

Page 1

/ Battery Charging Systems / Welding Technology / Solar Electronics
PullMig CMT
PullMig CMT UD
PullMig CMT G
PullMig CMT G UD
Bedienungsanleitung
DEENFRITESPT-BR
MIG/MAG-Push-Pull-Schlauchpaket
Operating Instructions
MIG/MAG-Push-Pull-hosepack
Mode d’emploi
Jeu de flexibles MIG/MAG-PushPull
Istruzioni per l’uso
Manichetta MIG/MAG-Push-Pull
Manual de instrucciones
Paquete de mangueras MIG/MAGPush-Pull
Instrução de operação
42,0410,1404 003-02062014
Jogo de mangueiras MIG/MAGPush-Pull
Page 2

Page 3

D GB
F
Sehr geehrter Leser Dear Reader
Wir danken Ihnen für Ihr entgegengebrachtes Vertrauen und
gratulieren Ihnen zu Ihrem technisch hochwertigen Fronius
Produkt. Die vorliegende Anleitung
hilft Ihnen, sich mit diesem vertraut zu machen. Indem Sie die
Anleitung sorgfältig lesen, lernen
Sie die vielfältigen Möglichkeiten
Ihres Fronius-Produktes kennen.
Nur so können Sie seine Vorteile
bestmöglich nutzen.
Bitte beachten Sie auch die
Sicherheitsvorschriften und sorgen
Sie so für mehr Sicherheit am
Einsatzort des Produktes.
Thankyou for choosing Fronius and congratulations on your new,
technically high-grade Fronius
product! This instruction manual
will help you get to know your new
machine. Read the manual
carefully and you will soon be
familiar with all the many great
features of your new Fronius
product. This really is the best way
to get the most out of all the
advantages that your machine has
to offer.
Please also observe the safety
regulations thus ensuring increased safety where the product is
used.
Cher lecteur
Nous vous remercions de votre
confiance et vous félicitons d’avoir
acheté un produit de qualité
supérieure de la maison Fronius.
Les instructions suivantes vous
aideront à vous familiariser avec le
produit. En lisant attentivement les
instructions de service suivante,
vous découvrirez les multiples
possibilités de votre produit
Fronius. C’est la seule manière
d’exploiter ses avantages de
manière optimale.
Prière d’observer également les
consignes de sécurité pour garantir une sécurité accrue lors de
l’utilisation du produit.
I
Egregio Cliente!
La ringraziamo per la fiducia
dimostrataci e ci congratuliamo
con Lei per aver preferito un
prodotto di alta tecnologia Fronius.
Le presenti istruzioni La aiuteranno a conoscere meglio il prodotto
che ha acquistato. Leggendo
attentamente le istruzioni conoscerà le molteplici potenzialità del
Suo apparecchio Fronius. Solo
così potrà sfruttarne al meglio le
caratteristiche.
La invitiamo ad osservare attentamente le norme di sicurezza
e ad assicurarsi che il luogo
d‘impiego del prodotto sia il più
sicuro possibile.
E
Estimado lector
Le agradecemos la confianza que
ha depositado en nosotros y le
felicitamos por haber adquirido
este producto de primera calidad
de la casa Fronius. Estas instrucciones de uso le ayudarán a
familiarizarse con su uso. Mediante la lectura atenta de las instrucciones conocerá las diversas
posibilidades de uso de su producto Fronius. Solo así podrá aprovechar al máximo sus múltiples
ventajas.
Por favor tenga en cuenta también
las normas de seguridad y procure
usted de este modo más seguridad en el lugar de aplicación del
producto.
P
Estimado leitor
Agradecemos-lhe a confiança que
depositou em nós e felicitamo-lo
por ter adquirido este produto de
primeira qualidade da casa Fronius. Estas instrução de uso ajudálo-ão a familiarizar-se com a sua
tradução. A partir da leitura atenta
das instruções ficará a conhecer
as diversas possibilidade de
utilização do seu produto Fronius.
Só assim poderá aproveitar ao
máximo as suas múltiplas vantagens.
Respeite também as normas de
segurança e garanta uma maior
segurança no local de utilização
do produto.
1
Page 4

D GB F
Allgemein
In Kombination mit dem Drahtpuffer am Schlauchpaket sorgt der
integrierte Draht-Antriebsmotor für
eine schnelle, reversierende
Bewegung der Drahtelektrode.
Vielfältige Rohrbogen-Ausführungen ermöglichen eine gute Zugänglichkeit zur Schweißstelle.
PullMig CMT eignet sich
besonders für:
- Dünnblech-Anwendungen
allgemein
- Spritzerfreies MIG-Löten von
verzinkten Dünnblechen
- Fügen von Stahl mit Aluminium.
General
In combination with the wire buffer
on the hosepack, the integral wire
drive motor can quickly reverse
the wire electrode. Many different
torch neck designs facilitate easy
access to the weld.
PullMig CMT is especially suited
to:
- General light-gauge sheet
applications
- Spatter-free MIG brazing of
galvanized light-gauge sheets
- Joining steel to aluminium.
Généralités
En combinaison avec l’amortisseur
de fil au niveau du faisceau de liaison, le moteur d’entraînement du fil
intégré assure un mouvement rapide et réversible du fil-électrode. De
multiples modèles de coudes garantissent une bonne accessibilité au
point de soudure.
Le PullMig CMT est spécialement
adapté aux applications suivantes
:
- les applications sur plaques
fines en général
- le brasage MIG sans projections de plaques fines zinguées
- l’assemblage d’acier et
d’aluminium.
I
In generale
Il motore di avanzamento filo, in
combinazione con il tampone del
filo sul fascio cavi, provvede alla
generazione di un movimento
rapido e a inversione dei fili di
saldatura.
Svariati modelli di tubi ricurvi
consentono di accedere agevolmente al punto di saldatura.
PullMig CMT è particolarmente
indicato per:
- applicazioni generiche con
lamiere sottili
- saldatura MIG senza spruzzi
di lamiere sottili zincate
- unione di acciaio e alluminio.
E P
Generalidades
En combinación con el tampón de
hilo en el paquete de mangueras,
el motor de accionamiento de hilo
integrado proporciona un rápido
movimiento reversible del electrodo de soldadura.
Las múltiples versiones de codo
de tubo permiten un buen acceso
al punto de soldadura.
PullMig CMT es especialmente
apropiado para:
- Aplicaciones de chapa fina en
general
- Soldadura indirecta MIG sin
salpicaduras de chapas finas
galvanizadas
- Ensamblaje de acero con
aluminio
Geral
Em conjunto com o tampão de
arame do jogo de mangueiras, o
motor de accionamento integrado
do arame proporciona um movimento rápido de inversão do
eléctrodo de arame.
Os vários modelos de tubos
curvos permitem um bom acesso
ao ponto de soldadura.
O PullMig CMT é particularmente
indicado para:
- aplicações gerais em chapas
finas
- soldadura MIG sem salpicos
de chapas finas galvanizadas
- liga de aço com alumínio.
2
Page 5

D GB F
SécuritéSicherheit Safety
WARNUNG! Fehlerhaft
durchgeführte Arbeiten
können schwerwiegende
Personen- und Sachschäden
verursachen. Beschriebene
Tätigkeiten dürfen nur von
geschultem Fachpersonal
durchgeführt werden! Beachten
Sie das beiliegende Dokument
„Sicherheitsvorschriften“.
WARNUNG! Ein elektri-
scher Schlag kann tödlich
sein. Beschriebene Tätigkeiten
nur durchführen, wenn
- der Netzschalter der
Stromquelle in Stellung
- O - geschaltet ist,
- die Stromquelle vom Netz
getrennt ist.
WARNING! Work that is
not carried out correctly
can cause serious injury and
damage. The actions described
herein may ONLY be carried out
by skilled, trained technicians!
Observe the instructions given
in the attached document
“Safety rules”.
WARNING! An electric
shock can be fatal. Only
carry out the actions described
here if
- the mains switch of the
power source is in the - O position, and
- the power source has been
disconnected from the
mains.
AVERTISSEMENT ! Les
travaux mal exécutés
peuvent entraîner de graves
dommages corporels ou matériels. Seuls des techniciens
spécialement formés par la
société sont habilités à exécuter
les procédures décrites ciaprès ! Veillez à respecter les
indications fournies dans le
document ci-joint intitulé « Consignes de sécurité ».
AVERTISSEMENT ! Un
choc électrique peut être
mortel. N’exécutez les procédures décrites que :
- l’interrupteur d’alimentation
de la source de courant est
en position - O -
- et que la source de courant
est débranchée.
I E P
AVVISO! I lavori effettuati
in modo non corretto
possono causare gravi danni
alle persone e alle cose. Gli
interventi descritti possono
essere svolti soltanto dal
personale specializzato della!
Attenersi alle istruzioni contenute nel documento allegato
„Norme di sicurezza“.
AVVISO! Uno schock
elettrico può avere esiti
mortali. Effettuare gli interventi
descritti soltanto se
- l‘interruttore di rete della
saldatrice è in posizione
- O -
- la saldatrice è staccata
dalla rete.
¡AVISO! Los trabajos
realizados defectuosamente pueden causar daños
personales y materiales graves.
¡Las actividades descritas sólo
deben ser realizadas por
personal técnico formado por!
Tenga en cuenta el documento
adjuntado „Normas de seguridad.
¡AVISO! Un electro-
choque puede ser mortal.
Realizar las actividades descritas sólo cuando:
- el interruptor de red de la
fuente de corriente se
encuentre en posición - O -
- la fuente de corriente esté
desconectada de la red.
SegurançaSicurezza Seguridad
ADVERTÊNCIA! Trabal-
hos realizados de forma
deficiente podem originar danos
pessoais e materiais graves. As
actividades descritas podem ser
executadas apenas por pessoal
técnico formado pela! Respeite
o documento em anexo „Normas de segurança“.
ADVERTÊNCIA! Um
choque eléctrico pode ser
mortal. Executar as actividades
descritas apenas se
- o interruptor de rede da
fonte de corrente estiver na
posição - O -
- a fonte de corrente estiver
desligada da rede.
3
Page 6

D GB F
SécuritéSicherheit Safety
WARNUNG! Ein Elektro-
schock kann tödlich sein.
Zusätzlich besteht Verletzungsgefahr durch austretende
Drahtelektrode. Vor dem Reinigen des Schweißbrenners und
dem Überprüfen seiner Komponenten, Netzschalter der Stromquelle in Stellung - O - schalten.
VORSICHT! Verbren-
nungsgefahr durch infolge
des Betriebes stark erhitzten
Schweißbrenner. Die Reinigung
des PullMig CMT, und das
Überprüfen seiner Komponenten, darf nur im abgekühltem
Zustand erfolgen.
WARNING! An electric
shock can be fatal. There
is also a risk of injury from wire
electrode emerging. Switch the
power source mains switch to
the „O“ position before cleaning
the welding torch and checking
its components.
CAUTION! When a
welding torch becomes
extremely hot from use, it
represents a fire risk. Components must be allowed to cool
down before the PullMig CMT is
cleaned or its components
checked.
AVERTISSEMENT ! Un
choc électrique peut être
mortel. En outre, risque de
blessure par la sortie du fil de
soudage. Avant le nettoyage de
la torche de soudage et le
contrôle de ses composants,
placer le commutateur
d’alimentation de la source de
courant dans la position - O -.
ATTENTION ! Risque de
brûlure en raison de
l’échauffement important de la
torche de soudage en cours de
fonctionnement. Le nettoyage
du PullMig CMT et le contrôle
de ses composants ne peuvent
être réalisés qu’à froid.
I E P
AVVISO! Uno shock
elettrico può avere esiti
mortali. Sussiste inoltre il
pericolo di ferimento a causa
del filo di saldatura in uscita.
Prima di procedere alla pulizia
della torcia per saldatura e al
controllo dei relativi componenti,
mettere l’interruttore di rete del
generatore in posizione „O“.
PRUDENZA! Pericolo di
ustione per via
dell’elevata temperatura raggiunta dalle torce per saldatura in
uso. La pulizia del PullMig CMT
e il controllo dei relativi componenti devono essere effettuati
soltanto se l’apparecchio è
freddo.
¡ADVERTENCIA! La
electrocución puede ser
mortal. Adicionalmente existe
peligro de lesiones originado
por la salida de la varilla de
soldadura. Antes de limpiar la
antorcha y comprobar sus
componentes se debe conmutar
el interruptor de red a la posición - O -.
¡PRECAUCIÓN! Peligro
de quemaduras originado
por una antorcha que se ha
calentado excesivamente
durante el servicio. La limpieza
del PullMig CMT y la comprobación de sus componentes sólo
se debe efectuar en estado
enfriado.
SegurançaSicurezza Seguridad
ATENÇÃO! Um choque
eléctrico pode ser fatal.
Além disso, existe perigo de
ferimentos devido à saída do
eléctrodo de arame. Antes de
limpar o maçarico de soldar e
de verificar os seus componentes, colocar o interruptor de
rede da fonte de corrente na
posição - O -.
CUIDADO! Perigo de
queimadura devido ao
accionamento do maçarico de
soldar que está bastante
quente. Limpar o PullMig CMT e
verificar os seus componentes
apenas quando o equipamento
estiver frio.
4
Page 7

D GB F
SécuritéSicherheit Safety
VORSICHT! Verbrü-
hungsgefahr durch heiße
Kühlflüssigkeit. Die Wasseranschlüsse nur in abgekühltem
Zustand überprüfen.
VORSICHT! Verletzungs-
gefahr durch unzureichende Verbindungen. Sämtliche Kabel, Leitungen und
Schlauchpakete müssen fest,
unbeschädigt, isoliert und
ausreichend dimensioniert sein.
HINWEIS! PullMig CMT
nie ohne Kühlmittel in
Betrieb nehmen. Für hieraus
entstandene Schäden haftet
Fronius nicht, sämtliche Gewährleistungsansprüche erlöschen.
CAUTION! Danger of
scalding by hot coolant.
Never check the water connections until they have cooled
down.
CAUTION! Risk of injury
from unsatisfactory
connections. All cables, leads
and hosepacks must be properly secured, undamaged, insulated and adequately dimensioned.
NOTE! Never operate
PullMig CMT without
coolant. The manufacturer shall
not be liable for any damage
resulting from such improper use.
In addition, all warranty claims will
be forfeited.
ATTENTION ! Risque
d’ébouillantage si le
réfrigérant est trop chaud.
Contrôler les raccords d’eau
uniquement à froid.
ATTENTION ! Risque de
blessure si les raccords
ne sont pas appropriés. Tous
les câbles, conduites et
faisceaux de liaison doivent être
solides, intacts, isolés et de
capacité suffisante.
REMARQUE ! Ne jamais
mettre en service le
PullMig CMT sans réfrigérant.
Fronius n’assume aucune responsabilité pour les dommages
consécutifs et tous les droits de
garantie sont annulés si cette
précision n’est pas respectée.
I E P
PRUDENZA! Pericolo di
ustione in caso di refrigerante surriscaldato. Verificare i
collegamenti dell’acqua soltanto
quando l’apparecchio è freddo.
PRUDENZA! Pericolo di
ferimento in caso di
collegamenti sottodimensionati.
Tutti i cavi, i conduttori e i fasci
cavi devono essere fissi, non
danneggiati, isolati e di dimensioni sufficienti.
AVVERTENZA! Non
mettere mai in funzione
PullMig CMT senza liquido refrigerante. Per i danni risultanti da
mancanze simili, Fronius non si
assume alcuna responsabilità ed
esclude ogni ricorso alla garanzia.
¡PRECAUCIÓN! Peligro
de lesiones originado por
un líquido refrigerante caliente.
Comprobar las conexiones de
agua sólo en estado enfriado.
¡PRECAUCIÓN! Peligro
de lesiones originado por
uniones inapropiadas. Todos los
cables, líneas y paquetes de
mangueras deben estar fijados,
intactos, aislados y tener una
dimensión suficiente.
¡OBSERVACIÓN! Jamás
se debe poner en servicio
PullMig CMT sin refrigerante.
Fronius reclina cualquier responsabilidad para daños que se
pudieran originar y se extinguirán
todos los derechos de garantía.
SegurançaSicurezza Seguridad
CUIDADO! Perigo de
queimadura devido a
líquido de refrigeração quente.
Verificar as ligações de água
apenas quando estiverem frias.
CUIDADO! Perigo de
ferimentos devido a
ligações mal efectuadas. Todos
os cabos, circuitos e jogos de
mangueiras devem ser resistentes, estar intactos, isolados e
ter as dimensões adequadas.
NOTA! Nunca colocar o
PullMig CMT em funcionamento sem agente de refrigeração. A Fronius não se responsabiliza pelos danos daqui resultantes,
perdendo a garantia a sua validade.
5
Page 8

D GB F
SécuritéSicherheit Safety
VORSICHT! Verbren-
nungsgefahr durch heiße
Oberfläche. Die Oberflächentemperatur der PullMig CMT
kann bei einer max. Umgebungstemperatur von 40°C im
Betrieb einen Wert von bis zu
70°C erreichen.
Diese Temperatur ist eine
übliche Betriebstemperatur und
stellt keine Gefährdung für die
PullMig CMT dar.
CAUTION! Danger of
burns from hot surface.
When the maximum ambient
temperature in operation is
40°C, the surface temperature
of the PullMig CMT can rise as
high as 70°C.
This is a normal operating
temperature and does not
endanger the PullMig CMT.
ATTENTION ! Risque de
brûlure si la surface est
trop chaude. La température
superficielle du PullMig CMT
peut atteindre une valeur de 70
°C en fonctionnement à une
température ambiante max. de
40 °C.
Cette température est une
température de service normale
et ne constitue aucun danger
pour le PullMig CMT.
I E P
PRUDENZA! Pericolo di
ustione dovuto al calore
della superficie. Durante il
funzionamento a una temperatura ambiente massima di 40°C
la temperatura della superficie
del PullMig CMT può raggiungere i 70°C.
Questa è una temperatura di
esercizio normale che non
comporta rischi per il PullMig
CMT.
¡PRECAUCIÓN! Peligro
de quemaduras originado
por una superficie caliente. La
temperatura de superficie de la
PullMig CMT puede alcanzar en
servicio un valor de hasta 70ºC
con una temperatura ambiente
máxima de 40°C.
Esta temperatura es una
temperatura de servicio habitual
y no supone ningún riesgo para
la PullMig CMT.
SegurançaSicurezza Seguridad
CUIDADO! Perigo de
queimadura devido a
superfície quente. A temperatura de superfície da PullMig CMT
pode alcançar, em uma temperatura ambiente máxima de
40°C na operação, um valor de
até 70°C.
Esta temperatura é uma temperatura operacional usual e não
representa um perigo para a
PullMig CMT.
6
Page 9

7
Page 10

Al
mm
0,9 1,0
1,2 1,6
Steel
CuSi
mm
0,8 0,9
1,0 1,2
.035 .047
1x
inch
1x 1x 1x
"CB" "CB"
a)
b) b)
CrNi
mm
inch
1x
1x 1x 1x
1x
0,8 0,9
.032 .039
.039 .063
3x
1x
3x
1x1x
1,0 1,2
.035 .047
3x
.032 .039
1x
inch
1x 1x 1x
"CB" "CB"
c)
d) d)
1x
.035 .047
3x
1x
3x
1x1x
"CB" "CB"
c)
b) b)
1x
1x
1x1x
3x
(1.54 in.)
39 mm
8
Page 11

D GB
F
Erstausrüstung und
Werkzeug
Für den Betrieb der PullMiG CMT
ist eine dem Drahtdurchmesser
und dem Zusatz-Werkstoff entsprechende Erstausrüstung
erforderlich (siehe Ersatzteilliste):
- Erstausrüstung Alu
- Erstausrüstung Stahl / CuSi
- Erstausrüstung CrNi
a) Graphit mit Endstück
b) Graphit
c) Bronze
d) Stahl
Werkzeug:
- Gabelschlüssel SW 10 / 12
- Rollenwerkzeug
- Ablängrohr (zum Ablängen
des Draht-Führungseinsatzes)
Original equipement
and tools
To operate the PullMig CMT,
original equipment that corresponds to the wire diameter and to
the filler metal is required (see
spare parts list):
- Orig. equipt. aluminium
- Orig. equipt. steel/CuSi
- Orig. equipt. CrNi
a) Graphite with end piece
b) Graphite
c) Bronze
d) Steel
Tools:
- Flat spanner, size 10 / size 12
- Roller tool
- Cutting pipe (for cutting the
wire guide insert to length)
Équipement initial et
outillage
Un équipement minimal adapté au
diamètre du fil et au matériau
d’apport doit être utilisé avec le
PullMig CMT (cf. liste des pièces
de rechange) :
- Équipement initial Alu
- Équipement initial Acier / CuSi
- Équipement initial CrNi
a) Graphite avec embout
b) Graphite
c) Bronze
d) Acier
Outillage :
- Clé à fourche SW 10 / SW 12
- Outil à molette
- Tuyau d’égalisation (pour
égaliser la longueur du
système de guidage du fil)
I E P
Equipaggiamento originario e attrezzo
Per il funzionamento del PullMig
CMT sono necessari un diametro
del filo e il materiale d’apporto
corrispondenti all’equipaggiamento
originario (vedere l’elenco dei
pezzi di ricambio):
- Equipaggiamento originario
alluminio
- Equipaggiamento originario
acciaio/CuSi
- Equipaggiamento originario
CrNi
a) Grafite con estremità
b) Grafite
c) Bronzo
d) Acciaio
Attrezzo:
- Chiave fissa SW 10 / SW 12
- Utensile a rullo
- Prolunga (per la prolunga
dell’inserto guida filo)
Primer equipamiento y
herramientas
Para el servicio de la PullMig CMT
se requiere un primer equipamiento correspondiente al diámetro del
hilo y al material de aporte (ver la
lista de repuestos):
- Primer equipamiento aluminio
- Primer equipamiento acero/
CuSi
- Primer equipamiento CrNi
a) Grafito con pieza final
b) Grafito
c) Bronce
d) Acero
Herramienta:
- Llave de boca, entrecaras 10 /
entrecaras 12
- Herramienta de rodillos
- Tubo de tronzado (para
tronzar el inserto de guía de
hilo)
Equipamento original e
ferramentas
Para a operação da PullMiG CMT
é necessário um material adicional
conforme o diâmetro do arame e
do equipamento primário (vide
listas de peças de reposição):
- Equipamento primário Alu
- Equipamento primário aço /
CuSi
- Equipamento primário CrNi
a) Grafite com peça final
b) Grafite
c) Bronze
d) Aço
Ferramenta:
- Chave de duas bocas tam. 10
/ tam. 12
- Ferramenta de rolos
- Tubo de corte à medida (para
cortar à medida a unidade
guia de arame)
9
Page 12

1
AL 3000 / AW 4000
3
AW 7000
2
AL 4000 / AW 5000
10
Page 13

D
GB
F
Übersicht Rohrbögen
1. AL 3000 / AW 4000
2. AL 4000 / AW 5000
3. AW 7000
HINWEIS! Nachfolgende
Montageschritte sind am
Beispiel eines AW 5000 erläutert.
Die Montage mit anderen Rohrbögen erfolgt ähnlich.
Overview of Torch
Necks
1. AL 3000 / AW 4000
2. AL 4000 / AW 5000
3. AW 7000
NOTE! The following
assembly steps are
explained using an AW 5000 as
the example.
Assembly with other torch necks is
carried out in a similar manner.
Aperçu des coudes
tubulaires
1. AL 3000 / AW 4000
2. AL 4000 / AW 5000
3. AW 7000
REMARQUE ! Les étapes
de montage suivantes
sont expliquées avec l’exemple
d’un AW 5000. L’assemblage avec
d’autres coudes tubulaires se fait
d’une manière similaire.
I E P
Lista tubi
1. AL 3000 / AW 4000
2. AL 4000 / AW 5000
3. AW 7000
AVVERTENZA! Si pre-
sentano di seguito le fasi
del montaggio utilizzando come
esempio un AW 5000.
Il montaggio con altri tubi va
effettuato in modo similare.
Vista general de acodamientos tubulares
1. AL 3000 / AW 4000
2. AL 4000 / AW 5000
3. AW 7000
¡ADVERTENCIA! Los
siguientes pasos de
montaje están explicados a modo
de ejemplo en base a un AW
5000.
El montaje con otros acodamientos tubulares se realiza de forma
similar.
Lista de tubos curvos
1. AL 3000 / AW 4000
2. AL 4000 / AW 5000
3. AW 7000
NOTA! Os passos de
montagem seguintes
foram explicados com base no
exemplo de um AW 5000.
A montagem com outros tubos
curvos realiza-se de forma idêntica.
11
Page 14

1
2
1
1
3
4b
4a
2
1
1
1
0 mm
.0 inch
2
3
5
1
1
2
3
1
3
2
12
Page 15

D
GB
F
Draht-Führungseinsatz
montieren
HINWEIS! Ausschließlich
Kontaktrohre mit Zentrier-
bohrung verwenden!
HINWEIS! Beim Ablängen
des Draht-Führungsein-
satzes darauf achten, dass
- das Kontaktrohr im Rohrbogen fest montiert ist
- der Draht-Führungseinsatz
satt am Kontaktrohr anliegt
4a Kunststoff Draht-Führungsein-
satz
4b Bronze Draht-Führungsein-
satz
Wichtig! Grate auf der Innenseite
des Draht-Führungseinsatzes
entfernen.
Fitting the wire guide
insert
NOTE! Use only contact
tubes with centre holes.
NOTE: When cutting the
wire guide insert to
length, make sure that
- the contact tube is firmly
attached to the torch neck
- the wire guide insert butts
right up against the contact
tube
4a Plastic wire guide
4b Bronze wire guide
Important! Deburr the inside of
the wire guide insert.
Monter le système de
guidage du fil
REMARQUE : Utiliser
uniquement des tubes de
contact avec un orifice de centrage !
REMARQUE: En égalisant
la longueur du système de
guidage du fil, s’assurer que
- le tube de contact est solidement fixé au coude
- le système de guidage du fil
est bien placé, sans jeu, au
niveau du tube de contact
4a Système de guidage du fil en
plastique
4b Système de guidage du fil en
bronze
Important! Enlever les ébarbures
sur la face interne du système de
guidage du fil.
I E P
Montaggio del gruppo
guidafilo
AVVERTENZA! Utilizzare
esclusivamente punte
guidafilo con centro interno!
AVVERTENZA! Nel
tagliare a misura il gruppo
guidafilo prestare attenzione
- al fissaggio corretto della
punta guidafilo nel tubo
ricurvo
- all’aderenza perfetta del
gruppo guidafilo alla punta
guidafilo
4a Inserto guida filo in plastica
4b Inserto guida filo in bronzo
Importante! Rimuovere le sbavature dal lato interno del gruppo
guidafilo.
Montar el inserto de
guía de hilo
¡OBSERVACIÓN! ¡Utilizar
exclusivamente tubos de
contacto con taladro de centraje!
¡OBSERVACIÓN! Al
tronzar el inserto de guía
de hilo se debe prestar atención a
que:
- el tubo de contacto esté
firmemente montado en el
codo de tubo
- el inserto de guía de hilo
descanse con asiento prieto
en el tubo de contacto
4a Inserto de guía de hilo de
plástico
4b Inserto de guía de hilo de
bronce
¡Importante! Eliminar las rebabas
en el lado interior del inserto de
guía de hilo.
Montar a unidade guia
de arame
NOTA! Utilizar apenas
tubos de contacto com
abertura central!
NOTA! Ao cortar a unidade guia de arame à
medida ter atenção para que
- o tubo de contacto esteja
devidamente montado no
tubo curvo
- toda a superfície da unidade
guia de arame esteja em
contacto com o tubo de
contacto
4a Peça de guia de arame
plástica
4b Peça de guia de arame de
bronze
Importante! Remover as rebarbas
da parte interior da unidade guia
de arame.
13
Page 16

14
Page 17

D
GB
F
Verschleißteile an der
Antriebseinheit montieren
HINWEIS! Beim Aufset-
zen des Rohrbogens auf
die PullMig CMT Kuppelstelle
folgendes beachten: der DrahtFührungseinsatz muss knickfrei in
das Auslaufstück an der PullMig
CMT Kuppelstelle gleiten.
HINWEIS! Gefahr von
Kühlmittel-Austritt. Beim
Montieren des Rohrbogens auf
festen Sitz der Überwurfmutter
achten.
Wichtig! Für das Lösen und
Festziehen der Vorschubrollen nur
das mitgelieferte Arretierwerkzeug
verwenden.
Install Wear Parts on
Drive Unit
NOTE! Take care to
ensure the following when
attaching the torch neck to the
PullMig CMT coupling point: the
wire guide insert must slide into
the outlet section on the PullMig
CMT coupling point without kinking.
NOTE! Risk of coolant
escaping. Ensure union
nut fits tightly when assembling
torch neck.
Important! Use only the locking
tool supplied with the system to
undo and tighten the drive rollers.
Assemblage des
pièces d’usure sur la
boîte de commande
REMARQUE ! Respectez
la procédure suivante
pour placer le coude sur le point
de mise en parallèle du PullMig
CMT : le guide-fil doit sortir sans
pliure du point de mise en parallèle du PullMig CMT.
REMARQUE ! Danger de
fuite de fluide de refroidissement. Lors de l’assemblage du
coude, assurez-vous que les
écrous d’accouplement sont fixés
fermement.
Important ! N’utiliser que l’outil
d’arrêt fourni pour desserrer et
resserrer les galets
d’entraînement.
I E P
Montaggio dei pezzi
usurabili all‘unità motrice
AVVERTENZA!
Nell‘inserire il tubo
nell‘apposito raccordo del PullMig
CMT accertarsi che l‘inserto
guidafilo scivoli senza piegarsi
nell‘uscita del raccordo del PullMig
CMT.
AVVERTENZA! Pericolo
d‘uscita del refrigerante.
Nel montare il tubo accertarsi che
il dado a raccordo sia ben stretto.
Importante! Per allentare e
serrare i rulli di avanzamento,
utilizzare solo gli attrezzi di bloccaggio appositamente forniti.
Montar piezas de desgaste en la unidad de
accionamiento
¡ADVERTENCIA! Al
colocar el acodamiento
tubular sobre el lugar de acoplamiento del PullMig CMT, tenga en
cuenta lo siguiente: El suplemento
de guía del hilo debe deslizarse
sin pliegues en la pieza de salida
en el lugar de acoplamiento del
PullMig CMT.
¡ADVERTENCIA! Peligro
de salida de refrigerante.
Al montar el acodamiento tubular,
prestar atención al asiento fijo de
la tuerca de racor.
¡Importante! Para soltar y apretar
los rodillos de impulsión sólo se
debe utlizar la herramienta de
retención suministrada adjunta.
Montar peças de desgaste na unidade de
accionamento
NOTA! Ao colocar o tubo
curvo sobre o ponto de
acoplamento PullMig CMT, tenha
atenção ao seguinte: a unidade de
guia do arame tem de deslizar
sem dobras para o interior da
peça de saída no ponto de acoplamento PullMig CMT.
NOTA! Perigo de saída
de agente refrigerante. Ao
montar o tubo curvo, ter atenção a
um ajuste correcto da porca de
capa.
Importante! Para soltar e apertar
os rolos de accionamento utilizar
apenas a chave de retenção
fornecida.
15
Page 18

1
2
1
2
1
3
***
16
Page 19

D
GB
F
Teile entnehmen
Für eine einfache Demontage, den
Draht-Führungseinsatz an den
Messingteilen entnehmen.
HINWEIS! Den Draht-
Führungseinsatz weder
knicken, einklemmen noch auf
Zug belasten.
Drahtvorschub-seitig
Schweißbrenner-seitig
HINWEIS! Das Gleitstück
Schweißbrenner-seitig
montieren.
* Gleitstück
** Spannstück
Removing parts
For easier removal, grasp the wire
guide by its brass fittings.
NOTE: Do not bend,
clamp or stress the wire
guide.
Wirefeeder side
Torch side
NOTE: Fit the sliding
contact on the torch side.
* sliding contact
** clamping element
Enlever des pièces
Pour simplifier le démontage,
dégager le système de guidage du
fil des pièces en laiton.
REMARQUE ! Éviter
impérativement de
coincer, de plier ou de tirer le
système de guidage du fil.
Côté dévidoir
Côté torche de soudage
REMARQUE ! Monter la
pièce coulissante du côté
de la torche.
* Pièce coulissante
** Tendeur
I E P
Rimozione dei componenti
Per semplificare lo smontaggio,
rimuovere il gruppo guidafilo sui
componenti in ottone.
AVVERTENZA! Non
piegare, bloccare né
tirare il gruppo guidafilo.
Lato avanzamento filo
Lato torcia per saldatura
AVVERTENZA! Montare
la slitta dal lato della
torcia per saldatura.
Retirar las piezas
Para un desmontaje sencillo, se
debe retirar el inserto de guía de
hilo por las piezas de latón.
¡OBSERVACIÓN! El
inserto de guía de hilo no
se debe el doblar, aplastar o
someter a carga de tracción.
En el lado del avance de
hilo
En el lado de la antorcha
¡OBSERVACIÓN! Montar
la pieza deslizante en el
lado de la antorcha.
Retirar peças
Para uma desmontagem simples,
retirar a peça guia do arame nas
peças de latão.
AVISO! O cartucho de
guia de arame não pode
nem ser dobrado, prensado, bem
como não ser submetido à tração.
Lado do alimentador de
arame
Lado da tocha
AVISO! Montar a peça de
deslize pelo lado da
tocha.
* Slitta
** Dispositivo di serraggio
* Pieza deslizante
** Pieza tensora
17
* Peça de deslize
** Peça de fixação
Page 20

1
2
2
2
1
1
4
3
(0 in.)
0 mm
3
5
4
*
3
2
1
3
5
4
4
1
(0 in.)
0 mm
(0 in.)
0 mm
6
8
7
**
2
3
4
18
Page 21

D
GB F
Kunststoff DrahtFörderseele montieren
Drahtvorschub-seitig
Schweißbrenner-seitig
Bei einem Drahtdurchmesser von
0,8 mm, 0,9 mm oder 1,0 mm die
kürzere Draht-Förderseele zuerst
Schweißbrenner-seitig montieren.
HINWEIS! Die Draht-
Führungsseele weder
knicken, einklemmen noch auf
Zug belasten.
HINWEIS! Das Gleitstück
Schweißbrenner-seitig
montieren.
* Gleitstück
** Spannstück
Fitting the plastic wire
feed liner
Wirefeeder side
Torch side
If the wire diameter is 0.8 mm, 0.9
mm or 1.0 mm, first fit the shorter
wire feed liner on the torch side.
NOTE: Do not bend,
clamp or stress the inner
liner.
NOTE: Fit the sliding
contact on the torch side.
* sliding contact
** clamping element
Plastique Monter l’âme
de guidage du fil
Côté dévidoir
Côté torche de soudage
Pour des diamètres de fil de 0,8 mm,
0,9 mm ou 1,0 mm, monter d’abord
l’âme de guidage du fil la plus courte
du côté de la torche de soudage.
REMARQUE ! Éviter impér-
ativement de coincer, de
plier ou de tirer l’âme de guidage du
fil.
REMARQUE ! Monter la
pièce coulissante du côté
de la torche.
* Pièce coulissante
** Tendeur
I E P
Montaggio della guaina
guidafilo in plastica
Lato avanzamento filo
Lato torcia per saldatura
In caso di diametro pari a 0,8 mm,
0,9 mm o 1,0 mm montare per
prima la guaina guidafilo più corta
dal lato della torcia per saldatura.
AVVERTENZA! Non
piegare, bloccare né
tirare la guaina guidafilo.
AVVERTENZA! Montare
la slitta dal lato della
torcia per saldatura.
* Slitta
** Dispositivo di serraggio
Montar el alma de transporte de hilo de plástico
En el lado del avance de
hilo
En el lado de la antorcha
En caso de un diámetro del hilo de
0,8 mm, 0,9 ó 1,0 mm, se debe
montar el alma de transporte de
hilo más corto primero en el lado
de la antorcha.
¡OBSERVACIÓN! El alma
de guía de hilo no se
debe el doblar, aplastar o someter
a carga de tracción.
¡OBSERVACIÓN! Montar
la pieza deslizante en el
lado de la antorcha.
* Pieza deslizante
** Pieza tensora
Montar a alma de transporte de arame plástica
Lado do alimentador de
arame
Lado da tocha
Em um diâmetro de arame de 0,8
mm, 0,9 mm ou 1,0 mm, montar
primeiro a alma de transporte do
arame mais curta pelo lado da
tocha.
AVISO! Não dobrar a
alma de transporte de
arame, pressionar e também não
submeter a tração.
AVISO! Montar a peça de
deslize pelo lado da
tocha.
* Peça de deslize
** Peça de fixação
19
Page 22

1
2
2
1
(0 in.)
0 mm
5
*
6
3
4
3
4
4
4
5
1
(0 in.)
0 mm
2
3
2
3
1
3
2
1
(0 in.)
0 mm
4
3
8
4
7
3
6
5
**
20
Page 23

D
GB F
Stahl Draht-Förderseele montieren
Drahtvorschub-seitig
Schweißbrenner-seitig
Bei einem Drahtdurchmesser von
0,8 mm, 0,9 mm oder 1,0 mm die
kürzere Draht-Förderseele zuerst
Schweißbrenner-seitig montieren.
HINWEIS! Die Draht-
Führungsseele weder
knicken, einklemmen noch auf
Zug belasten.
HINWEIS! Das Gleitstück
Schweißbrenner-seitig
montieren.
* Gleitstück
** Spannstück
Fitting the steel wire
feed liner
Wirefeeder side
Torch side
If the wire diameter is 0.8 mm, 0.9
mm or 1.0 mm, first fit the shorter
wire feed liner on the torch side.
NOTE: Do not bend,
clamp or stress the inner
liner.
NOTE: Fit the sliding
contact on the torch side.
* sliding contact
** clamping element
Acier Monter l’âme de
guidage du fil
Côté dévidoir
Côté torche de soudage
Pour des diamètres de fil de 0,8 mm,
0,9 mm ou 1,0 mm, monter d’abord
l’âme de guidage du fil la plus courte
du côté de la torche de soudage.
REMARQUE ! Éviter impé-
rativement de coincer, de
plier ou de tirer l’âme de guidage du
fil.
REMARQUE ! Monter la
pièce coulissante du côté de
la torche.
* Pièce coulissante
** Tendeur
I E P
Montaggio della guaina
guidafilo in acciaio
Lato avanzamento filo
Lato torcia per saldatura
In caso di diametro pari a 0,8 mm,
0,9 mm o 1,0 mm montare per
prima la guaina guidafilo più corta
dal lato della torcia per saldatura.
AVVERTENZA! Non
piegare, bloccare né
tirare la guaina guidafilo.
AVVERTENZA! Montare
la slitta dal lato della
torcia per saldatura.
* Slitta
** Dispositivo di serraggio
Montar el alma de transporte de hilo de acero
En el lado del avance de
hilo
En el lado de la antorcha
En caso de un diámetro del hilo de
0,8 mm, 0,9 ó 1,0 mm, se debe
montar el alma de transporte de
hilo más corto primero en el lado
de la antorcha.
¡OBSERVACIÓN! El alma
de guía de hilo no se
debe el doblar, aplastar o someter
a carga de tracción.
¡OBSERVACIÓN! Montar
la pieza deslizante en el
lado de la antorcha.
* Pieza deslizante
** Pieza tensora
Montar a alma de transporte de arame aço
Lado do alimentador de
arame
Lado da tocha
Em um diâmetro de arame de 0,8
mm, 0,9 mm ou 1,0 mm, montar
primeiro a alma de transporte do
arame mais curta pelo lado da
tocha.
AVISO! Não dobrar a
alma de transporte de
arame, pressionar e também não
submeter a tração.
AVISO! Montar a peça de
deslize pelo lado da
tocha.
* Peça de deslize
** Peça de fixação
21
Page 24

1
1
1
"click"
1
2
1
1
1
3
4
1
"click"
1
1
5
1
6
1
2
22
Page 25
D
GB F
Draht-Förderseele am
Drahtpuffer montieren
HINWEIS! Draht-Förder-
schlauch keiner Zugspan-
nung aussetzen.
Drahtvorschub-seitig
Schweißbrenner-seitig
HINWEIS! Das Gleitstück
Schweißbrenner-seitig
montieren.
* Gleitstück
** Spannstück
Fitting wire feed liner
to wire buffer
NOTE! Do not subject the
wirefeeding hose to
tensile stress.
Wirefeeder side
Torch side
NOTE: Fit the sliding
contact on the torch side.
* sliding contact
** clamping element
Monter l’âme de guidage du fil sur la butée
de fil
REMARQUE ! Ne créer
aucun effort de traction
dans la gaine de dévidoir.
Côté dévidoir
Côté torche de soudage
REMARQUE ! Monter la
pièce coulissante du côté
de la torche.
* Pièce coulissante
** Tendeur
I E P
Montaggio della guaina
guidafilo sul tampone
del filo
AVVERTENZA! Il tubo di
alimentazione filo non
deve essere teso.
Lato avanzamento filo
Lato torcia per saldatura
AVVERTENZA! Montare
la slitta dal lato della
torcia per saldatura.
* Slitta
** Dispositivo di serraggio
Montar el alma de
transporte de hilo en el
buffer
¡OBSERVACIÓN! No se
debe someter a esfuerzos
de tracción la manguera de
transporte de hilo.
En el lado del avance de
hilo
En el lado de la antorcha
¡OBSERVACIÓN! Montar
la pieza deslizante en el
lado de la antorcha.
* Pieza deslizante
** Pieza tensora
Montar a alma de
transporte de arame no
buffer de arame
NOTA! Não expor a
mangueira de transporte
de arame a tensão de tracção.
Lado do alimentador de
arame
Lado da tocha
AVISO! Montar a peça de
deslize pelo lado da
tocha.
* Peça de deslize
** Peça de fixação
23
Page 26

2
Al- AlSi 80-120N
3
AlMg 100-150N
4
Fe, CrNi, CuSi 150-200N
24
Page 27

D
GB
F
Anpressdruck einstellen
VORSICHT! Verletzungs-
gefahr durch rotierende
Vorschubrollen. Nicht in die
Vorschubrollen greifen.
HINWEIS! Das Justieren
der Einstellschraube ist
nur bei eingefädelter Drahtelektrode zulässig. Angegebene Werte
gelten im geschlossenem Zustand.
Set Contact Pressure
CAUTION! Danger of
injury due to rotating feed
rolls. Do not touch the feed
rolls.
NOTE! The adjuster
screw can only be adjusted when the welding electrode
has been fed in. The values stated
are applicable when the adjuster
screw is closed.
Ajustement de la pression de fermeteur
ATTENTION ! Ne pas
toucher les galets
d‘entraînement. Risque de
blessure par la rotation des
galets.
REMARQUE !
L’ajustement de la vis de
réglage n’est autorisé qu’une fois
le fil-électrode inséré. Les valeurs
indiquées s’appliquent à la position fermée.
I E P
Regolazione della
pressione d‘aderenza
PRUDENZA! Pericolo di
farsi male per effetto della
rotazioni dei rulli d‘avanzamento, che non devo.
AVVERTENZA! È possi-
bile registrare la vite di
regolazione soltanto una volta
inserito il filo di saldatura. I valori
indicati sono validi se la vite è in
posizione chiusa.
Ajustar presión de
apriete
¡CUIDADO! Peligro de
lesión debido a rodillos de
avance rotantes. No tocar los
rodillos de avance.
¡OBSERVACIÓN! El
ajuste del tornillo de
ajuste sólo se admite con la varilla
de soldadura enhebrada. Los
valores indicados son aplicables
en estado cerrado.
Regular a força de
pressão
CUIDADO! Perigo de feri-
mento devido à rotação
dos rolos de avanço. Não introduzir as mãos nos mesmos.
NOTA! O ajuste do
parafuso regulador só é
permitido quando o eléctrodo de
arame estiver introduzido. Os
valores indicados são válidos com
o aparelho fechado.
25
Page 28
1
2
1
3
4
5
2
2
1
3
26
Page 29

D
GB
F
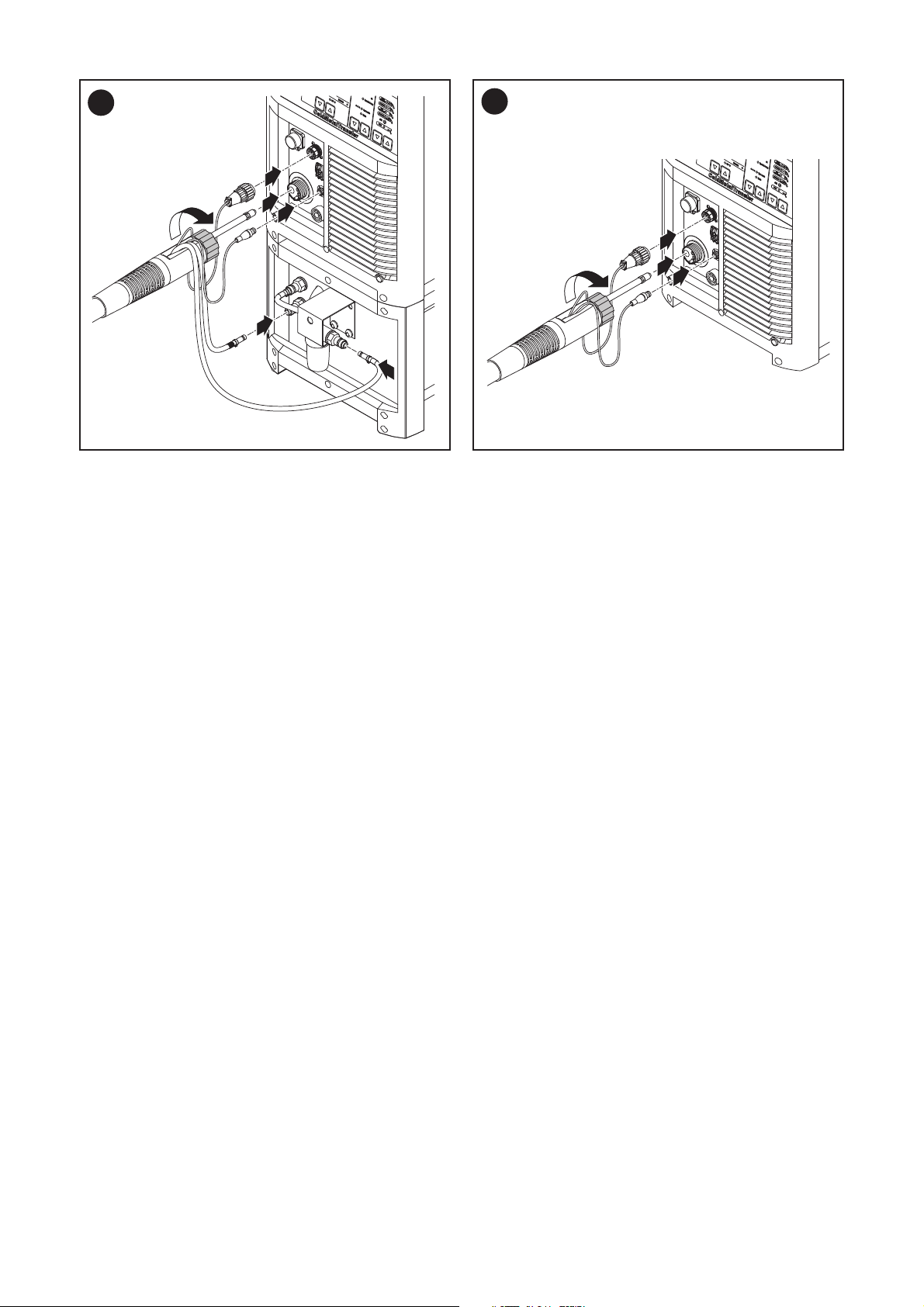
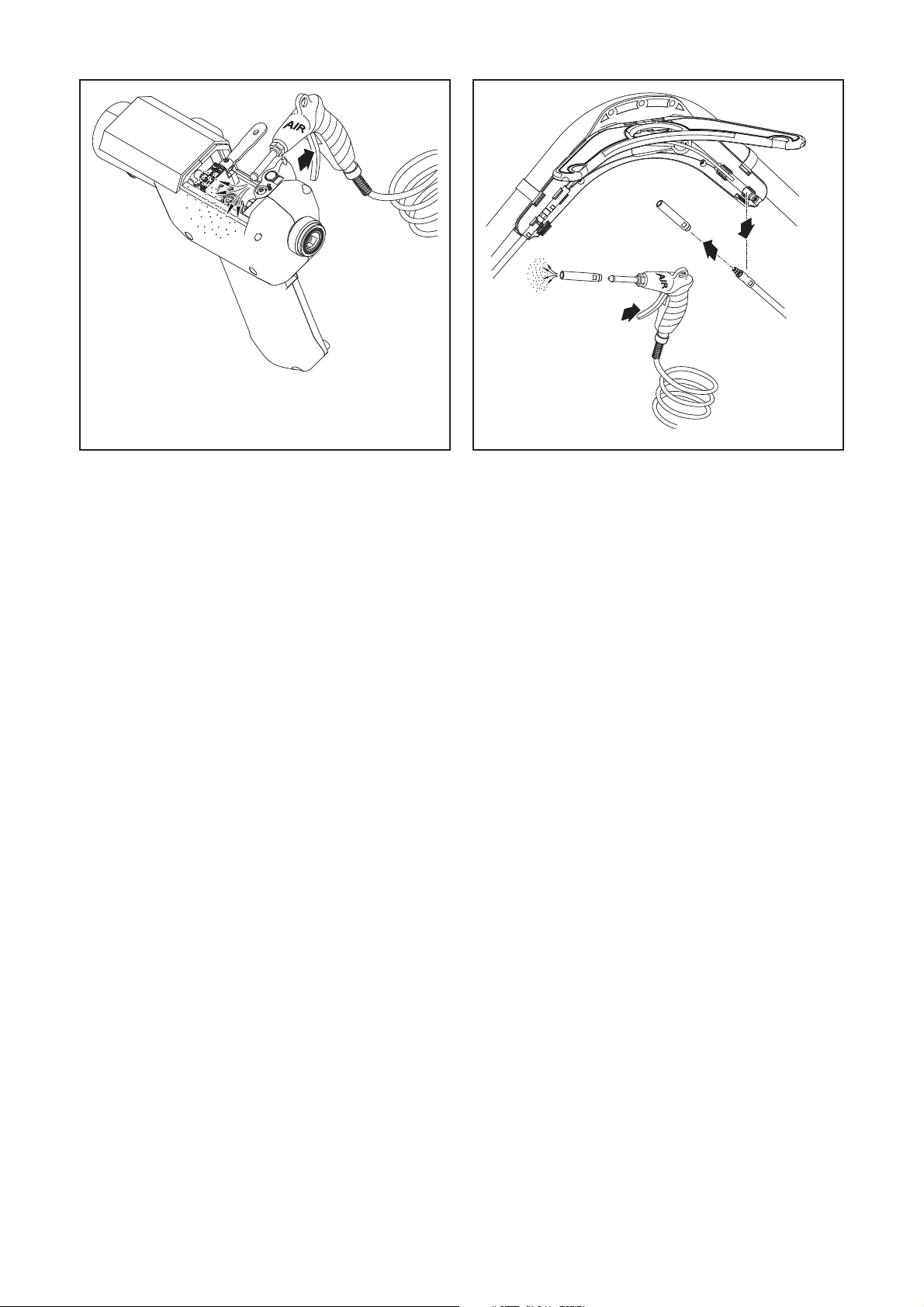
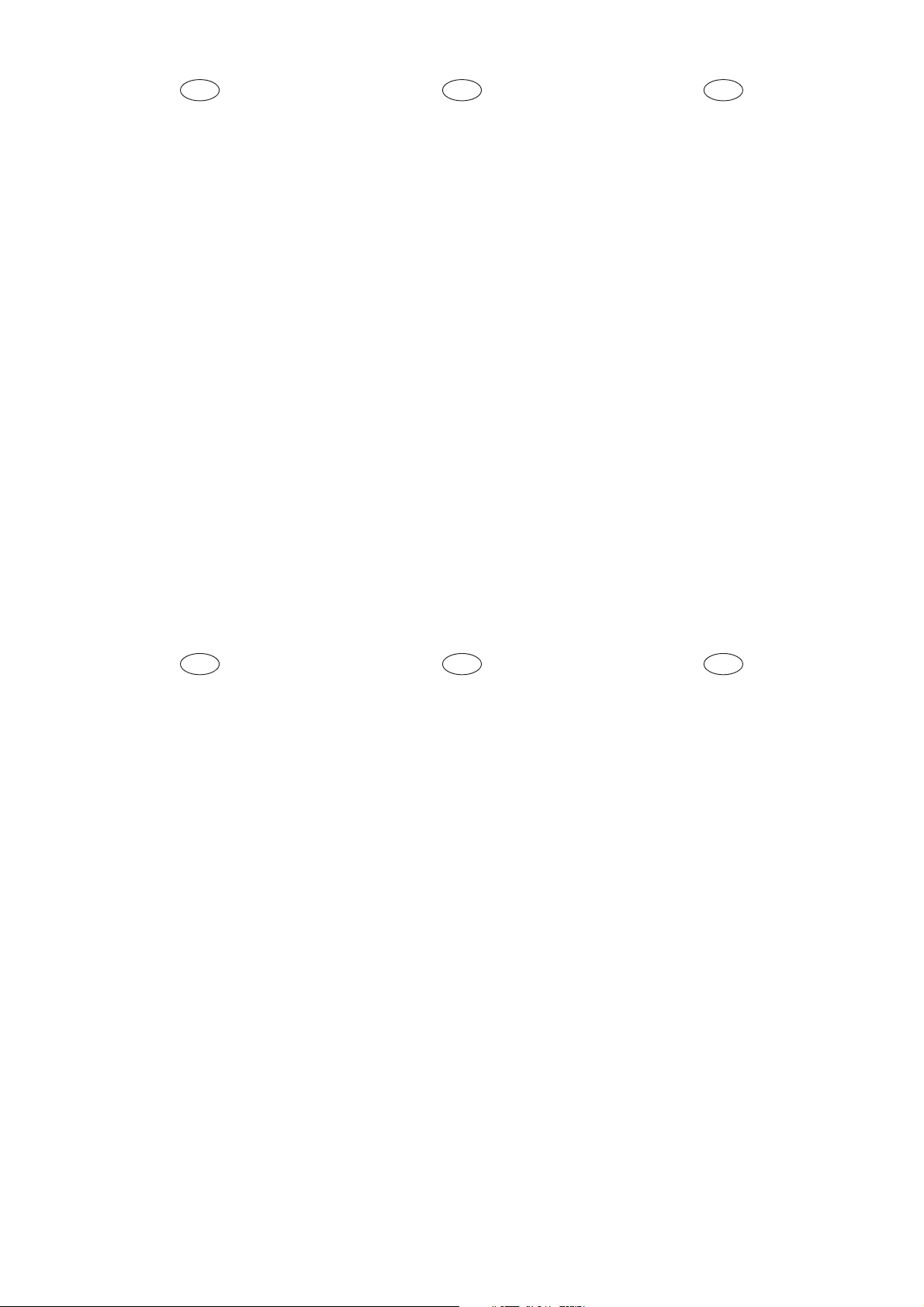
Schweißbrenner anschließen
HINWEIS! Beim Anschlie-
ßen des Schweißbren-
ners kontrollieren ob
- sämtliche Anschlüsse fest
angeschlossen sind
- sämtliche Kabel, Leitungen,
und Schlauchpakete unbeschädigt und korrekt isoliert
sind.
1 PullMig CMT
PullMig CMT UD
2 PullMig CMT G
PullMig CMT G UD
Connecting the welding torch
NOTE! When connecting
the torch check that
- all connections are firmly
made
- all cables, pipes and hose
packs are undamaged and
correctly insulated.
1 PullMig CMT
PullMig CMT UD
2 PullMig CMT G
PullMig CMT G UD
Raccordement de la
torche de soudage
REMARQUE ! Lors du
branchement du chalu-
meau, vérifier si :
- que tous les branchements
sont bien faits
- que tous les câbles, fils et les
gaines ne sont pas endommagés et qu’ils sont correctement isolés.
1 PullMig CMT
PullMig CMT UD
2 PullMig CMT G
PullMig CMT G UD
I E P
Collegamento della
torcia per saldatura
AVVERTENZA! Mentre si
collega il cannello di
saldatura controllare se
- tutti gli attacchi sono saldamente collegati
- tutti i cavi, i condotti e le
manichette sono integre e
correttamente isolate.
1 PullMig CMT
PullMig CMT UD
2 PullMig CMT G
PullMig CMT G UD
Conectar la antorcha
¡ADVERTENCIA! Al
conectar el soplete de
soldadura, controlar si
- todas las conexiones están
conectadas fijamente
- todos los cables, tuberías, y
haz de tubos están aislados
de forma correcta y sin daños.
1 PullMig CMT
PullMig CMT UD
2 PullMig CMT G
PullMig CMT G UD
Ligar o maçarico de
soldar
NOTA! Ao ligar o maçari-
co de soldar controlar se
- todas as uniões estão bem
ligadas
- todos os cabos, tubagens e
jogos de mangueiras estão
intactos e isolados de forma
correcta.
1 PullMig CMT
PullMig CMT UD
2 PullMig CMT G
PullMig CMT G UD
27
Page 30

1
1
3
3
2
3
1
4
Fdi
(m/min)
(ipm)
1
2
1
1234
2,5
t (s)
5
28
Page 31

D
GB
F
Drahtelekrode einfädeln
VORSICHT! Verletzungs-
gefahr durch austretende
Drahtelektrode. Schweißbrenner von Gesicht und Körper
fernhalten.
HINWEIS! Drahtelektrode
vor dem Einfädeln entgra-
ten!
HINWEIS! Beim Einfädeln
von weichen Drahtelektroden (AlSi 5, Al, und AlMg)
Spannhebel öffnen.
* LED leuchtet
- grün: Betriebsbereit
- rot: keine SteuersignalVerbindung
Wichtig! Leuchtet LED nicht:
Stromversorgung Antriebseinheit
überprüfen.
Feeding in wire electrode
CAUTION! Danger from
wire electrode emerging
at speed. Hold the torch so that
it points away from your face
and body.
NOTE! Deburr wire
electrode before feeding
in.
NOTE! Open clamping
lever when feeding in soft
wire electrode (AlSi 5, Al, and
AlMg).
* LED illuminated
- green: ready for use
- red: no control signal
connection
Important! If LED is not illuminated: Check power supply to drive
unit.
Insérer fil-électrode
ATTENTION ! Risque de
blessure si le fil de
soudage sort. Tenez-vous
éloigné de la torche de soudage
et n’approchez pas le visage.
REMARQUE : Ébarber le
fil-électrode avant de
l’insérer !
REMARQUE : Ouvrir le
redresseur de fil externe
avant d’insérer des fils-électrodes
tendres (AlSi 5, Al, et AlMg).
* Voyant DEL allumé
- vert : prêt à fonctionner
- rouge : pas de connexion
avec le signal de commande
Important ! Si le voyant DEL ne s’allume pas : Contrôler l’alimentation
électrique de l’unité d’entraînement.
I E P
Inserirlo filo di saldatura
PRUDENZA! L’eventuale
fuoriuscita del filo di
saldatura può essere pericolosa. Tenere la torcia per saldatura lontano dal viso e dal corpo.
AVVERTENZA! Eliminare
le sbavature dal filo di
saldatura prima di inserirlo!
AVVERTENZA! Per
l’inserimento di fili di
saldatura morbidi (AlSi 5, Al e
AlMg), aprire la leva di bloccaggio.
* LED acceso
- verde: pronto per essere
messo in funzione
- rosso: nessun collegamento al segnale di comando
Importante! Se il LED non si
accende: verificare l’alimentazione
elettrica dell’unità motrice.
Enhebrado electrodo
de soldadura
¡PRECAUCIÓN! Peligro
de lesiones originado por
la salida del electrodo de soldadura. Mantener la antorcha
alejada de la cara y del cuerpo.
¡OBSERVACIÓN! ¡Des-
barbar el electrodo de
soldadura previamente al enhebrado!
¡OBSERVACIÓN! Al en-
hebrar varillas de soldadura blandas (AlSi 5, Al, y AlMg),
se debe abrir la palanca tensora.
* El LED está iluminado
- verde: listo para el uso
- rojo: sin conexión de señal
de control
¡Importante! El LED no se ilumina: Comprobar la alimentación de
corriente de la unidad de impulsión.
Inserir eléctrodo de
arame
CUIDADO! Perigo de
ferimentos devido à saída
do eléctrodo de arame. Manter
o maçarico de soldar afastado
da cara e do corpo.
NOTA! Rebarbar o
eléctrodo de arame antes
de o inserir!
NOTA! Ao introduzir
eléctrodos de arame
moles (AlSi 5, Al e AlMg), abrir a
alavanca de tensão.
* O LED acende
- verde: operacional
- vermelho: sem ligação ao
sinal de comando
Importante! Se o LED não acender: Verificar a alimentação de
corrente da unidade de accionamento.
29
Page 32
1
5a
1
0 mm
.0 inch
2
1
3
2
1
2
3
4
3
2
1
4
1
1
3
5b
1
1
2
3
4
3
2
30
Page 33
D
GB
F
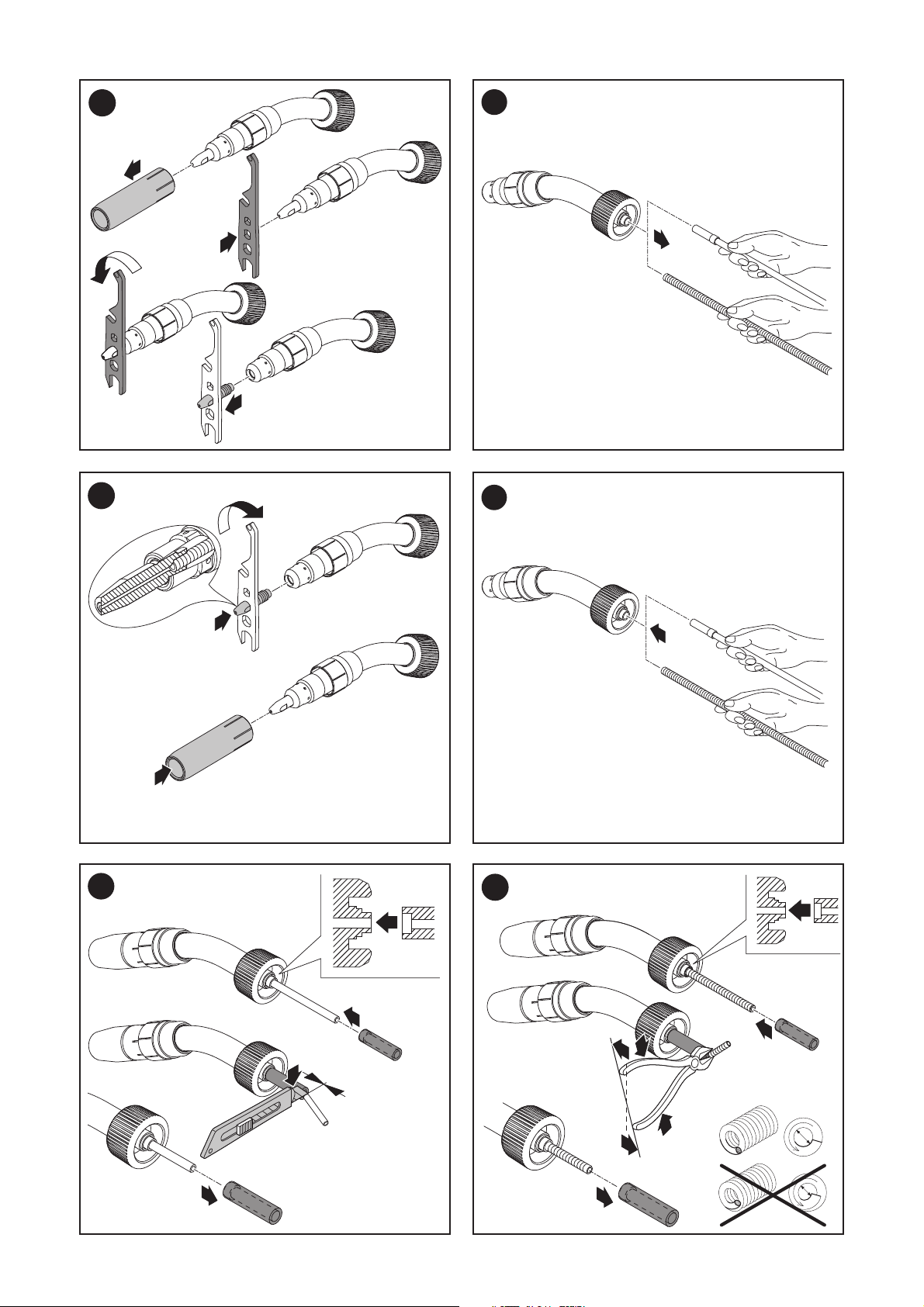
Verschleißteile am
Rohrbogen wechseln
VORSICHT! Verbrü-
hungsgefahr durch heißes
Kühlmittel. Vor Abnehmen des
Rohrbogens Netzschalter an
der Stromquelle in Stellung - O
- schalten.
HINWEIS! Beim Abnehmen des Rohrbogens
folgendes beachten:
- Drahtelektrode beim Kontaktrohr ablängen
- Rohrbogen hineindrücken und
halten
- Beim Lösen der Überwurfmutter den Rohrbogen abwärts
richten, um überschüssiges
Kühlmittel zu entfernen
- Rohrbogen mit schneller
Bewegung abziehen
5a Kunststoff Draht-Führungseinsatz
5b Bronze Draht-Führungseinsatz
Replace Wear Parts on
Torch Neck
CAUTION! Risk of scal-
ding due to hot coolant.
Turn mains switch on power
source to - O - position prior to
removing torch neck.
NOTE! Pay attention to
the following points when
removing the pipe bend:
- Cut welding electrode to
length by the contact pipe
- Press pipe bend in and hold it
- When undoing the union nut,
point the torch neck down to
remove excess coolant
- With a quick movement, pull
the pipe bend off
5a Plastic wire guide
5b Bronze wire guide
Changement des pièces d’usure du coude
ATTENTION ! Danger de
brûlure des liquides de
refroidissement chauffés.
Mettez l’interrupteur d’alimentation sur - O - avant de retirer le
coude.
REMARQUE ! Observer les
points suivants lors du
retrait du coude du dispositif:
- Égaliser la longueur du fil-électrode au niveau du tube de contact
- Enfoncer le coude et le maintenir dans cette position
- Lors du desserrage de l’écrouraccord, orienter le coude vers
le bas afin d’évacuer le liquide
de refroidissement en excès
- Retirer le coude par un mouvement rapide
5a Système de guidage du fil en plastique
5b Système de guidage du fil en bronze
I E P
Sostituzione dei pezzi
usurabili del tubo
PRUDENZA! Pericolo
d‘ustioni per effetto del
refrigerante caldo. Prima di
togliere il tubo mettere
l‘interruttore di rete della saldatrice in posizione - O -.
AVVERTENZA! Per
smontare il tubo ricurvo,
procedere come segue:
- Tagliare il filo di saldatura
sulla punta guidafilo
- Premere e tenere in posizione
il tubo ricurvo
- In caso di allentamento del
dado per raccordi, rivolgere il
tubo ricurvo verso il basso per
eliminare il refrigerante in
eccesso
- Sfilare il tubo ricurvo con un
movimento rapido
5a Inserto guida filo in plastica
5b Guaina guida filo in bronzo
Cambiar piezas de
desgaste acodamiento
¡CUIDADO! Peligro de
escaldadura debido al
refrigerante caliente. Antes de
retirar el acodamiento tubular,
colocar el interruptor de red en
la fuente de corriente en - O - .
¡OBSERVACIÓN! Al
retirar el codo de tubo se
debe tener en cuenta lo siguiente:
- Tronzar la varilla de soldadura
en el tubo de contacto
- Introducir el codo de tubo a
presión y sujetar el mismo
- Al soltar el racor se debe
orientar el codo de tubo hacia
abajo para que pueda salir el
exceso de refrigerante
- Sacar el codo de tubo de
forma con un movimiento
rápido
5a Inserto de guía de hilo de plástico
5b Inserto de guía de hilo de bronce
Substituir peças de
desgaste no tubo curvo
CUIDADO! Perigo de
queimadura devido a
agente refrigerante quente.
Antes de retirar o tubo curvo,
comutar o interruptor de rede
na fonte de corrente para - O -.
NOTA! Ao retirar o tubo
curvo ter atenção ao
seguinte:
- Cortar o eléctrodo de arame à
medida junto ao tubo de
contacto
- Pressionar o tubo curvo para
dentro e mantê-lo assim
- Na soltura da porca de capa,
direcionar a curva do tubo
para baixo, a fim de retirar o
produto de refrigeração
excessivo
- Retirar o tubo curvo com um
movimento rápido
5a Peça de guia de arame plástico
5b Peça de guia de arame de bronze
31
Page 34

1
1
2
2
3
2
4
3
3
2
1
(0 in.)
0 mm
4
1
2
1
5
5
3
4
5
2
1
3
6
4
1
2
3
32
"click"
5
Page 35

D
GB F
Draht-Führungseinsatz
und Gleitstück im
Drahtpuffer wechseln
HINWEIS! Drahtelektrode
vor dem Wechsel von
Draht-Führungseinsatz und
Gleitstück ausfädeln.
Replacing the wire
guide and sliding contact in the wire buffer
NOTE: Remove the
welding wire before
replacing the wire guide and
sliding contact.
Changer le système de
guidage du fil et la
pièce coulissante dans
la butée de fil
REMARQUE ! Dégager le
fil-électrode avant de
changer le système de guidage du
fil et la pièce coulissante.
I E P
Sostituire il gruppo
guidafilo e la slitta nel
tampone del filo
AVVERTENZA! Prima di
sostituire il gruppo guidafilo e la slitta, togliere il filo di
saldatura.
Cambiar el inserto de
guía de hilo y la pieza
deslizante en el buffer
¡OBSERVACIÓN! Desen-
hebrar el electrodo de
soldadura antes de cambiar el
inserto de guía de hilo y la pieza
deslizante.
Trocar a peça guia do
arame e a peça de deslize no buffer do arame
AVISO! Desenganchar o
eletrodo de arame antes
da troca das peças guia do arame
e de deslize.
33
Page 36

1
1
2
2
1
3
1
2
5
1
2
4
2
1
3
4
3
6
1
3
4
34
Page 37
D
GB F
Hebel wechseln
Replacing the lever Changer le levier
I E P
Sostituzione della leva Cambiar la palanca Trocar a alavanca
35
Page 38

Up/Down Switch:
Change Side if required
1
2
3
4
1
grey
green
5
9
6
7
8
yellow
3
1
36
Page 39

D GB F
Up/Down
- An der Stromquelle einen der
folgenden Parameter anwählen:
- Parameter mittels Up/DownFunktion einstellen
Wichtig! In den Betriebsarten
„MIG/MAG Standard- und PulsSynergic Schweißen“ sind zusätzliche Parameter einstellbar:
Auswahl der PushPull-Einheit an
der Stromquelle:
- PPU 28:
Up/Down-Taste / Leistungspotentiometer aktiviert
- PPU 29:
Up/Down-Taste / Leistungspotentiometer nicht aktiviert
Up/Down Up/Down
- Select one of the following
parameters on the power
source:
- Set the parameters using the
Up/Down function
Important! In the “MIG/MAG
Standard Synergic and Pulsed
Synergic Welding” operating
modes, extra parameters can be
set:
Selecting the push-pull unit on the
power source:
- PPU 28:
Up/down key/power potentiometer activated
- PPU 29:
Up/down key/power potentiometer not activated
- Sélectionnez l’un des paramètres suivants au niveau
de la source de courant :
- Configurez les paramètres au
moyen de la fonction up/down.
Important ! Pour les modes de
services « MIG/MAG Standard » et
« soudage Puls-Synergic », vous
pouvez en outre régler les paramètres suivants :
Sélection de l’unité PushPull au
niveau de la source de courant :
- PPU 28 :
Touche Up/Down / Potentiomètre de puissance activé
- PPU 29 :
Touche Up/Down / Potentiomètre de puissance désactivé
I E P
Su/giù Up/Down Up/Down
- selezionare uno dei seguenti
parametri della saldatrice:
- regolare i parametri mediante
funzione Su/giù
Importante! Nelle modalità di
funzionamento „Saldatura Synergic standard e ad impulsi MIG/
MAG“ si possono regolare altri
parametri:
Selezione dell’unità PushPull sul
generatore:
- PPU 28:
Tasto Su/giù/ Potenziometro
di rendimento attivato
- PPU 29:
Tasto Su/giù/ Potenziometro
di rendimento non attivato
- Seleccionar uno de los
siguientes parámetros en la
fuente de corriente:
- Ajustar los parámetros por
medio de la función Up/Down
¡Importante! En los tipos de
servicio „Soldar MIG/MAG
estándar y Puls-Synergic“ se
pueden ajustar parámetros
adicionales:
Selección de la unidad PushPull
en la fuente de corriente:
- PPU 28:
Tecla Up/Down/potenciómetro
de potencia activado
- PPU 29:
Tecla Up/Down/potenciómetro
de potencia no activado
- Seleccionar um dos seguintes
parâmetros na fonte de
corrente:
- Regular os parâmetros
através da função Up/Down
Importante! Nos modos „Soldadura MIG/MAG standard e PulsSynergic“ podem ser regulados
parâmetros adicionais:
Seleção da unidade PushPull na
fonte de solda:
- PPU 28:
Botão Up/Down / Potenciômetro de potência ativado
- PPU 29:
Botão Up/Down / Potenciômetro de potência não ativado
37
Page 40

38
Page 41
D GB F
JobMaster
- Mittels JobMaster-Funktion
gewünschten Parameter
anwählen und einstellen
Wichtig! Nähere Informationen zur
JobMaster-Funktion entnehmen
Sie der Bedienungsanleitung MIG/
MAG Schweißbrenner, Kapitel
„JobMaster“.
JobMaster JobMaster
- Select and set desired parameter using JobMaster function
Important! Refer to MIG/MAG
Torch Operating Instructions,
chapter headed „JobMaster“ for
more detailed information on the
JobMaster function.
- Sélectionner et régler le
paramètre souhaité au moyen
de fonction „JobMaster“
Important! Veuillez prendre des
informations plus détaillées à la
fonction „JobMaster“ du mode
d’emploi Chalumeaux à souder
MIG/MAG, chapitre „JobMaster“
I E P
JobMaster JobMaster JobMaster
- Utilizzando la funzione JobMaster selezionare e regolare
il parametro desiderato
Importante! Per informazioni più
dettagliate sulla funzione JobMaster vedere le istruzioni per l‘uso del
cannello di saldatura MIG/MAG,
capitolo „JobMaster“.
- Seleccionar y ajustar los
parámetros deseados por
medio de la función JobMaster
¡Importante! Usted puede obtener
informaciones más detalladas
sobre la función JobMaster en el
manual de instrucciones sopletes
de soldadura MIG/MAG, capítulo
„JobMaster“.
- Seleccionar e regular o parâmetro desejado com a função
JobMaster
Importante! Poderá encontrar
informações mais detalhadas
sobre a função JobMaster no
manual de instruções do maçarico
de soldar MIG/MAG, capítulo
„JobMaster“.
39
Page 42
40
Page 43

D GB F
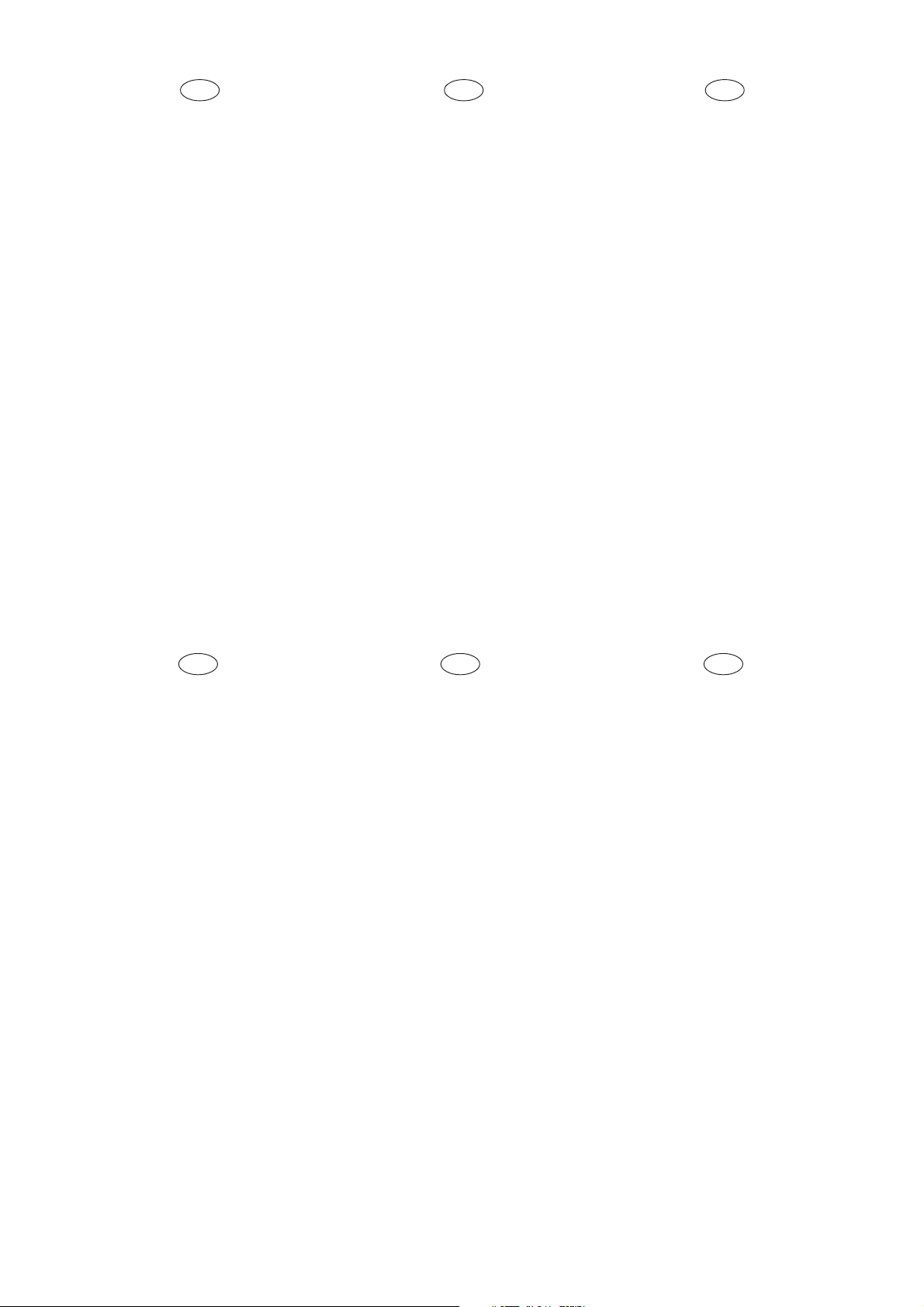
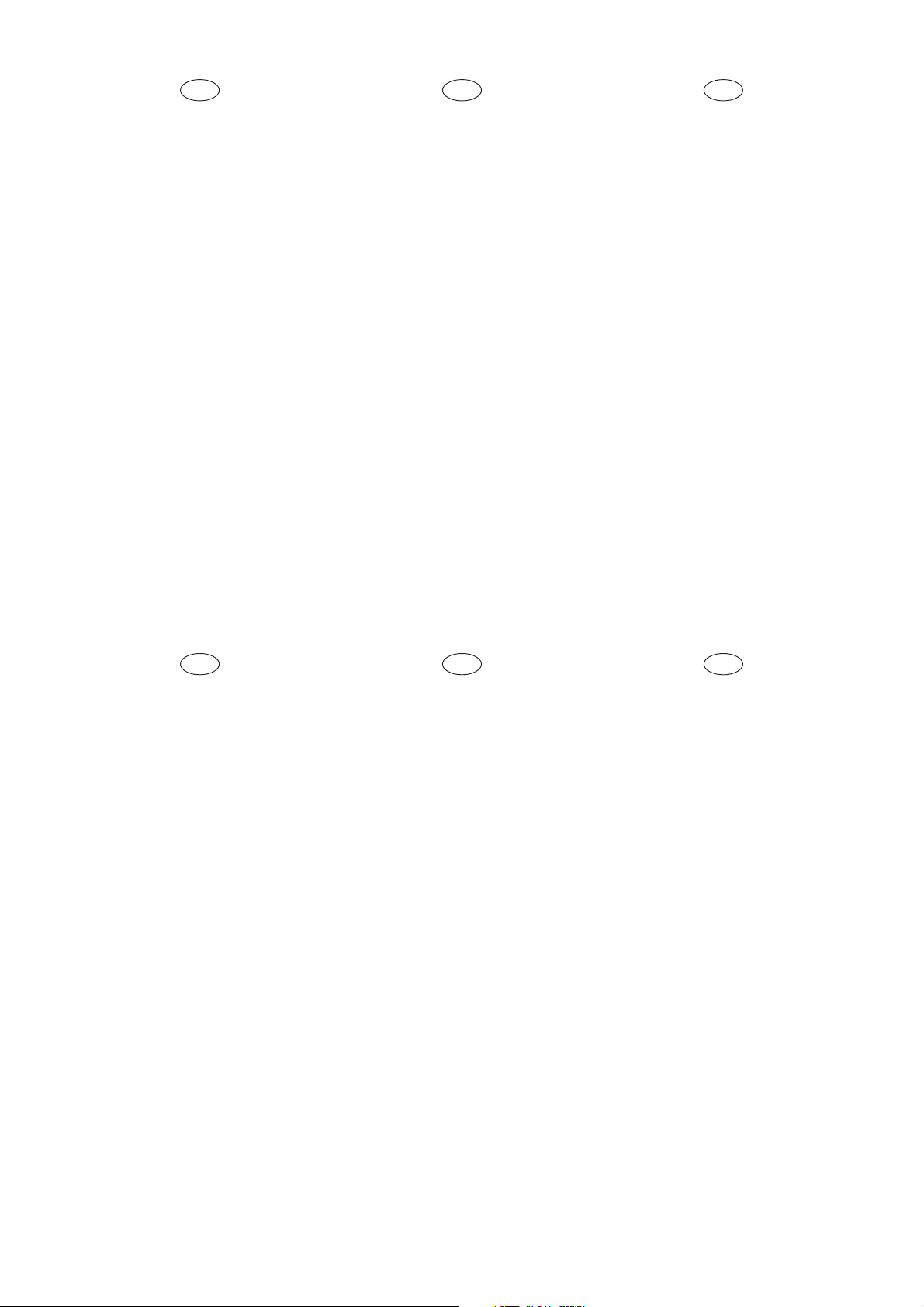
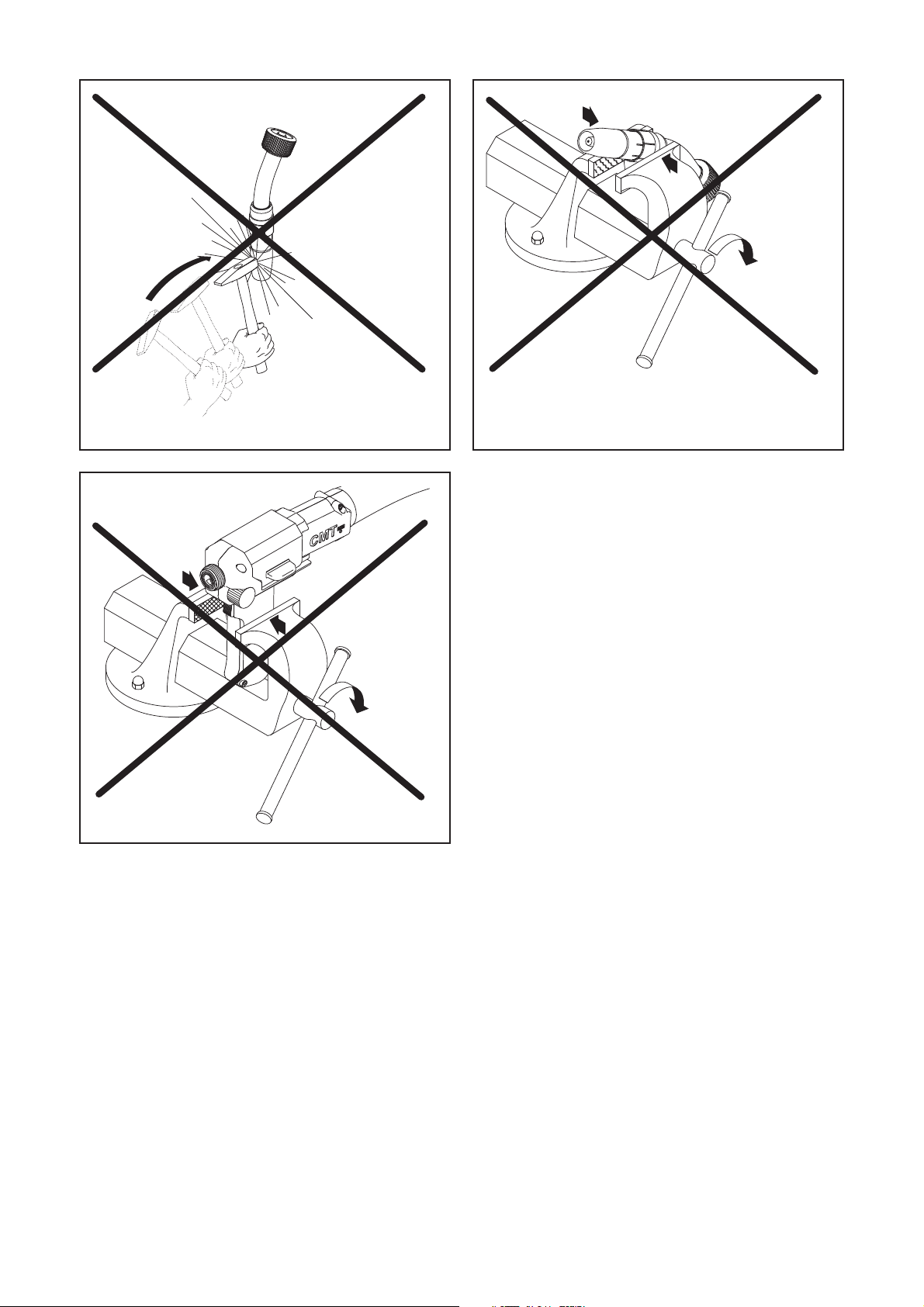
Pflege, Wartung und
Entsorgung
Regelmäßige und vorbeugende
Wartung des CMT RoboterSchweißbrenners sind wesentliche
Faktoren für einen störungsfreien
Betrieb. Der Schweißbrenner ist
hohen Temperaturen und starker
Verunreinigung ausgesetzt. Daher
benötigt der Schweißbrenner eine
häufigere Wartung als andere
Komponenten des Schweißsystems.
Wichtig! Vermeiden Sie beim
Entfernen von Schweißspritzern
Riefen und Kratzer. Darin könnten
sich im weiteren Betrieb entstehende Schweißspritzer nachhaltig
festsetzen.
- Den Rohrbogen keinesfalls
biegen
Care, maintenance and
disposal
Regular and preventive maintenance of the CMT robot welding
torch is essential for problem-free
operation. The welding torch is
subjected to high temperatures
and heavy soiling. The welding
torch therefore requires more
frequent maintenance than other
components in the welding system.
Important! When removing
welding spatter, avoid scoring or
scratching the torch. Future
welding spatter may become firmly
lodged in score or scratch marks.
- Do NOT bend the torch neck
Maintenance, entretien
et élimination
Un entretien régulier et préventif
de la torche de soudage pour
robot CMT constitue un facteur
important permettant d’en garantir
le bon fonctionnement. La torche
de soudage est soumise à des
températures élevées et à un
degré de salissure très important.
La torche de soudage nécessite
donc une maintenance plus
fréquente que les autres composants du système de soudage.
Important ! En enlevant les
projections de soudure, prendre
soin d’éviter de faire des stries ou
des rayures. D’autres projections
de soudure pourraient par la suite
rester collées dessus.
- Ne jamais plier la pièce
coudée
I E P
Manutenzione e smaltimento
Una manutenzione regolare e
preventiva della torcia per saldatura Robot CMT è un fattore di
fondamentale importanza
nell’ottica di un funzionamento
esente da difetti. La torcia per
saldatura è esposta a elevate
temperature e abbondanti impurità. Per questo motivo richiede una
manutenzione più frequente
rispetto ad altri componenti del
sistema di saldatura.
Importante! Nel rimuovere gli
spruzzi di saldatura evitare di
provocare graffi e rigature, in cui
potrebbero depositarsi stabilmente
gli spruzzi di saldatura prodottisi
nel corso di successivi impieghi.
- Non piegare in nessun caso il
tubo ricurvo
Cuidado, mantenimiento y eliminación
Un mantenimiento periódico y
preventivo de la antorcha de robot
CMT son unos factores relevantes
para un servicio sin perturbaciones. La antorcha está expuesta a
altas temperaturas y a una intensa
suciedad. Por este motivo, la
antorcha requiere un mantenimiento más frecuente que los demás
componentes del sistema de
soldadura.
¡Importante! Se deben evitar
estrías y rasguños al quitar las
salpicaduras de soldadura. Las
salpicaduras de soldadura originadas durante el servicio posterior
podrían adherirse en estos.
- En ningún caso se debe
doblar el codo de tubo
Cuidado, manutenção
e eliminação
A manutenção regular e preventiva do maçarico de soldar de robô
CMT é um factor essencial para
garantir um funcionamento sem
problemas. O maçarico de soldar
é sujeito a temperaturas elevadas
e grande sujidade. Por conseguinte, necessita de uma manutenção
mais frequente do que os outros
componentes do sistema de
soldadura.
Importante! Ao remover os
salpicos de soldadura, evitar
sulcos e riscos. Caso contrário, os
salpicos produzidos em trabalhos
posteriores poderão depositar-se
neles.
- Nunca dobrar o tubo curvo
41
Page 44

*
2
1
*
*
*
42
Page 45
D GB F
Pflege, Wartung und
Entsorgung
Bei jeder Inbetriebnahme:
- Kontaktrohr kontrollieren
- Ausgeschliffenes Kontaktrohr
austauschen
- Gasdüse von Schweißspritzern befreien
- Bei nicht entfernbaren Verunreinigungen im Steckbereich,
Gasdüse austauschen
* Spritzerschutz und Isolationen
auf Beschädigung prüfen
Care, maintenance and
disposal
Every start-up:
- Check the contact tube
- Replace worn out contact
tube
- Remove welding spatter from
gas nozzle
- If there is dirt that cannot be
removed from around the
nozzle join, replace the gas
nozzle
* Check spatter guard and
insulation for damage
Maintenance, entretien
et élimination
À chaque mise en service :
- Contrôler le tube de contact
- Changer le tube de contact
lorsqu’il est usé
- Enlever les projections de
soudure qui se trouvent sur la
buse gaz
- Changer la buse gaz si
l’emboîtement est encrassé et
ne peut être nettoyé
* Vérifier que les isolations et
les protections antiprojections
ne sont pas abîmées
I E P
Manutenzione e smaltimento
Ad ogni messa in funzione:
- Controllare la punta guidafilo
- Sostituire la punta guidafilo
usurata
- Asportare gli spruzzi di saldatura dall’ugello del gas
- Se le impurità depositatesi
sull’innesto non possono
essere asportate, sostituire
l’ugello del gas.
* Verificare l’eventuale presen-
za di danni alla protezione
antispruzzo e agli isolamenti
Cuidado, mantenimiento y eliminación
Con cada puesta en servicio:
- Controlar el tubo de contacto
- Sustituir el tubo de contacto
gastado
- Liberar el inyector de gas de
las salpicaduras de soldadura
- En caso de impurezas en la
zona de enchufe que no se
puedan quitar, sustituir el
inyector de gas
* Comprobar la protección
antisalpicaduras y los aislamientos respecto a daños
Cuidado, manutenção
e eliminação
Sempre que colocar o aparelho em
funcionamento:
- Controlar o tubo de contacto
- Substituir o tubo de contacto
caso esteja polido
- Remover os salpicos de
soldadura do bocal de gás
- Se não for possível remover a
sujidade da área de conexão,
substituir o bocal de gás
* Verificar se existem danos na
protecção contra salpicos e
nos isolamentos
43
Page 46
1
2
3
44
Page 47
D GB
F
Pflege, Wartung und
Entsorgung
Bei jedem Austausch der DrahtSpule:
- Empfohlen: Draht-Führungsseele austauschen
- Vorschubrollen kontrollieren
und gegebenenfalls austauschen
- Draht-Förderschlauch und
Antriebseinheit mit reduzierter
Druckluft reinigen
Entsorgung:
- Die Entsorgung gemäß den
gültigen nationalen und
regionalen Bestimmungen
durchführen.
Care, maintenance and
disposal
Every time the wirespool is changed:
- Recommended: replace inner
liner
- Check feed rollers and replace if required
- Clean the wirefeed hose and
drive unit with reduced compressed air
Disposal:
- Dispose of in accordance with
the applicable national and
local regulations.
Maintenance, entretien
et élimination
Lors de chaque changement de la
bobine de fil :
- Recommandé : Changer
l’âme de guidage du fil
- Contrôler et si nécessaire
changer les galets
d’entraînement
- Nettoyer la gaine de dévidoir
et l’unité d’entraînement à l’air
comprimé à faible pression
Élimination :
- Élimination conformément
aux dispositions nationales et
régionales en vigueur.
I E P
Manutenzione e smaltimento
Ad ogni sostituzione della bobina
di filo:
- Consigliato: sostituire la
guaina guidafilo
- Controllare i rulli di avanzamento ed eventualmente
sostituirli
- Pulire il tubo di alimentazione
filo è l’unità motrice con aria
compressa ridotta
Smaltimento:
- Lo smaltimento va effettuato
nel rispetto delle disposizioni
nazionali e regionali vigenti.
Cuidado, mantenimiento y eliminación
Con cada sustitución de la bobina
de hilo:
- Recomendado: Sustituir el
alma de guía de hilo
- Controlar los rodillos de
avance y, si fuera necesario,
sustituirlos
- Limpiar la manguera de
transporte de hilo y la unidad
de impulsión con aire a
presión reducido
Eliminación:
- Efectuar la eliminación observando las normas nacionales
y regionales aplicables.
Cuidado, manutenção
e eliminação
Sempre que a bobina de arame
for substituída:
- Recomendado: Substituir o
macho guia de arame
- Controlar os rolos de avanço
e, se necessário, substituir
- Limpar a mangueira de
transporte de arame e a
unidade de accionamento
com ar comprimido com
pressão reduzida
Eliminação:
- Proceder à eliminação de
acordo com as disposições
nacionais e regionais em
vigor.
45
Page 48

D
kein Schweißstrom
Netzschalter eingeschaltet, Anzeigen an der Stromquelle leuchten, Schutzgas vorhanden
Ursache: Masseanschluss falsch
Behebung: Masseanschluss und Klemme auf Polarität überprüfen
Ursache: Stromkabel im PullMig CMT Schlauchpaket unterbrochen
Behebung: Service-Dienst verständigen
Ursache: Loser Anschluss des Schlauchpaketes
Behebung: Anschluss des Schlauchpaketes auf festen Sitz überprüfen
PullMig CMT arbeitet nicht
Netzschalter eingeschaltet, Anzeigen an der Stromquelle leuchten
Ursache: Steuerstecker oder Motorstecker nicht eingesteckt
Behebung: Steuerstecker oder Motorstecker einstecken
Ursache: Steuerleitung oder Motorleitung defekt
Behebung: Service-Dienst verständigen
Ursache: Antriebseinheit defekt
Behebung: Service-Dienst verständigen
Fehlerdiagnose, Fehlerbehebung
Ursache: Verbindungs-Schlauchpaket defekt oder nicht korrekt angeschlossen
Behebung: Verbindungs-Schlauchpaket und Anschluss überprüfen
kein Schutzgas
alle anderen Funktionen vorhanden
Ursache: Gasflasche leer
Behebung: Gasflasche wechseln
Ursache: Gas-Druckminderer defekt
Behebung: Gas-Druckminderer tauschen
Ursache: Gasschlauch nicht montiert, geknickt oder schadhaft
Behebung: Gasschlauch montieren, gerade auslegen oder tauschen
Ursache: Rohrbogen defekt
Behebung: Rohrbogen austauschen
Ursache: Gas-Magnetventil im CMT-Vorschub defekt
Behebung: Gas-Magnetventil im CMT-Vorschub austauschen
schlechte Schweißeigenschaften
Ursache: falsche Schweißparameter
Behebung: Einstellungen überprüfen
Ursache: Masseverbindung schlecht
Behebung: guten Kontakt zum Werkstück herstellen
Ursache: kein oder zu wenig Schutzgas
Behebung: Druckminderer, Gasschlauch, Gas-Magnetventil und Brenner-Gasanschluss überprüfen. Bei
gasgekühlten Schweißbrennern Gasabdichtung überprüfen, geeignete Draht-Führungsseele
verwenden.
Ursache: Anschlüsse undicht
Behebung: Anschlüsse festziehen
46
Page 49

schlechte Schweißeigenschaften
Ursache: unpassendes oder beschädigtes Kontaktrohr
Behebung: Kontaktrohr wechseln
Ursache: falsche Drahtlegierung oder falscher Drahtdurchmesser
Behebung: eingelegte Drahtspule kontrollieren, Verschweißbarkeit des Grundwerkstoffes prüfen
Ursache: Schutzgas für Drahtlegierung nicht geeignet
Behebung: korrektes Schutzgas verwenden
Ursache: Ungünstige Schweißbedingungen: Schutzgas verunreinigt (Feuchtigkeit, Luft), mangelhafte Gas-
Abschirmung (Schmelzbad „kocht“, Zugluft), Verunreinigungen im Werkstück (Rost, Lack, Fett)
Behebung: Schweißbedingungen optimieren
Ursache: verunreinigte Gasdüse
Behebung: Schweißspritzer entfernen
Ursache: Turbulenzen auf Grund zu hoher Schutzgas-Menge
Behebung: Schutzgas-Menge reduzieren, empfohlen:
Schutzgas-Menge (l/min) = Drahtdurchmesser (mm) x 10
(z.B. 16 l/min für 1,6 mm Drahtelektrode)
Ursache: Zu großer Abstand zwischen Kontaktrohr und Werkstück.
Behebung: Abstand zwischen Kontaktrohr und Werkstück reduzieren (ca. 10-15 mm)
Ursache: Zu großer Anstellwinkel des Schweißbrenners
Behebung: Anstellwinkel des Schweißbrenners reduzieren
Ursache: Draht-Förderkomponenten passen nicht zum Durchmesser der Drahtelektrode
Behebung: Richtige Draht-Förderkomponenten einsetzen
Ursache: Gasverlust oder Fremdluft
Behebung: Dichtheit Ausblasleitung und Ausblasventil prüfen. Verschluss der Ausblasleitung überprüfen
(Stecknippel)
schlechte Drahtförderung
Ursache: Drahteinlauf passt nicht
Behebung: Position der Draht-Einlaufdüse zu den Vorschubrollen überprüfen und korrigieren
Ursache: Bremse am CMT-Drahtvorschub zu fest eingestellt
Behebung: Bremse am CMT-Drahtvorschub lockerer einstellen
Ursache: Bohrung des Kontaktrohres auf Grund von Ablagerungen verkleinert
Behebung: Kontaktrohr austauschen
Ursache: Draht-Förderseele oder Draht-Führungseinsatz defekt
Behebung: Draht-Förderseele und Draht-Führungseinsatz auf Knicke, Verschmutzung, etc. prüfen; defekte
Draht-Führungsseele oder Draht-Führungseinsatz austauschen
Ursache: Vorschubrollen für verwendete Drahtelektrode nicht geeignet
Behebung: passende Vorschubrollen verwenden
Ursache: falscher Anpressdruck der Vorschubrollen
Behebung: Anpressdruck überprüfen, gegebenenfalls neu einstellen
Ursache: Vorschubrollen verunreinigt oder beschädigt
Behebung: Vorschubrollen reinigen oder austauschen
Ursache: Draht-Führungsseele wurde beim Einschieben geknickt
Behebung: Draht-Führungsseele beim Einschieben nur in der Nähe des Einlaufrohres anfassen
47
Page 50
schlechte Drahtförderung
Ursache: Draht-Führungsseele nach dem Ablängen zu kurz
Behebung: Draht-Führungsseele austauschen und auf korrekte Länge kürzen
Ursache: Abrieb der Drahtelektrode infolge von zu starkem Anpressdruck an den Vorschubrollen
Behebung: Anpressdruck an den Vorschubrollen reduzieren
Ursache: Drahtelektrode verunreinigt oder angerostet
Behebung: Hochwertige Drahtelektrode ohne Verunreinigungen verwenden
Schweißbrenner wird sehr heiß
Ursache: Überwurfmutter am Anschluss-Rohrbogen locker
Behebung: Überwurfmutter festziehen
Ursache: Schweißbrenner wurde über die maximale Einschaltdauer hinaus betrieben.
Behebung: Schweißleistung herabsetzen oder leistungsfähigeren Schweißbrenner verwenden; Einschalt-
dauer und Belastungsgrenzen beachten
Ursache: Kühlmittel-Durchfluss zu gering
Behebung: Kühlmittel-Stand, Kühlmittel-Durchflussmenge, Kühlmittel-Verschmutzung, Verlegung des
Schlauchpaketes etc. kontrollieren
Kurze Lebensdauer des Kontaktrohres
Ursache: Abrieb der Drahtelektrode infolge von zu starkem Anpressdruck an den Vorschubrollen
Behebung: Anpressdruck an den Vorschubrollen reduzieren
Ursache: Falsche Dimension des Kontaktrohres
Behebung: Kontaktrohr korrekt dimensionieren
Ursache: Zu lange Einschaltdauer des Schweißbrenners
Behebung: Einschaltdauer herabsetzen oder leistungsfähigeren Schweißbrenner verwenden
Ursache: Kontaktrohr überhitzt. Keine Wärmeableitung auf Grund zu losen Sitzes des Kontaktrohres
Behebung: Kontaktrohr festziehen
HINWEIS! Bei CrNi-Anwendungen kann auf Grund der Oberflächen-Beschaffenheit der CrNi-Drahtelektrode ein höherer Kontaktrohr-Verschleiß auftreten.
Porosität der Schweißnaht
Ursache: Verunreinigte Gasdüse, dadurch unzureichender Gasschutz der Schweißnaht
Behebung: Schweißspritzer entfernen
Ursache: Löcher im Schutzgas-Schlauch oder ungenaue Anbindung des Schutzgas-Schlauches
Behebung: Schutzgas-Schlauch austauschen, für exakte Anbindung des Schutzgas-Schlauches sorgen
Ursache: O-Ringe an den Anschlüssen sind defekt
Behebung: O-Ringe austauschen
Ursache: Feuchtigkeit / Kondensat in der Schutzgasleitung
Behebung: Schutzgasleitung trocknen
Ursache: Zu starke oder zu geringe Schutzgas-Strömung
Behebung: Schutzgas-Strömung korrigieren
48
Page 51

Porosität der Schweißnaht
Ursache: Ungenügende Schutzgas-Menge zu Schweißbeginn oder Schweißende
Behebung: Gas-Vorströmung oder Gas-Nachströmung erhöhen
Ursache: Rostige oder schlechte Qualität der Drahtelektrode
Behebung: Hochwertige Drahtelektrode ohne Verunreinigungen verwenden
Ursache: Zu viel Trennmittel aufgetragen
Behebung: Überschüssiges Trennmittel entfernen / weniger Trennmittel auftragen
49
Page 52

GB
No welding current
Mains switch is on, indicators on the power source are lit, shielding gas available
Cause: Incorrect earth (ground) connection
Remedy: Check the earth (ground) connection and clamp for correct polarity
Cause: There is a break in the current cable in the PullMig CMT hosepack
Remedy: Contact After-Sales Service
Cause: Loose connection on hosepack
Remedy: Check that hosepack is firmly in place
PullMig CMT not working
Mains switch is on, indicators on the power source are lit
Cause: Control plug or motor plug not plugged in
Remedy: Plug in the control plug or motor plug
Cause: The control line or motor lead is defective
Remedy: Contact After-Sales Service
Cause: Drive unit is faulty
Remedy: Contact After-Sales Service
Troubleshooting
Cause: The interconnecting hosepack is faulty or not connected properly
Remedy: Check the interconnecting hosepack and connection
No shielding gas
All other functions are OK
Cause: The gas cylinder is empty
Remedy: Change the gas cylinder
Cause: Gas pressure regulator is faulty
Remedy: Change the gas pressure regulator
Cause: The gas hose is not connected, or is damaged or kinked
Remedy: Fit gas hose, lay out straight or change
Cause: Welding torch is faulty
Remedy: Exchange the welding torch
Cause: Gas solenoid valve in the CMT feeder is faulty
Remedy: Exchange the gas solenoid valve in the CMT feeder
Poor welding properties
Cause: Incorrect welding parameters
Remedy: Check the settings
Cause: Poor connection to earth (ground)
Remedy: Ensure good contact to workpiece
Cause: Not enough shielding gas, or none at all
Remedy: Check the pressure regulator, gas hose, gas solenoid valve and torch gas connection. On gas-
cooled welding torches, inspect the gas seals, use a suitable inner liner.
Cause: Connections leaking
Remedy: Tighten connections
50
Page 53

Poor welding properties
Cause: Contact tube does not fit or is damaged
Remedy: Change the contact tube
Cause: Wrong wire alloy or wrong wire diameter
Remedy: Check the wirespool that has been inserted, check the weldability of the base metal
Cause: The shielding gas is not suitable for this wire alloy
Remedy: Use the correct shielding gas
Cause: Unfavourable welding conditions: shielding gas is contaminated (by moisture, air), inadequate gas
shielding (weld pool „boiling“, draughts), contaminants in the workpiece (rust, paint, grease)
Remedy: Optimise the welding conditions
Cause: Gas nozzle soiled
Remedy: Remove welding spatter
Cause: Turbulence caused by too high a rate of shielding gas flow
Remedy: Reduce amount of shielding gas, recommended:
shielding gas quantity (l/min) = wire diameter (mm) x 10
(e.g. 16 l/min for 1.6 mm wire electrode)
Cause: Too large a distance between the contact tube and the workpiece.
Remedy: Reduce the distance between the contact tube and the workpiece (approx. 10-15 mm)
Cause: Tilt angle of the welding torch is too great
Remedy: Reduce the tilt angle of the welding torch
Cause: The wirefeed components do not match the wire electrode diameter
Remedy: Use the correct wirefeed components
Cause: Loss of gas or extraneous air
Remedy: Check leak-tightness of blow-through line and blow-through valve. Check closure seal of blow-
through line (push-on nipple)
Poor wirefeed
Cause: Wire does not fit
Remedy: Check the position of the wire inlet nozzle relative to the feed rollers, and correct as necessary
Cause: Brake force on the CMT wirefeeder set too high
Remedy: Set the brake on the CMT wirefeeder to a looser setting
Cause: Hole in contact tube constricted due to deposits
Remedy: Change the contact tube
Cause: The wire feed inner liner or wire feed insert is defective
Remedy: Check the wire feed inner liner and wire feed insert for kinks, dirt, etc. ; change the faulty liner or
wire feed insert
Cause: The wirefeed rollers are not suitable for the wire electrode being used
Remedy: Use suitable wire feed rollers
Cause: The wirefeed rollers are exerting the wrong contact pressure
Remedy: Check the contact pressure, adjust if necessary
Cause: The wirefeed rollers are soiled or damaged
Remedy: Clean the wirefeed rollers or exchange them for new ones
Cause: Inner line was kinked while being inserted
Remedy: When inserting the inner liner, only handle it around the infeed tube
51
Page 54

Poor wirefeed
Cause: The inner liner has been cut too short
Remedy: Replace the inner liner and cut it to the correct length
Cause: Wire electrode worn due to heavy contact pressure at the feed rollers
Remedy: Reduce contact pressure at the feed rollers
Cause: Wire electrode contains impurities or is corroded
Remedy: Use high-quality wire electrode with no impurities
The welding torch becomes very hot
Cause: Union nut on torch neck connection loose
Remedy: Tighten the union nut
Cause: The welding torch has been operated beyond its maximum duty cycle.
Remedy: Lower the welding power or use a higher-capacity torch; observe the duty cycle and loading limits
Cause: Coolant flow rate too low
Remedy: Check coolant level, coolant through-flow, cleanliness of coolant, arrangement of hosepack, etc.
Contact tube only has a short service life
Cause: Wire electrode worn due to heavy contact pressure at the feed rollers
Remedy: Reduce contact pressure at the feed rollers
Cause: Wrong dimension of contact tube
Remedy: Use a contact tube of the correct dimension
Cause: Duty cycle of welding torch has been exceeded
Remedy: Shorten the ON times or use a higher-capacity torch
Cause: Contact tube has overheated. No thermal dissipation, as the contact tube is fitted too loosely
Remedy: Tighten the contact tube
NOTE! When using CrNi, the contact tube may be subject to a higher degree of wear due to the
nature of the surface of CrNi welding wire.
Weld seam porosity
Cause: Soiled gas nozzle, causing inadequate gas-shielding of the weld seam
Remedy: Remove welding spatter
Cause: Either the shielding gas hose has holes in it, or the hose is not connected properly
Remedy: Change the shielding gas hose, ensure the hose is connected properly
Cause: The O-ring seals on the connection points are faulty
Remedy: Change the O-ring seals
Cause: Moisture/condensation in the shielding gas hose
Remedy: Dry the shielding gas hose
Cause: Shielding gas flow is either too high or too low
Remedy: Correct the shielding gas flow
52
Page 55

Weld-seam porosity
Cause: Insufficient shielding-gas flow at the beginning or end of welding
Remedy: Increase gas pre-flow or gas post-flow
Cause: Rusty or poor quality wire electrode
Remedy: Use high-quality wire electrode with no impurities
Cause: Too much parting agent applied
Remedy: Wipe off excess parting agent / apply less parting agent
53
Page 56

F
Pas de courant de soudage
Interrupteur d’alimentation commuté, voyants allumés sur la source de courant, gaz protecteur disponible
Cause : Connexion à la masse erronée
Remède : Vérifier la polarité de la connexion à la masse et de la borne
Cause : Coupure du câble électrique dans le faisceau de liaison PullMig CMT
Remède : Contacter le service après-vente
Cause : Connexion lâche du faisceau de liaison
Remède : Vérifier la solidité de la connexion du faisceau de liaison
PullMig CMT ne fonctionne pas
Interrupteur d’alimentation commuté, voyants allumés sur la source de courant
Cause : Fiche de commande ou fiche moteur pas branchée
Remède : Brancher la fiche de commande ou la fiche moteur
Cause : Câble de commande ou câble moteur défectueux
Remède : Contacter le service après-vente
Cause : Unité d’entraînement défectueuse
Remède : Contacter le service après-vente
Diagnostic d’erreur, élimination de l’erreur
Cause : Faisceau de câbles de raccordement défectueux ou mal branché
Remède : Vérifier le faisceau de liaison et la connexion
Pas de gaz protecteur
Toutes les autres fonctions sont disponibles
Cause : Bouteille de gaz vide
Remède : Remplacer la bouteille de gaz
Cause : Détendeur défectueux
Remède : Remplacer le détendeur
Cause : Le tuyau de gaz n’est pas monté, est plié ou est endommagé
Remède : Monter, poser de manière plus rectiligne ou remplacer le tuyau de gaz
Cause : Coude défectueux
Remède : Remplacer le coude
Cause : Électrovanne de gaz du dévidoir CMT défectueuse
Remède : Remplacer l’électrovanne de gaz du dévidoir CMT
Mauvaise qualité de soudure
Cause : Paramètres de soudage incorrects
Remède : Vérifier les réglages
Cause : Mauvaise connexion à la masse
Remède : Établir un bon contact avec la pièce à usiner
Cause : Pas ou pas assez de gaz protecteur
Remède : Vérifier le détendeur, le tuyau de gaz, l’électrovanne de gaz et le raccord de gaz de la torche
Dans le cas des torches de soudage refroidies au gaz, vérifier l’étanchéité au gaz et utiliser une
âme de guidage du fil adaptée
Cause : Fuites au niveau des raccords
Remède : Resserrer les raccords
54
Page 57

Mauvaise qualité de soudure
Cause : Tube de contact inadapté ou endommagé
Remède : Remplacer le tube de contact
Cause : Mauvais alliage ou mauvais diamètre de fil
Remède : Contrôler la bobine de fil en place, vérifier la compatibilité du matériau de base avec le soudage
Cause : Gaz protecteur non approprié pour cet alliage de fil
Remède : Utiliser le bon gaz protecteur
Cause : Conditions de soudage défavorables : gaz protecteur contaminé (humidité, air), blindage gaz
défectueux (bain de fusion „en ébullition“, courant d’air), impuretés dans la pièce à usiner (rouille,
peinture, graisse)
Remède : Optimiser les conditions de soudage
Cause : Buse gaz encrassée
Remède : Enlever les projections de soudure
Cause : Turbulences dues à une trop grande quantité de gaz protecteur
Remède : Réduire la quantité de gaz protecteur, recommandation :
quantité de gaz protecteur (l/min) = Diamètre du fil (mm) x 10
(par ex. 16 l/min pour un fil-électrode de 1,6 mm)
Cause : Distance trop grande entre le tube de contact et la pièce à usiner
Remède : Réduire la distance entre le tube de contact et la pièce à usiner (env. 10-15 mm)
Cause : Angle de placement de la torche de soudage trop grand
Remède : Réduire l’angle de placement de la torche de soudage
Cause : Les composants de déplacement du fil ne sont pas adaptés au diamètre du fil-électrode
Remède : Utiliser des composants de déplacement du fil appropriés
Cause : Perte de gaz ou air étranger
Remède : Vérifier l’étanchéité de la conduite de soufflage et de la soupape de purge Vérifier le verrouillage
de la conduite de soufflage (raccord fileté)
Avance du fil défectueuse
Cause : Entrée du fil inadéquate
Remède : Vérifier et corriger la position de la buse d’entrée du fil par rapport aux galets d’entraînement
Cause : Frein du dévidoir CMT trop serré
Remède : Desserrer le frein du dévidoir CMT
Cause : Orifice du tube de contact rétréci par des dépôts
Remède : Remplacer le tube de contact
Cause : Âme de guidage du fil ou système de guidage du fil défectueux
Remède : Vérifier que l’âme de guidage du fil et le système de guidage du fil ne sont ni pliés, ni encrassés,
etc.; remplacer l’âme de guidage du fil ou le système de guidage du fil s’ils sont défectueux
Cause : Les galets d’entraînement ne sont pas appropriés au fil-électrode utilisé
Remède : Utiliser des galets d’entraînement adaptés
Cause : La pression d’appui des galets d’entraînement est incorrecte
Remède : Vérifier la pression d’appui et la régler à nouveau si nécessaire
Cause : Galets d’entraînement encrassés ou endommagés
Remède : Nettoyer ou remplacer les galets d’entraînement
Cause : L’âme de guidage du fil a été pliée lors de son insertion
Remède : Tenir l’âme de guidage du fil uniquement à proximité du tube d’entrée lors de son insertion
55
Page 58

Avance du fil défectueuse
Cause : Âme de guidage du fil trop courte après égalisation
Remède : Remplacer l’âme de guidage du fil et la couper à la bonne longueur
Cause : Abrasion du fil-électrode en raison d’une pression d’appui trop élevée au niveau des galets
d’entraînement
Remède : Réduire la pression d’appui au niveau des galets d’entraînement
Cause : Fil-électrode encrassé ou rouillé
Remède : Utiliser un fil-électrode de plus grande qualité, sans impureté
La torche de soudage devient très chaude
Cause : Desserrer l’écrou-raccord au niveau de la connexion du coude
Remède : Serrer l’écrou-raccord
Cause : La torche de soudage a été utilisée au-delà de sa durée maximale de fonctionnement
Remède : Baisser la puissance de soudage ou utiliser une torche de soudage plus puissante; respecter la
durée maximale de fonctionnement et les limites de charge
Cause : Débit de réfrigérant trop faible
Remède : Contrôler le niveau de réfrigérant, le débit de réfrigérant, la présence d’impuretés dans le réfrigé-
rant, la pose du faisceau de liaison, etc.
Courte durée de vie du tube de contact
Cause : Abrasion du fil-électrode en raison d’une pression d’appui trop élevée au niveau des galets
d’entraînement
Remède : Réduire la pression d’appui au niveau des galets d’entraînement
Cause : Mauvaise dimension du tube de contact
Remède : Dimensionner correctement le tube de contact
Cause : Durée de fonctionnement de la torche de soudage trop longue
Remède : Diminuer la durée de fonctionnement ou utiliser une torche de soudage plus puissante
Cause : Surchauffe du tube de contact Pas de dissipation thermique en raison d’une fixation trop lâche du
tube de contact
Remède : Visser le tube de contact
REMARQUE ! Dans le cas des applications CrNi, l’usure du tube de contact peut être plus importante,
en raison de la composition de la surface du fil-électrode CrNi.
Porosité de la soudure
Cause : Buse gaz encrassée, protection gazeuse insuffisante du cordon de soudure
Remède : Enlever les projections de soudure
Cause : Présence de trous dans le tuyau de gaz protecteur ou raccord incorrect du tuyau de gaz pro-
tecteur
Remède : Remplacer le tuyau de gaz protecteur, vérifier le raccord correct du tuyau de gaz protecteur
Cause : Les joints toriques des connexions sont défectueux
Remède : Remplacer les joints toriques
Cause : Humidité / condensat dans la conduite de gaz protecteur
Remède : Sécher la conduite de gaz protecteur
56
Page 59

Posrosité de la soudure
Cause : Débit de gaz protecteur trop fort ou trop faible
Remède : Rectifier le débit de gaz protecteur
Cause : quantité insuffisante de gaz de protection au début et à la fin de la procédure de soudage
Solution : Augmenter le prédébit de gaz ou le postdébit de gaz
Cause : Fil-électrode rouillé ou de mauvaise qualité
Solution : Utiliser un fil-électrode de plus grande qualité, sans impureté
Cause : vous avez utilisé une trop grande quantité d’antiagglomérant
Solution : enlevez l’excédent d’antiagglomérant / utilisez moins d’antiagglomérant
57
Page 60
I
Diagnosi e risoluzione degli errori
Corrente di saldatura assente
Interruttore di rete inserito, spie sul generatore accese, gas inerte presente
Causa: collegamento a massa sbagliato
Risoluzione: controllare la polarità del collegamento a massa e del morsetto
Causa: Cavo di corrente sul fascio cavi PullMig CMT interrotto
Risoluzione: Contattare il servizio d‘assistenza.
Causa: Attacco allentato del fascio cavi
Risoluzione: Verificare il corretto fissaggio dell’attacco del fascio cavi
PullMig CMT non funziona
Interruttore di rete inserito, spie sul generatore accese
Causa: Spina di comando o del motore non inserita
Risoluzione: Inserire la spina di comando o del motore
Causa: Cavo di comando o del motore difettoso
Risoluzione: Contattare il servizio d‘assistenza
Causa: Unità motrice difettosa
Risoluzione: Contattare il servizio d‘assistenza.
Causa: Fascio cavi di collegamento difettoso o non correttamente collegato
Risoluzione: Controllare il fascio cavi di collegamento e l’attacco
Gas inerte assente
tutte le altre funzioni presenti
Causa: Bombola del gas vuota
Risoluzione: Sostituire la bombola del gas
Causa: Riduttore di pressione gas difettoso
Risoluzione: Sostituire il riduttore di pressione gas
Causa: Il tubo del gas è smontato, piegato o danneggiato
Risoluzione: Posizionare correttamente il tubo del gas, oppure sostituirlo
Causa: Tubo ricurvo difettoso
Risoluzione: Sostituire il tubo ricurvo
Causa: Valvola magnetica del gassull’avanzamento CMT difettosa
Risoluzione: Sostituire la valvola magnetica del gas sull’avanzamento CMT
Saldatura di cattiva qualità
Causa: parametri di saldatura sbagliati
Risoluzione: Controllare le regolazioni
Causa: Cattivo collegamento a massa
Risoluzione: Creare un contatto perfetto con il pezzo
Causa: Gas inerte assente o scarso
Risoluzione: Controllare il riduttore di pressione, il tubo del gas, la valvola magnetica del gas e l‘attacco del
gas della torcia. In caso di torce per saldatura raffreddate a gas controllare la guarnizione di
tenuta del gas, utilizzare una guaina guidafilo idonea.
Causa: Attacchi non ermeticamente stagni
Risoluzione: Stringere gli attacchi
58
Page 61
Saldatura di cattiva qualità
Causa: Tubo ricurvo non adatto o danneggiato
Risoluzione: Sostituire la punta guidafilo
Causa: Lega del filo sbagliata o diametro del filo sbagliato
Risoluzione: Controllare la bobina del filo inserita, verificare la saldabilità del materiale base
Causa: Gas inerte non adatto alla lega del filo
Risoluzione: Utilizzare il gas inerte adatto
Causa: Condizioni di saldatura sfavorevoli: gas inerte impuro (umidità, aria), schermatura del gas carente
(il bagno di fusione „cuoce“, aria di trazione), impurità sul pezzo (ruggine, vernice, grasso)
Risoluzione: Ottimizzare le condizioni di saldatura
Causa: Ugello del gas sporco
Risoluzione: Rimuovere gli spruzzi di saldatura
Causa: Turbolenze a causa di elevata quantità di gas inerte
Risoluzione: Ridurre la quantità di gas inerte, si consiglia la seguente proporzione:
quantità di gas inerte (l/min) = diametro del filo (mm) x 10
(es. 16 l/min per filo di saldatura da 1,6 mm)
Causa: Eccessiva distanza tra punta guidafilo e pezzo.
Risoluzione: Ridurre la distanza tra punta guidafilo e pezzo (ca. 10-15 mm)
Causa: Angolo di incidenza della torcia troppo ampio
Risoluzione: Ridurre l’angolo di incidenza della torcia
Causa: I componenti di avanzamento del filo non sono adatti al diametro del filo di saldatura
Risoluzione: Utilizzare i componenti di avanzamento filo corretti
Causa: Fuga di gas o aria dall’esterno
Risoluzione: Verificare la tenuta di tubo e valvola di scarico. Controllare la chiusura del tubo di scarico (nipplo
a innesto)
Alimentazione del filo errata
Causa: L’attacco del filo non è adatto
Risoluzione: Controllare e correggere la posizione dell’ugello d’inserimento filo rispetto ai rulli di avanzamento
Causa: Freno sull’avanzamento filo CMT inserito troppo a fondo
Risoluzione: Allentare il freno sull’avanzamento filo CMT
Causa: Dimensioni ridotte del foro della punta guidafilo a causa di depositi
Risoluzione: Sostituire la punta guidafilo
Causa: Guaina guidafilo o gruppo guidafilo difettosi
Risoluzione: Controllare l’eventuale presenza di impurità, piegature, ecc. sulla guaina e sul gruppo guidafilo;
sostituire guaina o gruppo guidafilo
Causa: Rulli d’avanzamento non adatti al filo utilizzato
Risoluzione: Utilizzare i rulli d’avanzamento adatti
Causa: Pressione d‘aderenza sbagliata dei rulli d‘avanzamento
Risoluzione: Controllare la pressione d’aderenza, eventualmente regolarla nuovamente
Causa: Rulli d’avanzamento sporchi o danneggiati
Risoluzione: Pulire o sostituire i rulli d’avanzamento
Causa: La guaina guidafilo è stata piegatamentre veniva inserita
Risoluzione: Nell’inserire la guaina guidafilo, afferrarla solo in prossimità del tubo d’inserimento
59
Page 62

Alimentazione del filo errata
Causa: Guaina guidafilo troppo corta dopo il taglio a misura
Risoluzione: Sostituire la guaina guidafilo e accorciarla alla lunghezza corretta
Causa: Attrito del filo di saldatura per via di una pressione eccessiva sui rulli di avanzamento
Risoluzione: Ridurre la pressione sui rulli di avanzamento
Causa: Filo di saldatura sporco o arrugginito
Risoluzione: Utilizzare fili di saldatura di qualità superiore e privi di impurità
Torcia per saldatura molto calda
Causa: Dado per raccordi sul raccordo del tubo ricurvo allentato
Risoluzione: Stringere il dado a raccordo
Causa: La torcia per saldatura è stata utilizzata per un periodo di temposuperiore a quello massimo.
Risoluzione: Ridurre la potenza di saldatura o utilizzare torce ad altissime prestazioni; attenersi al tempo di
accensione e ai limiti di carico
Causa: Flusso del refrigerante troppo scarso
Risoluzione: Controllare il livello del refrigerante, la portata del refrigerante, il grado di sporcizia del refrigeran-
te, la posa del fascio di cavi, ecc.
Breve durata utile della punta guida filo
Causa: Attrito del filo di saldatura per via di una pressione eccessiva sui rulli di avanzamento
Risoluzione: Ridurre la pressione sui rulli di avanzamento
Causa: Dimensioni errate del fascio cavi
Risoluzione: Dimensionare correttamente la punta guidafilo
Causa: Tempo di accensione della torcia eccessivo
Risoluzione: Ridurre il tempo di accensione o utilizzare una torcia ad altissime prestazioni
Causa: Punta guidafilo surriscaldata. Nessuna dispersione termica a causa di punta guidafilo allentata
Risoluzione: Stringere la punta guidafilo
AVVERTENZA! Nelle applicazioni CrNi è possibile che il tubo di contatto si usuri maggiormente in
base alla qualità della superficie del filo di saldatura CrNi.
Porosità del giunto saldato
Causa: Ugello del gas sporco, per cui insufficiente protezione antigas del giunto saldato
Risoluzione: Rimuovere gli spruzzi di saldatura
Causa: Tubo del gas inerte forato o allacciamento impreciso del tubo stesso
Risoluzione: Sostituire il tubo del gas inerte, creare un allacciamento corretto del tubo del gas inerte
Causa: Guarnizioni circolari sugli attacchi difettose
Risoluzione: Sostituire le guarnizioni circolari
Causa: Umidità/condensa sul tubo del gas inerte
Risoluzione: Asciugare il tubo del gas inerte
Causa: Flusso del gas inerte troppo abbondante o troppo scarso
Risoluzione: Correggere il flusso del gas inerte
60
Page 63

Porosità del giunto saldato
Causa: Quantità insufficiente di gas inerte all‘inizio o alla fine della saldatura
Risoluzione: Aumentare o ridurre il flusso del gas
Causa: Filo di saldatura arrugginito o di scarsa qualità
Risoluzione: Utilizzare fili di saldatura di qualità superiore e privi di impurità
Causa: E‘ stato applicato troppo agente distaccante
Risoluzione: Eliminare l‘agente distaccante in eccesso / applicare meno agente distaccante
61
Page 64
E
No hay corriente de soldadura
Interruptor de red conectado, indicaciones en la fuente de corriente iluminadas, gas protector disponible
Causa: Conexión de masa errónea
Solución: Comprobar la polaridad de la conexión de masa y del borne
Causa: El cable de corriente en el paquete de mangueras de la PullMig CMT está interrumpido
Solución: Contactar con el Servicio Técnico
Causa: Conexión del paquete de mangueras suelta
Solución: Comprobar el asiento firme de la conexión del paquete de mangueras
PullMig CMT no trabaja
Interruptor de red conectado, indicaciones en la fuente de corriente iluminadas
Causa: La clavija de control o la clavija de motor no está enchufada
Solución: Enchufar la clavija de control o la clavija de motor
Causa: El cable de control o el cable de motor está defectuoso
Solución: Contactar con el Servicio Técnico
Causa: Unidad de impulsión defectuosa
Solución: Contactar con el Servicio Técnico
Diagnóstico de errores, solución de errores
Causa: Paquete de mangueras de conexión defectuoso o conectado incorrectamente
Solución: Comprobar el paquete de mangueras de conexión y la conexión
No hay gas protector
Todas las demás funciones están disponibles
Causa: Bombona de gas vacía
Solución: Cambiar la bombona de gas
Causa: Regulador de presión de gas defectuoso
Solución: Cambiar el regulador de presión de gas
Causa: Manguera de gas doblada, dañada o no montada
Solución: Montar la manguera de gas, tenderla recta o cambiarla
Causa: Codo de tubo defectuoso
Solución: Sustituir el codo de tubo
Causa: Válvula magnética de gas en el avance CMT defectuosa
Solución: Sustituir la válvula magnética de gas en el avance CMT
Pobres propiedades de soldadura
Causa: Parámetros de soldadura incorrectos
Solución: Comprobar los ajustes
Causa: Pobre conexión de masa
Solución: Establecer un buen contacto con la pieza
Causa: No hay gas protector o el gas es insuficiente
Solución: Comprobar el regulador de presión, la manguera de gas, la válvula magnética de gas, la conexi-
ón de la antorcha. En caso de antorchas refrigeradas por gas, se debe comprobar la obturación
de gas, utilizar un alma de guía de hilo adecuado
Causa: Fuga en las conexiones
Solución: Apretar las conexiones
62
Page 65

Pobres propiedades de soldadura
Causa: Tubo de contacto inadecuado o dañado
Solución: Cambiar el tubo de contacto
Causa: Aleación incorrecta del hilo o diámetro de hilo incorrecto
Solución: Controlar la bobina de hilo insertada, comprobar la soldabilidad del material base
Causa: El gas protector no es adecuado para la aleación del hilo
Solución: Utilizar el gas protector correcto
Causa: Condiciones de soldadura desfavorables: Gas protector sucio (humedad, aire), insuficiente
blindado de gas (el baño de fusión está „hirviendo“, corriente), impurezas en la pieza de trabajo
(corrosión, pintura, grasa)
Solución: Optimizar las condiciones de soldadura
Causa: Inyector de gas sucio
Solución: Quitar las salpicaduras de soldadura
Causa: Turbulencias originadas por una cantidad excesiva de gas protector
Solución: Reducir la cantidad de gas protector; recomendación:
cantidad de gas protector (l/min) = diámetro del hilo (mm) x 10
(por ejemplo, 16 l/min para un electrodo de soldadura de 1,6 mm)
Causa: Distancia excesivamente grande entre el tubo de contacto y la pieza de trabajo.
Solución: Reducir la distancia entre el tubo de contacto y la pieza de trabajo (aproximadamente 10-15mm)
Causa: Ángulo de incidencia de la antorcha excesivamente grande
Solución: Reducir el ángulo de incidencia de la antorcha
Causa:
Los componentes de transporte de hilo no son adecuados para el diámetro de la varilla de soldadura
Solución: Utilizar unos componentes de transporte de hilo correctos
Causa: Pérdida de gas o aire externo
Solución: Comprobar la estanqueidad de la tubería de soplado y de la válvula de soplado. Comprobar el
cierre de la tubería de soplado (boquilla enchufable)
Transporte de hilo inadecuado
Causa: La entrada de hilo no es la adecuada
Solución: Comprobar y corregir la posición del inyector de entrada de hilo respecto a los rodillos de avance
Causa: El freno en el avance de hilo CMT tiene un ajuste demasiado firme
Solución: Ajustar el freno en el avance de hilo CMT algo más suelto
Causa: El taladro del tubo de contacto se ha reducido debido a las acumulaciones
Solución: Sustituir el tubo de contacto
Causa: El alma de transporte de hilo o el inserto de guía de hilo está defectuoso
Solución: Comprobar el alma de transporte de hilo o el inserto de guía de hilo respecto a dobladuras,
suciedad, etc. y sustituir el alma de transporte de hilo o el inserto de guía de hilo defectuoso
Causa: Los rodillos de avance no son adecuados para el electrodo de soldadura utilizado
Solución: Utilizar rodillos de avance adecuados
Causa: Presión de apriete incorrecta de los rodillos de avance
Solución: Comprobar la presión de apriete y, si fuera necesario, volver a ajustar la misma
Causa: Los rodillos de avance están sucios o dañados
Solución: Limpiar o sustituir los rodillos de avance
Causa: El alma de guía de hilo ha sido doblador durante la introducción
Solución: Coger el alma de guía de hilo durante la introducción sólo en la zona del tubo de entrada
63
Page 66
Transporte de hilo inadecuado
Causa: El alma de guía de hilo está demasiado corto después del tronzado
Solución: Sustituir el alma de guía de hilo y acortar el mismo a la longitud correcta
Causa: Abrasión del electrodo de soldadura debido a una presión de apriete excesiva en los rodillos de
avance
Solución: Reducir la presión de apriete en los rodillos de avance
Causa: Electrodo de soldadura sucio u oxidado
Solución: Utilizar un electrodo de soldadura de alta calidad sin impurezas
Antorcha se calienta mucho
Causa: Racor del codo de tubo de conexión suelto
Solución: Apretar el racor
Causa: La antorcha ha sido utilizada más allá de la máxima duración de ciclo de trabajo.
Solución: Reducir el rendimiento de soldadura o utilizar una antorcha más potente. Tener en cuenta la
duración de conexión y los límites de carga
Causa: Caudal de refrigerante insuficiente
Solución: Controlar el nivel de refrigerante, el caudal de refrigerante, la suciedad del refrigerante, el
tendido del paquete de mangueras, etc.
Vida útil del tubo de contacto corta
Causa: Abrasión del electrodo de soldadura debido a una presión de apriete excesiva en los rodillos de
avance
Solución: Reducir la presión de apriete en los rodillos de avance
Causa: Dimensión del tubo de contacto incorrecta
Solución: Dimensionar el tubo de contacto correctamente
Causa: Duración de conexión de la antorcha excesiva
Solución: Reducir la duración de conexión o utilizar una antorcha más potente
Causa: Tubo de contacto excesivamente calentado. No se produce ninguna pérdida de calor debido al
asiento demasiado flojo del tubo de contacto
Solución: Apretar el tubo de contacto
¡OBSERVACIÓN! En caso de aplicaciones CrNi se puede producir un mayor desgaste del tubo de
contacto, debido a las características superficiales del electrodo de soldadura CrNi.
Porosidad del cordón de soldadura
Causa: Inyector de gas sucio, por lo que la protección de gas del cordón de soldadura es insuficiente
Solución: Quitar las salpicaduras de soldadura
Causa: Agujeros en la manguera de gas protector o conexión inexacta de la manguera de gas protector
Solución: Sustituir la manguera de gas protector y proporcionar una conexión exacta de la manguera de
gas protector
Causa: Las juntas tóricas de las conexiones están defectuosas
Solución: Sustituir las juntas tóricas
Causa: Humedad/condensado en la tubería de gas protector
Solución: Secar la tubería de gas protector
64
Page 67
Porosidad del cordón de soldadura
Causa: Flujo de gas protector excesivo o insuficiente
Solución: Corregir el flujo de gas protector
Causa: Cantidad de gas protector insuficiente al comienzo de la soldadura o al final de la misma
Solución: Aumentar el flujo previo de gas o el flujo posterior de gas
Causa: Calidad oxidada o mala de la varilla de soldadura
Solución: Utilizar una varilla de soldadura de alta calidad sin impurezas
Causa: Se ha aplicado demasiado agente separador
Solución: Eliminar el agente separador sobrante / aplicar menos agente separador
65
Page 68

P
Não há corrente de soldadura
Interruptor de rede ligado, mostradores da fonte de corrente acesos, gás de protecção disponível
Causa: Ligação incorrecta à terra
Resolução: Verificar a polaridade da ligação à terra e do borne
Causa: Cabo de corrente do jogo de mangueiras PullMig CMT cortado
Resolução: Contactar o serviço de assistência técnica
Causa: Ligação do jogo de mangueiras solta
Resolução: Verificar se a ligação do jogo de mangueiras está devidamente estabelecida
O PullMig CMT não funciona
Interruptor de rede ligado, mostradores da fonte de corrente acesos
Causa: Ficha de comando ou do motor não está inserida
Resolução: Inserir a ficha de comando ou do motor
Causa: Circuito de comando ou do motor danificado
Resolução: Contactar o serviço de assistência técnica
Causa: Unidade de accionamento danificada
Resolução: Contactar o serviço de assistência técnica
Diagnóstico de avarias, resolução de avarias
Causa: Jogo de mangueiras de ligação danificado ou ligado incorrectamente
Resolução: Verificar o jogo de mangueiras de ligação e a ligação
Não há gás de protecção
Todas as outras funções estão disponíveis
Causa: Botija de gás vazia
Resolução: Substituir a botija de gás
Causa: Redutor de pressão do gás danificado
Resolução: Substituir o redutor de pressão do gás
Causa: Mangueira de gás não está montada, está dobrada ou danificada
Resolução: Montar, colocar bem a direito ou substituir a mangueira de gás
Causa: Tubo curvo danificado
Resolução: Substituir o tubo curvo
Causa: Válvula magnética de gás do avanço CMT danificada
Resolução: Substituir a válvula magnética de gás do avanço CMT
Más características de soldadura
Causa: Parâmetros de soldadura incorrectos
Resolução: Verificar as definições
Causa: Má ligação à terra
Resolução: Estabelecer um bom contacto com a peça
Causa: Não há gás de protecção ou a quantidade é muito pouca
Resolução: Verificar o redutor de pressão, a mangueira de gás, a válvula magnética de gás e a ligação de
gás do maçarico. Nos maçaricos de soldar refrigerados a gás, verificar o vedante de gás; utilizar
um macho guia de arame apropriado.
Causa: Ligações estão mal vedadas
Resolução: Apertar as ligações
66
Page 69

Más características de soldadura
Causa: Tubo de contacto inadequado ou danificado
Resolução: Substituir o tubo de contacto
Causa: Arame de liga ou diâmetro inadequado
Resolução: Controlar a bobina de arame introduzida, verificar a capacidade de soldadura do material de
base
Causa: Gás de protecção não adequado para a liga do arame
Resolução: Utilizar o gás de protecção correcto
Causa: Condições de soldadura desfavoráveis: gás de protecção contaminado (humidade, ar), blindagem
de gás insuficiente (banho de fusão „coze“, corrente de ar), sujidade na peça (ferrugem, verniz,
lubrificante)
Resolução: Melhorar as condições de soldadura
Causa: Bocal de gás sujo
Resolução: Remover os salpicos de soldadura
Causa: Turbulência devido ao elevado volume de gás
Resolução: Reduzir o volume do gás de protecção, recomendado:
volume de gás de protecção (l/min) = diâmetro do arame (mm) x 10
(por exemplo, 16 l/min para um eléctrodo de arame de 1,6 mm)
Causa: Distância demasiado grande entre o tubo de contacto e a peça.
Resolução: Reduzir a distância entre o tubo de contacto e a peça (cerca de 10-15 mm)
Causa: Ângulo de incidência do maçarico de soldar demasiado grande
Resolução: Reduzir o ângulo de incidência do maçarico de soldar
Causa: Os componentes de transporte de arame não são adequados para o diâmetro do eléctrodo de
arame
Resolução: Instalar os componentes de transporte de arame adequados
Causa: Perda de gás ou ar externo
Resolução: Verificar se a conduta e a válvula de purga estão estanques. Verificar se a conduta de purga
está fechada (bocal roscado)
Mau transporte de arame
Causa: Entrada de arame não é adequada
Resolução: Verificar e corrigir a posição do bocal de entrada de arame nos rolos de avanço
Causa: Travão do avanço de arame CMT definido demasiado forte
Resolução: Soltar mais o travão do avanço de arame CMT
Causa: Abertura do tubo de contacto reduzida devido a depósitos
Resolução: Substituir o tubo de contacto
Causa: Macho de transporte de arame ou unidade guia de arame danificado
Resolução: Verificar se o macho de transporte de arame e a unidade guia de arame apresentam dobras,
sujidade, etc.; substituir o macho de transporte de arame ou a unidade guia de arame caso
esteja danificado
Causa: Os rolos de avanço não são indicados para o eléctrodo de arame utilizado
Resolução: Utilizar rolos de avanço adequados
Causa: Compressão incorrecta dos rolos de avanço
Resolução: Verificar a compressão , se for necessário regular novamente
Causa: Rolos de avanço sujos ou danificados
Resolução: Limpar ou substituir os rolos de avanço
67
Page 70
Mau transporte de arame
Causa: O macho guia de arame foi dobrado ao inserir
Resolução: Ao inserir, segurar o macho guia de arame apenas ao pé do tubo de entrada
Causa: Macho guia de arame demasiado curto depois de cortado à medida
Resolução: Substituir o macho guia de arame e cortá-lo com o comprimento correcto
Causa: Abrasão do eléctrodo de arame devido a compressão demasiado forte dos rolos de avanço
Resolução: Reduzir o efeito de compressão dos rolos de avanço
Causa: Eléctrodo de arame sujo ou enferrujado
Resolução: Utilizar um eléctrodo de arame de primeira qualidade, sem sujidade
O maçarico de soldar aquece muito
Causa: A porca de capa do tubo curvo de ligação está solta
Resolução: Apertar a porca de capa
Causa: O maçarico de soldar foi utilizado para além da duração de conexão.
Resolução: Reduzir a potência de soldadura ou utilizar um maçarico de soldar com potência mais elevada;
observar a duração de conexão e os limites de carga
Causa: Fluxo do agente de refrigeração demasiado baixo
Resolução: Controlar o nível, a quantidade de fluxo e a sujidade do agente de refrigeração, a colocação do
jogo de mangueiras, etc.
A vida útil do tubo de contacto é curta
Causa: Abrasão do eléctrodo de arame devido a compressão demasiado forte dos rolos de avanço
Resolução: Reduzir o efeito de compressão dos rolos de avanço
Causa: Dimensão incorrecta do tubo de contacto
Resolução: Dimensionar o tubo de contacto correctamente
Causa: Duração de conexão demasiado longa do maçarico de soldar
Resolução: Reduzir a duração de conexão ou utilizar um maçarico de soldar com potência mais elevada
Causa: O tubo de contacto sobreaquece. Não há dissipação de calor devido ao tubo de contacto estar
demasiado solto
Resolução: Apertar o tubo de contacto
AVISO! Na aplicação de CrNi pode aparecer ,devido a característica de superfície do eletrodo de
arame CrNi, um maior desgaste do tubo de contato.
Porosidade da costura de soldadura
Causa: Bocal de gás sujo proporcionando protecção com gás insuficiente à costura de soldadura
Resolução: Remover os salpicos de soldadura
Causa: Buracos na mangueira de gás de protecção ou ligação incorrecta da mangueira
Resolução: Substituir a mangueira de gás de protecção, garantir que a ligação da mangueira é estabelecida
correctamente
Causa: O-rings das ligações danificados
Resolução: Substituir os o-rings
Causa: Humidade/condensação na conduta de gás de protecção
Resolução: Secar a conduta de gás de protecção
68
Page 71

Porosidade da costura de solda
Causa: Fluxo de gás de protecção demasiado forte ou demasiado fraco
Resolução: Corrigir o fluxo de gás de protecção
Causa: Quantidade insuficiente de gás inerte no início ou no fim da soldadura
Eliminação: Aumentar a corrente prévia de gás ou a corrente posterior de gás
Causa: Eléctrodo de arame enferrujado ou de má qualidade
Eliminação: Utilizar um eléctrodo de arame de primeira qualidade, sem sujidade
Causa: Foi aplicado um excesso de antiaglomerante
Eliminação: Remover o excesso de antiaglomerante / aplicar menos antiaglomerante
69
Page 72

AL 3000 AL 4000
M21 (EN 439) 40 % / 250 A 40 % / 350 A
60 % / 200 A 60 % / 280 A
100 % / 150 A 100 % / 220 A
C1 (EN 439) 40 % / 300 A 40 % / 400 A
60 % / 240 A 60 % / 320 A
100 % / 190 A 100 % / 250 A
0,8-1,2 mm 1,0-1,6 mm
Ø
.032-.047 in. .039-.063 in.
AW 4000 AW 5000 AW 7000
M21 (EN 439) 100 % / 350 A 100 % / 400 A 100 % / 550 A
C1 (EN 439) 100 % / 400 A 100 % / 500 A 100 % / 700 A
0,8-1,2 mm 1,0-1,6 mm 1,0-1,6 mm
Ø
.032-.047 in. .039-.063 in. .039-.063 in.
PullMig CMT PullMig CMT G
X (10min/40°C)
M21 + C1 (EN 439)
Standard 100 % / 360 A 100 % / 130 A
60 % / 450 A 60 % / 170 A
40 % / 500 A 40 % / 210 A
X (10min/40°C)
M21 + C1 (EN 439)
CMT 60 % / 210 A 35 % / 180 A
Ø
0,8 - 1,6 mm 0,8 - 1,2 mm
.032 - .063 in. .032 - .047 in.
4 / 6 / 8 m 4 / 6 / 8 m
13 / 20 / 26 ft. 13 / 20 / 26 ft.
P
min
Q
min
p
min
p
max
*
800 / 1100 / 1300 W 1 l/min / .26 gal./min 3 bar / 43 psi. 5,5 bar / 80 psi. -
I 2,2 A 2,2 A
0,5 - 22 m/min 0,5 - 22 m/min
20 - 866.14 ipm. 20 - 866.14 ipm
70
Page 73

D GB F
Technische Daten
Symbolerklärung:
Wasserkühlung
Gaskühlung
Geringste Kühlleistung laut
*
Norm IEC 60974-2
Spannungsbemessung (V-Peak):
- 113 V
Das Produkt entspricht den
Anforderungen laut Norm
IEC 60974-7.
Technical data
Explanation of the symbols:
Water cooling
Gas cooling
Minimum cooling power in
*
accordance with standard IEC
60974-2
Voltage rating (V-Peak):
- 113 V
The product complies with standard IEC 60974-7.
Caractéristiques techniques
Explication des symboles:
Refroidissement
par eau
Refroidissement
par gaz
Puissance de refroidissement
*
minimale conformément à la
norme IEC 60974-2
Mesure de tension (V-Peak) :
- 113 V
Ce produit satisfait aux exigences
de la norme IEC 60974-7.
I E P
Dati tecnici
Spiegazione dei simboli:
Raffreddamento
ad acqua
Raffreddamento
a gas
Raffreddamento minimo
*
secondo la norma IEC 60974-2
Taratura della tensione (V-Peak):
- 113 V
Questo prodotto è conforme allo
standard IEC 60974-7.
Datos técnicos
Explicación de los símbolos:
Refrigeración
por agua
Refrigeración
por gas
Menor potencia de refrigera-
*
ción según la norma IEC
60974-2
Dimensionado de tensión (VPeak):
- 113 V
El producto cumple los requisitos
de la norma IEC 60974-7.
Dados técnicos
Explicação dos símbolos:
Refrigeração de água
Refrigeração de gás
Menor potência de refrigera-
*
ção conforme norma IEC
60974-2
Dimensionamento da tensão (VPeak):
- 113 V
Este produto está em concordância
com as exigências conforme norma
IEC 60974-7.
71
Page 74

72
Page 75

D GB F
Gewährleistung
Der Schweißbrenner PullMig CMT
ist ausgelegt für Anwendungen mit
üblichen Schweißgeschwindigkeiten.
Für andere Anwendungen übernimmt Fronius International GmbH
keine Gewährleistung.
Liability Garantie
The PullMig CMT robot welding
torch is designed for applications
with normal welding speeds.
Fronius International GmbH
accepts no liability for any other
use.
La torche de soudage PullMig
CMT est conçue pour des applications en relation avec des vitesses
de soudage normales.
Fronius International GmbH ne
prend en charge aucune garantie
pour d’autres applications.
I E P
Garanzia Garantía
La torcia per saldatura robot
PullMig CMT è concepita per
applicazioni a velocità di saldatura
convenzionali.
Per altre applicazioni Fronius
International GmbH non concede
alcuna garanzia.
La antorcha PullMig CMT ha sido
construida para aplicaciones con
las habituales velocidades de
soldadura.
Fronius International GmbH
declina toda responsablidad para
otras aplicaciones.
Garantia
O maçarico de soldar PullMig
CMT foi concebido para aplicações a velocidades de soldadura
normais.
Para outras aplicações a Fronius
International GmbH não aceita
qualquer garantia.
73
Page 76

FRONIUS INTERNATIONAL GMBH
Froniusplatz 1, A-4600 Wels, Austria
Tel: +43 (0)7242 241-0, Fax: +43 (0)7242 241-3940
E-Mail: sales@fronius.com
www.fronius.com
Under http://www.fronius.com/addresses you will find all addresses
www.fronius.com/addresses
of our Sales & service partners and Locations.
ud_fr_st_so_00082 012011
 Loading...
Loading...