

Page 1

Operating
Instructions
MTG 250d, 320d, 400d, 500d
MHP 400d G ML
MHP 500d G ML M
MTB 250i, 320i, 330i, 400i, 550i G ML
MTW 250d, 400d, 500d, 700d
MHP 500d W ML, 700d W ML
MHP 700d W ML M
MTB 250i, 330i, 400i, 500i W ML
MTB 700i W ML
MTG 400d K4
MTW 500d K4
Návod k obsluze
CS
NO
Bruksanvisning
Instrukcja obsługi
PL
RU
Руководство по эксплуатации
Návod na obsluhu
SK
Kullanım kılavuzu
TR
42,0410,2258 023-16012023
Page 2

Page 3

Obsah
Bezpečnost 4
Předpisové použití 4
Bezpečnost 4
Nebezpečí v důsledku vzniku svařovacího kouře 5
MTG d, MTW d, MHP d – všeobecné informace 6
Funkce Up/Down 6
Funkce JobMaster 6
MTG 400d K4, MTW 500d K4 – všeobecné informace 8
Všeobecné informace 8
Směrné hodnoty pro odsávací zařízení 8
Regulátor vzduchového proudu 8
Funkce Up/Down 9
Montáž spotřebních dílů na tělo svařovacího hořáku 10
MTG d, MTW d – montáž spotřebních dílů na tělo hořáku 10
MTG 400d K4, MTW 500d K4 – montáž spotřebních dílů 10
Montáž těla hořáku ML na hadicové vedení MHP 12
Sestavení svařovacího hořáku Multilock 12
Montáž bovdenů 13
Montáž ocelového bovdenu 13
Montáž plastového bovdenu (F, F++) 14
Montáž plastového bovdenu (přípojka Fronius s vodicí hubicí drátu) 15
Montáž plastového bovdenu (Euro) 16
Uvedení do provozu 17
Připojení svařovacího hořáku 17
Připojení odsávání 17
Otočení těla hořáku u svařovacího hořáku Multilock 18
Výměna těla hořáku u svařovacího hořáku Multilock 19
Hranolový držák pro strojní svařovací hořák 20
Péče a údržba 21
Všeobecné informace 21
Rozpoznání vadných spotřebních dílů 21
Údržba při každém uvedení do provozu 21
Údržba při každé výměně cívky s drátem / košové cívky 22
Diagnostika a odstraňování závad 24
Diagnostika a odstraňování závad 24
Technické údaje 30
Všeobecné informace 30
Tělo hořáku chlazené plynem – MTG 250d - 500d 30
Tělo hořáku chlazené plynem – MTB 250i, 320i, 330i, 400i, 550i G ML 30
Hadicové vedení chlazené plynem – MHP 400d G ML 31
Hadicové vedení chlazené plynem – MHP 500d G ML M 31
Tělo hořáku chlazené vodou – MTW 250d - 700d 31
Tělo hořáku chlazené vodou – MTB 250i, 330i, 400i, 500i, 700i W ML 32
Hadicové vedení chlazené vodou – MHP 500d, 700d W ML 33
Hadicové vedení chlazené vodou – MHP 700d W ML M 33
MTG 400d K4 34
Charakteristika odsávání MTG 400d K4 34
MTW 500d K4 35
Charakteristika odsávání MTW 500d K4 35
CS
3
Page 4

Bezpečnost
Předpisové
použití
Bezpečnost
Ruční svařovací hořák MIG/MAG je určen výhradně pro svařování MIG/MAG při
ručním použití.
Jakékoliv jiné a tento rámec přesahující použití se nepovažuje za předpisové. Za
škody vzniklé nepředpisovým použitím výrobce neručí.
K předpisovému používání přístroje patří rovněž
dodržování všech pokynů uvedených v návodu k obsluze
-
provádění pravidelných inspekčních a údržbářských prací
-
VAROVÁNÍ!
Nebezpečí v důsledku nesprávné obsluhy a nesprávně provedených prací.
Následkem mohou být těžká poranění a materiální škody.
Veškeré práce popsané v tomto dokumentu smí provádět jen technicky
▶
vyškolený odborný personál.
Tento dokument je nutné v plném rozsahu přečíst a porozumět mu.
▶
Je nutné přečíst všechny bezpečnostní předpisy a uživatelskou dokumentaci
▶
k tomuto přístroji a všem systémovým komponentám a porozumět jim.
VAROVÁNÍ!
Nebezpečí zásahu elektrickým proudem.
Následkem mohou být těžká poranění a materiální škody.
Před zahájením prací vypněte všechny začleněné přístroje a komponenty a
▶
odpojte je od elektrické sítě.
Zajistěte všechny začleněné přístroje a komponenty proti opětovnému za-
▶
pnutí.
VAROVÁNÍ!
Nebezpečí zásahu elektrickým proudem v důsledku vadných systémových komponent a nesprávné obsluhy.
Následkem mohou být těžká poranění a materiální škody.
Veškeré kabely, vedení a hadicová vedení musí být vždy pevně připojené, ne-
▶
poškozené a správně izolované.
Používejte pouze dostatečně dimenzované kabely, vedení a hadicová vedení.
▶
VAROVÁNÍ!
Nebezpečí uklouznutí v důsledku úniku chladicího média.
Následkem mohou být těžká poranění a materiální škody.
Hadice chladicího média u vodou chlazených svařovacích hořáků po odpojení
▶
od chladicího modulu nebo jiných systémových komponent vždy uzavřete pomocí namontovaného plastového uzávěru.
4
Page 5

VAROVÁNÍ!
Nebezpečí v důsledku horkých systémových komponent a/nebo provozních
prostředků.
Následkem mohou být těžké popáleniny a opařeniny.
Před zahájením prací nechte všechny horké systémové komponenty a/nebo
▶
provozní prostředky ochladit na +25 °C / +77 °F (například chladicí médium,
vodou chlazené systémové komponenty, hnací motor podavače drátu…).
Pokud ochlazení není možné, noste vhodné ochranné prostředky (například
▶
žáruvzdorné ochranné rukavice, ochranné brýle…).
VAROVÁNÍ!
Nebezpečí při kontaktu s toxickými svařovacími zplodinami.
Může dojít k vážnému zranění osob.
Svařovací zplodiny vždy odsávejte.
▶
Zajistěte dostatečný přívod čerstvého vzduchu. Zajistěte, aby míra pro-
▶
vzdušnění byla vždy alespoň 20 m³ (169070.1 US gi) za hodinu.
V případě pochybností požádejte bezpečnostního technika, aby zjistil míru
▶
zatížení pracoviště škodlivými látkami.
POZOR!
Nebezpečí při provozu bez chladicího média.
Může dojít k hmotným škodám.
Vodou chlazené přístroje se nikdy nesmí uvést do provozu bez chladicího
▶
média.
Během svařování zajistěte přiměřený průtok chladicího média – při použití
▶
chladicích modulů Fronius je tomu tak v případě, že je v zásobníku chladicího
média chladicího modulu patrný odpovídající zpětný tok chladicího média.
Výrobce neodpovídá za škody způsobené nedodržením výše uvedených po-
▶
kynů, veškeré záruční nároky zanikají.
CS
Nebezpečí v
důsledku vzniku
svařovacího
kouře
VAROVÁNÍ!
Nebezpečí v důsledku kouře vznikajícího při svařování, který obsahuje zdraví
škodlivé plyny a páry.
Může dojít k vážným škodám na zdraví.
Svařovací provoz bez zapnutého odsávacího zařízení je nepřípustný.
▶
Za určitých okolností nemusí samotné použití odsávacího hořáku stačit.
▶
V takovém případě instalujte dodatečné odsávání, aby se zatížení pracoviště
škodlivými látkami snížilo.
V případě pochybností požádejte bezpečnostního technika, aby zjistil míru
▶
zatížení pracoviště škodlivými látkami.
5
Page 6

MTG d, MTW d, MHP d – všeobecné informace
Funkce Up/Down
Funkce JobMaster
Na zdroji zvolte jeden z násle-
-
dujících parametrů:
rychlost drátu
-
číslo jobu
-
Pomocí funkce Up/Down parametr
-
nastavte.
DŮLEŽITÉ! V provozních režimech
„Standardní a pulzní synergické
svařování MIG/MAG“ lze nastavit další
parametry.
DŮLEŽITÉ! Na hořáku JobMaster se mohou zobrazit kódované zprávy.
Tyto zprávy odpovídají servisním kódům současně zobrazeným na ovládacím panelu (viz návod k obsluze svařovacího zdroje, kapitola „Diagnostika a odstraňování
závad“).
Synchro Puls (rozšířená výbava) – na hořáku JobMaster nesvítí žádný symbol (viz
návod k obsluze, kapitola „Svařování MIG/MAG“).
1 2
6
Page 7

3 4
5
CS
7
Page 8

MTG 400d K4, MTW 500d K4 – všeobecné infor-
10 %
100 %
1
100 %
2
10 %
mace
Všeobecné informace
Směrné hodnoty
pro odsávací
zařízení
Odsávací hořáky MTG 400d K4 a MTW
500d K4 zachycují zdraví škodlivý
svařovací kouř během svařování přímo
v místě jeho vzniku.
Svařovací kouř se odsaje dříve, než se
dostane do dýchacího prostoru
svářeče.
Zákonem stanovené hodnoty max. koncentrace na pracovišti (MAK) jsou dodrženy nebo podkročeny.
Odsávací zařízení pro odsávací hořák by mělo splňovat následující specifikace:
Sací výkon
Hodnoty podtlaku mezi 0,05 a 0,2 baru
(mezi 5000 a 20000 Pa)
cca 100 m3/h
Regulátor vzduchového proudu
S regulátorem vzduchového proudu je možné během svařování plynule regulovat
množství odsávaného svařovacího kouře v rozmezí 10 až 100 %.
1
DŮLEŽITÉ! Regulace množství odsávaného svařovacího kouře je nezbytná, když
se společně se svařovacím kouřem odsává ochranný plyn (např. při svařování v rohové poloze).
2
8
Page 9

Funkce Up/Down
CS
9
Page 10

Montáž spotřebních dílů na tělo svařovacího
4
3
2
1
1
hořáku
MTG d, MTW d –
montáž
spotřebních dílů
na tělo hořáku
1 2
3
** Plynovou hubici dotáhněte až
na doraz
MTG 400d K4,
MTW 500d K4 –
montáž
spotřebních dílů
10
1
2
Page 11

1
**
0
2
3
1
4
CS
** Plynovou hubici dotáhněte až na doraz
Nasaďte odsávací trysku
11
Page 12

Montáž těla hořáku ML na hadicové vedení MHP
(B)
(A)
(A)
(B)
Sestavení
svařovacího
hořáku Multilock
UPOZORNĚNĹ!
Nebezpečí poškození svařovacího hořáku. Převlečnou matici těla hořáku vždy
dotáhněte až na doraz.
UPOZORNĚNĹ!
U vodou chlazených svařovacích hořáků může v důsledku jejich konstrukce
docházet ke zvýšenému odporu při šroubování převlečné matice. Tento jev je
normální. Převlečnou matici těla hořáku vždy dotáhněte až na doraz.
UPOZORNĚNĹ!
Před montáží těla hořáku zajistěte, aby propojovací místo těla hořáku a hadicového vedení bylo čisté a nepoškozené.
1
UPOZORNĚNĹ!
Jakmile spojovací kolík (A) hadicového
vedení zapadne do spojovacího otvoru
(B) těla hořáku, nachází se tělo hořáku
v poloze 0°.
2 3
* Zajistěte, aby převlečná matice byla dotažená až na doraz.
12
Page 13

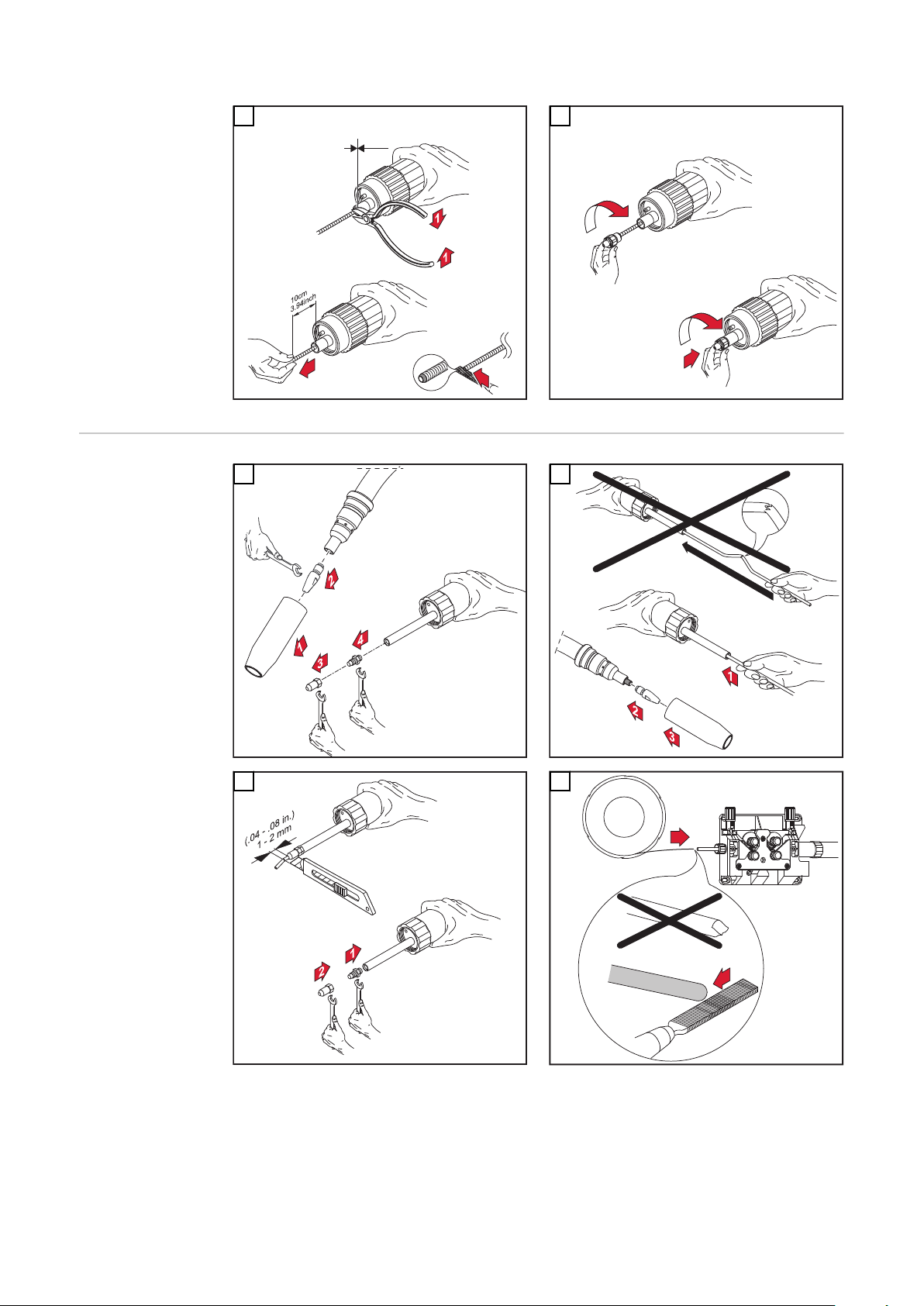
Montáž bovdenů
F, F++
2
1
CS
Montáž ocelového bovdenu
1 2
3
F++, F:
4 5
13
Page 14
Euro:
0mm
(0in.)
2
3
Euro
1
3
2
Euro
1
2
Montáž plastového bovdenu
(F, F++)
6
1 2
7
3
4
14
Page 15

Montáž plas-
1
1
2
tového bovdenu
(přípojka Fronius
s vodicí hubicí
drátu)
UPOZORNĚNĹ!
Před zavedením drátové elektrody zaoblete její konec.
Platí pro teflonové, kombinované a grafitové bovdeny.
1 2
CS
3
5
4
15
Page 16

Montáž plas-
2
2
3
1
2
(.04 - .08 in.)
1-2 mm
*
1
3
2
4
5
1
1
2
tového bovdenu
(Euro)
1 2
3
5
4
* Rozšířená výbava zaváděcí trysky
(42,0001,5421)
6
16
Page 17

Uvedení do provozu
1
CS
Připojení
svařovacího
hořáku
1
1
* Konektor sítě LocalNet
(svařovací hořák Standard nebo
Up/Down)
** Konektor JobMaster (svařovací
hořák JobMaster)
* Konektor sítě LocalNet
(svařovací hořák Standard nebo
Up/Down)
** Konektor JobMaster (svařovací
hořák JobMaster)
Připojení
odsávání
Připojte hadici pro odsávání k
1
odsávacímu zařízení podle
směrných hodnot pro odsávací
zařízení
17
Page 18

Otočení těla
hořáku u
svařovacího
hořáku Multilock
POZOR!
Nebezpečí popálení horkým chladicím médiem a horkým tělem hořáku.
Před zahájením prací nechte chladicí médium a tělo hořáku ochladit na poko-
▶
jovou teplotu (+25 °C, +77 °F).
1 2
3 4
18
* Zajistěte, aby převlečná matice byla dotažená až na doraz.
Page 19

Výměna těla
(B)
(A)
(A)
(B)
hořáku u
svařovacího
hořáku Multilock
POZOR!
Nebezpečí popálení horkým chladicím médiem a horkým tělem hořáku.
Může dojít k vážnému opaření.
Před zahájením prací nechte chladicí médium a tělo hořáku ochladit na poko-
▶
jovou teplotu (+25 °C, +77 °F).
UPOZORNĚNĹ!
V těle hořáku se vždy nachází zbytek chladicího média.
Při demontáži těla hořáku musí plynová hubice směřovat dolů.
UPOZORNĚNĹ!
Před montáží těla hořáku zajistěte, aby propojovací místo těla hořáku a hadicového vedení bylo čisté a nepoškozené.
CS
1
UPOZORNĚNĹ!
Jakmile spojovací kolík (A) hadicového vedení zapadne do spojovacího otvoru (B)
těla hořáku, nachází se tělo hořáku v poloze 0°.
3 4
2
* Zajistěte, aby převlečná matice byla dotažená až na doraz.
19
Page 20

Hranolový držák
pro strojní
svařovací hořák
Strojní svařovací hořák vždy upínejte
pouze do vhodného hranolového
držáku!
20
Page 21

Péče a údržba
1.
2.
3.
4.
5.
CS
Všeobecné informace
Pravidelná a preventivní údržba svařovacího hořáku jsou podstatné faktory pro
zachování bezchybného provozu. Svařovací hořák je vystaven vysokým teplotám a
silnému znečištění. Proto svařovací hořák vyžaduje častější údržbu než jiné
součásti svařovacího systému.
POZOR!
Nebezpečí poškození v důsledku neodborné manipulace se svařovacím
hořákem.
Může dojít k velkým věcným škodám.
Zabraňte nárazům svařovacího
▶
hořáku do tvrdých předmětů.
Zabraňte vzniku rýh a škrábanců
▶
v kontaktní špičce.
Tělo hořáku se v žádném případě
▶
nesmí ohnout.
Rozpoznání
vadných
spotřebních dílů
Izolované součásti
1.
upálené vnější hrany, zářezy
-
Držáky trysek
2.
upálené vnější hrany, zářezy
-
četné svařovací rozstřiky
-
Ochrana proti rozstřiku
3.
upálené vnější hrany, zářezy
-
Kontaktní špičky
4.
vydřené otvory (oválné) na vstupu a výstupu drátu
-
četné svařovací rozstřiky
-
průvar na kontaktní špičce
-
Plynové hubice
5.
četné svařovací rozstřiky
-
upálené vnější hrany
-
zářezy
-
Údržba při
každém uvedení
do provozu
zkontrolujte spotřební díly
-
Výměna vadných spotřebních dílů
-
odstraňte svařovací rozstřiky z plynové hubice
-
21
Page 22

1 2
1
2
3
4
5
* Zkontrolujte plynovou hubici, ochranu proti rozstřiku a izolace, zda nejsou
poškozené. Poškozené součásti vyměňte.
Kromě toho při každém uvedení do provozu, u svařovacích hořáků chlazených
-
vodou:
zajistěte, aby všechny přípojky chladicího média byly těsné
-
zajistěte řádný zpětný tok chladicího média
-
Údržba při každé
výměně cívky s
drátem / košové
cívky
Vyčištění hadice podávání drátu pomocí redukovaného stlačeného vzduchu
-
Doporučujeme: Vyměňte bovden, před instalací nového bovdenu vyčistěte
-
spotřební díly
1
22
Page 23

2
CS
23
Page 24

Diagnostika a odstraňování závad
Diagnostika a
odstraňování
závad
Neprochází svařovací proud
Síťový vypínač svařovacího zdroje je zapnutý, kontrolky na svařovacím zdroji svítí,
ochranný plyn je k dispozici
Příčina:
Odstranění:
Příčina:
Odstranění:
Po stisknutí tlačítka hořáku zdroj nereaguje
Síťový vypínač svařovacího zdroje je zapnutý, kontrolky na svařovacím zdroji svítí
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Nevyhovující uzemnění
Vytvoření řádného uzemnění
Přerušený proudový kabel ve svařovacím hořáku
Výměna svařovacího hořáku
FSC („Fronius System Connector“ - centrální přípojka) není zasunut až na doraz
Zasuňte Fronius System Connector až na doraz
Vadný svařovací hořák nebo jeho řídicí vedení
Výměna svařovacího hořáku
Propojovací hadicové vedení není řádně připojené nebo je vadné
Řádně připojte propojovací hadicové vedení
Vadné propojovací hadicové vedení vyměňte
Příčina:
Odstranění:
Neprotéká ochranný plyn
Všechny ostatní funkce jsou k dispozici
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Vadný svařovací zdroj
Kontaktujte servisní službu
Prázdná lahev s ochranným plynem
Výměna lahve s ochranným plynem
Vadný plynový redukční ventil
Výměna plynového redukčního ventilu
Plynová hadice chybí nebo je poškozená či skřípnutá
Montáž nebo narovnání plynové hadice. Výměna vadné plynové
hadice
Vadný svařovací hořák
Výměna svařovacího hořáku
Vadný magnetický plynový ventil
Kontaktujte servisní službu (nechte vyměnit plynový magne-
tický ventil)
24
Page 25

Nevyhovující svařovací vlastnosti
Příčina:
Odstranění:
Chybně nastavené parametry svařování
Opravte nastavení
CS
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Špatné uzemnění
Vytvoření dobrého kontaktu se svařencem
Neprotéká žádný ochranný plyn, nebo v nedostatečném
množství
Přezkoušejte redukční ventil, plynovou hadici, magnetický plynový ventil a přípojky ochranného plynu na svařovacím hořáku.
U svařovacích hořáků chlazených plynem přezkoušejte plynové
těsnění, použijte vhodný bovden.
Netěsný svařovací hořák
Výměna svařovacího hořáku
Příliš velká nebo vydřená kontaktní trubice
Výměna kontaktní trubice
Špatné legování drátu, resp. špatný průměr drátu
Přezkoušejte vloženou cívku s drátem / košovou cívku
Špatné legování drátu, resp. špatný průměr drátu
Prověření svařitelnosti základního materiálu
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Nevhodný ochranný plyn pro legování drátu
Použití vhodného ochranného plynu
Nepříznivé svařovací podmínky: znečištění ochranného plynu
(vlhkost, vzduch), nedostatečné odstínění plynu (tavná lázeň
„vře“, průvan), nečistoty na svařenci (rez, lak, mastnota)
Optimalizace svařovacích podmínek
Svařovací odstřiky v plynové hubici
Odstranění svařovacích odstřiků
Turbulence způsobené velkým množstvím ochranného plynu
Redukce množství ochranného plynu, doporučené
množství ochranného plynu (l/min) = průměr drátu (mm) x 10
(např. 16 l/min pro drátovou elektrodu o průměru 1,6 mm)
Příliš velký odstup svařovacího hořáku od svařence
Zmenšete odstup svařovacího hořáku od svařence (cca 10 - 15
mm / 0.39 - 0.59 in.)
Příliš velký úhel náběhu svařovacího hořáku
Zmenšení úhlu náběhu svařovacího hořáku
Příčina:
Odstranění:
Součásti podavače drátu neodpovídají průměru drátové elektrody / základnímu materiálu drátové elektrody
Nasaďte správné součásti podavače drátu
25
Page 26

Špatné podávání drátu
Příčina:
Odstranění:
V závislosti na systému je brzda v podavači drátu nebo ve
svařovacím zdroji příliš pevně nastavená
Volnější nastavení brzdy
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Ucpaný otvor kontaktní trubice
Výměna kontaktní trubice
Bovden nebo zaváděcí nástavec drátu jsou vadné
Překontrolujte bovden a zaváděcí nástavec drátu, zda nejsou
zalomené, znečištěné atd.
Vadný bovden, vadný zaváděcí nástavec drátu vyměňte
Nevhodné podávací kladky pro použitou drátovou elektrodu
Použití vhodných podávacích kladek
Nesprávný přítlak podávacích kladek
Optimalizace přítlaku
Znečištěné nebo poškozené podávací kladky
Vyčištění nebo výměna podávacích kladek
Bovden je ohnutý nebo zalomený
Výměna bovdenu
Po zkrácení je bovden příliš krátký
Výměna bovdenu a zkrácení nového bovdenu na správnou délku
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Plynová hubice je příliš horká
Příčina:
Odstranění:
Opotřebení drátové elektrody v důsledku příliš velkého přítlaku
u podávacích kladek
Zmenšení přítlaku podávacích kladek
Drátová elektroda je znečištěná nebo narezavělá
Použití vysoce jakostní drátové elektrody bez znečištění
Bovdeny z oceli: použití bovdenu bez povrchové úpravy
Použijte bovden s povrchovou úpravou
Teplo není odváděno z důvodu příliš volného usazení plynové
hubice
Plynovou hubici přišroubujte až na doraz
26
Page 27

Svařovací hořák se příliš zahřívá
Příčina:
Odstranění:
Pouze u svařovacích hořáků Multilock: Uvolněná převlečná matice těla hořáku
Dotáhněte převlečnou matici
CS
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Krátká životnost kontaktní špičky
Příčina:
Odstranění:
Příčina:
Odstranění:
Svařovací hořák byl provozován s vyšším než maximálním povoleným svařovacím proudem
Snížení svařovacího výkonu nebo použití výkonnějšího
svařovacího hořáku
Svařovací hořák je poddimenzovaný
Respektujte dovolené zatížení a povolený výkon hořáku
Jen u vodou chlazených systémů: Příliš nízký průtok chladicího
média
Zkontrolujte objem chladicího média, jeho průtok, znečištění,
uložení hadicového vedení atd.
Špička svařovacího hořáku je příliš blízko u oblouku
Zvětšete stickout
Nesprávné podávací kladky
Použití správných podávacích kladek
Opotřebení drátové elektrody v důsledku příliš velkého přítlaku
u podávacích kladek
Zmenšení přítlaku podávacích kladek
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
UPOZORNĚNĹ!
Při použití CrNi může následkem vlastností povrchu drátové elektrody CrNi
docházet k vyššímu opotřebení kontaktní špičky.
Znečištěná/narezavělá drátová elektroda
Použití kvalitní drátové elektrody bez nečistot
Drátová elektroda bez povlaku
Použití drátové elektrody s vhodným povlakem
Špatné dimenzování kontaktní špičky
Správné dimenzování kontaktní špičky
Překročení dovoleného zatížení svařovacího hořáku (příliš
dlouhá doba zapnutí)
Snížení hodnoty dovoleného zatížení nebo použití výkonnějšího
svařovacího hořáku
Přehřátá kontaktní špička. Teplo není odváděno z důvodu příliš
volného usazení kontaktní špičky
Utažení kontaktní špičky
27
Page 28

Chybná funkce tlačítka hořáku
Příčina:
Odstranění:
Vadné konektorové spoje mezi svařovacím hořákem a
svařovacím zdrojem
Vytvoření správných konektorových spojů / předání svařovacího
zdroje nebo svařovacího hořáku do servisu
Příčina:
Odstranění:
Příčina:
Odstranění:
Porozita svarového švu
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Nečistoty mezi tlačítkem hořáku a krytem tlačítka hořáku
Odstranění nečistot
Řídicí vedení je vadné
Kontaktujte servisní službu
Nedostatečná plynová ochrana svarového švu způsobená tvorbou rozstřiků v plynové hubici
Odstranění svařovacích rozstřiků
Díry v plynové hadici nebo její nepřesné napojení
Výměna plynové hadice
Rozříznutý nebo vadný O-kroužek na centrální přípojce
Výměna O-kroužku
Vlhkost/kondenzát v plynovém vedení
Vysušení plynového vedení
Příliš silný nebo příliš slabý průtok plynu
Regulace průtoku plynu
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Nedostatečné množství plynu na počátku či na konci svařování
Zvýšení předfuku a dofuku plynu
Koroze nebo špatná kvalita drátové elektrody
Použití kvalitní drátové elektrody bez nečistot
Platí pro svařovací hořáky chlazené plynem: únik plynu u neizolovaných bovdenů
Použití pouze izolovaných bovdenů pro svařovací hořáky chlazené plynem
Příliš mnoho naneseného dělicího média
Odstranění přebytečného dělicího média / nanesení menšího
množství dělicího média
Příliš silné odsávání
Omezení odsávání
28
Page 29

Příliš slabé odsávání
Příčina:
Odstranění:
Otvory v odsávací hadici
Výměna odsávací hadice
CS
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Ucpaný filtr odsávacího zařízení
Výměna filtru odsávacího zařízení
Ucpané vzduchové cesty
Odstranění ucpání
Příliš nízký výkon odsávání odsávacího zařízení;
nesprávná konfigurace OPT/i FumeEx
Použití odsávacího zařízení s vyšším výkonem odsávání;
zvýšení výkonu odsávání
29
Page 30

Technické údaje
Ø
Ø
Všeobecné informace
Tělo hořáku chlazené plynem –
MTG 250d 500d
Rozsah napětí (špička V):
pro ruční svařovací hořáky: 113 V
-
pro strojově ovládané svařovací hořáky: 141 V
-
Technické údaje pro tlačítko hořáku:
U
I
2
max
max
= 5 V
= 10 mA
MTG 250d MTG 320d MTG 400d MTG 500d
40% DZ*
250
60% DZ*
200
100% DZ*
170
40% DZ*
200
60% DZ*
160
100% DZ*
120
40% DZ*
320
60% DZ*
260
100% DZ*
210
40% DZ*
260
60% DZ*
210
100% DZ*
160
40% DZ*
400
60% DZ*
320
100% DZ*
260
40% DZ*
320
60% DZ*
260
100% DZ*
210
40% DZ*
500
60% DZ*
400
100% DZ*
320
40% DZ*
400
60% DZ*
320
100% DZ*
260
-
-
Tlačítko hořáku lze používat jen v rámci technických parametrů.
Tento produkt odpovídá požadavkům normy IEC 60974-7 / - 10 CI. A.
I (v amp.) 10 min/40
°C
CO
I (v amp.) 10 min/40
°C
M21
Tělo hořáku chlazené plynem –
MTB 250i, 320i,
330i, 400i, 550i
G ML
[mm (in.)] 0,8-1,2
[m (ft.)] 3,5 / 4,5
* DZ = dovolené zatížení
MTB 250i G ML MTB 320i G ML MTB 330i G ML
I (v ampérech) 10 min/
40 °C
M21+C1 (EN 439)
[mm (in.)] 0,8-1,2
* ED = dovolené zatížení
MTB 400i G ML MTB 550i G ML
I (v ampérech) 10
min/40 °C
C1 (EN 439)
0,8-1,6
(.032-.047)
(12 / 15)
40 % ED* 250
60 % ED* 200
100 % ED* 170
(.032-.047)
- 30 % ED* 550
(.032-.063)
3,5 / 4,5
(12 / 15)
40 % ED* 320
60 % ED* 260
100 % ED* 210
0,8-1,6
(.032-.063)
1,0-1,6
(.039-.063)
3,5 / 4,5
(12 / 15)
1,0-1,6
(.039-.063)
3,5 / 4,5
(12 / 15)
40 % ED* 330
60 % ED* 270
100 % ED* 220
0,8-1,6
(.032-.063)
30
Page 31

MTB 400i G ML MTB 550i G ML
Ø
Ø
Ø
Hadicové vedení
chlazené plynem
– MHP 400d G
ML
I (v ampérech) 10
min/40 °C
M21 (EN 439)
I (v ampérech) 10 min/
40 °C
M21+C1 (EN 439)
[mm (in.)] 0,8-1,6 (.032-.063) 0,8-1,6 (.032-.063)
* ED = dovolené zatížení
MHP 400d G ML
I (v amp.) 10 min/40° C
2
CO
I (v amp.) 10 min/40° C
M21
[mm (in.)] 0,8-1,6 (.032-.063)
- 30 % ED* 520
40 % ED* 400
60 % ED* 320
100 % ED* 260
60 % ED* 420
100 % ED* 360
40 % DZ* 400
60 % DZ* 320
100 % DZ* 260
40 % DZ* 320
60 % DZ* 260
100 % DZ* 210
CS
Hadicové vedení
chlazené plynem
– MHP 500d G
ML M
[m (ft.)] 3,35 / 4,35 (11 / 14)
* DZ = dovolené zatížení
MHP 500d G ML M
I (v amp.) 10 min/40 °C
2
CO
I (v amp.) 10 min/40 °C
M21
[mm (in.)] 0,8-1,6 (.032-.063)
[m (ft.)] 1,35 / 2,35 / 3,35 (4.4 /
* DZ = dovolené zatížení
40 % DZ* 500
60 % DZ* 400
100 % DZ* 320
40 % DZ* 400
60 % DZ* 320
100 % DZ* 260
7.7 / 14)
Tělo hořáku chlazené vodou –
MTW 250d 700d
I (v amp.) 10 min/40
°C
2
CO
MTW 250d MTW 400d MTW 500d MTW 700d
100% DZ*
250
100% DZ*
400
100% DZ*
500
100% DZ*
700
31
Page 32

MTW 250d MTW 400d MTW 500d MTW 700d
Ø
Ø
Ø
I (v amp.) 10 min/40
°C
100% DZ*
200
100% DZ*
320
M21
[mm (in.)] 0,8-1,2
(.032-.047)
Q
min
[l/min
1 (.26) 1 (.26) 1 (.26) 1 (.26)
0,8-1,6
(.032-.063)
(gal./
min)]
P
min
P
min
[W]** 500 (3,5
m)
600 (4,5
m)
[bar
3 (43) 3 (43) 3 (43) 3 (43)
800 (3,5
m)
950 (4,5
m)
(psi.)]
P
max
[bar
5 (72) 5 (72) 5 (72) 5 (72)
(psi.)]
[m (ft.)] 3,5 / 4,5
(12 / 15)
3,5 / 4,5
(12 / 15)
* DZ = dovolené zatížení
** Minimální chladicí výkon podle normy IEC 60974-2
100% DZ*
400
0,8-1,6
(.032-.063)
1400 (3,5
m)
1700 (4,5
m)
3,5 / 4,5
(12 / 15)
100% DZ*
560
0,8-1,6
(.032-.063)
1800 (3,5
m)
2200 (4,5
m)
3,5 / 4,5
(12 / 15)
Tělo hořáku chlazené vodou –
MTB 250i, 330i,
400i, 500i, 700i
W ML
I (v ampérech)
10 min/40 °C
M21+C1 (EN 439)
[mm (in.)] 0,8-1,2
Q
min
[l/min
(gal./min)]
* ED = dovolené zatížení
I (v ampérech)
10 min/40 °C
M21+C1 (EN 439)
[mm (in.)] 1,0-1,6
Q
min
[l/min
(gal./min)]
* ED = dovolené zatížení
MTB 250i
W ML
100 % ED*
250
(.032-.047)
MTB 330i
W ML
100 % ED*
330
0,8-1,6
(.032-.063)
MTB 400i
W ML
100 % ED*
400
0,8-1,6
(.032-.063)
MTB 500i
W ML
100 % ED*
500
1,0-1,6
(.039-.063)
1 (.26) 1 (.26) 1 (.26) 1 (.26)
MTB 700i W ML
100 % ED* 700
(.039-.063)
1 (.26)
32
Page 33

Hadicové vedení
Ø
Ø
chlazené vodou
– MHP 500d,
700d W ML
MHP 500d W ML MHP 700d W ML
I (v ampérech) 10 min/40
100 % DZ* 500 100 % DZ* 700
°C
2
CO
CS
Hadicové vedení
chlazené vodou
– MHP 700d W
ML M
I (v ampérech) 10 min/40
100 % DZ* 400 100 % DZ* 560
°C
M21
[mm (in.)] 0,8-1,6 (.032-.063) 0,8-1,6 (.032-.063)
[m (ft.)] 3,35 / 4,35 (11 / 14) 3,35 / 4,35 (11 / 14)
P
min
Q
min
[W]** 1400 / 1700 1800 / 2200
[l/min (gal./
1 (.26) 1 (.26)
min.)]
P
P
min
max
[bar (psi.)] 3 (43) 3 (43)
[bar (psi.)] 5 (72) 5 (72)
* DZ = dovolené zatížení
** Minimální chladicí výkon podle normy IEC 60974-2
MHP 700d W ML M
I (v ampérech) 10 min/40
100 % DZ* 700
°C
2
CO
I (v ampérech) 10 min/40
100 % DZ* 560
°C
M21
[mm (in.)] 0,8-1,6 (.032-.063)
[m (ft.)] 1,35 / 2,35 / 3,35 (4.4 / 7.7 / 14)
P
min
Q
min
[W]** 1100 / 1450 / 1800
[l/min (gal./
1 (.26)
min)]
P
P
min
max
[bar (psi.)] 3 (43)
[bar (psi.)] 5 (72)
* DZ = dovolené zatížení
** Minimální chladicí výkon podle normy IEC 60974-2
33
Page 34

MTG 400d K4
Ø
MTG 400d K4
Charakteristika
odsávání MTG
400d K4
I (v ampér.) 10 min/40
°C
CO2 / mixed
[mm (in.)] 0,8-1,6 (.032-.063)
[m (ft.)] 4,5 (15)
* DZ = dovolené zatížení
40 % DZ* 400
60 % DZ* 320
100 % DZ* 260
34
Page 35

MTW 500d K4
Ø
MTW 500d K4
I (v ampérech) 10 min/40
100 % DZ* 500
°C
CO2 / mixed
[mm (in.)] 0,8-1,6 (.032-.063)
[m (ft.)] 4,5 (15)
CS
Charakteristika
odsávání MTW
500d K4
P
Q
max
min
[W]** 1700
[l/min
1 (26)
(gal./min)]
p
p
min
max
[bar (psi.)] 3 (43)
[bar (psi.)] 5 (72)
* DZ dovolené zatížení
** Minimální chladicí výkon podle normy IEC 60974-2
35
Page 36

36
Page 37

Innholdsfortegnelse
Sikkerhet 38
Forskriftsmessig bruk 38
Sikkerhet 38
Fare på grunn av sveiserøyk 39
MTG d, MTW d, MHP d – Generelt 40
Up/Down-funksjon 40
JobMaster-funksjon 40
MTG 400d K4, MTW 500d K4 – Generelt 42
Generelt 42
Standardverdier for sugeinnretninger 42
Luftstrømregulator 42
Up/Down-funksjon 43
Montere forbruksdeler på sveisepistolenheten 44
MTG d, MTW d – Montere forbruksdeler på sveisepistolenheten 44
MTG 400d K4, MTW 500d K4 – Montere forbruksdeler 44
Montere ML-sveispistolenheten på MHP-slangepakken 46
Sette sammen Multilock-sveisepistol 46
Montere trådleder 47
Montere trådmaterkjerne av stål 47
Montere trådmaterkjerne av plast (F, F++) 48
Montere plastleder (Fronius-tilkobling med trådføringsdyse) 49
Montere trådmaterkjerne av plast (Euro) 50
Idriftsetting 51
Koble til sveisepistol 51
Koble til sugeinnretning. 51
Dreie pistolkroppen på multilock-sveisepistolen 52
Bytte pistolkroppen på multilock-sveisepistolen 53
Prisma-holder for maskinsveisepistol 54
Pleie og vedlikehold 55
Generelt 55
Registrering av defekte forbruksdeler 55
Vedlikehold ved hver bruk 55
Vedlikehold ved hvert bytte av tråd / kurvspole 56
Feildiagnose, feilutbedring 58
Feildiagnose, feilutbedring 58
Tekniske data 64
Generelt 64
Pistolkropp gasskjølt - MTG 250d - 500d 64
Pistolkropp gasskjølt – MTB 250i, 320i, 330i, 400i, 550i G ML 64
Slangepakke gasskjølt - MHP 400d G ML 65
Slangepakke gasskjølt - MHP 500d G ML M 65
Pistolkropp vannkjølt - MTW 250d - 700d 65
Pistolkropp vannkjølt - MTB 250i, 330i, 400i, 500i, 700i W ML 66
Slangepakke vannkjølt – MHP 500d, 700d W ML 67
Slangepakke vannkjølt - MHP 700d W ML M 67
MTG 400d K4 68
Sugekarakteristikk MTG 400d K4 68
MTW 500d K4 69
Sugekarakteristikk MTW 500d K4 69
NO
37
Page 38

Sikkerhet
Forskriftsmessig
bruk
Sikkerhet
Den manuelle MIG/MAG-sveisepistolen er utelukkende beregnet på manuell
MIG/MAG-sveising.
Annen bruk eller bruk som går ut over dette, gjelder som ikke-forskriftsmessig.
Produsentens garanti gjelder ikke for skader som oppstår ved ikke-forskriftsmessig bruk.
Til forskriftsmessig bruk regnes også
at alle anvisninger i bruksanvisningen følges
-
at kontrollarbeid og vedlikeholdsarbeid overholdes
-
FARE!
Fare på grunn av feilbetjening og mangelfullt utført arbeid.
Følgene kan bli alvorlige personskader og materielle skader.
Alt arbeid og alle funksjonene som er beskrevet i dette dokumentet, skal
▶
utelukkende utføres av teknisk opplært fagpersonale.
Les og forstå dette dokumentet fullstendig.
▶
Les og forstå alle sikkerhetsforskrifter og all brukerdokumentasjon til dette
▶
apparatet og alle systemkomponentene.
FARE!
Fare på grunn av elektrisk strøm.
Følgene kan bli alvorlige personskader og materielle skader.
Før du starter arbeidet, må du slå av alle involverte enheter og komponenter
▶
og koble dem fra strømnettet.
Sikre alle involverte apparater og komponenter mot gjeninnkobling.
▶
FARE!
Fare på grunn av elektrisk strøm fra ødelagte systemkomponenter eller feilbetjening.
Følgene kan bli alvorlige personskader og materielle skader.
Alle kabler, ledninger og slangepakker må alltid være sikkert tilkoblet,
▶
uskadd og korrekt isolert.
Bruk bare tilstrekkelig dimensjonerte kabler, ledninger og slangepakker.
▶
FARE!
Sklifare på grunn av kjølemiddel som renner ut.
Følgene kan bli alvorlige personskader og materielle skader.
Lukk alltid kjølemiddelslangene for den vannkjølte sveisepistolen med den
▶
påmonterte plastlåsen når de kobles fra kjøleapparatet eller andre systemkomponenter.
38
Page 39

FARE!
Fare på grunn av varme systemkomponenter og/eller driftsmidler.
Følgene kan bli alvorlige forbrenninger og skålding.
Før du starter arbeidet, må alle varme systemkomponenter og/eller driftsmi-
▶
dler avkjøles til +25 °C / +77 °F (eksempelvis kjølemiddel, vannkjølte systemkomponenter, motoren til trådmateren osv.).
Bruk egnet verneutstyr (eksempelvis varmebestandige vernehansker, ver-
▶
nebriller osv.) hvis avkjøling ikke er mulig.
FARE!
Fare ved kontakt med giftig sveiserøyk.
Følgene kan bli alvorlige personskader.
Bruk alltid avsug ved sveiserøyk.
▶
Sørg for tilstrekkelig tilførsel av frisk luft. Sørg for en ventilasjonshastighet
▶
på minst 20 m³/time (169070.1 US gi) til enhver tid.
Ved tvil må en sikkerhetstekniker måle belastningen fra skadelige stoffer på
▶
arbeidsplassen.
FORSIKTIG!
Fare ved bruk uten kjølemiddel.
Følgene kan bli materielle skader.
Ta aldri i bruk vannkjølte apparater uten kjølemiddel.
▶
Forsikre deg om at det er god kjølemiddelgjennomstrømning under sveising.
▶
På Fronius kjøleapparater er dette tilfelle hvis det er en jevn tilbakestrømning av kjølemiddel i kjølemiddelbeholderen på kjøleapparatet.
Produsentens garanti gjelder ikke for skader som er oppstått dersom punk-
▶
tene over ikke er fulgt, alle garantikrav bortfaller.
NO
Fare på grunn av
sveiserøyk
FARE!
Fare på grunn av røyken som oppstår under sveising, den inneholder helseskadelige gasser og damper.
Følgene kan bli alvorlige personskader.
Sveisedrift uten innkoblet av sugeinnretning er ikke tillatt.
▶
I visse tilfeller kan bruken av sveisebrenner med sugeinnretning alene ikke
▶
være tilstrekkelig.
I slike tilfeller må det installeres en ekstra sugeinnretning for å redusere belastningen av skadelige stoffer på arbeidsplassen.
Under tvil må en sikkerhetstekniker måle belastningen av skadelige stoffer
▶
på arbeidsplassen.
39
Page 40

MTG d, MTW d, MHP d – Generelt
Up/Downfunksjon
JobMasterfunksjon
Velg en av følgende parametere på
-
strømkilden:
Trådhastighet
-
Jobbnummer
-
Still inn parameter med Up/Down-
-
funksjonen.
VIKTIG! I driftstypene "MIG/MAGstandard-synergic-sveising og puls-synergic-sveising" kan også andre parametere stilles inn.
VIKTIG! Det kan vises kodede meldinger på JobMaster.
Disse tilsvarer servicekoden som samtidig vises på betjeningspanelet (se
strømkildens bruksanvisning, kapittel "Feildiagnose og -utbedring").
SynchroPuls (alternativ) - det lyser ingen symboler på JobMaster (se strømkildens bruksanvisning, kapittel "MIG/MAG-sveising").
1 2
40
Page 41

3 4
5
NO
41
Page 42

MTG 400d K4, MTW 500d K4 – Generelt
10 %
100 %
1
100 %
2
10 %
Generelt Sveisebrennere med sugeinnretning
MTG 400d K4 og MTW 500d K4 fanger opp den helseskadelige sveiserøyken som oppstår under sveising
direkte der den oppstår.
Sveiserøyken suges inn før den når
sveiserens pusteområde.
Lovbestemte verdier for maks. arbeidsplasskonsentrasjon overholdes eller
underskrides.
Standardverdier
for sugeinnretninger
Luftstrømregulator
Sugeapparatet for sveisebrennerne med sugeinnretning må oppfylle følgende
spesifikasjoner:
Oppsugingseffekt
Undertrykksverdier mellom 0,05 og 0,2 bar
(mellom 5000 og 20000 Pa)
Ved hjelp av luftstrømregulatoren kan mengden av sveiserøyk som suges bort under sveisingen, reguleres trinnløst mellom 10 og 100 %.
1
2
ca. 100 m3/h
VIKTIG! Reguleringen av sveiserøyk mengden som suges bort, er nødvendig når
beskyttelsesgass suges bort sammen med sveiserøyk (f.eks. ved sveising i hjørneposisjoner).
42
Page 43

Up/Downfunksjon
NO
43
Page 44

Montere forbruksdeler på sveisepistolenheten
4
3
2
1
1
MTG d, MTW d –
Montere forbruksdeler på
sveisepistolenheten
1 2
3
** Trekk til gassdysen til stopp
MTG 400d K4,
MTW 500d K4 –
Montere forbruksdeler
44
1
2
Page 45

1
**
0
2
3
1
4
NO
** Trekk til gassdysen til stopp
Sett på avsugsdyse
45
Page 46

Montere ML-sveispistolenheten på MHP-slange-
(B)
(A)
(A)
(B)
pakken
Sette sammen
Multilock-sveisepistol
MERKNAD!
Fare for skader på sveisepistolen. Trekk alltid til overfalsmutteren på pistolkroppen til stopp.
MERKNAD!
På vannkjølte sveisepistoler kan det oppstå økt motstand når overfalsmutteren
skal skrus fast på grunn av sveisepistolens konstruksjon. Dette er normalt.
Trekk alltid til overfalsmutteren på pistolkroppen til stopp.
MERKNAD!
Forsikre deg om at koblingsstedet på pistolkroppen og på slangepakken er
uskadd og rent før montering av pistolkroppen.
1
MERKNAD!
Når pass-stiften (A) på slangepakken
griper inn i pass-hullet (B) på pistolkroppen, er pistolkroppen i 0°-stilling.
46
2 3
* Forsikre deg om at overfalsmutteren er skrudd fast til stopp.
Page 47

Montere trådleder
F, F++
2
1
Montere trådmaterkjerne av stål
1 2
NO
3
F++, F:
4 5
47
Page 48

Euro:
0mm
(0in.)
2
3
Euro
1
3
2
Euro
1
2
Montere trådmaterkjerne av
plast (F, F++)
6
1 2
7
3
4
48
Page 49

Montere plastle-
1
1
2
der (Fronius-tilkobling med
trådføringsdyse)
MERKNAD!
Rund av enden på trådelektroden før den træs.
Gjelder teflonkjerner, kombikjerner og grafittkjerner
1 2
3
4
NO
5
49
Page 50

Montere trådma-
2
2
3
1
2
(.04 - .08 in.)
1-2 mm
*
1
3
2
4
5
1
1
2
terkjerne av
plast (Euro)
1 2
3
5
4
* Alternativet innløpsdyse (42,0001,5421)
6
50
Page 51

Idriftsetting
1
Koble til sveisepistol
1
1
* Plugg LocalNet (sveisepistol
Standard eller Up/Down)
** Plugg JobMaster (sveisepistol
JobMaster)
* Plugg LocalNet (sveisepistol
Standard eller Up/Down)
** Plugg JobMaster (sveisepistol
JobMaster)
NO
Koble til sugeinnretning.
Koble slangen for sugeinnretningen
1
til sugeapparatet i henhold til standardverdiene for sugeapparater.
51
Page 52

Dreie pistolkroppen på multilock-sveisepistolen
FORSIKTIG!
Fare for forbrenning på grunn av varmt kjølemiddel og varm pistolkropp.
Før arbeidet begynner, må kjølemiddelet og pistolkroppen avkjøles til rom-
▶
temperatur (+25 °C, +77 °F).
1 2
3 4
52
* Forsikre deg om at overfalsmutteren er skrudd fast til stopp.
Page 53

Bytte pistol-
(B)
(A)
(A)
(B)
kroppen på multilock-sveisepistolen
FORSIKTIG!
Fare for forbrenning på grunn av varmt kjølemiddel og varm pistolkropp.
Følgene kan bli alvorlige forbrenninger.
Før arbeidet begynner, må kjølemiddelet og pistolkroppen avkjøles til rom-
▶
temperatur (+25 °C, +77 °F).
MERKNAD!
Det er alltid en rest kjølemiddel i pistolkroppen.
Demonter bare pistolkroppen når gassdysen peker nedover.
MERKNAD!
Forsikre deg om at koblingsstedet på pistolkroppen og på slangepakken er
uskadd og rent før montering av pistolkroppen.
NO
1
MERKNAD!
Når pass-stiften (A) på slangepakken griper inn i pass-hullet (B) på pistolkroppen, er pistolkroppen i 0°-stilling.
3 4
2
* Forsikre deg om at overfalsmutteren er skrudd fast til stopp.
53
Page 54

Prisma-holder
for maskinsveisepistol
Maskinsveisepistolen må bare brukes
fastspent i en egnet Prisma-holder.
54
Page 55

Pleie og vedlikehold
1.
2.
3.
4.
5.
Generelt Regelmessig og forebyggende vedlikehold av sveisepistolen er viktige faktorer for
å sikre problemfri drift. Sveisepistolen utsettes for høye temperaturer og kraftig
forurensning. Derfor må sveisepistolen vedlikeholdes oftere enn andre komponenter i sveisesystemet.
FORSIKTIG!
Fare for skader ved ikke-forskriftsmessig håndtering av sveisepistolen.
Følgene kan bli alvorlige materielle
skader.
Ikke slå sveisepistolen mot harde
▶
gjenstander.
Unngå riper og skrap i kontak-
▶
trøret.
Bøy aldri pistolkroppen.
▶
NO
Registrering av
defekte forbruksdeler
Isoleringsdeler
1.
svidde ytterkanter, hakk
-
Dysestammer
2.
svidde ytterkanter, hakk
-
kraftig utsatt for sveisesprut
-
Sprutbeskyttelse
3.
svidde ytterkanter, hakk
-
Kontaktrør
4.
slitte (ovale) trådinnførings- eller trådutgangshull
-
kraftig utsatt for sveisesprut
-
innsmelting på spissen av kontaktrøret
-
Gassdyser
5.
kraftig utsatt for sveisesprut
-
svidde ytterkanter
-
hakk
-
Vedlikehold ved
hver bruk
Kontroller forbruksdeler.
-
Bytt defekte forbruksdeler.
-
Rens gassdysen for sveisesprut.
-
55
Page 56

1 2
1
2
3
4
5
* Kontroller gassdysen, sprutbeskyttelsen og isolasjonene og sjekk om det
er skader på dem. Skift ut skadde komponenter.
I tillegg ved hver bruk av vannkjølte sveisepistoler:
-
Forsikre deg om at alle kjølemiddel-tilkoblinger er tette.
-
Forsikre deg om at kjølemiddelreturen fungerer.
-
Vedlikehold ved
hvert bytte av
tråd / kurvspole
Rengjør trådmaterslangen med redusert trykkluft.
-
Anbefaling: Bytt trådmaterkjerne, rengjør slitasjedelene før trådmaterkjer-
-
nen settes inn igjen.
1
56
Page 57

2
NO
57
Page 58

Feildiagnose, feilutbedring
Feildiagnose, feilutbedring
Ingen sveisestrøm.
Nettbryteren på strømkilden er slått på, indikasjonene på strømkilden lyser, beskyttelsesgass tilgjengelig.
Årsak:
Utbedring:
Årsak:
Utbedring:
Ingen funksjon etter at brennertasten er trykket på.
Nettbryteren på strømkilden er slått på, indikasjonene på strømkilden lyser.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Jordtilkoblingen er feil.
Opprett forskriftsmessig jordtilkobling.
Strømledningen i sveisepistolen er brutt.
Bytt sveisepistolen.
FSC (‘Fronius System Connector-sentraltilkobling) er ikke satt inn til
anslag.
Sett i FSC til stopp
Sveisepistol eller sveisepistol-styreledning er defekt.
Bytt sveisepistolen.
Forbindelsesslangepakken er ikke riktig tilkoblet eller defekt.
Koble til forbindelsesslangepakken riktig
Bytt defekt forbindelsesslangepakke.
Årsak:
Utbedring:
Ingen beskyttelsesgass.
Alle andre funksjoner er tilgjengelige.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Strømkilden er defekt.
Ta kontakt med kundeservice.
Gassflasken er tom.
Bytt gassflasken.
Trykkreduksjonsventilen er defekt.
Bytt trykkreduksjonsventilen.
Gasslange er ikke montert, eller den er knekt eller skadet.
Monter gasslangen, legg den rett. Bytt defekt gasslange.
Sveisepistolen er defekt.
Bytt sveisepistolen.
Gass-magnetventilen er defekt.
Ta kontakt med kundeservice (få gass-magnetventilen byttet).
58
Page 59

Dårlige sveiseegenskaper.
Årsak:
Utbedring:
Feil sveiseparameter.
Korriger innstillingene.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Dårlig jordforbindelse.
Opprett god kontakt til arbeidsemnet.
NO
Ingen eller for lite beskyttelsesgass.
Kontroller trykkreduksjonsventil, gasslange, gass-magnetventil og
sveisepistol-gasstilkobling. På gasskjølt sveisepistol må gasstetningen
kontrolleres, bruk egnet trådmaterkjerne.
Sveisepistolen er ikke tett.
Bytt sveisepistolen.
For stort eller slitt kontaktrør.
Bytt kontaktrøret.
Feil trådlegering eller feil trådspolediameter.
Kontroller innlagt tråd / kurvspole.
Feil trådlegering eller feil trådspolediameter.
Kontroller grunnmaterialets sveisbarhet.
Beskyttelsesgassen er ikke egnet for trådlegeringen.
Bruk riktig beskyttelsesgass.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Ugunstige sveisebetingelser: Beskyttelsesgassen er forurenset (fuktighet, luft), mangelfull gassavskjerming (smeltebad "koker", trekkluft),
forurensning i arbeidsemnet (rust, lakk, fett).
Optimer sveisebetingelsene.
Sveisesprut i gassdysen.
Fjern sveisespruten.
Turbulens på grunn av stor mengde beskyttelsesgass.
Reduser mengden beskyttelsesgass, anbefaling:
beskyttelsesgassmengde (l/min) = tråddiameter (mm) x 10
(for eksempel 16 l/min til 1,6 mm trådelektrode).
For stor avstand mellom sveisepistol og arbeidsemne.
Reduser avstanden mellom sveisepistol og arbeidsemne (ca. 10–15
mm / 0.39 - 0.59 in.).
For stor vinkel på sveisepistolen.
Reduser vinkelen på sveisepistolen.
Trådmaterkomponentene passer ikke til diameteren på trådelektroden / materialet i trådelektroden.
Sett i riktig trådmaterkomponenter.
59
Page 60

Dårlig trådmating.
Årsak:
Utbedring:
Avhengig av system er bremsen i trådmateren eller i strømkilden
trukket for stramt til.
Still inn bremsen slakere.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Hullet til kontaktrøret er forskjøvet.
Bytt kontaktrøret.
Trådmaterkjernen eller trådmaterinnsatsen er defekt.
Kontroller trådmaterkjernen eller trådmaterinnsatsen for knekk,
smuss osv.
Bytt defekt trådmaterkjerne eller defekt trådmaterinnsats.
Materullene egner seg ikke til trådelektroden som brukes.
Bruk passende materuller.
Feil arbeide på materullene.
Optimer arbeidstrykket.
Materullene er forurenset eller skadet.
Rengjør eller bytt materullene.
Trådmaterkjernen er lagt feil eller knekt.
Bytt trådmaterkjernen.
Trådmaterkjernen ble for kort etter tilpasningen.
Bytt trådmaterkjernen og tilpass lengden riktig på den nye trådma-
terkjernen.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Gassdysen blir svært varm.
Årsak:
Utbedring:
Avslitning av trådelektroden på grunn av for kraftig arbeidstrykk på
materullene.
Reduser arbeidstrykket på materullene.
Trådelektroden er forurenset eller utsatt for rust.
Bruk trådelektrode av god kvalitet uten forurensning.
Ved trådledere av stål: trådleder uten belegg i bruk
Bruk en trådleder med belegg
Ingen varmeavledning fordi gassdysen sitter for løst.
Skru fast gassdysen til stopp.
60
Page 61

Sveisepistolen blir svært varm.
Årsak:
Utbedring:
Kun ved multilock-sveisepistoler: Overfalsmutteren på sveisepistolenheten er løs.
Trekk til overfalsmutteren.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Kort levetid på kontaktrøret.
Årsak:
Utbedring:
Årsak:
Utbedring:
Sveisepistolen ble drevet med kraftigere sveisestrøm enn maksimalt
tillatt.
Reduser sveiseeffekten eller bruk en kraftigere sveisepistol.
Sveisepistolen er for svakt dimesjonert.
Ta hensyn til innkoblingsvarighet og belastningsgrenser.
Kun ved vannkjølte anlegg: For lav kjølemiddelgjennomstrømning.
Kontroller kjølemiddelnivå, kjølemiddelgjennomstrømning, kjølemid-
delforurensning, forlegning av slangepakkene osv.
Spissen på sveisepistolen er for nærme lysbuen.
Forstørr stickout.
Feil materuller.
Bruk riktige materuller.
Avslitning av trådelektroden på grunn av for kraftig arbeidstrykk på
materullene.
Reduser arbeidstrykket på materullene.
NO
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
MERKNAD!
Ved CrNi-bruk kan kontaktrøret utsettes for større slitasje på grunn av overflatens beskaffenhet på CrNi-trådelektroden
Trådelektroden er forurenset / utsatt for rust.
Bruk trådelektrode av god kvalitet uten forurensning.
Trådelektroden uten belegg
Bruk trådelektrode med egnet belegg.
Feil dimensjon på kontaktrøret.
Dimensjoner kontaktrøret riktig.
For lang innkoblingsvarighet på sveisepistolen.
Reduser innkoblingsvarigheten eller bruk en kraftigere sveisepistol.
Kontaktrøret er overopphetet. Ingen varmeavledning fordi kontaktrøret sitter for løst.
Trekk til kontaktrøret.
61
Page 62

Feilfunksjon i brennertasten.
Årsak:
Utbedring:
Pluggforbindelsen mellom sveisepistol og strømkilde er mangelfull.
Opprett ordentlig pluggforbindelse / lever strømkilde eller sveisepis-
tol til service.
Årsak:
Utbedring:
Årsak:
Utbedring:
Sveisesømmen er porøs.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Forurensninger mellom brennertast og huset til brennertasten.
Fjern forurensningen.
Styreledningen er defekt.
Ta kontakt med kundeservice.
Sprutdannelse i gassdysen, dermed blir det utilstrekkelig gassbeskyttelse i sveisesømmen.
Fjern sveisespruten.
Hull i gasslangen eller unøyaktig tilkobling av gasslangen.
Bytt gasslangen.
O-ringen på sentraltilkoblingen er revet opp eller defekt
Skift ut O-ringen
Fuktighet / kondens i gassledningen.
Tørk gassledningen.
For kraftig eller for svak gass-forstrømning.
Korriger gass-forstrømningen.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Utilstrekkelig gassmengde ved sveisestart eller sveiseslutt.
Øk gassforstrømming og gassetterstrømming
Trådelektroden har rustet eller er av dårlig kvalitet.
Bruk trådelektrode av god kvalitet uten forurensning.
Gjelder for gasskjølte sveisepistoler: Gasslekkasje på ikke-isolerte
trådledere.
Bruk bare isolerte trådledere til gasskjølte sveisepistoler.
Det er påført for mye skillemiddel.
Fjern overflødig skillemiddel / påfør mindre skillemiddel.
For sterkt avsug
Reduser oppsugingseffekten
62
Page 63

For svakt avsug
Årsak:
Utbedring:
Hull i avsugsslangen
Bytt ut avsugsslangen
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Filteret til sugeapparatet er lagt i feil
Bytt ut filteret til sugeapparatet
NO
Luftveier blokkert på annet sted
Løsne blokkering
Sugeapparatet har for lav oppsugingseffekt;
feil konfigurasjon av OPT/i FumeEx
Bruk sugeapparat med høy oppsugingseffekt;
øk oppsugingseffekt
63
Page 64

Tekniske data
Ø
Ø
Generelt Spenningsmåling (V-Peak):
for håndførte sveisepistoler: 113 V
-
for maskinelt førte sveisepistoler: 141 V
-
Tekniske data brennertast:
U
I
max
max
= 5 V
= 10 mA
-
-
Brennertastdrift er bare tillatt innenfor rammene gitt i de tekniske dataene.
Produktet tilsvarer kravene i standarden IEC 60974-7 / - 10 CI. A.
Pistolkropp
gasskjølt - MTG
250d - 500d
MTG 250d MTG 320d MTG 400d MTG 500d
I (Amp.) 10 min/40°
C
2
CO
I (Amp.) 10 min/40°
C
M21
[mm (in.)] 0,8–1,2
[m (ft.)] 3,5 / 4,5
* IV = innkoblingsvarighet
40% IV*
250
60% IV*
200
100% IV*
170
40% IV*
200
60% IV*
160
100% IV*
120
(.032-.047)
(12 / 15)
40% IV*
320
60% IV*
260
100% IV*
210
40% IV*
260
60% IV*
210
100% IV*
160
0,8–1,6
(.032–.063)
3,5 / 4,5
(12 / 15)
40% IV*
400
60% IV*
320
100% IV*
260
40% IV*
320
60% IV*
260
100% IV*
210
1,0–1,6
(.039–.063)
3,5 / 4,5
(12 / 15)
40% IV*
500
60% IV*
400
100% IV*
320
40% IV*
400
60% IV*
320
100% IV*
260
1,0–1,6
(.039–.063)
3,5 / 4,5
(12 / 15)
Pistolkropp
gasskjølt – MTB
250i, 320i, 330i,
400i, 550i G ML
64
MTB 250i G ML MTB 320i G ML MTB 330i G ML
I (ampere) 10 min/40°
C
M21+C1 (EN 439)
[mm (in.)] 0,8–1,2
* IV = innkoblingsvarighet
MTB 400i G ML MTB 550i G ML
I (ampere) 10 min/
40 °C
C1 (EN 439)
40 % IV* 250
60 % IV* 200
100 % IV* 170
(.032-.047)
- 30 % IV* 55
40 % IV* 320
60 % IV* 260
100 % IV* 210
0,8–1,6
(.032-.063)
40 % IV* 330
60 % IV* 270
100 % IV* 220
0,8–1,6
(.032-.063)
Page 65

MTB 400i G ML MTB 550i G ML
Ø
Ø
Ø
Slangepakke
gasskjølt - MHP
400d G ML
I (ampère) 10 min/40°
C
M21 (EN 439)
I (ampere) 10 min/40°
C
M21+C1 (EN 439)
[mm (in.)] 0,8–1,6 (.032-.063) 0,8–1,6 (.032-.063)
* IV = innkoblingsvarighet
MHP 400d G ML
I (Ampère) 10 min/40°
C
2
CO
I (Ampère) 10 min/40°
C
M21
[mm (in.)] 0,8–1,6 (.032–.063)
- 30 % IV* 520
40 % IV* 40060 % IV*
320100 % IV* 260
60 % IV* 420
100 % IV* 360
40 % IV* 400
60 % IV* 320
100 % IV* 260
40 % IV* 320
60 % IV* 260
100 % IV* 210
NO
Slangepakke
gasskjølt - MHP
500d G ML M
[m (ft.)] 3,35 / 4,35 (11 / 14)
* IV = innkoblingsvarighet
MHP 500d G ML M
I (Amp.) 10 min/40°
C
2
CO
I (Amp.) 10 min/40°
C
M21
[mm (in.)] 0,8–1,6 (.032–.063)
[m (ft.)] 1,35 / 2,35 / 3,35 (4.4 / 7.7 /
* IV = innkoblingsvarighet
40 % IV* 500
60 % IV* 400
100 % IV* 320
40 % IV* 400
60 % IV* 320
100 % IV* 260
14)
Pistolkropp
vannkjølt - MTW
250d - 700d
I (Ampère) 10
min/40° C
2
CO
MTW 250d MTW 400d MTW 500d MTW 700d
100% IV*
250
100% IV*
400
100% IV*
500
100% IV*
700
65
Page 66

MTW 250d MTW 400d MTW 500d MTW 700d
Ø
Ø
Ø
I (Ampère) 10
min/40° C
100% IV*
200
100% IV*
320
M21
[mm (in.)] 0,8–1,2
(.032-.047)
Q
min
[l/min
1 (.26) 1 (.26) 1 (.26) 1 (.26)
0,8–1,6
(.032–.063)
(gal./
min)]
P
min
P
min
[W]** 500 (3,5 m)
600 (4,5 m)
[bar
3 (43) 3 (43) 3 (43) 3 (43)
800 (3,5 m)
950 (4,5 m)
(psi.)]
P
max
[bar
5 (72) 5 (72) 5 (72) 5 (72)
(psi.)]
[m (ft.)] 3,5 / 4,5
(12 / 15)
3,5 / 4,5
(12 / 15)
* IV = innkoblingsvarighet
** Laveste kjøleeffekt iht. standard IEC 60974-2
100% IV*
400
0,8–1,6
(.032–.063)
1400 (3,5
m)
1700 (4,5
m)
3,5 / 4,5
(12 / 15)
100% IV*
*560
0,8–1,6
(.032–.063)
1800 (3,5
m)
2200 (4,5
m)
3,5 / 4,5
(12 / 15)
Pistolkropp
vannkjølt - MTB
250i, 330i, 400i,
500i, 700i W ML
I (ampere) 10 min/40°
C
M21+C1 (EN 439)
[mm (in.)] 0,8–1,2
Q
min
[l/min
(gal./min)]
* IV = innkoblingsvarighet
I (ampere) 10 min/40°
C
M21+C1 (EN 439)
[mm (in.)] 1,0–1,6
Q
min
[l/min
(gal./min)]
* IV = innkoblingsvarighet
MTB 250i
W ML
100 % IV*
250
(.032-.047)
MTB 330i
W ML
100 % IV*
330
0,8–1,6
(.032-.063)
MTB 400i
W ML
100 % IV*
400
0,8–1,6
(.032-.063)
MTB 500i
W ML
100 % IV*
500
1,0–1,6
(.039-.063)
1 (.26) 1 (.26) 1 (.26) 1 (.26)
MTB 700i W ML
100 % IV* 700
(.039-.063)
1 (.26)
66
Page 67

Slangepakke
Ø
Ø
vannkjølt – MHP
500d, 700d W
ML
MHP 500d W ML MHP 700d W ML
I (Ampère) 10 min/40° C
2
CO
I (Ampère) 10 min/40° C
100 % IV* 500 100 % IV* 700
100 % IV* 400 100 % IV* 560
M21
[mm (in.)] 0,8–1,6 (.032–.063) 0,8–1,6 (.032–.063)
[m (ft.)] 3,35 / 4,35 (11 / 14) 3,35 / 4,35 (11 / 14)
NO
Slangepakke
vannkjølt - MHP
700d W ML M
P
min
Q
min
[W]** 1400 / 1700 1800 / 2200
[l/min (gal./
1 (.26) 1 (.26)
min.)]
P
P
min
max
[bar (psi.)] 3 (43) 3 (43)
[bar (psi.)] 5 (72) 5 (72)
* IV = innkoblingsvarighet
** Laveste kjøleeffekt iht. standard IEC 60974-2
MHP 700d W ML M
I (Ampère) 10 min/40° C
2
CO
I (Ampère) 10 min/40° C
100 % IV* 700
100 % IV* 560
M21
[mm (in.)] 0,8–1,6 (.032–.063)
[m (ft.)] 1,35 / 2,35 / 3,35 (4.4 / 7.7 / 14)
P
min
Q
min
[W]** 1100 / 1450 / 1800
[l/min (gal./
1 (.26)
min)]
P
P
min
max
[bar (psi.)] 3 (43)
[bar (psi.)] 5 (72)
* IV = innkoblingsvarighet
** Laveste kjøleeffekt iht. standard IEC 60974-2
67
Page 68

MTG 400d K4
Ø
MTG 400d K4
Sugekarakteristikk MTG 400d
K4
I (Ampère) 10 min/
40 °C
CO2 / mixed
[mm (in.)] 0,8–1,6 (.032–.063)
[m (ft.)] 4,5 (15)
* IV = innkoblingsvarighet
40 % IV* 400
60 % IV* 320
100 % IV* 260
68
Page 69

MTW 500d K4
Ø
MTW 500d K4
Sugekarakteristikk MTW 500d
K4
I (ampère) 10 min/40 °C
100 % IV* 500
CO2 / mixed
[mm (in.)] 0,8-1,6 (.032-.063)
[m (ft.)] 4,5 (15)
P
Q
max
min
[W]** 1700
[l/min
1 (26)
(gal./min)]
p
p
min
max
[bar (psi.)] 3 (43)
[bar (psi.)] 5 (72)
* IV = innkoblingsvarighet
** Laveste kjøleeffekt iht. standard IEC 60974-2
NO
69
Page 70

70
Page 71

Spis treści
Bezpieczeństwo 72
Użytkowanie zgodne z przeznaczeniem 72
Bezpieczeństwo 72
Niebezpieczeństwo stwarzane przez dym spawalniczy 73
MTG d, MTW d, MHP d — informacje ogólne 74
Funkcja Up/Down 74
Funkcja JobMaster 74
MTG 400d K4, MTW 500d K4 — informacje ogólne 76
Informacje ogólne 76
Wartości orientacyjne dla urządzeń odciągowych 76
Regulator strumienia powietrza 76
Funkcja UD 77
Montaż części eksploatacyjnych na korpusie palnika spawalniczego 78
MTG d, MTW d — montaż części eksploatacyjnych na korpusie palnika spawalniczego 78
MTG 400d K4, MTW 500d K4 — montaż części eksploatacyjnych 78
Montaż końcówki palnika ML na wiązce uchwytu MHP 80
Składanie palnika spawalniczego Multilock 80
Montaż prowadników drutu 81
Montaż prowadnika drutu ze stali 81
Montaż prowadnika drutu z tworzywa sztucznego (F, F++) 82
Montaż prowadnika drutu z tworzywa sztucznego (przyłącze Fronius z tuleją prowadzącą
drut)
Montaż prowadnika drutu z tworzywa sztucznego (Euro) 84
Uruchamianie 85
Podłączanie palnika spawalniczego 85
Podłączenie odciągu 85
Obracanie końcówki palnika spawalniczego Multilock 86
Wymiana końcówki palnika spawalniczego Multilock 87
Uchwyt pryzmatyczny maszynowego palnika spawalniczego 88
Czyszczenie i konserwacja 89
Informacje ogólne 89
Rozpoznawanie uszkodzonych części eksploatacyjnych 89
Konserwacja podczas każdego uruchamiania 89
Konserwacja podczas każdej wymiany szpuli drutu / szpuli z koszykiem 90
Lokalizacja i usuwanie usterek 92
Lokalizacja i usuwanie usterek 92
Dane techniczne 98
Informacje ogólne 98
Korpus palnika spawalniczego chłodzony gazem — MTG 250d – 500d 98
Końcówka palnika chłodzona gazem — MTB 250i, 320i, 330i, 400i, 550i G ML 98
Wiązka uchwytu chłodzona gazem — MHP 400d G ML 99
Wiązka uchwytu chłodzona gazem — MHP 500d G ML M 99
Korpus palnika spawalniczego chłodzony wodą — MTW 250d – 700d 99
Korpus uchwytu chłodzony wodą - MTB 250i, 330i, 400i, 500i, 700i W ML 100
Wiązka uchwytu chłodzona wodą — MHP 500d, 700d W ML 100
Wiązka uchwytu chłodzona wodą — MHP 700d W ML M 101
MTG 400d K4 102
Charakterystyka odciągu MTG 400d K4 102
MTW 500d K4 103
Charakterystyka odciągu MTW 500d K4 103
PL
83
71
Page 72

Bezpieczeństwo
Użytkowanie
zgodne z przeznaczeniem
Bezpieczeństwo
Ręczny palnik spawalniczy MIG/MAG jest przeznaczony wyłącznie do spawania
metodą MIG/MAG w zastosowaniach ręcznych.
Jakiekolwiek inne wykorzystanie jest uznawane za niezgodne z przeznaczeniem.
Producent nie odpowiada za powstałe w ten sposób szkody.
Do użytkowania zgodnego z przeznaczeniem zalicza się również:
przestrzeganie wszystkich wskazówek zawartych w instrukcji obsługi;
-
przestrzeganie terminów przeglądów i czynności konserwacyjnych.
-
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo wskutek błędów obsługi i nieprawidłowego wykonywania
prac.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Wszystkie prace i funkcje opisane w tym dokumencie mogą wykonywać tylko
▶
technicznie przeszkoleni pracownicy.
Przeczytać i zrozumieć cały niniejszy dokument.
▶
Przeczytać i zrozumieć wszystkie przepisy dotyczące bezpieczeństwa i doku-
▶
mentację użytkownika niniejszego urządzenia i wszystkich komponentów systemu.
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo stwarzane przez energię elektryczną.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Przed rozpoczęciem prac wyłączyć wszystkie używane urządzenia i kompo-
▶
nenty i odłączyć je od sieci zasilającej.
Zabezpieczyć wszystkie używane urządzenia i komponenty przed ponownym
▶
włączeniem.
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo porażenia elektrycznego wskutek wadliwych komponentów
systemu i błędów obsługi.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Wszystkie kable, przewody i pakiety przewodów muszą być zawsze solidnie
▶
podłączone, nieuszkodzone i prawidłowo zaizolowane.
Stosować tylko wystarczająco zwymiarowane kable, przewody i pakiety pr-
▶
zewodów.
NIEBEZPIECZEŃSTWO!
Ryzyko poślizgnięcia wskutek wytryśnięcia płynu chłodzącego.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Jeżeli węże płynu chłodzącego uchwytu spawalniczego chłodzonego wodą
▶
będą odłączane od chłodnicy lub innych komponentów systemu, zawsze należy je zamykać za pomocą zamontowanych na nich zamknięć z tworzywa
sztucznego.
72
Page 73

NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo stwarzane przez gorące komponenty systemu i/lub gorące
materiały eksploatacyjne.
Skutkiem mogą być poważne przypalenia i oparzenia.
Przed rozpoczęciem prac wszystkie rozgrzane komponenty systemu i/lub
▶
materiały eksploatacyjne schłodzić do +25°C / +77°F (na przykład: płyn
chłodzący, komponenty systemu chłodzone wodą, silnik napędowy podajnika
drutu itd.).
Gdy schłodzenie nie jest możliwe, stosować odpowiednie wyposażenie
▶
ochronne (na przykład ogniotrwałe rękawice, gogle itd.).
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo zatrucia dymem spawalniczym.
Grozi poważnym uszczerbkiem na zdrowiu.
Zawsze odsysać dym spawalniczy.
▶
Zadbać o wystarczającą wentylację. W każdym momencie musi być zapewni-
▶
ona wymiana powietrza w tempie co najmniej 20 m³ (169070.1 US gi) na godzinę.
W razie wątpliwości nakazać zbadanie stężenia substancji szkodliwych przez
▶
specjalistę w zakresie bezpieczeństwa.
PL
Niebezpieczeństwo stwarzane przez dym
spawalniczy
OSTROŻNIE!
Niebezpieczeństwo wskutek pracy bez płynu chłodzącego.
Skutkiem mogą być straty materialne.
Nigdy nie używać urządzeń chłodzonych wodą bez płynu chłodzącego.
▶
Należy dopilnować, aby podczas spawania był zapewniony prawidłowy pr-
▶
zepływ płynu chłodzącego — w przypadku chłodnic Fronius ma to miejsce,
gdy widoczny jest nieprzerwany strumień płynu chłodzącego powracającego
do zbiornika płynu chłodzącego przy chłodnicy.
Producent nie odpowiada za szkody spowodowane nieprzestrzeganiem
▶
powyższych punktów — reklamacje z tytułu gwarancji nie będą uznawane.
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo stwarzane przez dym powstający podczas spawania, zawierający gazy i opary szkodliwe dla zdrowia.
Skutkiem może być poważny uszczerbek na zdrowiu.
Spawanie bez włączonego odciągu jest niedozwolone.
▶
W pewnych okolicznościach użycie samego palnika z odciągiem może nie być
▶
wystarczające.
W takim przypadku należy zainstalować dodatkowy odciąg, aby zmniejszyć
obciążenie szkodliwymi substancjami na stanowisku pracy.
W razie wątpliwości zlecić określenie poziomu substancji szkodliwych na sta-
▶
nowisku pracy przez technika ds. bezpieczeństwa.
73
Page 74

MTG d, MTW d, MHP d — informacje ogólne
Funkcja Up/
Down
Funkcja JobMaster
Wybrać jeden z poniższych para-
-
metrów w źródle prądu spawalniczego:
prędkość podawania drutu,
-
numer zadania.
-
Ustawić parametry za pomocą
-
funkcji Up/Down.
WAŻNE! W trybach pracy „Spawanie
metodą MIG/MAG Standard i Puls Synergic” istnieje możliwość ustawienia
dodatkowych parametrów.
WAŻNE! Na palniku JobMaster mogą być wyświetlane komunikaty kodowe.
Odpowiadają one kodowi serwisowemu wyświetlanemu równocześnie na panelu
obsługowym (patrz instrukcja obsługi źródła prądu spawalniczego, rozdział „Lokalizacja i usuwanie usterek”).
SynchroPuls (opcja) — na palniku JobMaster nie świeci żaden symbol (patrz instrukcja obsługi źródła prądu spawalniczego, rozdział „Spawanie metodą MIG/
MAG”).
1 2
74
Page 75

3 4
5
PL
75
Page 76

MTG 400d K4, MTW 500d K4 — informacje
10 %
100 %
1
100 %
2
10 %
ogólne
Informacje
ogólne
Wartości orientacyjne dla
urządzeń odciągowych
Palniki z odciągiem MTG 400d K4
i MTW 500d K4 odciągają szkodliwy
dym spawalniczy podczas spawania
bezpośrednio w miejscu jego powstawania.
Dym spawalniczy jest odciągany, zanim
dostanie się do obszaru oddychania
spawacza.
Pozwala to zachować ustawowo
określone wartości maksymalnego
stężenia na stanowisku pracy (MAK),
a nawet nie dopuścić, by zbliżyły się do
wartości granicznej.
Urządzenia odciągowe do palników z odciągiem powinny spełniać następujące
specyfikacje:
Moc zasysania
ok. 100 m3/h
Regulator strumienia powietrza
Wartości podciśnienia od 0,05 do 0,2 bara
(od 5000 do 20 000 Pa)
Regulator strumienia powietrza umożliwia płynną regulację ilości dymu spawalniczego zasysanego w czasie pracy w zakresie od 10 do 100%.
1
2
WAŻNE! Regulacja zasysanej ilości dymu spawalniczego jest niezbędna, jeżeli na-
stępuje zasysanie gazu osłonowego razem z dymem spawalniczym (np. podczas
spawania w położeniach narożnych).
76
Page 77

Funkcja UD
PL
77
Page 78

Montaż części eksploatacyjnych na korpusie pal-
4
3
2
1
1
nika spawalniczego
MTG d, MTW d
— montaż części
eksploatacyjnych na korpusie
palnika spawalniczego
1 2
3
** Dokręcić do oporu dyszę ga-
zową.
MTG 400d K4,
MTW 500d K4 —
montaż części
eksploatacyjnych
78
1
2
Page 79

1
**
0
2
3
1
4
PL
** Dokręcić do oporu dyszę gazową
Nakładanie dyszy odciągowej
79
Page 80

Montaż końcówki palnika ML na wiązce uchwytu
(B)
(A)
(A)
(B)
MHP
Składanie palnika spawalniczego Multilock
WSKAZÓWKA!
Niebezpieczeństwo uszkodzenia palnika spawalniczego. Nakrętkę złączkową
końcówki palnika zawsze dokręcać aż do wyczucia oporu.
WSKAZÓWKA!
W przypadku palników spawalniczych chłodzonych wodą, ze względu na konstrukcję palnika spawalniczego, może pojawić się większy opór podczas dokręcania nakrętki złączkowej. Jest to normalne zjawisko. Nakrętkę złączkową
końcówki palnika zawsze dokręcać aż do wyczucia oporu.
WSKAZÓWKA!
Przed montażem końcówki palnika upewnić się, że miejsce połączenia końcówki
palnika z wiązką uchwytu jest nieuszkodzone i czyste.
1
WSKAZÓWKA!
Jeżeli kołek pasowany (A) wiązki
uchwytu wnika do otworu pasowanego
(B) końcówki palnika, oznacza to, że
końcówka palnika znajduje się w pozycji 0°.
80
2 3
* Upewnić się, że nakrętka złączkowa jest dokręcona do oporu.
Page 81

Montaż prowadników drutu
F, F++
2
1
Montaż prowadnika drutu ze
stali
1 2
PL
3
F++, F:
4 5
81
Page 82

Euro:
0mm
(0in.)
2
3
Euro
1
3
2
Euro
1
2
Montaż prowadnika drutu
z tworzywa sztucznego (F, F++)
6
1 2
7
3
4
82
Page 83

Montaż prowad-
1
1
2
nika drutu
z tworzywa sztucznego (przyłącze Fronius
z tuleją prowadzącą drut)
WSKAZÓWKA!
Przed wprowadzeniem drutu elektrodowego zaokrąglić jego koniec.
Dotyczy prowadników teflonowych, łączonych i grafitowych
1 2
PL
3
5
4
83
Page 84

Montaż prowad-
2
2
3
1
2
(.04 - .08 in.)
1-2 mm
*
1
3
2
4
5
1
1
2
nika drutu
z tworzywa sztucznego (Euro)
1 2
3
5
4
* opcja — tuleja prowadząca drut
(42,0001,5421)
6
84
Page 85

Uruchamianie
1
Podłączanie palnika spawalniczego
1
1
* wtyczka LocalNet (palnik spa-
walniczy Standard lub Up/
Down)
** wtyczka JobMaster (palnik spa-
walniczy JobMaster)
PL
* wtyczka LocalNet (palnik spa-
walniczy Standard lub Up/
Down)
** wtyczka JobMaster (palnik spa-
walniczy JobMaster)
Podłączenie odciągu
Podłączyć przewód odciągu do
1
urządzenia odciągowego zgodnie
z wartościami orientacyjnymi dla
urządzeń odciągowych.
85
Page 86

Obracanie
końcówki palnika
spawalniczego
Multilock
OSTROŻNIE!
Niebezpieczeństwo oparzenia przez gorący płyn chłodzący i gorącą końcówkę
palnika.
Przed rozpoczęciem prac pozostawić płyn chłodzący i końcówkę palnika do
▶
ostygnięcia do temperatury pokojowej (+25°C, +77°F).
1 2
3 4
* Upewnić się, że nakrętka złączkowa jest dokręcona do oporu.
86
Page 87

Wymiana
(B)
(A)
(A)
(B)
końcówki palnika
spawalniczego
Multilock
OSTROŻNIE!
Niebezpieczeństwo oparzenia przez gorący płyn chłodzący i gorącą końcówkę
palnika.
Skutkiem mogą być poważne poparzenia.
Przed rozpoczęciem prac pozostawić płyn chłodzący i końcówkę palnika do
▶
ostygnięcia do temperatury pokojowej (+25°C, +77°F).
WSKAZÓWKA!
W końcówce palnika zawsze znajduje się resztka płynu chłodzącego.
Końcówkę palnika można demontować tylko wtedy, gdy dysza gazowa jest skierowana w dół.
WSKAZÓWKA!
Przed montażem końcówki palnika upewnić się, że miejsce połączenia końcówki
palnika z wiązką uchwytu jest nieuszkodzone i czyste.
1
2
PL
WSKAZÓWKA!
Jeżeli kołek pasowany (A) wiązki uchwytu wnika do otworu pasowanego (B)
końcówki palnika, oznacza to, że końcówka palnika znajduje się w pozycji 0°.
87
Page 88

3 4
* Upewnić się, że nakrętka złączkowa jest dokręcona do oporu.
Uchwyt pryzmatyczny maszynowego palnika
spawalniczego
Maszynowy palnik spawalniczy należy
w celu obróbki montować wyłącznie
w odpowiednim uchwycie pryzmatycznym!
88
Page 89

Czyszczenie i konserwacja
1.
2.
3.
4.
5.
Informacje
ogólne
Regularna i profilaktyczna konserwacja palnika spawalniczego to istotny czynnik,
zapewniający bezawaryjną eksploatację. Palnik spawalniczy jest poddawany
działaniu wysokich temperatur i silnych zanieczyszczeń. Dlatego też palnik spawalniczy wymaga częstszej konserwacji niż inne elementy systemu spawania.
OSTROŻNIE!
Niebezpieczeństwo uszkodzenia
wskutek niewłaściwego obchodzenia
się z palnikiem spawalniczym.
Skutkiem mogą być poważne szkody
materialne.
Nie uderzać palnikiem spawalnic-
▶
zym o twarde przedmioty.
Unikać żłobień i zadrapań na
▶
końcówce prądowej.
W żadnym wypadku nie wyginać
▶
korpusu uchwytu spawalniczego.
PL
Rozpoznawanie
uszkodzonych
części eksploatacyjnych
Części izolujące
1.
wypalone krawędzie zewnętrzne, wyszczerbienia;
-
Elementy mocujące końcówki prądowej
2.
wypalone krawędzie zewnętrzne, wyszczerbienia;
-
duża ilość przyklejonych odprysków spawalniczych;
-
Osłona antyodpryskowa
3.
wypalone krawędzie zewnętrzne, wyszczerbienia;
-
Końcówki prądowe
4.
wytarte (owalne) otwory wlotowe i wylotowe drutu;
-
duża ilość przyklejonych odprysków spawalniczych;
-
wtopienie na końcówce prądowej.
-
Dysze gazowe
5.
duża ilość przyklejonych odprysków spawalniczych;
-
nadpalone krawędzie zewnętrzne
-
wyszczerbienia.
-
Konserwacja
podczas każdego
uruchamiania
Skontrolować części eksploatacyjne
-
Wymienić uszkodzone części eksploatacyjne.
-
Usunąć odpryski spawalnicze z dyszy gazowej.
-
89
Page 90

1 2
1
2
3
4
5
* Skontrolować dyszę gazową, osłonę antyodpryskową i izolacje pod kątem
uszkodzeń i uszkodzonych podzespołów.
Dodatkowo, przy każdym uruchomieniu w przypadku palników spawalniczych
-
chłodzonych wodą:
Upewnić się, że wszystkie przyłącza płynu chłodzącego są szczelne.
-
Upewnić się, że następuje prawidłowy odpływ płynu chłodzącego.
-
Konserwacja
podczas każdej
wymiany szpuli
drutu / szpuli z
koszykiem
Oczyścić przewód podający drut sprężonym powietrzem o obniżonym ciśnie-
-
niu.
Zalecenie: wymienić prowadnicę drutu, przed ponownym montażem prowad-
-
nicy drutu oczyścić elementy ulegające zużyciu.
1
90
Page 91

2
PL
91
Page 92

Lokalizacja i usuwanie usterek
Lokalizacja i usuwanie usterek
Brak prądu spawalniczego
Włączony wyłącznik zasilania, świecą się wskaźniki na źródle prądu spawalniczego, gaz ochronny dostępny
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Brak reakcji po naciśnięciu przycisku palnika
Włączony wyłącznik zasilania, świecą wskaźniki na źródle prądu spawalniczego
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Nieprawidłowe przyłącze masy
Prawidłowo wykonać przyłącze masy
Przerwany kabel prądowy w palniku spawalniczym
Wymienić palnik spawalniczy
FSC („Fronius System Connector” — przyłącze centralne) nie zostało
wsunięte do oporu
Wsunąć Fronius System Connector aż do oporu
Uszkodzony palnik spawalniczy lub przewód sterujący palnika spawalniczego
Wymienić palnik spawalniczy
Nieprawidłowo podłączony zestaw przewodów połączeniowych lub jego uszkodzenie
Podłączyć prawidłowo zestaw przewodów połączeniowych
Wymienić uszkodzony zestaw przewodów połączeniowych
Przyczyna:
Usuwanie:
Brak gazu ochronnego
Wszystkie inne funkcje działają
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Uszkodzenie źródła prądu spawalniczego
Powiadomić serwis
Pusta butla z gazem
Wymienić butlę z gazem
Uszkodzony reduktor ciśnienia
Wymienić reduktor ciśnienia
Przewód gazowy giętki nie jest zamontowany lub jest zagięty albo
uszkodzony
Zamontować przewód gazowy giętki, wyprostować. Wymienić uszkodzony przewód gazowy giętki
Uszkodzony palnik spawalniczy
Wymienić palnik spawalniczy
Uszkodzony zawór elektromagnetyczny gazu
Powiadomić serwis (zlecić wymianę zaworu elektromagnetycznego
gazu)
92
Page 93

Złe właściwości spawania
Przyczyna:
Usuwanie:
Nieprawidłowe parametry spawania
Skorygować ustawienia
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Nieprawidłowe połączenie z masą
Zapewnić dobry styk z elementem spawanym
Brak lub za mało gazu ochronnego
Sprawdzić reduktor ciśnienia, przewód gazowy giętki, zawór elektro-
magnetyczny gazu i przyłącze gazu ochronnego palnika spawalniczego. W przypadku palników AL sprawdzić uszczelnienie gazu, zastosować odpowiednią prowadnicę drutu.
Nieszczelny palnik spawalniczy
Wymienić palnik spawalniczy
Zbyt duża lub wytarta końcówka prądowa
Wymienić końcówkę prądową
Nieprawidłowy stop drutu lub nieprawidłowa średnica drutu
Sprawdzić włożoną szpulę drutu / szpulę z koszykiem
Nieprawidłowy stop drutu lub nieprawidłowa średnica drutu
Sprawdzić spawalność materiału podstawowego
Gaz ochronny nie nadaje się do stopu drutu
Zastosować odpowiedni gaz ochronny
PL
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Niekorzystne warunki spawania: zanieczyszczony gaz ochronny (wilgoć, powietrze), niedostateczne ekranowanie gazowe (jeziorko spawalnicze „kipi”, ciąg powietrza), zanieczyszczenia w elemencie spawanym
(rdza, lakier, tłuszcz)
Zoptymalizować warunki spawania
Rozpryski spawalnicze w dyszy gazowej
Usunąć rozpryski spawalnicze
Zawirowania ze względu na zbyt dużą ilość gazu ochronnego
Zmniejszyć ilość gazu ochronnego, zalecana:
ilość gazu ochronnego (l/min) = średnica drutu (mm) x 10
(np. 16 l/min dla drutu elektrodowego o średnicy 1,6 mm)
Zbyt duży odstęp pomiędzy palnikiem spawalniczym a elementem
spawanym
Zmniejszyć odstęp między palnikiem spawalniczym a elementem spawanym (ok. 10–15 mm / 0.39–0.59 in.)
Zbyt duży kąt przystawienia palnika spawalniczego
Zmniejszyć kąt przystawienia palnika spawalniczego
Przyczyna:
Usuwanie:
Podzespoły podające drut nie są dostosowane do średnicy drutu elektrodowego / materiału drutu elektrodowego
Zastosować odpowiednie podzespoły podające drut
93
Page 94

Nieprawidłowe podawanie drutu
Przyczyna:
Usuwanie:
W zależności od systemu, hamulec w podajniku drutu lub źródle
prądu spawalniczego został ustawiony na zbyt dużą siłę hamowania
Zmniejszyć siłę hamulca
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Zatkany otwór końcówki prądowej
Wymienić końcówkę prądową
Uszkodzenie prowadnicy drutu lub wkładki prowadnicy drutu
Skontrolować prowadnicę drutu lub wkładkę prowadnicy drutu pod
kątem zagięć, zabrudzeń itp.
Wymienić uszkodzoną prowadnicę drutu lub wkładkę prowadnicy drutu
Rolki podające nie nadają się do używanego drutu elektrodowego
Zastosować odpowiednie rolki podające
Nieprawidłowa siła docisku rolek podających
Zoptymalizować siłę docisku
Zanieczyszczone lub uszkodzone rolki podające
Oczyścić lub wymienić rolki podające
Zatkana lub zgięta prowadnica drutu
Wymienić prowadnicę drutu
Po skróceniu prowadnica drutu jest zbyt krótka
Wymienić prowadnicę drutu i skrócić nową prowadnicę drutu do od-
powiedniej długości
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Dysza gazowa bardzo się nagrzewa
Przyczyna:
Usuwanie:
Ścieranie się drutu elektrodowego na skutek zbyt dużej siły docisku
rolek podających
Zredukować siłę docisku rolek podających
Zanieczyszczony lub zardzewiały drut elektrodowy
Zastosować lepszej jakości drut elektrodowy bez zanieczyszczeń
W przypadku prowadnika drutu ze stali: zastosowanie niepowlekanego prowadnika drutu
Zastosować powlekany prowadnik drutu
Brak odprowadzania ciepła ze względu na luźne osadzenie dyszy gazowej
Dokręcić dyszę gazową aż do oporu
94
Page 95

Palnik spawalniczy bardzo się nagrzewa
Przyczyna:
Usuwanie:
Tylko w przypadku palników spawalniczych Multilock: luźna nakrętka
złączkowa końcówki palnika
Dokręcić nakrętkę złączkową
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Krótka żywotność końcówki prądowej
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Palnik spawalniczy był eksploatowany z zastosowaniem prądu spawalniczego o wartości wyższej niż maksymalna
Obniżyć moc spawania lub zastosować palnik spawalniczy o większej
mocy
Zbyt mała moc palnika spawalniczego
Przestrzegać czasu włączenia i granicznych wartości obciążenia
Tylko w przypadku urządzeń z chłodzeniem wodnym: za mały przepływ płynu chłodzącego
Sprawdzić poziom płynu chłodzącego, ilość przepływu płynu
chłodzącego, zanieczyszczenie płynu chłodzącego, ułożenie wiązki
uchwytu itp.
Koniec palnika spawalniczego zbyt blisko łuku spawalniczego
Zwiększyć wolny wylot drutu
Nieprawidłowe rolki podające
Zastosować odpowiednie rolki podające
Ścieranie się drutu elektrodowego na skutek zbyt dużej siły docisku
rolek podających
Zredukować siłę docisku rolek podających
PL
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
WSKAZÓWKA!
W przypadku stosowania stopów CrNi, ze względu na właściwości powierzchni
drutu elektrodowego CrNi, może następować bardziej intensywne zużywanie się
końcówki prądowej.
Zanieczyszczony / zardzewiały drut elektrodowy
Zastosować wysokiej jakości drut elektrodowy bez zanieczyszczeń
Niepowlekany drut elektrodowy
Zastosować drut elektrodowy z odpowiednią powłoką
Nieodpowiednie parametry końcówki prądowej
Zastosować końcówkę prądową o odpowiednich parametrach
Zbyt długi cykl pracy palnika spawalniczego
Skrócić cykl pracy lub zastosować palnik spawalniczy o większej mocy
Przegrzana końcówka prądowa. Brak odprowadzania ciepła ze względu na luźne osadzenie końcówki prądowej
Dokręcić końcówkę prądową
95
Page 96

Nieprawidłowe działanie przycisku palnika
Przyczyna:
Usuwanie:
Nieprawidłowe połączenia wtykowe między palnikiem spawalniczym
a źródłem prądu spawalniczego
Wykonać prawidłowe połączenia wtykowe / przekazać źródło prądu
spawalniczego lub palnik spawalniczy do serwisu
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Porowatość spoiny
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Zanieczyszczenia między przyciskiem palnika a obudową przycisku
palnika
Usunąć zanieczyszczenia
Uszkodzenie przewodu sterującego
Powiadomić serwis
Powstawanie odprysków w dyszy gazowej, w następstwie czego osłona
gazowa spoiny jest niewystarczająca
Usunąć odpryski spawalnicze
Otwory w przewodzie gazowym giętkim lub niedokładne podłączenie
przewodu gazowego giętkiego
Wymienić przewód gazowy giętki
Pierścień samouszczelniający złącza centralnego jest przecięty lub
uszkodzony
Wymienić pierścień samouszczelniający
Wilgoć/skropliny w przewodzie gazu
Osuszyć przewód gazu
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Zbyt intensywny lub zbyt mały przepływ gazu
Skorygować przepływ gazu
Niewystarczająca ilość gazu na początku lub na końcu spawania
Zwiększyć wstępny wypływ gazu i wypływ gazu po zakończeniu spawa-
nia
Drut elektrodowy zardzewiały lub złej jakości
Zastosować wysokiej jakości drut elektrodowy bez zanieczyszczeń
Dotyczy palników AL: wypływ gazu przy nieizolowanych prowadnicach
drutu
W przypadku palników AL stosować tylko izolowane prowadniki drutu
Nałożono zbyt dużą ilość środka antyadhezyjnego
Usunąć nadmiar środka antyadhezyjnego / nakładać mniejszą ilość
środka antyadhezyjnego
Zbyt duża siła odciągu
Zmniejszyć siłę odciągu
96
Page 97

Zbyt mała siła odciągu
Przyczyna:
Usuwanie:
Otwory w przewodzie odciągowym
Wymienić przewód odciągowy
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Zatkanie filtra urządzenia odciągowego
Wymienić filtr urządzenia odciągowego
Zatkanie dróg powietrznych w inny sposób
Usunąć zatkania
Za mała wydajność odciągu urządzenia odciągowego;
nieprawidłowa konfiguracja OPT/i FumeEx
Zastosować urządzenie odciągowe o większej wydajności odciągu;
zwiększyć wydajność odciągu
PL
97
Page 98

Dane techniczne
Ø
Ø
Informacje
ogólne
Korpus palnika
spawalniczego
chłodzony gazem — MTG
250d – 500d
Pomiar napięcia (V-Peak):
dla ręcznych palników spawalniczych: 113 V;
-
dla maszynowych palników spawalniczych: 141 V.
-
Dane techniczne przycisku palnika:
U
I
2
max
max
= 5 V
= 10 mA
MTG 250d MTG 320d MTG 400d MTG 500d
40% ED*
250
60% ED*
200
100% ED*
170
40% ED*
200
60% ED*
160
100% ED*
120
40% ED*
320
60% ED*
260
100% ED*
210
40% ED*
260
60% ED*
210
100% ED*
160
40% ED*
400
60% ED*
320
100% ED*
260
40% ED*
320
60% ED*
260
100% ED*
210
40% ED*
500
60% ED*
400
100% ED*
320
40% ED*
400
60% ED*
320
100% ED*
260
-
-
Używanie przycisku palnika jest dozwolone tylko w ramach określonych przez dane techniczne.
Produkt spełnia wymogi normy IEC 60974-7 / - 10 CI. A.
I (A) 10 min/40°C
CO
I (A) 10 min/40°C
M21
Końcówka palnika chłodzona gazem — MTB
250i, 320i, 330i,
400i, 550i G ML
[mm (in.)] 0,8–1,2
[m (ft.)] 3,5 / 4,5
* ED = czas włączenia
MTB 250i G ML MTB 320i G ML MTB 330i G ML
I (A) 10 min / 40°C
M21+C1 (EN 439)
[mm (in)] 0,8-1,2
* ED = cykl pracy
MTB 400i G ML MTB 550i G ML
I (A) 10 min / 40°C
C1 (EN 439)
0,8–1,6
(.032–.047)
(12 / 15)
40% ED* 250
60% ED* 200
100% ED* 170
(.032-.047)
- 30% ED* 550
(.032–.063)
3,5 / 4,5
(12 / 15)
40% ED* 320
60% ED* 260
100% ED* 210
0,8-1,6
(.032-.063)
1,0–1,6
(.039–.063)
3,5 / 4,5
(12 / 15)
1,0–1,6
(.039–.063)
3,5 / 4,5
(12 / 15)
40% ED* 330
60% ED* 270
100% ED* 220
0,8-1,6
(.032-.063)
98
Page 99

MTB 400i G ML MTB 550i G ML
Ø
Ø
Ø
Wiązka uchwytu
chłodzona gazem — MHP
400d G ML
I (amper) 10 min/40°C
M21 (EN 439)
I (A) 10 min / 40°C
M21+C1 (EN 439)
[mm (in)] 0,8-1,6 (.032-.063) 0,8-1,6 (.032-.063)
* ED = cykl pracy
MHP 400d G ML
I (A) 10 min/40°C
2
CO
I (A) 10 min/40°C
M21
[mm (in.)] 0,8–1,6 (.032–.063)
- 30% ED* 520
40% ED* 400
60% ED* 320
100% ED* 260
60% ED* 420
100% ED* 360
40% ED* 400
60% ED* 320
100% ED* 260
40% ED* 320
60% ED* 260
100% ED* 210
PL
Wiązka uchwytu
chłodzona gazem — MHP
500d G ML M
[m (ft.)] 3,35/4,35 (11/14)
* ED = czas włączenia
MHP 500d G ML M
I (A) 10 min/40°C
2
CO
I (A) 10 min/40°C
M21
[mm (in.)] 0,8–1,6 (.032–.063)
[m (ft.)] 1,35/2,35/3,35
* ED = czas włączenia
40% ED* 500
60% ED* 400
100% ED* 320
40% ED* 400
60% ED* 320
100% ED* 260
(4.4/7.7/14)
Korpus palnika
spawalniczego
chłodzony wodą
— MTW 250d –
700d
I (A) 10 min/40°C
2
CO
I (A) 10 min/40°C
M21
MTW 250d MTW 400d MTW 500d MTW 700d
100% ED*
250
100% ED*
200
100% ED*
400
100% ED*
320
100% ED*
500
100% ED*
400
100% ED*
700
100% ED*
560
99
Page 100

MTW 250d MTW 400d MTW 500d MTW 700d
Ø
Ø
Ø
[mm (in.)] 0,8–1,2
(.032–.047
)
Q
min
[l/min
1 (.26) 1 (.26) 1 (.26) 1 (.26)
0,8–1,6
(.032–.063
)
0,8–1,6
(.032–.063)
(gal./
min)]
P
min
P
min
[W]** 500 (3,5
m)
600 (4,5
m)
[bar
3 (43) 3 (43) 3 (43) 3 (43)
800 (3,5
m)
950 (4,5
m)
1400 (3,5
m)
1700 (4,5
m)
(psi.)]
P
max
[bar
5 (72) 5 (72) 5 (72) 5 (72)
(psi.)]
[m (ft.)] 3,5 / 4,5
(12 / 15)
3,5 / 4,5
(12 / 15)
3,5 / 4,5
(12 / 15)
* ED = czas włączenia
** najniższa wydajność chłodzenia wg normy IEC 60974-2
0,8–1,6
(.032–.063)
1800 (3,5
m)
2200 (4,5
m)
3,5 / 4,5
(12 / 15)
Korpus uchwytu
chłodzony wodą
- MTB 250i, 330i,
400i, 500i, 700i
W ML
I (A) 10 min / 40°C
M21+C1 (EN 439)
[mm (in)] 0,8-1,2
Q
min
[l/min
(gal./min)]
* ED = cykl pracy
I (A) 10 min / 40°C
M21+C1 (EN 439)
[mm (in)] 1,0-1,6
Q
min
[l/min
(gal./min)]
* ED = cykl pracy
MTB 250i
W ML
100% ED*
250
(.032-.047)
MTB 330i
W ML
100% ED*
330
0,8-1,6
(.032-.063)
MTB 400i
W ML
100% ED*
400
0,8-1,6
(.032-.063)
MTB 500i
W ML
100% ED*
500
1,0-1,6
(.039-.063)
1 (.26) 1 (.26) 1 (.26) 1 (.26)
MTB 700i W ML
100% ED* 700
(.039-.063)
1 (.26)
Wiązka uchwytu
chłodzona wodą
— MHP 500d,
700d W ML
100
MHP 500d W ML MHP 700d W ML
I (A) 10 min/40°C
2
CO
100% ED* 500 100% ED* 700
 Loading...
Loading...