


Operating
manuals.fronius.com/
html/4204260459
e-Manual
Instructions
MTG Exento
MTW Exento
Instructions de service
FR
42,0426,0459,FR 005-20092022


Sommaire
Sécurité, consignes pour une utilisation correcte 5
Sécurité 7
Sécurité 7
Utilisation conforme, exigences en matière d'aspiration 9
Utilisation conforme 9
Exigences en matière d'aspiration 9
Indications relatives à l'aspiration sur la plaque signalétique 11
Interfaces disponibles, fonctions de la gâchette de torche 13
Interfaces disponibles 15
Fonction Up/Down- 15
Fonction JobMaster- 15
Fonctions de la gâchette de torche 16
Fonctions de la gâchette de torche à deux niveaux 16
Mise en service 17
Déroulement de la mise en service 19
Déroulement de la mise en service des torches de soudage avec Fronius System Connector
Déroulement de la mise en service des torches de soudage avec connecteur Euro 19
Monter la gaine guide-fil dans la torche de soudage avec le Fronius System Connector 20
Remarque concernant la gaine guide-fil dans le cas des torches AL 20
Monter la gaine guide-fil 21
Monter la gaine guide-fil en acier dans la torche de soudage avec connecteur Euro 25
Montage d'une gaine guide-fil en acier 25
Monter la gaine guide-fil en plastique dans la torche de soudage avec connecteur Euro 29
Remarque concernant la gaine guide-fil dans le cas des torches AL 29
Monter une gaine guide-fil en plastique 30
Raccorder la torche de soudage aux appareils avec le Fronius System Connector 33
Raccordement de la torche de soudage à la source de courant 33
Raccordement de la torche de soudage au dévidoir 34
Raccordement de la torche de soudage aux appareils avec le connecteur Euro 35
Raccordement de la torche de soudage 35
Raccordement de la torche de soudage à l'aspiration et mesure de la puissance d'aspiration 36
Raccordement de la torche de soudage à l'aspiration 36
Mesurer la puissance d'aspiration (débit d'aspiration) avec l'Exentometer 36
Régler la puissance d'aspiration 39
Régler la puissance d'aspiration sur la torche de soudage 39
Régler la puissance d'aspiration avec le régulateur de flux d'air externe 41
19
FR
Diagnostic d'erreur, élimination des erreurs, maintenance 43
Diagnostic d’erreur, élimination de l'erreur 45
Diagnostic d’erreur, élimination de l'erreur 45
Maintenance 51
Reconnaître les pièces d'usure défectueuses 51
Maintenance au début de chaque journée de travail 52
Maintenance toutes les 48 heures 53
Maintenance à chaque remplacement de la bobine de fil/bobine type panier 54
Caractéristiques techniques 57
Caractéristiques techniques des torches de soudage refroidies par eau 59
Généralités 59
Caractéristiques techniques torche de soudage MTW Exento 59
Caractéristiques techniques des torches AL 64
Généralités 64
Caractéristiques techniques torche de soudage MTG Exento 64
3

4

Sécurité, consignes pour une utili-
sation correcte
5

6
Sécurité
FR
Sécurité
AVERTISSEMENT!
Danger dû à une erreur de manipulation et d'erreur en cours d'opération.
Cela peut entraîner des dommages corporels et matériels graves.
Toutes les fonctions et tous les travaux décrits dans le présent document
▶
doivent uniquement être exécutés par du personnel techniquement qualifié.
Ce document doit être lu et compris dans son intégralité.
▶
Lire et comprendre toutes les consignes de sécurité et la documentation uti-
▶
lisateur de cet appareil et de tous les composants périphériques.
AVERTISSEMENT!
Risque d'électrocution.
Cela peut entraîner des dommages corporels et matériels graves.
Avant d'entamer les travaux, déconnecter tous les appareils et composants
▶
concernés et les débrancher du réseau électrique.
S'assurer que tous les appareils et composants concernés ne peuvent pas
▶
être remis en marche.
AVERTISSEMENT!
Danger en cas de sortie du fil-électrode.
Cela peut entraîner des dommages corporels graves.
Tenir la torche de soudage de façon à ce que son extrémité ne soit pas dir-
▶
igée vers le visage ou le corps.
Utiliser des lunettes de protection adaptées.
▶
Ne pas diriger la torche de soudage en direction d'autres personnes.
▶
S'assurer que le fil-électrode soit en contact avec des objets conducteurs
▶
d'électricité uniquement lorsque cela est prévu.
AVERTISSEMENT!
Danger en cas de contact avec les composants périphériques et/ou l'équipement.
Cela peut entraîner de graves brûlures.
Avant d'entamer les travaux, laisser refroidir tous les composants
▶
périphériques et/ou l'équipement chauds à +25 °C / +77 °F (par ex. réfrigérant, composants périphériques refroidis à l'eau, moteur d'entraînement
du dévidoir, ...).
Porter un équipement de protection adapté (par ex. gants de protection
▶
résistant à la chaleur, lunettes de protection, ...) si le refroidissement n'est
pas possible.
7
AVERTISSEMENT!
Danger en cas de contact avec les fumées de soudage toxiques.
Cela peut entraîner des dommages corporels graves.
Le soudage n'est pas autorisé quand l'appareil d'aspiration n'est pas activé.
▶
Dans certaines circonstances, l'utilisation seule d'une torche aspirante ne
▶
suffit pas pour réduire correctement les substances nocives sur le poste de
travail. Dans ce cas, installer une aspiration supplémentaire pour réduire
correctement les substances nocives sur le poste de travail.
En cas de doute, demander à un technicien de sécurité de déterminer le ni-
▶
veau de substances nocives sur le poste de travail.
8
Utilisation conforme, exigences en matière d'aspiration
Utilisation
conforme
Exigences en
matière d'aspiration
La torche de soudage manuelle MIG/MAG est exclusivement destinée au soudage MIG/MAG en combinaison avec une aspiration suffisamment puissante (voir
la section Exigences en matière d'aspiration à partir de la page 9). Toute autre
utilisation est considérée comme non conforme. Le fabricant ne saurait être tenu
responsable des dommages consécutifs.
Font également partie de l'utilisation conforme :
la lecture intégrale du présent document ;
-
le respect des prescriptions et consignes de sécurité du présent document ;
-
le respect des travaux d'inspection et de maintenance.
-
N'utiliser la Schweißbrenner qu'avec des aspirations répondant aux exigences suivantes :
-
Puissance d'aspiration (débit d'aspiration) d'au moins 70 à 110 m3/h (2472 à
3885 cfh) ; en fonction de la torche de soudage utilisée
en cas de valeur inférieure, il existe un risque que les fumées de soudage
-
ne soient pas suffisamment aspirées ;
en cas de valeur supérieure, il existe un risque que le gaz de protection
-
soit involontairement aspiré de la soudure.
En fonction de la longueur du tuyau d'aspiration et de la torche de soudage
-
utilisée, au moins 10 à 18 kPa (100 à 180 mbar) de dépression
plus le tuyau d'aspiration est court et épais, plus l'appareil d'aspiration
-
peut être petit / moins il faut fournir de puissance d'aspiration pour que
les fumées de soudage soient aspirées de manière optimale
Lorsque l'altitude augmente, la puissance d'aspiration doit être réduite en
-
fonction de l'altitude en raison des conditions environnementales changeantes (pression atmosphérique plus faible, etc.), par exemple en ouvrant le
régulateur de flux d'air de la torche de soudage ou en réduisant la puissance
d'aspiration
Dans tous les cas, les exigences en matière d'aspiration doivent être res-
-
pectées
Utiliser l'Exentometer pour déterminer le débit d'aspiration actuel de la
-
torche de soudage - pour ce faire, voir la section Mesurer la puissance
d'aspiration (débit d'aspiration) avec l'Exentometer à partir de la page
36
FR
Les exigences exactes en matière d'aspiration sont indiquées sur la plaque signalétique de chaque torche de soudage (voir la section Indications relatives à
l'aspiration sur la plaque signalétique à la page 11) et dans les caractéristiques
techniques.
9

Plaque signalétique sur la torche de soudage
10

Indications rela-
∆
p
c
[kPa]
Check
Qv,c [m³/h] Qv,n [m³/h]
11,0 94 57
MIXED
CO2
I2
X (40°C)
EN IEC 60974-7/-10 Cl.A
EN ISO 21904-1
Charge No.
Art.No.
Type
www.fronius.com
Q
v,n
Q
v,c
pc
pc
tives à l'aspiration sur la
plaque signalétique
FR
Exemple de plaquette signalétique
Indications relatives à l'aspiration sur la plaque signalétique
Débit d'aspiration à l'extrémité avant de la torche de soudage ( = le
débit d'aspiration fourni par la torche de soudage)
Débit d'aspiration au niveau du raccord d'aspiration de la torche de
soudage ( = le débit d'aspiration que doit fournir le système d'aspiration)
Dépression nécessaire au niveau du raccord d'aspiration de la torche
de soudage (= la dépression que doit générer l'aspiration)
11

12

Interfaces disponibles, fonctions
de la gâchette de torche
13

14

Interfaces disponibles
FR
Fonction Up/
Down-
Fonction JobMaster-
La torche de soudage Up/Down
possède les fonctions suivantes :
modification de la puissance de
-
soudage en mode Synergique à
l'aide des touches Up/Down.
Affichage des erreurs :
-
en cas d'erreur système toutes
-
les LED s'allument en rouge ;
en cas d'erreur de communica-
-
tion des données toutes les
LED clignotent en rouge.
Autocontrôle lors de la séquence
-
de démarrage :
toutes les LED s'allument
-
brièvement les unes après les
autres.
La torche de soudage JobMaster
possède les fonctions suivantes :
les touches fléchées permettent
-
de sélectionner le paramètre souhaité sur la source de courant ;
les touches +/- permettent de mo-
-
difier le paramètre sélectionné ;
l'écran affiche le paramètre et la
-
valeur actuels.
15
Fonctions de la gâchette de torche
Fonctions de la
gâchette de
torche à deux niveaux
Fonction de la gâchette de torche en position de commutation 1 (gâchette de torche à moitié enfoncée) = la LED s'allume.
REMARQUE!
Pour les torches de soudage avec gâchette de torche en haut en option, si une
LED est présente sur la torche de soudage, elle ne fonctionnera pas.
16
Fonction de la gâchette de torche en position de commutation 2 (gâchette de torche complètement
enfoncée) = la LED s'éteint, le process de soudage démarre

Mise en service
17

18

Déroulement de la mise en service
FR
Déroulement de
la mise en service des torches
de soudage avec
Fronius System
Connector
Déroulement de
la mise en service des torches
de soudage avec
connecteur Euro
Effectuer les opérations suivantes pour une mise en service correcte de la torche
de soudage :
Monter la gaine guide-fil - description à partir de la page 20
1
Raccordement de la torche de soudage
2
Description de la source de courant à partir de la page 33
-
Description du dévidoir à partir de la page 34
-
Raccorder la torche de soudage à l'aspiration - description à partir de la page
3
36
Mesurer la puissance d'aspiration - description à partir de la page 36
4
Si nécessaire, régler la puissance d'aspiration :
Régler la puissance d'aspiration directement sur la torche de soudage - des-
5
cription à partir de la page 39
Régler la puissance d'aspiration avec le régulateur de flux d'air externe -
6
description à partir de la page 41
Effectuer les opérations suivantes pour une mise en service correcte de la torche
de soudage :
Monter la gaine guide-fil
1
Description de la gaine guide-fil en acier à partir de la page 25
-
Description de la gaine guide-fil en plastique à partir de la page 29
-
Raccorder la torche de soudage à la source de courant - description à partir
2
de la page 35
Raccorder la torche de soudage à l'aspiration - description à partir de la page
3
36
Mesurer la puissance d'aspiration - description à partir de la page 36
4
Si nécessaire, régler la puissance d'aspiration :
Régler la puissance d'aspiration directement sur la torche de soudage - des-
5
cription à partir de la page 39
Régler la puissance d'aspiration avec le régulateur de flux d'air externe -
6
description à partir de la page 41
19

Monter la gaine guide-fil dans la torche de soudage avec le Fronius System Connector
Remarque
concernant la
gaine guide-fil
dans le cas des
torches AL
REMARQUE!
Risque lié à une mauvaise utilisation de l'embout de guide-fil.
Cela peut entraîner des caractéristiques de soudage erronées.
Si l'on utilise une gaine guide-fil en plastique avec embout de guide-fil en br-
▶
onze à la place d'une gaine guide-fil en acier pour des torches AL, les
données de puissance indiquées dans les caractéristiques techniques de la
torche de soudage sont réduites de 30 %.
Pour pouvoir utiliser une torche AL à la puissance maximale, remplacer l'em-
▶
bout de guide-fil de 40 mm (1.575 in.) par un embout de guide-fil de 320 mm
(12 598 in.)
1
20
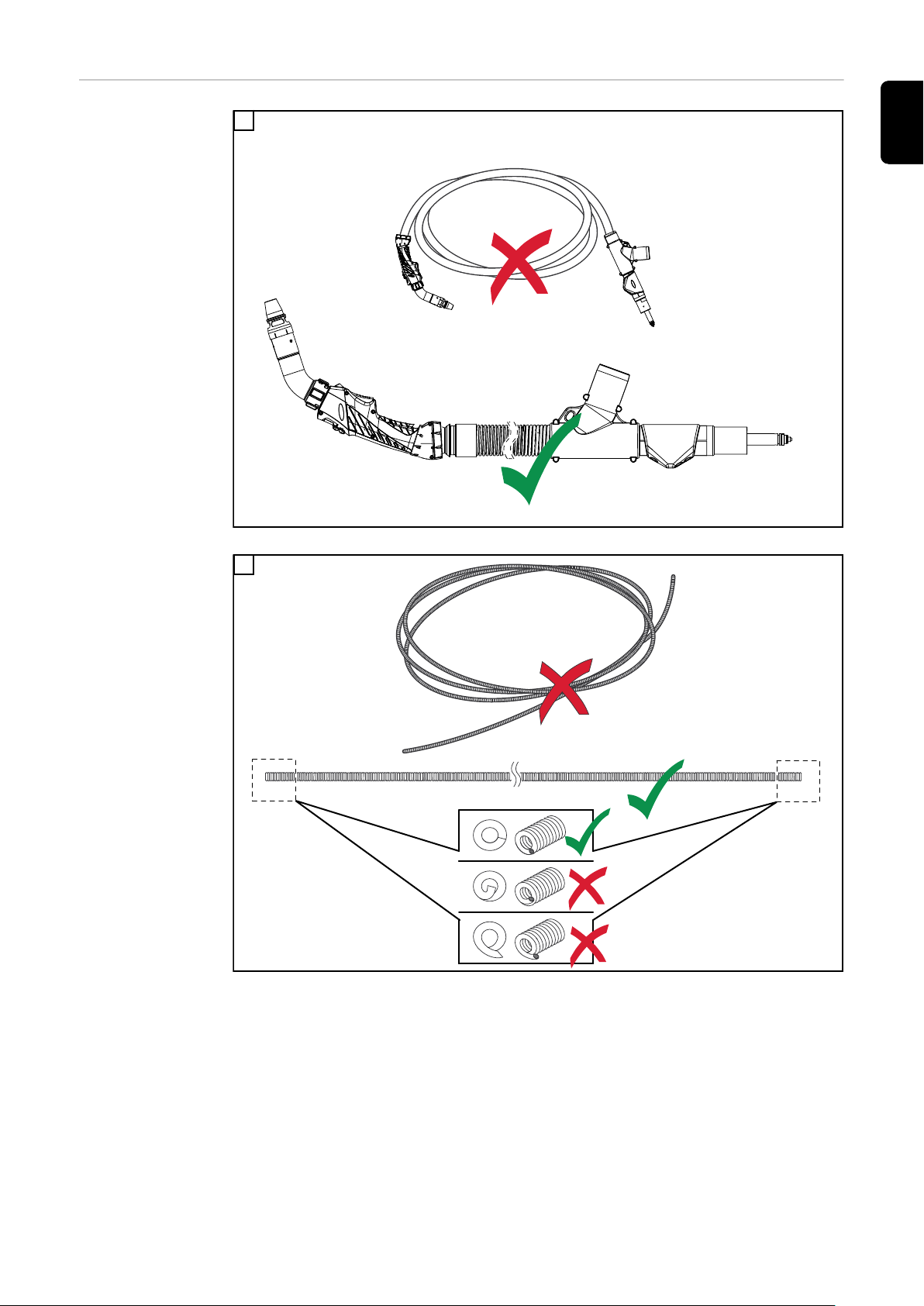
Monter la gaine
guide-fil
1
Placer la torche de soudage droite
2
FR
Placer la gaine guide-fil droite ; s'assurer qu'aucune bavure ne dépasse dans ou de la gaine guide-fil
21

3
Si la buse d'aspiration, la buse de gaz et le tube contact sont déjà montés, les démonter
4
22
Glisser la gaine guide-fil dans la torche de soudage (*cela est possible des deux côtés) jusqu'à ce
qu'elle dépasse à l'avant et à l'arrière de la torche de soudage ; ce faisant, s'assurer que la gaine
guide-fil n'est pas pliée.

5
Glisser la gaine guide-fil avec le tube contact dans le col de cygne ; monter le tube contact, la buse
de gaz et la buse d'aspiration ; marquer la gaine guide-fil à l'extrémité de la Schweißbrenners
6
FR
Tirer la gaine guide-fil de 10 cm (3.94 inch) hors de la torche de soudage
23

7
À gauche, gaine guide-fil en acier, à droite en plastique : Couper et ébarber la gaine guide-fil à l'endroit marqué précédemment ; s'assurer qu'aucune bavure ne dépasse dans ou de la gaine guide-fil
8
24
Visser le dispositif de fermeture jusqu'à la butée sur la gaine guide-fil (la gaine guide-fil doit être visible à travers le perçage dans le dispositif de fermeture) ; glisser le dispositif de fermeture dans la
torche de soudage et le serrer

Monter la gaine guide-fil en acier dans la torche
de soudage avec connecteur Euro
Montage d'une
gaine guide-fil
en acier
1
FR
Placer la torche de soudage droite
2
Placer la gaine guide-fil droite ; s'assurer qu'aucune bavure ne dépasse dans ou de la gaine guide-fil
25

3
Si la buse d'aspiration, la buse de gaz, le tube contact et le dispositif de fermeture du connecteur
Euro sont déjà montés, les démonter
4
26
Glisser la gaine guide-fil dans la torche de soudage (*cela est possible des deux côtés) jusqu'à ce
qu'elle dépasse à l'avant et à l'arrière de la torche de soudage ; ce faisant, s'assurer que la gaine
guide-fil n'est pas pliée.

5
Glisser la gaine guide-fil avec le tube contact dans le col de cygne ; monter le tube contact, la buse
de gaz et la buse d'aspiration ; marquer la gaine guide-fil à l'extrémité de la torche de soudage
6
FR
Tirer la gaine guide-fil de 10 cm (3.94 inch) hors de la torche de soudage, la couper et l'ébarber ; s'assurer qu'aucune bavure ne dépasse dans ou de la gaine guide-fil
27

7
Visser le dispositif de fermeture jusqu'à la butée sur la gaine guide-fil ; visser le dispositif de fermeture dans la torche de soudage
28

Monter la gaine guide-fil en plastique dans la
torche de soudage avec connecteur Euro
Remarque
concernant la
gaine guide-fil
dans le cas des
torches AL
REMARQUE!
Risque lié à une mauvaise utilisation de l'embout de guide-fil.
Cela peut entraîner des caractéristiques de soudage erronées.
Si l'on utilise une gaine guide-fil en plastique avec embout de guide-fil en br-
▶
onze à la place d'une gaine guide-fil en acier pour des torches AL, les
données de puissance indiquées dans les caractéristiques techniques de la
torche de soudage sont réduites de 30 %.
Pour pouvoir utiliser une torche AL à la puissance maximale, remplacer l'em-
▶
bout de guide-fil de 40 mm (1.575 in.) par un embout de guide-fil de 320 mm
(12 598 in.)
1
FR
29

Monter une gaine
guide-fil en plastique
1
Placer la torche de soudage droite
2
30
Placer la gaine guide-fil droite ; s'assurer qu'aucune bavure ne dépasse dans ou de l'embout de
guide-fil

3
Si la buse d'aspiration, la buse de gaz, le tube contact et le dispositif de fermeture du connecteur
Euro sont déjà montés, les démonter
4
FR
Glisser la gaine guide-fil dans la torche de soudage (*cela est possible des deux côtés) jusqu'à ce
qu'elle dépasse à l'avant et à l'arrière de la torche de soudage ; ce faisant, s'assurer que la gaine
guide-fil n'est pas pliée.
31

5
Glisser la gaine guide-fil avec le tube contact dans le col de cygne ; monter le tube contact, la buse
de gaz et la buse d'aspiration ; fixer la gaine guide-fil dans la torche de soudage
Consulter la documentation utilisateur du dévidoir/de la source de courant
6
pour obtenir des instructions sur la manière de couper correctement la gaine
guide-fil
32

Raccorder la torche de soudage aux appareils
avec le Fronius System Connector
Raccordement
de la torche de
soudage à la
source de courant
1
FR
2
* uniquement pour une torche de soudage refroidie à l'eau
33

3
Raccordement
de la torche de
soudage au dévidoir
1
* uniquement pour une torche de soudage refroidie à l'eau
34

Raccordement de la torche de soudage aux appareils avec le connecteur Euro
Raccordement
de la torche de
soudage
1
FR
* Uniquement pour une torche de soudage refroidie à l'eau ; raccordement de la
torche de soudage au refroidisseur
** Il incombe au client d'équiper le câble de commande de la fiche de commande
nécessaire. L'installateur est responsable de la bonne exécution des travaux
35

Raccordement de la torche de soudage à l'aspiration et mesure de la puissance d'aspiration
Raccordement
de la torche de
soudage à l'aspiration
La torche de soudage peut être raccordée aussi bien à un appareil d'aspiration
externe qu'à une aspiration centrale. Le raccordement de la torche de soudage
s'effectue toujours de la même manière.
1
Mesurer la puissance d'aspiration (débit d'aspiration) avec
l'Exentometer
Raccordement de la torche de soudage à un appareil d'aspiration externe
* Recommandations concernant le tuyau d'aspiration :
Utiliser des tuyaux d'aspiration Fronius. La conception et les matériaux des
-
tuyaux d'aspiration Fronius garantissent une compatibilité et une étanchéité
maximales
Maintenir le tuyau d'aspiration aussi court que possible ; plus le tuyau d'aspir-
-
ation est court, moins l'appareil d'aspiration doit fournir d'énergie pour atteindre les valeurs d'aspiration requises (pour plus d'informations sur les valeurs d'aspiration requises, voir la section Exigences en matière d'aspiration
à partir de la page 9 et les données techniques)
Le débit d'aspiration sert de valeur de mesure pour la puissance d'aspiration de
la torche de soudage. Le débit d'aspiration est mesuré à l'aide de l'Exentometer .
Mesurer la puissance d'aspiration (débit d'aspiration) :
Mettre en marche l'aspiration
1
Lire le débit d'aspiration nécessaire (Q
2
torche de soudage - voir aussi Indications relatives à l'aspiration sur la
plaque signalétique à la page 11) ou dans les données techniques
S'assurer que la torche de soudage (y compris le faisceau de liaison) et le
3
tuyau d'aspiration ne présentent aucun trou, aucune fissure ni aucun autre
dommage
) - sur la plaque signalétique de la
v,n
36

S'assurer que les dispositifs de réglage externes ne faussent pas le contrôle
4
de la puissance d'aspiration (par exemple, les régulateurs de flux d'air externes - voir la section Régler la puissance d'aspiration avec le régulateur de
flux d'air externe à partir de la page 41, etc.)
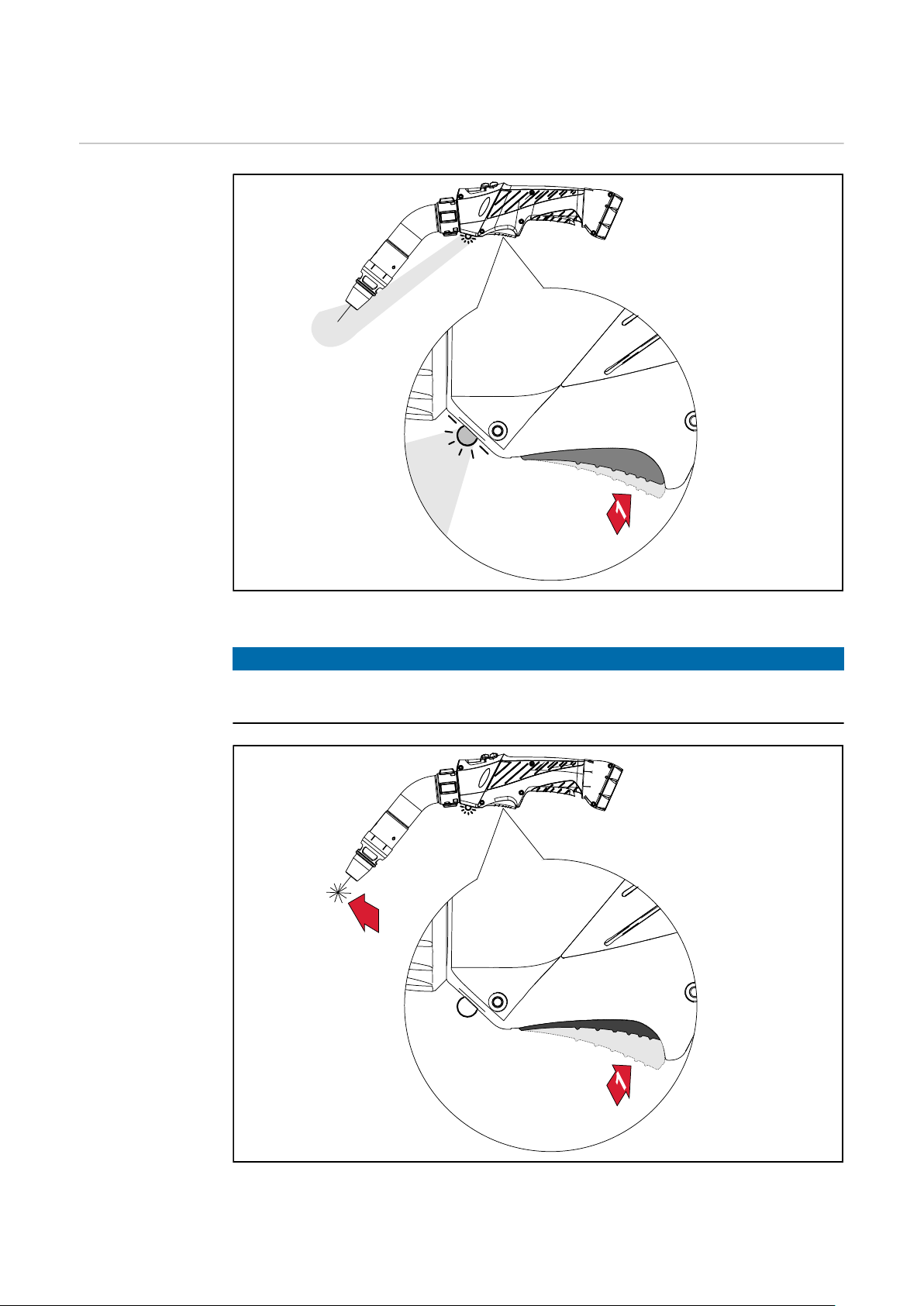
Démonter la buse d'aspiration et fermer le régulateur de flux d'air - voir l'il-
5
lustration ci-dessous
FR
Démonter la buse d'aspiration et fermer le régulateur de flux d'air
Placer l'Exentometer en position verticale sur une surface solide (par
6
exemple, sur un établi)
Insérer la torche de soudage jusqu'à la butée dans l'Exentometer
7
Étant donné que l'aspiration est déjà en cours, l'Exentometer affiche
-
immédiatement la puissance d'aspiration actuelle
* S'assurer que la torche de soudage est entièrement insérée dans l'Exento-
8
meter et qu'aucun air ne peut s'échapper entre la torche de soudage et l'
Exentometer
Cela permet de garantir que la valeur affichée de la puissance d'aspira-
-
tion ne soit pas faussée
37

Insérer la torche de soudage dans l'Exentometer
Comparer le débit d'aspiration mesuré au débit d'aspiration nécessaire
9
Si les deux valeurs concordent, aucune autre mesure n'est nécessaire
-
Si les deux valeurs ne concordent pas, augmenter ou réduire la puissance
-
de l'aspiration jusqu'à ce que le débit d'aspiration se trouve dans la plage
indiquée
Si le débit d'aspiration est trop faible, les fumées de soudage
-
risquent de ne pas être aspirées de manière optimale
En cas de débit d'aspiration élevé, il existe un risque que le gaz de pr-
-
otection soit involontairement aspiré de la soudure.
38

Régler la puissance d'aspiration
FR
Régler la puissance d'aspiration sur la torche
de soudage
Pour réduire la puissance d'aspiration, le régulateur de flux d'air peut être ouvert.
Si le régulateur de flux d'air est complètement ouvert, cela réduit la puissance
d'aspiration de la torche de soudage de 40 %.
1
Liens : Régulateur de flux d'air fermé = puissance d'aspiration 100 % ; à droite : Régulateur de flux
d'air ouvert = puissance d'aspiration 60 %
Exemples d'utilisation du régulateur de flux d'air :
Lors du soudage de soudures d'angle ou bout en bout, il est possible d'aspir-
-
er les fumées de soudage de manière optimale, même avec une puissance
d'aspiration réduite
Dans ce cas, une puissance d'aspiration trop élevée pourrait entraîner une as-
-
piration involontaire du gaz de protection
Il est donc recommandé d'ouvrir le régulateur de flux d'air et de réduire la
-
puissance d'aspiration
39

Soudage d'une soudure d'angle ; régulateur de flux d'air ouvert = réduction de la puissance d'aspiration
Lors du soudage sur des surfaces sans limite de construction (par exemple, des
soudures bout à bout sur bords droits), il peut être nécessaire de fermer le régulateur de flux d'air et d'utiliser la puissance d'aspiration maximale. Cela permet
d'aspirer au mieux les fumées de soudage.
40
Soudage d'une soudure bout à bout sur bords droits ; régulateur de débit d'air fermé = puissance
d'aspiration maximale

AVERTISSEMENT!
Régler la puissance d'aspiration avec le régulateur de flux
d'air externe
Danger en cas de contact avec les fumées de soudage toxiques.
Cela peut entraîner des dommages corporels graves.
Indépendamment de la tâche de soudage concernée, toujours s'assurer que
▶
toutes les fumées de soudage sont aspirées.
En particulier pour les aspirations centralisées, il peut être nécessaire de régler
manuellement la puissance d'aspiration à l'aide du régulateur de flux d'air externe disponible en option :
En ouvrant complètement le régulateur de flux d'air externe, le débit d'air
-
reste pratiquement inchangé
La fermeture complète du régulateur de flux d'air externe réduit le débit
-
d'air au minimum
1
FR
(1) aspiration centrale, (2) tuyau d'aspiration, (3) régulateur de flux d'air externe, (4) torche de soudage
Après avoir réglé le flux d'air, toujours mesurer la puissance d'aspiration de la
2
torche de soudage - pour cela, voir la section Mesurer la puissance d'aspira-
tion (débit d'aspiration) avec l'Exentometer à partir de la page 36
41

42

Diagnostic d'erreur, élimination des
erreurs, maintenance
43

44

Diagnostic d’erreur, élimination de l'erreur
FR
Diagnostic d’erreur, élimination
de l'erreur
Porosité de la soudure
Cause :
Solution :
Puissance d'aspiration trop faible
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Pas de courant de soudage
Interrupteur d'alimentation de la source de courant activé, voyants allumés sur la
source de courant, gaz de protection disponible
Cause :
Solution :
Aspiration trop puissante
Réduire l'aspiration
Présence de trous dans le tuyau d'aspiration
Remplacer le tuyau d'aspiration
Filtre usé
Remplacer le filtre de l'appareil d'aspiration
Voie d'aspiration obstruée
Éliminer les obstructions
Puissance d'aspiration insuffisante de l'appareil d'aspiration
Régler l'appareil d'aspiration sur une puissance d'aspiration plus forte
Connexion à la masse incorrecte
Établir le raccordement à la masse de manière conforme
Cause :
Solution :
Pas de gaz de protection
Toutes les autres fonctions sont disponibles
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Câble de courant interrompu dans la torche de soudage
Remplacer la torche de soudage
Bouteille de gaz vide
Remplacer la bouteille de gaz
Robinet détendeur défectueux
Remplacer le robinet détendeur
Le tuyau de gaz n'est pas monté, est plié ou est endommagé
Monter, poser de manière plus rectiligne le tuyau de gaz. Remplacer
le tuyau de gaz défectueux
Torche de soudage défectueuse
Remplacer la torche de soudage
Électrovanne de gaz défectueuse
Contacter le service après-vente (faire remplacer l'électrovanne de
gaz)
45

Pas de fonction après avoir appuyé sur la gâchette de la torche de soudage
Interrupteur d'alimentation de la source de courant activé, voyants allumés sur la
source de courant
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
FSC (« Fronius System Connector » - raccord central) non raccordé
jusqu'en butée
Insérer le Fronius System Connector jusqu'à la butée
Torche de soudage ou câble de commande de la torche de soudage
défectueux
Remplacer la torche de soudage
Faisceau de liaison non raccordé correctement ou défectueux
Raccorder correctement le faisceau de liaison
Remplacer le faisceau de liaison défectueux
Source de courant défectueuse
Contacter le service après-vente
46

Mauvaises caractéristiques de soudage
Cause :
Solution :
Paramètres incorrects
Corriger les paramètres
FR
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Connexion de mise à la masse incorrecte
Établir un bon contact avec la pièce à souder
Pas ou pas assez de gaz de protection
Vérifier le détendeur, le tuyau de gaz, l'électrovanne de gaz et le rac-
cord de gaz de la torche de soudage Dans le cas des torches AL, vérifier l'étanchéité au gaz et utiliser une âme de guidage du fil adaptée
Fuite au niveau de la torche de soudage
Remplacer la torche de soudage
Tube de contact trop grand ou usé
Remplacer le tube de contact
Mauvais alliage ou mauvais diamètre du fil
Contrôler la bobine de fil/bobine type panier insérée
Mauvais alliage ou mauvais diamètre du fil
Vérifier la compatibilité du matériau de base avec le soudage
Gaz de protection inapproprié pour cet alliage de fil
Utiliser le bon gaz de protection
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Conditions de soudage défavorables : gaz de protection contaminé
(humidité, air), blindage gaz défectueux (bain de fusion "en ébullition", courant d'air), impuretés dans la pièce à usiner (rouille, peinture, graisse)
Optimiser les conditions de soudage
Projections de soudure dans la buse gaz
Enlever les projections de soudure
Turbulences dues à une trop grande quantité de gaz de protection
Réduire la quantité de gaz de protection, recommandation :
quantité de gaz de protection (l/min) = diamètre du fil (mm) x 10
(par ex. 16 l/min pour un fil-électrode de 1,6 mm)
Distance trop grande entre la torche de soudage et la pièce à souder
Réduire la distance entre la torche de soudage et la pièce à souder
(env. 10 - 15 mm / 0.39 - 0.59 in.)
Angle de placement de la torche de soudage trop grand
Réduire l'angle de placement de la torche de soudage
Les composants du dévidoir ne correspondent pas au diamètre du filélectrode / au matériau du fil-électrode
Utiliser des composants de déplacement du fil appropriés
47

Avance du fil défectueuse
Cause :
Solution :
Selon le système, le réglage du frein du dévidoir ou de la source de
courant est trop serré
Régler le frein moins fort
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
L'orifice du tube de contact est obturé
Remplacer le tube de contact
Âme de guidage du fil ou système de guidage du fil défectueux
Vérifier que l'âme de guidage du fil ou l'embout de guide-fil n'est ni
plié(e), ni encrassé(e), etc.
Remplacer l'âme de guidage du fil ou l'embout de guide-fil s'ils sont
défectueux
Galets d'entraînement non adaptés au fil-électrode utilisé
Utiliser des galets d'entraînement adaptés
Pression d'appui des galets d'entraînement incorrecte
Optimiser la pression d'appui
Galets d'entraînement encrassés ou endommagés
Nettoyer ou remplacer les galets d'entraînement
Âme de guidage du fil obturée ou pliée
Changer l'âme de guidage du fil
Âme de guidage du fil trop courte après égalisation
Remplacer l'âme de guidage du fil et couper la nouvelle à la bonne
longueur
Cause :
Solution :
Cause :
Solution :
Cause:
Solution:
La buse de gaz devient très chaude
Cause:
Remède:
Abrasion du fil-électrode en raison d'une pression d'appui trop élevée
au niveau des galets d'entraînement
Réduire la pression d'appui au niveau des galets d'entraînement
Fil-électrode encrassé ou rouillé
Utiliser un fil-électrode de plus grande qualité, sans impureté
pour une âme de guidage du fil en acier, utilisation d'une âme de guidage du fil sans revêtement
utiliser une âme de guidage du fil avec revêtement
Pas de dissipation thermique en raison d’une fixation trop lâche de la
buse de gaz
Visser la buse de gaz jusqu’à la butée
48

La torche de soudage devient très chaude
Cause :
Solution :
Sur les torches de soudage Multilock uniquement : Écrou-raccord du
corps de torche de soudage desserré
Serrer l'écrou-raccord
FR
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Courte durée de vie du tube contact
Cause :
Solution :
Cause :
Solution :
La torche de soudage a été utilisée au-delà de l'intensité de soudage
maximale
Baisser la puissance de soudage ou utiliser une torche de soudage
plus puissante
Torche de soudage insuffisamment dimensionnée
Respecter le facteur de marche et les limites de charge
Uniquement pour les installations refroidies par eau : Débit de réfrigérant trop faible
Contrôler le niveau de réfrigérant, le volume du débit de réfrigérant,
l'encrassement du réfrigérant, la pose du faisceau de liaison, etc.
L'extrémité de la torche de soudage est trop proche de l'arc électrique
Augmenter le Stickout
Galets d'entraînement non adaptés
Utiliser des galets d'entraînement adaptés
Abrasion du fil-électrode en raison d'une pression d'appui trop élevée
au niveau des galets d'entraînement
Réduire la pression d'appui au niveau des galets d'entraînement
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
REMARQUE!
Dans le cas des applications CrNi, l'usure du tube contact peut être plus importante en raison de la composition de la surface du fil-électrode CrNi.
Fil-électrode encrassé/rouillé
Utiliser un fil-électrode de plus grande qualité, sans impureté
Fil-électrode non-revêtu
Utiliser un fil-électrode disposant du revêtement approprié
Mauvaise dimension du tube contact
Dimensionner correctement le tube contact
Facteur de marche de la torche de soudage trop long
Diminuer le facteur de marche ou utiliser une torche de soudage plus
puissante
Surchauffe du tube contact. Pas de dissipation thermique en raison
d'une fixation trop lâche du tube contact
Visser le tube contact
49

Dysfonctionnement de la gâchette de la torche
Cause :
Solution :
La connexion entre la torche de soudage et la source de courant est
défectueuse
Établir les connexions de manière conforme / adresser la source de
courant ou la torche de soudage au S.A.V.
Cause :
Solution :
Cause :
Solution :
Porosité de la soudure
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Présence d'impuretés entre la gâchette de torche et son boîtier
Procéder au nettoyage
Câble de commande défectueux
Contacter le service après-vente
Formation de projections dans la buse gaz, d'où une protection gazeuse insuffisante de la soudure
Enlever les projections de soudure
Présence de trous dans le tuyau de gaz ou raccordement incorrect du
tuyau de gaz
Remplacer le tuyau de gaz
Le joint torique du raccord central est entaillé ou défectueux
Remplacer le joint torique
Humidité / condensation dans la conduite de gaz
Sécher la conduite de gaz
Débit de gaz trop fort ou trop faible
Corriger le débit de gaz
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Quantité de gaz insuffisante au début ou à la fin du soudage
Augmenter le prédébit de gaz et le postdébit de gaz
Fil-électrode rouillé ou de mauvaise qualité
Utiliser un fil-électrode de plus grande qualité, sans impureté
S'applique aux torches de soudage refroidies par gaz : Sortie de gaz
sur des âmes de guidage du fil non isolées
Pour les torches refroidies au gaz, n'utilisez que des âmes de guidage
du fil isolées
Agent de séparation en quantité excessive
Enlever l'agent de séparation en excès / Appliquer moins d'agent de
séparation
50

Maintenance
Reconnaître les
pièces d'usure
défectueuses
1.
2.
3.
4.
5.
6.
Porte-buse
Bords extérieurs brûlés, rainures
-
Présence de projections de soudure excessives
-
Protection anti-projections (uniquement pour les torches de soudage refroidies par eau)
Bords extérieurs brûlés, rainures
-
Buse d'aspiration
Bords extérieurs brûlés, rainures
-
Tube contact
Orifices d'entrée et de sortie du fil usés (ovales)
-
Présence de projections de soudure excessives
-
Brûlures au niveau de l'extrémité avant du tube contact
-
Buse de gaz
Présence de projections de soudure excessives
-
Bords extérieurs brûlés
-
Rainures
-
Éléments d'isolation
Bords extérieurs brûlés, rainures
-
FR
51

Maintenance au
début de chaque
journée de travail
Vérifier la buse d'aspiration et la remplacer en cas d'endommagements :
1
Libérer la buse de gaz, le tube contact, la protection anti-projections (uniquement pour les torches de soudage refroidies par eau), le porte-buse et les
éléments d'isolation des projections de soudure, vérifier s'ils sont endommagés
et remplacer les pièces endommagées :
2
52
En supplément à chaque mise en service, pour les torches de soudage refroi-
3
dies par eau :
S'assurer que tous les connecteurs de réfrigérant sont étanches
-
Vérifier la présence d'un reflux de réfrigérant conforme. Pour plus d'in-
-
formations, voir la documentation utilisateur du refroidisseur

Maintenance
toutes les
48 heures
Ouvrir et fermer le régulateur de flux d'air toutes les 48 heures :
Mettre en marche l'aspiration
1
2
FR
Ouvrir et fermer le régulateur de flux d'air
Si les entrées d'air sont encrassées et/ou si le régulateur de flux d'air ne s'ouvre
plus facilement, nettoyer les entrées d'air à l'air comprimé :
3
S'assurer que les particules libérées lors du nettoyage sont absorbées par l'aspiration
53

Maintenance à
chaque remplacement de la bobine de fil/
bobine type panier
Nettoyer la gaine de dévidoir avec de l'air comprimé à débit réduit :
1
Démonter les pièces d'usure
Mettre en marche l'aspiration
2
3
54
Nettoyer le faisceau de liaison ; s'assurer que les particules libérées lors du nettoyage sont absorbées
par l'aspiration

Recommandé - Remplacer la gaine guide-fil ; nettoyer les pièces d'usure avant
d'installer une gaine guide-fil neuve :
4
FR
Nettoyer le tube contact, la protection anti-projections et le porte-buse avec de l'air comprimé ; s'assurer que les particules libérées lors du nettoyage sont absorbées par le système d'aspiration
5
Nettoyer la buse d'aspiration et la buse de gaz avec une brosse
55

56

Caractéristiques techniques
57

58

Caractéristiques techniques des torches de soudage refroidies par eau
Généralités Mesure de la tension (V-Peak) :
pour torches de soudage manuelles : 113 V
-
pour torches de soudage à guidage mécanique : 141 V
-
Caractéristiques techniques de la gâchette de la torche :
U
-
-
L'utilisation de la gâchette de la torche est uniquement autorisée dans le cadre
des caractéristiques techniques.
Ce produit satisfait aux exigences de la norme
-
-
L'efficacité de détection des fumées de soudage par les dispositifs d'aspiration
intégrés aux torches de soudage (selon EN ISO 21904-3) dépend de plusieurs
facteurs d'influence, tels que :
-
-
-
-
-
-
-
-
-
= 5 V
max
I
= 10 mA
max
EN CEI 60974-7 / - 10 CI. A et
EN ISO 21904-1.
la qualité de la pièce à usiner et la fumée qui en résulte lors du soudage ;
le mode opératoire de soudage ;
le sens de soudage (en tirant ou en poussant) ;
les positions de soudage (PA, PC, PF, etc.) ;
la géométrie de la pièce à souder (conception ouverte ou fermée, etc.) ;
le débit du gaz de protection ;
l'angle de placement de la torche de soudage ;
les conditions environnementales ;
etc.
FR
Caractéristiques
techniques
torche de soudage MTW Exento
MTW 300i Exento | Longueur de la torche de soudage = 3,5 m (11 ft. 5.8 in.)
Intensité de soudage à 10 min/40 °C (104 °F) ;
les valeurs s'appliquent au CO2 et au gaz mixte comme
gaz de protection
(EN ISO 14175)
Débit d'aspiration à l'extrémité avant de la torche de
soudage Q
Débit d'aspiration au niveau du raccord d'aspiration de
la torche de soudage Q
Dépression nécessaire Δpc au niveau du raccord d'aspiration de la torche de soudage (EN CEI ISO 21904-1)
Puissance minimale de refroidissement nécessaire
conformément à la norme CEI 60974-2
Débit minimal nécessaire de réfrigérant Q
Pression minimale nécessaire de réfrigérant p
Pression maximale admissible de réfrigérant p
(EN CEI ISO 21904-1)
v,n
(EN CEI ISO 21904-1)
v,c
min
min
max
100 % f.m.1) / 300 A
52 m3/h (1837 cfh)
95 m3/h (1837 cfh)
13,5 kPa (135 mbar)
700 W
1 l/min
(0.26 gal. [US[/min)
3 bar (43 psi)
5,5 bar (79 psi)
59

MTW 300i Exento | Longueur de la torche de soudage = 3,5 m (11 ft. 5.8 in.)
Fils-électrodes admissibles (diamètre)
0,8 à 1,2 mm
(0.032 à 0.047 in.)
MTW 300i Exento | Longueur de la torche de soudage = 4,5 m (14 ft. 9.17 in.)
Intensité de soudage à 10 min/40 °C (104 °F) ;
100 % f.m.1) / 300 A
les valeurs s'appliquent au CO2 et au gaz mixte comme
gaz de protection
(EN ISO 14175)
Débit d'aspiration à l'extrémité avant de la torche de
soudage Q
(EN CEI ISO 21904-1)
v,n
Débit d'aspiration au niveau du raccord d'aspiration de
la torche de soudage Q
(EN CEI ISO 21904-1)
v,c
Dépression nécessaire Δpc au niveau du raccord d'aspir-
52 m3/h (1837 cfh)
100 m3/h (3532 cfh)
15 kPa (150 mbar)
ation de la torche de soudage (EN CEI ISO 21904-1)
Puissance minimale de refroidissement nécessaire
900 W
conformément à la norme CEI 60974-2
Débit minimal nécessaire de réfrigérant Q
min
1 l/min
(0.26 gal. [US[/min)
Pression minimale nécessaire de réfrigérant p
Pression maximale admissible de réfrigérant p
min
max
3 bar (43 psi)
5,5 bar (79 psi)
Fils-électrodes admissibles (diamètre)
0,8 à 1,2 mm
(0.032 à 0.047 in.)
MTW 300d Exento | Longueur de la torche de soudage = 3,5 m (11 ft. 5.8 in.)
Intensité de soudage à 10 min/40 °C (104 °F) ;
100 % f.m.1) / 300 A
les valeurs s'appliquent au CO2 et au gaz mixte comme
gaz de protection
(EN ISO 14175)
Débit d'aspiration à l'extrémité avant de la torche de
soudage Q
(EN CEI ISO 21904-1)
v,n
Débit d'aspiration au niveau du raccord d'aspiration de
la torche de soudage Q
(EN CEI ISO 21904-1)
v,c
Dépression nécessaire Δpc au niveau du raccord d'aspir-
52 m3/h (1837 cfh)
95 m3/h (1837 cfh)
13,5 kPa (135 mbar)
ation de la torche de soudage (EN CEI ISO 21904-1)
Puissance minimale de refroidissement nécessaire
700 W
conformément à la norme CEI 60974-2
Débit minimal nécessaire de réfrigérant Q
min
1 l/min
(0.26 gal. [US[/min)
Pression minimale nécessaire de réfrigérant p
Pression maximale admissible de réfrigérant p
min
max
3 bar (43 psi)
5,5 bar (79 psi)
60
Fils-électrodes admissibles (diamètre)
0,8 à 1,2 mm
(0.032 à 0.047 in.)

MTW 300d Exento | Longueur de la torche de soudage = 4,5 m (14 ft. 9.17 in.)
Intensité de soudage à 10 min/40 °C (104 °F) ;
les valeurs s'appliquent au CO2 et au gaz mixte comme
gaz de protection
(EN ISO 14175)
Débit d'aspiration à l'extrémité avant de la torche de
soudage Q
(EN CEI ISO 21904-1)
v,n
Débit d'aspiration au niveau du raccord d'aspiration de
la torche de soudage Q
(EN CEI ISO 21904-1)
v,c
Dépression nécessaire Δpc au niveau du raccord d'aspiration de la torche de soudage (EN CEI ISO 21904-1)
Puissance minimale de refroidissement nécessaire
conformément à la norme CEI 60974-2
Débit minimal nécessaire de réfrigérant Q
Pression minimale nécessaire de réfrigérant p
Pression maximale admissible de réfrigérant p
min
min
max
Fils-électrodes admissibles (diamètre)
100 % f.m.1) / 300 A
52 m3/h (1837 cfh)
100 m3/h (3532 cfh)
15 kPa (150 mbar)
900 W
1 l/min
(0.26 gal. [US[/min)
3 bar (43 psi)
5,5 bar (79 psi)
0,8 à 1,2 mm
(0.032 à 0.047 in.)
FR
MTW 500i Exento | Longueur de la torche de soudage = 3,5 m (11 ft. 5.8 in.)
Intensité de soudage à 10 min/40 °C (104 °F) ;
les valeurs s'appliquent au CO2 et au gaz mixte comme
100 % f.m.1) / 400 A
40 % f.m.1) / 500 A
gaz de protection
(EN ISO 14175)
Débit d'aspiration à l'extrémité avant de la torche de
soudage Q
(EN CEI ISO 21904-1)
v,n
Débit d'aspiration au niveau du raccord d'aspiration de
la torche de soudage Q
(EN CEI ISO 21904-1)
v,c
Dépression nécessaire Δpc au niveau du raccord d'aspir-
57 m3/h (2013 cfh)
100 m3/h (3532 cfh)
11,9 kPa (119 mbar)
ation de la torche de soudage (EN CEI ISO 21904-1)
Puissance minimale de refroidissement nécessaire
1 000 W
conformément à la norme CEI 60974-2
Débit minimal nécessaire de réfrigérant Q
min
1 l/min
(0.26 gal. [US[/min)
Pression minimale nécessaire de réfrigérant p
Pression maximale admissible de réfrigérant p
Fils-électrodes admissibles (diamètre)
min
max
3 bar (43 psi)
5,5 bar (79 psi)
1 à 1,6 mm
(0.039 à 0.063 in.)
MTW 500i Exento | Longueur de la torche de soudage = 4,5 m (14 ft. 9.17 in.)
Intensité de soudage à 10 min/40 °C (104 °F) ;
les valeurs s'appliquent au CO2 et au gaz mixte comme
100 % f.m.1) / 400 A
40 % f.m.1) / 500 A
gaz de protection
(EN ISO 14175)
Débit d'aspiration à l'extrémité avant de la torche de
soudage Q
(EN CEI ISO 21904-1)
v,n
57 m3/h (2013 cfh)
61

MTW 500i Exento | Longueur de la torche de soudage = 4,5 m (14 ft. 9.17 in.)
Débit d'aspiration au niveau du raccord d'aspiration de
la torche de soudage Q
(EN CEI ISO 21904-1)
v,c
Dépression nécessaire Δpc au niveau du raccord d'aspir-
105 m3/h (3709 cfh)
14 kPa (140 mbar)
ation de la torche de soudage (EN CEI ISO 21904-1)
Puissance minimale de refroidissement nécessaire
1 200 W
conformément à la norme CEI 60974-2
Débit minimal nécessaire de réfrigérant Q
min
1 l/min
(0.26 gal. [US[/min)
Pression minimale nécessaire de réfrigérant p
Pression maximale admissible de réfrigérant p
Fils-électrodes admissibles (diamètre)
min
max
3 bar (43 psi)
5,5 bar (79 psi)
1 à 1,6 mm
(0.039 à 0.063 in.)
MTW 500d Exento | Longueur de la torche de soudage = 3,5 m (11 ft. 5.8 in.)
Intensité de soudage à 10 min/40 °C (104 °F) ;
les valeurs s'appliquent au CO2 et au gaz mixte comme
100 % f.m.1) / 400 A
40 % f.m.1) / 500 A
gaz de protection
(EN ISO 14175)
Débit d'aspiration à l'extrémité avant de la torche de
soudage Q
(EN CEI ISO 21904-1)
v,n
57 m3/h (2013 cfh)
Débit d'aspiration au niveau du raccord d'aspiration de
la torche de soudage Q
(EN CEI ISO 21904-1)
v,c
Dépression nécessaire Δpc au niveau du raccord d'aspir-
100 m3/h (3532 cfh)
11,9 kPa (119 mbar)
ation de la torche de soudage (EN CEI ISO 21904-1)
Puissance minimale de refroidissement nécessaire
1 000 W
conformément à la norme CEI 60974-2
Débit minimal nécessaire de réfrigérant Q
min
1 l/min
(0.26 gal. [US[/min)
Pression minimale nécessaire de réfrigérant p
Pression maximale admissible de réfrigérant p
Fils-électrodes admissibles (diamètre)
min
max
3 bar (43 psi)
5,5 bar (79 psi)
1 à 1,6 mm
(0.039 à 0.063 in.)
MTW 500d Exento | Longueur de la torche de soudage = 4,5 m (14 ft. 9.17 in.)
Intensité de soudage à 10 min/40 °C (104 °F) ;
les valeurs s'appliquent au CO2 et au gaz mixte comme
100 % f.m.1) / 400 A
40 % f.m.1) / 500 A
gaz de protection
(EN ISO 14175)
Débit d'aspiration à l'extrémité avant de la torche de
soudage Q
(EN CEI ISO 21904-1)
v,n
57 m3/h (2013 cfh)
62
Débit d'aspiration au niveau du raccord d'aspiration de
la torche de soudage Q
(EN CEI ISO 21904-1)
v,c
Dépression nécessaire Δpc de l'aspiration
(EN CEI ISO 21904-1)
Puissance minimale de refroidissement conformément
à la norme CEI 60974-2
105 m3/h (3709 cfh)
14 kPa (140 mbar)
1 200 W

MTW 500d Exento | Longueur de la torche de soudage = 4,5 m (14 ft. 9.17 in.)
Débit minimal de réfrigérant Q
min
Pression minimale de réfrigérant p
Pression maximale de réfrigérant p
Fils-électrodes admissibles (diamètre)
1)
ED = facteur de marche ; temps d'arrêt de l'aspiration après la fin du soudage = 30 secondes
min
max
1 l/min
(0.26 gal. [US[/min)
3 bar (43 psi)
5,5 bar (79 psi)
1 à 1,6 mm
(0.039 à 0.063 in.)
FR
63

Caractéristiques techniques des torches AL
Généralités Mesure de la tension (V-Peak) :
pour torches de soudage manuelles : 113 V
-
pour torches de soudage à guidage mécanique : 141 V
-
Caractéristiques techniques de la gâchette de la torche :
U
-
-
L'utilisation de la gâchette de la torche est uniquement autorisée dans le cadre
des caractéristiques techniques.
Ce produit satisfait aux exigences de la norme
-
-
L'efficacité de détection des fumées de soudage par les dispositifs d'aspiration
intégrés aux torches de soudage (selon EN ISO 21904-3) dépend de plusieurs
facteurs d'influence, tels que :
-
-
-
-
-
-
-
-
-
= 5 V
max
I
= 10 mA
max
EN CEI 60974-7 / - 10 CI. A et
EN ISO 21904-1.
la qualité de la pièce à usiner et la fumée qui en résulte lors du soudage ;
le mode opératoire de soudage ;
le sens de soudage (en tirant ou en poussant) ;
les positions de soudage (PA, PC, PF, etc.) ;
la géométrie de la pièce à souder (conception ouverte ou fermée, etc.) ;
le débit du gaz de protection ;
l'angle de placement de la torche de soudage ;
les conditions environnementales ;
etc.
Caractéristiques
techniques
torche de soudage MTG Exento
MTG 250i Exento | Longueur de la torche de soudage = 3,5 m (11 ft. 5.8 in.)
Intensité de soudage à 10 min/40 °C (104 °F) ;
les valeurs s'appliquent au CO2 comme gaz de protec-
tion
(EN ISO 14175)
Intensité de soudage à 10 min/40 °C (104 °F) ;
les valeurs s'appliquent au gaz mixte comme gaz de protection
(EN ISO 14175)
Débit d'aspiration à l'extrémité avant de la torche de
soudage Q
Débit d'aspiration au niveau du raccord d'aspiration de
la torche de soudage Q
Dépression nécessaire Δpc au niveau du raccord d'aspiration de la torche de soudage (EN CEI ISO 21904-1)
Fils-électrodes admissibles (diamètre)
(EN CEI ISO 21904-1)
v,n
(EN CEI ISO 21904-1)
v,c
40 % f.m.1) / 250 A
60 % f.m.1) 210 A
100 % f.m.1) / 170 A
40 % f.m.1) / 250 A
60 % f.m.1) 210 A
100 % f.m.1) / 170 A
52 m3/h (1837 cfh)
70 m3/h (2472 cfh)
10 kPa (100 mbar)
0,8 à 1,2 mm
(0.032 à 0.047 in.)
64

MTG 250i Exento | Longueur de la torche de soudage = 4,5 m (14 ft. 9.17 in.)
Intensité de soudage à 10 min/40 °C (104 °F) ;
les valeurs s'appliquent au CO2 comme gaz de protec-
tion
40 % f.m.1) / 250 A
60 % f.m.1) 210 A
100 % f.m.1) / 170 A
(EN ISO 14175)
Intensité de soudage à 10 min/40 °C (104 °F) ;
les valeurs s'appliquent au gaz mixte comme gaz de protection
(EN ISO 14175)
Débit d'aspiration à l'extrémité avant de la torche de
soudage Q
(EN CEI ISO 21904-1)
v,n
Débit d'aspiration au niveau du raccord d'aspiration de
la torche de soudage Q
(EN CEI ISO 21904-1)
v,c
Dépression nécessaire Δpc au niveau du raccord d'aspir-
40 % f.m.1) / 250 A
60 % f.m.1) 210 A
100 % f.m.1) / 170 A
52 m3/h (1837 cfh)
80 m3/h (2526 cfh)
10,8 kPa (108 mbar)
ation de la torche de soudage (EN CEI ISO 21904-1)
Fils-électrodes admissibles (diamètre)
0,8 à 1,2 mm
(0.032 à 0.047 in.)
MTG 250d Exento | Longueur de la torche de soudage = 3,5 m (11 ft. 5.8 in.)
Intensité de soudage à 10 min/40 °C (104 °F) :
les valeurs s'appliquent au CO2 comme gaz de protec-
tion
40 % f.m.1) / 250 A
60 % f.m.1) 210 A
100 % f.m.1) / 170 A
(EN ISO 14175)
FR
Intensité de soudage à 10 min/40 °C (104 °F) ;
les valeurs s'appliquent au gaz mixte comme gaz de protection
(EN ISO 14175)
Débit d'aspiration à l'extrémité avant de la torche de
soudage Q
(EN CEI ISO 21904-1)
v,n
Débit d'aspiration au niveau du raccord d'aspiration de
la torche de soudage Q
(EN CEI ISO 21904-1)
v,c
Dépression nécessaire Δpc au niveau du raccord d'aspir-
40 % f.m.1) / 200 A
60 % f.m.1) 160 A
100 % f.m.1) / 120 A
52 m3/h (1837 cfh)
70 m3/h (2472 cfh)
10 kPa (100 mbar)
ation de la torche de soudage (EN CEI ISO 21904-1)
Fils-électrodes admissibles (diamètre)
0,8 à 1,2 mm
(0.032 à 0.047 in.)
MTG 250d Exento | Longueur de la torche de soudage = 4,5 m (14 ft. 9.17 in.)
Intensité de soudage à 10 min/40 °C (104 °F) :
les valeurs s'appliquent au CO2 comme gaz de protec-
tion
40 % f.m.1) / 250 A
60 % f.m.1) 210 A
100 % f.m.1) / 170 A
(EN ISO 14175)
Intensité de soudage à 10 min/40 °C (104 °F) ;
les valeurs s'appliquent au gaz mixte comme gaz de protection
(EN ISO 14175)
40 % f.m.1) / 200 A
60 % f.m.1) 160 A
100 % f.m.1) / 120 A
Débit d'aspiration à l'extrémité avant de la torche de
soudage Q
(EN CEI ISO 21904-1)
v,n
Débit d'aspiration au niveau du raccord d'aspiration de
la torche de soudage Q
(EN CEI ISO 21904-1)
v,c
52 m3/h (1837 cfh)
80 m3/h (2526 cfh)
65

MTG 250d Exento | Longueur de la torche de soudage = 4,5 m (14 ft. 9.17 in.)
Dépression nécessaire Δpc au niveau du raccord d'aspir-
10,8 kPa (108 mbar)
ation de la torche de soudage (EN CEI ISO 21904-1)
Fils-électrodes admissibles (diamètre)
0,8 à 1,2 mm
(0.032 à 0.047 in.)
MTG 320i Exento | Longueur de la torche de soudage = 3,5 m (11 ft. 5.8 in.)
Intensité de soudage à 10 min/40 °C (104 °F) :
les valeurs s'appliquent au CO2 comme gaz de protec-
tion
40 % f.m.1) / 320 A
60 % f.m.1) 260 A
100 % f.m.1) / 210 A
(EN ISO 14175)
Intensité de soudage à 10 min/40 °C (104 °F) ;
les valeurs s'appliquent au gaz mixte comme gaz de protection
(EN ISO 14175)
Débit d'aspiration à l'extrémité avant de la torche de
soudage Q
(EN CEI ISO 21904-1)
v,n
Débit d'aspiration au niveau du raccord d'aspiration de
la torche de soudage Q
(EN CEI ISO 21904-1)
v,c
Dépression nécessaire Δpc au niveau du raccord d'aspir-
40 % f.m.1) / 320 A
60 % f.m.1) 260 A
100 % f.m.1) / 210 A
57 m3/h (2013 cfh)
90 m3/h (3179 cfh)
10,2 kPa (102 mbar)
ation de la torche de soudage (EN CEI ISO 21904-1)
Fils-électrodes admissibles (diamètre)
0,8 à 1,6 mm
(0.032 à 0.063 in.)
MTG 320i Exento | Longueur de la torche de soudage = 4,5 m (14 ft. 9.17 in.)
Intensité de soudage à 10 min/40 °C (104 °F) :
les valeurs s'appliquent au CO2 comme gaz de protec-
tion
40 % f.m.1) / 320 A
60 % f.m.1) 260 A
100 % f.m.1) / 210 A
(EN ISO 14175)
Intensité de soudage à 10 min/40 °C (104 °F) ;
les valeurs s'appliquent au gaz mixte comme gaz de protection
(EN ISO 14175)
Débit d'aspiration à l'extrémité avant de la torche de
soudage Q
(EN CEI ISO 21904-1)
v,n
Débit d'aspiration au niveau du raccord d'aspiration de
la torche de soudage Q
(EN CEI ISO 21904-1)
v,c
Dépression nécessaire Δpc au niveau du raccord d'aspir-
40 % f.m.1) / 320 A
60 % f.m.1) 260 A
100 % f.m.1) / 210 A
57 m3/h (2013 cfh)
94 m3/h (3320 cfh)
11 kPa (110 mbar)
ation de la torche de soudage (EN CEI ISO 21904-1)
Fils-électrodes admissibles (diamètre)
0,8 à 1,6 mm
(0.032 à 0.063 in.)
66
MTG 320d Exento | Longueur de la torche de soudage = 3,5 m (11 ft. 5.8 in.)
Intensité de soudage à 10 min/40 °C (104 °F) :
les valeurs s'appliquent au CO2 comme gaz de protec-
tion
40 % f.m.1) / 320 A
60 % f.m.1) 260 A
100 % f.m.1) / 210 A
(EN ISO 14175)

MTG 320d Exento | Longueur de la torche de soudage = 3,5 m (11 ft. 5.8 in.)
Intensité de soudage à 10 min/40 °C (104 °F) ;
les valeurs s'appliquent au gaz mixte comme gaz de protection
(EN ISO 14175)
Débit d'aspiration à l'extrémité avant de la torche de
soudage Q
(EN CEI ISO 21904-1)
v,n
Débit d'aspiration au niveau du raccord d'aspiration de
la torche de soudage Q
(EN CEI ISO 21904-1)
v,c
Dépression nécessaire Δpc au niveau du raccord d'aspir-
40 % f.m.1) / 260 A
60 % f.m.1) 210 A
100 % f.m.1) / 160 A
57 m3/h (2013 cfh)
90 m3/h (3179 cfh)
10,2 kPa (102 mbar)
ation de la torche de soudage (EN CEI ISO 21904-1)
Fils-électrodes admissibles (diamètre)
0,8 à 1,6 mm
(0.032 à 0.063 in.)
MTG 320d Exento | Longueur de la torche de soudage = 4,5 m (14 ft. 9.17 in.)
Intensité de soudage à 10 min/40 °C (104 °F) :
les valeurs s'appliquent au CO2 comme gaz de protec-
tion
40 % f.m.1) / 320 A
60 % f.m.1) 260 A
100 % f.m.1) / 210 A
(EN ISO 14175)
Intensité de soudage à 10 min/40 °C (104 °F) ;
les valeurs s'appliquent au gaz mixte comme gaz de protection
(EN ISO 14175)
40 % f.m.1) / 260 A
60 % f.m.1) 210 A
100 % f.m.1) / 160 A
FR
Débit d'aspiration à l'extrémité avant de la torche de
soudage Q
(EN CEI ISO 21904-1)
v,n
Débit d'aspiration au niveau du raccord d'aspiration de
la torche de soudage Q
(EN CEI ISO 21904-1)
v,c
Dépression nécessaire Δpc au niveau du raccord d'aspir-
57 m3/h (2013 cfh)
94 m3/h (3320 cfh)
11 kPa (110 mbar)
ation de la torche de soudage (EN CEI ISO 21904-1)
Fils-électrodes admissibles (diamètre)
0,8 à 1,6 mm
(0.032 à 0.063 in.)
MTG 400i Exento | Longueur de la torche de soudage = 3,5 m (11 ft. 5.8 in.)
Intensité de soudage à 10 min/40 °C (104 °F) :
les valeurs s'appliquent au CO2 comme gaz de protec-
tion
30 % f.m.1) / 400 A
60 % f.m.1) 320 A
100 % f.m.1) / 260 A
(EN ISO 14175)
Intensité de soudage à 10 min/40 °C (104 °F) ;
les valeurs s'appliquent au gaz mixte comme gaz de protection
(EN ISO 14175)
Débit d'aspiration à l'extrémité avant de la torche de
soudage Q
(EN CEI ISO 21904-1)
v,n
30 % f.m.1) / 400 A
60 % f.m.1) 320 A
100 % f.m.1) / 260 A
57 m3/h (2013 cfh)
Débit d'aspiration au niveau du raccord d'aspiration de
la torche de soudage Q
(EN CEI ISO 21904-1)
v,c
Dépression nécessaire Δpc au niveau du raccord d'aspiration de la torche de soudage (EN CEI ISO 21904-1)
Fils-électrodes admissibles (diamètre)
90 m3/h (3179 cfh)
10,2 kPa (102 mbar)
0,8 à 1,6 mm
(0.032 à 0.063 in.)
67

MTG 400i Exento | Longueur de la torche de soudage = 4,5 m (14 ft. 9.17 in.)
Intensité de soudage à 10 min/40 °C (104 °F) :
les valeurs s'appliquent au CO2 comme gaz de protec-
tion
30 % f.m.1) / 400 A
60 % f.m.1) 320 A
100 % f.m.1) / 260 A
(EN ISO 14175)
Intensité de soudage à 10 min/40 °C (104 °F) ;
les valeurs s'appliquent au gaz mixte comme gaz de protection
(EN ISO 14175)
Débit d'aspiration à l'extrémité avant de la torche de
soudage Q
(EN CEI ISO 21904-1)
v,n
Débit d'aspiration au niveau du raccord d'aspiration de
la torche de soudage Q
(EN CEI ISO 21904-1)
v,c
Dépression nécessaire Δpc au niveau du raccord d'aspir-
30 % f.m.1) / 400 A
60 % f.m.1) 320 A
100 % f.m.1) / 260 A
57 m3/h (2013 cfh)
94 m3/h (3320 cfh)
11 kPa (110 mbar)
ation de la torche de soudage (EN CEI ISO 21904-1)
Fils-électrodes admissibles (diamètre)
0,8 à 1,6 mm
(0.032 à 0.063 in.)
MTG 400d Exento | Longueur de la torche de soudage = 3,5 m (11 ft. 5.8 in.)
Intensité de soudage à 10 min/40 °C (104 °F) :
les valeurs s'appliquent au CO2 comme gaz de protec-
tion
30 % f.m.1) / 400 A
60 % f.m.1) 320 A
100 % f.m.1) / 260 A
(EN ISO 14175)
Intensité de soudage à 10 min/40 °C (104 °F) ;
les valeurs s'appliquent au gaz mixte comme gaz de protection
(EN ISO 14175)
Débit d'aspiration à l'extrémité avant de la torche de
soudage Q
(EN CEI ISO 21904-1)
v,n
Débit d'aspiration au niveau du raccord d'aspiration de
la torche de soudage Q
(EN CEI ISO 21904-1)
v,c
Dépression nécessaire Δpc au niveau du raccord d'aspir-
30 % f.m.1) / 320 A
60 % f.m.1) 260 A
100 % f.m.1) / 210 A
57 m3/h (2013 cfh)
90 m3/h (3179 cfh)
10,2 kPa (102 mbar)
ation de la torche de soudage (EN CEI ISO 21904-1)
Fils-électrodes admissibles (diamètre)
0,8 à 1,6 mm
(0.032 à 0.063 in.)
MTG 400d Exento | Longueur de la torche de soudage = 4,5 m (14 ft. 9.17 in.)
Intensité de soudage à 10 min/40 °C (104 °F) :
les valeurs s'appliquent au CO2 comme gaz de protec-
tion
30 % f.m.1) / 400 A
60 % f.m.1) 320 A
100 % f.m.1) / 260 A
(EN ISO 14175)
Intensité de soudage à 10 min/40 °C (104 °F) ;
les valeurs s'appliquent au gaz mixte comme gaz de protection
(EN ISO 14175)
30 % f.m.1) / 320 A
60 % f.m.1) 260 A
100 % f.m.1) / 210 A
68
Débit d'aspiration à l'extrémité avant de la torche de
soudage Q
(EN CEI ISO 21904-1)
v,n
Débit d'aspiration au niveau du raccord d'aspiration de
la torche de soudage Q
(EN CEI ISO 21904-1)
v,c
57 m3/h (2013 cfh)
94 m3/h (3320 cfh)

MTG 400d Exento | Longueur de la torche de soudage = 4,5 m (14 ft. 9.17 in.)
Dépression nécessaire Δpc au niveau du raccord d'aspiration de la torche de soudage (EN CEI ISO 21904-1)
Fils-électrodes admissibles (diamètre)
1)
ED = facteur de marche ; temps d'arrêt de l'aspiration après la fin du soudage = 30 secondes
11 kPa (110 mbar)
0,8 à 1,6 mm
(0.032 à 0.063 in.)
FR
69

70

FR
71

 Loading...
Loading...