

Page 1

Operating
Instructions
PullMig
Bedienungsanleitung
DE
Operating Instructions
EN
Instructions de service
FR
Istruzioni per l'uso
IT
Manual de instrucciones
ES
Manual de instruções
PT
42,0410,1136 004-28102022
Page 2

Page 3

Allgemeines
Gerätekonzept PullMig ist ein Drahtfördergerät für das Handschweißen bei weichen
Schweißdrähten und langen Schlauchpaketen. Zwei verzahnte Präzisionsrollen
sorgen für eine großflächige Kraftübertragung. Selbst bei sehr weichen Aluminiumund CuSi-Drähten und sehr langen Schlauchpaketen führt dies zu einer hervorragenden Drahtförderung. PullMig zeichnet sich durch vielfältige Ausführungen aus.
So stehen mehrere Varianten von Anschlüssen Schweißbrenner zur Verfügung,
sowohl mit externer, als auch mit interner Kühlmittelanbindung. Gute Zugänglichkeit zu Schweißnähten wird durch vielfältige Rohrbogen-Ausführungen
ermöglicht.
DE
Bestimmungsgemäße Verwendung
Sicherheit
Der MIG/MAG Hand-Schweißbrenner ist ausschließlich zum MIG/MAGSchweißen bei manuellen Anwendungen bestimmt.
Eine andere oder darüber hinausgehende Benutzung gilt als nicht bestimmungsgemäß. Für hieraus entstehende Schäden haftet der Hersteller nicht.
Zur bestimmungsgemäßen Verwendung gehört auch
das Beachten aller Hinweise aus der Bedienungsanleitung
-
die Einhaltung der Inspektions- und Wartungsarbeiten
-
WARNUNG!
Gefahr durch Fehlbedienung und fehlerhaft durchgeführte Arbeiten.
Schwere Personen- und Sachschäden können die Folge sein.
Alle in diesem Dokument beschriebenen Arbeiten und Funktionen dürfen
▶
nur von technisch geschultem Fachpersonal ausgeführt werden.
Dieses Dokument vollständig lesen und verstehen.
▶
Sämtliche Sicherheitsvorschriften und Benutzerdokumentationen dieses
▶
Gerätes und aller Systemkomponenten lesen und verstehen.
WARNUNG!
Gefahr durch elektrischen Strom.
Schwere Personen- und Sachschäden können die Folge sein.
Vor Beginn der Arbeiten alle beteiligten Geräte und Komponenten ausschal-
▶
ten und von Stromnetz trennen.
Alle beteiligten Geräte und Komponenten gegen Wiedereinschalten sichern.
▶
Nach dem Öffnen des Gerätes mit Hilfe eines geeigneten Messgerätes si-
▶
cherstellen, dass elektrisch geladene Bauteile (beispielsweise Kondensatoren) entladen sind.
3
Page 4

WARNUNG!
Gefahr durch elektrischen Strom infolge von schadhaften Systemkomponenten
und Fehlbedienung.
Schwere Personen- und Sachschäden können die Folge sein.
Sämtliche Kabel, Leitungen und Schlauchpakete müssen immer fest ange-
▶
schlossen, unbeschädigt, und korrekt isoliert sein.
Nur ausreichend dimensionierte Kabel, Leitungen und Schlauchpakete ver-
▶
wenden.
WARNUNG!
Gefahr durch austretende Drahtelektrode.
Schwere Personenschäden können die Folge sein.
Schweißbrenner so halten, dass die Schweißbrenner-Spitze von Gesicht und
▶
Körper weg zeigt.
Eine geeignete Schutzbrille verwenden.
▶
Schweißbrenner nicht auf Personen richten.
▶
Sicherstellen, dass die Drahtelektrode nur gewollt Kontakt zu elektrisch lei-
▶
tende Objekten herstellen kann.
WARNUNG!
Gefahr durch heiße Systemkomponenten und / oder Betriebsmittel.
Schwere Verbrennungen und Verbrühungen können die Folge sein.
Vor Beginn der Arbeiten alle heißen Systemkomponenten und / oder Be-
▶
triebsmittel auf +25 °C / +77 °F abkühlen lassen (beispielsweise Kühlmittel,
wassergekühlte Systemkomponenten, Antriebsmotor des Drahtvorschubes, ...).
Geeignete Schutzausrüstung tragen (beispielsweise hitzebeständige Schutz-
▶
handschuhe, Schutzbrille, ...), wenn ein Abkühlen nicht möglich ist.
VORSICHT!
Gefahr durch Betrieb ohne Kühlmittel.
Sachschäden können die Folge sein.
Wassergekühlte Geräte nie ohne Kühlmittel in Betrieb nehmen.
▶
Während des Schweißens sicherstellen, dass ein ordnungsgemäßer Kühlmit-
▶
tel-Durchfluss gegeben ist - bei Verwendung von Fronius-Kühlgeräten ist
dies der Fall, wenn im Kühlmittel-Behälter des Kühlgerätes ein ordnungsgemäßer Kühlmittel-Rückfluss ersichtlich ist.
Für Schäden aufgrund von Nichtbeachtung der oben angeführten Punkte
▶
haftet der Hersteller nicht, sämtliche Gewährleistungsansprüche erlöschen.
VORSICHT!
Systemvoraussetzungen
4
Gefahr durch offenliegende mechanisch bewegte Teile.
Personen- und Sachschäden können die Folge sein.
Gerät nur betreiben, wenn alle Abdeckungen geschlossen und / oder
▶
vollständig montiert sind.
Stromquelle
TS 4000 / 5000
-
TPS 2700 / 4000 / 5000
-
Page 5

Software
Stromquelle: Software-Version 3.10.22 oder höher
-
Drahtvorschub: Software-Version 1.70.16 oder höher
-
Optionen
Einbauset „PMR4000 PullMig TS/TPS 2700-5000 (4,100,217)“
-
Software „FS Drive (4,061,113)“
-
DE
5
Page 6

Installation und Inbetriebnahme
1
2
4
3
1
1
1
2
2
Rohrbogen montieren
Drahtführungseinsatz montieren
WICHTIG! Gefahr von Kühlmittel-
Austritt (wassergekühlte Schweißbrenner) oder Beschädigung durch Überhitzung (gasgekühlte Schweißbrenner).
Beim Montieren des Rohrbogens, auf
festen Sitz der Überwurfmutter achten.
1
2
Beim Ablängen der Drahtführungsseele darauf achten, dass
beim Schnitt kein Grat in die Drahtführungsseele hineinragt
-
Seitenschneider leicht schräg stellen (Grat wird nach außen gezogen)
-
Grat abschleifen
-
* Kontaktrohr mit Zentrierbohrung
** Kontaktrohr ohne Zentrierbohrung
Ø 4 mm (.16 in.): 40,0002,0014; 40,0002,0015
Ø 4,7 mm (.19 in.): 40,0002,0004; 40,0002,0017
6
Page 7

Drahtführungs-
2
1
1
2
3
1
2
3
5
4
6
7
1
2
1
seele montieren
(Fronius-Anschluss ohne
Drahtführungsd
üse)
1
2
DE
3
5
4
WICHTIG! Die Drahtführungsseele
möglichst nahe an die Drahtförderrollen heranführen, nicht jedoch berühren
lassen.
Vor dem Einfädeln des Schweißdrahtes, Schweißdraht-Ende abrunden.
7
Page 8

Drahtführungs-
2
1
1
3
4
5
2
1
2
1
seele montieren
(Fronius-Anschluss mit
Drahtführungsd
üse)
1
2
3
4
Nur Drahtführungsdüsen verwenden, die dem Drahtdurchmesser entsprechen.
Folgende Drahtführungsdüsen sind verfügbar:
0,8 mm (.030 in.)
-
1,0 mm (.040 in.)
-
1,2 mm (.045 in.)
-
1,6 mm (1/16 in.)
-
Vor dem Einfädeln des Schweißdrahtes, Schweißdraht-Ende abrunden.
8
Page 9

Drahtführungs-
4
3
2
1
6
1
2
3
4
5
3
1
2
2
(.04 - .08 in.)
1-2 mm
*
1
2
5
1
4
2
3
1
1
seele montieren
(Euro-Anschluss
ohne
Drahtführungsd
üse)
1
2
DE
3
5
4
6
* Option Einlaufdüse (42,0001,5421)
WICHTIG! Die Drahtführungsseele, bzw. die Einlaufdüse, möglichst nahe an die
Drahtförderrollen heranführen, nicht jedoch berühren lassen.Vor dem Einfädeln
des Schweißdrahtes, Schweißdraht-Ende abrunden.
9
Page 10

Schweißbrenner
2
3
3
1
4
4
2
3
3
1
4
4
(1)
(3)
(4)
(5)
(6)
(2)
anschließen
Vorschubrollen
austauschen
* Stecker Standard (Schweißbrenner Standard oder Up/Down)
** Stecker JobMaster (Schweißbrenner JobMaster)
10
Druckhebel (1) lösen
1
Achse (2) mittels Schlitz-Schraubendreher lösen
2
Komplette Einheit (3) abnehmen
3
Antriebsrolle (4) mittels beiliegendem Triebradschlüssel (5) fixieren
4
Sechskantmutter (6) lösen, mittels Gabelschlüssel - Schlüsselweite 10 mm
5
(.394 in.)
Antriebsrolle (4) abnehmen
6
Page 11

Anpressdruck
(1)
(2)
(3)
(2)
(1)
einstellen
hart (z.B. CrNi)
1
mittel (z.B. AlMg / CuSi)
2
weich (z.B. AlSi)
3
DE
Drahteinlaufdüse austauschen
Sechskantmutter lösen, mittels Gabelschlüssel (1)
1
Schlüsselweite 10 mm (.394 in.)
-
Drahteinlaufdüse abschrauben, mittels Innensechskantschlüssel (2)
2
Schlüsselweite 2,5 mm (.099 in.)
-
11
Page 12

Up/Down
1
2
3
Up/Down Switch:
Change Side if required
3
6
7
8
2
4
3
5
grey
green
yellow
1
9
Mittels Up/Down-Funktion
-
Schweißleistung einstellen
1
2
12
Page 13

1
3
DE
JobMaster
Mittels JobMaster-Funktion gewünschten Parameter anwählen und einstel-
-
len
WICHTIG! Nähere Informationen zur JobMaster-Funktion entnehmen Sie der
Bedienungsanleitung MIG/MAG Schweißbrenner, Kapitel „JobMaster“.
13
Page 14

Fehlerdiagnose, Fehlerbehebung
Fehlerdiagnose,
Fehlerbehebung
Keine Nummer („PPU“) für den PullMig (PushPull-Unit) anwählbar
Ursache:
Behebung:
Nummer für PullMig (z.B. „PPU | 5“), für den PushPull-Abgleich, ist nicht
anwählbar
Ursache:
Behebung:
Vorschubrollen PullMig drehen sich nicht
Ursache:
Behebung:
Ursache:
Behebung:
Unregelmäßige Drahtgeschwindigkeit
Drahtelektrode bildet zwischen Vorschubrollen und Drahteinlaufdüse eine
Schlaufe
Ursache:
Behebung:
Einbauset „PMR 4000 PullMig“ ist nicht eingebaut
Einbauset einbauen
Stromquelle verfügt nicht über die Software „FS Drive“
Stromquelle mit der Software „FS Drive“ versehen
Steuerstecker PullMig ist nicht angesteckt
Steuerstecker PullMig am Anschluss Brennersteuerung anschließen
Verbindungskabel PullMig ist schadhaft
Verbindungskabel überprüfen oder austauschen lassen
Vorschubrollen für verwendeten Drahtelektrode nicht geeignet
Passende Vorschubrollen verwenden
Ursache:
Behebung:
Schweißdraht wird deformiert oder reißt ab
Ursache:
Behebung:
Ursache:
Behebung:
PullMig wird zu heiß
Ursache:
Behebung:
EFd | xx.x, EFd | 8.1
Ursache:
Behebung:
EFd | 8.2
Ursache:
Behebung:
falscher Anpressdruck PullMig oder 4-Rollenantrieb
Anpressdruck optimieren
Anpressdruck PullMIg oder 4-Rollenantrieb ist zu hoch eingestellt
Anpressdruck PullMIg oder 4-Rollenantrieb korrekt einstellen
PullMig dreht zu schnell oder zu langsam
Beim PushPull-Abgleich richtige Nummer (z.B. „PPU | 5“) für PullMig
auswählen
Unzureichende Kühlung; zu geringer oder kein Wasserrücklauf am
Kühlgerät
Prüfen, ob PullMig vollständig angeschlossen; Kühlgerät prüfen und
ggf. entlüften; Kühlmitteldurchfluss für PullMig prüfen
Drahtantrieb blockiert / defekt
Motor für Drahtantrieb kontrollieren / austauschen
Fehler im Draht-Fördersystem (Überstrom Antrieb PullMig)
Schlauchpaket möglichst geradlinig auslegen; Draht-Führungsseele
auf Knick oder Verschmutzung überprüfen; Anpressdruck der Vorschubrollen PullMig kontrollieren
14
Page 15

EFd | 9.1
Ursache:
Behebung:
EFd | 9.2
Ursache:
Behebung:
externe Versorgungsspannung: Versorgungsspannung hat den Toleranzbereich unterschritten
externe Versorgungsspannung kontrollieren
externe Versorgungsspannung: Versorgungsspannung hat den Toleranzbereich überschritten
externe Versorgungsspannung kontrollieren
DE
15
Page 16

Technische Daten
Ø
Ø
Schlauchpaket
PullMig gasgekühlt
I (Amp.) 10 min/40° C
M21 (EN 439)
I (Amp.) 10 min/40° C
C1 (EN 439)
[m]
(ft.)
[V] DC 42
[A] 0,8
[m/min]
(ipm)
[mm]
(in.)
* ED = Einschaltdauer
40 % ED* 280
60 % ED* 220
100 % ED* 170
40 % ED* 330
60 % ED* 270
100 % ED* 210
6 / 8 / 10
(19,6/26,2/32,8)
0,5 - 18
(19,69 787,40)
0,8 - 1,6
(.032 - .047)
Schlauchpaket
PullMig wassergekühlt
I (Amp.) 10 min/40° C
M21 (EN 439)
I (Amp.) 10 min/40° C
C1 (EN 439)
[m]
(ft.)
P
Q
p
p
min
min
min
min
[W]** 1450 / 1800 / 2000 W
[l/min]
(gal./min)1(.26)
[bar]
(psi.)
[bar]
(psi.)
[V] DC 42
[A] 0,8
[m/min]
(ipm)
[mm]
(in.)
100 % ED* 400
100 % ED* 500
6 / 8 / 10
(19,6/26,2/32,8)
3
(43.5)
5,5
(79.7)
0,5 - 18
(19,69 - 787,40)
0,8 - 1,6
(.032 - .047)
* ED = Einschaltdauer
** Geringste Kühlleistung laut Norm IEC 60974-2
16
Page 17

Rohrbogen Pull-
Ø
Ø
Ø
Ø
Mig gasgekühlt
AL216 AL236 AL306 AL406
I (Amp.) 10 min/40° C
M21 (EN 439) - ED*
35 % 180
60 % 140
100 % 100
40 % 200
60 % 160
100 % 120
40 % 260
60 % 210
100 % 160
40 % 350
60 % 280
100 % 220
DE
Rohrbogen PullMig wassergekühlt
I (Amp.) 10 min/40° C
C1 (EN 439) - ED*
[mm]
(in.)
AL2300 AL2400 AL3000 AL4000
I (Amp.) 10 min/40° C
M21(EN 439) - ED*
I (Amp.) 10 min/40° C
C1 (EN 439) - ED*
[mm]
(in.)
* ED = Einschaltdauer
AW252 AW332 AW335 AW352
I (Amp.) 10 min/40° C
M21 (EN 439) - ED* 100 % 220
I (Amp.) 10 min/40° C
C1 (EN 439) - ED* 100 % 250
[mm]
(in.)
35 % 210
60 % 160
100 % 120
0,6-1,0
(.024-.039)
40 % 200
60 % 160
100 % 120
40 % 230
60 % 190
100 % 150
0,6-1,0
(.024-.039)
0,6-1,2
(.024-.047)
40 % 230
60 % 190
100 % 150
0,6-1,0
(.024-.039)
40 % 200
60 % 160
100 % 120
40 % 240
60 % 200
100 % 160
0,6-1,0
(.024-.039)
60 % 200
100 % 150
60 % 250
100 % 190
0,8-1,2
(.032-.047)
40 % 300
60 % 240
100 % 190
0,8-1,2
(.032-.047)
40 % 250
60 % 200
100 % 150
40 % 400
60 % 320
100 % 250
0,8-1,2
(.032-.047)
60 % 200
100 % 150 100 % 300
60 % 250
100 % 190 100 % 350
0,8-1,2
(.032-.047)
40 % 400
60 % 320
100 % 250
1,0-1,6
(.039-.063)
40 % 350
60 % 280
100 % 220
40 % 400
60 % 320
100 % 250
1,0-1,6
(.039-.063)
1,0-1,6
(.039-.063)
AW502 AW652
I (Amp.) 10 min/40° C
M21(EN 439) - ED* 100 % 400 100 % 500
I (Amp.) 10 min/40° C
C1 (EN 439) - ED* 100 % 500 100 % 600
[mm]
(in.)
1,0-1,6
(.039-.063)
1,0-2,4
(.039-.94)
17
Page 18

AW2500 AW4000 AW5000 AW7000
Ø
I (Amp.) 10 min/40° C
M21(EN 439) - ED* 100 % 220 100 % 350 100 % 400 100 % 550
I (Amp.) 10 min/40° C
C1 (EN 439) - ED* 100 % 250 100 % 400 100 % 500 100 % 700
[mm]
* ED = Einschaltdauer
(in.)
0,8-1,2
(.032-.047)
0,8-1,2
(.032-.047)
1,0-1,6
(.039-.063)
1,0-1,6
(.039-.063)
PullMig Schlauchpaket /
Rohrbogen
PushPull-Abgleich
Spannungsbemessung (V-Peak):
für handgeführte Schweißbrenner: 113 V
-
für maschinell geführte Schweißbrenner: 141 V
-
Das Produkt entspricht den Anforderungen laut Norm IEC 60974-7.
Der PushPull Abgleich erfolgt gemäß Bedienungsanleitung Stromquelle, Kapitel
„Push-Pull-Unit“
18
Page 19

General
Device concept PullMig is a wire feed unit for manual welding using soft welding wires and with
long hose packs. Two toothed precision rolls ensure large-surface power transmission. This leads to outstanding wire feed even with very soft aluminium and
CuSi wires and very long hose packs. The many different versions of PullMig
available are one of its distinguishing features.
Thus there are several variations of torch connections available with both external and internal coolant connections. A variety of pipe bend designs ensures excellent weld accessibility.
Proper use The MIG/MAG manual welding torch is intended solely for MIG/MAG welding in
manual applications.
Any use above and beyond this purpose is deemed improper. The manufacturer
shall not be held liable for any damage arising from such usage.
Proper use includes:
Carefully reading and following all the instructions given in the operating in-
-
structions
Performing all stipulated inspection and maintenance work.
-
EN
Safety
WARNING!
Danger from incorrect operation and work that is not carried out properly.
This can result in serious personal injury and damage to property.
All the work and functions described in this document must only be carried
▶
out by technically trained and qualified personnel.
Read and understand this document in full.
▶
Read and understand all safety rules and user documentation for this device
▶
and all system components.
WARNING!
Danger from electrical current.
This can result in serious personal injury and damage to property.
Before starting work, switch off all devices and components involved and dis-
▶
connect them from the grid.
Secure all devices and components involved so they cannot be switched back
▶
on.
After opening the device, use a suitable measuring instrument to check that
▶
electrically charged components (such as capacitors) have been discharged.
WARNING!
Danger from electric current due to defective system components and incorrect operation.
This can result in serious personal injury and damage to property.
All cables, leads and hosepacks must always be securely connected, unda-
▶
maged and correctly insulated.
Only use adequately dimensioned cables, leads and hosepacks.
▶
19
Page 20

WARNING!
Danger due to emerging wire electrode.
This can result in serious personal injuries.
Hold the welding torch so that the tip of the welding torch points away from
▶
the face and body.
Wear suitable protective goggles.
▶
Do not point the welding torch at people.
▶
Ensure that the wire electrode does not touch any electrically conductive ob-
▶
jects.
WARNING!
Danger due to hot system components and/or equipment.
Can result in serious burns or scalding.
Before starting work, allow all hot system components and/or equipment to
▶
cool to +25°C/+77°F (e.g., coolant, water-cooled system components, wirefeeder drive motor, etc.)
Wear suitable protective equipment (e.g., heat-resistant gloves, safety gog-
▶
gles, etc.) if cooling down is not possible.
CAUTION!
System requirements
Danger from operation without coolant.
This can result in damage to property.
Never operate water-cooled welding torches without coolant.
▶
During welding, ensure that the coolant is circulating correctly – this will be
▶
the case for Fronius cooling units if a regular return flow of coolant can be
seen in the coolant container of the cooling unit.
The manufacturer will not be liable for any damages due to non-observance
▶
of the above mentioned points. All claims against the warranty are void.
CAUTION!
Danger due to exposed mechanically moving parts.
This can result in personal injury and damage to property.
Only operate the device when all covers are closed and/or completely moun-
▶
ted.
Power source
TS 4000 / 5000
-
TPS 2700 / 4000 / 5000
-
Software
Power source: Software version 3.10.22 or higher
-
Wire feed: Software version 1.70.16 or higher
-
20
Options
Installation set „PMR4000 PullMig TS/TPS 2700-5000 (4,100,217)“
-
Software „FS Drive (4,061,113)“
-
Page 21

Installation and commissioning
1
2
4
3
1
1
1
2
2
Mounting the
torch neck
Assemble wire
guidance insert
IMPORTANT! Risk of coolant leakage
(on water-cooled welding torches) or
damage from overheating (on gas-coo-
EN
led welding torches). When mounting
the torch neck, make sure that the swivel nut is fixed firmly.
1
2
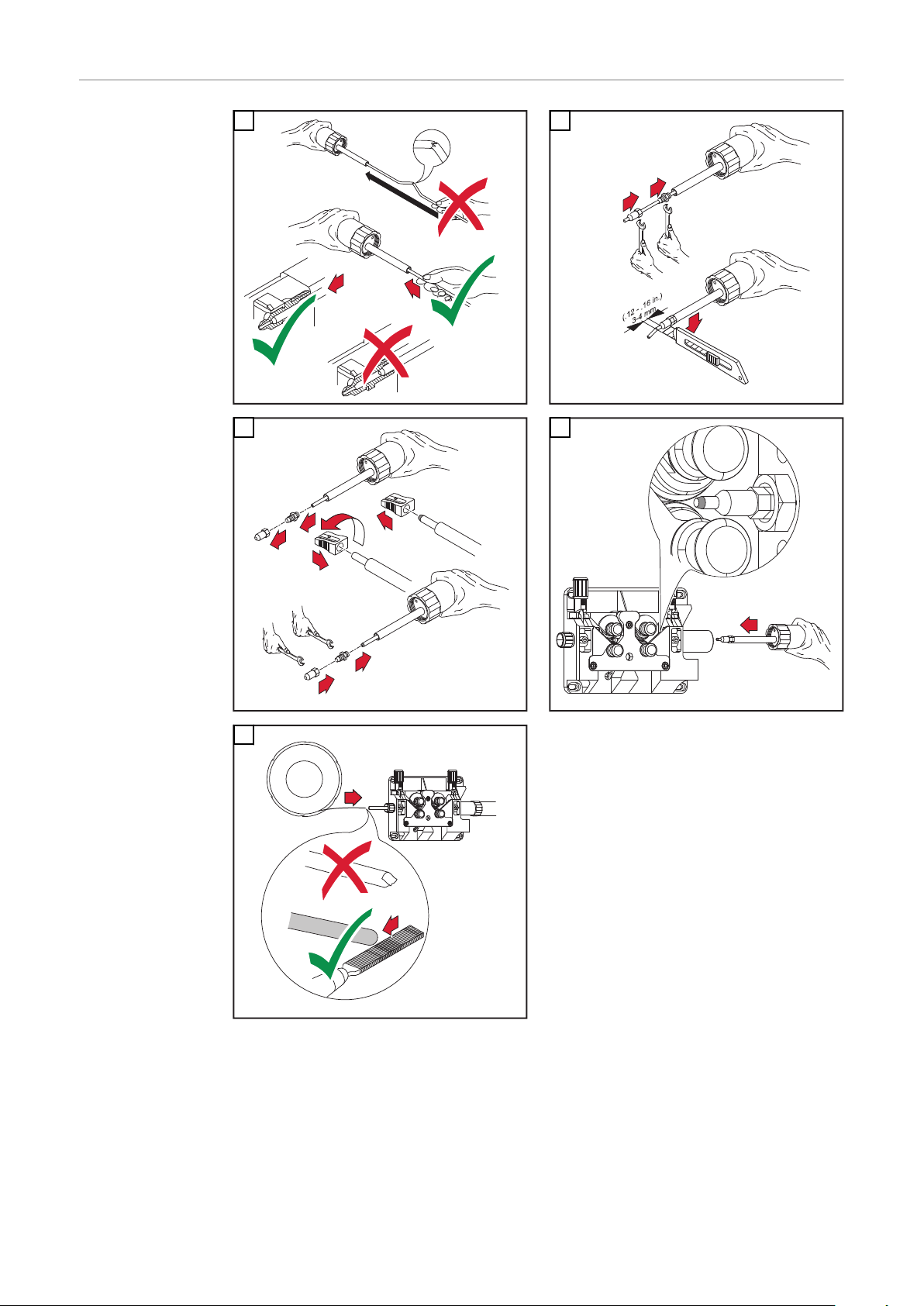
When cutting the inner liner to length, make sure that
no burr (sharp edges) protrudes into the inner liner at the cut location.
-
Hold the side-cutting pliers at a slight angle (the burr is then pulled towards
-
the outside).
Grind off the burr
-
* Contact tube with centering bore
** Contact tube without centering bore
Ø 4 mm (.16 in.): 40,0002,0014; 40,0002,0015
Ø 4,7 mm (.19 in.): 40,0002,0004; 40,0002,0017
21
Page 22

Assemble Inner
2
1
1
2
3
1
2
3
5
4
6
7
1
2
1
Liner (Fronius
connection without wire-guidance nozzle
1
2
3
5
4
IMPOTRTANT! Bring the inner liner as
close as possible to the wirefeed rollers, but without touching them.
Before threading in the welding wire,
round off the ends of the wire.
22
Page 23

Assemble Inner
2
1
1
3
4
5
2
1
2
1
Liner (Fronius
connection with
wire-guidance
nozzle)
1
2
EN
3
4
Only use wire guidance nozzles corresponding to diameter of wire. The following
wire guidance nozzles are available:
0,8 mm (.030 in.)
-
1,0 mm (.040 in.)
-
1,2 mm (.045 in.)
-
1,6 mm (1/16 in.)
-
Before threading in the welding wire, round off the ends of the wire.
23
Page 24

Assemble Inner
4
3
2
1
6
1
2
3
4
5
3
1
2
2
(.04 - .08 in.)
1-2 mm
*
1
2
5
1
4
2
3
1
1
Liner (Euro connection without
wire-guidance
nozzle)
1
2
3
5
4
6
* Optional infeed nozzle (42,0001,5421)
IMPORTANT! Bring the inner liner / the infeed nozzle as close as possible to the
wirefeed rollers, but without touching them. Before threading in the welding wire,
round off the ends of the wire.
24
Page 25

Connecting up
2
3
3
1
4
4
2
3
3
1
4
4
(1)
(3)
(4)
(5)
(6)
(2)
the welding
torch
Replace Feed
Rolls
EN
* Standard plug (Standard or Up/Down torches)
** JobMaster plug (JobMaster welding torches)
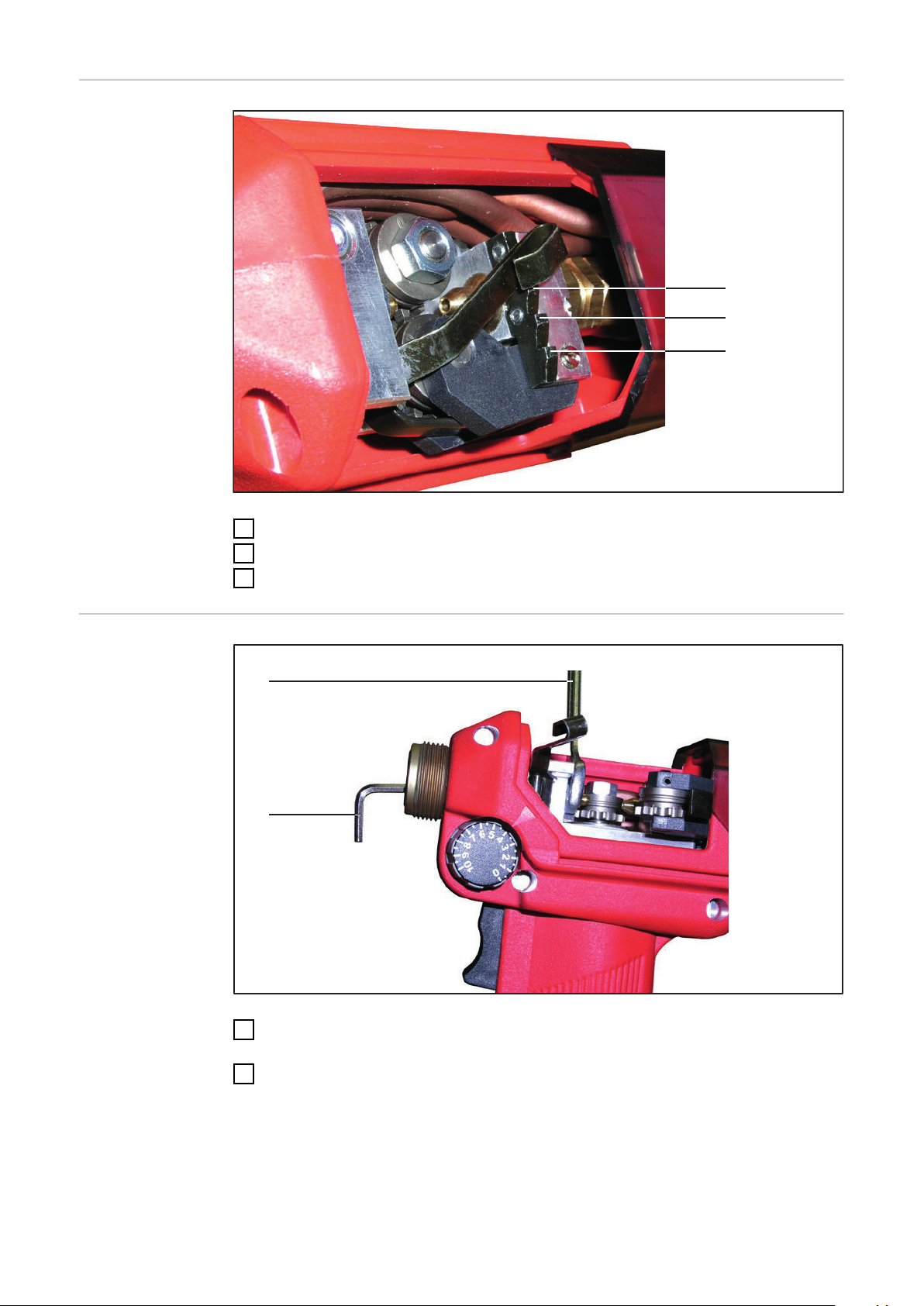
Unscrew pressure lever (1)
1
Unscrew axle (2) using slotted screwdriver
2
Remove complete unit (3)
3
Fix drive roll (4) using driving gear key (5) provided
4
Unscrew hexagon nut (6) using open-ended spanner - spanner size 10 mm
5
(.394 in.)
Remove drive roll (4)
6
25
Page 26

Set Electrode
(1)
(2)
(3)
(2)
(1)
Pressure
hard (e.g. CrNi)
1
medium (e.g. AlMg / CuSi)
2
soft (e.g. AlSi)
3
Replace Wire Inlet Nozzle
Unscrew hexagon nut using open-ended spanner (1)
1
spanner size 10 mm (.394 in.)
-
Unscrew and remove wire inlet nozzle using Allen key (2)
2
key width 2.5 mm (.099 in.)
-
26
Page 27

Up/Down
1
2
3
Up/Down Switch:
Change Side if required
3
6
7
8
2
4
3
5
grey
green
yellow
1
9
Set welding output using Up/Down
-
function
EN
1
2
27
Page 28

1
3
JobMaster
Select and set desired parameter using JobMaster function
-
IMPORTANT! Refer to MIG/MAG Torch Operating Instructions, chapter headed
„JobMaster“ for more detailed information on the JobMaster function.
28
Page 29

Troubleshooting
Troubleshooting
No number („PPU“) selectable for PullMig (PushPull Unit)
Cause:
Remedy:
Number for PullMig (e.g. „PPU | 5“), for PushPull equalisation is not selectable
Cause:
Remedy:
PullMig feed rolls are not turning
Cause:
Remedy:
Cause:
Remedy:
Irregular wire speed
Wire electrode forms a loop between feed rolls and wire inlet nozzle
Cause:
Remedy:
Cause:
Remedy:
„PMR4000 PullMig“ installation set is not installed
Install installation set
Power source does not have „FS Drive“ software
Provide power source with „FS Drive“ software
PullMig control plug is not plugged in
Connect PullMig control plug at torch control connection
PullMig connection cable damaged
Check cable and replace if necessary
Feed rolls not suitable for wire electrode being used
Use appropriate feed rolls
Wrong electrode pressure of PullMig or 4-roll drive
Optimise electrode pressure
EN
Welding wire is deformed or breaks off
Cause:
Remedy:
Cause:
Remedy:
PullMig becomes too hot
Cause:
Remedy:
EFd | xx.x, EFd | 8.1
Cause:
Remedy:
EFd | 8.2
Cause:
Remedy:
Electrode pressure of PullMig or 4-roll drive set too high
Set electrode pressure of PullMig or 4-roll drive correctly
PullMig turns too fast or too slow
Select right number (e.g. „PPU | 5“) for PullMig during PushPull
equalisation
Inadequate cooling; water circulation too low or non-existent in cooling unit
Check whether PullMig is properly connected; check cooling unit and
bleed if necessary; check coolant throughflow for PullMig
Wire drive blocked/faulty
Inspect/replace motor for wire drive
Fault in wire feed system (overcurrent in PullMig drive)
Lay hose pack out in as straight a line as possible; check liner for kink
or dirt; check contact pressure of PullMig feed rolls
EFd | 9.1
Cause:
Remedy:
External supply voltage: supply voltage has dropped below tolerance
range
Check external supply voltage
29
Page 30

EFd | 9.2
Cause:
Remedy:
External supply voltage: supply voltage has exceeded tolerance range
Check external supply voltage
30
Page 31

Technical data
Ø
Ø
PullMig hosepack gas-cooled
PullMig hosepack watercooled
I (Amp.) 10 min/40° C
M21 (EN 439)
I (Amp.) 10 min/40° C
C1 (EN 439)
[m]
(ft.)
[V] DC 42
[A] 0,8
[m/min]
(ipm)
[mm]
(in.)
* d.c. = duty cycle
I (Amp.) 10 min/40° C
M21 (EN 439)
I (Amp.) 10 min/40° C
C1 (EN 439)
40 % d.c.* 280
60 % d.c.* 220
100 % d.c.* 170
40 % d.c.* 330
60 % d.c.* 270
100 % d.c.* 210
6 / 8 / 10
(19,6/26,2/32,8)
0,5 - 18
(19,69 - 787,40)
0,8 - 1,6
(.032 - .047)
100 % d.c.* 400
100 % d.c.* 500
EN
[m]
(ft.)
P
min
Q
min
p
min
p
min
* d.c. = duty cycle
** Minimum cooling power in accordance with standard IEC 60974-2
[W]** 1450 / 1800 / 2000 W
[l/min]
(gal./min)1(.26)
[bar]
(psi.)
[bar]
(psi.)
[V] DC 42
[A] 0,8
[m/min]
(ipm)
[mm]
(in.)
6 / 8 / 10
(19,6/26,2/32,8)
3
(43.5)
5,5
(79.7)
0,5 - 18
(19,69 - 787,40)
0,8 - 1,6
(.032 - .047)
31
Page 32

PullMig torch
Ø
Ø
Ø
Ø
neck gas-cooled
AL216 AL236 AL306 AL406
I (Amp.) 10 min/40° C
M21 (EN 439) - d.c.*
35 % 180
60 % 140
100 % 100
40 % 200
60 % 160
100 % 120
40 % 260
60 % 210
100 % 160
40 % 350
60 % 280
100 % 220
PullMig torch
neck water-cooled
I (Amp.) 10 min/40° C
C1 (EN 439) - d.c.*
[mm]
(in.)
AL2300 AL2400 AL3000 AL4000
I (Amp.) 10 min/40° C
M21(EN 439) - d.c.*
I (Amp.) 10 min/40° C
C1 (EN 439) - d.c.*
[mm]
(in.)
*d.c. = duty cycle
AW252 AW332 AW335 AW352
I (Amp.) 10 min/40° C
M21 (EN 439) - d.c.* 100 % 220
I (Amp.) 10 min/40° C
C1 (EN 439) - d.c.* 100 % 250
[mm]
(in.)
35 % 210
60 % 160
100 % 120
0,6-1,0
(.024-.039)
40 % 200
60 % 160
100 % 120
40 % 230
60 % 190
100 % 150
0,6-1,0
(.024-.039)
0,6-1,2
(.024-.047)
40 % 230
60 % 190
100 % 150
0,6-1,0
(.024-.039)
40 % 200
60 % 160
100 % 120
40 % 240
60 % 200
100 % 160
0,6-1,0
(.024-.039)
60 % 200
100 % 150
60 % 250
100 % 190
0,8-1,2
(.032-.047)
40 % 300
60 % 240
100 % 190
0,8-1,2
(.032-.047)
40 % 250
60 % 200
100 % 150
40 % 400
60 % 320
100 % 250
0,8-1,2
(.032-.047)
60 % 200
100 % 150 100 % 300
60 % 250
100 % 190 100 % 350
0,8-1,2
(.032-.047)
40 % 400
60 % 320
100 % 250
1,0-1,6
(.039-.063)
40 % 350
60 % 280
100 % 220
40 % 400
60 % 320
100 % 250
1,0-1,6
(.039-.063)
1,0-1,6
(.039-.063)
32
AW502 AW652
I (Amp.) 10 min/40° C
M21(EN 439) - d.c.* 100 % 400 100 % 500
I (Amp.) 10 min/40° C
C1 (EN 439) - d.c.* 100 % 500 100 % 600
[mm]
(in.)
1,0-1,6
(.039-.063)
1,0-2,4
(.039-.94)
Page 33

AW2500 AW4000 AW5000 AW7000
Ø
I (Amp.) 10 min/40° C
M21(EN 439) - d.c.* 100 % 220 100 % 350 100 % 400 100 % 550
I (Amp.) 10 min/40° C
C1 (EN 439) - d.c.* 100 % 250 100 % 400 100 % 500 100 % 700
[mm]
* d.c. = duty cycle
(in.)
0,6-1,2
(.024-.047)
0,8-1,2
(.032-.047)
1,0-1,6
(.039-.063)
1,0-1,6
(.039-.063)
EN
PullMig - hosepack / torch
neck
PushPull Equalisation
Voltage rating (V-Peak):
for manually guided torches: 113 V
-
for mechanically guided torches: 141 V
-
The product complies with standard IEC 60974-7.
PushPull equalisation is adjusted in accordance with the Power Source Operating
Instructions, chapter headed „PushPull Unit“
33
Page 34

Généralités
Concept d'appareil
Utilisation conforme à la destination
PullMig est un appareil de manutention de fil pour le soudage à la main avec des
baguettes de soudure douces et des faisceaux de câbles longs. Deux rouleaux de
précision endentés veillent à une transmission de force à grande surface. Même
avec des fils en aluminium et CuSi très doux et des faisceaux de câbles très longs
cela entraîne une manutention de fil excellente. PullMig se distingue par des constructions variées.
Ainsi plusieurs variantes de raccords chalumeau à souder sont disponibles avec
rattachage externe ainsi qu’interne du liquide de refroidissement. Bonne accessibilité à des cordons de soudure est rendue possible par des constructions-courbure de tuyau variées.
La torche de soudage manuelle MIG/MAG est exclusivement destinée au soudage MIG/MAG lors d'applications manuelles.
Toute autre utilisation est considérée comme non conforme. Le fabricant ne saurait être tenu pour responsable des dommages consécutifs.
Font également partie de l'emploi conforme :
le respect de toutes les indications des instructions de service ;
-
le respect des travaux d'inspection et de maintenance.
-
Sécurité
AVERTISSEMENT!
Danger dû à une erreur de manipulation et d'erreur en cours d'opération.
Cela peut entraîner des dommages corporels et matériels graves.
Toutes les fonctions et tous les travaux décrits dans le présent document
▶
doivent uniquement être exécutés par du personnel techniquement qualifié.
Ce document doit être lu et compris dans son intégralité.
▶
Lire et comprendre toutes les consignes de sécurité et la documentation uti-
▶
lisateur de cet appareil et de tous les composants périphériques.
AVERTISSEMENT!
Risque d'électrocution.
Cela peut entraîner des dommages corporels et matériels graves.
Avant d'entamer les travaux, déconnecter tous les appareils et composants
▶
concernés et les débrancher du réseau électrique.
S'assurer que tous les appareils et composants concernés ne peuvent pas
▶
être remis en marche.
Après ouverture de l'appareil, s'assurer, à l'aide d'un appareil de mesure ap-
▶
proprié, que les composants à charge électrique (condensateurs, par ex.)
sont déchargés.
34
Page 35

AVERTISSEMENT!
Danger dû à un courant électrique suite à des composants périphériques défectueux et une erreur de manipulation.
Cela peut entraîner des dommages corporels et matériels graves.
Tous les câbles, conduites et faisceaux de liaison doivent toujours être solide-
▶
ment raccordés, intacts et correctement isolés.
N'utiliser que des câbles, conduites et faisceaux de liaison de dimensions suf-
▶
fisantes.
AVERTISSEMENT!
Danger en cas de sortie du fil-électrode.
Cela peut entraîner des dommages corporels graves.
Tenir la torche de soudage de façon à ce que son extrémité ne soit pas di-
▶
rigée vers le visage ou le corps.
Utiliser des lunettes de protection adaptées.
▶
Ne pas diriger la torche de soudage en direction d'autres personnes.
▶
S'assurer que le fil-électrode soit en contact avec des objets conducteurs
▶
d'électricité uniquement lorsque cela est prévu.
AVERTISSEMENT!
Danger en cas de contact avec les composants périphériques et/ou l'équipement.
Cela peut entraîner de graves brûlures.
Avant d'entamer les travaux, laisser refroidir tous les composants périphéri-
▶
ques et/ou l'équipement chauds à +25 °C / +77 °F (par ex. réfrigérant, composants périphériques refroidis à l'eau, moteur d'entraînement du dévidoir, ...).
Porter un équipement de protection adapté (par ex. gants de protection rési-
▶
stant à la chaleur, lunettes de protection, ...) si le refroidissement n'est pas
possible.
FR
ATTENTION!
Danger en cas de fonctionnement sans réfrigérant.
Cela peut entraîner des dommages matériels.
Ne jamais mettre en service les appareils refroidis par eau sans réfrigérant.
▶
Pendant le soudage, s'assurer que le débit de réfrigérant est correct - c'est le
▶
cas en cas d'utilisation d'appareils refroidis par eau Fronius, lorsqu'un reflux
correct du réfrigérant est visible dans le réservoir de réfrigérant du refroidisseur.
Le fabricant n'est pas responsable des dommages dus au non-respect des
▶
points énoncés ci-dessus, tous les droits à la garantie sont annulés.
ATTENTION!
Danger dû aux pièces mécaniques mobiles exposées.
Cela peut entraîner des dommages corporels et matériels.
Mettre l'appareil en service uniquement si tous les capots sont fermés et/ou
▶
entièrement montés.
35
Page 36

Conditions
préalables du
système
Source de courant
TS 4000 / 5000
-
TPS 2700 / 4000 / 5000
-
Logiciel
Source de courant: Version de logiciel 3.10.22 ou plus haute
-
Avance du fil: Version de logiciel 1.70.16 ou plus haute
-
Options
Jeu d’installation „PMR4000 PullMig TS/TPS 2700-5000 (4,100,217)“
-
Logiciel „FS Drive (4,061,113)“
-
36
Page 37

Installation et mise en service
1
2
4
3
1
1
1
2
2
Montage de la
pièce coudée
Montage de l’insert guide-file
IMPORTANT! Danger de fuite de liqui-
de de refroidissement (torches à refroidissement par eau) ou de dommages
provoqués par une surchauffe (torches
à refroidissement par gaz). Lorsque
vous montez la pièce coudée, assurezvous que l’écrou-raccord est bien
serré.
1
2
FR
Lorsque vous coupez la gaine guide-fil, assurez-vous
qu’aucune ébarbure ne pénètre à l’intérieur ;
-
que la pince coupante diagonale est légèrement inclinée (les ébarbures sont
-
tirées vers l’extérieur) ;
et rectifiez la gaine guide-fil pour éliminer les ébarbures.
-
* tube de contact avec trou de centrage
** tube de contact sans trou de centrage
Ø 4 mm (.16 in.): 40,0002,0014; 40,0002,0015
Ø 4,7 mm (.19 in.): 40,0002,0004; 40,0002,0017
37
Page 38

Montage de la
2
1
1
2
3
1
2
3
5
4
6
7
1
2
1
gaine guidefil(raccordement
Fronius sans buse de guidage du
fil)
1
2
3
5
4
IMPORTANT! Amener la gaine guide-
fil aussi près que possible des galets
d’entraînement du fil en veillant cependant à éviter qu’elle n’entre en
contact avec ceux-ci.
Arrondir l’extrémité du fil de soudage
avant de l’enfiler.
38
Page 39

Montage de la
2
1
1
3
4
5
2
1
2
1
gaine guide-fil
(raccordement
Fronius avec buse de guidage du
fil)
1
2
FR
3
4
Seulement utiliser des buses de guidage du fil qui correspondent au calibre du
fil. Les buses de guidage du fil suivantes sont disponibles :
0,8 mm (.030 in.)
-
1,0 mm (.040 in.)
-
1,2 mm (.045 in.)
-
1,6 mm (1/16 in.)
-
Arrondir l’extrémité du fil de soudage avant de l’enfiler.
39
Page 40

Montage de la
4
3
2
1
6
1
2
3
4
5
3
1
2
2
(.04 - .08 in.)
1-2 mm
*
1
2
5
1
4
2
3
1
1
gaine guide-fil
(raccordement
euro sans buse
de guidage du fil)
1
2
3
5
4
6
* Buse d’entrée de fil en option (42,0001,5421)
IMPORTANT! Amener la gaine guide-fil ou la buse d’entrée de fil aussi près que
possible des galets d’entraînement du fil en veillant cependant à éviter qu’elle
n’entre en contact avec ceux-ci. Arrondir l’extrémité du fil de soudage avant de
l’enfiler.
40
Page 41

Raccordement
2
3
3
1
4
4
2
3
3
1
4
4
(1)
(3)
(4)
(5)
(6)
(2)
de la torche
Échanger les
rouleaux d’alimentation
FR
* prise standard (torche standard ou Up/Down)
** prise JobMaster (torche JobMaster)
Desserrer le levier de pression (1)
1
Desserrer l’axe (2) au moyen de tournevis à tête cylindrique fendue
2
Enlever l’unité complète (3)
3
Fixer le galet d’entraînement (4) au moyen de la clé à roue de commande (5)
4
ci-incluse
Desserrer l’écrou hexagonal (6), au moyen de clé à fourche - Ouverture de clé
5
10 mm (.394 in.)
Enlever le galet d’entraînement (4)
6
41
Page 42

Régler la pressi-
(1)
(2)
(3)
(2)
(1)
on appliquée
dure (p.ex. CrNi)
1
moyenne (p.ex. AlMg / CuSi)
2
douce (p.ex. AlSi)
3
Échanger la buse
d’entrée de fil
Desserrer l’écrou hexagonal, au moyen de clé à fourche (1)
1
Ouverture de clé 10 mm (.394 in.)
-
Dévisser la buse d’entrée de fil, au moyen de clé mâle coudée pour vis à six
2
pans creux (2)
Ouverture de clé 2,5 mm (.099 in.)
-
42
Page 43

Up/Down
1
2
3
Up/Down Switch:
Change Side if required
3
6
7
8
2
4
3
5
grey
green
yellow
1
9
Régler la puissance de soudage au
-
moyen de fonction „Up/Down“
FR
1
2
43
Page 44
1
3
JobMaster
Sélectionner et régler le paramètre souhaité au moyen de fonction „JobMas-
-
ter“
IMPORTANT! Veuillez prendre des informations plus détaillées à la fonction
„JobMaster“ du mode d’emploi Chalumeaux à souder MIG/MAG, chapitre „JobMaster“.
44
Page 45

Diagnostic d’erreur, élimination de l'erreur
Diagnostic d’erreur, élimination
de l'erreur
Aucun numéro („PPU“) sélectionnable pour PullMig (PushPull-Unit)
Cause:
Solution:
Numéro pour PullMig (p.ex. „PPU | 5“), pour l’alignement PushPull, n’est pas
sélectionnable
Cause:
Solution:
Les rouleaux d’alimentation PullMig ne se tournent pas
Cause:
Solution:
Cause:
Solution:
Vitesse de fil irrégulière
Le fil-électrode forme une boucle entre les rouleaux d’alimentation et la buse
d’entrée de fil
Cause:
Solution:
Jeu d’installation „PMR4000 PullMig“ n’est pas installé
Installer jeu d’installation
Source de courant ne dispose pas du logiciel „FS Drive“
Pourvoir la source de courant du logiciel „FS Drive“
Le connecteur de commande PullMig n’est pas connecté
Raccorder le connecteur de commande PullMig au raccord comman-
de de chalumeau
Câble de raccord PullMig défectueux
Laisser le câble de raccord vérifier et/ou échanger
Rouleaux d’alimentation non appropriés pour fil-électrode utilisé
Utiliser des rouleaux d’alimentation appropriés
FR
Cause:
Solution:
Baguette de soudure est déformée ou se déchire
Cause:
Solution:
Cause:
Solution:
PullMig devient trop chaud
Cause:
Solution:
EFd | xx.x, EFd | 8.1
Cause:
Solution:
Fausse pression appliquée PullMig ou entraînement à 4 galets
Optimiser la pression appliquée
Pression appliquée PullMig ou entraînement à 4 galets est réglé(e)
trop haut(e)
Régler la pression appliquée PullMig ou l’entraînement à 4 galets correctement
PullMig tourne trop vite ou trop lentement
Lors de l’alignement PushPull sélectionner le numéro correct (p.ex.
„PPU | 5“) pour PullMig
Refroidissement insuffisant; trop peu de ou aucun retour d’eau sur le
radiateur
Contrôler si PullMig complètement raccordé; contrôler et si nécessaire ventiler le radiateur; contrôler le débit du liquide de refroidissement pour PullMig
Entraînement de fil bloqué / défectueux
Contrôler / échanger le moteur pour entraînement de fil
45
Page 46

EFd | 8.2
Cause:
Solution:
EFd | 9.1
Cause:
Solution:
EFd | 9.2
Cause:
Solution:
Erreur dans le système de manutention de fil (Entraînement de surintensité de courantPullMig)
Dimensionner le faisceau de câbles rectiligne si possible; vérifier la
gaine pour coude ou encrassement; contrôler la pression appliquée
des rouleaux d’alimentation PullMig
Tension d’alimentation externe: la tension d’alimentation n’a pas atteint la zone de tolérance
Contrôler la tension d’alimentation externe
Tension d’alimentation externe: la tension d’alimentation a dépassé la
zone de tolérance
Contrôler la tension d’alimentation externe
46
Page 47

Caractéristiques techniques
Ø
Ø
Faisceau de liaison PullMig refroidi par gaz
Faisceau de liaison PullMig refroidi par eau
I (Amp.) 10 min/40° C
M21 (EN 439)
I (Amp.) 10 min/40° C
C1 (EN 439)
[m]
(ft.)
[V] DC 42
[A] 0,8
[m/min]
(ipm)
[mm]
(in.)
* f.m. = facteur de marche
I (Amp.) 10 min/40° C
M21 (EN 439)
I (Amp.) 10 min/40° C
C1 (EN 439)
40 % f.m.* 280
60 % f.m.* 220
100 % f.m.* 170
40 % f.m.* 330
60 % f.m.* 270
100 % f.m.* 210
6 / 8 / 10
(19,6/26,2/32,8)
0,5 - 18
(19,69 - 787,40)
0,8 - 1,6
(.032 - .047)
100 % ED* 400
100 % ED* 500
FR
[m]
(ft.)
P
min
Q
min
p
min
p
min
* ED = facteur de marche
** Puissance de refroidissement minimale conformément à la norme IEC
60974-2
[W]** 1450 / 1800 / 2000 W
[l/min]
(gal./min)1(.26)
[bar]
(psi.)
[bar]
(psi.)
[V] DC 42
[A] 0,8
[m/min]
(ipm)
[mm]
(in.)
6 / 8 / 10
(19,6/26,2/32,8)
3
(43.5)
5,5
(79.7)
0,5 - 18
(19,69 - 787,40)
0,8 - 1,6
(.032 - .047)
47
Page 48

Coude PullMig
Ø
Ø
Ø
Ø
refroidi par gaz
AL216 AL236 AL306 AL406
I (Amp.) 10 min/40° C
M21 (EN 439) - f.m.*
35 % 180
60 % 140
100 % 100
40 % 200
60 % 160
100 % 120
40 % 260
60 % 210
100 % 160
40 % 350
60 % 280
100 % 220
Coude PullMig
refroidi par eau
I (Amp.) 10 min/40° C
C1 (EN 439) - f.m.*
[mm]
(in.)
AL2300 AL2400 AL3000 AL4000
I (Amp.) 10 min/40° C
M21(EN 439) - f.m.*
I (Amp.) 10 min/40° C
C1 (EN 439) - f.m.*
[mm]
(in.)
*f.m. = facteur de marche
AW252 AW332 AW335 AW352
I (Amp.) 10 min/40° C
M21 (EN 439) - f.m.* 100 % 220
I (Amp.) 10 min/40° C
C1 (EN 439) - f.m.* 100 % 250
[mm]
(in.)
35 % 210
60 % 160
100 % 120
0,6-1,0
(.024-.039)
40 % 200
60 % 160
100 % 120
40 % 230
60 % 190
100 % 150
0,6-1,0
(.024-.039)
0,6-1,2
(.024-.047)
40 % 230
60 % 190
100 % 150
0,6-1,0
(.024-.039)
40 % 200
60 % 160
100 % 120
40 % 240
60 % 200
100 % 160
0,6-1,0
(.024-.039)
60 % 200
100 % 150
60 % 250
100 % 190
0,8-1,2
(.032-.047)
40 % 300
60 % 240
100 % 190
0,8-1,2
(.032-.047)
40 % 250
60 % 200
100 % 150
40 % 400
60 % 320
100 % 250
0,8-1,2
(.032-.047)
60 % 200
100 % 150 100 % 300
60 % 250
100 % 190 100 % 350
0,8-1,2
(.032-.047)
40 % 400
60 % 320
100 % 250
1,0-1,6
(.039-.063)
40 % 350
60 % 280
100 % 220
40 % 400
60 % 320
100 % 250
1,0-1,6
(.039-.063)
1,0-1,6
(.039-.063)
48
AW502 AW652
I (Amp.) 10 min/40° C
M21(EN 439) - f.m.* 100 % 400 100 % 500
I (Amp.) 10 min/40° C
C1 (EN 439) - f.m.* 100 % 500 100 % 600
[mm]
(in.)
1,0-1,6
(.039-.063)
1,0-2,4
(.039-.94)
Page 49

AW2500 AW4000 AW5000 AW7000
Ø
I (Amp.) 10 min/40° C
M21(EN 439) - f.m.* 100 % 220 100 % 350 100 % 400 100 % 550
I (Amp.) 10 min/40° C
C1 (EN 439) - f.m.* 100 % 250 100 % 400 100 % 500 100 % 700
[mm]
* f.m. = facteur de marche
(in.)
0,6-1,2
(.024-.047)
0,8-1,2
(.032-.047)
1,0-1,6
(.039-.063)
1,0-1,6
(.039-.063)
FR
PullMig - faisceau de liaison /
coude
Alignement de
PushPull
Mesure de tension (V-Peak) :
pour les torches utilisées manuellement : 113 V
-
pour les torches utilisées mécaniquement : 141 V
-
Ce produit satisfait aux exigences de la norme IEC 60974-7
L’alignement de Push-Pull s’effectue selon mode d’emploi source de courant,
chapitre „Push-Pull Unit“
49
Page 50

In generale
Concezione
dell'apparecchio
Uso prescritto La torcia per saldatura manuale MIG/MAG è destinata esclusivamente alla salda-
Sicurezza
PullMig è un alimentatore di filo per la saldatura manuale da utilizzare con fili di
saldatura di consistenza tenera e tubi lunghi. Due rulli di precisione dentellati assicurano una trasmissione della forza su una grande superficie. Già con fili molto
teneri in alluminio e CuSi e tubi molto lunghi si ottiene un‘eccellente alimentazione del filo. PullMig è caratterizzato dalla possibilità di svariate versioni.
Sono disponibili diverse varianti d‘attacchi del cannello di saldatura con collegamento interno ed esterno al refrigerante. Le versioni con curve consentono una
buona accessibilità ai giunti saldati.
tura MIG/MAG nelle applicazioni manuali.
Non sono consentiti utilizzi diversi o che esulino dal tipo d'impiego per il quale
l'apparecchio è stato progettato. Il produttore non si assume alcuna responsabilità per i danni che potrebbero derivarne.
L'uso prescritto comprende anche
l'osservanza di tutte le avvertenze riportate nelle istruzioni per l'uso
-
l'esecuzione dei controlli e dei lavori di manutenzione.
-
PERICOLO!
Il cattivo uso dell'apparecchio e l'esecuzione errata dei lavori
possono causare gravi lesioni personali e danni materiali.
Tutti i lavori e le funzioni descritti nel presente documento devono essere
▶
eseguiti soltanto da personale tecnico qualificato.
Leggere integralmente e comprendere il presente documento.
▶
Leggere e comprendere tutte le norme di sicurezza e le documentazioni per
▶
l'utente di questo apparecchio e di tutti i componenti del sistema.
PERICOLO!
La corrente elettrica
può causare gravi lesioni personali e danni materiali.
Prima di iniziare qualsiasi lavoro, spegnere e scollegare dalla rete elettrica
▶
tutti gli apparecchi e i componenti interessati.
Assicurarsi che gli apparecchi e i componenti interessati non vengano riacce-
▶
si.
Dopo aver aperto l'apparecchio, con l'ausilio di uno strumento di misura adat-
▶
to, accertarsi che i componenti caricati elettricamente (ad esempio i condensatori) siano scarichi.
50
Page 51

PERICOLO!
La corrente elettrica dovuta a componenti del sistema difettosi e il cattivo uso
dell'apparecchio
possono causare gravi lesioni personali e danni materiali.
Tutti i cavi, i conduttori e i pacchetti tubi flessibili devono sempre essere sal-
▶
damente collegati, integri e correttamente isolati.
Utilizzare solo cavi, conduttori e pacchetti tubi flessibili adeguatamente di-
▶
mensionati.
PERICOLO!
L'elettrodo a filo in uscita
Possono conseguirne gravi lesioni personali.
Tenere la torcia per saldatura in modo che la punta sia rivolta lontano da viso
▶
e corpo
Indossare occhiali protettivi adatti.
▶
Non rivolgere la torcia per saldatura verso altre persone.
▶
Assicurarsi che l'elettrodo a filo possa entrare intenzionalmente in contatto
▶
solo con oggetti elettricamente conduttivi.
PERICOLO!
IT
Componenti del sistema e/o mezzi operativi surriscaldati
possono causare gravi ustioni.
Prima di iniziare qualsiasi lavoro, far raffreddare tutti i componenti del siste-
▶
mo e/o i mezzi operativi a +25 °C / +77 °F (ad esempio il refrigerante, i componenti del sistema raffreddati ad acqua, il motore di azionamento del carrello traina filo, ecc.).
Se non è possibile farli raffreddare, indossare dispositivi di protezione ade-
▶
guati (ad esempio guanti protettivi resistenti al calore, occhiali protettivi,
ecc.).
PRUDENZA!
Il funzionamento senza refrigerante
può causare danni materiali.
Non azionare mai gli apparecchi senza refrigerante.
▶
Durante la saldatura, assicurarsi che il refrigerante fluisca correttamente (se
▶
si utilizzano gruppi di raffreddamento Fronius, il refrigerante fluisce correttamente quando si vede il refrigerante rifluire correttamente nel serbatoio
del refrigerante del gruppo di raffreddamento).
Il produttore non si assume alcuna responsabilità per i danni causati dall'in-
▶
osservanza dei punti di cui sopra ed esclude ogni ricorso alla garanzia per
questo tipo di danni.
PRUDENZA!
I componenti meccanici in movimento e aperti
possono causare lesioni personali e danni materiali.
Utilizzare l'apparecchio solo se tutte le coperture sono chiuse e/o completa-
▶
mente montate.
51
Page 52

Requisiti del sistema
Saldatrice
TS 4000 / 5000
-
TPS 2700 / 4000 / 5000
-
Software
Saldatrice: software in versione 3.10.22 o superiore
-
Alimentazione filo: software in versione 1.70.16 o superiore
-
Opzioni
Set di montaggio „PMR4000 PullMig TS/TPS 2700-5000 (4,100,217)“
-
Software „FS Drive (4,061,113)“
-
52
Page 53

Installazione e messa in funzione
1
2
4
3
1
1
1
2
2
Montaggio della
curva
Montaggio
dell‘inserto guidafilo
IMPORTAMNTE! Pericolo dovuto a fu-
oriuscita di refrigerante (cannelli di saldatura raffreddati ad acqua) o danno
da surriscaldamento (cannelli di saldatura raffreddati a gas). Per il montaggio della curva accertarsi che il dado di
raccordo sia ben saldo.
IT
1
2
Nel tagliare l‘anima guidafilo accertarsi che
tagliando la sbavatura non entri nell‘anima guidafilo
-
tenere la lama laterale leggermente obliqua (la sbavatura viene rivolta verso
-
l‘esterno)
limare la sbavatura
-
* tubo di contatto con foro di centratura
** tubo di contatto senza foro di centratura
Ø 4 mm (.16 in.): 40,0002,0014; 40,0002,0015
Ø 4,7 mm (.19 in.): 40,0002,0004; 40,0002,0017
53
Page 54

Montaggio
2
1
1
2
3
1
2
3
5
4
6
7
1
2
1
dell‘anima guidafilo (attacco Fronius senza ugello
guidafilo)
1
2
3
5
4
IMPORTANTE! Mettere l‘anima guida-
filo il più possibile vicino ai rulli d‘alimentazione senza però farla toccare.
Prima d‘infilare il filo di saldatura
smussarne l‘estremità.
54
Page 55

Montaggio
2
1
1
3
4
5
2
1
2
1
dell‘anima guidafilo (attacco Fronius con ugello
guidafilo)
1
2
IT
3
4
Utilizzare soltanto ugelli guidafilo che corrispondono al rispettivo diametro. Sono
disponibili i seguenti ugelli guidafilo:
0,8 mm (.030 in.)
-
1,0 mm (.040 in.)
-
1,2 mm (.045 in.)
-
1,6 mm (1/16 in.)
-
Prima d‘infilare il filo di saldatura smussarne l‘estremità.
55
Page 56

Montaggio
4
3
2
1
6
1
2
3
4
5
3
1
2
2
(.04 - .08 in.)
1-2 mm
*
1
2
5
1
4
2
3
1
1
dell‘anima guidafilo (attacco Euro senza ugello
guidafilo
1
2
3
5
4
6
* Opzione ugello d‘infilaggio (42,0001,5421)
IMPORTANTE! Mettere l‘anima guidafilo il più possibile vicino ai rulli d‘alimentazione senza però farla toccare. Prima d‘infilare il filo di saldatura smussarne l‘estremità.
56
Page 57

Collegamento
2
3
3
1
4
4
2
3
3
1
4
4
(1)
(3)
(4)
(5)
(6)
(2)
del cannello di
saldatura
Sostituzione dei
rulli
d‘avanzamento
IT
* Spina standard (cannello di saldatura standard o su/giù)
** Spina JobMaster (cannello di saldatura JobMaster
Svitare la leva di pressione (1)
1
Svitare l‘asse (2) utilizzando un cacciavite con testa ad intaglio
2
Estrarre il gruppo completo (3)
3
Fissare il rullo azionante (4) utilizzando la chiave per ruota motrice fornita (5)
4
Svitare il dado a testa esagonale (6) utilizzando una chiave fissa - misura
5
chiave 10 mm (.394 in.)
Estrarre il rullo azionante (4)
6
57
Page 58

Regolazione del-
(1)
(2)
(3)
(2)
(1)
la pressione
d‘aderenza
forte (ad es. CrNi)
1
media (ad es. AlMg / CuSi)
2
bassa (ad es. AlSi)
3
Sostituzione
dell‘ugello
dell‘infilaggiofilo
Svitare il dado a testa esagonale utilizzando la chiave fissa (1)
1
misura chiave 10 mm (.394 in.)
-
Svitare l‘ugello dell‘infilaggiofilo utilizzando la chiave ad esagono cavo (2)
2
misura chiave 2,5 mm (.099 in.)
-
58
Page 59

Su/giù
1
2
3
Up/Down Switch:
Change Side if required
3
6
7
8
2
4
3
5
grey
green
yellow
1
9
Regolare la potenza della saldatu-
-
ra utilizzando la funzione su/giù
IT
1
2
59
Page 60

1
3
JobMaster
Utilizzando la funzione Job-Master selezionare e regolare il parametro desi-
-
derato
IMPORTANTE! Per informazioni più dettagliate sulla funzione JobMaster vedere
le istruzioni per l‘uso del cannello di saldatura MIG/MAG, capitolo „JobMaster“.
60
Page 61

Diagnosi e risoluzione degli errori
Diagnosi e risoluzione degli errori
Non si riesce a selezionare il numero („PPU“) relativo al PullMig (Unità PushPull)
Causa:
Risoluzione:
Il numero relativo al PullMig (ad es. „PPU | 5“) per la compensazione PushPull
non è selezionabile
Causa:
Risoluzione:
I rulli d‘avanzamento PullMig non girano
Causa:
Risoluzione:
Causa:
Risoluzione:
La velocità del filo è irregolare
L‘elettrodo filo forma un‘ansa tra i rulli d‘avanzamento e l‘ugello dell‘infilaggiofilo
Causa:
Risoluzione:
Il set di montaggio „PMR4000 PullMig“ non è installato
Installare il set di montaggio
La saldatrice non ha a disposizione il software „FS Drive“
Inserire il software „FS Drive“ nella saldatrice
La spina di comando del PullMig non è collegata
Collegare la spina di comando del PullMig all‘attacco del co-
mando cannello
Il cavo di collegamento del PullMig è danneggiato
Controllare ed evtl. far sostituire il cavo di collegamento
I rulli d‘avanzamento non sono adatti all‘elettrodo filo utilizzato
Utilizzare rulli d‘avanzamento adatti
IT
Causa:
Risoluzione:
Il filo di saldatura si deforma o si rompe
Causa:
Risoluzione:
Causa:
Risoluzione:
Il PullMig diventa troppo caldo
Causa:
Risoluzione:
EFd | xx.x, EFd | 8.1
Causa:
Risoluzione:
Pressione d‘aderenza sbagliata del PullMig o dell‘avanzamento
dei 4 rulli
Ottimizzare la pressione d‘aderenza
La pressione d‘aredenza del PullMig o dell‘avanzamento dei 4
rulli è troppo forte
Effettuare una corretta regolazione della pressione d‘aderenza
del PullMig o dell‘avanzamento dei 4 rulli
Il PullMig gira troppo rapidamente o troppo lentamente
Selezionare il numero corretto per la compensazione PushPull
(ad es. „PPU | 5“) relativo al PullMig
Raffreddamento insufficiente; ritorno insufficiente o assente
dell‘acqua al raffreddatore
Controllare la completa chiusura del PullMig; controllare ed
evtl. sfiatare il raffreddatore, controllare l‘afflusso del refriger-
ante per il PullMig
Azionamento filo bloccato / difettoso
Controllare / sostituire l‘avanzamento filo
61
Page 62

EFd | 8.2
Causa:
Risoluzione:
EFd | 9.1
Causa:
Risoluzione:
EFd | 9.2
Causa:
Risoluzione:
Guasto nel sistema d‘alimentazione del filo (sovratensione azionamento PullMig)
Stendere il tubo più diritto possibile; controllare l‘eventuale
presenza di piegature o impurità, controllare il tubo d‘aderenza
dei tubi d‘avanzamento del PullMig
Tensione esterna d‘alimentazione: la tensione d‘alimentazione è
al di sotto della gamma di tolleranza
Controllare la tensione d‘alimentazione esterna
Tensione esterna d‘alimentazione: la tensione d‘alimentazione è
al di sopra della gamma di tolleranza
Controllare la tensione d‘alimentazione esterna
62
Page 63

Dati tecnici
Ø
Ø
Manichetta PullMig raffreddato
a gas
Manichetta PullMig raffreddato
ad acqua
I (Amp.) 10 min/40° C
M21 (EN 439)
I (Amp.) 10 min/40° C
C1 (EN 439)
[m]
(ft.)
[V] DC 42
[A] 0,8
[m/min]
(ipm)
[mm]
(in.)
* TA = tempo di accensione
I (Amp.) 10 min/40° C
M21 (EN 439)
I (Amp.) 10 min/40° C
C1 (EN 439)
40 % TA* 280
60 % TA* 220
100 % TA* 170
40 % TA* 330
60 % TA* 270
100 % TA* 210
6 / 8 / 10
(19,6/26,2/32,8)
IT
0,5 - 18
(19,69 - 787,40)
0,8 - 1,6
(.032 - .047)
100 % TA* 400
100 % TA* 500
[m]
(ft.)
P
min
Q
min
p
min
p
min
* TA = tempo di accensione
** Raffreddamento minimo secondo la norma IEC 60974-2
[W]** 1450 / 1800 / 2000 W
[l/min]
(gal./min)1(.26)
[bar]
(psi.)
[bar]
(psi.)
[V] DC 42
[A] 0,8
[m/min]
(ipm)
[mm]
(in.)
6 / 8 / 10
(19,6/26,2/32,8)
3
(43.5)
5,5
(79.7)
0,5 - 18
(19,69 - 787,40)
0,8 - 1,6
(.032 - .047)
63
Page 64

Tubo ricurvo
Ø
Ø
Ø
Ø
PullMig raffreddato a gas
AL216 AL236 AL306 AL406
I (Amp.) 10 min/40° C
M21 (EN 439) - TA*
35 % 180
60 % 140
100 % 100
40 % 200
60 % 160
100 % 120
40 % 260
60 % 210
100 % 160
40 % 350
60 % 280
100 % 220
Tubo ricurvo
PullMig raffreddato ad acqua
I (Amp.) 10 min/40° C
C1 (EN 439) - TA*
[mm]
(in.)
AL2300 AL2400 AL3000 AL4000
I (Amp.) 10 min/40° C
M21(EN 439) - TA*
I (Amp.) 10 min/40° C
C1 (EN 439) - TA*
[mm]
(in.)
* TA = tempo di accensione
AW252 AW332 AW335 AW352
I (Amp.) 10 min/40° C
M21 (EN 439) - TA* 100 % 220
I (Amp.) 10 min/40° C
C1 (EN 439) - TA* 100 % 250
[mm]
(in.)
35 % 210
60 % 160
100 % 120
0,6-1,0
(.024-.039)
40 % 200
60 % 160
100 % 120
40 % 230
60 % 190
100 % 150
0,6-1,0
(.024-.039)
0,6-1,2
(.024-.047)
40 % 230
60 % 190
100 % 150
0,6-1,0
(.024-.039)
40 % 200
60 % 160
100 % 120
40 % 240
60 % 200
100 % 160
0,6-1,0
(.024-.039)
60 % 200
100 % 150
60 % 250
100 % 190
0,8-1,2
(.032-.047)
40 % 300
60 % 240
100 % 190
0,8-1,2
(.032-.047)
40 % 250
60 % 200
100 % 150
40 % 400
60 % 320
100 % 250
0,8-1,2
(.032-.047)
60 % 200
100 % 150 100 % 300
60 % 250
100 % 190 100 % 350
0,8-1,2
(.032-.047)
40 % 400
60 % 320
100 % 250
1,0-1,6
(.039-.063)
40 % 350
60 % 280
100 % 220
40 % 400
60 % 320
100 % 250
1,0-1,6
(.039-.063)
1,0-1,6
(.039-.063)
64
AW502 AW652
I (Amp.) 10 min/40° C
M21(EN 439) - TA* 100 % 400 100 % 500
I (Amp.) 10 min/40° C
C1 (EN 439) - TA* 100 % 500 100 % 600
[mm]
(in.)
1,0-1,6
(.039-.063)
1,0-2,4
(.039-.94)
Page 65

AW2500 AW4000 AW5000 AW7000
Ø
I (Amp.) 10 min/40° C
M21(EN 439) - TA* 100 % 220 100 % 350 100 % 400 100 % 550
I (Amp.) 10 min/40° C
C1 (EN 439) - TA* 100 % 250 100 % 400 100 % 500 100 % 700
[mm]
* TA = tempo di accensione
(in.)
0,6-1,2
(.024-.047)
0,8-1,2
(.032-.047)
1,0-1,6
(.039-.063)
1,0-1,6
(.039-.063)
PullMig - manichetta / tubo ricurvo
Compensazione
Push-Pull
Taratura della tensione (V-Peak):
per cannelli di saldatura manuali: 113 V
-
per cannelli di saldatura meccanici: 141 V
-
Questo prodotto è conforme allo standard IEC 60974-7.
La compensazione PushPull va effettuata secondo le istruzioni per l‘uso della
saldatrice, capitolo „Unità PushPull“
IT
65
Page 66

Generalidades
Diseño de los
equipos
Utilización prevista
PullMig es un dispositivo de suministro de hilo para la soldadura manual con hilos
de soldadura blandos y largos paquetes de mangueras. Dos rodillos de precisión
dentados procuran una gran transmisión de fuerza. Incluso con hilos muy blandos de aluminio y CuSi y paquetes de mangueras muy largos, esto produce un suministro de hilo excelente. PullMig se distingue por una gran cantidad de versiones.
De este modo están disponible varias variantes de conexiones de sopletes de
soldadura, tanto con conexión de refrigerante externa como interna. Se posibilita
una buena accesibilidad para hilos de soldadura a través de múltiples versiones
de acodamientos.
La antorcha manual MIG/MAG está diseñada exclusivamente para la soldadura
MIG/MAG en aplicaciones manuales.
Cualquier otro uso se considerará como no previsto por el diseño constructivo. El
fabricante declina cualquier responsabilidad frente a los daños que se pudieran
originar.
También forman parte de la utilización prevista
Seguir todas las indicaciones del manual de instrucciones.
-
El cumplimiento de los trabajos de inspección y mantenimiento.
-
Seguridad
¡PELIGRO!
Peligro originado por un manejo incorrecto y trabajos realizados incorrectamente.
La consecuencia pueden ser graves daños personales y materiales.
Todos los trabajos y funciones descritos en este documento deben ser realiz-
▶
ados solo por personal técnico formado.
Leer y comprender por completo este documento.
▶
Leer y comprender todas las normas de seguridad y documentaciones para
▶
el usuario de este equipo y los componentes del sistema.
¡PELIGRO!
Peligro originado por corriente eléctrica.
La consecuencia pueden ser graves daños personales y materiales.
Se deben apagar y separar de la red de corriente todos los equipos y compo-
▶
nentes antes de comenzar los trabajos.
Asegurar todos los equipos y componentes contra cualquier reconexión.
▶
Después de abrir el equipo y con la ayuda de un aparato de medición adecua-
▶
do, asegurarse de que los componentes con carga eléctrica (por ejemplo,
condensadores) estén descargados.
66
Page 67

¡PELIGRO!
Peligro originado por corriente eléctrica debido a componentes del sistema defectuosos y a un funcionamiento incorrecto.
La consecuencia pueden ser graves daños personales y materiales.
Todos los cables, líneas y juegos de cables siempre deben estar bien conecta-
▶
dos, intactos y correctamente aislados.
Utilizar únicamente cables, conductos y juegos de cables con las dimensio-
▶
nes adecuadas.
¡PELIGRO!
Peligro originado por la salida del electrodo de soldadura.
Esto puede ocasionar lesiones graves.
Sujetar la antorcha de soldadura de tal manera que la punta de la antorcha
▶
de soldadura no esté dirigida a la cara ni al cuerpo.
Llevar unas gafas de protección adecuadas.
▶
No apuntar con la antorcha de soldadura hacia las personas.
▶
Se debe asegurar de que el electrodo de soldadura no toque ningún objeto
▶
conductor de electricidad.
¡PELIGRO!
ES
Peligro originado por componentes del sistema o medios de servicio calientes.
Pueden producirse quemaduras y escaldaduras graves.
Antes de comenzar los trabajos, dejar que todos los componentes del siste-
▶
ma o medios de funcionamiento calientes se enfríen a +25 °C / +77 °F (por
ejemplo, el líquido de refrigeración, los componentes del sistema refrigerados por agua, el motor de accionamiento del avance de hilo, etc).
De no ser posible, utilizar equipo de protección adecuado (por ejemplo, guan-
▶
tes de protección termorresistentes, gafas de seguridad, etc.).
¡PRECAUCIÓN!
Peligro al operar sin líquido de refrigeración.
Pueden producirse daños materiales.
Jamás se deben poner en servicio equipos refrigerados por agua sin líquido
▶
de refrigeración.
Durante la soldadura, se debe asegurar de que haya un caudal líquido de ref-
▶
rigeración adecuado. En una refrigeración de Fronius, será adecuado si el retorno de líquido de refrigeración es visible en el depósito de la refrigeración.
El fabricante no se responsabiliza de los daños derivados del incumplimiento
▶
de los puntos anteriores, en cuyo caso se extinguirán todos los derechos de
garantía.
¡PRECAUCIÓN!
Condiciones del
sistem
Peligro por piezas mecánicas abiertas en movimiento.
El resultado puede ser lesiones personales y daños materiales.
El equipo solo se debe utilizar cuando todas sus cubiertas estén cerradas o
▶
completamente montadas.
Fuente de corriente
67
Page 68

TS 4000 / 5000
-
TPS 2700 / 4000 / 5000
-
Software
Fuente de corriente: versión de software 3.10.22 o superior
-
Avance del hilo: versión de software o superior
-
Opciones
Set de montaje „PMR4000 PullMig TS/TPS 2700-5000 (4,100,217)“
-
Software „FS Drive (4,061,113)“
-
68
Page 69

Instalación y puesta en servicio
1
2
4
3
1
1
1
2
2
Montar acodamientos
Montar el suplemento para guía
del hilo
¡IMPORTANTE! Riesgo de salida de
refrigerante (sopletes refrigerados por
agua) o deterioros a causa de sobrecalentamiento (sopletes refrigerados por
gas). Al montar los acodamientos, prestar atención a la correcta fijación de
las tuercas de racor.
ES
1
2
Al cortar la alma de la guía de hilo tener en cuenta que
Al cortar no se introduzca ninguna rebaba en la alma de la guía de hilo
-
Colocar el cortador lateral ligeramente inclinado (la rebaba saldrá hacia afu-
-
era)
Desbastar la rebaba
-
* Tubo de contacto con orificio de centraje
** Tubo de contacto sin orificio de centraje
Ø 4 mm (.16 in.): 40,0002,0014; 40,0002,0015
Ø 4,7 mm (.19 in.): 40,0002,0004; 40,0002,0017
69
Page 70
Montar el alma
2
1
1
2
3
1
2
3
5
4
6
7
1
2
1
para guía de hilo
(Conexión Fronius sin boquilla de
guía de hilo)
1
2
3
5
4
¡IMPORTANTE! Guiar la alma de guía
de hilo lo más cerca posible de los rodillos de alimentación de hilo, no obstante sin dejar que contacten.
Antes del enhebrado del hilo de soldadura, redondear el extremo del hilo de
soldadura.
70
Page 71

Montar el alma
2
1
1
3
4
5
2
1
2
1
para guía de hilo
(Conexión Fronius con boquilla
de guía de hilo)
1
2
3
4
Utilizar sólo boquillas de guía de hilo que correspondan con el diámetro del hilo.
Están disponibles las siguientes boquillas de guía de hilo:
0,8 mm (.030 in.)
-
1,0 mm (.040 in.)
-
1,2 mm (.045 in.)
-
1,6 mm (1/16 in.)
-
Antes del enhebrado del hilo de soldadura, redondear el extremo del hilo de
soldadura.
ES
71
Page 72

Montar el alma
4
3
2
1
6
1
2
3
4
5
3
1
2
2
(.04 - .08 in.)
1-2 mm
*
1
2
5
1
4
2
3
1
1
para guía de hilo
(Conexión Euro
sin boquilla de
guía de hilo)
1
2
3
5
4
6
* Opción boquilla de entrada (42,0001,5421)
¡IMPORTANTE! Guiar la alma de guía de hilo o la boquilla de entrada lo más cerca posible de los rodillos de alimentación de hilo, no obstante sin dejar que contacten. Antes del enhebrado del hilo de soldadura, redondear el extremo del hilo
de soldadura.
72
Page 73

Conectar el sop-
2
3
3
1
4
4
2
3
3
1
4
4
(1)
(3)
(4)
(5)
(6)
(2)
lete para soldar
Cambiar los rodillos de avance
* Conector estándar (Soplete para soldar estándar o Up/ Down)
** Conector JobMaster (Soplete para soldar JobMaster)
ES
Soltar palanca de presión (1)
1
Soltar el eje (2) por medio de un destornillador plano
2
Extraer la unidad completa (3)
3
Fijar los rodillos de accionamiento (4) por medio dela llave de rodillos motri-
4
ces adjuntada (5)
Soltar tuerca hexagonal (6), por medio de una llave de horquilla - Ancho de
5
llave 10 mm (.394 in.)
Retirar rodillos de accionamiento (4)
6
73
Page 74
Ajustar la pre-
(1)
(2)
(3)
(2)
(1)
sión de apriete
duro (p. Ej.: CrNi)
1
medio (p. Ej.: AlMg / CuSi)
2
blando (p. Ej.: AlSi)
3
Cambiar la boquilla de entrada
del hilo
Soltar tuerca hexagonal, por medio de una llave de horquilla (1)
1
Ancho de llave 10 mm (.394 in.)
-
Desenroscar la boquilla, por medio de llave de hexágono interior (2)
2
Ancho de llave 2,5 mm (.099 in.)
-
74
Page 75

Up/Down
1
2
3
Up/Down Switch:
Change Side if required
3
6
7
8
2
4
3
5
grey
green
yellow
1
9
Ajustar la potencia de soldadura
-
por medio de la función Up/Down
ES
1
2
75
Page 76

1
3
JobMaster
Seleccionar y ajustar los parámetros deseados por medio de la función Job-
-
Master
¡IMPORTANTE! Usted puede obtener informaciones más detalladas sobre la
función JobMaster en el manual de instrucciones sopletes de soldadura MIG/
MAG, capítulo „JobMaster“.
76
Page 77

Diagnóstico de errores, solución de errores
Diagnóstico de
errores, solución
de errores
No se puede seleccionar ningún número („PPU“) para PullMig (PushPull-Unit)
Causa:
Solución:
No se puede seleccionar ningún número para PullMig (p. Ej.: „PPU | 5“), para el
ajuste PushPull
Causa:
Solución:
Rodillos de avance PullMig no giran
Causa:
Solución:
Causa:
Solución:
Velocidad de hilo irregular
El electrodo del hilo forma un lazo entre los rodillos de avance y la boquilla de
entrada del hilo
Causa:
Solución:
Set de montaje „PMR4000 PullMig“ no está montado
Montar el set de montaje
La fuente de corriente no dispone del software „FS Drive“
Equipar la fuente de corriente con el software „FS Drive“
El conector de mando PullMig no está conectado
Conectar el conector de mando PullMig en la conexión del mando del
soplete
Cable de unión PullMig defectuoso
Comprobar cable de unión o sustituirlo
Rodillos de avance no apropiados para el electrodo de hilo utilizado
Utilizar rodillos de avance adecuados
ES
Causa:
Solución:
El hilo de soldadura se deforma o se rompe
Causa:
Solución:
Causa:
Solución:
PullMig se calienta demasiado
Causa:
Solución:
EFd | xx.x, EFd | 8.1
Causa:
Solución:
Presión de apriete PullMig errónea o accionamiento de 4 rodillos
Optimizar la presión de apriete
La presión de apriete PullMig o el accionamiento de 4 rodillos están
ajustados demasiado altos
Ajustar correctamente la presión de apriete PullMig o el accionamiento de 4 rodillos
PullMig gira demasiado rápido o demasiado lento
En el ajuste PushPull seleccionar el número correcto (p. Ej.: „PPU |
5“) para PullMig
Refrigeración insuficiente; retorno de agua al dispositivo de refrigeración muy bajo o falta
Comprobar si PullMig está conectado por completo; comprobar el
refrigerador y dado el caso purgarlo; Comprobar el flujo de refrigerante para PullMig
Accionamiento de hilo bloqueado / defectuoso
Controlar / sustituir el motor para el accionamiento del cordón
77
Page 78

EFd | 8.2
Causa:
Solución:
EFd | 9.1
Causa:
Solución:
EFd | 9.2
Causa:
Solución:
Fallo en el sistema de suministro de hilo (sobrecarga de corriente en
el accionamiento PullMig)
Tender el paquete de mangueras lo mas recto posible; Comprobar
pliegues o suciedades en el alma; Controlar la presión de apriete de
los rodillos de avance PullMig
Tensión de suministro externa: Tensión de suministro ha sobrepasado
el margen de tolerancia
Controlar tensión de suministro externa
Tensión de suministro externa: Tensión de suministro ha sobrepasado
el margen de tolerancia
Controlar tensión de suministro externa
78
Page 79

Datos técnicos
Ø
Ø
Paquete de mangueras PullMig
refrigerado por
gas
Paquete de mangueras PullMig
refrigerado por
agua
I (Amp.) 10 min/40° C
M21 (EN 439)
I (Amp.) 10 min/40° C
C1 (EN 439)
[m]
(ft.)
[V] DC 42
[A] 0,8
[m/min]
(ipm)
[mm]
(in.)
* DC = Duración de ciclo de trabajo
I (Amp.) 10 min/40° C
M21 (EN 439)
I (Amp.) 10 min/40° C
C1 (EN 439)
40 % DC* 280
60 % DC* 220
100 % DC* 170
40 % DC* 330
60 % DC* 270
100 % DC* 210
6 / 8 / 10
(19,6/26,2/32,8)
0,5 - 18
(19,69 - 787,40)
0,8 - 1,6
(.032 - .047)
100 % ED* 400
100 % ED* 500
ES
[m]
(ft.)
P
min
Q
min
p
min
p
min
* DC = Duración de ciclo de trabajo
** Menor potencia de refrigeración según la norma IEC 60974-2
[W]** 1450 / 1800 / 2000 W
[l/min]
(gal./min)1(.26)
[bar]
(psi.)
[bar]
(psi.)
[V] DC 42
[A] 0,8
[m/min]
(ipm)
[mm]
(in.)
6 / 8 / 10
(19,6/26,2/32,8)
3
(43.5)
5,5
(79.7)
0,5 - 18
(19,69 - 787,40)
0,8 - 1,6
(.032 - .047)
79
Page 80

Codo de tubo
Ø
Ø
Ø
Ø
PullMig refrigerado por gas
AL216 AL236 AL306 AL406
I (Amp.) 10 min/40° C
M21 (EN 439) - DC*
35 % 180
60 % 140
100 % 100
40 % 200
60 % 160
100 % 120
40 % 260
60 % 210
100 % 160
40 % 350
60 % 280
100 % 220
Codo de tubo
PullMig refrigerado por acqua
I (Amp.) 10 min/40° C
C1 (EN 439) - DC*
[mm]
(in.)
AL2300 AL2400 AL3000 AL4000
I (Amp.) 10 min/40° C
M21(EN 439) - DC*
I (Amp.) 10 min/40° C
C1 (EN 439) - DC*
[mm]
(in.)
* DC = Duración de ciclo de trabajo
AW252 AW332 AW335 AW352
I (Amp.) 10 min/40° C
M21 (EN 439) - DC* 100 % 220
I (Amp.) 10 min/40° C
C1 (EN 439) - DC* 100 % 250
[mm]
(in.)
35 % 210
60 % 160
100 % 120
0,6-1,0
(.024-.039)
40 % 200
60 % 160
100 % 120
40 % 230
60 % 190
100 % 150
0,6-1,0
(.024-.039)
0,6-1,2
(.024-.047)
40 % 230
60 % 190
100 % 150
0,6-1,0
(.024-.039)
40 % 200
60 % 160
100 % 120
40 % 240
60 % 200
100 % 160
0,6-1,0
(.024-.039)
60 % 200
100 % 150
60 % 250
100 % 190
0,8-1,2
(.032-.047)
40 % 300
60 % 240
100 % 190
0,8-1,2
(.032-.047)
40 % 250
60 % 200
100 % 150
40 % 400
60 % 320
100 % 250
0,8-1,2
(.032-.047)
60 % 200
100 % 150 100 % 300
60 % 250
100 % 190 100 % 350
0,8-1,2
(.032-.047)
40 % 400
60 % 320
100 % 250
1,0-1,6
(.039-.063)
40 % 350
60 % 280
100 % 220
40 % 400
60 % 320
100 % 250
1,0-1,6
(.039-.063)
1,0-1,6
(.039-.063)
80
AW502 AW652
I (Amp.) 10 min/40° C
M21(EN 439) - DC* 100 % 400 100 % 500
I (Amp.) 10 min/40° C
C1 (EN 439) - DC* 100 % 500 100 % 600
[mm]
(in.)
1,0-1,6
(.039-.063)
1,0-2,4
(.039-.94)
Page 81

AW2500 AW4000 AW5000 AW7000
Ø
I (Amp.) 10 min/40° C
M21(EN 439) - DC* 100 % 220 100 % 350 100 % 400 100 % 550
I (Amp.) 10 min/40° C
C1 (EN 439) - DC* 100 % 250 100 % 400 100 % 500 100 % 700
[mm]
* DC = Duración de ciclo de trabajo
(in.)
0,6-1,2
(.024-.047)
0,8-1,2
(.032-.047)
1,0-1,6
(.039-.063)
1,0-1,6
(.039-.063)
PullMig - paquete de mangueras / codo de
tubo
Ajuste PushPull El ajuste PushPull se realiza de acuerdo al manual de instrucciones de la fuente
Dimensionado de tensión (VPeak):
para soplete de guiado manual: 113 V
-
para soplete de guiado mecánico: 141 V
-
El producto cumple los requisitos de la norma IEC 60974-7.
de corriente, capítulo „PushPull-Unit“
ES
81
Page 82

Generalidades
Conceito do aparelho
Utilização adequada
PullMig é um aparelho de transporte do arame para a soldadura manual em arames de soldar moles e jogos de mangueiras compridos. Dois rolos de precisão
dentados asseguram uma transmissão da força em toda a área. Mesmo no caso
de arames de alumínio e CuSi muito moles e jogos de mangueiras muito compridos, isto contribui para um excelente transporte do arame. O PullMig destaca-se
pela variedade de modelos.
Assim estão disponíveis diversas variantes de ligações para maçaricos de soldar,
tanto com ligação externa, como também interna para agente refrigerante. A boa
acessibilidade às costuras de solda é possível através de variadas versões de tubos curvos.
A maçarico de soldar manual MIG/MAG destina-se exclusivamente à soldagem
MIG / MAG em aplicações manuais.
Qualquer outro tipo de utilização é considerado incorreto. O fabricante não se responsabiliza pelos danos que daí possam resultar.
Uma utilização adequada prevê ainda
a observação de todas as indicações do manual de instruções
-
a observação dos trabalhos de inspecção e manutenção
-
Segurança
PERIGO!
Perigo devido a uma operação incorreta e trabalhos realizados incorretamente.
Pode ter como consequências danos pessoais e materiais graves.
Todos os trabalhos e funções descritos neste documento devem ser realiz-
▶
ados apenas por pessoal técnico qualificado.
Ler e compreender este documento na sua totalidade.
▶
Ler e compreender todas as normas de segurança e documentações de uti-
▶
lizador deste aparelho e de todos os componentes do sistema na sua totalidade.
PERIGO!
Perigo devido a corrente elétrica.
Pode ter como consequências danos pessoais e materiais graves.
Antes do início dos trabalhos, desligar os aparelhos e componentes envolvi-
▶
dos e desligar da rede elétrica.
Assegurar todos os aparelhos e componentes contra uma religação.
▶
Após a abertura do aparelho com a ajuda de um aparelho de medição ade-
▶
quado, certificar-se de que os componentes com carga elétrica (por exemplo,
os condensadores) estão descarregados.
82
Page 83

PERIGO!
Perigo devido a de corrente elétrica como resultado de componentes do sistema
danificados ou operação incorreta.
Pode ter como consequências danos pessoais e materiais graves.
Todos os cabos, circuitos e jogos de mangueiras devem estar sempre bem li-
▶
gados, estar intactos e corretamente isolados.
Utilizar apenas cabos, circuitos e jogos de mangueiras de dimensões suficien-
▶
tes.
PERIGO!
Perigo devido à saída do elétrodo de arame.
Pode ter como consequência danos pessoais graves.
Segurar o maçarico de soldar de modo que a ponta do mesmo aponte para
▶
longe da cara e corpo.
Utilizar óculos de proteção adequados.
▶
Não virar o maçarico de soldar em direção a pessoas.
▶
Assegurar que o elétrodo de arame não toca em objetos condutores de
▶
eletricidade.
PERIGO!
Perigo devido a componentes do sistema e/ou recursos quentes.
Pode ter como consequência queimaduras graves.
Antes do início dos trabalhos, deixar todos os componentes do sistema e/ou
▶
recursos arrefecer para +25 °C/+77 °F (por exemplo agente de refrigeração,
componentes do sistema arrefecidos a água, motor de acionamento do
avanço de arame, ...).
Usar equipamento de proteção apropriado (por exemplo, luvas de proteção
▶
resistentes ao calor, óculos de proteção) se um arrefecimento não for
possível.
CUIDADO!
Perigo devido a operação sem agente de refrigeração.
Pode ter como consequência danos materiais.
Nunca colocar em funcionamento aparelhos arrefecidos a água sem agente
▶
de refrigeração.
Durante a soldadura, assegurar que existe um fluxo de agente de refrigeração
▶
adequado - este é o caso se, aquando da utilização de aparelhos de refrigeração Fronius, for visível um retorno correto do agente de refrigeração no
depósito do agente de refrigeração do aparelho de refrigeração.
O fabricante não assume responsabilidade por danos causados devido à não
▶
observância dos pontos listados acima, perdendo a garantia a sua validade.
PT
CUIDADO!
Perigo devido a peças móveis mecânicas expostas.
Pode ter como consequências danos pessoais e materiais.
Apenas operar o aparelho quando todas as coberturas estiverem fechadas
▶
e/ou montadas totalmente.
83
Page 84

Requisitos do
sistema
Fonte de corrente
TS 4000 / 5000
-
TPS 2700 / 4000 / 5000
-
Software
Fonte de corrente: versão de Software 3.10.22 ou superior
-
Avanço do arame: versão de Software 1.70.16 ou superior
-
Opções
Conjunto de montagem „PMR4000 PullMig TS/TPS 2700-5000 (4,100,217)“
-
Software „FS Drive (4,061,113)“
-
84
Page 85

Instalação e colocação em funcionamento
1
2
4
3
1
1
1
2
2
Montar o tubo
curvo
Montar o elemento de guia do
arame
IMPORTAMNTE! Perigo de saída de
agente refrigerante (maçaricos de soldar refrigerados a água) ou de danificação devido a sobreaquecimento
(maçaricos de soldar refrigerados a
gás). Durante a montagem do tubo curvo, ter atenção a um ajuste correcto da
porca de capa.
1
2
PT
Ao cortar a alma de guia do arame ao comprimento, ter atenção para que
durante o corte não fiquem rebarbas salientes na alma de guia do arame
-
inclinar ligeiramente o alicate de corte diagonal (a rebarba é puxada para fo-
-
ra)
rectificar a rebarba
-
* Tubo de contacto com furo de centragem
** Tubo de contacto sem furo de centragem
Ø 4 mm (.16 in.): 40,0002,0014; 40,0002,0015
Ø 4,7 mm (.19 in.): 40,0002,0004; 40,0002,0017
85
Page 86

Montar a alma de
2
1
1
2
3
1
2
3
5
4
6
7
1
2
1
guia do arame (ligação Fronius
sem bocal de
guia do arame)
1
2
3
5
4
IMPORTANTE! Aproximar a alma de
guia do arame o mais possível dos rolos
de transporte do arame, mas sem que
entrem em contacto.
Antes de enfiar o arame de soldar, arredondar a extremidade do mesmo
86
Page 87

5
1
2
Montar a alma de
2
1
1
3
4
5
2
1
2
1
guia do arame (ligação Fronius
com bocal de
guia do arame)
1
2
PT
3
4
Utilizar apenas bocais de guia do arame que correspondam ao diâmetro do arame. Estão disponíveis os seguintes bocais de guia do arame:
0,8 mm (.030 in.)
-
1,0 mm (.040 in.)
-
1,2 mm (.045 in.)
-
1,6 mm (1/16 in.)
-
Antes de enfiar o arame de soldar, arredondar a extremidade do mesmo.
87
Page 88

Montar a alma de
4
3
2
1
6
1
2
3
4
5
3
1
2
2
(.04 - .08 in.)
1-2 mm
*
1
2
5
1
4
2
3
1
1
guia do arame (ligação Euro sem
bocal de guia do
arame)
1
2
3
5
4
6
* Opção bocal de entrada (42,0001,5421)
IMPORTANTE! Aproximar a alma de guia do arame ou o bocal de entrada o mais
possível dos rolos de transporte do arame, mas sem que entrem em contacto.
Antes de enfiar o arame de soldar, arredondar a extremidade do mesmo.
88
Page 89

Ligar o maçarico
2
3
3
1
4
4
2
3
3
1
4
4
(1)
(3)
(4)
(5)
(6)
(2)
de soldar
Substituir os rolos de avanço
* Ficha standard (maçarico de soldar Standard ou Up/Down)
** Ficha JobMaster (maçarico de soldar JobMaster)
PT
Soltar a alavanca de pressão (1)
1
Soltar o eixo (2) com a chave de fendas
2
Retirar a unidade completa (3)
3
Fixar o rolo de accionamento (4) com a chave de roda motriz fornecida (5)
4
Soltar a porca sextavada (6) com a chave de bocas - abertura da chave 10
5
mm (.394 in.)
Retirar o rolo de accionamento (4)
6
89
Page 90

Regular a força
(1)
(2)
(3)
(2)
(1)
de pressão
duro (por exemplo CrNi)
1
médio (por exemplo AlMg / CuSi)
2
suave ( por exemplo AlSi
3
Substituir o bocal de entrada do
arame
Soltar a porca sextavada com a chave de bocas (1)
1
abertura da chave 10 mm (.394 in.)
-
Desaparafusar o bocal de entrada do arame com a chave para parafusos sext-
2
avados internos (2)
abertura da chave 2,5 mm (.099 in.)
-
90
Page 91

Up/Down
1
2
3
Up/Down Switch:
Change Side if required
3
6
7
8
2
4
3
5
grey
green
yellow
1
9
Regular a potência de soldadura
-
através da função Up/Down
PT
1
2
91
Page 92

1
3
JobMaster
Seleccionar e regular o parâmetro desejado com a função JobMaster
-
IMPORTANTE! Poderá encontrar informações mais detalhadas sobre a função
JobMaster no manual de instruções do maçarico de soldar MIG/MAG, capítulo
„JobMaster“.
92
Page 93

Diagnóstico de avarias, resolução de avarias
Diagnóstico de
avarias, resolução de avarias
Não pode ser seleccionado nenhum número („PPU“) para o PullMig (PushPullUnit)
Causa:
Resolução:
Não pode ser seleccionado um número para o PullMig (por exemplo „PPU | 5“)
para o equilíbrio Push-Pull
Causa:
Resolução:
Rolos de avanço PullMig não rodam
Causa:
Resolução:
Causa:
Resolução:
Velocidade do arame irregular
Eléctrodo do arame forma um laço entre os rolos de avanço e o bocal de entrada
do arame
Causa:
Resolução:
Conjunto de montagem „PMR4000 PullMig“ não está montado
Montar o conjunto de montagem
Fonte de corrente não dispõe do Software „FS Drive“
Aplicar o Software „FS Drive“ à fonte de corrente
A ficha de comando PullMig não está inserida
Ligar a ficha de comando PullMig na ligação do comando do maçarico
Cabo de ligação PullMig tem defeito
Verificar o cabo de ligação e/ou substitui-lo
Os rolos de avanço não são adequados para o eléctrodo do arame utilizado
Utilizar rolos de avanço adequados
PT
Causa:
Resolução:
O arame de soldar é deformado ou parte
Causa:
Resolução:
Causa:
Resolução:
PullMig fica demasiado quente
Causa:
Resolução:
EFd | xx.x, EFd | 8.1
Causa:
Resolução:
Força de pressão errada do PullMig ou accionamento de 4 rolos
Optimizar a força de pressão
Força de pressão do PullMig ou accionamento de 4 rolos com regulação demasiado elevada
Regular correctamente a força de pressão do PullMig ou accionamento de 4 rolos
PullMig roda demasiado depressa ou demasiado devagar
Seleccionar o número correcto (por exemplo „PPU | 5“) no equilíbrio
PushPull para o PullMig
Refrigeração insuficiente; retorno de água reduzido ou inexistente no
aparelho de refrigeração
Verificar se o PullMig está totalmente ligado; verificar e, se necessário, ventilar o aparelho de refrigeração; controlar o fluxo de
agente refrigerante para o PullMig
Accionamento do arame bloqueado / defeituoso
Controlar / substituir o motor de accionamento do arame
93
Page 94

EFd | 8.2
Causa:
Resolução:
EFd | 9.1
Causa:
Resolução:
EFd | 9.2
Causa:
Resolução:
Falha do sistema de transporte do arame (excesso de corrente do accionamento PullMig)
Assentar o jogo de mangueiras de forma tão linear quanto possível;
verificar a alma quanto a dobras ou sujidade; controlar a força de
pressão dos rolos de avanço PullMig
Tensão de alimentação externa: tensão de alimentação ficou abaixo
da gama de tolerância
Controlar a tensão de alimentação externa
Tensão de alimentação externa: tensão de alimentação ultrapassou a
gama de tolerância
Controlar a tensão de alimentação externa
94
Page 95

Características técnicas
Ø
Ø
Jogo de mangueras PullMig refrigerado a gás
Jogo de mangueras PullMig refrigerado a água
I (Amp.) 10 min/40° C
M21 (EN 439)
I (Amp.) 10 min/40° C
C1 (EN 439)
[m]
(ft.)
[V] DC 42
[A] 0,8
[m/min]
(ipm)
[mm]
(in.)
* DC = Duração de conexão
I (Amp.) 10 min/40° C
M21 (EN 439)
I (Amp.) 10 min/40° C
C1 (EN 439)
40 % DC* 280
60 % DC* 220
100 % DC* 170
40 % DC* 330
60 % DC* 270
100 % DC* 210
6 / 8 / 10
(19,6/26,2/32,8)
0,5 - 18
(19,69 - 787,40)
0,8 - 1,6
(.032 - .047)
PT
100 % DC* 400
100 % DC* 500
[m]
(ft.)
P
min
Q
min
p
min
p
min
* DC = Duração de conexão
** Menor potência de refrigeração conforme norma IEC 60974-2
[W]** 1450 / 1800 / 2000 W
[l/min]
(gal./min)1(.26)
[bar]
(psi.)
[bar]
(psi.)
[V] DC 42
[A] 0,8
[m/min]
(ipm)
[mm]
(in.)
6 / 8 / 10
(19,6/26,2/32,8)
3
(43.5)
5,5
(79.7)
0,5 - 18
(19,69 - 787,40)
0,8 - 1,6
(.032 - .047)
95
Page 96

Tubo curvo Pull-
Ø
Ø
Ø
Ø
Mig refrigerada a
água a gás
AL216 AL236 AL306 AL406
I (Amp.) 10 min/40° C
M21 (EN 439) - DC*
35 % 180
60 % 140
100 % 100
40 % 200
60 % 160
100 % 120
40 % 260
60 % 210
100 % 160
40 % 350
60 % 280
100 % 220
Tubo curvo PullMig refrigerada a
água
I (Amp.) 10 min/40° C
C1 (EN 439) - DC*
[mm]
(in.)
AL2300 AL2400 AL3000 AL4000
I (Amp.) 10 min/40° C
M21(EN 439) - DC*
I (Amp.) 10 min/40° C
C1 (EN 439) - DC*
[mm]
(in.)
* DC = Duração de conexão
AW252 AW332 AW335 AW352
I (Amp.) 10 min/40° C
M21 (EN 439) - DC* 100 % 220
I (Amp.) 10 min/40° C
C1 (EN 439) - DC* 100 % 250
[mm]
(in.)
35 % 210
60 % 160
100 % 120
0,6-1,0
(.024-.039)
40 % 200
60 % 160
100 % 120
40 % 230
60 % 190
100 % 150
0,6-1,0
(.024-.039)
0,6-1,2
(.024-.047)
40 % 230
60 % 190
100 % 150
0,6-1,0
(.024-.039)
40 % 200
60 % 160
100 % 120
40 % 240
60 % 200
100 % 160
0,6-1,0
(.024-.039)
60 % 200
100 % 150
60 % 250
100 % 190
0,8-1,2
(.032-.047)
40 % 300
60 % 240
100 % 190
0,8-1,2
(.032-.047)
40 % 250
60 % 200
100 % 150
40 % 400
60 % 320
100 % 250
0,8-1,2
(.032-.047)
60 % 200
100 % 150 100 % 300
60 % 250
100 % 190 100 % 350
0,8-1,2
(.032-.047)
40 % 400
60 % 320
100 % 250
1,0-1,6
(.039-.063)
40 % 350
60 % 280
100 % 220
40 % 400
60 % 320
100 % 250
1,0-1,6
(.039-.063)
1,0-1,6
(.039-.063)
96
AW502 AW652
I (Amp.) 10 min/40° C
M21(EN 439) - DC* 100 % 400 100 % 500
I (Amp.) 10 min/40° C
C1 (EN 439) - DC* 100 % 500 100 % 600
[mm]
(in.)
1,0-1,6
(.039-.063)
1,0-2,4
(.039-.94)
Page 97

AW2500 AW4000 AW5000 AW7000
Ø
I (Amp.) 10 min/40° C
M21(EN 439) - DC* 100 % 220 100 % 350 100 % 400 100 % 550
I (Amp.) 10 min/40° C
C1 (EN 439) - DC* 100 % 250 100 % 400 100 % 500 100 % 700
[mm]
* DC = Ciclo de trabalho
(in.)
0,6-1,2
(.024-.047)
0,8-1,2
(.032-.047)
1,0-1,6
(.039-.063)
1,0-1,6
(.039-.063)
PullMig - jogo de
mangueras / tubo curvo
Equilíbrio PushPull
Dimensionamento da tensão (VPeak):
para maçaricos de soldar de utilização manual: 113 V
-
para maçaricos de soldar de utilização mecânica: 141 V
-
Este produto está em concordância com as exigências conforme norma IEC
60974-7.
O equilíbrio PushPull é realizado de acordo com o manual de instruções da fonte
de corrente, capítulo „Push-Pull-Unit“
PT
97
Page 98

98
Page 99

PT
99
Page 100

 Loading...
Loading...