

Page 1

Operating
Instructions
PMW 350
Bedienungsanleitung
DE
Operating Instructions
EN
Instructions de service
FR
42,0410,1300 003-24032023
Page 2

Page 3

Inhaltsverzeichnis
Allgemeines 4
Gerätekonzept 4
Einsatzgebiete 4
Optionen 4
Verschleißteile wechseln 5
Verschleißteile wechseln, Wolframelektrode einstellen 5
Anschlüsse 6
Allgemeines 6
Anschlüsse 6
Technische Daten 7
Technische Daten 7
Abmessungen 7
DE
3
Page 4

Allgemeines
1
2
3
4
Gerätekonzept
Plasma Maschinen-Schweißbrenner PMW 350 mit optioanler Schlepp-Gasdüse
Der Plasma Maschinen-Schweißbrenner PMW 350 kann bis zu einer maximalen
Strombelastung von 150 A und einer maximalen Rücklauf-Temperatur des Kühlwassers von 40 °C direkt an der Schweiß-Stromquelle betrieben werden.
Bei höherer Strombelastung ist eine externe Kühlung erforderlich. Die Wasservorlauftemperatur sollte nie höher als 20°C sein.
Ein offenes Kühlsystem gewährleistet eine optimale Kühlung der Schweißdüse.
Einsatzgebiete Der PMW 350 eignet sich durch seine schlanke Form besonders gut zum
Schweißen von Rohr-Flanschverbindungen.
Weitere Anwendungsgebiete sind:
Längs- und Rundnähte an Rohren und Behältern für den Reaktorbau
-
Schweißnähte an Gasflaschen
-
Schweißarbeiten in der chemischen Industrie, Lebensmittel-Industrie und in
-
Verbindung mit Band-Schweißanlagen
Optionen
(1) Option Schlepp-Gasdüse
(2) Option Brenneraufnahme FSU 5
(3) Option Drahtzuführungs-Halter
(4) Option Kaltdraht-Zuführung
Für Rundnähte an Rohren mit geringem Durchmesser stehen zwei unterschiedlich große Gasdüsen zur Verfügung.
Für die Längsnaht-Schweißung und für Rohrverbindungen mit großem Durchmesser eignet sich die Schlepp-Gasdüse. Durch ihre spezielle Konstruktion erzeugt sie einen lapidaren Schutzgas-Strom, der für einen ausgezeichneten
Schutz des Schweißbades vor Luftzutritt sorgt. Bei Einsatz der Schlepp-Gasdüse
Distanzhülse (7) und Isolator (8) durch den Isolator der Schlepp-Gasdüse ersetzten.
Der Einsatz eines Zentriersteines und einer Keramikhülse zwischen Düse und
Elektrode bewirkt eine gute Zentrierung des Plasmastrahles.
4
Page 5
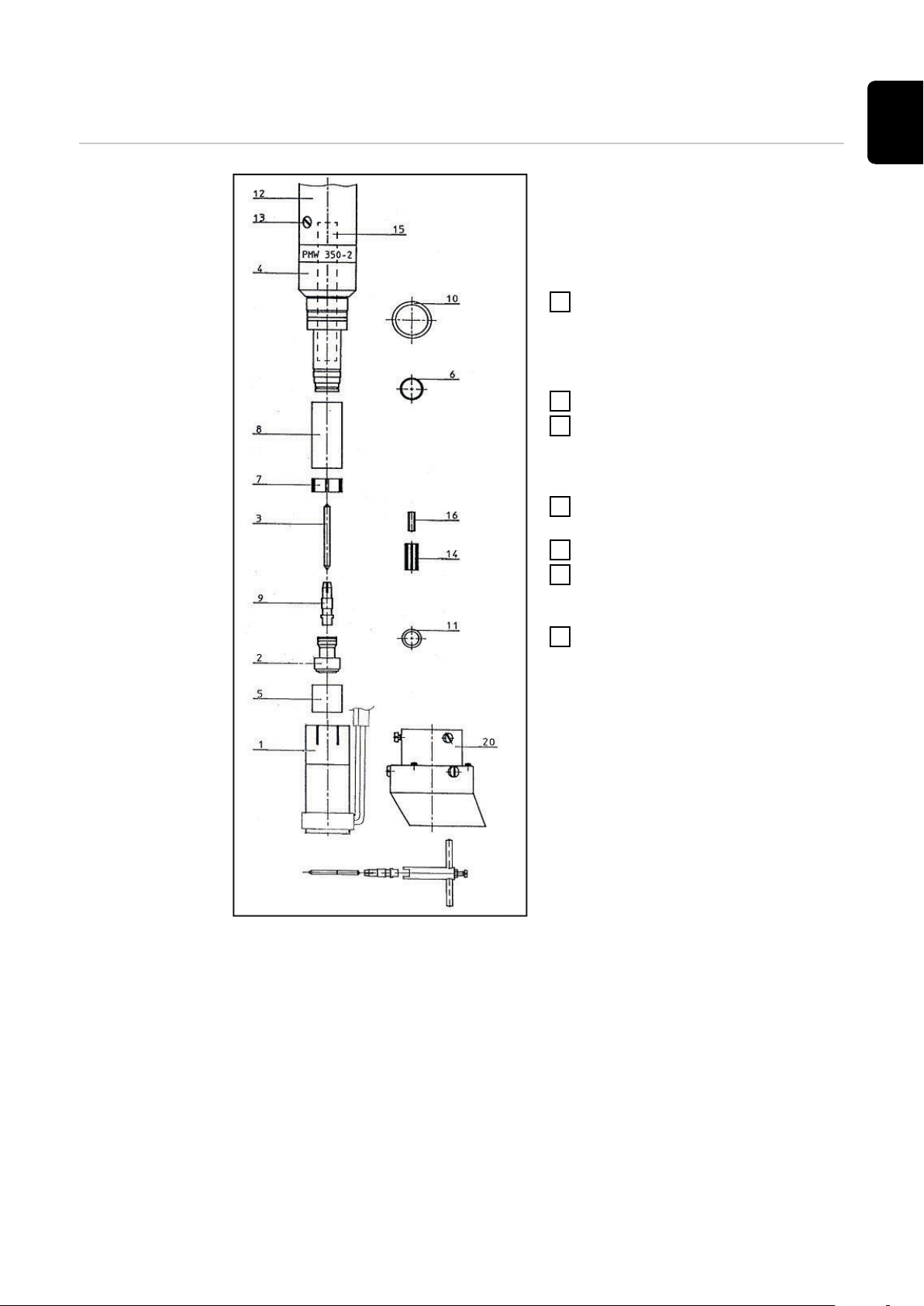
Verschleißteile wechseln
DE
Verschleißteile
wechseln, Wolframelektrode
einstellen
WICHTIG! Vor allen Arbeiten am
Brenner die Anlage abschalten!
Die Gasdüsen (1) und (20) sind steckbar.
Schweißdüse (2) wechseln:
Vorderteil des Brennerkörpers
1
nach unten halten, damit eventuell
austretende Kühlflüssigkeit nicht
in den rückwärtigen Brennerkörper
und seine Isolierteile laufen kann.
Düsenkappe (5) abschrauben
2
Steckbare Schweißdüse (2) und O-
3
Ring (6) wechseln.
Wolframelektrode wechseln:
Spannzange (9) mittels Einstell-
1
Lehre lösen
Wolframelektrode (3) entfernen
2
Neue Wolframelektrode (3) und
3
Spannzange (9) bis zum Anschlag
in die Einstell-Lehre schieben
Spannzange (9) mit Wolframelek-
4
trode (3) mittels Einstell-Lehre einschrauben.
Die Einstel-Lehre ist durch eine
Schraube vorjustiert. Ein weicherer
oder härterer Lichtbogen wird
durch Verstellen der Schraube erreicht.
Mit der Einstell-Lehre kann auch
die Schweißdüse (2) ausgerichtet
werden: Steht die Einstell-Lehre
längs zur Schweißnaht, sind die
beiden Bohrungen der
Schweißdüse parallel zur
Schweißnaht.
(1) Gasdüse Plasma wassergekühlt (10) O-Ring
(2) Schweißdüse (11) O-Ring
(3) Wolframelektrode (12) Außenrohr
(4) Brennerkörper (13) Schraube (2 Stück)
(5) Düsenkappe (14) Zentrierstein
(6) O-Ring (15) Isolierrohr
(7) Distanzhülse (16) Keramikhülse
(8) Isolator (20) Schlepp-Gasdüse
(9) Spannzange
5
Page 6
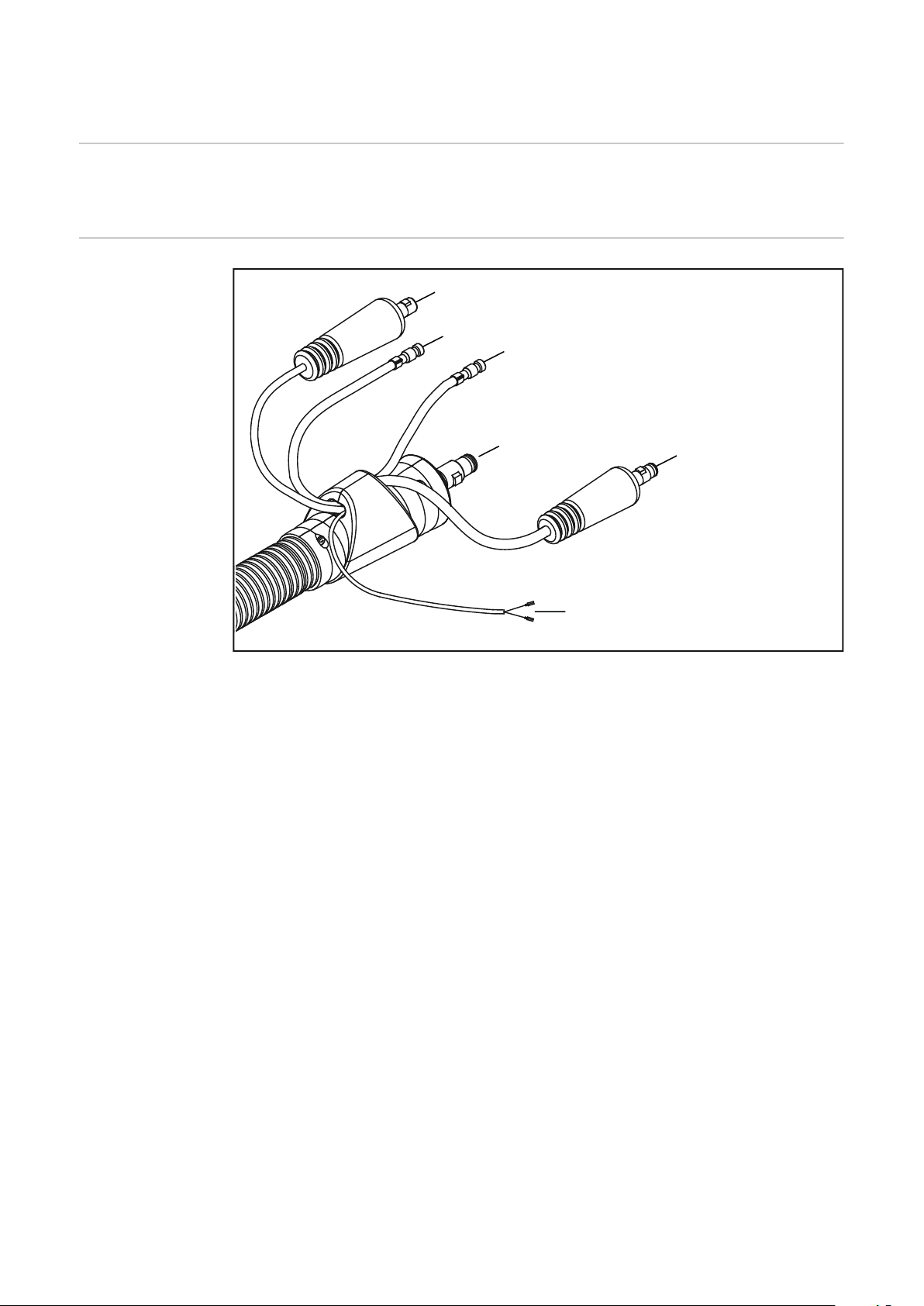
Anschlüsse
(2)
(2)
(1)
(3)
(4)
(5)
Allgemeines Der Plasma Maschinen-Schweißbrenner PMW 350 ist serienmäßig mit einem
Fronius F++ / FG Anschluss ausgestattet.
Anschlüsse
(1) Pilot-Lichtbogen Masse
(2) Wasser
(3) Schutzgas / Strom
(4) Plasmagas / Pilot-Lichtbogen
(5) Roboter-Abschaltbox
6
Page 7

Technische Daten
DE
Technische Daten
Max. Strom bei 100 % ED (DC-)
Schweißdüse 2,0 mm 100 A
Schweißdüse 2,8 mm 180 A
Schweißdüse 3,2 mm 240 A
Schweißdüse 3,5 mm 280 A
Schweißdüse 4,0 mm 350 A
Strom Pilot-Lichtbogen 20 A
Kühlsystem Flüssigkeitskühlung
Kühlmittel
Min. Durchfluss-Menge bei 2 bar 2,4 l/min
Max. Kühlmittel-Temperatur am Brennereintritt 35 °C
Schutzgas Argon, Argon-Wasserstoff
Schutzgas-Menge ca. 10-25 l/min
Plasmagas Argon
Plasmagas-Menge ca. 1-4 l/min
Schlauchpaket-Länge 4 m (Sonderlängen auf An-
Original Fronius-Kühlmittel
oder Argon-Helium
100 A
180 A
240 A
280 A
350 A
frage)
Abmessungen
Abmessungen - Gasdüsen
Abmessungen - Schlepp-Gasdüse
7
Page 8

8
Page 9

Contents
General 10
Machine concept 10
Areas of utilisation 10
Options 10
Replace wearing parts 11
Changing wearing parts, adjusting tungsten electrode 11
Connections 12
General remarks 12
Connections 12
Technical data 13
Technical data 13
Dimensions 13
EN
9
Page 10

General
1
2
3
4
Machine concept
Plasma machine welding torch PMW 350 with optional portable gas nozzle
The plasma machine welding torch PMW 350 can be operated right next to the
power source. Maximum electrical load is 150 A and maximum coolant return
temperature is 40 °C. External cooling is required if the electrical load is higher.
The water flow temperature should never be higher than 20°C.
An open cooling system ensures optimum cooling of the welding nozzle.
Areas of utilisation
Options
Due to its slimline shape, the PMW 350 is ideal for welding pipe flange connections.
Other applications include:
Lengthwise and circular weld seams on pipes and containers for reactors
-
Weld seams on gas cylinders
-
Welding in the chemical and food industries, and in conjunction with tape
-
welding systems.
(1) Portable gas nozzle
(2) Torch holder FSU 5
(3) Wirefeeding holder
(4) Cold wire feeder
Two gas nozzles, each of a different size, are provided for circular weld seams on
small diameter pipes.
The portable gas nozzle is suited to welding lengthwise seams and large diameter
pipe joints. Its special design allows it to produce a flow of shielding gas that ensures excellent protection of the weld pool from air. If using the portable gas
nozzle spacer (7) and insulator (8), replace the portable gas nozzle with the insulator.
Using a centring piece and a ceramic sleeve between the nozzle and electrode
ensures that the plasma jet is well centred.
10
Page 11

Replace wearing parts
Changing wearing parts, adjusting tungsten
electrode
IMPORTANT! Switch off the machine
before carrying out any work on the
torch.
The gas nozzles (1) and (20) can be
plugged in.
Change welding nozzle (2):
Hold the front part of the torch
1
body downwards so that any escaping coolant cannot get back into
the torch body and its insulating
parts.
Unscrew nozzle cap (5)
2
Change plug-in welding nozzle (2)
3
and O-ring (6).
Change tungsten electrode:
Release welding tongs (9) using ad-
1
justing gauge
Remove tungsten electrode (3)
2
Push new tungsten electrode (3)
3
and welding tongs (9) into adjusting gauge as far as they will go
Using adjusting gauge, screw in
4
welding tongs (9) with tungsten
electrode (3).
The adjusting gauge is preadjusted
using a screw. Adjust the screw to
obtain a softer or harder arc.
The adjusting gauge can also be
used to adjust the welding nozzle
(2): If the adjusting gauge is lengthways on to the weld seam, both
holes in the welding nozzle will be
parallel to the weld seam.
EN
(1) Water-cooled plasma gas nozzle (10) O-ring
(2) Welding nozzle (11) O-ring
(3) Tungsten electrode (12) Outer pipe
(4) Torch body (13) Screw (x2)
(5) Nozzle cap (14) Centring piece
(6) O-ring (15) Insulating tube
(7) Spacer (16) Ceramic sleeve
(8) Insulator (20) Portable gas nozzle
(9) Welding tongs
11
Page 12

Connections
(2)
(2)
(1)
(3)
(4)
(5)
General remarks The plasma machine welding torch PMW 350 is fitted with a Fronius F++ / FG
connection as standard.
Connections
(1) Pilot arc earth
(2) Water
(3) Shielding gas/current
(4) Plasma gas/pilot arc
(5) Robot cut-out box
12
Page 13

Technical data
Technical data
Max. current at 100 % d.c. (DC-)
Welding nozzle 2.0 mm 100 A
Welding nozzle 2.8 mm 180 A
Welding nozzle 3.2 mm 240 A
Welding nozzle 3.5 mm 280 A
Welding nozzle 4.0 mm 350 A
Pilot arc current 20 A
Cooling system Liquid cooling
Coolant
Min. flow rate at 2 bar 2,4 l/min
Max. coolant temperature when it enters torch 35 °C
Shielding gas Argon, argon-hydrogen or ar-
Shielding gas flow rate approx. 10-25 l/min
Plasma gas Argon
Plasma gas flow rate approx. 1-4 l/min
Length of hosepack 4 m (also made-to-measure)
Original Fronius coolant
100 A
180 A
240 A
280 A
350 A
gon-helium
EN
Dimensions
Gas nozzle dimensions
Portable gas nozzle dimensions
13
Page 14

14
Page 15

Sommaire
Généralités 16
Conception de l’appareil 16
Applications 16
Options 16
Remplacer les pièces d'usure 17
Remplacer les pièces d’usure, mettre l’électrode de tungstène en place 17
Raccords 18
Généralités 18
Raccords 18
Caractéristiques techniques 19
Caractéristiques techniques 19
Dimensions 19
FR
15
Page 16

Généralités
1
2
3
4
Conception de
l’appareil
Torche plasma automatique PMW 350 avec buse à gaz de traînage en option
La torche plasma automatique PMW 350 peut être actionnée directement au niveau de la source de courant jusqu’à une charge électrique de 150 A et une
température de retour de l’eau de refroidissement de 40 °C.
Un refroidissement externe est nécessaire en cas de charge électrique plus
élevée. La température d’arrivée de l’eau ne doit jamais être supérieure à 20 °C.
Un système de refroidissement ouvert garantit un refroidissement optimal de la
buse de soudage.
Applications Grâce à sa forme effilée, la torche PMW 350 convient tout particulièrement au
soudage des raccords à brides de tuyaux.
Les applications suivantes sont également possibles :
Cordons longitudinaux et circulaires sur les tubes et récipients pour la con-
-
struction de réacteurs
Cordons de soudure sur les bouteilles de gaz
-
Travaux de soudure dans l’industrie chimique, l’industrie agro-alimentaire et
-
en liaison avec des installations de soudage de bande.
Options
(1) Option buse à gaz de traînage
(2) Option logement de torche FSU 5
(3) Option support de guide-fil
(4) Option alimentation de fil froid
Deux tailles de buses à gaz sont disponibles pour les cordons circulaires sur les
tubes de faible diamètre.
La buse à gaz de traînage convient au soudage longitidunal et aux raccords tubulaires de diamètre important. Grâce à sa construction spéciale, elle génère un
flux ciblé de gaz protecteur qui garantit une protection suffisante du bain de soudure en amont de l’entrée d’air. En cas d’utilisation de la buse à gaz de traînage,
la butée d’espacement (7) et l’isolateur (8) doivent être remplacés par l’isolateur
de la buse à gaz.
16
L’utilisation d’un centrage/guidage et d’une douille céramique installés entre la
buse et l’électrode permet un bon centrage du jet plasma.
Page 17

Remplacer les pièces d'usure
Remplacer les
pièces d’usure,
mettre l’électrode de tungstène
en place
IMPORTANT! Éteindre l’installation
avant toute intervention au niveau de
la torche ! Les buses à gaz (1) et (20)
sont enfichables.
Remplacer la buse de soudage (2) :
Tenir la face avant du corps de la
1
torche vers le bas afin d’éviter la
pénétration de toute fuite évent.
de liquide de refroidissement dans
la partie arrière du corps de la torche et ses éléments d’isolation.
Dévisser le nez de la buse (5).
2
Remplacer la buse de soudage en-
3
fichable (2) et le joint torique (6).
Remplacer l’électrode de tungstène :
Desserrer la pince de serrage (9) à
1
l’aide du module de réglage.
Retirer l’électr. de tungstène (3).
2
Introduire la nouvelle électrode de
3
tungstène (3) et la pince de serrage
(9) dans le module de réglage jusqu’en butée.
Visser la pince de serrage (9) et
4
l’électrode de tungstène (3) à l’aide
du module de réglage.
La position du module de réglage
est prédéfinie par une vis. Ajuster
la vis pour obtenir un arc électrique plus souple ou plus ferme.
Le module de réglage permet également d’orienter la buse de soudage (2) : Si le module de soudage
est placé longitudinalement par
rapport au cordon de soudage, les
deux orifices de la buse de soudage sont parallèles à ce dernier.
FR
(1) Buse à gaz plasmagène refroidie par eau (10) Joint torique
(2) Buse de soudage (11) Joint torique
(3) Électrode de tungstène (12) Tube extérieur
(4) Corps de la torche (13) Vis (2 pièces)
(5) Nez de la buse (14) Centrage/guidage
(6) Joint torique (15) Tube isolant
(7) Butée d’espacement (16) Gaine céramique
(8) Isolateur (20) Buse à gaz de
(9) Pince de serrage
traînage
17
Page 18

Raccords
(2)
(2)
(1)
(3)
(4)
(5)
Généralités La torche plasma automatique PMW 350 est équipée de série d’un raccord Fro-
nius F++ / FG.
Raccords
(1) Mise à la terre arc auxiliaire
(2) Eau
(3) Gaz protecteur / Courant
(4) Gaz plasmagène / Arc auxiliaire
(5) Boîtier de déconnexion robot
18
Page 19

Caractéristiques techniques
Caractéristiques
techniques
Intensité max. à 100 % ED (DC-)
Buse de soudage 2,0 mm 100 A
Buse de soudage 2,8 mm 180 A
Buse de soudage 3,2 mm 240 A
Buse de soudage 3,5 mm 280 A
Buse de soudage 4,0 mm 350 A
Intensité arc auxiliaire 20 A
Système de refroidissement Refroidissement par liquide
Réfrigérant
Débit min. à 2 bar 2,4 l/min
Température max. du réfrigérant à
l’entrée de la torche
Gaz protecteur Argon, argon et hydrogène ou argon
Quantité de gaz protecteur env. 10-25 l/min
Gaz plasmagène Argon
Quantité de gaz plasmagène env. 1-4 l/min
Longueur du faisceau de câbles 4 m (autres longueurs sur demande)
Réfrigérant d’origine Fronius
100 A
180 A
240 A
280 A
350 A
35 °C
et hélium
FR
Dimensions
Buses à gaz Dimensions
Buse à gaz de traînage
19
Page 20

 Loading...
Loading...