

Page 1

Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
PlasmaModule 10
Návod k obsluze
CS
Plazma
Manual de instrucciones
ES
Plasma
Návod na obsluhu
SK
Plazma
42,0410,1440 007-16122020
Page 2

Page 3

Obsah
Bezpečnostní předpisy 5
Vysvětlení bezpečnostních pokynů 5
Všeobecné informace 5
Předpisové použití 6
Okolní podmínky 6
Povinnosti provozovatele 6
Povinnosti pracovníků 6
Síťové připojení 7
Vlastní ochrana a ochrana jiných osob 7
Údaje k hodnotám hlučnosti 7
Nebezpečí vznikající působením škodlivých par a plynů 8
Nebezpečí představované odletujícími jiskrami 8
Nebezpečí představované proudem ze síťového rozvodu a svařovacího okruhu 9
Bludné svařovací proudy 10
Klasifikace přístrojů podle EMC 10
Opatření EMC 10
Opatření EMF 11
Místa, kde hrozí zvláštní nebezpečí 11
Požadavky na ochranný plyn 12
Nebezpečí související s lahvemi s ochranným plynem 12
Nebezpečí ohrožení unikajícím ochranným plynem 13
Bezpečnostní opatření v místě instalace a při přepravě 13
Bezpečnostní předpisy v normálním provozu 14
Uvedení do provozu, údržba a opravy 14
Bezpečnostní přezkoušení 15
Likvidace odpadu 15
Bezpečnostní označení 15
Zálohování dat 15
Autorské právo 15
Všeobecné informace 17
Koncepce přístroje 17
Vysvětlení pojmů 17
Svařovací zdroje pro plazmové svařování 17
Princip plazmového svařování 18
Výhody plazmového svařování oproti svařování TIG 19
Oblasti použití 19
Rozšířená výbava a příslušenství 20
Ovládací prvky a přípojky 21
Všeobecné informace 21
Přední strana přístroje 21
Zadní strana přístroje 23
Před uvedením do provozu 24
Všeobecné informace 24
Předpisové použití 24
Předpisy pro umístění 24
Síťové připojení 24
Provoz s elektrocentrálou 25
Digitální regulace plazmového plynu 25
Instalace 26
Všeobecné informace 26
Instalace 26
Připojení propojovacího hadicového vedení ke svařovacímu zdroji TIG 26
Připojení plazmového svařovacího hořáku 27
Připojení ochranného plynu a plazmového plynu 27
Propojte modul PlasmaModule 10 a svařovací zdroj TIG s řízením robota. 28
Uvedení do provozu 29
Všeobecné informace 29
Uvedení do provozu 29
Pokyny k provozu 29
CS
16
3
Page 4

Průběh plazmového svařování 30
Nabídka Setup 31
Všeobecné informace 31
Nastavení plynu 31
Nabídka Setup 32
Nabídka Setup – 2. úroveň (2nd) 33
Korekční koeficienty 35
Signály pro robotový provoz 36
Všeobecné informace 36
Přehled 36
Signály pro robotový provoz 36
Průběh signálu 37
Příklad použití 38
Důležitá upozornění pro robotový provoz 38
Diagnostika a odstraňování závad 40
Všeobecné informace 40
Zobrazované servisní kódy 40
Diagnostika a odstraňování závad 42
Péče, údržba a likvidace odpadu 43
Všeobecné informace 43
Při každém uvedení do provozu 43
Každé 2 měsíce 43
Každých 6 měsíců 43
Likvidace odpadu 43
Příklady sestav 44
Konfigurace „Ruční režim“ 44
Konfigurace „Robotový provoz“ 45
Průměrné hodnoty spotřeby při svařování 47
Průměrná spotřeba drátové elektrody při svařování MIG/MAG 47
Průměrná spotřeba ochranného plynu při svařování MIG/MAG 47
Průměrná spotřeba ochranného plynu při svařování TIG 47
Technické údaje 48
Všeobecné informace 48
Technické údaje 48
Přehled s kritickými surovinami, rok výroby zařízení 49
4
Page 5

Bezpečnostní předpisy
CS
Vysvětlení
bezpečnostních
pokynů
NEBEZPEČÍ!
Označuje bezprostředně hrozící nebezpečí,
které by mělo za následek smrt nebo velmi těžká zranění, pokud by nebylo
▶
odstraněno.
VAROVÁNÍ!
Označuje případnou nebezpečnou situaci,
která by mohla mít za následek smrt nebo velmi těžká zranění, pokud by nebyla
▶
odstraněna.
POZOR!
Označuje případnou závažnou situaci,
která by mohla mít za následek drobná poranění nebo lehká zranění a materiální
▶
škody, pokud by nebyla odstraněna.
UPOZORNĚNĹ!
Upozorňuje na možné ohrožení kvality pracovních výsledků a na případné
poškození zařízení.
Všeobecné informace
Přístroj je vyroben podle současného stavu techniky a v souladu s uznávanými
bezpečnostně technickými předpisy. Přesto hrozí při neodborné obsluze nebo chybném
používání nebezpečí, které se týká:
- ohrožení zdraví a života obsluhy nebo dalších osob,
- poškození přístroje a jiného majetku provozovatele,
- zhoršení efektivnosti práce s přístrojem.
Všechny osoby, které instalují, obsluhují, ošetřují a udržují přístroj, musí
- mít odpovídající kvalifikaci,
- mít znalosti ze svařování a
- v plném rozsahu přečíst a pečlivě dodržovat tento návod k obsluze.
Návod k obsluze přechovávejte vždy na místě, kde se s přístrojem pracuje. Kromě
tohoto návodu k obsluze je nezbytné dodržovat příslušné všeobecně platné i místní
předpisy týkající se předcházení úrazům a ochrany životního prostředí.
Všechny popisy na přístroji, které se týkají bezpečnosti provozu, je třeba:
- udržovat v čitelném stavu,
- nepoškozovat,
- neodstraňovat,
- nezakrývat, nepřelepovat ani nezabarvovat.
Umístění bezpečnostních upozornění na přístroji najdete v kapitole „Všeobecné informace“ návodu k obsluze vašeho přístroje.
Jakékoli závady, které by mohly narušit bezpečný provoz přístroje, musí být před jeho
zapnutím odstraněny.
Jde o vaši bezpečnost!
5
Page 6
Předpisové
použití
Okolní podmínky Provozování nebo uložení přístroje v podmínkách, které vybočují z dále uvedených
Přístroj je dovoleno používat pouze pro práce odpovídající jeho určení.
Přístroj je určen výlučně pro svařovací postupy uvedené na výkonovém štítku.
Jakékoliv jiné a tento rámec přesahující použití se nepovažuje za předpisové. Za takto
vzniklé škody výrobce neručí.
K předpisovému používání přístroje patří rovněž
- kompletní přečtení a dodržování pokynů obsažených v tomto návodu k obsluze,
- kompletní přečtení a dodržování bezpečnostních a varovných pokynů,
- provádění pravidelných inspekčních a údržbářských prací.
Přístroj nikdy nepoužívejte k následujícím činnostem:
- rozmrazování potrubí,
- nabíjení baterií/akumulátorů,
- startování motorů.
Přístroj je určen pro použití v průmyslu a v komerční oblasti. Výrobce nepřebírá
odpovědnost za škody vzniklé v důsledku používání přístroje v obytných oblastech.
Výrobce rovněž nepřebírá odpovědnost za nedostatečné či chybné pracovní výsledky.
mezí, se považuje za nepředpisové. Za takto vzniklé škody výrobce neručí.
Povinnosti provozovatele
Teplotní rozmezí okolního vzduchu:
- při provozu: -10 °C až +40 °C (14 °F až 104 °F)
- při přepravě a skladování: -20 °C až +55 °C (-4 °F až 131 °F)
Relativní vlhkost vzduchu:
- do 50 % při 40 °C (104 °F)
- do 90 % při 20 °C (68 °F)
Okolní vzduch: nesmí obsahovat prach, kyseliny, korozivní plyny či látky apod.
nadmořská výška: do 2000 m (6561 ft. 8.16 in.)
Provozovatel se zavazuje, že s přístrojem budou pracovat pouze osoby, které
- jsou seznámeny se základními předpisy týkajícími se pracovní bezpečnosti a
předcházení úrazům a jsou zaškoleny v zacházení s přístrojem,
- přečetly tento návod k obsluze, zvláště kapitolu „Bezpečnostní předpisy“, porozuměly všemu a stvrdily toto svým podpisem,
- jsou vyškoleny v souladu s požadavky na výsledky práce.
V pravidelných intervalech je třeba ověřovat, zda pracovní činnost personálu odpovídá
zásadám bezpečnosti práce.
Povinnosti pracovníků
6
Všechny osoby, které jsou pověřeny pracovat s tímto přístrojem, jsou povinny před
zahájením práce
- dodržet všechny základní předpisy o bezpečnosti práce a předcházení úrazům,
- přečíst si tento návod k obsluze, zvláště kapitolu „Bezpečnostní předpisy“ a stvrdit
svým podpisem, že všemu náležitě porozuměly a že budou pokyny dodržovat.
Před opuštěním pracoviště je zapotřebí učinit taková opatření, aby nedošlo v nepřítomnosti pověřeného pracovníka k újmě na zdraví ani k věcným škodám.
Page 7

Síťové připojení Vysoce výkonné přístroje mohou na základě vlastního odběru proudu ovlivnit kvalitu
energie v síti.
Dopad na některé typy přístrojů se může projevit:
- omezením přípojek
-
požadavky ohledně maximální přípustné síťové impedance
-
požadavky ohledně minimálního potřebného zkratového výkonu
*)
vždy na rozhraní s veřejnou elektrickou sítí
*)
*)
viz Technické údaje
V tomto případě se provozovatel nebo uživatel přístroje musí ujistit, zda přístroj smí být
připojen, případně může problém konzultovat s dodavatelem energie.
DŮLEŽITÉ! Dbejte na bezpečné uzemnění síťového připojení!
CS
Vlastní ochrana a
ochrana jiných
osob
Manipulaci s přístrojem doprovází řada bezpečnostních rizik, např.:
- odletující jiskry, poletující horké kovové díly
- poranění očí a pokožky zářením oblouku
- škodlivá elektromagnetická pole, která mohou představovat nebezpečí pro osoby s
kardiostimulátory
- nebezpečí představované proudem ze síťového rozvodu a svařovacího okruhu
- zvýšená hladina hluku
- škodlivý svařovací kouř a plyny
Při manipulaci s přístrojem používejte vhodný ochranný oděv. Ochranný oděv musí mít
následující vlastnosti:
- je nehořlavý
- dobře izoluje a je suchý
- zakrývá celé tělo, je nepoškozený a v dobrém stavu
- zahrnuje ochrannou kuklu
- kalhoty nemají záložky
K ochrannému oděvu pro svářeče patří mimo jiné:
- Ochrana očí a obličeje před UV zářením, tepelným sáláním a odletujícími jiskrami
vhodným ochranným štítem s předepsaným filtrem.
- Předepsané ochranné brýle s bočnicemi, které se nosí pod ochranným štítem.
- Pevná obuv, která izoluje také ve vlhku.
- Ochrana rukou vhodnými ochrannými rukavicemi (elektricky izolujícími a chránícími
před horkem).
- Sluchové chrániče pro snížení hlukové zátěže a jako ochrana před poškozením sluchu.
Údaje k hodnotám hlučnosti
V průběhu práce se svařovacím přístrojem nepouštějte do blízkosti svařovacího procesu
jiné osoby, především děti. Pokud se přesto nacházejí v blízkosti další osoby, je nutno
- poučit je o všech nebezpečích (nebezpečí oslnění obloukem, zranění odletujícími
jiskrami, zdraví nebezpečný svařovací kouř, hluková zátěž, možnost ohrožení
síťovým a svařovacím proudem atd.),
- dát jim k dispozici vhodné ochranné prostředky nebo
- postavit ochranné zástěny, resp. závěsy.
Přístroj vykazuje maximální hladinu akustického výkonu <80 dB (A) (ref. 1 pW) při chodu
naprázdno a ve fázi ochlazování po provozu podle maximálního přípustného pracovního
bodu při normálním zatížení ve shodě s normou EN 60974-1.
Hodnotu emisí vztaženou na pracovní místo při svařování (a řezání) nelze uvést, protože
je ovlivněna postupem a okolními podmínkami. Závisí na nejrůznějších parametrech,
7
Page 8

jako jsou například svařovací postup (svařování MIG/MAG, TIG), zvolený druh proudu
(stejnosměrný, střídavý), rozmezí výkonu, druh sváru, rezonanční vlastnosti svařence,
pracoviště apod.
Nebezpečí vznikající působením
škodlivých par a
plynů
Kouř vznikající při svařování obsahuje zdraví škodlivé plyny a výpary.
Svařovací kouř obsahuje látky, které podle monografie 118 Mezinárodní agentury pro
výzkum rakoviny vyvolávají rakovinu.
Používejte bodové a prostorové odsávání.
Pokud je to možné, používejte svařovací hořák s integrovaným odsáváním.
Hlavu udržujte co nejdále od vznikajícího svařovacího kouře a plynů.
Vznikající kouř a škodlivé plyny
- nevdechujte
- odsávejte z pracovní oblasti pomocí vhodných zařízení.
Zajistěte dostatečný přívod čerstvého vzduchu. Zajistěte, aby míra provzdušnění byla
vždy alespoň 20 m³/hodinu.
Pokud nedostačuje větrání, použijte svářečskou kuklu s přívodem vzduchu.
V případě nejasností, zda dostačuje výkon odsávání, porovnejte naměřené emisní hodnoty škodlivin s povolenými mezními hodnotami.
Na míru škodlivosti svařovacího kouře mají vliv mimo jiné následující komponenty:
- kovy použité pro svařenec,
- elektrody,
- povrchové vrstvy,
- čisticí, odmašťovací a podobné prostředky
- a použitý svařovací proces.
Nebezpečí
představované
odletujícími jiskrami
Z tohoto důvodu mějte na zřeteli také bezpečnostní datové listy a údaje výrobce výše
uvedených komponent.
Doporučení pro scénáře expozice a opatření řízení rizik a pro identifikaci pracovních
podmínek najdete na webových stránkách European Welding Association v části Health
& Safety (https://european-welding.org).
V blízkosti elektrického oblouku se nesmí vyskytovat vznětlivé výpary (například páry
rozpouštědel).
V případě, že se nesvařuje, uzavřete ventil lahve s ochranným plynem nebo hlavní
přívod plynu.
Odletující jiskry mohou být příčinou požáru a výbuchu.
Nikdy nesvařujte v blízkosti hořlavých materiálů.
Hořlavé materiály musejí být vzdálené od oblouku minimálně 11 metrů (36 ft. 1.07 in.)
nebo zakryté prověřeným krytem.
Mějte vždy v pohotovosti vhodný, přezkoušený hasicí přístroj.
Jiskry a horké kovové částečky mohou proniknout do okolí i malými štěrbinami a otvory.
Přijměte proto odpovídající opatření, aby nevzniklo nebezpečí zranění nebo požáru.
Nesvařujte v prostorách s nebezpečím požáru nebo výbuchu, dále na uzavřených
zásobnících, sudech nebo potrubních rozvodech, pokud nejsou pro takové práce připraveny podle příslušných národních a mezinárodních norem.
8
Page 9

Na zásobnících, ve kterých se skladovaly či skladují plyny, paliva, minerální oleje apod.,
se nesmějí provádět žádné svářečské práce. Zbytky těchto látek představují nebezpečí
výbuchu.
CS
Nebezpečí
představované
proudem ze
síťového rozvodu
a svařovacího
okruhu
Úraz elektrickým proudem je životu nebezpečný a může být smrtelný.
Nedotýkejte se částí pod napětím, a to ani uvnitř, ani vně přístroje.
Při svařování MIG/MAG a TIG jsou pod napětím také svařovací drát, cívka s drátem,
podávací kladky a rovněž všechny kovové díly, které jsou ve styku se svařovacím
drátem.
Podavač drátu stavte vždy na dostatečně izolovaný podklad, nebo použijte izolované
uchycení podavače drátu.
Zabezpečte vhodnou vlastní ochranu i ochranu jiných osob před uzemňovacím
potenciálem (kostra) dostatečně izolovanou suchou podložkou nebo krytem. Podložka,
popř. kryt musí kompletně pokrývat celou oblast mezi tělem a uzemňovacím
potenciálem.
Všechny kabely a vedení musí být pevné, nepoškozené, izolované a dostatečně dimenzované. Uvolněné spoje, spálené nebo jinak poškozené či poddimenzované kabely,
hadice a další vedení ihned vyměňte.
Před každým použitím zkontrolujte pevné usazení elektrických propojení.
Elektrické kabely s bajonetovým konektorem otočte minimálně o 180° okolo podélné osy
a natáhněte je.
Dbejte na to, aby se vám kabely či vedení neovinuly kolem těla nebo jeho částí.
Manipulace s elektrodou (obalená i wolframová elektroda, svařovací drát aj.):
- nikdy neponořujte elektrodu do kapalin za účelem ochlazení,
- nikdy se jí nedotýkejte, je-li svařovací zdroj zapnutý.
Mezi elektrodami dvou svařovacích zdrojů může např. vzniknout rozdíl potenciálů rovný
dvojnásobku napětí svařovacího zdroje naprázdno. Současný dotyk obou elektrod může
být za určitých okolností životu nebezpečný.
U síťového a vlastního přívodního kabelu nechte elektrotechnickým odborníkem v pravidelných intervalech přezkoušet funkčnost ochranného vodiče.
Přístroje ochranné třídy I vyžadují pro řádný provoz síť s ochranným vodičem a zásuvný
systém s ochranným kontaktem.
Provoz přístroje v síti bez ochranného vodiče a v zásuvce bez ochranného kontaktu je
přípustný pouze za dodržení všech národních předpisů o ochranném odpojení.
V opačném případě se jedná o hrubou nedbalost. Za takto vzniklé škody výrobce neručí.
V případě potřeby zajistěte dostatečné uzemnění svařence pomocí vhodných
prostředků.
Přístroje, které právě nepoužíváte, vypněte.
Při práci ve větší výšce používejte zabezpečovací prostředky proti pádu.
Před zahájením práce na vlastním přístroji jej vypněte a vytáhněte síťovou zástrčku.
Přístroj zabezpečte proti zapojení síťové zástrčky a proti opětovnému zapnutí dobře
čitelným a srozumitelným varovným štítkem.
Po otevření přístroje:
- vybijte všechny součástky, na kterých se hromadí elektrický náboj,
- přesvědčte se, že všechny součásti přístroje jsou bez napětí.
9
Page 10

Pokud je nutné provádět práce na vodivých dílech, přizvěte další osobu, která včas
vypne hlavní vypínač.
Bludné svařovací
proudy
Klasifikace
přístrojů podle
EMC
V případě nedodržení dále uvedených pokynů mohou vznikat bludné svařovací proudy,
které mohou mít následující následky:
- nebezpečí požáru,
- přehřátí součástek, které jsou ve styku se svařencem,
- zničení ochranných vodičů,
- poškození přístroje a dalších elektrických zařízení.
Dbejte na pevné připojení přípojné svorky ke svařenci.
Přípojnou svorku upevněte na svařenci co nejblíže ke svařovanému místu.
Přístroj instalujte s dostatečnou izolací od elektricky vodivého okolí, např.: s izolací od
vodivé podlahy nebo s izolací od vodivých podstavců.
Při používání rozboček, dvouhlavých uchycení apod. dbejte následujících pokynů: Také
elektroda v nepoužívaném svařovacím hořáku / držáku elektrody je pod napětím. Dbejte
proto na dostatečně izolované uložení nepoužívaného svařovacího hořáku / držáku elektrody.
Při použití automatizovaného postupu MIG/MAG veďte drátovou elektrodu z bubnu se
svařovacím drátem, velké cívky nebo cívky s drátem k podavači drátu, elektroda musí
být izolovaná.
Přístroje emisní třídy A:
- Jsou určeny pouze pro použití v průmyslových oblastech.
- V jiných oblastech mohou způsobovat problémy související s vedením a zářením.
Přístroje emisní třídy B:
- Splňují emisní požadavky pro obytné a průmyslové oblasti. Toto platí také pro
obytné oblasti s přímým odběrem energie z veřejné nízkonapěťové sítě.
Klasifikace přístrojů dle EMC podle výkonového štítku nebo technických údajů.
Opatření EMC Ve zvláštních případech může i přes dodržení normovaných mezních hodnot emisí dojít
k ovlivnění ve vyhrazené oblasti použití (např. v případě, že jsou v prostoru umístění citlivé přístroje nebo se v blízkosti nachází rozhlasové a televizní přijímače).
V případě, že se toto rušení vyskytne, je povinností provozovatele přijmout opatření,
která rušení odstraní.
Přezkoušejte a vyhodnoťte odolnost zařízení proti rušení v okolí přístroje podle
národních a mezinárodních předpisů. Příklady citlivých zařízení, která mohou být přístrojem nepříznivě ovlivněna:
- bezpečnostní zařízení
- síťové rozvody, vedení pro přenos signálů a dat
- zařízení výpočetní a telekomunikační techniky
- měřicí a kalibrační zařízení
Opatření, kterými se zabrání vzniku problémů s elektromagnetickou kompatibilitou:
1. Síťové napájení
- Pokud se i v případě předpisově provedeného síťového připojení vyskytne elek-
tromagnetické rušení, přijměte dodatečná opatření (např. použití vhodného typu
síťového filtru).
10
Page 11
2. Svářecí kabely
- Používejte co nejkratší.
- Pokládejte těsně vedle sebe (také kvůli zabránění problémům s elektromagne-
tickým polem).
- Pokládejte daleko od ostatního vedení.
3. Vyrovnání potenciálu
4. Uzemnění svařence
- Je-li to nutné, vytvořte uzemnění pomocí vhodných kondenzátorů.
5. Odstínění, je-li zapotřebí
- Proveďte odstínění ostatních zařízení v okolí.
- Proveďte odstínění celé svařovací instalace.
Opatření EMF Elektromagnetická pole mohou způsobit škody na zdraví, které nejsou dosud známé:
- Negativní účinky na zdraví osob pohybujících se v okolí, např. uživatele kardiostimulátorů a naslouchadel.
- Uživatelé kardiostimulátorů se musí poradit se svým lékařem, dříve než se začnou
zdržovat v bezprostřední blízkosti svařovacího procesu.
- Z bezpečnostních důvodů je třeba dodržovat pokud možno co největší vzdálenost
mezi svařovacími kabely a hlavou nebo tělem svářeče.
- Nenoste svařovací kabely a hadicová vedení přes ramena a neomotávejte si je
kolem těla.
CS
Místa, kde hrozí
zvláštní
nebezpečí
Dbejte na to, aby se do blízkosti pohybujících se částí nedostaly vaše ruce, vlasy, části
oděvu a nářadí. Jedná se např. o tyto části přístroje:
- ventilátory
- ozubená kola
- kladky
- hřídele
- cívky s drátem a svařovací dráty
Nesahejte do otáčejících se ozubených kol pohonu drátu ani do jeho rotujících hnacích
součástí.
Kryty a bočnice se smí otevřít či odstranit pouze na dobu trvání údržbářských prací a
oprav.
Během provozu
- Zajistěte, aby byly všechny kryty zavřené a všechny bočnice řádně namontované.
- Udržujte všechny kryty a bočnice zavřené.
Výstup svařovacího drátu ze svařovacího hořáku představuje značné riziko úrazu
(propíchnutí ruky, zranění obličeje, očí apod.).
Držte proto vždy svařovací hořák směrem od těla (přístroje s podavačem drátu) a
používejte vhodné ochranné brýle.
Nedotýkejte se svařence v průběhu svařování ani po jeho ukončení - nebezpečí
popálení.
Z chladnoucích svařenců může odskakovat struska. Proto noste předepsané ochranné
vybavení i při dodatečných pracích na svařenci a zabezpečte dostatečnou ochranu i pro
ostatní osoby.
Před započetím práce nechte svařovací hořák a ostatní části zařízení s vysokou provozní teplotou vychladnout.
V prostorách s nebezpečím požáru a výbuchu platí zvláštní předpisy
– dodržujte příslušná národní i mezinárodní ustanovení.
11
Page 12

Svařovací zdroje určené pro práce v prostorách se zvýšeným elektrickým ohrožením
(např. kotle) musí být označeny značkou S (Safety). Vlastní svařovací zdroj však musí
být umístěn mimo tyto prostory.
Vytékající chladicí médium může způsobit opaření. Před odpojením přípojek chladicího
okruhu proto vypněte chladicí modul.
Při manipulaci s chladicím médiem respektujte informace uvedené v bezpečnostním
datovém listu chladicího média. Bezpečnostní datový list chladicího média získáte v servisním středisku, příp. na domovské stránce výrobce.
Při přepravě přístrojů jeřábem používejte pouze vhodné závěsné prostředky dodávané
výrobcem.
- Řetězy nebo lana zavěste do všech určených závěsných bodů vhodného závěsného
prostředku.
- Řetězy, příp. lana musejí svírat se svislou rovinou co možná nejmenší úhel.
- Odmontujte lahev s plynem a podavač drátu (přístroje MIG/MAG a TIG).
V případě zavěšení podavače drátu na jeřáb v průběhu svařování používejte vždy
vhodné izolované uchycení podavače drátu (přístroje MIG/MAG a TIG).
Je-li přístroj vybaven nosným popruhem nebo držadlem, jsou popruh nebo držadlo
určeny výhradně pro ruční přenášení. Nosný popruh není vhodný pro přepravu přístroje
pomocí jeřábu, vidlicového zdvižného vozíku anebo podobného mechanického zdvihacího zařízení.
Požadavky na
ochranný plyn
Nebezpečí související s lahvemi s
ochranným plynem
Všechny vázací prostředky (pásy, spony, řetězy atd.), které se používají v souvislosti s
přístrojem nebo jeho součástmi, je zapotřebí pravidelně kontrolovat (např. kvůli
případnému mechanickému poškození, korozi nebo změnám vlivem okolního prostředí).
Interval a rozsah kontrol musí odpovídat alespoň aktuálně platným národním normám a
směrnicím.
Při použití adaptéru pro připojení ochranného plynu hrozí nebezpečí nepozorovaného
úniku ochranného plynu, který je bez barvy a bez zápachu. Před montáží utěsněte závity
adaptéru pro připojení ochranného plynu na straně přístroje vhodnou teflonovou páskou.
Zejména u okružních vedení může znečištěný ochranný plyn způsobit poškození vybavení a zhoršení kvality svařování.
Ohledně kvality ochranného plynu je nutné splnit následující požadavky:
- velikost pevných částic < 40 μm
- tlakový rosný bod < -20 °C
- max. obsah oleje < 25 mg/m³
V případě potřeby použijte filtry!
Lahve s ochranným plynem obsahují stlačený plyn a při poškození mohou vybuchnout.
Protože tyto lahve tvoří součást svařovacího vybavení, musí se s nimi zacházet velmi
opatrně.
Chraňte tlakové lahve před vysokými teplotami, mechanickými nárazy, struskou,
otevřeným plamenem, jiskrami a elektrickým obloukem.
12
Tlakové lahve montujte ve svislé poloze a upevněte je podle návodu, aby se nemohly
převrhnout.
Udržujte tlakové lahve v dostatečné vzdálenosti od svařovacích vedení či jiných elektrických obvodů.
Nikdy nezavěšujte svařovací hořák na tlakovou lahev.
Page 13

Nikdy se elektrodou nedotýkejte lahve s ochranným plynem.
Nebezpečí
ohrožení unikajícím
ochranným plynem
Nebezpečí výbuchu - nikdy neprovádějte svařovací práce na lahvi s ochranným plynem,
která je pod tlakem.
Používejte vždy předepsaný typ lahví s ochranným plynem a k tomu určené příslušenství
(redukční ventil, hadice a spojky apod.). Používejte pouze bezvadné lahve s ochranným
plynem a příslušenství.
Při otevírání ventilu na lahvi s ochranným plynem odvraťte obličej od vývodu plynu.
V případě, že se nesvařuje, uzavřete ventil lahve s ochranným plynem.
V případě, že lahev není připojená, ponechte na ventilu lahve s ochranným plynem
krytku.
Dodržujte údaje výrobce a příslušné národní i mezinárodní předpisy pro tlakové lahve a
jejich příslušenství.
Nebezpečí udušení nekontrolovaně unikajícím ochranným plynem
Ochranný plyn je bez barvy a bez zápachu a při úniku může vytěsňovat kyslík z okolního
vzduchu.
- Zajistěte dostatečný přívod čerstvého vzduchu – míra provzdušnění alespoň 20 m³/
hodinu.
- Dodržujte bezpečnostní pokyny a pokyny pro údržbu lahve s ochranným plynem
nebo hlavního přívodu plynu.
- V případě, že se nesvařuje, uzavřete ventil lahve s ochranným plynem nebo hlavní
přívod plynu.
- Před každým uvedením do provozu zkontrolujte lahev s ochranným plynem nebo
hlavní přívod plynu.
CS
Bezpečnostní
opatření v místě
instalace a při
přepravě
Převrácení přístroje může znamenat ohrožení života! Přístroj postavte na rovný a pevný
podklad.
- Úhel náklonu maximálně 10° je přípustný.
V prostorách s nebezpečím požáru a výbuchu platí zvláštní předpisy
- dodržujte příslušná národní a mezinárodní ustanovení.
Prostřednictvím vnitropodnikových směrnic a kontrol zajistěte, aby bylo okolí pracoviště
stále čisté a přehledné.
Umístění a provoz přístroje musí odpovídat stupni krytí uvedenému na jeho výkonovém
štítku.
Přístroj umístěte tak, aby kolem něho byl volný prostor do vzdálenosti 0,5 m (1 ft. 7.69
in.), tím se zajistí volné proudění chladicího vzduchu.
Při přepravě přístroje dbejte na dodržování platných národních a místních směrnic a
předpisů pro předcházení úrazům. To platí zejména pro směrnice, které zajišťují
bezpečnost v oblasti dopravy.
Aktivní přístroje nezvedejte ani nepřepravujte. Přístroje před přepravou nebo zvednutím
vypněte!
Před každou přepravou přístroje zcela odčerpejte chladicí médium a demontujte následující součásti:
- Rychlost drátu
- cívku s drátem
- lahev s ochranným plynem
13
Page 14

Před opětovným uvedením přístroje do provozu po přepravě bezpodmínečně vizuálně
zkontrolujte, zda přístroj není poškozen. Pokud zjistíte jakékoliv poškození, nechte je
před uvedením do provozu odstranit proškolenými servisními pracovníky.
Bezpečnostní
předpisy v
normálním provozu
Používejte přístroj pouze tehdy, jsou-li všechna bezpečnostní zařízení plně funkční.
Pokud tato bezpečnostní zařízení nejsou zcela funkční, existuje nebezpečí
- ohrožení zdraví a života obsluhy nebo dalších osob,
- poškození přístroje a jiného majetku provozovatele.
- zhoršení efektivnosti práce s přístrojem.
Před zapnutím přístroje opravte bezpečnostní zařízení, která nejsou plně funkční.
Bezpečnostní zařízení nikdy neobcházejte ani nevyřazujte z funkce.
Před zapnutím přístroje se přesvědčte, že nemůžete nikoho ohrozit.
Nejméně jednou týdně prohlédněte přístroj, zda nevykazuje vnější viditelná poškození, a
přezkoušejte funkčnost bezpečnostních zařízení.
Lahev s ochranným plynem vždy dobře upevněte a před přepravou jeřábem ji demontujte.
Pro použití v našich přístrojích je z důvodu fyzikálně chemických vlastností (elektrická
vodivost, mrazuvzdornost, snášenlivost s ostatními materiály apod.) vhodné pouze originální chladicí médium výrobce.
Používejte pouze originální chladicí médium výrobce.
Nemíchejte originální chladicí médium výrobce s jinými chladicími médii.
Ke chladicímu modulu připojujte pouze systémové komponenty výrobce.
Uvedení do provozu, údržba a
opravy
Dojde-li při použití jiných systémových komponent nebo chladicí média k jakékoliv
škodě, výrobce nepřebírá záruku a všechny ostatní záruční nároky zanikají.
Cooling Liquid FCL 10/20 není vznětlivý. Chladicí médium na bázi ethanolu je za určitých
okolností vznětlivé. Chladicí médium přenášejte pouze v uzavřených originálních
nádobách a udržujte mimo dosah zápalných zdrojů.
Po skončení upotřebitelnosti chladicí kapaliny ji odborně zlikvidujte v souladu s
národními a mezinárodními předpisy. Bezpečnostní datový list chladicího média získáte
v servisním středisku, příp. na domovské stránce výrobce.
Před každým započetím svařovacích prací zkontrolujte stav chladicího média.
U dílů pocházejících od cizích výrobců nelze zaručit, že jsou navrženy a vyrobeny tak,
aby vyhověly bezpečnostním a provozním nárokům.
- Používejte pouze originální náhradní a spotřební díly (platí i pro normalizované
součásti).
- Bez svolení výrobce neprovádějte na přístroji žádné změny, vestavby ani přestavby.
- Součásti, které vykazují nějakou vadu, ihned vyměňte.
- V objednávkách uvádějte přesný název, číslo podle seznamu náhradních dílů
a sériové číslo přístroje.
Šrouby pláště zajišťují spojení s ochranným vodičem pro uzemnění dílů pláště.
Vždy používejte originální šrouby pláště v odpovídajícím počtu a s uvedeným krouticím
momentem.
14
Page 15
Bezpečnostní
přezkoušení
Likvidace odpadu Nevyhazujte tento přístroj s komunálním odpadem! Podle evropské směrnice
Výrobce doporučuje nechat provést alespoň jednou za 12 měsíců bezpečnostní
přezkoušení přístroje.
Stejný interval 12 měsíců doporučuje výrobce pro kalibraci svařovacích zdrojů.
Bezpečnostní přezkoušení prováděné oprávněným technikem se doporučuje
- po provedené změně,
- po vestavbě nebo přestavbě,
- po opravě a údržbě,
- nejméně jednou za dvanáct měsíců.
Při bezpečnostních přezkoušeních respektujte odpovídající národní a mezinárodní
předpisy.
Bližší informace o bezpečnostních přezkoušeních a kalibraci získáte v servisním
středisku, které vám na přání poskytne požadované podklady, normy a směrnice.
o odpadních elektrických a elektronických zařízeních a její implementace do národního
práva se musí elektrické nářadí, které dosáhlo konce své životnosti, shromažďovat
odděleně a odevzdávat k ekologické recyklaci. Zajistěte, aby použitý přístroj byl předán
zpět prodejci, nebo se informujte o schváleném místním sběrném systému či systému
likvidace odpadu. Nedodržování této evropské směrnice může mít negativní dopad na
životní prostředí a vaše zdraví!
CS
Bezpečnostní
označení
Zálohování dat Uživatel je odpovědný za zálohování dat při změně nastavení oproti továrnímu nastavení
Autorské právo Autorské právo na tento návod k obsluze zůstává výrobci.
Přístroje s označením CE splňují základní požadavky směrnic pro nízkonapěťovou a
elektromagnetickou kompatibilitu (odpovídající výrobkovým normám řady EN 60 974).
Společnost Fronius International GmbH prohlašuje, že přístroj odpovídá směrnici
2014/53/EU. Úplný text prohlášení o shodě EU je dostupný na internetové adrese: http://
www.fronius.com.
Svařovací přístroje s označením CSA splňují požadavky obdobných norem platných pro
USA a Kanadu.
přístroje. Výrobce neručí za ztrátu či vymazání vašich uživatelských nastavení uložených
v tomto zařízení.
Text a vyobrazení odpovídají technickému stavu v době zadání do tisku. Změny vyhrazeny. Obsah tohoto návodu k obsluze nezakládá žádné nároky ze strany kupujícího.
Uvítáme jakékoliv návrhy týkající se zlepšení dokumentace a upozornění na případné
chyby v návodu k obsluze.
15
Page 16

PlasmaModule 10
Gas pre-flow time - Doba předfuku plazmového plynu
Gas post-flow time - Doba dofuku plazmového plynu
Gas purger - Proplach hadice ochranným plynem
Gas pre-flow ammount - Množství plazmového plynu během doby předfuku a
dofuku
+
Plyn - Setup
Ovládací panel
Fronius International GmbH, www.fronius.com
Nabídka Setup
+
I pilot arc - Proud pilotního oblouku
Factory - Návrat do továrního nastavení plazmového modulu (Reset)
2. úroveň nabídky Setup
Kontrola průtoku
Correction - Korekce ochranného plynu
Setting - Nastavení země (Standard / USA)
Ignition Time-Out - Doba prodlevy bezpečnostního vypnutí zdroje po výpadku zapálení
Arc (Svařovací oblouk) - Monitorování svařovacího oblouku
Nabídka Setup -
2. úroveň
+
/
+
16
Page 17

Všeobecné informace
CS
Koncepce
přístroje
Digitální PlasmaModule 10 je rozšířená
výbava pro všechny svařovacích zdroje
TIG od společnosti
Fronius. Plazmové svařování je
umožněno kombinací vhodného
svařovacího zdroje, chladicího modulu a
vodou chlazeného plazmového
svařovacího hořáku.
Díky modulární koncepci od společnosti
Fronius mohou být modulem PlasmaModule 10 dodatečně vybaveny i stávající
svařovací systémy.
PlasmaModule 10 jako jednotlivý díl se
tak stane další součástí komplexního
svařovacího systému.
Práci s modulem PlasmaModule 10
usnadňuje samovysvětlující, „intuitivní“
koncepce ovládání. Důležité funkce jsou
zřejmé na první pohled a lze je ihned
nastavit.
Vysvětlení pojmů Plazma
Plazma je plyn s pozitivními nosiči náboje (ionty) a negativními nosiči náboje (elektrony).
Ionty a elektrony určují vlastnosti plazmy. Předpokladem pro tvorbu plazmy je vysoká
teplota. Plazma také bývá vedle pevného, kapalného a plynného označována jako čtvrté
skupenství látek.
Plazmové svařování
Plazmové svařování je svařovací postup se zúženým obloukem jako zdrojem tepla. K
zúžení oblouku dochází pomocí chlazené trysky. Rozlišují se následující plazmové
svařovací postupy:
- mikroplazmové svařování
- (měkké) plazmové svařování
- plazmové bodové svařování
- plazmové pájení
Digitální PlasmaModule 10 je díky svému
modulárnímu designu mimořádně flexibilní a lze jej snadno přizpůsobit
nejrůznějším úkolům.
Svařovací zdroje
pro plazmové
svařování
PlasmaModule 10 je možné provozovat s následujícími svařovacími zdroji:
- MagicWave 2200
- MagicWave 2500 / 3000
- MagicWave 4000 / 5000
- TransTig 800 / 2200
- TransTig 2500 / 3000
- TransTig 4000 / 5000
17
Page 18

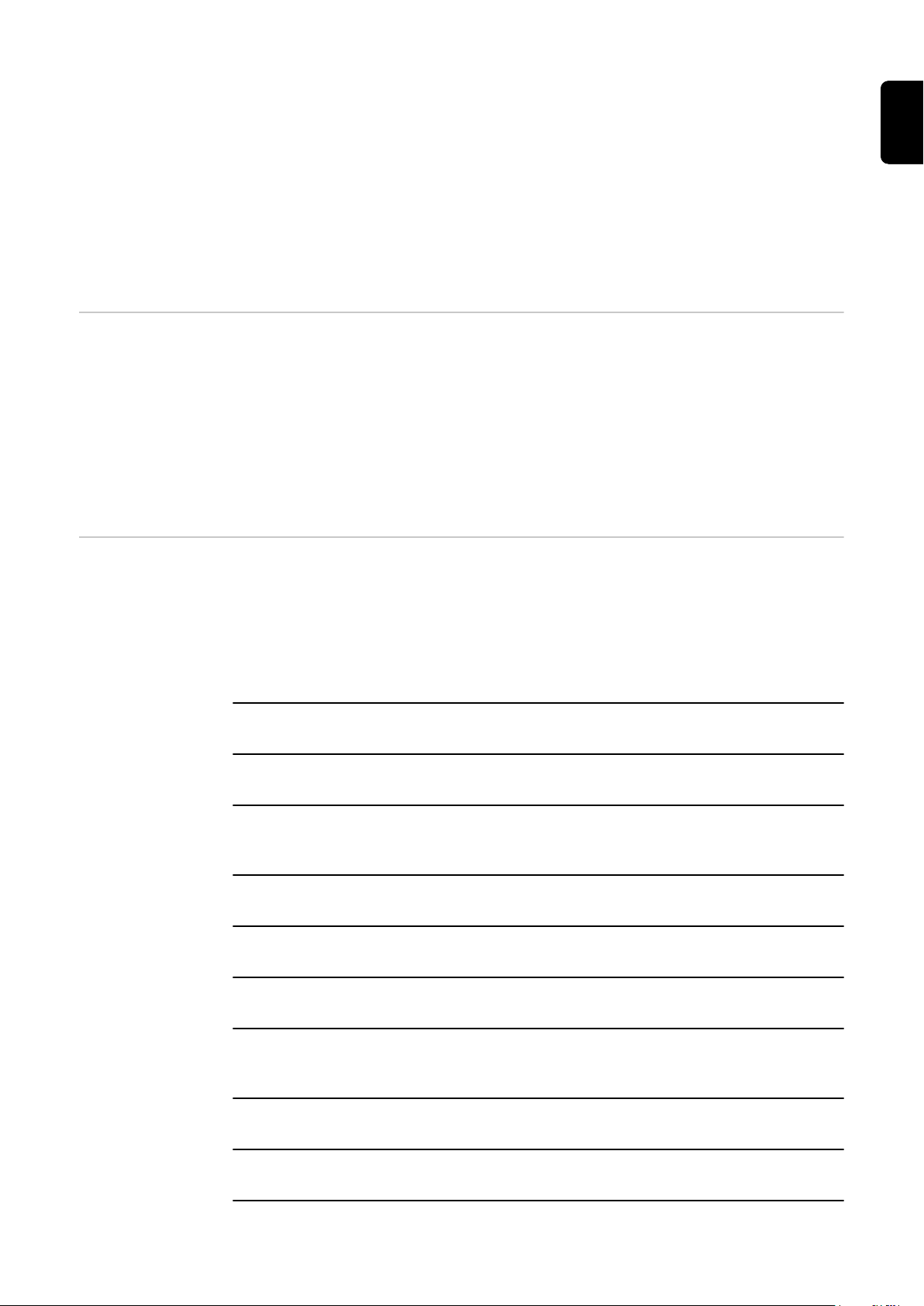
Princip
(1)
(4)(3)(2)
(5)
plazmového
svařování
UPOZORNĚNĹ!
Chladicí modul vyberte podle stávajícího plazmového svařovacího hořáku a účelu
použití!
UPOZORNĚNĹ!
Při plazmovém svařování se v závislosti na způsobu použití snižuje dovolené
zatížení svařovacího zdroje TIG.
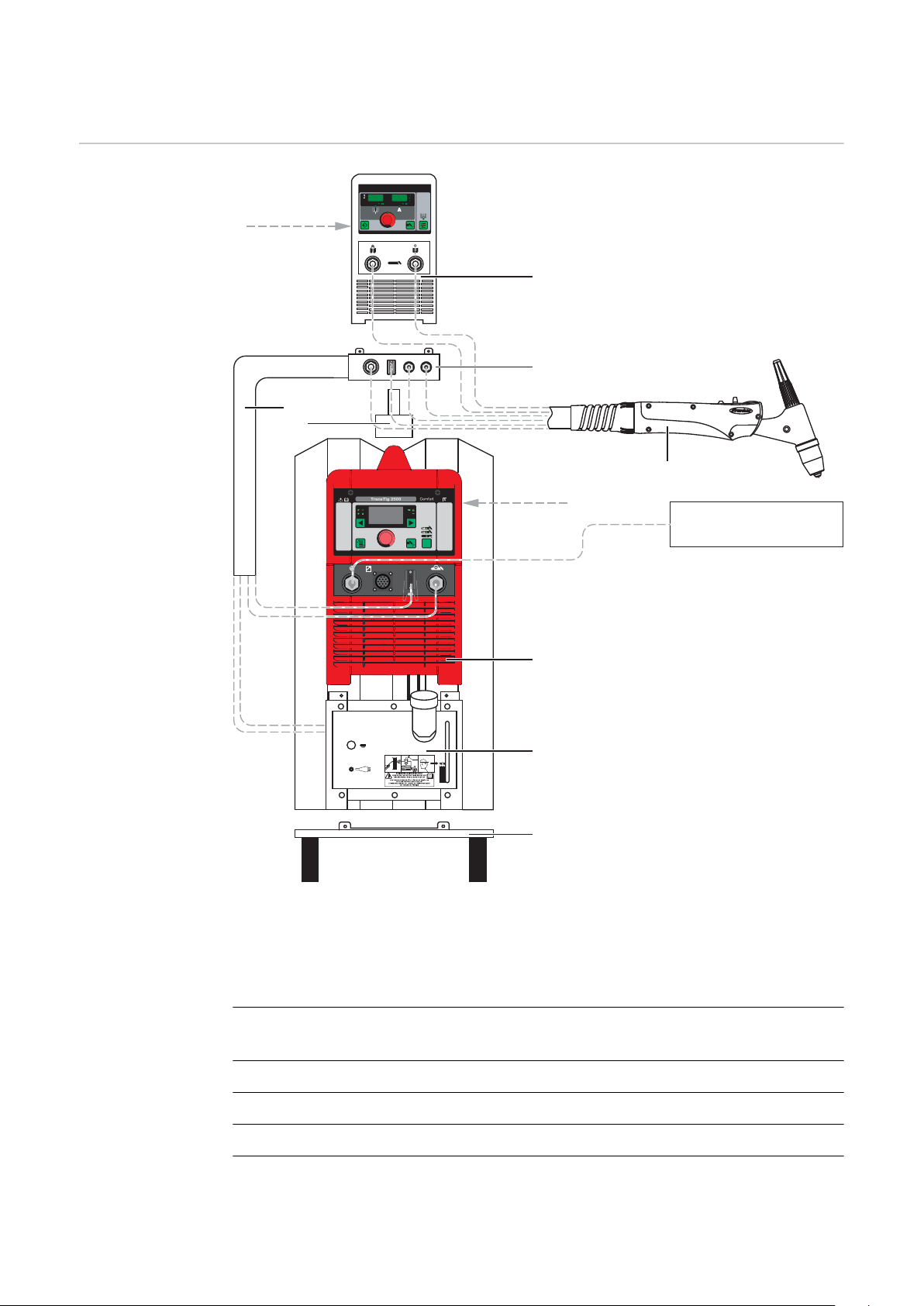
(1) Redukční ventil ochranného plynu
(2) Svařovací zdroj TIG
(3) Chladicí modul
(4) Digitální PlasmaModule 10 s digitální regulací plazmového plynu
(5) Redukční ventil plazmového plynu
18
Page 19

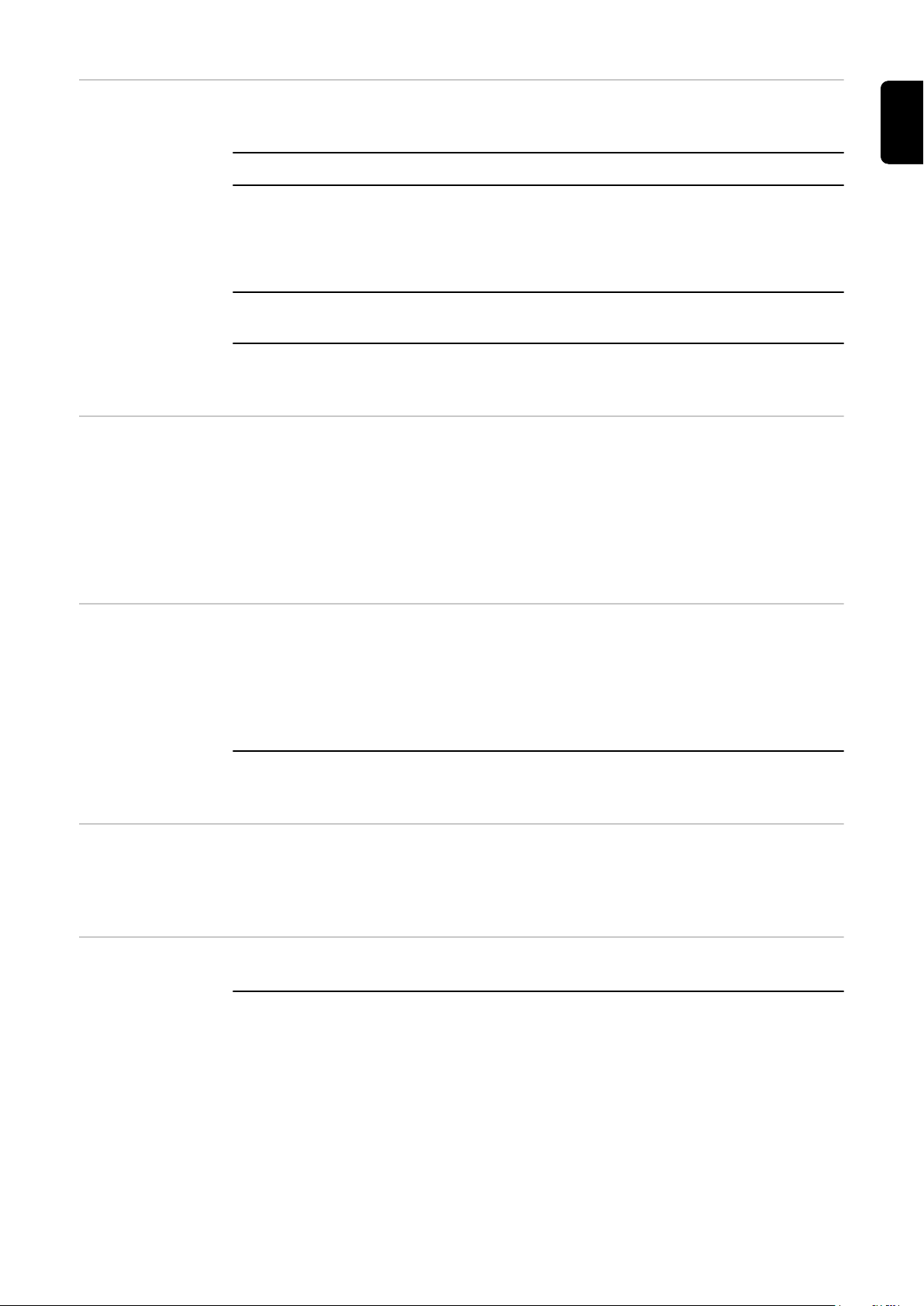
Výhody
~ 45°
(3)
(1)
~ 5°
(3)
(1)
(2)
(4)
plazmového
svařování oproti
svařování TIG
CS
Oblouk TIG
Plazmový oblouk
(1) Ochranný plyn
(2) Plazmový plyn
(3) Wolframová elektroda
(4) Plazmová tryska
- Menší deformace dílu díky koncentrovanému oblouku
- Menší tepelně ovlivněná zóna
- Délka oblouku může být poměrně velká
- Vyšší teplota v oblouku: Plazma až 25000 °C (45032 °F) – TIG až 10000 °C (18032
°F)
- Není nutná nákladná příprava svaru (např. spoj I při tloušťce materiálu do 10 mm)
- Vyšší svařovací rychlost
- Nemůže dojít k ponoření wolframové elektrody do svařovací lázně
- Delší životnost svařovacího hořáku (při jeho optimálním chlazení)
Oblasti použití Digitální PlasmaModule 10 se nasazuje při automatizovaném a ručním použití, např.:
- v automobilovém a dodavatelském průmyslu
- při výrobě speciálních vozidel / stavebních strojů
- při výrobě potrubí a technologických zařízení
- při výrobě zařízení, zásobníků, strojů a ocelových konstrukcí
- při výrobě kolejových vozidel a lodí
- při nejvyšších požadavcích na kvalitu
- při svařování materiálů s tloušťkou plechu 0,4 – 10 mm (0.02 – 0.39 in.)
PlasmaModule 10 lze provozovat s elektrocentrálou a díky chráněným ovládacím
prvkům a povrchové úpravě pláště provedené práškovým lakováním nabízí nejvyšší
robustnost v provozu.
19
Page 20
Rozšířená výbava
a příslušenství
- PTW 800: mikroplazmový ruční svařovací hořák
- PTW 1500: plazmový ruční svařovací hořák
- Robacta PTW 500: mikroplazmový robotový svařovací hořák
- Robacta PTW 1500: plazmový robotový svařovací hořák
- Robacta PTW 3500: plazmový robotový svařovací hořák
- Propojovací hadicové vedení pro PlasmaModule 10 - MagicWave / TransTig
- Vzduchový filtr
- Uchycení PlasmaModule
- Snímač průtoku PlasmaModule (k vestavbě do uchycení PlasmaModule)
UPOZORNĚNĹ!
Při provozu modulu PlasmaModule 10 na uchycení PlasmaModule je dodatečně
nutná rozšířená výbava snímače průtoku PlasmaModule!
20
Page 21

Ovládací prvky a přípojky
(1)
(16)
(15)
(14)
(13)
(12)
(11)
(10)
(9)
(8)
(7)
(6)
(5)
(4)(3)(2)
CS
Všeobecné informace
Přední strana
přístroje
VAROVÁNÍ!
Chybná obsluha může způsobit závažná poranění osob a materiální škody.
Popsané funkce používejte teprve poté, co si přečtete následující dokumenty a porozumíte jejich obsahu:
tento návod k obsluze
▶
všechny návody k obsluze systémových komponent, zejména bezpečnostní
▶
předpisy
21
Page 22

(1) Levý digitální displej
(2) Levá indikace jednotek
v závislosti na nastavení země v nabídce Setup svítí CFH nebo l/min
(3) Pravý digitální displej
(4) Pravá indikace jednotek
v závislosti na nastavení země v nabídce Setup svítí CFH nebo l/min
(5) Indikace jednotek parametrů
V závislosti na tom, který parametr je zvolen v nabídce Setup, svítí min, % nebo
s.
(6) Kontrolka LED pilotního proudu
svítí, pokud je zvolen parametr pilotní proud
(7) Kontrolka LED zapáleného pilotního oblouku (Pilot arc on)
svítí při aktivním plazmovém procesu
(8) Tlačítko Start/Stop
- pro ruční spuštění/ukončení plazmového procesu
- ke vstupu do nabídky Setup
(9) Tlačítko zkoušky plynu
- pro kontrolu proudění plazmového plynu
- ke vstupu do nabídky zkoušky plynu
(10) Přípojka pilotního proudu (-) / plazmového plynu
pro připojení kabelu pilotního proudu (-) / plazmového plynu plazmového
svařovacího hořáku
(11) Přípojka pilotního plynu (+)
pro připojení kabelu pilotního proudu (+) plazmového svařovacího hořáku
(12) Tlačítko Store
- ke vstupu do nabídky Setup
- ke vstupu do nabídky zkoušky plynu
(13) Zadávací kolečko (s kontrolkou LED)
pro nastavení hodnot parametrů; pokud kontrolka LED na zadávacím kolečku
svítí, je možné
nastavit zvolený parametr
(14) Kontrolka LED plazmového plynu
svítí, pokud je zvolen parametr plazmový plyn
(15) Indikace přehřátí
svítí v případě nepřípustně vysokého zahřátí PlasmaModulu
(16) Symbol návodu k obsluze
Dodržujte všechny bezpečnostní pokyny a upozornění týkající se obsluhy, péče a
údržby uvedené v návodu k obsluze.
22
Page 23

Zadní strana
(4)
(3)
(2)
(1)
přístroje
CS
(1) Přípojka LocalNet
standardní přípojka pro rozšíření systému (např. rozhraní robota ROB 3000 nebo
ROB 4000)
(2) Přípojka plazmového plynu
max. vstupní tlak 7 barů (101.49 psi)
(3) Síťový vypínač
(4) Síťový kabel
23
Page 24

Před uvedením do provozu
Všeobecné informace
Předpisové
použití
VAROVÁNÍ!
Chybná obsluha může způsobit závažná poranění osob a materiální škody.
Popsané funkce používejte teprve poté, co si přečtete následující dokumenty a porozumíte jejich obsahu:
tento návod k obsluze
▶
všechny návody k obsluze systémových komponent, zejména bezpečnostní
▶
předpisy
Digitální PlasmaModule 10 je určen výhradně pro společný provoz s odpovídajícím
svařovacím zdrojem TIG a vhodným plazmovým hořákem (např. Fronius PTW 1500).
S modulem PlasmaModule 10 lze provádět následující plazmové svařování:
- mikroplazma (tloušťky plechu 0,2 - 0,8 mm / 0.01 - 0.03 in.)
- měkké plazmové svařování (tloušťky plechu 0,4 - 3,0 mm / 0.02 - 0.12 in.)
- plazmové bodové svařování (tloušťky plechu 3,0 - 10,0 mm / 0.12 - 0.39 in.)
- plazmové pájení
Jakékoliv jiné a tento rámec přesahující použití se nepovažuje za předpisové. Za takto
vzniklé škody výrobce neručí.
K předpisovému používání přístroje patří rovněž
- dodržování všech pokynů obsažených v tomto návodu k obsluze
- provádění inspekčních a údržbářských prací
Předpisy pro
umístění
Síťové připojení Svařovací přístroje jsou navrženy na napětí uvedené na výkonovém štítku. Pokud není
Přístroj je vybaven krytím IP23, které splňuje tyto požadavky:
- ochranu proti vniknutí cizích těles větších než Ø 12 mm (0.47 in.)
- ochranu proti vodě stříkající pod úhlem 60° od svislé roviny
Přístroj může být, v souladu s krytím IP23, postaven a provozován ve venkovním
prostředí. Přesto je zařízení třeba chránit před bezprostředními účinky vody (např. vlivem
deště).
VAROVÁNÍ!
Převrácení nebo pád přístroje může znamenat ohrožení života.
Přístroje instalujte na rovný a pevný podklad tak, aby se nemohly převrátit.
Vzduchový kanál představuje významný bezpečnostní konstrukční prvek. Při volbě
umístění přístroje proto dbejte, aby chladicí vzduch mohl vzduchovými štěrbinami na
přední a zadní straně nerušeně vcházet a vycházet. Elektricky vodivý kovový prach
(např. při broušení) nesmí být přímo nasáván do přístroje.
síťový kabel a vidlice součástí vašeho provedení přístroje, je třeba je namontovat tak,
aby odpovídaly národním normám. Jištění síťového přívodu musí odpovídat technickým
údajům přístroje.
24
Page 25

UPOZORNĚNĹ!
Provoz s elektrocentrálou
Digitální regulace
plazmového
plynu
Nedostatečně dimenzovaná elektroinstalace může vést ke vzniku závažných
materiálních škod.
Dbejte na správné dimenzování síťového vedení a pojistek. Určující jsou technické údaje
uvedené na výkonovém štítku.
PlasmaModule 10 lze provozovat s elektrocentrálou, pokud maximální výstupní zdánlivý
výkon elektrocentrály je alespoň 1,5 kVA.
UPOZORNĚNĹ!
Odevzdané napětí generátoru nesmí v žádném případě podkročit nebo překročit
oblast tolerance síťového napětí.
Údaj o toleranci síťového napětí je uveden v kapitole „Technické údaje“.
Digitální PlasmaModule 10 je sériově vybaven digitální regulací plazmového plynu.
VAROVÁNÍ!
Nebezpečí poškození zdraví a udušení bezbarvým plazmovým plynem bez
zápachu.
Pokud nebudou dodržovány níže uvedené pokyny, hrozí, že po skončení svařování
nebude zcela uzavřen ovládací ventil. Může dojít k nepozorovanému úniku plazmového
plynu, který je bezbarvý a bez zápachu.
Digitální PlasmaModule 10 provozujte jen v kombinaci se sériovým omezovačem
▶
vstupního tlaku.
V žádném případě nepřestavujte stavěcí šroub na omezovači vstupního tlaku. V
▶
případě přenastavení stavěcího šroubu společnost Fronius nepřebírá žádnou záruku
za škody způsobené v důsledku tohoto nastavení.
Nepřekračujte maximální vstupní tlak 7 barů (101.49 psi).
▶
CS
DŮLEŽITÉ! Před prvním uvedením do provozu namontujte samostatně dodávaný ome-
zovač vstupního tlaku na zadní stranu PlasmaModule 10.
Při montáži dejte pozor na těsnicí kroužek v omezovači vstupního tlaku.
Předpoklady pro to, aby digitální regulace plazmového plynu v modulu PlasmaModule 10
dosáhla maximální hodnoty proudění plynu:
- Pokud je k dispozici redukční ventil plazmového plynu, po připojení
plynové hadice jej zcela otevřete.
- Redukční ventil s měřicí trubicí (číslo položky: 43,0011,0008) je nevhodný, protože
nedovoluje dostatečný vstupní tlak.
- Při zásobování plazmou a ochranným plynem pomocí plynových lahví: používejte
samostatné lahve pro plazmový plyn a pro ochranný plyn.
25
Page 26

Instalace
Všeobecné informace
Instalace
Instalace plazmového svařovacího systému je závislá na rozličných faktorech, např. na:
- Použití
- svařovaném materiálu
- prostorových možnostech
- vlivech robota, řízení robota a dalších automatických zařízení
- přístupnosti,
- Okolní podmínky
Podrobné informace k veškerým pracovním krokům naleznete v dokumentaci
k jednotlivým součástem.
VAROVÁNÍ!
Úraz elektrickým proudem může být smrtelný.
Připojení přístroje k elektrické síti během instalace představuje závažné ohrožení osob a
majetku. Všechny práce na přístroji provádějte pouze za těchto podmínek:
síťový vypínač je v poloze O,
▶
přístroj je odpojen od elektrické sítě.
▶
POZOR!
Připojení propojovacího hadicového vedení ke
svařovacímu
zdroji TIG
Nebezpečí poranění padajícími přístroji.
Zajistěte pevné usazení PlasmaModulu 10 a uchycení PlasmaModulu.
Jednotlivé součásti plazmového svařovacího systému sestavte podle daného
1
účelu použití (viz také oddíl „Příklady konfigurace“).
TransTig 2500 / 3000
26
Připojení propojovacího hadicového vedení ke svařovacímu zdroji TIG TransTig 2500 / 3000
TransTig 4000 / 5000 s chladicím modulem FK 4000 R
Page 27

Připojení propojovacího hadicového vedení ke svařovacímu zdroji TIG TransTig 4000 / 5000 a chladicímu
modulu FK 4000 R
CS
Připojení
plazmového
svařovacího
hořáku
Připojení
ochranného
plynu a
plazmového
plynu
Připojení plazmového svařovacího hořáku k modulu PlasmaModule 10 a k uchycení PlasmaModule
UPOZORNĚNĹ!
Zásobování plazmového svařovacího systému plyny z plynových lahví vyžaduje
samostatnou lahev pro plazmový plyn a samostatnou lahev pro ochranný plyn!
Neodebírejte plazmový a ochranný plyn z jedné lahve!
DŮLEŽITÉ! Jako plazmový plyn používejte pouze čistý argon!
27
Page 28

Připojte plazmový plyn k přípojce plazmového plynu na modulu PlasmaModule 10
1
(zadní strana přístroje). Pracovní tlak cca 6 - 7 barů (86.99 - 101.49 psi.).
DŮLEŽITÉ! Jako ochranný plyn používejte pouze inertní plyny (např. argon).
Připojte ochranný plyn k přípojce ochranného plynu na svařovacím zdroji (zadní
2
strana přístroje).
Propojte modul
PlasmaModule 10
a svařovací zdroj
TIG s řízením
robota.
Pro zadávání parametrů požadovaných pro plazmový svařovací proces prostřednictvím
řízení robota je nutné rozhraní robota (např. ROB 3000, ROB 4000).
Připojte 10žilový kabel dálkového ovládání k přípojce LocalNet na zadní straně
1
modulu PlasmaModule 10 a k rozhraní robota pro modul PlasmaModule 10.
Připojte 10žilový kabel dálkového ovládání k přípojce LocalNet na zadní straně
2
svařovacího zdroje TIG a k rozhraní robota pro svařovací zdroj TIG.
28
Page 29

Uvedení do provozu
CS
Všeobecné informace
Uvedení do provozu
Detailní informace k veškerým pracovním krokům naleznete v dokumentaci k jednotlivým
součástem.
DŮLEŽITÉ! Hrot wolframové elektrody by měl být vybroušen do úhlu cca 30°.
Nasaďte wolframovou elektrodu do plazmového svařovacího hořáku.
1
Pomocí kalibru zkontrolujte vzdálenost plazmové trysky od wolframové elektrody
2
(cca 1 - 2,5 mm nebo 0.04 - 0.1 in.).
Přepněte hlavní vypínač svařovacího zdroje do polohy - I -.
3
Zapojte PlasmaModule 10 do sítě a přepněte hlavní vypínač do polohy - I -.
4
DŮLEŽITÉ! Pro přesnou regulaci plynu musí PlasmaModule 10 vykazovat určitou
provozní teplotu.
Při okolní teplotě pod 20 °C (68 °F) nechte PlasmaModule 10 cca 10 -15 minut běžet
naprázdno, aby se této teploty dosáhlo.
POZOR!
Při nesprávně nastaveném druhu proudu na svařovacím zdroji TIG hrozí nebezpečí
vážného poškození modulu PlasmaModule 10.
Nesprávně nastavený druh proudu může vést ke zničení přístroje. PlasmaModule 10
provozujte výhradně s proudem „DC-“.
Pokyny k provozu
Na svařovacím zdroji nastavte druh proudu na „DC-“.
5
Přepněte chladicí modul do režimu stálého provozu (v nabídce Setup svařovacího
6
zdroje, parametr C-C = ON).
U svařovacích zdrojů MagicWave vypněte funkci „zapalování s obrácenou polaritou“
7
(nabídka Setup na svařovacím zdroji: parametr rPi = OFF).
Na svařovacím zdroji TIG nastavte „vysokofrekvenční zapalování“ na možnost „Start
8
s externím zapalovacím prostředkem“ (nabídka Setup na svařovacím zdroji, parametr HFt = EHF).
Nastavte parametry svařování na svařovacím zdroji TIG a na modulu PlasmaModule
9
10.
Otevřete přívod ochranného plynu a plazmového plynu na dobu nejméně 30 sekund.
10
Zapalte pilotní oblouk na modulu PlasmaModule 10 nebo prostřednictvím řízení
11
robota.
Zahajte plazmové svařování stisknutím tlačítka hořáku nebo spouštěcím signálem
12
řízení robota.
Kvůli snížení opotřebení by měl řídicí oblouk hořet po celou dobu provozu. Množství
ochranného plynu při provozu: minimálně 12 l/min (25.71 CFH).
Řízení robota by mělo určovat stálou požadovanou hodnotu pro plazmový plyn
- pro pilotní oblouk
- aby bylo možné provést funkci „Zkouška plynu“ na modulu PlasmaModule 10.
V případě řízení robota a stávajícího svařovacího zdroje s horkým drátem zajistěte
vhodné zemnění pro svařovací zdroj s horkým drátem.
29
Page 30

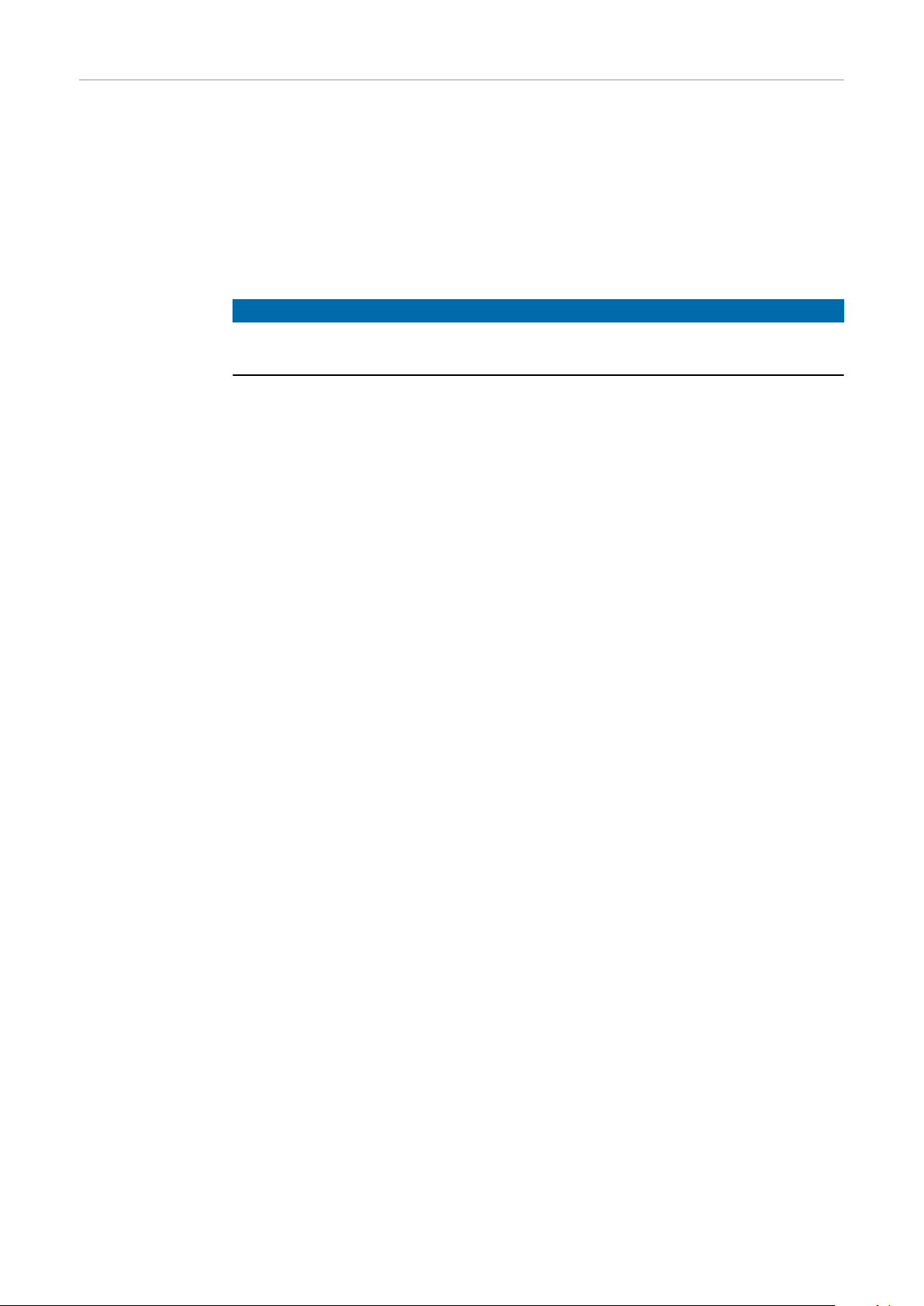
Průběh
I (A)
Gas (l/min)
t (s)
I (A)
t (s)
t (s)
t (s)
ApGApG
(1) (2) (3) (4) (5) (6) (7)
(A)
(B)
(C)
(D)
(10)
(9)
(10)
(8)
(9)
Gas (l/min)
plazmového
svařování
(A) Svařovací proud
(B) Ochranný plyn
(1) Předfuk ochranného plynu
(2) Startovací proud
(3) Proud UpSlope
(4) Hlavní proud
(5) Základní proud
(C) Pilotní proud
(D) Plazmový plyn
(6) Proud Down Slope
(7) Proud koncového kráteru
(8) Dofuk ochranného plynu
(9) Předfuk plazmového plynu
(10) Dofuk plazmového plynu
30
Page 31
Nabídka Setup
+
CS
Všeobecné informace
Nastavení plynu
Nabídka Setup umožňuje jednoduché přizpůsobení parametrů uložených v přístroji
nejrůznějším pracovním úkolům:
- V nabídce nastavení plynu se nastavují parametry pro napájení plazmovým plynem.
- V nabídce Setup se nachází všechny parametry s bezprostředním vlivem na
plazmový proces.
- V nabídce Setup – 2. úroveň (2nd) se provádí přednastavení zařízení.
Chcete-li vstoupit do nabídky nastavení plynu, stiskněte
1
současně tlačítko Store a tlačítko zkoušky plynu;
Zobrazí se naposledy vyvolaný parametr pro nastavení
plazového plynu.
Vyberte parametr stisknutím tlačítka zkoušky plynu.
2
Upravte hodnoty parametrů pomocí zadávacího kolečka.
3
Stisknutím tlačítka Store opusťte nastavení plynu.
4
Parametry pro napájení plazmovým plynem
GPr
Gas pre-flow time – doba předfuku plazmového plynu
Jednotka s
Rozsah nastavení 0 - 9,9
Tovární nastavení 0,4
GPo
Gas post-flow time – doba dofuku plazmového plynu
Jednotka s
Rozsah nastavení 0 - 9,9
Tovární nastavení 5
GPU
Gas purger - proplach plazmovým plynem
Jednotka min
Rozsah nastavení OFF / 0,1 - 10,0
Tovární nastavení OFF
31
Page 32

+
+
Proplach plazmovým plynem se spustí v okamžiku nastavení hodnoty pro GPU.
Z bezpečnostních důvodů je pro opětovný start proplachu plazmovým plynem nutné
nové zadání hodnoty pro GPU.
DŮLEŽITÉ! Proplach hadice plazmovým plynem je nutný především při tvorbě kondenzátu po dlouhé prodlevě ve studeném prostředí. Toto se týká zejména dlouhého
hadicového vedení.
GPA
Gas pre-flow amount – množství plazmového plynu během doby předfuku plazmového
plynu a doby dofuku plazmového plynu
Jednotka l/min
Rozsah nastavení 0,2 - 10
Tovární nastavení 3
Nabídka Setup
Chcete-li vstoupit do nabídky Setup, stiskněte současně
1
tlačítko Store a tlačítko Start/Stop.
Zobrazí se naposledy vyvolaný parametr plazmového
procesu.
Vyberte parametr stisknutím tlačítka Start/Stop.
2
Upravte hodnoty parametrů pomocí zadávacího kolečka.
3
Stisknutím tlačítka Store opusťte nabídku Setup.
4
Parametry pro plazmový proces
IPL
I pilot arc – proud pro pilotní oblouk
Jednotka A
Rozsah nastavení 3,0 - 30,0
Tovární nastavení 10
FAC
Factory – resetování modulu PlasmaModule 10
32
Page 33

Pro návrat do továrního nastavení podržte stisknuté tlačítko Store po dobu 2 s.
+
+
/
+
+
Pokud na displeji zobrazí „PrG“, jsou parametry PlasmaModulu vráceny do továrního
nastavení.
DŮLEŽITÉ! Při resetování PlasmaModulu se ztratí nastavení v nabídce Setup. Resetováním však není dotčeno nastavení parametrů ve druhé úrovni nabídky Setup (2nd).
2nd
druhá úroveň nabídky Setup
CS
Nabídka Setup –
2. úroveň (2nd)
Vstup do nabídky Setup: Stiskněte současně tlačítko
1
Store a tlačítko Start/Stop.
Zobrazí se naposledy vyvolaný parametr pro nastavení
plazmového procesu.
Vyberte parametr „2nd“ stisknutím tlačítka Start/Stop.
2
Chcete-li vstoupit do nabídky Setup – 2. úroveň, stiskněte
3
současně tlačítko Store a tlačítko Start/Stop.
Zobrazí se naposledy vyvolaný parametr pro přednastavení zařízení.
Vyberte parametr stisknutím tlačítka Start/Stop.
4
Upravte hodnoty parametrů pomocí zadávacího kolečka.
5
Opuštění nabídky Setup – 2. úroveň:
6
2x stiskněte tlačítko Store
- 1x stisknout = návrat do nabídky Setup, parametr
„2nd“
- 2x stisknout = návrat do normálního provozního
režimu
Parametry pro přednastavení zařízení
33
Page 34
C-C
Kontrola průtoku
Jednotka Rozsah nastavení ON / OFF
Tovární nastavení ON
Poloha „ON“ kontrola průtoku zůstane trvale zapnutá.
Poloha „OFF“ kontrola průtoku zůstane trvale vypnutá.
COr
Correction – korekce plynu
Jednotka Rozsah nastavení AUT / 1,0 - 10,0
Tovární nastavení AUT (odpovídá korekčnímu koeficientu 1,76 a tím argonu 100 %)
Další korekční koeficienty pro jiné plazmové plyny najdete v tabulce korekčních koeficientů.
SEt
Setting – Nastavení země (standard / USA)
Jednotka Rozsah nastavení Std / US
Tovární nastavení Standardní verze: Std (l/min)
USA verze: US (cfh)
Ito
Ignition Time-Out – doba do bezpečnostního vypnutí po selhání zapálení
Jednotka s
Rozsah nastavení 0,1 - 9,9
Tovární nastavení 5
DŮLEŽITÉ! Ignition Time-Out je bezpečnostní funkce a nelze ji deaktivovat.Popis
funkce Ignition Time-Out se nachází v kapitole „Svařování TIG“.
34
Arc
Arc (oblouk) – monitorování odtržení oblouku: Doba prodlevy bezpečnostního vypnutí
zdroje po odtržení oblouku.
Jednotka s
Rozsah nastavení 0,1 - 9,9
Tovární nastavení 2
Page 35

DŮLEŽITÉ! Monitorování odtržení oblouku je bezpečnostní funkce a nelze ji deaktivovat.
CS
Korekční koeficienty
Plazmový plyn Složení DIN EN
439
Ar He H
I1 100 % Ar 100 - - I1 1,76 0,2 l
I3 Ar + 50 % He 50 50 - I3 3,78 0,3 l
I3 Ar + 15 % He 85 15 - I3 1,94 0,4 l
I3 Ar + 25 % He 75 25 - I3 2,70 0,2 l
I3 Ar + 30 % He 70 30 - I3 2,72 0,2 l
I3 Ar + 75 % He 25 75 - I3 5,98 0,4 l
Varigon He 10 90 - I3 8,35 0,5 l
Varigon H2 98 - 2 R1 1,79 0,2 l
Varigon H3 97 - 3 R1 1,77 0,2 l
Varigon H5 95 - 5 R1 1,75 0,2 l
Varigon H7,5 92,5 - 7,5 R1 1,72 0,2 l
Korekční koeficient zohledňuje také minimální nastavitelné množství plynu „Plyn min.“.
Minimální nastavitelné množství plynu závisí na použité směsi plazmového plynu.
COR Plyn min.
35
Page 36

Signály pro robotový provoz
Všeobecné informace
Přehled
Pro robotový provoz modulu PlasmaModule 10 je nutné rozhraní robota. Ovládání
modulu PlasmaModule 10 může probíhat přes následující rozhraní:
- Rozhraní robota ROB 3000
- Rozhraní robota ROB 4000
- Sběrnice
Signál E / A ROB
3000
Svařování zap.
(welding start)
Robot připraven / rychlé zastavení
(robot ready / quick stop)
Zkouška plynu E - x x
Simulace svařování
(welding simulation)
Požadovaná hodnota hlavního
proudu
(power input value)
Stabilní oblouk
(arc stable)
E x x x
E x x x
E - x x
E - x x
A x x x
ROB
4000
Sběrnice
Signály pro robotový provoz
Svařovací zdroj připraven
(power source ready)
Aktuální hodnota svařovacího
proudu
(welding current real value)
E = vstupní signál (signál od řízení robota)
A = výstupní signál (signál do řízení robota)
Signály pro robotem řízené plazmové svařování a jejich funkce u modulu PlasmaModule
10:
A x x x
A - x x
36
Page 37

(1)
0
1
0
1
0
1
0
1
(1)
0 V
10 V
t (s)
t (s)
t (s)
t (s)
t (s)
(2)
(3)
(4)
(5)
(6)
(7)
(
8
)
Svařování zap. (welding start)
spustí pilotní oblouk
Robot připraven / rychlé zastavení (robot ready / quick stop)
24 V = Robot připraven ke svařování / 0 V = Quick stop; Quick-Stop ihned
zastaví svařovací proces
Zkouška plynu
aktivuje zkoušku plynu na modulu PlasmaModule 10
Simulace svařování (welding simulation)
Signál simulace svařování umožňuje projet naprogramovanou svařovací dráhu
bez oblouku a ochranného plynu.
Požadovaná hodnota hlavního proudu (power input value)
zadání množství plazmového plynu; 0 V = minimální množství plazmového
plynu, 10 V = maximální množství plazmového plynu
Stabilní oblouk (arc stable)
Signál stabilního oblouku se aktivuje, jakmile je pilotní oblouk po zapálení stabilizovaný.
Svařovací zdroj připraven (power source ready)
Signál připravenosti svařovacího zdroje je aktivní, dokud je PlasmaModule 10
připraven ke svařování.
Aktuální hodnota svařovacího proudu (welding current real value)
Pomocí signálu aktuální hodnoty svařovacího proudu se přenáší aktuální hodnota plazmového plynu s napětím 0 - 10 V na analogový výstup.
CS
Další informace o signálech najdete v příslušných návodech k obsluze jednotlivých rozhraní robota.
Průběh signálu
(1) Požadovaná hodnota hlavního
proudu (power input value)
(2) Robot připraven (robot ready)
(5) Svařovací zdroj připraven (power
source ready)
(6) Pilotní oblouk
37
Page 38

(3) Svařování zap. (welding start)
X2:4
X2:12
X2:1
X2:8
X2:6
X2:5
X2:14
X12:1
X12:2
X14:1
X2:13
X14:2
+24 V
0 - 10 V
+24 V
1)
0 V
2)
+24 V
GND
+ 24 V
+24 V
3)
(7) Doba předfuku plazmového
plynu
(4) Stabilní oblouk (arc stable)
Příklad použití Příklad spojení rozhraní robota s řízením robota:
Robot PlasmaModul 10
(8) Doba dofuku plazmového plynu
DI Svařování zap. (*)
DO Stabilní oblouk (*)
AI Požadovaná hodnota hlavního
proudu + (*)
AI Požadovaná hodnota hlavního
proudu - (*)
Nepoužito
DI Robot připraven / rychlé zastavení (*)
DO Svařovací zdroj připraven
+24 V sekundár (*)
GND sekundár (*)
Důležitá upozornění pro robotový provoz
38
Napájecí napětí (*)
Nepoužito
DI Simulace svařování
DI = digital in (digitální vstup) | DO = digital out (digitální výstup) | AI = analog in (analogový vstup) | AO = analog out (analogový výstup)
(*) nezbytné pro robotový provoz
1) +24 V = pulz
2) 0 V = standard
3) +24 V = volitelné externí napájení
VAROVÁNÍ!
Nebezpečí poranění osob a materiálních škod z důvodu neočekávaně spuštěného
svařovacího procesu.
Během odstraňování závady se nesmí vyslat signál „Svařování zap.“, protože by se
ihned po odstranění závady spustil svařovací proces.
UPOZORNĚNĹ!
Pokud dojde k přerušení spojení mezi svařovacím zdrojem a rozhraním robota,
všechny digitální/analogové výstupní signály na rozhraní robota se nastaví na „0“.
V rozhraní robota je k dispozici napájecí napětí svařovacího zdroje (24 V sekundár).
Napájecí napětí „24 V sekundár“ je provedeno s galvanickým oddělením od sítě Local-
Page 39

Net. Ochranné zapojení omezuje nepřípustnou úroveň napětí na 100 V. Na konektoru
X14/1 vyberte, které napětí bude zapnuto na digitálních výstupech rozhraní robota:
a) 24 V externí napětí digitální výstupní karty řízení robota nebo
b) napájecí napětí svařovacího zdroje (24 V sekundár): umístěte propojku mezi konek-
tory X14/1 a X14/7
CS
39
Page 40

Diagnostika a odstraňování závad
Všeobecné informace
Digitální PlasmaModule 10 je vybaven inteligentním bezpečnostním systémem, který si
vystačí bez tavných pojistek.
Po odstranění případné poruchy může být PlasmaModule 10 znovu řádně provozován,
aniž by bylo nutné tavné pojistky vyměnit.
VAROVÁNÍ!
Úraz elektrickým proudem může být smrtelný.
Před otevřením přístroje
Přepněte síťový vypínač do polohy - O -.
▶
Odpojte přístroj od sítě.
▶
Opatřete přístroj srozumitelným štítkem s varováním před opětovným zapojením.
▶
Pomocí vhodného měřicího přístroje se ujistěte, že elektricky nabité díly (např. kon-
▶
denzátory), jsou vybité.
POZOR!
Nedostatečné připojení ochranného vodiče může způsobit závažná poranění a
materiální škody.
Šrouby připevňující plášť zdroje jsou určeny k uzemnění pláště prostřednictvím
ochranného vodiče, a proto nesmějí být v žádném případě nahrazeny jinými šrouby bez
spolehlivého propojení s ochranným vodičem.
Zobrazované servisní kódy
Pokud se na displejích objeví jiné, zde neuvedené chybové hlášení, může závadu
odstranit pouze servisní služba. Opište toto chybové hlášení, sériové číslo a konfiguraci
PlasmaModulu a předejte vše spolu s detailním popisem závady servisní službě.
tP1 | xxx
Poznámka: xxx zastupuje hodnotu teploty
Příčina:
Odstranění:
tS1 | xxx
Příčina:
Odstranění:
tSt | xxx
Příčina:
Odstranění:
Err | 051
Příčina:
Odstranění:
Err | 052
Příčina:
Odstranění:
Přehřátí v primárním okruhu PlasmaModulu 10
Nechte PlasmaModul 10 vychladnout.
Přehřátí v sekundárním okruhu PlasmaModulu 10
Nechte PlasmaModul 10 vychladnout.
Přehřátí v řídicím obvodu PlasmaModulu 10
Nechte PlasmaModul 10 vychladnout.
Podpětí sítě Síťové napětí kleslo pod dolní hranici tolerančního rozmezí (viz
kapitola „Technické údaje“).
Kontrola síťového napětí
Přepětí sítě Síťové napětí překročilo horní hranici tolerančního rozmezí (viz
kapitola „Technické údaje“).
Kontrola síťového napětí
40
Page 41
no | IGn
Příčina:
Odstranění:
Err | IP
Příčina:
Odstranění:
Err | bPS
Příčina:
Odstranění:
dSP | Axx, dSP | Cxx, dSP | Exx, dSP | Sy, dSP | nSy
Příčina:
Odstranění:
no | Arc
Příčina:
Odstranění:
Aktivní funkce Ignition Time-Out: Během doby nastavené v nabídce Setup
nenastal průtok proudu. Došlo k bezpečnostnímu vypnutí PlasmaModulu
10.
Opětovné stisknutí tlačítka Start/Stop; očištění povrchu svařence; popř.
zvýšení doby prodlevy před bezpečnostním vypnutím v nabídce „Setup: 2.
úroveň“
Příliš vysoký primární proud
Informujte servisní službu
Závada ve výkonovém dílu
Informujte servisní službu
Chyba centrální řídicí a regulační jednotky
Informujte servisní službu
Odtržení pilotního oblouku
Vyčištění povrchu svařence, vyčištění plazmové trysky
CS
no | H2O
Příčina:
Odstranění:
-St | oP
při provozu svařovacího zdroje s rozhraním robota nebo konektorem vnější sběrnice
Příčina:
Odstranění:
Err | 70.1
Příčina:
Odstranění:
no | GAS
Příčina:
Odstranění:
Reakce snímače průtoku v uchycení PlasmaModulu PM 10
Kontrola chladicího modulu; popř. doplnění chladicího média a odvzdušnění
přívodu vody, viz kapitolu „Zprovoznění chladicího modulu“.
Robot není připraven.
Vyslání signálu „Roboter ready“ (Robot připraven), vyslání signálu „Potvrdit
resetování závady na svařovacím zdroji“ (Source error reset) (potvrďte
resetování závady na svařovacím zdroji pouze u zařízení ROB 5000 a
konektoru sběrnice pro řízení robota).
Senzor množství plynu nebyl nalezen.
Zkontrolujte přípojky signálního vedení pro senzor množství plynu.
Chybí napájení plazmovým plynem nebo je nedostatečné.
Zajistěte napájení plazmovým plynem (např. zcela otevřete ventil plynové
lahve a redukční ventil), potvrďte chybu no | GAS stisknutím tlačítka Store;
při použití rozhraní robota ROB 5000 nebo konektoru sběrnice proveďte
resetování prostřednictvím digitálního vstupního signálu „Potvrdit resetování
závady na svařovacím zdroji“ („Source error reset“).
Err | 70.3
Příčina:
Odstranění:
Kalibrační chyba: Vstupní tlak na regulačním tlakovém ventilu je příliš
vysoký nebo regulační tlakový ventil je vadný.
Snižte vstupní tlak na regulačním tlakovém ventilu na maximálně 7 barů
(101.49 psi.) nebo regulační tlakový ventil vyměňte, potvrďte chybu Err |
70.3 stisknutím tlačítka Store.
41
Page 42

Err | 70.4
Příčina:
Odstranění:
Err | 70.5
Příčina:
Odstranění:
Vadný ovládací ventil
Vyměňte ovládací ventil.
Ovládací ventil nebyl nalezen.
Zkontrolujte přípojky signálního vedení pro ovládací ventil.
Diagnostika a
odstraňování
závad
Chybí funkce
Síťový vypínač je zapnutý, indikace nesvítí.
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Pilotní oblouk se nezapálí.
Síťový vypínač je zapnutý, digitální indikace svítí.
Příčina:
Odstranění:
Příčina:
Odstranění:
Není připojení k elektrické síti.
Překontrolujte vedení elektrické sítě, síťovou zástrčku a síťový kabel.
Vadné síťové pojistky
Vyměňte síťovou pojistku.
Vadná zásuvka nebo síťová zástrčka
Výměna vadných součástek
Zkrat mezi wolframovou elektrodou a plazmovou tryskou
Upravte nastavení elektrody pomocí kalibru.
Vadný plazmový hořák.
Vyměňte plazmový svařovací hořák.
42
Page 43

Péče, údržba a likvidace odpadu
CS
Všeobecné informace
Při každém uvedení do provozu
Při normálních provozních podmínkách vyžaduje PlasmaModule 10 pouze minimální
péči a údržbu. Chcete-li udržet plazmový svařovací systém v provozuschopném stavu po
řadu let, je zapotřebí dodržovat několik dále uvedených opatření.
VAROVÁNÍ!
Nebezpečí zásahu elektrickým proudem.
Úraz elektrickým proudem může být smrtelný.
Odpojte přístroj od sítě.
▶
Přepněte síťový vypínač do polohy - O -.
▶
Odpojte přístroj od sítě.
▶
Opatřete přístroj srozumitelným štítkem s varováním před opětovným zapojením.
▶
Pomocí vhodného měřicího přístroje se ujistěte, že elektricky nabité díly (např. kon-
▶
denzátory), jsou vybité.
- Překontrolujte síťovou zástrčku a kabel, plazmový hořák, hadicové vedení a zemnicí
vedení, zda nejsou poškozené.
- Překontrolujte, zda je kolem přístroje volný prostor 0,5 m (19.69 in.), který zaručí
nerušený vstup a výstup chladicího vzduchu.
UPOZORNĚNĹ!
Větrací otvory navíc nesmějí být v žádném případě zakryty, a to ani částečně.
Každé 2 měsíce - Pokud je k dispozici: Vyčistěte vzduchový filtr
Každých 6
měsíců
Likvidace odpadu Likvidace odpadu musí být provedena v souladu s platnými národními a místními
- Demontujte bočnice přístroje a vyčistěte vnitřek pomocí suchého, redukovaného
stlačeného vzduchu.
UPOZORNĚNĹ!
Nebezpečí poškození elektronických součástek.
Nefoukejte vzduch na elektronické součástky z příliš malé vzdálenosti.
- V případě většího množství prachu vyčistěte také kanály chladicího vzduchu.
předpisy.
43
Page 44
Příklady sestav
(1)
(1a)
(2)
(3)
(5)
(4)
(6)
(6a)
(7)
(10)
(11)
(8)
(9)
Konfigurace
„Ruční režim“
(1) Podvozek „PickUp“
(1a) Souprava pro vestavbu „Držák lahví Duo“
(2) Chladicí modul FK 2500
44
(3) Svařovací zdroj TIG TransTig 2500 / 3000
(4) Souprava pro vestavbu držáku s otočným čepem VR 4000
(5) Propojovací hadicové vedení W / 2 m / 70 mm²
Page 45

Konfigurace
(1)
(2)
(3)
(3a)
(4)
(5)
(6)
(7)
(7a)
(3b)
(8)
(9)
(9a)
(10)
(10a)
(10b)
(11)
(11a)
(12)
(12a)
(14)
(15)
(13)
(16)
(8a)
(4a)
„Robotový provoz“
(6) Souprava pro vestavbu uchycení PlasmaModule
(6a) Souprava pro vestavbu snímače průtoku PM 10
(7) PlasmaModule 10
(8) Plazmový ruční svařovací hořák PTW 1500 F++ / FG / UD / 4 m
(9) Zemnicí kabel 50 mm² / 4 m / 400 A / konektor 50 mm²
(10) Plazmový plyn
(11) Ochranný plyn
CS
45
Page 46

(1) Stojánková konzola
(2) Chladicí modul FK 4000-R FC
UPOZORNĚNĹ!
Plnicí hrdlo, filtr a přípojky pro přívod a zpětný tok vody se musejí nacházet na
stejné straně!
(3) Svařovací zdroj TIG TransTig 4000 Job G / F
(3a) Souprava pro vestavbu digitální jednotky KD-Digital / LocalNet
(3b) Kabel dálkového ovládání, 10žilový, 10 m
(4) Propojovací hadicové vedení W / 2 m / 70 mm²
(4a) kabel LocalNet 3,5 m (od propojovacího hadicového vedení)
(5) Souprava pro vestavbu držáku s otočným čepem VR 4000
(6) Uchycení podavače drátu – dvojitá hlava VR 4000
(7) Podavač studeného drátu KD 7000 D-11
(7a) Souprava pro vestavbu KD-Drive
(8) PlasmaModule 10
(8a) Kabel dálkového ovládání, 10žilový, 10 m
(9) Souprava pro vestavbu uchycení PlasmaModule
(9a) Souprava pro vestavbu snímače průtoku PM 10
(10) Plazmový robotový svařovací hořák Robacta PTW 1500 F++ / FG / 4 m
(10a) Robacta Plazma KD Drive, 0 - 6 m
(10b) Standardní sada TIG RO
(11) Souprava pro vestavbu Rob 4000 Interface LocalNet
(11a) Souprava pro vestavbu TIG Rob 4000 kabelový svazek 1,5 m
(12) Souprava pro vestavbu Rob 5000 Interface LocalNet
(12a) Souprava pro vestavbu TIG Rob 5000 kabelový svazek 1,5 m
(13) Zemnicí kabel 95 mm² / 10 m
(14) Plazmový plyn
(15) Ochranný plyn
(16) Robotizované řízení
46
Page 47

Průměrné hodnoty spotřeby při svařování
CS
Průměrná
spotřeba drátové
elektrody při
svařování
MIG/MAG
Průměrná spotřeba drátové elektrody při rychlosti drátu 5 m/min
1,0 mm
průměr
drátové elek-
trody
Drátová elektroda z oceli 1,8 kg/h 2,7 kg/h 4,7 kg/h
Drátová elektroda z hliníku 0,6 kg/h 0,9 kg/h 1,6 kg/h
Drátová elektroda z CrNi 1,9 kg/h 2,8 kg/h 4,8 kg/h
Průměrná spotřeba drátové elektrody při rychlosti drátu 10 m/min
1,0 mm
průměr
drátové elek-
trody
Drátová elektroda z oceli 3,7 kg/h 5,3 kg/h 9,5 kg/h
Drátová elektroda z hliníku 1,3 kg/h 1,8 kg/h 3,2 kg/h
Drátová elektroda z CrNi 3,8 kg/h 5,4 kg/h 9,6 kg/h
1,2 mm
průměr
drátové elek-
trody
1,2 mm
průměr
drátové elek-
trody
1,6 mm
průměr
drátové elek-
trody
1,6 mm
průměr
drátové elek-
trody
Průměrná
spotřeba
ochranného
plynu při
svařování
MIG/MAG
Průměrná
spotřeba
ochranného
plynu při
svařování TIG
Průměr drátové
elektrody
Průměrná
spotřeba
Velikost plynové
hubice
Průměrná
spotřeba
1,0 mm 1,2 mm 1,6 mm 2,0 mm 2x 1,2 mm (TWIN)
10 l/min 12 l/min 16 l/min 20 l/min 24 l/min
4 5 6 7 8 10
6 l/min 8 l/min 10 l/min 12 l/min 12 l/min 15 l/min
47
Page 48
Technické údaje
Všeobecné informace
Technické údaje
UPOZORNĚNĹ!
Nedostatečně dimenzovaná elektroinstalace může vést ke vzniku závažných
materiálních škod.
Dbejte na správné dimenzování síťového vedení a pojistek. Určující jsou technické údaje
uvedené na výkonovém štítku.
Síťové napětí 230 V
Tolerance síťového napětí -20 % / +15 %
Síťové jištění, zpožděný typ 16 A
Síťové připojení
Trvalý primární výkon (100% DZ 3))
Účiník 0,99
Rozsah proudu u plazmy 3,0 - 30,0 A
Pilotní proud při 10 min / 40 °C (104 °F) 100%
3)
DZ
Napětí naprázdno 88 V
1)
Z
max
na PCC
2)
= 142 mΩ
0,9 kVA
30 A
Jmenovité pracovní napětí 10,1 - 11,2 V
Zapalovací napětí (Up)
Zařízení pro zapalování oblouku je vhodné pro
ruční provoz.
Maximální vstupní tlak 7 barů (101.49 psi.)
Tolerance +/- 10 % koncové hodnoty (max.)
Linearita +/- 4 % naměřené hodnoty (max.)
hystereze +/- 4 % naměřené hodnoty (max.)
Teplotní závislost u argonu +/- 7 % naměřené hodnoty,
při -20 °C (-4 °F) až +70 °C (158
Krytí IP 23
Druh chlazení AF
Izolační třída B
Rozměry d/š/v 505 / 180 / 344 mm
19.88 / 7.09 / 13.54 in.
Hmotnost 14,2 kg
Certifikace S, CE
9,5 kV
°F)
33.31 lbs.
48
Příkon v klidovém stavu při 230 V 25,2 W
Energetická účinnost svařovacího zdroje při
30 A / 21,2 V
80 %
Page 49

1)
K veřejné elektrické síti 230/400 V a 50 Hz
2)
PCC = rozhraní veřejné sítě
3)
DZ = dovolené zatížení
CS
Přehled s kritickými surovinami, rok výroby
zařízení
Přehled s kritickými surovinami:
Přehled kritických surovin, které jsou v tomto zařízení obsažené, najdete na následující
internetové adrese.
www.fronius.com/en/about-fronius/sustainability.
Výpočet roku výroby zařízení:
- Každé zařízení je opatřeno sériovým číslem.
- Sériové číslo tvoří 8 číslic, například 28020099.
- První dvě číslice udávají číslo, ze kterého lze vypočíst rok výroby zařízení.
- Když od tohoto čísla odečteme 11, dostaneme rok výroby.
• Například: sériové číslo = 28020065, výpočet roku výroby = 28 - 11 = 17, rok
výroby = 2017
49
Page 50

50
Page 51

Tabla de contenido
Indicaciones de seguridad 53
Explicación de las instrucciones de seguridad 53
Generalidades 53
Utilización prevista 54
Condiciones ambientales 54
Obligaciones de la empresa explotadora 54
Obligaciones del personal 55
Acoplamiento a la red 55
Protección personal 55
Indicaciones en relación con los valores de emisión de ruidos 56
Peligro originado por gases y vapores tóxicos 56
Peligro originado por proyección de chispas 57
Peligros originados por corriente de red y corriente de soldadura 57
Corrientes de soldadura vagabundas 58
Clasificaciones de equipos CEM 59
Medidas CEM 59
Medidas de campos electromagnéticos 59
Puntos de especial peligro 60
Requisitos del gas protector 61
Peligro originado por las botellas de gas protector 61
Peligro originado por la fuga de gas protector 62
Medidas de seguridad en el lugar de emplazamiento y durante el transporte 62
Medidas de seguridad en servicio normal 63
Puesta en servicio, mantenimiento y reparación 63
Comprobación relacionada con la técnica de seguridad 64
Eliminación 64
Certificación de seguridad 64
Protección de datos 64
Derechos de autor 64
Generalidades 67
Concepto del sistema 67
Definiciones de conceptos 67
Fuentes de corriente para la soldadura con chorro de plasma 68
Principio de funcionamiento de la soldadura con chorro de plasma 68
Ventajas de la soldadura con chorro de plasma frente a la soldadura TIG 69
Campos de aplicación 69
Opciones y accesorios 70
Elementos de manejo y conexiones 71
Generalidades 71
Lado frontal del equipo 71
Lado posterior del equipo 73
Antes de la puesta en servicio 74
Generalidades 74
Utilización prevista 74
Condiciones de emplazamiento 74
Acoplamiento a la red 75
Trabajo con generador 75
Regulación digital del gas plasma 75
Instalación 76
Generalidades 76
Instalación 76
Conectar el juego de cables de interconexión a la fuente de corriente TIG 76
Conectar la antorcha de plasma 77
Conectar el gas protector y el gas plasma 77
Conectar el PlasmaModule 10 y la fuente de corriente TIG con el control del robot 78
Puesta en servicio 79
Generalidades 79
Puesta en servicio 79
Indicaciones sobre el servicio 79
ES
66
51
Page 52

Desarrollo de la soldadura con chorro de plasma 80
El menú de configuración 81
Generalidades 81
Configuración de gas 81
Menú de configuración 82
Nivel 2 (2nd) del menú de configuración 83
Factores de corrección 85
Señales para la operación de robot 86
Generalidades 86
Sinopsis 86
Señales para la operación de robot 86
Curva de la señal 87
Ejemplo de aplicación 88
Indicaciones importantes para la operación de robot 88
Diagnóstico de errores, solución de errores 90
Generalidades 90
Códigos de servicio mostrados 90
Diagnóstico de errores, solución de errores 92
Cuidado, mantenimiento y eliminación 93
Generalidades 93
Con cada puesta en servicio 93
Cada 2 meses 93
Cada 6 meses 93
Eliminación 93
Ejemplos de configuración 94
Configuración "Servicio manual" 94
Configuración "Operación de robot" 95
Valores medios de consumo durante la soldadura 97
Consumo medio del electrodo de soldadura en MIG/MAG 97
Consumo medio de gas protector en la soldadura MIG/MAG 97
Consumo medio de gas protector en la soldadura TIG 97
Datos técnicos 98
Generalidades 98
Datos técnicos 98
Visión general: materias primas fundamentales y año de producción del equipo 99
52
Page 53

Indicaciones de seguridad
Explicación de
las instrucciones
de seguridad
¡ADVERTENCIA!
Indica un peligro inminente.
En caso de no evitar el peligro, las consecuencias pueden ser la muerte o lesiones
▶
de carácter muy grave.
¡PELIGRO!
Indica una situación posiblemente peligrosa.
Si no se evita esta situación, se puede producir la muerte así como lesiones de
▶
carácter muy grave.
¡PRECAUCIÓN!
Indica una situación posiblemente perjudicial.
Si no se evita esta situación, se pueden producir lesiones de carácter leve o de
▶
poca importancia, así como daños materiales.
¡OBSERVACIÓN!
Indica la posibilidad de obtener unos resultados mermados de trabajo y que se
puedan producir daños en el equipamiento.
ES
Generalidades El equipo ha sido fabricado según el estado de la técnica y las reglas reconocidas en
referencia a la seguridad. No obstante, el manejo incorrecto o el uso inadecuado implica
peligro para:
- La integridad física y la vida del operario o de terceras personas.
- El equipo y otros valores materiales de la empresa explotadora.
- El trabajo eficiente con el equipo.
Todas las personas implicadas en la puesta en servicio, el manejo, el mantenimiento y la
conservación del equipo deben:
- Poseer la cualificación correspondiente.
- Poseer conocimientos de soldadura.
- Leer completamente y seguir escrupulosamente este manual de instrucciones.
El manual de instrucciones debe permanecer guardado en el lugar de empleo del
equipo. Complementariamente al manual de instrucciones, se deben tener en cuenta las
reglas válidas a modo general, así como las reglas locales respecto a la prevención de
accidentes y la protección medioambiental.
Todas las indicaciones de seguridad y peligro en el equipo:
- Deben mantenerse en estado legible.
- No deben dañarse.
- No deben retirarse.
- No deben taparse ni cubrirse con pegamento ni pintura.
Las posiciones de las indicaciones de seguridad y peligro en el equipo figuran en el
capítulo "Generalidades" del manual de instrucciones del mismo.
Los errores que puedan mermar la seguridad deben ser eliminados antes de conectar el
aparato.
53
Page 54

¡Se trata de seguridad!
Utilización prevista
El equipo se debe utilizar, exclusivamente, para los trabajos conformes a la utilización
prevista.
El equipo está construido exclusivamente para los procedimientos de soldadura indicados en la placa de características.
Cualquier otro uso se considerará como no previsto por el diseño constructivo. El fabricante declina cualquier responsabilidad frente a los daños que se pudieran originar.
También forman parte de la utilización prevista:
- La lectura completa y la consideración de todas las indicaciones del manual de
instrucciones.
- La lectura completa y la consideración de todas las indicaciones de seguridad y
peligro.
- El cumplimiento de los trabajos de inspección y mantenimiento.
Jamás se debe utilizar el equipo para las aplicaciones siguientes:
- Deshelar tubos
- Cargar baterías/acumuladores
- Arrancar motores
El equipo ha sido construido para usos industriales. El fabricante declina cualquier
responsabilidad por daños originados por un empleo en el ámbito doméstico.
El fabricante declina también toda responsabilidad ante resultados de trabajo deficientes
o defectuosos.
Condiciones
ambientales
Obligaciones de
la empresa explotadora
Cualquier servicio o almacenamiento del equipo fuera del campo indicado será considerado como no previsto. El fabricante declina cualquier responsabilidad frente a los daños
que se pudieran originar.
Gama de temperaturas del aire ambiental:
- En servicio: -10 °C hasta + 40 °C (14 °F hasta 104 °F)
- Durante el transporte y almacenamiento: -20 °C hasta +55 °C (-4 °F hasta 131 °F)
Humedad relativa del aire:
- Hasta el 50 % a 40 °C (104 °F)
- Hasta el 90 % a 20 °C (68 °F)
Aire ambiental: libre de polvo, ácidos, gases o sustancias corrosivas, etc.
Altura por encima del nivel del mar: hasta 2000 m (6561 ft. 8.16 in.)
La empresa explotadora se compromete a que solo trabajarán con el equipo personas
que:
- Estén familiarizadas con las prescripciones fundamentales en relación con la seguridad laboral y la prevención de accidentes y que hayan sido instruidas en el manejo
del equipo.
- Hayan leído y comprendido en particular el capítulo "Indicaciones de seguridad" en
el presente manual de instrucciones, confirmando la lectura y comprensión mediante su firma.
- Hayan recibido la formación necesaria en relación con los requisitos de los resultados de trabajo.
54
Se debe comprobar periódicamente que el personal trabaja de forma segura.
Page 55

Obligaciones del
personal
Todas las personas a las que se encomiendan trabajos en el equipo se comprometen,
antes del comienzo del trabajo, a:
- Observar las prescripciones fundamentales acerca de la seguridad laboral y la prevención de accidentes.
- Leer en particular el capítulo "Indicaciones de seguridad" en el presente manual de
instrucciones, confirmando la comprensión y cumplimiento del mismo mediante su
firma.
Antes de abandonar el puesto de trabajo, se debe asegurar que no se puedan producir
daños personales o materiales durante la ausencia.
ES
Acoplamiento a
la red
Protección personal
Por su consumo de corriente, los equipos de alta potencia pueden repercutir sobre la
calidad de energía de la red.
Esta característica puede afectar a algunos tipos de equipos y manifestarse como sigue:
- Limitaciones de conexión
-
Requisitos con respecto a la máxima impedancia de la red admisible
-
Requisitos con respecto a la mínima potencia de cortocircuito necesaria
*)
En cada caso en el interface a la red pública
*)
*)
Ver los datos técnicos
En este caso, la empresa explotadora o el usuario del equipo deben asegurar que la
conexión del equipo esté permitida y, si fuera necesario, deben consultar el caso con la
correspondiente empresa suministradora de energía.
¡IMPORTANTE! ¡Prestar atención a que la puesta a tierra del acoplamiento a la red sea
segura!
El manejo del equipo implica exponerse a múltiples peligros como, por ejemplo:
- Proyección de chispas, proyección de piezas metálicas calientes
- Radiación del arco voltaico (dañina para los ojos y la piel)
- Campos electromagnéticos perjudiciales que suponen un peligro mortal para personas con marcapasos
- Peligro eléctrico originado por corriente de red y corriente de soldadura
- Elevadas molestias acústicas
- Humo de soldadura y gases perjudiciales
Llevar ropa de protección adecuada para manejar el equipo. Características de la ropa
de protección:
- Debe ser difícilmente inflamable
- Debe ser aislante y seca
- Debe cubrir todo el cuerpo, estar intacta y en buen estado
- Se debe llevar una careta
- No remangarse los pantalones
La ropa de protección incluye, por ejemplo, los siguientes aspectos:
- Protección de los ojos y la cara mediante una careta con elemento filtrante homologado frente a rayos de luz ultravioleta, calor y proyección de chispas.
- Detrás del casco de protección se deben llevar gafas adecuadas con protección
lateral.
- Llevar zapatos robustos impermeables incluso en caso humedad.
- Protegerse las manos con unos guantes adecuados (aislamiento eléctrico, protección térmica).
- Llevar protección auditiva para reducir las molestias acústicas y evitar lesiones.
55
Page 56

Las personas, especialmente los niños, se deben mantener alejados de los equipos y
del proceso de soldadura durante el servicio. Si aún así hay personas cerca:
- Se debe instruir a dichas personas acerca de todos los peligros (peligro de deslumbramiento originado por el arco voltaico, peligro de lesiones originado por la proyección de chispas, humo de soldadura dañino para la salud, molestias acústicas,
posible peligro originado por la corriente de red o la corriente de soldadura, etc.).
- Poner a disposición los medios de protección adecuados.
- Montar unas paredes y cortinas de protección adecuadas.
Indicaciones en
relación con los
valores de
emisión de ruidos
Peligro originado
por gases y vapores tóxicos
El aparato genera un máximo nivel de potencia acústica < 80 dB(A) (ref. 1 pW) en marcha sin carga, así como en la fase de enfriamiento después del servicio según el
máximo punto de trabajo admisible con carga normal según EN 60974-1.
No es posible indicar un valor de emisión relacionado con el puesto de trabajo para la
soldadura (y el corte), ya que este varía en función del procedimiento y del entorno. Este
valor depende de los parámetros más diversos como, por ejemplo, el procedimiento de
soldadura (soldadura MIG/MAG, soldadura TIG), el tipo de corriente seleccionado (corriente continua, corriente alterna), la gama de potencia, el tipo de producto de soldadura,
el comportamiento de resonancia de la pieza de trabajo, el entorno del puesto de trabajo, etc.
El humo que se genera durante la soldadura contiene gases y vapores dañinos para la
salud.
El humo de soldadura contiene sustancias que, según la monografía 118 de la Agencia
Internacional para la Investigación del Cáncer, provocan cáncer.
Utilizar una aspiración en puntos concretos y en todo el local.
Si fuera posible, utilizar antorchas de soldadura con dispositivos de aspiración integrados.
Mantener la cabeza alejada del humo de soldadura y de los gases que se van generando.
Humo y gases perjudiciales generados:
- No inhalar
- Aspirar con unos medios adecuados fuera de la zona de trabajo
Procurar que haya suficiente alimentación de aire fresco. Garantizar como mínimo una
tasa de ventilación de 20 m³/hora en todo momento.
En caso de una ventilación insuficiente, se debe utilizar una careta de soldadura con alimentación de aire.
En caso de que existan dudas acerca de la idoneidad de la capacidad de extracción, se
deben comparar los valores de emisión de sustancias nocivas con los valores límite
admisibles.
Los componentes siguientes son responsables del nivel de nocividad del humo de soldadura:
- Metales utilizados para la pieza de trabajo
- Electrodos
- Recubrimientos
- Agentes de limpieza, desengrasantes, etc.
- Proceso de soldadura empleado
Por tanto, se deben tener en cuenta las correspondientes fichas técnica seguridad de
material y las indicaciones del fabricante para los componentes indicados.
56
Page 57

Encontrará recomendaciones sobre situaciones de exposición, medidas de prevención
de riesgos e identificación de condiciones de trabajo en la página web de la European
Welding Association en la sección Health & Safety (https://european-welding.org).
Mantener los vapores inflamables (por ejemplo, vapores de disolvente) alejados del
campo de radiación del arco voltaico.
Peligro originado
por proyección
de chispas
Cerrar la válvula de la bombona de gas protector o la alimentación de gas principal si no
se realizan trabajos de soldadura.
La proyección de chispas puede provocar incendios y explosiones.
Jamás se debe soldar cerca de materiales inflamables.
Los materiales inflamables se deben encontrar a una distancia mínima de 11 metros (36
ft. 1.07 in.) del arco voltaico o estar protegidos por una cubierta homologada.
Tener a disposición un extintor adecuado y homologado.
Las chispas y los fragmentos de piezas metálicas calientes también pueden entrar en
las zonas contiguas a través de pequeñas ranuras y aberturas. Tomar las correspondientes medidas para evitar cualquier riesgo de lesiones e incendios.
No se debe soldar en zonas con riesgo de incendio y explosión y en depósitos cerrados,
bidones o tubos, si estos elementos no están preparados según las correspondientes
normas nacionales e internacionales.
No se deben realizar soldaduras en recipientes en los que se almacenen o se hayan
almacenado gases, combustibles, aceites minerales y similares. Debido a los residuos
existe riesgo de explosión.
ES
Peligros originados por corriente de red y
corriente de soldadura
Por lo general, una descarga eléctrica puede resultar mortal.
No se debe entrar en contacto con piezas bajo tensión dentro y fuera del equipo.
Durante la soldadura MIG/MAG y la soldadura TIG también están bajo tensión el hilo de
soldadura, la bobina de hilo, los rodillos de avance, así como todas las piezas metálicas
en relación con el hilo de soldadura.
Emplazar el avance de hilo siempre sobre una base suficientemente aislada o utilizar un
soporte devanadora aislante adecuado.
Autoprotegerse y proporcionar una protección personal suficiente mediante una base o
una cubierta seca y suficientemente aislante frente al potencial de tierra o masa. La
base o la cubierta deben cubrir por completo toda la zona entre el cuerpo y el potencial
de tierra o masa.
Todos los cables y líneas deben estar fijados, intactos, aislados y tener una dimensión
suficiente. Sustituir inmediatamente las uniones sueltas, los cables chamuscados,
dañados o con una dimensión insuficiente.
Antes de cada uso, comprobar con la mano el asiento firme de las conexiones de corriente.
En caso de cables de corriente con clavija de bayoneta, torsionar el cable de corriente al
menos 180° alrededor de su eje longitudinal y pretensarlo.
Los cables o las líneas no se deben utilizar para atar el cuerpo ni partes del cuerpo.
El electrodo (electrodo, electrodo de tungsteno, hilo de soldadura, etc.):
- Jamás debe sumergirse en líquidos para su refrigeración.
- Jamás debe tocarse estando la fuente de potencia conectada.
57
Page 58
Entre los electrodos de dos sistemas de soldadura puede producirse, por ejemplo, doble
tensión de marcha sin carga de un sistema de soldadura. Cuando se entra en contacto
simultáneamente con los potenciales de ambos electrodos, es muy posible que exista
peligro mortal.
Un electricista especializado debe comprobar periódicamente la alimentación de red
respecto a la capacidad de funcionamiento del conductor protector.
Los equipos de clase de protección I requieren una red con conductores protectores y
un sistema de conectores con contacto de conductor protector para un funcionamiento
correcto.
El funcionamiento del equipo en una red sin conductor protector y en un enchufe sin
contacto de conductor protector solo se permitirá si se cumplen todas las disposiciones
nacionales relativas a la separación de protección.
De lo contrario, se considerará negligencia grave. El fabricante declina cualquier
responsabilidad frente a los daños que se pudieran originar.
Si fuera necesario, proporcionar una puesta a tierra suficiente de la pieza de trabajo
mediante medios adecuados.
Desconectar los equipos no utilizados.
Al realizar trabajos a gran altura, llevar un arnés de seguridad para evitar caídas.
Separar el equipo de la red y sacar la clavija para la red antes de comenzar a trabajar
en el mismo.
Corrientes de soldadura vagabundas
Mediante un rótulo de aviso claro y legible, asegurar el equipo frente a reconexiones y
conexiones de la clavija para la red.
Después de abrir el equipo:
- Descargar todos los componentes que almacenan cargas eléctricas.
- Asegurarse de que todos los componentes del equipo estén sin corriente.
Si se requieren trabajos en piezas bajo tensión, contar con la ayuda de una segunda
persona para que pueda apagar a tiempo el interruptor principal.
Si no se tienen en cuenta las indicaciones que figuran a continuación, existe la posibilidad de que se produzcan corrientes de soldadura vagabundas que puedan provocar lo
siguiente:
- Peligro de incendio
- Calentamiento excesivo de componentes en contacto con la pieza de trabajo
- Destrucción de conductores protectores
- Daño del equipo y de otras instalaciones eléctricas
Se debe proporcionar una unión fija del borne de la pieza de trabajo con la pieza de trabajo.
Fijar el borne de la pieza de trabajo lo más cerca posible del punto a soldar.
Colocar el aparato con suficiente aislamiento contra un entorno eléctrico conductivo, por
ejemplo: Aislamiento respecto al suelo conductivo o aislamiento respecto a los puntos
conductivos.
58
En caso de utilización de distribuidores de corriente, alojamientos de cabezal doble, etc.,
debe tenerse en cuenta lo siguiente: También el electrodo de la antorcha o del soporte
de electrodo sin utilizar conduce potencial. Procurar un alojamiento con suficiente aislamiento de la antorcha o del soporte de electrodo sin utilizar.
En caso de aplicaciones MIG/MAG automatizadas, el electrodo de soldadura aislado
solo se debe conducir desde el bidón de hilo de soldadura, la bobina grande o la bobina
de hilo hacia el avance de hilo.
Page 59

Clasificaciones
de equipos CEM
Equipos de la clase de emisión A:
- Solo están destinados al uso en zonas industriales.
- Pueden provocar perturbaciones condicionadas a la línea e irradiadas en otras regiones.
Equipos de la clase de emisión B:
- Cumplen los requisitos de emisión en zonas residenciales e industriales. Lo mismo
es aplicable a zonas residenciales en las que la energía se suministra desde una
red de baja tensión pública.
Clasificación de equipos CEM según la placa de características o los datos técnicos.
Medidas CEM En casos especiales puede ocurrir que, a pesar de cumplirse los valores límite de
emisión normalizados, se produzcan influencias sobre el campo de aplicaciones previsto
(por ejemplo, cuando haya equipos sensibles en el emplazamiento o cuando cerca del
emplazamiento haya receptores de radio o televisión).
En este caso, el empresa explotadora está obligada a tomar las medidas adecuadas
para eliminar las perturbaciones.
Comprobar y evaluar la resistencia a perturbaciones de las instalaciones en el entorno
del equipo según las disposiciones nacionales e internacionales. Ejemplos para instalaciones susceptibles a perturbaciones que pueden verse influidas por el equipo:
- Dispositivos de seguridad
- Cables de red, señales y transmisión de cables
- Instalaciones de procesamiento de datos y telecomunicación
- Instalaciones para medir y calibrar
Medidas de apoyo para evitar problemas de compatibilidad electromagnética (CEM):
1. Alimentación de red
- Si se producen perturbaciones electromagnéticas a pesar de un acoplamiento a
la red acorde a las prescripciones, se deben tomar medidas adicionales (por
ejemplo, utilización de un filtro de red adecuado).
2. Cables solda
- Mantenerlos lo más cortos posible.
- Instalarlos lo más cerca posible (para evitar problemas con campos electro-
magnéticos).
- Realizar la instalación dejando gran distancia respecto al resto de cables solda
3. Conexión equipotencial
4. Puesta a tierra de la pieza de trabajo
- Si fuera necesario, establecer la conexión a tierra mediante unos condensado-
res adecuados.
5. Blindado, si fuera necesario
- Blindar las demás instalaciones en el entorno.
- Blindar toda la instalación de soldadura.
ES
Medidas de campos electromagnéticos
Los campos electromagnéticos pueden causar daños para la salud que aún no son
conocidos:
- Efectos sobre la salud de las personas próximas, por ejemplo, personas que llevan
marcapasos y prótesis auditiva.
- Las personas que llevan marcapasos deben consultar a su médico antes de permanecer en las inmediaciones del aparato y del proceso de soldadura.
- Por motivos de seguridad, se deben mantener unas distancias lo más largas posibles entre los cables de soldar y la cabeza/el torso del soldador.
- Los cables de soldar y los paquetes de mangueras no se deben llevar colgados del
hombro o alrededor del cuerpo ni de las partes del cuerpo.
59
Page 60

Puntos de especial peligro
Mantener alejadas las manos, el cabello, la ropa y las herramientas de las piezas
móviles como, por ejemplo:
- Ventiladores
- Ruedas dentadas
- Rodillos
- Ejes
- Bobinas de hilo e hilos de soldadura
No introducir las manos en las ruedas dentadas en rotación del accionamiento de hilo ni
en las partes de accionamiento en rotación.
Las cubiertas y los laterales solo se deben abrir ni retirar mientras duren los trabajos de
mantenimiento y reparación.
Durante el servicio:
- Asegurarse de que todas las cubiertas están cerradas y todos los laterales correctamente montados.
- Mantener cerradas todas las cubiertas y los laterales.
La salida del hilo de soldadura de la antorcha de soldadura supone un elevado riesgo de
lesiones (atravesar la mano, lesiones en la cara y en los ojos, etc.).
Es por ello que la antorcha de soldadura debe mantenerse alejada del cuerpo (equipos
con avance de hilo) y se deben llevar unas gafas de protección adecuadas.
No entrar en contacto con la pieza de trabajo durante ni después de la soldadura. Peligro de quemaduras.
Las piezas de trabajo en proceso de enfriamiento pueden desprender escoria. Por lo
tanto, al retocar las piezas de trabajo también se debe llevar puesto el equipo de protección prescrito y procurar que las demás personas estén también suficientemente protegidas.
Dejar que se enfríen las antorchas de soldadura y los demás componentes de la instalación antes de realizar trabajos en los mismos.
En locales sujetos a riesgo de incendio y explosión rigen unas prescripciones especiales.
Se deben tener en cuenta las correspondientes disposiciones nacionales e internacionales.
En locales para trabajos con un mayor riesgo eléctrico (por ejemplo, calderas) las fuentes de corriente deben estar identificadas con el símbolo (Safety). No obstante, la fuente
de corriente no debe estar en estos locales.
Peligro de escaldadura originado por la fuga de líquido de refrigeración. Desconectar la
refrigeración antes de desenchufar las conexiones para el avance o el retorno del líquido
de refrigeración.
Tener en cuenta la ficha técnica de seguridad del líquido de refrigeración al trabajar con
el mismo. Puede obtener la ficha técnica de seguridad del líquido de refrigeración a
través de su centro de servicio o la página web del fabricante.
Para el transporte de equipos con grúa, solo se deben utilizar medios de fijación de
carga adecuados del fabricante.
- Enganchar las cadenas o los cables en los puntos de suspensión previstos a tal fin
en el medio de fijación de carga adecuado.
- Las cadenas o los cables deben tener un ángulo lo más pequeño posible con
respecto a la vertical.
- Retirar la botella gas y el avance de hilo (equipos MIG/MAG y TIG).
60
Page 61

En caso de suspender con grúa el avance de hilo durante la soldadura, siempre debe
utilizarse un sistema amarre devanadora aislante y adecuado (equipos MIG/MAG y
TIG).
Si el equipo dispone de cinta portadora o asa de transporte, estos elementos sirven solo
para el transporte a mano. La cinta portadora no resulta adecuada para el transporte
mediante grúa, carretilla elevadora de horquilla ni otras herramientas de elevación
mecánicas.
Comprobar periódicamente todos los medios de fijación (correas, hebillas, cadenas,
etc.) que se utilicen en relación con el equipo o sus componentes (por ejemplo, con
respecto a daños mecánicos, corrosión o cambios provocados por otras influencias
ambientales).
El intervalo y alcance de las pruebas deben cumplir al menos las normas y directivas
nacionales vigentes en cada momento.
En caso de utilizar un adaptador para la conexión de gas, existe peligro de no detectar
fugas de gas protector incoloro e inodoro. Antes del montaje, y utilizando una cinta de
teflón adecuada, impermeabilizar la rosca en el lado del equipo del adaptador para la
conexión de gas.
ES
Requisitos del
gas protector
Peligro originado
por las botellas
de gas protector
Especialmente en los conductos anulares, el gas protector puede producir daños en el
equipamiento y reducir la calidad de soldadura.
Se deben cumplir las siguientes especificaciones relativas a la calidad del gas protector:
- Tamaño de las partículas sólidas < 40 µm
- Punto de rocío de presión < -20 °C
- Máx. contenido de aceite < 25 mg/m³
¡En caso de ser necesario, utilizar un filtro!
Las botellas de gas protector contienen gas bajo presión y pueden explotar en caso de
estar dañadas. Como las botellas de gas protector forman parte del equipo de soldadura, deben ser tratadas con sumo cuidado.
Proteger las botellas de gas protector con gas comprimido frente a calor excesivo, golpes mecánicos, escoria, llamas desprotegidas, chispas y arcos voltaicos.
Montar las botellas de gas protector en posición vertical y fijarlas según el manual para
evitar que se puedan caer.
Mantener las botellas de gas protector alejadas de los circuitos de soldadura o de otros
circuitos de corriente eléctricos.
Jamás se debe colgar una antorcha soldadura de una botella de gas protector.
Jamás se debe entrar en contacto con una botella de gas protector por medio de un
electrodo.
Peligro de explosión: jamás se deben realizar soldaduras en una botella de gas protector bajo presión.
Utilizar siempre exclusivamente las botellas de gas protector adecuadas y los accesorios correspondientes (reguladores, tubos y racores, etc.). Utilizar exclusivamente
botellas de gas protector y accesorios que se encuentren en buen estado.
Cuando se abra la válvula de una botella de gas protector, alejar la cara de la salida.
Cerrar la válvula de la botella de gas protector si no se realizan trabajos de soldadura.
61
Page 62

Dejar la caperuza en la válvula de la botella de gas protector si no hay ninguna botella
de gas protector conectada.
Seguir las indicaciones del fabricante, así como las correspondientes disposiciones nacionales e internacionales para botellas de gas protector y piezas de accesorio.
Peligro originado
por la fuga de
gas protector
Medidas de seguridad en el lugar
de emplazamiento y durante el
transporte
Peligro de asfixia originado por fugas descontrolados de gas protector
El gas protector es incoloro e inodoro y, en caso de fuga, puede expulsar el oxígeno del
aire ambiental.
- Proporcionar suficiente alimentación de aire fresco. El caudal de ventilación debe
ser de al menos 20 m³/hora.
- Tener en cuenta las instrucciones de seguridad y mantenimiento de la bombona de
gas protector o de la alimentación de gas principal.
- Cerrar la válvula de la bombona de gas protector o la alimentación de gas principal
si no se realizan trabajos de soldadura.
- Antes de cada puesta en servicio, comprobar la bombona de gas protector o la alimentación de gas principal con respecto a fugas descontroladas de gas.
¡La caída de un equipo puede suponer un peligro mortal! Colocar el equipo sobre una
base firme y nivelada.
- Se admite un ángulo de inclinación máximo de 10°.
En locales con riesgo de incendio y explosión rigen prescripciones especiales.
- Tener en cuenta las disposiciones nacionales e internacionales correspondientes.
Mediante instrucciones internas de la empresa y controles, asegurarse de que el
entorno del puesto de trabajo esté siempre limpio y visible.
Emplazar y utilizar el equipo solo según el tipo de protección indicado en la placa de
características.
En el momento de realizar el emplazamiento del equipo se debe mantener un espacio
de 0,5 m (1 ft. 7.69 in.) alrededor del mismo para que el aire de refrigeración pueda entrar y salir sin ningún problema.
Al transportar el equipo se debe procurar cumplir las directivas y la normativa de prevención de accidentes vigentes a nivel nacional y regional. Esto se aplica especialmente
a las directivas relativas a los riesgos durante el transporte.
No se deben levantar ni transportar los equipos activos. ¡Apagar los equipos antes del
transporte o la elevación!
Antes de transportar el equipo se debe purgar completamente el refrigerante, así como
desmontar los siguientes componentes:
- Avance de hilo
- Bobina de hilo
- Bombona de gas protector
Antes de la puesta en servicio y después del transporte resulta imprescindible realizar
una comprobación visual del equipo para comprobar si ha sufrido daños. Antes de la
puesta en servicio se debe encomendar la eliminación de los daños visibles al servicio
técnico cualificado.
62
Page 63
Medidas de seguridad en servicio
normal
Solo se deberá utilizar el equipo cuando todos los dispositivos de seguridad tengan
plena capacidad de funcionamiento. Si los dispositivos de seguridad no disponen de
plena capacidad de funcionamiento existe peligro para:
- La integridad física y la vida del operario o de terceras personas.
- El equipo y otros valores materiales del empresario.
- El trabajo eficiente con el equipo.
Antes de la conexión del equipo se deben reparar los dispositivos de seguridad que no
dispongan de plena capacidad de funcionamiento.
Jamás se deben anular ni poner fuera de servicio los dispositivos de seguridad.
Antes de la conexión del equipo se debe asegurar que nadie pueda resultar perjudicado.
Al menos una vez por semana, comprobar que el equipo no presenta daños visibles
desde el exterior y verificar la capacidad de funcionamiento de los dispositivos de seguridad.
Fijar la botella de gas protector siempre correctamente y retirarla previamente en caso
de transporte con grúa.
Por sus propiedades (conductividad eléctrica, protección contra heladas, compatibilidad
de materiales, inflamabilidad, etc.), solo el líquido de refrigeración original del fabricante
es adecuado para nuestros equipos.
Utilizar exclusivamente el líquido de refrigeración original adecuado del fabricante.
ES
Puesta en servicio, mantenimiento y reparación
No mezclar el líquido de refrigeración original del fabricante con otros líquidos de refrigeración.
Conectar a la refrigeración solo componentes del sistema del fabricante.
Si se producen otros daños debido al uso de otros componentes del sistema o líquidos
de refrigeración, el fabricante declina toda responsabilidad al respecto y se extinguirán
todos los derechos de garantía.
Cooling Liquid FCL 10/20 no es inflamable. El líquido de refrigeración basado en etanol
es inflamable en determinadas condiciones. Transportar el líquido de refrigeración solo
en los envases originales cerrados y mantenerlo alejado de las fuentes de chispas.
El líquido de refrigeración debe ser eliminado debidamente según las prescripciones
nacionales e internacionales. Puede obtener la ficha técnica de seguridad del líquido de
refrigeración a través de su centro de servicio o la página web del fabricante.
Antes de cada comienzo de soldadura se debe comprobar el nivel líquido refrigerante
con el equipo frío.
En caso de piezas procedentes de otros fabricantes no queda garantizado que hayan
sido diseñadas y fabricadas de acuerdo con las exigencias y la seguridad.
- Utilizar solo repuestos y consumibles originales (lo mismo rige para piezas normalizadas).
- No se deben efectuar cambios, montajes ni transformaciones en el equipo, sin previa autorización del fabricante.
- Se deben sustituir inmediatamente los componentes que no se encuentren en perfecto estado.
- En los pedidos deben indicarse la denominación exacta y el número de referencia
según la lista de repuestos, así como el número de serie del equipo.
Los tornillos de la caja representan la conexión de conductor protector para la puesta a
tierra de las partes de la caja.
63
Page 64

Utilizar siempre la cantidad correspondiente de tornillos originales de la caja con el par
indicado.
Comprobación
relacionada con
la técnica de
seguridad
Eliminación ¡No tire este aparato junto con el resto de las basuras domésticas! De conformidad con
El fabricante recomienda encomendar, al menos cada 12 meses, una comprobación
relacionada con la técnica de seguridad del equipo.
El fabricante recomienda realizar una calibración de las fuentes de corriente en un intervalo de 12 meses.
Se recomienda que un electricista especializado homologado realice una comprobación
relacionada con la técnica de seguridad en los siguientes casos
- Tras cualquier cambio
- Tras montajes o transformaciones
- Tras reparación, cuidado y mantenimiento
- Al menos cada doce meses.
Para la comprobación relacionada con la técnica de seguridad se deben observar las
normas y directivas nacionales e internacionales.
Su centro de servicio le proporcionará información más detallada para la comprobación
relacionada con la técnica de seguridad y la calibración. Bajo demanda, también le proporcionará la documentación necesaria.
la Directiva europea sobre residuos de aparatos eléctricos y electrónicos y su transposición al derecho nacional, los aparatos eléctricos usados deben ser recogidos por separado y reciclados respetando el medio ambiente. Asegúrese de devolver el aparato
usado al distribuidor o solicite información sobre los sistemas de desecho y recogida
locales autorizados. ¡Hacer caso omiso a esta directiva de la UE puede acarrear posibles efectos sobre el medio ambiente y su salud!
Certificación de
seguridad
Protección de
datos
Derechos de
autor
Los equipos con declaración de conformidad UE cumplen los requisitos fundamentales
de la directiva de baja tensión y compatibilidad electromagnética (por ejemplo, las normas de producto relevantes de la serie EN 60 974).
Fronius International GmbH declara mediante la presente que el equipo cumple la
Directiva 2014/53/UE. El texto completo de la declaración de conformidad UE está disponible en la siguiente dirección de Internet: http://www.fronius.com
Los equipos identificados con la certificación CSA cumplen las disposiciones de las normas relevantes para Canadá y EE. UU.
El usuario es responsable de la salvaguardia de datos de las modificaciones frente a los
ajustes de fábrica. El fabricante no es responsable en caso de que se borren los ajustes
personales.
Los derechos de autor respecto al presente manual de instrucciones son propiedad del
fabricante.
El texto y las ilustraciones corresponden al estado de la técnica en el momento de la
impresión. Reservado el derecho a modificaciones. El contenido del manual de instrucciones no justifica ningún tipo de derecho por parte del comprador. Agradecemos cua-
64
Page 65

lquier propuesta de mejora e indicaciones respecto a errores en el manual de instrucciones.
ES
65
Page 66

PlasmaModule 10
Gas pre-flow time - Tiempo de flujo previo de gas plasma
Gas post-flow time - Tiempo de flujo posterior de gas plasma
Gas purger - Lavado previo de gas plasma
Gas pre-flow ammount - Cantidad de gas plasma durante el tiempo de flujo previo
de gas plasma y el tiempo de flujo posterior de gas plasma
+
Configuración
de gas
Panel de control
Fronius International GmbH, www.fronius.com
Menú de
configuración
+
I pilot arc - Corriente para el arco voltaico piloto
Factory - Resetear el PlasmaModul
Segundo nivel del menú de configuración
Monitorización de caudal
Correction - Corrección de gas
Setting - Ajuste de país (estándar / EE. UU.)
Ignition Time-Out - Periodo de tiempo hasta la desconexión de seguridad después del
cebado fallido
Arc (arco voltaico) - Monitorización de ruptura del arco voltaico
Nivel 2 (2nd)
del menú de
configuración
+
/
+
66
Page 67

Generalidades
Concepto del sistema
El PlasmaModule 10 digital es un complemento para todas las fuentes de corriente
TIG de
Fronius. En combinación con la correspondiente fuente de corriente, la refrigeración y la antorcha de plasma refrigerada por agua se permite el proceso de
soldadura con chorro de plasma.
Gracias al concepto modular de
Fronius, incluso es posible equipar posteriormente los sistemas de soldadura con
el PlasmaModule 10.
El PlasmaModule 10 como pieza individual es, por tanto, otro componente del
complejo sistema de soldadura.
El concepto de manejo autoexplicativo e
"intuitivo" facilita el trabajo con el PlasmaModule 10. Las funciones esenciales pueden verse y ajustarse de un solo vistazo.
Por ser un producto de diseño modular, el
PlasmaModule 10 digital es especialmente flexible y puede adaptarse de
forma muy sencilla a los diferentes planteamientos de las tareas.
ES
Definiciones de
conceptos
Plasma
El plasma es un gas con portadores de carga positivos (iones) y negativos (electrones).
Los iones y electrodos determinan las propiedades de un plasma. La condición previa
para la formación de un plasma es una alta temperatura. El plasma además de ser
sólido, líquido y gaseoso, se designa también como el "cuarto estado de agregación" de
la materia.
Soldadura con chorro de plasma
La soldadura con chorro de plasma es un procedimiento de soldadura con un arco voltaico contraído como fuente de calor. La contracción del arco voltaico se realiza por
medio de un inyector refrigerado. Se diferencian los siguientes procedimientos de soldadura con chorro de plasma:
- Soldadura con chorro de microplasma
- Soldadura con chorro de plasma
- Soldadura por penetración con chorro de plasma
- Soldadura indirecta con chorro de plasma
67
Page 68

Fuentes de corri-
(1)
(4)(3)(2)
(5)
ente para la soldadura con
chorro de plasma
Principio de funcionamiento de la
soldadura con
chorro de plasma
El PlasmaModule 10 puede operarse con las siguientes fuentes de corriente:
- MagicWave 2200
- MagicWave 2500 / 3000
- MagicWave 4000 / 5000
- TransTig 800 / 2200
- TransTig 2500 / 3000
- TransTig 4000 / 5000
¡OBSERVACIÓN!
¡Seleccionar la refrigeración en función de la antorcha de plasma y la aplicación!
¡OBSERVACIÓN!
En la soldadura con chorro de plasma, la duración de ciclo de trabajo de la fuente
de corriente TIG se reduce en función de la aplicación.
(1) Regulador de presión del gas protector
(2) Fuente de corriente TIG
(3) Refrigeración
(4) PlasmaModule 10 digital con regulación digital del gas plasma
(5) Regulador de presión del gas plasma
68
Page 69
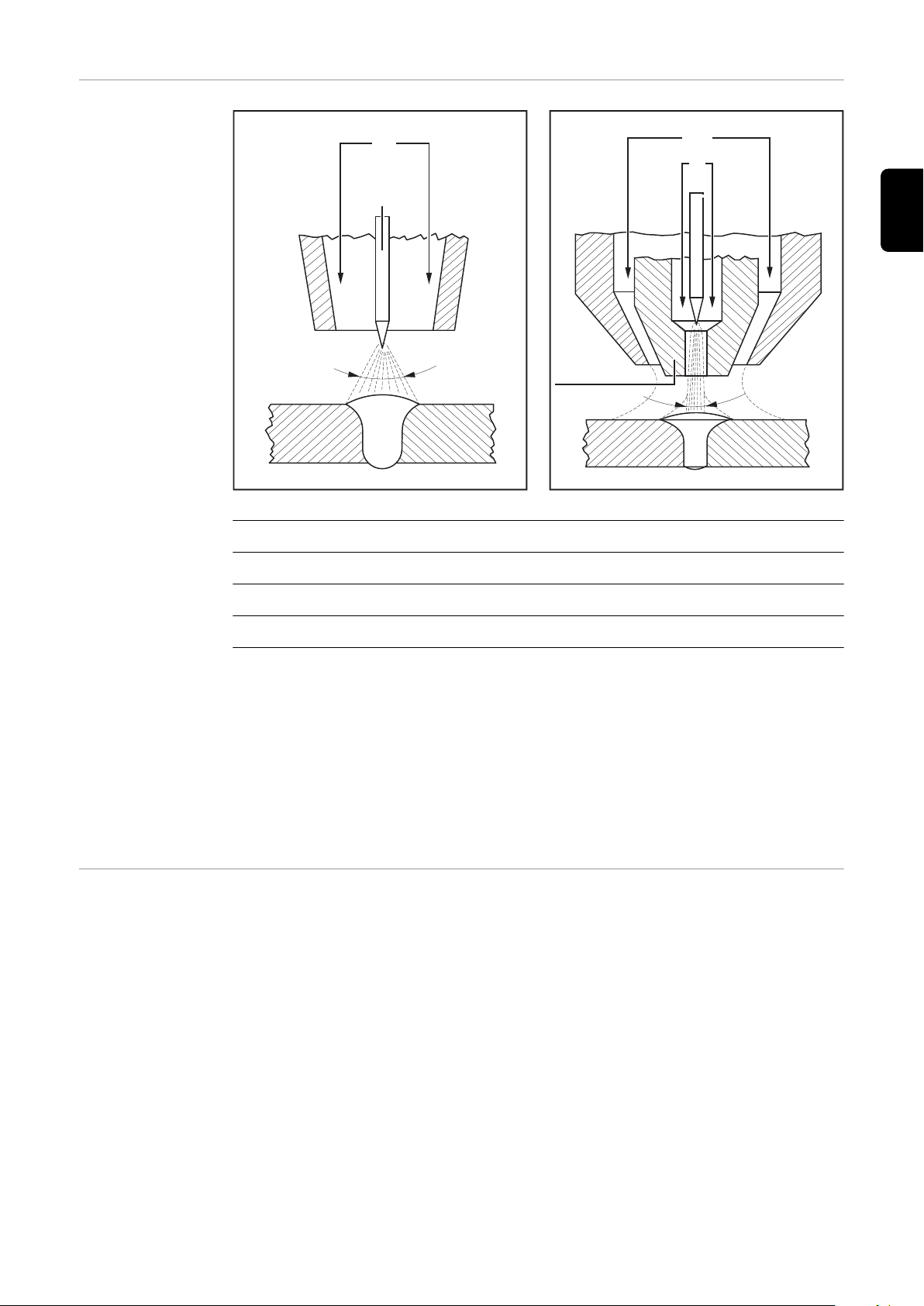
Ventajas de la
~ 45°
(3)
(1)
~ 5°
(3)
(1)
(2)
(4)
soldadura con
chorro de plasma
frente a la soldadura TIG
ES
Campos de aplicación
Arco voltaico TIG
Arco plasma
(1) Gas protector
(2) Gas plasma
(3) Electrodo de tungsteno
(4) Inyector de plasma
- Menor deformación del componente gracias al arco voltaico concentrado
- Menor zona de influencia térmica
- La longitud de arco voltaico puede ser relativamente grande
- Mayor temperatura en el arco voltaico: Plasma hasta 25000°C (45032°F) - TIG
hasta 10000°C (18032°F)
- No se requieren preparaciones laboriosas de cordón (por ejemplo, estiramiento I
hasta un espesor del material de hasta 10 mm)
- Mayor velocidad de soldadura
- No es posible la inmersión del electrodo de tungsteno en el baño de soldadura
- Mayor vida útil de la antorcha de soldadura (con óptima refrigeración de la antorcha)
El PlasmaModule 10 digital se utiliza en aplicaciones automatizadas y manuales, por
ejemplo:
- Industria automovilística y auxiliar
- Construcción de vehículos especiales/maquinaria para obras
- Construcción de tuberías y aparatos
- Construcción metálica, construcción de la planta, de recipientes y de máquinas
- Construcción naval y de vehículos ferroviarios
- Cuando se requiere una calidad máxima
- Para la soldadura de materiales con un espesor de chapa de 0,4 - 10 mm (0.02
-0.39 in.)
El PlasmaModule 10 es apto para generadores y ofrece, durante la operación, una elevada resistencia gracias a los elementos de manejo protegidos y a la caja con revestimiento de polvo.
69
Page 70

Opciones y accesorios
- PTW 800: Antorcha manual de microplasma
- PTW 1500: Antorcha manual de plasma
- Robacta PTW 500: Antorcha de robot de microplasma
- Robacta PTW 1500: Antorcha de robot de soldadura con chorro de plasma
- Robacta PTW 3500: Antorcha de robot de soldadura con chorro de plasma
- Juego de cables de interconexión PlasmaModule 10 - MagicWave / TransTig
- Filtro de aire
- Alojamiento del PlasmaModule
- Sensor de flujo para el PlasmaModule (para el montaje en el alojamiento del
PlasmaModule)
¡OBSERVACIÓN!
¡Para el servicio del PlasmaModule 10 en el alojamiento correspondiente se
requiere adicionalmente la opción del controlador de flujo para el PlasmaModule!
70
Page 71

Elementos de manejo y conexiones
(1)
(16)
(15)
(14)
(13)
(12)
(11)
(10)
(9)
(8)
(7)
(6)
(5)
(4)(3)(2)
Generalidades
Lado frontal del
equipo
¡PELIGRO!
El manejo incorrecto puede causar graves daños personales y materiales.
No se deben utilizar las funciones descritas sin antes haber leído y comprendido en su
totalidad los siguientes documentos:
Este manual de instrucciones.
▶
Todos los manuales de instrucciones de los componentes del sistema, en particular
▶
las normas de seguridad.
ES
71
Page 72

(1) Indicación digital izquierda
(2) Indicación de unidades izquierda
Según el ajuste de país en el menú de configuración, está iluminado CFH o l/
min.
(3) Indicación digital derecha
(4) Indicación de unidades derecha
Según el ajuste de país en el menú de configuración, está iluminado CFH o l/
min.
(5) Indicación de unidades de los parámetros
Según el parámetro que está seleccionado en el menú de configuración, está iluminado min, % o s.
(6) LED de corriente piloto
Está iluminado cuando el parámetro de corriente piloto está seleccionado.
(7) LED Pilot arc on
Está iluminado con el proceso de soldadura con plasma activo.
(8) Tecla "Arranque/parada"
- Para iniciar/finalizar manualmente el proceso de soldadura con plasma
activo.
- Para entrar en el menú de configuración.
(9) Botón test de gas
- Para comprobar el flujo de gas plasma.
- Para entrar en el menú "Test de gas".
(10) Conexión de corriente piloto (-) / gas plasma
Para conectar el cable de la corriente piloto (-) / Gas plasma de la antorcha de
plasma.
(11) Conexión de la corriente piloto (+)
Para conectar el cable de la corriente piloto (+) de la antorcha de plasma.
(12) Tecla "Store" (Almacenar)
- Para entrar en el menú de configuración.
- Para entrar en el menú "Test de gas".
(13) Rueda de ajuste (con LED)
Para ajustar los valores de parámetros. Si el LED en la rueda de ajuste está iluminado,
puede ajustarse el parámetro seleccionado.
(14) LED de gas plasma
Está iluminado cuando el parámetro de gas plasma está seleccionado.
(15) Indicación "Exceso de temperatura"
Está iluminada en caso de un calentamiento inadmisiblemente alto del PlasmaModule.
72
(16) Símbolo de manual de instrucciones
Se deben tener en cuenta las instrucciones de seguridad, así como las indicaciones acerca del manejo, cuidado y mantenimiento incluidas en el manual de
instrucciones.
Page 73

Lado posterior
(4)
(3)
(2)
(1)
del equipo
ES
(1) Conexión LocalNet
Borna de conexión estandarizada para ampliaciones del sistema (por ejemplo,
interface de robot ROB 3000 o ROB 4000).
(2) Conexión de gas plasma
Máxima presión de entrada 7 bar (101.49 psi)
(3) Interruptor de red
(4) Cable de red
73
Page 74

Antes de la puesta en servicio
Generalidades
Utilización prevista
¡PELIGRO!
El manejo incorrecto puede causar graves daños personales y materiales.
No se deben utilizar las funciones descritas sin antes haber leído y comprendido en su
totalidad los siguientes documentos:
Este manual de instrucciones.
▶
Todos los manuales de instrucciones de los componentes del sistema, en particular
▶
las normas de seguridad.
El PlasmaModule 10 digital se ha concebido exclusivamente para el servicio común con
la correspondiente fuente de corriente TIG y una antorcha de plasma adecuada (por
ejemplo, Fronius PTW 1500).
El PlasmaModule 10 permite llevar a cabo los siguientes procedimientos de soldadura
con chorro de plasma:
- Soldadura con chorro de microplasma (espesores de chapa de 0,2 - 0,8 mm / 0.01 -
0.03 in.)
- Soldadura con chorro de plasma soft (espesores de chapa de 0,4 - 3,0 mm / 0.02 -
0.12 in.)
- Soldadura plasma keyhole (espesores de chapa de 3,0 - 10,0 mm / 0.12 - 0.39 in.)
- Soldadura indirecta con chorro de plasma
Cualquier otro uso se considera como no previsto por el diseño constructivo. El fabricante declina cualquier responsabilidad frente a los daños que se pudieran originar.
Condiciones de
emplazamiento
También forman parte de la utilización prevista:
- El cumplimiento de las observaciones del manual de instrucciones.
- El cumplimiento de los trabajos de inspección y mantenimiento.
El equipo está homologado según el tipo de protección IP23, lo que significa:
- Protección contra la penetración de cuerpos extraños sólidos cuyo Ø sea superior a
12 mm (0.47 in.)
- Protección contra pulverizado de agua hasta un ángulo de 60° con respecto a la
vertical.
El equipo puede ser colocado y utilizado en el exterior, según el tipo de protección IP23.
No obstante, se debe proteger el mismo contra la acción directa de la humedad (por
ejemplo, lluvia).
¡PELIGRO!
La caída de un equipo puede representar un peligro mortal.
Colocar los equipos sobre una base firme y nivelada.
El canal de ventilación constituye un dispositivo de seguridad esencial. Al elegir el sitio
de colocación se debe observar que el aire de refrigeración pueda circular libremente
por las ranuras de ventilación frontales y posteriores. El equipo no debe aspirar directamente el polvo con conductividad eléctrica, como el producido, por ejemplo, por trabajos
de esmerilado.
74
Page 75
Acoplamiento a
la red
Los equipos están construidos para la tensión de red indicada en la placa de características. Si su modelo de equipo no viniese con cable de red ni clavija para la red, se
deben montar observando las correspondientes normativas nacionales. Los fusibles
necesarios para la alimentación de red se especifican en los datos técnicos.
Trabajo con
generador
Regulación digital del gas
plasma
¡OBSERVACIÓN!
Una instalación eléctrica sin las dimensiones adecuadas puede causar graves
daños materiales.
Se deben dimensionar adecuadamente la alimentación de red y los fusibles. Rigen los
datos técnicos indicados en la placa de características.
El PlasmaModule 10 es apto para generadores cuando la máxima potencia aparente
emitida del generador es al menos de 1,5 kVA.
¡OBSERVACIÓN!
La tensión proporcionada por el generador en ningún caso debe quedar por
debajo de la tolerancia de la red o excederla.
En el capítulo "Datos técnicos" se indica la tolerancia de la red.
El PlasmaModule 10 digital está equipado de serie con una regulación digital del gas
plasma.
ES
¡PELIGRO!
Peligro para la salud y peligro de asfixia debido al gas plasma incoloro e inodoro.
Si no se tienen en cuenta las siguientes observaciones, después del final de la soldadura existe peligro de que alguna válvula de ajuste no esté completamente cerrada. En
consecuencia, podría escapar gas plasma incoloro e inodoro de forma desapercibida.
Utilizar el PlasmaModule 10 digital únicamente en combinación con el limitador de
▶
presión de entrada de serie.
En ningún caso se debe desajustar el tornillo de ajuste del limitador de presión de
▶
entrada. En caso de cualquier desajuste del tornillo de ajuste, Fronius no asume
ninguna responsabilidad por los daños resultantes.
No exceder la máxima presión de entrada de 7 bar (101.49 psi).
▶
¡IMPORTANTE! Antes de la primera puesta en servicio, el limitador de presión de entrada suministrado por separado debe montarse en el lado posterior del PlasmaModule
10.
Durante el montaje debe prestarse atención al anillo obturador en el limitador de presión
de entrada.
Condición previa para que la regulación digital del gas plasma en el PlasmaModule 10
pueda alcanzar el valor máximo para el flujo de gas:
- Si estuviera disponible, abrir por completo el regulador de presión de la alimentación de gas plasma detrás de la conexión del
tubo de gas.
- El regulador de presión con el tubo de medición (número de artículo: 43,0011,0008)
no es adecuado porque no admite una presión de entrada suficiente.
- En caso de alimentación de gas plasma y con botellas gas: utilizar botellas gas
separadas para el gas plasma y el gas protector.
75
Page 76

Instalación
Generalidades La instalación de un sistema de soldadura con chorro de plasma depende de muchos
factores como, por ejemplo:
- Aplicación
- Material que se va a soldar
- Condiciones de espacio
- Influencias del robot y del control del robot u otras instalaciones de automatización
- Accesibilidad
- Condiciones ambientales
La información detallada sobre los pasos de trabajo figura en la documentación
de los componentes individuales.
Instalación
Conectar el juego
de cables de
interconexión a la
fuente de corriente TIG
¡PELIGRO!
Las descargas eléctricas pueden ser mortales.
Si el equipo está conectado a la red durante la instalación, hay peligro de que ocurran
graves daños personales y materiales. Para efectuar los trabajos en el equipo, es imprescindible:
Poner el interruptor de red en la posición - O -.
▶
Desenchufar el equipo de la red.
▶
¡PRECAUCIÓN!
Peligro de lesiones originado por la caída de equipos.
Asegurar el asiento firme del PlasmaModule 10 y el alojamiento del PlasmaModule.
Montar los componentes individuales del sistema de soldadura con chorro de
1
plasma según el
uso previsto (ver también el apartado "Ejemplos de configuración").
TransTig 2500 / 3000
76
Conectar el juego de cables de interconexión a la fuente de corriente TIG TransTig 2500 / 3000
Page 77

TransTig 4000 / 5000 con FK 4000 R
ES
Conectar la
antorcha de
plasma
Conectar el juego de cables de interconexión a la fuente de corriente TIG TransTig 4000 / 5000 y la refrige-
ración FK 4000 R
Conectar la antorcha de plasma al PlasmaModule 10 y al alojamiento del PlasmaModule
Conectar el gas
protector y el gas
plasma
¡OBSERVACIÓN!
La alimentación de gas de un sistema de soldadura con chorro de plasma mediante bombonas de gas requiere una bombona de gas propia para el gas plasma y
una bombona de gas propia para el gas protector.
¡No se deben tomar el gas plasma ni el gas protector de la misma bombona de gas!
77
Page 78
¡IMPORTANTE! ¡Utilizar solo argón puro como gas plasma!
Conectar el gas plasma a la conexión de gas plasma del PlasmaModule 10 (lado
1
posterior del equipo). La presión de trabajo debe ser de unos 6 - 7 bar (86.99 -
101.49 psi.).
¡IMPORTANTE! Utilizar solo gas inerte como gas protector (por ejemplo, argón).
Conectar el gas protector a la conexión de gas de la fuente de corriente (lado poste-
2
rior del equipo).
Conectar el
PlasmaModule 10
y la fuente de
corriente TIG con
el control del
robot
En caso de especificarse los parámetros necesarios para el proceso de soldadura con
chorro de plasma a través de un control del robot, se requiere un interface de robot (por
ejemplo, ROB 3000, ROB 4000).
Conectar el cable de mando a distancia de 10 polos a la conexión LocalNet en el
1
lado posterior del PlasmaModule 10 y al interface de robot para el PlasmaModule
10.
Conectar el cable de mando a distancia de 10 polos a la conexión LocalNet en el
2
lado posterior de la fuente de corriente TIG y en el interface de robot para la fuente
de corriente WIG.
78
Page 79

Puesta en servicio
Generalidades La información detallada sobre los pasos de trabajo figura en la documentación de los
componentes individuales.
ES
Puesta en servicio
¡IMPORTANTE! El ángulo de rectificado inicial del electrodo de tungsteno debe ser
de unos 30°.
Introducir el electrodo de tungsteno en la antorcha de plasma.
1
Comprobar la distancia entre el inyector de plasma y el electrodo de tungsteno
2
(aproximadamente 1 - 2,5 mm o 0.04 - 0.1 in.) con un calibre de ajuste.
Poner el interruptor principal de la fuente de corriente en la posición - I -.
3
Conectar el PlasmaModule 10 a la red y poner el interruptor principal en la posición -
4
I -.
¡IMPORTANTE! Para una regulación de gas exacta es necesario que el PlasmaModule 10 tenga cierta temperatura de servicio.
En caso de que la temperatura ambiente sea inferior a 20°C (68°F), dejar que el
PlasmaModule 10 funcione durante unos 10-15 minutos en marcha sin carga para
alcanzar esta temperatura de servicio.
¡PRECAUCIÓN!
Peligro de graves daños materiales en el PlasmaModule 10 originado por un tipo
de corriente ajustado incorrectamente en la fuente de corriente TIG.
Un tipo de corriente ajustado incorrectamente puede provocar la destrucción del equipo.
Utilizar el PlasmaModule 10 exclusivamente con el tipo de corriente "CC-".
Indicaciones
sobre el servicio
Ajustar el tipo de corriente "CC-" en la fuente de corriente.
5
Ajustar la refrigeración al servicio continuo (menú de configuración en la fuente de
6
corriente, parámetro C-C = ON [CON]).
En caso de fuentes de corriente MagicWave, desconectar el "Cebado con cambio
7
de polaridad" (menú de configuración en la fuente de corriente: parámetro rPi = OFF
[DES]).
En la fuente de corriente TIG, ajustar "Cebar la alta frecuencia" a "Inicio con un
8
medio de cebado externo" (menú de configuración en la fuente de corriente,
parámetro HFt = EHF).
Ajustar los parámetros de soldadura en la fuente de corriente TIG y en el Plasma-
9
Module 10.
Lavar el gas protector y el gas plasma durante al menos 30 segundos.
10
Encender el arco voltaico piloto en el PlasmaModule 10 o a través del control del
11
robot.
Comienzo de la soldadura con chorro de plasma accionando el pulsador de la antor-
12
cha o mediante la señal de inicio del control del robot.
Por motivos de desgaste, el arco voltaico piloto debe estar encendido durante todo el
tiempo de servicio. Cantidad de gas protector en servicio: al menos 12 l/min (25.71 CFH)
El control del robot debe emitir un valor nominal continuo para el gas plasma
79
Page 80

Desarrollo de la
I (A)
Gas (l/min)
t (s)
I (A)
t (s)
t (s)
t (s)
ApGApG
(1) (2) (3) (4) (5) (6) (7)
(A)
(B)
(C)
(D)
(10)
(9)
(10)
(8)
(9)
Gas (l/min)
soldadura con
chorro de plasma
- para el arco voltaico piloto,
- para que se pueda ejecutar la función "Test de gas" en el PlasmaModule 10.
En caso de disponer de control del robot y fuente de corriente de hilo caliente, debe preverse un "Ground" (tierra) propio.
(A) Corriente de soldadura
(B) Gas protector
(1) Preflujo de gas protector
(2) Corriente inicial
(3) Corriente UpSlope
(4) Corriente principal
(5) Corriente básica
(C) Corriente piloto
(D) Gas plasma
(6) Corriente Down-Slope
(7) Corriente de relleno de cráter
(8) Postflujo de gas protector
(9) Preflujo de gas plasma
(10) Postflujo de gas plasma
80
Page 81

El menú de configuración
+
Generalidades El menú de configuración permite adaptar fácilmente los parámetros memorizados en el
equipo a los diferentes planteamientos de las tareas:
- En la configuración del gas se ajustan los parámetros para la alimentación de gas
plasma.
- En el menú de configuración se encuentran los parámetros con efecto directo sobre
el proceso de soldadura con plasma activo.
- En el nivel 2 (2nd) del menú de configuración se realizan los ajustes previos de la
máquina.
ES
Configuración de
gas
Pulsar al mismo tiempo la tecla "Store" (Almacenar) y el
1
botón test de gas para entrar a la configuración de gas.
Se muestra el último parámetro mostrado para el ajuste
de gas plasma.
Seleccionar el parámetro pulsando el botón test de gas.
2
Modificar los valores de los parámetros con la rueda de
3
ajuste.
Pulsar la tecla "Store" (Almacenar) para salir de la confi-
4
guración de gas.
Parámetros para la alimentación de gas plasma
GPr
Gas pre-flow time: tiempo de preflujo de gas plasma
Unidad s
Margen de ajuste 0 - 9,9
Ajuste de fábrica 0,4
GPo
Gas post-flow time: tiempo de postflujo de gas plasma
Unidad s
Margen de ajuste 0 - 9,9
Ajuste de fábrica 5
GPU
Gas purger: lavado previo de gas plasma
Unidad min
Margen de ajuste OFF (DES) / 0,1 - 10,0
81
Page 82

Ajuste de fábrica OFF (DES)
+
+
El lavado previo de gas plasma se inicia en cuanto se ajusta un valor para el GPU.
Por motivos de seguridad, es necesario ajustar de nuevo el valor para GPU antes de
poder volver a iniciar el lavado previo de gas plasma.
¡IMPORTANTE! El lavado previo de gas plasma se requiere sobre todo en caso de
formación de agua de condensación después de un tiempo de parada de mayor
duración con frío. Esto afecta en particular a juegos de cables largos.
GPA
Gas pre-flow amount: cantidad de gas plasma durante el tiempo de preflujo de gas
plasma y el tiempo de postflujo de gas plasma.
Unidad l/min
Margen de ajuste 0,2 - 10
Ajuste de fábrica 3
Menú de configuración
Pulsar al mismo tiempo la tecla "Store" (Almacenar) y la
1
tecla "Arranque/parada" para entrar en el menú de configuración.
Se muestra el último parámetro mostrado para el proceso
de soldadura con plasma activo.
Seleccionar el parámetro pulsando la tecla "Arranque/
2
parada".
Modificar los valores de los parámetros con la rueda de
3
ajuste.
Pulsar la tecla "Store" (Almacenar) para salir del menú de
4
configuración.
Parámetros para el proceso de soldadura con plasma activo
IPL
I pilot arc: corriente para el arco voltaico piloto
Unidad A
Margen de ajuste 3,0 - 30,0
Ajuste de fábrica 10
FAC
Factory: resetear el PlasmaModule 10
82
Page 83

Mantener pulsada la tecla "Store" (Almacenar) durante 2 segundos para restablecer
+
+
/
+
+
el estado de suministro. Si se muestra "PrG" en la pantalla, se han reseteado los
parámetros del PlasmaModule al ajuste de fábrica.
¡IMPORTANTE! Al resetear el PlasmaModule se pierden los ajustes en el menú de configuración. Los ajustes de parámetros en el nivel 2 del menú de configuración (2nd) no
se borran.
2nd
Segundo nivel del menú de configuración
ES
Nivel 2 (2nd) del
menú de configuración
Acceder al menú de configuración: Pulsar al mismo
1
tiempo la tecla "Store" (Almacenar) y la tecla "Arranque/
parada".
Se muestra el último parámetro abierto para el proceso
de soldadura con plasma activo.
Seleccionar el parámetro "2nd" pulsando la tecla "Arra-
2
nque/parada".
Pulsar al mismo tiempo la tecla "Store" (Almacenar) y la
3
tecla "Arranque/parada" para acceder al nivel 2 del menú
de configuración.
Se muestra el último parámetro para los ajustes previos
de la máquina.
Seleccionar el parámetro pulsando la tecla "Arranque/
4
parada".
Modificar los valores de los parámetros con la rueda de
5
ajuste.
Para salir del nivel 2 del menú de configuración:
6
Pulsar 2 veces la tecla "Store" (Almacenar)
- Pulsar 1 vez = Volver al menú de configuración,
parámetro "2nd"
- Pulsar 2 veces = Volver al modo de operación normal
Parámetro para los ajustes previos de la máquina
83
Page 84

C-C
Monitorización de caudal
Unidad Margen de ajuste ON / OFF (CON / DES)
Ajuste de fábrica CON (ON)
En la posición "ON" (CON) la monitorización del caudal permanece constantemente
conectada
En la posición "OFF" (DES) la monitorización del caudal permanece constantemente
desconectada
COr
Correction: corrección de gas
Unidad Margen de ajuste AUT / 1,0 - 10,0
Ajuste de fábrica AUT (corresponde a un factor de corrección de 1,76 y, por lo
tanto, argón al 100 %)
En la tabla con los factores de corrección figuran otros factores de corrección para
otros gases plasma.
SEt
Setting: ajuste de país (estándar / EE. UU.)
Unidad Margen de ajuste Std / US
Ajuste de fábrica Versión estándar: Std (l/min)
Versión EE. UU.: US (cfh)
Ito
Ignition Time-Out (tiempo de cebado): período de tiempo hasta la desconexión de
seguridad después del cebado fallido
Unidad s
Margen de ajuste 0,1 - 9,9
84
Ajuste de fábrica 5
¡IMPORTANTE! El tiempo de cebado es una función de seguridad y no puede ser
desactivada. La función de tiempo de cebado se describe en el capítulo "Soldadura
TIG".
?
El tiempo de cebado es una función de seguridad y no puede ser desactivada.
La función de tiempo de cebado se describe en el capítulo "Soldadura TIG".
Page 85

Arc
Arc (arco voltaico): supervisión de ruptura del arco voltaico: Período de tiempo hasta
la desconexión de seguridad después de la ruptura del arco voltaico
Unidad s
Factores de
corrección
Margen de ajuste 0,1 - 9,9
Ajuste de fábrica 2
¡IMPORTANTE! La monitorización de ruptura del arco voltaico es una función de
seguridad y no puede ser desactivada.
Gas plasma Composición DIN EN
439
Ar He H
I1 100 % Ar 100 - - I1 1,76 0,2 l
I3 Ar + 50 % He 50 50 - I3 3,78 0,3 l
I3 Ar + 15 % He 85 15 - I3 1,94 0,4 l
I3 Ar + 25 % He 75 25 - I3 2,70 0,2 l
I3 Ar + 30 % He 70 30 - I3 2,72 0,2 l
I3 Ar + 75 % He 25 75 - I3 5,98 0,4 l
Varigon He 10 90 - I3 8,35 0,5 l
Varigon H2 98 - 2 R1 1,79 0,2 l
COR Gas mín.
ES
Varigon H3 97 - 3 R1 1,77 0,2 l
Varigon H5 95 - 5 R1 1,75 0,2 l
Varigon H7,5 92,5 - 7,5 R1 1,72 0,2 l
El factor de corrección también tiene en cuenta la cantidad de gas mínima ajustable
"Gas mín.". La cantidad de gas mínima ajustable depende de la mezcla de gas plasma
utilizada.
85
Page 86

Señales para la operación de robot
Generalidades Para la operación de robot del PlasmaModule 10 se requiere un interface de robot. La
activación del PlasmaModule 10 puede realizarse a través de los siguientes interfaces:
- Interface de robot ROB 3000
- Interface de robot ROB 4000
- Bus de campo
Sinopsis
Señal E / A ROB
3000
welding start
(Soldadura conectada)
robot ready / quick stop
(Robot preparado / Parada rápida)
Test de gas E - x x
welding simulation
(Simulación de soldadura)
power input value
(Valor nominal de la corriente principal)
arc stable
(Arco voltaico estable)
power source ready
(Fuente de corriente preparada)
welding current real value
(Valor real de corriente de soldadura)
E x x x
E x x x
E - x x
E - x x
A x x x
A x x x
A - x x
ROB
4000
Bus de
campo
Señales para la
operación de
robot
E = Señal de entrada (señal del control del robot)
A = Señal de salida (señal al control del robot)
Señales para un servicio de soldadura con chorro de plasma y su función en el PlasmaModule 10:
86
Page 87

(1)
0
1
0
1
0
1
0
1
(1)
0 V
10 V
t (s)
t (s)
t (s)
t (s)
t (s)
(2)
(3)
(4)
(5)
(6)
(7)
(
8
)
welding start (Soldadura conectada)
Para iniciar el arco voltaico piloto
robot ready / quick stop (Robot preparado / Parada rápida)
24 V = Robot preparado para soldar / 0 V = Quick stop; Quick-Stop detiene el
proceso de soldadura inmediatamente
Test de gas
Para activar la función test de gas en el PlasmaModule 10
welding simulation (Simulación de soldadura)
La señal de simulación de soldadura permite recorrer una trayectoria de soldadura programada sin arco voltaico ni gas protector.
power input value (Valor nominal de la corriente principal)
Especificación de la cantidad de gas plasma , 0 V = cantidad mínima de gas
plasma, 10 V = cantidad máxima de gas plasma
arc stable (Arco voltaico estable)
La señal de arco voltaico estable se establece cuando hay un arco voltaico
piloto estable después del cebado del arco voltaico piloto.
power source ready (Fuente de corriente preparada)
La señal de fuente de corriente preparada permanecerá establecida mientras el
PlasmaModule 10 esté preparado para soldar.
welding current real value (Valor real de corriente de soldadura)
La señal de valor real de la corriente de soldadura permite transmitir el valor real
del gas plasma con una tensión de 0 - 10 V a la salida analógica.
ES
Información más detallada sobre las señales en los correspondientes manuales de
instrucciones de los interfaces de robot.
Curva de la señal
(1) power input value (Valor nominal
de la corriente principal)
(2) robot ready (Robot preparado)
(5) power source ready (Fuente de
corriente preparada)
(6) Arco voltaico piloto
87
Page 88

(3) welding start (Soldadura
X2:4
X2:12
X2:1
X2:8
X2:6
X2:5
X2:14
X12:1
X12:2
X14:1
X2:13
X14:2
+24 V
0 - 10 V
+24 V
1)
0 V
2)
+24 V
GND
+ 24 V
+24 V
3)
conectada)
(7) Tiempo de preflujo de gas
plasma
Ejemplo de aplicación
(4) arc stable (Arco voltaico estable)
(8) Tiempo de postflujo de gas
plasma
Ejemplo para la vinculación del interface de robot con el control del robot:
Robot PlasmaModul 10
DI Soldadura conectada (*)
DO Arco voltaico estable (*)
AI Valor nominal de la corriente principal
+ (*)
AI Valor nominal de la corriente principal
- (*)
Sin utilizar
DI Robot preparado / parada rápida (*)
DO Fuente de corriente preparada
+24 V secundarios (*)
Indicaciones
importantes para
la operación de
robot
88
GND secundario (*)
Alimentación de tensión (*)
Sin utilizar
DI Simulación de soldadura
DI = digital in | DO = digital out | AI = analog in | AO = analog out
(*) Se requiere para la operación de robot
1) +24 V = Impulso
2) 0 V = Estándar
3) +24 V = alimentación externa opcional
¡PELIGRO!
Peligro de daños personales y materiales debido a un proceso de soldadura que
arranca inesperadamente.
Durante la solución de errores no debe estar establecida la señal "Soldadura
conectada", de lo contrario se inicia el proceso de soldadura inmediatamente después
de la solución del error.
¡OBSERVACIÓN!
Si la conexión entre la fuente de corriente y el interface de robot está interrumpida, se ponen a "0" todas las señales de salida digitales/analógicas en el interface de robot.
Page 89

En el interface de robot está disponible la alimentación de tensión de la fuente de corriente (24 V secundarios).
La alimentación de tensión "24 V secundarios" está realizada con separación galvánica
a la LocalNet. Un circuito protector limita los niveles de tensión inadmisibles a 100 V. En
la clavija X14/1 debe seleccionarse la tensión que se conmuta a las salidas digitales del
interface de robot:
a) Tensión externa de 24 V de la tarjeta de salida digital del control del robot o:
b) Alimentación de tensión de la fuente de corriente (24 V secundarios): montar un
estribo entre X14/1 y X14/7
ES
89
Page 90

Diagnóstico de errores, solución de errores
Generalidades El PlasmaModule 10 digital está equipado con un sistema inteligente de seguridad que
no necesita cortacircuitos fusibles.
Una vez eliminado un posible error, se puede volver a utilizar correctamente el PlasmaModule 10 sin tener que cambiar los cortacircuitos fusibles.
¡PELIGRO!
Las descargas eléctricas pueden ser mortales.
Antes de abrir el equipo:
Poner el interruptor de red en la posición - O -
▶
Separar el equipo de la red.
▶
Colocar un rótulo de aviso claro y legible para impedir reconexiones.
▶
Con la ayuda de un medidor adecuado, asegurarse de que los componentes con
▶
carga eléctrica (por ejemplo, condensadores) estén descargados.
¡PRECAUCIÓN!
Una conexión inapropiada del conductor protector puede causar graves daños
personales y materiales.
Los tornillos de la caja garantizan la conexión adecuada del conductor protector para la
puesta a tierra de la caja, por tanto, nunca deben sustituirse por otros tornillos sin conducción fiable del conductor protector.
Códigos de servicio mostrados
Cuando las indicaciones muestren un mensaje de error que no figure entre los enumerados aquí, el error solo podrá ser solucionado por el Servicio Técnico. Apunte el mensaje
de error mostrado, junto con el número de serie y la configuración del PlasmaModule y
llame al Servicio Técnico con una descripción detallada del error.
tP1 | xxx
Nota: xxx representa un valor de temperatura
Causa:
Solución:
tS1 | xxx
Causa:
Solución:
tSt | xxx
Causa:
Solución:
Err | 051
Causa:
Solución:
Exceso de temperatura en el circuito primario del PlasmaModule 10.
Dejar que se enfríe el PlasmaModule 10.
Exceso de temperatura en el circuito secundario del PlasmaModule 10.
Dejar que se enfríe el PlasmaModule 10.
Exceso de temperatura en el circuito de control del PlasmaModule 10.
Dejar que se enfríe el PlasmaModule 10.
Falta de tensión de red: la tensión de red ha quedado por debajo del margen de tolerancia (ver el capítulo "Datos técnicos").
Controlar la tensión de red.
90
Page 91
Err | 052
Causa:
Solución:
no | IGn
Causa:
Solución:
Err | IP
Causa:
Solución:
Err | bPS
Causa:
Solución:
dSP | Axx, dSP | Cxx, dSP | Exx, dSP | Sy, dSP | nSy
Causa:
Solución:
Sobretensión de red: la tensión de red ha sobrepasado el margen de tolerancia (ver el capítulo "Datos técnicos").
Controlar la tensión de red.
El tiempo de cebado está activo: no se ha producido el arco establecido
dentro del período de tiempo ajustado en el menú de configuración. Se ha
activado la desconexión de seguridad del PlasmaModule 10.
Pulsar repetidamente la tecla "Arranque/parada". Limpieza de la superficie
de la pieza de trabajo. Si fuera necesario, incrementar el período de tiempo
hasta la desconexión de seguridad en el "Menú de configuración: Nivel 2".
Exceso de corriente primaria
Contactar con el Servicio Técnico.
Error de etapa de potencia.
Contactar con el Servicio Técnico.
Error de la unidad central de control y regulación.
Contactar con el Servicio Técnico.
ES
no | Arc
Causa:
Solución:
no | H2O
Causa:
Solución:
-St | oP
Servicio de la fuente de corriente con un interface de robot o un bus de campo.
Causa:
Solución:
Err | 70.1
Causa:
Solución:
Ruptura del arco voltaico piloto.
Limpieza de la superficie de la pieza de trabajo. Limpiar el inyector de
plasma.
El controlador de flujo en el alojamiento del PlasmaModule PM 10 se activa.
Controlar la unidad de refrigeración y, si fuera necesario, añadir líquido refri-
gerante y purgar la alimentación de agua, según el capítulo "Puesta en servicio de la unidad de refrigeración".
El robot no está listo.
Establecer la señal "Robot ready" (Robot listo), establecer la señal "Source
error reset" (Confirmar error fuente) ("Confirmar error fuente" solo con ROB
5000 y acoplador de bus de campo para control de robot).
No se ha encontrado el sensor de cantidad de gas.
Comprobar las conexiones de la línea de señal para el sensor de cantidad
de gas.
no | GAS
Causa:
Solución:
La alimentación de gas plasma no está disponible o no es suficiente.
Establecer la alimentación de gas plasma (por ejemplo, abrir por completo
la válvula de la bombona de gas y el regulador de presión). Confirmar no |
GAS pulsando la tecla "Store" (Almacenar). En caso de utilizar un interface
de robot ROB 5000 o de acoplador de bus de campo, resetear mediante la
señal de entrada digital "Source error reset" ("Confirmar error fuente").
91
Page 92

Err | 70.3
Causa:
Solución:
Err | 70.4
Causa:
Solución:
Err | 70.5
Causa:
Solución:
Error de calibración: La presión de entrada en la válvula de regulación de
presión es excesiva o la válvula de regulación de presión está defectuosa.
Reducir la presión de entrada en la válvula de regulación de presión a un
máximo de 7 bar (101.49 psi.) o sustituir la válvula de regulación de
presión. Confirmar Err | 70.3 pulsando la tecla "Store" (Almacenar).
La válvula de ajuste está defectuosa.
Sustituir la válvula de ajuste.
No se ha encontrado la válvula de ajuste.
Comprobar las conexiones de la línea de señal para la válvula de ajuste.
Diagnóstico de
errores, solución
de errores
No hay función
Interruptor de red conectado, las indicaciones no se iluminan.
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
No hay arco voltaico piloto.
Interruptor de red conectado, indicaciones digitales iluminadas.
Causa:
Solución:
Causa:
Solución:
No hay conexión de red.
Controlar la alimentación de red, la clavija para la red y el cable de red.
Fusible de red defectuoso.
Cambiar el fusible de red.
Enchufe de red o clavija para la red defectuosos.
Sustituir las piezas defectuosas.
Cortocircuito entre el electrodo de tungsteno y el inyector de plasma.
Reajustar el electrodo con el calibre de ajuste.
Antorcha de plasma defectuosa.
Cambiar la antorcha de plasma.
92
Page 93

Cuidado, mantenimiento y eliminación
Generalidades En condiciones normales, el PlasmaModule 10 solo requiere un cuidado y mantenimi-
ento mínimos. No obstante, es imprescindible observar algunos puntos para conservar
el sistema de soldadura con chorro de plasma a lo largo de los años.
¡PELIGRO!
Peligro originado por corriente eléctrica.
Las descargas eléctricas pueden ser mortales.
Antes de abrir el equipo:
▶
Poner el interruptor de red en la posición - O -
▶
Separar el equipo de la red.
▶
Colocar un rótulo de aviso claro y legible para impedir reconexiones.
▶
Con la ayuda de un medidor adecuado, asegurarse de que los componentes con
▶
carga eléctrica (por ejemplo, condensadores) estén descargados.
ES
Con cada puesta
en servicio
Cada 2 meses - Si estuviera disponible: Limpiar el filtro de aire
Cada 6 meses - Desmontar los laterales del aparato y soplar el interior del mismo con aire a presión
- Comprobar respecto a daños la clavija para la red y el cable de red, así como la
antorcha de plasma, el juego de cables de interconexión y la pinza de masa.
- Comprobar que hay un espacio de 0,5 m (19.69 in.) alrededor del equipo para que
el aire de refrigeración pueda circular libremente.
¡OBSERVACIÓN!
Las entradas y salidas de aire nunca deben estar tapadas, ni siquiera parcialmente.
seco, con fuerza reducida.
¡OBSERVACIÓN!
Riesgo de dañar componentes electrónicos.
No soplar desde una distancia corta sobre los componentes electrónicos.
- En caso de fuertes acumulaciones de polvo, limpiar también los canales de aire de
refrigeración
Eliminación Efectuar la eliminación observando las normas nacionales y regionales aplicables.
93
Page 94

Ejemplos de configuración
(1)
(1a)
(2)
(3)
(5)
(4)
(6)
(6a)
(7)
(10)
(11)
(8)
(9)
Configuración
"Servicio
manual"
(1) Carro de desplazamiento "PickUp"
(1a) Kit de instalación "Soporte de botellas Duo"
(2) Refrigeración FK 2500
94
(3) Fuente de corriente TIG TransTig 2500 / 3000
(4) Kit de instalación del alojamiento de pivote giratorio VR 4000
(5) Juego de cables de interconexión W / 2 m / 70 mm²
Page 95

(6) Kit de instalación para el alojamiento del PlasmaModule
(1)
(2)
(3)
(3a)
(4)
(5)
(6)
(7)
(7a)
(3b)
(8)
(9)
(9a)
(10)
(10a)
(10b)
(11)
(11a)
(12)
(12a)
(14)
(15)
(13)
(16)
(8a)
(4a)
(6a) Kit de instalación del sensor de flujo PM 10
(7) PlasmaModule 10
(8) Antorcha manual de plasma PTW 1500 F++ / FG / UD / 4 m
Configuración
"Operación de
robot"
(9) Cable de masa 50 mm² / 4 m / 400 A / conector 50 mm²
(10) Gas plasma
(11) Gas protector
ES
95
Page 96

(1) Consola vertical
(2) Aparato refriger. FK 4000-R FC
¡OBSERVACIÓN!
¡La tubuladura de llenado, el filtro, así como las conexiones para la alimentación
de agua y el retorno de agua deben encontrarse en el mismo lado!
(3) Fuente de corriente TIG TransTig 4000 Job G / F
(3a) Kit de instalación para KD-Digital / LocalNet
(3b) Cable de mando a distancia de 10 polos, 10 m
(4) Juego de cables de interconexión W / 2 m / 70 mm²
(4a) Cable de LocalNet 3,5 m (del juego de cables de interconexión)
(5) Kit de instalación del alojamiento de pivote giratorio VR 4000
(6) Soporte devanadora del cabezal doble VR 4000
(7) Avance de hilo frío KD 7000 D-11
(7a) Kit de instalación KD-Drive
(8) PlasmaModule 10
(8a) Cable de mando a distancia de 10 polos, 10 m
(9) Kit de instalación para el alojamiento del PlasmaModule
(9a) Kit de instalación del sensor de flujo PM 10
(10) Antorcha de robot de soldadura con chorro de plasma Robacta PTW 1500 F
++ / FG / 4 m
(10a) Robacta Plasma KD Drive, 0 - 6 m
(10b) Kit de primer equipamiento TIG RO
(11) Kit de instalación Rob 4000 Interface LocalNet
(11a) Kit de instalación TIG Rob 4000 cableado 1,5 m
(12) Kit de instalación Rob 5000 Interface LocalNet
(12a) Kit de instalación TIG Rob 5000 cableado 1,5 m
(13) Cable de masa 95 mm² / 10 m
(14) Gas plasma
(15) Gas protector
(16) Control del robot
96
Page 97

Valores medios de consumo durante la soldadura
Consumo medio
del electrodo de
soldadura en
MIG/MAG
Consumo medio del electrodo de soldadura a una velocidad de hilo de 5 m/min.
1,0 mm de
diámetro de
electrodo de
soldadura
Electrodo de soldadura de acero 1,8 kg/h 2,7 kg/h 4,7 kg/h
Electrodo de soldadura de alumi-
nio
Electrodo de soldadura de CrNi 1,9 kg/h 2,8 kg/h 4,8 kg/h
Consumo medio del electrodo de soldadura a una velocidad de hilo de 10 m/
min.
1,0 mm de
Electrodo de soldadura de acero 3,7 kg/h 5,3 kg/h 9,5 kg/h
Electrodo de soldadura de alumi-
nio
Electrodo de soldadura de CrNi 3,8 kg/h 5,4 kg/h 9,6 kg/h
0,6 kg/h 0,9 kg/h 1,6 kg/h
diámetro de
electrodo de
soldadura
1,3 kg/h 1,8 kg/h 3,2 kg/h
1,2 mm de
diámetro de
electrodo de
soldadura
1,2 mm de
diámetro de
electrodo de
soldadura
1,6 mm de
diámetro de
electrodo de
soldadura
1,6 mm de
diámetro de
electrodo de
soldadura
ES
Consumo medio
de gas protector
en la soldadura
MIG/MAG
Consumo medio
de gas protector
en la soldadura
TIG
Diámetro del
electrodo de soldadura
Consumo medio 10 l/min 12 l/min 16 l/min 20 l/min 24 l/min
Tamaño de la
tobera de gas
Consumo medio 6 l/min 8 l/min 10 l/min 12 l/min 12 l/min 15 l/min
1,0 mm 1,2 mm 1,6 mm 2,0 mm 2 x 1,2 mm (TWIN)
4 5 6 7 8 10
97
Page 98

Datos técnicos
Generalidades
Datos técnicos
¡OBSERVACIÓN!
Una instalación eléctrica sin las dimensiones adecuadas puede causar graves
daños materiales.
Se deben dimensionar adecuadamente la alimentación de red y los fusibles. Rigen los
datos técnicos indicados en la placa de características.
Tensión de red 230 V
Tolerancia de la red -20% / +15%
Fusible de red acción lenta 16A
Acoplamiento a la red
Potencia primaria constante (100% DC 3))
Cos phi 0,99
Rango de corriente de soldadura con chorro de
plasma
Corriente piloto con 10 min / 40°C (104°F) 100%
3)
DC
1)
Z
máx.
en el PCC
2)
= 142 mOhm
0,9 kVA
3,0 - 30,0 A
30 A
Tensión de marcha sin carga 88 V
Tensión de trabajo normalizada 10,1 - 11,2 V
Tensión de cebado (Up)
El dispositivo de encendido del arco voltaico es
apropiado para el servicio en modo manual.
Máxima presión de entrada 7 bar (101.49 psi.)
Tolerancia +/- 10 % del valor final (máx.)
Linealidad +/- 4 % del valor de medición
Histéresis +/- 4 % del valor de medición
Dependencia de la temperatura en caso de
argón
Tipo de protección IP23
Tipo de refrigeración AF
Clase de aislamiento B
Medidas l/a/h 505 / 180 / 344 mm
+/- 7 % del valor de medición,
con -20 °C (-4 °F) hasta +70 °C
19.88 / 7.09 / 13.54 in.
9,5 kV
(máx.)
(máx.)
(158 °F)
98
Peso 14,2 kg
33.31 lbs.
Certificados de conformidad S, CE
Consumo de potencia en marcha sin carga a
230 V
25,2 W
Page 99

Eficiencia energética de la fuente de potencia a
30 A / 21,2 V
1)
En redes de corriente públicas con 230/400 V y 50 Hz
2)
PCC = Interface a la red pública
3)
DC = Duración de ciclo de trabajo
80 %
ES
Visión general:
materias primas
fundamentales y
año de producción del
equipo
Visión general de las materias primas fundamentales:
en la siguiente dirección de Internet se puede encontrar un resumen de las materias primas fundamentales que conforman este equipo.
www.fronius.com/en/about-fronius/sustainability.
Cómo determinar el año de producción del equipo:
- cada equipo está provisto de un número de serie
- el número de serie consta de 8 dígitos - por ejemplo 28020099
- los dos primeros dígitos dan el número a partir del cual se puede calcular el año de
producción del equipo
- Esta cifra menos 11 da como resultado el año de producción
• Por ejemplo: Número de serie = 28020065, para calcular el año de producción:
28 - 11 = 17, año de producción = 2017
99
Page 100

100
 Loading...
Loading...