


Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
RCU 5000i
Upute za upotrebu
HR
42,0426,0021,HR 005-12102021


Sadržaj
Sigurnosni propisi 9
Objašnjenje sigurnosnih napomena 9
Općenito 9
Propisna primjena 10
Uvjeti okoline 10
Obaveze vlasnika 10
Obaveze osoblja 10
EMC kategorizacija uređaja 10
EMC mjere 11
EMF mjere 11
Sigurnosne mjere na mjestu montaže i prilikom transporta 11
Puštanje u pogon, održavanje i servisiranje 12
Sigurnosna oznaka 12
Sigurnost podataka 12
Autorska prava 12
Općenito 14
Koncept uređaja 14
Područja primjene 14
Prednosti 14
Standardna oprema 14
Opcije 14
Tehnički podaci 15
Napomena o radiofrekvencijskoj identifikaciji 15
Funkcije koje nisu opisane 15
Upravljački elementi i priključci 16
Upravljačka ploča 16
Napomena o tipki U redu 17
Ostale kontrole, priključci, mehaničke komponente 18
Koncept korištenja 20
Usmjerenost na radne aktivnosti 20
Središnji izbornik 20
„Traka” 20
Preuzimanje vrijednosti 21
Opis prikaza zaslona 22
Općenito 22
Ekran „Izbornik” 22
Ekran „Podaci” 22
Ekran „Čarobnjak” 23
Ekran „Dijalog” 24
Ekran „Poruka” 24
Ekran „Pogreška” 25
Stavljanje u pogon 27
Prije stavljanja u pogon 27
Zahtjevi sustava 27
Priključivanje sustava RCU 5000i 27
Početni prikaz – postavljanje jezika 28
Pogreška „073 (nema Hosta)” – veza s izvorom struje nije uspostavljena 29
Zaključavanje i otključavanje sustava RCU 5000i s pomoću ključ kartice 30
Preduvjeti 30
Upravljanje korisnicima, profili, ključevi 30
Zaključavanje sustava RCU 5000i 30
Otključavanje sustava RCU 5000i 31
Otključavanje sustava RCU 5000i s pomoću funkcije otključavanja Unlock 32
Sinergijsko zavarivanje MIG/MAG postupkom 33
Općenito 33
Pozivanje stavke izbornika „Sinergijsko zavarivanje MIG/MAG postupkom” 33
Pregled 33
Pozivanje programa zavarivanja 34
Pozivanje programa zavarivanja 34
Postavljanje radnih parametara 35
HR
3

Postavljanje radnih parametara 35
Načini rada gorionika 35
Postupak zavarivanja 35
Postupak zavarivanja „CMT” 38
Prebacivanje na uvećani prikaz 39
Općenito 39
Prebacivanje na uvećani prikaz 39
Postavljanje parametara za postavke postupka 40
Postavljanje parametara za postavke postupka 40
Postavljanje dodatnih parametara: specijalni 2-taktni način rada, specijalni 4-taktni način rada, točkasto zavarivanje
Postavljanje dodatnih parametara za specijalni 2-taktni način rada 41
Postavljanje dodatnih parametara za specijalni 4-taktni način rada 42
Postavljanje dodatnih parametara za točkasto zavarivanje 42
Postavljanje parametara SynchroPuls 44
Općenito 44
Postavljanje parametara SynchroPuls (softverska opcija) 44
Ručno zavarivanje MIG/MAG postupkom 45
Općenito 45
Pozivanje stavke izbornika „Ručno zavarivanje MIG/MAG postupkom” 45
Pregled 45
Pozivanje programa zavarivanja 46
Odabir programa zavarivanja 46
Postavljanje radnih parametara 47
Postavljanje radnih parametara 47
Načini rada gorionika 47
Prebacivanje na uvećani prikaz 48
Općenito 48
Prebacivanje na uvećani prikaz 48
Postavljanje parametara za postavke postupka 49
Postavljanje parametara za postavke postupka 49
Postavljanje dodatnih parametara za točkasto zavarivanje 50
Postavljanje dodatnih parametara za točkasto zavarivanje 50
Postavljanje programa zavarivanja i materijala 51
Općenito 51
Postavljanje programa zavarivanja i materijala 51
Kreiranje karakterističnih krivulja korisnika – prilagođavanje karakterističnih krivulja 53
Općenito 53
Osnovni preduvjeti za kreiranje karakterističnih krivulja korisnika 53
Kreiranje karakterističnih krivulja korisnika – prilagođavanje karakteristične krivulje 53
Kreiranje točaka karakterističnih krivulja za karakteristične krivulje korisnika 57
Općenito 57
Osnovni preduvjeti za kreiranje točaka karakterističnih krivulja 57
Kreiranje točke karakteristične krivulje 57
Odabir karakterističnih krivulja korisnika 61
Odabir karakterističnih krivulja korisnika 61
Ručno elektrolučno zavarivanje 62
Pozivanje stavke izbornika „Ručno zavarivanje štapnim elektrodama” 62
Postavljanje radnih parametara 62
Prebacivanje na uvećani prikaz 63
Postavljanje parametara za postavke postupka 63
Zavarivanje TIG postupkom 64
Pozivanje stavke izbornika „Zavarivanje TIG postupkom” 64
Postavljanje radnih parametara 64
Prebacivanje na uvećani prikaz 65
CC/CV način rada 66
Općenito 66
Pozivanje stavke izbornika „CC/CV način rada” 66
Postavljanje radnih parametara 66
Prebacivanje na uvećani prikaz 66
Postavljanje parametara za postavke postupka 67
Job zavarivanje 68
Pozovite stavku izbornika „Job zavarivanje” 68
Postavljanje radnih parametara za Job 68
41
4

Prebacivanje na uvećani prikaz 69
Prebacivanje postupka zavarivanja tijekom zavarivanja CMT Advanced 69
Spremanje postavki kao Job 70
Općenito 70
Napomena o spremanju Jobova 70
Spremanje kao Job 70
Interno/eksterno postavljanje odabranih parametara 73
Općenito 73
Interno/eksterno postavljanje parametara 73
Optimiziranje i upravljanje Jobova 75
Općenito 75
Pozovite stavku izbornika „Optimiziranje i upravljanje Jobova” 75
Pregled 76
Upravljanje Jobova 77
Upravljanje Jobova 77
Brisanje grupa i Jobova 79
Pozivanje administrativnih podataka za odabrani Job 81
Pozivanje administrativnih podataka o određenom Jobu 81
Različiti prikazi administrativnih podataka, ovisno o vrsti Joba 81
Pozivanje i promjena programa zavarivanja za odabrani Job 82
Općenito 82
Pozivanje programa zavarivanja za određeni Job 82
Promjena programa zavarivanja za određeni Job 82
Pozivanje i promjena radnih parametara za odabrani Job 85
Općenito 85
Pozivanje i promjena radnih parametara za određeni Job 85
Napomena o promjenama vrijednosti za pomicanje žice 86
Pozivanje i promjena postavki postupka za odabrani Job 87
Općenito 87
Pozivanje i promjena postavki postupka za određeni Job 87
Pozivanje i promjena parametara za specijalni 2-taktni način rada za odabrani Job 88
Općenito 88
Pozivanje i promjena parametara za specijalni 2-taktni način rada za određeni Job 88
Pozivanje i promjena parametara za specijalni 4-taktni način rada za odabrani Job 89
Općenito 89
Pozivanje i promjena parametara za specijalni 4-taktni način rada za određeni Job 89
Pozivanje i promjena parametara točkastog zavarivanja za odabrani Job 90
Općenito 90
Pozivanje i promjena parametara točkastog zavarivanja za određeni Job 90
Definiranje granice ispravka za odabrani Job 91
Općenito 91
Svrha granica ispravka 91
Definiranje granica ispravka za određeni Job 91
Pojašnjenje granica ispravka 92
Dokumentiranje po Jobu 93
Općenito 93
Svrha funkcije „Dokumentiranje po Jobu” 93
Preduvjeti za funkciju „Dokumentiranje po Jobu” 93
Definiranje dokumentiranja po Jobu 93
Pojašnjenje funkcije „Dokumentiranje po Jobu” 94
Pozivanje i promjena parametara SynchroPuls za odabrani Job 95
Općenito 95
Pozivanje i promjena parametara SynchroPuls za određeni Job 95
Definiranje Q-Master vrijednosti za odabrani Job 96
Općenito 96
Svrha Q-Master vrijednosti 96
Definiranje Q-Master vrijednosti za određeni Job 96
Pojašnjenje Q-Master vrijednosti 97
Definiranje Q-Master vrijednosti za pomicanje žice za odabrani Job 98
Općenito 98
Svrha Q-Master vrijednosti 98
Definiranje Q-Master vrijednosti za pomicanje žice za određeni Job 98
Pojašnjenje Q-Master vrijednosti za pomicanje žice 99
Optimiziranje i upravljanje karakterističnih krivulja 100
HR
5

Općenito 100
Pozivanje stavke izbornika „Optimiziranje i upravljanje karakterističnih krivulja” 100
Pregled 101
Upravljanje karakterističnih krivulja 102
Odabir karakterističnih krivulja 102
Dodjeljivanje i promjena naziva karakterističnih krivulja 103
Brisanje karakterističnih krivulja 104
Upravljanje točaka karakterističnih krivulja 106
Odabir točaka karakterističnih krivulja 106
Umetanje točaka karakterističnih krivulja 106
Brisanje točaka karakterističnih krivulja 109
Parametri karakterističnih krivulja za standardne karakteristične krivulje 111
Paljenje 111
Statični električni luk 111
Dinamični električni luk 112
Kraj zavarivanja 113
Indikativne vrijednosti 113
Preuzimanje indikativnih vrijednosti napona i struje 114
Parametri karakterističnih krivulja za pulsirajuće karakteristične krivulje 115
Paljenje 115
Parametar impulsa 115
Statični električni luk 117
Kratki spoj 119
Kraj zavarivanja 119
Indikativne vrijednosti 120
Preuzimanje indikativnih vrijednosti napona i struje 120
Parametri karakterističnih krivulja za karakteristične krivulje za CMT 121
Općenito 121
Paljenje 121
Parametri za CMT 122
Kraj zavarivanja 123
Indikativne vrijednosti 124
Preuzimanje indikativnih vrijednosti napona i struje 124
Parametri karakterističnih krivulja za CMT / pulsirajuće karakteristične krivulje 125
Općenito 125
Paljenje 125
Pregled: Parametri za CMT, parametri pulsiranja 126
Parametri za CMT 126
Parametar impulsa 127
CMT / Puls 128
Kraj zavarivanja 128
Indikativne vrijednosti 128
Preuzimanje indikativnih vrijednosti napona i struje 128
Parametri karakterističnih krivulja za karakteristične krivulje za CMT Advanced 130
Općenito 130
Paljenje 130
HotStart 130
Weldstart (početak zavarivanja) 131
Parametri za CMT i parametri za EN-CMT 131
EN/EP CMT 133
Kraj zavarivanja 133
Indikativne vrijednosti 133
Preuzimanje indikativnih vrijednosti napona i struje 134
Parametri karakterističnih krivulja za CMT / pulsirajuće Advanced karakteristične krivulje 135
Općenito 135
Paljenje 135
HotStart 135
Pregled: Parametri za CMT, parametri pulsiranja 136
Parametri za CMT 136
Parametar impulsa 137
Pulsni/CMT ciklusi 139
Kraj zavarivanja 139
Indikativne vrijednosti 139
Promjena parametara karakterističnih krivulja 141
6

Upravljanje postupkom 141
Ekrani prikazani kod raznih vrsta karakterističnih krivulja 141
Promjena parametara karakterističnih krivulja 142
Dokumentacija 143
Općenito 143
Obrada podataka o zavarivanju 143
Pozivanje stavke izbornika „Dokumentiranje” 144
Pregled 145
Definiranje osnovnih postavki za dokumentiranje 146
Definiranje osnovnih postavki za dokumentiranje 146
Osnovne postavke dokumentiranja pri spremanju Jobova 146
Pojašnjenje parametara na ekranu „Osnovne postavke” 146
Dokumentiranje na memorijsku karticu 147
Minimalna količina memorije pri dokumentiranju na memorijsku karticu 148
Definiranje Q-Master vrijednosti 150
Svrha Q-Master vrijednosti 150
Definiranje Q-Master vrijednosti 150
Pojašnjenje Q-Master vrijednosti 150
Namještanje maksimalne struje motora 152
Općenito 152
Namještanje maksimalne struje motora 152
Brojač sastavnih dijelova 153
Općenito 153
Aktiviranje brojača sastavnih dijelova 153
Određivanje broja sastavnog dijela 153
Povećavanje broja sastavnog dijela 155
Dnevnik zavarivanja 157
Općenito 157
Dnevnik zavarivanja – prikazivanje podataka o zavarivanju 157
Dnevnik događaja 159
Općenito 159
Dnevnik događaja 159
Uklanjanje memorijske kartice. 160
Općenito 160
Uklanjanje memorijske kartice. 160
Zadane postavke stroja 162
Općenito 162
Pozivanje stavke izbornika „Zadane postavke stroja” 162
Pregled 162
Namještanje zadanih postavki stroja za pogon zavarivanja 163
Namještanje zadanih postavki stroja za zavarivanje MIG/MAG postupkom 163
Namještanje zadanih postavki stroja za zavarivanje TIG postupkom 163
Namještanje zadanih postavki stroja za „Ručno zavarivanje štapnim elektrodama” 164
Namještanje zadanih postavki stroja za „Job” 164
Postavka za Ethernet 165
Općenito 165
Promjena postavki za Ethernet 165
Parametri za Ethernet 166
Namještanje datuma i vremena 167
Namještanje datuma i vremena 167
Sučelje robota – robotski pogon 168
Općenito 168
Interni odabir parametara u robotskom pogonu 168
Eksterni odabir parametara u robotskom pogonu 169
Selektivno eksterno-interno prebacivanje odabranih parametara kada je namješten eksterni odabir
parametara
Daljnje funkcije u robotskom pogonu 171
Profili/ključevi 173
Općenito 173
Pojašnjenja pojmova 174
Unaprijed definirani profili 174
Profil „Administrator” 175
Profil „Zaključano” 175
Preporuka za kreiranje profila i ključeva 176
170
HR
7
Preduvjeti 176
Način postupanja 176
Kreiranje i uređivanje profila 177
Preduvjeti 177
Kreiranje administratorskog ključa 177
Kreiranje profila 179
Otvaranje/zatvaranje profila 182
Uređivanje profila 183
Brisanje profila 187
Primjeri profila 189
Općenito 189
Zaključano 189
Welding Specialist MIG / MAG (Specijalist za zavarivanje MIG/MAG postupkom) 190
Robot-Programmer (Programer robota) 191
Welder / Worker (Zavarivač/radnik) 192
Kreiranje i uređivanje ključeva 193
Dodjeljivanje ključ kartica profilima (kreiranje ključeva) 193
Uređivanje korisnika/ključeva 195
Brisanje korisnika/ključeva 197
Prijava i odjava registriranih korisnika na sustavu za daljinsko upravljanje 199
Općenito 199
Prijava korisnika 199
Prikaz prijavljenih korisnika 200
Odjava korisnika 200
Prikaz profila „Zaključano” 201
RCU 5000i - funkcija otključavanja Unlock 202
Općenito 202
Aktiviranje ekrana „Profili/ključevi” s pomoću funkcije otključavanja Unlock 202
Daljnje postupanje 205
Namještanje jezika i standarda 206
Općenito 206
Namještanje jezika i standarda 206
Pregled podataka o verziji 207
Općenito 207
Pregled podataka o verziji 207
Izrada sigurnosne kopije 208
Općenito 208
Izrada sigurnosne kopije 208
Vraćanje podataka 210
Općenito 210
Vraćanje podataka – funkcija Restore (Vraćanje) 210
Poravnavanje sustava za pomicanje žice ili PushPull jedinice 212
Poravnavanje sustava za pomicanje žice (VR poravnavanje) 212
Poravnavanje PushPull jedinice 213
L/R poravnavanje – poravnavanje induktiviteta strujnog kruga zavarivanja i otpora strujnog kruga zavarivanja
Općenito 217
L/R poravnavanje 217
RCU 5000i – vraćanje postavki na stanje pri isporuci 220
Općenito 220
Vraćanje sustava RCU 5000i na stanje u vrijeme isporuke 220
RCU 5000i – ažuriranje softvera 221
Preduvjeti 221
Prije prvog ažuriranja – instalacija upravljačkog programa Fronius Solar NetUSB 221
Prije prvog ažuriranja – instalacija softvera BASICLoad 227
RCU 5000i – ažuriranje softvera 231
Abecedni pregled podesivih parametara 233
Objašnjenje 233
Parametri A – Z 233
217
8

Sigurnosni propisi
HR
Objašnjenje sigurnosnih napomena
OPASNOST!
Označava neposrednu opasnost.
Ako se ona ne izbjegne, posljedice mogu biti smrtonosne ili vrlo teške ozljede.
▶
UPOZORENJE!
Označava moguću opasnu situaciju.
Ako se ona ne izbjegne, posljedice mogu biti smrtonosni i najteži oblici ozljeda.
▶
OPREZ!
Označava moguću štetnu situaciju.
Ako se ona ne izbjegne, posljedice mogu biti male ili manje ozljede, kao i materijalna
▶
šteta.
NAPOMENA!
Označava mogućnost manjkavih rezultata rada i štete na opremi.
Općenito Uređaj je izrađen pomoću najnovije tehnologije i u skladu s priznatim sigurnosno-teh-
ničkim propisima. Međutim, nepravilna upotreba ili zloupotreba može ugroziti
- život i zdravlje korisnika ili trećih osoba,
- uređaj i ostalu imovinu korisnika,
- učinkovit rad s uređajem.
Sve osobe koje sudjeluju u postavljanju, upotrebi, održavanju i servisiranju uređaja moraju
- imati odgovarajuće kvalifikacije,
- posjedovati znanje o zavarivanju i
- temeljito pročitati ove upute za upotrebu te ih se strogo pridržavati.
Upute za upotrebu moraju se stalno čuvati na lokaciji upotrebe uređaja. Osim uputa za
upotrebu, obavezno je pridržavati se općih i lokalnih propisa o sprečavanju nesreća i
zaštiti okoliša.
Sve napomene o sigurnosti i opasnostima na uređaju
- držite u čitljivom stanju
- nemojte oštetiti
- nemojte ukloniti
- nemojte prekriti, zalijepiti ili premazati.
Položaje napomena o sigurnosti i opasnostima na uređaju možete pronaći u poglavlju
„Općenito” u sklopu uputa za upotrebu uređaja.
Smetnje koje mogu utjecati na sigurnost moraju se ukloniti prije uključivanja uređaja.
Riječ je o vašoj sigurnosti!
9

Propisna primjena
Uređaj služi za rad isključivo u svrhe za koje je namijenjen.
Svaki drugi oblik upotrebe smatra se nepropisnim. Proizvođač ne snosi odgovornost za
tako nastale štete.
Propisna primjena obuhvaća i
- temeljito čitanje i pridržavanje svih napomena iz uputa za upotrebu
- temeljito čitanje i pridržavanje svih napomena o sigurnosti i opasnostima
Uređaj upotrebljavajte isključivo uz predviđen izvor struje.
Uređaj je namijenjen za rad u industriji i obrtima. Proizvođač ne odgovara za štete koje
nastaju uslijed korištenja u stambenom prostoru.
Uvjeti okoline
Obaveze vlasnika Vlasnik se obvezuje da će dopustiti da na uređaju rade samo osobe koje su
Upotreba ili skladištenje uređaja izvan navedenog raspona smatraju se nepropisnim.
Proizvođač ne snosi odgovornost za tako nastale štete.
Raspon temperature okolnog zraka:
- prilikom rada: od -10 °C do 50 °C (od 14 °F do 122 °F)
- prilikom transporta i skladištenja: od -15 °C do +70 °C (od 5 °F do 158 °F)
Relativna vlažnost zraka:
- do 50 % pri 40 °C (104 °F)
- do 90 % pri 20 °C (68 °F)
Okolni zrak: ne sadržava prašinu, kiseline, nagrizajuće plinove ili tvari itd.
Maksimalna nadmorska visina: do 2000 m (6500 ft.)
- upoznate s temeljnim propisima o sigurnosti na radu i sprečavanju nesreća i
upućene u rukovanje uređajem
- pročitale i razumjele upute za upotrebu, osobito poglavlje „Sigurnosni propisi” te to
svojim potpisom potvrdile
- obučene u skladu sa zahtjevima za rezultate rada.
Savjestan rad osoblja u pogledu sigurnosti potrebno je provjeravati u redovitim razmacima.
Obaveze osoblja Sve osobe koje su zadužene za rad na uređaju obavezne su prije početka rada
- slijediti osnovne propise o sigurnosti na radu i sprečavanju nesreća
- pročitati ove upute za uporabu, osobito poglavlje „Sigurnosni propisi”, i potvrditi svojim potpisom da su ih razumjele i da će ih slijediti.
Prije napuštanja radnog mjesta pobrinite se da ni u vašoj odsutnosti ne može doći do
ozljeđivanja osoba ili materijalne štete.
EMC kategorizacija uređaja
10
Uređaji emisijskog razreda A:
- predviđeni su samo za upotrebu u industrijskim zonama
- u drugim područjima mogu prouzročiti smetnje povezane s vodičima i zračenjem.
Uređaji emisijskog razreda B:
- ispunjavaju emisijske zahtjeve za stambene i industrijske zone. To vrijedi i za stambene zone u kojima se energetska opskrba odvija putem javne niskonaponske
mreže.
EMC kategorizacija uređaja prema nazivnoj pločici ili tehničkim podacima.
EMC mjere U posebnim slučajevima, unatoč pridržavanju standardizirane emisijske granice, mogu
nastupiti smetnje za predviđeno područje primjene (npr. ako se na mjestu upotrebe nalaze osjetljivi uređaji ili ako je mjesto upotrebe u blizini radijskih ili televizijskih prijamnika).
U tom slučaju korisnik je obvezan poduzeti mjere za uklanjanje smetnji.
Provjerite i ocijenite otpornost na smetnje opreme u okruženju uređaja u skladu s nacionalnim i međunarodnim odredbama. Ovo su primjeri opreme sklone smetnjama na koju
uređaj može utjecati:
- sigurnosna oprema
- električni vodovi i vodovi za prijenos signala i podataka
- računalna i telekomunikacijska oprema
- oprema za mjerenje i kalibriranje
Potporne mjere za izbjegavanje EMC problema:
1. Opskrba električnom energijom
- Ako se elektromagnetske smetnje pojavljuju usprkos korištenju strujnog prik-
ljučka koji je u skladu s propisima, poduzmite dodatne mjere (npr. koristite prikladni strujni filter).
2. Vodovi za zavarivanje
- neka budu što kraći
- neka budu što bliže jedan drugome (i za izbjegavanje EMF problema)
- položeni daleko od drugih vodova
3. Izjednačavanje potencijala
4. Uzemljenje radnog dijela
- Ako je potrebno, uspostavite uzemljenje preko prikladnih kondenzatora.
5. Ako je potrebno, zaštitite ga
- Zaštitite drugu opremu u okruženju
- Zaštitite cijelu instalaciju za zavarivanje
HR
EMF mjere Elektromagnetska polja mogu naštetiti zdravlju na način koji još nije poznat:
- Djelovanje na zdravlje osoba u blizini, npr. osoba koje nose srčane elektrostimulatore ili pomagala za sluh
- Osobe koje nose srčane elektrostimulatore moraju se savjetovati sa svojim liječnikom prije nego što se budu zadržavale u neposrednoj blizini uređaja i postupka zavarivanja
- Razmak između kablova za zavarivanje i glave/trupa zavarivača iz sigurnosnih
razloga mora biti što veći
- Kabel za zavarivanje i pakete crijeva ne nosite preko ramena i ne omatajte oko tijela
ili dijelova tijela
Sigurnosne mjere
na mjestu montaže i prilikom
transporta
Uređaj koji se prevrne može predstavljati opasnost po život! Uređaj postavljajte na ravnim, fiksnim podlogama tako da bude stabilan
- Dopušten je nagibni kut od maksimalno 10°.
U prostorima u kojima postoji opasnost od požara i eksplozije vrijede posebni propisi
- Pridržavajte se odgovarajućih nacionalnih i međunarodnih odredaba.
Putem internih uputa i kontrola osigurajte da je okruženje radnog mjesta uvijek čisto i
pregledno.
11

Uređaj postavljajte i upotrebljavajte isključivo u skladu sa stupnjem IP zaštite navedenim
na označnoj pločici.
Prilikom postavljanja uređaja osigurajte slobodni prostor oko uređaja od 0,5 m (1 ft. 7,69
in.) kako bi hladni zrak mogao slobodno ulaziti i izlaziti.
Pobrinite se prilikom transporta uređaja da se pridržavate svih važećih nacionalnih i regionalnih smjernica i propisa za sprečavanje nesreća. To osobito vrijedi za smjernice koje se odnose na opasnosti prilikom transporta i otpremanja.
Ne podižite i ne transportirajte aktivne uređaje. Isključite uređaje prije transporta i podizanja!
Prije svakog transporta uređaja u potpunosti ispustite rashladno sredstvo te demontirajte
sljedeće komponente:
- Dodavanje žice
- kolut žice
- bocu zaštitnog plina
Prije stavljanja u pogon, nakon transporta obvezno provjerite vizualnim pregledom postoje li oštećenja na uređaju. Neka sva moguća oštećenja popravi obučeno servisno osoblje
prije stavljanja u pogon.
Puštanje u pogon, održavanje i
servisiranje
Sigurnosna ozna-kaUređaji s oznakom CE ispunjavaju osnovne zahtjeve Direktive o niskonaponskoj i elek-
Za dijelove trećih strana ne može se jamčiti da su osmišljeni i izrađeni u skladu sa zahtjevima i sigurnosnim propisima.
- Upotrebljavajte samo originalne rezervne i potrošne dijelove (vrijedi i za standardizirane dijelove).
- Uređaj se ne smije mijenjati ni dopunjavati bez odobrenja proizvođača.
- Odmah zamijenite komponente koje nisu u besprijekornom stanju.
- Prilikom naručivanja navedite točan naziv i broj dijela prema popisu zamjenskih dijelova te serijski broj svog uređaja.
Vijci kućišta predstavljaju veze za zaštitne vodiče za uzemljenje dijelova kućišta.
Uvijek koristite odgovarajući broj originalnih vijaka kućišta s navedenim okretnim momentom.
tromagnetskoj kompatibilnosti (npr. relevantne norme proizvoda iz serije normi EN 60
974).
Fronius International GmbH izjavljuje da je uređaj u skladu s Direktivom 2014/53/EU.
Potpuni tekst EU izjave o sukladnosti možete pronaći na sljedećoj internetskoj adresi:
http://www.fronius.com
Uređaji s CSA kontrolnim znakom ispunjavaju zahtjeve relevantnih normi za Kanadu i
SAD.
Sigurnost podataka
Autorska prava Proizvođač zadržava autorska prava za ove upute za upotrebu.
12
Korisnik je odgovoran za stvaranje pričuvne kopije promjena tvorničkih postavki. Proizvođač ne snosi odgovornost u slučaju brisanja osobnih postavki.
Tekst i ilustracije odgovaraju tehničkom stanju u vrijeme tiskanja. Zadržavamo pravo na
izmjene. Sadržaj ovih uputa za upotrebu ne predstavlja temelj ni za kakve zahtjeve kup-

ca. Bit ćemo vam zahvalni na prijedlozima za poboljšanja i napomene o pogreškama u
uputama za upotrebu.
HR
13

Općenito
Koncept uređaja
Područja primjene
Sustav za daljinsko upravljanje RCU 5000i
služi rukovanje svim izvorima struje serije
Trans- Synergic / TransPuls Synergic. Sve
funkcije koje su dostupne na izvoru struje
moguće je pozvati putem sustava RCU
5000i. Osim toga, na raspolaganju su dodatne funkcije poput optimizacije karakterističnih krivulja za zavarivanje.
Povezivanje na izvor struje izvodi se putem priključka LocalNet.
Sustav za daljinsko upravljanje RCU 5000i
opremljen je LC zaslonom. U kombinaciji s
jasnom navigacijom izbornikom, ovaj je
uređaj vrlo jednostavan za upotrebu.
Sustav za daljinsko upravljanje RCU 5000i
Sustav za daljinsko upravljanje RCU 5000i upotrebljava se za sljedeće primjene:
- za daljinsko upravljanje, programiranje i vraćanje izvora struje na zadane postavke,
- kod primjena robota,
- za ručni pogon zavarivanja kod izvora struje koji su opremljeni upravljačkom pločom
„Remote”.
Prednosti - Dobra preglednost putem LC zaslona
- Jednostavno i logično vođenje korisnika
- 180 unaprijed programiranih karakterističnih krivulja za zavarivanje Synergic
- Mogućnost optimizacije karakterističnih krivulja za zavarivanje
- Jednostavno programiranje Joba
- Dostupna funkcija spremanja do 1000 Jobova
- Upravljanje korisnicima putem ključ kartice
- Nadzor parametara putem funkcije Q-Master
- Priključak LocalNet
- USB sučelje za ažuriranja softvera
Standardna opre-maStandardna oprema sustava za daljinsko upravljanje RCU 5000i obuhvaća:
- elemente priključene na sustav za daljinsko upravljanje: 1 kabel sustava za daljinsko
upravljanje, 6-pinski, 5 m (16 ft. 5 in.), uklj. priključak LocalNet, 10-pinski
- 1 USB kabel, oko 1,8 m (5 ft. 11 in.), uklj. USB-adapter
- 1 memorijska karticu, 3,3 V
- 1 transponderska kartica („ključ kartica”)
- 1 CD-Rom za „Software Tools”
Opcije Držač za sustav RCU 5000i
Držač za sustav RCU 5000i predviđen je za montažu na zid ili za montažu na izvor struje
Remote. Sustav za daljinsko upravljanje moguće je objesiti na držač za sustav RCU
5000i.
14

Tehnički podaci
Napon napajanja 24 V istosmjerne struje
Potrošnja struje 170 mA
IP zaštita IP 23
Kontrolni znak CE, FCC
Frekvencijski pojas 134,2 kHz
Maks. odašiljačka snaga < 65dBµA/m @10m
Dimenzije d/š/v 258/180/48 mm
10,16/7,09/1,89 in.
Težina 1,5 kg
3,31 lb.
HR
Napomena o radiofrekvencijskoj
identifikaciji
Funkcije koje
nisu opisane
Sustav za daljinsko upravljanje RCU 5000i opremljen je RFID modulom (radiofrekvencijska identifikacija). RFID modul služi za kabelski i beskontaktni prijenos podataka s pomoću kartice Ključ (transponderske kartice). Prijenos podataka odvija se putem magnetnog polja.
U SAD-u, RFID moduli podliježu zahtjevima u pogledu oznaka u skladu s FCC-om:
FCC ID: QKWRF5000I
NAPOMENA!
Zbog ažuriranja softvera na vašem uređaju mogu biti dostupne funkcije koje u
ovim uputama za rad nisu opisane.
Osim toga, pojedine slike u ovim uputama za upotrebu mogu se neznatno razlikovati od
stvarnih podataka prikazanih na LC zaslonu.
15

Upravljački elementi i priključci
(1)
(15)
(14)(13)(12)(11)(10)
)8()9(
(7)
(6)
)4()5(
(3)
(2)
(16)
Upravljačka
ploča
Upravljačka ploča sustava RCU 5000i
Tipke za izvršavanje funkcija
(1) Tipka Izbornik ... za pozivanje glavnog izbornika
(2) Tipka Info ... za prikaz informacija specifičnih za pojedini kontekst
(3) Tipka U redu ... za potvrdu dijaloških okvira izbornika, sigurnosnih upita itd.
(4) Tipka Uvlačenje žice ... za uvlačenje žice za zavarivanje bez plina i struje
(5) Tipka Provjera plina ... za provjeru predtoka plina
Navigacijske tipke
(6) Tipka za pomicanje prema dolje ... za navigaciju na popisu
(7) Tipka za pomicanje prema gore ... za navigaciju na popisu
(8) Tipka na desnoj strani ... za vodoravnu navigaciju (npr. na traci)
(9) Tipka na lijevoj strani ... za vodoravnu navigaciju (npr. na traci)
Funkcijske tipke s izmjenjivom funkcijom
(10) Tipka F1 ... Funkcijska tipka
(11) Tipka F2 ... Funkcijska tipka
16
(12) Tipka F3 ... Funkcijska tipka
(13) Tipka F4 ... Funkcijska tipka
(14) Tipka F5 ... Funkcijska tipka
VAŽNO!
Svaka funkcija prikazana je na LC zaslonu odmah iznad odgovarajuće funkcijske
tipke.

Ostalo
(1)
(2)
Napomena o tipki
U redu
(15) Zaslon ... crno-bijeli LC zaslon
(16) Područje za očitavanje ključ kartice ... za identifikaciju prava pristupa koja je mo-
guće dodijeliti putem različitih ključ kartica
Tipka U redu (3) omogućuje korisniku odabir različitih funkcija funkcijskih tipki.
Ako je određena funkcija funkcijske tipke označena okvirom, tu je funkciju moguće odabrati s pomoću tipke U redu (3).
HR
Primjer: Okvirom označena tipka F1 „Spremi kao
Job”
Primjer: Okvirom označena funkcija F2 „Naprijed”
(1) okvir
17

Ostale kontrole,
)91()02(
(18)
(17)
(21)
(23) (22) (23)(23)
(23)
priključci, mehaničke komponente
Prikaz sprijeda sustava RCU 5000i – kontrole, priključci
(17) utor za dršku ... za vješanje na zidni držač ili na dršku izvora struje
(18) okretni gumb ... Inkrementalni enkoder za postavljanje parametara
(19) priključak LocalNet s priključnim kabelom ... za priključivanje na izvor struje.
Priključak se koristi kao uređaj za odvajanje i mora biti slobodan
(20) gumeni pokrov ... za zaštitu utora za memorijsku karticu
(21) gumeni pokrov ... za zaštitu mjesta za priključivanje USB priključka na račun-
alo
(22) nosač ... držač i nosač s mo-
gućnošću okretanja od 0 – 95°
(23) umetnuti umetci s navojem
M5 ... npr. za pričvršćivanje prilikom fiksne montaže na zid
18
Prikaz straga sustava RCU 5000i – kontrole, mehaničke komponente

(25) (24)
(24) Utor za memorijsku karticu
Prikaz s boka sustava RCU 5000i – priključci
(25) USB priključak ... za priključivan-
je na računalo, npr. za ažuriranja
softvera
HR
19

Koncept korištenja
(8)
(9)
MIG/MAG synergic welding
Usmjerenost na
radne aktivnosti
Središnji izbornik
Funkcija sustava za daljinsko upravljanje RCU 5000i podijeljena je prema radnim aktivnostima.
Razlikuju se sljedeće radne aktivnosti:
- zavarivanje (sinergijsko zavarivanja MIG/MAG postupkom, ručno zavarivanja
MIG/MAG postupkom, štapne elektrode, zavarivanje TIG postupkom i Job)
- Izrađivanje Jobova
- Izrađivanje vlastitih karakterističnih krivulja i točaka karakterističnih krivulja
- Optimiziranje i upravljanje Jobova
- Optimiziranje i upravljanje postojećih karakterističnih krivulja
- Kreiranje postavki za pogon zavarivanja
- Određivanje jezika i mjernih jedinica
Odgovarajuće radne aktivnosti pohranjene
su u središnjem glavnom izborniku. Glavni
izbornik poziva se pritiskom na tipku Izbornik (1).
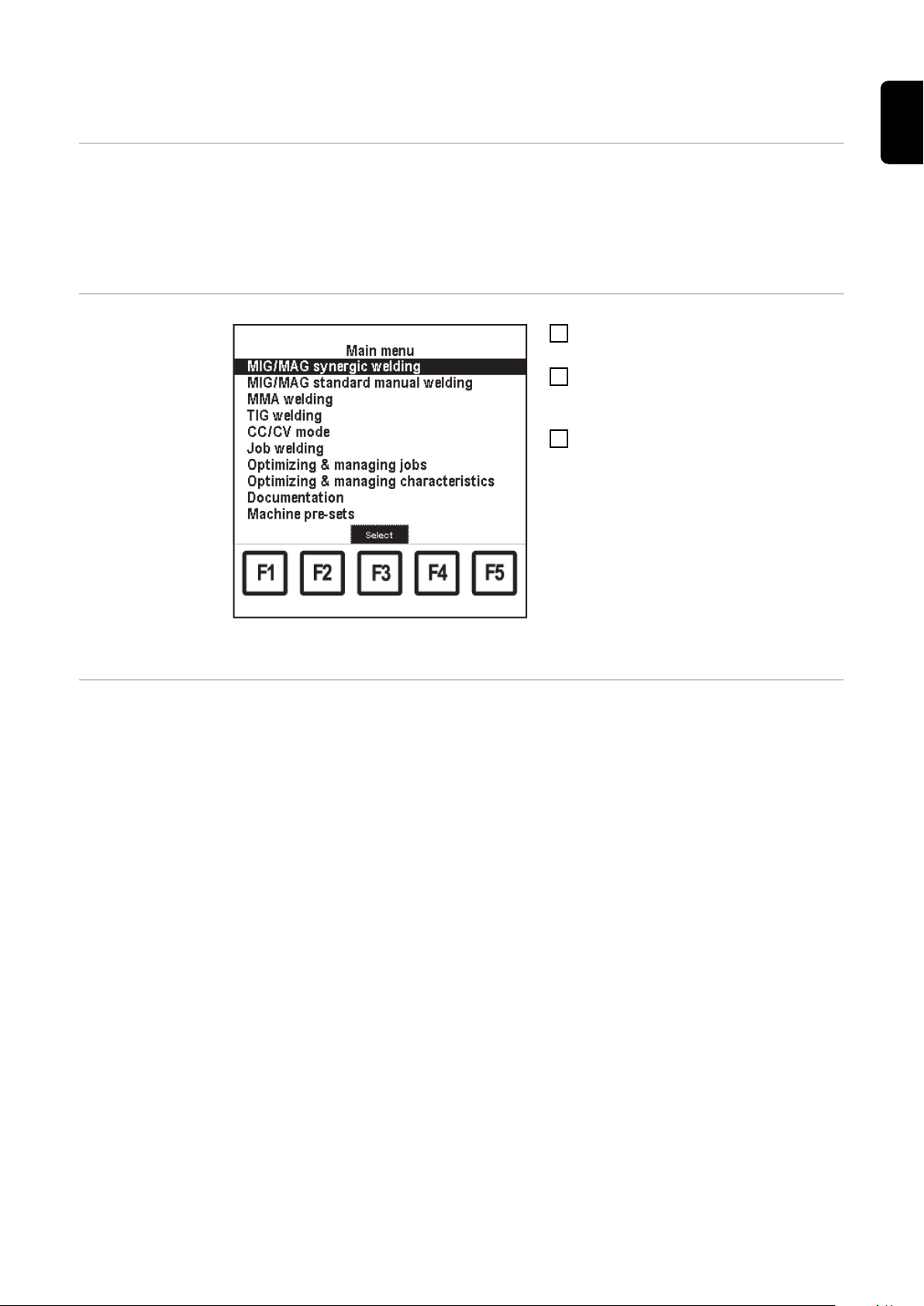
Svakoj stavki izbornika dodijeljena je „traka”.
Prikaz zaslona glavnog izbornika
„Traka” Načelo „trake”:
- Pojedini parametri razvrstani su u različite nizove podataka.
- Nizovi podataka poredane su u obliku petlje („trake”).
- Navigacija unutar trake moguća je u dva smjera.
- Nakon posljednjeg niza podataka prikazuje se prvi niz podataka. Prilikom navigacije
obrnutim smjerom posljednji niz podataka prikazuje se nakon prvog niza podataka.
- Broj nizova podataka može varirati. Na temelju određenih parametara ili posebnih
funkcija izvora struje moguće je dodavati nizove podataka na traku.
Primjer „trake” s pet nizova podataka (A – E) – niz podataka „Radni parametri” otvoren
20

Sustav za daljinsko upravljanje RCU 5000i upotrebljava načelo „trake” kako slijedi:
- Svi potrebni parametri, prikazi i funkcije za odabranu radnu aktivnost razvrstani su
prema redoslijedu rada na „traci”.
- Svaki niz podataka na „traci” prikazuje se na odgovarajućem prikazu zaslona (=
ekran).
Dalje u uputama za upotrebu nizovi podataka prikazani su kako slijedi, npr.:
Ekran Ekran (za niz podataka)
„Radni parametri” Naslov ekrana (niz podataka)
- Opcije i posebne funkcije izvora struje (npr. SynchroPuls) pridružene su postojećim
nizovima podataka „trake”
- Navigacija unutar „trake” obavlja se s pomoću tipki za navigaciju na desnoj (8) i lijevoj (9) strani.
HR
Preuzimanje vrijednosti
Postavljene vrijednosti ne moraju se posebno spremiti ili aktivirati. Vrijednosti su odmah
aktivne.
21

Opis prikaza zaslona
(1)
(3)
(2)
Općenito Sustav za daljinsko upravljanje RCU 5000i upotrebljava različite prikaze zaslona. Ti ta-
kozvani ekrani određuju se s pomoću navigacije izbornikom i služe za dijalog s korisnikom.
Ekran „Izbornik” Ekran „Izbornik” prikazuje glavni izbornik. Za pozivanje ekrana Izbornik pritisnite tipku Iz-
bornik (1).
NAPOMENA!
Pritiskom na tipku Izbornik (1) bez dodatnog upozorenja prekidaju se svi otvoreni
dijalozi osim čarobnjaka.
(1) stavke izbornika
(2) stavka izbornika Sinergijsko zava-
rivanje MIG/MAG postupkom odabrana
(3) tipki F3 dodijeljena je funkcija „Od-
abir”
Ekran „Izbornik”
Ekran „Podaci” - Ekran „Podaci” prikazuje se nakon odabira stavke izbornika u glavnom izborniku.
- Svaki ekran „Podaci” sadrži „traku”.
- Unutar stavke izbornika može se prikazivati različit broj ekrana „Podaci”.
Putem posebnih funkcija izvora struje ili putem određenih postavki parametara, odgovarajućoj „traci” mogu se pridružiti dodatni ekrani „Podaci”.
- Na ekranima „Podaci” mogu se postavljati ili pregledavati parametri. Parametri su
prikazani na popisu.
Odabir parametara izvodi se putem navigacijskih tipki za pomicanje prema dolje (6) i
tipke za pomicanje prema gore (7).
Vrijednosti parametara postavljaju se s pomoću okretnog gumba (18).
22

(1)
(2)
(3)
(4) (5) (6)(7) (8) (9) (10)
(11)
(12)
(13)
(14)
(15)
Primjer: Ekran „Podaci”
(1) Slovna oznaka ekrana (9) Vrijeme
(2) Radna aktivnost (10) Materijal, promjer žice, zaštitni
plin
(3) Struja zavarivanja (11) Redak s informacijama
(4) Korisnik (12) Traka s ekranom A-E
(5) Naslov ekrana (13) Područje vizualizacije
HR
Ekran
„Čarobnjak”
(6) Napon zavarivanja (14) Popis parametara
(7) Debljina lima (15) Funkcija funkcijskih tipki
(8) Datum - tipki F1 dodijeljena je funkci-
ja „Spremi kao Job”
- tipki F2 dodijeljena je funkcija „Kreiranje točke karakteristične krivulje”
- tipki F3 dodijeljena je funkcija „Prilagođavanje karakteristične krivulje”
- tipki F4 dodijeljena je funkcija „Materijal”
- tipki F5 dodijeljena je funkcija „Interno/eksterno”
Čarobnjak omogućuje usmjeravanje niza unosa. Korisnik se može kretati prema naprijed
ili prema natrag unutar jednog niza. Unutar čarobnjaka prikazani su različiti ekrani.
23

(3)(4)
(2)
(1)
(6) (7) (8)
(5)
(1) taman okvir
(1)
(2) (3)
(2) koraci u obradi
(3) već obrađeni radni koraci
(4) trenutačni radni korak
(5) još otvoreni radni korak
(6) tipki F1 dodijeljena je funkcija „Na-
(7) tipki F2 dodijeljena je funkcija
(8) tipki F5 dodijeljena je funkcija „Pre-
Primjer: Ekran „Čarobnjak”
Ekran „Dijalog” Ekran „Dijalog” upotrebljava se za prikaz poddijaloga.
Ekran „Dijalog” može sadržavati prikaz u obliku stabla, popise za odabir i slično.
(1) taman okvir
(2) tipki F1 dodijeljena je funkcija
(3) tipki F5 dodijeljena je funkcija „Pre-
trag” (prikazana na prvom sivom
ekranu)
„Naprijed” (ili „Gotovo” na
posljednjem ekranu)
kid”
„Preuzimanje”
kid”
Primjer: Ekran „Dijalog” s funkcijama „Preuzimanje” i
„Prekid”
Ekran „Poruka” Na ekranu „Poruka” prikazuju se određena stanja. Poruku je potrebno poništiti ili je pot-
rebno donijeti određenu odluku.
Ekran „Poruka” djelomično je skriven iza trenutačnog ekrana. Trenutačni se ekran tada
prikazuje u sivoj boji.
24

(1) (2)
(5) (6) (7)
(3) (4)
Primjer: ekran „Poruka” – sigurnosni upit
(1) (2) (3) (4) (5)
(6)
(1) trenutačni ekran prikazan u sivoj
boji
(2) simbol
(3) vrsta poruke
(4) taman okvir
(5) tipki F2 dodijeljena je funkcija „Da”
(6) tipki F3 dodijeljena je funkcija „Ne”
(7) tipki F4 dodijeljena je funkcija „Pre-
kid”
HR
Ekran „Pogreška”
Ekrani „Pogreška” prikazuju se ako je došlo do pogreške (Error) pogona zavarivanja.
Ekrane „Pogreška” potrebno je poništiti. Ako se ekran „Pogreška” zanemari, taj će se
ekran nakon razdoblja od dvije minute ponovno prikazati ako pogreška još postoji. Ekrani
„Poruka” djelomično su skriveni iza trenutačnog ekrana. Trenutačni se ekran tada prikazuje u sivoj boji.
(1) trenutačni ekran prikazan u sivoj
boji
(2) simbol
(3) kôd pogreške
(4) opis pogreške
(5) taman okvir
(6) tipki F3 dodijeljena je funkcija „U
redu”
Primjer: Ekran „Pogreška”
25

(2) (3)
(5) (6)
(4)(1)
Primjer: poništavanje i zanemarivanje ekrana „Pogreška” s pomoću funkcijskih tipki
(1) trenutačni ekran prikazan u sivoj
boji
(2) simbol
(3) opis pogreške
(4) taman okvir
(5) tipki F2 dodijeljena je funkcija „Po-
ništi”
(6) tipki F3 dodijeljena je funkcija „Za-
nemari”
26

Stavljanje u pogon
VR 4000 VR 7000
VR 1500
TPS 2700
TS/TPS 4000-5000
HR
Prije stavljanja u
pogon
Opasnost uslijed nepravilnog rukovanja i neispravno izvedenih radova.
Posljedica mogu biti teške ozljede i materijalna šteta.
▶
▶
▶
Zahtjevi sustava Da biste mogli upotrebljavati sustav za daljinsko upravljanje RCU 5000i, na izvoru struje
potreban je sljedeći firmware:
OFFICIAL UST V 3.20.1
Priključivanje
sustava RCU
5000i
Sustav za daljinsko upravljanje RCU 5000i moguće je priključiti na bilo koji priključak LocalNet sustava za zavarivanje, npr.:
UPOZORENJE!
Sve radove i funkcije opisane u ovom dokumentu smije obavljati samo educirano
stručno osoblje.
S razumijevanjem pročitajte ovaj dokument.
S razumijevanjem pročitajte ove upute za upotrebu komponenti sustava, a posebno
sigurnosne propise.
priključak LocalNet kod sustava VR 4000, VR 7000 i
VR 1500
Način postupanja:
Mrežnu sklopku izvora struje prebacite u položaj „0”
1
Utikač LocalNet sustava za daljinsko upravljanje priključite na priključak LocalNet
2
Pričvrstite pokrivnu maticu utikača
3
Mrežnu sklopku izvora struje prebacite u položaj „I” – sustav za daljinsko upravljanje
4
spreman je za rad, prikazuje se početni prikaz
priključak LocalNet kod sustava TPS 2700 i TS/TPS
4000-5000
27

Početni prikaz –
postavljanje jezika
Dok je prikazan početni prikaz, na zaslonu se prikazuje sljedeće:
- Fronius logotip (na sredini zaslona)
- verzija softvera (na donjem lijevom dijelu zaslona)
- www.fronius.com (na donjem desnom dijelu zaslona)
- Jezik (iznad funkcijske tipke F3)
Početni prikaz prikazuje se otprilike dvije sekunde. Za to vrijeme moguće je namjestiti
postavke jezika i standarda (metrički ili imperijalni sustav). Da biste to učinili, pritisnite
funkcijsku tipku F3.
Za postavljanje postavki jezika i stan-
1
darda pritisnite tipku F3 „Jezik”
- Prikazuje se ekran „Jezik i standardi” u okviru zadanih postavki
stroja
Početni prikaz, tipki F3 dodijeljena je funkcija „Jezik”
Zadane postavke stroja: Ekran „Jezik i standardi”, jezik je odabran
S pomoću tipki za pomicanje prema
2
dolje (6) ili prema gore (7) odaberite
odgovarajuće parametre
Promijenite vrijednost parametra s po-
3
moću okretnog gumba (18)
Pritisnite tipku Izbornik (1)
4
28
Glavni izbornik na odabranom jeziku
Glavni izbornik prikazuje se na odabranom
jeziku
HR
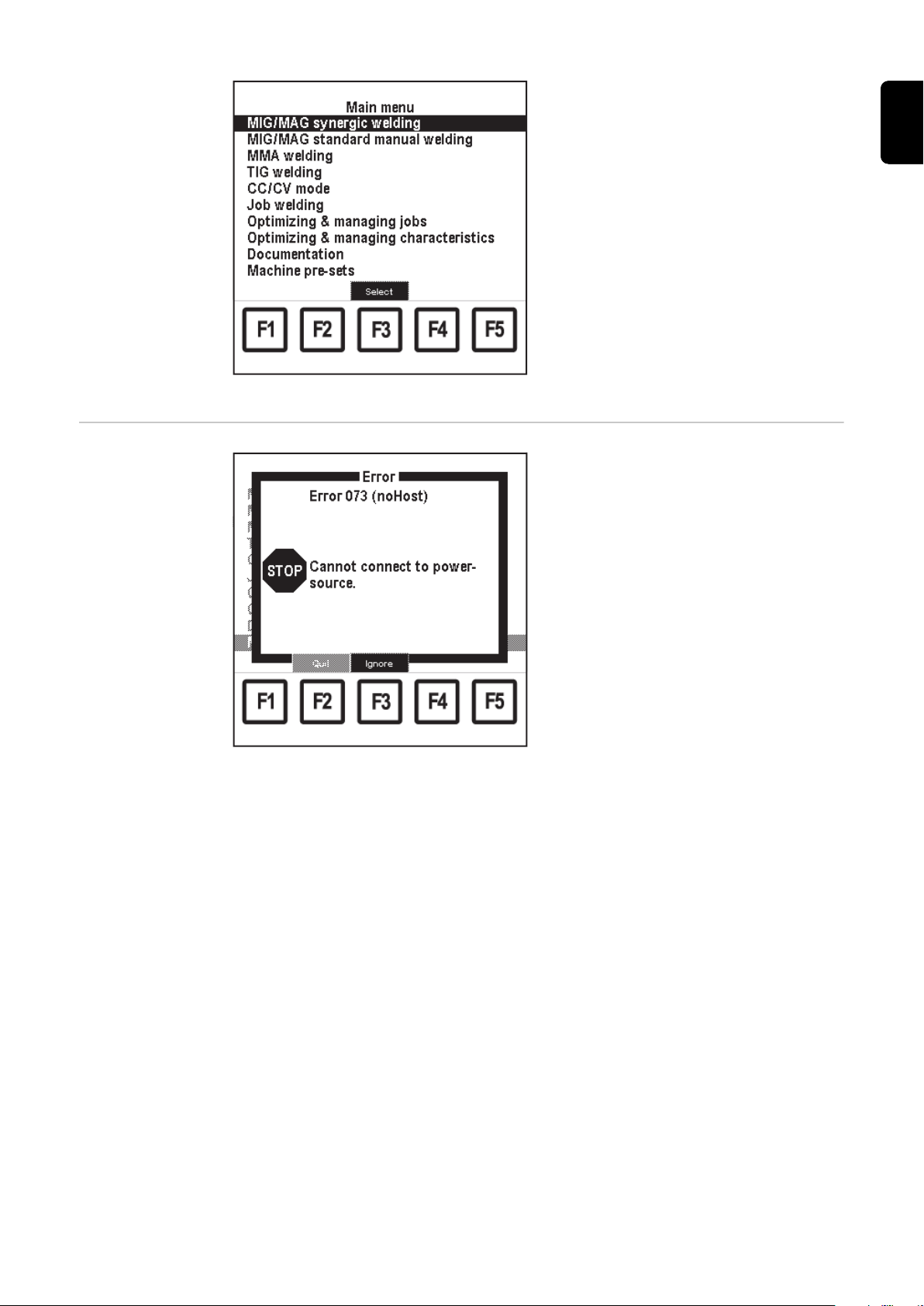
Pogreška „073
(nema Hosta)” –
veza s izvorom
struje nije uspostavljena
Ako prilikom stavljanja u pogon sustav za
daljinsko upravljanje ne može uspostaviti
vezu s izvorom struje, prikazuje se pogreška „073 (nema Hosta)”.
Mogući su uzroci npr. slab kontakt s izvorom struje ili neispravan razdjelnik LocalNet.
Nakon uspostave veze pogreška „073 (nema Hosta)” nestaje.
Pogrešku „073 (nema Hosta)” moguće je
zanemariti.
Ekran „Pogreška 073 (nema Hosta)”
29

Zaključavanje i otključavanje sustava RCU 5000i s
(16)
pomoću ključ kartice
Preduvjeti
Upravljanje korisnicima, profili,
ključevi
Zaključavanje
sustava RCU
5000i
NAPOMENA!
Ključ kartica može se upotrebljavati za zaključavanje i otključavanje sustava za
daljinsko upravljanje ako pod stavkom izbornika „Zadane postavke stroja” nije
kreiran nijedan profil ili ključ osim „Administrator” i „Zaključano”.
Dodatne informacije o upravljanju korisnicima, profilima ili ključevima nalaze se u poglavlju „Zadane postavke stroja”, odjeljku „Profili/ključevi”.
Ključ karticu prislonite na područje za
1
očitavanje ključ kartice (16)
Prislanjanje ključ kartice na područje za očitavanje
ključ kartice
Prikazuje se ekran „Napomena o ključu –
sustav za daljinsko upravljanje zaključan”
Ekran „Napomena o ključu – sustav za daljinsko
upravljanje zaključan”
30

Poziva se profil „Zaključano”.
(16)
Glavni izbornik u profilu „Zaključano”
VAŽNO!
Svojstva profila „Zaključano” moguće
je promijeniti pod stavkom izbornika
„Zadane postavke stroja” na ekranu
„Profil/ključevi”.
Ovisno o tome koje su postavke spremljene u profilu „Zaključano”, moguće je odabrati različite stavke izbornika i funkcije.
npr.:
Tvorničke postavke profila „Zaključano”
omogućuju pristup postupku zavarivanja u
glavnom izborniku. Tipke na pojedinačnim
ekranima „Podaci” nisu dostupne.
Parametre na odgovarajućim ekranima
„Podaci” moguće je promijeniti pomoću tipke za pomicanje prema dolje (6) ili prema
gore (7) te s pomoću okretnog gumba
(18).
HR
Otključavanje
sustava RCU
5000i
Stavka izbornika „Sinergijsko zavarivanje MIG/MAG
postupkom” kod zaključanog sustava za daljinsko
upravljanje, ekran „Radni parametri”
Prislanjanje ključ kartice na područje za očitavanje
ključ kartice
Ključ karticu prislonite na područje za
1
očitavanje ključ kartice (16)
31
Ekran „Napomena o ključu – sustav za daljinsko
upravljanje otključan”
Prikazuje se ekran „Napomena o ključu –
sustav za daljinsko upravljanje otključan”
Prikazuje se posljednji pozvani ekran prije
otključavanja. Svaka stavka izbornika
dostupna je bez ograničenja.
Otključavanje
sustava RCU
5000i s pomoću
funkcije otključavanja Unlock
Sustav za daljinsko upravljanje RCU 5000i opremljen je funkcijom otključavanja Unlock
od verzije softvera OFFICIAL RCU V1.14.12.
Ova funkcija otključavanja Unlock mijenja profil „Zaključano” i omogućuje pristup ekranu
„Profili/ključevi” u zadanim postavkama stroja, npr. radi kreiranja administratorskog ključa
ili promjene profila „Zaključano”.
Dodatne informacije o funkciji otključavanja Unlock nalaze se u poglavlju „Zadane postavke stroja”, odjeljak „RCU 5000i” – funkcija otključavanja.
32
Sinergijsko zavarivanje MIG/MAG postupkom
Općenito Sinergijsko zavarivanje MIG/MAG postupkom odgovara pogonu Synergic na izvoru stru-
je. Ako je postavljen parametar brzine žice, parametar struje zavarivanja i debljine lima
prilagođen je postavljenoj vrijednosti brzine žice.
Trenutačne vrijednosti struje zavarivanja i debljine lima prikazane su u području vizualizacije.
HR
Pozivanje stavke
izbornika „Sinergijsko zavarivanje MIG/MAG postupkom”
Glavni izbornik: stavka izbornika „Sinergijsko zavarivanje MIG/MAG postupkom odabrana”
Pregled Stavka izbornika „Sinergijsko zavarivanje MIG/MAG postupkom” sastoji se od sljedećih
odjeljaka:
- Pozivanje programa zavarivanja
- Postavljanje radnih parametara
- Prebacivanje na uvećani prikaz
- Postavljanje parametara za postavke postupka
- Postavljanje dodatnih parametara: specijalni 2-taktni način rada, specijalni 4-taktni
način rada, točkasto zavarivanje
- Postavljanje parametara SynchroPuls
Pritisnite tipku Izbornik (1):
1
- prikazuje se glavni izbornik
Odaberite stavku izbornika „Sinergijs-
2
ko zavarivanje MIG/MAG postupkom”
s pomoću okretnog gumba (18)
Pritisnite tipku U redu (3):
3
- Prikazuje se posljednji pozvani
ekran „Podaci”.
33
Pozivanje programa zavarivanja
Pozivanje programa zavarivanja
Pozivanje stavke izbornika „Sinergijs-
1
ko zavarivanje MIG/MAG postupkom”
S pomoću tipke na desnoj strani (8)
2
odaberite ekran „Program zavarivanja”
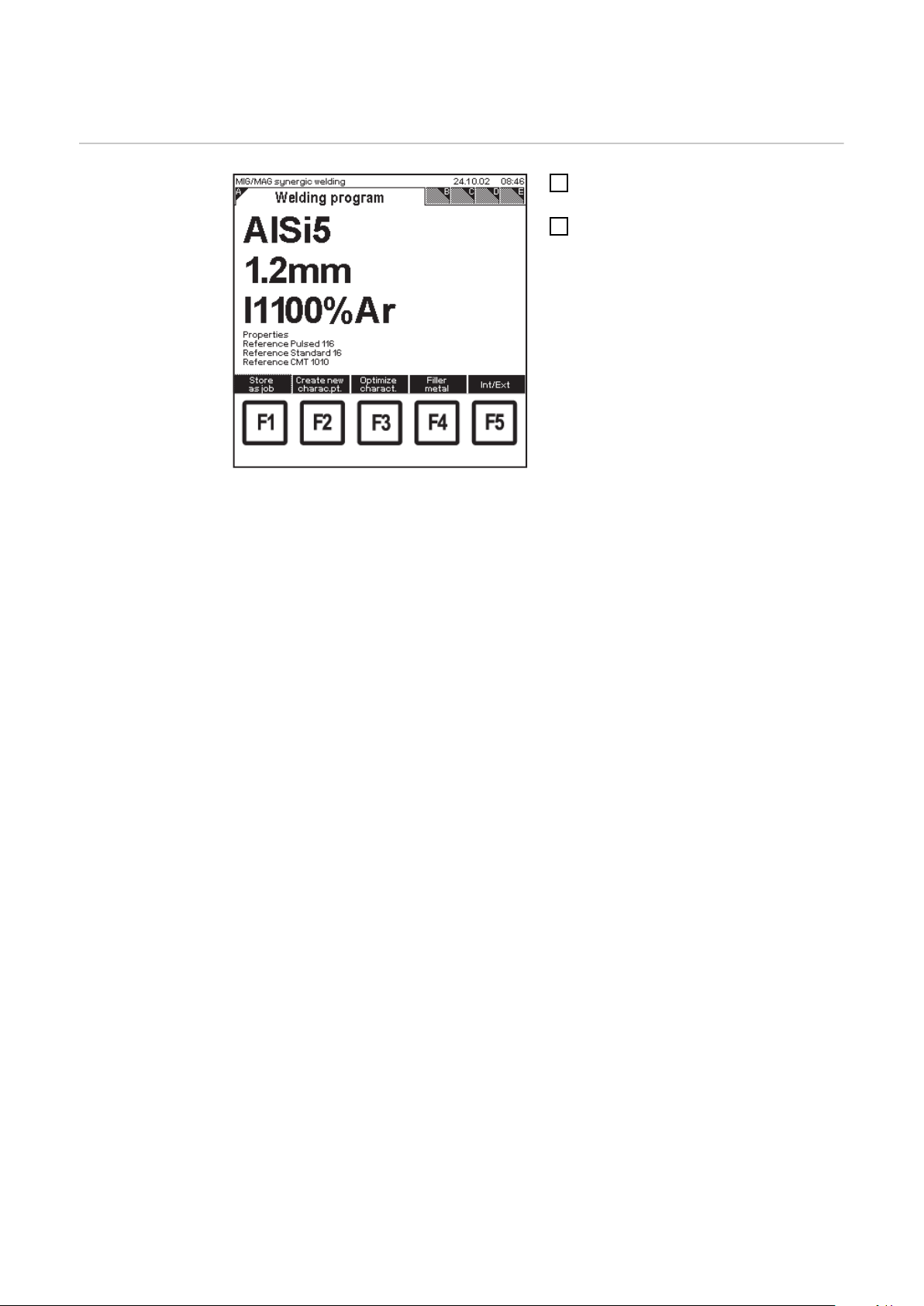
- Prikazuje se ekran „Program zavarivanja”
Sinergijsko zavarivanje MIG/MAG postupkom: ekran
„Program zavarivanja”
Ekran „Program zavarivanja” sadrži sljedeće podatke:
- dodatni materijal
- promjer žice
- zaštitni plin koji se treba upotrebljavati
- Referentni brojevi programa za zavarivanje pohranjenih karakterističnih krivulja
npr.:
za sustav AlSi5 promjera Ø 1,2 mm sa zaštitnim plinom 100 % Ar pohranjena je pulsirajuća karakteristična krivulja, standardna karakteristična krivulja i karakteristična
krivulja za CMT
34
Postavljanje radnih parametara
HR
Postavljanje radnih parametara
Pozivanje stavke izbornika „Sinergijs-
1
ko zavarivanje MIG/MAG postupkom”
S pomoću tipke na desnoj strani (8)
2
odaberite ekran „Radni parametri”:
- Prikazuje se ekran „Radni parametri”.
S pomoću tipki za pomicanje prema
3
dolje (6) ili prema gore (7) odaberite
odgovarajuće radne parametre
Promijenite vrijednost parametra s po-
4
moću okretnog gumba (18)
- Vrijednost parametra možete promijeniti samo u okviru definiranog
raspona postavljanja. Raspon
postavljanja je pohranjen.
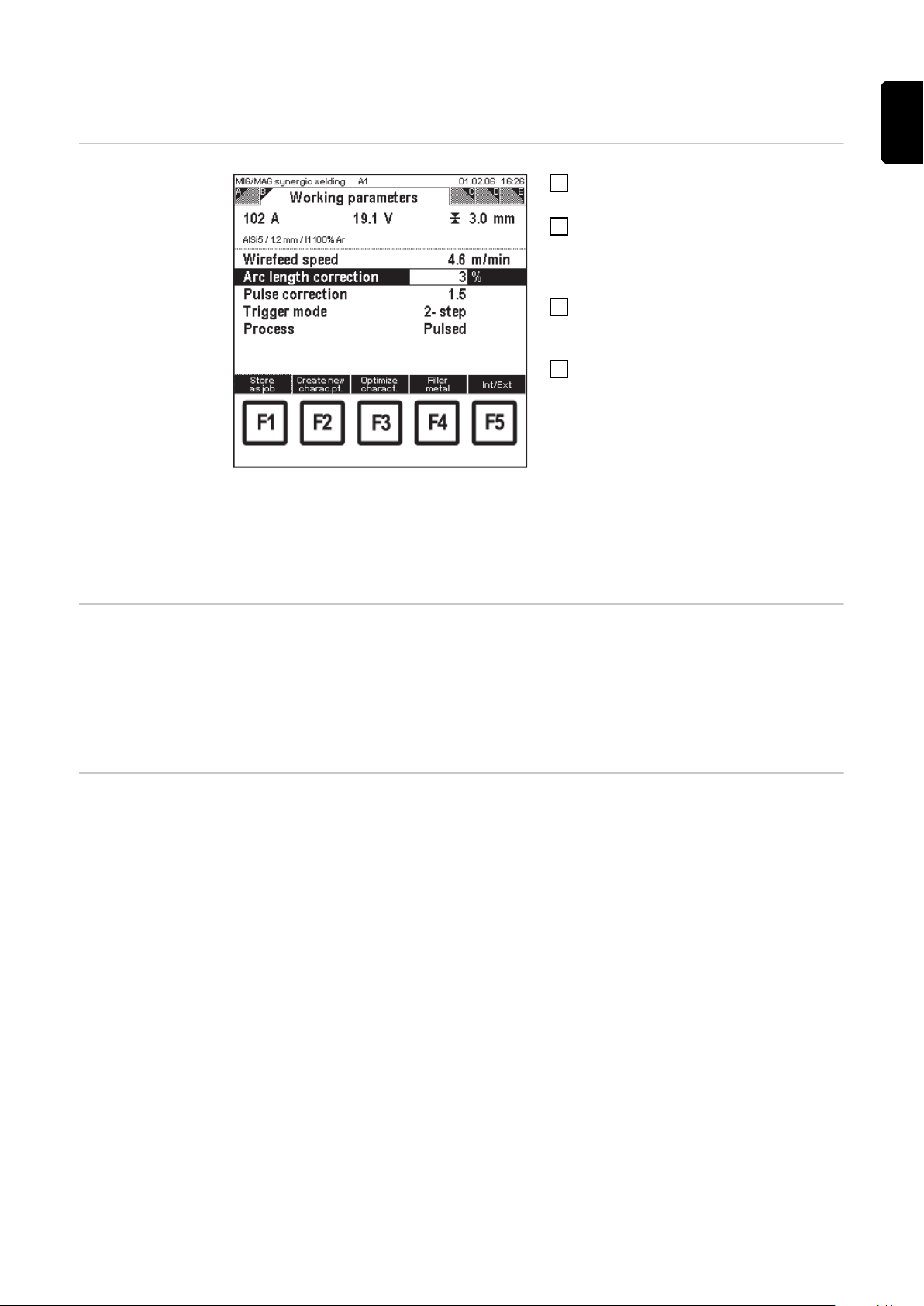
Sinergijsko zavarivanje MIG/MAG postupkom: Ekran
„Radni parametri”, ispravak električnog luka odabran
U području vizualizacije prikazuju se vrijednosti za struju zavarivanja, napon zavarivanja
i debljinu lima. Ako se promijeni parametar „Brzina žice”, promijenit će se i odgovarajuće
vrijednosti prikazane u području vizualizacije.
Načini rada gorionika
Postupak zavarivanja
Moguće je postaviti sljedeće načine rada gorionika:
- 2-taktni
- specijalni 2-taktni
- 4-taktni
- specijalni 4-taktni
- točkasto zavarivanje
Moguće je postaviti sljedeće postupke zavarivanja:
- pulsirajuće (MIG/MAG pulsirajuće sinergijsko zavarivanje)
- standardno (MIG/MAG standardno-sinergijsko zavarivanje)
- CMT (Cold Metal Transfer)
35
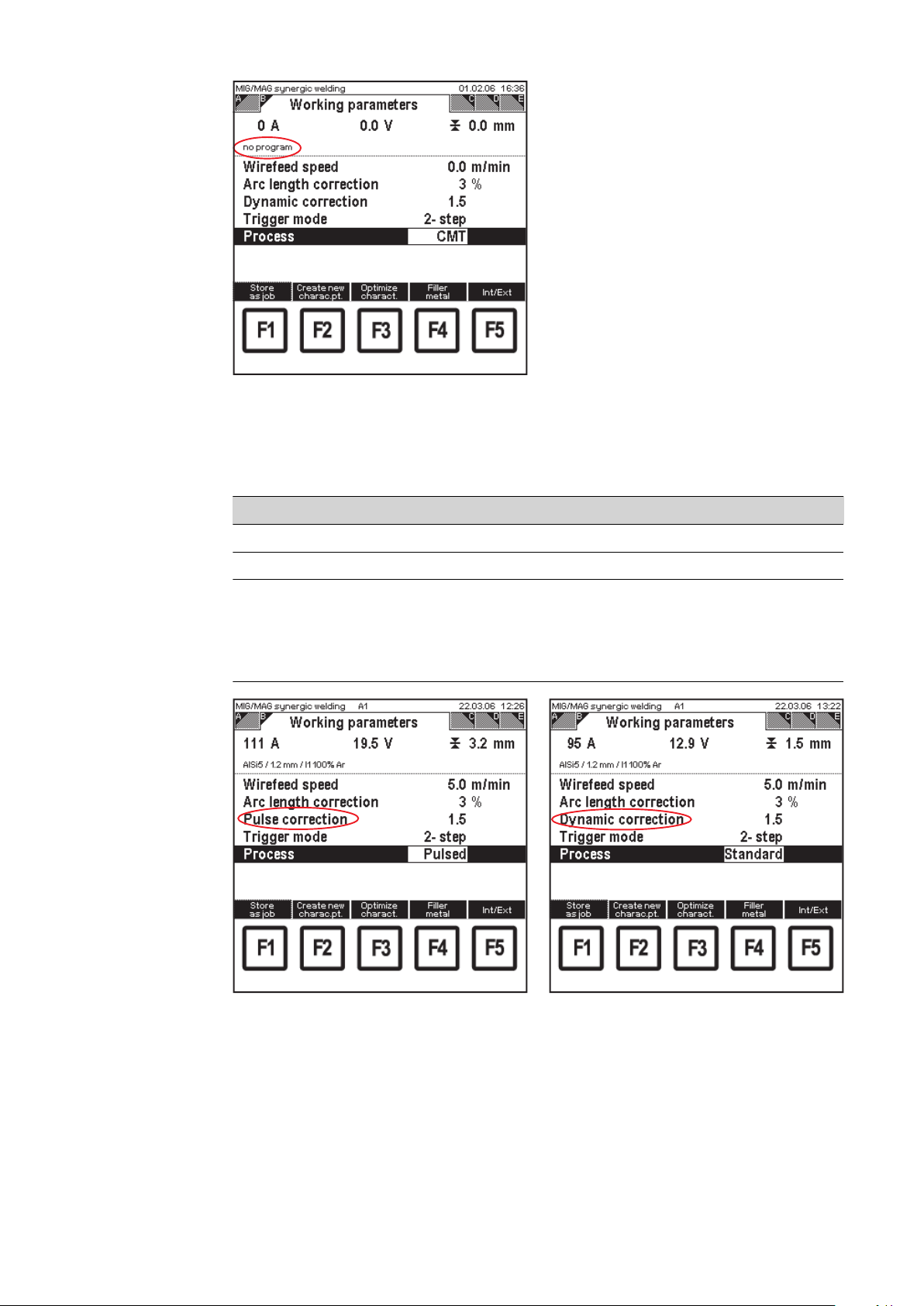
Ako se postavljeni program zavarivanja i
odabrani postupak zavarivanja ne podudaraju ili ako za odabrani postupak zavarivanja nije pohranjeni program zavarivanja,
u području vizualizacije prikazuje se poruka „no program”.
Parametar „Brzina žice” nije moguće promijeniti.
Sinergijsko zavarivanje MIG/MAG postupkom: Ekran
„Radni parametri”, poruka „no program” za postupak
„CMT”
Ovisno o odabranom postupku zavarivanja i postavljenom programu zavarivanja, pojedinačni parametri prikazuju se na različit način:
Postupak zavarivanja Parametar
Pulsirajuće Ispravak pulsa
Standardno Ispravak dinamike
prilikom postupka zavarivanja CMT Hotstart vrijeme
Ispravak pulsa
Pulsirajući ciklusi HotStart
Boost ispravak
Ispravak dinamike
Parametar „Ispravak pulsa” prilikom pulsirajućeg postupka zavarivanja
Parametar „Ispravak dinamike” prilikom standardnog
postupka zavarivanja
36
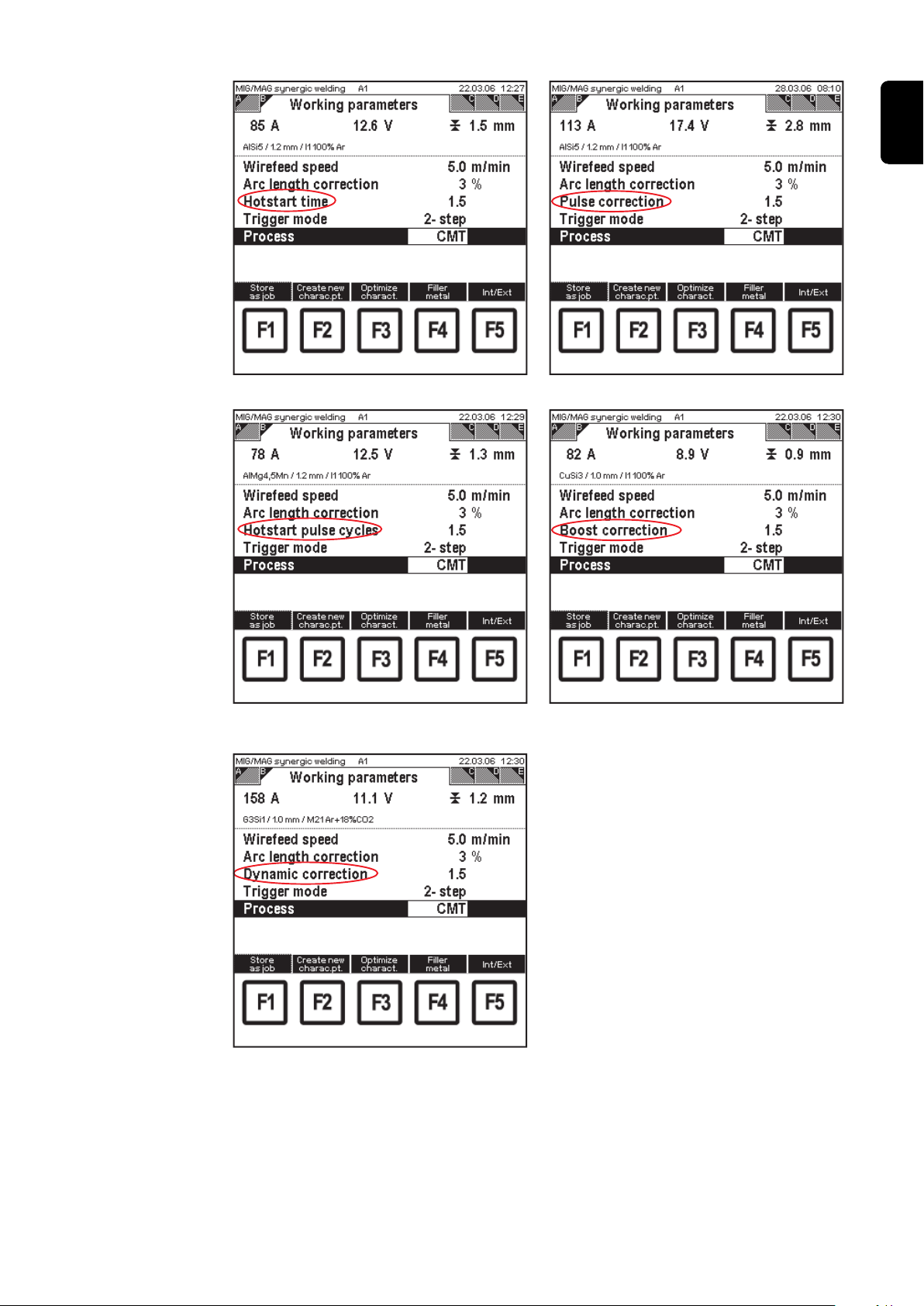
HR
Parametar „Hotstart vrijeme” prilikom postupka zavarivanja CMT
Parametar „Pulsirajući ciklusi HotStart” prilikom postupka zavarivanja CMT
Parametar „Ispravak pulsa” prilikom postupka zavarivanja CMT
Parametar „Boost ispravak” prilikom postupka zavarivanja CMT
Parametar „Ispravak dinamike” prilikom postupka zavarivanja CMT
37

Postupak zavarivanja „CMT”
Postupak zavarivanja „CMT” moguć je isključivo ako je uspostavljena veza sa sljedećim
komponentama:
- izvor struje za CMT (npr. TPS 4000 CMT)
- sustav za pomicanje žice za CMT (npr. VR 7000 CMT)
- pogonska jedinica za CMT s odbojnikom za žicu (npr. Robacta Drive CMT)
- povezni paket crijeva za CMT
Za postupak zavarivanja CMT Advanced potrebna je baza podataka zavarivanja M0842.
38

Prebacivanje na uvećani prikaz
(1) (2)
0.6 A
0.35 A
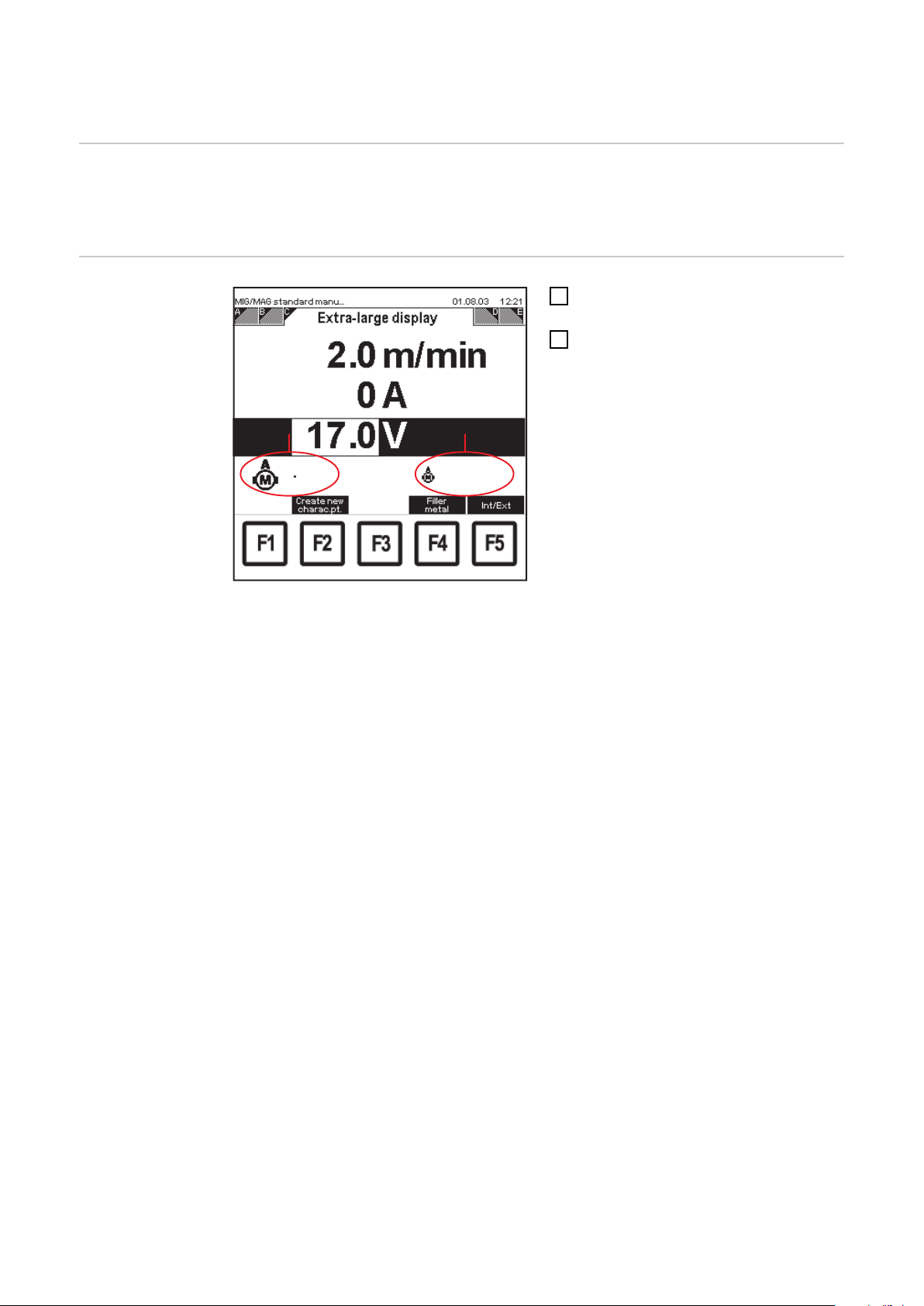
Općenito Parametre brzina žice, struja zavarivanja i napon zavarivanja moguće je prikazati u
uvećanom obliku. Struja motora sustava za pomicanje žice i jedinica PushPull također se
prikazuju na ekranu „Uvećani prikaz” kao trenutačne vrijednosti.
HR
Prebacivanje na
uvećani prikaz
Ako se promijeni parametar „Brzina žice”,
promijenit će se i odgovarajuće vrijednosti
za struju zavarivanja i napon zavarivanja.
Sinergijsko zavarivanje MIG/MAG postupkom: Ekran
„Uvećani prikaz”
(1) Struja motora sustava za pomicanje žice
(2) Struja motora PushPull jedinice
Pozivanje stavke izbornika „Sinergijs-
1
ko zavarivanje MIG/MAG postupkom”
S pomoću tipke na desnoj strani (8)
2
odaberite ekran „Uvećani prikaz”:
- Ekran „Uvećani prikaz”
- Vrijednost za brzinu žice moguće
je na ekranu „Uvećani prikaz” promijeniti s pomoću okretnog gumba
(18).
39

Postavljanje parametara za postavke postupka
Postavljanje parametara za postavke postupka
Sinergijsko zavarivanje MIG/MAG postupkom: Ekran
„Postavke postupka”, predtok plina odabran
Pozivanje stavke izbornika „Sinergijs-
1
ko zavarivanje MIG/MAG postupkom”
S pomoću tipke na desnoj strani (8)
2
odaberite ekran „Postavke postupka”.
- Prikazuje se ekran „Postavke postupka”
S pomoću tipki za pomicanje prema
3
dolje (6) ili prema gore (7) odaberite
parametar za postavke postupka
Promijenite vrijednost parametra za
4
postavke postupka s pomoću okretnog
gumba (18)
- Vrijednost parametra za postavke
postupka možete promijeniti samo
u okviru definiranog raspona postavljanja. Raspon postavljanja je
pohranjen.
40
Postavljanje dodatnih parametara: specijalni 2-taktni način rada, specijalni 4-taktni način rada, točkasto zavarivanje
Postavljanje dodatnih parametara za specijalni 2taktni način rada
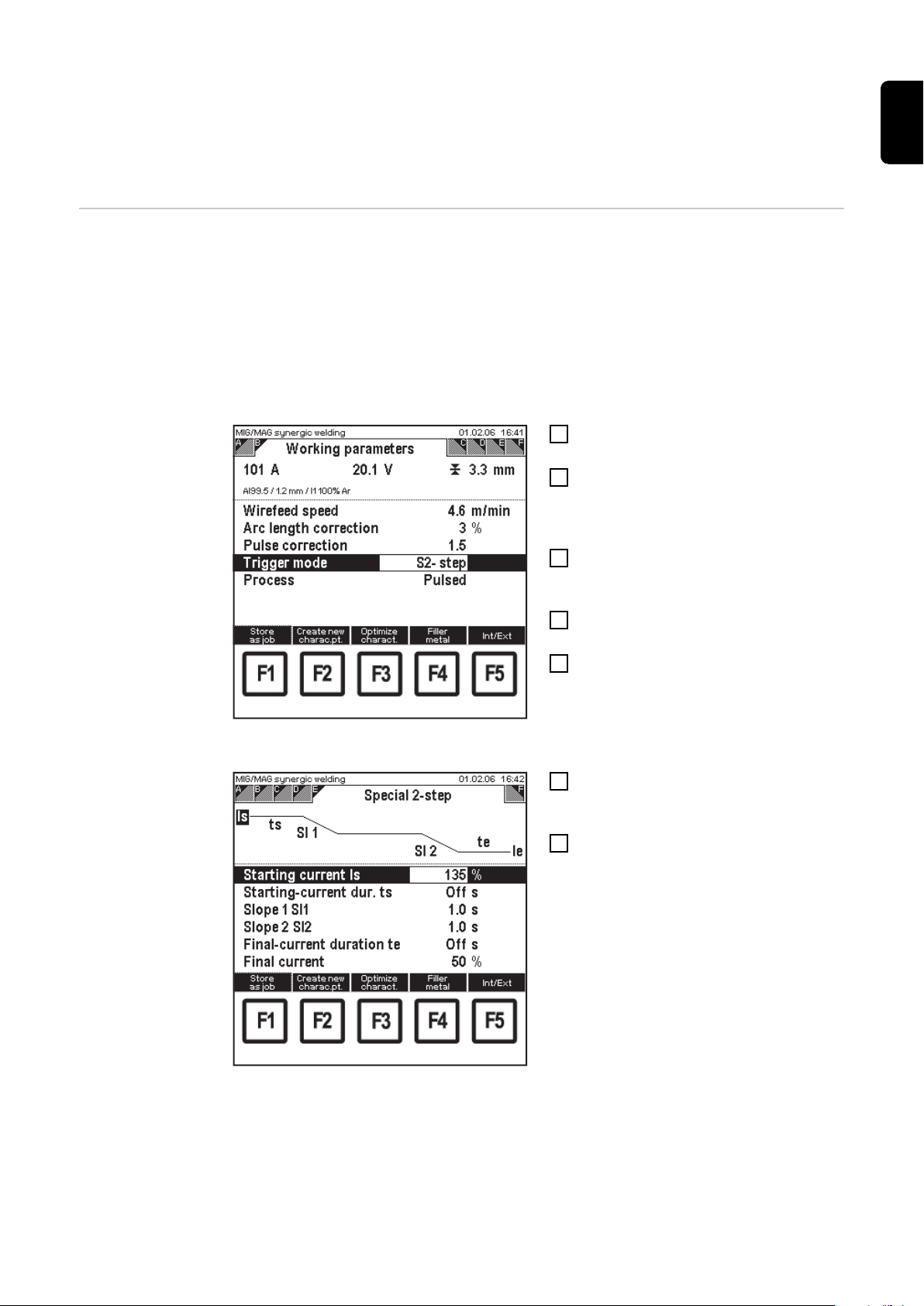
Ako je na ekranu „Radni parametri” kod načina rada gorionika odabran S2-taktni način
rada, odgovarajući ekran pridružen je traci.
Moguće je postaviti sljedeće dodatne parametre:
- početna struja Is
- početno vrijeme ts
- Slope 1 Sl1
- Slope 2 Sl2
- vrijeme završetka te
- završna struja le
Pozivanje stavke izbornika „Sinergijs-
1
ko zavarivanje MIG/MAG postupkom”
S pomoću tipke na desnoj strani (8)
2
odaberite ekran „Radni parametri”
- Prikazuje se ekran „Radni parametri”
S pomoću tipki za pomicanje prema
3
dolje (6) ili prema gore (7) odaberite
parametar Način rada gorionika
S pomoću okretnog gumba (18) nam-
4
jesite S2-taktni način rada
S pomoću tipke na desnoj strani (8)
5
odaberite ekran „Specijalni 2-taktni
način rada”
Ekran „Radni parametri”: način rada gorionika S2taktni
- Prikazuje se ekran „Specijalni 2taktni način rada”
HR
Sinergijsko zavarivanje MIG/MAG postupkom: Ekran
„Specijalni 2-taktni način rada”, početna struja Is odabrana
S pomoću tipki za pomicanje prema
6
dolje (6) ili prema gore (7) odaberite
dodatne parametre
Promijenite vrijednost dodatnih para-
7
metara s pomoću okretnog gumba
(18)
- Vrijednost dodatnih parametara
možete promijeniti samo u okviru
definiranog raspona postavljanja.
Raspon postavljanja je pohranjen.
41
Postavljanje dodatnih parametara za specijalni 4taktni način rada
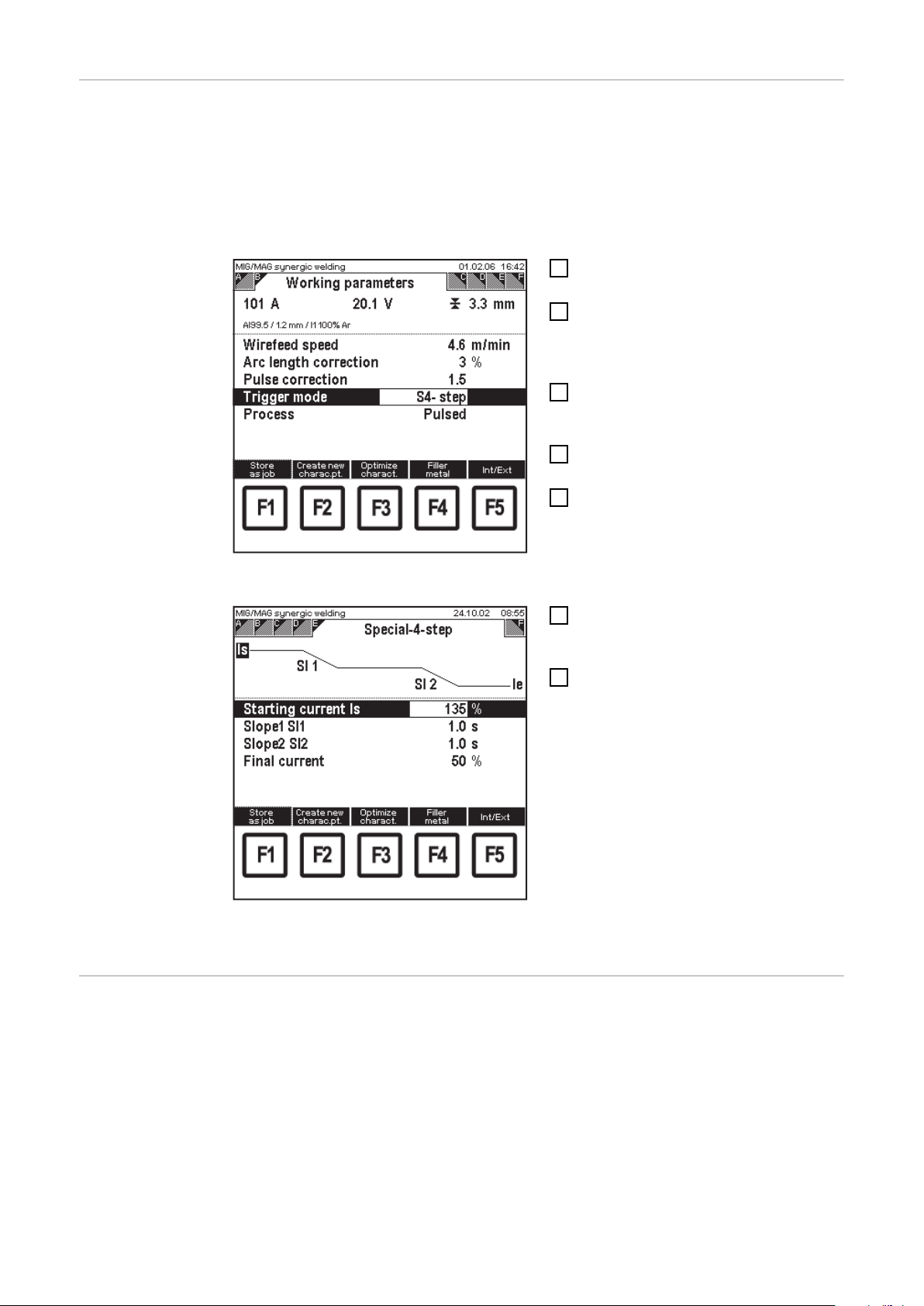
Ako je na ekranu „Radni parametri” kod načina rada gorionika odabran S4-taktni način
rada, odgovarajući ekran pridružen je traci.
Moguće je postaviti sljedeće dodatne parametre:
- početna struja Is
- Slope 1 Sl1
- završna struja le
- Slope 2 Sl2
Pozivanje stavke izbornika „Sinergijs-
1
ko zavarivanje MIG/MAG postupkom”
S pomoću tipke na desnoj strani (8)
2
odaberite ekran „Radni parametri”
- Prikazuje se ekran „Radni parametri”
S pomoću tipki za pomicanje prema
3
dolje (6) ili prema gore (7) odaberite
parametar koji želite promijeniti
S pomoću okretnog gumba (18) nam-
4
jesite S4-taktni način rada
S pomoću tipke na desnoj strani (8)
5
odaberite ekran „Specijalni 4-taktni
način rada”
Ekran „Radni parametri”: način rada gorionika S4taktni
- Prikazuje se ekran „Specijalni 4taktni način rada”
Postavljanje dodatnih parametara za točkasto zavarivanje
S pomoću tipki za pomicanje prema
6
dolje (6) ili prema gore (7) odaberite
dodatne parametre
Promijenite vrijednost dodatnih para-
7
metara s pomoću okretnog gumba
(18)
- Vrijednost dodatnih parametara
možete promijeniti samo u okviru
definiranog raspona postavljanja.
Raspon postavljanja je pohranjen.
Sinergijsko zavarivanje MIG/MAG postupkom: Ekran
„Specijalni 4-taktni način rada”, početna struja Is odabrana
Ako je na ekranu „Radni parametri” kod načina rada gorionika odabrano točkasto zavarivanje, odgovarajući ekran pridružen je traci.
Moguće je postaviti sljedeće parametre:
- brzina žice
- ispravak električnog luka
- vrijeme točkanja
42

Ekran „Radni parametri”: način rada gorionika točkasto zavarivanje
Pozivanje stavke izbornika „Sinergijs-
1
ko zavarivanje MIG/MAG postupkom”
S pomoću tipke na desnoj strani (8)
2
odaberite ekran „Radni parametri”
- Prikazuje se ekran „Radni parametri”
S pomoću tipki za pomicanje prema
3
dolje (6) ili prema gore (7) odaberite
parametar koji želite promijeniti
S pomoću okretnog gumba (18) pos-
4
tavite način rada točkasto zavarivanje
S pomoću tipke na desnoj strani (8)
5
odaberite ekran „Točkasto zavarivanje”
- Prikazuje se ekran „Točkasto zavarivanje”
HR
Sinergijsko zavarivanje MIG/MAG postupkom: Ekran „Točkasto zavarivanje”, sustav za pomicanje žice odabran
S pomoću tipki za pomicanje prema dolje (6) ili prema gore (7) odaberite parametre
6
Promijenite vrijednost parametara s pomoću okretnog gumba (18)
7
- Vrijednost parametara možete promijeniti samo u okviru definiranog raspona
postavljanja. Raspon postavljanja je pohranjen.
43

Postavljanje parametara SynchroPuls
Općenito Ako je na izvor struje instalirana softverska opcija SynchroPuls, dostupan je i ekran za
parametre SynchroPuls. Ekran se dodaje na traku.
Postavljanje parametara SynchroPuls (softverska opcija)
Sinergijsko zavarivanje MIG/MAG postupkom: Ekran
„Synchro-Puls”
Pozivanje stavke izbornika „Sinergijs-
1
ko zavarivanje MIG/MAG postupkom”
S pomoću tipke na desnoj strani (8)
2
odaberite ekran „SynchroPuls”
- Prikazuje se ekran „SynchroPuls”
S pomoću tipki za pomicanje prema
3
dolje (6) ili prema gore (7) odaberite
parametre SynchroPuls
Promijenite vrijednost parametara
4
SynchroPuls s pomoću okretnog gumba (18)
- Vrijednost parametara SynchroPuls možete promijeniti samo u
okviru definiranog raspona postavljanja. Raspon postavljanja je
pohranjen.
44

Ručno zavarivanje MIG/MAG postupkom
Općenito Za razliku od sinergijskog zavarivanja MIG/MAG postupkom, kod ručnog zavarivanja
MIG/MAG postupkom parametri zavarivanja postavljaju se pojedinačno.
HR
Pozivanje stavke
izbornika „Ručno
zavarivanje
MIG/MAG postupkom”
Glavni izbornik: stavka izbornika „Ručno zavarivanje
MIG/MAG postupkom” odabrana
Pregled Stavka izbornika „Ručno zavarivanje MIG/MAG postupkom” sastoji se od sljedećih odjel-
jaka:
- Pozivanje programa zavarivanja
- Postavljanje radnih parametara
- Prebacivanje na uvećani prikaz
- Postavljanje parametara za postavke postupka
- Postavljanje dodatnih parametara za točkasto zavarivanje
Pritisnite tipku Izbornik (1):
1
- prikazuje se glavni izbornik
Odaberite stavku izbornika „Ručno za-
2
varivanje MIG/MAG postupkom” s pomoću okretnog gumba (18)
Pritisnite tipku U redu (3):
3
- Prikazuje se posljednji pozvani
ekran „Podaci”.
45

Pozivanje programa zavarivanja
Odabir programa
zavarivanja
Pozivanje stavke izbornika „Ručno za-
1
varivanje MIG/MAG postupkom”
S pomoću tipke na desnoj strani (8)
2
odaberite ekran „Program zavarivanja”
- Prikazuje se ekran „Program zavarivanja”
Ručno zavarivanje MIG/MAG postupkom: ekran „Program zavarivanja”
Ekran „Program zavarivanja” sadrži sljedeće podatke:
- dodatni materijal
- promjer žice
- zaštitni plin koji se treba upotrebljavati
- Referentni brojevi programa za zavarivanje pohranjenih karakterističnih krivulja
npr.:
za sustav AlSi5 promjera Ø 1,2 mm sa zaštitnim plinom 100 % Ar pohranjena je pulsirajuća karakteristična krivulja, standardna karakteristična krivulja i karakteristična
krivulja za CMT
46

Postavljanje radnih parametara
HR
Postavljanje radnih parametara
Načini rada gorionika
1
2
3
4
Ručno zavarivanje MIG/MAG postupkom: ekran
„Radni parametri”, sustav za pomicanje žice odabran
Moguće je postaviti sljedeće načine rada gorionika:
- 2-taktni
- 4-taktni
- točkasto zavarivanje
Pozivanje stavke izbornika „Ručno zavarivanje MIG/MAG postupkom”
S pomoću tipke na desnoj strani (8)
odaberite ekran „Radni parametri”
- Prikazuje se ekran „Radni parametri”
S pomoću tipki za pomicanje prema
dolje (6) ili prema gore (7) odaberite
odgovarajuće radne parametre
Promijenite vrijednost parametra s pomoću okretnog gumba (18)
- Vrijednost parametra možete promijeniti samo u okviru definiranog
raspona postavljanja. Raspon
postavljanja je pohranjen.
47
Prebacivanje na uvećani prikaz
(2)(1)
0.6 A
0.35 A
Općenito Parametre brzina žice, struja zavarivanja i napon zavarivanja moguće je prikazati u
uvećanom obliku. Struja motora sustava za pomicanje žice i jedinica PushPull također se
prikazuju na ekranu „Uvećani prikaz” kao trenutačne vrijednosti.
Prebacivanje na
uvećani prikaz
Ručno zavarivanje MIG/MAG postupkom: Ekran
„Uvećani prikaz”
(1) Struja motora sustava za pomicanje žice
(2) Struja motora PushPull jedinice
Pozivanje stavke izbornika „Ručno za-
1
varivanje MIG/MAG postupkom”
S pomoću tipke na desnoj strani (8)
2
odaberite ekran „Uvećani prikaz”
- Ekran „Uvećani prikaz”
- Vrijednost za brzinu žice i napon
zavarivanja moguće je na ekranu
„Uvećani prikaz” promijeniti s pomoću okretnog gumba (18)
- Struja zavarivanja prikaz je očitanja:
- tijekom zavarivanja
... Trenutačna vrijednost
- nakon zavarivanja
... Vrijednost Hold
48

Postavljanje parametara za postavke postupka
HR
Postavljanje parametara za postavke postupka
Ručno zavarivanje MIG/MAG postupkom: Ekran
„Postavke postupka”, predtok plina odabran
Pozivanje stavke izbornika „Ručno za-
1
varivanje MIG/MAG postupkom”
S pomoću tipke na desnoj strani (8)
2
odaberite ekran „Postavke postupka”
- Prikazuje se ekran „Postavke postupka”
S pomoću tipki za pomicanje prema
3
dolje (6) ili prema gore (7) odaberite
parametar za postavke postupka
Promijenite vrijednost parametra za
4
postavke postupka s pomoću okretnog
gumba (18).
- Vrijednost parametra za postavke
postupka možete promijeniti samo
u okviru definiranog raspona postavljanja. Raspon postavljanja je
pohranjen.
49

Postavljanje dodatnih parametara za točkasto zavarivanje
Postavljanje dodatnih parametara za točkasto zavarivanje
Ako je na ekranu „Radni parametri” kod načina rada gorionika odabrano točkasto zavarivanje, odgovarajući ekran pridružen je traci.
Moguće je postaviti sljedeće parametre:
- brzina žice
- ispravak električnog luka
- vrijeme točkanja
Pozivanje stavke izbornika „Ručno za-
1
varivanje MIG/MAG postupkom”
S pomoću tipke na desnoj strani (8)
2
odaberite ekran „Radni parametri”
- Prikazuje se ekran „Radni parametri”
S pomoću tipki za pomicanje prema
3
dolje (6) ili prema gore (7) odaberite
parametar koji želite promijeniti
S pomoću okretnog gumba (18) pos-
4
tavite način rada točkasto zavarivanje
S pomoću tipke na desnoj strani (8)
5
odaberite ekran „Točkasto zavarivanje”
Ekran „Radni parametri”: način rada gorionika točkasto zavarivanje
- Prikazuje se ekran „Točkasto zavarivanje”
Sinergijsko zavarivanje MIG/MAG postupkom: Ekran
„Točkasto zavarivanje”, sustav za pomicanje žice
odabran
S pomoću tipki za pomicanje prema
6
dolje (6) ili prema gore (7) odaberite
parametre
Promijenite vrijednost parametara s
7
pomoću okretnog gumba (18)
- Vrijednost parametara možete
promijeniti samo u okviru definiranog raspona postavljanja. Raspon
postavljanja je pohranjen.
50

Postavljanje programa zavarivanja i materijala
Općenito Program zavarivanja i materijal moguće je postaviti pod sljedećim stavkama izbornika:
- sinergijsko zavarivanje MIG/MAG postupkom
- ručno zavarivanje MIG/MAG postupkom
- optimiziranje i upravljanje Jobova (samo kod pohranjenih MIG/MAG Jobova)
HR
Postavljanje programa zavarivanja i materijala
Ekran „Odabir dodatnog materijala”: Al99,5 odabran
Na odgovarajućem ekranu „Podaci”
1
pritisnite tipku F4 „Materijal”
- prikazuje se 1. ekran čarobnjaka s
naslovom „Odabir dodatnog materijala”
S pomoću okretnog gumba (18) oda-
2
berite potreban materijal
Pritisnite tipku F2 „Naprijed”:
3
- prikazuje se 2. ekran čarobnjaka s
naslovom „Odabir promjera žice”
- Prikazuju se samo promjeri žice
koji su dostupni za materijal odabran na 1. ekranu.
S pomoću okretnog gumba (18) oda-
4
berite odgovarajući promjer žice
Pritisnite tipku F2 „Naprijed”:
5
- prikazuje se 3. ekran čarobnjaka s
naslovom „Odabir plina”
- Prikazuju se samo plinovi koji su
dostupni za materijal odabran na
1. ekranu i promjere žice odabrane na 2. ekranu.
Ekran „Odabir promjera žice”: odabran promjer od
1,2 mm
51
Ekran „Odabir plina”: I1 100% Ar odabran
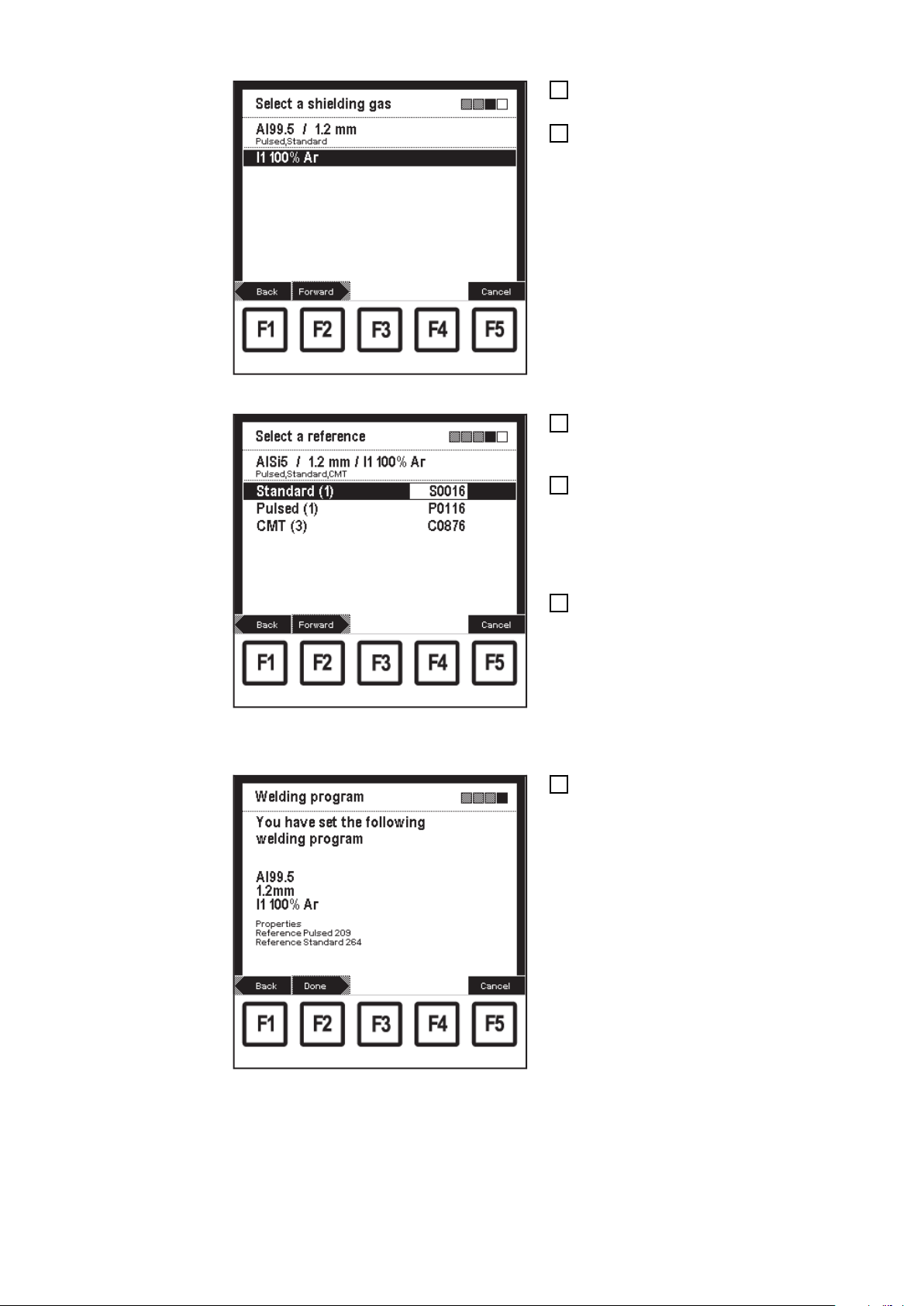
Primjer: AlSi 5 / 1,2 mm / I1 100 % Ar Screen „Odabir
referentnog broja”: karakteristična krivulja S0016
odabrana
S pomoću okretnog gumba (18) oda-
6
berite odgovarajući plin
Pritisnite tipku F2 „Naprijed”:
7
- samo ako je za odabrani materijal,
odabrane promjere žice i odabrani
zaštitni plin prikazano više karakterističnih krivulja, prikazuje se
ekran „Odabir referentnog broja”.
- Vrijednost u zagradama iza postupka zavarivanja ukazuje na broj
karakterističnih krivulja za određeni postupak zavarivanja.
S pomoću tipki za pomicanje prema
8
dolje (6) ili prema gore (7) odaberite
odgovarajući postupak zavarivanja
S pomoću okretnog gumba (18) oda-
9
berite odgovarajući referentni broj karakteristične krivulja
- npr.:
karakteristična krivulja C0876 prikladna je samo za postupak CMT.
Pritisnite tipku F2 „Naprijed”
10
- Prikazuje se posljednji ekran
čarobnjaka s naslovom „Program
zavarivanja” kao potvrda
- Pritiskom na tipku F1 „Natrag” moguće je ponovno prikazati ekrane
već provedenih radnih koraka.
Moguće je provesti promjene.
Ekran „Program zavarivanja”: Potvrda
Pritisnite tipku F2 „Gotovo”
11
- Preuzima se postavljeni program
zavarivanja, prikazuje se
posljednji prikazani ekran „Podaci”
52

Kreiranje karakterističnih krivulja korisnika – prilagođavanje karakterističnih krivulja
Općenito „Kreiranje karakterističnih krivulja korisnika – prilagođavanje karakterističnih krivulja” mo-
guće je provesti samo pod stavkom izbornika „Sinergijsko zavarivanje MIG/MAG postupkom”.
Osnovni preduvjeti za kreiranje
karakterističnih
krivulja korisnika
Svaki program zavarivanja temelji se na karakterističnoj krivulji zavarivanja. Krivulje zavarivanja odabranih programa zavarivanja moguće je promijeniti ovisno o konkretnim
potrebama korisnika. Te se promjene spremanju u takozvane karakteristične krivulje korisnika.
Programiranje karakteristične krivulje korisnika potrebno je u sljedećim slučajevima:
- kada se upotrebljavaju dodatni materijali (zaštitni plin, promjer šava) koji se ne nalaze u bazi podataka zavarivanja.
- Za optimizaciju postupka zavarivanja (npr.: povećanje brzine zavarivanja, promjenu
uvjeta penetracije, promjenu izgleda šava).
NAPOMENA!
Postupak ponovnog programiranja karakteristične krivulje zahtijeva znanja o električnom luku i tehnologiji zavarivanja.
HR
Kreiranje karakterističnih krivulja
korisnika – prilagođavanje karakteristične krivulje
Za učinkovito postavljanje nove karakteristične krivulje preporučuju se sljedeći načini
postupanja:
- Odaberite slične karakteristične krivulje
- Postavite raspon snage karakteristične krivulje korisnika
- Po potrebi nadopunite karakterističnu krivulju korisnika kreiranjem dodatnih točaka
karakterističnih krivulja.
Takvim načinom postupanja važne osnovne postavke preuzimaju se u okviru nove karakteristične krivulje.
VAŽNO!
Za postavljanje karakteristične krivulje korisnika potrebne su najmanje dvije točke
karakteristične krivulje.
Radi optimizacije u svim rasponima snage potrebno je programirati 6-10 točaka karakteristične krivulje (jedna točka po čvrstoći materijala). Moguće je programirati maksimalno
19 točaka karakterističnih krivulja.
Na odgovarajućem ekranu „Podaci” postavite sličan program zavarivanja ili program
1
zavarivanja koji je potrebno promijeniti
Pritisnite tipku F3 „Prilagođavanje karakteristične krivulje”
2
53
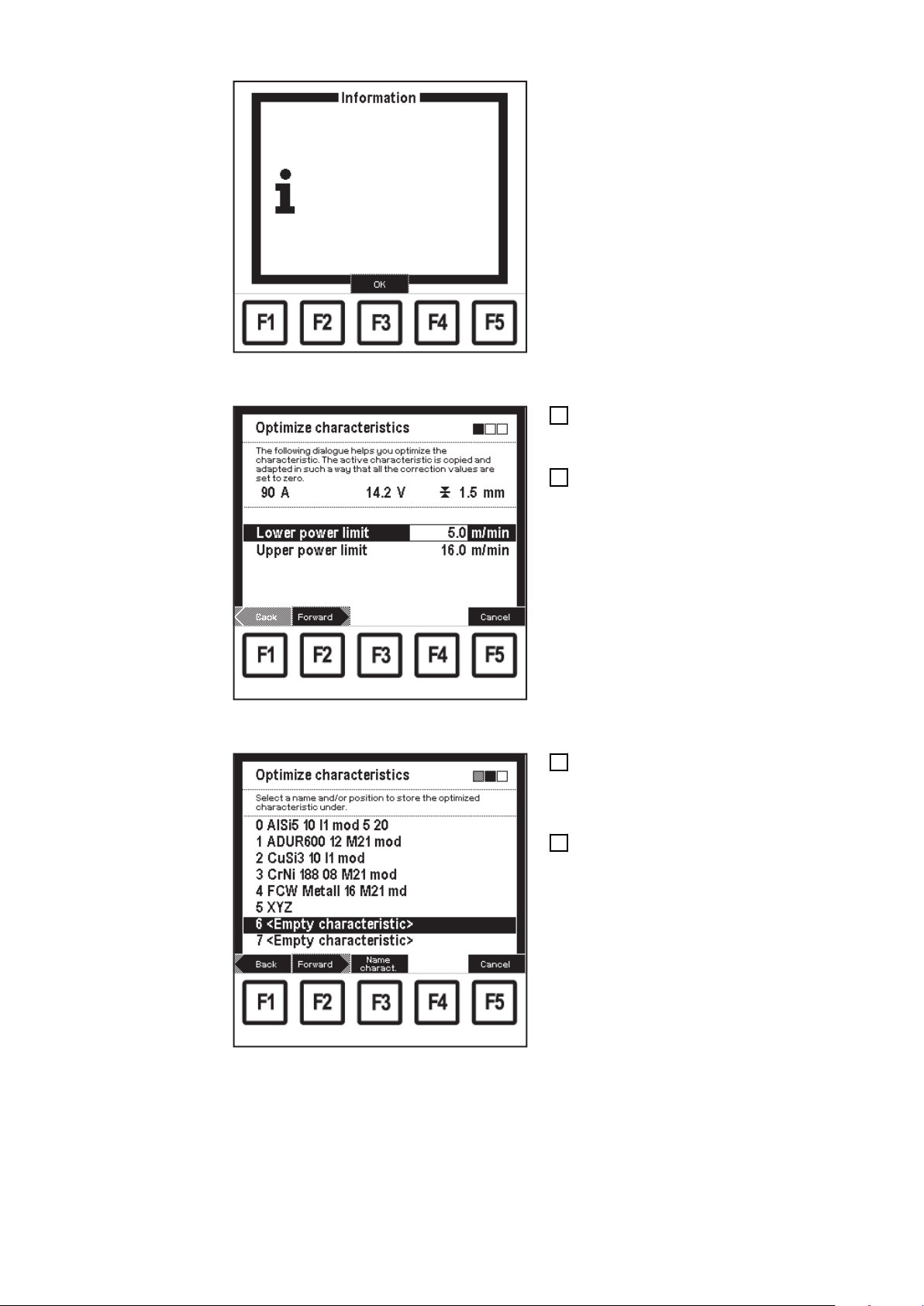
The characteristic
can not be modified!
Ekran „Informacije – karakteristične krivulje nije moguće uređivati!”
Ako uređivanje karakteristične krivulje nije
moguće, prikazuje se informacija „Karakterističnu krivulju nije moguće uređivati”.
Prikazuje se 1. ekran čarobnjaka s naslovom „Prilagođavanje karakterističnih krivulja”
S pomoću tipki za pomicanje prema
3
dolje (6) ili prema gore (7) odaberite
donju ili gornju vrijednost snage
Postavite donju ili gornju vrijednost
4
snage s pomoću okretnog gumba (18)
- Vrijednost parametra možete promijeniti samo u okviru definiranog
raspona postavljanja. Raspon
postavljanja je pohranjen.
- Vrijednosti za struju, napon i debljinu lima u području vizualizacije
ovise izravno o unesenim vrijednostima snage.
Ekran „Prilagođavanje karakterističnih krivulja”: Postavljanje vrijednosti snage
Ekran „Prilagođavanje karakterističnih krivulja”: odaberite karakterističnu krivulju
Pritisnite tipku F2 „Naprijed”:
5
- prikazuje se 2. ekran čarobnjaka s
naslovom „Prilagođavanje karakteristične krivulje”
S pomoću okretnog gumba (18) oda-
6
berite odgovarajuću karakterističnu
krivulju
- Ako je postojeću karakterističnu
krivulju potrebno prepisati, prikazuje se sigurnosni upit.
54
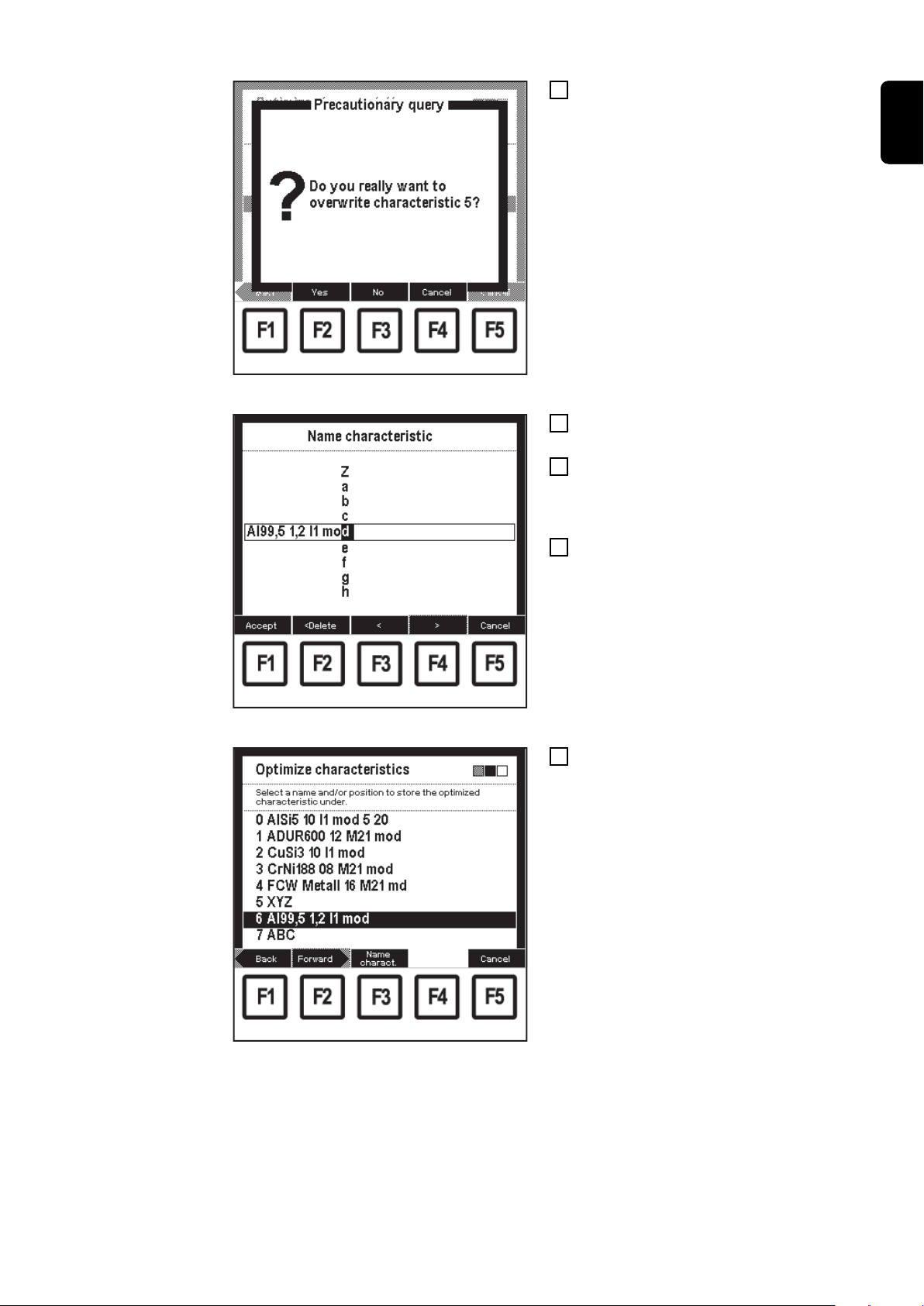
Sigurnosni upit za prepisivanje karakteristične krivulje
Za dodjeljivanje naziva karakterističnoj
7
krivulji pritisnite tipku F3 „Dodijeli naziv
karakterističnoj krivulji”:
- prikazuje se ekran „Dodjeljivanje
naziva karakterističnoj krivulji”
S pomoću okretnog gumba (18) oda-
8
berite odgovarajuća slova
Pritisnite tipku F4 „>” za unos slje-
9
dećeg slova
- Ispravke možete napraviti s pomoću tipki F3 „<” ili F2 „< Izbriši”
Po završetku dodjeljivanja naziva pri-
10
tisnite tipku F1 „Preuzmi”:
- preuzima se novi naziv, prikazuje
se ekran „Prilagođavanje karakterističnih krivulja”.
HR
Ekran „Dodjeljivanje naziva karakterističnoj krivulji”
Ekran „Prilagođavanje karakterističnih krivulja”: odaberite karakterističnu krivulju
Pritisnite tipku F2 „Naprijed”:
11
- prikazuje se 3. ekran čarobnjaka s
naslovom „Prilagođavanje karakteristične krivulje” kao potvrda
- Pritiskom na tipku F1 „Natrag” moguće je ponovno prikazati ekrane
već provedenih radnih koraka.
Moguće je provesti promjene.
55
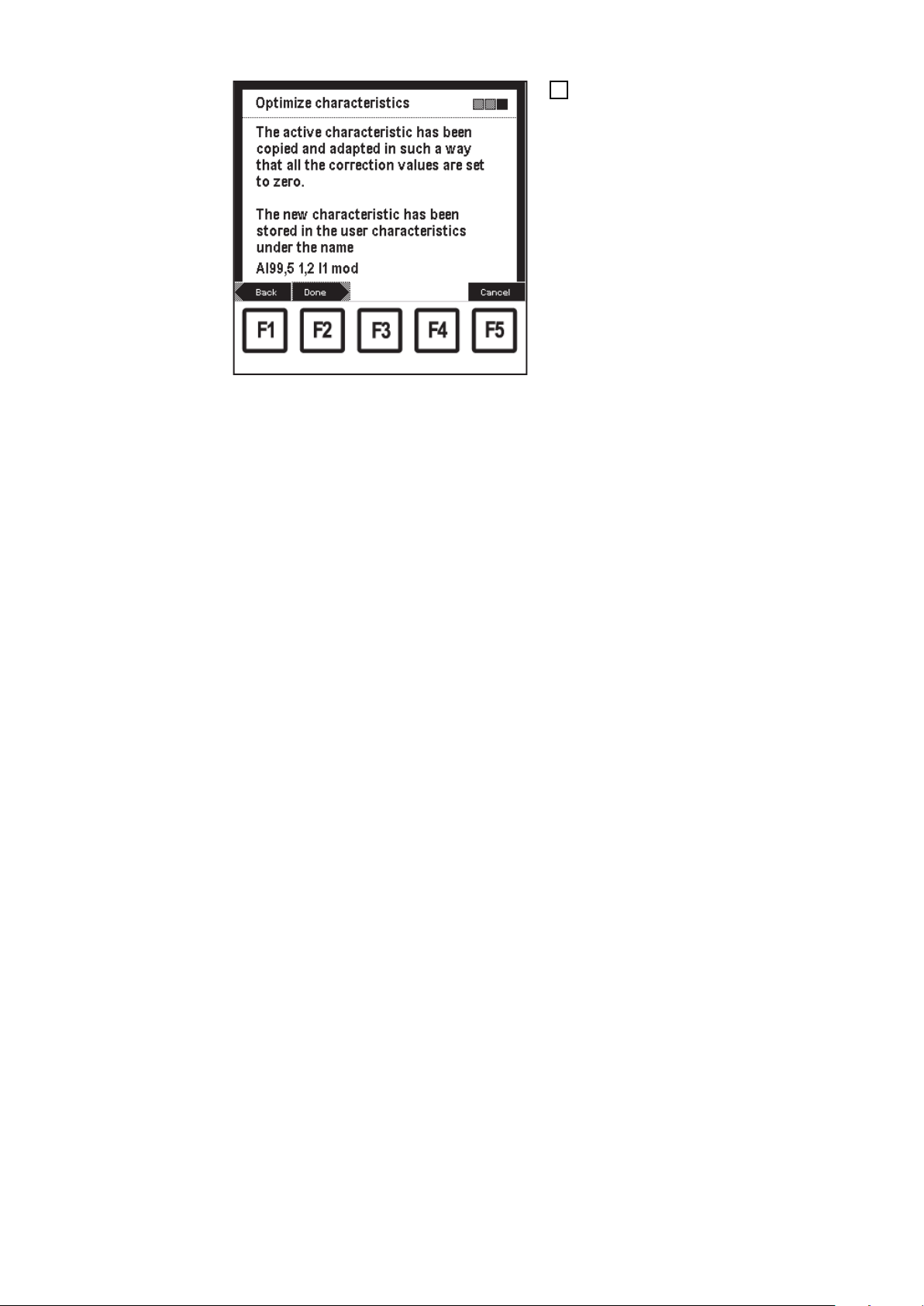
Čarobnjak s naslovom „Prilagođavanje karakterističnih krivulja”: potvrda prilagođene karakteristične
krivulje
Pritisnite tipku F2 „Gotovo”:
12
- prikazuje se posljednji prikazani
ekran „Podaci”
56

Kreiranje točaka karakterističnih krivulja za karakteristične krivulje korisnika
Općenito Funkciju „Kreiranje točke karakteristične krivulje” moguće je provesti pod sljedećim stav-
kama izbornika:
- sinergijsko zavarivanje MIG/MAG postupkom
- ručno zavarivanje MIG/MAG postupkom
Osnovni preduvjeti za kreiranje
točaka karakterističnih krivulja
Različite postavke parametara moguće je u okviru karakterističnih linija korisnika pohraniti kao točke karakterističnih krivulja.
Za kreiranje točke karakteristične krivulje potrebno je sljedeće:
- program zavarivanja (materijal, promjer žice, zaštitni plin) za postavljanje točke karakteristične krivulje
- vrijednost za brzinu žice (npr. na temelju ispitivanja zavarivanja, dobivenih vrijednosti ili indikativne vrijednosti koja odgovara čvrstoći materijala)
NAPOMENA!
Kreiranje točaka karakterističnih krivulja zahtijeva znanja o električnom luku i tehnologiji zavarivanja.
HR
Kreiranje točke
karakteristične
krivulje
VAŽNO!
Za postavljanje karakteristične krivulje korisnika potrebne su najmanje dvije točke
karakteristične krivulje.
Radi optimizacije u svim rasponima snage potrebno je programirati 6-10 točaka karakteristične krivulje (jedna točka po čvrstoći materijala). Moguće je programirati maksimalno
19 točaka karakterističnih krivulja.
Način postupanja kada je određene postavke parametara potrebno pohraniti kao točke
karakteristične krivulje:
57

ekran „Kreiranje točke karakteristične krivulje”: br. 6 –
„Al99,5 1,2 I1 mod odabran”
Pozovite program zavarivanja za koji
1
je potrebno kreirati točku karakteristične krivulje
Postavite sustav za promjenu brzine
2
žice za koji je potrebno kreirati točku
karakteristične krivulje
Pritisnite tipku F2 „Kreiranje točke ka-
3
rakteristične krivulje” na odgovarajućem ekranu
- prikazuje se 1. ekran čarobnjaka s
naslovom „Kreiranje točke karakteristične krivulje”
S pomoću okretnog gumba (18) oda-
4
berite odgovarajuću karakterističnu
krivulju
- Ako se točka karakteristične krivulje koju je potrebno kreirati mora
umetnuti u karakterističnu krivulju
koja se ne podudara s trenutačno
postavljenom karakterističnom krivuljom (npr. umetanje točke karakteristične krivulje za aluminij u karakterističnu krivulju za CuSi), prikazuje se sigurnosni upit
Sigurnosni upit: točka karakteristične krivulje ne podudara se
Pritisnite tipku F2 „Da” ili tipku F3 „Ne”
5
ili tipku F4 „Prekid”
- Ako se točka standardnih karakterističnih krivulja koju je potrebno
kreirati mora umetnuti u pulsirajuću karakterističnu krivulju i
obratno, prikazuje se poruka o
greški.
58
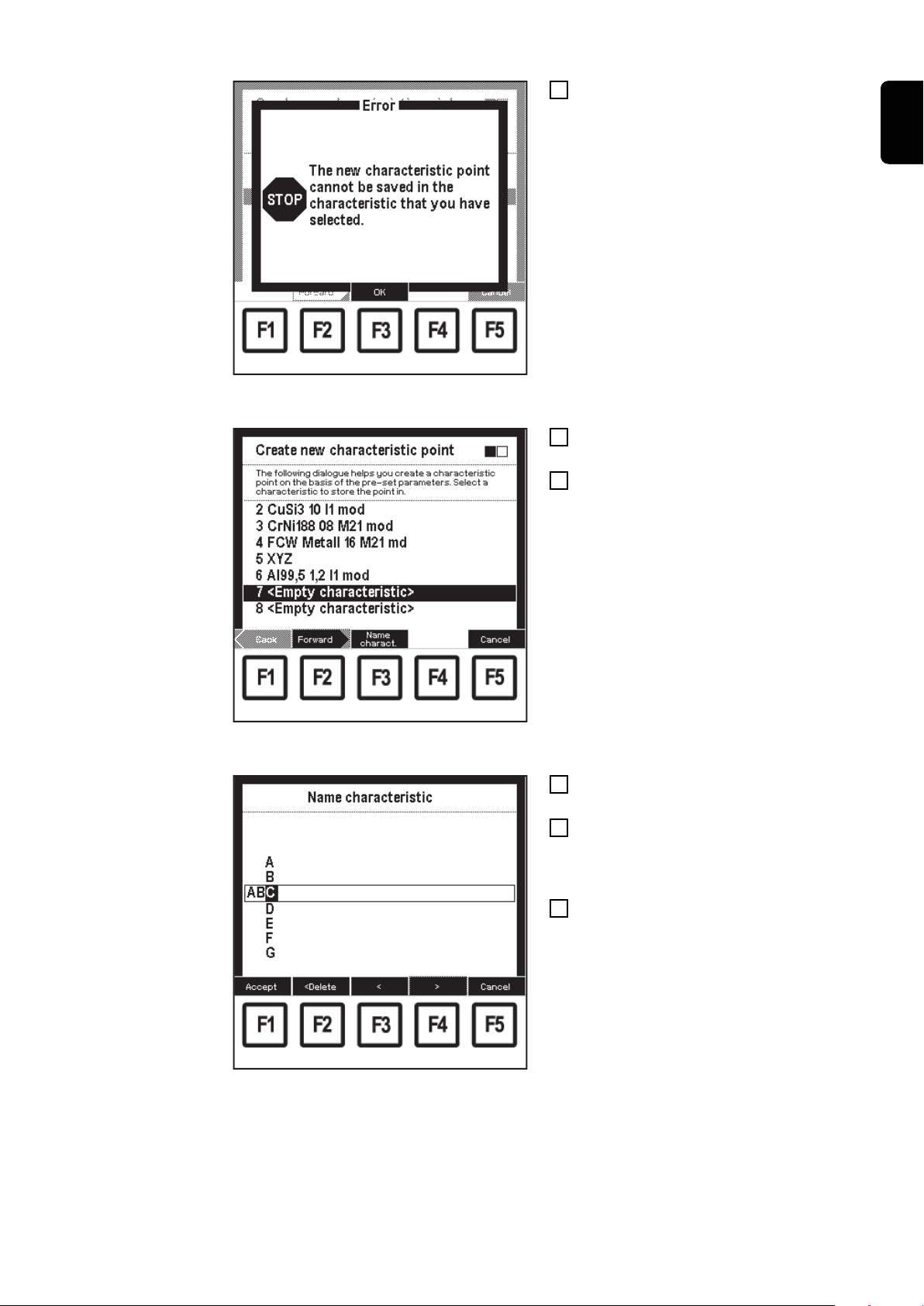
Poruka o greški: točku karakteristične krivulje nije
moguće pohraniti
Pritisnite tipku F3 „U redu”
6
- prikazuje se 1. ekran čarobnjaka s
naslovom „Kreiranje točke karakteristične krivulje”
S pomoću okretnog gumba (18) oda-
7
berite drugu karakterističnu krivulju
Za dodjeljivanje naziva karakterističnoj
8
krivulji pritisnite tipku F3 „Dodijeli naziv
karakterističnoj krivulji”:
- prikazuje se ekran „Dodjeljivanje
naziva karakterističnoj krivulji”
HR
ekran „Kreiranje točke karakteristične krivulje”: br. 7 < prazna karakteristična krivulja > odabran
Ekran „Dodjeljivanje naziva karakterističnoj krivulji”
S pomoću okretnog gumba (18) oda-
9
berite odgovarajuća slova
Pritisnite tipku F4 „>” za unos slje-
10
dećeg slova
- Ispravke možete napraviti s pomoću tipki F3 „<” ili F2 „< Izbriši”.
Po završetku dodjeljivanja naziva pri-
11
tisnite tipku F1 „Preuzmi”:
- preuzima se novi naziv, prikazuje
se ekran „Kreiranje točke karakteristične krivulje”.
59

Ekran „Kreiranje točke karakteristične krivulje”
Pritisnite tipku F2 „Naprijed”:
12
- prikazuje se 2. ekran čarobnjaka s
naslovom „Kreiranje točke karakteristične krivulje” kao potvrda
Pritisnite tipku F2 „Gotovo”:
13
- točka karakteristične krivulje se
pohranjuje, prikazuje se odgovarajući ekran „Podaci”.
- Pritiskom na tipku F1 „Natrag” moguće je ponovno prikazati ekrane
već provedenih radnih koraka.
Moguće je provesti promjene.
ekran „Kreiranje točke karakteristične krivulje”: potvrda pohranjene točke karakteristične krivulje
60

Odabir karakterističnih krivulja korisnika
HR
Odabir karakterističnih krivulja
korisnika
Ekran „Odabir dodatnog materijala”: Karakteristična
krivulja korisnika odabrana
Na odgovarajućem ekranu „Podaci”
1
pritisnite tipku F4 „Materijal”:
- prikazuje se 1. ekran čarobnjaka s
naslovom „Odabir dodatnog materijala”
S pomoću okretnog gumba (18) oda-
2
berite profil „Karakteristična krivulja
korisnika”
Pritisnite tipku F2 „Naprijed”:
3
- prikazuje se 2. ekran čarobnjaka s
naslovom „Karakteristična krivulja
korisnika”
S pomoću okretnog gumba (18) oda-
4
berite odgovarajuću karakterističnu
krivulju korisnika
Pritisnite tipku F2 „Naprijed”:
5
- prikazuje se 3. ekran čarobnjaka s
naslovom „Program zavarivanja”
kao potvrda
- Pritiskom na tipku F1 „Natrag” moguće je ponovno prikazati ekrane
već provedenih radnih koraka.
Moguće je provesti promjene.
Ekran „Karakteristična krivulja korisnika”: br. 2 – „CuSi3 10 I 1 mod odabran”
Ekran „Program zavarivanja”: Potvrda karakteristične
krivulje korisnika
Pritisnite tipku F2 „Gotovo”:
6
- preuzima se postavljena karakteristična krivulja korisnika, prikazuje se posljednji prikazani ekran
„Podaci”
61

Ručno elektrolučno zavarivanje
Pozivanje stavke
izbornika „Ručno
zavarivanje
štapnim elektrodama”
Postavljanje radnih parametara
Glavni izbornik: odaberite stavku izbornika „Ručno
zavarivanje štapnim elektrodama”
Ručno zavarivanje štapnim elektrodama: ekran „Radni parametri”, struja zavarivanja odabrana
Pritisnite tipku Izbornik (1)
1
- prikazuje se glavni izbornik
S pomoću okretnog gumba (18) oda-
2
berite stavku izbornika „Ručno zavarivanje štapnim elektrodama”
Pritisnite tipku U redu (3)
3
- Prikazuje se posljednji pozvani
ekran „Podaci”
Pozivanje stavke izbornika „Ručno za-
1
varivanje štapnim elektrodama”
S pomoću tipke na desnoj strani (8)
2
odaberite ekran „Radni parametri”
- Prikazuje se ekran „Radni parametri”.
S pomoću tipki za pomicanje prema
3
dolje (6) ili prema gore (7) odaberite
odgovarajuće radne parametre
Promijenite vrijednost parametra s po-
4
moću okretnog gumba (18)
- Vrijednost parametra možete promijeniti samo u okviru definiranog
raspona postavljanja. Raspon
postavljanja je pohranjen.
62

Prebacivanje na
uvećani prikaz
Parametre struja zavarivanja i napon zavarivanja moguće je prikazati u uvećanom obliku:
Pozivanje stavke izbornika „Ručno za-
1
varivanje štapnim elektrodama”
S pomoću tipke na desnoj strani (8)
2
odaberite ekran „Uvećani prikaz”
- Ekran „Uvećani prikaz”
- Vrijednost za struju zavarivanja
moguće je na ekranu „Uvećani prikaz” promijeniti s pomoću okretnog gumba (18).
- Napon zavarivanja prikaz je
očitanja:
- tijekom zavarivanja
... Trenutačna vrijednost
- nakon zavarivanja
... Vrijednost Hold
Ručno zavarivanje štapnim elektrodama: Ekran
„Uvećani prikaz”
HR
Postavljanje parametara za postavke postupka
Ručno zavarivanje štapnim elektrodama: Ekran „Postavke postupka”, HotStart struja odabrana
Pozivanje stavke izbornika „Ručno za-
1
varivanje štapnim elektrodama”
S pomoću tipke na desnoj strani (8)
2
odaberite ekran „Postavke postupka”.
- Prikazuje se ekran „Postavke postupka”
S pomoću tipki za pomicanje prema
3
dolje (6) ili prema gore (7) odaberite
parametar za postavke postupka
Promijenite postavku postupka s po-
4
moću okretnog gumba (18)
- Vrijednost parametra za postavke
postupka možete promijeniti samo
u okviru definiranog raspona postavljanja. Raspon postavljanja je
pohranjen.
63
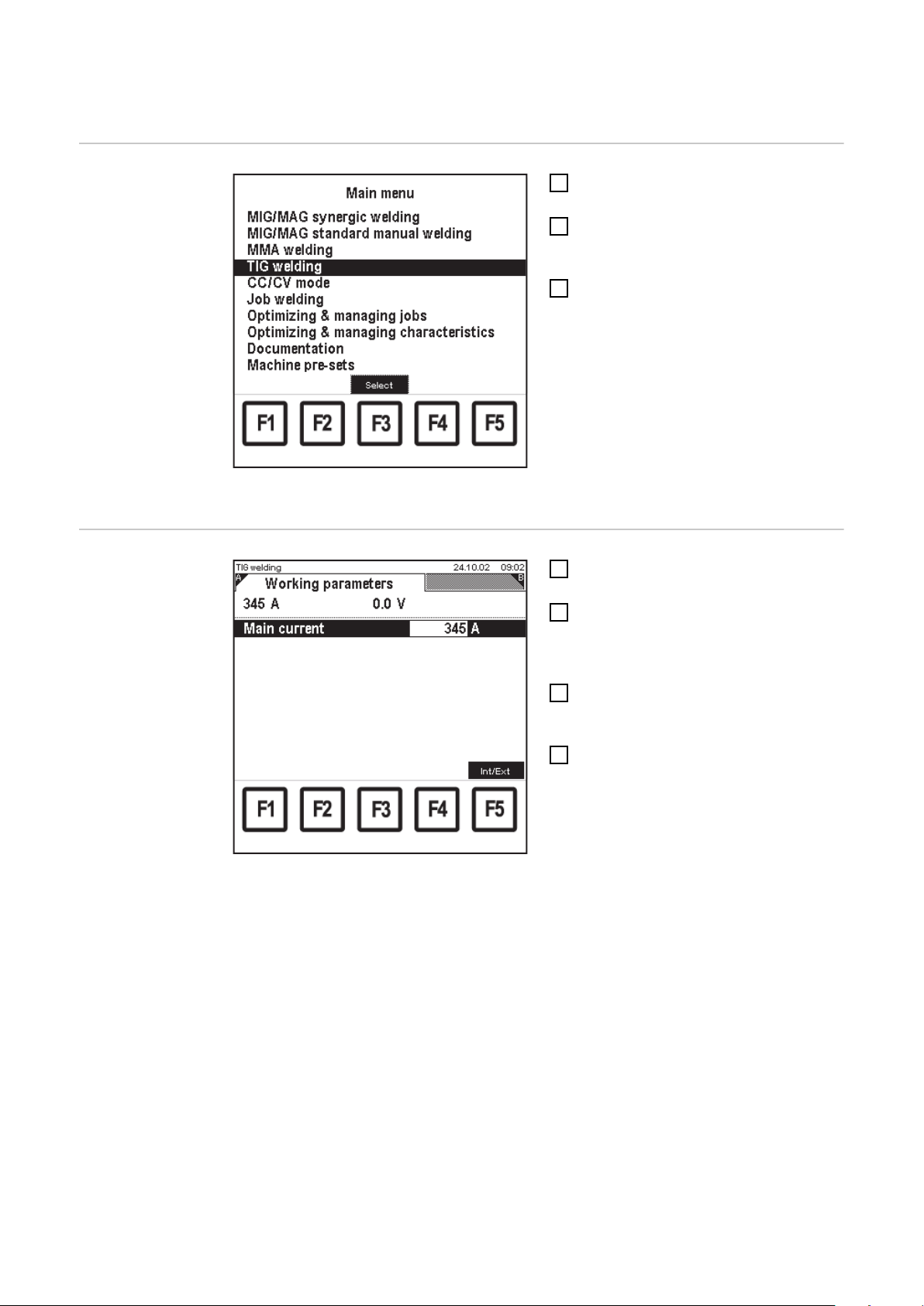
Zavarivanje TIG postupkom
Pozivanje stavke
izbornika „Zavarivanje TIG postupkom”
Postavljanje radnih parametara
Glavni izbornik: Stavka izbornika „Zavarivanje TIG
postupkom” odabrana
Zavarivanje TIG postupkom: ekran „Radni parametri”,
glavna struja odabrana
Pritisnite tipku Izbornik (1)
1
- prikazuje se glavni izbornik
S pomoću okretnog gumba (18) oda-
2
berite stavku izbornika „Zavarivanje
TIG postupkom”
Pritisnite tipku U redu (3)
3
- Prikazuje se posljednji pozvani
ekran „Podaci”
Pozivanje stavke izbornika „Zavarivan-
1
je TIG postupkom”
S pomoću tipke na desnoj strani (8)
2
odaberite ekran „Radni parametri”
- Prikazuje se ekran „Radni parametri”.
S pomoću tipki za pomicanje prema
3
dolje (6) ili prema gore (7) odaberite
odgovarajuće radne parametre
Promijenite vrijednost parametra s po-
4
moću okretnog gumba (18)
- Vrijednost parametra možete promijeniti samo u okviru definiranog
raspona postavljanja. Raspon
postavljanja je pohranjen.
64

Prebacivanje na
uvećani prikaz
Parametre struja zavarivanja i napon zavarivanja moguće je prikazati u uvećanom obliku:
Pozivanje stavke izbornika „Zavarivan-
1
je TIG postupkom”
S pomoću tipke na desnoj strani (8)
2
odaberite ekran „Uvećani prikaz”
- Ekran „Uvećani prikaz”
- Vrijednost za struju zavarivanja
moguće je na ekranu „Uvećani prikaz” promijeniti s pomoću okretnog gumba (18).
- Napon zavarivanja prikaz je
očitanja:
- tijekom zavarivanja
... Trenutačna vrijednost
- nakon zavarivanja
... Vrijednost Hold
Zavarivanje TIG postupkom: Ekran „Uvećani prikaz”
HR
65
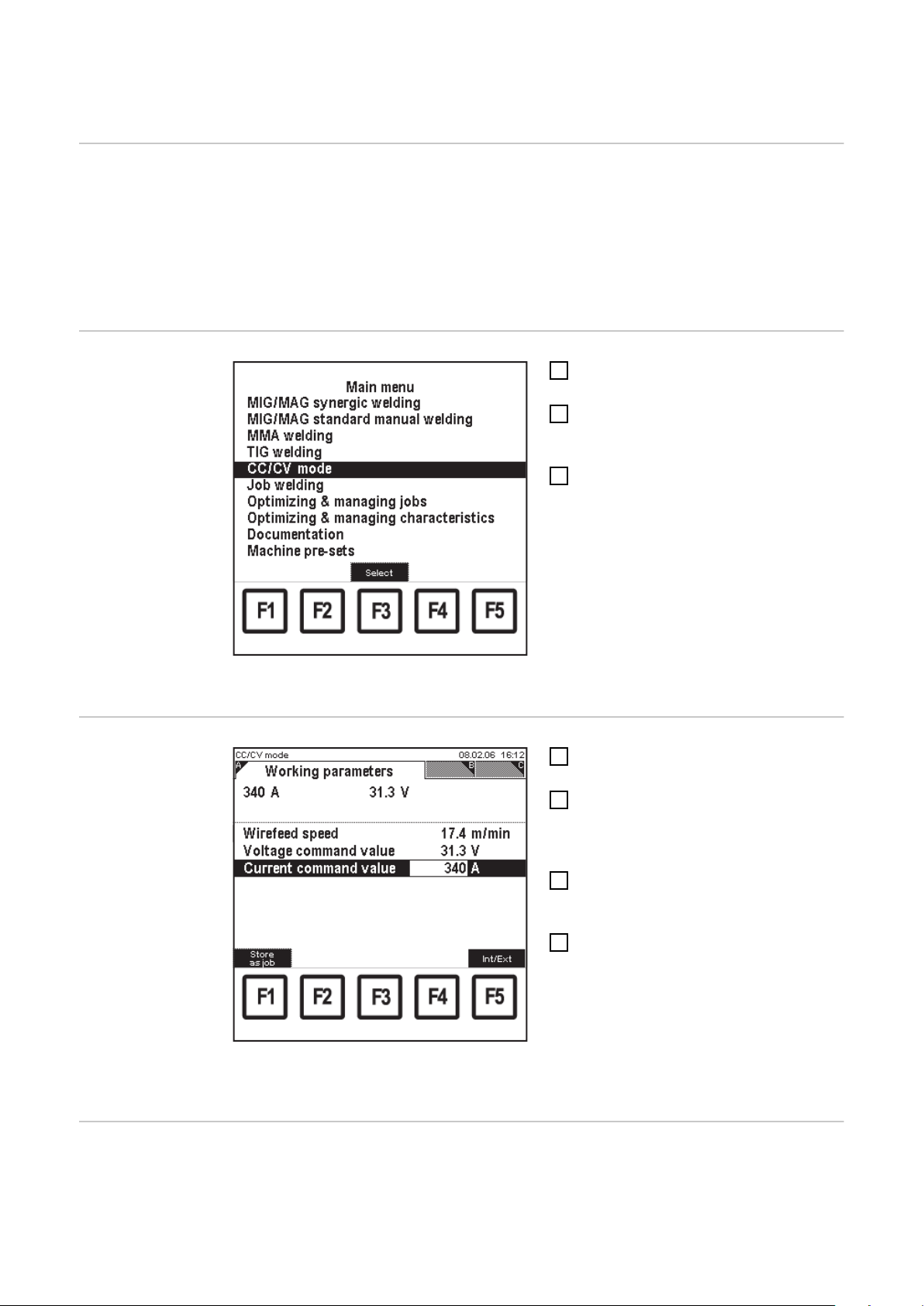
CC/CV način rada
Općenito Ako je na izvor struje instalirana softverska opcija „CC/CV način rada”, u glavnom izbor-
niku prikazuje se stavka izbornika „CC/CV način rada”.
Stavka izbornika „CC/CV način rada” omogućuje naizmjenični pogon izvora struje uz
stalan napon zavarivanja ili stalnu struju zavarivanja.
Promjene parametara pod stavkom izbornika „CC/CV način rada” moguće je provesti
preko robotskog upravljanja kao preko sustava za daljinsko upravljanje RCU 5000i.
„CC/CV način rada” upotrebljava se kod primjena s vrućom žicom.
Pozivanje stavke
izbornika „CC/CV
način rada”
Postavljanje radnih parametara
Glavni izbornik: Stavka izbornika „CC/CV način rada”
odabrana
CC/CV način rada: ekran „Radni parametri”, zadana
vrijednost struje odabrana
Pritisnite tipku Izbornik (1)
1
- prikazuje se glavni izbornik
S pomoću okretnog gumba (18) oda-
2
berite stavku izbornika „CC/CV način
rada”
Pritisnite tipku U redu (3)
3
- Prikazuje se posljednji pozvani
ekran „Podaci”
Pozovite stavku izbornika „CC/CV
1
način rada”
S pomoću tipke na desnoj strani (8)
2
odaberite ekran „Radni parametri”
- Prikazuje se ekran „Radni parametri”.
S pomoću tipki za pomicanje prema
3
dolje (6) ili prema gore (7) odaberite
odgovarajuće radne parametre
Promijenite vrijednost parametra s po-
4
moću okretnog gumba (18)
- Vrijednost parametra možete promijeniti samo u okviru definiranog
raspona postavljanja. Raspon
postavljanja je pohranjen.
Prebacivanje na
uvećani prikaz
66
Parametre za pomicanje žice, zadanu vrijednost napona i zadanu vrijednost struje moguće je prikazati u uvećanom obliku:

(2)(1)
0.6 A
0.35 A
CC/CV način rada: Ekran „Uvećani prikaz”
(1) Struja motora sustava za pomicanje žice
(2) Struja motora PushPull jedinice
Pozovite stavku izbornika „CC/CV
1
način rada”
S pomoću tipke na desnoj strani (8)
2
odaberite ekran „Uvećani prikaz”
- Ekran „Uvećani prikaz”
- Vrijednost za pomicanje žice,
zadanu vrijednost napona i zadanu vrijednost struje moguće je na
ekranu „Uvećani prikaz” promijeniti s pomoću okretnog gumba
(18)
- Napon zavarivanja prikaz je
očitanja:
- tijekom zavarivanja
... Trenutačna vrijednost
- nakon zavarivanja
... Vrijednost Hold
HR
Postavljanje parametara za postavke postupka
CC/CV način rada: ekran „Postavke postupka”
Pozovite stavku izbornika „CC/CV
1
način rada”
S pomoću tipke na desnoj strani (8)
2
odaberite ekran „Postavke postupka”.
- Prikazuje se ekran „Postavke postupka”
Promijenite vrijednost parametra s po-
3
moću okretnog gumba (18)
- Vrijednost parametra možete promijeniti samo u okviru definiranog
raspona postavljanja. Raspon
postavljanja je pohranjen.
67
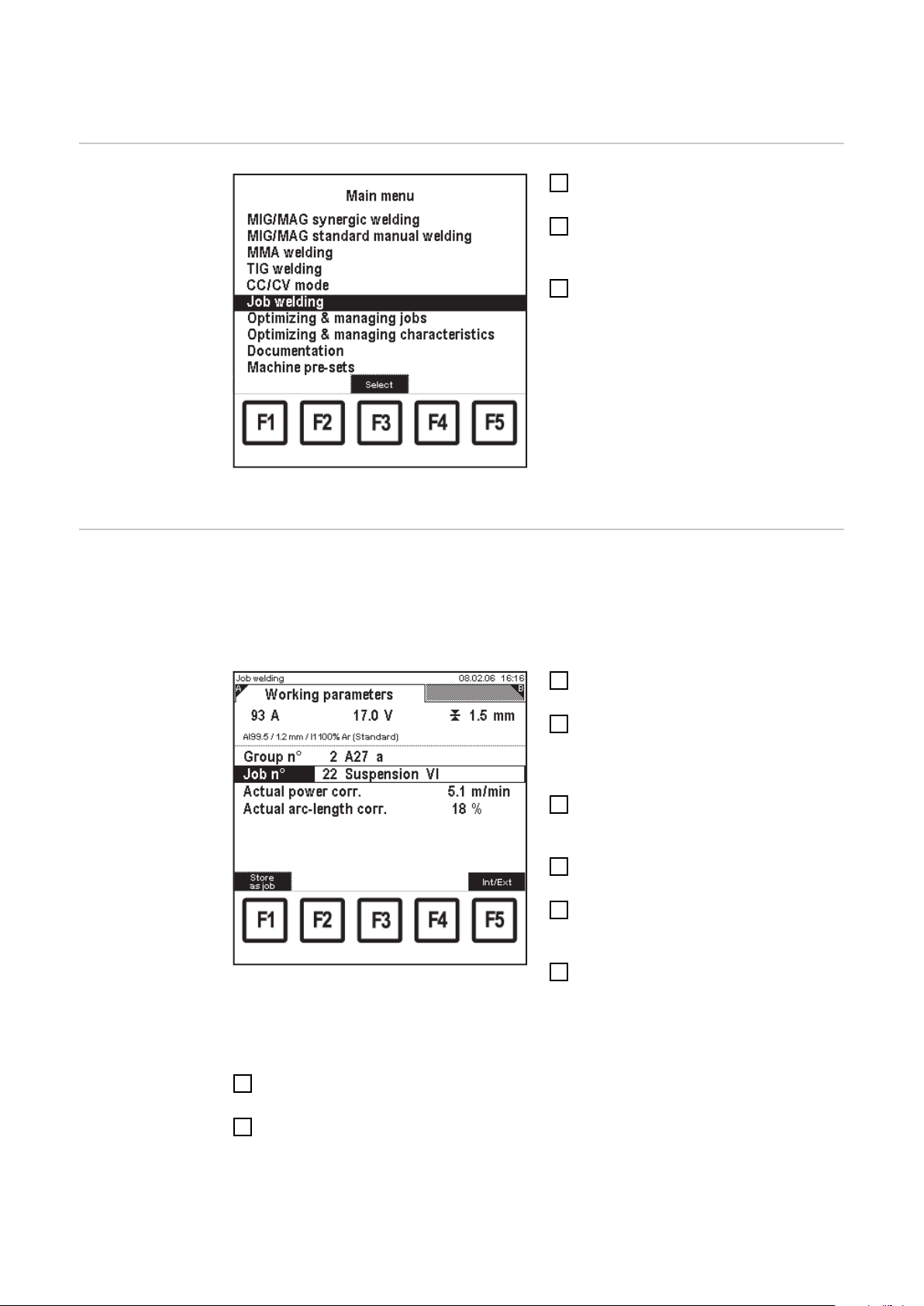
Job zavarivanje
Pozovite stavku
izbornika „Job
zavarivanje”
Postavljanje radnih parametara za
Job
Pritisnite tipku Izbornik (1)
1
- prikazuje se glavni izbornik
S pomoću okretnog gumba (18) oda-
2
berite stavku izbornika „Job zavarivanje”
Pritisnite tipku U redu (3)
3
- Prikazuje se posljednji pozvani
ekran „Podaci”
Glavni izbornik: Stavka izbornika „Job zavarivanje”
odabrana
Ako su pod stavkom izbornika „Optimiziranje i upravljanje Jobova” definirane granice
ispravka za odabrani Job, pod stavkom izbornika „Job zavarivanje” na ekranu „Radni parametri” za taj Job moguće je postaviti sljedeće radne parametre:
- trenutačni ispravak snage
- trenutačni ispravak električnog luka
Pozovite stavku izbornika „Job zavari-
1
vanje”
S pomoću tipke na desnoj strani (8)
2
odaberite ekran „Radni parametri”
- Prikazuje se ekran „Radni parametri”.
S pomoću tipki za pomicanje prema
3
dolje (6) ili prema gore (7) odaberite
parametar „Br. grupe”
S pomoću okretnog gumba (18) oda-
4
berite željenu grupu (0 – 99)
S pomoću tipki za pomicanje prema
5
dolje (6) ili prema gore (7) odaberite
parametar „Br. Joba”
S pomoću okretnog gumba (18) oda-
Job zavarivanje: ekran „Radni parametri”, trenutačni
ispravak snage za br. 22 grupe 2 (primjer za
MIG/MAG Job)
6
berite željeni Job (0 – 999)
- Ako je odabran Job sljedeće grupe, u skladu s time mijenja se odgovarajuća grupa.
S pomoću tipki za pomicanje prema dolje (6) ili prema gore (7) odaberite odgovara-
7
juće radne parametre
Promijenite vrijednost parametra s pomoću okretnog gumba (18)
8
- Vrijednost parametra možete promijeniti samo u okviru definiranog raspona postavljanja. Raspon postavljanja je pohranjen.
68
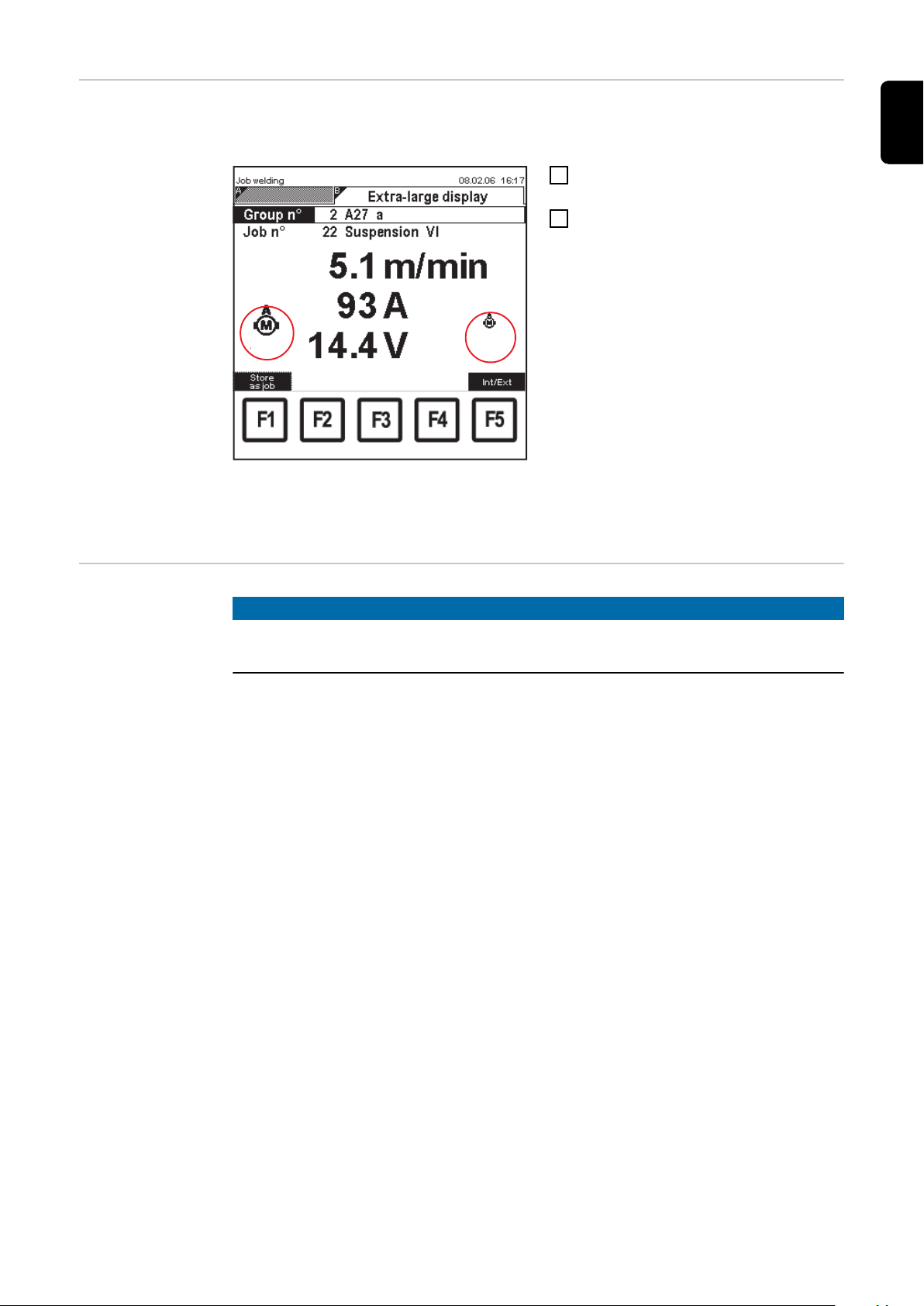
Prebacivanje na
A 53.0A 6.0
(1) (2)
uvećani prikaz
Za odabrani Job, parametre brzina žice, struja zavarivanja i napon zavarivanja moguće
je prikazati u uvećanom obliku.
Pozovite stavku izbornika „Job zavari-
1
vanje”
S pomoću tipke na desnoj strani (8)
2
odaberite ekran „Uvećani prikaz”
- Ekran „Uvećani prikaz”
- Parametre „Br. grupe” i „Br. Joba”
moguće je postaviti pomoću tipki
za pomicanje prema dolje (6) ili
prema gore (7) te s pomoću okretnog gumba (18).
- Brzinu žice moguće je postaviti u
okviru definiranih granica ispravka
za odabrani Job s pomoću okretnog gumba (18).
- Struja zavarivanja i napon zavari-
Job zavarivanje: Ekran „Uvećani prikaz”
vanja prikaz su očitanja.
(1) Struja motora sustava za pomicanje žice
(2) Struja motora PushPull jedinice
HR
Prebacivanje
postupka zavarivanja tijekom zavarivanja CMT
Advanced
NAPOMENA!
Tijekom zavarivanja CMT Advanced prebacivanje postupka zavarivanja ili trenutačno odabrane karakteristične krivulje zavarivanja nije moguće.
Kako biste prebacili postupak zavarivanja ili karakterističnu krivulju zavarivanja:
- prvo završite postupak CMT Advanced
- pričekajte tijekom razdoblja od 300 do 600 ms
Tijekom tog razdoblja nije moguće odabrati drugi postupak zavarivanja ili drugu karakterističnu krivulju zavarivanja.
- Nastavljanje postupka zavarivanja s drugim postupkom zavarivanja ili drugom krivuljom zavarivanja
69

Spremanje postavki kao Job
Općenito Funkciju „Spremi kao Job” moguće je provesti pod sljedećim stavkama izbornika:
- sinergijsko zavarivanje MIG/MAG postupkom
- CC/CV način rada
- Job zavarivanje
- Optimiziranje i upravljanje Jobova
Napomena o
spremanju Jobova
Spremanje kao
Job
Sve parametre postavite na svim prikazanim ekranima
1
- Postavite parametar na ekranu A
- Postavite parametar na ekranu B
- Postavite parametar na ekranu C itd.
Pritisnite tipku F1 „Spremi kao Job” i slijedite navigaciju izbornikom
2
Način postupanja kada je određene postavke parametara potrebno pohraniti kao Job:
Na odgovarajućem ekranu „Podaci”
1
pritisnite tipku F1 „Spremi kao Job”
- prikazuje se 1. ekran čarobnjaka s
naslovom „Spremi kao Job – grupa”
S pomoću okretnog gumba (18) oda-
2
berite odgovarajuću grupu
Za dodjeljivanje naziva grupi pritisnite
3
tipku F3 „Dodijeli naziv grupi”:
- Prikazuje se ekran „Dodjeljivanje
naziva grupi”
70
ekran „Spremi kao Job – grupa”: br. 6 <prazna grupa> odabran
Ekran „Dodjeljivanje naziva grupi”
S pomoću okretnog gumba (18) oda-
4
berite odgovarajuća slova
Pritisnite tipku F4 „>” za unos slje-
5
dećeg slova
- Ispravke možete napraviti s pomoću tipki F3 „<” ili F2 „< Izbriši”.
Po završetku dodjeljivanja naziva pri-
6
tisnite tipku F1 „Preuzmi”:
- Preuzima se novi naziv, prikazuje
se ekran „Spremi kao Job – grupa”
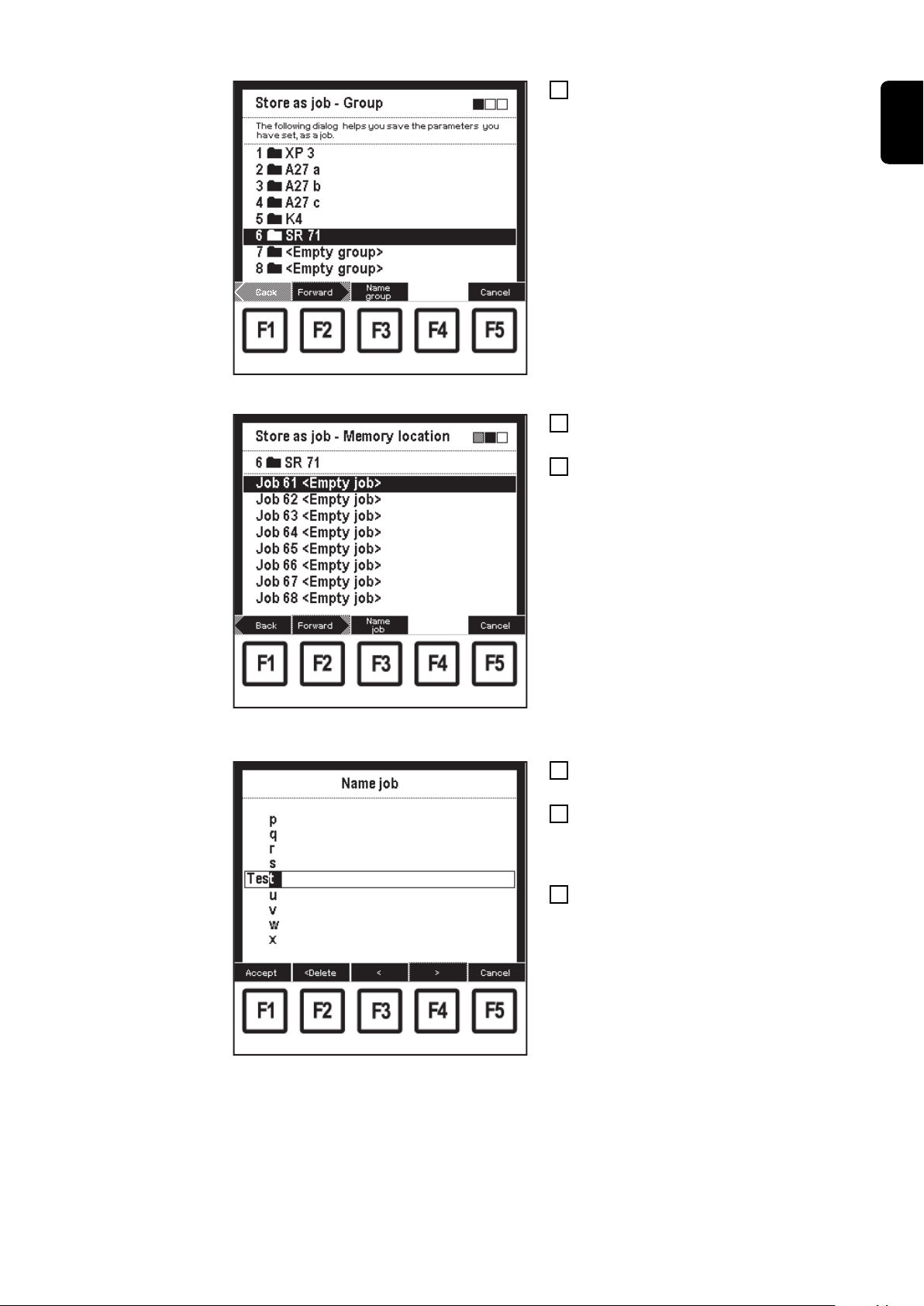
ekran „Spremi kao Job – grupa”: br. 6 SR 71 odabran
Pritisnite tipku F2 „Naprijed”:
7
- prikazuje se 2. ekran čarobnjaka s
naslovom „Spremi kao Job –
mjesto za spremanje”
S pomoću okretnog gumba (18) oda-
8
berite odgovarajući Job
Za dodjeljivanje naziva Jobu pritisnite
9
tipku F3 „Dodijeli naziv Jobu”:
- prikazuje se ekran „Dodjeljivanje
naziva Jobu”
HR
Ekran „Spremi kao Job – mjesto za spremanje”: Job
61 <prazan Job> odabran
Ekran „Dodjeljivanje naziva Jobu”
S pomoću okretnog gumba (18) oda-
10
berite odgovarajuća slova
Pritisnite tipku F4 „>” za unos slje-
11
dećeg slova
- Ispravke možete napraviti s pomoću tipki F3 „<” ili F2 „< Izbriši”.
Po završetku dodjeljivanja naziva pri-
12
tisnite tipku F1 „Preuzmi”:
- Preuzima se novi naziv, prikazuje
se ekran „Spremi kao Job – mjesto za spremanje”
71
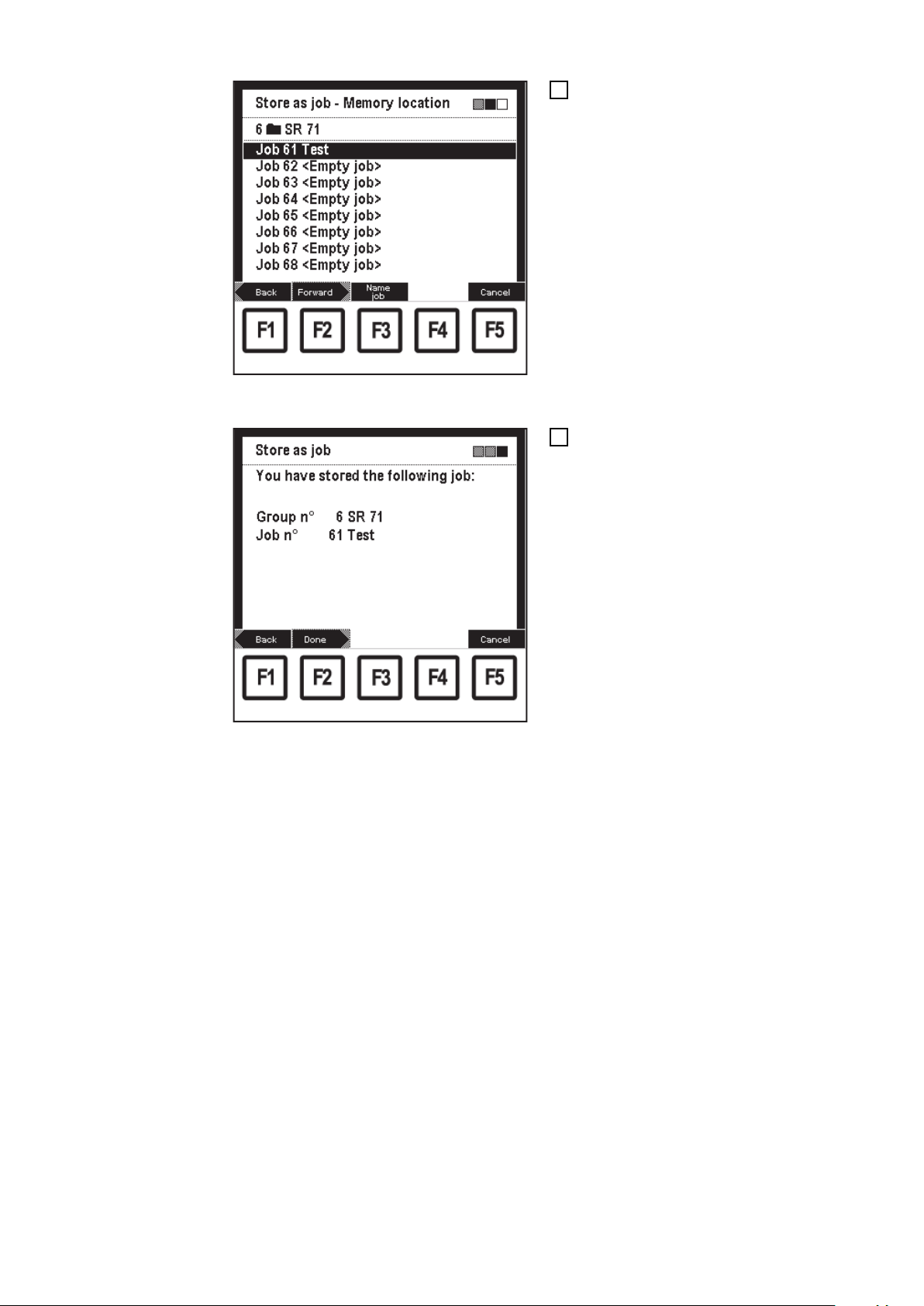
Ekran „Spremi kao Job – mjesto za spremanje”: Job
61 Test odabran
Pritisnite tipku F2 „Naprijed”:
13
- prikazuje se 3. ekran čarobnjaka s
naslovom „Spremi kao Job” kao
potvrda.
- Pritiskom na tipku F1 „Natrag” moguće je ponovno prikazati ekrane
već provedenih radnih koraka.
Moguće je provesti promjene.
Pritisnite tipku F2 „Gotovo”:
14
- Prikazuje se prethodno odabrani
ekran „Podaci”.
Ekran „Spremi kao Job” kao potvrda
72

Interno/eksterno postavljanje odabranih parametara
Općenito Uz sustav za daljinsko upravljanje RCU 5000i postavljanje odabranog parametra može
se provesti kako slijedi:
- interno na sustavu za daljinsko upravljanje
- eksterno, npr. na sustavu za pomicanje žice, izvoru struje, dodatnim sustavima za
daljinsko upravljanje, sustavu za robotsko upravljanje itd.
Ako je u sustavu dostupna vanjska mogućnost upotrebe, odgovarajući parametri automatski se postavljaju na eksterni način unosa parametara, npr.:
ako je priključen sustav za pomicanje žice, vrijednost za parametar „Pomicanje žice” potrebno je postaviti na sustav za pomicanje žice. Ako je vrijednost za parametar potrebno
postaviti na sustav za daljinsko upravljanje RCU 5000i, parametar „Pomicanje žice” mora
se postaviti na interni način unosa parametara.
Prebacivanje između internog i vanjskog načina unosa parametara moguće je provesti
pod sljedećim stavkama izbornika:
- sinergijsko zavarivanje MIG/MAG postupkom
- ručno zavarivanje MIG/MAG postupkom - Job zavarivanje
- CC/CV način rada
HR
Interno/eksterno
postavljanje parametara
- ručno zavarivanje štapnim elektrodama - optimiziranje i upravljanje Jobova
- zavarivanje TIG postupkom
Na odgovarajućem ekranu „Podaci” pritisnite tipku F5 „Int/Ext”
1
- Sustav za daljinsko upravljanje prebacuje se na željeni način unosa parametara:
interni način unosa parametara (Int): eksterni način unosa parametara (Ext):
Parametri za postavljanje unose se i mijenjaju na sustavu za daljinsko upravljanje
RCU 5000i.
Parametar je prikazan s pomoću crne trake s „prozorom” za vrijednost parametra.
U „prozoru” je moguće promijeniti vrijednost parametra.
Parametri za postavljanje unose se i mijenjaju na izvoru struje, sustavu za pomicanje žice ili preko sustava za robotsko
upravljanje.
Odabrani parametar prikazan je s pomoću
neprekidne crne trake na zaslonu sustava
za daljinsko upravljanje. Vrijednost parametra nije moguće mijenjati u slučaju eksternog načina unosa parametara na sustavu za daljinsko upravljanje.
73

Primjer internog načina unosa parametara: odabrana je crna traka s „prozorom” – ispravak električnog
luka
Primjer eksternog načina unosa parametara: odabrana je neprekidna crna traka – ispravak električnog luka
VAŽNO!
Funkcijska tipka F5 „Int/Ext” aktivna je samo ako je priključen sustav za daljinsko
upravljanje.
Ako sustav za daljinsko upravljanje nije priključen, funkcijska tipka F5 „Int/Ekst” prikazana je sivom bojom:
74
primjer u slučaju sustav za daljinsko upravljanje nije priključen: F5 „Int/Ext” prikazan je sivom bojom

Optimiziranje i upravljanje Jobova
Općenito Za odabrane Jobove pod stavkom izbornika „Optimiziranje i upravljanje Jobova” moguće
je provesti sljedeće funkcije:
- pozivanje administrativnih podataka
- postavljanje radnih parametara
- postavljanje parametara specifičnih za određeni Job
Ovisno o vrsti odabranog Joba, na „traci” se prikazuje različit broj ekrana.
Redoslijed prikazanih ekrana također ovisi o vrsti Joba.
Kod Jobova sinergijskog zavarivanja MIG/MAG postupkom prikazuju se sljedeći ekrani:
- administrativni podaci
- SynchroPuls
- program zavarivanja - Q-Master vrijednosti
- radni parametri
- postavke postupka
- granice ispravka
- specijalni 2-taktni način rada
- specijalni 4-taktni način rada
- točkasto zavarivanje
- dokumentiranje po Jobu
1)
2)
3)
4)
HR
Pozovite stavku
izbornika „Optimiziranje i upravljanje Jobova”
1)
Prikazuje se samo ako je na izvoru struje instalirana opcija SynchroPuls
2)
Prikazuje se samo ako je način rada gorionika kod odabranog Joba postavljen na
S2-taktni
3)
Prikazuje se samo ako je način rada gorionika kod odabranog Joba postavljen na
S4-taktni
4)
Prikazuje se samo ako je način rada gorionika kod odabranog Joba postavljen na
točkasto zavarivanje
Pritisnite tipku Izbornik (1)
1
- prikazuje se glavni izbornik
S pomoću okretnog gumba (18) oda-
2
berite stavku izbornika „Optimiziranje i
upravljanje Jobova”
Pritisnite tipku U redu (3)
3
- Prikazuje se sigurnosni upit „Želite
li uređivati Jobove na mreži?”
Glavni izbornik: Stavka izbornika „Optimiziranje i
upravljanje Jobova” odabrana
75

Pritisnite tipku F2 „Da” ili F3 „Ne”
4
- Uređivanje na mreži – F2 „Da”
Izvor struje prebacuje se na izbornik za ispravak Jobova neovisno o
trenutačnim postavkama izvora
struje. Podaci promijenjeni na sustavu za daljinsko upravljanje prikazuju se i na izvoru struje.
- Uređivanje na mreži – F3 „Ne”
Održavaju se trenutačne postavke
izvora struje. Podaci promijenjeni
na sustavu za daljinsko upravljanje prikazuju se samo na sustavu
za daljinsko upravljanje.
- Prikazuje se posljednji pozvani
ekran „Podaci”
Sigurnosni upit: Želite li uređivati Jobove na mreži?
Pregled Stavka izbornika „Optimiziranje i upravljanje Jobova” sastoji se od sljedećih odjeljaka:
- Upravljanje Jobova
- Pozivanje administrativnih podataka za odabrani Job
- Pozivanje i promjena programa zavarivanja za odabrani Job
- Pozivanje i promjena radnih parametara za odabrani Job
- Pozivanje i promjena postavki postupka za odabrani Job
- Pozivanje i promjena parametara za specijalni 2-taktni način rada za odabrani Job
- Pozivanje i promjena parametara za specijalni 4-taktni način rada za odabrani Job
- Pozivanje i promjena parametara točkastog zavarivanja za odabrani Job
- Definiranje granice ispravka za odabrani Job
- Dokumentiranje po Jobu
- Pozivanje i promjena parametara SynchroPuls za odabrani Job
- Definiranje Q-Master vrijednosti za odabrani Job
- Kreiranje točke karakteristične krivulje
76

Upravljanje Jobova
HR
Upravljanje Jobova
Optimiziranje i upravljanje Jobova: ekran „Upravljanje
Jobova – grupa”
Pozovite stavku izbornika „Optimizi-
1
ranje i upravljanje Jobova”
Neovisno o prikazanom ekranu, pritis-
2
nite tipku F1 „Upravljanje Jobova”:
- prikazuje se 1. ekran čarobnjaka s
naslovom „Upravljanje Jobova –
grupa”
S pomoću okretnog gumba (18) oda-
3
berite željenu grupu (0 – 99)
Za dodjeljivanje naziva grupi pritisnite
4
tipku F3 „Dodijeli naziv grupi”
- Prikazuje se ekran „Dodjeljivanje
naziva grupi”
S pomoću okretnog gumba (18) oda-
5
berite odgovarajuća slova
Pritisnite tipku F4 „>” za unos slje-
6
dećeg slova
- Ispravke možete napraviti s pomoću tipki F3 „<” ili F2 „< Izbriši”.
Po završetku dodjeljivanja naziva pri-
7
tisnite tipku F1 „Preuzmi”:
- Preuzima se novi naziv, prikazuje
se ekran „Upravljanje Jobova –
grupa”
Ekran „Dodjeljivanje naziva grupi”
Optimiziranje i upravljanje Jobova: ekran „Upravljanje
Jobova – grupa”
Pritisnite tipku F2 „Naprijed”:
8
- prikazuje se 2. ekran čarobnjaka s
naslovom „Upravljanje Jobova –
mjesto za spremanje”
77

Ekran „Upravljanje Jobova – mjesto za spremanje”
Ekran „Dodjeljivanje naziva Jobu”
S pomoću okretnog gumba (18) oda-
9
berite mjesto za spremanje
Za dodjeljivanje naziva Jobu pritisnite
10
tipku F3 „Dodijeli naziv Jobu”:
- prikazuje se ekran „Dodjeljivanje
naziva Jobu”
S pomoću okretnog gumba (18) oda-
11
berite odgovarajuća slova
Pritisnite tipku F4 „>” za unos slje-
12
dećeg slova
- Ispravke možete napraviti s pomoću tipki F3 „<” ili F2 „< Izbriši”.
Po završetku dodjeljivanja naziva pri-
13
tisnite tipku F1 „Preuzmi”:
- Preuzima se novi naziv, prikazuje
se ekran „Spremi kao Job – mjesto za spremanje”
- Pritiskom na tipku F1 „Natrag” moguće je ponovno prikazati ekrane
već provedenih radnih koraka.
Moguće je provesti promjene.
Ekran „Spremi kao Job – mjesto za spremanje”: Job
br. 3 Left side up odabran
Pritisnite tipku F2 „Gotovo”:
14
- Prikazuje se prethodno odabrani
ekran „Podaci”.
78

Brisanje grupa i
Jobova
Pozovite stavku izbornika „Optimizi-
1
ranje i upravljanje Jobova”
Neovisno o prikazanom ekranu, pritis-
2
nite tipku F1 „Upravljanje Jobova”:
- prikazuje se 1. ekran čarobnjaka s
naslovom „Upravljanje Jobova –
grupa”
Prilikom brisanja grupa, grupe koje je
3
potrebno izbrisati (0 – 99) odaberite s
pomoću okretnog gumba (18)
Pritisnite tipku F4 „Izbriši grupu”
4
- Prikazuje se sigurnosni upit „Želite
li zaista izbrisati cijelu grupu 0?”
HR
Optimiziranje i upravljanje Jobova: ekran „Upravljanje
Jobova – grupa”
Sigurnosni upit „Izbriši grupu”
VAŽNO!
Prilikom brisanja grupe brišu se i svi
Jobovi te grupe.
Pritisnite tipku F2 „Da”
5
- Odabrana se grupa briše, prikazuje se 1. ekran čarobnjaka s naslovom „Upravljanje Jobova – grupa”
Pritisnite tipku F2 „Naprijed”:
6
- prikazuje se 2. ekran čarobnjaka s
naslovom „Upravljanje Jobova –
mjesto za spremanje”
Ekran „Upravljanje Jobova – grupa” s izbrisanom grupom
79
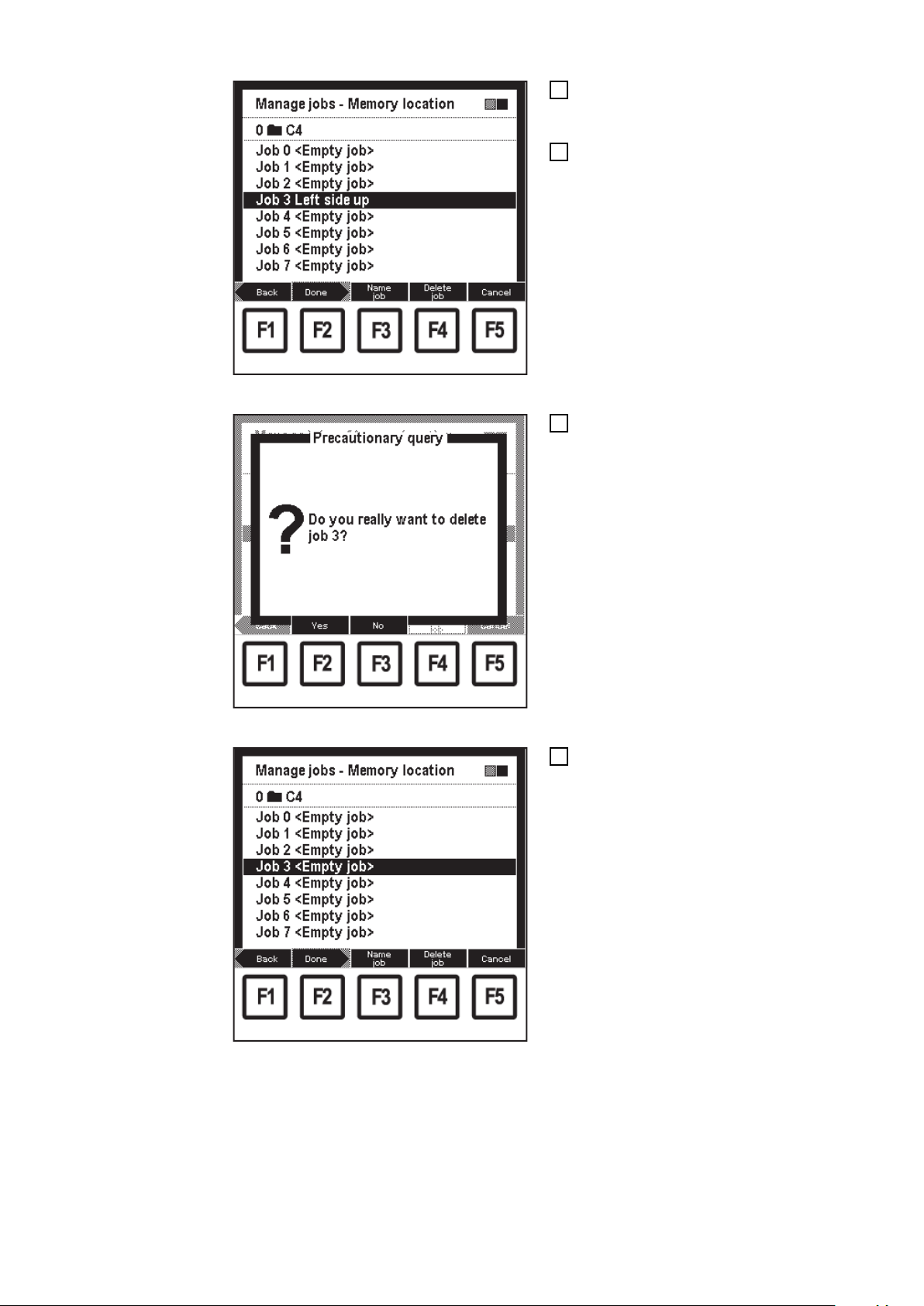
Ekran „Upravljanje Jobova – mjesto za spremanje”
Prilikom brisanja Jobova, pomoću
7
okretnog gumba (18) odaberite odgovarajuće mjesto za spremanje
Pritisnite tipku F4 „Izbriši Job”:
8
- Prikazuje se sigurnosni upit „Želite
li zaista izbrisati Job 3”
Pritisnite tipku F2 „Da”
9
- Odabrani se Job briše, prikazuje
se 2. ekran čarobnjaka s naslovom „Upravljanje Jobova – mjesto
za spremanje”
Sigurnosni upit „Izbriši Job”
Ekran „Upravljanje Jobova – mjesto za spremanje”
Pritisnite tipku F2 „Gotovo”:
10
- Prikazuje se prethodno odabrani
ekran „Podaci”.
80
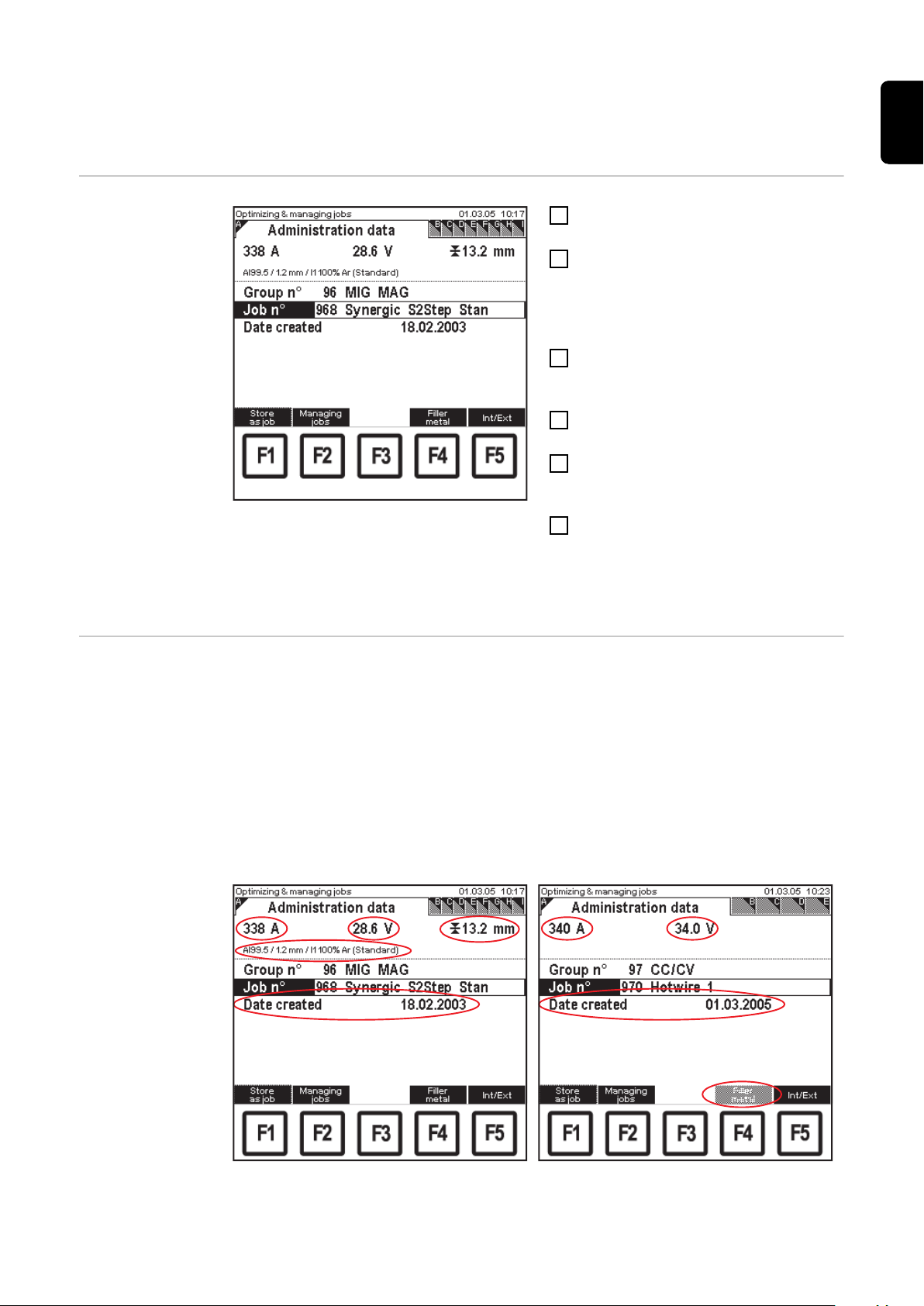
Pozivanje administrativnih podataka za odabrani
Job
Pozivanje administrativnih podataka o određenom Jobu
Optimiziranje i upravljanje Jobova: ekran „Administrativni podaci”
Pozovite stavku izbornika „Optimizi-
1
ranje i upravljanje Jobova”
S pomoću tipke na desnoj strani (8)
2
odaberite ekran „Administrativni podaci”
- Prikazuje se ekran „Administrativni podaci”.
S pomoću tipki za pomicanje prema
3
dolje (6) ili prema gore (7) odaberite
parametar „Br. grupe”
S pomoću okretnog gumba (18) oda-
4
berite željenu grupu (0 – 99)
S pomoću tipki za pomicanje prema
5
dolje (6) ili prema gore (7) odaberite
parametar „Br. Joba”
S pomoću okretnog gumba (18) oda-
6
berite željeni Job (0 – 999)
- Ako je odabran Job sljedeće grupe, u skladu s time mijenja se odgovarajuća grupa.
HR
Različiti prikazi
administrativnih
podataka, ovisno
o vrsti Joba
Ovisno o vrsti odabranog Joba, mijenja se prikaz administrativnih podataka, npr.:
kod Jobova sinergijskog zavarivanja
MIG/MAG postupkom prikazuje se sljedeće:
- struja zavarivanja, napon zavarivanja i čvrstoća materijala – ovisno o
kod Jobova u CC/CV načinu rada prikazuje se sljedeće:
- struja zavarivanja, napon zavarivanja
- datum postavljanja
postavljenom sustavu za pomicanje
žice
- program zavarivanja
Tipka F4 „Materijal” nije aktivna, funkcija
funkcijske tipke prikazana je sivom bojom
- datum postavljanja
Ekran „Administrativni podaci za Job sinergijskog
zavarivanja MIG/MAG postupkom”
Ekran „Administrativni podaci za Job u CC/CV
načinu rada”
81

Pozivanje i promjena programa zavarivanja za odabrani Job
Općenito Redoslijed prikazanih ekrana na „traci” ovisi o vrsti odabranog Joba.
Ekran „Program zavarivanja” prikazuje se kod Jobova sinergijskog zavarivanja MIG/MAG
postupkom.
Pozivanje programa zavarivanja za
određeni Job
Optimiziranje i upravljanje Jobova: ekran „Program
zavarivanja”
Pozovite stavku izbornika „Optimizi-
1
ranje i upravljanje Jobova”
Neovisno o prikazanom parametru
2
ekrana, s pomoću tipki za pomicanje
prema dolje (6) ili prema gore (7) odaberite parametar „Br. grupe”
S pomoću okretnog gumba (18) oda-
3
berite željenu grupu (0 – 99)
S pomoću tipki za pomicanje prema
4
dolje (6) ili prema gore (7) odaberite
parametar „Br. Joba”
S pomoću okretnog gumba (18) oda-
5
berite željeni Job (0 – 999)
- Ako je odabran Job sljedeće gru-
pe, u skladu s time mijenja se odgovarajuća grupa.
S pomoću tipke na desnoj strani (8)
6
odaberite ekran „Program zavarivanja”
- Prikazuje se ekran „Program za-
varivanja”
Promjena programa zavarivanja za
određeni Job
Optimiziranje i upravljanje Jobova: ekran „Program
zavarivanja”
Pozovite program zavarivanja za od-
1
ređeni Job
Za promjenu programa zavarivanja
2
pritisnite tipku F4 „Materijal”:
- prikazuje se 1. ekran čarobnjaka s
naslovom „Odabir dodatnog materijala”
82
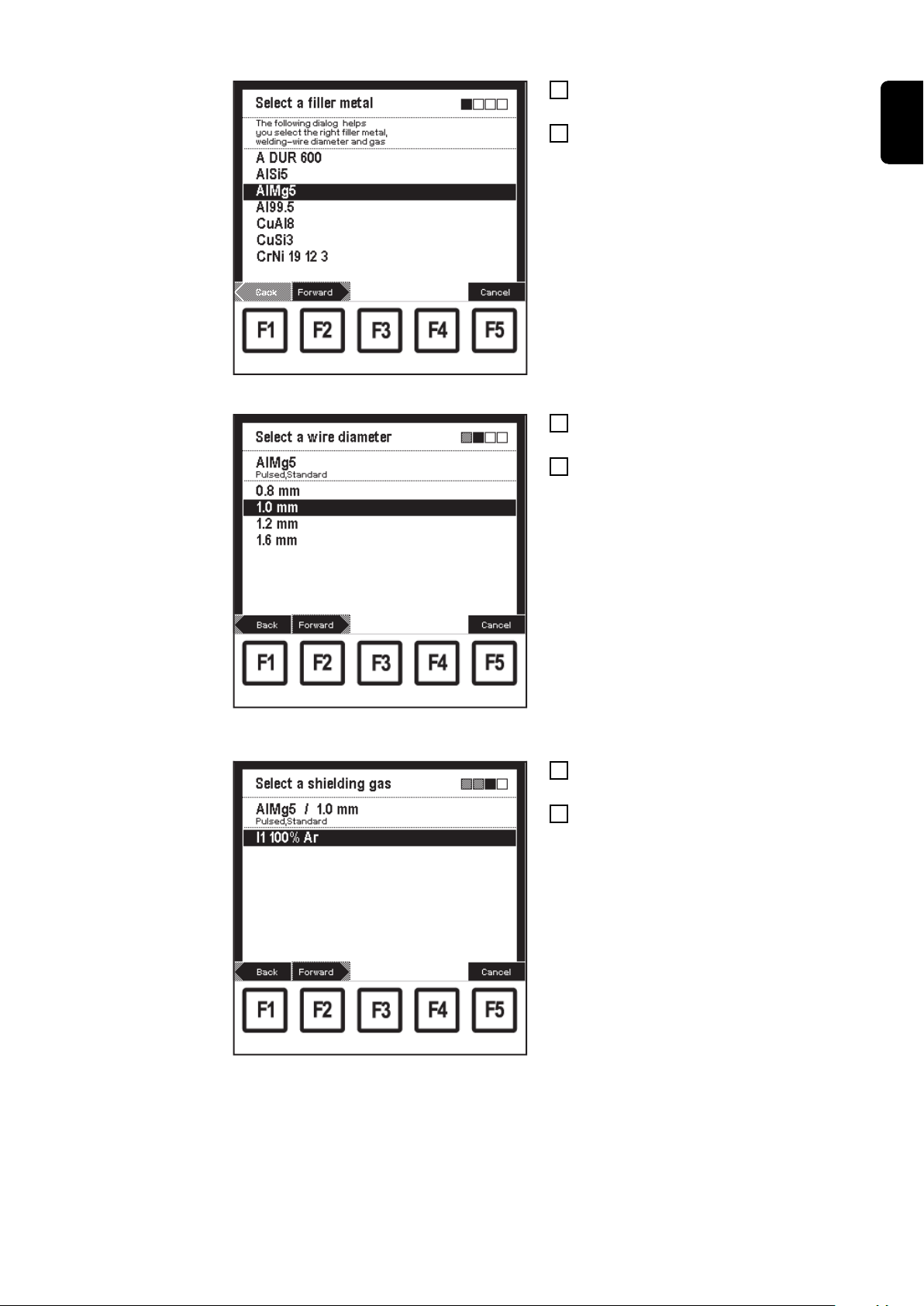
Ekran „Odabir dodatnog materijala”: AlMg5 odabran
S pomoću okretnog gumba (18) oda-
3
berite potreban materijal
Pritisnite tipku F2 „Naprijed”:
4
- prikazuje se 2. ekran čarobnjaka s
naslovom „Odabir promjera žice”
- Prikazuju se samo promjeri žice
koji su dostupni za materijal odabran na 1. ekranu.
S pomoću okretnog gumba (18) oda-
5
berite odgovarajući promjer žice
Pritisnite tipku F2 „Naprijed”:
6
- prikazuje se 3. ekran čarobnjaka s
naslovom „Odabir plina”.
- Prikazuju se samo plinovi koji su
dostupni za materijal odabran na
1. ekranu i promjere žice odabrane na 2. ekranu
HR
Ekran „Odabir promjera žice”: odabran promjer od
1,0 mm
Ekran „Odabir plina”: I1 100% Ar odabran
S pomoću okretnog gumba (18) oda-
7
berite odgovarajući plin
Pritisnite tipku F2 „Naprijed”:
8
- samo ako je za odabrani materijal,
odabrane promjere žice i odabrani
zaštitni plin prikazano više karakterističnih krivulja, prikazuje se
ekran „Odabir referentnog broja”.
- Vrijednost u zagradama iza pos-
tupka zavarivanja ukazuje na broj
karakterističnih krivulja za određeni postupak zavarivanja.
83

Primjer: AlSi 5 / 1,2 mm / I1 100 % Ar Screen „Odabir
referentnog broja”: karakteristična krivulja S0016
odabrana
S pomoću tipki za pomicanje prema
9
dolje (6) ili prema gore (7) odaberite
odgovarajući postupak zavarivanja
S pomoću okretnog gumba (18) oda-
10
berite odgovarajući referentni broj karakteristične krivulja
- npr.:
karakteristična krivulja C0876 prikladna je samo za postupak CMT.
Pritisnite tipku F2 „Naprijed”
11
- Prikazuje se 4. ekran čarobnjaka s
naslovom „Program zavarivanja”
kao potvrda
- Pritiskom na tipku F1 „Natrag” mo-
guće je ponovno prikazati ekrane
već provedenih radnih koraka.
Moguće je provesti promjene.
Pritisnite tipku F2 „Gotovo”
12
Optimiziranje i upravljanje Jobova: ekran „Program
zavarivanja”
Optimiziranje i upravljanje Jobova: ekran „Program
zavarivanja”
Preuzima se postavljeni program zavarivanja, prikazuje se ekran „Program zavarivanja”
84

Pozivanje i promjena radnih parametara za odabrani Job
Općenito Redoslijed prikazanih ekrana na „traci” ovisi o vrsti odabranog Joba.
Pozivanje i promjena radnih parametara za određeni Job
Pozovite stavku izbornika „Optimiziranje i upravljanje Jobova”
1
Neovisno o prikazanom parametru ekrana, s pomoću tipki za pomicanje prema dolje
2
(6) ili prema gore (7) odaberite parametar „Br. grupe”
S pomoću okretnog gumba (18) odaberite željenu grupu (0 – 99)
3
S pomoću tipki za pomicanje prema dolje (6) ili prema gore (7) odaberite parametar
4
„Br. Joba”
S pomoću okretnog gumba (18) odaberite željeni Job (0 – 999)
5
- Ako je odabran Job sljedeće grupe, u skladu s time mijenja se odgovarajuća
grupa.
S pomoću tipke na desnoj strani (8) odaberite ekran „Radni parametri”
6
- Prikazuje se ekran „Radni parametri”
S pomoću tipki za pomicanje prema
7
dolje (6) ili prema gore (7) odaberite
odgovarajuće parametre
Promijenite vrijednost parametra s po-
8
moću okretnog gumba (18)
- Vrijednost parametra možete promijeniti samo u okviru definiranog
raspona postavljanja. Raspon
postavljanja je pohranjen.
HR
Optimiziranje i upravljanje Jobova: ekran „Radni parametri”
85
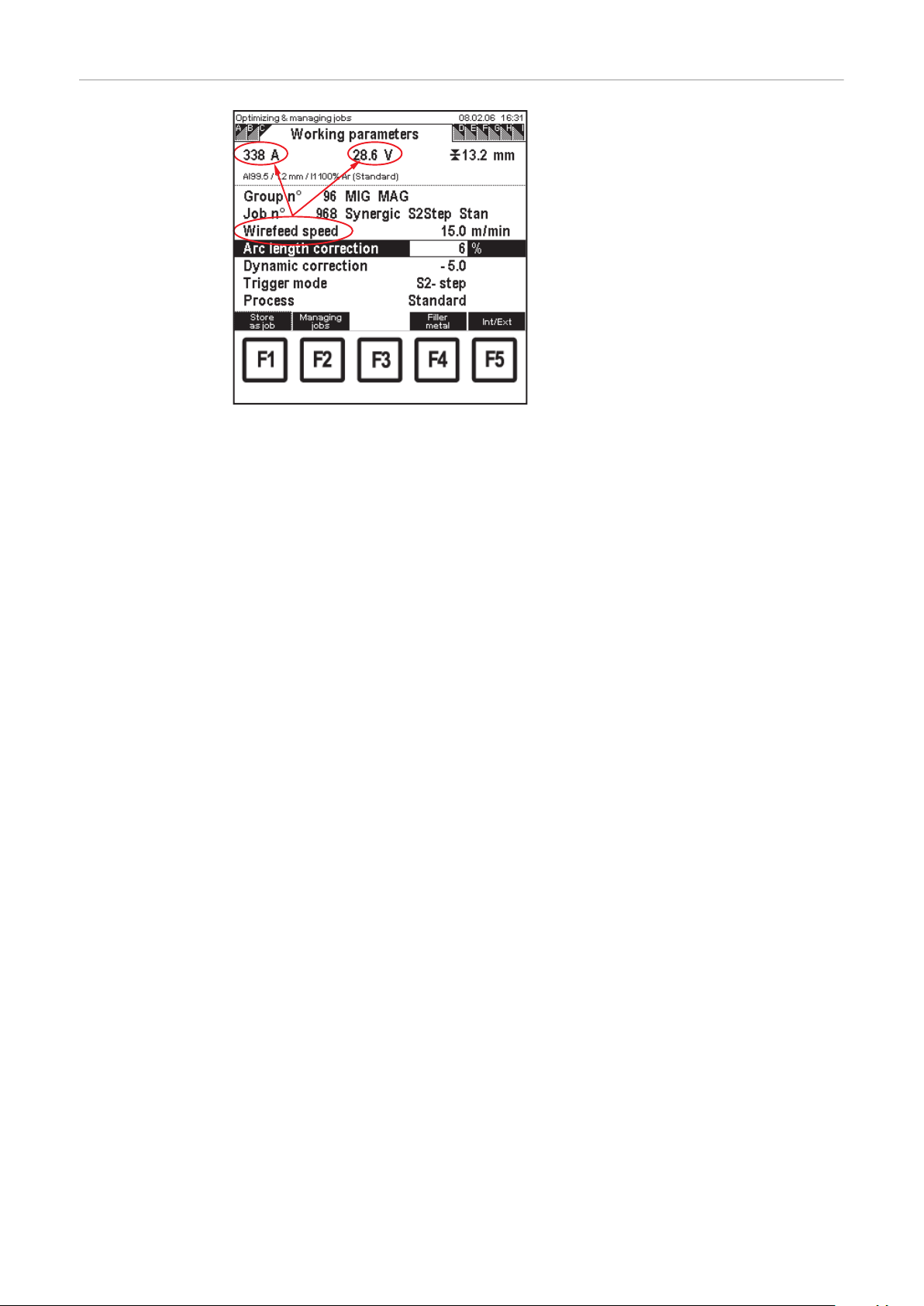
Napomena o
promjenama vrijednosti za pomicanje žice
Ako se kod Jobova sinergijskog zavarivanja MIG/MAG postupkom na ekranu „Radni
parametri” promijeni vrijednost za pomicanje žice, zbog sinergijske funkcije mijenjaju se i vrijednosti za struju zavarivanja i
napon zavarivanja.
Promjena struje zavarivanja i napona zavarivanja mora se uzeti u obzir na ekranu
„Q-Master” kod parametara „Zadana vrijednost struje” i „Zadani napon zavarivanja”.
Ekran „Radni parametri” – promjena vrijednosti za
pomicanje žice
86

Pozivanje i promjena postavki postupka za odabrani Job
Općenito Redoslijed prikazanih ekrana na „traci” ovisi o vrsti odabranog Joba.
Pozivanje i promjena postavki
postupka za određeni Job
Pozovite stavku izbornika „Optimiziranje i upravljanje Jobova”
1
Neovisno o prikazanom parametru ekrana, s pomoću tipki za pomicanje prema dolje
2
(6) ili prema gore (7) odaberite parametar „Br. grupe”
S pomoću okretnog gumba (18) odaberite željenu grupu (0 – 99)
3
S pomoću tipki za pomicanje prema dolje (6) ili prema gore (7) odaberite parametar
4
„Br. Joba”
S pomoću okretnog gumba (18) odaberite željeni Job (0 – 999)
5
- Ako je odabran Job sljedeće grupe, u skladu s time mijenja se odgovarajuća
grupa.
S pomoću tipke na desnoj strani (8)
6
odaberite ekran „Postavke postupka”
- Prikazuje se ekran „Postavke postupka”
S pomoću tipki za pomicanje prema
7
dolje (6) ili prema gore (7) odaberite
odgovarajuće parametre
Promijenite vrijednost parametra s po-
8
moću okretnog gumba (18)
- Vrijednost parametra možete promijeniti samo u okviru definiranog
raspona postavljanja. Raspon
postavljanja je pohranjen.
HR
Optimiziranje i upravljanje Jobova: ekran „Postavke
postupka”
87

Pozivanje i promjena parametara za specijalni 2taktni način rada za odabrani Job
Općenito Redoslijed prikazanih ekrana na „traci” ovisi o vrsti odabranog Joba.
Prikazuje se samo ekran „Specijalni 2-taktni način rada”:
- ako je način rada gorionika kod odabranog Joba postavljen na S2-taktni
- Jobovi sinergijskog zavarivanja MIG/MAG postupkom
Pozivanje i promjena parametara
za specijalni 2taktni način rada
za određeni Job
Pozovite stavku izbornika „Optimiziranje i upravljanje Jobova”
1
Neovisno o prikazanom parametru ekrana, s pomoću tipki za pomicanje prema dolje
2
(6) ili prema gore (7) odaberite parametar „Br. grupe”
S pomoću okretnog gumba (18) odaberite željenu grupu (0 – 99)
3
S pomoću tipki za pomicanje prema dolje (6) ili prema gore (7) odaberite parametar
4
„Br. Joba”
S pomoću okretnog gumba (18) odaberite željeni Job (0 – 999)
5
- Ako je odabran Job sljedeće grupe, u skladu s time mijenja se odgovarajuća
grupa.
S pomoću tipke na desnoj strani (8) odaberite ekran „Specijalni 2-taktni način rada”
6
- Prikazuje se ekran „Specijalni 2-taktni način rada”
S pomoću tipki za pomicanje prema
7
dolje (6) ili prema gore (7) odaberite
odgovarajuće parametre
Promijenite vrijednost parametra s po-
8
moću okretnog gumba (18)
- Vrijednost parametra možete promijeniti samo u okviru definiranog
raspona postavljanja. Raspon
postavljanja je pohranjen.
88
Optimiziranje i upravljanje Jobova: ekran „Specijalni
2-taktni način rada”

Pozivanje i promjena parametara za specijalni 4taktni način rada za odabrani Job
Općenito Redoslijed prikazanih ekrana na „traci” ovisi o vrsti odabranog Joba.
Prikazuje se samo ekran „Specijalni 4-taktni način rada”:
- ako je način rada gorionika kod odabranog Joba postavljen na S4-taktni
- Jobovi sinergijskog zavarivanja MIG/MAG postupkom
Pozivanje i promjena parametara
za specijalni 4taktni način rada
za određeni Job
Pozovite stavku izbornika „Optimiziranje i upravljanje Jobova”
1
Neovisno o prikazanom parametru ekrana, s pomoću tipki za pomicanje prema dolje
2
(6) ili prema gore (7) odaberite parametar „Br. grupe”
S pomoću okretnog gumba (18) odaberite željenu grupu (0 – 99)
3
S pomoću tipki za pomicanje prema dolje (6) ili prema gore (7) odaberite parametar
4
„Br. Joba”
S pomoću okretnog gumba (18) odaberite željeni Job (0 – 999)
5
- Ako je odabran Job sljedeće grupe, u skladu s time mijenja se odgovarajuća
grupa.
S pomoću tipke na desnoj strani (8) odaberite ekran „Specijalni 4-taktni način rada”
6
- Prikazuje se ekran „Specijalni 4-taktni način rada”
HR
Optimiziranje i upravljanje Jobova: ekran „Specijalni
4-taktni način rada”
S pomoću tipki za pomicanje prema
7
dolje (6) ili prema gore (7) odaberite
odgovarajuće parametre
Promijenite vrijednost parametra s po-
8
moću okretnog gumba (18)
- Vrijednost parametra možete promijeniti samo u okviru definiranog
raspona postavljanja. Raspon
postavljanja je pohranjen.
89

Pozivanje i promjena parametara točkastog zavarivanja za odabrani Job
Općenito Redoslijed prikazanih ekrana na „traci” ovisi o vrsti odabranog Joba.
Prikazuje se samo ekran „Točkasto zavarivanje”:
- ako je način rada gorionika kod odabranog Joba postavljen na S4-taktni
- Jobovi sinergijskog zavarivanja MIG/MAG postupkom
Pozivanje i promjena parametara
točkastog zavarivanja za određeni
Job
Pozovite stavku izbornika „Optimiziranje i upravljanje Jobova”
1
Neovisno o prikazanom parametru ekrana, s pomoću tipki za pomicanje prema dolje
2
(6) ili prema gore (7) odaberite parametar „Br. grupe”
S pomoću okretnog gumba (18) odaberite željenu grupu (0 – 99)
3
S pomoću tipki za pomicanje prema dolje (6) ili prema gore (7) odaberite parametar
4
„Br. Joba”
S pomoću okretnog gumba (18) odaberite željeni Job (0 – 999)
5
- Ako je odabran Job sljedeće grupe, u skladu s time mijenja se odgovarajuća
grupa.
S pomoću tipke na desnoj strani (8) odaberite ekran „Točkasto zavarivanje”
6
- Prikazuje se ekran „Točkasto zavarivanje”
S pomoću tipki za pomicanje prema
7
dolje (6) ili prema gore (7) odaberite
odgovarajuće parametre
Promijenite vrijednost parametra s po-
8
moću okretnog gumba (18)
- Vrijednost parametra možete promijeniti samo u okviru definiranog
raspona postavljanja. Raspon
postavljanja je pohranjen.
90
Optimiziranje i upravljanje Jobova: ekran „Točkasto
zavarivanje”
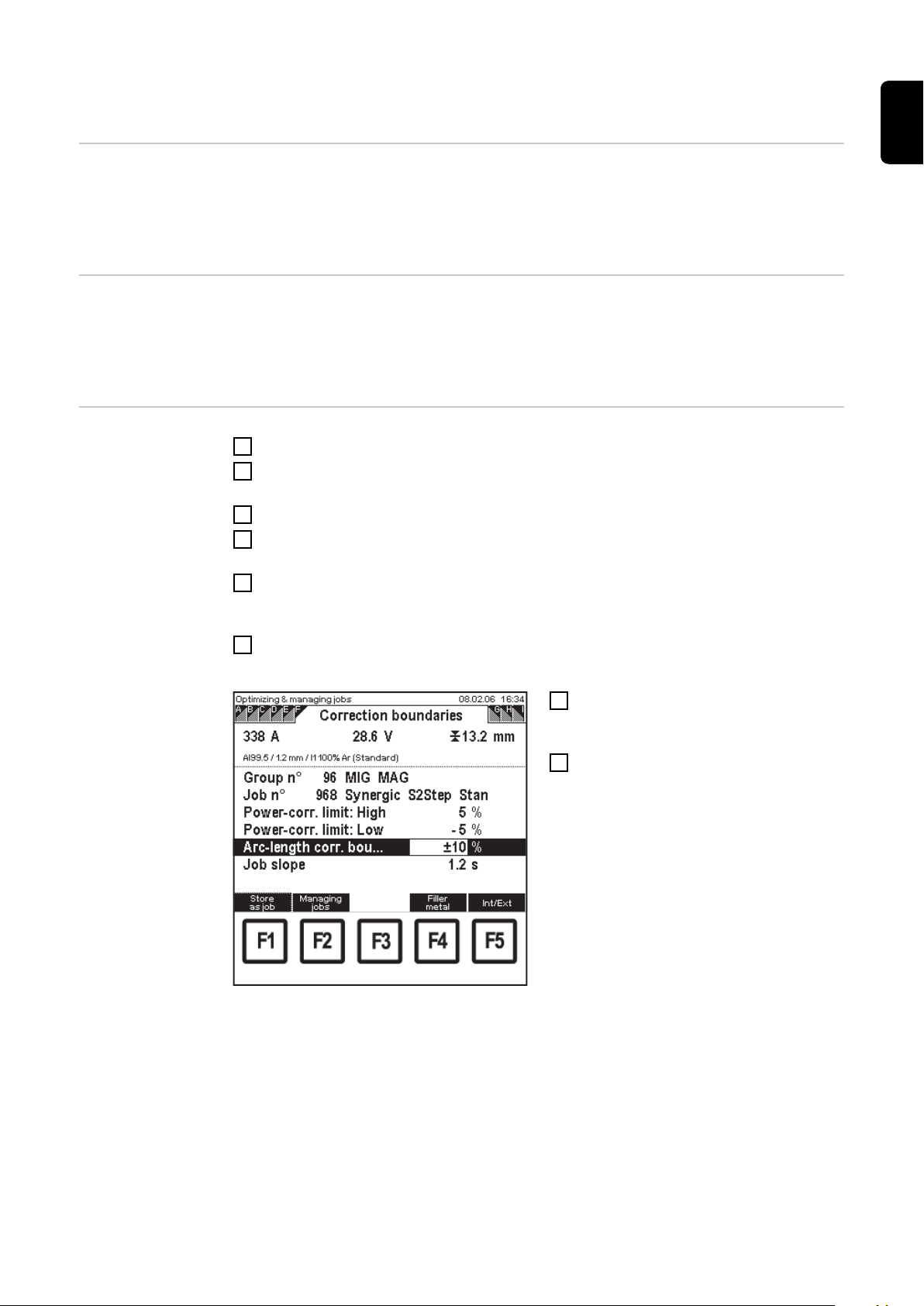
Definiranje granice ispravka za odabrani Job
Općenito Redoslijed prikazanih ekrana na „traci” ovisi o vrsti odabranog Joba.
Ekran „Granice ispravka” prikazuje se kod Jobova sinergijskog zavarivanja MIG/MAG
postupkom.
HR
Svrha granica
ispravka
Definiranje granica ispravka za
određeni Job
Granice ispravka mogu se unijeti pojedinačno za svaki Job.
Ako se odrede granice ispravka za određeni Job, prilikom Job zavarivanja, snagu zavarivanja i duljina električnog luka odgovarajućeg Joba moguće je ispraviti unutar određene
granice.
Pozovite stavku izbornika „Optimiziranje i upravljanje Jobova”
1
Neovisno o prikazanom parametru ekrana, s pomoću tipki za pomicanje prema dolje
2
(6) ili prema gore (7) odaberite parametar „Br. grupe”
S pomoću okretnog gumba (18) odaberite željenu grupu (0 – 99)
3
S pomoću tipki za pomicanje prema dolje (6) ili prema gore (7) odaberite parametar
4
„Br. Joba”
S pomoću okretnog gumba (18) odaberite željeni Job (0 – 999)
5
- Ako je odabran Job sljedeće grupe, u skladu s time mijenja se odgovarajuća
grupa.
S pomoću tipke na desnoj strani (8) odaberite ekran „Granice ispravka”
6
- Prikazuje se ekran „Granice ispravka”.
S pomoću tipki za pomicanje prema
7
dolje (6) ili prema gore (7) odaberite
odgovarajuće parametre
Promijenite vrijednost parametra s po-
8
moću okretnog gumba (18)
- Vrijednost parametra možete promijeniti samo u okviru definiranog
raspona postavljanja. Raspon
postavljanja je pohranjen.
Optimiziranje i upravljanje Jobova: Ekran „Granice
ispravka”
91

Pojašnjenje granica ispravka
Područje ispravka za snagu zavarivanja postavljeno je kako slijedi:
postavljeno pomicanje žice npr.: 15,0 m/mi
n
+ vrijednost u % za gornju granicu napona + 5,0 %
= gornja granica za snagu zavarivanja
postavljeno pomicanje žice npr.: 15,0 m/mi
- vrijednost u % za donju granicu napona - 3,0 %
= donja granica za snagu zavarivanja
Prilikom Job zavarivanja, snagu zavarivanja moguće je stoga ispraviti između 14,6
m/min i 15,8 m/min.
Područje ispravka za duljinu električnog luka postavljeno je kako slijedi:
postavljena vrijednost ispravka električnog
luka
+ vrijednost u % za granice duljine elek-
tričnog luka
= gornja granica za duljinu električnog luka
postavljena vrijednost ispravka električnog
luka
npr.: + 10,0 %
+ 20,0 %
npr.: + 10,0 %
= 15,8 m/mi
n
n
= 14,6 m/mi
n
= 30,0 %
- vrijednost u % za granice duljine elek-
tričnog luka
= donja granica za duljinu električnog luka
Prilikom Job zavarivanja, duljinu električnog luka moguće je stoga ispraviti u području od
- 10,0 % bis + 30 %.
- 20,0 %
= -10,0 %
92

Dokumentiranje po Jobu
Općenito Redoslijed prikazanih ekrana na „traci” ovisi o vrsti odabranog Joba.
HR
Svrha funkcije
„Dokumentiranje
po Jobu”
Preduvjeti za
funkciju „Dokumentiranje po Jobu”
Definiranje dokumentiranja po Jobu
Funkcija „Dokumentiranje po Jobu” služi za dokumentiranje trenutačnih vrijednosti zavarivanja za odabrani Job.
Funkciju „Dokumentiranje po Jobu” moguće je postaviti pojedinačno za svaki Job.
Parametar „Dokumentiranje po Jobu” na ekranu „Osnovne postavke” pod stavkom izvornika „Dokumentiranje” potrebno je postaviti kako slijedi:
- parametar „Dokumentiranje Joba” ..... po Jobu
Pozovite stavku izbornika „Optimiziranje i upravljanje Jobova”
1
Neovisno o prikazanom parametru ekrana, s pomoću tipki za pomicanje prema dolje
2
(6) ili prema gore (7) odaberite parametar „Br. grupe”
S pomoću okretnog gumba (18) odaberite željenu grupu (0 – 99)
3
S pomoću tipki za pomicanje prema dolje (6) ili prema gore (7) odaberite parametar
4
„Br. Joba”
S pomoću okretnog gumba (18) odaberite željeni Job (0 – 999)
5
- Ako je odabran Job sljedeće grupe, u skladu s time mijenja se odgovarajuća
grupa.
S pomoću tipke na desnoj strani (8) odaberite ekran „Dokumentiranje po Jobu”
6
- Prikazuje se ekran „Dokumentiranje po Jobu”
Optimiziranje i upravljanje Jobova: ekran „Dokumentiranje po Jobu”
S pomoću tipki za pomicanje prema
7
dolje (6) ili prema gore (7) odaberite
odgovarajuće parametre
Promijenite vrijednost parametra s po-
8
moću okretnog gumba (18)
- Vrijednost parametra možete promijeniti samo u okviru definiranog
raspona postavljanja. Raspon
postavljanja je pohranjen.
93

Pojašnjenje funkcije „Dokumentiranje po Jobu”
Parametar Postavka Rezultat
Dokumentiranje Uključeno Prilikom Job zavarivanja, trenutačne vrijednosti
zavarivanja za odabrane Jobove dokumentiraju
se u skladu s parametrima „Interval šavova” i
„Vremenski interval”
Isključeno Prilikom Job zavarivanja, trenutačne vrijednosti
zavarivanja za odabrane Jobove ne dokumentiraju se
Interval šavova 1 Prilikom Job zavarivanja, trenutačne vrijednosti
zavarivanja za odabrane Jobove dokumentiraju
se pri svakom (zavarenom) šavu
2 Prilikom Job zavarivanja, trenutačne vrijednosti
zavarivanja za odabrane Jobove dokumentiraju
se pri svakom drugom (zavarenom) šavu
...
100 Prilikom Job zavarivanja, trenutačne vrijednosti
zavarivanja za odabrane Jobove dokumentiraju
se kod svakom stotom (zavarenom) šavu (=
maks. interval šavova)
Vremenski interval
Isključeno Trenutačne vrijednosti zavarivanja za odabrane
Jobove dokumentiraju se jednom po šavu
0,1 Prilikom Job zavarivanja, trenutačne vrijednosti
zavarivanja za odabrane Jobove dokumentiraju
se svakih 0,1 sekundi
0,2 Prilikom Job zavarivanja, trenutačne vrijednosti
zavarivanja za odabrane Jobove dokumentiraju
se svakih 0,2 sekundi
...
9,9 Prilikom Job zavarivanja, trenutačne vrijednosti
zavarivanja za odabrane Jobove dokumentiraju
se svakih 9,9 sekundi (= maks. vremenski interval)
94

Pozivanje i promjena parametara SynchroPuls za
odabrani Job
Općenito Redoslijed prikazanih ekrana na „traci” ovisi o vrsti odabranog Joba.
Prikazuje se samo ekran „SynchroPuls”:
- ako je na izvoru struje instalirana opcija SynchroPuls
- Jobovi sinergijskog zavarivanja MIG/MAG postupkom
Pozivanje i promjena parametara
SynchroPuls za
određeni Job
Pozovite stavku izbornika „Optimiziranje i upravljanje Jobova”
1
Neovisno o prikazanom parametru ekrana, s pomoću tipki za pomicanje prema dolje
2
(6) ili prema gore (7) odaberite parametar „Br. grupe”
S pomoću okretnog gumba (18) odaberite željenu grupu (0 – 99)
3
S pomoću tipki za pomicanje prema dolje (6) ili prema gore (7) odaberite parametar
4
„Br. Joba”
S pomoću okretnog gumba (18) odaberite željeni Job (0 – 999)
5
- Ako je odabran Job sljedeće grupe, u skladu s time mijenja se odgovarajuća
grupa.
S pomoću tipke na desnoj strani (8) odaberite ekran „SynchroPuls”
6
- Prikazuje se ekran „SynchroPuls”
HR
Optimiziranje i upravljanje Jobova: Ekran „SynchroPuls”
S pomoću tipki za pomicanje prema
7
dolje (6) ili prema gore (7) odaberite
odgovarajuće parametre
Promijenite vrijednost parametra s po-
8
moću okretnog gumba (18)
- Vrijednost parametra možete promijeniti samo u okviru definiranog
raspona postavljanja. Raspon
postavljanja je pohranjen.
95

Definiranje Q-Master vrijednosti za odabrani Job
Općenito Redoslijed prikazanih ekrana na „traci” ovisi o vrsti odabranog Joba.
Svrha Q-Master
vrijednosti
Definiranje QMaster vrijednosti za određeni Job
Q-Master vrijednosti mogu se unijeti pojedinačno za svaki Job. Ako se definirane Q-Master vrijednosti u određenom vremenskom razdoblju prekorače ili se te vrijednosti ne
dostignu, dolazi do jedne od sljedećih reakcija:
- trenutačno isključivanje izvora struje
- emitiranje zvučnog signala upozorenja
- nema reakcije.
Pozovite stavku izbornika „Optimiziranje i upravljanje Jobova”
1
Neovisno o prikazanom parametru ekrana, s pomoću tipki za pomicanje prema dolje
2
(6) ili prema gore (7) odaberite parametar „Br. grupe”
S pomoću okretnog gumba (18) odaberite željenu grupu (0 – 99)
3
S pomoću tipki za pomicanje prema dolje (6) ili prema gore (7) odaberite parametar
4
„Br. Joba”
S pomoću okretnog gumba (18) odaberite željeni Job (0 – 999)
5
- Ako je odabran Job sljedeće grupe, u skladu s time mijenja se odgovarajuća
grupa.
S pomoću tipke na desnoj strani (8) odaberite ekran „Q-Master”
6
- Prikazuje se ekran „Q-Master”.
S pomoću tipki za pomicanje prema
7
dolje (6) ili prema gore (7) odaberite
odgovarajuće parametre
Promijenite vrijednost parametra s po-
8
moću okretnog gumba (18)
- Vrijednost parametra možete promijeniti samo u okviru definiranog
raspona postavljanja. Raspon
postavljanja je pohranjen.
96
Optimiziranje i upravljanje Jobova: ekran „Q-Master”
NAPOMENA!
Ako se na ekranu „Radni parametri” promijeni vrijednost za pomicanje žice, zbog
sinergijske funkcije mijenjaju se i vrijednosti za struju zavarivanja i napon zavarivanja. Promjena struje zavarivanja i napona zavarivanja mora se uzeti u obzir na
ekranu „Q-Master” kod parametara „Zadana vrijednost struje” i „Zadani napon zavarivanja”.
VAŽNO! Ako se kod odabranog Joba unese vrijednost parametara „Maksimalno vrijeme
odstupanja napona” i „Maksimalno vrijeme odstupanja struje” = „Isključeno”, funkcija QMaster za taj je Job deaktivirana.

Pojašnjenje QMaster vrijednosti
zadana vrijednost struje npr.: 338,0 A
+ vrijednost u A za gornju granicu struje + 6,0 A
= gornja granična vrijednost struje zavarivan-
ja
zadana vrijednost struje npr.: 338,0 A
- vrijednost u A za donju granicu struje - 6,0 A
= 344,0 A
HR
= donja granična vrijednost struje zavarivanja
maksimalno vrijeme odstupanja struje npr.: 0,3 s
reakcija npr.: upozorenje
Ako je prilikom Job zavarivanja stvarna struja zavarivanja veća od 344 A ili manja od 332
A dulje od 0,3 sekundi, kao reakcija prikazuje se upozorenje.
zadana vrijednost napona npr.: 28,6 V
+ vrijednost u V za gornju granicu napona + 0,2 V
= gornja granična vrijednost napona zavari-
vanja
zadana vrijednost napona npr.: 28,6 A
- vrijednost u V za donju granicu napona - 0,2 A
= donja granična vrijednost napona zavari-
vanja
maksimalno vrijeme odstupanja struje npr.: 0,3 s
reakcija npr.: upozorenje
= 332,0 A
= 28,8 V
= 28,4 A
Ako je prilikom Job zavarivanja stvarni napon zavarivanja veći od 28,8 V ili manji od 28,4
V dulje od 0,3 sekundi, kao reakcija prikazuje se upozorenje.
97
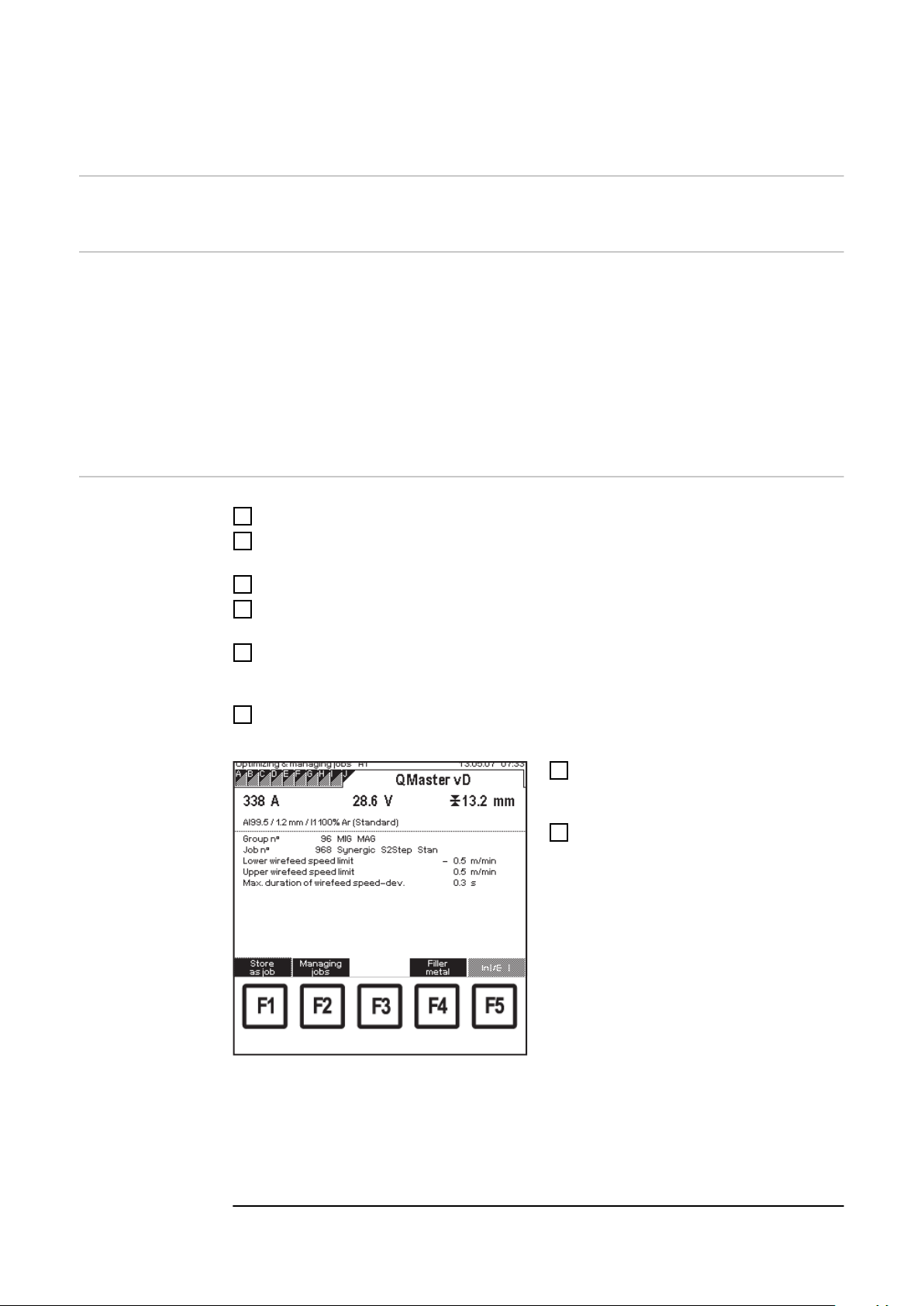
Definiranje Q-Master vrijednosti za pomicanje žice
za odabrani Job
Općenito Redoslijed prikazanih ekrana na „traci” ovisi o vrsti odabranog Joba.
Svrha Q-Master
vrijednosti
Definiranje QMaster vrijednosti za pomicanje
žice za određeni
Job
Q-Master vrijednosti mogu se unijeti pojedinačno za svaki Job. Ako se definirane Q-Master vrijednosti u određenom vremenskom razdoblju prekorače ili se te vrijednosti ne
dostignu, dolazi do jedne od sljedećih reakcija:
- trenutačno isključivanje izvora struje
- emitiranje zvučnog signala upozorenja
- nema reakcije.
Reakcije postavljene na ekranu „Q-Master” vrijede i za Q-Master vrijednosti za pomicanje žice.
Pozovite stavku izbornika „Optimiziranje i upravljanje Jobova”
1
Neovisno o prikazanom parametru ekrana, s pomoću tipki za pomicanje prema dolje
2
(6) ili prema gore (7) odaberite parametar „Br. grupe”
S pomoću okretnog gumba (18) odaberite željenu grupu (0 – 99)
3
S pomoću tipki za pomicanje prema dolje (6) ili prema gore (7) odaberite parametar
4
„Br. Joba”
S pomoću okretnog gumba (18) odaberite željeni Job (0 – 999)
5
- Ako je odabran Job sljedeće grupe, u skladu s time mijenja se odgovarajuća
grupa.
S pomoću tipke na desnoj strani (8) odaberite ekran „Q-Master vD”
6
- Prikazuje se ekran „Q-Master vD”
S pomoću tipki za pomicanje prema
7
dolje (6) ili prema gore (7) odaberite
odgovarajuće parametre
Promijenite vrijednost parametra s po-
8
moću okretnog gumba (18)
- Vrijednost parametra možete promijeniti samo u okviru definiranog
raspona postavljanja. Raspon
postavljanja je pohranjen.
Optimiziranje i upravljanje Jobova: ekran „Q-Master
vD”
VAŽNO!
Prilikom promjene vrijednosti za pomicanje žice na ekranu „Radni parametri” uzmite u obzir i zadanu vrijednost brzine zavarivanja na ekranu „Q-Master vD” kako
biste postigli ujednačen presjek zavarenog šava.
98

VAŽNO!
Pojašnjenje QMaster vrijednosti za pomicanje
žice
Ako se kod odabranog Joba unese vrijednost parametara „Maksimalno vrijeme odstupanja pomicanja žice” i „Maksimalno vrijeme odstupanja brzine zavarivanja” =
„Isključeno”, funkcija Q-Master za pomicanje žice za taj je Job deaktivirana.
zadana vrijednost pomicanja žice
1)
npr.: 15,0 m/mi
n
- vrijednost za donju granicu pomicanja žice - 0,5 m/mi
n
= gornja granična vrijednost struje zavarivan-
ja
= 14,5 m/mi
n
zadana vrijednost pomicanja žice
1)
npr.: 15,0 m/mi
n
+ vrijednost za gornju granicu pomicanja žice + 0,5 m/mi
n
= gornja granična vrijednost pomicanja žice
= 15,5 m/mi
n
maksimalno vrijeme odstupanja struje npr.: 0,3 s
HR
reakcija
2)
npr.: upozorenje
Ako je prilikom Job zavarivanja stvarna vrijednost pomicanja žice veća od 15,5 m/min ili
manja od 14,5 m/min dulje od 0,3 sekundi, kao reakcija prikazuje se upozorenje.
1)
u skladu s ekranom „Radni parametri”
2)
u skladu s ekranom „Q-Master”
99
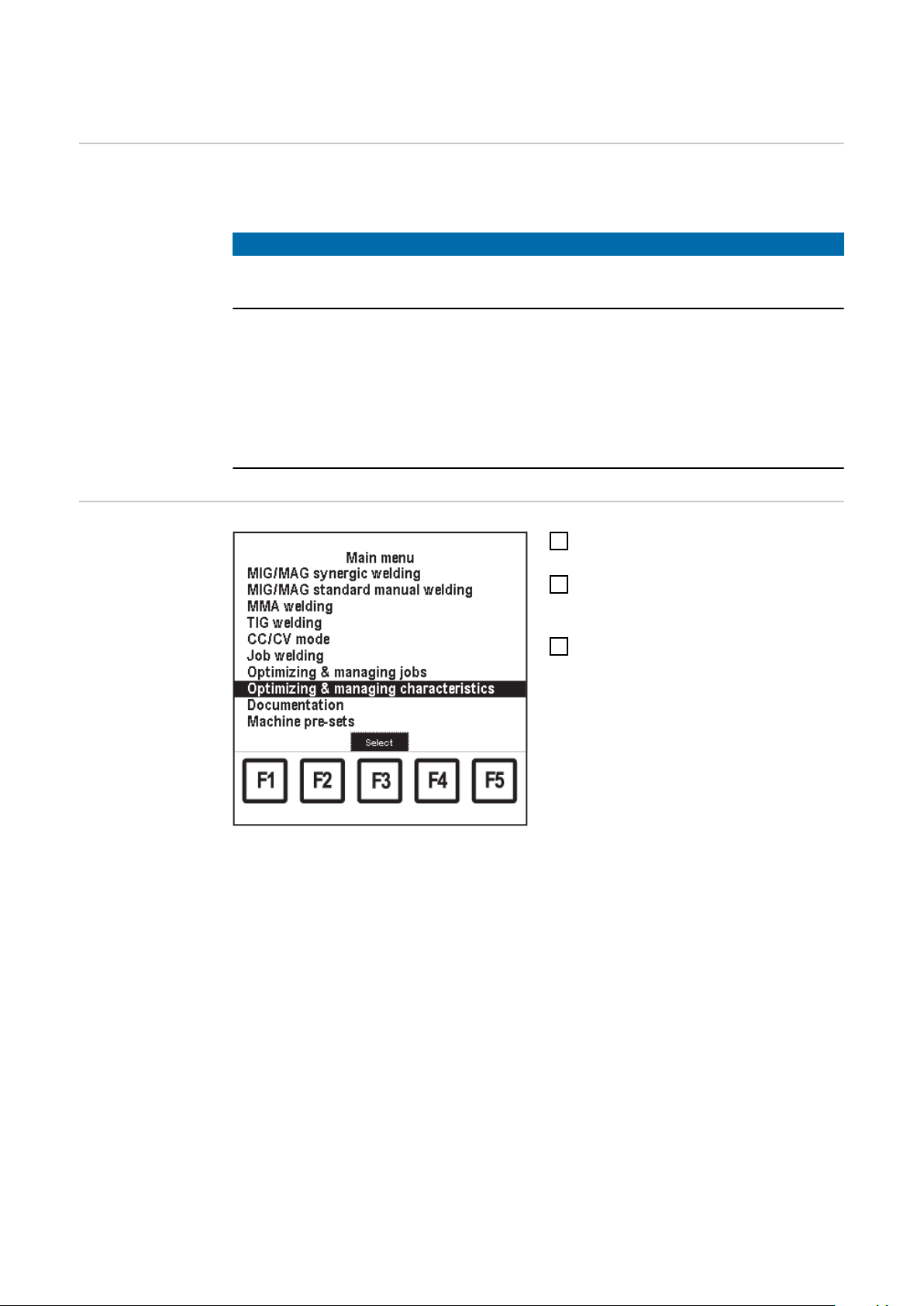
Optimiziranje i upravljanje karakterističnih krivulja
Općenito Pod stavkom izbornika „Optimiziranje i upravljanje karakterističnih krivulja” moguće je
upravljati, preimenovati ili optimizirati karakteristične krivulje korisnika.
NAPOMENA!
Optimiziranje karakterističnih krivulja korisnika zahtijeva znanja o električnom luku i tehnologiji zavarivanja.
VAŽNO!
Za postavljanje karakteristične krivulje korisnika potrebne su najmanje dvije točke
karakteristične krivulje.
Radi optimizacije u svim rasponima snage potrebno je programirati 6-10 točaka karakteristične krivulje (jedna točka po čvrstoći materijala). Moguće je programirati maksimalno
19 točaka karakterističnih krivulja.
Pozivanje stavke
izbornika „Optimiziranje i upravljanje karakterističnih krivulja”
Glavni izbornik: Stavka izbornika „Optimiziranje i
upravljanje karakterističnih krivulja”
Pritisnite tipku Izbornik (1)
1
- prikazuje se glavni izbornik.
S pomoću okretnog gumba (18) oda-
2
berite stavku izbornika „Optimiziranje i
upravljanje karakterističnih krivulja”
Pritisnite tipku U redu (3)
3
- Prikazuje se sigurnosni upit „Želite
li uređivati karakteristične krivulje
na mreži?”
100
 Loading...
Loading...