

Page 1

Operating
manuals.fronius.com/
html/4204260459
e-Manual
Instructions
MTG Exento
MTW Exento
Bruksanvisning
SV
42,0426,0459,SV 005-21092022
Page 2

Page 3

Innehållsförteckning
Säkerhet, information om korrekt användning 5
Säkerhet 7
Säkerhet 7
Avsedd användning, Krav på utsuget 8
Avsedd användning 8
Krav på utsuget 8
Uppgifter om utsug på märkplåten 10
Tillgängliga gränssnitt, avtryckarens funktion 11
Tillgängliga gränssnitt 13
Up/Down-Funktion 13
JobMaster-Funktion 13
Avtryckarens funktioner 14
Tvåstegsavtryckarens funktioner 14
Idrifttagande 15
Tillvägagångssätt vid driftsättning 17
Tillvägagångssätt vid idrifttagande av svetsbrännare med Fronius System Connector 17
Tillvägagångssätt vid idrifttagande av svetsbrännare med euro-anslutning 17
Montera trådledaren på svetsbrännare med Fronius System Connector 18
Information om trådledaren i gaskylda svetsbrännare 18
Montera trådledaren 19
Montera trådledare av stål på svetsbrännare med euro-anslutning 23
Montera trådledare av stål i 23
Montera trådledare av plast på svetsbrännare med euro-anslutning 27
Information om trådledaren i gaskylda svetsbrännare 27
Montera trådledare av plast 28
Ansluta svetsbrännare till apparater med Fronius System Connector 31
Ansluta svetsbrännaren till strömkällan 31
Ansluta svetsbrännaren till trådmatningen 32
Ansluta svetsbrännare till apparater med euro-anslutning 33
Ansluta svetsbrännaren 33
Ansluta svetsbrännaren till utsuget och mäta utsugningseffekt 34
Ansluta svetsbrännaren till utsuget 34
Mät utsugningseffekt (utsugningsflöde) med Exentometer 34
Justera utsugningseffekt 37
Justera utsugningseffekt på svetsbrännaren 37
Justera utsugningseffekt med externt luftflödesreglage 39
SV
Feldiagnos, felavhjälpning, underhåll 41
Feldiagnos, felavhjälpning 43
Feldiagnos, felavhjälpning 43
Underhåll 49
Identifiera defekta slitdelar 49
Underhåll ska utföras i början av varje arbetsdag 50
Underhåll var 48:e timme 51
Underhåll vid varje byte av tråd-/korgspolen 52
Tekniska data 55
Tekniska data för vattenkylda svetsbrännare 57
Allmänt 57
Tekniska data för MTW Exento svetsbrännare 57
Tekniska data för gaskylda svetsbrännare 61
Allmänt 61
Tekniska data MTG Exento Svetsbrännare 61
3
Page 4

4
Page 5

Säkerhet, information om korrekt
användning
5
Page 6

6
Page 7

Säkerhet
SV
Säkerhet
FARA!
Fara vid felaktig användning och felaktigt utförda arbeten.
Kan leda till allvarliga personskador och materiella skador.
Endast tekniskt utbildad personal får utföra de arbeten och funktioner som
▶
beskrivs i det här dokumentet.
Läs hela dokumentet och se till att du förstår det.
▶
Läs alla säkerhetsföreskrifter och all användardokumentation till den här ap-
▶
paraten och alla systemkomponenter och se till att du förstår dem.
FARA!
Fara på grund av elektrisk ström.
Kan leda till allvarliga personskador och materiella skador.
Stäng av och koppla bort alla berörda apparater och komponenter från
▶
elnätet innan arbeten påbörjas.
Se till att inga berörda apparater eller komponenter kan återanslutas.
▶
FARA!
Fara på grund av att trådelektroden sticker ut.
Det kan leda till allvarliga personskador.
Håll svetsbrännaren med spetsen riktad bort från ansiktet och kroppen.
▶
Använd lämpliga skyddsglasögon.
▶
Rikta inte svetsbrännaren mot andra personer.
▶
Säkerställ att trådelektroden bara kan få avsiktlig kontakt med elektriskt le-
▶
dande föremål.
FARA!
Fara på grund av heta systemkomponenter och/eller utrustning.
Kan leda till svåra brännskador och skållning.
Låt alla heta systemkomponenter och/eller utrustning svalna till +25 °C/
▶
+77 °F innan arbetena påbörjas (till exempel kylmedel, vattenkylda systemkomponenter, matarverkets drivmotor osv.).
Bär lämplig skyddsutrustning (till exempel värmebeständiga handskar,
▶
skyddsglasögon osv.) om det inte är möjligt att låta komponenterna svalna.
FARA!
Fara vid kontakt med giftig svetsrök.
Kan leda till allvarliga personskador.
Det är inte tillåtet att svetsa utan en påslagen utsugningsapparat.
▶
I vissa fall räcker det inte att enbart använda en utsugssvetsbrännare för att
▶
minska föroreningsmängden på arbetsplatsen i vederbörlig grad. I ett sådant
falls ska du installera ett ytterligare utsug för att minska föroreningsmängden på arbetsplatsen i vederbörlig grad.
I tveksamma fall ska du låta en säkerhetstekniker fastställa förore-
▶
ningsmängden på arbetsplatsen.
7
Page 8

Avsedd användning, Krav på utsuget
Avsedd användning
Krav på utsuget Schweißbrenner får endast användas med utsugssystem som uppfyller följande
MIG/MAG-handsvetsbrännare är endast för MIG/MAG-svetsning i kombination
med ett tillräckligt kraftfullt utsugssystem (se avsnitt Krav på utsuget på sidan
8). Annan användning eller användning utöver detta är inte tillåten. Tillverka-
ren ansvarar inte för skador som uppstår på grund av det.
Till avsedd användning hör även:
att läsa hela detta dokument
-
att följa alla anvisningar och säkerhetsföreskrifter i detta dokument
-
att utföra alla inspektions- och underhållsarbeten.
-
krav:
-
Utsugningseffekt (utsugningsflöde) på minst 70 - 110 m3/h (2472 - 3885
cfh); beroende på vilken svetsbrännare som används
vid ett lägre värde finns det en risk att svetsröken inte sugs ut ordentligt
-
vid ett högre värde finns det en risk att skyddsgasen sugs ut oavsiktligt
-
från svetsfogen
Beroende på utsugsslangens längd och den svetsbrännare som används, ska
-
undertrycket generera minst 10 - 18 kPa (100 - 180 mbar)
ju kortare och tjockare utsugsslangen är, desto mindre kan suganord-
-
ningen dimensioneras / desto mindre utsugningseffekt måste erhållas
för att svetsröken ska sugas ut optimalt
Vid stigande höjd över havet måste utsugningseffekten anpassas till höjden
-
på grund av förändrade omgivningsförhållanden (lägre lufttryck, mm.), exempelvis genom att öppna luftflödesreglaget på svetsbrännaren eller att minska
utsugningseffekten
I alla fall måste kraven för utsugning uppfyllas.
-
Använd exentometern för att bestämma svetsbrännarens aktuella utsug-
-
ningsflöde - se avsnitt Mät utsugningseffekt (utsugningsflöde) med Ex-
entometer på sidan 34 för detta
De exakta kraven på utsuget finns på märkplåten på respektive svetsbrännare (se
avsnitt Uppgifter om utsug på märkplåten på sidan 10) och i tekniska data.
8
Page 9

Märkplåt på svetsbrännare
SV
9
Page 10

Uppgifter om ut-
∆
p
c
[kPa]
Check
Qv,c [m³/h] Qv,n [m³/h]
11,0 94 57
MIXED
CO2
I2
X (40°C)
EN IEC 60974-7/-10 Cl.A
EN ISO 21904-1
Charge No.
Art.No.
Type
www.fronius.com
Q
v,n
Q
v,c
pc
pc
sug på märkplåten
Exempel på en märkplåt
Uppgifter om utsug på märkplåten
utsugningsflöde i främre änden av svetsbrännaren (= utsugnings-
flödet från svetsbrännaren)
utsugningsflöde vid sugporten på svetsbrännaren (= utsugnings-
flödet som utsuget måste hantera)
nödvändigt undertryck vid sugporten på svetsbrännaren (= det undertryck som utsuget måste generera)
10
Page 11

Tillgängliga gränssnitt, avtrycka-
rens funktion
11
Page 12

12
Page 13

Tillgängliga gränssnitt
SV
Up/Down-Funktion
JobMasterFunktion
Up/Down-svetsbrännaren har följande
funktioner:
Justering av svetskapacitet i Sy-
-
nergic-drift med Up/Down-knapparna
Felindikering:
-
vid systemfel lyser alla lysdio-
-
der rött
vid datakommunikationsfel
-
blinkar alla lysdioder rött
Självtest under uppstartssekven-
-
sen:
alla lysdioder tänds kort en ef-
-
ter en
JobMaster-svetsbrännaren har följande funktioner:
Med pilknapparna väljs önskad
-
svetsparameter på strömkällan
med knapparna +/- ändras den val-
-
da svetsparametern
displayen visar aktuell svetspara-
-
meter och aktuellt värde
13
Page 14

Avtryckarens funktioner
Tvåstegsavtryckarens funktioner
Avtryckarens funktion i brytarläge 1 (avtryckaren intryckt till hälften) = lysdioden lyser
OBSI!
På svetsbrännare med avtryckare upptill som tillval fungerar inte lysdioden på
svetsbrännaren.
14
Avtryckarens funktion i brytarläge 2 (avtryckaren helt intryckt) = lysdioden slocknar, svetsprocessen
startar
Page 15

Idrifttagande
15
Page 16

16
Page 17

Tillvägagångssätt vid driftsättning
SV
Tillvägagångssät
t vid idrifttagande av svetsbrännare med
Fronius System
Connector
Tillvägagångssät
t vid idrifttagande av svetsbrännare med
euro-anslutning
Utför följande åtgärder för korrekt idrifttagande av svetsbrännaren:
Montera trådledaren - Beskrivning på sidan 18
1
Ansluta svetsbrännaren
2
Beskrivning för strömkälla på sidan 31
-
Beskrivning för trådmatning på sidan 32
-
Ansluta svetsbrännaren till utsuget - Beskrivning på sidan 34
3
Mäta utsugningseffekten - Beskrivning på sidan 34
4
Justera utsugningseffekten vid behov:
Justera utsugningseffekten direkt på svetsbrännaren - Beskrivning på sidan
5
37
Justera utsugningseffekt med externt luftflödesreglage - Beskrivning på si-
6
dan 39
Utför följande åtgärder för korrekt idrifttagande av svetsbrännaren:
Montera trådledaren
1
Beskrivning för trådledare av stål på sidan 23
-
Beskrivning för trådledare av plast på sidan 27
-
Ansluta svetsbrännaren till strömkällan - Beskrivning på sidan 33
2
Ansluta svetsbrännaren till utsuget - Beskrivning på sidan 34
3
Mäta utsugningseffekten - Beskrivning på sidan 34
4
Justera utsugningseffekten vid behov:
Justera utsugningseffekten direkt på svetsbrännaren - Beskrivning på sidan
5
37
Justera utsugningseffekt med externt luftflödesreglage - Beskrivning på si-
6
dan 39
17
Page 18

Montera trådledaren på svetsbrännare med Fronius System Connector
Information om
trådledaren i gaskylda svetsbrännare
OBSI!
Risk vid användning av fel trådledarinsats
Det kan leda till dåliga svetsegenskaper.
Om du använder en trådledare av plast med en trådledarinsats av brons i ga-
▶
skylda svetsbrännare, i stället för en trådledare av stål, minskar de effektdata som anges för svetsbrännaren i tekniska data med 30 %.
För att kunna använda gaskylda svetsbrännare med maximal effekt ska du
▶
byta ut trådledarinsatsen 40 mm (1,575 in.) mot trådledarinsatsen 320 mm
(12,598 in.).
1
18
Page 19

Montera trådledaren
1
Lägg ut svetsbrännaren rakt
2
SV
Lägg ut trådledaren rakt; säkerställ att ingen ås sticker ut på eller ur trådledaren
19
Page 20

3
Om sugmunstycket, gasmunstycket och kontaktröret redan är installerade, demontera dem
4
20
Skjut in trådledaren i svetsbrännaren (*detta kan göras från båda sidor) tills den sticker ut från framoch baksidan av svetsbrännaren; se till att trådledaren inte böjs
Page 21

5
Skjut trådledaren med kontaktröret tillbaka in i svetsbrännarkroppen; montera kontaktrör, gasmunstycke och sugmunstycke; markera trådledaren i änden av Schweißbrenners
6
SV
Dra ut trådledaren 10 cm (3,94 inch) ur svetsbrännaren
21
Page 22

7
Trådledare av stål till vänster, av plast till höger. Skär av trådledaren på det tidigare markerade
stället och gradera; säkerställ att ingen ås sticker ut på eller ur trådledaren
8
22
Skruva fast låset på trådledaren så långt det går (trådledaren måste vara synlig genom hålet i låset);
Skjut in låset i svetsbrännaren och skruva fast
Page 23

Montera trådledare av stål på svetsbrännare med
euro-anslutning
Montera trådledare av stål i
1
SV
Lägg ut svetsbrännaren rakt
2
Lägg ut trådledaren rakt; säkerställ att ingen ås sticker ut på eller ur trådledaren
23
Page 24

3
Om sugmunstycket, gasmunstycket, kontaktröret och låset på euro-anslutningen redan är installerade, demontera dem
4
24
Skjut in trådledaren i svetsbrännaren (*detta kan göras från båda sidor) tills den sticker ut från framoch baksidan av svetsbrännaren; se till att trådledaren inte böjs
Page 25

5
Skjut trådledaren med kontaktröret tillbaka in i svetsbrännarkroppen; montera kontaktrör, gasmunstycke och sugmunstycke; markera trådledaren i änden av <NoTrans>Schweißbrenners</NoTrans>
6
SV
Dra ut trådledaren 10 cm (3,94 inch) ur svetsbrännaren, skär av och gradera; säkerställ att ingen ås
sticker ut på eller ur trådledaren
25
Page 26

7
Skruva på förslutningen på trådledaren tills det tar stopp; skruva fast låset i svetsbrännaren
26
Page 27

Montera trådledare av plast på svetsbrännare
med euro-anslutning
Information om
trådledaren i gaskylda svetsbrännare
OBSI!
Risk vid användning av fel trådledarinsats
Det kan leda till dåliga svetsegenskaper.
Om du använder en trådledare av plast med en trådledarinsats av brons i ga-
▶
skylda svetsbrännare, i stället för en trådledare av stål, minskar de effektdata som anges för svetsbrännaren i tekniska data med 30 %.
För att kunna använda gaskylda svetsbrännare med maximal effekt ska du
▶
byta ut trådledarinsatsen 40 mm (1,575 in.) mot trådledarinsatsen 320 mm
(12,598 in.).
1
SV
27
Page 28

Montera trådledare av plast
1
Lägg ut svetsbrännaren rakt
2
28
Lägg ut trådledaren rakt; säkerställ att ingen ås sticker ut på eller ur trådledarinsatsen
Page 29

3
Om sugmunstycket, gasmunstycket, kontaktröret och låset på euro-anslutningen redan är installerade, demontera dem
4
SV
Skjut in trådledaren i svetsbrännaren (*detta kan göras från båda sidor) tills den sticker ut från framoch baksidan av svetsbrännaren; se till att trådledaren inte böjs
29
Page 30

5
Skjut trådledaren med kontaktröret tillbaka in i svetsbrännarkroppen; montera kontaktrör, gasmunstycke och sugmunstycke; skruva fast trådledaren i svetsbrännaren
Se användardokumentationen för trådmataren/strömkällan som används för
6
instruktioner om hur du skär till trådledaren korrekt
30
Page 31

Ansluta svetsbrännare till apparater med Fronius
System Connector
Ansluta svetsbrännaren till
strömkällan
1
SV
2
* endast för vattenkylda svetsbrännare
31
Page 32

3
Ansluta svetsbrännaren till
trådmatningen
1
* endast för vattenkylda svetsbrännare
32
Page 33

Ansluta svetsbrännare till apparater med euroanslutning
Ansluta svetsbrännaren
SV
1
* Endast för vattenkylda svetsbrännare; Anslut svetsbrännaren till kylaggregatet
** Styrledningen måste förses med erforderlig styrkontakt av kunden. Montören
ansvarar för att arbetet utförs korrekt
33
Page 34

Ansluta svetsbrännaren till utsuget och mäta utsugningseffekt
Ansluta svetsbrännaren till utsuget
Svetsbrännaren kan anslutas till en extern utsugsanordning eller till ett centralt
utsugssystem. Anslutningen av svetsbrännaren sker alltid på samma sätt.
1
Mät utsugningseffekt (utsugningsflöde) med
Exentometer
Ansluta svetsbrännaren till en extern utsugsanordning
* Rekommendation av utsugsslang:
Använd utsugsslangar från Fronius. Fronius utsugsslangars design och mate-
-
rialegenskaper säkerställer maximal kompatibilitet och täthet
Håll utsugsslangen så kort som möjligt; ju kortare utsugsslang, desto mindre
-
energi måste utsugsanordningen använda för att uppnå de utsugsvärden som
krävs (för mer information om de utsugsvärden som krävs se avsnitt Krav på
utsuget på sidan 8 och tekniska data)
utsugningsflödet fungerar som ett uppmätt värde för svetsbrännarens utsugningseffekt. utsugningsflödet mäts med Exentometer .
Mät utsugningseffekt (utsugningsflöde):
Slå på utsuget
1
Läs av det utsugningsflöde som behövs (Q
2
brännaren - se även Uppgifter om utsug på märkplåten på sidan 10) eller i
tekniska data
Säkerställ att svetsbrännaren (inklusive slangpaket) och utsugningsslangen
3
inte har några hål, revor eller andra skador.
Se till att externa justeringsanordningar inte förfalskar kontrollen av utsug-
4
ningseffekt (t.ex. externa luftflödesreglage - se avsnitt Justera utsugningsef-
fekt med externt luftflödesreglage på sidan 39, ....)
Demontera utsugsmunstycket och stäng luftflödesreglaget - se figur nedan
5
) - på märkplåten på svets-
v,n
34
Page 35

Demontera utsugsmunstycket och stäng luftflödesreglaget
Ställ Exentometer upprätt på stadig grund (exempelvis på en arbetsbänk)
6
Sätt in svetsbrännaren i Exentometer så långt det går
7
Eftersom utsuget redan är igång, visar Exentometer genast aktuell utsug-
-
ningseffekt
* Säkerställ att svetsbrännaren är helt införd i Exentometer och att ingen luft
8
kan undslippa mellan svetsbrännaren och Exentometer
Detta säkerställer att utsugningseffektvärdet som visas inte är förfalskat
-
SV
Sätt in svetsbrännaren i Exentometer
35
Page 36

Jämför det uppmätta utsugningsflödet med det nödvändiga utsugnings-
9
flödet
Om värdena stämmer överens behövs inga vidare åtgärder
-
Om värdena inte stämmer överens måste utsuget höjas eller minskas,
-
tills det att utsugningsflödet befinner sig inom rätt intervall
vid ett för lågt utsugningsflöde finns det en risk att svetsröken inte
-
sugs ut på optimalt sätt
vid ett för lågt utsugningsflöde finns det en risk att skyddsgasen
-
sugs ut oavsiktligt från svetsfogen
36
Page 37

Justera utsugningseffekt
SV
Justera utsugningseffekt på
svetsbrännaren
För att minska utsugningseffekten kan luftflödesreglaget öppnas. Är luftflödesreglaget helt öppet, minskar det utsugningseffekten på svetsbrännaren med
40 %.
1
Vänster: Luftflödesreglaget stängt = utsugningseffekt 100 %; höger: Luftflödesreglage öppet = ut-
sugningseffekt 60 %
Användningsexempel för luftflödesreglaget:
Vid svetsning i hörn eller av kälsöm finns en möjlighet att svetsröken sugs ut
-
optimalt även med minskad utsugningseffekt
En för hög utsugningseffekt kan i det här fallet möjligtvis leda till oavsiktlig
-
utsugning av skyddsgasen
I det här fallet rekommenderar vi att luftflödesreglaget öppnas och utsug-
-
ningseffekten därmed minskas
37
Page 38
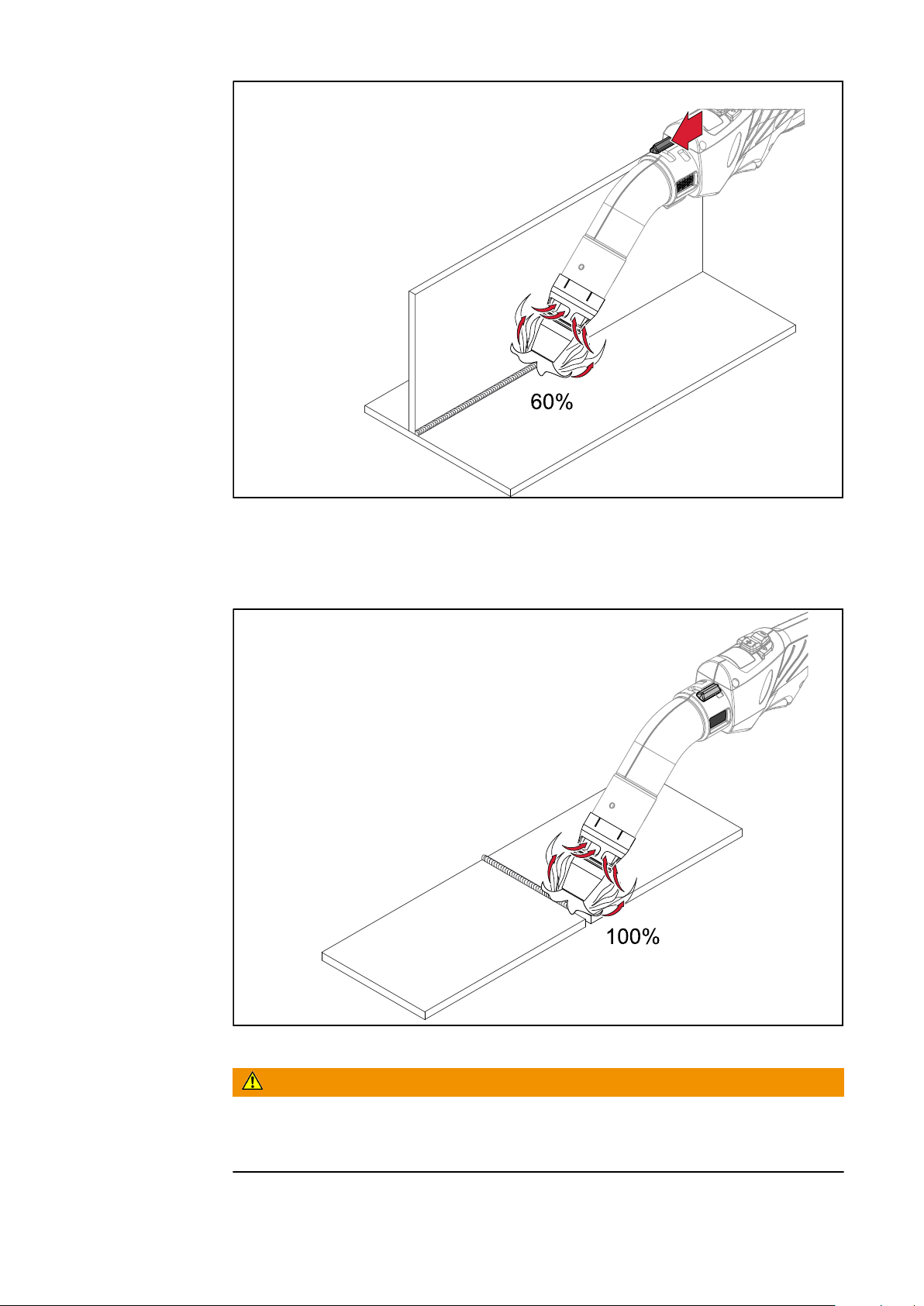
Svetsning av kälsöm; öppet luftflödesreglage = utsugningseffekten minskas
Vid svetsning av öppna ytor (exempelvis I-sömmar) kan det krävas att luftflödesreglaget stängs för att därigenom kunna utnyttja maximal utsugningseffekt. På
det sättet sugs svetsröken ut på bästa möjliga vis.
38
Svetsning av I-söm; stängt luftflödesreglage = maximal utsugningseffekt
FARA!
Fara vid kontakt med giftig svetsrök.
Det kan leda till allvarliga personskador.
Oavsett svetsuppgift, se alltid till att all svetsrök sugs ut.
▶
Page 39

Justera utsugningseffekt med
externt luft-
flödesreglage
I synnerhet vid centralt utsug kan det krävas att utsugningseffekten justeras manuellt med det externa luftflödesreglaget, som finns som tillval:
Genom att helt öppna det externa luftflödesreglaget förblir luftflödet nästan
-
oförändrat
Genom att helt stänga det externa luftflödesreglaget reduceras luftflödet till
-
ett minimum
1
SV
(1) centralt utsug, (2) sugslang, (3) externt luftflödesreglage, (4) svetsbrännare
Mät alltid svetsbrännarens utsugningseffekt efter justering av luftflödet - se
2
avsnitt Mät utsugningseffekt (utsugningsflöde) med Exentometer på sidan
34 för detta
39
Page 40

40
Page 41

Feldiagnos, felavhjälpning, un-
derhåll
41
Page 42

42
Page 43

Feldiagnos, felavhjälpning
SV
Feldiagnos,
felavhjälpning
Porositet hos svetsfogen
Orsak:
Åtgärd:
För lågt utsug
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Ingen svetsström
Strömkällans nätströmbrytare är påslagen, indikeringarna på strömkällan lyser,
det finns skyddsgas
Orsak:
Åtgärd:
För starkt utsug
Minska utsuget
Hål i utsugsslangen
Byt utsugsslang
Filter på suganordningen felplacerat
Byt ut filtret på suganordningen
Luftvägar blockerade på annat sätt
Ta bort blockeringar
Utsugsanordningens utsug är för lågt
Använd en utsugsanordning med högre utsug
Jordanslutningen är felaktig
Anslut jordanslutningen korrekt
Orsak:
Åtgärd:
Ingen skyddsgas
Alla andra funktioner är tillgängliga
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Brott i strömkabeln i svetsbrännaren
Byt svetsbrännare
Gasflaskan är tom
Byt gasflaska
Gasreducerventilen är defekt
Byt gasreducerventilen
Gasslangen är inte monterad, böjd eller skadad
Montera gasslangen och dra den rakt. Byt defekt gasslang
Svetsbrännaren är defekt
Byt svetsbrännare
Gasmagnetventilen är defekt
Kontakta serviceavdelningen (låt byta gasmagnetventilen)
43
Page 44

Inget händer när man trycker på avtryckaren
Strömkällans nätströmbrytare är påslagen, indikeringarna på strömkällan lyser
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Orsak:
Åtgärd:
FSC (”Fronius System Connector” – centralanslutning) sitter inte i
ordentligt
För in FSC tills det tar stopp
Svetsbrännaren eller svetsbrännarens styrledning är defekt
Byt svetsbrännare
Mellanledarslangpaketet är defekt eller inte ordentligt anslutet
Anslut mellanledarslangpaketet ordentligt
Byt ut det defekta mellanledarslangpaketet
Strömkällan är defekt
Kontakta serviceavdelningen
44
Page 45

Dåliga svetsegenskaper
Orsak:
Åtgärd:
Felaktiga svetsparametrar
Korrigera inställningarna
SV
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Dålig jordanslutning
Skapa god kontakt med arbetsstycket
Ingen eller för lite skyddsgas
Kontrollera reducerventilen, gasslangen, gasmagnetventilen och
svetsbrännarens gasanslutning. På gaskylda svetsbrännare kontrollerar du gastätningen. Använd en lämplig trådledare.
Svetsbrännaren är otät
Byt svetsbrännare
För stort eller urslipat kontaktrör
Byt kontaktröret
Fel trådlegering eller fel tråddiameter
Kontrollera den ilagda tråd-/korgspolen
Fel trådlegering eller fel tråddiameter
Kontrollera grundmaterialets svetsbarhet
Skyddsgasen är inte lämplig för trådlegeringen
Använd rätt skyddsgas
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Ogynnsamma svetsningsförhållanden: Skyddsgasen förorenad (fukt,
luft), bristande gasavskärmning (smältbadet ”kokar”, drag), föroreningar i arbetsstycket (rost, lack, fett)
Optimera svetsningsförhållandena
Svetsstänk i gasmunstycket
Avlägsna svetsstänket
Turbulenser på grund av för hög skyddsgasmängd
Minska skyddsgasmängden, rekommenderat:
skyddsgasmängd (l/min) = tråddiameter (mm) x 10
(till exempel 16 l/min för 1,6 mm trådelektrod)
För stort avstånd mellan svetsbrännaren och arbetsstycket
Minska avståndet mellan svetsbrännaren och arbetsstycket (ca 10–
15 mm/0.39–0.59 in)
För stor lutningsvinkel på svetsbrännaren
Minska svetsbrännarens lutningsvinkel
Trådmatningskomponenterna är inte anpassade till trådelektrodens
diameter/material
Använd rätt trådmatningskomponenter
45
Page 46

Dålig trådmatning
Orsak:
Åtgärd:
Beroende på system är bromsen i matarverket eller i strömkällan för
hårt inställd
Ställ in bromsen lösare
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Hålet i kontaktröret är blockerat
Byt kontaktröret
Trådledaren eller trådledarinsatsen är defekt
Kontrollera att trådledaren eller trådledarinsatsen inte är böjd, smut-
sig osv.
Byt den defekta trådledaren eller trådledarinsatsen
Matarrullarna lämpar sig inte för trådelektroden som används
Använd passande matarrullar
Felaktigt anliggningstryck hos matarrullarna
Optimera anliggningstrycket
Matarrullarna är förorenade eller skadade
Rengör eller byt ut matarrullarna
Trådledaren har hamnat snett eller är böjd
Byt trådledaren
Trådledaren har kortats av för mycket
Byt trådledaren och korta av den nya trådledaren till rätt längd
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Gasmunstycket blir mycket varmt
Orsak:
Åtgärd:
Nötning på trådelektroden till följd av för kraftigt anliggningstryck på
matarrullarna
Minska anliggningstrycket på matarrullarna
Trådelektroden förorenad eller rostig
Använd en trådelektrod av god kvalitet utan föroreningar
För trådledare av stål: trådledare utan beläggning används
Använd en trådledare med beläggning
Ingen värmeavledning på grund av att gasmunstycket sitter för löst
Skruva åt gasmunstycket tills det tar stopp
46
Page 47

Svetsbrännaren blir mycket varm
Orsak:
Åtgärd:
Endast på Multilock-svetsbrännare: Brännarstommens kopplingsmutter är lös
Dra åt kopplingsmuttern
SV
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Kort livslängd för kontaktröret
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Svetsbrännaren har använts med överskridande av den maximala
svetsströmmen
Sänk svetseffekten eller använd en svetsbrännare med högre prestanda
Svetsbrännaren är underdimensionerad
Ta hänsyn till intermittensfaktorn och belastningsgränserna
Endast för vattenkylda system: för litet kylmedelsflöde
Kontrollera kylmedelsnivån, kylmedelsflödet, smuts i kylmedlet,
slangpaketets dragning osv.
Svetsbrännarens spets är för nära ljusbågen
Öka utsticket
Fel matarrullar
Använd rätt matarrullar
Nötning på trådelektroden till följd av för kraftigt anliggningstryck på
matarrullarna
Minska anliggningstrycket på matarrullarna
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Orsak:
Åtgärd:
OBSI!
Vid CrNi-tillämpningar kan CrNi-trådelektrodens ytegenskaper orsaka ökat slitage på kontaktröret.
Trådelektroden förorenad/rostig
Använd en trådelektrod av god kvalitet utan föroreningar
Trådelektroden har ingen beläggning
Använd en trådelektrod med lämplig beläggning
Feldimensionerat kontaktrör
Dimensionera kontaktröret på rätt sätt
För stor intermittensfaktor för svetsbrännaren
Minska intermittensfaktorn eller använd en svetsbrännare med högre
prestanda
Kontaktröret överhettat. Ingen värmeavledning på grund av att kontaktröret sitter för löst
Dra åt kontaktröret
47
Page 48

Funktionsfel hos avtryckaren
Orsak:
Åtgärd:
Felaktiga kontaktanslutningar mellan svetsbrännaren och
strömkällan
Upprätta korrekta kontaktanslutningar/lämna in strömkällan eller
svetsbrännaren för service
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Porositet hos svetsfogen
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Föroreningar mellan avtryckaren och avtryckarhuset
Avlägsna föroreningarna
Styrledningen är defekt
Kontakta serviceavdelningen
Stänkbildning i gasmunstycket och därmed otillräckligt gasskydd för
svetsfogen
Avlägsna svetsstänket
Hål i gasslangen eller ej korrekt utförd anslutning av gasslangen
Byt gasslangen
Kapad eller defekt O-ring på centralanslutningen
Byt O-ringen
Fukt/kondensat i gasledningen
Torka gasledningen
För kraftigt eller för litet gasflöde
Korrigera gasflödet
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Orsak:
Åtgärd:
Otillräcklig gasmängd för svetsstart eller svetsslut
Öka gasförflödet och gasefterflödet
Trådelektroden är rostig eller av dålig kvalitet
Använd en trådelektrod av god kvalitet utan föroreningar
Gäller för gaskylda svetsbrännare: gas läcker ut om trådledarna inte
isolerats
Använd endast isolerade trådledare till gaskylda svetsbrännare
För mycket släppmedel applicerat
Avlägsna överflödigt släppmedel/applicera mindre släppmedel
48
Page 49

Underhåll
Identifiera defekta slitdelar
Kontaktrörshållare
1.
svedda ytterkanter, skåror
-
mycket svetsstänk
-
Stänkskydd (endast för vattenkylda svetsbrännare)
2.
svedda ytterkanter, skåror
-
Utsugsmunstycke
3.
svedda ytterkanter, skåror
-
Kontaktrör
4.
urslipade (ovala) trådingångs- och utgångshål
-
mycket svetsstänk
-
genomträngning i kontaktrörsspetsen
-
Gasmunstycke
5.
mycket svetsstänk
-
svedda ytterkanter
-
skåror
-
Isoleringsdelar
6.
svedda ytterkanter, skåror
-
SV
49
Page 50

Underhåll ska
utföras i början
av varje arbetsdag
Kontrollera utsugsmunstycket och byt ut vid skada:
1
Ta bort svetsstänk från gasmunstycket, kontaktröret, stänkskyddet (endast för
vattenkylda svetsbrännare), kontaktrörshållare och isolerande delar, kontrollera om något är skadat och byt ut skadade delar:
2
50
Dessutom ska följande utföras för vattenkylda svetsbrännare:
3
Se till att alla kylmedelsanslutningar är täta
-
Se till att kylmedlets returflöde är korrekt - se användardokumentatio-
-
nen för kylaggregaten för mer information
Page 51

Underhåll var
48:e timme
Öppna och stäng luftflödesreglaget var 48:e timme:
Slå på utsuget
1
2
SV
Öppna och stäng luftflödesreglaget
Om luftintagen är smutsiga och/eller luftflödesreglaget inte längre kan öppnas
lätt, rengör luftintagen med tryckluft:
3
Se till att partiklar som släpps ut under rengöringen tas upp av utsuget
51
Page 52

Underhåll vid
varje byte av
tråd-/korgspolen
Rengör trådledarslangen med reducerad tryckluft:
1
Demontera slitdelar
Slå på utsuget
2
3
52
Rengör slangpaketet; se till att partiklar som släpps ut under rengöringen tas upp av utsuget
Page 53

Rekommendation - Byt ut trådledare, innan du sätter tillbaka trådledaren,
rengör slitdelarna:
4
SV
Rengör kontakrör, stänkskydd och kontaktrörshållare med tryckluft; se till att partiklar som släpps ut
under rengöringen tas upp av utsuget
5
Rengör utsugsmunstycke och gasmunstycke med borstar
53
Page 54

54
Page 55

Tekniska data
55
Page 56

56
Page 57

Tekniska data för vattenkylda svetsbrännare
Allmänt Spänningsmätning (V-topp):
för handmanövrerade svetsbrännare: 113 V
-
för maskinstyrda svetsbrännare: 141 V
-
Tekniska data för avtryckaren:
U
-
-
Det är endast tillåtet att använda avtryckaren inom ramen för tekniska data.
Produkten uppfyller kraven i standarden
-
-
Svetsrökuppsamlingseffektiviteten hos brännarintegrerade utsugssystem (enligt
EN ISO 21904-3) beror på flera påverkande faktorer, till exempel:
-
-
-
-
-
-
-
-
-
= 5 V
max
I
= 10 mA
max
EN IEC 60974-7 / - 10 CI. A och
EN ISO 21904-1.
Arbetsstyckets kvalitet och tillhörande rökutveckling vid svetsning
Svetsprocess
Svetsriktning (släpande eller stickande)
Svetspositioner (PA, PC, PF...)
Arbetsstyckets geometri (öppen eller stängd design, mm.)
Skyddsgasens volymflöde
Brännarens lutningsvinkel
Omgivningsvillkor
...
SV
Tekniska data för
MTW Exento
svetsbrännare
MTW 300i Exento | Svetsbrännarlängd = 3,5 m (11 ft. 5.8 in.)
Svetsström vid 10 min / 40 °C (104 °F);
Värdena gäller för CO2 och blandgas som skyddsgas
(EN ISO 14175)
utsugningsflöde i främre änden av svetsbrännaren Q
v,n
(EN IEC ISO 21904-1)
utsugningsflöde vid sugporten på svetsbrännaren Q
v,c
(EN IEC ISO 21904-1)
Nödvändigt undertryck Δpc vid sugporten på svets-
13,5 kPa (135 mbar)
brännaren (EN IEC ISO 21904-1)
Lägsta nödvändiga kyleffekt enligt standarden IEC
60974-2
Lägsta nödvändiga kylmedelsflöde Q
Lägsta tillåtna kylmedelstryck p
Högsta tillåtna kylmedelstryck p
min
min
max
Tillåtna trådelektroder (diameter)
100 % ED1) / 300 A
52 m3/h (1837 cfh)
95 m3/h (1837 cfh)
700 W
1 l/min
(0.26 gal. [US[/min)
3 bar (43 psi)
5,5 bar (79 psi)
0,8 - 1,2 mm
(0.032 - 0.047 in.)
57
Page 58

MTW 300i Exento | Svetsbrännarlängd = 4,5 m (14 ft. 9.17 in.)
Svetsström vid 10 min / 40 °C (104 °F);
100 % ED1) / 300 A
Värdena gäller för CO2 och blandgas som skyddsgas
(EN ISO 14175)
utsugningsflöde i främre änden av svetsbrännaren Q
v,n
(EN IEC ISO 21904-1)
utsugningsflöde vid sugporten på svetsbrännaren Q
v,c
100 m3/h (3532 cfh)
(EN IEC ISO 21904-1)
Nödvändigt undertryck Δpc vid sugporten på svets-
brännaren (EN IEC ISO 21904-1)
Lägsta nödvändiga kyleffekt enligt standarden IEC
60974-2
Lägsta nödvändiga kylmedelsflöde Q
min
(0.26 gal. [US[/min)
Lägsta tillåtna kylmedelstryck p
Högsta tillåtna kylmedelstryck p
min
max
Tillåtna trådelektroder (diameter)
MTW 300d Exento | Svetsbrännarlängd = 3,5 m (11 ft. 5.8 in.)
52 m3/h (1837 cfh)
15 kPa (150 mbar)
900 W
1 l/min
3 bar (43 psi)
5,5 bar (79 psi)
0,8 - 1,2 mm
(0.032 - 0.047 in.)
Svetsström vid 10 min / 40 °C (104 °F);
100 % ED1) / 300 A
Värdena gäller för CO2 och blandgas som skyddsgas
(EN ISO 14175)
utsugningsflöde i främre änden av svetsbrännaren Q
v,n
52 m3/h (1837 cfh)
(EN IEC ISO 21904-1)
utsugningsflöde vid sugporten på svetsbrännaren Q
v,c
95 m3/h (1837 cfh)
(EN IEC ISO 21904-1)
Nödvändigt undertryck Δpc vid sugporten på svets-
13,5 kPa (135 mbar)
brännaren (EN IEC ISO 21904-1)
Lägsta nödvändiga kyleffekt enligt standarden IEC
60974-2
Lägsta nödvändiga kylmedelsflöde Q
min
(0.26 gal. [US[/min)
Lägsta tillåtna kylmedelstryck p
Högsta tillåtna kylmedelstryck p
min
max
Tillåtna trådelektroder (diameter)
MTW 300d Exento | Svetsbrännarlängd = 4,5 m (14 ft. 9.17 in.)
700 W
1 l/min
3 bar (43 psi)
5,5 bar (79 psi)
0,8 - 1,2 mm
(0.032 - 0.047 in.)
58
Svetsström vid 10 min / 40 °C (104 °F);
Värdena gäller för CO2 och blandgas som skyddsgas
(EN ISO 14175)
utsugningsflöde i främre änden av svetsbrännaren Q
(EN IEC ISO 21904-1)
utsugningsflöde vid sugporten på svetsbrännaren Q
(EN IEC ISO 21904-1)
v,c
v,n
100 % ED1) / 300 A
52 m3/h (1837 cfh)
100 m3/h (3532 cfh)
Page 59

MTW 300d Exento | Svetsbrännarlängd = 4,5 m (14 ft. 9.17 in.)
Nödvändigt undertryck Δpc vid sugporten på svetsbrännaren (EN IEC ISO 21904-1)
Lägsta nödvändiga kyleffekt enligt standarden IEC
60974-2
Lägsta nödvändiga kylmedelsflöde Q
Lägsta tillåtna kylmedelstryck p
Högsta tillåtna kylmedelstryck p
min
min
max
Tillåtna trådelektroder (diameter)
MTW 500i Exento | Svetsbrännarlängd = 3,5 m (11 ft. 5.8 in.)
Svetsström vid 10 min / 40 °C (104 °F);
Värdena gäller för CO2 och blandgas som skyddsgas
(EN ISO 14175)
utsugningsflöde i främre änden av svetsbrännaren Q
v,n
(EN IEC ISO 21904-1)
utsugningsflöde vid sugporten på svetsbrännaren Q
v,c
100 m3/h (3532 cfh)
(EN IEC ISO 21904-1)
15 kPa (150 mbar)
900 W
1 l/min
(0.26 gal. [US[/min)
3 bar (43 psi)
5,5 bar (79 psi)
0,8 - 1,2 mm
(0.032 - 0.047 in.)
100 % ED1) / 400 A
40 % ED1) / 500 A
57 m3/h (2013 cfh)
SV
Nödvändigt undertryck Δpc vid sugporten på svets-
11,9 kPa (119 mbar)
brännaren (EN IEC ISO 21904-1)
Lägsta nödvändiga kyleffekt enligt standarden IEC
60974-2
Lägsta nödvändiga kylmedelsflöde Q
min
(0.26 gal. [US[/min)
Lägsta tillåtna kylmedelstryck p
Högsta tillåtna kylmedelstryck p
min
max
Tillåtna trådelektroder (diameter)
MTW 500i Exento | Svetsbrännarlängd = 4,5 m (14 ft. 9.17 in.)
Svetsström vid 10 min / 40 °C (104 °F);
100 % ED1) / 400 A
Värdena gäller för CO2 och blandgas som skyddsgas
(EN ISO 14175)
utsugningsflöde i främre änden av svetsbrännaren Q
v,n
57 m3/h (2013 cfh)
(EN IEC ISO 21904-1)
utsugningsflöde vid sugporten på svetsbrännaren Q
v,c
105 m3/h (3709 cfh)
(EN IEC ISO 21904-1)
1000 W
1 l/min
3 bar (43 psi)
5,5 bar (79 psi)
1 - 1,6 mm
(0.039 - 0.063 in.)
40 % ED1) / 500 A
Nödvändigt undertryck Δpc vid sugporten på svetsbrännaren (EN IEC ISO 21904-1)
Lägsta nödvändiga kyleffekt enligt standarden IEC
60974-2
Lägsta nödvändiga kylmedelsflöde Q
Lägsta tillåtna kylmedelstryck p
min
min
14 kPa (140 mbar)
1200 W
1 l/min
(0.26 gal. [US[/min)
3 bar (43 psi)
59
Page 60

MTW 500i Exento | Svetsbrännarlängd = 4,5 m (14 ft. 9.17 in.)
Högsta tillåtna kylmedelstryck p
max
Tillåtna trådelektroder (diameter)
MTW 500d Exento | Svetsbrännarlängd = 3,5 m (11 ft. 5.8 in.)
Svetsström vid 10 min / 40 °C (104 °F);
100 % ED1) / 400 A
Värdena gäller för CO2 och blandgas som skyddsgas
(EN ISO 14175)
utsugningsflöde i främre änden av svetsbrännaren Q
v,n
(EN IEC ISO 21904-1)
utsugningsflöde vid sugporten på svetsbrännaren Q
v,c
100 m3/h (3532 cfh)
(EN IEC ISO 21904-1)
Nödvändigt undertryck Δpc vid sugporten på svets-
11,9 kPa (119 mbar)
brännaren (EN IEC ISO 21904-1)
Lägsta nödvändiga kyleffekt enligt standarden IEC
60974-2
Lägsta nödvändiga kylmedelsflöde Q
min
(0.26 gal. [US[/min)
Lägsta tillåtna kylmedelstryck p
min
5,5 bar (79 psi)
1 - 1,6 mm
(0.039 - 0.063 in.)
40 % ED1) / 500 A
57 m3/h (2013 cfh)
1000 W
1 l/min
3 bar (43 psi)
Högsta tillåtna kylmedelstryck p
Tillåtna trådelektroder (diameter)
max
5,5 bar (79 psi)
1 - 1,6 mm
(0.039 - 0.063 in.)
MTW 500d Exento | Svetsbrännarlängd = 4,5 m (14 ft. 9.17 in.)
Svetsström vid 10 min / 40 °C (104 °F);
Värdena gäller för CO2 och blandgas som skyddsgas
100 % ED1) / 400 A
40 % ED1) / 500 A
(EN ISO 14175)
utsugningsflöde i främre änden av svetsbrännaren Q
v,n
57 m3/h (2013 cfh)
(EN IEC ISO 21904-1)
utsugningsflöde vid sugporten på svetsbrännaren Q
v,c
105 m3/h (3709 cfh)
(EN IEC ISO 21904-1)
Nödvändigt undertryck Δpc för utsuget (EN IEC ISO
14 kPa (140 mbar)
21904-1)
Lägsta kyleffekt enligt standarden IEC 60974-2 1200 W
Minsta kylmedelsflöde Q
min
1 l/min
(0.26 gal. [US[/min)
Lägsta kylmedelstryck p
min
Maximalt kylmedelstryck p
max
3 bar (43 psi)
5,5 bar (79 psi)
60
Tillåtna trådelektroder (diameter)
1)
ED = inkopplingstid; eftergångscykel för utsuget efter svetsslut = 30 sekunder
1 - 1,6 mm
(0.039 - 0.063 in.)
Page 61

Tekniska data för gaskylda svetsbrännare
Allmänt Spänningsmätning (V-topp):
för handmanövrerade svetsbrännare: 113 V
-
för maskinstyrda svetsbrännare: 141 V
-
Tekniska data för avtryckaren:
U
-
-
Det är endast tillåtet att använda avtryckaren inom ramen för tekniska data.
Produkten uppfyller kraven i standarden
-
-
Svetsrökuppsamlingseffektiviteten hos brännarintegrerade utsugssystem (enligt
EN ISO 21904-3) beror på flera påverkande faktorer, till exempel:
-
-
-
-
-
-
-
-
-
= 5 V
max
I
= 10 mA
max
EN IEC 60974-7 / - 10 CI. A och
EN ISO 21904-1.
Arbetsstyckets kvalitet och tillhörande rökutveckling vid svetsning
Svetsprocess
Svetsriktning (släpande eller stickande)
Svetspositioner (PA, PC, PF...)
Arbetsstyckets geometri (öppen eller stängd design, mm.)
Skyddsgasens volymflöde
Brännarens lutningsvinkel
Omgivningsvillkor
...
SV
Tekniska data
MTG Exento
Svetsbrännare
MTG 250i Exento | Svetsbrännarlängd = 3,5 m (11 ft. 5.8 in.)
Svetsström vid 10 min / 40 °C (104 °F);
Värdena gäller för CO2 som skyddsgas
(EN ISO 14175)
Svetsström vid 10 min / 40 °C (104 °F);
Värdena gäller för blandgas som skyddsgas
(EN ISO 14175)
utsugningsflöde i främre änden av svetsbrännaren Q
(EN IEC ISO 21904-1)
utsugningsflöde vid sugporten på svetsbrännaren Q
(EN IEC ISO 21904-1)
Nödvändigt undertryck Δpc vid sugporten på svetsbrännaren (EN IEC ISO 21904-1)
Tillåtna trådelektroder (diameter)
MTG 250i Exento | Svetsbrännarlängd = 4,5 m (14 ft. 9.17 in.)
Svetsström vid 10 min / 40 °C (104 °F);
Värdena gäller för CO2 som skyddsgas
(EN ISO 14175)
v,n
v,c
100 % ED1) / 170 A
100 % ED1) / 170 A
100 % ED1) / 170 A
40 % ED1) / 250 A
60 % ED1) / 210 A
40 % ED1) / 250 A
60 % ED1) / 210 A
52 m3/h (1837 cfh)
70 m3/h (2472 cfh)
10 kPa (100 mbar)
0,8 - 1,2 mm
(0.032 - 0.047 in.)
40 % ED1) / 250 A
60 % ED1) / 210 A
61
Page 62

MTG 250i Exento | Svetsbrännarlängd = 4,5 m (14 ft. 9.17 in.)
Svetsström vid 10 min / 40 °C (104 °F);
Värdena gäller för blandgas som skyddsgas
(EN ISO 14175)
utsugningsflöde i främre änden av svetsbrännaren Q
v,n
(EN IEC ISO 21904-1)
utsugningsflöde vid sugporten på svetsbrännaren Q
v,c
(EN IEC ISO 21904-1)
Nödvändigt undertryck Δpc vid sugporten på svets-
10,8 kPa (108 mbar)
brännaren (EN IEC ISO 21904-1)
Tillåtna trådelektroder (diameter)
MTG 250d Exento | Svetsbrännarlängd = 3,5 m (11 ft. 5.8 in.)
Svetsström vid 10 min / 40 °C (104 °F):
Värden gäller vid CO2 som skyddsgas
(EN ISO 14175)
Svetsström vid 10 min / 40 °C (104 °F);
Värdena gäller för blandgas som skyddsgas
(EN ISO 14175)
40 % ED1) / 250 A
60 % ED1) / 210 A
100 % ED1) / 170 A
52 m3/h (1837 cfh)
80 m3/h (2526 cfh)
0,8 - 1,2 mm
(0.032 - 0.047 in.)
40 % ED1) / 250 A
60 % ED1) / 210 A
100 % ED1) / 170 A
40 % ED1) / 200 A
60 % ED1) / 160 A
100 % ED1) / 120 A
utsugningsflöde i främre änden av svetsbrännaren Q
v,n
52 m3/h (1837 cfh)
(EN IEC ISO 21904-1)
utsugningsflöde vid sugporten på svetsbrännaren Q
v,c
70 m3/h (2472 cfh)
(EN IEC ISO 21904-1)
Nödvändigt undertryck Δpc vid sugporten på svets-
10 kPa (100 mbar)
brännaren (EN IEC ISO 21904-1)
Tillåtna trådelektroder (diameter)
MTG 250d Exento | Svetsbrännarlängd = 4,5 m (14 ft. 9.17 in.)
Svetsström vid 10 min / 40 °C (104 °F):
Värden gäller vid CO2 som skyddsgas
(EN ISO 14175)
100 % ED1) / 170 A
Svetsström vid 10 min / 40 °C (104 °F);
Värdena gäller för blandgas som skyddsgas
(EN ISO 14175)
utsugningsflöde i främre änden av svetsbrännaren Q
v,n
100 % ED1) / 120 A
52 m3/h (1837 cfh)
(EN IEC ISO 21904-1)
utsugningsflöde vid sugporten på svetsbrännaren Q
v,c
80 m3/h (2526 cfh)
(EN IEC ISO 21904-1)
0,8 - 1,2 mm
(0.032 - 0.047 in.)
40 % ED1) / 250 A
60 % ED1) / 210 A
40 % ED1) / 200 A
60 % ED1) / 160 A
62
Nödvändigt undertryck Δpc vid sugporten på svetsbrännaren (EN IEC ISO 21904-1)
Tillåtna trådelektroder (diameter)
10,8 kPa (108 mbar)
0,8 - 1,2 mm
(0.032 - 0.047 in.)
Page 63

MTG 320i Exento | Svetsbrännarlängd = 3,5 m (11 ft. 5.8 in.)
Svetsström vid 10 min / 40 °C (104 °F):
Värden gäller vid CO2 som skyddsgas
(EN ISO 14175)
100 % ED1) / 210 A
Svetsström vid 10 min / 40 °C (104 °F);
Värdena gäller för blandgas som skyddsgas
(EN ISO 14175)
utsugningsflöde i främre änden av svetsbrännaren Q
v,n
100 % ED1) / 210 A
(EN IEC ISO 21904-1)
utsugningsflöde vid sugporten på svetsbrännaren Q
v,c
(EN IEC ISO 21904-1)
Nödvändigt undertryck Δpc vid sugporten på svets-
10,2 kPa (102 mbar)
brännaren (EN IEC ISO 21904-1)
Tillåtna trådelektroder (diameter)
MTG 320i Exento | Svetsbrännarlängd = 4,5 m (14 ft. 9.17 in.)
Svetsström vid 10 min / 40 °C (104 °F):
Värden gäller vid CO2 som skyddsgas
(EN ISO 14175)
100 % ED1) / 210 A
40 % ED1) / 320 A
60 % ED1) / 260 A
40 % ED1) / 320 A
60 % ED1) / 260 A
57 m3/h (2013 cfh)
90 m3/h (3179 cfh)
0,8 - 1,6 mm
(0.032 - 0.063 in.)
40 % ED1) / 320 A
60 % ED1) / 260 A
SV
Svetsström vid 10 min / 40 °C (104 °F);
Värdena gäller för blandgas som skyddsgas
(EN ISO 14175)
utsugningsflöde i främre änden av svetsbrännaren Q
v,n
(EN IEC ISO 21904-1)
utsugningsflöde vid sugporten på svetsbrännaren Q
v,c
(EN IEC ISO 21904-1)
Nödvändigt undertryck Δpc vid sugporten på svets-
brännaren (EN IEC ISO 21904-1)
Tillåtna trådelektroder (diameter)
MTG 320d Exento | Svetsbrännarlängd = 3,5 m (11 ft. 5.8 in.)
Svetsström vid 10 min / 40 °C (104 °F):
Värden gäller vid CO2 som skyddsgas
(EN ISO 14175)
Svetsström vid 10 min / 40 °C (104 °F);
Värdena gäller för blandgas som skyddsgas
(EN ISO 14175)
40 % ED1) / 320 A
60 % ED1) / 260 A
100 % ED1) / 210 A
57 m3/h (2013 cfh)
94 m3/h (3320 cfh)
11 kPa (110 mbar)
0,8 - 1,6 mm
(0.032 - 0.063 in.)
40 % ED1) / 320 A
60 % ED1) / 260 A
100 % ED1) / 210 A
40 % ED1) / 260 A
60 % ED1) / 210 A
100 % ED1) / 160 A
utsugningsflöde i främre änden av svetsbrännaren Q
(EN IEC ISO 21904-1)
utsugningsflöde vid sugporten på svetsbrännaren Q
(EN IEC ISO 21904-1)
Nödvändigt undertryck Δpc vid sugporten på svetsbrännaren (EN IEC ISO 21904-1)
v,c
v,n
57 m3/h (2013 cfh)
90 m3/h (3179 cfh)
10,2 kPa (102 mbar)
63
Page 64

MTG 320d Exento | Svetsbrännarlängd = 3,5 m (11 ft. 5.8 in.)
Tillåtna trådelektroder (diameter)
MTG 320d Exento | Svetsbrännarlängd = 4,5 m (14 ft. 9.17 in.)
Svetsström vid 10 min / 40 °C (104 °F):
Värden gäller vid CO2 som skyddsgas
(EN ISO 14175)
100 % ED1) / 210 A
Svetsström vid 10 min / 40 °C (104 °F);
Värdena gäller för blandgas som skyddsgas
(EN ISO 14175)
utsugningsflöde i främre änden av svetsbrännaren Q
v,n
100 % ED1) / 160 A
57 m3/h (2013 cfh)
(EN IEC ISO 21904-1)
utsugningsflöde vid sugporten på svetsbrännaren Q
v,c
94 m3/h (3320 cfh)
(EN IEC ISO 21904-1)
Nödvändigt undertryck Δpc vid sugporten på svets-
brännaren (EN IEC ISO 21904-1)
Tillåtna trådelektroder (diameter)
0,8 - 1,6 mm
(0.032 - 0.063 in.)
40 % ED1) / 320 A
60 % ED1) / 260 A
40 % ED1) / 260 A
60 % ED1) / 210 A
11 kPa (110 mbar)
0,8 - 1,6 mm
(0.032 - 0.063 in.)
MTG 400i Exento | Svetsbrännarlängd = 3,5 m (11 ft. 5.8 in.)
Svetsström vid 10 min / 40 °C (104 °F):
Värden gäller vid CO2 som skyddsgas
(EN ISO 14175)
100 % ED1) / 260 A
Svetsström vid 10 min / 40 °C (104 °F);
Värdena gäller för blandgas som skyddsgas
(EN ISO 14175)
utsugningsflöde i främre änden av svetsbrännaren Q
v,n
100 % ED1) / 260 A
(EN IEC ISO 21904-1)
utsugningsflöde vid sugporten på svetsbrännaren Q
v,c
90 m3/h (3179 cfh)
(EN IEC ISO 21904-1)
Nödvändigt undertryck Δpc vid sugporten på svets-
10,2 kPa (102 mbar)
brännaren (EN IEC ISO 21904-1)
Tillåtna trådelektroder (diameter)
MTG 400i Exento | Svetsbrännarlängd = 4,5 m (14 ft. 9.17 in.)
Svetsström vid 10 min / 40 °C (104 °F):
Värden gäller vid CO2 som skyddsgas
(EN ISO 14175)
100 % ED1) / 260 A
30 % ED1) / 400 A
60 % ED1) / 320 A
30 % ED1) / 400 A
60 % ED1) / 320 A
57 m3/h (2013 cfh)
0,8 - 1,6 mm
(0.032 - 0.063 in.)
30 % ED1) / 400 A
60 % ED1) / 320 A
64
Svetsström vid 10 min / 40 °C (104 °F);
Värdena gäller för blandgas som skyddsgas
(EN ISO 14175)
utsugningsflöde i främre änden av svetsbrännaren Q
(EN IEC ISO 21904-1)
v,n
30 % ED1) / 400 A
60 % ED1) / 320 A
100 % ED1) / 260 A
57 m3/h (2013 cfh)
Page 65

MTG 400i Exento | Svetsbrännarlängd = 4,5 m (14 ft. 9.17 in.)
utsugningsflöde vid sugporten på svetsbrännaren Q
v,c
(EN IEC ISO 21904-1)
Nödvändigt undertryck Δpc vid sugporten på svets-
brännaren (EN IEC ISO 21904-1)
Tillåtna trådelektroder (diameter)
MTG 400d Exento | Svetsbrännarlängd = 3,5 m (11 ft. 5.8 in.)
Svetsström vid 10 min / 40 °C (104 °F):
Värden gäller vid CO2 som skyddsgas
(EN ISO 14175)
Svetsström vid 10 min / 40 °C (104 °F);
Värdena gäller för blandgas som skyddsgas
(EN ISO 14175)
utsugningsflöde i främre änden av svetsbrännaren Q
v,n
(EN IEC ISO 21904-1)
utsugningsflöde vid sugporten på svetsbrännaren Q
v,c
(EN IEC ISO 21904-1)
Nödvändigt undertryck Δpc vid sugporten på svets-
10,2 kPa (102 mbar)
brännaren (EN IEC ISO 21904-1)
94 m3/h (3320 cfh)
11 kPa (110 mbar)
0,8 - 1,6 mm
(0.032 - 0.063 in.)
30 % ED1) / 400 A
60 % ED1) / 320 A
100 % ED1) / 260 A
30 % ED1) / 320 A
60 % ED1) / 260 A
100 % ED1) / 210 A
57 m3/h (2013 cfh)
90 m3/h (3179 cfh)
SV
Tillåtna trådelektroder (diameter)
MTG 400d Exento | Svetsbrännarlängd = 4,5 m (14 ft. 9.17 in.)
Svetsström vid 10 min / 40 °C (104 °F):
Värden gäller vid CO2 som skyddsgas
(EN ISO 14175)
Svetsström vid 10 min / 40 °C (104 °F);
Värdena gäller för blandgas som skyddsgas
(EN ISO 14175)
utsugningsflöde i främre änden av svetsbrännaren Q
v,n
(EN IEC ISO 21904-1)
utsugningsflöde vid sugporten på svetsbrännaren Q
v,c
(EN IEC ISO 21904-1)
Nödvändigt undertryck Δpc vid sugporten på svets-
brännaren (EN IEC ISO 21904-1)
Tillåtna trådelektroder (diameter)
1)
ED = inkopplingstid; eftergångscykel för utsuget efter svetsslut = 30 sekunder
0,8 - 1,6 mm
(0.032 - 0.063 in.)
30 % ED1) / 400 A
60 % ED1) / 320 A
100 % ED1) / 260 A
30 % ED1) / 320 A
60 % ED1) / 260 A
100 % ED1) / 210 A
57 m3/h (2013 cfh)
94 m3/h (3320 cfh)
11 kPa (110 mbar)
0,8 - 1,6 mm
(0.032 - 0.063 in.)
65
Page 66

66
Page 67

SV
67
Page 68

Fronius International GmbH
Froniusstraße 1
4643 Pettenbach
Austria
contact@fronius.com
www.fronius.com
Under www.fronius.com/contact you will find the adresses
of all Fronius Sales & Service Partners and locations.
spareparts.fronius.com
SPAREPARTS
ONLINE
 Loading...
Loading...