


Operating
manuals.fronius.com/
html/4204260459
e-Manual
Instructions
MTG Exento
MTW Exento
PT-BR
Manual de instruções
42,0426,0459,PB 005-21092022


Índice
Segurança, informações sobre o uso correto 5
Segurança 7
Segurança 7
Utilização prevista, requisitos para o sistema de sucção 9
Utilização prevista 9
Requisitos para o sistema de sucção 9
Informações sobre a sucção na placa de identificação 11
Interfaces disponíveis, funções da tecla de queima 13
Interfaces disponíveis 15
FunçãoUp/Down- 15
FunçãoJobMaster- 15
Funções da tecla de queima 16
Funções da tecla de queima de dois níveis 16
Comissionamento 17
Procedimento de comissionamento 19
Procedimento de comissionamento de tochas de solda com sistema de conexão Fronius 19
Procedimento de comissionamento de tochas de solda com conector Euro 19
Montar a guia de arame em tochas de solda com sistema de conexão Fronius 20
Nota sobre a guia de arame em tochas com refrigerador a gás 20
Montar a guia de arame 21
Montar a guia de arame de aço em tochas de solda com conector Euro 25
Montar a guia de arame de aço 25
Montar a guia de arame de plástico em tochas de solda com conector Euro 29
Nota sobre a guia de arame em tochas com refrigerador a gás 29
Montar a guia de arame de plástico 30
Conectar a tocha de solda ao dispositivo com sistema de conexão Fronius 33
Conectar a tocha de solda à fonte de solda 33
Conectar a tocha de solda na velocidade do arame 34
Conectar a tocha de solda ao dispositivo com conector Euro 35
Conectar a tocha de solda 35
Conecte a tocha de solda ao sistema de sucção e meça a sucção 36
Conectar a tocha de solda ao sistema de sucção 36
Medição da capacidade de sucção (taxa de vazão de sucção) com o Exentometer 36
Ajustar a capacidade de sucção 39
Ajustar a capacidade de sucção na tocha de solda 39
Ajuste da capacidade de sucção com um controlador de fluxo de ar externo 41
PT-BR
Diagnóstico de erros, solução de problemas, manutenção 43
Diagnóstico de erro, eliminação de erro 45
Diagnóstico de erro, eliminação de erro 45
Manutenção 51
Identificar peças de desgaste defeituosas 51
Manutenção no início de cada dia de trabalho 52
Manutenção a cada 48 horas 53
Manutenção a cada troca da bobina de arame/cesta-tipo carretel 54
Dados técnicos 57
Dados técnicos das tochas de solda refrigeradas a água 59
Informações gerais 59
Dados técnicos da tocha de solda MTW Exento 59
Dados técnicos das tochas com refrigerador a gás 64
Informações gerais 64
Dados técnicos da tocha de solda MTG Exento 64
3

4

Segurança, informações sobre o
uso correto
5

6

Segurança
PT-BR
Segurança
PERIGO!
Perigo devido a manuseio e trabalhos realizados incorretamente.
Podem ocorrer ferimentos e danos materiais graves.
Todos os trabalhos e funções descritos nesse documento somente devem ser
▶
realizados por técnicos especializados e treinados.
Ler e compreender completamente este documento.
▶
Todas as diretrizes de segurança e as documentações do usuário desse equi-
▶
pamento e de todos os componentes do sistema devem ser lidas e entendidas.
PERIGO!
Perigo devido à corrente elétrica.
Podem ocorrer ferimentos e danos materiais graves.
Antes de os trabalhos serem iniciados, todos os equipamentos e componen-
▶
tes envolvidos devem ser desligados e desconectados da rede de energia.
Todos os equipamentos e componentes listados devem ser protegidos contra
▶
religamento.
PERIGO!
Perigo devido à saída do eletrodo de arame.
Podem ocorrer ferimentos graves.
Segurar a tocha de solda de modo que a ponta da tocha de solda fique longe
▶
do rosto e do corpo.
Utilizar óculos de proteção adequados.
▶
Não direcionar a tocha de solda para pessoas.
▶
Certifique-se de que o eletrodo de arame só faça contato com objetos con-
▶
dutores de eletricidade.
PERIGO!
Perigo devido a componentes do sistema e/ou meio operacional quentes.
Podem ocorrer queimaduras graves.
Antes de começar os trabalhos, todos os componentes do sistema e/ou ou-
▶
tros meios operacionais quentes devem ser resfriados até +25 °C/+77 °F (por
exemplo, refrigerador, componentes do sistema resfriados a água, motor de
acionamento de velocidade do arame, etc.).
Quando não for possível resfriar, usar equipamento de proteção adequado
▶
(por exemplo, luvas de proteção resistentes a calor, óculos de proteção, etc.).
7

PERIGO!
Perigo devido ao contato com fumaça de soldagem tóxica.
Podem ocorrer ferimentos graves.
Não é permitida a operação de soldagem sem um dispositivo de sucção liga-
▶
do.
Em algumas circunstâncias, apenas o uso da tocha de extração de fumos po-
▶
de não ser suficiente para reduzir a poluição no posto de trabalho. Nesses casos, deve ser instalado um aparelho de sucção para reduzir a poluição no
posto de trabalho.
Em caso de dúvidas, um técnico de segurança deve determinar a quantidade
▶
de poluição no posto de trabalho.
8

Utilização prevista, requisitos para o sistema de
sucção
Utilização prevista
Requisitos para o
sistema de
sucção
A tocha de soldagem manual MIG/MAG é destinada exclusivamente à soldagem
MIG/MAG em conjunto com um sistema de sucção bastante potente (consulte a
seção Requisitos para o sistema de sucção na página 9). Qualquer outro uso
diferente do previsto ou uso adicional é considerado inadequado. O fabricante
não se responsabiliza por quaisquer danos decorrentes.
Também fazem parte da utilização prevista:
A leitura completa deste documento
-
Seguir todas as orientações e diretrizes de segurança deste documento
-
O cumprimento dos trabalhos de inspeção e manutenção
-
Opere a Schweißbrenner apenas com sistemas de sucção que atendam aos seguintes requisitos:
Capacidade de sucção (taxa de vazão de sucção) de pelo menos 70 - 110
-
m3/h (2472 - 3885 cfh); dependendo da tocha de solda utilizada
se o valor for mais baixo, há risco da fumaça de soldagem não ser sufici-
-
entemente aspirada
se o valor for mais alto, há risco do gás de proteção ser aspirado inadver-
-
tidamente do cordão de soldagem
Dependendo do comprimento da mangueira de sucção e da tocha de solda
-
utilizada, deve ser gerada uma pressão negativa de pelo menos 10 - 18 kPa
(100 - 180 mbar)
quanto mais curta e grossa a mangueira de sucção, menor o tamanho do
-
dispositivo de sucção/menor a potência de sucção para que as fumaças
de soldagem sejam extraídas de modo otimizado
Com o aumento da altitude, devido às mudanças nas condições ambientais
-
(menor pressão do ar, ...), a potência de sucção deve ser reduzida de acordo
com a altitude, por exemplo, abrindo o controlador de fluxo de ar da tocha
de solda ou reduzindo a potência de sucção
Em qualquer caso, os requisitos de sucção devem ser atendidos
-
Use o Exentometer para determinar a taxa de vazão real de sucção da to-
-
cha de solda - para esta seção consulte Medição da capacidade de
sucção (taxa de vazão de sucção) com o Exentometer a página 36
PT-BR
Os requisitos exatos para a sucção podem ser encontrados na placa de identificação da respectiva tocha de solda (consulte a seção Informações sobre a
sucção na placa de identificação na página 11) e nos dados técnicos.
9

Placa de identificação na tocha de solda
10

Informações so-
∆
p
c
[kPa]
Check
Qv,c [m³/h] Qv,n [m³/h]
11,0 94 57
MIXED
CO2
I2
X (40°C)
EN IEC 60974-7/-10 Cl.A
EN ISO 21904-1
Charge No.
Art.No.
Type
www.fronius.com
Q
v,n
Q
v,c
pc
pc
bre a sucção na
placa de identificação
PT-BR
Exemplo de uma placa de identificação
Informações sobre a sucção na placa de identificação
Taxa de vazão de sucção na extremidade frontal da tocha de solda
( = a taxa de vazão de sucção fornecida pela tocha de solda)
Taxa de vazão de sucção na conexão de sucção da tocha de solda ( =
a taxa de vazão de sucção que o sistema de sucção deve fornecer)
pressão negativa necessária na conexão de sucção da tocha de solda
(= a pressão negativa que a sucção deve gerar)
11

12

Interfaces disponíveis, funções da
tecla de queima
13

14

Interfaces disponíveis
PT-BR
FunçãoUp/
Down-
FunçãoJobMaster-
A tocha de solda cima/baixo possui as
seguintes funções:
Alteração da energia de soldagem
-
na operação Synergic com as teclas Up/Down (para cima/para baixo)
Indicação de erro:
-
Em caso de erro do sistema,
-
todos os LEDs acendem em
vermelho
Em caso de erro de comuni-
-
cação de dados, todos os LEDs
piscam em vermelho
Autoteste na frequência de arran-
-
que:
Todos os LEDs se acendem
-
brevemente de modo sucessivo
A tocha de solda JobMaster possui as
seguintes funções:
Com os botões de seta, é selecio-
-
nado o parâmetro de soldagem desejado na fonte de solda
Com as teclas +/- é alterado o
-
parâmetro de soldagem selecionado
O display exibe o parâmetro de
-
soldagem atual e o valor
15

Funções da tecla de queima
Funções da tecla
de queima de
dois níveis
Função da tecla de queima na posição de comutação 1 (tecla de queima semi pressionada)= LED
acende
AVISO!
Para tochas de solda com a tecla de queima opcional na parte superior, um LED
existente na tocha de solda não funciona.
16
Função da tecla de queima na posição de comutação 2 (tecla de queima totalmente pressionada) =
LED apaga-se, o processo de soldagem é iniciado

Comissionamento
17

18

Procedimento de comissionamento
PT-BR
Procedimento de
comissionamento de tochas de
solda com sistema de conexão
Fronius
Procedimento de
comissionamento de tochas de
solda com conector Euro
Realizar as seguintes atividades para o correto comissionamento da tocha de solda:
Montar a guia de arame - Descrição na página 20
1
Conectar a tocha de solda
2
Descrição da fonte de solda na página 33
-
Descrição da velocidade do arame na página 34
-
Conectar a tocha de solda ao sistema de sucção - Descrição na página 36
3
Medir a sucção - Descrição na página 36
4
Se necessário, ajustar a sucção:
Ajustar a capacidade de sucção diretamente na tocha de solda - Descrição
5
na página 39
Ajustar a capacidade de sucção com controlador de fluxo de ar externo -
6
Descrição na página 41
Realizar as seguintes atividades para o correto comissionamento da tocha de solda:
Montar a guia de arame
1
Descrição da guia de arame de aço na página 25
-
Descrição da guia de arame de plástico na página 29
-
Conectar a tocha de solda à fonte de solda - Descrição na página 35
2
Conectar a tocha de solda ao sistema de sucção - Descrição na página 36
3
Medir a sucção - Descrição na página 36
4
Se necessário, ajustar a sucção:
Ajustar a capacidade de sucção diretamente na tocha de solda - Descrição
5
na página 39
Ajustar a capacidade de sucção com controlador de fluxo de ar externo -
6
Descrição na página 41
19

Montar a guia de arame em tochas de solda com
sistema de conexão Fronius
Nota sobre a guia
de arame em tochas com refrigerador a gás
AVISO!
Risco devido ao encaixe da guia de arame incorreto.
O resultado pode ser uma soldagem com características de soldagem insatisfatórias.
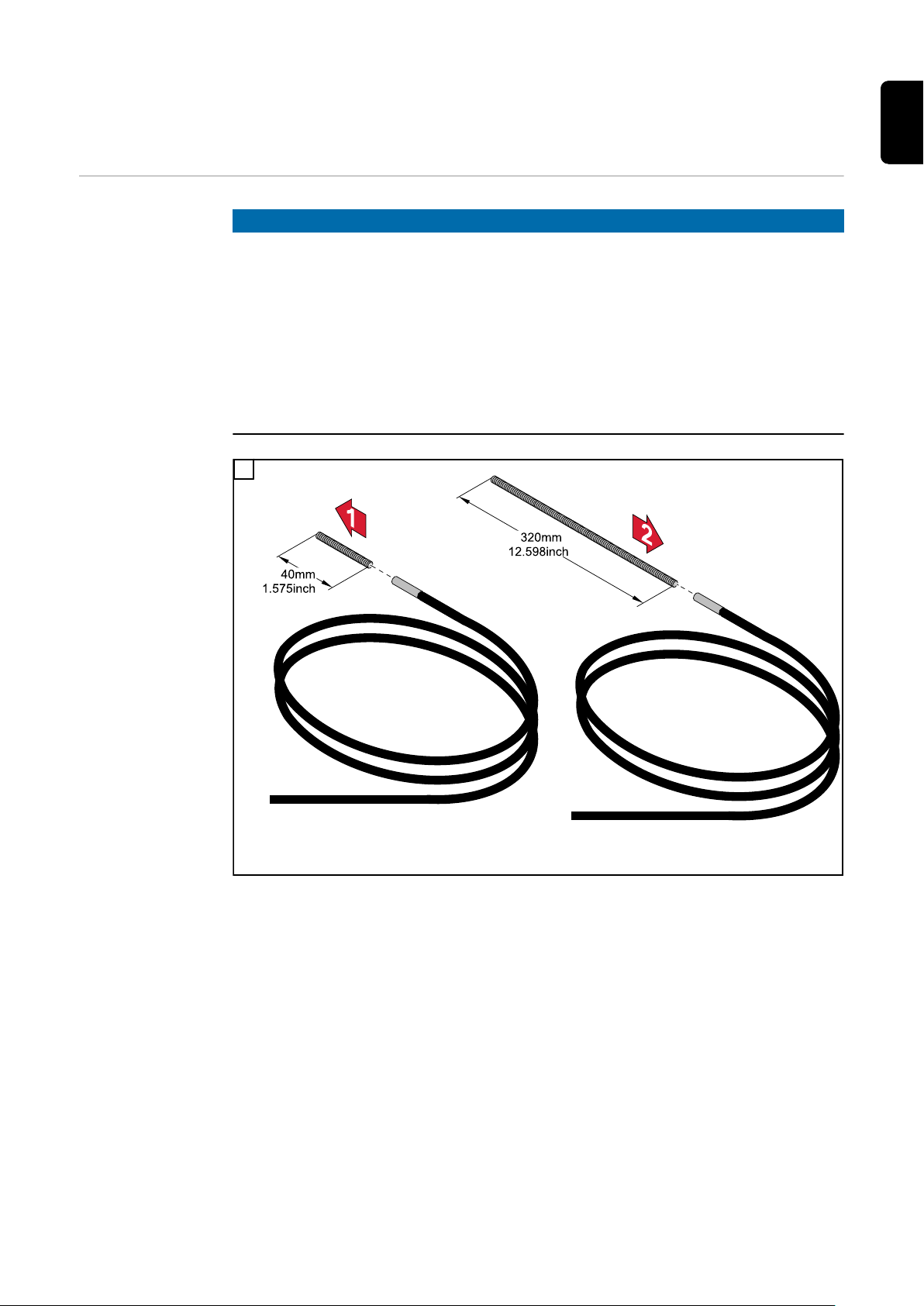
Se nas tochas com refrigerador a gás, for utilizada uma guia de arame de
▶
plástico incluindo uma guia de arame de bronze em vez de uma guia de arame de aço, os dados de desempenho da tocha de solda fornecidos nos dados
técnicos são reduzidos em 30%.
Para poder operar tochas com refrigerador a gás com a potência máxima,
▶
substituir o encaixe da guia de arame de 40 mm (1.575 in.) pelo encaixe da
guia de arame de 320 mm (12.598 in.).
1
20

Montar a guia de
arame
1
PT-BR
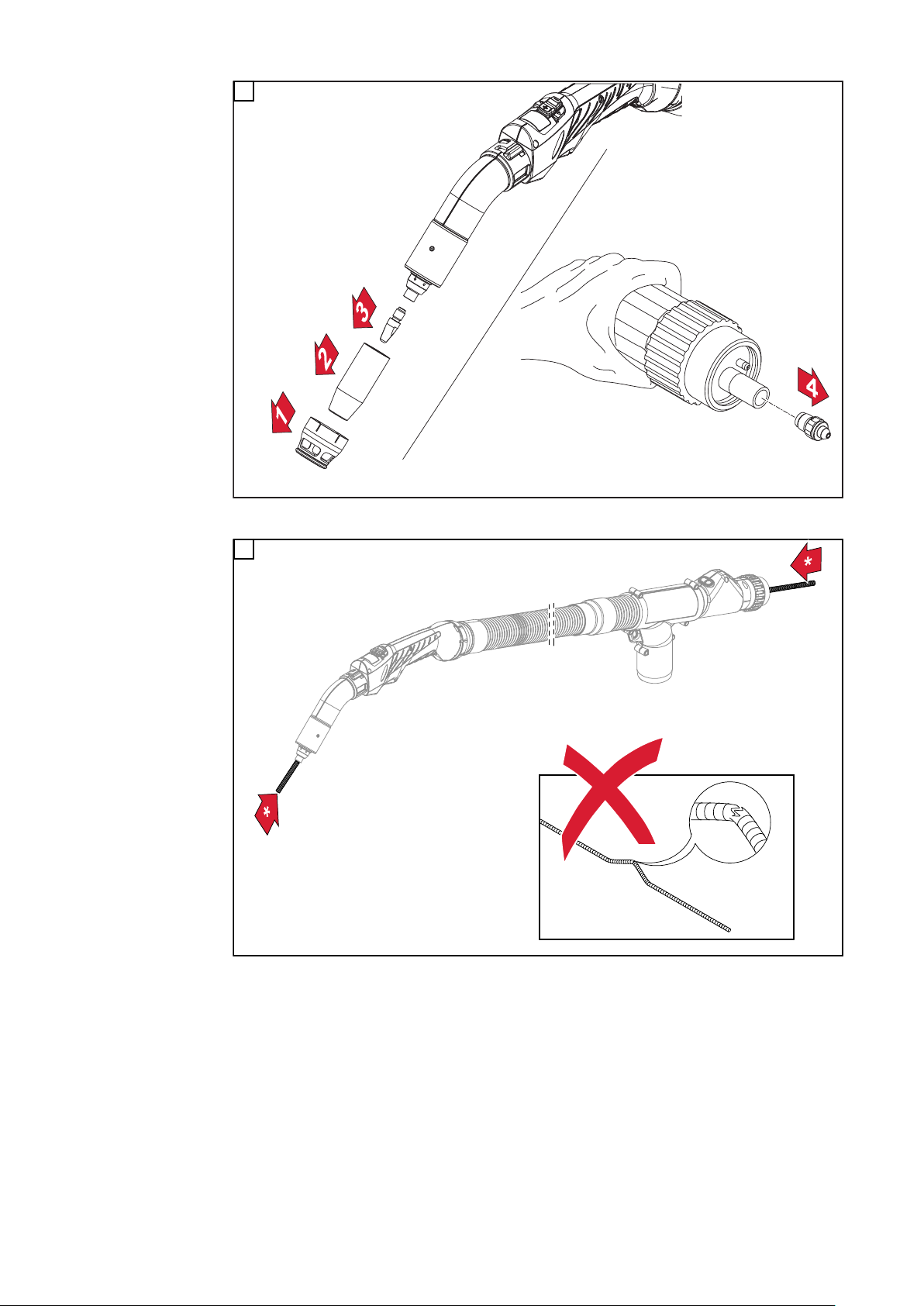
Posicionar a tocha de solda em linha reta
2
Coloque a guia de arame em linha reta; certifique-se de que não haja rebarbas se projetando para
dentro ou para fora da guia de arame
21

3
Se o bocal de sucção, o bico de gás e o tubo de contato já estiverem instalados, remova-os
4
22
Empurre a guia de arame na tocha de solda (*isso pode ser feito de ambos os lados) até que ela se
projete na frente e atrás da tocha de solda; certifique-se de que a guia de arame não esteja dobrada
no processo

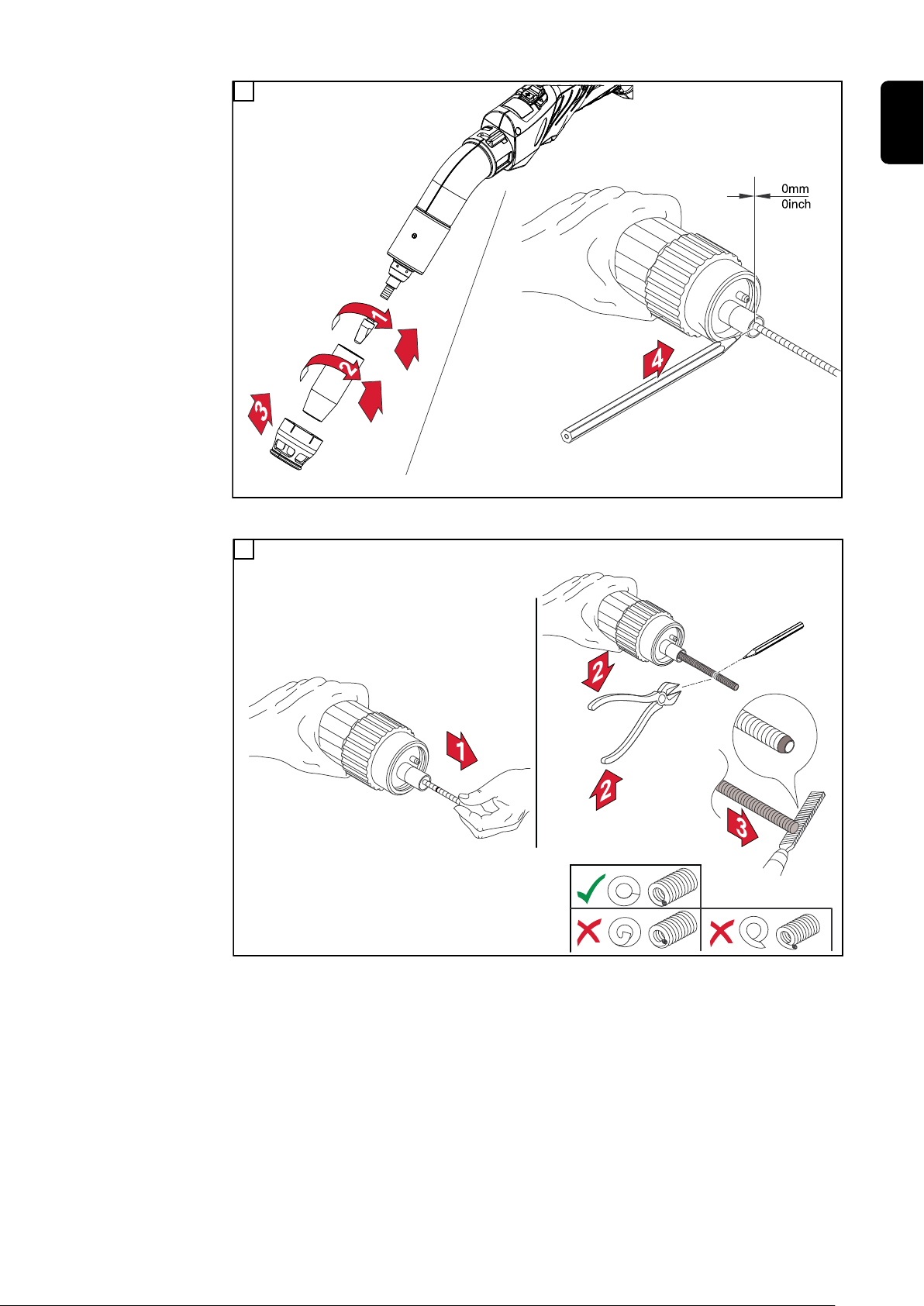
5
Empurre a guia de arame com o tubo de contato de volta para o tubo curvado; monte o tubo de contato, o bico de gás e o bocal de sucção; marque a guia de arame na extremidade da Schweißbrenners
6
PT-BR
Puxe a guia de arame 10 cm (3.94 inch) para fora da tocha de solda
23

7
Guia de arame esquerda feita de aço, direita feita de plástico: Corte e rebarbe a guia de arame na
posição previamente marcada; certifique-se de que nenhuma rebarba se projete para dentro ou para
fora da guia de arame
8
24
Aparafuse a capa na guia de arame até o limite (a guia de arame deve estar visível através do orifício
da capa); empurre a capa para dentro da tocha de solda e aperte bem

Montar a guia de arame de aço em tochas de solda
com conector Euro
Montar a guia de
arame de aço
1
PT-BR
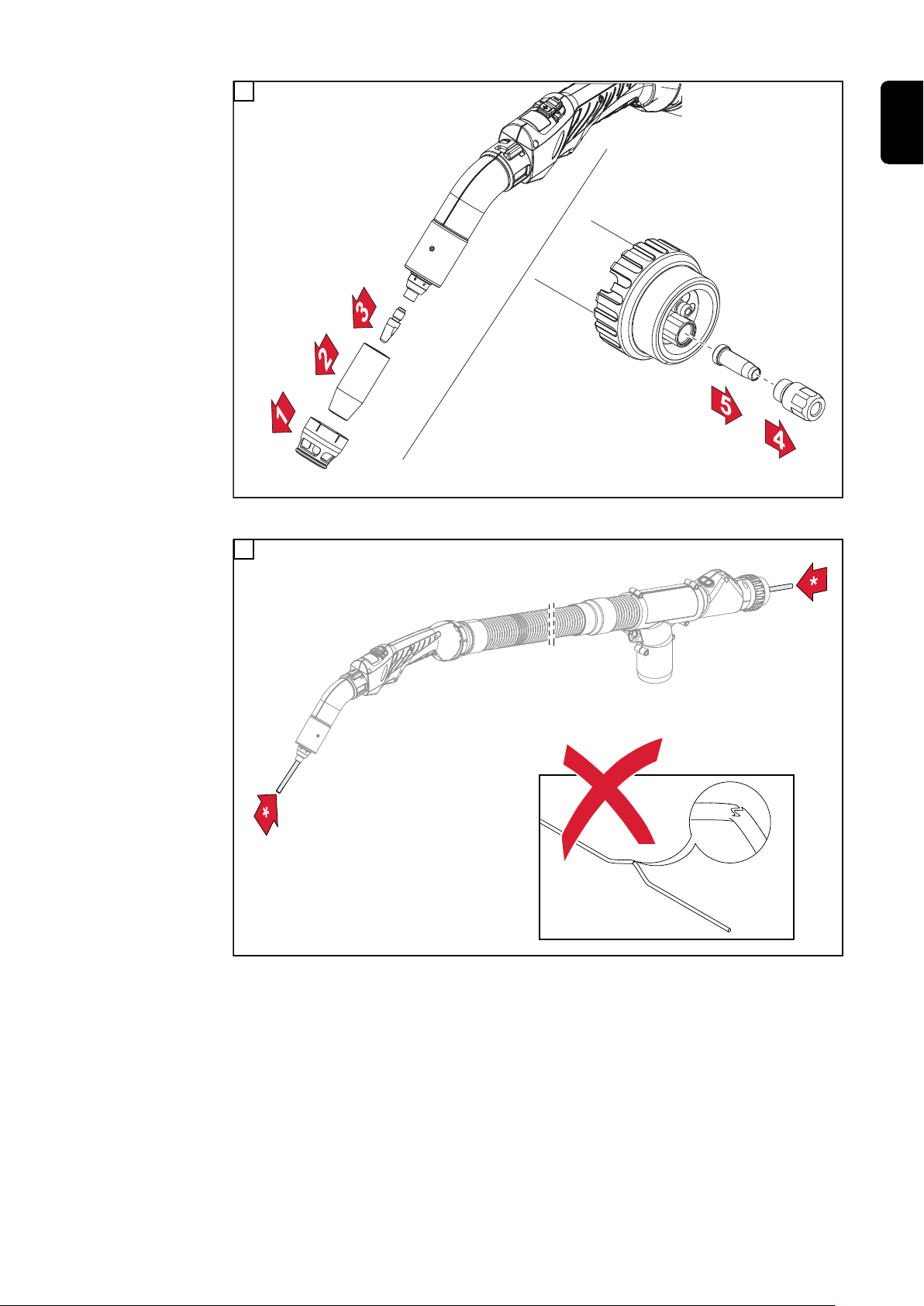
Posicionar a tocha de solda em linha reta
2
Coloque a guia de arame em linha reta; certifique-se de que não haja rebarbas se projetando para
dentro ou para fora da guia de arame
25
3
Se o bocal de sucção, o bico de gás, tubo de contato e a tampa do conector Euro já estiverem instalados, remova-os
4
26
Empurre a guia de arame na tocha de solda (*isso pode ser feito de ambos os lados) até que ela se
projete na frente e atrás da tocha de solda; certifique-se de que a guia de arame não esteja dobrada
no processo
5
Empurre a guia de arame com o tubo de contato de volta para o tubo curvado; monte o tubo de contato, o bico de gás e o bocal de sucção; marque a guia de arame na extremidade da tocha de solda
6
PT-BR
Puxe a guia de arame 10 cm (3.94 inch) para fora da tocha de solda, corte e rebarbe; certifique-se
de que nenhuma rebarba se projete para dentro ou para fora da guia de arame
27

7
Rosquear a tampa na guia de arame até o limite; rosquear a tampa na tocha de solda
28
Montar a guia de arame de plástico em tochas de
solda com conector Euro
Nota sobre a guia
de arame em tochas com refrigerador a gás
AVISO!
Risco devido ao encaixe da guia de arame incorreto.
O resultado pode ser uma soldagem com características de soldagem insatisfatórias.
Se nas tochas com refrigerador a gás, for utilizada uma guia de arame de
▶
plástico incluindo uma guia de arame de bronze em vez de uma guia de arame de aço, os dados de desempenho da tocha de solda fornecidos nos dados
técnicos são reduzidos em 30%.
Para poder operar tochas com refrigerador a gás com a potência máxima,
▶
substituir o encaixe da guia de arame de 40 mm (1.575 in.) pelo encaixe da
guia de arame de 320 mm (12.598 in.).
1
PT-BR
29

Montar a guia de
arame de plástico
1
Posicionar a tocha de solda em linha reta
2
30
Coloque a guia de arame em linha reta; certifique-se de que não haja rebarbas se projetando para
dentro ou para fora da guia de arame
3
Se o bocal de sucção, o bico de gás, tubo de contato e a tampa do conector Euro já estiverem instalados, remova-os
4
PT-BR
Empurre a guia de arame na tocha de solda (*isso pode ser feito de ambos os lados) até que ela se
projete na frente e atrás da tocha de solda; certifique-se de que a guia de arame não esteja dobrada
no processo
31

5
Empurre a guia de arame com o tubo de contato de volta para o tubo curvado; monte o tubo de contato, o bico de gás e o bocal de sucção; aperte a guia de arame na tocha de solda
Consulte a documentação do usuário da velocidade de arame/fonte de solda
6
utilizada para obter instruções sobre como cortar a guia de arame corretamente
32

Conectar a tocha de solda ao dispositivo com sistema de conexão Fronius
Conectar a tocha
de solda à fonte
de solda
1
PT-BR
2
* apenas em tochas de solda refrigeradas a água
33

3
Conectar a tocha
de solda na velocidade do arame
1
* apenas em tochas de solda refrigeradas a água
34

Conectar a tocha de solda ao dispositivo com conector Euro
Conectar a tocha
de solda
1
PT-BR
* Somente com tocha de solda resfriada a água; conectar a tocha de solda ao dispositivo de refrigeração
** A linha de controle deve ser fornecida com a tomada requisitada pelo cliente.
O instalador é responsável pela correta execução do trabalho
35

Conecte a tocha de solda ao sistema de sucção e
meça a sucção
Conectar a tocha
de solda ao sistema de sucção
A tocha de solda pode ser conectada a um dispositivo de sucção externo, bem
como a um sistema de sucção central. A tocha de solda é sempre conectada da
mesma maneira.
1
Medição da capacidade de
sucção (taxa de
vazão de sucção)
com o Exentometer
Conectar a tocha de solda a um dispositivo externo de sucção
* Recomendações para a mangueira de sucção:
Utilize mangueiras de sucção da Fronius. O design e as propriedades do ma-
-
terial das mangueiras de sucção da Fronius garantem a mais alta compatibilidade e estanqueidade
Mantenha a mangueira de sucção o mais curta possível; quanto menor a
-
mangueira de sucção, menos energia o dispositivo de sucção tem que aplicar
para alcançar os valores de sucção necessários (para mais informações sobre
os valores de sucção necessários, consulte a seção Requisitos para o sistema
de sucção a partir da página 9 e os dados técnicos)
A taxa de vazão de sucção serve como um valor medido para a capacidade de
sucção da tocha de solda. A taxa de vazão de sucção é medida com o Exentometer .
Medir a capacidade de sucção (taxa de vazão de sucção):
Ligue o sistema de sucção
1
Leia a taxa de vazão de sucção necessária (Q
2
tocha de solda, consulte também Informações sobre a sucção na placa de
identificação na página 11) ou nos dados técnicos
Certifique-se de que a tocha de solda (incluindo o jogo de mangueira) e a
3
mangueira de sucção não apresentem furos, rachaduras ou outros danos
) na placa de identificação da
v,n
36

Certifique-se de que os dispositivos de ajuste externos não falsifiquem a veri-
4
ficação da capacidade de sucção (por exemplo, controladores de fluxo de ar
externos, consulte a seção Ajuste da capacidade de sucção com um contro-
lador de fluxo de ar externo a partir da página 41, ....)
Desmonte o bocal de sucção e feche o regulador de fluxo de ar, consulte a
5
figura abaixo
PT-BR
Desmonte o bocal de sucção e feche o controlador de fluxo de ar
Configure o Exentometer na vertical em uma superfície firme (por exemplo,
6
em uma bancada de trabalho)
Insira a tocha de solda no Exentometer até o fim
7
Como a sucção já está em execução, o Exentometer mostra imediata-
-
mente a capacidade atual da sucção
* Certifique-se de que a tocha de solda esteja totalmente inserida no Exento-
8
meter e que o ar não possa escapar entre a tocha de solda e o Exentometer
Isso garante que o valor da capacidade de sucção exibido não seja falso
-
37

Insira a tocha de solda no Exentometer
Compare a taxa de vazão de sucção medida com a taxa de vazão de sucção
9
necessária
Se os dois valores corresponderem, nenhuma outra ação é necessária
-
Se os dois valores não corresponderem, aumente ou reduza a potência de
-
sucção até que a taxa de vazão de sucção esteja na faixa correta
Se a taxa de vazão de sucção for mais baixa, há risco da fumaça de
-
soldagem não ser suficientemente aspirada
Se a taxa de vazão for mais alta, há risco de o gás de proteção ser as-
-
pirado inadvertidamente do cordão de soldagem
38
Ajustar a capacidade de sucção
PT-BR
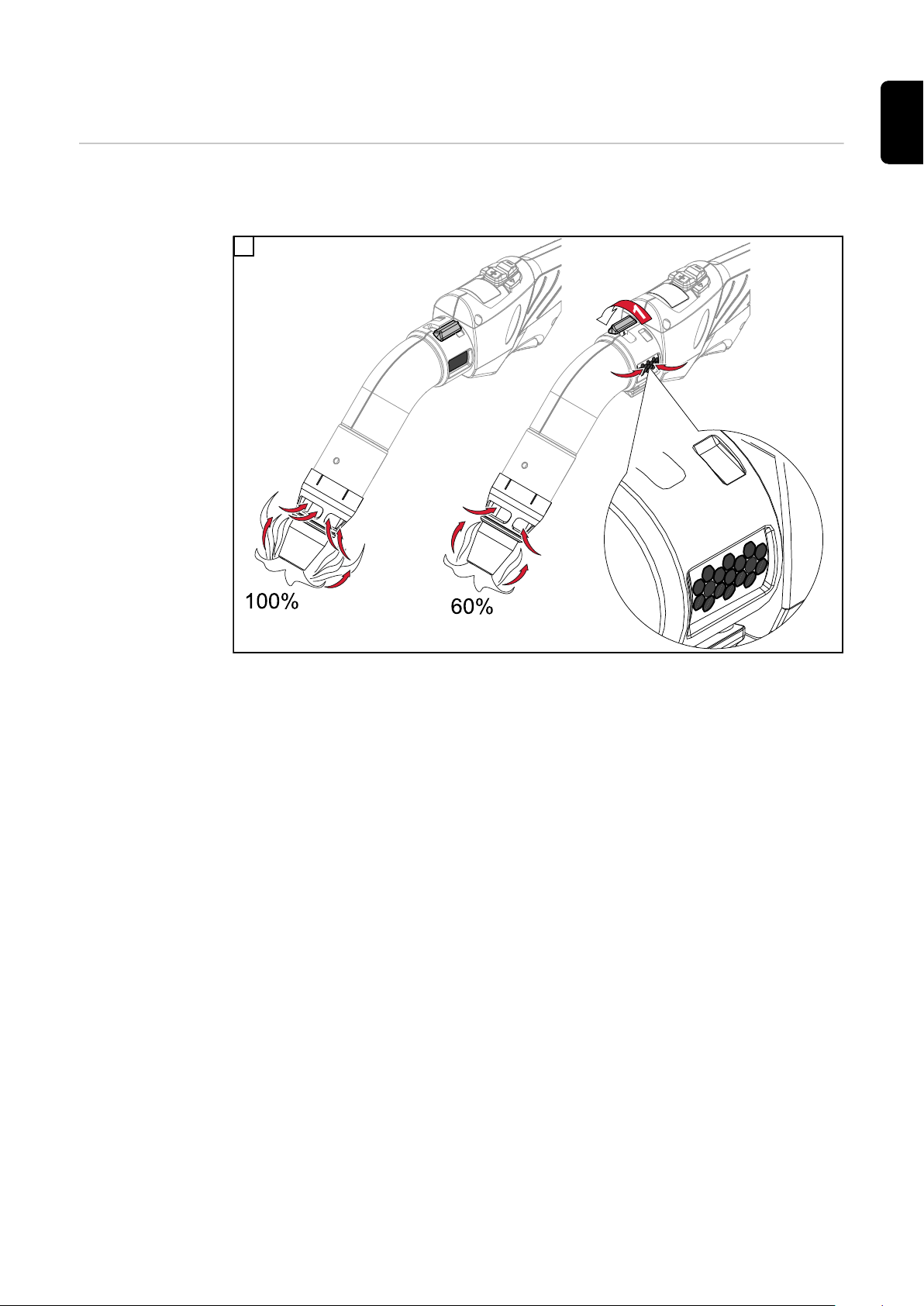
Ajustar a capacidade de sucção
na tocha de solda
Para reduzir a capacidade de sucção, o regulador de fluxo de ar pode ser aberto.
Se o regulador de fluxo de ar estiver totalmente aberto, isso reduz a capacidade
de sucção da tocha de solda em 40%.
1
Esquerda: regulador de fluxo de ar fechado = capacidade de sucção 100 %; direita: regulador de fluxo de ar aberto = capacidade de sucção 60 %
Exemplos de aplicação para o controlador de fluxo de ar:
Na soldagem em cantos ou em ângulo, é possível que as fumaças de solda-
-
gem sejam aspiradas de modo otimizado, mesmo com uma capacidade de
sucção reduzida
Neste caso, uma capacidade de sucção muito alta possivelmente levaria a
-
uma sucção indesejada do gás de proteção
Neste caso, recomenda-se abrir o regulador de fluxo de ar para reduzir a ca-
-
pacidade de sucção
39

Soldagem em ângulo; regulador de fluxo de ar aberto = poder de sucção reduzido
Na soldagem em superfícies abertas (por exemplo, soldagem em I) pode ser necessário fechar o regulador de fluxo de ar e assim utilizar a capacidade máxima
de sucção. Como resultado, as fumaças de soldagem são extraídas da melhor
maneira possível.
40
Soldagem em I; regulador de fluxo de ar fechado = capacidade máxima de sucção
PERIGO!
Perigo de contato com fumaças de soldagem tóxicas.
Podem ocorrer ferimentos graves.
Independentemente da tarefa de soldagem, certifique-se sempre de que to-
▶
das as fumaças de soldagem sejam aspiradas.

Ajuste da capacidade de sucção
com um controlador de fluxo de
ar externo
Especialmente com sistemas centrais de sucção, pode ser necessário ajustar a
capacidade de sucção manualmente com o regulador de fluxo de ar externo disponível opcionalmente:
Ao abrir totalmente o regulador de fluxo de ar externo, o fluxo de ar perma-
-
nece quase inalterado
Ao fechar totalmente o regulador de fluxo de ar externo, o fluxo de ar é re-
-
duzido ao mínimo
1
PT-BR
(1) sucção central, (2) mangueira de sucção, (3) regulador de fluxo de ar externo, (4) tocha de solda
Depois de ajustar o fluxo de ar, sempre meça a capacidade de sucção da to-
2
cha de solda - para isso, consulte a seção Medição da capacidade de sucção
(taxa de vazão de sucção) com o Exentometer na página 36
41

42

Diagnóstico de erros, solução de
problemas, manutenção
43

44

Diagnóstico de erro, eliminação de erro
PT-BR
Diagnóstico de
erro, eliminação
de erro
Porosidade no cordão de soldagem
Causa:
Solução:
Sucção muito baixa
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Sem corrente de soldagem
Interruptor da rede da fonte de solda ligado, indicações acesas na fonte de solda,
gás de proteção disponível
Sucção muito forte
Reduzir a sucção
Furos na mangueira de sucção
Restaurar a mangueira de sucção
Filtros incorretos do aparelho de sucção
Restaurar os filtros do aparelho de sucção
Fluxo de ar interrompido
Eliminar a obstrução
Sucção muito baixa no aparelho de sucção
Utilizar um aparelho de sucção com sucção mais forte; aumentar a
sucção
Causa:
Solução:
Causa:
Solução:
Sem gás de proteção
todas as outras funções estão disponíveis
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Conexão de massa incorreta
Estabelecer a conexão de massa adequadamente
Cabo de corrente na tocha de solda interrompido
Substituir a tocha de solda
Cilindro de gás vazio
Substituir o cilindro de gás
Válvula redutora de pressão com defeito
Substituir válvula redutora de pressão/gás
Mangueira de gás não montada, dobrada ou danificada
Montar a mangueira de gás, colocar de forma reta. Substituir man-
gueira de gás defeituosa
Tocha de solda com defeito
Substituir a tocha de solda
Causa:
Solução:
Válvula solenoide de gás com defeito
Entrar em contato com a assistência técnica (trocar válvula solenoide
de gás)
45

Sem função após apertar a tecla de queima
Interruptor da rede da fonte de solda ligado, indicações acesas na fonte de solda
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
FSC (‘Sistema de conexão Fronius’ - Conexão central) não inserida
até o encosto
Inserir o sistema de conexão Fronius até encosto
Tocha de solda ou linha de controle da tocha de solda defeituoso
Substituir a tocha de solda
Jogo de mangueira de conexão não conectado adequadamente ou
defeituoso
Conectar o jogo de mangueira de conexão adequadamente
Substituir jogo de mangueira de conexão defeituoso
Fonte de solda com defeito
Entrar em contato com a assistência técnica
46

Características de soldagem ruins
Causa:
Solução:
Parâmetros de soldagem incorretos
Corrigir configurações
PT-BR
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Conexão à terra ruim
Estabelecer um bom contato para a peça de trabalho
Nenhum ou pouco gás de proteção
Verificar válvula redutora de pressão, mangueira de gás, válvula sole-
noide de gás e conexão da tocha de solda e do gás. Em tochas com
refrigeração a gás, verificar a vedação de gás, utilizar o fio de revestimento interior apropriado
Tocha de solda com vazamento
Substituir a tocha de solda
Tubo de contato muito grande ou desgastado
Substituir o tubo de contato
Liga de arame ou diâmetro de arame incorreto
Verificar as bobinas de arame/de cesta colocadas
Liga de arame ou diâmetro de arame incorreto
Verificar a capacidade de soldagem da matéria prima básica
Gás de proteção inadequado para a liga de arame
Utilizar o gás de proteção correto
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Condições de soldagem desfavoráveis: Gás de proteção com impurezas (umidade, ar), proteção de gás com defeito (o banho de solda
"ferve", ar circulante), impurezas na peça de trabalho (ferrugem, tinta, graxa)
Otimizar as condições de soldagem
Respingos de solda no bico de gás
Remover os respingos de solda
Turbulências por causa de quantidade alta demais de gás de proteção
Reduzir a quantidade de gás de proteção, recomendável:
quantidade de gás de proteção (l/min) = diâmetro do arame (mm) x
10
(por exemplo, 16 l/min para 1,6 mm de eletrodo de arame)
Distância grande demais entre a tocha de solda e a peça de trabalho
Reduzir distância entre a tocha de solda e a peça de trabalho (aprox.
10 - 15 mm / 0.39 - 0.59 in.)
Ângulo de encosto do maçarico de soldar grande demais
Reduzir o ângulo de encosto da tocha de solda
Causa:
Solução:
Componentes de transporte de arame não são adequados para o
diâmetro do eletrodo de arame / material do eletrodo de arame
Utilizar os componentes de transporte de arame corretos
47

Transporte de arame ruim
Causa:
Solução:
Dependendo do sistema, freios na velocidade do arame ou na fonte
de solda ajustados muito firmemente
Ajustar o freio mais solto
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Orifício do tubo de contato entupido
Substituir o tubo de contato
Fio de revestimento interior ou inserção do fio de revestimento defeituoso
Verificar fio de revestimento interior ou inserção do fio de revestimento quanto a dobras, sujeiras, etc.
Trocar fio de revestimento interior ou inserção do fio de revestimento
defeituosos
Rolos de alimentação inadequadas para o eletrodo de arame utilizado
Utilizar rolos de alimentação adequados
Pressão de contato incorreta dos rolos de alimentação
Otimizar a pressão de contato
Bobinas de alimentação sujas ou danificadas
Limpar ou substituir as bobinas de alimentação
Fio de revestimento interior entupido ou dobrado
Substituir o fio de revestimento interior
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
O bico de gás esquenta muito
Causa:
Solução:
Fio de revestimento interior curto demais após o corte
Substituir o fio de revestimento interior e cortar no comprimento
correto
Fricção no eletrodo de arame por causa da pressão de contato forte
demais nos rolos de alimentação
Reduzir a pressão de contato nos rolos de alimentação
Eletrodo de arame sujo ou com ferrugem
Utilizar eletrodo de arame de alta qualidade sem impurezas
Em núcleos de condução de arame feitos de aço: núcleo de condução
de arame não revestido em uso
Usar núcleo de condução de arame revestido
Nenhum desvio de calor por causa do assento solto do bico de gás
Parafusar firmemente o bico de gás até o encosto
48

A tocha de solda esquenta muito
Causa:
Solução:
Somente para tocha de solda Multilock: Porca de capa do corpo da
tocha de solda solta
Apertar a porca de capa
PT-BR
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Vida útil curta do tubo de contato
Causa:
Solução:
Causa:
Solução:
Tocha de solda foi operada acima da corrente de soldagem máxima
Reduzir a energia de soldagem ou utilizar a tocha de solda com a ca-
pacidade correta
Tocha de solda dimensionada muito fraca
Observar o ciclo de trabalho e os limites de carga
Somente em instalações com refrigeração a água: Fluxo de agente refrigerante insuficiente
Verificar o nível de refrigerante, fluxo de refrigerante, impurezas do
refrigerante, entupimento do jogo de mangueira, etc.
Ponta da tocha de solda muito perto do arco voltaico
Aumentar stickout
Rolos de alimentação incorretos
Utilizar rolos de alimentação corretos
Fricção no eletrodo de arame por causa de pressão de contato forte
demais nos rolos de alimentação
Reduzir a pressão de contato nos rolos de alimentação
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
AVISO!
Em aplicações de CrNi, pode ocorrer um desgaste maior do tubo de contato por
causa das características da superfície do eletrodo de arame de CrNi.
Eletrodo de arame sujo / com ferrugem
Utilizar eletrodo de arame de alta qualidade sem impurezas
Eletrodo de arame sem revestimento
Utilizar eletrodo de arame com revestimento adequado
Dimensão incorreta do tubo de contato
Dimensionar corretamente o tubo de contato
Ciclo de trabalho da tocha de solda longo demais
Reduzir o ciclo de trabalho ou utilizar tocha de solda mais potente
Tubo de contato superaquecido. Nenhum desvio de calor por causa
de tubo de contato muito frouxo
Apertar o tubo de contato
49

Funcionamento da tecla de queima com defeito
Causa:
Solução:
Conector entre a tocha de solda e fonte de solda incorreto
Estabelecer a conexões adequadamente/ enviar a fonte de solda ou a
tocha de solda para assistência técnica
Causa:
Solução:
Causa:
Solução:
Porosidade na costura de soldagem
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Impurezas entre a tecla de queima e a carcaça da tecla de queima
Remover as impurezas
Linha de controle defeituosa
Entrar em contato com a assistência técnica
Formação de respingos no bico de gás, por isso a proteção de gás da
costura de soldagem é insuficiente
Remover os respingos de solda
Furos na mangueira de gás ou conexão inadequada da mangueira de
gás
Substituir mangueira de gás
O-Ring na conexão central está cortado ou defeituoso
Substituir os O-Ring
Umidade / condensado na tubulação de gás
Secar tubulação de gás
Fornecimento de gás forte ou fraco demais
Corrigir o fornecimento de gás
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Quantidade de gás insuficiente no início ou no fim de soldagem
Aumentar o pré e pós-fluxo de gás
Ferrugem ou má qualidade do eletrodo de arame
Utilizar eletrodo de arame de alta qualidade sem impurezas
Válido para as tochas de solda refrigeradas a gás: Saída de gás com
fios de revestimento interior não isolados
Em tochas de solda refrigeradas a gás, somente utilizar fios de revestimento interior isolados
Aplicação do agente separador em excesso
Retirar o agente separador em excesso / aplicar menos agente sepa-
rador
50

Manutenção
Identificar peças
de desgaste defeituosas
1.
2.
3.
4.
5.
6.
Bocais
Bordas externas queimadas, entalhes
-
com muitos respingos de solda
-
Proteção contra respingos (somente para tochas de solda refrigeradas a
água)
Bordas externas queimadas, entalhes
-
Bocal de sucção
Bordas externas queimadas, entalhes
-
Tubo de contato
aterramento (oval) dos orifícios de entrada e saída do arame
-
com muitos respingos de solda
-
Penetração de solda na ponta do tubo de contato
-
Bico de gás
com muitos respingos de solda
-
bordas externas queimadas
-
Entalhes
-
Peças de isolamento
Bordas externas queimadas, entalhes
-
PT-BR
51

Manutenção no
início de cada dia
de trabalho
Verifique o bocal de sucção e substitua se estiver danificado:
1
Remova os respingos de solda do bico de gás, tubo de contato, proteção contra
respingos (somente para tochas de solda resfriadas a água), bocais e peças isolantes, verifique se há danos e substitua as peças danificadas:
2
52
Além disso, em cada comissionamento, nas tochas de solda resfriadas a água:
3
garantir que todas as conexões do refrigerador estejam vedadas
-
garantir o fluxo de retorno adequado do refrigerador, consulte a docu-
-
mentação do usuário do dispositivo de refrigeração para obter mais informações

Manutenção a
cada 48 horas
Abrir e fechar o regulador de fluxo de ar a cada 48 horas:
Ligar o sistema de sucção
1
2
PT-BR
Abrir e fechar o regulador do fluxo de ar
Se as entradas de ar estiverem sujas e/ou o regulador de fluxo de ar não puder
mais ser aberto facilmente, limpe as entradas de ar com ar comprimido:
3
Certifique-se de que as partículas liberadas durante a limpeza sejam aspiradas pela sucção
53

Manutenção a
cada troca da
bobina de arame/cesta-tipo
carretel
Limpar a mangueira de alimentação de arame com ar comprimido reduzido:
1
Desmontar peças de desgaste
Ligar o sistema de sucção
2
3
54
Jogo de mangueira limpo; certifique-se de que as partículas liberadas durante a limpeza sejam aspiradas pela sucção

Recomendado - Substituir a guia de arame, limpar as peças de desgaste antes
de reinstalar a guia de arame:
4
Limpar o tubo de contato, a proteção contra respingos e os bocais com ar comprimido; garantir que
as partículas liberadas durante a limpeza sejam absorvidas pelo sistema de sucção
5
PT-BR
Limpar o bocal de sucção e o bico de gás com uma escova
55

56

Dados técnicos
57

58

Dados técnicos das tochas de solda refrigeradas a
água
Informações gerais
Medição da tensão (pico V):
para tochas de solda manuais: 113 V
-
para tochas de solda mecânicas: 141 V
-
Dados técnicos da tecla de queima:
U
-
-
A operação da tecla de queima somente é permitida em conformidade com os
dados técnicos.
Este produto está em concordância com as exigências conforme norma
-
-
A eficiência da coleta de fumaças de soldagem dos sistemas de sucção integrados à tocha (em conformidade com a norma EN ISO 21904-3) depende de vários
fatores de influência, por exemplo:
-
-
-
-
-
-
-
-
-
= 5 V
máx
C
= 10 mA
máx
EN IEC 60974-7 / - 10 CI. A e
EN ISO 21904-1.
Qualidade da peça de trabalho e a produção de fumaças durante a soldagem
Processo de soldagem
Direção da soldagem (arrastar ou perfurar)
Posições de soldagem (PA, PC, PF, ...)
Geometria da peça de trabalho (construção aberta ou fechada, ...)
Taxa de vazão do gás de proteção
Ângulo de ajuste da tocha de solda
Condições ambientais
...
PT-BR
Dados técnicos
da tocha de solda MTW Exento
MTW 300i Exento | Comprimento da tocha de solda = 3,5 m (11 ft. 5.8 in.)
Corrente de soldagem a 10 min / 40 °C (104 °F);
os valores se aplicam com CO2 e gás misto como gás de
proteção
(EN ISO 14175)
Taxa de vazão de sucção na extremidade frontal da tocha de solda Q
Taxa de vazão de sucção na conexão de sucção da tocha
de solda Q
Pressão negativa necessária Δpc na conexão de sucção
da tocha de solda (EN IEC ISO 21904-1)
Capacidade de refrigeração mínima necessária de acordo com a norma IEC 60974-2
Fluxo mínimo necessário do líquido para o refrigerador
Q
mín
Pressão mínima necessária do refrigerador p
Pressão máxima admissível do refrigerador p
v,n
(EN IEC ISO 21904-1)
v,n
(EN IEC ISO 21904-1)
min
máx
100 % ED1) / 300 A
52 m3/h (1837 cfh)
95 m3/h (1837 cfh)
13,5 kPa (135 mbar)
(0.26 gal. [US[/min)
3 bar (43 psi)
5,5 bar (79 psi)
700 W
1 l/min
59

MTW 300i Exento | Comprimento da tocha de solda = 3,5 m (11 ft. 5.8 in.)
Eletrodos de arame permitidos (diâmetro)
0,8 - 1,2 mm
(0.032 - 0.047 in.)
MTW 300i Exento | Comprimento da tocha de solda = 4,5 m (14 ft. 9.17 in.)
Corrente de soldagem a 10 min / 40 °C (104 °F);
100 % ED1) / 300 A
os valores se aplicam com CO2 e gás misto como gás de
proteção
(EN ISO 14175)
Taxa de vazão de sucção na extremidade frontal da tocha de solda Q
(EN IEC ISO 21904-1)
v,n
Taxa de vazão de sucção na conexão de sucção da tocha
de solda Q
(EN IEC ISO 21904-1)
v,n
Pressão negativa necessária Δpc na conexão de sucção
52 m3/h (1837 cfh)
100 m3/h (3532 cfh)
15 kPa (150 mbar)
da tocha de solda (EN IEC ISO 21904-1)
Capacidade de refrigeração mínima necessária de acor-
900 W
do com a norma IEC 60974-2
Fluxo mínimo necessário do líquido para o refrigerador
Q
mín
Pressão mínima necessária do refrigerador p
min
(0.26 gal. [US[/min)
1 l/min
3 bar (43 psi)
Pressão máxima admissível do refrigerador p
Eletrodos de arame permitidos (diâmetro)
máx
5,5 bar (79 psi)
0,8 - 1,2 mm
(0.032 - 0.047 in.)
MTW 300d Exento | Comprimento da tocha de solda = 3,5 m (11 ft. 5.8 in.)
Corrente de soldagem a 10 min / 40 °C (104 °F);
100 % ED1) / 300 A
os valores se aplicam com CO2 e gás misto como gás de
proteção
(EN ISO 14175)
Taxa de vazão de sucção na extremidade frontal da tocha de solda Q
(EN IEC ISO 21904-1)
v,n
Taxa de vazão de sucção na conexão de sucção da tocha
de solda Q
(EN IEC ISO 21904-1)
v,n
Pressão negativa necessária Δpc na conexão de sucção
52 m3/h (1837 cfh)
95 m3/h (1837 cfh)
13,5 kPa (135 mbar)
da tocha de solda (EN IEC ISO 21904-1)
Capacidade de refrigeração mínima necessária de acor-
700 W
do com a norma IEC 60974-2
Fluxo mínimo necessário do líquido para o refrigerador
Q
mín
(0.26 gal. [US[/min)
1 l/min
60
Pressão mínima necessária do refrigerador p
Pressão máxima admissível do refrigerador p
Eletrodos de arame permitidos (diâmetro)
min
máx
3 bar (43 psi)
5,5 bar (79 psi)
0,8 - 1,2 mm
(0.032 - 0.047 in.)

MTW 300d Exento | Comprimento da tocha de solda = 4,5 m (14 ft. 9.17 in.)
Corrente de soldagem a 10 min / 40 °C (104 °F);
os valores se aplicam com CO2 e gás misto como gás de
proteção
(EN ISO 14175)
Taxa de vazão de sucção na extremidade frontal da tocha de solda Q
(EN IEC ISO 21904-1)
v,n
Taxa de vazão de sucção na conexão de sucção da tocha
de solda Q
(EN IEC ISO 21904-1)
v,n
Pressão negativa necessária Δpc na conexão de sucção
da tocha de solda (EN IEC ISO 21904-1)
Capacidade de refrigeração mínima necessária de acordo com a norma IEC 60974-2
Fluxo mínimo necessário do líquido para o refrigerador
Q
mín
Pressão mínima necessária do refrigerador p
Pressão máxima admissível do refrigerador p
min
máx
Eletrodos de arame permitidos (diâmetro)
100 % ED1) / 300 A
PT-BR
52 m3/h (1837 cfh)
100 m3/h (3532 cfh)
15 kPa (150 mbar)
900 W
1 l/min
(0.26 gal. [US[/min)
3 bar (43 psi)
5,5 bar (79 psi)
0,8 - 1,2 mm
(0.032 - 0.047 in.)
MTW 500i Exento | Comprimento da tocha de solda = 3,5 m (11 ft. 5.8 in.)
Corrente de soldagem a 10 min / 40 °C (104 °F);
os valores se aplicam com CO2 e gás misto como gás de
100 % ED1) / 400 A
40 % ED1) / 500 A
proteção
(EN ISO 14175)
Taxa de vazão de sucção na extremidade frontal da tocha de solda Q
(EN IEC ISO 21904-1)
v,n
Taxa de vazão de sucção na conexão de sucção da tocha
de solda Q
(EN IEC ISO 21904-1)
v,n
Pressão negativa necessária Δpc na conexão de sucção
57 m3/h (2013 cfh)
100 m3/h (3532 cfh)
11,9 kPa (119 mbar)
da tocha de solda (EN IEC ISO 21904-1)
Capacidade de refrigeração mínima necessária de acor-
1000 W
do com a norma IEC 60974-2
Fluxo mínimo necessário do líquido para o refrigerador
Q
mín
Pressão mínima necessária do refrigerador p
Pressão máxima admissível do refrigerador p
Eletrodos de arame permitidos (diâmetro)
min
máx
(0.26 gal. [US[/min)
3 bar (43 psi)
5,5 bar (79 psi)
1 - 1,6 mm
(0.039 - 0.063 in.)
1 l/min
MTW 500i Exento | Comprimento da tocha de solda = 4,5 m (14 ft. 9.17 in.)
Corrente de soldagem a 10 min / 40 °C (104 °F);
os valores se aplicam com CO2 e gás misto como gás de
100 % ED1) / 400 A
40 % ED1) / 500 A
proteção
(EN ISO 14175)
Taxa de vazão de sucção na extremidade frontal da tocha de solda Q
(EN IEC ISO 21904-1)
v,n
57 m3/h (2013 cfh)
61
MTW 500i Exento | Comprimento da tocha de solda = 4,5 m (14 ft. 9.17 in.)
Taxa de vazão de sucção na conexão de sucção da tocha
de solda Q
(EN IEC ISO 21904-1)
v,n
Pressão negativa necessária Δpc na conexão de sucção
105 m3/h (3709 cfh)
14 kPa (140 mbar)
da tocha de solda (EN IEC ISO 21904-1)
Capacidade de refrigeração mínima necessária de acor-
1200 W
do com a norma IEC 60974-2
Fluxo mínimo necessário do líquido para o refrigerador
Q
mín
Pressão mínima necessária do refrigerador p
Pressão máxima admissível do refrigerador p
min
máx
Eletrodos de arame permitidos (diâmetro)
(0.26 gal. [US[/min)
5,5 bar (79 psi)
(0.039 - 0.063 in.)
1 l/min
3 bar (43 psi)
1 - 1,6 mm
MTW 500d Exento | Comprimento da tocha de solda = 3,5 m (11 ft. 5.8 in.)
Corrente de soldagem a 10 min / 40 °C (104 °F);
os valores se aplicam com CO2 e gás misto como gás de
100 % ED1) / 400 A
40 % ED1) / 500 A
proteção
(EN ISO 14175)
Taxa de vazão de sucção na extremidade frontal da tocha de solda Q
(EN IEC ISO 21904-1)
v,n
57 m3/h (2013 cfh)
Taxa de vazão de sucção na conexão de sucção da tocha
de solda Q
(EN IEC ISO 21904-1)
v,n
Pressão negativa necessária Δpc na conexão de sucção
100 m3/h (3532 cfh)
11,9 kPa (119 mbar)
da tocha de solda (EN IEC ISO 21904-1)
Capacidade de refrigeração mínima necessária de acor-
1000 W
do com a norma IEC 60974-2
Fluxo mínimo necessário do líquido para o refrigerador
Q
mín
Pressão mínima necessária do refrigerador p
Pressão máxima admissível do refrigerador p
min
máx
Eletrodos de arame permitidos (diâmetro)
(0.26 gal. [US[/min)
5,5 bar (79 psi)
(0.039 - 0.063 in.)
1 l/min
3 bar (43 psi)
1 - 1,6 mm
MTW 500d Exento | Comprimento da tocha de solda = 4,5 m (14 ft. 9.17 in.)
Corrente de soldagem a 10 min / 40 °C (104 °F);
os valores se aplicam com CO2 e gás misto como gás de
100 % ED1) / 400 A
40 % ED1) / 500 A
proteção
(EN ISO 14175)
Taxa de vazão de sucção na extremidade frontal da tocha de solda Q
(EN IEC ISO 21904-1)
v,n
57 m3/h (2013 cfh)
62
Taxa de vazão de sucção na conexão de sucção da tocha
de solda Q
(EN IEC ISO 21904-1)
v,n
Pressão negativa necessária Δpc da sucção (EN IEC ISO
21904-1)
105 m3/h (3709 cfh)
14 kPa (140 mbar)

MTW 500d Exento | Comprimento da tocha de solda = 4,5 m (14 ft. 9.17 in.)
Menor capacidade de refrigeração conforme norma IEC
60974-2
Fluxo mínimo do líquido para o refrigerador Q
Pressão mínima do refrigerador p
Pressão máxima do refrigerador p
mín
máx
mín
Eletrodos de arame permitidos (diâmetro)
1)
ED = ciclo de trabalho; Tempo de acompanhamento da sucção após o fim
da soldagem = 30 segundos
1200 W
PT-BR
1 l/min
(0.26 gal. [US[/min)
3 bar (43 psi)
5,5 bar (79 psi)
1 - 1,6 mm
(0.039 - 0.063 in.)
63

Dados técnicos das tochas com refrigerador a gás
Informações gerais
Medição da tensão (pico V):
para tochas de solda manuais: 113 V
-
para tochas de solda mecânicas: 141 V
-
Dados técnicos da tecla de queima:
U
-
-
A operação da tecla de queima somente é permitida em conformidade com os
dados técnicos.
Este produto está em concordância com as exigências conforme norma
-
-
A eficiência da coleta de fumaças de soldagem dos sistemas de sucção integrados à tocha (em conformidade com a norma EN ISO 21904-3) depende de vários
fatores de influência, por exemplo:
-
-
-
-
-
-
-
-
-
= 5 V
máx
C
= 10 mA
máx
EN IEC 60974-7 / - 10 CI. A e
EN ISO 21904-1.
Qualidade da peça de trabalho e a produção de fumaças durante a soldagem
Processo de soldagem
Direção da soldagem (arrastar ou perfurar)
Posições de soldagem (PA, PC, PF, ...)
Geometria da peça de trabalho (construção aberta ou fechada, ...)
Taxa de vazão do gás de proteção
Ângulo de ajuste da tocha de solda
Condições ambientais
...
Dados técnicos
da tocha de solda MTG Exento
MTG 250i Exento | Comprimento da tocha de solda = 3,5 m (11 ft. 5.8 in.)
Corrente de soldagem a 10 min / 40 °C (104 °F);
os valores se aplicam com CO2 como gás de proteção
(EN ISO 14175)
Corrente de soldagem a 10 min / 40 °C (104 °F);
os valores se aplicam com gás misto como gás de proteção
(EN ISO 14175)
Taxa de vazão de sucção na extremidade frontal da tocha de solda Q
Taxa de vazão de sucção na conexão de sucção da tocha
de solda Q
Pressão negativa necessária Δpc na conexão de sucção
da tocha de solda (EN IEC ISO 21904-1)
Eletrodos de arame permitidos (diâmetro)
v,n
(EN IEC ISO 21904-1)
v,n
(EN IEC ISO 21904-1)
40 % ED1) / 250 A
60 % ED1) / 210 A
100 % ED1) / 170 A
40 % ED1) / 250 A
60 % ED1) / 210 A
100 % ED1) / 170 A
52 m3/h (1837 cfh)
70 m3/h (2472 cfh)
10 kPa (100 mbar)
0,8 - 1,2 mm
(0.032 - 0.047 in.)
64

MTG 250i Exento | Comprimento da tocha de solda = 4,5 m (14 ft. 9.17 in.)
Corrente de soldagem a 10 min / 40 °C (104 °F);
os valores se aplicam com CO2 como gás de proteção
(EN ISO 14175)
Corrente de soldagem a 10 min / 40 °C (104 °F);
os valores se aplicam com gás misto como gás de proteção
(EN ISO 14175)
Taxa de vazão de sucção na extremidade frontal da tocha de solda Q
(EN IEC ISO 21904-1)
v,n
Taxa de vazão de sucção na conexão de sucção da tocha
de solda Q
(EN IEC ISO 21904-1)
v,n
Pressão negativa necessária Δpc na conexão de sucção
40 % ED1) / 250 A
60 % ED1) / 210 A
100 % ED1) / 170 A
40 % ED1) / 250 A
60 % ED1) / 210 A
100 % ED1) / 170 A
52 m3/h (1837 cfh)
80 m3/h (2526 cfh)
10,8 kPa (108 mbar)
da tocha de solda (EN IEC ISO 21904-1)
Eletrodos de arame permitidos (diâmetro)
0,8 - 1,2 mm
(0.032 - 0.047 in.)
MTG 250d Exento | Comprimento da tocha de solda = 3,5 m (11 ft. 5.8 in.)
Corrente de soldagem a 10 min / 40 °C (104 °F):
Os valores se aplicam com CO2 como gás de proteção
(EN ISO 14175)
40 % ED1) / 250 A
60 % ED1) / 210 A
100 % ED1) / 170 A
PT-BR
Corrente de soldagem a 10 min / 40 °C (104 °F);
os valores se aplicam com gás misto como gás de proteção
(EN ISO 14175)
Taxa de vazão de sucção na extremidade frontal da tocha de solda Q
(EN IEC ISO 21904-1)
v,n
Taxa de vazão de sucção na conexão de sucção da tocha
de solda Q
(EN IEC ISO 21904-1)
v,n
Pressão negativa necessária Δpc na conexão de sucção
40 % ED1) / 200 A
60 % ED1) / 160 A
100 % ED1) / 120 A
52 m3/h (1837 cfh)
70 m3/h (2472 cfh)
10 kPa (100 mbar)
da tocha de solda (EN IEC ISO 21904-1)
Eletrodos de arame permitidos (diâmetro)
0,8 - 1,2 mm
(0.032 - 0.047 in.)
MTG 250d Exento | Comprimento da tocha de solda = 4,5 m (14 ft. 9.17 in.)
Corrente de soldagem a 10 min / 40 °C (104 °F):
Os valores se aplicam com CO2 como gás de proteção
(EN ISO 14175)
Corrente de soldagem a 10 min / 40 °C (104 °F);
os valores se aplicam com gás misto como gás de proteção
(EN ISO 14175)
40 % ED1) / 250 A
60 % ED1) / 210 A
100 % ED1) / 170 A
40 % ED1) / 200 A
60 % ED1) / 160 A
100 % ED1) / 120 A
Taxa de vazão de sucção na extremidade frontal da tocha de solda Q
(EN IEC ISO 21904-1)
v,n
Taxa de vazão de sucção na conexão de sucção da tocha
de solda Q
(EN IEC ISO 21904-1)
v,n
Pressão negativa necessária Δpc na conexão de sucção
da tocha de solda (EN IEC ISO 21904-1)
52 m3/h (1837 cfh)
80 m3/h (2526 cfh)
10,8 kPa (108 mbar)
65

MTG 250d Exento | Comprimento da tocha de solda = 4,5 m (14 ft. 9.17 in.)
Eletrodos de arame permitidos (diâmetro)
0,8 - 1,2 mm
(0.032 - 0.047 in.)
MTG 320i Exento | Comprimento da tocha de solda = 3,5 m (11 ft. 5.8 in.)
Corrente de soldagem a 10 min / 40 °C (104 °F):
Os valores se aplicam com CO2 como gás de proteção
(EN ISO 14175)
Corrente de soldagem a 10 min / 40 °C (104 °F);
os valores se aplicam com gás misto como gás de proteção
(EN ISO 14175)
Taxa de vazão de sucção na extremidade frontal da tocha de solda Q
(EN IEC ISO 21904-1)
v,n
Taxa de vazão de sucção na conexão de sucção da tocha
de solda Q
(EN IEC ISO 21904-1)
v,n
Pressão negativa necessária Δpc na conexão de sucção
40 % ED1) / 320 A
60 % ED1) / 260 A
100 % ED1) / 210 A
40 % ED1) / 320 A
60 % ED1) / 260 A
100 % ED1) / 210 A
57 m3/h (2013 cfh)
90 m3/h (3179 cfh)
10,2 kPa (102 mbar)
da tocha de solda (EN IEC ISO 21904-1)
Eletrodos de arame permitidos (diâmetro)
0,8 - 1,6 mm
(0.032 - 0.063 in.)
MTG 320i Exento | Comprimento da tocha de solda = 4,5 m (14 ft. 9.17 in.)
Corrente de soldagem a 10 min / 40 °C (104 °F):
Os valores se aplicam com CO2 como gás de proteção
(EN ISO 14175)
Corrente de soldagem a 10 min / 40 °C (104 °F);
os valores se aplicam com gás misto como gás de proteção
(EN ISO 14175)
Taxa de vazão de sucção na extremidade frontal da tocha de solda Q
(EN IEC ISO 21904-1)
v,n
Taxa de vazão de sucção na conexão de sucção da tocha
de solda Q
(EN IEC ISO 21904-1)
v,n
Pressão negativa necessária Δpc na conexão de sucção
40 % ED1) / 320 A
60 % ED1) / 260 A
100 % ED1) / 210 A
40 % ED1) / 320 A
60 % ED1) / 260 A
100 % ED1) / 210 A
57 m3/h (2013 cfh)
94 m3/h (3320 cfh)
11 kPa (110 mbar)
da tocha de solda (EN IEC ISO 21904-1)
Eletrodos de arame permitidos (diâmetro)
0,8 - 1,6 mm
(0.032 - 0.063 in.)
MTG 320d Exento | Comprimento da tocha de solda = 3,5 m (11 ft. 5.8 in.)
Corrente de soldagem a 10 min / 40 °C (104 °F):
Os valores se aplicam com CO2 como gás de proteção
(EN ISO 14175)
40 % ED1) / 320 A
60 % ED1) / 260 A
100 % ED1) / 210 A
66
Corrente de soldagem a 10 min / 40 °C (104 °F);
os valores se aplicam com gás misto como gás de proteção
(EN ISO 14175)
Taxa de vazão de sucção na extremidade frontal da tocha de solda Q
(EN IEC ISO 21904-1)
v,n
40 % ED1) / 260 A
60 % ED1) / 210 A
100 % ED1) / 160 A
57 m3/h (2013 cfh)

MTG 320d Exento | Comprimento da tocha de solda = 3,5 m (11 ft. 5.8 in.)
Taxa de vazão de sucção na conexão de sucção da tocha
de solda Q
(EN IEC ISO 21904-1)
v,n
Pressão negativa necessária Δpc na conexão de sucção
90 m3/h (3179 cfh)
10,2 kPa (102 mbar)
da tocha de solda (EN IEC ISO 21904-1)
Eletrodos de arame permitidos (diâmetro)
0,8 - 1,6 mm
(0.032 - 0.063 in.)
MTG 320d Exento | Comprimento da tocha de solda = 4,5 m (14 ft. 9.17 in.)
Corrente de soldagem a 10 min / 40 °C (104 °F):
Os valores se aplicam com CO2 como gás de proteção
(EN ISO 14175)
Corrente de soldagem a 10 min / 40 °C (104 °F);
os valores se aplicam com gás misto como gás de proteção
(EN ISO 14175)
Taxa de vazão de sucção na extremidade frontal da tocha de solda Q
(EN IEC ISO 21904-1)
v,n
Taxa de vazão de sucção na conexão de sucção da tocha
de solda Q
(EN IEC ISO 21904-1)
v,n
Pressão negativa necessária Δpc na conexão de sucção
40 % ED1) / 320 A
60 % ED1) / 260 A
100 % ED1) / 210 A
40 % ED1) / 260 A
60 % ED1) / 210 A
100 % ED1) / 160 A
57 m3/h (2013 cfh)
94 m3/h (3320 cfh)
11 kPa (110 mbar)
da tocha de solda (EN IEC ISO 21904-1)
PT-BR
Eletrodos de arame permitidos (diâmetro)
0,8 - 1,6 mm
(0.032 - 0.063 in.)
MTG 400i Exento | Comprimento da tocha de solda = 3,5 m (11 ft. 5.8 in.)
Corrente de soldagem a 10 min / 40 °C (104 °F):
Os valores se aplicam com CO2 como gás de proteção
(EN ISO 14175)
Corrente de soldagem a 10 min / 40 °C (104 °F);
os valores se aplicam com gás misto como gás de proteção
(EN ISO 14175)
Taxa de vazão de sucção na extremidade frontal da tocha de solda Q
(EN IEC ISO 21904-1)
v,n
Taxa de vazão de sucção na conexão de sucção da tocha
de solda Q
(EN IEC ISO 21904-1)
v,n
Pressão negativa necessária Δpc na conexão de sucção
30 % ED1) / 400 A
60 % ED1) / 320 A
100 % ED1) / 260 A
30 % ED1) / 400 A
60 % ED1) / 320 A
100 % ED1) / 260 A
57 m3/h (2013 cfh)
90 m3/h (3179 cfh)
10,2 kPa (102 mbar)
da tocha de solda (EN IEC ISO 21904-1)
Eletrodos de arame permitidos (diâmetro)
0,8 - 1,6 mm
(0.032 - 0.063 in.)
MTG 400i Exento | Comprimento da tocha de solda = 4,5 m (14 ft. 9.17 in.)
Corrente de soldagem a 10 min / 40 °C (104 °F):
Os valores se aplicam com CO2 como gás de proteção
(EN ISO 14175)
30 % ED1) / 400 A
60 % ED1) / 320 A
100 % ED1) / 260 A
67

MTG 400i Exento | Comprimento da tocha de solda = 4,5 m (14 ft. 9.17 in.)
Corrente de soldagem a 10 min / 40 °C (104 °F);
os valores se aplicam com gás misto como gás de proteção
(EN ISO 14175)
Taxa de vazão de sucção na extremidade frontal da tocha de solda Q
(EN IEC ISO 21904-1)
v,n
Taxa de vazão de sucção na conexão de sucção da tocha
de solda Q
(EN IEC ISO 21904-1)
v,n
Pressão negativa necessária Δpc na conexão de sucção
30 % ED1) / 400 A
60 % ED1) / 320 A
100 % ED1) / 260 A
57 m3/h (2013 cfh)
94 m3/h (3320 cfh)
11 kPa (110 mbar)
da tocha de solda (EN IEC ISO 21904-1)
Eletrodos de arame permitidos (diâmetro)
0,8 - 1,6 mm
(0.032 - 0.063 in.)
MTG 400d Exento | Comprimento da tocha de solda = 3,5 m (11 ft. 5.8 in.)
Corrente de soldagem a 10 min / 40 °C (104 °F):
Os valores se aplicam com CO2 como gás de proteção
(EN ISO 14175)
Corrente de soldagem a 10 min / 40 °C (104 °F);
os valores se aplicam com gás misto como gás de proteção
(EN ISO 14175)
30 % ED1) / 400 A
60 % ED1) / 320 A
100 % ED1) / 260 A
30 % ED1) / 320 A
60 % ED1) / 260 A
100 % ED1) / 210 A
Taxa de vazão de sucção na extremidade frontal da tocha de solda Q
(EN IEC ISO 21904-1)
v,n
Taxa de vazão de sucção na conexão de sucção da tocha
de solda Q
(EN IEC ISO 21904-1)
v,n
Pressão negativa necessária Δpc na conexão de sucção
57 m3/h (2013 cfh)
90 m3/h (3179 cfh)
10,2 kPa (102 mbar)
da tocha de solda (EN IEC ISO 21904-1)
Eletrodos de arame permitidos (diâmetro)
0,8 - 1,6 mm
(0.032 - 0.063 in.)
MTG 400d Exento | Comprimento da tocha de solda = 4,5 m (14 ft. 9.17 in.)
Corrente de soldagem a 10 min / 40 °C (104 °F):
Os valores se aplicam com CO2 como gás de proteção
(EN ISO 14175)
Corrente de soldagem a 10 min / 40 °C (104 °F);
os valores se aplicam com gás misto como gás de proteção
(EN ISO 14175)
Taxa de vazão de sucção na extremidade frontal da tocha de solda Q
(EN IEC ISO 21904-1)
v,n
Taxa de vazão de sucção na conexão de sucção da tocha
de solda Q
(EN IEC ISO 21904-1)
v,n
30 % ED1) / 400 A
60 % ED1) / 320 A
100 % ED1) / 260 A
30 % ED1) / 320 A
60 % ED1) / 260 A
100 % ED1) / 210 A
57 m3/h (2013 cfh)
94 m3/h (3320 cfh)
68
Pressão negativa necessária Δpc na conexão de sucção
da tocha de solda (EN IEC ISO 21904-1)
11 kPa (110 mbar)

MTG 400d Exento | Comprimento da tocha de solda = 4,5 m (14 ft. 9.17 in.)
Eletrodos de arame permitidos (diâmetro)
1)
ED = ciclo de trabalho; Tempo de acompanhamento da sucção após o fim
da soldagem = 30 segundos
0,8 - 1,6 mm
(0.032 - 0.063 in.)
PT-BR
69

70

PT-BR
71

 Loading...
Loading...