

Page 1

Installation
instructions
PushPull-Unit
Installationsanleitung
DE
Installation instructions
EN
Instructions d'installation
FR
42,0410,0671 003-24062022
Page 2

Page 3

Allgemeines
DE
Sicherheit
WARNUNG!
Gefahr durch Fehlbedienung und fehlerhaft durchgeführte Arbeiten.
Schwere Personen- und Sachschäden können die Folge sein.
Alle in diesem Dokument beschriebenen Arbeiten und Funktionen dürfen
▶
nur von technisch geschultem Fachpersonal ausgeführt werden.
Dieses Dokument vollständig lesen und verstehen.
▶
Sämtliche Sicherheitsvorschriften und Benutzerdokumentationen dieses
▶
Gerätes und aller Systemkomponenten lesen und verstehen.
WARNUNG!
Gefahr durch elektrischen Strom.
Schwere Personen- und Sachschäden können die Folge sein.
Vor Beginn der Arbeiten alle beteiligten Geräte und Komponenten ausschal-
▶
ten und von Stromnetz trennen.
Alle beteiligten Geräte und Komponenten gegen Wiedereinschalten sichern.
▶
Nach dem Öffnen des Gerätes mit Hilfe eines geeigneten Messgerätes si-
▶
cherstellen, dass elektrisch geladene Bauteile (beispielsweise Kondensatoren) entladen sind.
VORSICHT!
ESD-Bestimmungen
Gefahr von Beschädigung elektronischer Bauteile durch elektrische Entladung.
Sachschäden können die Folge sein.
Bei Austausch und Installation von Komponenten geeignete ESD Schutz-
▶
maßnahmen treffen.
HINWEIS!
Beachten Sie beim Umgang mit elektronischen Bauteilen und Prints die ESDBestimmungen.
Dazu gehören vor allem ESD-gerechte
Verpackungen
-
Arbeitsflächen
-
Böden
-
Sitzgelegenheiten
-
Erdungsmöglichkeiten
-
Handhabung
-
Für einen unsachgemäß behandelten elektronischen Bauteil oder Print können
keine Garantie- und Gewährleistungsansprüche geltend gemacht werden.
3
Page 4

Systemvoraus-
(2)(1) (4) (5)
(3)
(6)(7)(8)
setzungen
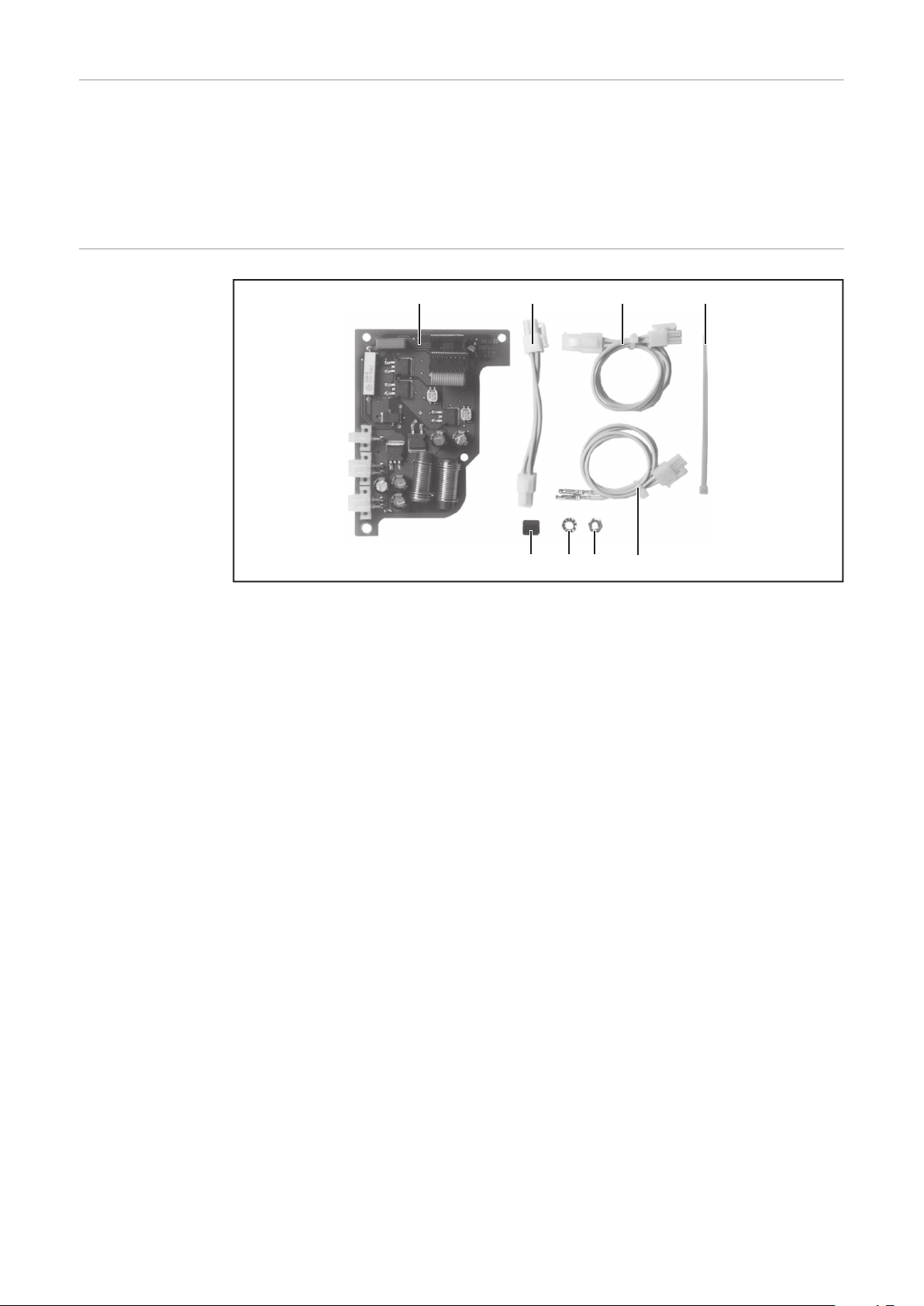
Bauteile
Der Einbau der PushPull-Unit ist nur bei Geräten mit Print SR41 vor Ort möglich.
Bei Geräten mit Print SR40 hat der Einbau im Werk zu erfolgen.
Die Funktion PushPull-Unit wird erst ab Software-Version 2.50.25 (Stromquelle)
sowie 1.30.01 (Drahtvorschub) unterstützt.
Einbauset PushPull-Unit (PullMIG)
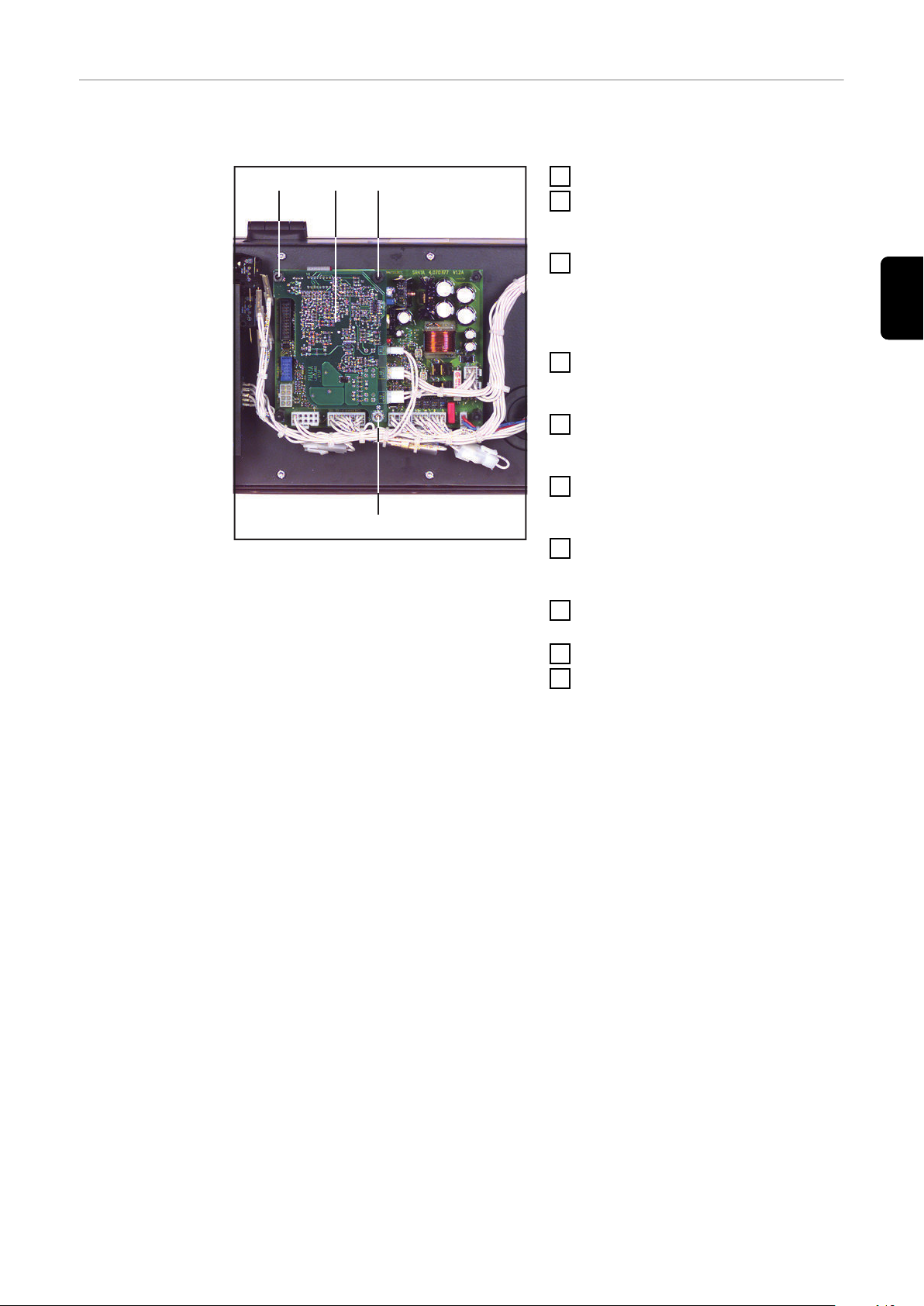
(1) 1 x Print PM41A
(2) 1 x Kabelbaum Printversorgung
(3) 1 x Kabelbaum Motoranspeisung
(4) 1 x Verlängerungsstück Motoranspeisung
(5) 4 x Kabelbinder
(6) 1 x 6-Kant-Mutter
(7) 1 x Fächerscheibe
(8) 2 x Kunstoffdistanz
4
Page 5

PushPull-Unit
(6) (7)
(8)
(8)
(1)
bei VR
4000/7000, KD
7000 einbauen
WICHTIG! Das Verlängerungsstück Motoranspeisung (4) wird beim Einbau in den
VR 4000/7000 nicht benötigt.
Drahtvorschubdeckel öffnen
1
Flachbandkabel von Print
2
PM41A/X4 am Print SR41/X12 anstecken
Print PM41A (1) parallel zum Print
3
SR41 mit 6-Kant-Mutter (6),
Fächerscheibe (7) und Kunststoffdistanzen (8) befestigen
Verbindungskabel SR41/X11 ab-
4
stecken und am Print PM41A/X3
anstecken
Kabelbaum Printversorgung (2) an
5
Print PM41A/X2 und SR41/X11
anstecken
Einbauset PushPull-Unit (PullMIG)
Molexstecker des Kabelbaum Motoranspeisung (3) an PM41A/X1 anstecken
6
CPC-Kontakte des Kabelbaum Motoranspeisung (3) lt. Kabelaufdruck an der
7
Anschlußbuchse Brennersteuerung (Tuchelstecker) Pin1 und Pin6 anstecken
Kabelbaum mit Kabelbindern fixieren
8
Drahtvorschubdeckel schließen
9
Drahtvorschub lt. Kapitel „PushPull-Unit abgleichen“ abgleichen
10
DE
PushPull-Unit
bei TPS 2700
einbauen
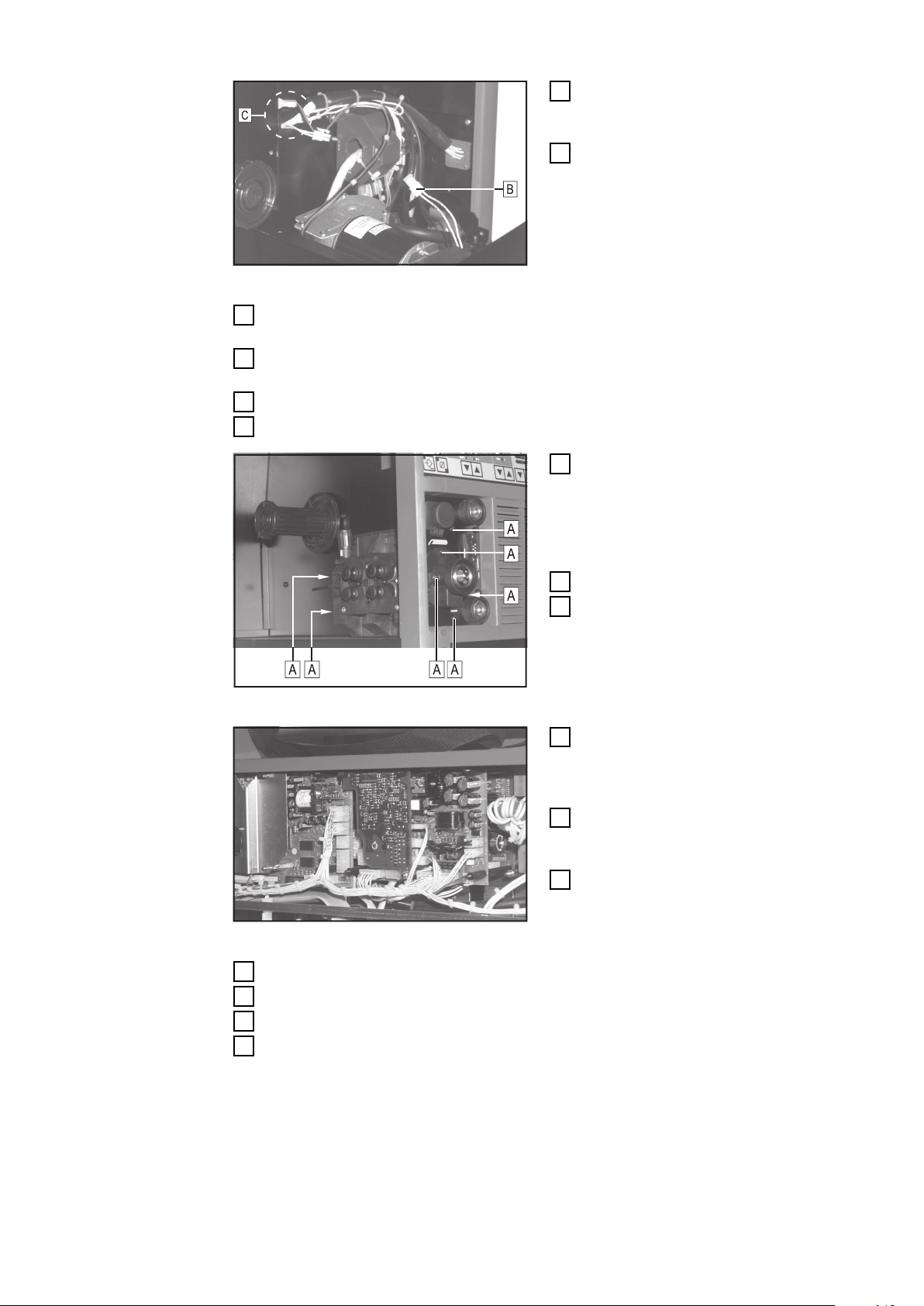
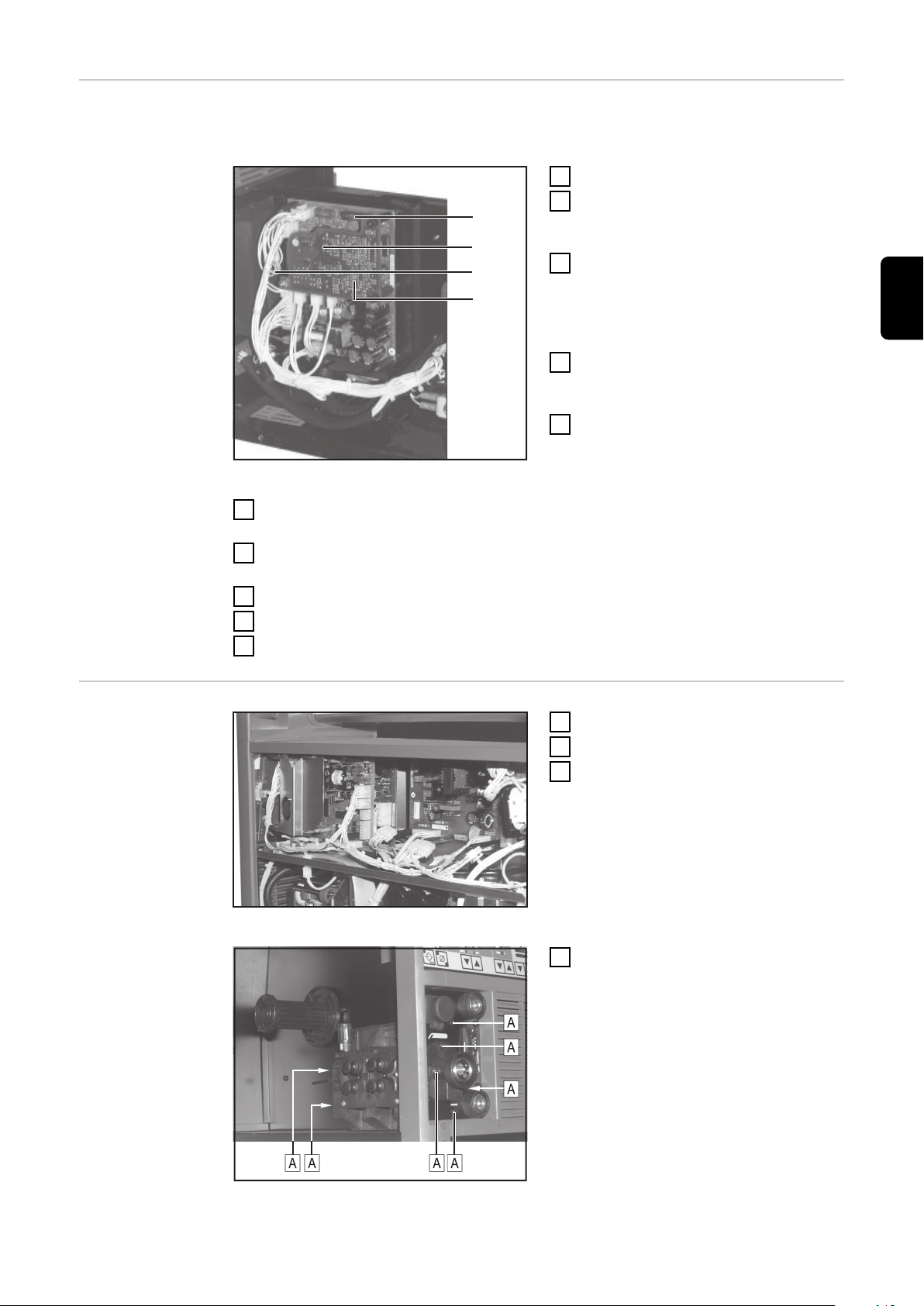
Print SR41 entfernen
Seitenteile der Stromquelle entfer-
1
nen
Print SR41 abstecken und entfer-
2
nen
Schweißbrenner und Drahtrolle
3
demontieren
Schrauben Motorplattenhalterung
4
[A] entfernen
Schrauben auf Motorplattenhalterung lösen
5
Page 6

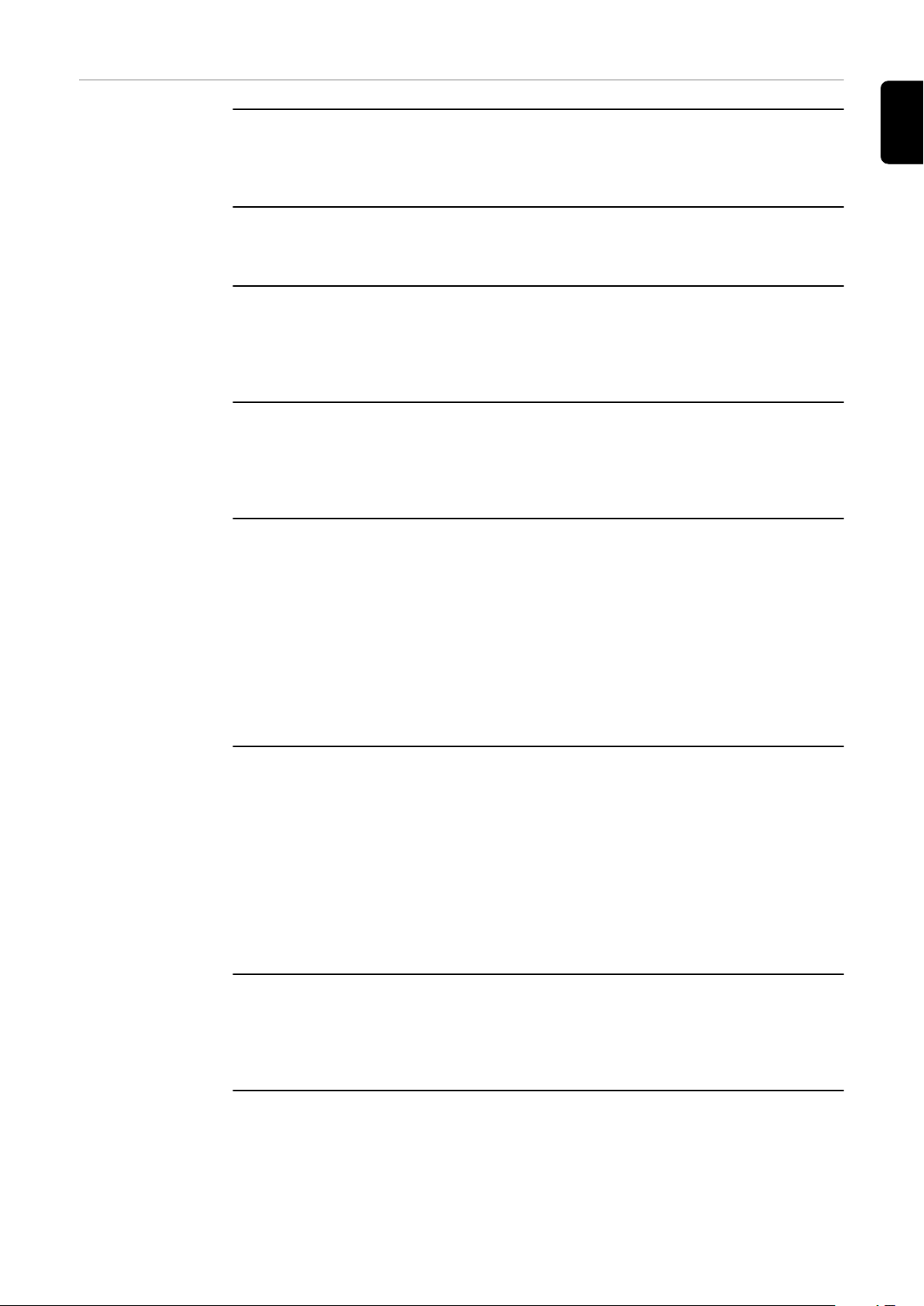
Istwertgeber [B] abstecken und
5
Motorplattenhalterung herausklappen
Verlängerungstück Motoranspei-
6
sung (4) mit dem Stecker voran
durch die Durchführung [C] in den
rechten Teil der Stromquelle schieben und an der rechten Seite ca.
25 cm herausziehen
Istwertgeber / Motoranspeisung
Molexstecker des Kabelbaum Motoranspeisung (3) an Verlängerungsstück
7
Motoranspeisung (4) anstecken
CPC-Kontakte des Kabelbaum Motoranspeisung (3) lt. Kabelaufdruck an der
8
Anschlußbuchse Brennersteuerung (Tuchelstecker) Pin1 und Pin6 anstecken
Kabelbaum mit Kabelbindern ordentlich fixieren
9
Istwertgeber [B] anstecken und Motorplattenhalterung hinein klappen
10
Motorplattenhalterung mit zu-
11
gehörigen Schrauben montieren
WICHTIG! Achten Sie darauf, dass
sämtliche Kabel beim Einbau nicht
geknickt oder eingezwickt werden.
SR41 wieder montieren und anste-
12
cken
Flachbandkabel von Print
13
PM41A/X4 am Print SR41/X12 anstecken
Motorplattenhalterung befestigen
Print PM41A (1) parallel zum Print
14
SR41 mit 6-Kant-Mutter (6),
Fächerscheibe (7) und Kunsstoffdistanzen (8) befestigen
Verbindungskabel SR41/X11 ab-
15
stecken und am Print PM41A/X3
anstecken
Kabelbaum Printversorgung (2) an
16
Print PM41A/X2 und SR41/X11
anstecken
Einbau bei TPS 2700
Molexstecker des Verlängerunsstücks Motoranspeisung (4) an PM41A/X1 an-
17
stecken
Kabelbaum mit Kabelbindern ordentlich fixieren
18
Seitenteile der Stromquelle wieder anbringen
19
Stromquelle lt. Kapitel „PushPull-Unit abgleichen“ abgleichen
20
6
Page 7

PushPull-Unit
(8) (1) (8)
(6)
(7)
bei VR 1500 einbauen
WICHTIG! Der Kabelbaum Motoranspeisung (3) und das Verlängerungsstück
Motoranspeisung (4) werden beim Einbau in den VR 1500 nicht benötigt.
Drahtvorschubdeckel auf rechter
1
Seite abmontieren
Flachbandkabel von Print
2
PM41A/X4 am Print SR41/X12 anstecken
Print PM41A (1) parallel zum Print
3
SR41 mit 6-Kant-Mutter (6),
Fächerscheibe (7) und Kunststoffdistanzen (8) befestigen
Verbindungskabel SR41/X11 ab-
4
stecken und am Print PM41A/X3
anstecken
Kabelbaum Printversorgung (2) an
5
Print PM41A/X2 und SR41/X11
anstecken
Kabelbinder beim freien Molexste-
6
cker für die Motoranspeisung
durchtrennen
Molexstecker für die Motoranspei-
Einbau bei VR 1500
7
sung an PM41A/X1 anstecken
Kabelbaum mit Kabelbindern fixie-
8
ren
Drahtvorschubdeckel auf rechter
9
Seite montieren
Drahtvorschub lt. Kapitel „Push-
10
Pull-Unit abgleichen“ abgleichen
DE
7
Page 8

Vor der ersten Inbetriebnahme
Allgemeines Der Abgleich der PushPull-Unit muss vor jeder erstmaligen Inbetriebnahme und
nach jedem Update der Software Drahtvorschub erfolgen. Wird der Abgleich der
PushPull-Unit nicht durchgeführt, werden Standardparameter verwendet - das
Schweißergebnis kann unter Umständen nicht zufriedenstellend sein.
Abgleich PushPull-Unit
Funktion „PPU“ in der zweiten
1
Menüebene (2nd) anwählen
Eine Übersicht möglicher Fehlermeldungen, während des Abgleiches der PushPull-Unit, befindet sich im Kapitel „Service-Codes PushPull-Abgleich“.
Mit dem Einstellrad (1) - bzw. Taste
2
Betriebsart (5) bei Bedienpanel
Standard - entsprechende PushPull-Unit aus nachfolgender Liste
anwählen:
0 Fronius Abspul-VR „VR 1530-22“ 22 m/min oder 865 ipm *)
1 Fronius Abspul-VR „VR 1530-30“ 30 m/min oder 1180 ipm (Display-An-
zeige: 1.18) *)
2 Fronius Roboter Push Pull „KD Drive“ 10m/min *)
3 Fronius Roboter PushPull „Robacta Drive“ (Master-Regelung) *)
4 Fronius Roboter PushPull „Robacta Drive“ (Slave-Regelung)
5 Fronius Hand PushPull „PullMig“ mit Leistungspotentiometer
6 Fronius Hand PushPull „PullMig“ ohne Leistungspotentiometer
7 Binzel Hand PushPull 42V“ mit Leistungspotentiometer **)
8 Binzel Hand PushPull 42V“ ohne Leistungspotentiometer **)
9 Binzel Roboter PushPull 42V **)
10 Binzel Roboter PushPull 24V **)
11 Dinse Roboter PushPull 42V **)
12 Hulftegger Hand PushPull 24 V **)
13 Fronius Zwischenantrieb „VR 143-2“
14 Fronius Abspul-VR „MS“ 22 m/min oder 865 ipm *)
16 „Cobra Gold“ HandPushPull 24 V **)
20 Fronius Abspul-VR „VR 1530-12“ 12 m/min oder 470 ipm *)
23 Binzel Roboter Push Pull 32V **)
24 Dinse Roboter PushPull neu 42V **)
50 Fronius Hand PushPull „PT-Drive“ (d=0,8 mm oder .030 in; Material: Alu-
minium) ***)
51 Fronius Hand PushPull „PT-Drive“ (d=1,0 mm oder .040 in; Material: Alu-
minium) ***)
52 Fronius Hand PushPull „PT-Drive“ (d=1,2 mm oder .045 in; Material: Alu-
minium) ***)
53 Fronius Hand PushPull „PT-Drive“ (d=1,6 mm oder 1/16 in; Material: Alu-
minium) ***)
54 Binzel Roboter PushPull „Master Feeder BG II“ *) **) ***)
8
Page 9

55 Fronius Abspul-VR „VR 1530 PD“ (d=1,0mm oder .040 in; Material: Stahl)
***)
56 Fronius Abspul-VR „VR 1530 PD“ (d=1,2mm oder .045 in; Material: Stahl)
***)
57 Fronius Abspul-VR „VR 1530 PD“ (d=1,6mm oder 1/16 in; Material: Stahl)
***)
59 Fronius Hand PushPull „PT-Drive“ (d=1,0 mm oder .040 in; Material:
Stahl, CrNi, CuSi3) ***)
60 Fronius Hand PushPull „PT-Drive“ (d=1,2mm oder .045 in; Material: Stahl,
CrNi) ***)
61 Fronius Hand PushPull „PT-Drive“ (d=0,8mm oder .030 in; Material: Stahl,
CrNi) ***)
62 Binzel Roboter PushPull 32V mit IWG *) **) ***)
*) Kein Abgleich im belasteten Zustand (St2) erforderlich
**) Funktionsabweichungen durch Motor- und Getriebetoleranzen möglich -
eventuell Fronius-Werksabgleich notwendig
***) Software-Freischaltung erforderlich
Brennertaste oder Taste Draht-
3
einfädeln drücken
Antriebseinheiten beider Drahtvor-
4
schub-Motoren (z.B. Schweißbrenner und Drahtvorschub) entkoppeln - Drahtvorschub-Motoren
müssen unbelastet sein (PushPullAbgleich - Leerlauf)
DE
VORSICHT!
Verletzungsgefahr durch rotierende Zahnräder und Antriebsteile.
Schwere Personenschäden können die Folge sein.
Nicht in rotierende Zahnräder und Teile des Drahtantriebs greifen.
▶
Brennertaste oder Taste Draht-
5
einfädeln drücken DrahtvorschubMotoren werden in unbelastetem
Zustand abgeglichen; während des
Abgleichs wird am rechten Display
„run“ angezeigt
Ist der Abgleich im unbelasteten
6
Zustand abgeschlossen, wird am
Display „St2“ angezeigt
Antriebseinheiten beider Drahtvorschub-Motoren (z.B. Schweißbrenner und
7
Drahtvorschub) wieder einkoppeln - Drahtvorschub-Motoren müssen belastet
sein (Push-Pull-Abgleich - gekoppelt)
9
Page 10

VORSICHT!
Verletzungsgefahr durch austretende Drahtelektrode sowie durch rotierende
Zahnräder und Antriebsteile.
Schwere Personenschäden können die Folge sein.
Schweißbrenner von Gesicht und Körper weghalten.
▶
Nicht in rotierende Zahnräder und Teile des Drahtantriebs greifen.
▶
Brennertaste oder Taste Draht-
8
einfädeln drücken DrahtvorschubMotoren werden im belasteten Zustand abgeglichen; während des
Abgleichs wird am rechten Display
„run“ angezeigt
Ist bei einer PushPull-Unit der Abgleich im belasteten Zustand (St2)
nicht erforderlich, erscheinen sofort nach Drücken von Brennertaste bzw. Taste Drahteinfädeln die
zuvor eingestellten Werte am Display, z.B. „PPU“ und „5“.
Der PushPull-Unit Abgleich ist er-
9
folgreich abgeschlossen, wenn am
Display die zuvor eingestellten
Werte erscheinen, z.B. „PPU“ und
„5“.
Taste Store zweimal drücken um
10
das Setup-Menü zu verlassen
10
Page 11

PushPull-Einheit
(1)
(2)
(3)
(4)
(5)
(6)
(9)
(7)
(10)
(11)
(8)
(13)
(14)
(16)
(15)
(12)
abgleichen Übersicht
(1) In Setup-Menü - Ebene 1 ein-
steigen
(2) Parameter 2nd anwählen
(3) Taste Store drücken und halten
Taste Verfahren drücken
Taste Store loslassen
(4) Funktion PPU anwählen
(5) Mittels Einstellrad entspre-
chende PushPull-Einheit
auswählen
(6) Taste Drahteinfädeln oder
Brennertaste drücken ...
(7) ... St1 wird angezeigt
(8) Antriebseinheiten entkoppeln
(9) Taste Drahteinfädeln oder
Brennertaste drücken ...
(10) ... St1 | run wird angezeigt
(11) ... St2 wird angezeigt
(12) Antriebseinheiten einkoppeln
(13) Taste Drahteinfädeln oder
Brennertaste drücken ...
(14) ... St2 | run wird angezeigt
(15) Abgleich der PushPull-Einheit
abgeschlossen
(16) Taste Store drücken
DE
Abgleich der PushPull-Einheit am Bedienpanel
Comfort: Übersicht
11
Page 12

Service-Codes PushPull-Abgleich
Sicherheit
Service-Codes
bei entkoppelten
Antriebseinheiten (Leerlaufabgleich)
WARNUNG!
Ein elektrischer Schlag kann tödlich sein.
Vor Öffnen des Gerätes
Netzschalter in Stellung - O - schalten
▶
Gerät vom Netz trennen
▶
gegen Wiedereinschalten sichern
▶
mit Hilfe eines geeigneten Messgerätes sicherstellen, dass elektrisch gelade-
▶
ne Bauteile (z.B. Kondensatoren) entladen sind
Err | Eto
Ursache:
Behebung:
St1 | E 1
Ursache:
Behebung:
Fehlerhafte Messung beim PushPull-Abgleich
Erneuter PushPull-Abgleich
Der Motor des Drahtvorschubes liefert bei minimaler Drahtgeschwindigkeit keinen Drehzahl-Istwert.
Erneuter PushPull-Abgleich; wird die Fehlermeldung erneut angezeigt: Service verständigen
St1 | E 2
Ursache:
Behebung:
St1 | E 3
Ursache:
Behebung:
St1 | E 4
Ursache:
Behebung:
St1 | E 5
Ursache:
Behebung:
Der Motor des Drahtvorschubes liefert bei maximaler Drahtgeschwindigkeit keinen Drehzahl-Istwert.
Erneuter PushPull-Abgleich; wird die Fehlermeldung erneut angezeigt: Service verständigen
Der Motor des Drahtvorschubes liefert bei minimaler Drahtgeschwindigkeit keinen Drehzahl-Istwert.
Erneuter PushPull-Abgleich; wird die Fehlermeldung erneut angezeigt: Service verständigen
Der Motor des Drahtvorschubes liefert bei minimaler Drahtgeschwindigkeit keinen Drehzahl-Istwert.
Erneuter PushPull-Abgleich; wird die Fehlermeldung erneut angezeigt: Service verständigen
Der Motor des Drahtvorschubes liefert bei maximaler Drahtgeschwindigkeit keinen Drehzahl-Istwert.
Erneuter PushPull-Abgleich; wird die Fehlermeldung erneut angezeigt: Service verständigen
12
St1 | E 6
Ursache:
Behebung:
Der Motor des Drahtvorschubes liefert bei maximaler Drahtgeschwindigkeit keinen Drehzahl-Istwert.
Erneuter PushPull-Abgleich; wird die Fehlermeldung erneut angezeigt: Service verständigen
Page 13
Service-Codes
bei gekoppelten
Antriebseinheiten (gekoppelter
Abgleich)
St1 | E 16
Ursache:
Behebung:
St2 | E 7
Ursache:
Behebung:
St2 | E 8
Ursache:
Behebung:
St2 | E 9
Ursache:
Behebung:
St2 | E 10
Ursache:
Behebung:
DE
Der PushPull-Abgleich wurde abgebrochen: Schnellstop wurde durch
Drücken der Brennertaste aktiviert.
Erneuter PushPull-Abgleich
PushPull-Abgleich - Leerlauf nicht vorgenommen
PushPull-Abgleich - Leerlauf durchführen
Der Motor des Drahtvorschubes liefert bei minimaler Drahtgeschwindigkeit keinen Drehzahl-Istwert.
Erneuter PushPull-Abgleich; wird die Fehlermeldung erneut angezeigt: Service verständigen
Der Motor der PushPull-Einheit liefert bei minimaler Drahtgeschwindigkeit keinen Drehzahl-Istwert.
Erneuter PushPull-Abgleich; wird die Fehlermeldung erneut angezeigt: Service verständigen
Der Motorstrom des Drahtvorschub-Motors liegt bei minimaler
Drahtgeschwindigkeit außerhalb des erlaubten Bereiches. Mögliche
Ursachen dafür sind nicht gekoppelte Drahtvorschub-Motoren oder
Drahtförder-Probleme.
Antriebseinheiten beider Drahtvorschub-Motoren einkoppeln,
Schlauchpaket möglichst geradlinig auslegen; Draht-Führungsseele
auf Knick oder Verschmutzung überprüfen; Anpressdruck am 2- oder
4-Rollenantrieb der Push-Pull Einheit kontrollieren; erneuter PushPull-Abgleich; wird die Fehlermeldung erneut angezeigt: Service
verständigen
St2 | E 11
Ursache:
Behebung:
St2 | E 12
Ursache:
Behebung:
St2 | E 13
Ursache:
Behebung:
Der Motorstrom der PushPull-Einheit liegt bei minimaler Drahtgeschwindigkeit außerhalb des erlaubten Bereiches. Mögliche Ursachen
dafür sind nicht gekoppelte Drahtvorschub-Motoren oder
Drahtförder-Probleme.
Antriebseinheiten beider Drahtvorschub-Motoren einkoppeln,
Schlauchpaket möglichst geradlinig auslegen; Draht-Führungsseele
auf Knick oder Verschmutzung überprüfen; Anpressdruck am 2- oder
4-Rollenantrieb der Push-Pull Einheit kontrollieren; erneuter PushPull-Abgleich; wird die Fehlermeldung erneut angezeigt: Service
verständigen
Der Motor des Drahtvorschubes liefert bei maximaler Drahtgeschwindigkeit keinen Drehzahl-Istwert.
Erneuter PushPull-Abgleich; wird die Fehlermeldung erneut angezeigt: Service verständigen
Der Motor der PushPull-Einheit liefert bei maximaler Drahtgeschwindigkeit keinen Drehzahl-Istwert.
Erneuter PushPull-Abgleich; wird die Fehlermeldung erneut angezeigt: Service verständigen, Fehler Istwert-Geber
13
Page 14

St2 | E 14
Ursache:
Behebung:
St2 | E 15
Ursache:
Behebung:
Der Motorstrom des Drahtvorschub-Motors liegt bei maximaler
Drahtgeschwindigkeit außerhalb des erlaubten Bereiches. Mögliche
Ursachen dafür sind nicht gekoppelte Drahtvorschub-Motoren oder
Drahtförder-Probleme.
Antriebseinheiten beider Drahtvorschub-Motoren einkoppeln,
Schlauchpaket möglichst geradlinig auslegen; Draht-Führungsseele
auf Knick oder Verschmutzung überprüfen; Anpressdruck am 2- oder
4-Rollenantrieb der Push-Pull Einheit kontrollieren; erneuter PushPull-Abgleich; wird die Fehlermeldung erneut angezeigt: Service
verständigen
Der Motorstrom der PushPull-Einheit liegt bei maximaler Drahtgeschwindigkeit außerhalb des erlaubten Bereiches. Mögliche Ursachen
dafür sind nicht gekoppelte Drahtvorschub-Motoren oder
Drahtförder-Probleme.
Antriebseinheiten beider Drahtvorschub-Motoren einkoppeln,
Schlauchpaket möglichst geradlinig auslegen; Draht-Führungsseele
auf Knick oder Verschmutzung überprüfen; Anpressdruck am 2- oder
4-Rollenantrieb der Push-Pull Einheit kontrollieren; erneuter PushPull-Abgleich; wird die Fehlermeldung erneut angezeigt: Service
verständigen
St2 | E 16
Ursache:
Behebung:
Der PushPull-Abgleich wurde abgebrochen: Schnellstop wurde durch
Drücken der Brennertaste aktiviert
Erneuter PushPull-Abgleich
14
Page 15

General
Safety
WARNING!
Danger from incorrect operation and work that is not carried out properly.
This can result in serious personal injury and damage to property.
All the work and functions described in this document must only be carried
▶
out by technically trained and qualified personnel.
Read and understand this document in full.
▶
Read and understand all safety rules and user documentation for this device
▶
and all system components.
WARNING!
Danger from electrical current.
This can result in serious personal injury and damage to property.
Before starting work, switch off all devices and components involved and dis-
▶
connect them from the grid.
Secure all devices and components involved so they cannot be switched back
▶
on.
After opening the device, use a suitable measuring instrument to check that
▶
electrically charged components (such as capacitors) have been discharged.
CAUTION!
EN
ESD guidelines
Danger of damage to electrical components from electrical discharge.
This can result in damage to property.
Suitable measures should be taken to protect against ESD when replacing
▶
and installing components.
NOTE!
Observe ESD guidelines when handling electronic components and PC boards.
This primarily applies to ESD-compatible
Packaging
-
Work surfaces
-
Floors
-
Seating
-
Earthing facilities
-
Ease of handling
-
No guarantee or warranty claims can be made in respect of any improperly handled electronic component or PC board.
15
Page 16

System require-
(2)(1) (4) (5)
(3)
(6)(7)(8)
ments
Components
As regards the installation of the PushPull unit, only welding sets equipped with
a SR41 pc board may be converted on the spot. Sets with a SR40 pc board may
be converted in our factory only.
For proper operation of the PushPull unit, software 2.50.25 or higher ( power
source) and 1.30.01 or higher (wire feeder) is required.
Installation kit “PushPull-Unit (PullMIG)“
(1) 1 x pc board PM41A
(2) 1 x board feeder cable harness
(3) 1 x motor feeder cable harness
(4) 1 x motor feeder extension
(5) 4 x cable tie
(6) 1 x hex-nut
(7) 1 x serrated lock washer
(8) 2 x plastic spacer block
16
Page 17

Fitting PushPull-
(6) (7)
(8)
(8)
(1)
Unit to VR
4000/7000, KD
7000
IMPORTANT! The motor feeder extension is not required when fitting PushPull
unit to VR 4000/7000.
Open wire feeder cover
1
FConnect flat cable from pc board
2
PM41A/X4 at pc board SR41/X12
Use hex-nut (6), serrated lock was-
3
her (7) and plastic spacer blocks
(8) to fix PM41A board (1) parallelly to SR41 board
Disconnect connection cable
4
SR41/X11 and connect at pc board
PM41A/X3
Connect board feeder cable
5
harness (2) at pc boards PM41A/X2
and SR41/X11
Fitting PushPull unit to VR 4000/7000
Connect Molex connector of motor feeder cable harness (3) at PM41A/X1
6
Connect CPC pins of motor feeder cable harness (3) at pins 1 and 6 of torch
7
control connector (Tuchel connector) (see cable imprint)
Use cable ties to secure cable harness
8
Close wire feeder cover
9
Adjust wire feeder (see section „Adjusting PushPull unit“)
10
EN
Fitting PushPull
Unit to TPS 2700
Remove pc board SR41
Remove cheeks from power source
1
Disconnect and remove pc board
2
SR41
Dismount welding torch and wire
3
roll
Remove screws from motor plate
4
mounting [A]
Release motor plate mounting screws
17
Page 18
Disconnect actual value transmit-
5
ter [B] and tilt motor plate mounting forward
Push motor feeder extension (4)
6
(connector first) through
leadthrough [C] into right-hand
part of power source and pull out
appr. 25 cm on the righthand side
Actual value transmitter / motor feeder
Connect Molex connector of motor feeder cable harness (3) with motor fee-
7
der extension (4)
Connect CPC pins of motor feeder cable harness (3) at pins 1 and 6 of torch
8
control connector (Tuchel connector) (see cable imprint)
Use cable ties to secure cable harness
9
Connect actual value transmitter [B] and tilt motor plate mounting backward
10
Use appropriate screws to secure
11
motor plate mounting
IMPORTANT! Do not kink or
squeeze any cables when fitting
PushPull unit
Remount and connect SR41
12
Disconnect flat cable from pc
13
board PM41A/X4 and connect at
pc board SR41/X12
Secure motor plate mounting
Use hex-nut (6), serrated lock was-
14
her (7) and plastic spacer blocks
(8) to fix PM41A board (1) parallelly to SR41board
Disconnect connection cable
15
SR41/X11 and connect at pc board
PM41A/X3
Connect board feeder cable
16
harness (2) at pc boards PM41A/X2
and SR41/X11
Fitting PushPull unit to TPS 2700
Connect Molex connector of motor feeder extension (4) at PM41A/X1
17
Use cable ties to secure cable harness
18
Remount cheeks at power source
19
Adjust power source (see section „Adjusting PushPull unit“)
20
18
Page 19

Fitting PushPull-
(8) (1) (8)
(6)
(7)
Unit to VR 1500
IMPORTANT! The motor feeder cable harness (3) and the motor feeder extensi-
on (4) is not required when fitting PushPull unit to VR 1500.
Take off the right-hand wire feeder
1
cover
Connect flat cable from pc board
2
PM41A/X4 at pc board SR41/X12
Use hex-nut (6), serrated lock was-
3
her (7) and plastic spacer blocks
(8) to fix PM41A board (1) parallel
to SR41 board
Disconnect connection cable
4
SR41/X11 and connect at pc board
PM41A/X3
Connect board feeder cable
5
harness (2) at pc boards PM41A/X2
and SR41/X11
Cut cable tie at the free Molex
6
connector for the motor-supply
Connect Molex connector for the
7
motor-supply at PM41A/X1
Fitting PushPull unit to VR 1500
Use cable ties to secure cable
8
harness
Mount the right-hand wire feeder
9
cover
Adjust wire feeder (see section
10
„Adjusting PushPull unit“)
EN
19
Page 20

Prior to commissioning
General remarks The push-pull unit must be aligned prior to each initial start-up and after every
update of the wirefeeder software. If no alignment of the push-pull unit is carried
out, the standard parameters will be used - which may result in the welding result
not being satisfactory.
Aligning the
push-pull unit
Select the “PPU” function in the
1
second menu level (2nd).
For an overview of the error messages which may occur during alignment of the
pushpull unit, please refer to “Troubleshooting”.
Use the adjusting dial (1) (or “Mo-
2
de” button (5) on the “Standard”
control panel) to select the relevant push-pull unit from the following list:
0 Fronius “Abspul-VR” unreeling device “VR 1530-22” 22 m/min or 865 ipm
*)
1 Fronius “Abspul-VR” unreeling device “VR 1530-30” 30 m/min or 1180
ipm (display reads: 1.18) *)
2 Fronius robot push-pull “KD Drive”10m/min *)
3 Fronius robot push-pull “Robacta Drive” (Master-control) *)
4 Fronius robot push-pull “Robacta Drive” (Slave-control)
5 Fronius manual push-pull “PullMig” with power potentiometer
6 Fronius manual push-pull “PullMig” without power potentiometer
7 Binzel manual push-pull 42V” with power potentiometer **)
8 Binzel manual push-pull 42V” without power potentiometer **)
9 Binzel robot push-pull 42V” **)
10 Binzel robot push-pull 24V” **)
11 Dinse robot push-pull 42V” **)
12 Hulftegger manual push-pull 24 V **)
13 Fronius “VR 143-2“ intermediate drive
14 Fronius “Abspul-VR” (unreeling device) “MS” 22 m/min or 865 ipm *)
16 “Cobra Gold” manual push-pull 24 V **)
20 Fronius “Abspul-VR” unreeling device “VR 1530-12” 12 m/min or 470 ipm
*)
23 Binzel robot push-pull 32V **)
24 Dinse robot push-pull new 42V **)
50 Fronius manual push-pull “PT Drive” (d=0.8 mm or 0.030 in; material: alu-
minium) ***)
51 Fronius manual push-pull “PT Drive” (d = 1.0 mm or 0.040 in; materials:
aluminium) ***)
52 Fronius manual push-pull “PT Drive” (d = 1.2 mm or 0.045 in; materials:
aluminium) ***)
53 Fronius manual push-pull “PT Drive” (d=1,6 mm oder 1/16 in; material:
Aluminium) ***)
20
Page 21

54 Binzel robot push-pull “Master Feeder BG II” *) **) ***)
55 Fronius "VR 1530 PD" unreeling device (d = 1.0mm or 0.040 in; material:
steel) ***)
56 Fronius "VR 1530 PD" unreeling device (d = 1.2mm or 0.045 in; material:
steel) ***)
57 Fronius "VR 1530 PD" unreeling device (d = 1.6mm or 1/16 in; material:
steel) ***)
59 Fronius manual push-pull “PT Drive” (d=1.0 mm or 0.040 in; material:
steel, CrNi, CuSi3) ***)
60 Fronius manual push-pull “PT Drive” (d=1.2mm or 0.045 in; material:
steel, CrNi) ***)
61 Fronius manual push-pull “PT Drive” (d=0.8mm or 0.030 in; material:
steel, CrNi) ***)
62 Binzel robot push-pull 32V with IWG *) **) ***)
*) It is not necessary to perform the alignment while the unit is under load
(St2)
**) Motor and gear tolerances may cause functional deviations. In this case it
may be necessary for alignment to be carried out at Fronius’.
***) Software must be specially enabled
EN
Press the torch trigger or the "Fee-
3
der inching" button
Disengage the drive units of both
4
wirefeeder motors (e.g. welding
torch and wirefeeder) - the wirefeeder motors must not be under
load (pushpull alignment - open
circuit)
CAUTION!
Danger of injury due to rotating gears and drive parts.
This can result in serious personal injuries.
Do not touch rotating gears or wirefeeder drive components.
▶
Press the torch trigger or the "Fee-
5
der inching" button. The wirefeeder
motors are aligned while not under
load. During the alignment operation, the right-hand display will
read “run”.
As soon as the alignment operation
6
- in the unloaded state - is complete, the display will read “St2”.
Engage the drive units of both wirefeeder motors (e.g. welding torch and
7
wirefeeder) once again - the wirefeeder motors must be under load (pushpull alignment - engaged)
21
Page 22

CAUTION!
Danger of injury due to protruding wire electrode, rotating gears and drive
parts.
This can result in serious personal injuries.
Hold the welding torch away from face and body.
▶
Do not touch rotating gears or wirefeeder drive components.
▶
Press the torch trigger or the "Fee-
8
der inching" button. The wirefeeder
motors are aligned while under
load. During the alignment operation, the right-hand display will
read “run”.
If it is not necessary to perform
the alignment on a push-pull unit
while this unit is under load (St2),
the previously set values e.g. “PPU” and “5” - will appear on
the display as soon as you press
the torch trigger or the “Feeder inching” button.
The alignment operation on the
9
pushpull unit is finished when the
previously set values - e.g. “PPU”
and “5” - reappear on the display.
Press the Store button twice to
10
exit from the Set-up menu.
22
Page 23

Calibrating the
(1)
(2)
(3)
(4)
(5)
(6)
(9)
(7)
(10)
(11)
(8)
(13)
(14)
(16)
(15)
(12)
push-pull unit overview
(1) Access Setup menu: Level 1
(2) Select “Parameter 2nd”
(3) Press and hold the Store button
Press the Process button
Release the Store button
(4) Select the “PPU” function
(5) Use the adjusting dial to select
the corresponding push-pull
unit
(6) Press the Feeder inching button
or the torch trigger ...
(7) ... “St1” is shown on the display
(8) Disengage the drive units
(9) Press the Feeder inching button
or the torch trigger ...
(10) ... “St1 | run” is shown on the
display
(11) ... “St2” is shown on the display
(12) Engage the drive units
(13) Press the Feeder inching button
or the torch trigger ...
(14) ... “St2 | run” is shown on the
display
(15) The calibration operation on the
push-pull unit is finished
(16) Press the Store button
EN
Calibrating the push-pull unit using the Comfort
control panel: Overview
23
Page 24

Service codes for push-pull calibration
Safety
Service codes
when the drive
units are disengaged ("opencircuit" calibration)
WARNING!
An electric shock can be fatal.
Before opening the device
Turn the mains switch to the "O" position
▶
Unplug the device from the mains
▶
Ensure the device cannot be switched back on
▶
Using a suitable measuring instrument, check to make sure that electrically
▶
charged components (e.g. capacitors) have been discharged
Err | Eto
Cause:
Remedy:
St1 | E 1
Cause:
Remedy:
Incorrect measurement during push-pull calibration
Repeat push-pull calibration
At minimum wire feed speed, the wire-feed unit motor does not deliver any actual rotational speed value.
Repeat the push-pull calibration. If the error message re-appears:
Contact After-Sales Service.
St1 | E 2
Cause:
Remedy:
St1 | E 3
Cause:
Remedy:
St1 | E 4
Cause:
Remedy:
St1 | E 5
Cause:
Remedy:
At maximum wire feed speed, the wire-feed motor does not deliver
any actual rotational speed value.
Repeat the push-pull calibration. If the error message re-appears:
Contact After-Sales Service.
At minimum wire feed speed, the wire-feed unit motor does not deliver any actual rotational speed value.
Repeat the push-pull calibration. If the error message re-appears:
Contact After-Sales Service.
At minimum wire feed speed, the wire-feed unit motor does not deliver any actual rotational speed value.
Repeat the push-pull calibration. If the error message re-appears:
Contact After-Sales Service.
At maximum wire feed speed, the wire-feed motor does not deliver
any actual rotational speed value.
Repeat the push-pull calibration. If the error message re-appears:
Contact After-Sales Service.
24
St1 | E 6
Cause:
Remedy:
At maximum wire feed speed, the wire-feed motor does not deliver
any actual rotational speed value.
Repeat the push-pull calibration. If the error message re-appears:
Contact After-Sales Service.
Page 25

Service codes
when the drive
units are engaged ("engaged"
calibration)
St1 | E 16
Cause:
Remedy:
St2 | E 7
Cause:
Remedy:
St2 | E 8
Cause:
Remedy:
St2 | E 9
Cause:
Remedy:
St2 | E 10
Cause:
Remedy:
Push-pull calibration was interrupted: Quick-stop was activated by
pressing the torch trigger.
Repeat push-pull calibration
EN
"Push-pull calibration - open-circuit" has not been carried out
Carry out "push-pull calibration - open-circuit"
At minimum wire feed speed, the wire-feed unit motor does not deliver any actual rotational speed value.
Repeat the push-pull calibration. If the error message re-appears:
Contact After-Sales Service.
At minimum wire feed speed, the motor of the push-pull unit does
not deliver any actual rotational speed value.
Repeat the push-pull calibration. If the error message re-appears:
Contact After-Sales Service.
At minimum wire feed speed, the motor current of the wire-feed unit
motor is outside the permitted range. Possible reasons are disengaged wire-feed unit motors or wire feed problems.
Engage the drive units of both wire-feed unit motors, arrange the hosepack in as straight a line as possible; check the inner liner for kinks
or soiling; check the contact pressure on the 2-roller or 4-roller drive
of the push-pull unit. Repeat the push-pull calibration. If the error
message re-appears: Contact After-Sales Service.
St2 | E 11
Cause:
Remedy:
St2 | E 12
Cause:
Remedy:
St2 | E 13
Cause:
Remedy:
At minimum wire feed speed, the motor current of the push-pull unit
is outside the permitted range. Possible reasons are disengaged wirefeed unit motors or wire feed problems.
Engage the drive units of both wire-feed unit motors, arrange the hosepack in as straight a line as possible; check the inner liner for kinks
or soiling; check the contact pressure on the 2-roller or 4-roller drive
of the push-pull unit. Repeat the push-pull calibration. If the error
message re-appears: Contact After-Sales Service.
At maximum wire feed speed, the wire-feed motor does not deliver
any actual rotational speed value.
Repeat the push-pull calibration. If the error message re-appears:
Contact After-Sales Service.
At maximum wire feed speed, the motor of the push-pull unit does
not deliver any actual rotational speed value.
Repeat the push-pull calibration. If the error message re-appears:
Contact After-Sales Service (faulty actual-value pick-up)
25
Page 26

St2 | E 14
Cause:
Remedy:
St2 | E 15
Cause:
Remedy:
St2 | E 16
Cause:
Remedy:
At maximum wire feed speed, the motor current of the wire-feed unit
motor is outside the permitted range. Possible reasons are disengaged wire-feed unit motors or wire feed problems.
Engage the drive units of both wire-feed unit motors, arrange the hosepack in as straight a line as possible; check the inner liner for kinks
or soiling; check the contact pressure on the 2-roller or 4-roller drive
of the push-pull unit. Repeat the push-pull calibration. If the error
message re-appears: Contact After-Sales Service
At maximum wire feed speed, the motor current of the push-pull unit
is outside the permitted range. Possible reasons are disengaged wirefeed unit motors or wire feed problems.
Engage the drive units of both wire-feed unit motors, arrange the hosepack in as straight a line as possible; check the inner liner for kinks
or soiling; check the contact pressure on the 2-roller or 4-roller drive
of the push-pull unit. Repeat the push-pull calibration. If the error
message re-appears: Contact After-Sales Service.
Push-pull calibration was interrupted: Quick-stop was activated by
pressing the torch trigger.
Repeat push-pull calibration
26
Page 27
Généralités
Sécurité
AVERTISSEMENT!
Danger dû à une erreur de manipulation et d'erreur en cours d'opération.
Cela peut entraîner des dommages corporels et matériels graves.
Toutes les fonctions et tous les travaux décrits dans le présent document
▶
doivent uniquement être exécutés par du personnel techniquement qualifié.
Ce document doit être lu et compris dans son intégralité.
▶
Lire et comprendre toutes les consignes de sécurité et la documentation uti-
▶
lisateur de cet appareil et de tous les composants périphériques.
AVERTISSEMENT!
Risque d'électrocution.
Cela peut entraîner des dommages corporels et matériels graves.
Avant d'entamer les travaux, déconnecter tous les appareils et composants
▶
concernés et les débrancher du réseau électrique.
S'assurer que tous les appareils et composants concernés ne peuvent pas
▶
être remis en marche.
Après ouverture de l'appareil, s'assurer, à l'aide d'un appareil de mesure ap-
▶
proprié, que les composants à charge électrique (condensateurs, par ex.)
sont déchargés.
FR
Normes ESD
ATTENTION!
Risque de dommage pour les composants électroniques en raison des décharges
électriques.
Cela peut entraîner des dommages matériels.
Appliquer les mesures de sécurité contre les décharges électrostatiques ap-
▶
propriées lors du remplacement et de l’installation des composants.
REMARQUE!
Respectez les directives relatives aux décharges électrostatiques (normes ESD)
lors de la manipulation des composants électroniques et circuits imprimés.
Les éléments suivants doivent être adaptés aux décharges électrostatiques :
Emballages
-
Plans de travail
-
Sols
-
Sièges
-
Possibilités de mise à la terre
-
Manipulation
-
La garantie ne couvre pas les composants électroniques et circuits imprimés utilisés de manière non conforme aux instructions.
27
Page 28
Conditions
(2)(1) (4) (5)
(3)
(6)(7)(8)
système
Composants
En ce qui concerne l‘installation de l‘unité PushPull, seul des appareils équipés
d‘une plaque SR41 peuvent être modifiés sur place. Des appareils avec une
plaque SR40 ne peuvent être modifiés que dans l‘usine.
Pour assurer un fonctionnement correcte de l‘unité PushPull, du logiciel 2.50.25
ou plus (source de courant) et 1.30.01 ou plus (dévidoir fil) est requis.
Set de modification PushPull-Unit (PullMIG)
(1) 1 x Plaque PM41A
(2) 1 x Harnais de câbles d‘alimentation plaque
(3) 1 x Harnais de câbles d‘alimentation moteur
(4) 1 x Rallonge alimentation moteur
(5) 4 x Cravate de câbles
(6) 1 x Ecrou hexagonal
(7) 1 x Rondelle à dents chevauchantes extérieures
(8) 2 x Pièce d‘écartement
28
Page 29
Installer unité
(6) (7)
(8)
(8)
(1)
PushPull dans
VR 4000/7000,
KD7000
IMPORTANT! Pour l‘installation dans le VR 4000/7000, la rallonge alimentation
moteur (4) n‘est pas requise.
Ouvrir couvercle dévidoir fil
1
Ficher câble plat provenant de la
2
plaque PM41A/X4 sur la plaque
SR41/X12
Fixer plaque PM41A (1) parallèle-
3
ment à la plaque SR41, moyennant
l‘écrou hexagonal (6), rondelle à
dents chevauchantes extérieures
(7) et pièces d‘écartement (8)
Retirer câble de connexion
4
SR41/X11 et ficher sur la plaque
PM41A/X3
Ficher harnais de câbles d‘alimen-
5
tation de plaque (2) sur les plaques
PM41A/X2 et SR41/X11
Installation dans VR 4000/7000
Ficher connecteur Molex de l‘harnais de câbles d‘alimentation de moteur (3)
6
sur PM41A/X1
Ficher bornes CPC de l‘harnais de câbles d‘alimentation moteur (3) dans
7
l‘alvéole commande de torche (connecteur Tuchel) borne1 et borne6.
Arrêter harnais de câbles au moyen de cravates de câbles
8
Fermer couvercle dévidoir fil
9
Ajuster dévidoir (voir chapitre „Ajustage de l‘unité PushPull“)
10
FR
Installer unité
PushPull dans
TPS 2700
Oter plaque SR41
Oter joues de la source de courant
1
Déconnecter plaque SR41 et ôter
2
Démonter torche de soudage et
3
rouleau de fil
Dévisser vis de fixation plaque mo-
4
teur [A]
Dévisser vis sur fixation plaque moteur
29
Page 30

Déconnecter transmetteur de val-
5
eur effective [B] et basculer fixation plaque moteur vers l‘avant
Pousser rallonge alimentation mo-
6
teur (4) (fiche en avant) à travers la
traversée [C], l’introduire dans la
partie droite de la source de courant et la sortir quelque 25 cm de
la partie droite
Transmetteur de valeur effective / alimentation
moteur
Ficher connecteur Molex de l‘harnais de câbles d‘alimentation moteur (3)
7
dans rallonge alimentation moteur (4)
Ficher bornes CPC de l‘harnais de câbles d‘alimentation moteur (3) dans
8
l‘alvéole commande de torche (connecteur Tuchel) borne1 et borne6.
Arrêter harnais de câbles au moyen de cravates de câbles
9
Ficher transmetteur de valeur effective [B] et basculer fixation plaque mo-
10
teur vers l‘arrière
Monter fixation plaque moteur au
11
moyen des vis prévues à cet effet
Monter fixation plaque moteur
Installation dans TPS 2700
IMPORTANT! Veillez à ce qu‘aucun
câble soit flambé ou coincé pendant l‘installation.
Remonter et ficher SR41
12
Ficher câble plat provenant de la
13
plaque PM41A/X4 sur la plaque
SR41/X12
Fixer plaque PM41A (1) parallèle-
14
ment à la plaque SR41, moyennant
l‘écrou hexagonal (6), rondelle à
dents chevauchantes extérieures
(7) et pièces d‘écartement (8)
Retirer câble de connexion
15
SR41/X11 et ficher sur la plaque
PM41A/X3
Ficher harnais de câbles d‘alimen-
16
tation de plaque (2) sur les plaques
PM41A/X2 et SR41/X11
30
Ficher connecteur Molex de la rallonge alimentation moteur (3) sur
17
PM41A/X1
Arrêter harnais de câbles au moyen de cravates de câbles
18
Remonter joues sur source de courant
19
Ajuster source de courant (voir chapitre „Ajuster unité PushPull“)
20
Page 31
Installer unité
(8) (1) (8)
(6)
(7)
PushPull dans
VR 1500
IMPORTANT! Pour l‘installation dans le VR 1500, l‘harnais de câbles d‘alimenta-
tion moteur (3) et la rallonge alimentation moteur (4) n‘est pas requise.
Oter couvercle dévidoir fil droit
1
Ficher câble plat provenant de la
2
plaque PM41A/X4 sur la plaque
SR41/X12
Fixer plaque PM41A (1) parallèle-
3
ment à la plaque SR41, moyennant
l‘écrou hexagonal (6), rondelle à
dents chevauchantes extérieures
(7) et pièces d‘écartement (8)
Retirer câble de connexion
4
SR41/X11 et ficher sur la plaque
PM41A/X3
Ficher harnais de câbles d‘alimen-
5
tation de plaque (2) sur les plaques
PM41A/X2 et SR41/X11
Trancher la cravate de câbles près
6
de connecteur Molex pour la alimentation moteur
Ficher connecteur Molex pour la
Installation dans VR 1500
7
alimentation moteur sur
PM41A/X1
Arrêter harnais de câbles au moy-
8
en de cravates de câbles
Monter couvercle dévidoir fil droit
9
Ajuster dévidoir (voir chapitre
10
„Ajustage de l‘unité PushPull“)
FR
31
Page 32

Avant la première mise en service
Généralités Vous devez ajuster l’unité PushPull avant toute première mise en service et après
chaque mise à jour du logiciel du dévidoir. Si l’unité PushPull n’est pas ajustée, les
paramètres ustilisés seront les paramètres standard - Il se peut alors que le
résultat du soudage ne soit pas satisfaisant.
Ajustage de
l’unité PushPull
Sélectionner la fonction “PPU“
1
dans le deuxième niveau du menu
(2nd)
Vous trouverez une vue d’ensemble des messages d’erreur pendant l’ajustage de
l’unité PushPull au chapitre “Diagnostic des erreurs et correction“.
Avec la molette de réglage (1) ou la
2
touche Mode de service (5) du panneau de commande standard,
sélectionner l’unité PushPull appropriée dans la liste suivante:
0 Débobineuse Fronius VR „VR 1530-22“ 22 m/min ou 865 ipm *)
1 Débobineuse Fronius VR ‘’VR 1530-30“ 30 m/min ou 1180 ipm (affichage
à l’écran: 1.18 *)
2 PushPull robot Fronius „KD Drive“ 10m/min *)
3 PushPull robot Fronius “Robacta Drive“ (régulation esclave) *)
4 Fronius Roboter PushPull „Robacta Drive“ (Slave-Regelung)
5 PushPull manuel Fronius “PullMig“ avec potentiomètre de puissance
6 PushPull manuel Fronius “PullMig“ sans potentiomètre de puissance
7 PushPull manuel Binzel 42 V“ avec potentiomètre de puissance **)
8 PushPull manuel Binzel 42 V“ sans potentiomètre de puissance **)
9 PushPull robot Binzel 42 V **)
10 PushPull robot Binzel 24V **)
11 PushPull robot Dinse 42 V **)
12 PushPull manuel Huftegger 24 V **)
13 Entraînement intermédiaire Fronius “VR 143-2“
14 Dévidoir Fronius “MS“ 22 m/min ou 865 ipm *)
16 PushPull manuel “Cobra Gold“ **)
20 Débobineuse Fronius VR ‘’VR 1530-12“ 12 m/mn ou 470 ipm *)
23 Robot Binzel PushPull 32V **)
24 Nouveau robot Dinse PushPull 42V **)
50 PushPull manuel Fronius „PT-Drive“ (d=0,8 mm ou .030 in; matériau: Alu-
minium) ***)
51 PushPull manuel Fronius ‘’PT-Drive“ (d = 1,0 mm ou 0,040 in; matériau:
Aluminium) ***)
52 PushPull manuel ‘’PT-Drive“ (d = 1,2 mm ou 0,045 in; matériau: Alumini-
um) ***)
53 PushPull manuel Fronius „PT-Drive“ (d=1,6 mm ou 1/16 in; matériau: Alu-
minium) ***)
54 PushPull robot Binzel ‘’Master Feeder BG II“ *) **) ***)
32
Page 33

55 Débobineuse Fronius ‘’VR 1530 PD“ (d = 1,0mm ou .040 pouce; matériau:
acier) ***)
56 Débobineuse Fronius ‘’VR 1530 PD“ (d = 1,2mm ou .045 in; matériau:
acier) ***)
57 Débobineuse Fronius ‘’VR 1530 PD“ (d = 1,6mm ou 1/16 pouces; matéri-
au: acier) ***)
59 PushPull manuel Fronius „PT-Drive“ (d=1,0 mm ou .040 in; matériau:
Acier, CrNi, CuSi3) ***)
60 PushPull manuel Fronius „PT-Drive“ (d=1,2mm ou .045 in; matériau: Acier,
CrNi) ***)
61 PushPull manuel Fronius „PT-Drive“ (d=0,8mm ou .030 in; matériau: Acier,
CrNi) ***)
62 Robot Binzel PushPull 32V mit IWG *) **) ***)
*) Pas d’ajustement nécessaire sous charge (St2)
**) Le fonctionnement peut varier en fonction des tolérances de moteur et de
l’ngrenage - Il se peut que vous deviez faire faire un ajustage à l‘usine Fro-
nius
***) Déconnexion du logiciel nécessaire
Appuyer sur la touche de la torche
3
ou sur la touche Introduction du fil
Découpler les unités d‘entraîne-
4
ment des deux moteurs du dévidoir
(par exemple torche de soudage et
dévidoir) - Les moteurs du dévidoir
ne doivent pas être sous charge
(ajustage PushPull - marche à vide)
FR
ATTENTION!
Risque de blessure par roues dentées et éléments de l‘entraînement du fil en rotation.
Cela peut entraîner des dommages corporels graves.
Ne jamais toucher les roues dentées et pièces d‘entraînement lorsqu‘elles
▶
sont en rotation.
Appuyer sur la touche de la torche
5
ou sur la touche Introduction du fil
Les moteurs du dévidoir sont
ajustés à vide; pendant l’ajustement, vous voyez “run“ affiché
sur l’écran droit.
Une fois que l’ajustement à vide est
6
terminé, l’écran affiche “St2“
Coupler de nouveau les unités d‘entraînement des deux moteurs du dévidoir
7
(par exemple torche de soudage et dévidoir) - Les moteurs de dévidoir doivent être sous charge (ajustage PushPull - couplé)
33
Page 34

ATTENTION!
Risque de blessure par fil-électrode sortant de l‘appareil ou par les roues
dentées et pièces d‘entraînement en rotation.
Cela peut entraîner des dommages corporels graves.
Tenir la torche de soudage éloignée du corps et du visage.
▶
Ne pas touches les roues dentées et pièces d‘entraînement en rotation.
▶
Appuyer sur la touche de la torche
8
ou sur la touche Introduction du
fil. Les moteurs du dévidoir sont
ajustés sous charge; pendant l’ajustement, vous voyez “run“ affiché
sur l’écran droit.
Si, pour une unité PushPull, l’ajustement n’est pas nécessaire sous
charge (St2), les valeurs réglées
auparavant apparaissent à l’écran
immédiatement après qu’on ait appuyé la touche de la torche ou la
touche Introduction du fil, par
ex. ‘’PPU et ‘’5’’
L’ajustage de l’unité PushPull est
9
terminé lorsque vous voyez apparaître sur l’écran les valeurs “PPU“
et “5“.
Appuyez deux fois sur la touche
10
Store (21) pour quitter le menu
Setup
34
Page 35

Ajuster l'unité
(1)
(2)
(3)
(4)
(5)
(6)
(9)
(7)
(10)
(11)
(8)
(13)
(14)
(16)
(15)
(12)
PushPull –
Aperçu
(1) Entrer dans le menu Setup - Ni-
veau 1.
(2) Sélection du paramètre 2nd
(3) Appuyer sur la touche Store et
la maintenir enfoncée.
Appuyer sur la touche Modes
opératoires de soudage
Relâcher la touche Store.
(4) Sélectionner la fonction PPU
(5) Sélectionner l'unité PushPull
correspondante avec la molette
de réglage
(6) Appuyer sur la touche de la tor-
che ou sur la touche Insertion
du fil ...
(7) ... St1 s’affiche
(8) Découpler les unités d’entraîne-
ment.
(9) Appuyer sur la touche de la tor-
che ou sur la touche Insertion
du fil ...
(10) ... St1 | run s’affiche
(11) ... St2 s’affiche.
(12) Coupler les unités d’entraîne-
ment.
(13) Appuyer sur la touche de la tor-
che ou sur la touche Insertion
du fil ...
(14) ... St2 | run s’affiche
(15) L’ajustage de l’unité PushPull
est terminé
(16) Appuyer sur la touche Store.
FR
Ajustage de l’unité PushPull sur le panneau de
commande Comfort : Vue d'ensemble
35
Page 36

Codes de service ajustage PushPull
Sécurité
Codes de maintenance affichés
lorsque les
unités d’entraînement sont
découplées
(ajustage à vide)
AVERTISSEMENT!
Une décharge électrique peut être mortelle.
Avant d'ouvrir l'appareil :
basculer l'interrupteur d'alimentation en position - O - ;
▶
débrancher l'appareil du réseau ;
▶
s'assurer qu'il soit impossible de le rallumer ;
▶
s'assurer, à l'aide d'un appareil de mesure approprié, que les composants
▶
avec charge électrique (par ex. : condensateurs) sont déchargés.
Err | Eto
Cause :
Remède :
St1 | E 1
Cause :
Remède :
Erreur de mesure lors de l’ajustage PushPull
Recommencer l’ajustage PushPull
Le moteur du dévidoir ne donne pas de valeur réelle pour le nombre
de tours à la vitesse de fil minimum.
Recommencer l’ajustage PushPull ; le message d’erreur s’affiche de
nouveau: contacter le S.A.V.
St1 | E 2
Cause :
Remède :
St1 | E 3
Cause :
Remède :
St1 | E 4
Cause :
Remède :
St1 | E 5
Cause :
Remède :
Le moteur du dévidoir ne donne pas de valeur réelle pour le nombre
de tours à la vitesse de fil maximum.
Recommencer l’ajustage PushPull ; le message d’erreur s’affiche de
nouveau: contacter le S.A.V.
Le moteur du dévidoir ne donne pas de valeur réelle pour le nombre
de tours à la vitesse de fil minimum.
Recommencer l’ajustage PushPull ; le message d’erreur s’affiche de
nouveau: contacter le S.A.V.
Le moteur du dévidoir ne donne pas de valeur réelle pour le nombre
de tours à la vitesse de fil minimum.
Recommencer l’ajustage PushPull ; le message d’erreur s’affiche de
nouveau: contacter le S.A.V.
Le moteur du dévidoir ne donne pas de valeur réelle pour le nombre
de tours à la vitesse de fil maximum.
Recommencer l’ajustage PushPull ; le message d’erreur s’affiche de
nouveau: contacter le S.A.V.
36
St1 | E 6
Cause :
Remède :
Le moteur du dévidoir ne donne pas de valeur réelle pour le nombre
de tours à la vitesse de fil maximum.
Recommencer l’ajustage PushPull ; le message d’erreur s’affiche de
nouveau: contacter le S.A.V.
Page 37

Codes de maintenance affichés
lorsque les
unités d'entraînement sont
couplées (ajustage en couple)
St1 | E 16
Cause :
Remède :
St2 | E 7
Cause :
Remède :
L’ajustage PushPull a été interrompu: l’arrêt rapide a été activé en appuyant sur la touche de la torche.
Recommencer l’ajustage PushPull
Ajustage PushPull: il n’y a pas eu de marche à vide
Ajustage PushPull : lancer la marche à vide
St2 | E 8
Cause :
Remède :
St2 | E 9
Cause :
Remède :
St2 | E 10
Cause :
Remède :
FR
Le moteur du dévidoir ne donne pas de valeur réelle pour le nombre
de tours à la vitesse de fil minimum.
Recommencer l’ajustage PushPull ; le message d’erreur s’affiche de
nouveau: contacter le S.A.V.
Le moteur de l’unité PushPull ne donne pas de valeur réelle pour le
nombre de tours à la vitesse de fil minimum.
Recommencer l’ajustage PushPull ; le message d’erreur s’affiche de
nouveau: contacter le S.A.V.
Le courant du moteur du dévidoir dépasse la plage de valeurs autorisée à la vitesse de fil minimum. Causes possibles : les moteurs du
dévidoir ne sont pas couplés ou il y a des problèmes au niveau de
l’avance du fil.
Coupler les unités d’entraînement des deux moteurs du dévidoir, poser le faisceau de câbles le plus droit possible ; vérifier que l’âme guide-fil n’est ni pliée ni encrassée ; vérifier la pression sur les entraînements à 2 ou 4 galets de l’unité Push-Pull ; recommencer l’ajustage
PushPull ; si le message d’erreur s’affiche de nouveau : contacter le
S.A.V.
St2 | E 11
Cause :
Remède :
St2 | E 12
Cause :
Remède :
St2 | E 13
Cause :
Remède :
Le courant du moteur de l’unité PushPull dépasse la plage de valeurs
autorisée à la vitesse de fil minimum. Causes possibles : les moteurs
du dévidoir ne sont pas couplés ou il y a des problèmes au niveau de
l’avance du fil.
Coupler les unités d’entraînement des deux moteurs du dévidoir, poser le faisceau de câbles le plus droit possible ; vérifier que l’âme guide-fil n’est ni pliée ni encrassée ; vérifier la pression sur les entraînements à 2 ou 4 galets de l’unité Push-Pull ; recommencer l’ajustage
PushPull ; si le message d’erreur s’affiche de nouveau : contacter le
S.A.V.
Le moteur du dévidoir ne donne pas de valeur réelle pour le nombre
de tours à la vitesse de fil maximum.
Recommencer l’ajustage PushPull ; le message d’erreur s’affiche de
nouveau: contacter le S.A.V.
Le moteur de l’unité PushPull ne donne pas de valeur réelle pour le
nombre de tours à la vitesse de fil maximum.
Recommencer l’ajustage PushPull ; le message d’erreur s’affiche de
nouveau: contacter le S.A.V., erreur du transmetteur de valeur réelle
37
Page 38

St2 | E 14
Cause :
Remède :
St2 | E 15
Cause :
Remède :
Le courant du moteur du dévidoir dépasse la plage de valeurs autorisée à la vitesse de fil maximum. Causes possibles : les moteurs du
dévidoir ne sont pas couplés ou il y a des problèmes au niveau de
l’avance du fil.
Coupler les unités d’entraînement des deux moteurs du dévidoir, poser le faisceau de câbles le plus droit possible ; vérifier que l’âme guide-fil n’est ni pliée ni encrassée ; vérifier la pression sur les entraînements à 2 ou 4 galets de l’unité Push-Pull ; recommencer l’ajustage
PushPull ; si le message d’erreur s’affiche de nouveau : contacter le
S.A.V.
Le courant du moteur de l’unité PushPull dépasse la plage de valeurs
autorisée à la vitesse de fil maximum. Causes possibles : les moteurs
du dévidoir ne sont pas couplés ou il y a des problèmes au niveau de
l’avance du fil.
Coupler les unités d’entraînement des deux moteurs du dévidoir, poser le faisceau de câbles le plus droit possible ; vérifier que l’âme guide-fil n’est ni pliée ni encrassée ; vérifier la pression sur les entraînements à 2 ou 4 galets de l’unité Push-Pull ; recommencer l’ajustage
PushPull ; si le message d’erreur s’affiche de nouveau : contacter le
S.A.V.
St2 | E 16
Cause :
Remède :
L’ajustage PushPull a été interrompu: arrêt rapide activé en appuyant
sur la touche de la torche
Recommencer l’ajustage PushPull
38
Page 39

FR
39
Page 40

 Loading...
Loading...