasyonu ve yönetimi
- Kaynak işletimi için hedefler belirleme
- Dili ve ölçüm birimlerini tanımlama
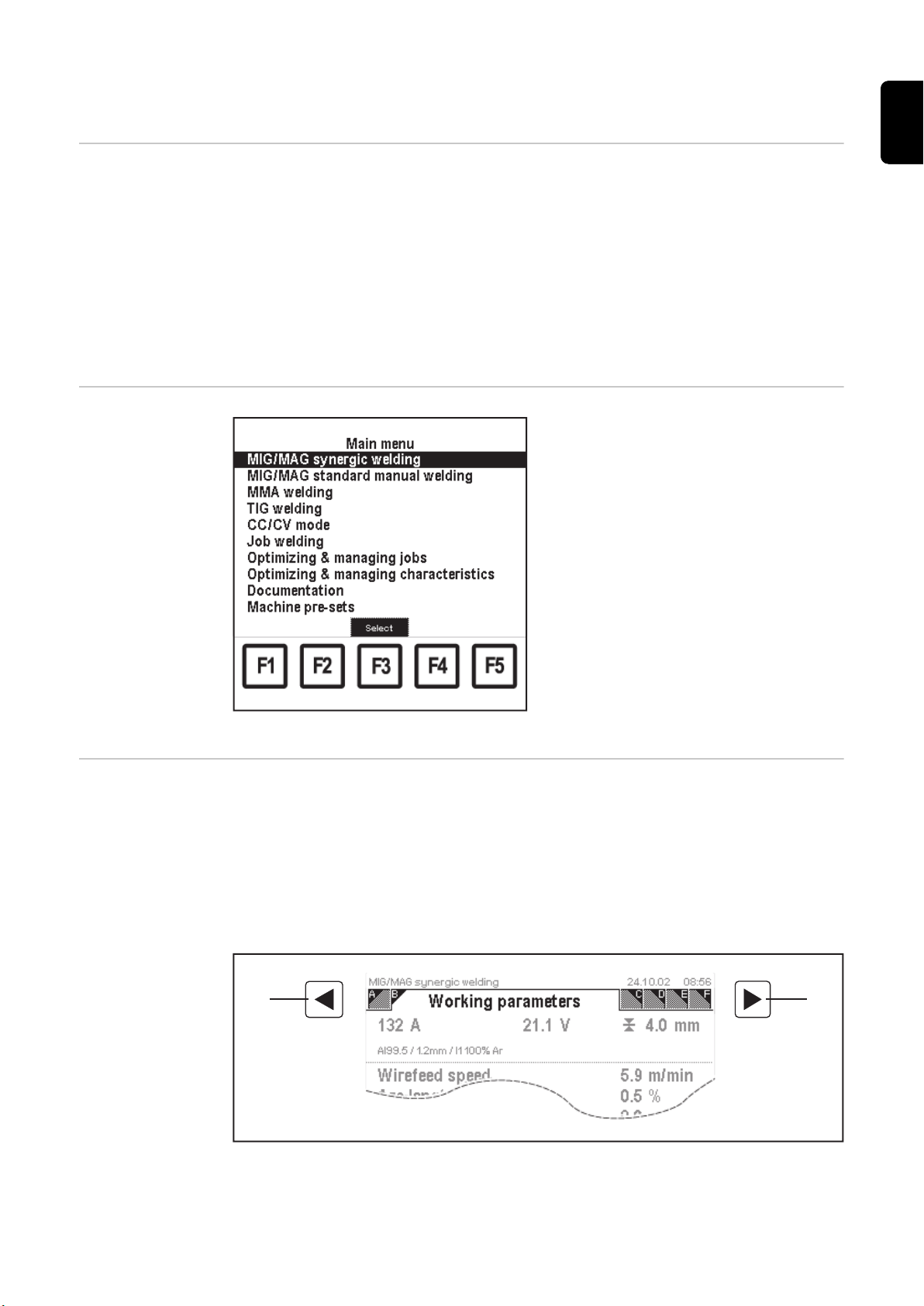
Her bir iş faaliyeti merkezi ana menüye
kayıtlı durumdadır. Ana menü, Menü
tuşuna (1) basılarak çağrılır.
Her menü öğesine bir "çamaşır ipi" atanmıştır.
Ana menü ekran göstergesi
"Çamaşır ipi" "Çamaşır ipi" prensibi:
- Her parametre farklı veri setleri içinde gruplara ayrılır.
- Veri setleri bir döngü ("çamaşır ipi") içine yerleştirilir.
- Çamaşır ipi içinde gezinme iki istikamette gerçekleşebilir.
- Son veri setinin ardından ilk veri seti görüntülenir. Ters istikamette gezinirken ilk veri
setini son veri seti takip eder.
- Veri setlerinin sayısı değişkendir. Veri setleri güç kaynağının belirli parametreleri ve-
ya özel fonksiyonları nedeniyle çamaşır ipine eklenebilir.
5 veri seti (A - E) içeren "çamaşır ipi" örneği - "Working parameters" (Çalışma parametreleri) veri seti açık durumda
19

Uzaktan kumanda RCU 5000i "çamaşır ipi" prensibini aşağıdaki şekilde kullanır:
- Seçilen iş faaliyeti için gerekli tüm parametreler, gösterge ve fonksiyonlar iş sırasına
göre "çamaşır ipi" üzerinde sınıflandırılır.
- "Çamaşır ipi" nin her bir veri seti ayrı bir ekran göstergesinde (= Ekran) görüntülenir.
Veri setleri kullanım kılavuzu boyunca aşağıda gibi belirtilir, örn.:
Ekran Ekran (Veri seti için)
"Çalışma parametreleri" Ekran başlığı (Veri seti)
- Güç kaynağının (örn. SynchroPuls) opsiyonları ve özel fonksiyonları "çamaşır ipi"
nin mevcut veri setlerine eklenir
- "Çamaşır ipi" dahilinde gezinme sağ (8) ve sol (9) gezinme tuşları vasıtasıyla
sağlanır.
Değerleri üstlenme
Değiştirilen değerler açık bir biçimde kaydedilmemeli veya etkinleştirilmemelidir. Değerler
hemen aktif olurlar.
20

Ekran göstergelerinin tanýmý
(1)
(3)
(2)
Genel bilgiler Uzaktan kumanda RCU 5000i çalışırken farklı ekran göstergelerini kullanır. Sözü edilen
bu ekranlar menü yönlendirmesi ile belirlenir ve kullanıcı ile diyalog kurmak için kullanılır.
TR
"Menu" (Menü)
ekranı
"Menu" (Menü) ekranı ana menüyü gösterir. "Menu" (Menü) ekranını çağırmak için Menü
(1) tuşuna basın.
NOT!
Menü (1) tuşuna basılarak sihirbazlar istisna olmak üzere açık tüm diyalog pencereleri sorgusuz iptal edilir.
(1) Menü öğeleri
(2) MIG/MAG Synergic Kaynak menü
öğesi seçildi
(3) F3 tuşuna "Select" (Seç) fonksiyo-
nu atanmış durumda
"Data" (Veri) ekranı
"Menu" (Menü) ekranı
- Ana menüden bir menü öğesi seçildiğinde, "Data" (Veri) ekranı görüntülenir.
- Her "Data" (Veri) ekranı bir "çamaşır ipi" içerir.
- Menü öğesi içerisinde birçok "Data" (Veri) ekranı farklı şekilde görüntülenebilir.
Güç kaynağının özel fonksiyonları veya belirli parametre ayarları nedeniyle diğer
"Data" (Veri) ekranları ilgili "çamaşır ipine" eklenir.
- "Data" (Veri) ekranlarında parametreler ayarlanabilir veya görülebilir. Parametreler
bir liste içinde gösterilir.
Parametrelerin seçimi aşağı (6) veya yukarı (7) gezinme tuşları üzerinden sağlanır.
Parametre değerleri ayar düğmesi (18) kullanılarak ayarlanır
21
(1)
(2)
(3)
(4) (5) (6)(7) (8) (9) (10)
(11)
(12)
(13)
(14)
(15)
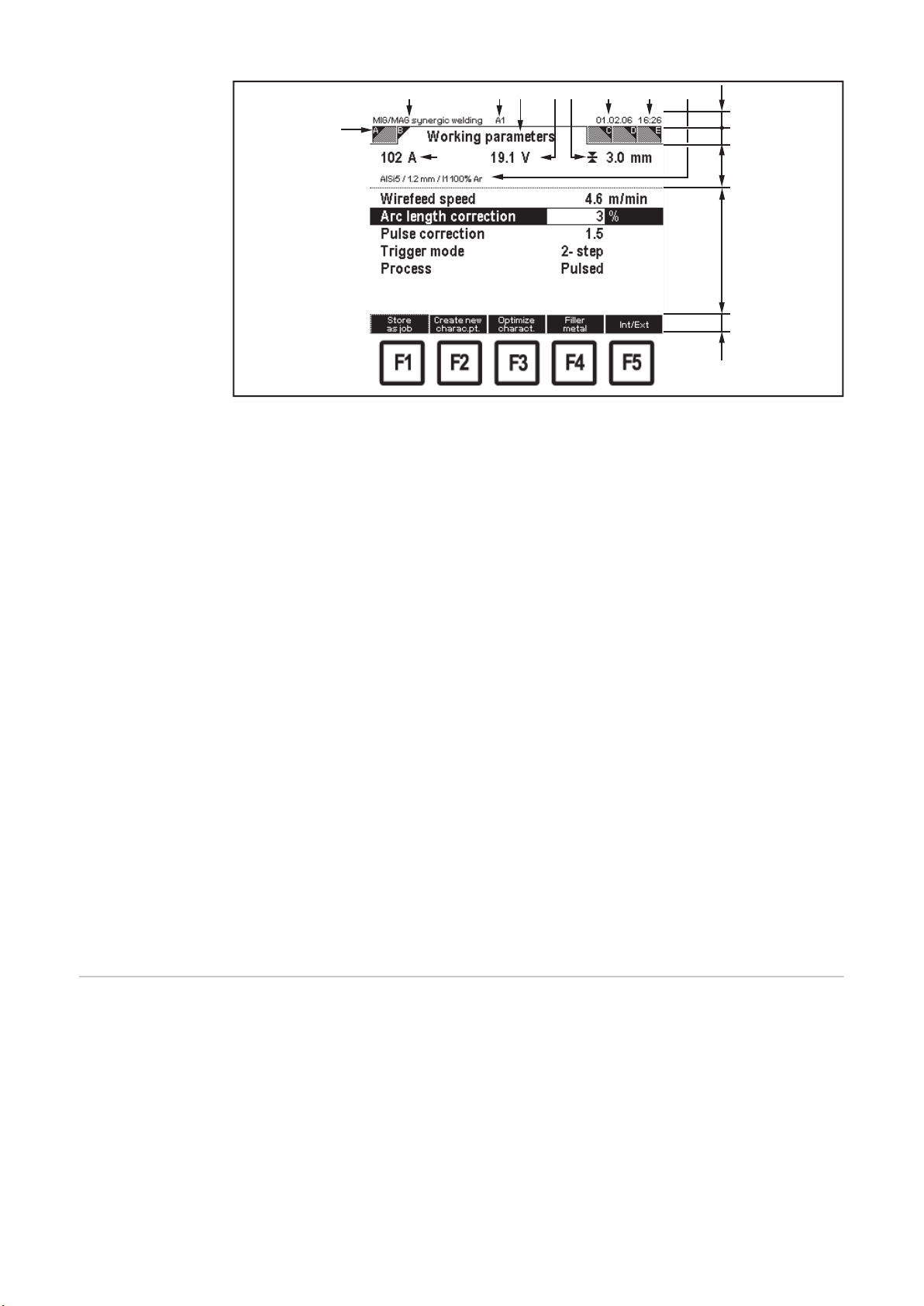
Örnek: "Data" (Veri) ekranı
(1) Ekran tanıtım harfi (9) Saat
(2) İş faaliyeti (10) Malzeme, tel çapı, koruyucu gaz
(3) Kaynak akımı (11) Bilgi satırı
(4) Kullanıcı (12) A-E ekranlarını içeren çamaşır
ipi
(5) Ekran başlığı (13) Görselleştirme alanı
(6) Kaynak gerilimi (14) Parametre listesi
(7) Malzeme kalınlığı (15) Fonksiyon tuşları ataması
(8) Tarih - F1 tuşuna "Store as job"
(Job olarak kaydet) fonksi-
yonu atanmış durumda
- F2 tuşuna "karakteristik eğri
oluşturma" atandı
- F3 tuşuna "Optimize char-
acteristic" (Karakteristik eğri
özelleştir) fonksiyonu at-
anmış durumda
- F4 tuşuna "Filler\nmetal"
(Malzeme) fonksiyonu atanmış durumda
- F5 tuşuna "Intern / Extern"
fonksiyonu atanmış durumda
"Wizard" (Sihirbaz) ekranı
22
Sihirbaz içinde giriş işlemleri yönlendirme ile yapılır. Kullanıcı bir sıra dahilinde ileri veya
geri gidebilir. Sihirbaz içinde değişik ekranlar görüntülenir.
(3)(4)
(2)
(1)
(6) (7) (8)
(5)
Örnek: "Wizard" (Sihirbaz) ekranı
(1)
(2) (3)
(1) koyu çerçeve
(2) İşlem adımları
(3) halihazırda işleme tabi tutulan
çalışma adımları
(4) güncel çalışma adımı
(5) hala açık çalışma adımı
(6) F1 tuşuna "Geri" fonksiyonu at-
anmış durumda (ilk ekranda gri
renkte gösterilir)
(7) F2 tuşuna "İleri" fonksiyonu at-
anmış durumda (veya sonraki ekr-
anda "Son")
(8) F5 tuşuna "İptal" fonksiyonu at-
anmış durumda
TR
"Dialog" (Diyalog) ekranı
"Message" (Mesaj) ekranı
"Dialog" (Diyalog) ekranı alt diyalog pencerelerini göstermek için kullanılır.
"Dialog" (Diyalog) ekranı hiyerarşik yapıları, seçim listelerini ve benzerlerini içerebilir.
(1) koyu çerçeve
(2) F1 tuşuna "Kabul" fonksiyonu at-
anmış durumda
(3) F5 tuşuna "İptal" fonksiyonu at-
anmış durumda
Örnek: "Kabul" ve "İptal" fonksiyonları atanmış "Diyalog" ekranı
"Message" (Mesaj) ekranı belirli durumları gösterir. Mesaj onaylanmalı veya bir karar ve-
rilmelidir.
"Message" (Mesaj) ekranı geçerli ekranın bir bölümü üzerinde görüntülenir. Burada
geçerli ekran gri renkte görüntülenir.
23

(1) (2)
(5) (6) (7)
(3) (4)
Örnek: "Message" (Mesaj) ekranı - Güvenlik sorusu
(1) (2) (3) (4) (5)
(6)
(1) Geçerli ekran, koyu renkte
görüntülenir
(2) Sembol
(3) Mesajın türü
(4) koyu çerçeve
(5) F2 tuşuna "Yes" (Evet) fonksiyonu
atanmış durumda
(6) F3 tuşuna "No" (Hayır) fonksiyonu
atanmış durumda
(7) F4 tuşuna "Cancel" (İptal)fonksiyo-
nu atanmış durumda
"Error" (Hata) ekranı
"Error" (Hata) ekranları kaynak işletimi boyunca ortaya çıkan hataları (Error) gösterir. "Error" (Hata) ekranları onaylanmalıdır. Hata halihazırda beklemek kaydıyla, "Error" (Hata)
ekranı yok sayılırsa 2 dakika sonra bu hata yeniden görüntülenir. "Error" (Hata) ekranı
geçerli ekranın bir bölümü üzerinde görüntülenir. Burada geçerli ekran gri renkte
görüntülenir.
(1) Geçerli ekran, koyu renkte
görüntülenir
(2) Sembol
(3) Hata kodu
(4) Hatanın tanımı
(5) koyu çerçeve
(6) F3 tuşuna "OK" fonksiyonu at-
anmış durumda
Örnek: "Error" (Hata) ekranı
24

(2) (3)
(5) (6)
(4)(1)
Örnek: "Error" (Hata) ekranını fonksiyon tuşları ile onaylama ve yok sayma
(1) Geçerli ekran, koyu renkte
görüntülenir
(2) Sembol
(3) Hatanın tanımı
(4) koyu çerçeve
(5) F2 tuşuna "Reset" (Onayla) fonksi-
yonu atanmış durumda
(6) F3 tuşuna "Ignore" (Yok say) fonk-
siyonu atanmış durumda
TR
25

İşletmeye alma
VR 4000 VR 7000
VR 1500
TPS 2700
TS/TPS 4000-5000
İşletme öncesinde
Sistem önkoşull-
arı
RCU 5000i'yi
bağlama
TEHLİKE!
Hatalı kullanım veya hatalı yapılan çalışmalar sebebiyle tehlike.
Ciddi can ve mal kayıpları meydana gelebilir.
Bu dokümanda tanımlanan tüm çalışmalar ve fonksiyonlar sadece eğitimli uzman
▶
personel tarafından yerine getirilmelidir.
Bu doküman okunmalı ve anlaşılmalıdır.
▶
Sistem bileşenlerine ait tüm kullanım kılavuzları, özellikle de güvenlik kuralları okun-
▶
malı ve anlaşılmalı.
Uzaktan kumanda RCU 5000i'yi çalıştırabilmek için güç kaynağında aşağıdaki Firmware
gereklidir:
OFFICIAL UST V 3.20.1
Uzaktan kumanda RCU 5000i kaynak sisteminin istenilen herhangi bir LocalNet yuvasına bağlanabilir, örn.:
26
VR 4000, VR 7000 ve VR 1500 için LocalNet bağlantı
yuvası
Yapılacak işlemler:
Güç kaynağının şebeke şalterini "0" konumuna getirin
1
Güç kaynağının LocalNet fişini LocalNet bağlantı yuvasına takın
2
Fişin başlık somununu sıkıca vidalayın
3
Güç kaynağının şebeke şalterini "I" konumuna çevirin - uzaktan kumanda çalışmaya
4
hazırdır, başlatma sırası görüntülenir
TPS 2700 ve TS/TPS 4000-5000 için LocalNet
bağlantı yuvası

Başlatma işlemi Dili ayarlama
Başlatma işlemi boyunca ekranda aşağıdakiler görüntülenir:
- Fronius logosu (ekranın ortasında)
- Yazılım sürümü (ekranın sol altında)
- www.fronius.com (ekranın sağ altında)
- Language (F3 fonksiyon tuşunun üzerinde)
Başlatma işlemi yaklaşık 2 saniye sürer. Bu süre esnasında dil ve standart için (metrik
sistem veya inç) bir ön ayarlama yapılabilir. Bu maksatla F3 fonksiyon tuşuna basın.
Dili ve standardı önceden ayarlamak
1
için F3 "Language" (Dil) tuşuna basın
- Makine ön ayarlarının "Language
and units" (Dil ve standartlar) ekranı görüntülenir
TR
Başlatma işlemi, F3 tuşuna "Language" (Dil) fonksiyonu atanmış durumda
Makine ön ayarları: "Dil ve standartlar" ekranı, dil
seçildi
Aşağı (6) veya yukarı (7) tuşlarını kull-
2
anarak uygun parametreleri seçin
Parametre değerini ayar düğmesini
3
(18) kullanarak değiştirin
Menü tuşuna (1) basın
4
27

Seçilen dilde ana menü
Ana menü seçilen dilde görüntülenir
"073 (no Host)"
hatası - Güç kaynağı ile bağlantı
yok
İşletmeye alma sırasında uzaktan kumanda ve güç kaynağı arasında herhangi bir
bağlantı oluşturulamaması durumunda onaylanamayan "073 (no Host)" hatası
görüntülenir.
Muhtemel sebepleri örn. güç kaynağı ile
kötü temas sağlanması veya hatalı LocalNet dağıtıcısıdır.
Bağlantı düzgün yapılınca "073 (no Host)"
hatası ortadan kalkar.
"073 (no Host)" hatası yok sayılabilir.
"073 (no Host)" ekranı
28

Anahtar kartý vasýtasýyla RCU 5000i’yi kilitleme ve
(16)
kilidini açma
Önkoşul
Kullanıcı yöneti-
mi, Profiller, Anahtarlar
RCU 5000i'yi kilit-
leme
NOT!
"Machine pre-sets" (Makine ön ayarları) menü öğesinde "Administrator" ve "Locked" (Kilitli) haricinde herhangi bir profil ya da anahtar bulunmadığı sürece uzaktan kumandayı kilitlemek veya kilidini açmak için anahtar kartı kullanılabilir.
Kullanıcı yönetimi, profil veya anahtarlara yönelik daha fazla bilgiyi "Machine pre-sets"
(Makine ön ayarları) bölümünde, "Profiller / Anahtarlar" kısmında bulabilirsiniz.
Anahtar kartını, anahtar kartının oku-
1
ma bölgesinde (16) tutun
TR
Anahtar kartını, anahtar kartının okuma bölgesinde
tutma
"Bilgi notu - Uzaktan kumanda kilitli" ekranı
görüntülenir
"Bilgi notu - Uzaktan kumanda kilitli" ekranı
29

"Locked" (Kilitli) profilinde ana menü
(16)
"Kilitli" profili çağrılır.
ÖNEMLI!
"Kilitli" profilinin özellikleri, "Makine ön
ayarları" menü öğesindeki "Profile /
Keys" (Profiller / Anahtarlar) ekranında
değiştirilebilir.
"Kilitli" profiline kaydedilen girişlere bağlı
olarak değişik menü öğeleri ve fonksiyonl-
ar seçilebilir.
Örn.:
"Locked" (Kilitli) profilinin fabrika çıkışı ayarı ana menüde kaynak yöntemine erişim
sağlar. Her "Data" (Veri) ekranında tuşlar
mevcut değildir.
İlgili "Data" (Veri) ekranında yer alan parametreler aşağı (6) veya yukarı (7) tuşları
ile seçilebilir ve ayar düğmesini (18) kullanarak değiştirilebilir.
RCU 5000i'nin kilidini açma
Kilitli uzaktan kumandada "MIG/MAG synergic wel-
ding" (MIG/MAG Synergic Kaynak) menü öğesi,
"Working parameters" (Çalışma parametreleri) ekranı
Anahtar kartını, anahtar kartının okuma bölgesinde
tutma
Anahtar kartını, anahtar kartının oku-
1
ma bölgesinde (16) tutun
30

"Bilgi notu - Uzaktan kumandanın kilidi açık" ekranı
"Uyarı- Uzaktan kumanda kilidi açıldı" ekranı görüntülenir.
TR
Kilitleme öncesinde en son çağrılan ekran
görüntülenir. Bütün menü öğeleri yeniden
tam çalışır hale gelir.
Kilit açma fonksiyonu ile RCU
5000i'nin "un-
lock" (kilidini
açma)
Uzaktan kumanda RCU 5000i, OFFICIAL RCU V1.14.12 yazılım sürümünden itibaren kilit açma fonksiyonuna sahiptir.
Bu kilit açma fonksiyonu, örneğin yönetici anahtarı oluşturmak veya "Kilitli" profilini
değiştirmek için "Kilitli" profilini değiştirir ve makine ön ayarlarında "Profile / Keys" (Profiller / Anahtarlar) ekranına erişime olanak sağlar.
Kilit açma fonksiyonuna yönelik daha fazla bilgiyi "Machine pre-sets" (Makine ön ayarları)
bölümünde, "RCU 5000i Kilit Açma Fonksiyonu" kısmında bulabilirsiniz.
31

MIG/MAG Synergic Kaynaðý
Genel bilgiler MIG/MAG Synergic kaynağı güç kaynağında Synergic işletime uygundur. Tel sürme hızı
parametresinin ayarlanması durumunda, kaynak akımı ve malzeme kalınlığı parametre-
leri tel sürme hızının değerine uyarlanır.
Kaynak akımı ve malzeme kalınlığının güncel değerleri görselleştirme ekranında
görüntülenir.
"MIG/MAG synergic welding"
(MIG/MAG Synergic Kaynak)
menü öğesini
çağırın
Ana menü: "MIG/MAG Synergic Kaynak" menü öğesi
seçildi
Genel bakış "MIG/MAG synergic welding" (MIG/MAG Synergic Kaynak) aşağıdaki bölümlerden
oluşur:
- Kaynak programını çağırma
- Çalışma parametrelerini ayarlama
- Büyük gösterge ekranına geçme
- Yöntem ayarlarına yönelik parametreleri ayarlama
- Diğer parametreyi ayarlayın: Özel-2 taktlı, Özel-4 taktlı, Punta kaynağı yapma
- SynchroPuls parametresini ayarlama
Menü tuşuna (1) basın:
1
- Ana menü görüntülenir
Ayar düğmesini (18) kullanarak
2
"MIG/MAG synergic welding"
(MIG/MAG Synergic Kaynak) menü
öğesini seçin
OK tuşuna (3) basın:
3
- En son çağrılan "Data" (Veri) ekranı görüntülenir.
32

Kaynak programýný çaðýrma
TR
Kaynak programını çağırma
"MIG/MAG synergic welding"
1
(MIG/MAG Synergic Kaynak) menü
öğesini çağırın
Sağ ok tuşuna (8) basarak "Welding
2
program" (Kaynak programı) ekranını
seçin
- "Welding program" (Kaynak programı) ekranı görüntülenir
MIG/MAG Synergic Kaynağı: "Welding program"
(Kaynak programı) ekranı
"Welding program" (Kaynak programı) ekranı aşağıdaki verileri içerir:
- Ek malzeme
- Tel çapı
- Kullanılacak koruyucu gaz
- Kaynak programına kaydedilen karakteristik eğrinin/karakteristik eğrilerin referans
numarası/referans numaraları
örn.:
Ø 1,2 mm çapında ve % 100 Ar koruyucu gaz içeren AlSi5 için bir darbe karakteristik
eğrisi, bir standart karakteristik eğri ve bir CMT karakteristik eğrisi kayıtlı
33

Çalýþma parametrelerini ayarlama
Çalışma parametrelerini ayarlama
"MIG/MAG synergic welding"
1
(MIG/MAG Synergic Kaynak) menü
öğesini çağırın
Sağ ok tuşuna (8) basarak "Working
2
parameters" (Çalışma parametreleri)
ekranını seçin:
- "Working parameters" (Çalışma
parametreleri) ekranı görüntülenir.
Aşağı (6) veya yukarı (7) tuşlarını kull-
3
anarak uygun çalışma parametrelerini
seçin
Parametre değerini ayar düğmesini
4
(18) kullanarak değiştirin
- Parametre değeri yalnızca tanımlanmış ayar aralığı içerisinde
MIG/MAG Synergic Kaynağı: "Çalışma parametreleri"
ekranı, ark düzeltmesi seçildi
değiştirilebilir. Ayar aralığı sistem-
de kayıtlıdır.
Görselleştirme alanında kaynak akımına, kaynak gerilimine ve malzeme kalınlığına
yönelik değerler görüntülenir. "Wirefeed speed" (Tel sürme) parametresi değiştirildiği takdirde görselleştirme alanındaki değerler de buna uygun olarak değişir.
Torç işletim modları
Aşağıdaki torç işletim modları ayarlanabilir:
- 2 taktlı
- Özel 2 tetik
- 4 taktlı
- Özel 4 taktlı
- Punta kaynağı
Yöntem Aşağıdaki yöntemler ayarlanabilir:
- Darbe (MIG/MAG Puls Synergic kaynağı)
- Standart (MIG/MAG Standart Synergic kaynağı)
- CMT (Soğuk Metal Transferi)
34

Ayarlanan kaynak programı ve seçilen
yöntem birbirine uymazsa veya seçilen
yöntem için herhangi bir kaynak programı
kayıtlı değilse, görselleştirme ekranında
"no program" görüntülenir.
"Wirefeed speed" (Tel sürme) parametresi
değiştirilemez.
MIG/MAG Synergic Kaynağı: "Çalışma parametreleri"
ekranı, "CMT" yöntemi için "no program" seçili
Seçilen yönteme ve ayarlanan kaynak programına göre her bir parametre farklı şekilde
görüntülenir:
Yöntem Parametreler
Puls Darbe düzeltme
TR
Standart Dinamik düzeltme
CMT yönteminde Sıcak çalıştırma süresi
Darbe düzeltme
Sıcak çalıştırma darbe çevrimleri
Boost düzeltme
Dinamik düzeltme
Darbe yönteminde "Pulse correction" (darbe düzeltme) parametresi
Standart yöntemde "Dynamic correction" (dinamik
düzeltme) parametresi
35

CMT yönteminde "Hotstart time" (sıcak çalıştırma
süresi) parametresi
CMT yönteminde "Pulse correction" (darbe düzeltme)
parametresi
CMT yönteminde "Hotstart pulse cycles" (sıcak
çalıştırma darbe çevrimleri) parametresi
CMT yönteminde "Dynamic correction" (dinamik düzeltme) parametresi
CMT yönteminde "Boost correction" (boost düzeltme)
parametresi
"CMT" yöntemi "CMT" yöntemi yalnızca aşağıdaki bileşenlerle bir arada uygulanabilir:
- CMT güç kaynağı (örn. TPS 4000 CMT)
- CMT tel sürme ünitesi (örn. VR 7000 CMT)
- Tel tamponlu CMT tahrik ünitesi (örn. Robacta Drive CMT)
- CMT bağlantı hortum paketi
36

CMT Advanced yöntemi için kaynak veritabanı M0842 gereklidir.
TR
37

Büyük gösterge ekranýna geçme
(1) (2)
0.6 A
0.35 A
Genel bilgiler Tel sürme hızı, kaynak akımı ve kaynak gerilimi parametreleri büyük gösterge ekranında
görüntülenebilir. Aynı şekilde "Extra-large display" (Büyük gösterge) ekranında tel sürme
ünitesinin ve PushPull ünitesinin motor akımı gerçekleşen değer olarak görüntülenir.
Büyük gösterge
ekranına geçme
MIG/MAG Synergic Kaynağı: "Büyük gösterge" ekranı
(1) Tel sürme motor akımı
(2) PushPull ünitesi motor akımı
"MIG/MAG synergic welding"
1
(MIG/MAG Synergic Kaynak) menü
öğesini çağırın
Sağ ok tuşuna (8) basarak "Extra-lar-
2
ge display" (Büyük gösterge) ekranını
seçin:
- "Extra-large display" (Büyük
gösterge) ekranı görüntülenir
- Tel sürme hızının değeri, "Büyük
gösterge" ekranında ayar düğmesi
(18) kullanarak değiştirilebilir.
"Tel sürme" parametresi değiştirildiği tak-
dirde kaynak akımı ve kaynak gerilimine
yönelik değerler de buna uygun olarak
değişir.
38

Yöntem ayarlarýna yönelik parametreleri ayarlama
TR
Yöntem ayarlarına yönelik parametreleri ayarlama
MIG/MAG Synergic Kaynağı: "Yöntem ayarları"ekranı, gaz ön akışı seçildi
"MIG/MAG synergic welding"
1
(MIG/MAG Synergic Kaynak) menü
öğesini çağırın
Sağ ok tuşuna (8) basarak "Process
2
settings" (Yöntem ayarları) ekranını
seçin.
- "Process settings" (Yöntem ayarları) ekranı görüntülenir
Aşağı (6) veya yukarı (7) tuşlarını kull-
3
anarak yöntem ayarlarına yönelik par-
ametreleri seçin
Yöntem ayarlarına yönelik parametre-
4
lerin değerini ayar düğmesini (18) kullanarak değiştirin
- Yöntem ayarlarına yönelik parametrelerin değeri yalnızca tanımlanmış ayar aralığı içerisinde
değiştirilebilir. Ayar aralığı sistem-
de kayıtlıdır.
39

Diðer parametreleri ayarlama: özel 2 tetik, özel 4 te-
tik, punta kaynaðý
Özel 2 tetik moduna yönelik
diğer parametre-
leri ayarlama
"Working parameters" (Çalışma parametreleri) ekranında S2 tetik torç işletim modunun
seçilmesi durumunda uygun ekran çamaşır ipine asılır.
Aşağıda belirtilen diğer parametreler ayarlanabilir:
- Start akımı Is
- Start süresi ts
- Eğim 1 Sl1
- Eğim 2 Sl2
- Son süre te
- Son akım Ie
"MIG/MAG synergic welding"
1
(MIG/MAG Synergic Kaynak) menü
öğesini çağırın
Sağ ok tuşuna (8) basarak "Working
2
parameters" (Çalışma parametreleri)
ekranını seçin
- "Working parameters" (Çalışma
parametreleri) ekranı görüntülenir
Aşağı (6) veya yukarı (7) tuşunu kulla-
3
narak torç işletim modunu seçin
Ayar düğmesini kullanarak (18) S2 te-
4
tik modunu ayarlayın
Sağ ok tuşuna (8) basarak "Special 2-
5
step" (Özel 2 tetik) ekranını seçin
"Çalışma parametreleri" ekranı: Torç işletim modu S2
taktı
- "Special 2-step" (Özel 2 tetik) ekranı görüntülenir
MIG/MAG Synergic Kaynağı: "Özel 2 takt" ekranı, start akımı Is seçildi
Aşağı (6) veya yukarı (7) tuşlarını kull-
6
anarak diğer parametreleri seçin
Diğer parametrelerin değerini ayar
7
düğmesini (18) kullanarak değiştirin
- Diğer parametrelerin değeri
yalnızca tanımlanmış ayar aralığı
içerisinde değiştirilebilir. Ayar aralığı sistemde kayıtlıdır.
40

Özel 4 tetik moduna yönelik
diğer parametre-
leri ayarlama
"Working parameters" (Çalışma parametreleri) ekranında S4 tetik torç işletim modunun
seçilmesi durumunda uygun ekran çamaşır ipine asılır.
Aşağıda belirtilen diğer parametreler ayarlanabilir:
- Start akımı Is
- Eğim 1 Sl1
- Son akım Ie
- Eğim 2 Sl2
"MIG/MAG synergic welding"
1
(MIG/MAG Synergic Kaynak) menü
öğesini çağırın
Sağ ok tuşuna (8) basarak "Working
2
parameters" (Çalışma parametreleri)
ekranını seçin
- "Working parameters" (Çalışma
parametreleri) ekranı görüntülenir
Aşağı (6) veya yukarı (7) tuşunu kulla-
3
narak torç işletim modunu seçin
Ayar düğmesini (18) kullanarak S4 te-
4
tik modunu ayarlayın
Sağ ok tuşuna (8) basarak "Special-4-
5
step" (Özel 4 tetik) ekranını seçin
"Çalışma parametreleri" ekranı: Torç işletim modu S4
taktı
- "Special-4-step" (Özel 4 tetik) ekranı görüntülenir
TR
Punta kaynağına
yönelik diğer par-
ametreleri ayarla-
ma
Aşağı (6) veya yukarı (7) tuşlarını kull-
6
anarak diğer parametreleri seçin
Diğer parametrelerin değerini ayar
7
düğmesini (18) kullanarak değiştirin
- Diğer parametrelerin değeri
yalnızca tanımlanmış ayar aralığı
içerisinde değiştirilebilir. Ayar aralığı sistemde kayıtlıdır.
MIG/MAG Synergic Kaynağı: "Özel 4 takt" ekranı, start akımı Is seçildi
"Working parameters" (Çalışma parametreleri) ekranında punta kaynağı torç işletim modunun seçilmesi durumunda uygun ekran çamaşır ipine asılır.
Aşağıdaki parametreler ayarlanabilir:
- Tel besleme hızı
- Ark düzeltme
- Spot-welding time (Puntalama süresi)
41

"Çalışma parametreleri" ekranı: Torç işletim modu
punta kaynağı
"MIG/MAG synergic welding"
1
(MIG/MAG Synergic Kaynak) menü
öğesini çağırın
Sağ ok tuşuna (8) basarak "Working
2
parameters" (Çalışma parametreleri)
ekranını seçin
- "Working parameters" (Çalışma
parametreleri) ekranı görüntülenir
Aşağı (6) veya yukarı (7) tuşunu kulla-
3
narak torç işletim modunu seçin
Ayar düğmesini (18) kullanarak punta
4
kaynağı tetik modunu ayarlayın
Sağ ok tuşuna (8) basarak "Spot wel-
5
ding" (Punta kaynağı) ekranı seçin
- "Spot welding" (Punta kaynağı)
ekranı görüntülenir
MIG/MAG Synergic Kaynağı: "Punta kaynağı" ekranı, tel sürme seçildi
Aşağı (6) veya yukarı (7) tuşlarını kullanarak parametreleri seçin
6
Parametrelerin değerini ayar düğmesini (18) kullanarak değiştirin
7
- Parametrelerin değeri yalnızca tanımlanmış ayar aralığı içerisinde değiştirilebilir.
Ayar aralığı sistemde kayıtlıdır.
42

SynchroPuls parametrelerini ayarlama
Genel bilgiler Güç kaynağına SynchroPuls yazılım opsiyonu yüklendiği takdirde SynchroPuls paramet-
relerine yönelik ekran da kullanılabilir olacaktır. Ekran çamaşır ipine asılır.
TR
SynchroPuls parametrelerini ayarlama (yazılım op-
siyonu)
MIG/MAG Synergic Kaynağı: "Synchro-Puls" ekranı
"MIG/MAG synergic welding"
1
(MIG/MAG Synergic Kaynak) menü
öğesini çağırın
Sağ ok tuşuna (8) basarak "Synchro-
2
Puls" ekranını seçin.
- "SynchroPuls" ekranı görüntülenir
Aşağı (6) veya yukarı (7) tuşlarını kull-
3
anarak SynchroPuls parametrelerini
seçin
SynchroPuls parametrelerinin değerini
4
ayar düğmesini (18) kullanarak
değiştirin
- SynchroPuls parametrelerinin
değeri yalnızca tanımlanmış ayar
aralığı içerisinde değiştirilebilir.
Ayar aralığı sistemde kayıtlıdır.
43

MIG/MAG Manüel Kaynaðý
Genel bilgiler MIG/MAG Synergic kaynak yönteminin aksine MIG/MAG Manüel kaynak yönteminde
kaynak parametreleri ayrı ayrı ayarlanır.
"MIG/MAG standard manual welding" (MIG/MAG
Manüel Kaynak)
menü öğesini
çağırın
Ana menü: "MIG/MAG manüel kaynak" menü öğesi
seçildi
Genel bakış "MIG/MAG standard manual welding" (MIG/MAG Manüel Kaynak) aşağıdaki bölümler-
den oluşur:
- Kaynak programını çağırma
- Çalışma parametrelerini ayarlama
- Büyük gösterge ekranına geçme
- Yöntem ayarlarına yönelik parametreleri ayarlama
- Punta kaynağına yönelik diğer parametreleri ayarlama
Menü tuşuna (1) basın:
1
- Ana menü görüntülenir
Ayar düğmesini (18) kullanarak
2
"MIG/MAG standard manual welding"
(MIG/MAG Manüel Kaynak) menü
öğesini seçin
OK tuşuna (3) basın:
3
- En son çağrılan "Data" (Veri) ekranı görüntülenir.
44

Kaynak programýný çaðýrma
TR
Kaynak programını seçme
"MIG/MAG standard manual welding"
1
(MIG/MAG Manüel Kaynak) menü
öğesini çağırın
Sağ ok tuşuna (8) basarak "Welding
2
program" (Kaynak programı) ekranını
seçin
- "Welding program" (Kaynak programı) ekranı görüntülenir
MIG/MAG Manüel Kaynak: "Welding program" (Kaynak programı) ekranı
"Welding program" (Kaynak programı) ekranı aşağıdaki verileri içerir:
- Ek malzeme
- Tel çapı
- Kullanılacak koruyucu gaz
- Kaynak programına kaydedilen karakteristik eğrinin/karakteristik eğrilerinin referans
numarası/referans numaraları
örn.:
Ø 1,2 mm çapında ve % 100 Ar koruyucu gaz içeren AlSi5 için bir darbe karakteristik
eğrisi, bir standart karakteristik eğri ve bir CMT karakteristik eğrisi kayıtlı durumdadır
45

Çalýþma parametrelerini ayarlama
Çalışma parametrelerini ayarlama
Torç işletim modları
MIG/MAG Manüel Kaynak: "Çalışma parametreleri"
ekranı, tel sürme seçildi
Aşağıdaki torç işletim modları ayarlanabilir:
- 2 taktlı
- 4 taktlı
- Punta kaynağı
"MIG/MAG standard manual welding"
1
(MIG/MAG Manüel Kaynak) menü
öğesini çağırın
Sağ ok tuşuna (8) basarak "Working
2
parameters" (Çalışma parametreleri)
ekranını seçin
- "Working parameters" (Çalışma
parametreleri) ekranı görüntülenir
Aşağı (6) veya yukarı (7) tuşlarını kull-
3
anarak uygun çalışma parametrelerini
seçin
Parametre değerini ayar düğmesini
4
(18) kullanarak değiştirin
- Parametrenin değeri yalnızca
tanımlanmış ayar aralığı içerisinde
değiştirilebilir. Ayar aralığı sistem-
de kayıtlıdır.
46

Büyük gösterge ekranýna geçme
(2)(1)
0.6 A
0.35 A
Genel bilgiler Tel sürme hızı, kaynak akımı ve kaynak gerilimi parametreleri büyük gösterge ekranında
görüntülenebilir. Aynı şekilde "Extra-large display" (Büyük gösterge) ekranında tel sürme
ünitesinin ve PushPull ünitesinin motor akımı gerçekleşen değer olarak görüntülenir.
TR
Büyük gösterge
ekranına geçme
MIG/MAG Manüel Kaynak: "Büyük gösterge" ekranı
(1) Tel sürme motor akımı
(2) PushPull ünitesi motor akımı
"MIG/MAG standard manual welding"
1
(MIG/MAG Manüel Kaynak) menü
öğesini çağırın
Sağ ok tuşuna (8) basarak "Extra-lar-
2
ge display" (Büyük gösterge) ekranını
seçin
- "Extra-large display" (Büyük
gösterge) ekranı görüntülenir
- Tel sürme hızının ve kaynak gerili-
minin değerleri "Büyük gösterge"
ekranında ayar düğmesi (18) kullanılarak değiştirilebilir
- Kaynak akımı bir ekran değeridir:
- kaynak sırasında
... fiili değer
- kaynaktan sonra
... Tutma değeri
47

Yöntem ayarlarýna yönelik parametreleri ayarlama
Yöntem ayarlarına yönelik parametreleri ayarlama
MIG/MAG Manüel Kaynak: "Yöntem ayarları"ekranı,
gaz ön akışı seçildi
"MIG/MAG standard manual welding"
1
(MIG/MAG Manüel Kaynak) menü
öğesini çağırın
Sağ ok tuşuna (8) basarak "Process
2
settings" (Yöntem ayarları) ekranını
seçin
- "Process settings" (Yöntem ayarları) ekranı görüntülenir
Aşağı (6) veya yukarı (7) tuşlarını kull-
3
anarak yöntem ayarlarına yönelik par-
ametreleri seçin
Yöntem ayarlarına yönelik parametre-
4
lerin değerini ayar düğmesini (18) kullanarak değiştirin.
- Yöntem ayarlarına yönelik parametrelerin değeri yalnızca tanımlanmış ayar aralığı içerisinde
değiştirilebilir. Ayar aralığı sistem-
de kayıtlıdır.
48

Punta kaynaðýna yönelik diðer parametreleri ayarlama
Punta kaynağına
yönelik diğer par-
ametreleri ayarla-
ma
"Working parameters" (Çalışma parametreleri) ekranında punta kaynağı torç işletim modunun seçilmesi durumunda uygun ekran çamaşır ipine asılır.
Aşağıdaki parametreler ayarlanabilir:
- Tel besleme hızı
- Ark düzeltme
- Spot-welding time (Puntalama süresi)
"MIG/MAG standard manual welding"
1
(MIG/MAG Manüel Kaynak) menü
öğesini çağırın
Sağ ok tuşuna (8) basarak "Working
2
parameters" (Çalışma parametreleri)
ekranını seçin
- "Working parameters" (Çalışma
parametreleri) ekranı görüntülenir
Aşağı (6) veya yukarı (7) tuşunu kulla-
3
narak torç işletim modunu seçin
Ayar düğmesini (18) kullanarak punta
4
kaynağı tetik modunu ayarlayın
Sağ ok tuşuna (8) basarak "Spot wel-
5
ding" (Punta kaynağı) ekranı seçin
"Çalışma parametreleri" ekranı: Torç işletim modu
punta kaynağı
- "Spot welding" (Punta kaynağı)
ekranı görüntülenir
TR
MIG/MAG Synergic Kaynağı: "Punta kaynağı" ekranı,
tel sürme seçildi
Aşağı (6) veya yukarı (7) tuşlarını kull-
6
anarak parametreleri seçin
Parametrelerin değerini ayar düğmesi-
7
ni (18) kullanarak değiştirin
- Parametrelerin değeri yalnızca
tanımlanmış ayar aralığı içerisinde
değiştirilebilir. Ayar aralığı sistem-
de kayıtlıdır.
49

Kaynak programý ve malzeme ayarlama
Genel bilgiler Kaynak programı ve malzeme aşağıdaki menü öğelerinde ayarlanabilir:
- MIG/MAG Synergic Kaynağı
- MIG/MAG Manüel Kaynağı
- Job optimizasyonu ve yönetimi (yalnızca kaydedilmiş MIG/MAG Job'ları için)
Kaynak programı
ve malzeme ayarlama
"Yardımcı malzeme seçimi" ekranı: Al99,5 seçildi
İlgili "Data" (Veri) ekranında F4 "Filler
1
\nmetal" (Malzeme) tuşuna basın
- Sihirbazın 1. ekranı "Select a filler
metal" (Yardımcı malzeme seçme)
görüntülenir
Gerekli malzemeyi ayar düğmesini
2
(18) kullanarak seçin
F2 "Forward" (İleri) tuşuna basın:
3
- Sihirbazın 2. ekranı "tel çapı
seçimi" görüntülenir
- Yalnızca 1. ekranda seçilen malzeme için mevcut tel çapları
görüntülenir.
Uygun tel çapını ayar düğmesini (18)
4
kullanarak seçin
F2 "Forward" (İleri) tuşuna basın:
5
- Sihirbazın 3. ekranı "gaz seçimi"
görüntülenir
- Yalnızca 1. ekran için mevcut gaz
ve 2. ekranda seçilen tel çapı için
mevcut gaz gösterilir.
50
"Tel çapı seçimi" ekranı: 1,2 mm seçildi

"Gaz seçimi" ekranı: I1 % 100 Ar seçildi
Örnek: AlSi 5 / 1,2 mm / I1 % 100 Ar "Referans
seçimi" ekranı: S0016 karakteristik eğrisi seçildi
Uygun gazı ayar düğmesini (18) kulla-
6
narak seçin
F2 "Forward" (İleri) tuşuna basın:
7
- Seçilen malzeme, seçilen tel çapı
ve seçilen koruyucu gaz için ancak çok sayıda karakteristik eğri
kayıtlı olması durumunda "Select
a reference" (Referans seçimi) ekranı görüntülenir.
- Yöntemin ardında yer alan parantez içindeki değer, bu yöntem için
ne kaç tane karakteristik eğrinin
kayıtlı olduğunu belirtir.
Aşağı (6) veya yukarı (7) tuşlarını kull-
8
anarak uygun yöntemi seçin
Karakteristik eğrinin ilgili referans nu-
9
marasını ayar düğmesini (18) kullanarak seçin
- Örn.:
Karakteristik eğri C0876 yalnızca
CMT için uygundur.
F2 "Forward" (İleri) tuşuna basın
10
- Sihirbazın son ekranı "Welding
program" (Kaynak programı)
doğrulama amacıyla görüntülenir
- F1 "Back" (Geri) tuşuna basarak
daha önce işleme tabi tutulan
çalışma adımları yeniden
görüntülenebilir. Değişiklikler
yapılabilir.
TR
"Welding program" (Kaynak programı) ekranı: Onay
F2 "Done" (Son) tuşuna basın
11
- Ayarlanan kaynak programı
geçerli olur, en son gösterilen "Data" (Veri) ekranı görüntülenir
51

Kullanýcýya özel karakteristik eðriler oluþturma karakteristik eðri özelleþtirme
Genel bilgiler "Kullanıcıya özel karakteristik eğriler oluşturma - karakteristik eğrileri özelleştirme"
yalnızca MIG/MAG Synergic Kaynak menü öğesinde uygulanabilir.
Kullanıcıya özel
karakteristik eğri
oluşturmaya
yönelik temel esaslar
Her kaynak programı bir kaynak karakteristik eğrisini baz alır. Seçilen kaynak programlarının karakteristik eğrileri kullanıcıya özel olarak modifiye edilebilir. Bu değişiklikler söz
konusu kullanıcıya özel karakteristik eğrilerde kaydedilir.
Kullanıcıya özel karakteristik eğrinin aşağıdaki durumlarda programlanması gerekir
- Kaynak veri tabanında yer almayan yardımcı malzemeler kullanıldığında (koruyucu
gaz, kaynak tel çapı).
- Kaynak prosesinin optimizasyonu için (örn.: kaynak hızının artırılması, kaynak nüfuz
etme şartlarının değiştirilmesi, dikiş görüntüsünün değiştirilmesi).
NOT!
Karakteristik eğrinin yeniden programlanması ark ve kaynak tekniği bilgisini gerektirir.
Yeni karakteristik eğriyi etkin şekilde oluşturmak için aşağıdaki prosedür tavsiye edilir:
- Benzer karakteristik eğriyi seçin
- Kullanıcıya özel karakteristik eğrinin güç aralığını belirleyin
- Gerekli durumlarda daha fazla karakteristik eğri noktası koyarak kullanıcıya özel karakteristik eğriyi tamamlayın
Bu prosedürü kullanmak suretiyle yeni karakteristik eğride önemli temel ayarlar geçerli
olur.
Kullanıcıya özel
karakteristik eğriler oluşturma karakteristik eğrileri özelleştirme
ÖNEMLI!
Kullanıcı karakteristik eğrisi oluşturmak için en az iki karakteristik eğri noktası ge-
rekir.
Bununla birlikte bütün güç aralıklarında optimizasyona ulaşmak için 6-10 karakteristik
eğri noktasının programlanması gerekir (malzeme kalınlığı başına bir nokta). Maksimum
19 karakteristik eğri noktası programlanabilir.
İlgili "Data" (Veri) ekranında benzer bir kaynak programı veya değiştirilecek kaynak
1
programını ayarlayın
F3 "Optimize characteristic" (Karakteristik eğri özelleştir) tuşuna basın:
2
52

The characteristic
can not be modified!
"Info- The characteristic can not be modified!" (Bilgi Karakteristik eğriler düzeltilemez!) ekranı
Karakteristik eğrinin düzeltilmesi mümkün
değilse, "Karakteristik eğri düzeltilemez"
bilgisi görüntülenir.
Sihirbazın 1. ekranı "Karakteristik eğriyi
özelleştir" görüntülenir
Aşağı (6) veya yukarı (7) tuşlarını kull-
3
anarak alt ve üst güç değerini seçin
Alt ve üst güç değerini ayar düğmesini
4
(18) kullanarak ayarlayın
- Parametrenin değeri yalnızca
tanımlanmış ayar aralığı içerisinde
değiştirilebilir. Ayar aralığı sistem-
de kayıtlıdır.
- Akım, gerilim ve malzeme
kalınlığına yönelik görselleştirme
alanında görüntülenen değerler
doğrudan girilen güç değerlerine
bağlıdır.
TR
"Karakteristik eğriyi özelleştir" ekranı: Güç değerlerini
ayarlayın
"Karakteristik eğriyi özelleştir" ekranı: Karakteristik
eğriyi seçin
F2 "Forward" (İleri) tuşuna basın:
5
- Sihirbazın 2. ekranı "Karakteristik
eğriyi özelleştir" görüntülenir
Uygun karakteristik eğriyi ayar düğme-
6
sini (18) kullanarak seçin
- Mevcut karakteristik eğrinin üzeri-
ne yazılacaksa bir güvenlik sorusu
görüntülenir.
53

Karakteristik eğrinin üzerine yazmaya yönelik güvenlik sorusu
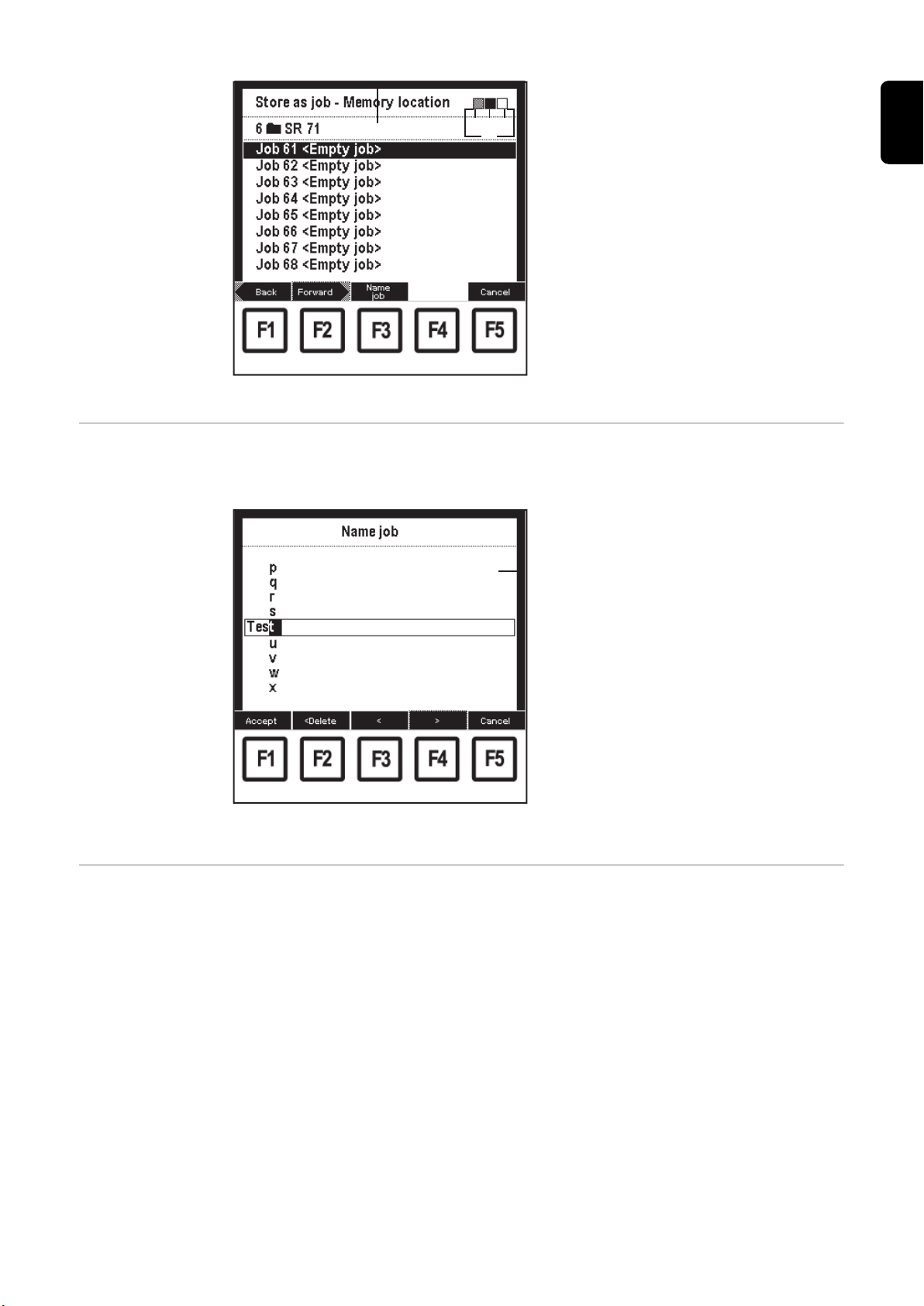
Karakteristik eğriyi adlandırmak için
7
F3 "Name characteristic" (Karakteristik
eğriyi adlandır) tuşuna basın:
- "Name characteristic" (Karakteristik eğri adlandırma) ekranı
görüntülenir
Uygun harfleri ayar düğmesini (18)
8
kullanarak seçin
Bir sonraki harfi girmek için F4 ">"
9
tuşuna basın
- F3 "<" veya F2 "< Delete" (Sil)
tuşları vasıtasıyla düzeltmeler
yapılabilir
Adlandırma tamamlandığında F1 "Ac-
10
cept" (Kabul) tuşuna basın:
- Yeni ad geçerli olur, "Optimize ch-
aracteristic" (Karakteristik eğri
özelleştirme) ekranı görüntülenir
"Name characteristic" (Karakteristik eğri adlandırma)
ekranı
"Karakteristik eğriyi özelleştir" ekranı: Karakteristik
eğriyi seçin
F2 "Forward" (İleri) tuşuna basın:
11
- Sihirbazın 3. "Optimize characteristic" (Karakteristik eğriyi özelleştirme) onay olarak görüntülenir
- F1 "Back" (Geri) tuşuna basarak
daha önce işleme tabi tutulan
çalışma adımları yeniden
görüntülenebilir. Değişiklikler
yapılabilir.
54

"Karakteristik eğriyi özelleştir" sihirbazı: Özelleştirilmiş karakteristik eğriyi onaylama
F2 "Done" (Son) tuşuna basın:
12
- En son gösterilen "Data" (Veri) ekranı görüntülenir
TR
55

Kullanýcýya özel karakteristik eðriler için karakteristik eðri noktalarý oluþturma
Genel bilgiler "Create new characteristic point" (Karakteristik eğri noktası oluşturma) fonksiyonu
aşağıdaki menü öğelerinde uygulanabilir:
- MIG/MAG Synergic Kaynağı
- MIG/MAG Manüel Kaynağı
Karakteristik eğri
noktaları oluşturmaya yönelik temel esaslar
Kullanıcı karakteristik eğrilerinde çeşitli parametre ayarları karakteristik eğri noktaları olarak saklanabilir.
Karakteristik eğri nokta yapısı için aşağıda belirtilenler gereklidir:
- Karakteristik eğri noktası için oluşturulacak kaynak programı (malzeme, tel çapı, koruyucu gaz)
- Tel sürme hızı değeri (örn. kaynak testlerinden, gözleme dayalı değerlerden veya
malzeme kalınlığına uygun referans değerlerden)
NOT!
Karakteristik eğri noktalarını oluşturmak ark ve kaynak tekniği bilgisini gerektirir.
ÖNEMLI!
Kullanıcı karakteristik eğrisi oluşturmak için en az iki karakteristik eğri noktası ge-
rekir.
Bununla birlikte bütün güç aralıklarında optimizasyona ulaşmak için 6-10 karakteristik
eğri noktasının programlanması gerekir (malzeme kalınlığı başına bir nokta). Maksimum
19 karakteristik eğri noktası programlanabilir.
Karakteristik eğri
noktası oluşturma
Belirli parametre ayarlarının karakteristik eğri noktası olarak saklanması gerektiği durumda takip edilecek işlem sırası:
56

"Create new characteristic point" (Karakteristik eğri
noktası oluşturma) ekranı: No.6 - "Al99,5 1,2 I1 modu
seçildi"
Karakteristik eğri noktası için oluşturul-
1
acak kaynak programını çağırın
Kendisi için karakteristik eğri nokt-
2
asının oluşturulacağı tel sürme hızını
ayarlayın
İlgili "Data" (Veri) ekranında F2 "Cre-
3
ate new characteristic point" (Karakteristik eğri noktası oluşturma) tuşuna
basın
- Sihirbazın 1. ekranı "Karakteristik
eğri noktasını oluştur" görüntülenir
Uygun karakteristik eğriyi ayar düğme-
4
sini (18) kullanarak seçin
- Güncel olarak ayarlanan karakte-
ristik eğriye uygun olmayacak
şekilde oluşturulan karakteristik
eğri noktasının, bir karakteristik
eğriye eklenmesi durumunda (örn.
bir alüminyum karakteristik eğri
noktasını bir CuSi karakteristik
eğrisine eklemek) bir güvenlik so-
rusu görüntülenir
F2 "Yes" (Evet) tuşuna veya F3 "No"
5
(Hayır) tuşuna ya da F4 "Cancel" (İptal) tuşuna basın
- Oluşturulacak standart karakteris-
tik eğri noktasının bir darbe karakteristik eğrisine ve bunun tersi de
doğrudur, eklenmesi durumunda
bir hata mesajı görüntülenir.
TR
Güvenlik sorusu: Karakteristik eğri noktası uygun
değil
Hata mesajı: Karakteristik eğri noktası kaydedilemiyor
F3 "OK" tuşuna basın
6
- Sihirbazın 1. ekranı "Karakteristik
eğri noktasını oluştur" görüntülenir
57

"Create new characteristic point" (Karakteristik eğri
noktası oluşturma) ekranı: No. 7 - < boş karakteristik
eğri > seçildi
Başka bir karakteristik eğriyi ayar
7
düğmesini (18) kullanarak seçin
Karakteristik eğriyi adlandırmak için
8
F3 "Name characteristic" (Karakteristik
eğriyi adlandır) tuşuna basın:
- "Name characteristic" (Karakteristik eğri adlandırma) ekranı
görüntülenir
Uygun harfleri ayar düğmesini (18)
9
kullanarak seçin
Bir sonraki harfi girmek için F4 ">"
10
tuşuna basın
- F3 "<" veya F2 "< Delete" (Sil)
tuşları vasıtasıyla düzeltmeler
yapılabilir.
Adlandırma tamamlandığında F1 "Ac-
11
cept" (Kabul) tuşuna basın:
- Yeni ad geçerli olur, "Create new
characteristic point" (Karakteristik
eğri noktası oluşturma) ekranı
görüntülenir
"Name characteristic" (Karakteristik eğri adlandırma)
ekranı
"Create new characteristic point" (Karakteristik eğri
noktası oluşturma) ekranı
F2 "Forward" (İleri) tuşuna basın:
12
- Sihirbazın 2. "Create new characteristic point" (Karakteristik eğri
noktası oluşturma) ekranı onay olarak gösterilir
58

"Create new characteristic point" (Karakteristik eğri
noktası oluşturma) ekranı: Kaydedilen karakteristik
eğri noktasını onaylama
F2 "Done" (Son) tuşuna basın:
13
- Karakteristik eğri noktası kaydedilir, ilgili "Data" (Veri) ekranı
görüntülenir.
- F1 "Back" (Geri) tuşuna basarak
daha önce işleme tabi tutulan
çalışma adımları yeniden
görüntülenebilir. Değişiklikler
yapılabilir.
TR
59

Kullanýcýya özel karakteristik eðrileri seçme
Kullanıcıya özel
karakteristik eğrileri seçme
"Yardımcı malzeme seçimi" ekranı: Kullanıcı karakteristik eğrisi seçildi
İlgili "Data" (Veri) ekranında F4 "Filler
1
\nmetal" (Malzeme) tuşuna basın:
- Sihirbazın 1. ekranı "Select a filler
metal" (Yardımcı malzeme seçme)
görüntülenir
Ayar düğmesini (18) kullanarak "Sy-
2
nergic line" (Kullanıcıya özel karakteristik eğriyi) seçin
F2 "Forward" (İleri) tuşuna basın:
3
- Sihirbazın 2. ekranı "Kullanıcı karakteristik eğrisini seçme"
görüntülenir
Uygun kullanıcıya özel karakteristik
4
eğriyi ayar düğmesini (18) kullanarak
seçin
F2 "Forward" (İleri) tuşuna basın:
5
- Sihirbazın 3. "kaynak programı"
ekranı onay olarak gösterilir
- F1 "Back" (Geri) tuşuna basarak
daha önce işleme tabi tutulan
çalışma adımları yeniden
görüntülenebilir. Değişiklikler
yapılabilir.
60
"Kullanıcı karakteristik eğrisini seçme" ekranı: No.2
"CuSi3 10 I1 mod" seçildi
"Welding program" (Kaynak programı) ekranı: Kull-
anıcı karakteristik eğrisi onayı
F2 "Done" (Son) tuşuna basın:
6
- Ayarlanan kullanıcıya özel karak-
teristik eğri geçerli olur, en son
gösterilen "Data" (Veri) ekranı
görüntülenir

Örtülü elektrot kaynağı
TR
"MMA welding"
(Örtülü elektrot
kaynağı) menü
öğesini çağırın
Çalışma parametrelerini ayarlama
Ana menü: Ana menü: "MMA welding" (Örtülü elektrot kaynağı) menü öğesi seçildi
Örtülü elektrot kaynağı: "Çalışma parametreleri" ekranı, kaynak akımı seçildi
Menü tuşuna (1) basın
1
- Ana menü görüntülenir
Ayar düğmesini (18) kullanarak "MMA
2
welding" (Örtülü elektrot kaynağı)
menü öğesini seçin
OK tuşuna (3) basın
3
- En son çağrılan "Data" (Veri) ekranı görüntülenir
"MMA welding" (Örtülü elektrot kay-
1
nağı) menü öğesini çağırın
Sağ ok tuşuna (8) basarak "Working
2
parameters" (Çalışma parametreleri)
ekranını seçin
- "Working parameters" (Çalışma
parametreleri) ekranı görüntülenir.
Aşağı (6) veya yukarı (7) tuşlarını kull-
3
anarak uygun çalışma parametrelerini
seçin
Parametre değerini ayar düğmesini
4
(18) kullanarak değiştirin
- Parametrenin değeri yalnızca
tanımlanmış ayar aralığı içerisinde
değiştirilebilir. Ayar aralığı sistem-
de kayıtlıdır.
61

Büyük gösterge
ekranına geçme
Kaynak akımı ve kaynak gerilimi parametreleri büyük gösterge ekranında görüntülenebilir:
"MMA welding" (Örtülü elektrot kay-
1
nağı) menü öğesini çağırın
Sağ ok tuşuna (8) basarak "Extra-lar-
2
ge display" (Büyük gösterge) ekranını
seçin
- "Extra-large display" (Büyük
gösterge) ekranı görüntülenir
- Kaynak akımının değeri "Extra-large display" (Büyük gösterge) ekranında ayar düğmesi (18) kullanılarak değiştirilebilir.
- Kaynak gerilimi bir ekran değeri-
dir:
- kaynak sırasında
... fiili değer
Örtülü elektrot kaynağı: "Büyük gösterge" ekranı
- kaynaktan sonra
... Tutma değeri
Yöntem ayarlarına yönelik parametreleri ayarlama
Örtülü elektrot kaynağı: "Process settings" (Yöntem
ayarları) ekranı, Sıcak çalıştırma akımı HCU seçildi
"MMA welding" (Örtülü elektrot kay-
1
nağı) menü öğesini çağırın
Sağ ok tuşuna (8) basarak "Process
2
settings" (Yöntem ayarları) ekranını
seçin.
- "Process settings" (Yöntem ayarları) ekranı görüntülenir
Aşağı (6) veya yukarı (7) tuşlarını kull-
3
anarak yöntem ayarlarına yönelik par-
ametreleri seçin
Yöntem ayarının değerini ayar düğme-
4
sini (18) kullanarak değiştirin
- Yöntem ayarlarına yönelik parametrelerin değeri yalnızca tanımlanmış ayar aralığı içerisinde
değiştirilebilir. Ayar aralığı sistem-
de kayıtlıdır.
62

TIG Kaynaðý
TR
"TIG welding"
(TIG Kaynağı)
menü öğesini
çağırın
Çalışma parametrelerini ayarlama
Ana menü: Ana menü: "TIG welding" (TIG Kaynağı)
menü öğesi seçildi
TIG Kaynağı: "Çalışma parametreleri" ekranı, ana
akım seçildi
Menü tuşuna (1) basın
1
- Ana menü görüntülenir
Ayar düğmesini (18) kullanarak "TIG
2
welding" (TIG Kaynağı) menü öğesini
seçin
OK tuşuna (3) basın
3
- En son çağrılan "Data" (Veri) ekranı görüntülenir
"TIG welding" (TIG Kaynağı) menü
1
öğesini çağırın
Sağ ok tuşuna (8) basarak "Working
2
parameters" (Çalışma parametreleri)
ekranını seçin
- "Working parameters" (Çalışma
parametreleri) ekranı görüntülenir.
Aşağı (6) veya yukarı (7) tuşlarını kull-
3
anarak uygun çalışma parametrelerini
seçin
Parametre değerini ayar düğmesini
4
(18) kullanarak değiştirin
- Parametrenin değeri yalnızca
tanımlanmış ayar aralığı içerisinde
değiştirilebilir. Ayar aralığı sistem-
de kayıtlıdır.
63

Büyük gösterge
ekranına geçme
Kaynak akımı ve kaynak gerilimi parametreleri büyük gösterge ekranında görüntülenebilir:
"TIG welding" (TIG Kaynağı) menü
1
öğesini çağırın
Sağ ok tuşuna (8) basarak "Extra-lar-
2
ge display" (Büyük gösterge) ekranını
seçin
- "Extra-large display" (Büyük
gösterge) ekranı görüntülenir
- Kaynak akımının değeri "Extra-large display" (Büyük gösterge) ekranında ayar düğmesi (18) kullanılarak değiştirilebilir.
- Kaynak gerilimi bir ekran değeri-
dir:
- kaynak sırasında
... fiili değer
TIG Kaynağı: "Büyük gösterge" ekranı
- kaynaktan sonra
... Tutma değeri
64

CC/CV Modu
Genel bilgiler Güç kaynağına "CC/CV mode" (CC/CV Modu) yazılım opsiyonu yüklendiği takdirde ana
menüde "CC/CV mode" (CC/CV Modu) menü öğesi görüntülenir.
CC/CV Modu menü öğesi sabit kaynak geriliminde veya sabit kaynak akımında güç kaynağı işletimi sağlar.
"CC/CV mode" (CC/CV Modu) menü öğesindeki parametre değişiklikleri hem robot kontrolü hem de uzaktan kumanda RCU 5000i üzerinden gerçekleştirilebilir.
"CC/CV mode" (CC/CV Modu) örneğin sıcak tel uygulamalarında kullanılabilir.
TR
"CC/CV mode"
(CC/CV Modu)
menü öğesini
çağırın
Çalışma parametrelerini ayarlama
Ana menü: "CC/CV mode" (CC/CV Modu) menü
öğesi seçildi
CC/CV Modu: "Çalışma parametreleri" ekranı, nomin-
al akım değeri seçildi
Menü tuşuna (1) basın
1
- Ana menü görüntülenir
Ayar düğmesini (18) kullanarak
2
"CC/CV mode" (CC/CV Modu) menü
öğesini seçin
OK tuşuna (3) basın
3
- En son çağrılan "Data" (Veri) ekranı görüntülenir
"CC/CV mode" (CC/CV Modu) menü
1
öğesini çağırın
Sağ ok tuşuna (8) basarak "Working
2
parameters" (Çalışma parametreleri)
ekranını seçin
- "Working parameters" (Çalışma
parametreleri) ekranı görüntülenir.
Aşağı (6) veya yukarı (7) tuşlarını kull-
3
anarak uygun çalışma parametrelerini
seçin
Parametre değerini ayar düğmesini
4
(18) kullanarak değiştirin
- Parametrenin değeri yalnızca
tanımlanmış ayar aralığı içerisinde
değiştirilebilir. Ayar aralığı sistem-
de kayıtlıdır.
Büyük gösterge
ekranına geçme
Tel sürme hızı, gerilim ayar değeri ve akım ayar değeri parametreleri büyük gösterge ekranında görüntülenebilir:
65

(2)(1)
0.6 A
0.35 A
CC/CV Modu: "Büyük gösterge" ekranı
(1) Tel sürme motor akımı
(2) PushPull ünitesi motor akımı
"CC/CV mode" (CC/CV Modu) menü
1
öğesini çağırın
Sağ ok tuşuna (8) basarak "Extra-lar-
2
ge display" (Büyük gösterge) ekranını
seçin
- "Extra-large display" (Büyük
gösterge) ekranı görüntülenir
- Tel sürme hızının, gerilim ayar
değerinin ve akım ayar değerinin
değerleri "Extra-large display"
(Büyük gösterge) ekranında ayar
düğmesi (18) kullanılarak değiştirilebilir.
- Kaynak gerilimi bir ekran değeridir:
- kaynak sırasında
... fiili değer
- kaynaktan sonra
... Tutma değeri
Yöntem ayarlarına yönelik parametreleri ayarlama
CC/CV Modu: "Yöntem ayarları" ekranı
"CC/CV mode" (CC/CV Modu) menü
1
öğesini çağırın
Sağ ok tuşuna (8) basarak "Process
2
settings" (Yöntem ayarları) ekranını
seçin.
- "Process settings" (Yöntem ayarları) ekranı görüntülenir
Parametre değerini ayar düğmesini
3
(18) kullanarak değiştirin
- Parametrenin değeri yalnızca
tanımlanmış ayar aralığı içerisinde
değiştirilebilir. Ayar aralığı sistem-
de kayıtlıdır.
66

Job Kaynaðý
TR
"Job welding"
(Job Kaynağı)
menü öğesini
çağırın
Job için çalışma
parametreleri ayarlama
Menü tuşuna (1) basın
1
- Ana menü görüntülenir
Ayar düğmesini (18) kullanarak "Job
2
welding" (Job Kaynağı) menü öğesini
seçin
OK tuşuna (3) basın
3
- En son çağrılan "Data" (Veri) ekranı görüntülenir
Ana menü: "Job welding" (Job Kaynağı) menü öğesi
seçildi
"Optimizing & managing jobs" (Job optimizasyonu ve yönetimi) menü öğesinde seçilen
bir Job için düzeltme sınırları belirlenmesi durumunda, bu Job için "Working parameters"
(Çalışma parametreleri) ekranında, "Job welding" (Job Kaynağı) menü öğesinde
aşağıdaki çalışma parametreleri ayarlanabilir:
- güncel güç düzeltmesi
- güncel ark düzeltmesi
"Job welding" (Job Kaynağı) menü
1
öğesini çağırın
Sağ ok tuşuna (8) basarak "Working
2
parameters" (Çalışma parametreleri)
ekranını seçin
- "Working parameters" (Çalışma
parametreleri) ekranı görüntülenir.
Aşağı (6) veya yukarı (7) tuşlarını kull-
3
anarak "Group n°" (Grup No.) para-
metresini seçin
İstediğiniz grubu (0 - 99) ayar düğme-
4
sini (18) kullanarak seçin
Aşağı (6) veya yukarı (7) tuşlarını kull-
5
anarak "Job n°" (Job No.) parametre-
Job Kaynağı: "Working parameters" (Çalışma para-
metreleri) ekranı, Job No. 22 için güncel güç düzelt-
mesi Grup 2'den seçildi (MIG/MAG Job örneği)
sini seçin
İstediğiniz Job'u (0 - 999) ayar düğme-
6
sini (18) kullanarak seçin
- Bir sonraki gruptan bir Job seçilir-
se görüntülenen grup buna uygun
olarak değişir.
Aşağı (6) veya yukarı (7) tuşlarını kullanarak uygun çalışma parametrelerini seçin
7
Parametre değerini ayar düğmesini (18) kullanarak değiştirin
8
- Parametrenin değeri yalnızca tanımlanmış ayar aralığı içerisinde değiştirilebilir.
Ayar aralığı sistemde kayıtlıdır.
67

Büyük gösterge
A 53.0A 6.0
(1) (2)
ekranına geçme
Seçilen bir Job için tel sürme hızı, kaynak akımı ve kaynak gerilimi parametreleri büyük
gösterge ekranında görüntülenebilir.
"Job welding" (Job Kaynağı) menü
1
öğesini çağırın
Sağ ok tuşuna (8) basarak "Extra-lar-
2
ge display" (Büyük gösterge) ekranını
seçin
- "Extra-large display" (Büyük
gösterge) ekranı görüntülenir
- "Group n°" (Grup No.) ve "Job n°"
(Job No.) parametreleri aşağı (6)
ve yukarı (7) tuşlarını kullanarak
seçilebilir ve ayar düğmesi (18)
kullanılarak ayarlanabilir.
- Tel sürme hızı seçilen Job için
tanımlanmış düzeltme sınırları
içerisinde ayar düğmesi (18) kull-
Job Kaynağı: "Büyük gösterge" ekranı
anılarak ayarlanabilir.
- Kaynak akımı ve kaynak gerilimi
saf ekran değerleridir.
(1) Tel sürme motor akımı
(2) PushPull ünitesi motor akımı
CMT Advanced
kaynağı esnasında kaynak
yönteminin
değişimi
NOT!
CMT Advanced kaynağı esnasında kaynak yöntemini veya seçilmiş olan mevcut
kaynak karakteristik eğrisini değiştirmek mümkün değildir.
Kaynak yöntemini veya kaynak karakteristik eğrisini değiştirmek için:
- öncelikle CMT Advanced Prosesi sonlandırın
- 300 - 600 ms arasında bir süre bekleyin
Bu süre içinde başka bir kaynak yöntemi veya başka bir kaynak karakteristik eğrisi
seçilebilir.
- Kaynak prosesine başka kaynak yöntemiyle veya başka kaynak karakteristik eğrisiyle devam edin.
68

Ayarları Job olarak kaydetme
Genel bilgiler "Store as job" (Job olarak kaydet) fonksiyonu aşağıdaki menü öğelerinde uygulanabilir:
- MIG/MAG Synergic Kaynağı
- CC/CV Modu
- Job Kaynağı
- Job optimizasyonu ve yönetimi
TR
Job kaydetmeye
yönelik bilgiler
Job olarak kaydetme
Gösterilen tüm ekranlarda bütün parametreleri ayarlayın
1
- A ekranındaki parametreleri ayarlayın
- B ekranındaki parametreleri ayarlayın
- C ekranındaki parametreleri ayarlayın vb.
F1 "Store as job" (Job olarak kaydet) tuşuna basın ve menü yönlendirmesine uyun
2
Belirli parametre ayarlarının Job olarak kaydedilmesi gerektiği durumda takip edilecek
işlem sırası:
İlgili "Data" (Veri) ekranında F1 "Store
1
as job" (Job olarak kaydet) tuşuna
basın
- Sihirbazın 1. ekranı "Store as job Group" (Job olarak kaydet - Grup)
görüntülenir
Uygun grubu ayar düğmesini (18) kull-
2
anarak seçin
Grubu adlandırmak için F3 "Name gro-
3
up" (Grubu adlandır) tuşuna basın:
- "Name group" (Grup adlandırma)
ekranı görüntülenir
"Store as job - Group" (Job olarak kaydet - Grup) ekranı: No 6 <boş grup> seçildi
"Name group" (Grup adlandırma) ekranı
Uygun harfleri ayar düğmesini (18)
4
kullanarak seçin
Bir sonraki harfi girmek için F4 ">"
5
tuşuna basın
- F3 "<" veya F2 "< Delete" (Sil)
tuşları vasıtasıyla düzeltmeler
yapılabilir.
Adlandırma tamamlandığında F1 "Ac-
6
cept" (Kabul) tuşuna basın:
- Yeni ad geçerli olur, "Store as job -
Group" (Job olarak kaydet - Grup)
ekranı görüntülenir
69

"Store as job - Group" (Job olarak kaydet - Grup) ekranı: No 6 SR 71 seçildi
F2 "Forward" (İleri) tuşuna basın:
7
- Sihirbazın 2. ekranı "Store as job Memory location" (Job olarak kaydet - Kaydetme yeri) görüntülenir
Uygun Job'u ayar düğmesini (18) kull-
8
anarak seçin
Job'ları adlandırmak için F3 "Name
9
job" (Job adlandır) tuşuna basın:
- "Name job" (Job adlandırma) ekranı görüntülenir
"Store as job - Memory location" (Job olarak kaydet Kaydetme yeri) ekranı: Job 61 <boş Job> seçildi
"Name job" (Job adlandırma) ekranı
Uygun harfleri ayar düğmesini (18)
10
kullanarak seçin
Bir sonraki harfi girmek için F4 ">"
11
tuşuna basın
- F3 "<" veya F2 "< Delete" (Sil)
tuşları vasıtasıyla düzeltmeler
yapılabilir.
Adlandırma tamamlandığında F1 "Ac-
12
cept" (Kabul) tuşuna basın:
- Yeni ad geçerli olur, "Store as job -
Memory location" (Job olarak kaydet - Kaydetme yeri) ekranı
görüntülenir
70

"Store as job - Memory location" (Job olarak kaydet Kaydetme yeri) ekranı: Job 61 test seçildi
F2 "Forward" (İleri) tuşuna basın:
13
- Sihirbazın 3. ekranı "Store as job"
(Job olarak kaydet) doğrulama
amacıyla görüntülenir.
- F1 "Back" (Geri) tuşuna basarak
daha önce işleme tabi tutulan
çalışma adımları yeniden
görüntülenebilir. Değişiklikler
yapılabilir.
F2 "Done" (Son) tuşuna basın:
14
- İlk seçilen "Data" (Veri) ekranı
görüntülenir.
TR
Doğrulama amaçlı "Store as job" (Job olarak kaydet)
ekranı
71

Seçilen parametreleri dahili / harici olarak ayarlama
Genel bilgiler Uzaktan kumanda RCU 5000i aracılığıyla seçilen parametrelerin ayarı aşağıda belirtildiği
gibi mümkün olur:
- Uzaktan kumanda üzerinde dahili olarak
- Tel sürme ünitesinde, güç kaynağında, diğer uzaktan kumandalarda, robot kumandasında vb. harici olarak
Sistemde harici bir işletme seçeneği bulunduğu takdirde ilgili parametreler harici parametre girişine otomatik olarak ayarlanır, örn.:
Tel sürme ünitesi bağlı durumda iken tel sürme ünitesinde "Wirefeed speed" (Tel sürme)
parametresine yönelik değer ayarlanmalıdır. Parametrenin değeri Uzaktan kumanda
RCU 5000i üzerinde ayarlanacaksa "Wirefeed speed" (Tel sürme) parametresi dahili parametre girişine çevrilmelidir.
Dahili ve harici parametre girişleri arasındaki çevrim aşağıda belirtilen menü öğelerinde gerçekleştirilebilir:
- MIG/MAG Synergic Kaynağı - CC/CV Modu
- MIG/MAG Manüel Kaynağı - Job kaynağı
- Örtülü elektrot kaynağı - Job optimizasyonu ve yönetimi
Dahili / Harici parametre ayarı
- TIG kaynağı
İlgili "Data" (Veri) ekranında F5 "Int/Ext" tuşuna basın
1
- Uzaktan kumanda istenilen parametre girişine geçiş yapar:
Dahili parametre girişi (Int): Harici parametre girişi (Ext):
Ayarlanacak parametreler uzaktan kumanda RCU 5000i'ye girilir ve değiştirilir.
Seçilen her bir parametre, parametre
değeri için "pencere" içeren siyah bir
çubukla görüntülenir. "Pencere" içinde parametre değeri değiştirilebilir.
Ayarlanacak parametreler güç kaynağı
üzerinde, tel sürme ünitesinde veya robot
kumandası üzerinden girilir ve değiştirilir.
Seçilen parametre uzaktan kumanda ekranında siyah kesiksiz bir çubukla gösteri-
lir. Parametre değeri harici parametre girişinde uzaktan kumanda üzerinde
değiştirilemez.
72

TR
Dahili parametre girişi örneği: "Pencere" içeren siyah
çubuk - Ark düzeltme seçili durumda
Harici parametre girişi örneği: kesiksiz siyah çubuk ark düzeltme seçili durumda
ÖNEMLI!
F5 "Int/Ext" fonksiyon tuşu yalnızca uzaktan kumanda bağlı iken etkindir.
Uzaktan kumanda bağlı değilse F5 "Int/Ext" fonksiyon tuşu gri renkte gösterilir:
Bağlanmış olmayan bir uzaktan kumanda için örnek: F5 "Int/Ext" gri renkle gösterilir
73

Job optimizasyonu ve yönetimi
Genel bilgiler Seçilen Job'lar için "Optimizing & managing jobs" (Job optimizasyonu ve yönetimi) menü
öğesinde aşağıdaki fonksiyonlar gerçekleştirilebilir:
- Yönetimsel verileri çağırma
- Çalışma parametrelerini ayarlama
- Job'a özgü parametreleri ayarlama
Seçilen Job'un türüne bağlı olarak birçok ekran "çamaşır ipi" üzerinde farklı şekilde
görüntülenir.
Görüntülenen ekranların sırası da Job türüne bağlıdır.
MIG/MAG Synergic Job'larda aşağıdaki ekranlar görüntülenir:
- Yönetimsel veriler
- SynchroPuls
- Kaynak programı - QMaster değerleri
- Çalışma parametreleri
- Yöntem ayarları
- Düzeltme sınırları
- Özel 2 taktlı
- Özel 4 taktlı
- Punkta kaynağı
- Job başına dokümantasyon
1)
2)
3)
4)
"Optimizing &
managing jobs"
(Job optimizasyonu ve yönetimi)
menü öğesini
çağırma
1)
Güç kaynağında yalnızca SynchroPuls opsiyonu kurulduğunda görüntülenir
2)
Seçilen Job için torç işletim modu yalnızca S2 tetiğe ayarlandığında görüntülenir
3)
Seçilen Job için torç işletim modu yalnızca S4 tetiğe ayarlandığında görüntülenir
4)
Seçilen Job için torç işletim modu yalnızca Punta kaynağına ayarlandığında
görüntülenir
Menü tuşuna (1) basın
1
- Ana menü görüntülenir
Ayar düğmesini (18) kullanarak "Opti-
2
mizing & managing jobs" (Job optimizasyonu ve yönetimi) menü öğesini
seçin
OK tuşuna (3) basın
3
- Güvenlik sorusu "Do you want to
edit the jobs online?" (Job'ları online düzeltmek ister misiniz?)
görüntülenir
74
Ana menü: "Optimizing & managing jobs" (Job optimizasyonu ve yönetimi) menü öğesi seçildi

F2 "Yes" (Evet) veya F3 "No" (Hayır)
4
tuşuna basın
- Online düzeltme - F2 "Evet"
Güç kaynağı, güncel güç kaynağı
ayarlarından bağımsız olarak Job
düzeltme menüsüne geçer. Uzaktan kumanda üzerinde değiştirilen
veriler güç kaynağı üzerinde de
görüntülenir.
- Online düzeltme - F3 "Hayır"
Güncel güç kaynağı ayarları
değişmeden kalır. Uzaktan kumanda üzerinde değiştirilen veriler
yalnızca uzaktan kumanda üzerin-
de görüntülenir.
- En son çağrılan "Data" (Veri) ekr-
Güvenlik sorusu: Job'ları online olarak düzeltmek istiyor musunuz?
anı görüntülenir
Genel bakış "Optimizing & managing jobs" (Job optimizasyonu ve yönetimi) aşağıdaki bölümlerden
oluşur:
- Job yönetimi
- Seçilen bir Job için yönetimsel verileri çağırma
- Seçilen bir Job için kaynak programını çağırma ve değiştirme
- Seçilen bir Job için çalışma parametrelerini çağırma ve değiştirme
- Seçilen bir Job için yöntem ayarlarını çağırma ve değiştirme
- Seçilen bir Job için özel 2 tetik parametrelerini çağırma ve değiştirme
- Seçilen bir Job için özel 4 tetik parametrelerini çağırma ve değiştirme
- Seçilen bir Job için punta parametrelerini çağırma ve değiştirme
- Seçilen bir Job için düzeltme sınırlarını belirleme
- Job'a özel dokümantasyon
- Seçilen bir Job için SynchroPuls parametrelerini çağırma ve değiştirme
- Seçilen bir Job için QMaster değerlerini belirleme
- Karakteristik eğri noktası oluşturma
TR
75

Job yönetimi
Job yönetimi
Job optimizasyonu ve yönetimi: "Manage jobs - Group" (Job yönetimi - Grup) ekranı
"Optimizing & managing jobs" (Job op-
1
timizasyonu ve yönetimi) menü öğesini çağırın
Görüntülenen ekrandan bağımsız olar-
2
ak F1 "Manage jobs" (Job yönet)
tuşuna basın:
- Sihirbazın 1. ekranı "Manage jobs
- Group" (Job yönetimi - Grup)
görüntülenir
İstediğiniz grubu (0 - 99) ayar düğme-
3
sini (18) kullanarak seçin
Grubu adlandırmak için F3 "Name gro-
4
up" (Grubu adlandır) tuşuna basın
- "Name group" (Grup adlandırma)
ekranı görüntülenir
Uygun harfleri ayar düğmesini (18)
5
kullanarak seçin
Bir sonraki harfi girmek için F4 ">"
6
tuşuna basın
- F3 "<" veya F2 "< Delete" (Sil)
tuşları vasıtasıyla düzeltmeler
yapılabilir.
Adlandırma tamamlandığında F1 "Ac-
7
cept" (Kabul) tuşuna basın:
- Yeni ad geçerli olur, "Manage jobs
- Group" (Job yönetimi - Grup) ekranı görüntülenir
76
"Name group" (Grup adlandırma) ekranı
Job optimizasyonu ve yönetimi: "Manage jobs - Group" (Job yönetimi - Grup) ekranı
F2 "Forward" (İleri) tuşuna basın:
8
- Sihirbazın 2. ekranı "Manage jobs
- Memory location" (Job yönetimi Kaydetme yeri) görüntülenir

"Manage jobs - Memory location" (Job yönetimi Kaydetme yeri) ekranı
"Name job" (Job adlandırma) ekranı
İstediğiniz kaydetme yerini ayar
9
düğmesini (18) kullanarak seçin
Job'ları adlandırmak için F3 "Name
10
job" (Job adlandır) tuşuna basın:
- "Name job" (Job adlandırma) ekranı görüntülenir
Uygun harfleri ayar düğmesini (18)
11
kullanarak seçin
Bir sonraki harfi girmek için F4 ">"
12
tuşuna basın
- F3 "<" veya F2 "< Delete" (Sil)
tuşları vasıtasıyla düzeltmeler
yapılabilir.
Adlandırma tamamlandığında F1 "Ac-
13
cept" (Kabul) tuşuna basın:
- Yeni ad geçerli olur, "Store as job -
Memory location" (Job olarak kaydet - Kaydetme yeri) ekranı
görüntülenir
- F1 "Back" (Geri) tuşuna basarak
daha önce işleme tabi tutulan
çalışma adımları yeniden
görüntülenebilir. Değişiklikler
yapılabilir.
TR
"Store as job - Memory location" (Job olarak kaydet Kaydetme yeri) ekranı: Job 3 Left side up seçildi
F2 "Done" (Son) tuşuna basın:
14
- İlk seçilen "Data" (Veri) ekranı
görüntülenir.
77

Grup ve Job silme
Job optimizasyonu ve yönetimi: "Manage jobs - Group" (Job yönetimi - Grup) ekranı
"Optimizing & managing jobs" (Job op-
1
timizasyonu ve yönetimi) menü öğesini çağırın
Görüntülenen ekrandan bağımsız olar-
2
ak F1 "Manage jobs" (Job yönet)
tuşuna basın:
- Sihirbazın 1. ekranı "Manage jobs
- Group" (Job yönetimi - Grup)
görüntülenir
Grupları silerken, silinecek grubu (0 -
3
99) ayar düğmesini (18) kullanarak
seçin
F4 "Delete group" (Grup sil) tuşuna
4
basın
- Güvenlik sorusu "Grup 0'ın tamamını gerçekten silmek istiyor musunuz?" görüntülenir
ÖNEMLI!
Bir grup silinince o grubun tüm Job'ları
da silinir.
"Delete group" (Grup sil) güvenlik sorusu
F2 "Yes" (Evet) tuşuna basın
5
- Seçilen grup silinir, sihirbazın 1.
ekranı "Manage jobs - Group"
(Job yönetimi - Grup) görüntülenir
78

Silinen grubu içeren "Manage jobs - Group" (Job
yönetimi - Grup) ekranı
F2 "Forward" (İleri) tuşuna basın:
6
- Sihirbazın 2. ekranı "Manage jobs
- Memory location" (Job yönetimi Kaydetme yeri) görüntülenir
Job silerken uygun kaydetme yerini
7
ayar düğmesini (18) kullanarak seçin
F4 "Delete Job" (Job sil) tuşuna basın:
8
- Güvenlik sorusu "Job 3'ü gerçekten silmek istiyor musunuz?"
görüntülenir
TR
"Manage jobs - Memory location" (Job yönetimi Kaydetme yeri) ekranı
"Delete Job" (Job sil) güvenlik sorusu
F2 "Yes" (Evet) tuşuna basın
9
- Seçilen grup silinir, sihirbazın 2.
ekranı "Manage jobs - Memory lo-
cation" (Job yönetimi - Kaydetme
yeri) görüntülenir
79

"Manage jobs - Memory location" (Job yönetimi Kaydetme yeri) ekranı
F2 "Done" (Son) tuşuna basın:
10
- İlk seçilen "Data" (Veri) ekranı
görüntülenir.
80

Seçilen bir Job için yönetimsel verileri çaðýrma
TR
Job'a ait yönetim-
sel verileri
çağırma
Job optimizasyonu ve yönetimi: "Administration data"
(Yönetimsel veriler) ekranı
"Optimizing & managing jobs" (Job op-
1
timizasyonu ve yönetimi) menü öğesini çağırın
Sağ ok tuşuna (8) basarak "Administr-
2
ation data" (Yönetimsel veriler) ekranını seçin
- "Administration data" (Yönetimsel
veriler) ekranı görüntülenir
Aşağı (6) veya yukarı (7) tuşlarını kull-
3
anarak "Group n°" (Grup No.) para-
metresini seçin
İstediğiniz grubu (0 - 99) ayar düğme-
4
sini (18) kullanarak seçin
Aşağı (6) veya yukarı (7) tuşlarını kull-
5
anarak "Job n°" (Job No.) parametre-
sini seçin
İstediğiniz Job'u (0 - 999) ayar düğme-
6
sini (18) kullanarak seçin
- Bir sonraki gruptan bir Job seçilir-
se görüntülenen grup buna uygun
olarak değişir.
Job türüne bağlı
olarak farklı
yönetimsel veriler ekranı
Seçilen Job'un türüne bağlı olarak yönetimsel veriler ekranı değişir, örn.:
MIG/MAG Synergic Job'larda aşağıdaki-
ler görüntülenir:
- Kaynak akımı, kaynak gerilimi ve
malzeme kalınlığı - her biri ayarlan-
CC/CV Modu Job'larda aşağıdakiler
görüntülenir:
- Kaynak akımı, kaynak gerilimi
- Oluşturma tarihi
an tel sürme hızına bağlıdır
- Kaynak programı
- Oluşturma tarihi
F4 "Filler\nmetal" (Malzeme) tuşu aktif
değildir. Fonksiyon tuşunun görevi gri
renkte gösterilir.
MIG/MAG Synergic Job için "Administration data"
(Yönetimsel veriler) ekranı
CC/CV Modu Job için "Administration data" (Yönetimsel veriler) ekranı
81

Seçilen bir Job için kaynak programýný çaðýrma ve
deðiþtirme
Genel bilgiler "Çamaşır ipi" üzerinde görüntülenen ekranların sırası seçilen her bir Job'un türüne
bağlıdır.
"Welding program" (Kaynak programı) ekranı yalnızca MIG/MAG Synergic Job'lar için
görüntülenir.
Job'un kaynak
programını
çağırma
Job optimizasyonu ve yönetimi: "Welding program"
(Kaynak programı) ekranı
"Optimizing & managing jobs" (Job op-
1
timizasyonu ve yönetimi) menü öğesini çağırın
Görüntülenen ekrandan bağımsız olar-
2
ak aşağı (6) veya yukarı (7) tuşlarını
kullanarak "Group n°" (Grup No.) par-
ametresini seçin
İstediğiniz grubu (0 - 99) ayar düğme-
3
sini (18) kullanarak seçin
Aşağı (6) veya yukarı (7) tuşlarını kull-
4
anarak "Job n°" (Job No.) parametre-
sini seçin
İstediğiniz Job'u (0 - 999) ayar düğme-
5
sini (18) kullanarak seçin
- Bir sonraki gruptan bir Job seçilir-
se görüntülenen grup buna uygun
olarak değişir.
Sağ ok tuşuna (8) basarak "Welding
6
program" (Kaynak programı) ekranını
seçin
- "Welding program" (Kaynak programı) ekranı görüntülenir
Job'un kaynak
programını
değiştirme
82
Job optimizasyonu ve yönetimi: "Welding program"
(Kaynak programı) ekranı
Job'un kaynak programını çağırın
1
Kaynak programını değiştirmek için F4
2
"Filler\nmetal" (Malzeme) tuşuna
basın:
- Sihirbazın 1. ekranı "Select a filler
metal" (Yardımcı malzeme seçme)
görüntülenir

"Yardımcı malzeme seçimi" ekranı: AlMg5 seçildi
Gerekli malzemeyi ayar düğmesini
3
(18) kullanarak seçin
F2 "Forward" (İleri) tuşuna basın:
4
- Sihirbazın 2. ekranı "tel çapı
seçimi" görüntülenir
- Yalnızca 1. ekranda seçilen malzeme için mevcut tel çapları
görüntülenir.
Uygun tel çapını ayar düğmesini (18)
5
kullanarak seçin
F2 "Forward" (İleri) tuşuna basın:
6
- Sihirbazın 3. ekranı "gaz seçimi"
görüntülenir.
- Yalnızca 1. ekranda seçilen malzeme için mevcut gaz ve 2. ekranda seçilen tel çapı için mevcut gaz
gösterilir
TR
"Tel çapı seçimi" ekranı: 1,0 mm seçildi
"Gaz seçimi" ekranı: I1 % 100 Ar seçildi
Uygun gazı ayar düğmesini (18) kulla-
7
narak seçin
F2 "Forward" (İleri) tuşuna basın:
8
- Seçilen malzeme, seçilen tel çapı
ve seçilen koruyucu gaz için ancak çok sayıda karakteristik eğri
kayıtlı olması durumunda "Select
a reference" (Referans seçimi) ekranı görüntülenir.
- Yöntemin ardında yer alan parantez içindeki değer, bu yöntem için
ne kaç tane karakteristik eğrinin
kayıtlı olduğunu belirtir.
83

Örnek: AlSi 5 / 1,2 mm / I1 % 100 Ar "Referans
seçimi" ekranı: S0016 karakteristik eğrisi seçildi
Aşağı (6) veya yukarı (7) tuşlarını kull-
9
anarak uygun yöntemi seçin
Karakteristik eğrinin ilgili referans nu-
10
marasını ayar düğmesini (18) kullanarak seçin
- Örn.:
Karakteristik eğri C0876 yalnızca
CMT için uygundur.
F2 "Forward" (İleri) tuşuna basın
11
- Sihirbazın 4. son ekranı "Welding
program" (Kaynak programı)
doğrulama amacıyla görüntülenir
- F1 "Back" (Geri) tuşuna basarak
daha önce işleme tabi tutulan
çalışma adımları yeniden
görüntülenebilir. Değişiklikler
yapılabilir.
F2 "Done" (Son) tuşuna basın
12
Job optimizasyonu & yönetimi: "Welding program"
(Kaynak programı) ekranı
Job optimizasyonu & yönetimi: "Welding program"
(Kaynak programı) ekranı
Ayarlanan kaynak programı geçerli olur,
"Welding program" (Kaynak programı) ekr-
anı görüntülenir
84
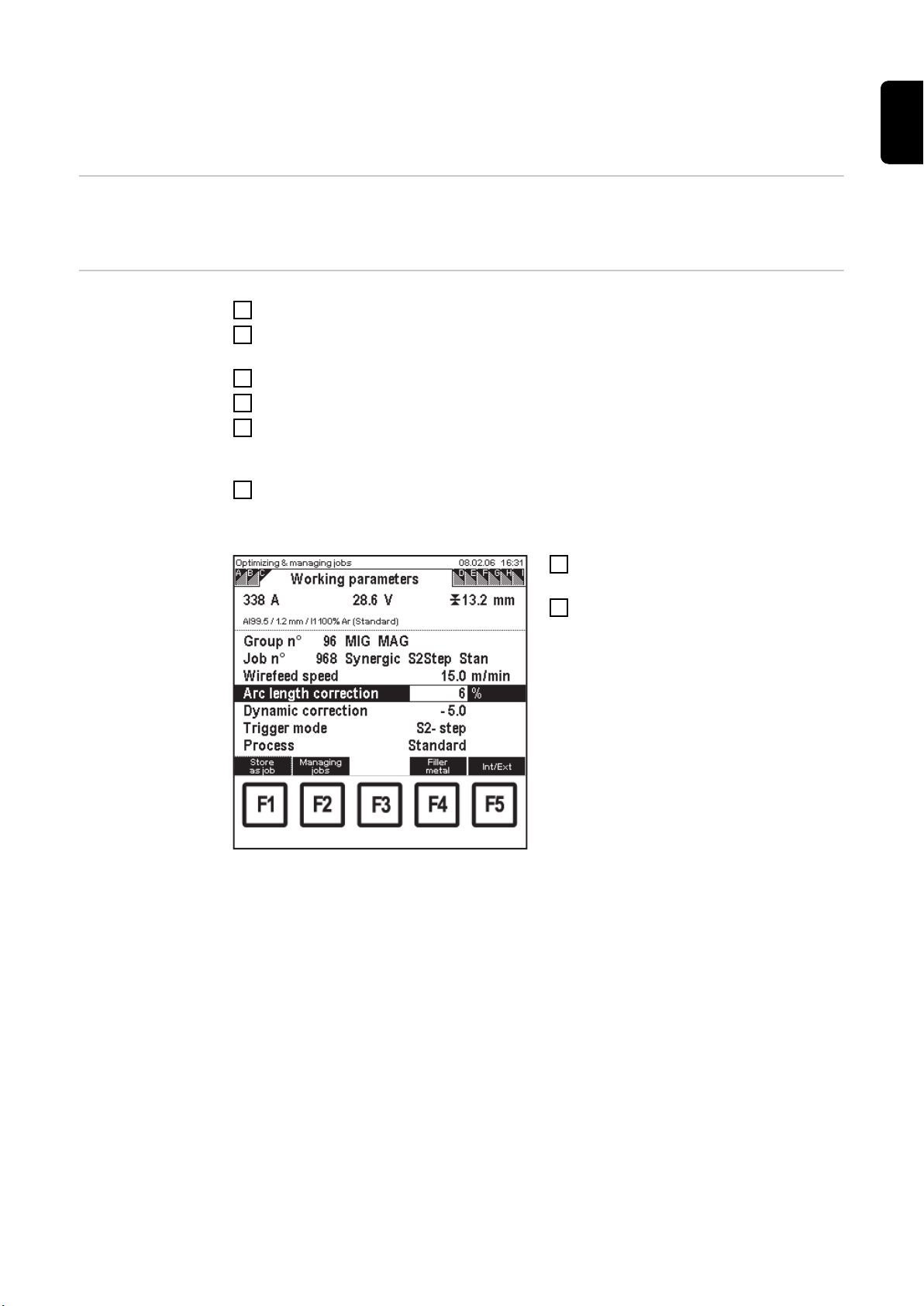
Seçilen bir Job için çalýþma parametrelerini
çaðýrma ve deðiþtirme
Genel bilgiler "Çamaşır ipi" üzerinde görüntülenen ekranların sırası seçilen her bir Job'un türüne
bağlıdır.
Job'un çalışma
parametrelerini
çağırma ve
değiştirme
"Optimizing & managing jobs" (Job optimizasyonu ve yönetimi) menü öğesini çağırın
1
Görüntülenen ekrandan bağımsız olarak aşağı (6) veya yukarı (7) tuşlarını kullanar-
2
ak "Group n°" (Grup No.) parametresini seçin
İstediğiniz grubu (0 - 99) ayar düğmesini (18) kullanarak seçin
3
Aşağı (6) veya yukarı (7) tuşlarını kullanarak "Job n°" (Job No.) parametresini seçin
4
İstediğiniz Job'u (0 - 999) ayar düğmesini (18) kullanarak seçin
5
- Bir sonraki gruptan bir Job seçilirse görüntülenen grup buna uygun olarak
değişir.
Sağ ok tuşuna (8) basarak "Working parameters" (Çalışma parametreleri) ekranını
6
seçin
- "Working parameters" (Çalışma parametreleri) ekranı görüntülenir
Aşağı (6) veya yukarı (7) tuşlarını kull-
7
anarak uygun parametreleri seçin
Parametre değerini ayar düğmesini
8
(18) kullanarak değiştirin
- Parametre değeri yalnızca tanımlanmış ayar aralığı içerisinde
değiştirilebilir. Ayar aralığı sistem-
de kayıtlıdır.
TR
Job optimizasyonu ve yönetimi: "Working parameters" (Çalışma parametreleri) ekranı
85

Tel sürme hızı
değerini değiştirme bilgileri
MIG/MAG Synergic Job'lar için "Working
parameters" (Çalışma parametreleri) ekranında tel sürme hızı değeri değiştirildiği
takdirde Synergic fonksiyon nedeniyle kaynak akımı ve kaynak gerilimi değerleri de
değişir.
Kaynak akımını ve kaynak gerilimini
değiştirirken "QMaster" ekranında "Current
command value" (Akım ayar değeri) ve
"Voltage command value" (Gerilim ayar
değeri) parametreleri dikkate alınmalıdır.
"Working parameters" (Çalışma parametreleri) ekranı
- Tel sürme hızı değerini değiştirme
86

Seçilen bir Job için yöntem ayarlarýný çaðýrma ve
deðiþtirme
Genel bilgiler "Çamaşır ipi" üzerinde görüntülenen ekranların sırası seçilen her bir Job'un türüne
bağlıdır.
Job'un yöntem
ayarlarını
çağırma ve
değiştirme
"Optimizing & managing jobs" (Job optimizasyonu ve yönetimi) menü öğesini çağırın
1
Görüntülenen ekrandan bağımsız olarak aşağı (6) veya yukarı (7) tuşlarını kullanar-
2
ak "Group n°" (Grup No.) parametresini seçin
İstediğiniz grubu (0 - 99) ayar düğmesini (18) kullanarak seçin
3
Aşağı (6) veya yukarı (7) tuşlarını kullanarak "Job n°" (Job No.) parametresini seçin
4
İstediğiniz Job'u (0 - 999) ayar düğmesini (18) kullanarak seçin
5
- Bir sonraki gruptan bir Job seçilirse görüntülenen grup buna uygun olarak
değişir.
Sağ ok tuşuna (8) basarak "Process
6
settings" (Yöntem ayarları) ekranını
seçin
- "Process settings" (Yöntem ayarları) ekranı görüntülenir
Aşağı (6) veya yukarı (7) tuşlarını kull-
7
anarak uygun parametreleri seçin
Parametre değerini ayar düğmesini
8
(18) kullanarak değiştirin
- Parametre değeri yalnızca tanımlanmış ayar aralığı içerisinde
değiştirilebilir. Ayar aralığı sistem-
de kayıtlıdır.
TR
Job optimizasyonu ve yönetimi: "Yöntem ayarları" ekranı
87

Seçilen bir Job için özel 2 tetik parametrelerini
çaðýrma ve deðiþtirme
Genel bilgiler "Çamaşır ipi" üzerinde görüntülenen ekranların sırası seçilen her bir Job'un türüne
bağlıdır.
"Special 2-step" (Özel 2 tetik) ekranı yalnızca aşağıdaki durumlarda görüntülenir:
- Seçilen Job için torç işletim modu S2 tetiğe ayarlandığında
- MIG/MAG Synergic Job'larda
Job için özel 2 te-
tik parametrelerini çağırma ve
değiştirme
"Optimizing & managing jobs" (Job optimizasyonu ve yönetimi) menü öğesini çağırın
1
Görüntülenen ekrandan bağımsız olarak aşağı (6) veya yukarı (7) tuşlarını kullanar-
2
ak "Group n°" (Grup No.) parametresini seçin
İstediğiniz grubu (0 - 99) ayar düğmesini (18) kullanarak seçin
3
Aşağı (6) veya yukarı (7) tuşlarını kullanarak "Job n°" (Job No.) parametresini seçin
4
İstediğiniz Job'u (0 - 999) ayar düğmesini (18) kullanarak seçin
5
- Bir sonraki gruptan bir Job seçilirse görüntülenen grup buna uygun olarak
değişir.
Sağ ok tuşuna (8) basarak "Special 2-step" (Özel 2 tetik) ekranını seçin
6
- "Special 2-step" (Özel 2 tetik) ekranı görüntülenir
Aşağı (6) veya yukarı (7) tuşlarını kull-
7
anarak uygun parametreleri seçin
Parametre değerini ayar düğmesini
8
(18) kullanarak değiştirin
- Parametre değeri yalnızca tanımlanmış ayar aralığı içerisinde
değiştirilebilir. Ayar aralığı sistem-
de kayıtlıdır.
88
Job optimizasyonu ve yönetimi: "Special 2-step"
(Özel 2 tetik) ekranı

Seçilen bir Job için özel 4 tetik parametrelerini
çaðýrma ve deðiþtirme
Genel bilgiler "Çamaşır ipi" üzerinde görüntülenen ekranların sırası seçilen her bir Job'un türüne
bağlıdır.
"Special-4-step" (Özel 4 tetik) ekranı yalnızca aşağıdaki durumlarda görüntülenir:
- Seçilen Job için torç işletim modu S4 tetiğe ayarlandığında
- MIG/MAG Synergic Job'larda
Job için özel 4 te-
tik parametrelerini çağırma ve
değiştirme
"Optimizing & managing jobs" (Job optimizasyonu ve yönetimi) menü öğesini çağırın
1
Görüntülenen ekrandan bağımsız olarak aşağı (6) veya yukarı (7) tuşlarını kullanar-
2
ak "Group n°" (Grup No.) parametresini seçin
İstediğiniz grubu (0 - 99) ayar düğmesini (18) kullanarak seçin
3
Aşağı (6) veya yukarı (7) tuşlarını kullanarak "Job n°" (Job No.) parametresini seçin
4
İstediğiniz Job'u (0 - 999) ayar düğmesini (18) kullanarak seçin
5
- Bir sonraki gruptan bir Job seçilirse görüntülenen grup buna uygun olarak
değişir.
Sağ ok tuşuna (8) basarak "Special-4-step" (Özel 4 tetik) ekranını seçin
6
- "Special-4-step" (Özel 4 tetik) ekranı görüntülenir
TR
Job optimizasyonu ve yönetimi: "Special-4-step"
(Özel 4 tetik) ekranı
Aşağı (6) veya yukarı (7) tuşlarını kull-
7
anarak uygun parametreleri seçin
Parametre değerini ayar düğmesini
8
(18) kullanarak değiştirin
- Parametre değeri yalnızca tanımlanmış ayar aralığı içerisinde
değiştirilebilir. Ayar aralığı sistem-
de kayıtlıdır.
89

Seçilen bir Job için punta parametrelerini çaðýrma
ve deðiþtirme
Genel bilgiler "Çamaşır ipi" üzerinde görüntülenen ekranların sırası seçilen her bir Job'un türüne
bağlıdır.
"Spot welding" (Punta kaynağı) ekranı yalnızca aşağıdaki durumlarda görüntülenir:
- Seçilen Job için torç işletim modu S4 tetiğe ayarlandığında
- MIG/MAG Synergic Job'larda
Job için punta
parametrelerini
çağırma ve
değiştirme
"Optimizing & managing jobs" (Job optimizasyonu ve yönetimi) menü öğesini çağırın
1
Görüntülenen ekrandan bağımsız olarak aşağı (6) veya yukarı (7) tuşlarını kullanar-
2
ak "Group n°" (Grup No.) parametresini seçin
İstediğiniz grubu (0 - 99) ayar düğmesini (18) kullanarak seçin
3
Aşağı (6) veya yukarı (7) tuşlarını kullanarak "Job n°" (Job No.) parametresini seçin
4
İstediğiniz Job'u (0 - 999) ayar düğmesini (18) kullanarak seçin
5
- Bir sonraki gruptan bir Job seçilirse görüntülenen grup buna uygun olarak
değişir.
Sağ ok tuşuna (8) basarak "Spot welding" (Punta kaynağı) ekranı seçin
6
- "Spot welding" (Punta kaynağı) ekranı görüntülenir
Aşağı (6) veya yukarı (7) tuşlarını kull-
7
anarak uygun parametreleri seçin
Parametre değerini ayar düğmesini
8
(18) kullanarak değiştirin
- Parametre değeri yalnızca tanımlanmış ayar aralığı içerisinde
değiştirilebilir. Ayar aralığı sistem-
de kayıtlıdır.
90
Job optimizasyonu ve yönetimi: "Spot welding" (Punta kaynağı) ekranı

Seçilen bir Job için düzeltme sýnýrlarýný belirleme
Genel bilgiler "Çamaşır ipi" üzerinde görüntülenen ekranların sırası seçilen her bir Job'un türüne
bağlıdır.
"Correction boundaries" (Düzeltme sınırları) ekranı yalnızca MIG/MAG Synergic Job'lar
için görüntülenir.
TR
Düzeltme sınırlarının amacı
Job için düzeltme
sınırlarını belirle-
me
Düzeltme sınırları her bir Job için ayrı ayrı girilebilir.
Job için düzeltme sınırları belirlenirse, bu durumda Job kaynağında ilgili Job'un kaynak
gücü ve ark uzunluğu belirlenen sınırlar içerisinde düzeltilebilir.
"Optimizing & managing jobs" (Job optimizasyonu ve yönetimi) menü öğesini çağırın
1
Görüntülenen ekrandan bağımsız olarak aşağı (6) veya yukarı (7) tuşlarını kullanar-
2
ak "Group n°" (Grup No.) parametresini seçin
İstediğiniz grubu (0 - 99) ayar düğmesini (18) kullanarak seçin
3
Aşağı (6) veya yukarı (7) tuşlarını kullanarak "Job n°" (Job No.) parametresini seçin
4
İstediğiniz Job'u (0 - 999) ayar düğmesini (18) kullanarak seçin
5
- Bir sonraki gruptan bir Job seçilirse görüntülenen grup buna uygun olarak
değişir.
Sağ ok tuşuna (8) basarak "Correction boundaries" (Düzeltme sınırları) ekranını
6
seçin
- "Correction boundaries" (Düzeltme sınırları) ekranı görüntülenir
Aşağı (6) veya yukarı (7) tuşlarını kull-
7
anarak uygun parametreleri seçin
Parametre değerini ayar düğmesini
8
(18) kullanarak değiştirin
- Parametre değeri yalnızca tanımlanmış ayar aralığı içerisinde
değiştirilebilir. Ayar aralığı sistem-
de kayıtlıdır.
Job optimizasyonu ve yönetimi: "Correction boundaries" (Düzeltme sınırları) ekranı
91

Düzeltme sınırlarına yönelik
açıklama
Kaynak gücü için düzeltme aralığı aşağıda belirtilenlerden oluşur:
ayarlanan tel sürme hızı Örn.: 15,0 m/dk
.
+ Üst güç sınırı için % cinsinden değer + 5,0 %
= kaynak gücü için üst sınır
ayarlanan tel sürme hızı Örn.: 15,0 m/dk
- Alt güç sınırı için % cinsinden değer - 3,0 %
= kaynak gücü için alt sınır
Bu nedenle Job kaynağında kaynak gücü 14,6 m/dak ve 15,8 m/dak arasında düzeltilebi-
lir.
Ark uzunluğu için düzeltme aralığı aşağıda belirtilenlerden oluşur:
ayarlanan ark düzeltme değeri Örn.: + 10,0 %
+ LiBo uzunluk sınırları için % cinsinden
değer
= ark uzunluğu için üst sınır
ayarlanan ark düzeltme değeri Örn.: + 10,0 %
+ 20,0 %
= 15,8 m/dk
.
.
= 14,6 m/dk
.
= 30,0 %
- LiBo uzunluk sınırları için % cinsinden
değer
= ark uzunluğu için alt sınır
Bu nedenle Job kaynağında ark uzunluğu -% 10,0 ila +%30 aralığında düzeltilebilir.
- 20,0 %
= -10,0 %
92

Job’a özel dokümantasyon
Genel bilgiler "Çamaşır ipi" üzerinde görüntülenen ekranların sırası seçilen her bir Job'un türüne
bağlıdır.
TR
"Job-specific
doc." (Job'a özel
dokümantasyon)
fonksiyonunun
amacı
"Job-specific
doc." (Job'a özel
dokümantasyon)
fonksiyonunun
ön koşullu
Job'a özel
dokümantasyonu
belirleme
"Job-specific doc." (Job'a özel dokümantasyon) seçilen Job'un güncel kaynak değerlerini
kayıt altına almak için kullanılır.
"Job-specific doc." (Job'a özel dokümantasyon) her bir Job için ayrı ayrı ayarlanabilir.
"Documentation" (Dokümantasyon) menü öğesinin "Basic settings" (Temel ayarlar) ekranındaki "Job documentation" (Job dokümantasyon) parametresi aşağıda belirtildiği gibi
ayarlanmış olmalıdır:
- Job başına .... "Job dokümantasyonu" parametreleri
"Optimizing & managing jobs" (Job optimizasyonu ve yönetimi) menü öğesini çağırın
1
Görüntülenen ekrandan bağımsız olarak aşağı (6) veya yukarı (7) tuşlarını kullanar-
2
ak "Group n°" (Grup No.) parametresini seçin
İstediğiniz grubu (0 - 99) ayar düğmesini (18) kullanarak seçin
3
Aşağı (6) veya yukarı (7) tuşlarını kullanarak "Job n°" (Job No.) parametresini seçin
4
İstediğiniz Job'u (0 - 999) ayar düğmesini (18) kullanarak seçin
5
- Bir sonraki gruptan bir Job seçilirse görüntülenen grup buna uygun olarak
değişir.
Sağ ok tuşuna (8) basarak "Job-specific doc." (Job'a özel dokümantasyon) ekranını
6
seçin
- "Job-specific doc." (Job'a özel dokümantasyon) ekranı görüntülenir
Job optimizasyonu ve yönetimi: "Job-specific doc."
(Job'a özel dokümantasyon) ekranı
Aşağı (6) veya yukarı (7) tuşlarını kull-
7
anarak uygun parametreleri seçin
Parametre değerini ayar düğmesini
8
(18) kullanarak değiştirin
- Parametre değeri yalnızca tanımlanmış ayar aralığı içerisinde
değiştirilebilir. Ayar aralığı sistem-
de kayıtlıdır.
93

Job'a özel
dokümantasyona
yönelik açıklama
Parametreler Ayar Sonuç
Dokümantasyon Açık Seçilen Job'un güncel kaynak değerleri Job kay-
nağında "Every n-th seam" (dikiş aralığı) ve
"Every n seconds" (Zaman aralığı) parametrelerine uygun olarak kayıt altına alınır
Kapalı Seçilen Job'un güncel kaynak değerleri Job kay-
nağında kayıt altına alınmaz
Dikiş aralığı 1 Seçilen Job'un güncel kaynak değerleri Job kay-
nağında her (kaynak) dikiş(i) için kayıt altına
alınır
2 Seçilen Job'un güncel kaynak değerleri Job kay-
nağında her 2. (kaynak) dikiş(i) için kayıt altına
alınır
...
100 Seçilen Job'un güncel kaynak değerleri Job kay-
nağında her 100. (kaynak) dikiş(i) için kayıt
altına alınır (= azami dikiş aralığı)
Zaman aralığı Kapalı Seçilen Job'un güncel kaynak değerleri her dikiş
için bir kez kayıt altına alınır
0,1 Seçilen Job'un güncel kaynak değerleri Job kay-
nağında her 0,1 saniyede kayıt altına alınır
0,2 Seçilen Job'un güncel kaynak değerleri Job kay-
nağında her 0,2 saniyede kayıt altına alınır
...
9,9 Seçilen Job'un güncel kaynak değerleri Job kay-
nağında her 9,9 saniyede kayıt altına alınır (=
azami zaman aralığı)
94

Seçilen bir Job için SynchroPuls parametrelerini
çaðýrma ve deðiþtirme
Genel bilgiler "Çamaşır ipi" üzerinde görüntülenen ekranların sırası seçilen her bir Job'un türüne
bağlıdır.
"SynchroPuls" ekranı yalnızca aşağıdaki durumlarda görüntülenir:
- Güç kaynağında SynchroPuls opsiyonu kurulduğunda
- MIG/MAG Synergic Job'larda
Job için SynchroPuls parametrele-
rini çağırma ve
değiştirme
"Optimizing & managing jobs" (Job optimizasyonu ve yönetimi) menü öğesini çağırın
1
Görüntülenen ekrandan bağımsız olarak aşağı (6) veya yukarı (7) tuşlarını kullanar-
2
ak "Group n°" (Grup No.) parametresini seçin
İstediğiniz grubu (0 - 99) ayar düğmesini (18) kullanarak seçin
3
Aşağı (6) veya yukarı (7) tuşlarını kullanarak "Job n°" (Job No.) parametresini seçin
4
İstediğiniz Job'u (0 - 999) ayar düğmesini (18) kullanarak seçin
5
- Bir sonraki gruptan bir Job seçilirse görüntülenen grup buna uygun olarak
değişir.
Sağ ok tuşuna (8) basarak "SynchroPuls" ekranını seçin
6
- "SynchroPuls" ekranı görüntülenir
TR
Job optimizasyonu ve yönetimi: "SynchroPuls" ekranı
Aşağı (6) veya yukarı (7) tuşlarını kull-
7
anarak uygun parametreleri seçin
Parametre değerini ayar düğmesini
8
(18) kullanarak değiştirin
- Parametre değeri yalnızca tanımlanmış ayar aralığı içerisinde
değiştirilebilir. Ayar aralığı sistem-
de kayıtlıdır.
95

Seçilen bir Job için QMaster deðerlerini belirleme
Genel bilgiler "Çamaşır ipi" üzerinde görüntülenen ekranların sırası seçilen her bir Job'un türüne
bağlıdır.
QMaster değerlerinin amacı
Job için QMaster
değerlerini belirleme
QMaster değerleri her bir Job için ayrı ayrı girilebilir. Belirtilen QMaster değerleri belirli bir
zaman dilimi boyunca sınırların dışına çıkması durumunda aşağıdaki tepkilerden biri ortaya çıkar:
- Güç kaynağı hemen kapatılır
- Uyarı sinyali yayınlanır
- Tepki verilmez
"Optimizing & managing jobs" (Job optimizasyonu ve yönetimi) menü öğesini çağırın
1
Görüntülenen ekrandan bağımsız olarak aşağı (6) veya yukarı (7) tuşlarını kullanar-
2
ak "Group n°" (Grup No.) parametresini seçin
İstediğiniz grubu (0 - 99) ayar düğmesini (18) kullanarak seçin
3
Aşağı (6) veya yukarı (7) tuşlarını kullanarak "Job n°" (Job No.) parametresini seçin
4
İstediğiniz Job'u (0 - 999) ayar düğmesini (18) kullanarak seçin
5
- Bir sonraki gruptan bir Job seçilirse görüntülenen grup buna uygun olarak
değişir.
Sağ ok tuşuna (8) basarak "QMaster" ekranını seçin
6
- "QMaster" ekranı görüntülenir
Aşağı (6) veya yukarı (7) tuşlarını kull-
7
anarak uygun parametreleri seçin
Parametre değerini ayar düğmesini
8
(18) kullanarak değiştirin
- Parametre değeri yalnızca tanımlanmış ayar aralığı içerisinde
değiştirilebilir. Ayar aralığı sistem-
de kayıtlıdır.
96
Job optimizasyonu ve yönetimi: "QMaster" ekranı
NOT!
"Working parameters" (Çalışma parametreleri) ekranında tel sürme hızı değeri
değiştirildiği takdirde Synergic fonksiyon nedeniyle kaynak akımı ve kaynak gerilimi değerleri de değişir. Kaynak akımını ve kaynak gerilimini değiştirirken "QMas-
ter" ekranında "Current command value" (Akım ayar değeri) ve "Voltage command
value" (Gerilim ayar değeri) parametreleri dikkate alınmalıdır.
ÖNEMLI! Seçilen bir Job için "Max. duration of voltage-deviation" (Maksimum gerilim
sapma süresi) ve "Max. duration of current-deviation" (Maksimum akım sapma süresi)
parametre değerlerinin "Off" (Kapalı) olarak girilmesi durumunda bu Job için QMaster
fonksiyonu devre dışı bırakılır.
TR
QMaster değerlerine yönelik açıklama
Akım ayar değeri Örn.: 338,0 A
+ Üst akım sınırı için A cinsinden değer + 6,0 A
= üst kaynak akımı sınır değeri
Akım ayar değeri Örn.: 338,0 A
- Alt akım sınırı için A cinsinden değer - 6,0 A
= alt kaynak akımı sınır değeri
Maksimum akım sapma süresi Örn.: 0,3 s
Tepki Örn.: Uyarı
Job kaynağında gerçek kaynak akımı 0,3 saniyeden daha uzun süre 344 A değerinden
büyük veya 332 A değerinden küçükse, tepki olarak bir uyarı görüntülenir.
Gerilim ayar değeri Örn.: 28,6 V
+ Üst gerilim sınırı için V cinsinden değer + 0,2 V
= üst kaynak gerilimi sınır değeri
= 344,0 A
= 332,0 A
= 28,8 V
Gerilim ayar değeri Örn.: 28,6 A
- Alt gerilim sınırı için V cinsinden değer - 0,2 A
= alt kaynak gerilimi sınır değeri
Maksimum akım sapma süresi Örn.: 0,3 s
Tepki Örn.: Uyarı
Job kaynağında gerçek kaynak gerilimi 0,3 saniyeden daha uzun süre 28,8 V değerinden
büyük veya 28,4 V değerinden küçükse, tepki olarak bir uyarı görüntülenir.
= 28,4 A
97

Seçilen bir Job için tel sürme hýzý QMaster deðerlerini belirleme
Genel bilgiler "Çamaşır ipi" üzerinde görüntülenen ekranların sırası seçilen her bir Job'un türüne
bağlıdır.
QMaster değerlerinin amacı
Job için tel sürme
hızı QMaster
değerlerini belirleme
QMaster değerleri her bir Job için ayrı ayrı girilebilir. Belirtilen QMaster değerleri belirli bir
zaman dilimi boyunca sınırların dışına çıkması durumunda aşağıdaki tepkilerden biri ortaya çıkar:
- Güç kaynağı hemen kapatılır
- Uyarı sinyali yayınlanır
- Tepki verilmez
"QMaster" ekranına atanmış tepkiler, tel sürme hızı QMaster değerleri için de geçerlidir.
"Optimizing & managing jobs" (Job optimizasyonu ve yönetimi) menü öğesini çağırın
1
Görüntülenen ekrandan bağımsız olarak aşağı (6) veya yukarı (7) tuşlarını kullanar-
2
ak "Group n°" (Grup No.) parametresini seçin
İstediğiniz grubu (0 - 99) ayar düğmesini (18) kullanarak seçin
3
Aşağı (6) veya yukarı (7) tuşlarını kullanarak "Job n°" (Job No.) parametresini seçin
4
İstediğiniz Job'u (0 - 999) ayar düğmesini (18) kullanarak seçin
5
- Bir sonraki gruptan bir Job seçilirse görüntülenen grup buna uygun olarak
değişir.
Sağ ok tuşuna (8) basarak "QMaster vD" ekranını seçin
6
- "QMaster vD" ekranı görüntülenir
Aşağı (6) veya yukarı (7) tuşlarını kull-
7
anarak uygun parametreleri seçin
Parametre değerini ayar düğmesini
8
(18) kullanarak değiştirin
- Parametre değeri yalnızca tanımlanmış ayar aralığı içerisinde
değiştirilebilir. Ayar aralığı sistem-
de kayıtlıdır.
98
Job optimizasyonu ve yönetimi: "QMaster vD" ekranı
ÖNEMLI!
Sabit kaynak dikiş kesiti elde etmek için "Working parameters" (Çalışma parametreleri) ekranında tel sürme hızını değiştirirken "QMaster vD" ekranında kaynak hızı
ayar değerini de dikkate alın.

ÖNEMLI!
Tel sürme hızı
QMaster değerlerine ilişkin açıklama
Seçilen bir Job için "Max. duration of wirefeed speed-dev." (Maksimum tel sürme
hızı sapma süresi) ve "Max. duration of welding speed dev." (Maksimum kaynak
hızı sapma süresi) parametre değerlerinin "Off" (Kapalı) olarak girilmesi durumunda bu Job için tel sürme hızı QMaster fonksiyonu devre dışı bırakılır.
Tel sürme hızı nominal değeri
1)
Örn.: 15,0 m/dk
.
- Tel sürme hızı alt sınırı için değer - 0,5 m/dk
.
= üst kaynak akımı sınır değeri
= 14,5 m/dk
.
Tel sürme hızı nominal değeri
1)
Örn.: 15,0 m/dk
.
+ Tel sürme hızı alt sınırı için değer + 0,5 m/dk
.
= Tel sürme hızının üst sınır değeri
= 15,5 m/dk
.
TR
Maksimum akım sapma süresi Örn.: 0,3 s
Tepki
2)
Örn.: Uyarı
Job kaynağında gerçek tel sürme hızı değeri 0,3 saniyeden daha uzun süre 15,5 m/dak
değerinden büyük veya 14,5 m/dak değerinden küçükse, tepki olarak bir uyarı görüntüle-
nir.
1)
"Working parameters" (Çalışma parametreleri) ekranına göre
2)
"Working parameters" (Çalışma parametreleri) ekranına göre
99

Karakteristik eðri optimizasyonu ve yönetimi
Genel bilgiler "Optimizing & managing characteristics" (Karakteristik eğri optimizasyonu ve yönetimi)
menü öğesinde kullanıcıya özel karakteristik eğriler yönetilebilir, yeniden adlandırılabilir
veya optimize edilebilir.
NOT!
Kullanıcı karakteristik eğrilerinin optimizasyonu, ark ve kaynak tekniği bilgisini gerektirir.
ÖNEMLI!
Kullanıcı karakteristik eğrisi oluşturmak için en az iki karakteristik eğri noktası ge-
rekir.
Bununla birlikte bütün güç aralıklarında optimizasyona ulaşmak için 6-10 karakteristik
eğri noktasının programlanması gerekir (malzeme kalınlığı başına bir nokta). Maksimum
19 karakteristik eğri noktası programlanabilir.
"Optimizing &
managing char-
acteristics" (Kar-
akteristik eğri op-
timizasyonu ve
yönetimi) menü
öğesini çağırma
Ana menü: "Optimizing & managing characteristics"
(Karakteristik eğri optimizasyonu ve yönetimi) menü
öğesi seçildi
Menü tuşuna (1) basın
1
- Ana menü görüntülenir
Ayar düğmesini (18) kullanarak "Opti-
2
mizing & managing characteristics"
(Karakteristik eğri optimizasyonu ve
yönetimi) menü öğesini seçin
OK tuşuna (3) basın
3
- Güvenlik sorusu "Do you want to
edit the characteristics online?"
(Karakteristik eğrileri online olarak
düzeltmek istiyor musunuz?)
görüntülenir
100
 Loading...
Loading...