

Page 1
Operating
manuals.fronius.com/
html/4204260459
e-Manual
Instructions
MTG Exento
MTW Exento
Instrukcja obsługi
PL
42,0426,0459,PL 005-21092022
Page 2

Page 3
Spis treści
Bezpieczeństwo, informacje dotyczące poprawnego stosowania 5
Bezpieczeństwo 7
Bezpieczeństwo 7
Użytkowanie zgodne z przeznaczeniem, wymagania dotyczące odciągu 9
Użytkowanie zgodne z przeznaczeniem 9
Wymagania dotyczące odciągu 9
Informacje dotyczące odciągu na tabliczce znamionowej 11
Dostępne interfejsy, funkcje przycisku palnika 13
Dostępne interfejsy 15
Funkcja Up/Down- 15
Funkcja JobMaster- 15
Funkcje przycisku palnika 16
Funkcje dwupozycyjnego przycisku palnika 16
Uruchamianie 17
Przebieg uruchamiania 19
Przebieg uruchamiania uchwytu spawalniczego z Fronius System Connector 19
Przebieg uruchamiania uchwytu spawalniczego z przyłączem Euro 19
Montaż prowadnika drutu w uchwycie spawalniczym z Fronius System Connector 20
Wskazówka dotycząca prowadnicy drutu w palnikach AL 20
Montaż prowadnika drutu 21
Montaż prowadnika drutu ze stali w uchwycie spawalniczym z przyłączem Euro 25
Montaż prowadnika drutu ze stali 25
Montaż prowadnika drutu z tworzywa sztucznego w uchwycie spawalniczym z przyłączem
Euro
Wskazówka dotycząca prowadnicy drutu w palnikach AL 29
Montaż prowadnika drutu z tworzywa sztucznego 30
Podłączanie uchwytu spawalniczego do urządzeń z Fronius System Connector 33
Podłączanie uchwytu spawalniczego do źródła energii 33
Podłączanie uchwytu spawalniczego do podajnika drutu 34
Podłączanie uchwytu spawalniczego do urządzeń z przyłączem Euro 35
Podłączanie uchwytu spawalniczego 35
Podłączanie uchwytu spawalniczego do odciągu i pomiar wydajności odciągu 36
Podłączanie uchwytu spawalniczego do odciągu 36
Pomiar wydajności odciągu (strumienia objętości odciągu) za pomocą miernika Exentome-
ter
Regulacja wydajności odciągu 39
Regulacja wydajności odciągu w uchwycie spawalniczym 39
Regulacja wydajności odciągu za pomocą zewnętrznego regulatora strumienia powietrza 41
29
36
PL
Diagnostyka, usuwanie błędów, konserwacja 43
Lokalizacja i usuwanie usterek 45
Lokalizacja i usuwanie usterek 45
Konserwacja 51
Wykrywanie wadliwych części eksploatacyjnych 51
Konserwacja na początku każdego dnia pracy 52
Konserwacja co 48 godzin 53
Konserwacja podczas każdej wymiany szpuli drutu / szpuli z koszykiem 54
Dane techniczne 57
Dane techniczne uchwytów spawalniczych chłodzonych cieczą 59
Informacje ogólne 59
Dane techniczne uchwytu spawalniczego MTW Exento 59
Dane techniczne uchwytów spawalniczych chłodzonych gazem 64
Informacje ogólne 64
3
Page 4

Dane techniczne uchwytu spawalniczego MTG Exento 64
4
Page 5

Bezpieczeństwo, informacje do-
tyczące poprawnego stosowania
5
Page 6

6
Page 7
Bezpieczeństwo
PL
Bezpieczeństwo
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo wskutek błędów obsługi i nieprawidłowego wykonywania
prac.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Wszystkie prace i funkcje opisane w tym dokumencie mogą wykonywać tylko
▶
technicznie przeszkoleni pracownicy.
Przeczytać i zrozumieć cały niniejszy dokument.
▶
Przeczytać i zrozumieć wszystkie przepisy dotyczące bezpieczeństwa i doku-
▶
mentację użytkownika niniejszego urządzenia i wszystkich komponentów systemu.
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo stwarzane przez energię elektryczną.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Przed przeprowadzeniem prac wyłączyć wszystkie używane urządzenia oraz
▶
komponenty i odłączyć je od sieci zasilającej.
Zabezpieczyć wszystkie używane urządzenia i komponenty przed ponownym
▶
włączeniem.
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo stwarzane przez wystający drut elektrodowy.
Grozi poważnym uszczerbkiem na zdrowiu.
Trzymać uchwyt spawalniczy w taki sposób, aby jego koniec nie był skierowa-
▶
ny w stronę twarzy i ciała użytkownika.
Stosować odpowiednie gogle ochronne.
▶
Nie kierować uchwytu spawalniczego w stronę innych osób.
▶
Uważać, aby drut elektrodowy mógł stykać się z przedmiotami przewodzący-
▶
mi prąd tylko w sposób kontrolowany.
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo stwarzane przez gorące komponenty systemu i/lub gorące
materiały eksploatacyjne.
Skutkiem mogą być poważne przypalenia i oparzenia.
Przed rozpoczęciem prac wszystkie rozgrzane komponenty systemu i/lub
▶
materiały eksploatacyjne schłodzić do +25°C / +77°F (na przykład: płyn
chłodzący, komponenty systemu chłodzone wodą, silnik napędowy podajnika
drutu itd.).
Gdy schłodzenie nie jest możliwe, stosować odpowiednie wyposażenie
▶
ochronne (na przykład ogniotrwałe rękawice, gogle itd.).
7
Page 8
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo wskutek kontaktu z trującym dymem spawalniczym.
Skutkiem mogą być poważne uszczerbki na zdrowiu osób.
Spawanie bez włączonego odciągu jest niedozwolone.
▶
W pewnych okolicznościach użycie samego palnika z odciągiem może nie być
▶
wystarczające, aby skutecznie zmniejszyć obciążenie szkodliwymi substancjami na stanowisku pracy. W takim przypadku zainstalować dodatkowy odciąg,
aby skutecznie zmniejszyć obciążenie szkodliwymi substancjami na stanowisku pracy.
W razie wątpliwości nakazać zbadanie stężenia substancji szkodliwych na
▶
stanowisku pracy przez zatrudnionego technika-specjalisty w zakresie bezpieczeństwa.
8
Page 9

Użytkowanie zgodne z przeznaczeniem, wymagania dotyczące odciągu
Użytkowanie
zgodne z przeznaczeniem
Wymagania dotyczące odciągu
Ręczny uchwyt spawalniczy MIG/MAG przeznaczony jest wyłącznie do spawania
metodą MIG/MAG w połączeniu z odciągiem o wystarczającej mocy (patrz punkt
Wymagania dotyczące odciągu od strony 9). Inne lub wykraczające poza wyżej
opisane użytkowanie jest uznawane za niezgodne z przeznaczeniem. Producent
nie ponosi odpowiedzialności za powstałe w wyniku tego szkody.
Do użytkowania zgodnego z przeznaczeniem zalicza się również:
Dokładne zapoznanie się z treścią niniejszego dokumentu
-
Postępowanie zgodne ze wszystkimi informacjami i przepisami dotyczącymi
-
bezpieczeństwa zawartymi w niniejszym dokumencie
Przestrzeganie terminów czynności związanych z przeglądem i czynności
-
konserwacyjnych
Schweißbrenner może być użytkowany tylko z odciągami, które spełniają
następujące wymagania:
-
Moc ssania (strumień objętości odciągu) co najmniej 70–110 m3/h (2472–
3885 cfh), zależnie od używanego uchwytu spawalniczego
Niższa wartość powoduje ryzyko niewystarczającej skuteczności odpro-
-
wadzania dymu spawalniczego
Wyższa wartość powoduje ryzyko nieumyślnego odciągania gazu osłono-
-
wego od spoiny
Wytwarzane podciśnienie co najmniej 10–18 kPa (100–180 mbar), zależnie
-
od długości węża odciągu i używanego uchwytu spawalniczego
Im krótszy i grubszy wąż odciągu, tym mniejsze mogą być wymiary
-
urządzenia odciągowego / tym mniejszą wydajnością odciąg musi się odznaczać, aby dym spawalniczy odprowadzany był skutecznie
Przy większych wysokościach nad poziomem morza ze względu na zmie-
-
niające się warunki otoczenia (niższe ciśnienie powietrza itp.) wydajność odciągu musi zostać proporcjonalnie zmniejszona, np. za pomocą regulatora
strumienia powietrza uchwytu spawalniczego
W każdym przypadku muszą być spełnione wymagania dotyczące od-
-
ciągu
Mierzyć bieżący strumień objętości odciągu uchwytu spawalniczego za
-
pomocą miernika Exentometer — stosowne informacje zawiera punkt
Pomiar wydajności odciągu (strumienia objętości odciągu) za pomocą
miernika Exentometer od strony 36
PL
Wymagania dotyczące odciągu określone są dokładnie na tabliczce znamionowej
danego uchwytu spawalniczego (patrz punkt Informacje dotyczące odciągu na
tabliczce znamionowej na stronie 11) oraz w danych technicznych.
9
Page 10

Tabliczka znamionowa na uchwycie spawalniczym
10
Page 11
Informacje do-
∆
p
c
[kPa]
Check
Qv,c [m³/h] Qv,n [m³/h]
11,0 94 57
MIXED
CO2
I2
X (40°C)
EN IEC 60974-7/-10 Cl.A
EN ISO 21904-1
Charge No.
Art.No.
Type
www.fronius.com
Q
v,n
Q
v,c
pc
pc
tyczące odciągu
na tabliczce znamionowej
PL
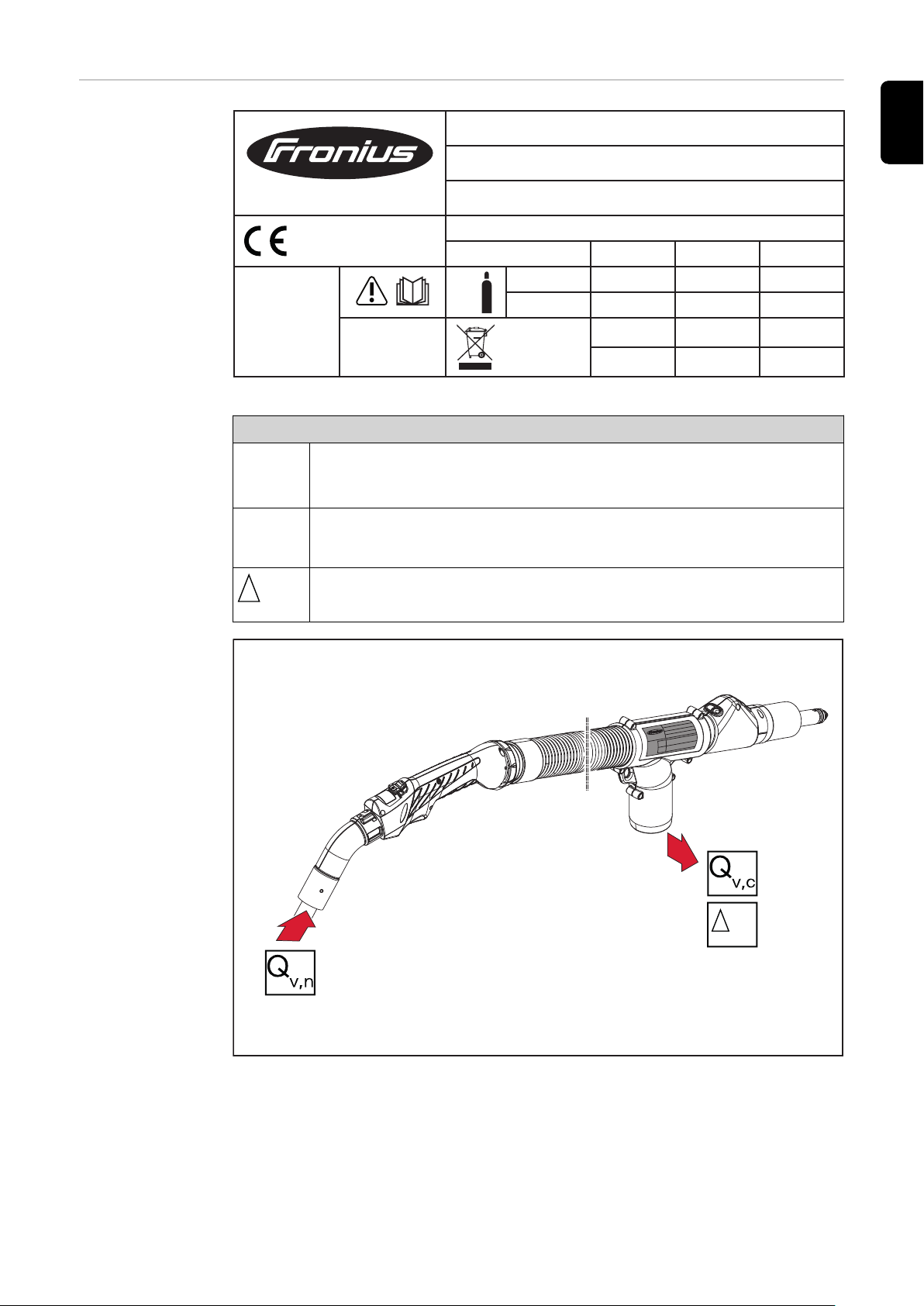
Przykładowa tabliczka znamionowa
Informacje dotyczące odciągu na tabliczce znamionowej
Strumień objętości odciągu na przednim końcu uchwytu spawalniczego (= strumień objętości odciągu, który wytwarza uchwyt spawalniczy)
Strumień objętości odciągu na przyłączu odciągu uchwytu spawalniczego (= strumień objętości odciągu, który musi wytworzyć odciąg)
Wymagane podciśnienie na przyłączu odciągu uchwytu spawalniczego (= podciśnienie, które musi wytworzyć odciąg)
11
Page 12
12
Page 13

Dostępne interfejsy, funkcje przyci-
sku palnika
13
Page 14

14
Page 15
Dostępne interfejsy
PL
Funkcja Up/
Down-
Funkcja JobMaster-
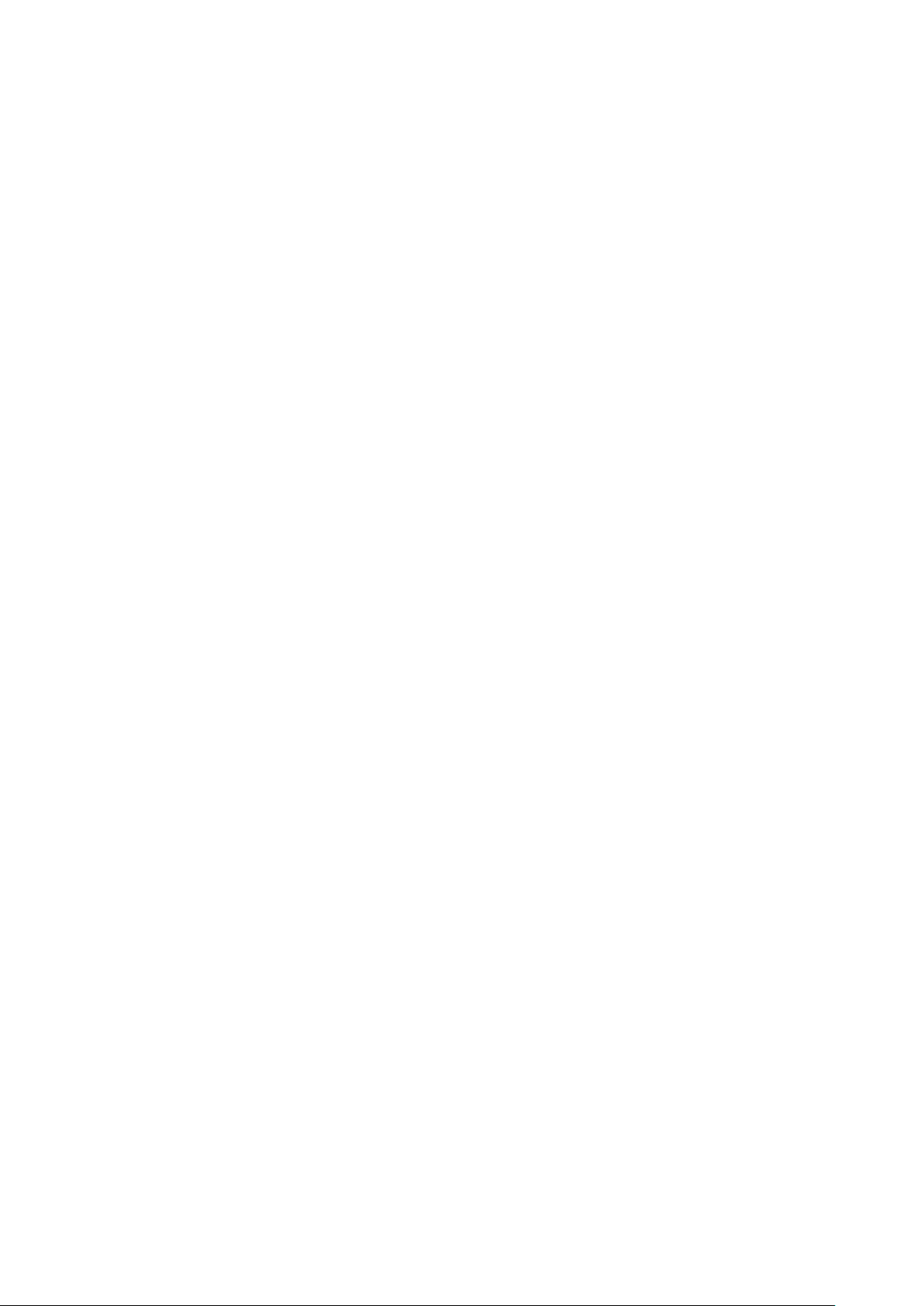
Uchwyt spawalniczy z regulacją parametrów góra/dół ma następujące funkcje:
zmiana mocy spawania w trybie Sy-
-
nergic za pomocą przycisków Up/
Down
Sygnalizowanie błędów:
-
W przypadku wystąpienia
-
błędu systemowego wszystkie
diody świecą czerwonym
światłem
W przypadku wystąpienia
-
błędu transmisji danych
wszystkie diody migają czerwonym światłem
Autotest w trakcie sekwencji roz-
-
ruchu:
Wszystkie diody włączają się
-
kolejno na krótki czas
Uchwyt spawalniczy JobMaster dysponuje następującymi funkcjami:
Przyciskami ze strzałkami wybiera
-
się parametr w źródle energii
Przyciskami +/- zmienia się wybra-
-
ny parametr
Wyświetlacz pokazuje bieżący pa-
-
rametr i wartość
15
Page 16
Funkcje przycisku palnika
Funkcje dwupozycyjnego przycisku palnika
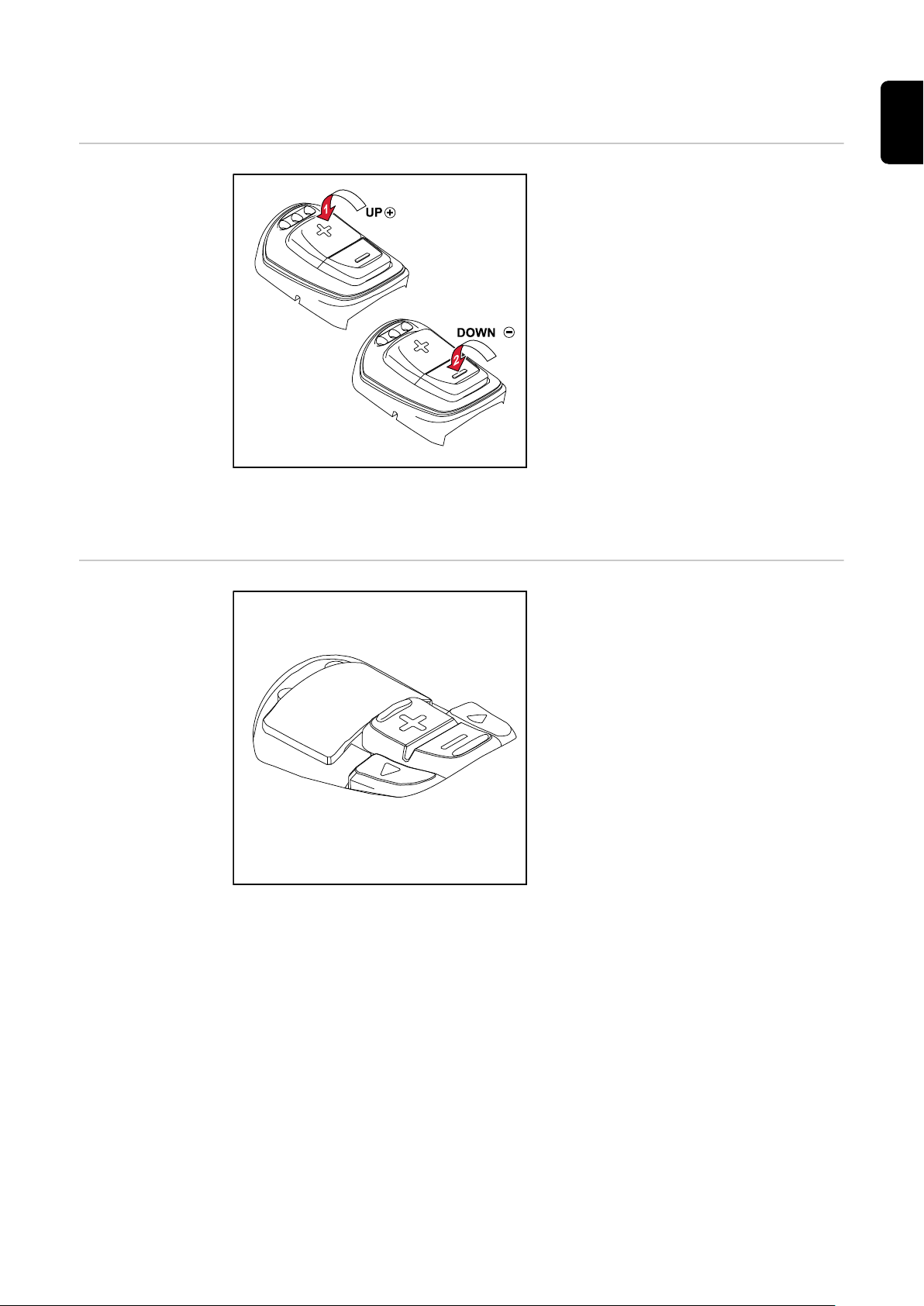
Funkcja przycisku palnika w pozycji 1 (przycisk palnika naciśnięty do połowy) = dioda świeci
WSKAZÓWKA!
W uchwytach spawalniczych z opcjonalnym przyciskiem uchwytu na górze nie
działa dioda świecąca znajdująca się na uchwycie spawalniczym.
16
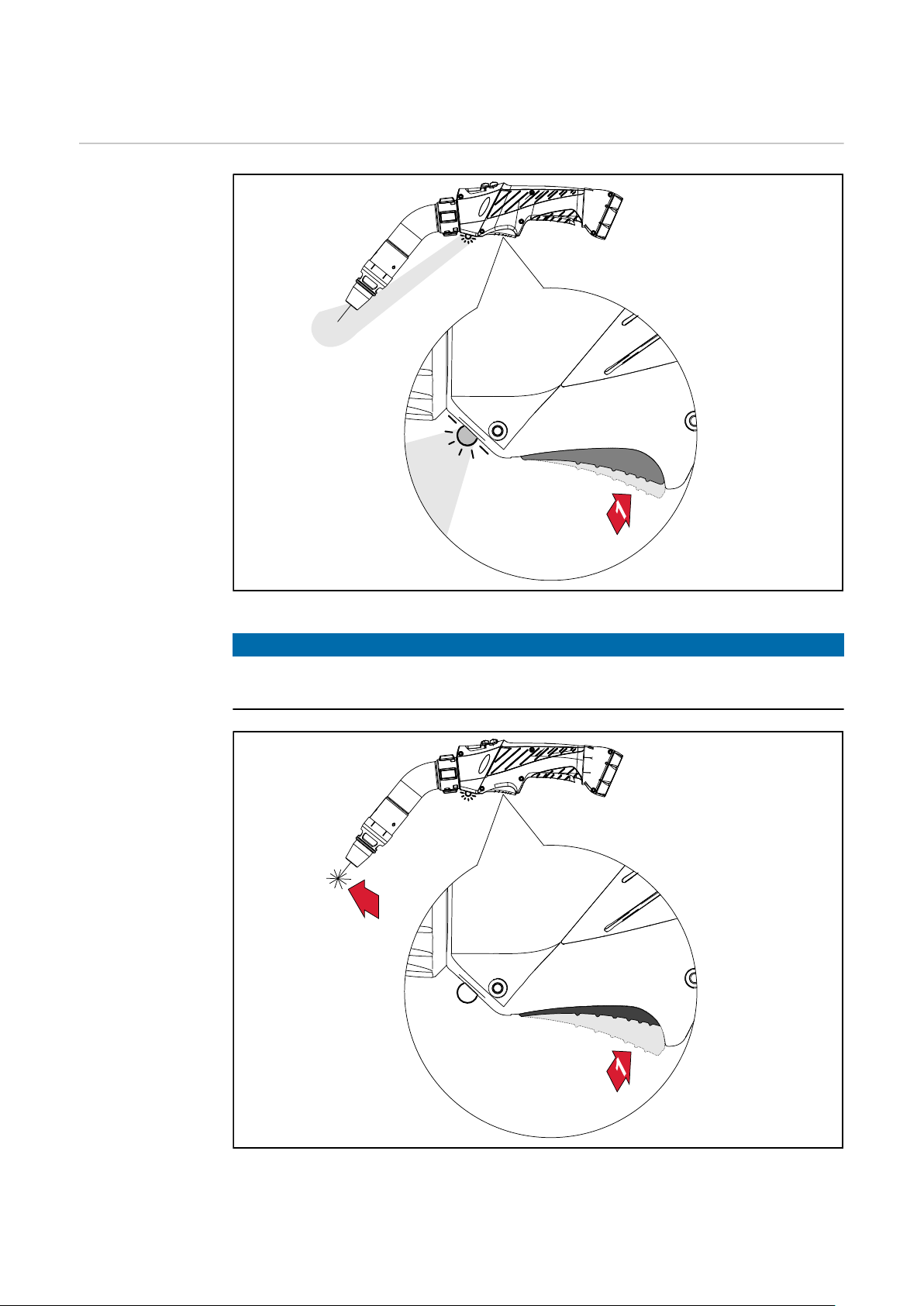
Funkcja przycisku palnika w pozycji 2 (przycisk palnika naciśnięty całkowicie) = dioda gaśnie, rozpoczyna się proces spawania
Page 17

Uruchamianie
17
Page 18

18
Page 19

Przebieg uruchamiania
PL
Przebieg uruchamiania uchwytu
spawalniczego z
Fronius System
Connector
Przebieg uruchamiania uchwytu
spawalniczego z
przyłączem Euro
W celu poprawnego uruchomienia uchwytu spawalniczego należy wykonać
następujące czynności:
Montaż prowadników drutu — opis na stronie 20
1
Podłączanie uchwytu spawalniczego
2
Opis źródła energii od strony 33
-
Opis podajnika drutu od strony 34
-
Podłączenie uchwytu spawalniczego do odciągu — opis od strony 36
3
Pomiar wydajności odciągu — opis od strony 36
4
W razie potrzeby wyregulować wydajność odciągu:
Regulowanie wydajności odciągu bezpośrednio w uchwycie spawalniczym —
5
opis od strony 39
Regulowanie wydajności odciągu za pomocą zewnętrznego regulatora stru-
6
mienia powietrza — opis od strony 41
W celu poprawnego uruchomienia uchwytu spawalniczego należy wykonać
następujące czynności:
Montaż prowadnika drutu
1
W przypadku prowadnika drutu ze stali zapoznać się z opisem od strony
-
25
W przypadku prowadnika drutu z tworzywa sztucznego zapoznać się z
-
opisem od strony 29
Podłączenie uchwytu spawalniczego do źródła energii — opis od strony 35
2
Podłączenie uchwytu spawalniczego do odciągu — opis od strony 36
3
Pomiar wydajności odciągu — opis od strony 36
4
W razie potrzeby wyregulować wydajność odciągu:
Regulowanie wydajności odciągu bezpośrednio w uchwycie spawalniczym —
5
opis od strony 39
Regulowanie wydajności odciągu za pomocą zewnętrznego regulatora stru-
6
mienia powietrza — opis od strony 41
19
Page 20
Montaż prowadnika drutu w uchwycie spawalniczym z Fronius System Connector
Wskazówka dotycząca prowadnicy drutu w palnikach AL
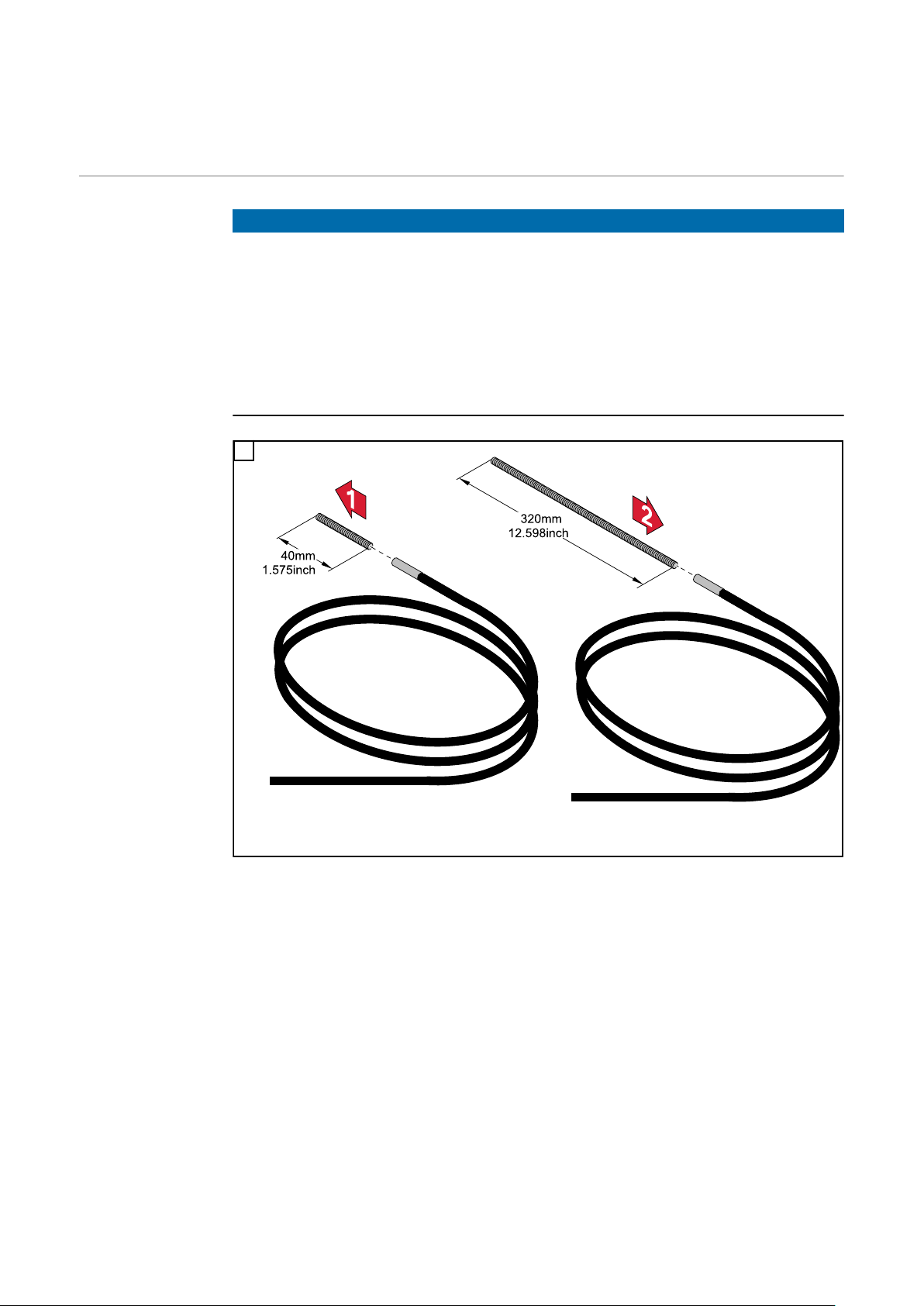
WSKAZÓWKA!
Ryzyko związane z niepasującą wkładką prowadnika drutu.
Skutkiem tego może być pogorszenie właściwości spawania.
Jeżeli w uchwytach spawalniczych chłodzony gazem zamiast prowadnika dru-
▶
tu ze stali zostanie użyty prowadnik drutu z tworzywa sztucznego z wkładką
prowadnika drutu z brązu, osiągi podane w danych technicznych ulegają
zmniejszają się o 30%.
Aby uchwyt spawalniczy chłodzony gazem działał z maksymalną mocą, należy
▶
wymienić wkładkę prowadnika drutu 40 mm (1.575 in.) na wkładkę prowadnika drutu 320 mm (12.598 in.).
1
20
Page 21
Montaż prowadnika drutu
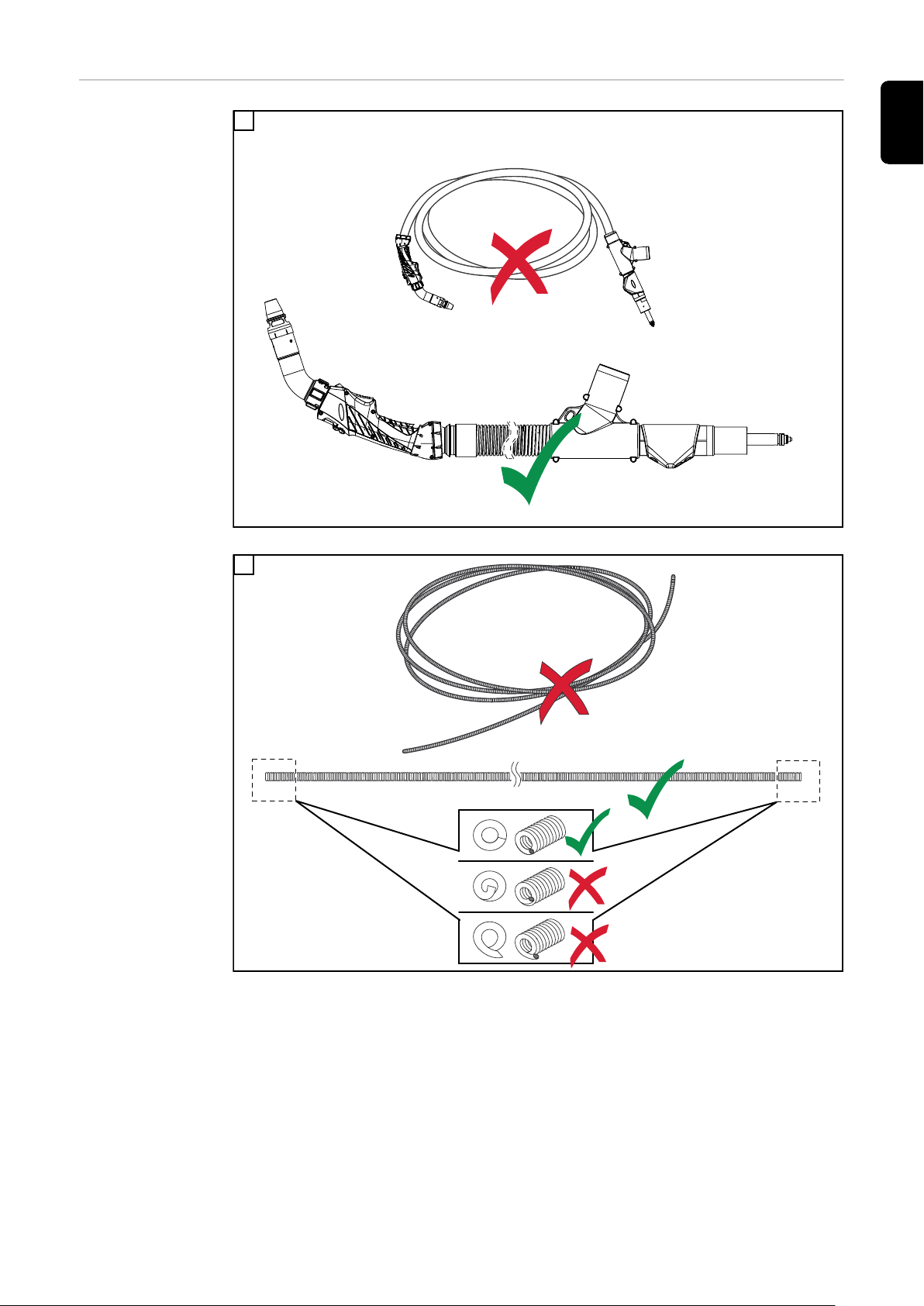
1
Uchwyt spawalniczy ułożyć prosto
2
PL
Ułożyć prosto prowadnik drutu; uważać, aby żaden zadzior nie wystawał na prowadnik drutu ani z
prowadnika drutu
21
Page 22
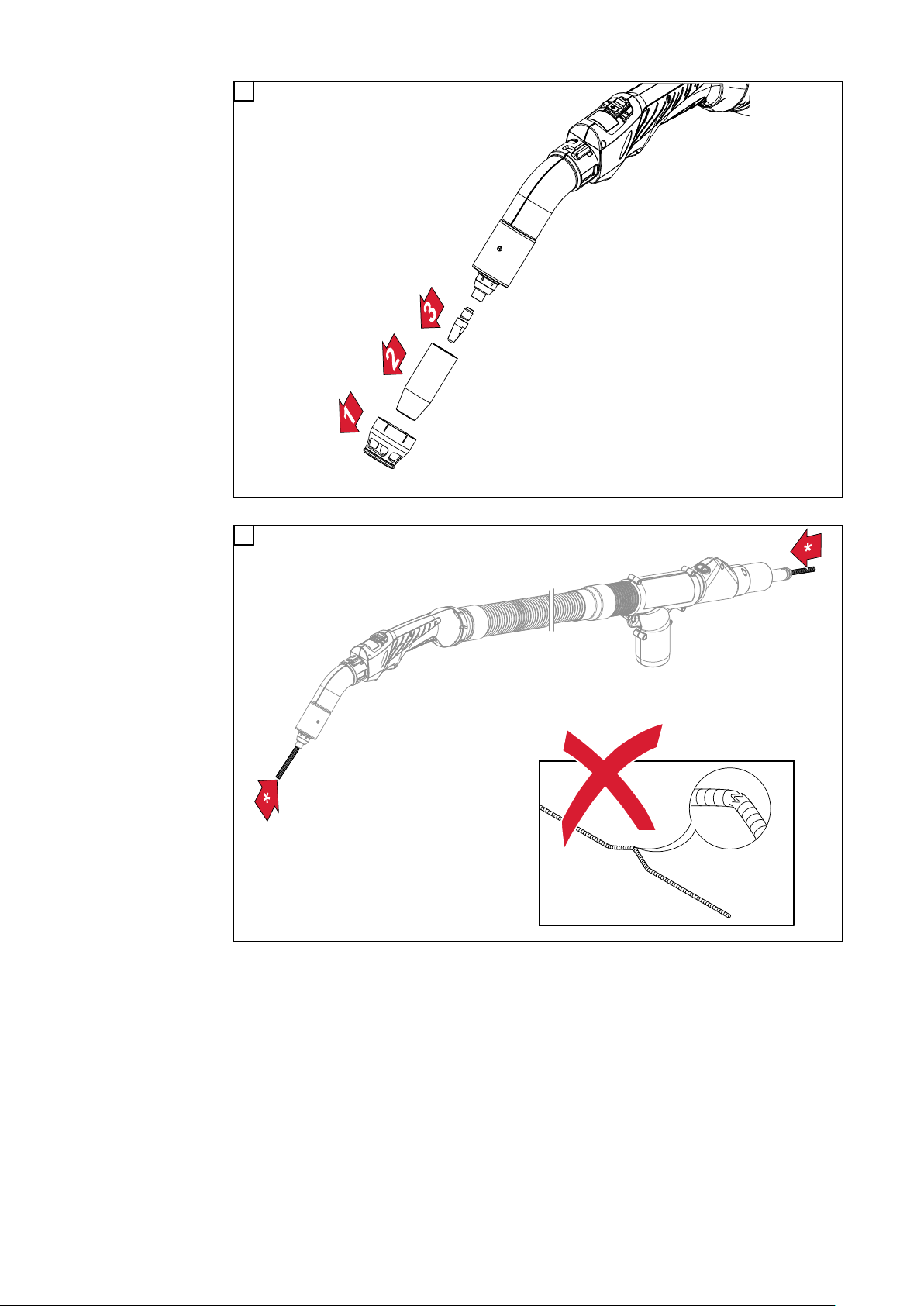
3
Jeśli dysza odciągu, dysza gazowa i końcówka prądowa są już zamontowane, wymontować je
4
22
Wsunąć prowadnik drutu w uchwyt spawalniczy (*można to zrobić z dowolnej strony), aby wystawał z
przodu i z tyłu z uchwytu spawalniczego. Uważać, aby nie zginać prowadnika drutu
Page 23
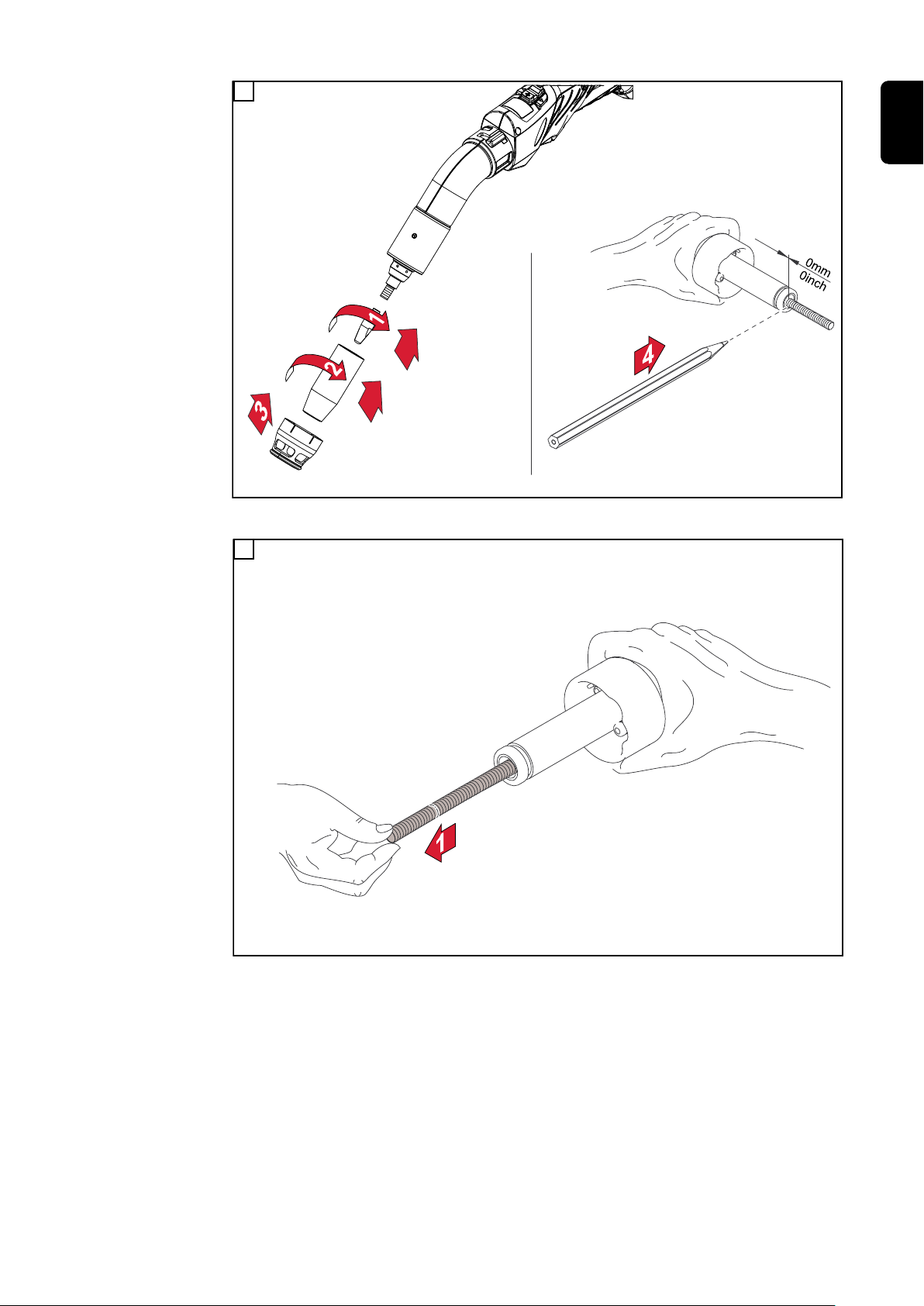
5
Wsunąć prowadnik drutu z końcówką prądową z powrotem w korpus palnika; zamontować końcówkę
prądową, dyszę gazową i dyszę odciągu; zaznaczyć prowadnik drutu na końcu Schweißbrenners
6
PL
Wyciągnąć prowadnik drutu 10 cm (3.94 in) z uchwytu spawalniczego
23
Page 24

7
Po lewej prowadnik drutu ze stali, po prawej z tworzywa sztucznego: Odciąć prowadnik drutu w zaznaczonym wcześniej miejscu i usunąć zadziory; uważać, aby żaden zadzior nie wystawał na prowadnik drutu ani z prowadnika drutu
8
24
Nakręcić zamknięcie do oporu na prowadnik drutu (prowadnik drutu musi być widoczny przez otwór
w zamknięciu); wsunąć zamknięcie w uchwyt spawalniczy i dokręcić
Page 25

Montaż prowadnika drutu ze stali w uchwycie spawalniczym z przyłączem Euro
Montaż prowadnika drutu ze
stali
1
PL
Uchwyt spawalniczy ułożyć prosto
2
Ułożyć prosto prowadnik drutu; uważać, aby żaden zadzior nie wystawał na prowadnik drutu ani z
prowadnika drutu
25
Page 26

3
Jeśli dysza odciągu, dysza gazowa, końcówka prądowa i zamknięcie przyłącza Euro są już zamontowane, wymontować je
4
26
Wsunąć prowadnik drutu w uchwyt spawalniczy (*można to zrobić z dowolnej strony), aby wystawał z
przodu i z tyłu z uchwytu spawalniczego. Uważać, aby nie zginać prowadnika drutu
Page 27

5
Wsunąć prowadnik drutu z końcówką prądową z powrotem w korpus; zamontować końcówkę
prądową, dyszę gazową i dyszę odciągu; zaznaczyć prowadnik drutu na końcu uchwytu spawalniczego
6
PL
Wyciągnąć 10 cm (3.94 in) prowadnika drutu z uchwytu spawalniczego, odciąć i usunąć zadziory;
uważać, aby żaden zadzior nie wystawał na prowadnik drutu ani z prowadnika drutu
27
Page 28

7
Nakręcić zamknięcie na prowadnik drutu aż do wyczucia oporu; wkręcić zamknięcie w uchwyt spawalniczy
28
Page 29

Montaż prowadnika drutu z tworzywa sztucznego
w uchwycie spawalniczym z przyłączem Euro
Wskazówka dotycząca prowadnicy drutu w palnikach AL
WSKAZÓWKA!
Ryzyko związane z niepasującą wkładką prowadnika drutu.
Skutkiem tego może być pogorszenie właściwości spawania.
Jeżeli w uchwytach spawalniczych chłodzony gazem zamiast prowadnika dru-
▶
tu ze stali zostanie użyty prowadnik drutu z tworzywa sztucznego z wkładką
prowadnika drutu z brązu, osiągi podane w danych technicznych ulegają
zmniejszają się o 30%.
Aby uchwyt spawalniczy chłodzony gazem działał z maksymalną mocą, należy
▶
wymienić wkładkę prowadnika drutu 40 mm (1.575 in.) na wkładkę prowadnika drutu 320 mm (12.598 in.).
1
PL
29
Page 30

Montaż prowadnika drutu z tworzywa sztucznego
1
Uchwyt spawalniczy ułożyć prosto
2
30
Ułożyć prosto prowadnik drutu; uważać, aby żaden zadzior nie wystawał na wkładkę prowadnika drutu ani z wkładki prowadnika drutu
Page 31

3
Jeśli dysza odciągu, dysza gazowa, końcówka prądowa i zamknięcie przyłącza Euro są już zamontowane, wymontować je
4
PL
Wsunąć prowadnik drutu w uchwyt spawalniczy (*można to zrobić z dowolnej strony), aby wystawał z
przodu i z tyłu z uchwytu spawalniczego. Uważać, aby nie zginać prowadnika drutu
31
Page 32

5
Wsunąć prowadnik drutu z końcówką prądową z powrotem w korpus palnika; zamontować końcówkę
prądową, dyszę gazową i dyszę odciągu; dokręcić prowadnik drutu w uchwycie spawalniczym
Zapoznać się z instrukcjami poprawnego skracania prowadnika drutu zawar-
6
tymi w dokumentacji użytkownika używanego podajnika drutu lub źródła
energii
32
Page 33

Podłączanie uchwytu spawalniczego do urządzeń
z Fronius System Connector
Podłączanie
uchwytu spawalniczego do
źródła energii
1
PL
2
* tylko w przypadku uchwytu spawalniczego chłodzonego cieczą
33
Page 34

3
Podłączanie
uchwytu spawalniczego do podajnika drutu
1
* tylko w przypadku uchwytu spawalniczego chłodzonego cieczą
34
Page 35

Podłączanie uchwytu spawalniczego do urządzeń
z przyłączem Euro
Podłączanie
uchwytu spawalniczego
1
PL
* Tylko w przypadku uchwytu spawalniczego chłodzonego cieczą; podłączyć
uchwyt spawalniczy do chłodnicy
** Przewód sterujący musi zostać we własnym zakresie zaopatrzony w wymagane
gniazdo połączeniowe. Monter jest odpowiedzialny za poprawne wykonanie prac
35
Page 36

Podłączanie uchwytu spawalniczego do odciągu i
pomiar wydajności odciągu
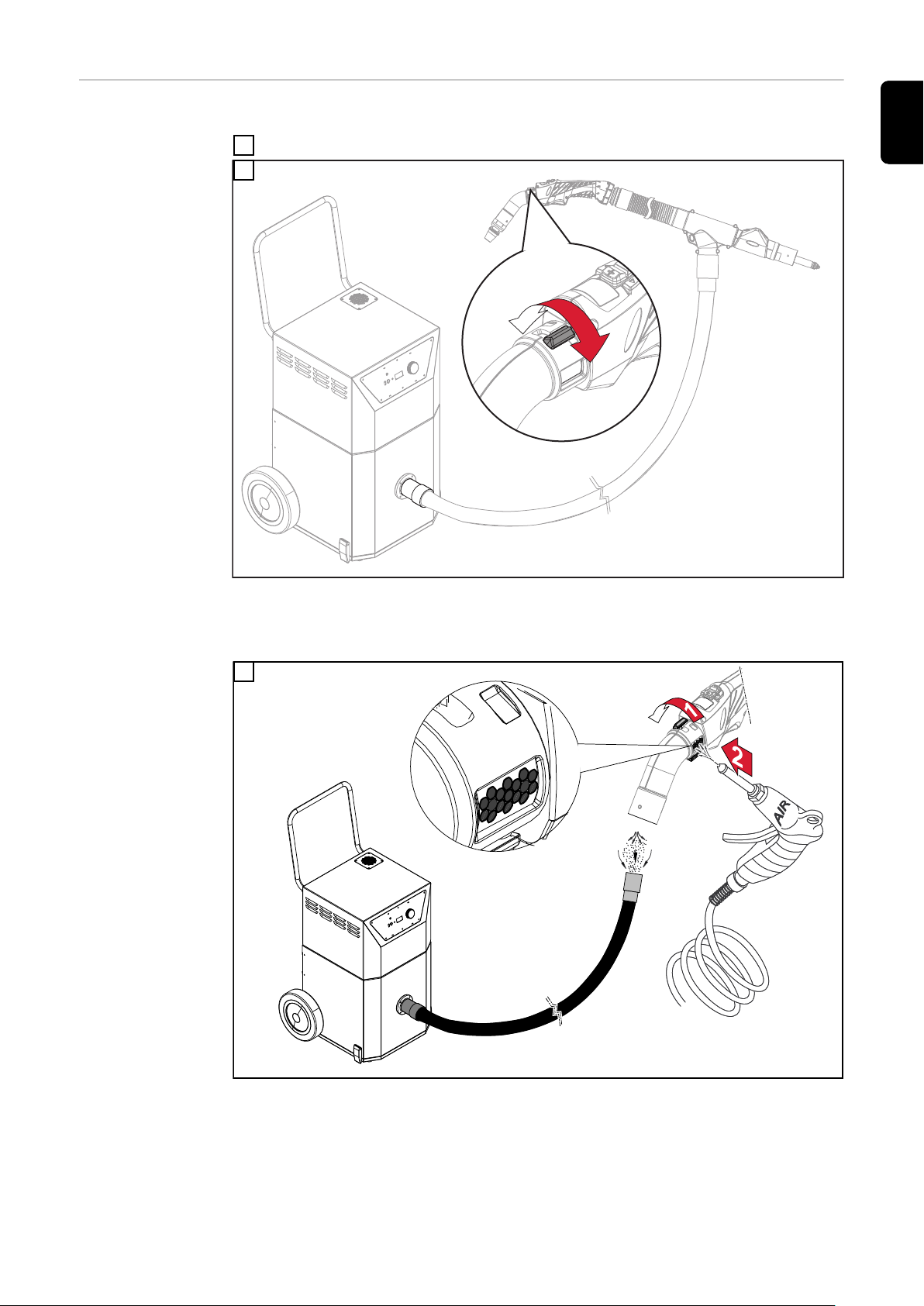
Podłączanie
uchwytu spawalniczego do odciągu
Uchwyt spawalniczy można podłączyć zarówno do zewnętrznego urządzenia odciągowego, jak i centralnego odciągu. Sposób podłączania uchwytu spawalniczego jest zawsze taki sam.
1
Pomiar wydajności odciągu
(strumienia
objętości odciągu) za pomocą miernika
Exentometer
Podłączanie uchwytu spawalniczego do zewnętrznego urządzenia odciągowego
* Zalecenia dotyczące węża odciągu:
Podłączać tylko węże odciągu firmy Fronius. Jakość wykonania i właściwości
-
materiałowe węży odciągu Fronius gwarantują maksymalną kompatybilność i
szczelność
Wąż odciągu musi być jak najkrótszy; im krótszy jest wąż odciągu, tym mniej
-
energii musi zużywać urządzenie odciągowe w celu osiągnięcia wymaganych
wartości odciągu (bliższe informacje na temat wymaganych wartości odciągu
znajdują się w punkcie Wymagania dotyczące odciągu od strony 9 i w danych
technicznych)
Jako wartość pomiarową wydajności odciągu uchwytu spawalniczego przyjmuje
się strumień objętości odciągu. Do pomiaru strumienia objętości odciągu służy
miernik Exentometer .
Mierzenie wydajności odciągu (strumienia objętości odciągu):
Włączyć odciąg
1
Odczytać wymagany strumień objętości odciągu (Q
2
mionowej uchwytu spawalniczego — patrz także Informacje dotyczące od-
ciągu na tabliczce znamionowej na stronie 11) lub z danych technicznych
Sprawdzić, czy na uchwycie spawalniczym (w tym pakiecie przewodów) i wężu
3
odciągu nie są widoczne żadne dziury, pęknięcia lub inne uszkodzenia
) — na tabliczce zna-
v,n
36
Page 37

Sprawdzić, czy zewnętrzne mechanizmy regulacji nie będą fałszowały pomia-
4
ru wydajności odciągu (przykładowo zewnętrzny regulator strumienia powietrza — patrz punkt Regulacja wydajności odciągu za pomocą zewnętrznego
regulatora strumienia powietrza od strony 41)
Wymontować dyszę odciągu i podłączyć regulator strumienia powietrza —
5
patrz na następującej ilustracji
PL
Wymontowywanie dyszy odciągu i podłączanie regulatora strumienia powietrza
Ustawić Exentometer pionowo na sztywnym podłożu (na przykład stole robo-
6
czym)
Wetknąć uchwyt spawalniczy do oporu w miernik Exentometer
7
Ponieważ odciąg już działa, Exentometer natychmiast wskaże bieżącą wy-
-
dajność odciągu
* Uchwyt spawalniczy musi być całkowicie wetknięty w miernik Exentometer i
8
między uchwytem spawalniczym a miernikiem Exentometer nie może ulatniać
się powietrze
Zapobiega to zafałszowaniu wskazania wydajności odciągu
-
37
Page 38

Wtykanie uchwytu spawalniczego w miernik Exentometer
Porównać wynik pomiaru strumienia objętości odciągu z wymaganym stru-
9
mieniem objętości odciągu
Jeśli wartości są takie same, nie są konieczne żadne dalsze działania
-
Jeśli wartości są różne, zwiększyć lub zmniejszyć moc odciągu na tyle,
-
aby strumień objętości odciągu znalazł się w poprawnym zakresie
Jeśli strumień objętości odciągu jest zbyt słaby, istnieje ryzyko niewy-
-
starczającej skuteczności odprowadzania dymu spawalniczego
Jeśli strumień objętości odciągu jest zbyt mocny, istnieje ryzyko nie-
-
umyślnego odciągania gazu osłonowego od spoiny
38
Page 39

Regulacja wydajności odciągu
PL
Regulacja wydajności odciągu w
uchwycie spawalniczym
W celu zmniejszenia wydajności odciągu można otworzyć regulator strumienia
powietrza. Przy całkowicie otwartym regulatorze strumienia powietrza wydajność
odciągu uchwytu spawalniczego jest o 40% mniejsza.
1
Po lewej: zamknięty regulator strumienia powietrza = wydajność odciągu 100%; po prawej: otwarty
regulator strumienia powietrza = wydajność odciągu 60%
Przykładowe zastosowania regulatora strumienia powietrza:
Podczas spawania w narożnikach lub spoin pachwinowych dym spawalniczy
-
może być skutecznie odprowadzany mimo zmniejszenia wydajności odciągu
Zbyt wysoka wydajność odciągu mogłaby w takiej sytuacji spowodować nie-
-
pożądane odsysanie gazu osłonowego
W takim przypadku wskazane jest otwarcie regulatora strumienia powietrza,
-
aby zmniejszyć wydajność odciągu
39
Page 40

Spawanie spoiny pachwinowej; otwarty regulator strumienia powietrza = zmniejszona wydajność odciągu
Podczas spawania na otwartych powierzchniach (np. spoin I) może być wymagane
podłączenie regulatora strumienia powietrza, aby wykorzystać maksymalną wydajność odciągu. Zapewnia to najbardziej skuteczne odprowadzanie dymu spawalniczego.
40
Spawanie spoiny I; podłączanie regulatora strumienia powietrza = maksymalna wydajność odciągu
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo zatrucia dymem spawalniczym.
Grozi poważnym uszczerbkiem na zdrowiu.
Niezależnie od tego, jakie jest zadanie spawania, dym spawalniczy musi być
▶
zawsze odprowadzany w całości.
Page 41

Regulacja wydajności odciągu za
pomocą
zewnętrznego
regulatora strumienia powietrza
Zwłaszcza w przypadku centralnych odciągów może być wymagana ręczna regulacja wydajności odciągu za pomocą opcjonalnego regulatora strumienia powietrza:
Jeśli zewnętrzny regulator strumienia powietrza jest całkowicie otwarty, stru-
-
mień powietrza pozostaje niemal niezmieniony
Całkowite zamknięcie zewnętrznego regulatora strumienia powietrza powo-
-
duje zmniejszenie strumienia powietrza do jak najniższego poziomu
1
PL
(1) centralny odciąg, (2) wąż odciągu, (3) zewnętrzny regulator strumienia powietrza, (4) uchwyt spawalniczy
Po regulacji strumienia powietrza zawsze zmierzyć wydajność odciągu uchwy-
2
tu spawalniczego — stosowne informacje zawiera punkt Pomiar wydajności
odciągu (strumienia objętości odciągu) za pomocą miernika Exentometer od
strony 36
41
Page 42

42
Page 43

Diagnostyka, usuwanie błędów,
konserwacja
43
Page 44

44
Page 45

Lokalizacja i usuwanie usterek
PL
Lokalizacja i usuwanie usterek
Porowatość spoiny
Przyczyna:
Usuwanie:
Zbyt mała siła odciągu
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Brak prądu spawalniczego
Włączony wyłącznik zasilania, świecą się wskaźniki na źródle prądu spawalniczego, gaz ochronny dostępny
Przyczyna:
Usuwanie:
Zbyt duża siła odciągu
Zmniejszyć siłę odciągu
Otwory w przewodzie odciągowym
Wymienić przewód odciągowy
Zatkanie filtra urządzenia odciągowego
Wymienić filtr urządzenia odciągowego
Zatkanie dróg powietrznych w inny sposób
Usunąć zatkania
Zbyt słaba wydajność odciągu urządzenia odciągowego
Zastosować urządzenie odciągowe o większej wydajności odciągu
Nieprawidłowe przyłącze masy
Prawidłowo wykonać przyłącze masy
Przyczyna:
Usuwanie:
Brak gazu ochronnego
Wszystkie inne funkcje działają
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przerwany kabel prądowy w palniku spawalniczym
Wymienić palnik spawalniczy
Pusta butla z gazem
Wymienić butlę z gazem
Uszkodzony reduktor ciśnienia
Wymienić reduktor ciśnienia
Przewód gazowy giętki nie jest zamontowany lub jest zagięty albo
uszkodzony
Zamontować przewód gazowy giętki, wyprostować. Wymienić uszkodzony przewód gazowy giętki
Uszkodzony palnik spawalniczy
Wymienić palnik spawalniczy
Uszkodzony zawór elektromagnetyczny gazu
Powiadomić serwis (zlecić wymianę zaworu elektromagnetycznego
gazu)
45
Page 46

Brak reakcji po naciśnięciu przycisku palnika
Włączony wyłącznik zasilania, świecą wskaźniki na źródle prądu spawalniczego
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
FSC („Fronius System Connector” — przyłącze centralne) nie zostało
wsunięte do oporu
Wsunąć Fronius System Connector aż do oporu
Uszkodzony palnik spawalniczy lub przewód sterujący palnika spawalniczego
Wymienić palnik spawalniczy
Nieprawidłowo podłączony zestaw przewodów połączeniowych lub jego uszkodzenie
Podłączyć prawidłowo zestaw przewodów połączeniowych
Wymienić uszkodzony zestaw przewodów połączeniowych
Uszkodzenie źródła prądu spawalniczego
Powiadomić serwis
46
Page 47

Złe właściwości spawania
Przyczyna:
Usuwanie:
Nieprawidłowe parametry spawania
Skorygować ustawienia
PL
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Nieprawidłowe połączenie z masą
Zapewnić dobry styk z elementem spawanym
Brak lub za mało gazu ochronnego
Sprawdzić reduktor ciśnienia, przewód gazowy giętki, zawór elektro-
magnetyczny gazu i przyłącze gazu ochronnego palnika spawalniczego. W przypadku palników AL sprawdzić uszczelnienie gazu, zastosować odpowiednią prowadnicę drutu.
Nieszczelny palnik spawalniczy
Wymienić palnik spawalniczy
Zbyt duża lub wytarta końcówka prądowa
Wymienić końcówkę prądową
Nieprawidłowy stop drutu lub nieprawidłowa średnica drutu
Sprawdzić włożoną szpulę drutu / szpulę z koszykiem
Nieprawidłowy stop drutu lub nieprawidłowa średnica drutu
Sprawdzić spawalność materiału podstawowego
Gaz ochronny nie nadaje się do stopu drutu
Zastosować odpowiedni gaz ochronny
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Niekorzystne warunki spawania: zanieczyszczony gaz ochronny (wilgoć, powietrze), niedostateczne ekranowanie gazowe (jeziorko spawalnicze „kipi”, ciąg powietrza), zanieczyszczenia w elemencie spawanym
(rdza, lakier, tłuszcz)
Zoptymalizować warunki spawania
Rozpryski spawalnicze w dyszy gazowej
Usunąć rozpryski spawalnicze
Zawirowania ze względu na zbyt dużą ilość gazu ochronnego
Zmniejszyć ilość gazu ochronnego, zalecana:
ilość gazu ochronnego (l/min) = średnica drutu (mm) x 10
(np. 16 l/min dla drutu elektrodowego o średnicy 1,6 mm)
Zbyt duży odstęp pomiędzy palnikiem spawalniczym a elementem
spawanym
Zmniejszyć odstęp między palnikiem spawalniczym a elementem spawanym (ok. 10–15 mm / 0.39–0.59 in.)
Zbyt duży kąt przystawienia palnika spawalniczego
Zmniejszyć kąt przystawienia palnika spawalniczego
Przyczyna:
Usuwanie:
Podzespoły podające drut nie są dostosowane do średnicy drutu elektrodowego / materiału drutu elektrodowego
Zastosować odpowiednie podzespoły podające drut
47
Page 48

Nieprawidłowe podawanie drutu
Przyczyna:
Usuwanie:
W zależności od systemu, hamulec w podajniku drutu lub źródle
prądu spawalniczego został ustawiony na zbyt dużą siłę hamowania
Zmniejszyć siłę hamulca
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Zatkany otwór końcówki prądowej
Wymienić końcówkę prądową
Uszkodzenie prowadnicy drutu lub wkładki prowadnicy drutu
Skontrolować prowadnicę drutu lub wkładkę prowadnicy drutu pod
kątem zagięć, zabrudzeń itp.
Wymienić uszkodzoną prowadnicę drutu lub wkładkę prowadnicy drutu
Rolki podające nie nadają się do używanego drutu elektrodowego
Zastosować odpowiednie rolki podające
Nieprawidłowa siła docisku rolek podających
Zoptymalizować siłę docisku
Zanieczyszczone lub uszkodzone rolki podające
Oczyścić lub wymienić rolki podające
Zatkana lub zgięta prowadnica drutu
Wymienić prowadnicę drutu
Po skróceniu prowadnica drutu jest zbyt krótka
Wymienić prowadnicę drutu i skrócić nową prowadnicę drutu do od-
powiedniej długości
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Dysza gazowa bardzo się nagrzewa
Przyczyna:
Usuwanie:
Ścieranie się drutu elektrodowego na skutek zbyt dużej siły docisku
rolek podających
Zredukować siłę docisku rolek podających
Zanieczyszczony lub zardzewiały drut elektrodowy
Zastosować lepszej jakości drut elektrodowy bez zanieczyszczeń
W przypadku prowadnika drutu ze stali: zastosowanie niepowlekanego prowadnika drutu
Zastosować powlekany prowadnik drutu
Brak odprowadzania ciepła ze względu na luźne osadzenie dyszy gazowej
Dokręcić dyszę gazową aż do oporu
48
Page 49

Palnik spawalniczy bardzo się nagrzewa
Przyczyna:
Usuwanie:
Tylko w przypadku palników spawalniczych Multilock: luźna nakrętka
złączkowa końcówki palnika
Dokręcić nakrętkę złączkową
PL
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Krótka żywotność końcówki prądowej
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Palnik spawalniczy był eksploatowany z zastosowaniem prądu spawalniczego o wartości wyższej niż maksymalna
Obniżyć moc spawania lub zastosować palnik spawalniczy o większej
mocy
Zbyt mała moc palnika spawalniczego
Przestrzegać czasu włączenia i granicznych wartości obciążenia
Tylko w przypadku urządzeń z chłodzeniem wodnym: za mały
przepływ płynu chłodzącego
Sprawdzić poziom płynu chłodzącego, ilość przepływu płynu
chłodzącego, zanieczyszczenie płynu chłodzącego, ułożenie wiązki
uchwytu itp.
Koniec palnika spawalniczego zbyt blisko łuku spawalniczego
Zwiększyć wolny wylot drutu
Nieprawidłowe rolki podające
Zastosować odpowiednie rolki podające
Ścieranie się drutu elektrodowego na skutek zbyt dużej siły docisku
rolek podających
Zredukować siłę docisku rolek podających
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
WSKAZÓWKA!
W przypadku stosowania stopów CrNi, ze względu na właściwości powierzchni
drutu elektrodowego CrNi, może następować bardziej intensywne zużywanie się
końcówki prądowej.
Zanieczyszczony / zardzewiały drut elektrodowy
Zastosować wysokiej jakości drut elektrodowy bez zanieczyszczeń
Niepowlekany drut elektrodowy
Zastosować drut elektrodowy z odpowiednią powłoką
Nieodpowiednie parametry końcówki prądowej
Zastosować końcówkę prądową o odpowiednich parametrach
Zbyt długi cykl pracy palnika spawalniczego
Skrócić cykl pracy lub zastosować palnik spawalniczy o większej mocy
Przegrzana końcówka prądowa. Brak odprowadzania ciepła ze
względu na luźne osadzenie końcówki prądowej
Dokręcić końcówkę prądową
49
Page 50

Nieprawidłowe działanie przycisku palnika
Przyczyna:
Usuwanie:
Nieprawidłowe połączenia wtykowe między palnikiem spawalniczym
a źródłem prądu spawalniczego
Wykonać prawidłowe połączenia wtykowe / przekazać źródło prądu
spawalniczego lub palnik spawalniczy do serwisu
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Porowatość spoiny
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Zanieczyszczenia między przyciskiem palnika a obudową przycisku
palnika
Usunąć zanieczyszczenia
Uszkodzenie przewodu sterującego
Powiadomić serwis
Powstawanie rozprysków w dyszy gazowej, w następstwie czego
osłona gazowa spoiny jest niewystarczająca
Usunąć rozpryski spawalnicze
Otwory w przewodzie gazowym giętkim lub niedokładne podłączenie
przewodu gazowego giętkiego
Wymienić przewód gazowy giętki
Pierścień samouszczelniający na przyłączu centralnym jest przecięty
lub uszkodzony
Wymienić pierścień samouszczelniający
Wilgoć / skropliny w przewodzie gazu ochronnego
Osuszyć przewód gazu ochronnego
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Zbyt intensywny lub zbyt mały przepływ gazu ochronnego
Skorygować przepływ gazu ochronnego
Niewystarczająca ilość gazu ochronnego na początku lub na końcu
spawania
Zwiększyć wstępny wypływ gazu i wypływ gazu po zakończeniu spawania
Drut elektrodowy zardzewiały lub złej jakości
Zastosować lepszej jakości drut elektrodowy bez zanieczyszczeń
Dotyczy palników AL: wypływ gazu ochronnego w przypadku nieizolowanych prowadnic drutu
W przypadku palników AL należy stosować tylko izolowane prowadnice drutu.
Nałożono zbyt dużą ilość środka antyadhezyjnego
Usunąć nadmiar środka antyadhezyjnego / nakładać mniejszą ilość
środka antyadhezyjnego
50
Page 51

Konserwacja
Wykrywanie wadliwych części
eksploatacyjnych
1.
2.
3.
4.
5.
6.
Element mocujący końcówki prądowej
wypalone krawędzie zewnętrzne, wyszczerbienia;
-
duża ilość przyklejonych odprysków spawalniczych;
-
Osłona antyodpryskowa (tylko w przypadku uchwytów spawalniczych chłodzonych cieczą)
wypalone krawędzie zewnętrzne, wyszczerbienia;
-
Dysza odciągu
wypalone krawędzie zewnętrzne, wyszczerbienia;
-
Końcówka prądowa
wytarte (owalne) otwory wlotowe i wylotowe drutu;
-
duża ilość przyklejonych odprysków spawalniczych;
-
wtopienie na końcówce prądowej.
-
Dysza gazowa
duża ilość przyklejonych odprysków spawalniczych;
-
nadpalone krawędzie zewnętrzne
-
wyszczerbienia.
-
Części izolujące
wypalone krawędzie zewnętrzne, wyszczerbienia;
-
PL
51
Page 52

Konserwacja na
początku każdego dnia pracy
Skontrolować dyszę odciągu i w razie uszkodzenia ją wymienić:
1
Oczyścić dyszę gazową, końcówkę prądową, osłonę antyodpryskową (tylko w
przypadku uchwytów spawalniczych chłodzonych cieczą), element mocujący
końcówki prądowej i części izolujące z odprysków spawalniczych, sprawdzić, czy
nie są uszkodzone, i wymienić uszkodzone części:
2
52
Dodatkowo, przy każdym uruchomieniu w przypadku uchwytów spawalni-
3
czych chłodzonych wodą:
Upewnić się, że wszystkie przyłącza płynu chłodzącego są szczelne.
-
Sprawdzić, czy zapewniony jest poprawny przepływ powrotny płynu
-
chłodzącego — bliższe informacje na ten temat zawiera dokumentacja
użytkownika chłodnicy
Page 53
Konserwacja co
48 godzin
Co 48 godzin otworzyć i zamknąć regulator strumienia powietrza:
Włączyć odciąg
1
2
PL
Otworzyć i zamknąć regulator strumienia powietrza
Jeśli nawiewy są zanieczyszczone lub regulator strumienia powietrza stawia
opór podczas otwierania, oczyścić nawiewy za pomocą sprężonego powietrza:
3
Sprawić, aby odrywane podczas czyszczenia cząsteczki były przyjmowane przez odciąg
53
Page 54

Konserwacja
podczas każdej
wymiany szpuli
drutu / szpuli z
koszykiem
Oczyścić przewód doprowadzający drut sprężonym powietrzem o obniżonym
ciśnieniu:
1
Wymontowywanie części eksploatacyjnych
Włączyć odciąg
2
3
54
Oczyścić pakiet przewodów; sprawić, aby odrywane podczas czyszczenia cząsteczki były przyjmowane przez odciąg
Page 55

Wskazane — wymienić prowadnik drutu, przed ponownym montażem prowadnika drutu oczyścić części eksploatacyjne:
4
PL
Oczyścić końcówkę prądową, osłonę antyodpryskową i element mocujący końcówki prądowej za pomocą sprężonego powietrza; sprawić, aby odrywane podczas czyszczenia cząsteczki były przyjmowane przez odciąg
5
Przetrzeć szczotką dyszę odciągu i dyszę gazową
55
Page 56

56
Page 57

Dane techniczne
57
Page 58

58
Page 59

Dane techniczne uchwytów spawalniczych chłodzonych cieczą
Informacje
ogólne
Pomiar napięcia (V-Peak):
dla ręcznych uchwytów spawalniczych: 113 V
-
dla maszynowych uchwytów spawalniczych: 141 V
-
Dane techniczne przycisku palnika:
U
-
max
I
-
max
Używanie przycisku palnika jest dozwolone tylko w ramach określonych przez dane techniczne.
Produkt niniejszy jest zgodny z wymogami normy
EN IEC 60974-7 / - 10 CI. A i
-
EN ISO 21904-1.
-
Skuteczność wychwytywania dymu spawalniczego przez wbudowane w uchwycie
urządzenia odciągowe (zgodnie z normą EN ISO 21904-3) zależy od wielu czynników, w tym na przykład następujących:
Jakość elementu spawanego i związane z tym wydzielanie dymu podczas spa-
-
wania
Metoda spawania
-
Kierunek spawania (przesuwanie czy wbijanie)
-
Pozycje spawania (PA, PC, PF itp.)
-
Geometria elementu spawanego (otwarta czy zamknięta konstrukcja itp.)
-
Strumień objętości gazu osłonowego
-
Kąt ustawienia uchwytu spawalniczego
-
Warunki otoczenia
-
…
-
PL
= 5 V
= 10 mA
Dane techniczne
uchwytu spawalniczego MTW
Exento
MTW 300i Exento | długość uchwytu spawalniczego = 3,5 m (11 ft. 5.8 in.)
Prąd spawania przy 10 min / 40°C (104°F);
Wartości obowiązują, jeśli jako gaz osłonowy używany
jest CO2 i mieszanka gazowa
(EN ISO 14175)
Strumień objętości odciągu na przednim końcu uchwytu
spawalniczego Q
Strumień objętości odciągu na przyłączu odciągu
uchwytu spawalniczego Q
Wymagane podciśnienie Δpc na przyłączu odciągu
uchwytu spawalniczego (EN IEC ISO 21904-1)
Wymagana minimalna wydajność chłodzenia wg normy
IEC 60974-2
Wymagany minimalny przepływ płynu chłodzącego Q
Wymagane minimalne ciśnienie płynu chłodzącego p
(EN IEC ISO 21904-1)
v,n
(EN IEC ISO 21904-1)
v,c
min
min
100% ED1) / 300 A
52 m3/h (1837 cfh)
95 m3/h (1837 cfh)
13,5 kPa (135 mbar)
(0.26 gal. [US]/min)
3 bar (43 psi)
700 W
1 l/min
59
Page 60

MTW 300i Exento | długość uchwytu spawalniczego = 3,5 m (11 ft. 5.8 in.)
Maksymalne dozwolone ciśnienie płynu chłodzącego
p
max
Dozwolone druty elektrodowe (średnica)
5,5 bar (79 psi)
0,8–1,2 mm
(0.032–0.047 in.)
MTW 300i Exento | długość uchwytu spawalniczego = 4,5 m (14 ft. 9.17 in.)
Prąd spawania przy 10 min / 40°C (104°F);
100% ED1) / 300 A
Wartości obowiązują, jeśli jako gaz osłonowy używany
jest CO2 i mieszanka gazowa
(EN ISO 14175)
Strumień objętości odciągu na przednim końcu uchwytu
spawalniczego Q
(EN IEC ISO 21904-1)
v,n
Strumień objętości odciągu na przyłączu odciągu
uchwytu spawalniczego Q
(EN IEC ISO 21904-1)
v,c
Wymagane podciśnienie Δpc na przyłączu odciągu
52 m3/h (1837 cfh)
100 m3/h (3532 cfh)
15 kPa (150 mbar)
uchwytu spawalniczego (EN IEC ISO 21904-1)
Wymagana minimalna wydajność chłodzenia wg normy
900 W
IEC 60974-2
Wymagany minimalny przepływ płynu chłodzącego Q
min
1 l/min
(0.26 gal. [US]/min)
Wymagane minimalne ciśnienie płynu chłodzącego p
Maksymalne dozwolone ciśnienie płynu chłodzącego
p
max
Dozwolone druty elektrodowe (średnica)
min
3 bar (43 psi)
5,5 bar (79 psi)
0,8–1,2 mm
(0.032–0.047 in.)
MTW 300d Exento | długość uchwytu spawalniczego = 3,5 m (11 ft. 5.8 in.)
Prąd spawania przy 10 min / 40°C (104°F);
100% ED1) / 300 A
Wartości obowiązują, jeśli jako gaz osłonowy używany
jest CO2 i mieszanka gazowa
(EN ISO 14175)
Strumień objętości odciągu na przednim końcu uchwytu
spawalniczego Q
(EN IEC ISO 21904-1)
v,n
Strumień objętości odciągu na przyłączu odciągu
uchwytu spawalniczego Q
(EN IEC ISO 21904-1)
v,c
Wymagane podciśnienie Δpc na przyłączu odciągu
52 m3/h (1837 cfh)
95 m3/h (1837 cfh)
13,5 kPa (135 mbar)
uchwytu spawalniczego (EN IEC ISO 21904-1)
Wymagana minimalna wydajność chłodzenia wg normy
700 W
IEC 60974-2
60
Wymagany minimalny przepływ płynu chłodzącego Q
Wymagane minimalne ciśnienie płynu chłodzącego p
Maksymalne dozwolone ciśnienie płynu chłodzącego
p
max
Dozwolone druty elektrodowe (średnica)
min
min
1 l/min
(0.26 gal. [US]/min)
3 bar (43 psi)
5,5 bar (79 psi)
0,8–1,2 mm
(0.032–0.047 in.)
Page 61

MTW 300d Exento | długość uchwytu spawalniczego = 4,5 m (14 ft. 9.17 in.)
Prąd spawania przy 10 min / 40°C (104°F);
Wartości obowiązują, jeśli jako gaz osłonowy używany
jest CO2 i mieszanka gazowa
(EN ISO 14175)
Strumień objętości odciągu na przednim końcu uchwytu
spawalniczego Q
(EN IEC ISO 21904-1)
v,n
Strumień objętości odciągu na przyłączu odciągu
uchwytu spawalniczego Q
(EN IEC ISO 21904-1)
v,c
Wymagane podciśnienie Δpc na przyłączu odciągu
uchwytu spawalniczego (EN IEC ISO 21904-1)
Wymagana minimalna wydajność chłodzenia wg normy
IEC 60974-2
Wymagany minimalny przepływ płynu chłodzącego Q
Wymagane minimalne ciśnienie płynu chłodzącego p
min
min
Maksymalne dozwolone ciśnienie płynu chłodzącego
p
max
Dozwolone druty elektrodowe (średnica)
100% ED1) / 300 A
52 m3/h (1837 cfh)
100 m3/h (3532 cfh)
15 kPa (150 mbar)
900 W
1 l/min
(0.26 gal. [US]/min)
3 bar (43 psi)
5,5 bar (79 psi)
0,8–1,2 mm
(0.032–0.047 in.)
PL
MTW 500i Exento | długość uchwytu spawalniczego = 3,5 m (11 ft. 5.8 in.)
Prąd spawania przy 10 min / 40°C (104°F);
Wartości obowiązują, jeśli jako gaz osłonowy używany
100% ED1) / 400 A
40% ED1) / 500 A
jest CO2 i mieszanka gazowa
(EN ISO 14175)
Strumień objętości odciągu na przednim końcu uchwytu
spawalniczego Q
(EN IEC ISO 21904-1)
v,n
Strumień objętości odciągu na przyłączu odciągu
uchwytu spawalniczego Q
(EN IEC ISO 21904-1)
v,c
Wymagane podciśnienie Δpc na przyłączu odciągu
57 m3/h (2013 cfh)
100 m3/h (3532 cfh)
11,9 kPa (119 mbar)
uchwytu spawalniczego (EN IEC ISO 21904-1)
Wymagana minimalna wydajność chłodzenia wg normy
1000 W
IEC 60974-2
Wymagany minimalny przepływ płynu chłodzącego Q
min
1 l/min
(0.26 gal. [US]/min)
Wymagane minimalne ciśnienie płynu chłodzącego p
Maksymalne dozwolone ciśnienie płynu chłodzącego
p
max
Dozwolone druty elektrodowe (średnica)
min
3 bar (43 psi)
5,5 bar (79 psi)
1–1,6 mm
(0.039–0.063 in.)
MTW 500i Exento | długość uchwytu spawalniczego = 4,5 m (14 ft. 9.17 in.)
Prąd spawania przy 10 min / 40°C (104°F);
Wartości obowiązują, jeśli jako gaz osłonowy używany
100% ED1) / 400 A
40% ED1) / 500 A
jest CO2 i mieszanka gazowa
(EN ISO 14175)
61
Page 62

MTW 500i Exento | długość uchwytu spawalniczego = 4,5 m (14 ft. 9.17 in.)
Strumień objętości odciągu na przednim końcu uchwytu
spawalniczego Q
(EN IEC ISO 21904-1)
v,n
Strumień objętości odciągu na przyłączu odciągu
uchwytu spawalniczego Q
(EN IEC ISO 21904-1)
v,c
Wymagane podciśnienie Δpc na przyłączu odciągu
57 m3/h (2013 cfh)
105 m3/h (3709 cfh)
14 kPa (140 mbar)
uchwytu spawalniczego (EN IEC ISO 21904-1)
Wymagana minimalna wydajność chłodzenia wg normy
1200 W
IEC 60974-2
Wymagany minimalny przepływ płynu chłodzącego Q
min
1 l/min
(0.26 gal. [US]/min)
Wymagane minimalne ciśnienie płynu chłodzącego p
Maksymalne dozwolone ciśnienie płynu chłodzącego
p
max
Dozwolone druty elektrodowe (średnica)
min
3 bar (43 psi)
5,5 bar (79 psi)
1–1,6 mm
(0.039–0.063 in.)
MTW 500d Exento | długość uchwytu spawalniczego = 3,5 m (11 ft. 5.8 in.)
Prąd spawania przy 10 min / 40°C (104°F);
Wartości obowiązują, jeśli jako gaz osłonowy używany
100% ED1) / 400 A
40% ED1) / 500 A
jest CO2 i mieszanka gazowa
(EN ISO 14175)
Strumień objętości odciągu na przednim końcu uchwytu
spawalniczego Q
(EN IEC ISO 21904-1)
v,n
Strumień objętości odciągu na przyłączu odciągu
uchwytu spawalniczego Q
(EN IEC ISO 21904-1)
v,c
Wymagane podciśnienie Δpc na przyłączu odciągu
57 m3/h (2013 cfh)
100 m3/h (3532 cfh)
11,9 kPa (119 mbar)
uchwytu spawalniczego (EN IEC ISO 21904-1)
Wymagana minimalna wydajność chłodzenia wg normy
1000 W
IEC 60974-2
Wymagany minimalny przepływ płynu chłodzącego Q
min
1 l/min
(0.26 gal. [US]/min)
Wymagane minimalne ciśnienie płynu chłodzącego p
Maksymalne dozwolone ciśnienie płynu chłodzącego
p
max
Dozwolone druty elektrodowe (średnica)
min
3 bar (43 psi)
5,5 bar (79 psi)
1–1,6 mm
(0.039–0.063 in.)
MTW 500d Exento | długość uchwytu spawalniczego = 4,5 m (14 ft. 9.17 in.)
Prąd spawania przy 10 min / 40°C (104°F);
Wartości obowiązują, jeśli jako gaz osłonowy używany
100% ED1) / 400 A
40% ED1) / 500 A
jest CO2 i mieszanka gazowa
(EN ISO 14175)
62
Strumień objętości odciągu na przednim końcu uchwytu
spawalniczego Q
(EN IEC ISO 21904-1)
v,n
Strumień objętości odciągu na przyłączu odciągu
uchwytu spawalniczego Q
(EN IEC ISO 21904-1)
v,c
57 m3/h (2013 cfh)
105 m3/h (3709 cfh)
Page 63

MTW 500d Exento | długość uchwytu spawalniczego = 4,5 m (14 ft. 9.17 in.)
Wymagane podciśnienie Δpc odciągu (EN IEC ISO
21904-1)
Minimalna wydajność chłodzenia wg normy
IEC 60974-2
Minimalny przepływ płynu chłodzącego Q
Minimalne ciśnienie płynu chłodzącego p
Maksymalne ciśnienie płynu chłodzącego p
min
min
max
Dozwolone druty elektrodowe (średnica)
1)
ED = cykl pracy; czas dobiegu odciągu po końcu spawania = 30 sekund
14 kPa (140 mbar)
1200 W
1 l/min
(0.26 gal. [US]/min)
3 bar (43 psi)
5,5 bar (79 psi)
1–1,6 mm
(0.039–0.063 in.)
PL
63
Page 64

Dane techniczne uchwytów spawalniczych chłodzonych gazem
Informacje
ogólne
Pomiar napięcia (V-Peak):
dla ręcznych uchwytów spawalniczych: 113 V
-
dla maszynowych uchwytów spawalniczych: 141 V
-
Dane techniczne przycisku palnika:
U
-
-
Używanie przycisku palnika jest dozwolone tylko w ramach określonych przez dane techniczne.
Produkt niniejszy jest zgodny z wymogami normy
-
-
Skuteczność wychwytywania dymu spawalniczego przez wbudowane w uchwycie
urządzenia odciągowe (zgodnie z normą EN ISO 21904-3) zależy od wielu czynników, w tym na przykład następujących:
-
-
-
-
-
-
-
-
-
= 5 V
max
I
= 10 mA
max
EN IEC 60974-7 / - 10 CI. A i
EN ISO 21904-1.
Jakość elementu spawanego i związane z tym wydzielanie dymu podczas spawania
Metoda spawania
Kierunek spawania (przesuwanie czy wbijanie)
Pozycje spawania (PA, PC, PF itp.)
Geometria elementu spawanego (otwarta czy zamknięta konstrukcja itp.)
Strumień objętości gazu osłonowego
Kąt ustawienia uchwytu spawalniczego
Warunki otoczenia
…
Dane techniczne
uchwytu spawalniczego MTG
Exento
MTG 250i Exento | długość uchwytu spawalniczego = 3,5 m (11 ft. 5.8 in.)
Prąd spawania przy 10 min / 40°C (104°F);
Wartości obowiązują, jeśli jako gaz osłonowy używany
jest CO
(EN ISO 14175)
Prąd spawania przy 10 min / 40°C (104°F);
Wartości obowiązują, jeśli jako gaz osłonowy używana
jest mieszanka gazowa
(EN ISO 14175)
Strumień objętości odciągu na przednim końcu uchwytu
spawalniczego Q
Strumień objętości odciągu na przyłączu odciągu
uchwytu spawalniczego Q
Wymagane podciśnienie Δpc na przyłączu odciągu
uchwytu spawalniczego (EN IEC ISO 21904-1)
Dozwolone druty elektrodowe (średnica)
2
(EN IEC ISO 21904-1)
v,n
(EN IEC ISO 21904-1)
v,c
40% ED1) / 250 A
60% ED1) / 210 A
100% ED1) / 170 A
40% ED1) / 250 A
60% ED1) / 210 A
100% ED1) / 170 A
52 m3/h (1837 cfh)
70 m3/h (2472 cfh)
10 kPa (100 mbar)
0,8–1,2 mm
(0.032–0.047 in.)
64
Page 65

MTG 250i Exento | długość uchwytu spawalniczego = 4,5 m (14 ft. 9.17 in.)
Prąd spawania przy 10 min / 40°C (104°F);
Wartości obowiązują, jeśli jako gaz osłonowy używany
jest CO
2
40% ED1) / 250 A
60% ED1) / 210 A
100% ED1) / 170 A
(EN ISO 14175)
Prąd spawania przy 10 min / 40°C (104°F);
Wartości obowiązują, jeśli jako gaz osłonowy używana
jest mieszanka gazowa
(EN ISO 14175)
Strumień objętości odciągu na przednim końcu uchwytu
spawalniczego Q
(EN IEC ISO 21904-1)
v,n
Strumień objętości odciągu na przyłączu odciągu
uchwytu spawalniczego Q
(EN IEC ISO 21904-1)
v,c
Wymagane podciśnienie Δpc na przyłączu odciągu
40% ED1) / 250 A
60% ED1) / 210 A
100% ED1) / 170 A
52 m3/h (1837 cfh)
80 m3/h (2526 cfh)
10,8 kPa (108 mbar)
uchwytu spawalniczego (EN IEC ISO 21904-1)
Dozwolone druty elektrodowe (średnica)
0,8–1,2 mm
(0.032–0.047 in.)
MTG 250d Exento | długość uchwytu spawalniczego = 3,5 m (11 ft. 5.8 in.)
Prąd spawania przy 10 min / 40°C (104°F):
Wartości obowiązują, jeśli jako gaz osłonowy używany
jest CO
2
40% ED1) / 250 A
60% ED1) / 210 A
100% ED1) / 170 A
(EN ISO 14175)
PL
Prąd spawania przy 10 min / 40°C (104°F);
Wartości obowiązują, jeśli jako gaz osłonowy używana
jest mieszanka gazowa
(EN ISO 14175)
Strumień objętości odciągu na przednim końcu uchwytu
spawalniczego Q
(EN IEC ISO 21904-1)
v,n
Strumień objętości odciągu na przyłączu odciągu
uchwytu spawalniczego Q
(EN IEC ISO 21904-1)
v,c
Wymagane podciśnienie Δpc na przyłączu odciągu
40% ED1) / 200 A
60% ED1) / 160 A
100% ED1) / 120 A
52 m3/h (1837 cfh)
70 m3/h (2472 cfh)
10 kPa (100 mbar)
uchwytu spawalniczego (EN IEC ISO 21904-1)
Dozwolone druty elektrodowe (średnica)
0,8–1,2 mm
(0.032–0.047 in.)
MTG 250d Exento | długość uchwytu spawalniczego = 4,5 m (14 ft. 9.17 in.)
Prąd spawania przy 10 min / 40°C (104°F):
Wartości obowiązują, jeśli jako gaz osłonowy używany
jest CO
2
40% ED1) / 250 A
60% ED1) / 210 A
100% ED1) / 170 A
(EN ISO 14175)
Prąd spawania przy 10 min / 40°C (104°F);
Wartości obowiązują, jeśli jako gaz osłonowy używana
jest mieszanka gazowa
(EN ISO 14175)
40% ED1) / 200 A
60% ED1) / 160 A
100% ED1) / 120 A
Strumień objętości odciągu na przednim końcu uchwytu
spawalniczego Q
(EN IEC ISO 21904-1)
v,n
Strumień objętości odciągu na przyłączu odciągu
uchwytu spawalniczego Q
(EN IEC ISO 21904-1)
v,c
52 m3/h (1837 cfh)
80 m3/h (2526 cfh)
65
Page 66

MTG 250d Exento | długość uchwytu spawalniczego = 4,5 m (14 ft. 9.17 in.)
Wymagane podciśnienie Δpc na przyłączu odciągu
10,8 kPa (108 mbar)
uchwytu spawalniczego (EN IEC ISO 21904-1)
Dozwolone druty elektrodowe (średnica)
0,8–1,2 mm
(0.032–0.047 in.)
MTG 320i Exento | długość uchwytu spawalniczego = 3,5 m (11 ft. 5.8 in.)
Prąd spawania przy 10 min / 40°C (104°F):
Wartości obowiązują, jeśli jako gaz osłonowy używany
jest CO
2
40% ED1) / 320 A
60% ED1) / 260 A
100% ED1) / 210 A
(EN ISO 14175)
Prąd spawania przy 10 min / 40°C (104°F);
Wartości obowiązują, jeśli jako gaz osłonowy używana
jest mieszanka gazowa
(EN ISO 14175)
Strumień objętości odciągu na przednim końcu uchwytu
spawalniczego Q
(EN IEC ISO 21904-1)
v,n
Strumień objętości odciągu na przyłączu odciągu
uchwytu spawalniczego Q
(EN IEC ISO 21904-1)
v,c
Wymagane podciśnienie Δpc na przyłączu odciągu
40% ED1) / 320 A
60% ED1) / 260 A
100% ED1) / 210 A
57 m3/h (2013 cfh)
90 m3/h (3179 cfh)
10,2 kPa (102 mbar)
uchwytu spawalniczego (EN IEC ISO 21904-1)
Dozwolone druty elektrodowe (średnica)
0,8–1,6 mm
(0.032–0.063 in.)
MTG 320i Exento | długość uchwytu spawalniczego = 4,5 m (14 ft. 9.17 in.)
Prąd spawania przy 10 min / 40°C (104°F):
Wartości obowiązują, jeśli jako gaz osłonowy używany
jest CO
2
40% ED1) / 320 A
60% ED1) / 260 A
100% ED1) / 210 A
(EN ISO 14175)
Prąd spawania przy 10 min / 40°C (104°F);
Wartości obowiązują, jeśli jako gaz osłonowy używana
jest mieszanka gazowa
(EN ISO 14175)
Strumień objętości odciągu na przednim końcu uchwytu
spawalniczego Q
(EN IEC ISO 21904-1)
v,n
Strumień objętości odciągu na przyłączu odciągu
uchwytu spawalniczego Q
(EN IEC ISO 21904-1)
v,c
Wymagane podciśnienie Δpc na przyłączu odciągu
40% ED1) / 320 A
60% ED1) / 260 A
100% ED1) / 210 A
57 m3/h (2013 cfh)
94 m3/h (3320 cfh)
11 kPa (110 mbar)
uchwytu spawalniczego (EN IEC ISO 21904-1)
Dozwolone druty elektrodowe (średnica)
0,8–1,6 mm
(0.032–0.063 in.)
66
MTG 320d Exento | długość uchwytu spawalniczego = 3,5 m (11 ft. 5.8 in.)
Prąd spawania przy 10 min / 40°C (104°F):
Wartości obowiązują, jeśli jako gaz osłonowy używany
jest CO
2
40% ED1) / 320 A
60% ED1) / 260 A
100% ED1) / 210 A
(EN ISO 14175)
Page 67

MTG 320d Exento | długość uchwytu spawalniczego = 3,5 m (11 ft. 5.8 in.)
Prąd spawania przy 10 min / 40°C (104°F);
Wartości obowiązują, jeśli jako gaz osłonowy używana
jest mieszanka gazowa
(EN ISO 14175)
Strumień objętości odciągu na przednim końcu uchwytu
spawalniczego Q
(EN IEC ISO 21904-1)
v,n
Strumień objętości odciągu na przyłączu odciągu
uchwytu spawalniczego Q
(EN IEC ISO 21904-1)
v,c
Wymagane podciśnienie Δpc na przyłączu odciągu
40% ED1) / 260 A
60% ED1) / 210 A
100% ED1) / 160 A
57 m3/h (2013 cfh)
90 m3/h (3179 cfh)
10,2 kPa (102 mbar)
uchwytu spawalniczego (EN IEC ISO 21904-1)
Dozwolone druty elektrodowe (średnica)
0,8–1,6 mm
(0.032–0.063 in.)
MTG 320d Exento | długość uchwytu spawalniczego = 4,5 m (14 ft. 9.17 in.)
Prąd spawania przy 10 min / 40°C (104°F):
Wartości obowiązują, jeśli jako gaz osłonowy używany
jest CO
2
40% ED1) / 320 A
60% ED1) / 260 A
100% ED1) / 210 A
(EN ISO 14175)
Prąd spawania przy 10 min / 40°C (104°F);
Wartości obowiązują, jeśli jako gaz osłonowy używana
jest mieszanka gazowa
(EN ISO 14175)
40% ED1) / 260 A
60% ED1) / 210 A
100% ED1) / 160 A
PL
Strumień objętości odciągu na przednim końcu uchwytu
spawalniczego Q
(EN IEC ISO 21904-1)
v,n
Strumień objętości odciągu na przyłączu odciągu
uchwytu spawalniczego Q
(EN IEC ISO 21904-1)
v,c
Wymagane podciśnienie Δpc na przyłączu odciągu
57 m3/h (2013 cfh)
94 m3/h (3320 cfh)
11 kPa (110 mbar)
uchwytu spawalniczego (EN IEC ISO 21904-1)
Dozwolone druty elektrodowe (średnica)
0,8–1,6 mm
(0.032–0.063 in.)
MTG 400i Exento | długość uchwytu spawalniczego = 3,5 m (11 ft. 5.8 in.)
Prąd spawania przy 10 min / 40°C (104°F):
Wartości obowiązują, jeśli jako gaz osłonowy używany
jest CO
2
30% ED1) / 400 A
60% ED1) / 320 A
100% ED1) / 260 A
(EN ISO 14175)
Prąd spawania przy 10 min / 40°C (104°F);
Wartości obowiązują, jeśli jako gaz osłonowy używana
jest mieszanka gazowa
(EN ISO 14175)
Strumień objętości odciągu na przednim końcu uchwytu
spawalniczego Q
(EN IEC ISO 21904-1)
v,n
30% ED1) / 400 A
60% ED1) / 320 A
100% ED1) / 260 A
57 m3/h (2013 cfh)
Strumień objętości odciągu na przyłączu odciągu
uchwytu spawalniczego Q
(EN IEC ISO 21904-1)
v,c
Wymagane podciśnienie Δpc na przyłączu odciągu
uchwytu spawalniczego (EN IEC ISO 21904-1)
Dozwolone druty elektrodowe (średnica)
90 m3/h (3179 cfh)
10,2 kPa (102 mbar)
0,8–1,6 mm
(0.032–0.063 in.)
67
Page 68

MTG 400i Exento | długość uchwytu spawalniczego = 4,5 m (14 ft. 9.17 in.)
Prąd spawania przy 10 min / 40°C (104°F):
Wartości obowiązują, jeśli jako gaz osłonowy używany
jest CO
2
30% ED1) / 400 A
60% ED1) / 320 A
100% ED1) / 260 A
(EN ISO 14175)
Prąd spawania przy 10 min / 40°C (104°F);
Wartości obowiązują, jeśli jako gaz osłonowy używana
jest mieszanka gazowa
(EN ISO 14175)
Strumień objętości odciągu na przednim końcu uchwytu
spawalniczego Q
(EN IEC ISO 21904-1)
v,n
Strumień objętości odciągu na przyłączu odciągu
uchwytu spawalniczego Q
(EN IEC ISO 21904-1)
v,c
Wymagane podciśnienie Δpc na przyłączu odciągu
30% ED1) / 400 A
60% ED1) / 320 A
100% ED1) / 260 A
57 m3/h (2013 cfh)
94 m3/h (3320 cfh)
11 kPa (110 mbar)
uchwytu spawalniczego (EN IEC ISO 21904-1)
Dozwolone druty elektrodowe (średnica)
0,8–1,6 mm
(0.032–0.063 in.)
MTG 400d Exento | długość uchwytu spawalniczego = 3,5 m (11 ft. 5.8 in.)
Prąd spawania przy 10 min / 40°C (104°F):
Wartości obowiązują, jeśli jako gaz osłonowy używany
jest CO
2
30% ED1) / 400 A
60% ED1) / 320 A
100% ED1) / 260 A
(EN ISO 14175)
Prąd spawania przy 10 min / 40°C (104°F);
Wartości obowiązują, jeśli jako gaz osłonowy używana
jest mieszanka gazowa
(EN ISO 14175)
Strumień objętości odciągu na przednim końcu uchwytu
spawalniczego Q
(EN IEC ISO 21904-1)
v,n
Strumień objętości odciągu na przyłączu odciągu
uchwytu spawalniczego Q
(EN IEC ISO 21904-1)
v,c
Wymagane podciśnienie Δpc na przyłączu odciągu
30% ED1) / 320 A
60% ED1) / 260 A
100% ED1) / 210 A
57 m3/h (2013 cfh)
90 m3/h (3179 cfh)
10,2 kPa (102 mbar)
uchwytu spawalniczego (EN IEC ISO 21904-1)
Dozwolone druty elektrodowe (średnica)
0,8–1,6 mm
(0.032–0.063 in.)
MTG 400d Exento | długość uchwytu spawalniczego = 4,5 m (14 ft. 9.17 in.)
Prąd spawania przy 10 min / 40°C (104°F):
Wartości obowiązują, jeśli jako gaz osłonowy używany
jest CO
2
30% ED1) / 400 A
60% ED1) / 320 A
100% ED1) / 260 A
(EN ISO 14175)
Prąd spawania przy 10 min / 40°C (104°F);
Wartości obowiązują, jeśli jako gaz osłonowy używana
jest mieszanka gazowa
(EN ISO 14175)
30% ED1) / 320 A
60% ED1) / 260 A
100% ED1) / 210 A
68
Strumień objętości odciągu na przednim końcu uchwytu
spawalniczego Q
(EN IEC ISO 21904-1)
v,n
Strumień objętości odciągu na przyłączu odciągu
uchwytu spawalniczego Q
(EN IEC ISO 21904-1)
v,c
57 m3/h (2013 cfh)
94 m3/h (3320 cfh)
Page 69

MTG 400d Exento | długość uchwytu spawalniczego = 4,5 m (14 ft. 9.17 in.)
Wymagane podciśnienie Δpc na przyłączu odciągu
uchwytu spawalniczego (EN IEC ISO 21904-1)
Dozwolone druty elektrodowe (średnica)
1)
ED = cykl pracy; czas dobiegu odciągu po końcu spawania = 30 sekund
11 kPa (110 mbar)
0,8–1,6 mm
(0.032–0.063 in.)
PL
69
Page 70

70
Page 71

PL
71
Page 72

Fronius International GmbH
Froniusstraße 1
4643 Pettenbach
Austria
contact@fronius.com
www.fronius.com
Under www.fronius.com/contact you will find the adresses
of all Fronius Sales & Service Partners and locations.
spareparts.fronius.com
SPAREPARTS
ONLINE
 Loading...
Loading...