

Page 1

/ Battery Charging Systems / Welding Technology / Solar Electronics
PullMig CMT
PullMig CMT UD
PullMig CMT G
PullMig CMT G UD
Instrukcja obslugi
PLENSKRUTRZH
Wiązka do uchwytu MIG/MAGPush-Pull
Operating Instructions
MIG/MAG-Push-Pull-hosepack
Návod na obsluhu
Hadicovom balíku MIG/MAG-
Push-Pull
Руководство по эксплуатации
Шлангового пакета MIG/MAG
«тяни-толкай»
Kullanim kilavuzu
MIG/MAG Push-Pull Hortum
Paketi
42,0410,1505 005-04042012
Page 2

Page 3

PL EN SK
Szanowny użytkowniku
Dziękujemy za obdarzenie nas
zaufaniem oraz gratulujemy
wyboru produktu firmy Fronius o
wysokiej jakości technicznej.
Niniejsza instrukcja obsługi
pomoże Państwu się z nim zaznajomić. Czytając uważnie instrukcję, poznają Państwo szeroki
zakres zastosowań niniejszego
produktu firmy Fronius. Tylko w
ten sposób mogą Państwo najlepiej wykorzystać zalety produktu.
Prosimy również o przestrzeganie
przepisów bezpieczeństwa, by
zapewnić większe bezpieczeństwo
w miejscu użytkowania produktu.
Dear Reader
Thankyou for choosing Fronius and congratulations on your new,
technically high-grade Fronius
product! This instruction manual
will help you get to know your new
machine. Read the manual
carefully and you will soon be
familiar with all the many great
features of your new Fronius
product. This really is the best way
to get the most out of all the
advantages that your machine has
to offer.
Please also observe the safety
regulations thus ensuring increased safety where the product is
used.
Vážená čitateľka,
vážený čitateľ
Ďakujeme vám za prejavenú
dôveru a blahoželáme vám ku
kúpe technicky vysokokvaliteného
výrobku značky Fronius. Tento
návod vám pomôže dokonale sa s
ním zoznámiť. Ak si ho starostlivo
preštudujete, spoznáte rôznorodé
možnosti vášho výrobku značky
Fronius. Iba tak dokážete maximálne využiť všetky jeho výhody.
Prosíme vás aj o striktné
dodržiavanie bezpečnostných
predpisov a o zvýšenie bezpečnosti na mieste inštalácie
vášho výrobku.
RU TR ZH
Уважаемый читатель!
Благодарим Вас за выбор
продукции Fronius и поздравляем
с приобретением нового
высококачественного
технического изделия Fronius!
Данное руководство по
эксплуатации поможет Вам
изучить новое оборудование.
Внимательно прочитав
руководство, Вы быстро
ознакомитесь с
многочисленными
замечательными возможностями
нового изделия Fronius. Это
лучший способ научиться в
максимальной степени
использовать преимущества,
которыми обладает данное
оборудование.
Пожалуйста, соблюдайте правила
техники безопасности,
гарантирующие повышенную
безопасность при использовании
изделия.
Deðerli okuyucuDeðerli okuyucu
Deðerli okuyucu
Deðerli okuyucuDeðerli okuyucu
Bize karþý duymuþ olduðunuz
güvene teþekkür ederiz ve yüksek
teknoloji ile donatýlmýþ bu Fronius
ürününü aldýðýnýz için sizi kutlarýz.
Elinizdeki bu kýlavuz, sahip olduðunuz ürün hakkýnda bilgi sahibi
olmanýza yardýmcý olacaktýr. Bu
kýlavuzu dikkatli bir þekilde okuyarak elinizdeki Fronius ürününün
çok yönlü kullaným olanaklarýný
öðreneceksiniz. Ancak bu þekilde
ürününüzün sunduðu avantajlardan en üst düzeyde faydalanabilirsiniz.
Lütfen güvenlik talimatlarýna uyun
ve ürünün kullanýldýðý yeri daha
güvenli hale getirin.
1
Page 4

PL EN SK
Informacje ogólne
W kombinacji z buforem drutu
przy wiązce uchwytu zintegrowany
silnik napędu drutu zapewnia
szybki, wsteczny ruch drutu
elektrodowego. Różnorakie wersje
końcówek palnika umożliwiają
uzyskanie dobrej dostępności do
miejsc spawania.
PullMig CMT nadaje się szczególnie do:
- zastosowań ogólnych z
użyciem cienkich blach
- bezrozpryskowego lutowania
MIG ocynkowanych blach
cienkich
- łączenia stali z aluminium.
General Všeob.
In combination with the wire buffer
on the hosepack, the integral wire
drive motor can quickly reverse
the wire electrode. Many different
torch neck designs facilitate easy
access to the weld.
PullMig CMT is especially suited
to:
- General light-gauge sheet
applications
- Spatter-free MIG brazing of
galvanized light-gauge sheets
- Joining steel to aluminium.
V kombinácii so zásobníkom drôtu
na hadicovom balíku sa integrovaný motor pohonu drôtu stará
a rýchly, reverzný pohyb drôtovej
elektródy. Rozmanité vyhotovenia
oblúkových nástavcov umožňujú
dobrú prístupnosť k miestu zvárania.
PullMig CMT sa hodí najmä pre:
- Aplikácie s tenkými plechmi
všeobecne
- MIG-spájkovanie pozinkovaných tenkých plechov bez
odstreknutí
- Spájanie ocele s hliníkom.
RU TR ZH
Общие сведения
Встроенный двигатель привода
подачи проволоки и
расположенный в блоке шлангов
проволочный накопитель
обеспечивают быстрое
изменение направления
перемещения проволочного
электрода. Различные
конструкции наконечника
сварочной горелки облегчают
доступ к сварному шву.
Сварочная горелка СМТ (PullMig
CMT) предназначена, главным
образом, для:
- обычной обработки
тонколистового материала
- пайки методом MIG
оцинкованного
тонколистового материала
без образования брызг
- соединения стали с
алюминием.
Genel bilgiGenel bilgi
Genel bilgi
Genel bilgiGenel bilgi
Entegre tel tahrik motoru, hortum
paketindeki tel tamponuyla kombine olarak kaynak telinin hýzlý,
tersinir bir hareketini saðlar. Çok
yönlü torç boynu modelleri, kaynak
yerine iyi bir eriþilebilirliði mümkün
kýlar.
PullMig CMT özellikle þunlar için
uygundur:
- Genel ince sac uygulamalarý
- Galvanize ince sacýn sýçramasýz MIG lehimlemesi
- Çelik ile alüminyumun
birleþtirilmesi.
2
Page 5

PL EN SK
BezpečnosťBezpieczeństwo Safety
OSTRZEŽENIE!
Nieprawidłowo przeprowadzone prace mogą doprowadzić do
powstania poważnych obrażeń
ciała oraz szkód materialnych.
Opisane czynności mogą być
wykonywane wyłącznie przez
przeszkolony personel specjalistyczny! Należy przestrzegać
zaleceń z załączonego dokumentu „Przepisy bezpieczeństwa”.
OSTRZEŽENIE!
Porażenie prądem elektrycznym może spowodować
śmierć. Opisane czynności
można wykonać tylko wtedy,
jeśli:
-wyłącznik zasilania źródła
prądu spawalniczego jest
ustawiony w pozycji – O –,
- źródło prądu spawalniczego
jest odłączone od sieci.
WARNING! Work that is
not carried out correctly
can cause serious injury and
damage. The actions described
herein may ONLY be carried out
by skilled, trained technicians!
Observe the instructions given
in the attached document
“Safety rules”.
WARNING! An electric
shock can be fatal. Only
carry out the actions described
here if
- the mains switch of the
power source is in the - O position, and
- the power source has been
disconnected from the
mains.
VÝSTRAHA! Chybne
vykonané práce môžu
zapríčiniť závažné personálne
a materiálne škody. Opísané
činnosti môže vykonávať iba
vyškolený odborný personál!
Rešpektujte priložený dokument
„Bezpečnostné predpisy“.
VÝSTRAHA! Zasiahnutie
elektrickým prúdom môže
byť smrteľné. Opísané činnosti
vykonávať iba vtedy, ak
- je sieťový spínač prúdového
zdroja prepnutý do polohy
- O - ,
- prúdový zdroj je oddelený
od siete.
RU TR ZH
Техника безопасности
ВНИМАНИЕ!
Неправильное выполнение
работ может привести к
травмированию персонала и
повреждению оборудования.
Описанные ниже действия
должны выполняться только
специально обученными,
квалифицированными
сотрудниками!
См. раздел «Правила техники
безопасности».
ВНИМАНИЕ! Поражение
электрическим током
может привести к
смертельному исходу.
Любые работы с аппаратом
могут выполняться только в
случае, если:
- сетевой выключатель
находится в положении «0»
- аппарат отключен от сети.
GüvenlikGüvenlik
Güvenlik
GüvenlikGüvenlik
UU
YY
ARÝARÝ
U
UU
!!
Y
ARÝ
! Hatalý olarak
YY
ARÝARÝ
!!
gerçekleþtirilen iþler, ciddi
can ve mal kayýplarýna yol
açabilir. Açýklanan faaliyetler
sadece eðitilmiþ yetkili personel
tarafýndan yapýlmalýdýr! Ekte
bulunan „Güvenlik kurallarý“
dokümanýný dikkate alýn.
UU
YY
ARÝARÝ
U
UU
!!
Y
ARÝ
! Elektrik çarpmasý
YY
ARÝARÝ
!!
öldürücü olabilir. Açýklanan faaliyetleri sadece þu
durumlarda gerçekleþtirin:
- güç kaynaðýnýn þebeke
þalteri -O- konumuna
çevriliyse,
- güç kaynaðý þebekeden
ayrýlmýþ durumdaysa.
3
Page 6

PL EN SK
BezpečnosťBezpieczeństwo Safety
OSTRZEŽENIE!
Porażenie prądem elektrycznym może mieć skutki
śmiertelne. Ponadto istnieje
niebezpieczeństwo zranienia
przez wychodzący drut elektrodowy. Przed czyszczeniem
palnika spawalniczego i sprawdzeniem jego elementów ustawić
wyłącznik zasilania źródła prądu
spawalniczego w pozycji – O –.
OSTROŽNIE! Niebezpi-
eczeństwo oparzenia
przez palnik spawalniczy,
rozgrzany w następstwie pracy.
Czyszczenie PullMiG CMT i
sprawdzanie jego podzespołów
można przeprowadzać tylko po
jego ostygnięciu.
WARNING! An electric
shock can be fatal. There
is also a risk of injury from wire
electrode emerging. Switch the
power source mains switch to
the „O“ position before cleaning
the welding torch and checking
its components.
CAUTION! When a
welding torch becomes
extremely hot from use, it
represents a fire risk. Components must be allowed to cool
down before the PullMig CMT is
cleaned or its components
checked.
VÝSTRAHA! Zasiahnutie
elektrickým prúdom môže
byť smrteľné. Prídavne existuje
nebezpečenstvo zranenia
v dôsledku vysúvajúcej sa
elektródy. Pred čistením zváracieho horáka a prekontrolovaním
jeho komponentov treba sieťový
spínač prúdového zdroja prepnú
do polohy - O -.
POZOR! Nebezpečenstvo
popálenia v dôsledku
prevádzkou značne zohriateho
zváracieho horáka. Vyčistenie
PullMig CMT a prekontrolovanie
jeho komponentov môže prebehnúť iba vo vychladenom
stave.
RU TR ZH
Техника безопасности
ВНИМАНИЕ!
Поражение
электрическим током
может быть смертельным.
Кроме того, существует риск
получения травмы от выхода
проволочного электрода.
Перед началом чистки
сварочной горелки и проверки
ее деталей переключите
сетевой выключатель
источника питания в
положение «O».
ОСТОРОЖНО! Ïðè
очень сильном
нагревании сварочная
горелка может стать
источником возникновения
пожара. Перед началом чистки
горелки PullMig CMT или
проверки ее деталей
необходимо дождаться
охлаждения деталей горелки.
GüvenlikGüvenlik
Güvenlik
GüvenlikGüvenlik
UU
YY
ARÝARÝ
U
UU
!!
Y
ARÝ
! Elektrik þoku
YY
ARÝARÝ
!!
öldürücü olabilir. Ayrýca
dýþarý çýkan kaynak teli nedeniyle yaralanma tehlikesi. Torcu
temizlemeden ve bileþenlerini
kontrol etmeden önce, güç
kaynaðýnýn þebeke þalterini -Okonumuna çevirin.
DD
IKKAIKKA
TT
D
DD
!!
IKKA
T
! Çalýþma netice-
IKKAIKKA
TT
!!
sinde aþýrý ýsýnmýþ torç
yüzünden yanma tehlikesi.
PullMig CMT’nin temizlenmesi
ve bileþenlerinin kontrol edilmesi sadece soðumuþ durumdayken gerçekleþtirilmelidir.
4
Page 7

PL EN SK
BezpečnosťBezpieczeństwo Safety
OSTROŽNIE! Niebezpi-
eczeństwo oparzenia
gorącym płynem chłodzącym.
Przyłącza wody należy sprawdzać tylko po ich ostygnięciu.
OSTROŽNIE! Niebezpi-
eczeństwo zranienia w
następstwie nieodpowiednich
połączeń. Wszystkie kable,
przewody i wiązki uchwytu
muszą być kompletne, nieuszkodzone, zaizolowane i o
odpowiednich wymiarach.
WSKAZÓWKA! Nigdy
nie używać PullMiG CMT
bez płynu chłodzącego. Firma
Fronius nie ponosi odpowiedzialności za powstałe w wyniku tego
szkody, a ponadto tracą ważność
wszelkie roszczenia z tytułu
gwarancji.
CAUTION! Danger of
scalding by hot coolant.
Never check the water connections until they have cooled
down.
CAUTION! Risk of injury
from unsatisfactory
connections. All cables, leads
and hosepacks must be properly secured, undamaged, insulated and adequately dimensioned.
NOTE! Never operate
PullMig CMT without
coolant. The manufacturer shall
not be liable for any damage
resulting from such improper use.
In addition, all warranty claims will
be forfeited.
POZOR! Nebezpečenstvo
obarenia na základe
horúcej kvapaliny. Prípoje vody
kontrolovať iba vo vychladenom
stave.
POZOR! Nebezpečenstvo
zranenia v dôsledku nedostatočných spojení. Všetky káble,
vedenia, potrubia a hadicové balíky
musia byt’ pevné, pevné, nepoškodené, zaizolované a dostatočne
nadimenzované.
UPOZORNENIE! PullMig
CMT nikdy neuvádzať do
prevádzky bez chladiaceho média.
Za poškodenia z tohto vzniknuté
Fronius neručí, všetky záručné
nároky zanikajú.
RU TR ZH
Техника безопасности
ОСТОРОЖНО! Существует
опасность ожога горячим
охлаждающим веществом. До
начала проверки гидравлических
соединений обязательно
дождитесь их
ОСТОРОЖНО! Существует
риск получения травмы в
результате неудовлетворительного
выполнения соединений. Все
кабели, провода и блоки шлангов
должны быть должным образом
закреплены и изолированы, а
также должны иметь требуемые
размеры и находиться в
исправном состоянии.
PullMig CMT без охлаждения
запрещена. Изготовитель не
несет ответственности за
повреждения, ставшие
следствием подобного
неправильного использования.
Кроме того, все гарантийные
рекламации будут аннулированы.
охлаждения.
ЗАПОМНИТЕ!
Эксплуатация горелки
GüvenlikGüvenlik
Güvenlik
GüvenlikGüvenlik
DD
IKKAIKKA
TT
D
DD
!!
IKKA
T
! Sýcak soðutma
IKKAIKKA
TT
!!
sývýsý nedeniyle yanma
tehlikesi. Su baðlantýlarýný
yalnýzca soðumuþ durumdayken kontrol edin.
DD
IKKAIKKA
TT
D
DD
!!
IKKA
T
! Yetersiz baðlan-
IKKAIKKA
TT
!!
týlar nedeniyle yaralanma
tehlikesi. Tüm kablo, iletim
hatlarý ve hortum paketleri sýký,
hasarsýz, izole edilmiþ ve yeterli
ölçülere sahip olmalýdýr.
NN
OTOT
!!
N
OT
! PullMig CMT asla
NN
OTOT
!!
soðutucu madde olmadan
çalýþtýrýlmamalýdýr. Bu türden
kullanýmlardan oluþan hasarlardan
Fronius sorumlu deðildir, garanti
geçersizdir.
5
Page 8

PL EN SK
BezpečnosťBezpieczeństwo Safety
OSTROŽNIE! Niebezpi-
eczeństwo oparzenia
przez gorącą powierzchnię.
Temperatura powierzchni
PullMig CMT w przypadku
maksymalnej temperatury
otoczenia wynoszącej 40°C w
trakcie pracy może osiągać
wartość nawet 70°C.
Jest to typowa temperatura
pracy PullMiG CMT i nie stanowi dla niego żadnego
zagrożenia.
CAUTION! Danger of
burns from hot surface.
When the maximum ambient
temperature in operation is
40°C, the surface temperature
of the PullMig CMT can rise as
high as 70°C.
This is a normal operating
temperature and does not
endanger the PullMig CMT.
POZOR! Nebezpečenstvo
popálenia, horúci povrch.
Teplota povrchu PullMig CMT
môže pri okolitej teplote 40°C
dosiahnuť pri prevádzke až
70°C.
Táto teplota zodpovedá bežnej
prevádzkovej teplote a pre
PullMig CMT neznamená
žiadne ohrozenie.
RU TR ZH
Техника безопасности
ОСТОРОЖНО!
Существует опасность
ожогов от горячей
поверхности. Если
максимальная температура
окружающей среды в процессе
работы составляет 40°C, то
температура поверхности
горелки PullMig CMT может
повыситься до 70°C.
Это нормальная рабочая
температура, не
представляющая опасности для
PullMig CMT.
GüvenlikGüvenlik
Güvenlik
GüvenlikGüvenlik
DD
IKKAIKKA
TT
IKKA
IKKAIKKA
T
TT
!!
! Sýcak yüzey
!!
D
DD
nedeniyle yanma tehlikesi. PullMig CMT’nin yüzey
sýcaklýðý, 40°C’lik maksimum
ortam sýcaklýðýnda iþletim
sýrasýnda 70°C’lik bir deðere
ulaþabilir.
Bu sýcaklýk olaðan bir iþletme
sýcaklýðýdýr ve PullMig CMT için
bir tehlike sayýlmaz.
6
Page 9

7
Page 10

Al
mm
0,9 1,0
1,2 1,6
Steel
CuSi
mm
0,8 0,9
1,0 1,2
.035 .047
1x
inch
1x 1x 1x
"CB" "CB"
a)
b) b)
CrNi
1x
mm
inch
1x
1x 1x 1x
1x
0,8 0,9
.032 .039
.039 .063
3x
1x
3x
1x
1,0 1,2
.035 .047
3x
.032 .039
1x
inch
1x 1x 1x
"CB" "CB"
c)
d) d)
1x
1x
.035 .047
3x
1x
3x
1x
"CB" "CB"
c)
b) b)
1x
1x
1x
1x
3x
(1.54 in.)
39 mm
8
Page 11

PL EN SK
Pierwotne wyposażenie i
narzędzia
W celu umożliwienia eksploatacji
PullMiG CMT konieczne jest
wyposażenie oryginalne
odpowiadające zastosowanej
średnicy drutu oraz spoiwu (patrz
lista części zamiennych):
- wyposażenie oryginalne do
spawania aluminium
- wyposażenie oryginalne do
spawania stali / CuSi
- wyposażenie oryginalne do
spawania CrNi
a) grafit z końcówką
b) grafit
c) brąz
d) stal
Narzędzie:
- klucz widlasty o rozmiarze 10
/ 12
- narzędzie rolkowe
- rurka skracająca (do skracania prowadnicy drutu)
Original equipement
and tools
To operate the PullMig CMT,
original equipment that corresponds to the wire diameter and to
the filler metal is required (see
spare parts list):
- Orig. equipt. aluminium
- Orig. equipt. steel/CuSi
- Orig. equipt. CrNi
a) Graphite with end piece
b) Graphite
c) Bronze
d) Steel
Tools:
- Flat spanner, size 10 / size 12
- Roller tool
- Cutting pipe (for cutting the
wire guide insert to length)
Prvá výbava a nástroj
Pri prevádzke PullMiG CMT je
potrebné originálne vybavenie
výrobcu pre zodpovedajúce
použitému priemeru drôtu a
prídavnému materiálu (pozri
Zoznam náhradných dielov):
- Originálne vybavenie výrobcu
pre hliník (Al)
- Originálne vybavenie výrobcu
pre oceľ / CuSi
- Originálne vybavenie výrobcu
pre CrNi
a) Grafit s koncovkou
b) Grafit
c) Bronz
d) Oceľ
Nástroj:
- Vidlicový kľúč veľkosť 10 / 12
- Valcový nástroj
- Skracovacia rúrka (na skrátenie vodiacej vložky drôtu)
RU TR ZH
Фирменные
комплектующие и
инструменты
Для работы с PullMig CMT
требуются фирменные
комплектующие,
соответствующие диаметру
проволоки и присадочному
металлу (см. перечень запасных
частей):
Фирменные комплектующие из
алюминия
- Фирменные комплектующие
из стали/CuSi
- Фирменные комплектующие
из CrNi
a) Графитовые с накладкой
b) Графитовые
c) Бронзовые
d) Стальные
Инструменты:
- Плоский гаечный ключ 10/12
- Роликовый инструмент
- Отрезная трубка (для отрезки
направляющей вставки по
длине)
Ýlk donaným ve takýmlarÝlk donaným ve takýmlar
Ýlk donaným ve takýmlar
Ýlk donaným ve takýmlarÝlk donaným ve takýmlar
PullMiG CMT’nin çalýþtýrýlmasý için
tel çapýna ve ek malzemeye uygun
bir ilk donaným gereklidir (bkz.
yedek parça listesi):
- Ýlk donaným alüminyum
- Ýlk donaným çelik / CuSi
- Ýlk donaným CrNi
a) Uç parçalý grafit
b) Grafit
c) Bronz
d) Çelik
Takým:
- Açýk aðýzlý anahtar SW 10 /
12
- Makara takýmý
- Uzatma borusu (Tel kýlavuz
elemanýnýn boyunu ayarlamak
için)
9
Page 12

1
AL 3000 / AW 4000
3
AW 7000
2
AL 4000 / AW 5000
10
Page 13

PL EN SK
Przegląd końcówek
palnika
1. AL 3000 / AW 4000
2. AL 4000 / AW 5000
3. AW 7000
WSKAZÓWKA! Poniżej
podane etapy montażu są
wyjaśnione na przykładzie modelu
AW 5000.
Montaż z zastosowaniem innych
końcówek palnika przebiega
podobnie.
Overview of Torch
Necks
1. AL 3000 / AW 4000
2. AL 4000 / AW 5000
3. AW 7000
NOTE! The following
assembly steps are
explained using an AW 5000 as
the example.
Assembly with other torch necks is
carried out in a similar manner.
Prehľad oblúkových
nástavcov
1. AL 3000 / AW 4000
2. AL 4000 / AW 5000
3. AW 7000
UPOZORNENIE! Nasle-
dujúce montážne kroky sú
vysvetlené na príklade AW 5000.
Montáž s inými oblúkovými
nástavcami prebehne podobne.
RU TR ZH
Краткий обзор
наконечников
сварочной горелки
1. AL 3000 / AW 4000
2. AL 4000 / AW 5000
3. AW 7000
ЗАПОМНИТЕ!
Последующие этапы
сборки описаны на примере AW
5000.
Сборка других наконечников
сварочной горелки выполняется
аналогично.
TT
orç boyunlarýna genelorç boyunlarýna genel
T
orç boyunlarýna genel
TT
orç boyunlarýna genelorç boyunlarýna genel
bakýþbakýþ
bakýþ
bakýþbakýþ
1. AL 3000/AW 4000
2. AL 4000 / AW 5000
3. AW 7000
NN
OTOT
! !
N
OT
! Aþaðýdaki montaj
NN
OTOT
! !
adýmlarý, bir AW 5000
örneðinde açýklanmýþtýr.
Baþka torç boyunlarýyla montaj
benzer þekilde gerçekleþir.
11
Page 14

1
2
1
1
3
4b
4a
2
1
1
1
0 mm
.0 inch
2
3
5
1
1
2
3
1
3
2
12
Page 15

PL EN SK
Montaż wkładki prowadnicy drutu
WSKAZÓWKA! Stoso-
wać wyłącznie końcówki
prądowe z otworem centrującym!
WSKAZÓWKA! Podczas
skracania wkładki prowadnicy drutu należy zwracać
uwagę na to, aby
-końcówka prądowa w
końcówce palnika była zamontowana solidnie
- prowadnica drutu w pełni
przylegała do końcówki
prądowej
4a wkładka prowadnicy drutu
wykonana z tworzywa sztucznego
4b wkładka prowadnicy drutu
wykonana z brązu
Ważne! Usunąć graty znajdujące
się po wewnętrznej stronie prowadnicy drutu.
Fitting the wire guide
insert
NOTE! Use only contact
tubes with centre holes.
NOTE: When cutting the
wire guide insert to
length, make sure that
- the contact tube is firmly
attached to the torch neck
- the wire guide insert butts
right up against the contact
tube
4a Plastic wire guide
4b Bronze wire guide
Important! Deburr the inside of
the wire guide insert.
Namontovanie vodiacej vložky drôtu
UPOZORNENIE! Použiť
výlučne kontaktné rúrky
so strediacim otvorom.
UPOZORNENIE! Pri
skracovaní vodiacej vložky
drôtu dbať na to, aby bola pevne
namontovaná kontaktná rúrka v
oblúkovom nástavci
- vodiaca vložka drôtu plne
dosadala na kontaktnú rúrku
4a Plastová vodiaca vložka drôtu
4b Bronzová vodiaca vložka
drôtu
Dôležité upozornenie! Odihliť
vnútornú stranu vodiacej vložky
drôtu.
RU TR ZH
Установка
направляющей вставки
для электродной
проволоки
ЗАПОМНИТЕ!
Используйте только
токоподводящие мундштуки с
центральными отверстиями.
ПРИМЕЧАНИЕ: ïðè
обрезке направляющей
вставки по длине удостоверьтесь
в том, что
- токоподводящий мундштук
надежно присоединен к
наконечнику горелки
- направляющая вставка
соединена встык с
токоподводящим мундштуком
4 a Пластмассовая
направляющая вставка
4b Бронзовая направляющая
вставка
TT
el kýlavuz elemanýnýnel kýlavuz elemanýnýn
T
el kýlavuz elemanýnýn
TT
el kýlavuz elemanýnýnel kýlavuz elemanýnýn
montajýmontajý
montajý
montajýmontajý
NOT!NOT!
NOT! Sadece merkez
NOT!NOT!
delikli kontak meme
kullanýn!
NN
OTOT
! !
N
OT
! Tel kýlavuz elemaný-
NN
OTOT
! !
nýn uzunluðunun ayarlanmasý sýrasýnda þunlara dikkat
edin:
- kontak meme torç boynuna
sýkýca monte edilmelidir
- tel kýlavuz elemaný kontak
memeye iyice oturmalýdýr
4a Plastik tel kýlavuz elemaný
4b Bronz tel kýlavuz elemaný
ÖnemliÖnemli
Önemli! Tel kýlavuz elemanýnýn iç
ÖnemliÖnemli
kýsmýndaki çapaklarý temizleyin.
Важная информация! Очистите
от заусенцев внутреннюю
поверхность направляющей
вставки.
13
Page 16

1
1
2
1
4
2
3
3
3
1
3
4
2
4
2
1
4
2
3
5
1
3
2
14
Page 17

PL EN SK
Montaż części
ulegających zużyciu na
jednostce napędowej
WSKAZÓWKA! Podczas
nasadzania końcówki
palnika na miejsce przyłączenia do
PullMig CMT należy zwrócić
uwagę, aby wkładka prowadnicy
drutu wślizgiwała się bez zagięć
do płytki wybiegowej na miejscu
przyłączenia do PullMig CMT.
WSKAZÓWKA! Niebezpi-
eczeństwo wycieku płynu
chłodzącego. Podczas montażu
końcówki palnika zwracać uwagę
na prawidłowe osadzenie nakrętki
złączkowej.
Ważne! Do dokręcania i zwalnia-
nia rolek podających należy
używać tylko dostarczonego
razem z urządzeniem narzędzia
unieruchamiającego.
Install Wear Parts on
Drive Unit
NOTE! Take care to
ensure the following when
attaching the torch neck to the
PullMig CMT coupling point: the
wire guide insert must slide into
the outlet section on the PullMig
CMT coupling point without kinking.
NOTE! Risk of coolant
escaping. Ensure union
nut fits tightly when assembling
torch neck.
Important! Use only the locking
tool supplied with the system to
undo and tighten the drive rollers.
Na hnaciu jednotku namontovať dielce, podliehajúce zrýchlenému opotrebovaniu
UPOZORNENIE! Pri
nasadení oblúkového
nástavca na miesto naspojkovania
PullMig CMT dbať na nasledovné:
vodiaca vložka drôtu musí bez
zalomenia vkĺznuť do výtokového
dielca na mieste naspojkovania
PullMig CMT
UPOZORNENIE! Nebez-
pečenstvo uniknutia
chladiaceho média. Pri namontovaní oblúkového nástavca dbať na
pevné dotiahnutie prevlečnej
matice.
Dôležité upozornenie! Pri
uvoľňovaní a priťahovaní posuvových kladiek použiť iba dodaný
zaisťovací nástroj.
RU TR ZH
Установка сменных
деталей на привод
ЗАПОМНИТЕ!
Прикрепляя наконечник
горелки к муфте горелки PullMig
CMT, следите за тем, чтобы
направляющая вставка плавно и
без изгибов вошла в выходную
секцию муфты PullMig CMT.
ЗАПОМНИТЕ!
Существует риск утечки
хладагента. Поэтому при сборке
наконечника горелки убедитесь в
том, что накидная гайка туго
затянута.
Важная информация! Для
ослабления и затягивания
приводных роликов используйте
только стопорный инструмент,
поставляемый в комплекте с
системой.
TT
ahrik ünitesindekiahrik ünitesindeki
T
ahrik ünitesindeki
TT
ahrik ünitesindekiahrik ünitesindeki
aþýnan parçalarý monteaþýnan parçalarý monte
aþýnan parçalarý monte
aþýnan parçalarý monteaþýnan parçalarý monte
etmeetme
etme
etmeetme
NN
OTOT
N
OT! Torç boynunun
NN
OTOT
PullMig CMT kavrama
yerine oturtulmasý sýrasýnda
þunlara dikkat edin: tel kýlavuz
elemaný bükülmeden PullMig CMT
kavrama noktasýnýn sonlandýrma
plakasýna kaymalýdýr.
NN
OTOT
!!
N
OT
! Soðutucu madde
NN
OTOT
!!
çýkma tehlikesi. Torç
boynunun montajý sýrasýnda baþlýk
somununun sýký oturmasýna dikkat
edin.
Önemli!Önemli!
Önemli! Tel sürme makaralarýnýn
Önemli!Önemli!
sökülmesi ve sýkýlmasý için sadece
birlikte teslim edilen takýmlarý
kullanýn.
15
Page 18

1
2
1
2
1
3
***
16
Page 19

PL EN SK
Demontaż części
Aby dokonać demontażu, wkładkę
prowadnicy drutu należy
wyciągnąć trzymając ją za elementy mosiężne.
WSKAZÓWKA! Nie
wolno zaginać, zakleszczać lub naciągać wkładki prowadnicy drutu.
Od strony podajnika drutu
Od strony palnika spawal-
niczego
WSKAZÓWKA! Zamon-
tować element ślizgowy
od strony palnika spawalniczego.
* Element ślizgowy
** Element mocujący
Removing parts
For easier removal, grasp the wire
guide by its brass fittings.
NOTE: Do not bend,
clamp or stress the wire
guide.
Wirefeeder side
Torch side
NOTE: Fit the sliding
contact on the torch side.
* sliding contact
** clamping element
Odobratie dielcov
Kvôli jednoduchej demontáži treba
odobrať vodiacu vložku drôtu na
mosadzných dielcoch.
UPOZORNENIE!Vodiaca
vložka drôtu sa nesmie
zohýbať, priškrípnuť ani zaťažovať
ťahom.
Zo strany posuvu drôtu
Zo strany zváracieho
horáka
UPOZORNENIE! Z
bočnej strany zváracieho
horáka namontovať vodiaci diel.
* Vodiaci dielec
** Upínací dielec
RU TR ZH
Извлечение деталей
Для более легкого извлечения
возьмите направляющую вставку
за латунные части.
ПРИМЕЧАНИЕ: не
сгибайте, не сжимайте и
не растягивайте направляющую.
Вид со стороны
механизма подачи
проволоки
Вид со стороны горелки
ПРИМЕчАНИЕ:
Установите скользящий
контакт со стороны горелки.
* скользящий контакт
** зажим
Parçalarý çýkartmaParçalarý çýkartma
Parçalarý çýkartma
Parçalarý çýkartmaParçalarý çýkartma
Kolayca demonte etmek için tel
kýlavuz elemanýný pirinç parçalardan çýkartýn.
NOT!NOT!
NOT! Tel kýlavuz elemaný-
NOT!NOT!
ný bükmeyin,
sýkýþtýrmayýn ve üzerine yük
bindirmeyin.
Tel sürme ünitesi tarafý
Torç tarafý
NOTNOT
!!
NOT
! Kayma parçasýný
NOTNOT
!!
torç tarafýna monte edin.
* Kayma parçasý
** Germe parçasý
17
Page 20

1
2
2
2
1
1
4
3
(0 in.)
0 mm
3
5
4
*
3
2
1
3
5
4
4
1
(0 in.)
0 mm
(0 in.)
0 mm
6
8
7
**
2
3
4
18
Page 21

PL EN SK
Montaż prowadnicy
drutu z tworzywa sztucznego
Od strony podajnika drutu
Od strony palnika spawalniczego
W przypadku średnicy drutu
wynoszącej 0,8 mm, 0,9 mm lub
1,0 mm krótszą prowadnicę drutu
zamontować najpierw od strony
palnika spawalniczego.
WSKAZÓWKA! Nie wolno
zaginać, zakleszczać lub
naciągać prowadnicy drutu.
WSKAZÓWKA! Zamontować element ślizgowy
od strony palnika spawalniczego.
* Element ślizgowy
** Element mocujący
Fitting the plastic wire
feed liner
Wirefeeder side
Torch side
If the wire diameter is 0.8 mm, 0.9
mm or 1.0 mm, first fit the shorter
wire feed liner on the torch side.
NOTE: Do not bend,
clamp or stress the inner
liner.
NOTE: Fit the sliding
contact on the torch side.
* sliding contact
** clamping element
Montáž plastovej duše
podávača drôtu
Zo strany posuvu drôtu
Zo strany zváracieho
horáka
Pri priemere 0,8 mm, 0,9 mm
alebo 1,0 mm namontovať kratší
bowden drôtu najprv zo strany
zváracieho horáka.
UPOZORNENIE! Duša
podávača drôtu sa
nesmie zohýbať, priškrípnuť ani
zaťažovať ťahom.
UPOZORNENIE! Z bočnej
strany zváracieho horáka
namontovať vodiaci diel.
* Vodiaci dielec
** Upínací dielec
RU TR ZH
Установка
пластмассового канала
для подачи проволоки
Вид со стороны
механизма подачи
проволоки
Вид со стороны горелки
Если диаметр проволоки равен
0,8 мм, 0,9 мм или 1,0 мм, то
установите сначала более
короткий канал со стороны
горелки.
ПРИМЕЧАНИЕ: не
сгибайте, не зажимайте и
не растягивайте
внутренний канал.
ПРИМЕЧАНИЕ:
Установите скользящий
контакт со стороны
горелки.
Plastik tel kýlavuzPlastik tel kýlavuz
Plastik tel kýlavuz
Plastik tel kýlavuzPlastik tel kýlavuz
göbeðini monte etmegöbeðini monte etme
göbeðini monte etme
göbeðini monte etmegöbeðini monte etme
Tel sürme ünitesi tarafý
Torç tarafý
0,8 mm, 0,9 mm veya 1,0 mm’lik
bir tel çapýnda daha kýsa olan tel
kýlavuz göbeðini önce torç tarafýna
monte edin.
NOT!NOT!
NOT! Tel kýlavuz göbeðini
NOT!NOT!
bükmeyin, sýkýþtýrmayýn
ve üzerine yük bindirmeyin.
NOT!NOT!
NOT! Kayma parçasýný
NOT!NOT!
torç tarafýna monte edin.
* Kayma parçasý
** Germe parçasý
* скользящий контакт
** зажим
19
Page 22

1
2
2
1
(0 in.)
0 mm
5
*
6
3
4
3
4
4
4
5
1
(0 in.)
0 mm
2
3
2
3
1
3
2
1
(0 in.)
0 mm
4
3
8
4
7
3
6
5
**
20
Page 23

PL EN SK
Montaż prowadnicy
drutu wykonanej ze stali
Od strony podajnika drutu
Od strony palnika spawalniczego
W przypadku średnicy drutu
wynoszącej 0,8 mm, 0,9 mm lub
1,0 mm krótszą prowadnicę drutu
zamontować najpierw od strony
palnika spawalniczego.
WSKAZÓWKA! Nie wolno
zaginać, zakleszczać lub
naciągać prowadnicy drutu.
WSKAZÓWKA! Zamontować element ślizgowy
od strony palnika spawalniczego.
* Element ślizgowy
** Element mocujący
Fitting the steel wire
feed liner
Wirefeeder side
Torch side
If the wire diameter is 0.8 mm, 0.9
mm or 1.0 mm, first fit the shorter
wire feed liner on the torch side.
NOTE: Do not bend,
clamp or stress the inner
liner.
NOTE: Fit the sliding
contact on the torch side.
* sliding contact
** clamping element
Montáž oceľovej duše
podávača drôtu
Zo strany posuvu drôtu
Zo strany zváracieho
horáka
Pri priemere 0,8 mm, 0,9 mm
alebo 1,0 mm namontovať kratší
bowden drôtu najprv zo strany
zváracieho horáka.
UPOZORNENIE! Duša
podávača drôtu sa
nesmie zohýbať, priškrípnuť ani
zaťažovať ťahom.
UPOZORNENIE! Z bočnej
strany zváracieho horáka
namontovať vodiaci diel.
* Vodiaci dielec
** Upínací dielec
RU TR ZH
Установка стального
канала для подачи
проволоки
Вид со стороны
механизма подачи
проволоки
Вид со стороны горелки
Если диаметр проволоки равен
0,8 мм, 0,9 мм или 1,0 мм, то
установите сначала более
короткий канал со стороны
горелки.
ПРИМЕЧАНИЕ: íå
сгибайте, не сжимайте и
не растягивайте внутренний
канал.
ПРИМЕЧАНИЕ:
Установите скользящий
контакт со стороны горелки.
* скользящий контакт
** зажим
Çelik tel kýlavuz gö-Çelik tel kýlavuz gö-
Çelik tel kýlavuz gö-
Çelik tel kýlavuz gö-Çelik tel kýlavuz göbeðini monte etmebeðini monte etme
beðini monte etme
beðini monte etmebeðini monte etme
Tel sürme ünitesi tarafý
Torç tarafý
0,8 mm, 0,9 mm veya 1,0 mm’lik
bir tel çapýnda daha kýsa olan tel
kýlavuz göbeðini önce torç tarafýna
monte edin.
NOT!NOT!
NOT! Tel kýlavuz göbeðini
NOT!NOT!
bükmeyin, sýkýþtýrmayýn
ve üzerine yük bindirmeyin.
NOT!NOT!
NOT! Kayma parçasýný
NOT!NOT!
torç tarafýna monte edin.
* Kayma parçasý
** Germe parçasý
21
Page 24

1
1
1
"click"
1
2
1
1
1
3
4
1
"click"
1
1
5
1
6
1
2
22
Page 25

PL EN SK
Montaż prowadnicy
drutu na buforze drutu
WSKAZÓWKA! Nie
wolno narażać przewodu
podającego drut na naprężenia
rozciągające.
Od strony podajnika drutu
Od strony palnika spawal-
niczego
WSKAZÓWKA! Zamon-
tować element ślizgowy
od strony palnika spawalniczego.
* Element ślizgowy
** Element mocujący
Fitting wire feed liner
to wire buffer
NOTE! Do not subject the
wirefeeding hose to
tensile stress.
Wirefeeder side
Torch side
NOTE: Fit the sliding
contact on the torch side.
* sliding contact
** clamping element
Namontovať bowden
drôtu na zásobník drôtu
Upozornenie! Hadicu na
prepravu drôtu nevystavo-
vať ťahovému pnutiu.
Zo strany posuvu drôtu
Zo strany zváracieho
horáka
UPOZORNENIE! Z bočnej
strany zváracieho horáka
namontovať vodiaci diel.
* Vodiaci dielec
** Upínací dielec
RU TR ZH
Соединение канала
подачи с накопителем
проволоки
ЗАПОМНИТЕ! Íå
растягивайте шланг
механизма подачи проволоки.
Вид со стороны
механизма подачи
проволоки
Вид со стороны горелки
ПРИМЕЧАНИЕ:
Установите скользящий
контакт со стороны горелки.
* скользящий контакт
** зажим
TT
el kýlavuz göbeðini telel kýlavuz göbeðini tel
T
el kýlavuz göbeðini tel
TT
el kýlavuz göbeðini telel kýlavuz göbeðini tel
tamponuna monte etmetamponuna monte etme
tamponuna monte etme
tamponuna monte etmetamponuna monte etme
NN
OTOT
!!
N
OT
! Tel sürme hortumu-
NN
OTOT
!!
nu çekme gerilimine
maruz býrakmayýn.
Tel sürme ünitesi tarafý
Torç tarafý
NOT!NOT!
NOT! Kayma parçasýný
NOT!NOT!
torç tarafýna monte edin.
* Kayma parçasý
** Germe parçasý
23
Page 26

1
1
+
-
2
2
Al- AlSi 80-120N
3
AlMg 100-150N
4
Fe, CrNi, CuSi 150-200N
24
Page 27

PL EN SK
Ustawianie siły docisku
OSTROŽNIE! Niebezpi-
eczeństwo zranienia
przez wirujące rolki podające.
Nie sięgać w obszar pracy rolek
podających.
WSKAZÓWKA! Regulo-
wanie śruby nastawczej
jest dozwolone tylko przy wprowadzonym drucie elektrodowym.
Podane wartości obowiązują w
stanie zamkniętym.
Set Contact Pressure
CAUTION! Danger of
injury due to rotating feed
rolls. Do not touch the feed
rolls.
NOTE! The adjuster
screw can only be adjusted when the welding electrode
has been fed in. The values stated
are applicable when the adjuster
screw is closed.
Nastaviť tlak pritláčania
POZOR! Nebezpečenstvo
zranenia v dôsledku
otáčajúcich sa posuvových
kladiek. Nezasahovať do
posuvových kladiek.
UPOZORNENIE! Kalibrá-
cia nastavovacej skrutky
je prípustná iba pri navlečenej
drôtovej elektróde. Uvedené
hodnoty platia v zatvorenom stave.
RU TR ZH
Регулировка
контактного давления
ОСТОРОЖНО!
Существует опасность
получения травмы из-за
вращающихся подающих
роликов. Не прикасайтесь к
подающим роликам.
ЗАПОМНИТЕ!
Регулировочный винт
может быть отрегулирован
только при вставленном
сварочном электроде. Указанные
значения применимы при
затянутом регулировочном винте.
TT
emas basýncýný ayarla-emas basýncýný ayarla-
T
emas basýncýný ayarla-
TT
emas basýncýný ayarla-emas basýncýný ayarla-
mama
ma
mama
DD
IKKAIKKA
TT
D
DD
makaralarý nedeniyle
yaralanma tehlikesi. Besleme
makaralarýna elinizi sokmayýn.
kaynak teli sürülmüþ durumundayken izin verilir. Verilen deðerler
kapalý durumda geçerlidir.
!!
IKKA
T
! Dönen besleme
IKKAIKKA
TT
!!
NN
OTOT
!!
N
OT
! Ayar cývatasýnýn
NN
OTOT
!!
ayarlanmasýna sadece
25
Page 28

1
2
1
3
4
5
2
2
1
3
26
Page 29

PL EN SK
Podłączanie palnika
spawalniczego
WSKAZÓWKA! Podczas
podłączania palnika
spawalniczego skontrolować, czy
- wszystkie przyłącza są stabilnie podłączone
- wszystkie kable, przewody i
wiązki uchwytu są nieuszkodzone i prawidłowo zaizolowane.
1 PullMig CMT
PullMig CMT UD
2 PullMig CMT G
PullMig CMT G UD
Connecting the welding torch
NOTE! When connecting
the torch check that
- all connections are firmly
made
- all cables, pipes and hose
packs are undamaged and
correctly insulated.
1 PullMig CMT
PullMig CMT UD
2 PullMig CMT G
PullMig CMT G UD
Zvárací horák pripojiť
UPOZORNENIE! Pri
pripojení zváracieho
horáka prekontrolovať, či
- sú pevne pripojené všetky
prípoje
- sú všetky káble, vodiče,
potrubia a hadicové balíky
nepoškodené a správne
zaizolované.
1 PullMig CMT
PullMig CMT UD
2 PullMig CMT G
PullMig CMT G UD
RU TR ZH
Подключение
сварочной горелки
ЗАПОМНИТЕ! Ïðè
подключении горелки
удостоверьтесь в том, что
- все соединения надежны
- все кабели, трубы и блоки
шлангов исправны и
надлежащим образом
изолированы.
1 PullMig CMT
PullMig CMT UD
2 PullMig CMT G
PullMig CMT G UD
TT
orcu baðlamaorcu baðlama
T
orcu baðlama
TT
orcu baðlamaorcu baðlama
NN
OTOT
! !
N
OT
! Torcun baðlanmasý
NN
OTOT
! !
sýrasýnda þunlarý kontrol
edin
- tüm baðlantýlarýn sýký bir þekilde
yapýlmýþ olmasý
- tüm kablo, iletim hatlarý ve
hortum paketlerinin hasarsýz
ve doðru þekilde izole edilmiþ
olmasý.
1 PullMig CMT
PullMig CMT UD
2 PullMig CMT G
PullMig CMT G UD
27
Page 30

1
1
3
3
2
2
1
*
3
1
4
Fdi
(m/min)
(ipm)
1
2
1
1234
2,5
t (s)
5
5
1
28
Page 31

PL EN SK
Wprowadzenie drutu
elektrodowego
OSTROŽNIE! Niebezpiec-
zeństwo zranienia przez
wychodzący drut elektrodowy.
Trzymać palnik spawalniczy z dala
od twarzy i innych części ciała.
WSKAZÓWKA! Przed
wprowadzeniem drutu
elektrodowego usunąć zadziory,
jakie się na nim znajdują!
WSKAZÓWKA! Podczas
wprowadzania miękkiego
drutu elektrodowego (AlSi 5, Al i
AlMg) otworzyć dźwignię mocującą.
*jeżeli dioda LED świeci się
światłem koloru
- zielonego: urządzenie jest
gotowe do pracy
- czerwonego: brak połączenia
ze sygnałem sterującym
Ważne! Jeżeli dioda LED nie świeci
się: skontrolować zasilanie elektryczne jednostki napędowej.
Feeding in wire electrode
CAUTION! Danger from
wire electrode emerging
at speed. Hold the torch so that
it points away from your face
and body.
NOTE! Deburr wire
electrode before feeding
in.
NOTE! Open clamping
lever when feeding in soft
wire electrode (AlSi 5, Al, and
AlMg).
* LED illuminated
- green: ready for use
- red: no control signal
connection
Important! If LED is not illuminated: Check power supply to drive
unit.
Navlečenie drôtovej
elektródy
POZOR! Nebezpečenstvo
zranení na základe vysúvajúcej sa drôtovej elektródy. So
zváracím horákom nemanipulovať v blízkosti tváre a tela.
UPOZORNENIE! Drôtovú
elektródu pred nav-
lečením odihliť!
UPOZORNENIE! Pri
navliekaní mäkkých
drôtených elektród (AlSi 5, Al, a
AlMg) otvoriť upínaciu páčku.
* LED-kontrolka svieti
- zelená: Pripravené na
prevádzkovanie
- červená: Žiadne spojenie
riadiaceho signálu
Dôležité upozornenie! Ak LEDkontrolka nesvieti: Prekontrolovať
prúdové napájanie hnacej jednotky.
RU TR ZH
Подача проволочного
электрода
ОСТОРОЖНО!
Существует опасность
получения травмы при выходе
проволочного электрода на
скорости. Держите горелку
таким образом, чтобы она была
направлена в сторону от Вашего
лица и тела.
ЗАПОМНИТЕ! Зачистите
проволочный электрод
перед вставкой.
ЗАПОМНИТЕ! Ïðè
вставке электрода из
мягкой проволоки откройте
рычаг зажима (AlSi 5, Al и AlMg).
* Светодиод горит
- зеленый цвет: готов к
использованию
- красный цвет: цепь
управления не подключена
TT
el elektrodu sürmeel elektrodu sürme
T
el elektrodu sürme
TT
el elektrodu sürmeel elektrodu sürme
DD
IKKAIKKA
TT
D
DD
kaynak teli nedeniyle
yaralanma tehlikesi. Torcu
yüzünüzden ve vücudunuzdan
uzak tutun.
kýrýn!
AlMg) sürülmesi sýrasýnda germe
kolunu açýn.
* LED yanýyor
- yeþil: Ýþletime hazýr
- kýrmýzý: kontrol sinyali
baðlantýsý yok
!!
IKKA
T
! Dýþarý çýkan
IKKAIKKA
TT
!!
NN
OTOT
!!
N
OT
! Kaynak telini
NN
OTOT
!!
sürmeden önce pahýný
NN
OTOT
!!
N
OT
! Yumuþak kaynak
NN
OTOT
!!
tellerinin (AlSi 5, Al, ve
Важная информация! Если
светодиод не горит: проверьте
подачу электропитания на
привод.
Önemli!Önemli!
Önemli! LED yanmýyorsa: Akým
Önemli!Önemli!
beslemesi tahrik ünitesini kontrol
edin.
29
Page 32
1
5a
1
0 mm
.0 inch
2
1
3
1
2
2
3
4
3
2
1
4
1
1
3
5b
1
1
2
3
4
3
2
30
Page 33

PL EN SK
Wymienić części ulegające
zużyciu końcówki palnika
spawalniczego
OSTROŽNIE! Niebezpiec-
zeństwo oparzenia przez
gorący płyn chłodzący.
Przed demontażem końcówki
palnika ustawić wyłącznik zasilania
w pozycji - O -.
WSKAZÓWKA! Podczas
zdejmowania końcówki
palnika spawalniczego przestrzegać
następujących instrukcji:
- skrócić drut elektrodowy przy
końcówce prądowej
- wcisnąć i przytrzymać końcówkę
palnika
- podczas zwalniania nakrętki
złączkowej skierować końcówkę
palnika w przeciwną stronę w
celu usunięcia nadmiaru płynu
chłodzącego
- szybkim ruchem zdemontować
końcówkę palnika
5a wkładka prowadnicy drutu wykonana z
tworzywa sztucznego
5b wkładka prowadnicy drutu wykonana z
brązu
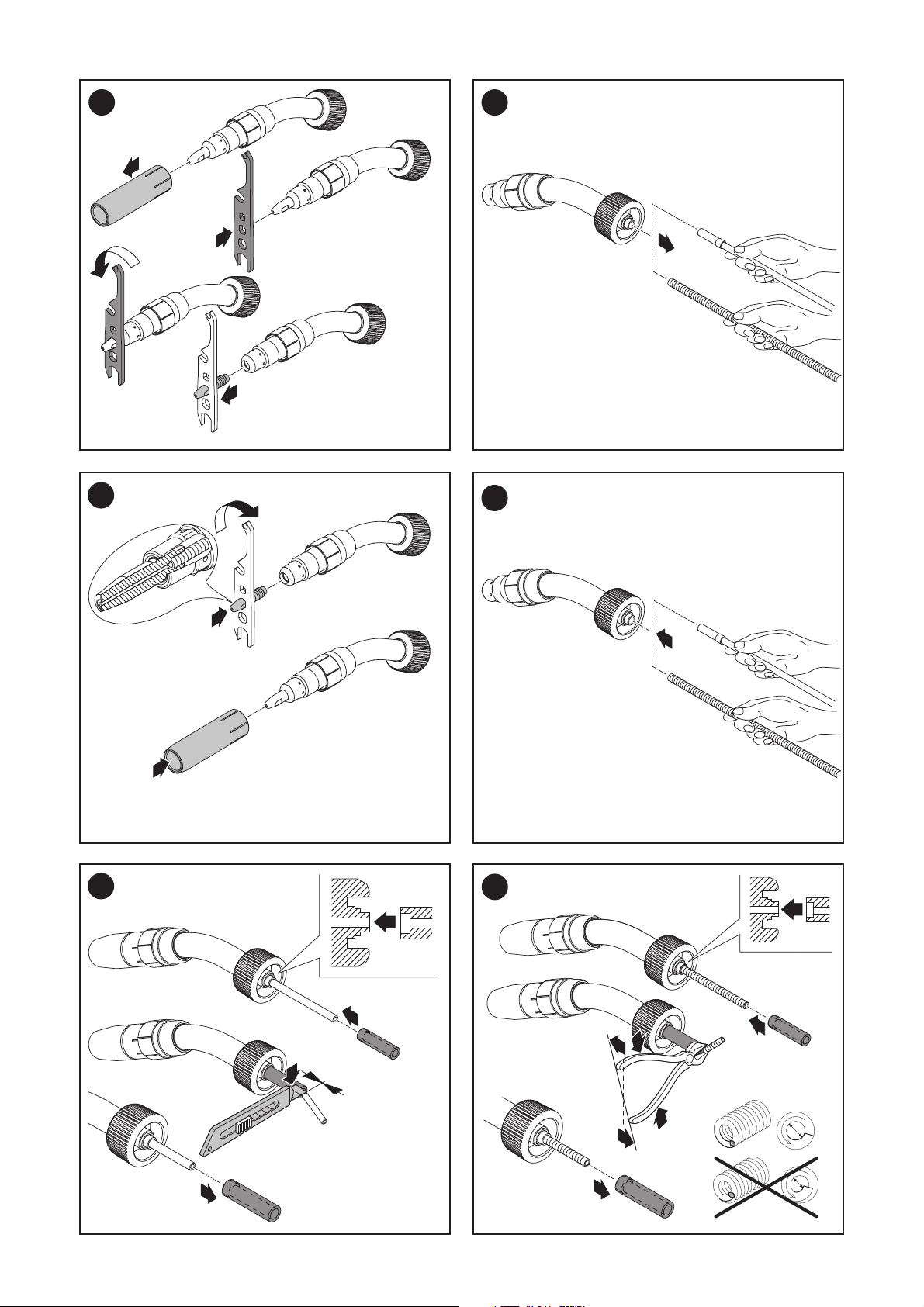
Replace Wear Parts on
Torch Neck
CAUTION! Risk of scal-
ding due to hot coolant.
Turn mains switch on power
source to - O - position prior to
removing torch neck.
NOTE! Pay attention to
the following points when
removing the pipe bend:
- Cut welding electrode to
length by the contact pipe
- Press pipe bend in and hold it
- When undoing the union nut,
point the torch neck down to
remove excess coolant
- With a quick movement, pull
the pipe bend off
5a Plastic wire guide
5b Bronze wire guide
Na oblúkovom nástavci
vymeniť dielce, podliehajúce zrýchlenému opotrebovaniu
POZOR! Nebezpečenstvo
obarenia na základe horúceho chladiaceho média. Pred
odobraním oblúkového nástavca
sieťový spínač prúdového zdroja
prepnúť do polohy - O -.
Upozornenie! Pri odoberaní oblúkového nástavca
dať pozor na nasledovné:
- Drôtovú elektródu pri kontaktnej rúrke skrátiť
- Oblúkový nástavec zatlačiť a
zadržať
- Pri uvoľnení prevlečnej matice
oblúkový nástavec držať smerom nadol, aby sa odstránilo
prebytočné chladiace médium
- Oblúkový nástavec stiahnuť
rýchlym pohybom
5a Plastová vodiaca vložka drôtu
5b Bronzová vodiaca vložka drôtu
RU TR ZH
Замените
изношенные детали
наконечника горелки
ОСТОРОЖНО! Существует
риск ожога горячей
охлаждающей жидкостью. Перед
снятием наконечника горелки
переключите сетевой выключатель
источника питания в положение O -.
ЗАПОМНИТЕ! Обратите
внимание на следующие
пункты при снятии отвода трубы:
- Отрежьте сварочный электрод
по длине контактной трубы
- Вдавите отвод трубы и
держите его
- Ослабьте накидную гайку и
направьте наконечник горелки
вниз, чтобы удалить
избыточную охлаждающую
жидкость
- Быстрым движением снимите
отвод трубы
5a Пластмассовая направляющая
5b Бронзовая направляющая
TT
orç boynundaki aþýnanorç boynundaki aþýnan
T
orç boynundaki aþýnan
TT
orç boynundaki aþýnanorç boynundaki aþýnan
parçalarý deðiþtirinparçalarý deðiþtirin
parçalarý deðiþtirin
parçalarý deðiþtirinparçalarý deðiþtirin
DD
IKKAIKKA
TT
D
DD
!!
IKKA
T
! Sýcak soðutucu
IKKAIKKA
TT
!!
madde nedeniyle
haþlanma tehlikesi. Torç boynunu çýkartmadan önce güç
kaynaðýnýn þebeke þalterini - O
- konumuna çevirin.
NN
OTOT
N
OT! Torç boynunu
NN
OTOT
çýkartýrken aþaðýdaki
hususlara dikkat edin:
- Kaynak telinin uzunluðunu
kontak memede ayarlayýn
- Torç boynunu içeri bastýrýn ve
tutun
- Baþlýk somununu sökerken,
fazla soðutucu maddeyi
temizlemek için torç boynunu
aþaðý doðrultun
- Torç boynunu hýzlý hareketle
çekin
5a Plastik tel kýlavuz elemaný
5b Bronz tel kýlavuz elemaný
31
Page 34

1
1
2
2
3
2
4
3
3
2
1
(0 in.)
0 mm
4
1
2
1
5
5
3
4
5
2
1
3
6
4
1
2
3
32
"click"
5
Page 35

PL EN SK
Wymiana wkładki prowadnicy drutu oraz
elementu ślizgowego
w buforze drutu
WSKAZÓWKA! Przed
wymianą wkładki prowadnicy drutu oraz elementu ślizgowego wysunąć drut elektrodowy.
Replacing the wire
guide and sliding contact in the wire buffer
NOTE: Remove the
welding wire before
replacing the wire guide and
sliding contact.
Vodiacu vložku drôtu
a klzný diel v zásobníku drôtu vymeniť
UPOZORNENIE! Drôtovú
elektródu pred výmenou
vodiacej vložky drôtu a klzného
dielca vyvliecť.
RU TR ZH
Замена направляющей
и скользящего
контакта в накопителе
проволоки
ПРИМЕчАНИЕ:
Извлеките сварочный
провод перед заменой
направляющей и скользящего
контакта.
TT
el kýlavuz elemanýný veel kýlavuz elemanýný ve
T
el kýlavuz elemanýný ve
TT
el kýlavuz elemanýný veel kýlavuz elemanýný ve
tel tamponundaki kaymatel tamponundaki kayma
tel tamponundaki kayma
tel tamponundaki kaymatel tamponundaki kayma
parçasýný deðiþtirinparçasýný deðiþtirin
parçasýný deðiþtirin
parçasýný deðiþtirinparçasýný deðiþtirin
NN
OTOT
!!
N
OT
! Tel kýlavuz elemaný-
NN
OTOT
!!
ný ve kayma parçasýný
deðiþtirmeden önce kaynak telini
çýkartýn.
33
Page 36

1
1
2
2
1
3
1
2
5
1
2
4
2
1
3
4
3
6
1
3
4
34
Page 37

PL EN SK
Wymiana dźwigni
Replacing the lever
Páčku vymeniť
RU TR ZH
Замена рычага
Kolu deðiþtirinKolu deðiþtirin
Kolu deðiþtirin
Kolu deðiþtirinKolu deðiþtirin
35
Page 38

36
Page 39
PL EN SK
- Wybrać jeden z poniższych
parametrów w źródle prądu
spawalniczego:
- Ustawić parametry za pomocą
funkcji Up/Down
Ważne! W trybach pracy „Spawanie MIG/MAG Standard i Puls
Synergic” istnieje możliwość
ustawienia dodatkowych parametrów:
Wyboru jednostki PushPull w
źródle prądu spawalniczego:
- PPU 28:
Przycisk Up/Down / potencjometr mocy aktywny
- PPU 29:
Przycisk Up/Down / potencjometr mocy nieaktywny
Up/DownUp/Down
- Select one of the following
parameters on the power
source:
- Set the parameters using the
Up/Down function
Important! In the “MIG/MAG
Standard Synergic and Pulsed
Synergic Welding” operating
modes, extra parameters can be
set:
Selecting the push-pull unit on the
power source:
- PPU 28:
Up/down key/power potentiometer activated
- PPU 29:
Up/down key/power potentiometer not activated
Up/Down
- Na prúdovom zdroji vyberte
jeden z nasledujúcich parametrov:
- Pri nastavovaní parametrov
použite funkciu Up/Down
Dôležité upozornenie! V prevádzkových režimoch „Zváranie
MIG/MAG Standard a PulsSynergic“ možno nastaviť aj
prídavné parametre:
Výber jednotky PushPull na zdroji:
- PPU 28:
Tlačidlo Up/Down / silový
potenciometer aktivovaný
- PPU 29:
Tlačidlo Up/Down / silový
potenciometer neaktivovaný
RU TR ZH
Вверх/Вниз
- Выберите один из следующих
параметров на источнике
питания:
- Установите параметры,
используя функцию Вверх/
Вниз
Важная информация! В рабочих
режимах «Стандартной
синергетической и импульсной
синергетической сварки методом
MIG/MAG» могут быть
установлены дополнительные
параметры:
При выборе двухтактного
элемента на источнике питания:
- PPU 28:
Потенциометр «Вверх/вниз
ключ/питание» включен
- PPU 29:
Потенциометр «Вверх/вниз
ключ/питание» не включен
Up/DownUp/Down
Up/Down
Up/DownUp/Down
- Güç kaynaðýnda aþaðýdaki
parametrelerden birini seçin:
- Parametreyi Up/Down fonksiyonu vasýtasýyla ayarlayýn
Önemli!Önemli!
Önemli! „MIG/MAG Standart
Önemli!Önemli!
Synergic ve Puls-Synergic kaynak“ iþletim modlarýnda ilave
parametreler ayarlanabilir:
Güç kaynaðýnda PushPull ünitesini
seçme:
- PPU 28:
Up/Down-Tuþu / güç potansiyometresi etkinleþtirildi
- PPU 29:
Up/Down-Tuþu / güç potansiyometresi etkinleþtirilmedi
37
Page 40

38
Page 41

PL EN SK
Czyszczenie, konserwacja i utylizacja
Regularna i profilaktyczna konserwacja palnika spawalniczego
robota CMT to istotne czynniki,
zapewniające bezawaryjną eksploatację. Palnik spawalniczy jest
poddany działaniu wysokich
temperatur i silnych zanieczyszczeń. Dlatego też palnik spawalniczy wymaga częstszej konserwacji, niż inne elementy systemu
spawania.
Ważne! Podczas usuwania rozprysków spawalniczych należy
unikać powstawania wyżłobień i
zadrapań. Podczas dalszej pracy
mogłyby w nich osiadać stale
powstające rozpryski spawalnicze.
-W żadnym wypadku nie
wyginać końcówki palnika
Care, maintenance and
disposal
Regular and preventive maintenance of the CMT robot welding
torch is essential for problem-free
operation. The welding torch is
subjected to high temperatures
and heavy soiling. The welding
torch therefore requires more
frequent maintenance than other
components in the welding system.
Important! When removing
welding spatter, avoid scoring or
scratching the torch. Future
welding spatter may become firmly
lodged in score or scratch marks.
- Do NOT bend the torch neck
Ošetrovanie, údržba
a likvidácia
Pravidelná a preventívna údržba
robotizovaného zváracieho horáka
CMT a podstatné faktory pre
bezporuchové prevádzkovanie.
Zvárací horák je vystavený vysokým teplotám a silnému znečisteniu. Preto tento zvárací horák
potrebuje častejšiu údržbu ako iné
komponenty zváracieho systému.
Dôležité upozornenie! Pri odstraňovaní odstreknutí zo zvárania
zabráňte vytvoreniu rýh
a škrabancov. V týchto by sa mohli
pri ďalšom prevádzkovaní vznikajúce odstreknutia zo zvárania
trvale usadiť.
- Oblúkový nástavec v žiadnom
prípade neohýbať
RU TR ZH
Уход, техническое
обслуживание и
утилизация
Текущее и профилактическое
обслуживание сварочной горелки
CMT для роботизированной
сварки является важным
фактором для обеспечения ее
надежной работы. Сварочная
горелка подвергается
воздействию высоких
температур и сильному
загрязнению. Поэтому сварочная
горелка требует более частого
обслуживания, чем другие узлы
сварочной системы.
Важная информация! При
удалении сварочных брызг
избегайте образования задиров
или царапин на сварочной
горелке. Сварочные брызги,
которые впоследствии могут
осесть в задирах или царапинах,
будет сложно удалить.
Bakým, onarým ve atýkBakým, onarým ve atýk
Bakým, onarým ve atýk
Bakým, onarým ve atýkBakým, onarým ve atýk
yönetimiyönetimi
yönetimi
yönetimiyönetimi
CMT Robot torcun düzenli ve
önleyici bakýmý, arýzasýz bir
çalýþma için temel faktörlerdir.
Torç, yüksek sýcaklýklara ve aþýrý
kirlenmeye maruz kalmaktadýr. Bu
nedenle torç, kaynak sisteminin
diðer bileþenlerine göre daha sýk
bir bakýma ihtiyaç duymaktadýr.
Önemli!Önemli!
Önemli! Kaynak cüruflarýný temiz-
Önemli!Önemli!
lerken yarýk ve çizik oluþmasýný
önleyin. Daha sonraki çalýþtýrma
sýrasýnda bunlarýn içine kaynak
cüruflarý kalýcý olarak yerleþebilir.
- Torç boyunu kesinlikle bükmeyin
- Не сгибайте наконечник
горелки
39
Page 42

*
2
1
*
*
*
40
Page 43

PL EN SK
Czyszczenie, konserwacja i utylizacja
Podczas każdego uruchamiania:
- Skontrolować końcówkę
prądową
- Wymienić wytartą końcówkę
prądową
- Usunąć rozpryski spawalnicze
z dyszy gazowej
- W przypadku zanieczyszczeń
w obszarze wtyku
niemożliwych do usunięcia,
wymienić dyszę gazową
* Sprawdzić osłonę przed
rozpryskami oraz izolacje pod
względem uszkodzeń
Care, maintenance and
disposal
Every start-up:
- Check the contact tube
- Replace worn out contact
tube
- Remove welding spatter from
gas nozzle
- If there is dirt that cannot be
removed from around the
nozzle join, replace the gas
nozzle
* Check spatter guard and
insulation for damage
Ošetrovanie, údržba
a likvidácia
Pri každom uvedení do prevádzky:
- Prekontrolovať kontaktnú
rúrku
- Vymeniť vybrúsenú kontaktnú
rúrku
- Plynovú dýzu zbaviť odstreknutého materiálu zo zvárania
- Pri neodstrániteľných znečisteniach v oblasti zasunutia,
vymeniť plynovú dýzu
* Prekontrolovať ochranu proti
odstreknutiam a izoláciu
ohľadom poškodenia
RU TR ZH
Уход, техническое
обслуживание и
утилизация
При каждом запуске:
- Проверьте токоподводящий
мундштук
- Замените изношенный
токоподводящий мундштук
- Удалите сварочные брызги из
газовой насадки
- Если грязь вокруг соединения
насадки не счищается,
замените газовую насадку
* Проверьте экран для защиты
от брызг и изоляцию на
отсутствие повреждений
Bakým, onarým ve atýkBakým, onarým ve atýk
Bakým, onarým ve atýk
Bakým, onarým ve atýkBakým, onarým ve atýk
yönetimiyönetimi
yönetimi
yönetimiyönetimi
Her iþletmeye alma sýrasýnda:
- Kontak memeyi kontrol edin
- Aþýnmýþ kontak memeyi
deðiþtirin
- Gaz nozulunu kaynak cüruflarýndan temizleyin
- Geçme bölgesinde temizlenemeyen kirlenmelerde, gaz
nozulunu deðiþtirin
* Sýçrama korumasýný ve
izolasyonlarý hasar bakýmýndan kontrol edin
41
Page 44

1
2
3
42
Page 45

PL EN SK
Czyszczenie, konserwacja i utylizacja
Podczas każdej wymiany szpuli
drutu:
- Zalecenie: Wymienić prowadnicę drutu
- Sprawdzić rolki podające i w
razie konieczności wymienić
je
- Oczyścić przewód podający
drut oraz jednostkę napędową
za pomocą sprężonego
powietrza o zredukowanym
ciśnieniu
Utylizacja:
- Utylizację przeprowadzać
zgodnie z obowiązującymi
przepisami krajowymi i regionalnymi.
Care, maintenance and
disposal
Every time the wirespool is changed:
- Recommended: replace inner
liner
- Check feed rollers and replace if required
- Clean the wirefeed hose and
drive unit with reduced compressed air
Disposal:
- Dispose of in accordance with
the applicable national and
local regulations.
Ošetrovanie, údržba
a likvidácia
Pri každej výmene cievky drôtu:
- Odporúča sa: Vymeniť bowden drôtu
- Prekontrolovať posuvové
kladky a prípadne ich vymeniť
- Prepravnú hadicu drôtu
a hnaciu jednotku vyčistiť so
zredukovaným tlakovým
vzduchom
Likvidácia:
- Likvidáciu vykonať podľa
platných národných
a regionálnych ustanovení.
RU TR ZH
Уход, техническое
обслуживание и
утилизация
Каждый раз при замене
проволочной катушки:
- Рекомендуется заменить
внутренний канал
- Проверьте подающие ролики
и при необходимости
замените их
- Очистите привод и шланг для
подачи проволоки сжатым
воздухом
Утилизация:
- Утилизируйте в соответствии
с действующими
государственными и
местными правилами.
Bakým, onarým ve atýkBakým, onarým ve atýk
Bakým, onarým ve atýk
Bakým, onarým ve atýkBakým, onarým ve atýk
yönetimiyönetimi
yönetimi
yönetimiyönetimi
Tel bobini her deðiþtirildiðinde:
- Öneriler: Tel kýlavuz göbeðini
deðiþtirin
- Besleme makaralarýný kontrol
edin ve gerekiyorsa deðiþtirin
- Tel sürme hortumunu ve tahrik
ünitesini düþürülmüþ basýnçlý
havayla temizleyin
Atýk yönetimi:
- Atýða çýkartma geçerli ulusal
ve bölgesel hükümlere göre
yapýlmalýdýr.
43
Page 46

PL
Lokalizacja i usuwanie usterek
Brak prądu spawania
Włączony wyłącznik zasilania, świecą się wskaźniki na źródle prądu spawalniczego, gaz ochronny dostępny
Przyczyna: Nieprawidłowe przyłącze masy
Usuwanie: Sprawdzić przyłącze masy oraz zacisk pod względem polaryzacji
Przyczyna: Pęknięcie kabla prądowego w wiązce uchwytu PullMig CMT
Usuwanie: Powiadomić serwis
Przyczyna: Luźne połączenie wiązki uchwytu
Usuwanie: Skontrolować połączenie wiązki uchwytu pod kątem solidności osadzenia
PullMig CMT nie pracuje
Włączony wyłącznik zasilania, świecą się wskaźniki na źródle prądu spawalniczego
Przyczyna: Wtyczka sterownicza lub silnika nie jest wetknięta
Usuwanie: Wetknąć wtyczkę sterowniczą lub silnika
Przyczyna: Uszkodzenie przewodu sterującego lub silnika
Usuwanie: Powiadomić serwis
Przyczyna: Uszkodzenie jednostki napędowej
Usuwanie: Powiadomić serwis
Przyczyna: Uszkodzony lub nieprawidłowo podłączony zestaw przewodów połączeniowych
Usuwanie: Skontrolować zestaw przewodów połączeniowych i przyłączenie
Brak gazu ochronnego
Wszystkie inne funkcje działają
Przyczyna: Pusta butla z gazem
Usuwanie: Wymienić butlę z gazem
Przyczyna: Uszkodzony reduktor ciśnienia gazu
Usuwanie: Wymienić reduktor ciśnienia gazu
Przyczyna: Przewód gazowy giętki nie jest zamontowany lub jest zagięty albo uszkodzony
Usuwanie: Zamontować przewód gazowy giętki, wyprostować lub wymienić
Przyczyna: Uszkodzenie końcówki palnika
Usuwanie: Wymienić końcówkę palnika
Przyczyna: Uszkodzenie zaworu elektromagnetycznego gazu w podajniku drutu CMT
Usuwanie: Wymienić zawór elektromagnetyczny gazu w podajniku drutu CMT
Złe właściwości spawania
Przyczyna: Nieprawidłowe parametry spawania
Usuwanie: Sprawdzić ustawienia
Przyczyna: Niedostateczne połączenie z masą
Usuwanie: Zapewnić dobry styk z elementem spawanym
Przyczyna: Brak lub za mało gazu ochronnego
Usuwanie: Sprawdzić reduktor ciśnienia, przewód gazowy giętki, zawór elektromagnetyczny gazu i przyłącze
gazu ochronnego palnika spawalniczego. W przypadku palników spawalniczych chłodzonych
gazem sprawdzić uszczelnienie gazu, zastosować odpowiednią prowadnicę drutu.
Przyczyna: Nieszczelność przyłączeń
Usuwanie: Poprawić przyłączenia
Page 47

PL
Złe właściwości spawania
Przyczyna: Niewłaściwa lub uszkodzona końcówka prądowa
Usuwanie: Wymienić końcówkę prądową
Przyczyna: Nieprawidłowy stop drutu lub nieprawidłowa średnica drutu
Usuwanie: Skontrolować włożoną szpulę drutu, skontrolować spawalność materiału podstawowego
Przyczyna: Gaz ochronny nie nadaje się do stopu drutu
Usuwanie: Zastosować odpowiedni gaz ochronny
Przyczyna: Niekorzystne warunki spawania: Zanieczyszczony gaz ochronny (wilgoć, powietrze), niedostatecz-
na osłona gazowa (jeziorko spawalnicze „kipi”, ciąg powietrza), zanieczyszczenia w elemencie
spawanym (rdza, lakier, tłuszcz)
Usuwanie: Zoptymalizować warunki spawania
Przyczyna: zanieczyszczona dysza gazowa
Usuwanie: Usunąć rozpryski spawalnicze
Przyczyna: Zawirowania ze względu na zbyt dużą ilość gazu ochronnego
Usuwanie: Zredukować ilość gazu ochronnego, zalecana
ilość gazu ochronnego (l/min) = średnica drutu (mm) x 10
(np. 16 l/min dla drutu elektrodowego o średnicy 1,6 mm)
Przyczyna: Zbyt duży odstęp pomiędzy końcówką prądową a elementem spawanym.
Usuwanie: Zmniejszyć odstęp pomiędzy końcówką prądową a elementem spawanym (ok. 10-15 mm)
Przyczyna: Zbyt duży kąt przystawienia palnika spawalniczego
Usuwanie: Zmniejszyć kąt przystawienia palnika spawalniczego
Przyczyna: Podzespoły podające drut nie są dostosowane do średnicy drutu elektrodowego
Usuwanie: Zastosować odpowiednie podzespoły podające drut
Przyczyna: Ulatnianie się gazu lub powietrze obce
Usuwanie: Skontrolować szczelność przewodu i zaworu wydmuchowego. Skontrolować zamknięcie przewo-
du wydmuchowego (króciec wtykowy)
Nieprawidłowe podawanie drutu
Przyczyna: Wlot drutu jest nieodpowiedni
Usuwanie: Skontrolować pozycję dyszy wlotowej drutu w stosunku do rolek podających i skorygować
Przyczyna: Ustawiona zbyt duża siła hamulca w podajniku drutu CMT
Usuwanie: Zmniejszyć siłę hamulca w podajniku drutu CMT
Przyczyna: Zmniejszenie otworu końcówki prądowej wskutek powstawania osadów
Usuwanie: Wymienić końcówkę prądową
Przyczyna: Uszkodzenie prowadnicy drutu lub wkładki prowadnicy drutu
Usuwanie: Skontrolować prowadnicę drutu lub wkładkę prowadnicy drutu pod kątem zagięć, zabrudzeń itp.;
wymienić uszkodzoną prowadnicę drutu lub wkładkę prowadnicy drutu
Przyczyna: Rolki podające nie nadają się do używanego drutu elektrodowego
Usuwanie: Zastosować odpowiednie rolki podające
Przyczyna: Nieprawidłowa siła docisku rolek podających
Usuwanie: Skontrolować siłę docisku, ewentualnie ustawić ją na nowo
Przyczyna: Zanieczyszczone lub uszkodzone rolki podające
Usuwanie: Oczyścić lub wymienić rolki podające
Przyczyna: Prowadnica drutu została zgięta podczas wsuwania
Usuwanie: Podczas wsuwania trzymać prowadnicę drutu tylko w pobliżu rury wlotowej
Page 48
PL
Nieprawidłowe podawanie drutu
Przyczyna: Po skróceniu prowadnica drutu jest zbyt krótka
Usuwanie: Wymienić prowadnicę drutu i skrócić do odpowiedniej długości
Przyczyna: Ścieranie się drutu elektrodowego na skutek zbyt dużej siły docisku rolek podających
Usuwanie: Zredukować siłę docisku rolek podających
Przyczyna: Zanieczyszczony / zardzewiały drut elektrodowy
Usuwanie: Zastosować lepszej jakości drut elektrodowy bez zanieczyszczeń
Palnik spawalniczy bardzo się nagrzewa
Przyczyna: Poluzowana nakrętka złączkowa na przyłączu końcówki palnika
Usuwanie: Dokręcić nakrętkę złączkową
Przyczyna: Palnik spawalniczy był eksploatowany przy zbyt długim czasu włączenia.
Usuwanie: Zmniejszyć moc spawania lub zastosować palnik spawalniczy o większej wydajności; przestrze-
gać czasu włączenia i granic obciążenia
Przyczyna: Za mały przepływ płynu chłodzącego
Usuwanie: Sprawdzić poziom płynu chłodzącego, ilość przepływu płynu chłodzącego, zanieczyszczenie
płynu chłodzącego, ułożenie wiązki uchwytu itp.
Krótka żywotność końcówki prądowej
Przyczyna: Ścieranie się drutu elektrodowego na skutek zbyt dużej siły docisku rolek podających
Usuwanie: Zredukować siłę docisku rolek podających
Przyczyna: Nieprawidłowy rozmiar końcówki prądowej
Usuwanie: Zastosować końcówkę prądową o odpowiednim rozmiarze
Przyczyna: Zbyt długi czas włączenia palnika spawalniczego
Usuwanie: Skrócić czas włączenia lub też zastosować palnik spawalniczy o większej wydajności
Przyczyna: Przegrzana końcówka prądowa. Brak odprowadzania ciepła ze względu na luźne osadzenie
końcówki prądowej
Usuwanie: Dokręcić końcówkę prądową
WSKAZÓWKA! W przypadku stosowania stopów CrNi, ze względu na właściwości powierzchni drutu
elektrodowego CrNi może następować bardziej intensywne zużywanie się końcówki prądowej.
Porowatość spoiny
Przyczyna: Zanieczyszczenie dyszy gazowej, w następstwie czego osłona gazowa spoiny jest
niewystarczająca
Usuwanie: Usunąć rozpryski spawalnicze
Przyczyna: Otwory w przewodzie gazu ochronnego lub niedokładne podłączenie przewodu gazu ochronnego
Usuwanie: Wymienić przewód gazu ochronnego, zadbać o dokładne podłączenie przewodu gazu ochronne-
go
Przyczyna: Uszkodzone pierścienie samouszczelniające na przyłączach
Usuwanie: Wymienić pierścienie samouszczelniające
Przyczyna: Wilgoć / skropliny w przewodzie gazu ochronnego
Usuwanie: Osuszyć przewód gazu ochronnego
Przyczyna: Zbyt intensywny lub zbyt mały przepływ gazu ochronnego
Usuwanie: Skorygować przepływ gazu ochronnego
Page 49

PL
Porowatość spoiny
Przyczyna: Niewystarczająca ilość gazu ochronnego na początku lub na końcu spawania
Usuwanie: Zwiększyć wypływ gazu przed rozpoczęciem lub po zakończeniu spawania
Przyczyna: Drut elektrodowy zardzewiały lub złej jakości
Usuwanie: Zastosować lepszej jakości drut elektrodowy bez zanieczyszczeń
Przyczyna: Nałożono zbyt dużą ilość środka antyadhezyjnego
Usuwanie: Usunąć zbędną ilość środka antyadhezyjnego / nakładać mniejszą ilość środka
Page 50

EN
Troubleshooting
No welding current
Mains switch is on, indicators on the power source are lit, shielding gas available
Cause: Incorrect earth (ground) connection
Remedy: Check the earth (ground) connection and clamp for correct polarity
Cause: There is a break in the current cable in the PullMig CMT hosepack
Remedy: Contact After-Sales Service
Cause: Loose connection on hosepack
Remedy: Check that hosepack is firmly in place
PullMig CMT not working
Mains switch is on, indicators on the power source are lit
Cause: Control plug or motor plug not plugged in
Remedy: Plug in the control plug or motor plug
Cause: The control line or motor lead is defective
Remedy: Contact After-Sales Service
Cause: Drive unit is faulty
Remedy: Contact After-Sales Service
Cause: The interconnecting hosepack is faulty or not connected properly
Remedy: Check the interconnecting hosepack and connection
No shielding gas
All other functions are OK
Cause: The gas cylinder is empty
Remedy: Change the gas cylinder
Cause: Gas pressure regulator is faulty
Remedy: Change the gas pressure regulator
Cause: The gas hose is not connected, or is damaged or kinked
Remedy: Fit gas hose, lay out straight or change
Cause: Welding torch is faulty
Remedy: Exchange the welding torch
Cause: Gas solenoid valve in the CMT feeder is faulty
Remedy: Exchange the gas solenoid valve in the CMT feeder
Poor welding properties
Cause: Incorrect welding parameters
Remedy: Check the settings
Cause: Poor connection to earth (ground)
Remedy: Ensure good contact to workpiece
Cause: Not enough shielding gas, or none at all
Remedy: Check the pressure regulator, gas hose, gas solenoid valve and torch gas connection. On gas-
cooled welding torches, inspect the gas seals, use a suitable inner liner.
Cause: Connections leaking
Remedy: Tighten connections
Page 51

EN
Poor welding properties
Cause: Contact tube does not fit or is damaged
Remedy: Change the contact tube
Cause: Wrong wire alloy or wrong wire diameter
Remedy: Check the wirespool that has been inserted, check the weldability of the base metal
Cause: The shielding gas is not suitable for this wire alloy
Remedy: Use the correct shielding gas
Cause: Unfavourable welding conditions: shielding gas is contaminated (by moisture, air), inadequate gas
shielding (weld pool „boiling“, draughts), contaminants in the workpiece (rust, paint, grease)
Remedy: Optimise the welding conditions
Cause: Gas nozzle soiled
Remedy: Remove welding spatter
Cause: Turbulence caused by too high a rate of shielding gas flow
Remedy: Reduce amount of shielding gas, recommended:
shielding gas quantity (l/min) = wire diameter (mm) x 10
(e.g. 16 l/min for 1.6 mm wire electrode)
Cause: Too large a distance between the contact tube and the workpiece.
Remedy: Reduce the distance between the contact tube and the workpiece (approx. 10-15 mm)
Cause: Tilt angle of the welding torch is too great
Remedy: Reduce the tilt angle of the welding torch
Cause: The wirefeed components do not match the wire electrode diameter
Remedy: Use the correct wirefeed components
Cause: Loss of gas or extraneous air
Remedy: Check leak-tightness of blow-through line and blow-through valve. Check closure seal of blow-
through line (push-on nipple)
Poor wirefeed
Cause: Wire does not fit
Remedy: Check the position of the wire inlet nozzle relative to the feed rollers, and correct as necessary
Cause: Brake force on the CMT wirefeeder set too high
Remedy: Set the brake on the CMT wirefeeder to a looser setting
Cause: Hole in contact tube constricted due to deposits
Remedy: Change the contact tube
Cause: The wire feed inner liner or wire feed insert is defective
Remedy: Check the wire feed inner liner and wire feed insert for kinks, dirt, etc. ; change the faulty liner or
wire feed insert
Cause: The wirefeed rollers are not suitable for the wire electrode being used
Remedy: Use suitable wire feed rollers
Cause: The wirefeed rollers are exerting the wrong contact pressure
Remedy: Check the contact pressure, adjust if necessary
Cause: The wirefeed rollers are soiled or damaged
Remedy: Clean the wirefeed rollers or exchange them for new ones
Cause: Inner line was kinked while being inserted
Remedy: When inserting the inner liner, only handle it around the infeed tube
Page 52

EN
Poor wirefeed
Cause: The inner liner has been cut too short
Remedy: Replace the inner liner and cut it to the correct length
Cause: Wire electrode worn due to heavy contact pressure at the feed rollers
Remedy: Reduce contact pressure at the feed rollers
Cause: Wire electrode contains impurities or is corroded
Remedy: Use high-quality wire electrode with no impurities
The welding torch becomes very hot
Cause: Union nut on torch neck connection loose
Remedy: Tighten the union nut
Cause: The welding torch has been operated beyond its maximum duty cycle.
Remedy: Lower the welding power or use a higher-capacity torch; observe the duty cycle and loading limits
Cause: Coolant flow rate too low
Remedy: Check coolant level, coolant through-flow, cleanliness of coolant, arrangement of hosepack, etc.
Contact tube only has a short service life
Cause: Wire electrode worn due to heavy contact pressure at the feed rollers
Remedy: Reduce contact pressure at the feed rollers
Cause: Wrong dimension of contact tube
Remedy: Use a contact tube of the correct dimension
Cause: Duty cycle of welding torch has been exceeded
Remedy: Shorten the ON times or use a higher-capacity torch
Cause: Contact tube has overheated. No thermal dissipation, as the contact tube is fitted too loosely
Remedy: Tighten the contact tube
NOTE! When using CrNi, the contact tube may be subject to a higher degree of wear due to the
nature of the surface of CrNi welding wire.
Weld seam porosity
Cause: Soiled gas nozzle, causing inadequate gas-shielding of the weld seam
Remedy: Remove welding spatter
Cause: Either the shielding gas hose has holes in it, or the hose is not connected properly
Remedy: Change the shielding gas hose, ensure the hose is connected properly
Cause: The O-ring seals on the connection points are faulty
Remedy: Change the O-ring seals
Cause: Moisture/condensation in the shielding gas hose
Remedy: Dry the shielding gas hose
Cause: Shielding gas flow is either too high or too low
Remedy: Correct the shielding gas flow
Page 53

EN
Weld-seam porosity
Cause: Insufficient shielding-gas flow at the beginning or end of welding
Remedy: Increase gas pre-flow or gas post-flow
Cause: Rusty or poor quality wire electrode
Remedy: Use high-quality wire electrode with no impurities
Cause: Too much parting agent applied
Remedy: Wipe off excess parting agent / apply less parting agent
Page 54

CS
Diagnostika chýb, odstránenie chýb
Žiadny zvárací prúd
Sieťový spínač zapnutý, indikácie na prúdovom zdroji svietia, ochranný plyn je prítomný
Príčina: Chybné pripojenie na kostru
Odstránenie: Prekontrolovať pripojenie na kostru a svorku ohľadom polarity
Príčina: Prerušený prúdový kábel v hadicovom balíku PullMig CMT
Odstránenie: Upovedomiť servisnú službu
Príčina: Voľný prípoj hadicového balíka
Odstránenie: Prekontrolovať prípoj hadicového balíka ohľadom pevného dotiahnutia
PullMig CMT nepracuje
Sieťový vypínač zapnutý, indikácie na prúdovom zdroji svietia
Príčina: Riadiaci konektor alebo zástrčka motora nie sú zasunuté
Odstránenie: Riadiaci konektor alebo zástrčku motora zasunúť
Príčina: Chybný riadiaci kábel alebo kábel motora
Odstránenie: Upovedomiť servisnú službu
Príčina: Chybná hnacia jednotka
Odstránenie: Upovedomiť servisnú službu
Príčina: Chybný spojovací hadicový balík, alebo tento nie je správne pripojený
Odstránenie: Prekontrolovať spojovací hadicový balík a pripojenie
Žiadny ochranný plyn
Všetky iné funkcie sú prítomné
Príčina: Prázdna plynová fľaša
Odstránenie: Plynovú fľašu vymeniť
Príčina: Chybný redukčný ventil tlaku
Odstránenie: Redukčný ventil tlaku vymeniť
Príčina: Plynová hadica nie je namontovaná, je zalomená alebo poškodená
Odstránenie: Plynovú hadicu namontovať, uložiť priamo alebo vymeniť
Príčina: Oblúkový nástavec je chybný
Odstránenie: Oblúkový nástavec vymeniť
Príčina: Elektromagnetický ventil plynu v posuve CMT je chybný
Odstránenie: Elektromagnetický ventil plynu v posuve CMT vymeniť
Zlé zváracie vlastnosti
Príčina: Chybné parametre zvárania
Odstránenie: Prekontrolovať nastavenia
Príčina: Zlé spojenie na kostru
Odstránenie: Vytvoriť dobrý kontakt k obrobku
Príčina: Žiadny ochranný plyn ,alebo príliš málo ochranného plynu
Odstránenie: Redukčný ventil, plynovú hadicu, elektromagnetický ventil plynu a prípoj plynu na horáku
prekontrolovať. Pri plynom chladených zváracích horákoch prekontrolovať utesnenie plynu,
použiť vhodný bowden drôtu.
Príčina: Prípoje nie sú tesné
Odstránenie: Prípoje pritiahnuť
Page 55

CS
Lé zváracie vlastnosti
Príčina: Nevhodná alebo poškodená kontaktná rúrka
Odstránenie: Kontaktnú rúrku vymeniť
Príčina: Chybné legovanie drôtu alebo chybný priemer drôtu
Odstránenie: Prekontrolovať vloženú cievku drôtu, prekontrolovať zvariteľnosť základného materiálu
Príčina: Ochranný plyn nie je vhodný pre legovanie drôtu
Odstránenie: Použiť správny ochranný plyn
Príčina: Nepriaznivé podmienky pre zváranie: Znečistený ochranný plyn (vlhkosť, vzduch), nedostatoč-
né zaštítenie plynom (zvarový kúpeľ „sa varí“, prievan), znečistenia v obrobku (hrdza, lak, tuk)
Odstránenie: Podmienky pre zváranie optimalizovať
Príčina: Znečistená dýza plynu
Odstránenie: Odstrániť odstreknutia zo zvárania
Príčina: Vírenie na základe príliš vysokého množstva ochranného plynu
Odstránenie: Zredukovať množstvo ochranného plynu,
Množstvo ochranného plynu (l/min) = priemer drôtu (mm) x 10
(napr., 16 l/min pre drôtovú elektródu 1,6 mm)
Príčina: Príliš veľký odstup medzi kontaktnou rúrkou a obrobkom.
Odstránenie: Zredukovať odstup medzi kontaktnou rúrkou a obrobkom (cca 10-15 mm)
Príčina: Príliš veľký uhol priloženia zváracieho horáka
Odstránenie: Uhol priloženia zváracieho horáka zredukovať
Príčina: Komponenty prepravovania drôtu sa nehodia k danému priemeru drôtovej elektródy
Odstránenie: Nasadiť správne komponenty prepravovania drôtu
Príčina: strata plynu alebo cudzí vzduch
Odstránenie: Prekontrolovať tesnosť výfukového potrubia a výfukového ventilu. Prekontrolovať uzáver
výfukového potrubia (násuvná vsuvka)
Chybné prepravovanie drôtu
Príčina: Vstup drôtu nie je vhodný
Odstránenie: Prekontrolovať a skorigovať polohu vstupnej dýzy drôtu k posuvovým kladkám
Príčina: Brzda na posuve drôtu u CMT je príliš tuho nastavená
Odstránenie: Brzdu na posuve drôtu u CMT nastaviť voľnejšie
Príčina: Otvor kontaktnej rúrky je na základe nánosov zmenšený
Odstránenie: Kontaktnú rúrku vymeniť
Príčina: Chybný bowden drôtu alebo vodiaca vložka drôtu
Odstránenie: Bowden drôtu a vodiacu vložku drôtu prekontrolovať ohľadom zalomení, znečistenia atď.;
chybný bowden drôtu alebo vodiacu vložku drôtu vymeniť
Príčina: Posuvové kladky nie sú vhodné pre použitú drôtovú elektródu
Odstránenie: Použiť vhodné posuvové kladky
Príčina: Chybný pritláčací tlak posuvových kladiek
Odstránenie: Prekontrolovať pritláčací tlak, prípadne nanovo nastaviť
Príčina: Posuvové kladky sú znečistené alebo poškodené
Odstránenie: Posuvové kladky vyčistiť alebo vymeniť
Príčina: Bowden drôtu bol pri zasúvaní zalomený
Odstránenie: Bowden drôtu pri zasúvaní uchopiť iba v blízkosti vstupnej rúrky
Page 56

CS
Chybné prepravovanie drôtu
Príčina: Bowden drôtu po skrátení je príliš krátky
Odstránenie: Bowden drôtu vymeniť a skrátiť na správnu dĺžku
Príčina: Oder drôtovej elektródy v dôsledku príliš silného pritláčacieho tlaku na posuvových kladkách
Odstránenie: Pritláčací tlak na posuvových kladkách zredukovať
Príčina: Drôtová elektróda je znečistená alebo zahrdzavená
Odstránenie: Použiť kvalitnú drôtovú elektródu bez znečistení
Zvárací horák je veľmi zohriaty
Príčina: Prevlečná matica na prípoji oblúkového nástavca je voľná
Odstránenie: Prevlečnú maticu pritiahnuť
Príčina: Zvárací horák bol prevádzkovaný nad maximálnu dobu zapnutia.
Odstránenie: Zvárací výkon znížiť, alebo použiť výkonnejší zvárací horák; dodržať dobu zapnutia a medze
zaťaženia
Príčina: Príliš malý prietok chladiaceho média
Odstránenie: Prekontrolovať stav chladiaceho média, prietokové množstvo chladiaceho média, znečistenie
chladiaceho média, uloženie hadicového balíka atď.
Krátka životnosť kontaktnej rúrky
Príčina: Oder drôtovej elektródy v dôsledku príliš silného pritláčacieho tlaku na posuvových kladkách
Odstránenie: Pritláčací tlak na posuvových kladkách zredukovať
Príčina: Chybné nadimenzovanie kontaktnej rúrky
Odstránenie: Kontaktnú rúrku správne nadimenzovať
Príčina: Príliš dlhá doba zapnutia zváracieho horáka
Odstránenie: Dobu zapnutia znížiť, alebo použiť výkonnejší zvárací horák
Príčina: Prehriata kontaktná rúrka. Žiadne odvádzanie tepla na základe príliš voľného usadenia kon-
taktnej rúrky
Odstránenie: Kontaktnú rúrku pevne pritiahnuť
UPOZORNENIE! Pri aplikáciách s CrNi môže v dôsledku vlastností povrchu drôtovej elektródy CrNi dochádzať
k zvýšenému opotrebeniu kontaktnej rúrky.
Pórovitosť zvaru
Príčina: Znečistená plynová dýza, tým nedostatočná ochrana zvaru plynom
Odstránenie: Odstrániť odstreknutia zo zvárania
Príčina: Diery v hadici ochranného plynu alebo nepresné napojenie hadice ochranného plynu
Odstránenie: Hadicu ochranného plynu vymeniť, postarať sa o presné napojenie hadice ochranného plynu
Príčina: O-krúžky na prípojoch sú chybné
Odstránenie: O-krúžky vymeniť
Príčina: Vlhkosť / kondenzát v potrubí ochranného plynu
Odstránenie: Potrubie ochranného plynu vysušiť
Príčina: Príliš veľké alebo príliš malé prúdenie ochranného plynu
Odstránenie: Prúdenie ochranného plynu skorigovať
Page 57

CS
Pórovitosť zvaru
Príčina: Nedostatočné množstvo ochranného plynu na začiatku zvárania alebo na konci zvárania
Odstránenie: Úvodné prúdenie plynu alebo dodatočné prúdenie plynu zvýšiť
Príčina: Hrdzavá drôtová elektróda alebo zlá kvalita tejto elektródy
Odstránenie: Použiť kvalitnú drôtovú elektródu bez znečistení
Príčina: Je naneseného príliš veľa separačného prostriedku
Odstránenie: Prebytočný separačný prostriedok odstrániť / naniesť menej separačného prostriedku
Page 58

RU
Поиск и устранение неисправностей
Сварочный ток отсутствует
Сетевой выключатель включен, индикаторы источника питания горят, защитный газ поступает
Причина неисправности: Неправильное заземление
Способ устранения: Проверьте полярность заземления и клеммы
Причина неисправности: Обрыв электрического кабеля в блоке шлангов горелки PullMig CMT
Способ устранения: Обратитесь в отдел послепродажного обслуживания
Причина неисправности: Отсутствие контакта с блоком шлангов
Способ устранения: Проверьте надежность фиксации блока шлангов
PullMig CMT не работает
Сетевой выключатель включен, индикаторы источника питания горят
Причина неисправности: Система управления или двигатель не подключены к электросети
Способ устранения: Подключите систему управления или двигатель к электросети
Причина неисправности: Линия управления или кабель двигателя неисправны
Способ устранения: Обратитесь в отдел послепродажного обслуживания
Причина неисправности: Привод неисправен
Способ устранения: Обратитесь в отдел послепродажного обслуживания
Причина неисправности: Соединительный блок шлангов неисправен или неправильно подключен
Способ устранения: Проверьте соединительный блок шлангов и его подключение
Защитный газ отсутствует.
Все остальные функции в порядке
Причина неисправности: Пустой газовый баллон
Способ устранения: Замените газовый баллон
Причина неисправности: Регулятор давления газа неисправен
Способ устранения: Замените регулятор давления газа
Причина неисправности: Газовый шланг не подсоединен, поврежден или изогнут
Способ устранения: Подсоедините, распрямите или замените газовый шланг
Причина неисправности: Сварочная горелка неисправна
Способ устранения: Замените сварочную горелку
Причина неисправности: Газовый электромагнитный клапан в устройстве подачи газа горелки CMT
неисправен
Способ устранения: Замените газовый электромагнитный клапан
Низкое качество сварки
Причина неисправности: Неправильные параметры сварки
Способ устранения: Проверьте настройки
Причина неисправности: Ненадежное заземление
Способ устранения: Обеспечьте надежный контакт с обрабатываемой деталью
Причина неисправности: Недостаточный расход защитного газа или его отсутствие
Способ устранения: Проверьте регулятор давления, газовый шланг, газовый электромагнитный
клапан и соединение горелки. На сварочных горелках с газовым охлаждением
осмотрите газонепроницаемые уплотнения; используйте только подходящий
внутренний канал.
Причина неисправности: Утечка в местах соединений
Способ устранения: Закрепите соединения
Page 59

RU
Низкое качество сварки
Причина неисправности: Неподходящий или поврежденный токоподводящий мундштук
Способ устранения: Замените токоподводящий мундштук
Причина неисправности: Неподходящий сплав или неправильный диаметр проволоки
Способ устранения: Проверьте проволочную катушку и свариваемость основного металла
Причина неисправности: Защитный газ не подходит для применения со сплавом, из которого
изготовлена проволока
Способ устранения: Используйте надлежащий защитный газ
Причина неисправности: Неблагоприятные условия сварки: защитный газ загрязнен (влагой, воздухом),
недостаточная газовая защита («закипание» сварочной ванны, сквозняки),
загрязняющие вещества на обрабатываемой детали (ржавчина, краска, смазка)
Способ устранения: Оптимизируйте условия сварки
Причина неисправности: Загрязнение газовой насадки
Способ устранения: Удалите сварочные брызги
Причина неисправности: Турбулентность, вызванная слишком высоким расходом защитного газа
Способ устранения: Уменьшите расход защитного газа в соответствии с рекомендациями:
расход защитного газа (л/мин) = диаметр проволоки (мм) x 10
(например, 16 л/мин для проволочного электрода диаметром 1,6 мм)
Причина неисправности: Слишком большое расстояние между токоподводящим мундштуком и
обрабатываемой деталью.
Способ устранения: Уменьшите расстояние между токоподводящим мундштуком и
обрабатываемой деталью (приблизительно до 10-15 мм)
Причина неисправности: Слишком большой угол наклона сварочной горелки
Способ устранения: Уменьшите угол наклона сварочной горелки
Причина неисправности: Несоответствие деталей механизма подачи проволоки диаметру проволочного
электрода
Способ устранения: Используйте подходящие детали в механизме подачи проволоки
Причина неисправности: Утечка газа или посторонний воздух
Способ устранения: Проверьте герметичность линии продувки и продувочный клапан. Проверьте
герметичное уплотнение линии продувки (нажимной ниппель)
Ненадлежащая подача проволоки
Причина неисправности: Проволока не вставлена должным образом
Способ устранения: Проверьте положение отверстия для вставки проволоки относительно
подающих роликов и отрегулируйте при необходимости
Причина неисправности: Слишком высокая сила торможения в механизме подачи CMT
Способ устранения: Установите тормоз механизма подачи CMT в более свободное положение
Причина неисправности: Отверстие токоподводящего мундштука заужено из-за отложений
Способ устранения: Замените токоподводящий мундштук
Причина неисправности: Неисправный внутренний канал или вставка для подачи проволоки
Способ устранения: Проверьте внутренний канал и вставку для подачи проволоки на отсутствие
изгибов, грязи и т.д.; замените вышедший из строя канал или вставку для
подачи проволоки
Причина неисправности: Подающие ролики не подходят для данного проволочного электрода
Способ устранения: Используйте соответствующие подающие ролики
Причина неисправности: Подающие ролики создают неправильное контактное давление
Способ устранения: Проверьте контактное давление, отрегулируйте при необходимости
Page 60

RU
Причина неисправности: Загрязненные или поврежденные подающие ролики
Способ устранения: Очистите подающие ролики или замените их новыми
Причина неисправности: Внутренний канал был изогнут при вставке
Способ устранения: Вставляя внутренний канал, перемещайте его только вокруг подающей трубки
Ненадлежащая подача проволоки
Причина неисправности: Внутренний канал отрезан слишком коротко
Способ устранения: Замените внутренний канал и отрежьте его по соответствующей длине
Причина неисправности: Износ проволочного электрода из-за высокого контактного давления подающих
роликов
Способ устранения: Уменьшите контактное давление подающих роликов
Причина неисправности: Проволочный электрод содержит примеси или ржавчину
Способ устранения: Используйте высококачественный проволочный электрод без примесей
Сварочная горелка перегревается
Причина неисправности: Накидная гайка на соединении наконечника горелки плохо затянута
Способ устранения: Подтяните накидную гайку
Причина неисправности: Сварочная горелка эксплуатировалась с превышением максимальной нагрузки.
Способ устранения: Уменьшите сварочную мощность или используйте более мощную горелку;
соблюдайте рабочий цикл и пределы нагрузки
Причина неисправности: Слишком низкий расход хладагента
Способ устранения: Проверьте уровень хладагента, расход хладагента и чистоту хладагента,
расположение блока шлангов и т.д.
Короткий срок службы токоподводящего мундштука
Причина неисправности: Неправильный размер токоподводящего мундштука
Способ устранения: Используйте токоподводящий мундштук подходящего размера
Причина неисправности: Превышение максимальной нагрузки сварочной горелки
Способ устранения: Сократите время включения или используйте более мощную горелку
Причина неисправности: Используется недостаточно мощная сварочная горелка или превышена
допустимая продолжительность включения.
Способ устранения: Соблюдайте продолжительность включения и предельную нагрузку либо
используйте более мощную горелку.
Причина неисправности: Перегрев токоподводящего мундштука. Тепло не рассеивается, поскольку
токоподводящий мундштук очень слабо закреплен
Способ устранения: Закрепите токоподводящий мундштук
ЗАМЕЧАНИЕ! При использовании CrNi токоподводящий мундштук может изнашиваться сильнее
из-за свойств поверхности сварочной проволоки из CrNi.
Пористость сварного шва
Причина неисправности: Недостаточная газовая защита сварного шва из-за загрязнения газовой насадки
Способ устранения: Удалите сварочные брызги
Причина неисправности: Шланг для подачи защитного газа имеет отверстия или плохо подсоединен
Способ устранения: Замените шланг для подачи защитного газа; обеспечьте надежность
крепления шланга
Причина неисправности: Поврежденные уплотнительные кольца в местах соединений
Способ устранения: Замените уплотнительные кольца
Page 61

RU
Причина неисправности: Влага/конденсат в шланге для подачи защитного газа
Способ устранения: Просушите шланг для подачи защитного газа
Причина неисправности: Слишком высокий или слишком низкий расход защитного газа
Способ устранения: Отрегулируйте расход защитного газа
Пористость сварного шва
Причина неисправности: Недостаточный расход защитного газа в начале или конце сварки
Способ устранения: Увеличьте расход защитного газа до возбуждения дуги и после ее гашения
Причина неисправности: Ржавый или некачественный проволочный электрод
Способ устранения: Используйте высококачественный проволочный электрод без примесей
Причина неисправности: Нанесено слишком много разделяющей присадки
Способ устранения: Удалите излишки разделяющей присадки / наносите меньшее количество
разделяющей присадки
Page 62

TR
Sorun tespiti, sorun gidermeSorun tespiti, sorun giderme
Sorun tespiti, sorun giderme
Sorun tespiti, sorun gidermeSorun tespiti, sorun giderme
kaynak akýmý yokkaynak akýmý yok
kaynak akýmý yok
kaynak akýmý yokkaynak akýmý yok
Þebeke þalteri devrede, güç kaynaðý göstergeleri yanýyor, koruyucu gaz mevcut
Nedeni: Toprak baðlantýsý hatalý
Çözümü: Toprak baðlantýsýný ve klemensi polarite açýsýndan kontrol edin
Nedeni: PullMig CMT hortum paketindeki akým kablosu kesilmiþ
Çözümü: Servise danýþýn
Nedeni: Hortum paketi baðlantý noktasý gevþek
Çözümü: Hortum paketi baðlantý noktasýnýn sýký oturmasýný kontrol edin
PullMig CMT çalýþmýyorPullMig CMT çalýþmýyor
PullMig CMT çalýþmýyor
PullMig CMT çalýþmýyorPullMig CMT çalýþmýyor
Þebeke þalteri devrede, güç kaynaðý göstergeleri yanýyor
Nedeni: Kumanda fiþi veya motor soketi takýlý deðil
Çözümü: Kumanda fiþi veya motor soketini takýn
Nedeni: Kontrol hattý veya motor hattý arýzalý
Çözümü: Servise danýþýn
Nedeni: Tahrik ünitesi arýzasý
Çözümü: Servise danýþýn
Nedeni: Baðlantý hortum paketi arýzalý veya hatalý baðlanmýþ
Çözümü: Hortum paketi baðlantýsýný ve baðlantý noktasýný kontrol edin
koruyucu gaz yokkoruyucu gaz yok
koruyucu gaz yok
koruyucu gaz yokkoruyucu gaz yok
diðer tüm fonksiyonlar mevcut
Nedeni: Gaz tüpü boþ
Çözümü: Gaz tüpünü deðiþtirin
Nedeni: Gaz basýnç düþürücü arýzalý
Çözümü: Gaz basýnç düþürücüyü deðiþtirin
Nedeni: Gaz hortumu monte edilmemiþ, bükülmüþ veya hasarlý
Çözümü: Gaz hortumunu monte edin, doðru bir þekilde düzeltin veya deðiþtirin
Nedeni: Torç boynu arýzalý
Çözümü: Torç boynunu deðiþtirin
Nedeni: CMT beslemedeki gaz manyetik valfi arýzalý
Çözümü: CMT beslemedeki gaz manyetik valfini deðiþtirin
kötü kaynak özelliklerikötü kaynak özellikleri
kötü kaynak özellikleri
kötü kaynak özelliklerikötü kaynak özellikleri
Nedeni: hatalý kaynak parametreleri
Çözümü: Ayarlarý kontrol edin
Nedeni: Þasi baðlantýsý kötü
Çözümü: iþ parçasýna iyi temas saðlayýn
Nedeni: koruyucu gaz hiç yok veya çok az
Çözümü: Basýnç düþürücüyü, gaz hortumunu, gaz manyetik valfini, torç gaz baðlantýsýný kontrol edin. Gaz
soðutmalý torçlarda gaz sýzdýrmazlýðýný kontrol edin, uygun tel kýlavuz iç teli kullanýn.
Nedeni: Baðlantýlar kaçýrýyor
Çözümü: Baðlantýlarý sýkýn
Page 63

TR
kötü kaynak özelliklerikötü kaynak özellikleri
kötü kaynak özellikleri
kötü kaynak özelliklerikötü kaynak özellikleri
Nedeni: uymayan veya hasar görmüþ kontak meme
Çözümü: Kontak memeyi deðiþtirin
Nedeni: hatalý tel alaþýmý veya hatalý tel çapý
Çözümü: yerleþtirilmiþ tel bobinini kontrol edin, ana malzemenin kaynak yapýlabilirliðini kontrol edin
Nedeni: Tel alaþýmý için koruyucu gaz uygun deðil
Çözümü: uygun koruyucu gaz kullanýn
Nedeni: Uygun olmayan kaynak þartlarý: Koruyucu gaz kirlenmiþ (nem, hava), yetersiz gaz perdelemesi
(kaynak banyosu „kaynýyor“, hava akýmý), iþ parçasýnda kirlenmeler (pas, vernik, gres)
Çözümü: Kaynak þartlarýný optimize edin
Nedeni: kirli gaz nozulu
Çözümü: Kaynak cüruflarýný giderin
Nedeni: Çok yüksek koruyucu gaz miktarý nedeniyle türbülanslar
Çözümü: Koruyucu gaz miktarýný düþürün, önerilen:
Koruyucu gaz miktarý (l/dak) = Tel çapý (mm) x 10
(örn. 1,6 mm kaynak teli için 16 l/dak)
Nedeni: Kontak meme ve iþ parçasý arasýnda çok büyük mesafe.
Çözümü: Kontak meme ve iþ parçasý arasýndaki mesafeyi düþürün (yakl. 10-15 mm)
Nedeni: Torcun yaklaþma açýsý çok büyük
Çözümü: Torcun yaklaþma açýsýný düþürün
Nedeni: Tel besleme bileþenleri, kaynak telinin çapýna uymuyor
Çözümü: Doðru tel besleme bileþenleri kullanýn
Nedeni: Gaz kaybý veya yabancý hava
Çözümü: Boþaltma hattý ve boþaltma valfý sýzdýrmazlýðýný kontrol edin. Boþaltma hattýnýn kilidini kontrol
edin (geçme nipel)
kötü tel beslemekötü tel besleme
kötü tel besleme
kötü tel beslemekötü tel besleme
Nedeni: Tel giriþi uymuyor
Çözümü: Tel giriþ memesinin besleme makaralarýna konumunu kontrol edin ve düzeltin
Nedeni: CMT tel sürme ünitesindeki fren çok sýký ayarlanmýþ
Çözümü: CMT tel sürme ünitesindeki freni daha gevþek ayarlayýn
Nedeni: Kontak memenin deliði tortulaþmalar nedeniyle küçülmüþ
Çözümü: Kontak memeyi deðiþtirin
Nedeni: Tel kýlavuz göbeði veya tel kýlavuz elemaný arýzalý
Çözümü: Tel kýlavuz göbeðini ve tel kýlavuz elemanýný bükülmeler, kirlilik vb. açýsýndan kontrol edin; arýzalý
tel kýlavuz göbeðini veya tel kýlavuz elemanýný deðiþtirin
Nedeni: Tel sürme makaralarý kullanýlan kaynak teli için uygun deðil
Çözümü: uygun tel sürme makaralarý kullanýn
Nedeni: Tel sürme makaralarýnýn temas basýncý hatalý
Çözümü: Temas basýncýný kontrol edin ve gerekiyorsa yeniden ayarlayýn
Nedeni: Tel sürme makaralarý kirlenmiþ veya hasar görmüþ
Çözümü: Tel sürme makaralarýný temizleyin veya deðiþtirin
Nedeni: Tel kýlavuz göbeði içeri sürme sýrasýnda bükülmüþ
Çözümü: Tel kýlavuz göbeðini içeri sürme sýrasýnda sadece giriþ borusu yakýnýndan tutun
Page 64
TR
kötü tel beslemekötü tel besleme
kötü tel besleme
kötü tel beslemekötü tel besleme
Nedeni: Tel kýlavuz göbeði boyu ayarlandýktan sonra kýsa
Çözümü: Tel kýlavuz göbeðini deðiþtirin ve doðru uzunluða kýsaltýn
Nedeni: Tel sürme makaralarýnda çok güçlü temas basýncý sonucunda kaynak telinde aþýnma
Çözümü: Tel sürme makaralarýnýn temas basýncýný düþürün
Nedeni: Kaynak teli kirli veya paslanmýþ
Çözümü: Kirlenmemiþ, yüksek kaliteli kaynak teli kullanýn
Torç çok ýsýnýyorTorç çok ýsýnýyor
Torç çok ýsýnýyor
Torç çok ýsýnýyorTorç çok ýsýnýyor
Nedeni: Torç boynundaki baþlýk somunu baðlantý noktasýnda gevþek
Çözümü: Baþlýk somununu sýkýn
Nedeni: Torç, maksimum devrede kalma oranýnýn ötesinde iþletilmiþ.
Çözümü: Kaynak gücünü düþürün veya daha yüksek performanslý torç kullanýn; devrede kalma oranýný ve
yüklenme sýnýrlarýný dikkate alýn
Nedeni: Soðutucu madde akýþ hýzý çok düþük
Çözümü: Soðutucu madde seviyesini, soðutucu madde debi miktarýný, soðutucu madde kirliliðini, hortum
paketinin döþenmesini vb. kontrol edin
Kontak memenin ömrü kýsaKontak memenin ömrü kýsa
Kontak memenin ömrü kýsa
Kontak memenin ömrü kýsaKontak memenin ömrü kýsa
Nedeni: Tel sürme makaralarýnda çok güçlü temas basýncý sonucunda kaynak telinde aþýnma
Çözümü: Tel sürme makaralarýnýn temas basýncýný düþürün
Nedeni: Kontak memenin yanlýþ boyutu
Çözümü: Kontak memeyi doðru boyutlandýrýn
Nedeni: Torcun devrede kalma oraný çok uzun
Çözümü: Devrede kalma oranýný düþürün veya daha yüksek performanslý torç kullanýn
Nedeni: Kontak memeyi aþýrý ýsýnmýþ. Kontak memenin gevþek oturmasý nedeniyle ýsý aktarýmý yok
Çözümü: Kontak memeyi sýkýn
NOT!NOT!
NOT! CrNi uygulamalarýnda CrNi kaynak telinin yüzey özellikleri nedeniyle daha yüksek bir kontak
NOT!NOT!
meme aþýnmasý meydana gelebilir.
Kaynak dikiþinde pürüzlülükKaynak dikiþinde pürüzlülük
Kaynak dikiþinde pürüzlülük
Kaynak dikiþinde pürüzlülükKaynak dikiþinde pürüzlülük
Nedeni: Kirlenmiþ gaz nozulu, bu yüzden kaynak dikiþinde yetersiz koruyucu gaz örtüsü
Çözümü: Kaynak cüruflarýný giderin
Nedeni: Koruyucu gaz hortumunda delikler veya koruyucu gaz hortumunun doðru baðlanmamasý
Çözümü: Koruyucu gaz hortumunu deðiþtirin, koruyucu gaz hortumunun doðru baðlanmasýný saðlayýn
Nedeni: Baðlantýlardaki O ringler arýzalý
Çözümü: O Ringleri deðiþtirin
Nedeni: Koruyucu gaz hattýnda nem / yoðuþma
Çözümü: Koruyucu gaz hattýný kurutun
Nedeni: Çok yüksek veya çok düþük koruyucu gaz akýþý
Çözümü: Koruyucu gaz akýþýný düzeltin
Page 65

TRZHZHZHZH
Kaynak dikiþinde pürüzlülükKaynak dikiþinde pürüzlülük
Kaynak dikiþinde pürüzlülük
Kaynak dikiþinde pürüzlülükKaynak dikiþinde pürüzlülük
Nedeni: Kaynak baþlangýcýnda veya kaynak bitiþinde yetersiz koruyucu gaz miktarý
Çözümü: Gaz ön akýþýný ve gaz ardýl akýþýný artýrýn
Nedeni: Paslý veya kötü kalite kaynak teli
Çözümü: Kirlenmemiþ, yüksek kaliteli kaynak teli kullanýn
Nedeni: Çok fazla ayýrýcý madde sürülmüþ
Çözümü: Fazla ayýrýcý maddeyi temizleyin / daha az ayýrýcý madde sürün
Page 66

Page 67

Page 68

Page 69

Page 70

AL 3000 AL 4000
M21 (EN 439) 40 % / 250 A 40 % / 350 A
60 % / 200 A 60 % / 280 A
100 % / 150 A 100 % / 220 A
C1 (EN 439) 40 % / 300 A 40 % / 400 A
60 % / 240 A 60 % / 320 A
100 % / 190 A 100 % / 250 A
0,8-1,2 mm 1,0-1,6 mm
Ø
.032-.047 in. .039-.063 in.
AW 4000 AW 5000 AW 7000
M21 (EN 439) 100 % / 350 A 100 % / 400 A 100 % / 550 A
C1 (EN 439) 100 % / 400 A 100 % / 500 A 100 % / 700 A
0,8-1,2 mm 1,0-1,6 mm 1,0-1,6 mm
Ø
.032-.047 in. .039-.063 in. .039-.063 in.
PullMig CMT PullMig CMT G
X (10min/40°C)
M21 + C1 (EN 439)
Standard 100 % / 360 A 100 % / 130 A
60 % / 450 A 60 % / 170 A
40 % / 500 A 40 % / 210 A
X (10min/40°C)
M21 (EN 439)
Pulse 100 % / 360 A 100 % / 100 A
60 % / 450 A 60 % / 130 A
40 % / 500 A 40 % / 160 A
X (10min/40°C)
M21 + C1 (EN 439)
CMT 100 % / 210 A 100 % / 120 A
- 60 % / 160 A
- 30 % / 210 A
0,8 - 1,2 mm 0,8 - 1,2 mm
Ø
.032 - .047 in. .032 - .047 in.
4 / 6 / 8 m 4 / 6 / 8 m
13 / 20 / 26 ft. 13 / 20 / 26 ft.
P
min
Q
min
p
min
p
max
*
700 / 1000 / 1300 W -
1 l/min / .26 gal./min -
3 bar / 43 psi. -
5,5 bar / 80 psi. -
I 2,2 A 2,2 A
0,5 - 22 m/min 0,5 - 22 m/min
20 - 866.14 ipm. 20 - 866.14 ipm
68
Page 71

PL EN SK
Dane techniczne
Objaśnienie symboli:
Chłodzenie wodą
Chłodzenie gazem
Najmniejsza wydajność
*
chłodzenia wg normy IEC
60974-2
Napięcie (V-Peak):
- 113 V
Produkt niniejszy jest zgodny z
wymogami normy
IEC 60974-7.
Technical data
Explanation of the symbols:
Water cooling
Gas cooling
Minimum cooling power in
*
accordance with standard IEC
60974-2
Voltage rating (V-Peak):
- 113 V
The product complies with standard IEC 60974-7.
Technické údaje
Vysvetlenie symbolov:
Vodné chladenie
Plynové chladenie
Najnižší chladiaci výkon podľa
*
normy IEC 60974-2
Nadimenzovanie napätia (VPeak):
- 113 V
produkt zodpovedá požiadavkám
podľa normy IEC 60974-7.
RU TR ZH
Технические
характеристики
Пояснение символов:
водяным
охлаждением
газовым
охлаждением
* минимальная mощность
охлаждения по Norm
IEC 60974-2
Измерение напряжение (V-Peak):
- 113 V
Продукт соответствует
требованиям стандарта
IEC 60974-7.
TT
eknik özelliklereknik özellikler
T
eknik özellikler
TT
eknik özelliklereknik özellikler
Simge açýklamasý:
Su soðutma
Gaz soðutma
IEC 60974-2 standardý uyarýn-
*
ca en düþük soðutma gücü
Gerilim oranlarý (V-Peak):
- 113 V
Ürün, IEC 60974-7 standardýnýn
taleplerini karþýlamaktadýr.
69
Page 72

70
Page 73

PL EN SK
Rękojmia
Palnik spawalniczy PullMig CMT
jest zaprojektowany do zastosowania z typowymi prędkościami
spawania.
Firma Fronius International GmbH
nie udziela rękojmi w przypadku
innych rodzajów zastosowania.
Liability Záruka
The PullMig CMT robot welding
torch is designed for applications
with normal welding speeds.
Fronius International GmbH
accepts no liability for any other
use.
Zvárací horák PullMig CMT je
nadimenzovaný pre aplikácie
s obvyklými rýchlosťami zvárania.
Za iné aplikácie firma Fronius
International GmbH nepreberá
žiadne záruky.
RU TR ZH
Гарантия
Сварочная горелка PullMig CMT
предназначена для работы с
обычной скоростью варки.
Компания Fronius International
GmbH не предоставляет
гарантии на другие типы работ.
GarantiGaranti
Garanti
GarantiGaranti
PullMig CMT torcu, olaðan kaynak
hýzlarýna sahip uygulamalar için
tasarlanmýþtýr.
Fronius International GmbH baþka
uygulamalar için garanti vermemektedir.
71
Page 74

FRONIUS INTERNATIONAL GMBH
Froniusplatz 1, A-4600 Wels, Austria
Tel: +43 (0)7242 241-0, Fax: +43 (0)7242 241-3940
E-Mail: sales@fronius.com
www.fronius.com
Under http://www.fronius.com/addresses you will find all addresses
www.fronius.com/addresses
of our Sales & service partners and Locations.
ud_fr_st_so_00082 012011
 Loading...
Loading...