


Operating
manuals.fronius.com/
html/4204260459
e-Manual
Instructions
MTG Exento
MTW Exento
Istruzioni per l'uso
IT
42,0426,0459,IT 005-21092022


Indice
Sicurezza, informazioni sul corretto utilizzo 5
Sicurezza 7
Sicurezza 7
Destinazione d'uso, requisiti del sistema di aspirazione 9
Uso prescritto 9
Requisiti dell'unità di aspirazione 9
Informazioni sull'aspirazione sulla targhetta 11
Interfacce disponibili, funzioni del tasto della torcia 13
Interfacce disponibili 15
Funzione 15
Funzione 15
Funzioni del tasto della torcia 16
Funzioni del tasto della torcia a due stadi 16
Messa in funzione 17
Procedura di messa in servizio 19
Procedura di messa in funzione per torce per saldatura con attacco Fronius System Connector
Procedura di messa in servizio per torce per saldatura con attacco Euro 19
Montare la guaina guidafilo nella torcia per saldatura con attacco Fronius System Connector 20
Avvertenza relativa alla guaina guidafilo per le torce per saldatura raffreddate a gas 20
Montaggio della guaina guidafilo 21
Montare la guaina guidafilo in acciaio nella torcia per saldatura con attacco Euro 25
Montaggio della guaina guidafilo in acciaio 25
Montare la guaina guidafilo in plastica nella torcia per saldatura con attacco Euro 29
Avvertenza relativa alla guaina guidafilo per le torce per saldatura raffreddate a gas 29
Montaggio della guaina guidafilo in plastica 30
Collegamento della torcia per saldatura a dispositivi con attacco Fronius System Connector 33
Collegamento della torcia per saldatura al generatore 33
Collegamento della torcia per saldatura al carrello traina filo 34
Collegamento della torcia per saldatura a dispositivi con attacco Euro 35
Collegamento della torcia per saldatura 35
Collegare la torcia per saldatura all'unità di aspirazione e misurare l'aspirazione 36
Collegamento della torcia per saldatura all'unità di aspirazione 36
Misurare l'aspirazione (portata in volume di aspirazione) con Exentometer 36
Regolazione della potenza di aspirazione 39
Regolazione della potenza di aspirazione della torcia per saldatura 39
Impostazione della potenza di aspirazione con il regolatore del flusso d'aria esterno 41
19
IT
Diagnosi dei guasti, risoluzione dei problemi, manutenzione 43
Diagnosi e risoluzione degli errori 45
Diagnosi e risoluzione degli errori 45
Manutenzione 51
Rilevare i pezzi soggetto ad usura difettosi 51
Manutenzione all'inizio di ogni giornata lavorativa 52
Manutenzione ogni 48 ore 53
Manutenzione ad ogni sostituzione della bobina filo/bobina intrecciata 54
Dati tecnici 57
Dati tecnici delle torce per saldatura raffreddate ad acqua 59
In generale 59
Dati tecnici della torcia per saldatura MTW Exento 59
Dati tecnici delle torce per saldatura raffreddate a gas 64
In generale 64
Dati tecnici della torcia per saldatura MTG Exento 64
3

4

Sicurezza, informazioni sul corret-
to utilizzo
5

6
Sicurezza
IT
Sicurezza
PERICOLO!
Il cattivo uso dell'apparecchio e l'esecuzione errata dei lavori
possono causare gravi lesioni personali e danni materiali.
Tutti i lavori e le funzioni descritti nel presente documento devono essere
▶
eseguiti soltanto da personale tecnico qualificato.
Leggere integralmente e comprendere il presente documento.
▶
Leggere e comprendere tutte le norme di sicurezza e le documentazioni per
▶
l'utente di questo apparecchio e di tutti i componenti del sistema.
PERICOLO!
Pericolo derivante dalla corrente elettrica.
Può causare gravi lesioni personali e danni materiali.
Prima di iniziare qualsiasi lavoro, spegnere e scollegare dalla rete elettrica
▶
tutti gli apparecchi e i componenti interessati.
Assicurarsi che gli apparecchi e i componenti interessati non vengano riacce-
▶
si.
PERICOLO!
L'elettrodo a filo in uscita
Possono conseguirne gravi lesioni personali.
Tenere la torcia per saldatura in modo che la punta sia rivolta lontano da viso
▶
e corpo
Indossare occhiali protettivi adatti.
▶
Non rivolgere la torcia per saldatura verso altre persone.
▶
Assicurarsi che l'elettrodo a filo possa entrare intenzionalmente in contatto
▶
solo con oggetti elettricamente conduttivi.
PERICOLO!
Componenti del sistema e/o mezzi operativi surriscaldati
possono causare gravi ustioni.
Prima di iniziare qualsiasi lavoro, far raffreddare tutti i componenti del siste-
▶
mo e/o i mezzi operativi a +25 °C / +77 °F (ad esempio il refrigerante, i componenti del sistema raffreddati ad acqua, il motore di azionamento del carrello traina filo, ecc.).
Se non è possibile farli raffreddare, indossare dispositivi di protezione ade-
▶
guati (ad esempio guanti protettivi resistenti al calore, occhiali protettivi,
ecc.).
7
PERICOLO!
Il contatto con fumi di saldatura tossici
può causare gravi lesioni personali.
Non è consentito eseguire saldature senza aspiratori accesi.
▶
In alcune circostanze, l'uso delle sole torce aspiranti non basta per ridurre il
▶
carico di inquinanti nella postazione di lavoro. In questi casi, installare
un'aspirazione aggiuntiva per ridurre il carico di inquinanti nella postazione di
lavoro.
In caso di dubbi, far accertare il carico di inquinanti nella postazione di lavo-
▶
ro da un tecnico esperto in sicurezza.
8

Destinazione d'uso, requisiti del sistema di aspirazione
Uso prescritto La torcia per saldatura manuale MIG/MAG è destinata esclusivamente alla salda-
tura MIG/MAG in combinazione con un sistema di aspirazione sufficientemente
potente (vedere la sezione Requisiti dell'unità di aspirazione da pagina 9). Non
sono consentiti utilizzi diversi o che esulino dal tipo d'impiego per il quale l'apparecchio è stato progettato. Il produttore non si assume alcuna responsabilità per
i danni che potrebbero derivarne.
L'uso prescritto comprende anche:
la lettura integrale del presente documento
-
l'osservanza di tutte le istruzioni e norme di sicurezza contenute nel presente
-
documento
l'esecuzione dei lavori di ispezione e di manutenzione.
-
Requisiti
dell'unità di aspirazione
Utilizzare la Schweißbrenner solo con unità di aspirazione che soddisfino i seguenti requisiti:
Capacità di aspirazione (portata in volume di aspirazione) di almeno 70 - 110
-
m3/h (2472 - 3885 cfh); a seconda della torcia per saldatura utilizzata
con un valore inferiore, c'è il rischio che i fumi di saldatura non vengano
-
aspirati a sufficienza
con un valore più alto, c'è il rischio che il gas inerte venga estratto invo-
-
lontariamente dal cordone di saldatura
A seconda della lunghezza del tubo di aspirazione e della torcia per saldatu-
-
ra utilizzata, è necessario generare una pressione negativa di almeno 10 - 18
kPa (100 - 180 mbar)
quanto più corto e spesso è il tubo di aspirazione, tanto più piccolo può
-
essere il dimensionamento dell'unità di aspirazione/tanto minore deve
essere la potenza di aspirazione per garantire l'aspirazione ottimale dei
fumi di saldatura
All'aumentare dell'altitudine, la potenza di aspirazione deve essere ridotta in
-
base all'altitudine a causa delle mutate condizioni ambientali (minore pressione dell'aria, ...), ad esempio aprendo il regolatore del flusso d'aria dalla torcia per saldatura o riducendo la potenza di aspirazione
In ogni caso, i requisiti per l'aspirazione devono essere soddisfatti
-
Utilizzare l'esentometro per determinare la portata in volume di aspira-
-
zione della torcia per saldatura - per questo, vedere la sezione Misurare
l'aspirazione (portata in volume di aspirazione) con Exentometer da pa-
gina 36
IT
I requisiti esatti per l'aspirazione sono riportati sulla targhetta della rispettiva
torcia per saldatura (vedere la sezione Informazioni sull'aspirazione sulla tar-
ghetta a pagina 11) e nei dati tecnici.
9

Targhetta sulla torcia per saldatura
10

Informazioni
∆
p
c
[kPa]
Check
Qv,c [m³/h] Qv,n [m³/h]
11,0 94 57
MIXED
CO2
I2
X (40°C)
EN IEC 60974-7/-10 Cl.A
EN ISO 21904-1
Charge No.
Art.No.
Type
www.fronius.com
Q
v,n
Q
v,c
pc
pc
sull'aspirazione
sulla targhetta
IT
Esempio di targhetta
Informazioni sull'aspirazione sulla targhetta
Portata in volume di aspirazione all'estremità anteriore della torcia
per saldatura (= flusso della portata in volume di aspirazione fornito
dalla torcia per saldatura)
Portata in volume di aspirazione sul raccordo di aspirazione della
torcia per saldatura (= la portata in volume di aspirazione che il sistema di aspirazione deve fornire)
pressione negativa necessaria al raccordo di aspirazione della torcia
per saldatura (= la pressione negativa che l'aspirazione deve generare)
11

12

Interfacce disponibili, funzioni del
tasto della torcia
13

14
Interfacce disponibili
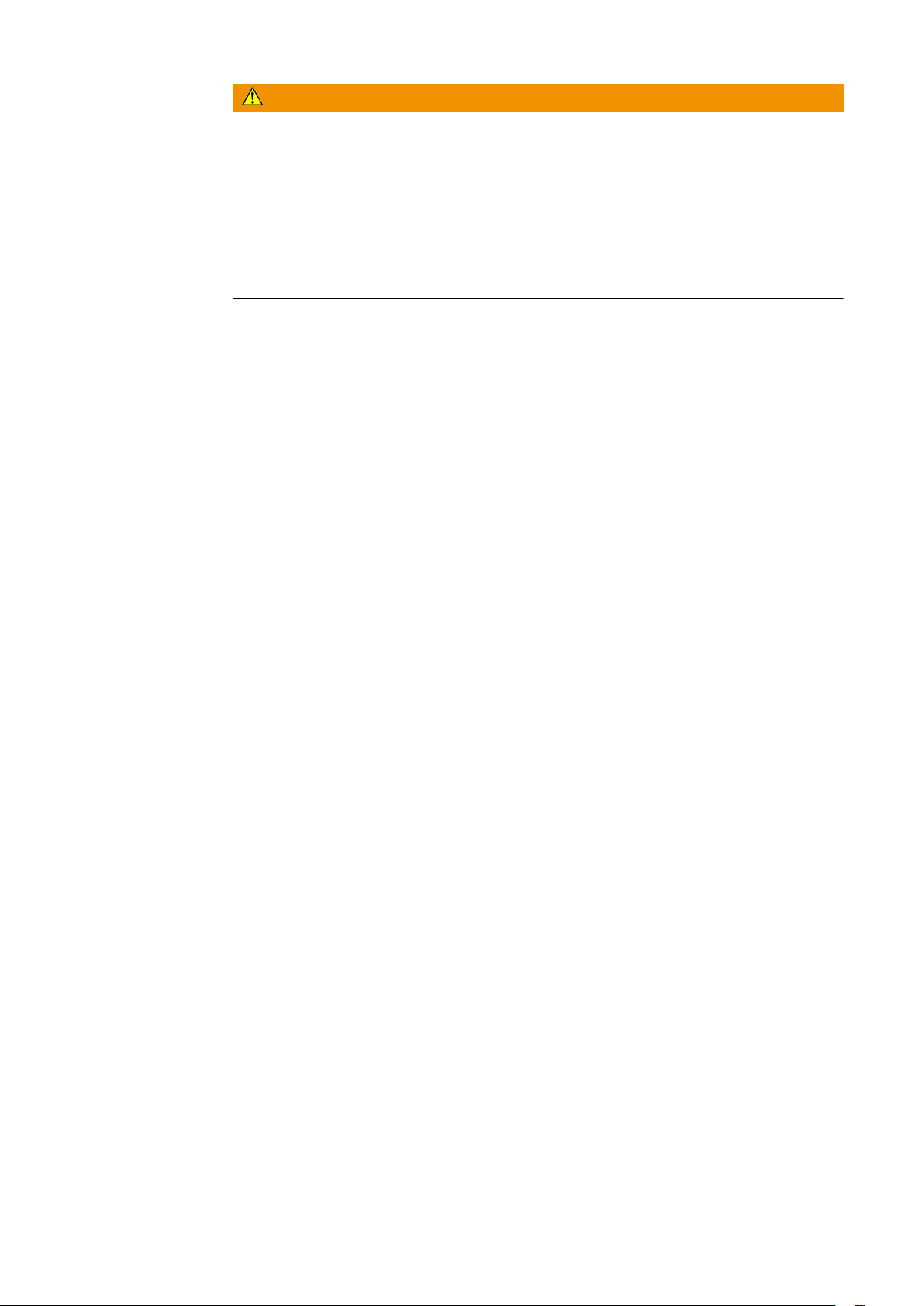
Funzione La torcia Up/Down è dotata delle se-
guenti funzioni:
Variazione della potenza di salda-
-
tura nella modalità Synergic mediante i tasti Up/Down.
Indicazione di errore:
-
in presenza di un errore di si-
-
stema, tutti i LED si accendono con luce rossa
in presenza di un errore di co-
-
municazione dati, tutti i LED
lampeggiano con luce rossa.
Autotest durante la sequenza di
-
avvio:
tutti i LED si accendono breve-
-
mente, uno dopo l'altro.
Funzione La torcia per saldatura JobMaster è
dotata delle seguenti funzioni:
Selezione del parametro desidera-
-
to sul generatore utilizzando i tasti
freccia
Modifica del parametro seleziona-
-
to utilizzando i tasti +/Visualizzazione del parametro e
-
del valore correnti sul display
IT
15

Funzioni del tasto della torcia
Funzioni del tasto della torcia a
due stadi
Funzione del tasto della torcia nella posizione di comando 1 (tasto della torcia premuto a metà) = il
LED si accende
AVVERTENZA!
Sulle torce per saldatura con tasto della torcia opzionale posizionato sopra, un
eventuale LED presente sulla torcia per saldatura non funziona.
16
Funzione del tasto della torcia in posizione di commutazione 2 (tasto della torcia premuto fino in fondo) = il LED si spegne, inizia il processo di saldatura

Messa in funzione
17

18

Procedura di messa in servizio
IT
Procedura di
messa in funzione per torce per
saldatura con attacco Fronius
System Connector
Procedura di
messa in servizio
per torce per saldatura con attacco Euro
Eseguire le seguenti attività per una corretta messa in funzione della torcia per
saldatura:
Montaggio della guaina guidafilo - descrizione da pagina 20
1
Collegamento della torcia per saldatura
2
Descrizione dell'apparecchio per saldatura da pagina 33
-
Descrizione per il carrello traina filo da pagina 34
-
Collegamento della torcia per saldatura al sistema di aspirazione - descrizio-
3
ne da pag. 36
Misurare l'aspirazione - descrizione da pagina 36
4
Se necessario, regolare l'aspirazione:
Impostare l'aspirazione direttamente sulla torcia per saldatura - descrizione
5
da pag. 39
Regolazione dell'aspirazione con il regolatore di flusso d'aria esterno - de-
6
scrizione da pag. 41
Eseguire le seguenti attività per una corretta messa in funzione della torcia per
saldatura:
Montaggio della guaina guidafilo
1
Descrizione della guaina guidafilo in acciaio da pagina 25
-
Descrizione della guaina guidafilo in plastica da pagina 29
-
Collegare la torcia per saldatura all'apparecchio per saldatura - descrizione
2
da pag. 35
Collegamento della torcia per saldatura al sistema di aspirazione - descrizio-
3
ne da pag. 36
Misurare l'aspirazione - descrizione da pagina 36
4
Se necessario, regolare l'aspirazione:
Impostare l'aspirazione direttamente sulla torcia per saldatura - descrizione
5
da pag. 39
Regolazione dell'aspirazione con il regolatore di flusso d'aria esterno - de-
6
scrizione da pag. 41
19

Montare la guaina guidafilo nella torcia per saldatura con attacco Fronius System Connector
Avvertenza relativa alla guaina
guidafilo per le
torce per saldatura raffreddate
a gas
AVVERTENZA!
Rischio dovuto all'uso dell'inserto guidafilo errato.
Può pregiudicare le proprietà di saldatura.
Se nelle torce per saldatura raffreddate a gas si utilizzano guaine guidafilo in
▶
plastica comprensive di inserto guidafilo in bronzo anziché guaine guidafilo in
acciaio, la potenza della torcia per saldatura indicata nei dati tecnici si riduce
del 30%.
Per poter azionare le torce per saldatura raffreddate a gas alla massima po-
▶
tenza, sostituire l'inserto guidafilo da 40 mm (1.575 in.) con uno da 320 mm
(12.598 in.).
1
20

Montaggio della
guaina guidafilo
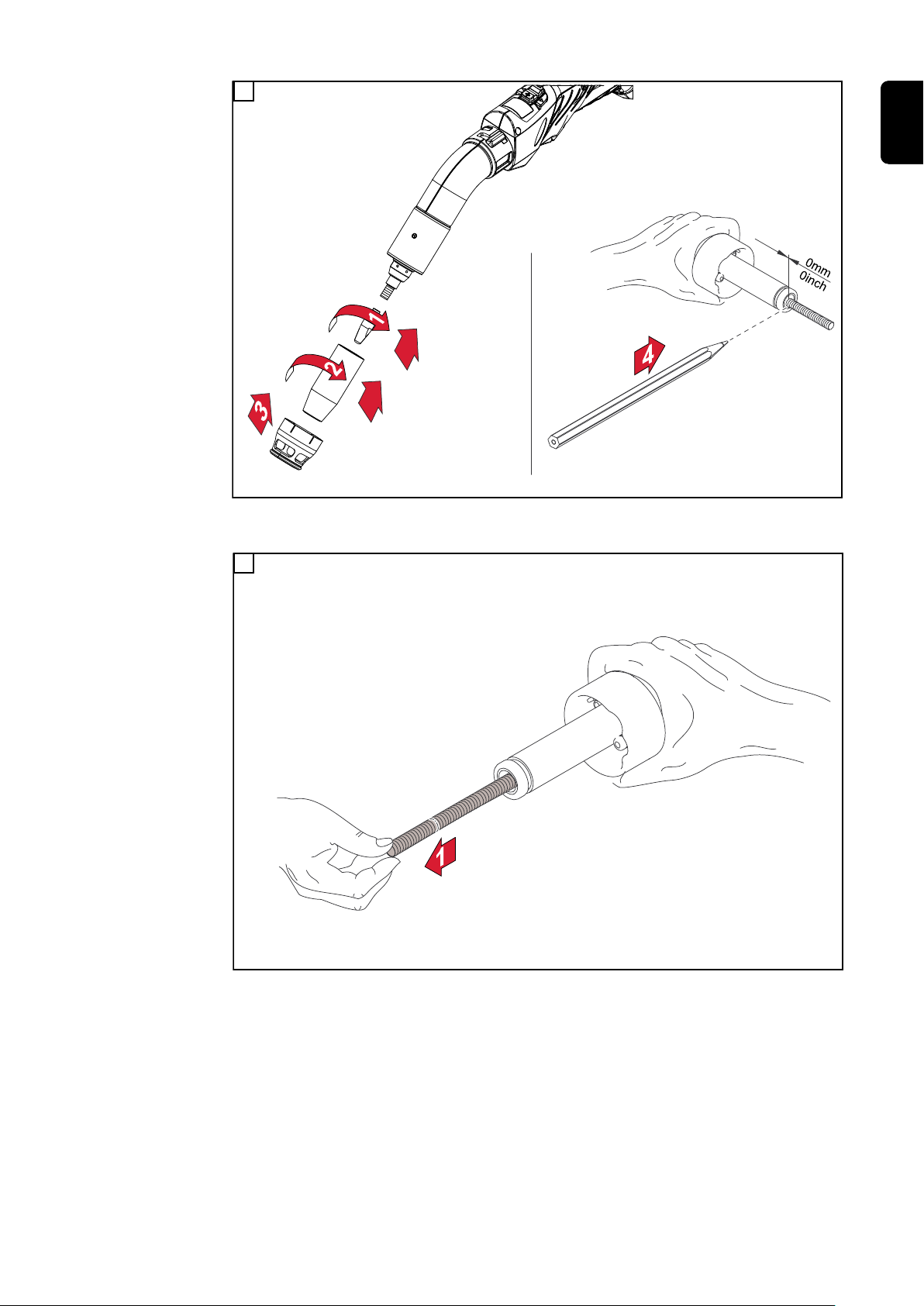
1
Disporre la torcia per saldatura distesa
2
IT
Posare la guaina guidafilo in posizione diritta; assicurarsi che nessuna aletta sporga all'interno o
all'esterno della guaina guidafilo
21
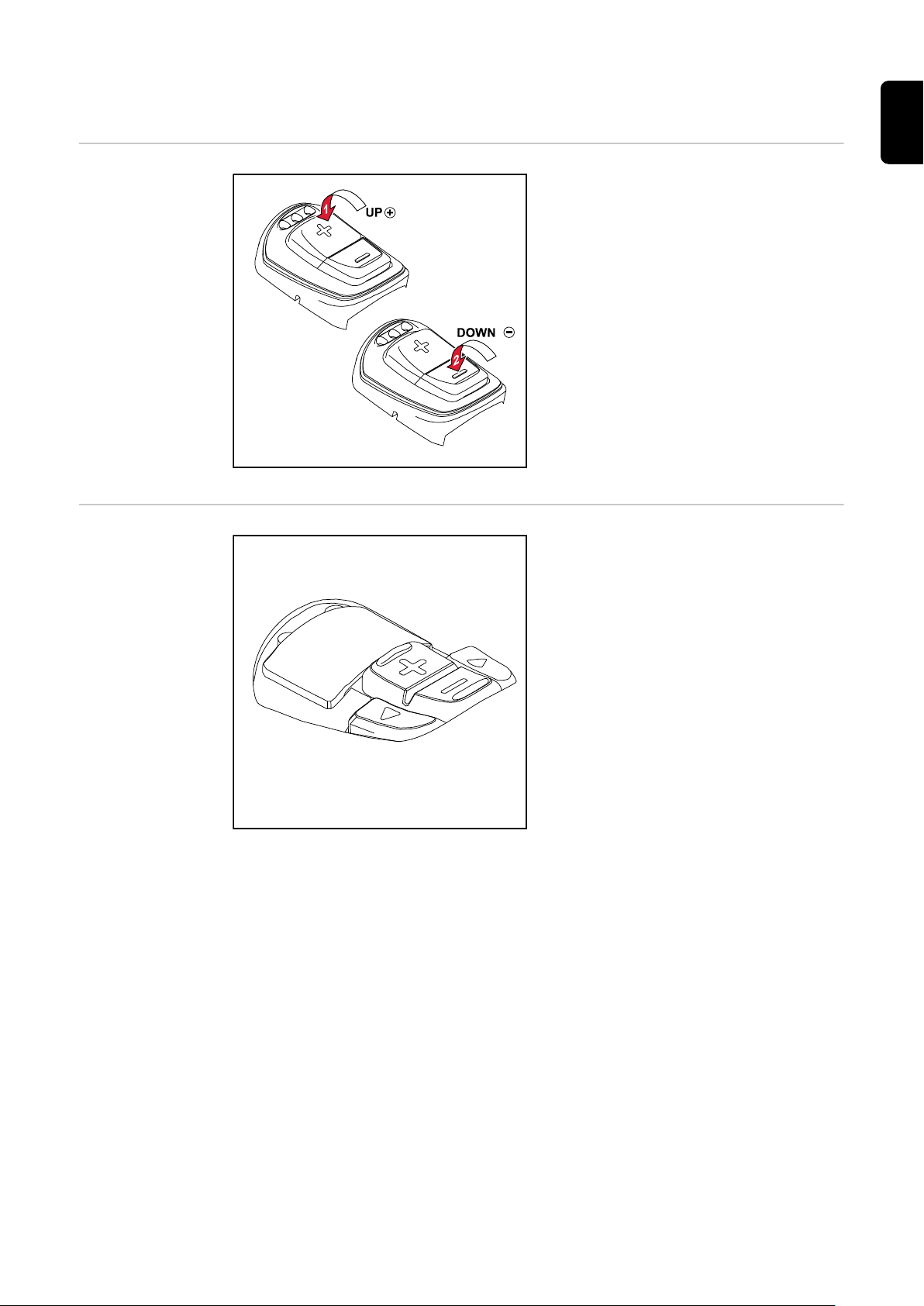
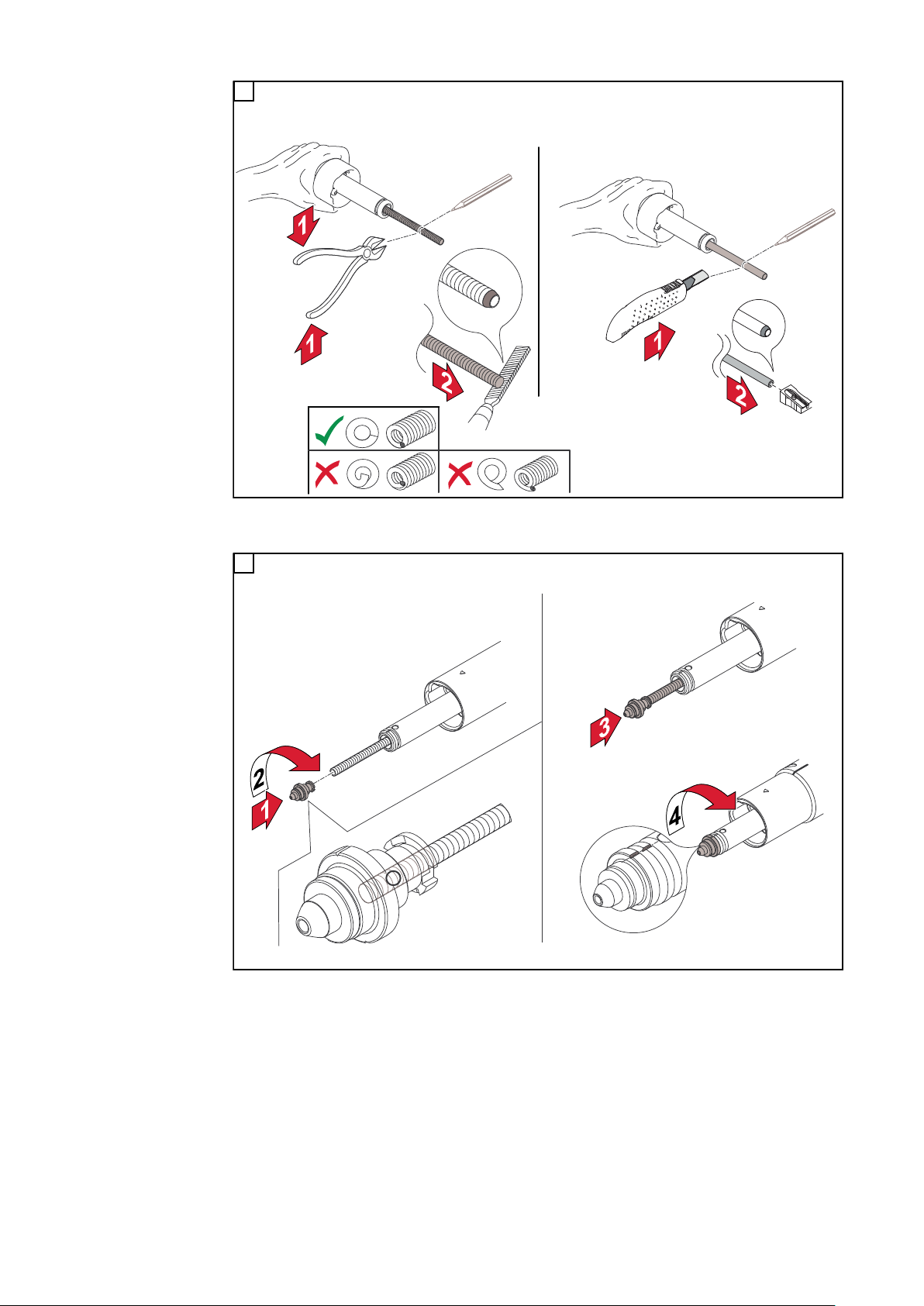
3
Se l'ugello di aspirazione, l'ugello del gas e il tubo di contatto sono già montati, smontarli
4
22
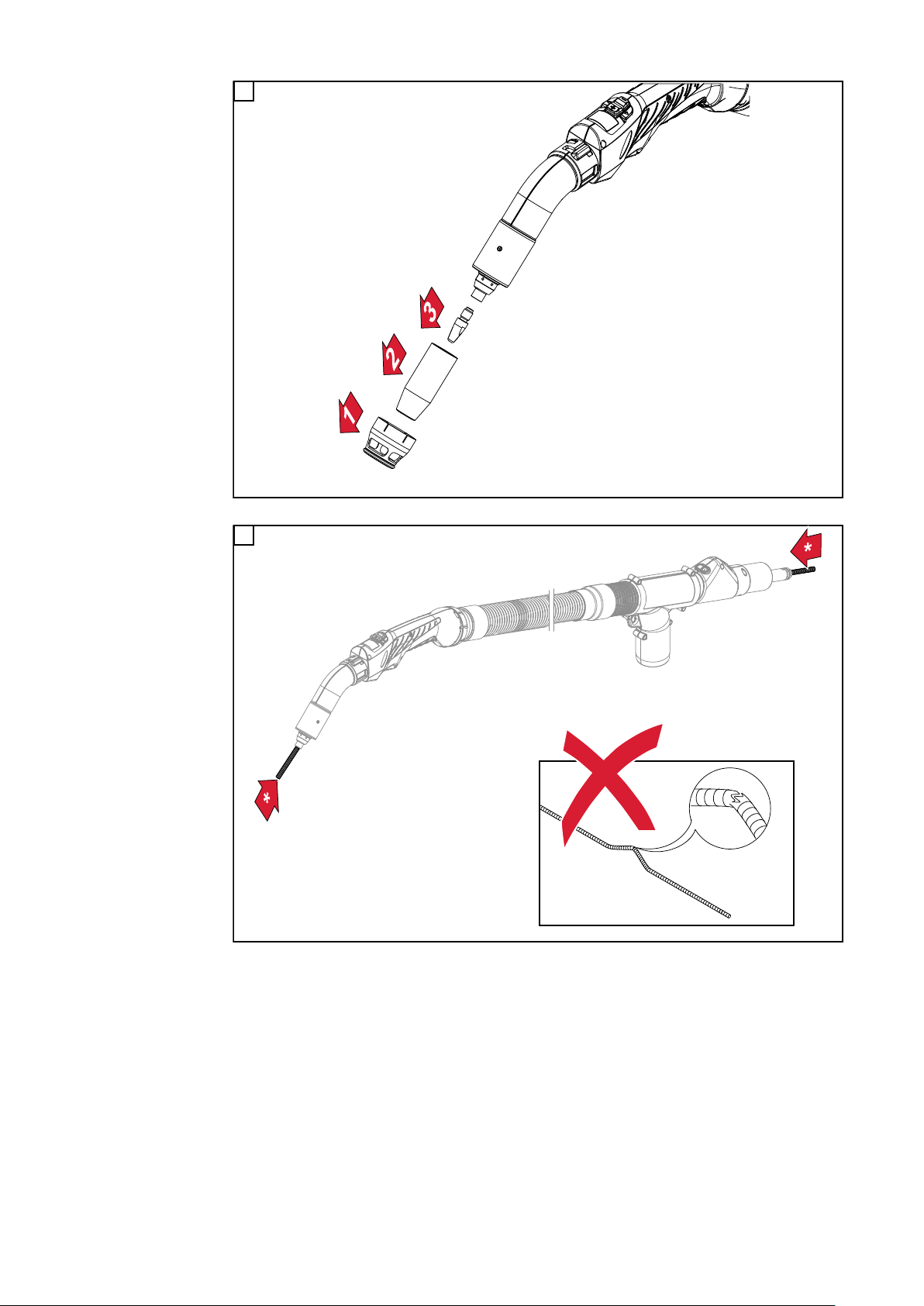
Spingere la guaina guidafilo nella torcia per saldatura (*è possibile da entrambi i lati) fino a farla
sporgere dalla parte anteriore e posteriore della torcia; assicurarsi che la guaina guidafilo non venga
piegata durante l'operazione
5
Spingere la guaina guidafilo con il tubo di contatto nella curva del tubo; montare il tubo di contatto,
l'ugello del gas e l'ugello di aspirazione; contrassegnare la guaina guidafilo all'estremità di Schweißbrenners
6
IT
Estrarre la guaina guidafilo di 10 cm (3,94 pollici) dalla torcia per saldatura
23
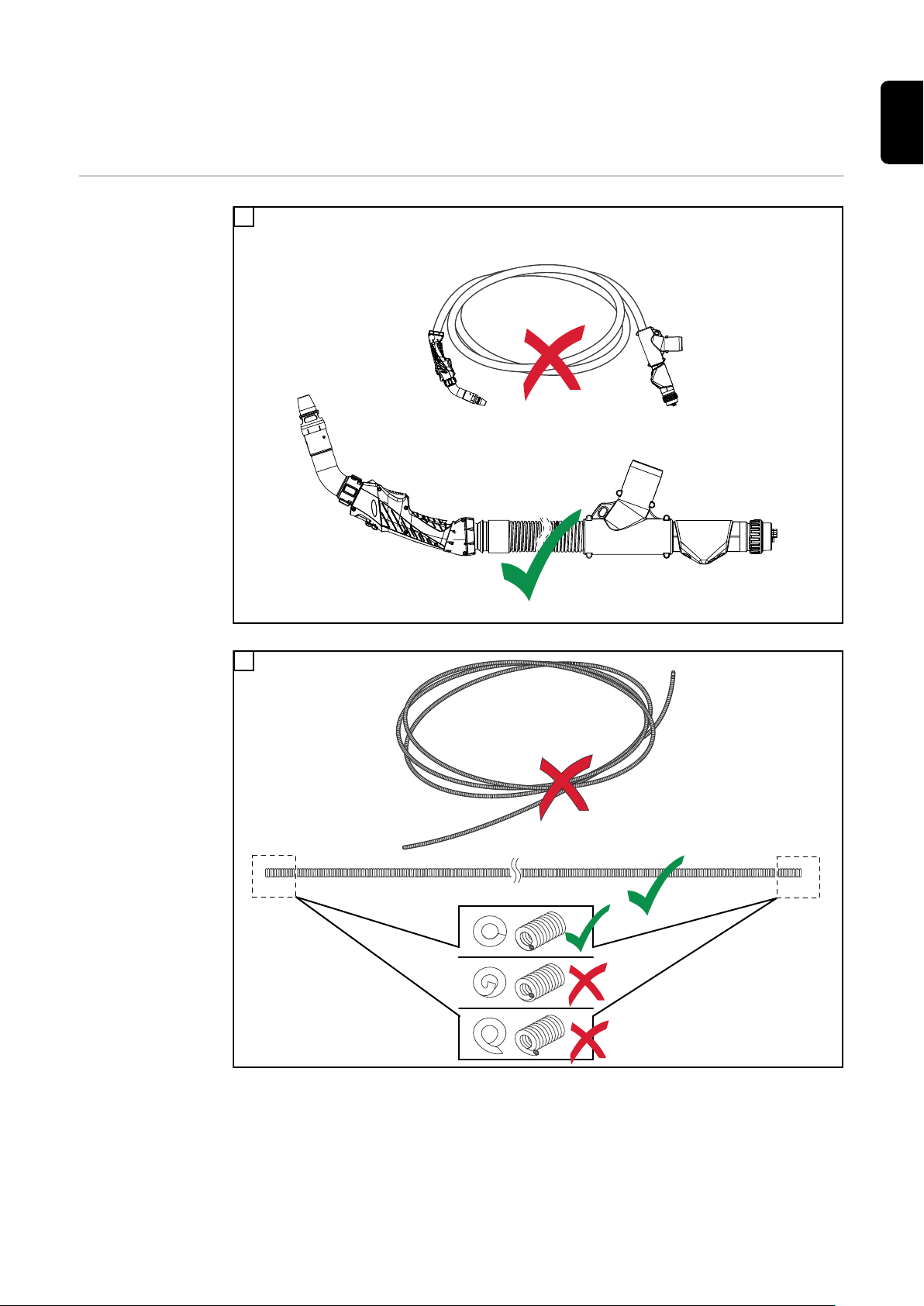
7
La guaina guidafilo sinistra è in acciaio, quella destra in plastica: Tagliare e sbavare la guaina guidafilo nella posizione precedentemente segnata; assicurarsi che nessuna aletta sporga all'interno o
all'esterno della guaina guidafilo
8
24
Avvitare il cappuccio sulla guaina guidafilo fino all'arresto (la guaina guidafilo deve essere visibile attraverso il foro del cappuccio); spingere il cappuccio nella torcia per saldatura e avvitarlo
Montare la guaina guidafilo in acciaio nella torcia
per saldatura con attacco Euro
Montaggio della
guaina guidafilo
in acciaio
1
IT
Disporre la torcia per saldatura distesa
2
Posare la guaina guidafilo in posizione diritta; assicurarsi che nessuna aletta sporga all'interno o
all'esterno della guaina guidafilo
25

3
Se l'ugello di aspirazione, l'ugello del gas, il tubo di contatto e il tappo dell'attacco Euro sono già
montati, smontarli
4
26
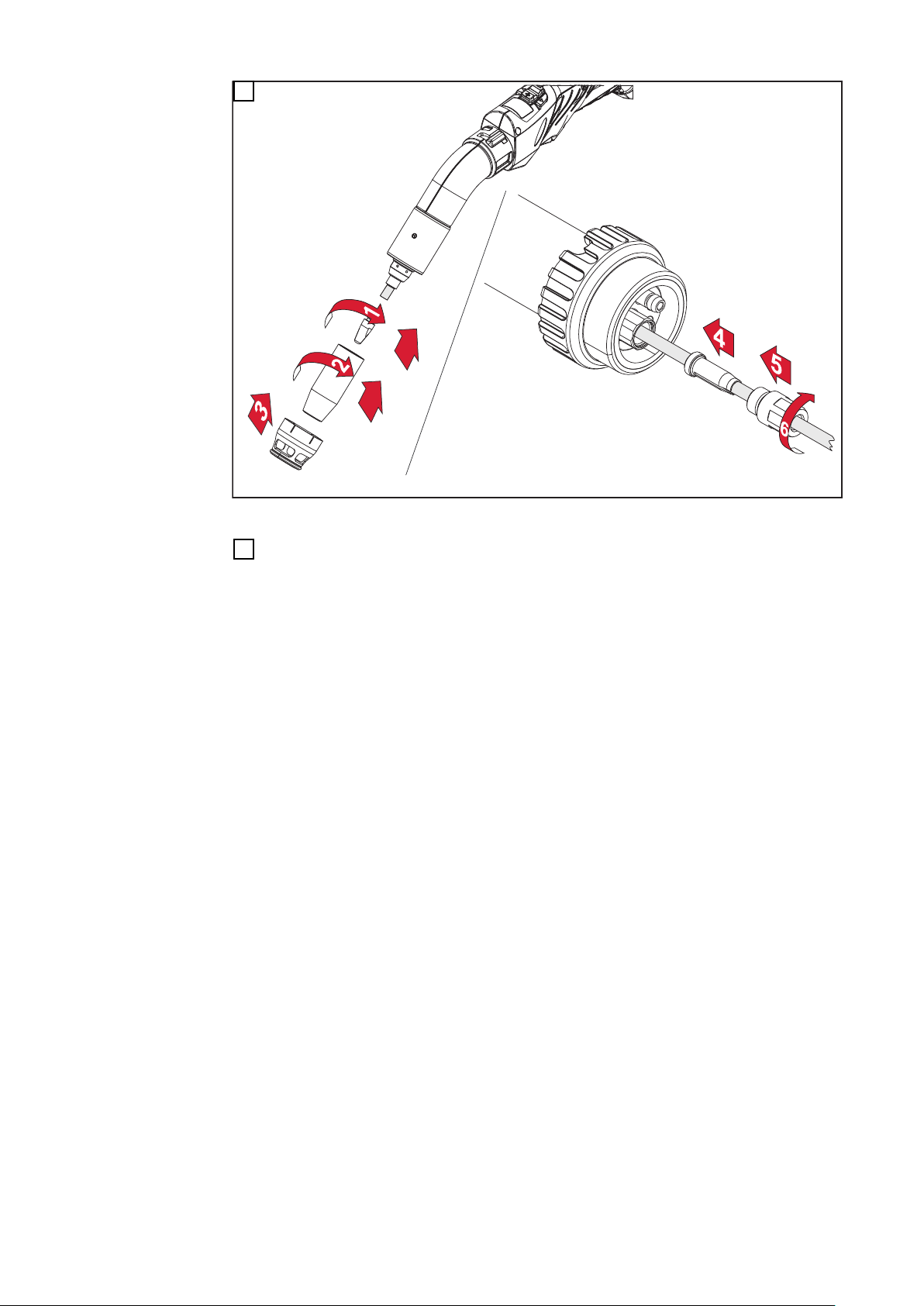
Spingere la guaina guidafilo nella torcia per saldatura (*è possibile da entrambi i lati) fino a farla
sporgere dalla parte anteriore e posteriore della torcia; assicurarsi che la guaina guidafilo non venga
piegata durante l'operazione

5
Spingere la guaina guidafilo con il tubo di contatto nella curva del tubo; montare il tubo di contatto,
l'ugello del gas e l'ugello di aspirazione; contrassegnare la guaina guidafilo all'estremità della torcia
per saldatura
6
IT
Estrarre la guaina guidafilo di 10 cm (3,94 pollici) dalla torcia per saldatura, tagliare e sbavare; assicurarsi che nessuna aletta sporga all'interno o all'esterno della guaina guidafilo
27

7
Avvitare completamente la chiusura sulla guaina guidafilo. Avvitare il cappuccio nella torcia per saldatura
28

Montare la guaina guidafilo in plastica nella torcia
per saldatura con attacco Euro
Avvertenza relativa alla guaina
guidafilo per le
torce per saldatura raffreddate
a gas
AVVERTENZA!
Rischio dovuto all'uso dell'inserto guidafilo errato.
Può pregiudicare le proprietà di saldatura.
Se nelle torce per saldatura raffreddate a gas si utilizzano guaine guidafilo in
▶
plastica comprensive di inserto guidafilo in bronzo anziché guaine guidafilo in
acciaio, la potenza della torcia per saldatura indicata nei dati tecnici si riduce
del 30%.
Per poter azionare le torce per saldatura raffreddate a gas alla massima po-
▶
tenza, sostituire l'inserto guidafilo da 40 mm (1.575 in.) con uno da 320 mm
(12.598 in.).
1
IT
29

Montaggio della
guaina guidafilo
in plastica
1
Disporre la torcia per saldatura distesa
2
30
Disporre la guaina guidafilo in modo rettilineo; assicurarsi che nessuna aletta sporga all'interno o
all'esterno dell'inserto della guaina guidafilo

3
Se l'ugello di aspirazione, l'ugello del gas, il tubo di contatto e il tappo dell'attacco Euro sono già
montati, smontarli
4
IT
Spingere la guaina guidafilo nella torcia per saldatura (*è possibile da entrambi i lati) fino a farla
sporgere dalla parte anteriore e posteriore della torcia; assicurarsi che la guaina guidafilo non venga
piegata durante l'operazione
31
5
Spingere la guaina guidafilo con il tubo di contatto nella curva del tubo; montare il tubo di contatto,
l'ugello del gas e l'ugello di aspirazione; avvitare la guaina guidafilo nella torcia per saldatura
Per le istruzioni su come tagliare correttamente a misura la guaina guidafilo,
6
consultare la documentazione per l'utente del carrello traina filo/apparecchio
per saldatura utilizzato
32
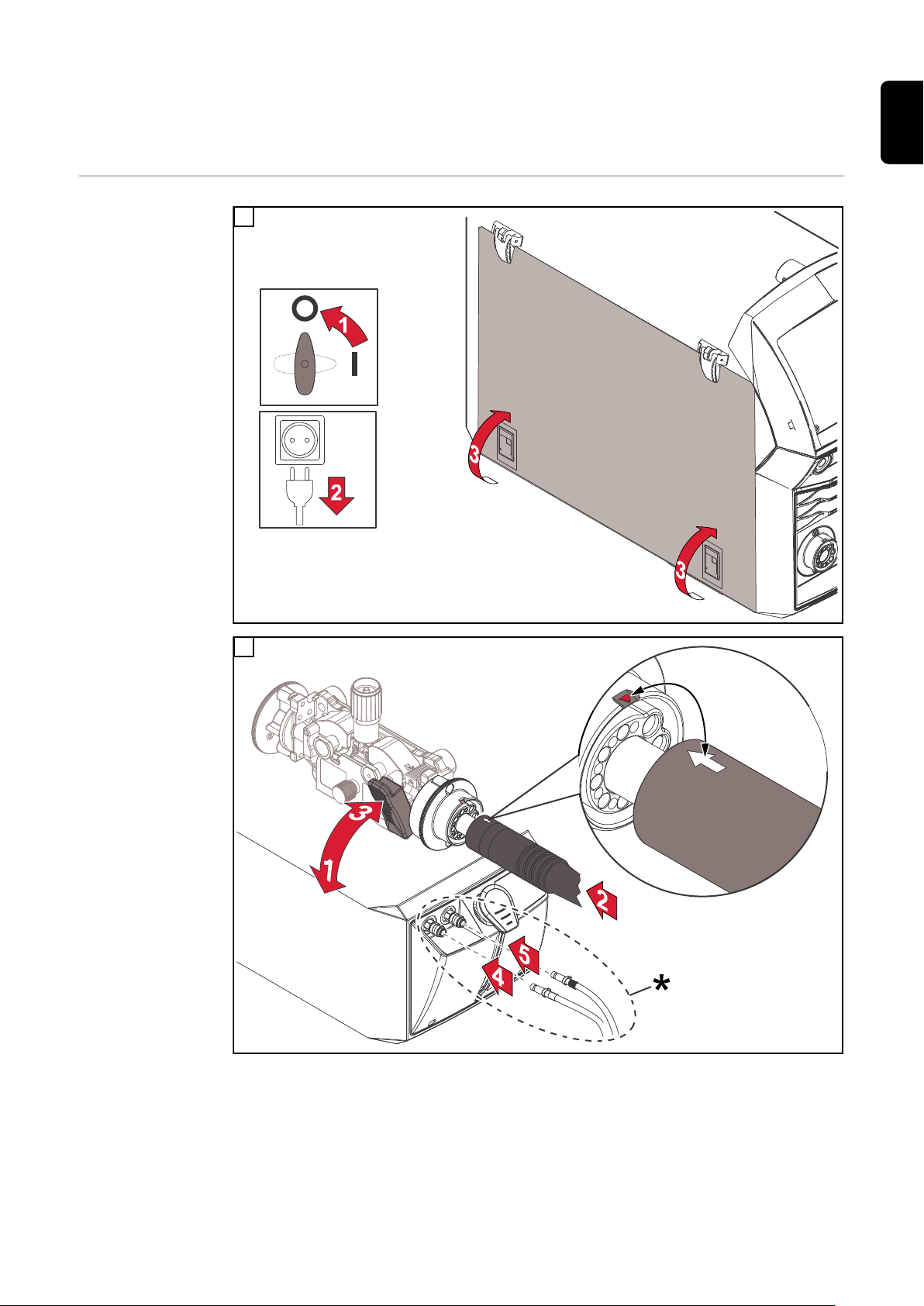
Collegamento della torcia per saldatura a dispositivi con attacco Fronius System Connector
Collegamento
della torcia per
saldatura al generatore
1
IT
2
* solo per la torcia per saldatura raffreddata ad acqua.
33

3
Collegamento
della torcia per
saldatura al carrello traina filo
1
* solo per la torcia per saldatura raffreddata ad acqua.
34
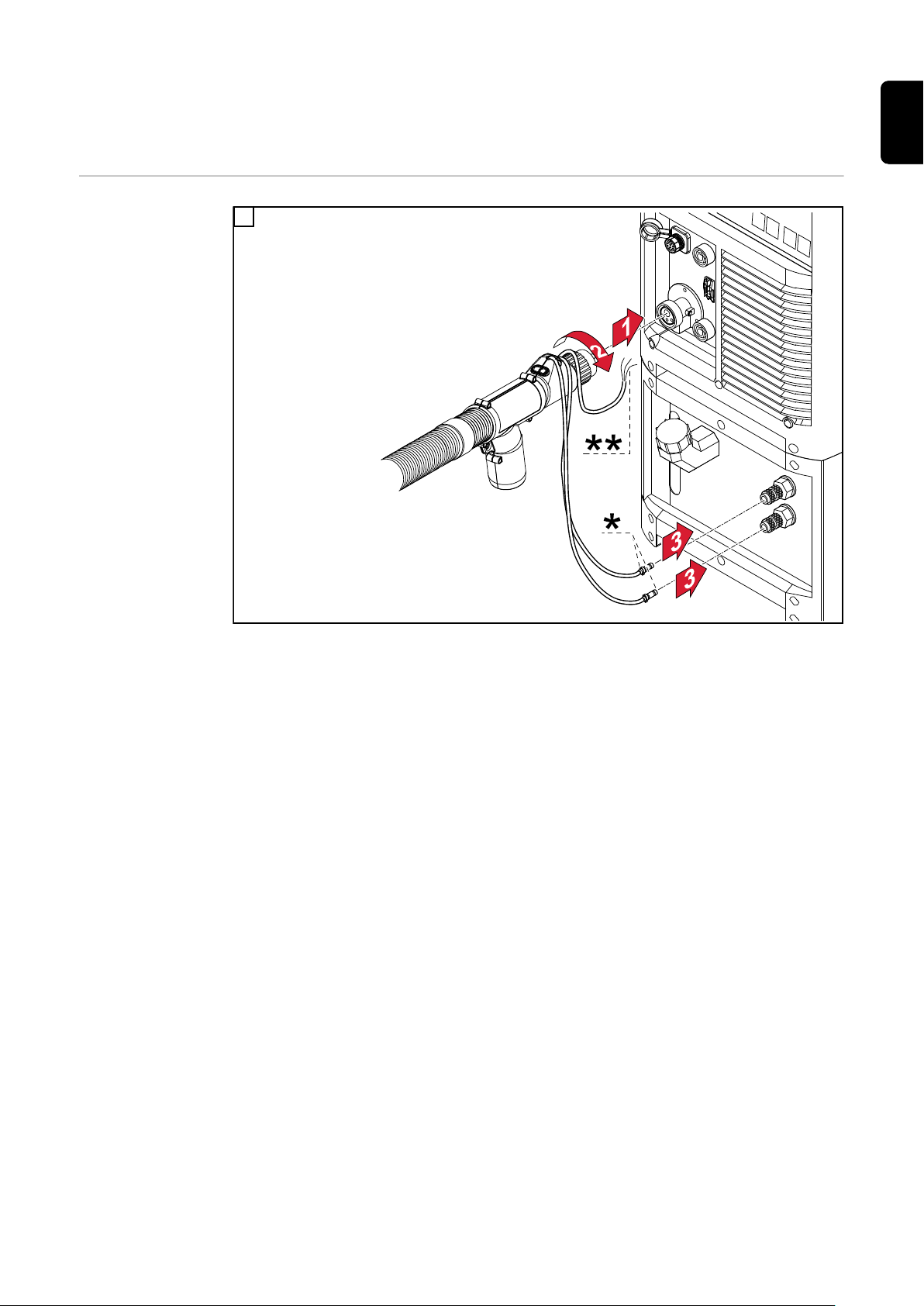
Collegamento della torcia per saldatura a dispositivi con attacco Euro
Collegamento
della torcia per
saldatura
1
IT
* Solo con torcia per saldatura raffreddata ad acqua; collegare la torcia per saldatura al gruppo di raffreddamento
** il cavo di comando deve essere dotato della spina di comando richiesta dal
cliente. L'installatore è responsabile della corretta esecuzione del lavoro
35
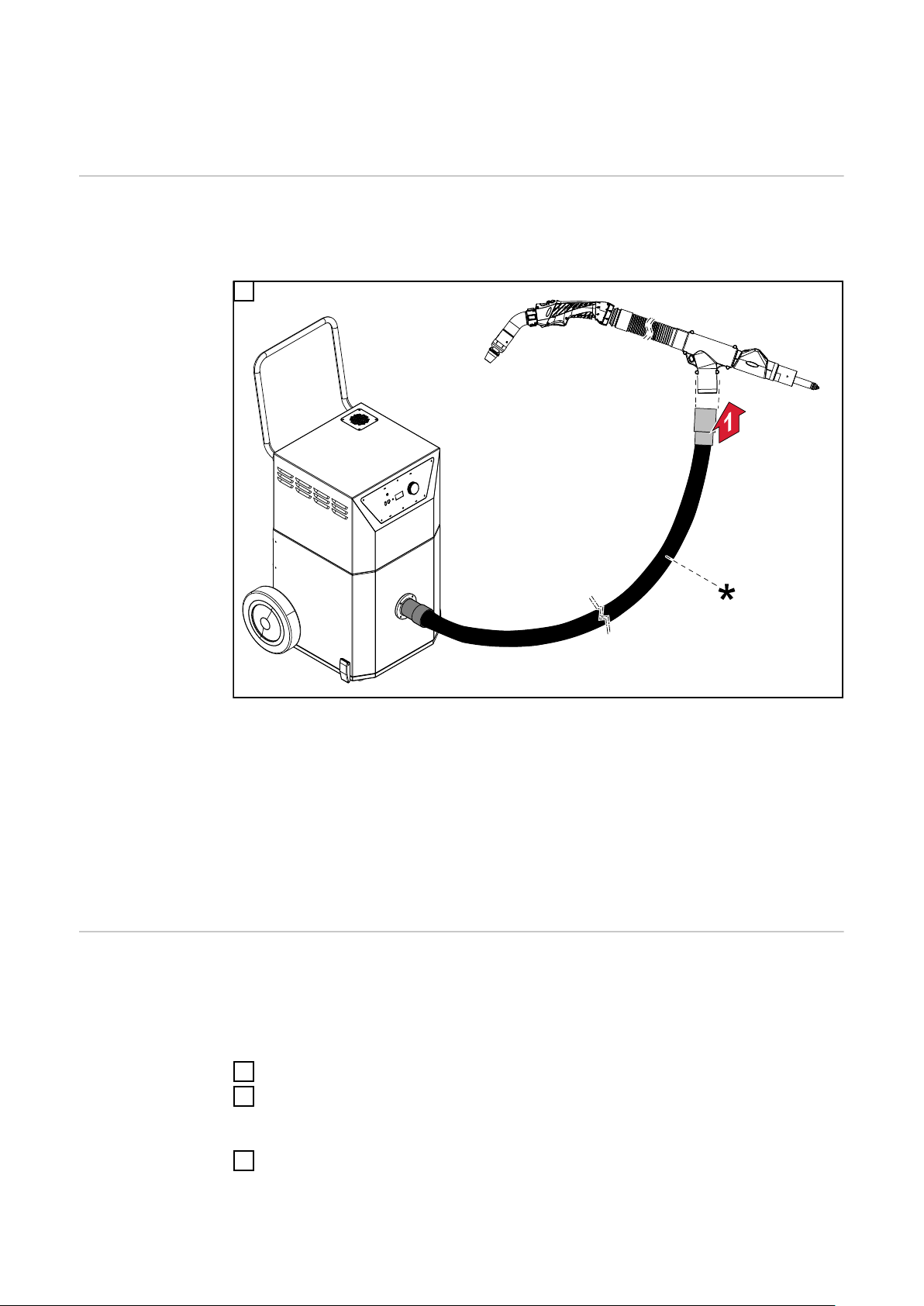
Collegare la torcia per saldatura all'unità di aspirazione e misurare l'aspirazione
Collegamento
della torcia per
saldatura
all'unità di aspirazione
La torcia per saldatura può essere collegata a un'unità di aspirazione esterna o a
un sistema di aspirazione centrale. La torcia per saldatura è sempre collegata
nello stesso modo.
1
Misurare l'aspirazione (portata
in volume di
aspirazione) con
Exentometer
Collegare la torcia per saldatura all'unità di aspirazione esterna
* Raccomandazioni per il tubo di aspirazione:
Utilizzare i tubi di aspirazione Fronius. Il design e la composizione dei mate-
-
riali dei tubi di aspirazione Fronius garantiscono la massima compatibilità e
tenuta
Mantenere il tubo di aspirazione il più corto possibile; più corto è il tubo di
-
aspirazione, minore è l'energia che l'unità di aspirazione deve applicare per
raggiungere i valori di aspirazione richiesti (per ulteriori informazioni sui valori di aspirazione richiesti, vedere la sezione Requisiti dell'unità di aspirazione
da pagina 9 e i dati tecnici)
La portata in volume di aspirazione serve come valore misurato per la potenza di
aspirazione della torcia per saldatura. La portata in volume di aspirazione viene
misurata con Exentometer .
Misurare l'aspirazione (portata in volume di aspirazione):
Accensione dell'aspirazione
1
Leggere la portata in volume di aspirazione richiesta (Q
2
della torcia per saldatura - vedere anche Informazioni sull'aspirazione sulla
targhetta a pagina 11) o nei dati tecnici
Assicurarsi che la torcia per saldatura (compreso il pacchetto tubi flessibili) e
3
il tubo di aspirazione non presentino fori, crepe o altri danni
) - sulla targhetta
v,n
36
Assicurarsi che i dispositivi di regolazione esterni non alterino la verifica delle
4
prestazioni di aspirazione (ad esempio, i regolatori esterni del flusso d'aria vedere la sezione Impostazione della potenza di aspirazione con il regolato-
re del flusso d'aria esterno da pagina 41, ....)
Smontare l'ugello di aspirazione e chiudere il regolatore del flusso d'aria - ve-
5
di figura seguente
IT
Smontare l'ugello di aspirazione e chiudere il regolatore del flusso d'aria
Posizionare il sito Exentometer in verticale su una superficie solida (ad esem-
6
pio, su un banco di lavoro)
Inserire la torcia per saldatura nel sito Exentometer fino all'arresto
7
Poiché l'aspirazione è già in corso, il sito Exentometer mostra immediata-
-
mente il tasso di aspirazione corrente
* Assicurarsi che la torcia per saldatura sia completamente inserita in Exento-
8
meter e che non vi sia fuoriuscita d'aria tra la torcia per saldatura e Exentometer
In questo modo si garantisce che il valore visualizzato del tasso di aspira-
-
zione non venga falsificato
37

Inserire la torcia per saldatura in Exentometer
Confrontare la portata in volume di aspirazione misurato con la portata in vo-
9
lume di aspirazione necessario
Se i due valori coincidono, non sono necessarie altre misure
-
Se i due valori non corrispondono, aumentare o ridurre la potenza
-
dell'aspirazione fino a quando la portata in volume di aspirazione non
rientra nell'intervallo corretto
Se la portata in volume di aspirazione è troppo bassa, c'è il rischio
-
che i fumi di saldatura non vengano estratti in modo ottimale
Se la portata in volume di aspirazione è troppo elevata, c'è il rischio
-
che il gas inerte venga estratto involontariamente dal cordone di saldatura
38
Regolazione della potenza di aspirazione
IT
Regolazione della potenza di
aspirazione della
torcia per saldatura
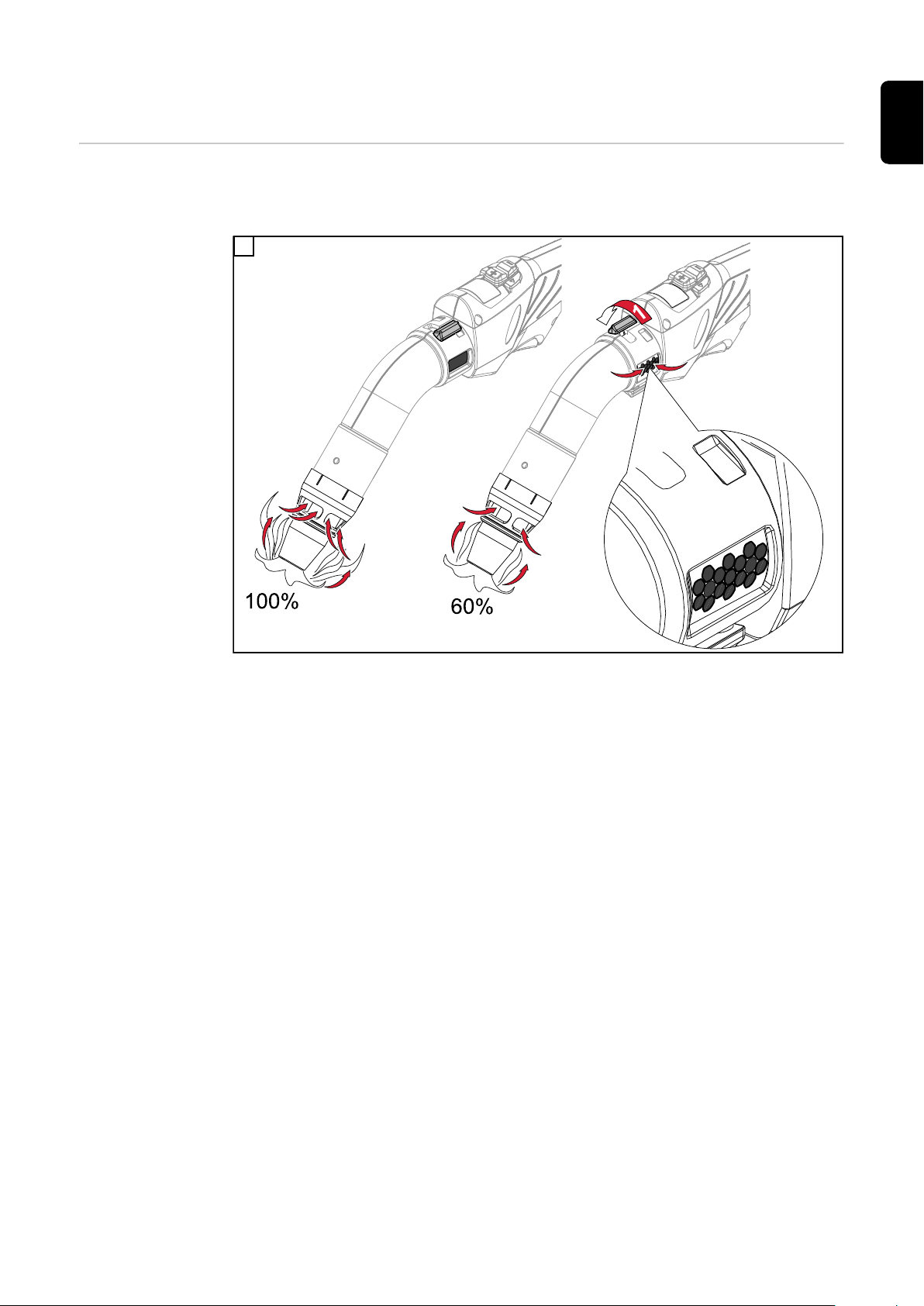
Il regolatore del flusso d'aria può essere aperto per ridurre l'aspirazione. Se il regolatore del flusso d'aria è completamente aperto, la potenza di aspirazione della
torcia per saldatura si riduce del 40%.
1
Link: Regolatore di flusso d'aria chiuso = portata di aspirazione 100%; a destra: Regolatore del flusso
d'aria aperto = portata di aspirazione 60%
Esempi di applicazione del regolatore di flusso d'aria:
Quando si salda negli angoli o nelle rientranze, c'è la possibilità che i fumi di
-
saldatura vengano estratti in modo ottimale anche con una potenza di aspirazione ridotta
In questo caso, un tasso di aspirazione troppo elevato potrebbe portare
-
all'aspirazione involontaria del gas inerte
In questo caso, si consiglia di aprire il regolatore del flusso d'aria e quindi di
-
ridurre la potenza di aspirazione
39
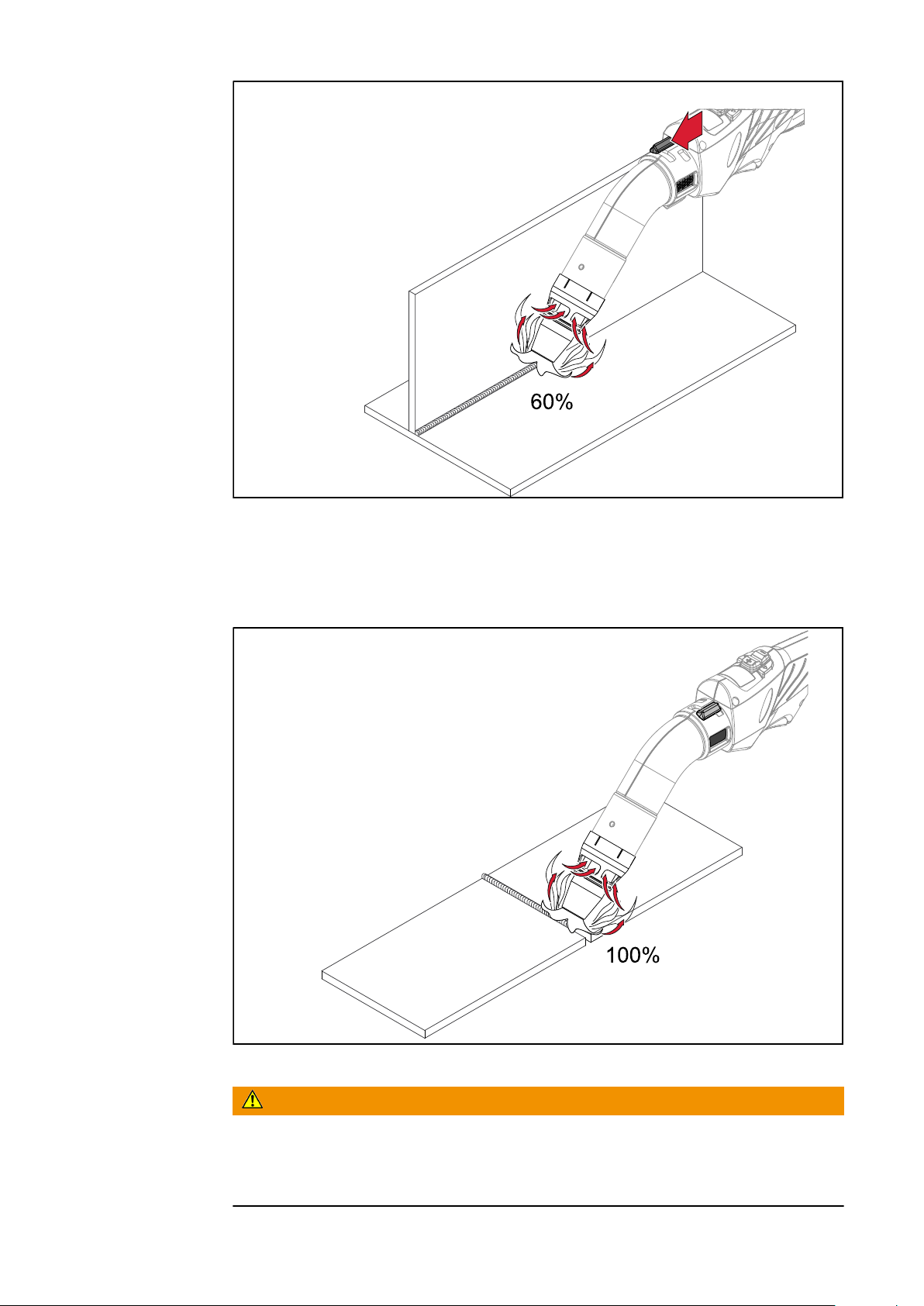
Saldatura di una rientranza; regolatore del flusso d'aria aperto = potenza di aspirazione ridotta
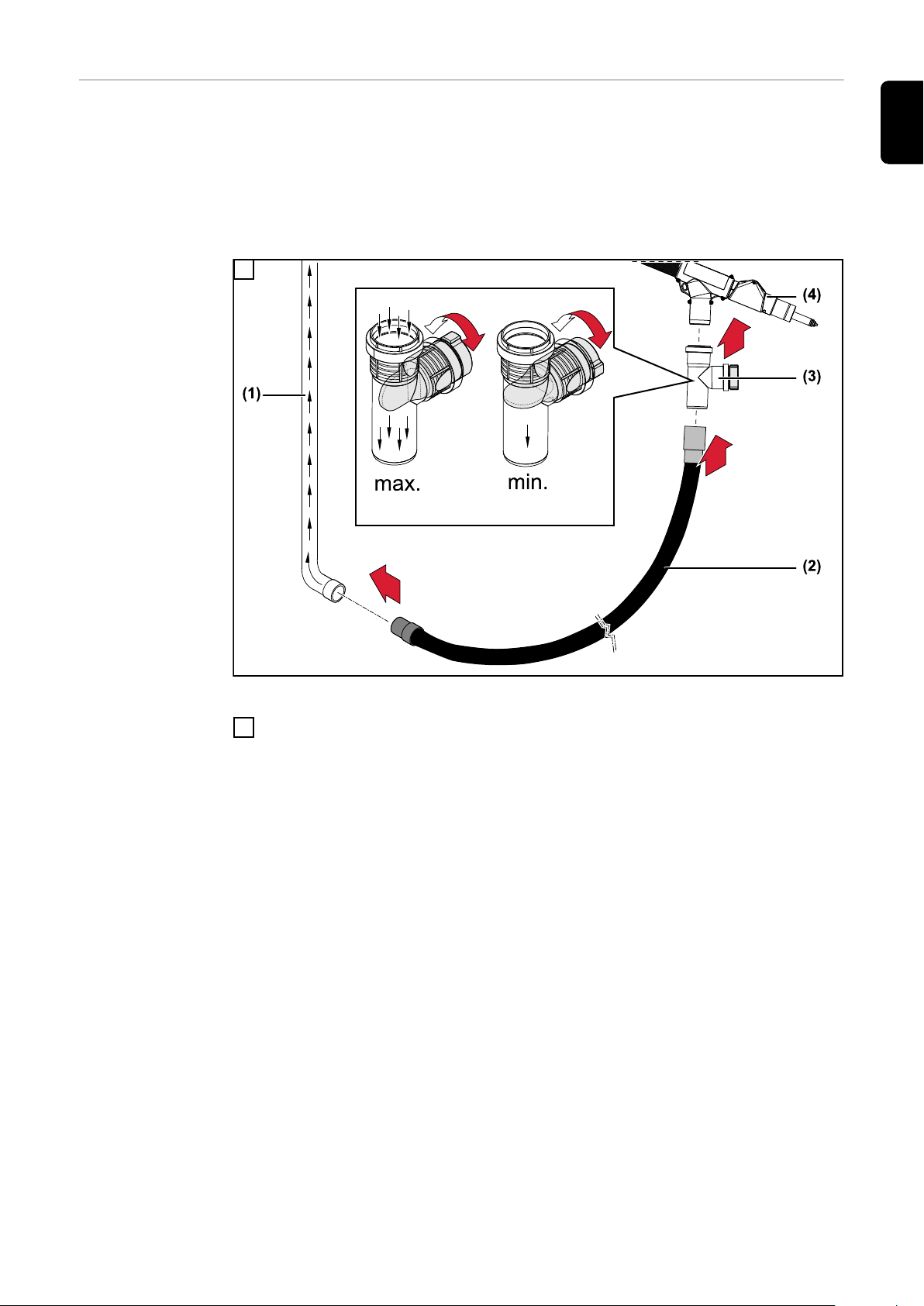
Quando si salda su superfici aperte (ad esempio cuciture a I) può essere necessario chiudere il regolatore del flusso d'aria e quindi utilizzare la massima potenza
di aspirazione. In questo modo si garantisce che i fumi di saldatura vengano
estratti nel miglior modo possibile.
40
Saldatura di una giunzione a I; regolatore del flusso d'aria chiuso = massima potenza di aspirazione
PERICOLO!
Pericolo dovuto al contatto con fumi di saldatura tossici.
Possono conseguirne gravi lesioni personali.
Assicurarsi sempre che tutti i fumi di saldatura vengano aspirati, indipenden-
▶
temente dall'attività di saldatura.
Impostazione
della potenza di
aspirazione con
il regolatore del
flusso d'aria
esterno
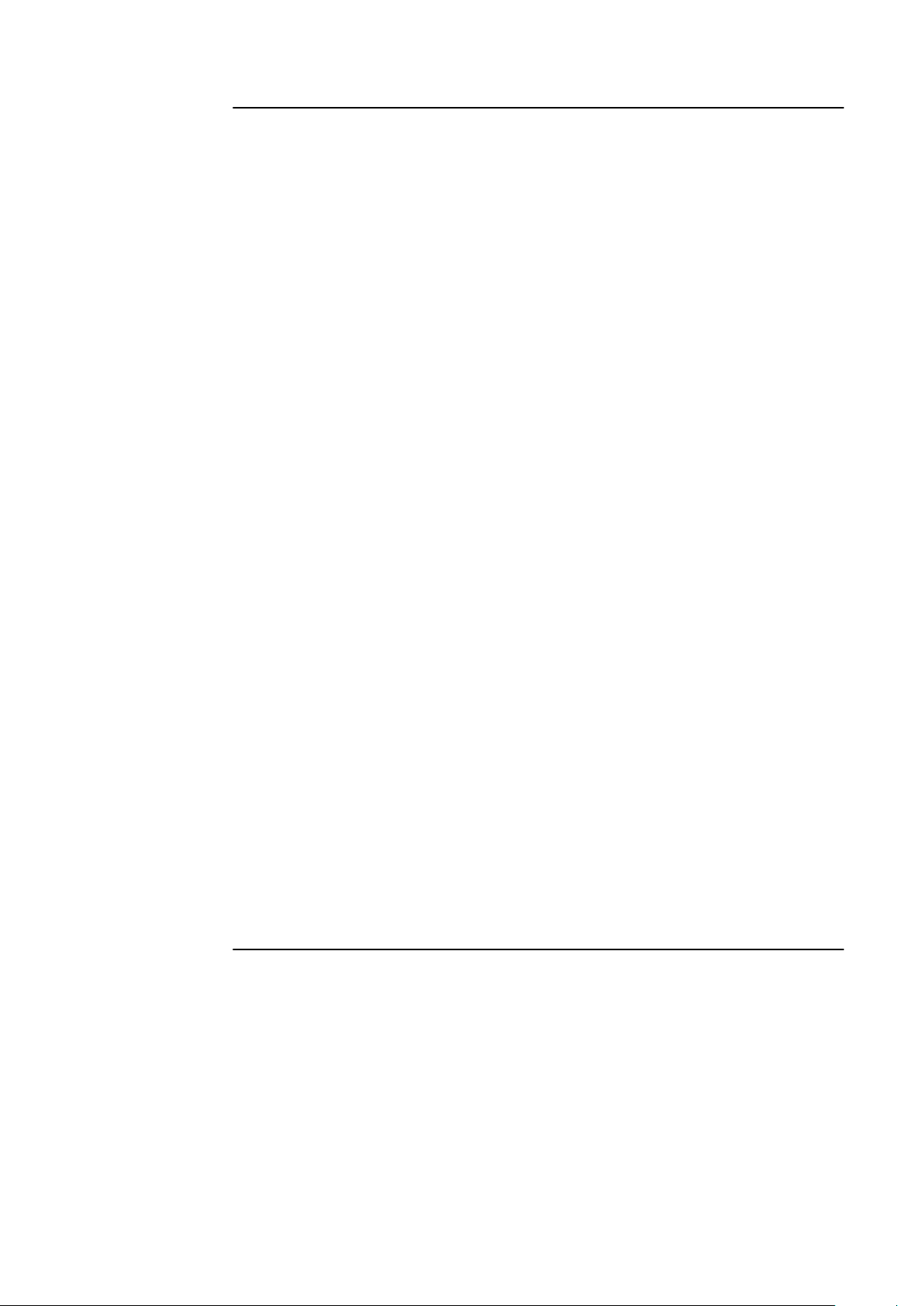
Soprattutto nel caso di sistemi di aspirazione centralizzati, può essere necessario
regolare manualmente la portata di aspirazione con il regolatore di flusso d'aria
esterno disponibile come opzione:
Aprendo completamente il regolatore del flusso d'aria esterno, il flusso d'aria
-
rimane pressoché invariato
Chiudendo completamente il regolatore del flusso d'aria esterno, il flusso
-
d'aria viene ridotto al minimo
1
IT
(1) aspirazione centrale, (2) tubo di aspirazione, (3) regolatore del flusso d'aria esterno, (4) torcia per
saldatura
Dopo aver regolato il flusso d'aria, misurare sempre la potenza di aspirazione
2
della torcia per saldatura - per questo, vedere la sezione Misurare l'aspirazio-
ne (portata in volume di aspirazione) con Exentometer da pagina 36
41

42

Diagnosi dei guasti, risoluzione dei
problemi, manutenzione
43

44

Diagnosi e risoluzione degli errori
IT
Diagnosi e risoluzione degli errori
Porosità del cordone di saldatura
Causa:
Risoluzione:
Aspirazione insufficiente
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Corrente di saldatura assente
Interruttore di rete del generatore inserito, spie sul generatore accese, gas inerte
presente.
aspirazione eccessiva.
ridurre l'aspirazione.
tubo di aspirazione bucato.
ripristinare il tubo di aspirazione.
filtro dell'unità di aspirazione spostato.
ripristinare il filtro dell'unità di aspirazione.
vie d'aria ostruite in altro modo.
eliminare le ostruzioni.
Capacità di aspirazione insufficiente dell'unità di aspirazione
utilizzare l'unità di aspirazione con una potenza di aspirazione
più elevata
Causa:
Risoluzione:
Causa:
Risoluzione:
Gas inerte assente
Tutte le altre funzioni sono disponibili.
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
collegamento a massa errato.
eseguire il collegamento a massa in modo regolare.
cavo della corrente della torcia per saldatura interrotto.
sostituire la torcia per saldatura.
bombola del gas vuota.
sostituire la bombola del gas.
riduttore di pressione del gas difettoso.
sostituire il riduttore di pressione del gas.
tubo del gas smontato, piegato o danneggiato.
montare il tubo del gas, disporlo diritto. Sostituire il tubo del
gas difettoso.
torcia per saldatura difettosa.
sostituire la torcia per saldatura.
Causa:
Risoluzione:
valvola magnetica del gas difettosa.
contattare il servizio di assistenza (per far sostituire la valvola
magnetica del gas).
45

Anche premendo il tasto della torcia, questa non funziona
Interruttore di rete del generatore inserito, spie sul generatore accese.
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
FSC ("Fronius System Connector", attacco centrale) non inserito completamente.
inserire completamente l'FSC.
torcia per saldatura o cavo di comando della torcia difettosi.
sostituire la torcia per saldatura.
pacchetto tubi flessibili di collegamento non regolarmente collegato o difettoso.
collegare regolarmente il pacchetto tubi flessibili di collegamento;
sostituire il pacchetto tubi flessibili di collegamento difettoso.
generatore difettoso.
contattare il servizio di assistenza.
46

Proprietà di saldatura scarse
Causa:
Risoluzione:
parametri di saldatura errati.
correggere le impostazioni.
IT
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
cattivo collegamento a massa.
creare un buon contatto con il pezzo da lavorare.
gas inerte assente o insufficiente.
controllare il riduttore di pressione del gas, il tubo del gas, la
valvola magnetica del gas e l'attacco del gas inerte della torcia
per saldatura. Per le torce per saldatura raffreddate a gas, controllare la guarnizione di tenuta del gas, utilizzare una guaina
guidafilo idonea.
torcia per saldatura non ermetica.
sostituire la torcia per saldatura.
tubo di contatto troppo grande o usurato.
sostituire il tubo di contatto.
lega del filo o diametro del filo errati.
controllare la bobina filo/intrecciata inserita.
lega del filo o diametro del filo errati.
verificare la saldabilità del materiale di base.
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
gas inerte non adatto alla lega del filo.
utilizzare il gas inerte adatto.
condizioni di saldatura sfavorevoli: impurità nel gas inerte (umidità, aria), protezione con gas carente (il bagno di fusione "cuoce", aria di trazione), impurità sul pezzo da lavorare (ruggine,
vernice, grasso).
ottimizzare le condizioni di saldatura.
spruzzi di saldatura nell'ugello del gas.
rimuovere gli spruzzi di saldatura.
turbolenze causate da un'eccessiva quantità di gas inerte.
ridurre la quantità di gas inerte; si consiglia la seguente propor-
zione:
quantità di gas inerte (l/min) = diametro del filo (mm) x 10
(ad es. 16 l/min per elettrodo a filo da 1,6 mm).
distanza eccessiva tra la torcia per saldatura e il pezzo da lavorare.
ridurre la distanza tra la torcia per saldatura e il pezzo da lavorare (ca. 10-15 mm / 0.39-0.59 in.).
Causa:
Risoluzione:
Causa:
angolo di incidenza della torcia per saldatura troppo ampio.
ridurre l'angolo di incidenza della torcia per saldatura.
i componenti di avanzamento del filo non sono adatti al diametro dell'elettrodo a filo / al materiale dell'elettrodo a filo.
47
utilizzare i componenti di avanzamento filo corretti.Risoluzione:
Cattiva alimentazione del filo
Causa:
Risoluzione:
a seconda del sistema, regolazione del freno nel carrello traina
filo o nel generatore troppo rigida.
allentare la regolazione del freno.
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
foro del tubo di contatto spostato.
sostituire il tubo di contatto.
guaina guidafilo o inserto guidafilo difettosi.
controllare l'eventuale presenza di impurità, piegature, ecc. sul-
la guaina guidafilo o sull'inserto guidafilo;
sostituire la guaina guidafilo o l'inserto guidafilo difettosi.
rulli d'avanzamento non adatti all'elettrodo a filo utilizzato.
utilizzare rulli d'avanzamento adatti.
pressione d'aderenza dei rulli d'avanzamento errata.
ottimizzare la pressione d'aderenza.
rulli d'avanzamento sporchi o danneggiati.
pulire o sostituire i rulli d'avanzamento.
guaina guidafilo spostata o piegata.
sostituire la guaina guidafilo.
guaina guidafilo troppo corta dopo il taglio a misura.
sostituire la guaina guidafilo e accorciare la guaina guidafilo
nuova alla lunghezza corretta.
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
L’ugello del gas si surriscalda
Causa:
Risoluzione:
abrasione dell'elettrodo a filo causata da una pressione d'aderenza eccessiva sui rulli d'avanzamento.
ridurre la pressione d'aderenza sui rulli d'avanzamento.
elettrodo a filo sporco o arrugginito.
utilizzare elettrodi a filo di qualità superiore e privi di impurità.
per le guaine guidafilo in acciaio: guaina guidafilo non rivestita
in uso.
utilizzare una guaina guidafilo rivestita.
assenza di dissipazione del calore a causa dell’ugello del gas allentato.
serrare completamente l’ugello del gas.
48

La torcia per saldatura si surriscalda
Causa:
Risoluzione:
solo per le torce per saldatura Multilock: dado per raccordi del
corpo torcia allentato.
serrare il dado per raccordi.
IT
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Breve durata del tubo di contatto
Causa:
Risoluzione:
Causa:
Risoluzione:
la torcia per saldatura è stata utilizzata con una corrente di saldatura superiore a quella massima.
ridurre la potenza di saldatura o utilizzare una torcia per saldatura con prestazioni più elevate.
torcia per saldatura sottodimensionata.
rispettare il tempo di accensione e i limiti di carico.
solo per impianti raffreddati ad acqua: flusso del refrigerante
insufficiente.
controllare il livello, la portata e il grado di impurità del refrigerante, la disposizione del pacchetto tubi flessibili, ecc.
punta della torcia per saldatura troppo vicina all'arco voltaico.
aumentare lo stick-out.
rulli d'avanzamento errati.
utilizzare i rulli d'avanzamento corretti.
abrasione dell'elettrodo a filo causata da una pressione d'aderenza eccessiva sui rulli d'avanzamento.
ridurre la pressione d'aderenza sui rulli d'avanzamento.
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
AVVERTENZA!
Nelle applicazioni CrNi è possibile che il tubo di contatto si usuri maggiormente
per via della qualità della superficie dell'elettrodo a filo CrNi.
elettrodo a filo sporco / arrugginito.
utilizzare elettrodi a filo di qualità superiore e privi di impurità.
elettrodo a filo non isolato.
utilizzare un elettrodo a filo con isolamento adeguato.
dimensioni del tubo di contatto errate.
dimensionare correttamente il tubo di contatto.
tempo di accensione della torcia per saldatura eccessivamente
lungo.
ridurre il tempo di accensione o utilizzare una torcia per saldatura a prestazioni più elevate.
tubo di contatto surriscaldato. Assenza di dissipazione del calore a causa del tubo di contatto allentato.
stringere il tubo di contatto.
49
Anomalia di funzionamento del tasto della torcia
Causa:
Risoluzione:
collegamenti a spina tra torcia per saldatura e generatore difettosi.
eseguire i collegamenti a spina in modo regolare / inviare il generatore o la torcia per saldatura all'assistenza.
Causa:
Risoluzione:
Causa:
Risoluzione:
Porosità del giunto saldato
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
presenza di impurità tra il tasto della torcia e il suo corpo esterno.
eliminare le impurità.
cavo di comando difettoso.
contattare il servizio di assistenza.
accumulo di spruzzi nell'ugello del gas, da cui deriva una protezione antigas insufficiente del giunto saldato.
rimuovere gli spruzzi di saldatura.
tubo del gas forato o collegamento impreciso del tubo del gas.
sostituire il tubo del gas.
guarnizione circolare sull'attacco centrale danneggiata o difettosa.
sostituire la guarnizione circolare.
umidità / condensa nel tubo del gas.
asciugare il tubo del gas.
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
Causa:
Risoluzione:
flusso del gas eccessivo o insufficiente.
correggere il flusso del gas.
portata del gas insufficiente all'inizio o al termine della saldatura.
aumentare la preapertura del gas e il ritardo di chiusura del gas.
elettrodo a filo arrugginito o di scarsa qualità.
utilizzare elettrodi a filo di qualità superiore e privi di impurità.
per le torce per saldatura raffreddate a gas: fuoriuscita del gas
con guaine guidafilo non isolate.
utilizzare solo guaine guidafilo isolate con le torce per saldatura
raffreddate a gas.
apporto eccessivo di agente di distacco.
rimuovere l'agente di distacco in eccesso / apportare meno
agente di distacco.
50
Manutenzione
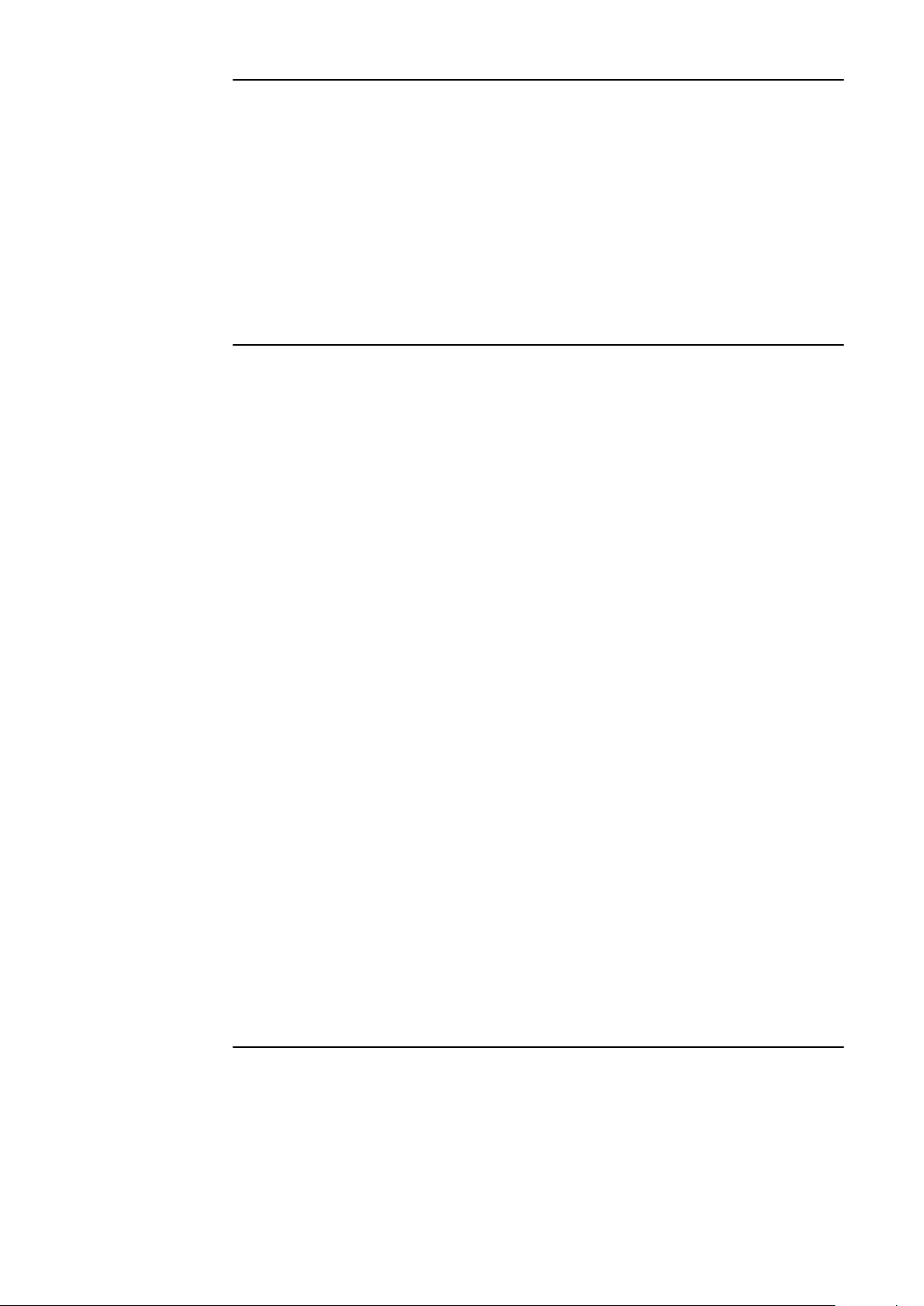
Rilevare i pezzi
soggetto ad usura difettosi
Supporto dell'ugello
1.
-
-
Protezione dagli spruzzi (solo per torce per saldatura raffreddate ad acqua)
2.
-
Ugello di aspirazione
3.
-
Tubo di contatto
4.
-
-
-
Ugello del gas
5.
-
-
-
Elementi isolanti
6.
-
IT
spigoli esterni bruciati, intaccature.
incollatura a causa degli spruzzi di saldatura
spigoli esterni bruciati, intaccature.
spigoli esterni bruciati, intaccature.
fori di ingresso e di uscita del filo ovalizzati
incollatura a causa degli spruzzi di saldatura
punta del tubo di contatto bruciata.
incollatura a causa degli spruzzi di saldatura
spigoli esterni bruciati
intaccature.
spigoli esterni bruciati, intaccature.
51
Manutenzione
all'inizio di ogni
giornata lavorativa
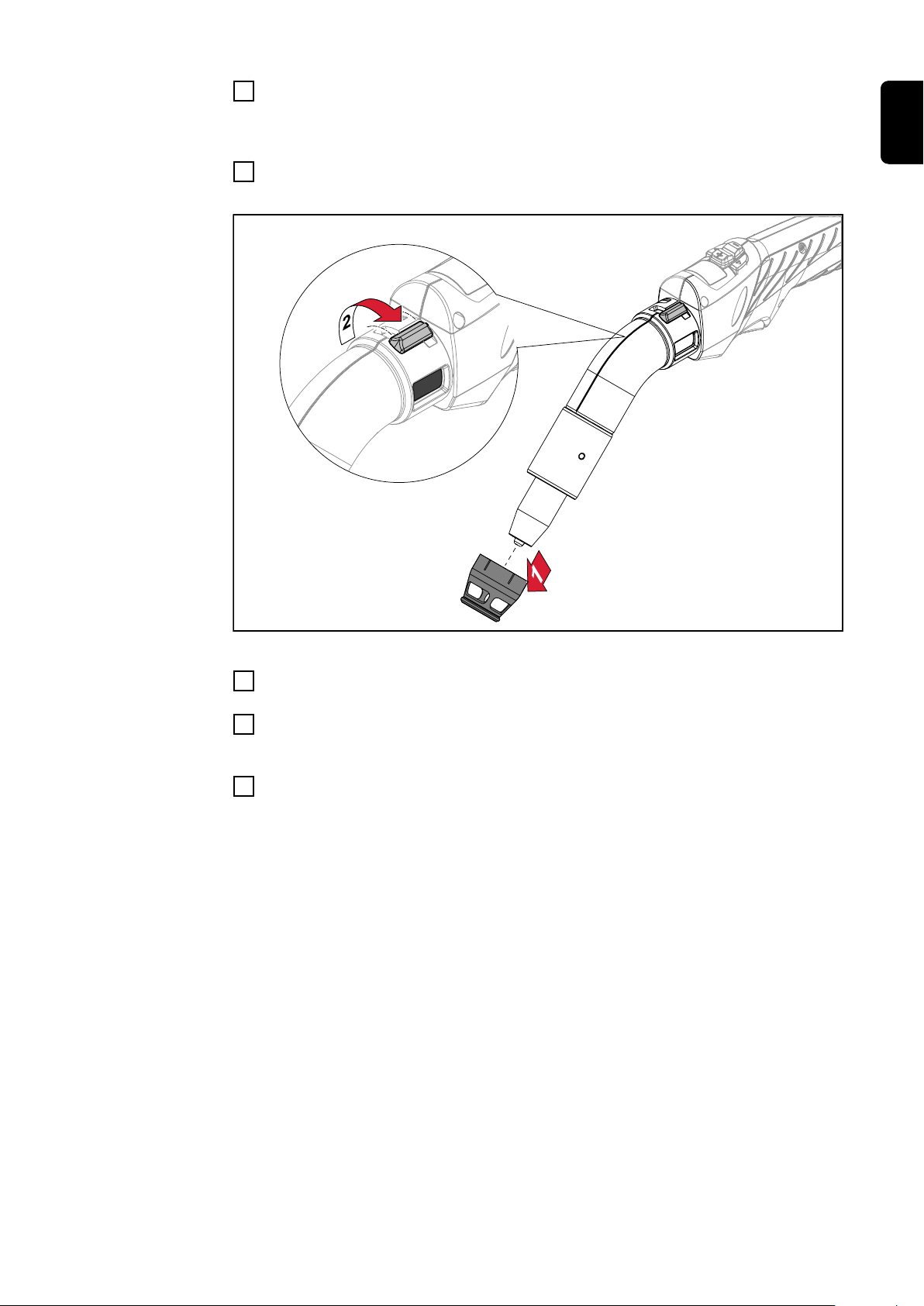
Controllare l'ugello di aspirazione e sostituirlo se danneggiato:
1
Pulire l'ugello del gas, il tubo di contatto, la protezione antispruzzo (solo per le
torce per saldatura raffreddate ad acqua), il gruppo ugello e le parti isolanti dagli schizzi di saldatura, controllare che non vi siano danni e sostituire le parti
danneggiate:
2
52
Inoltre, a ogni messa in funzione per le torce per saldatura raffreddate ad ac-
3
qua:
assicurarsi che tutti gli attacchi del refrigerante siano a tenuta stagna
-
assicurarsi che il ritorno del refrigerante sia corretto - per ulteriori infor-
-
mazioni, consultare la documentazione per l'utente dell'unità di raffreddamento

Manutenzione
ogni 48 ore
Aprire e chiudere il regolatore del flusso d'aria ogni 48 ore:
Accensione dell'aspirazione
1
2
IT
Aprire e chiudere il regolatore del flusso d'aria
Se le prese d'aria sono sporche e/o il regolatore di flusso dell'aria non si apre più
senza problemi, pulirle con aria compressa:
3
Assicurarsi che le particelle rilasciate durante la pulizia vengano assorbite dal sistema di aspirazione
53
Manutenzione ad
ogni sostituzione
della bobina filo/
bobina intrecciata
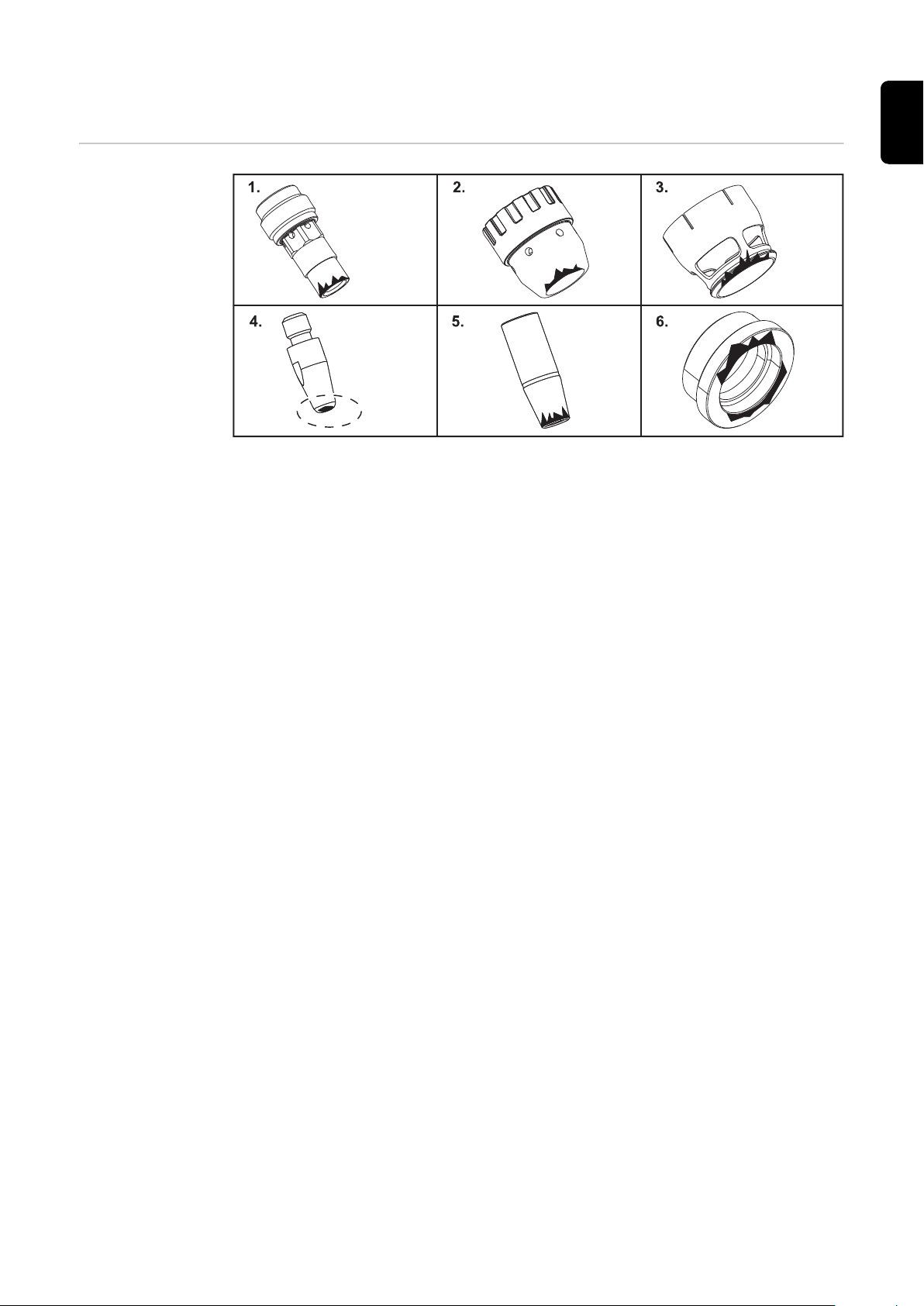
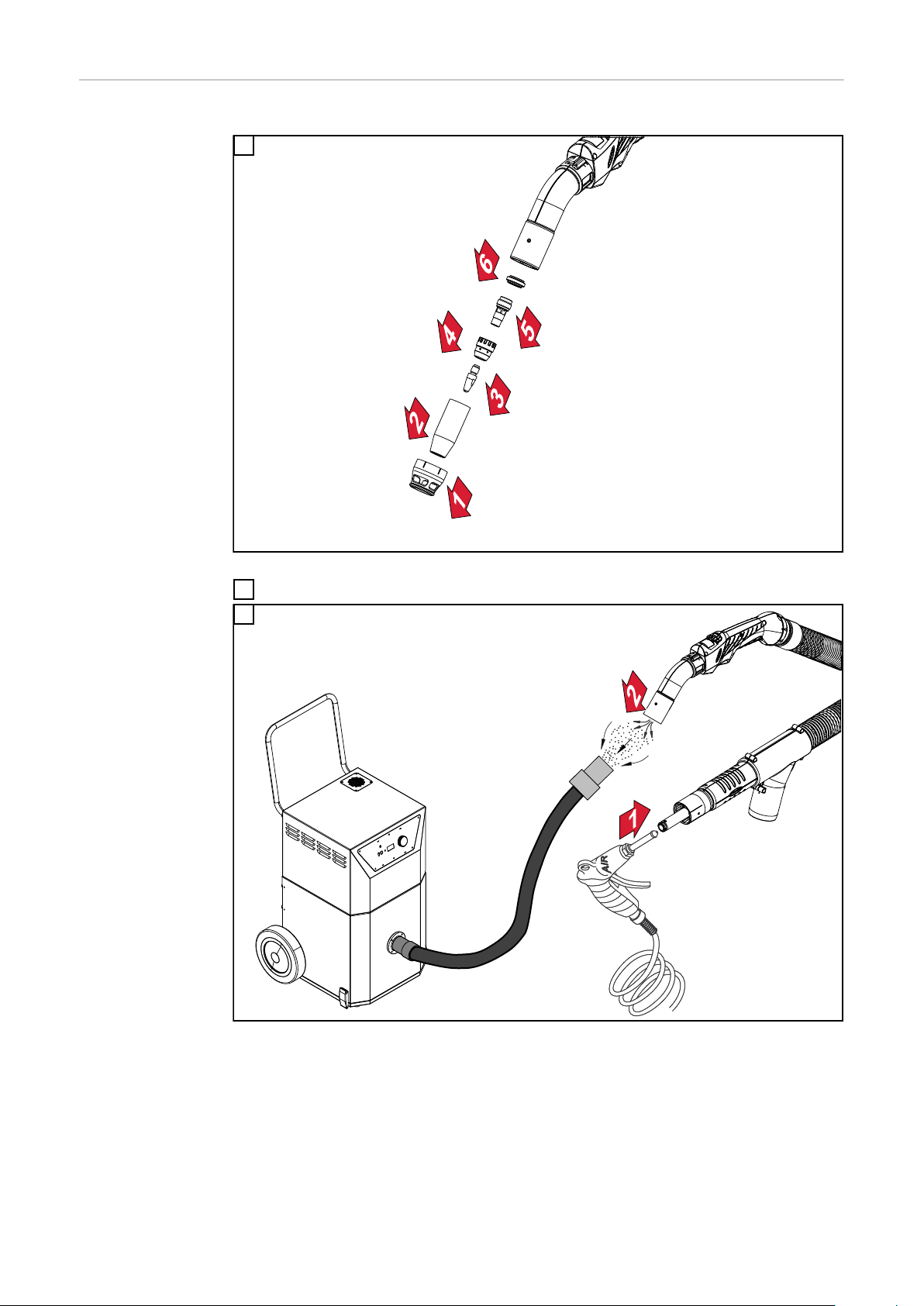
Pulire il tubo di alimentazione filo con aria compressa ridotta:
1
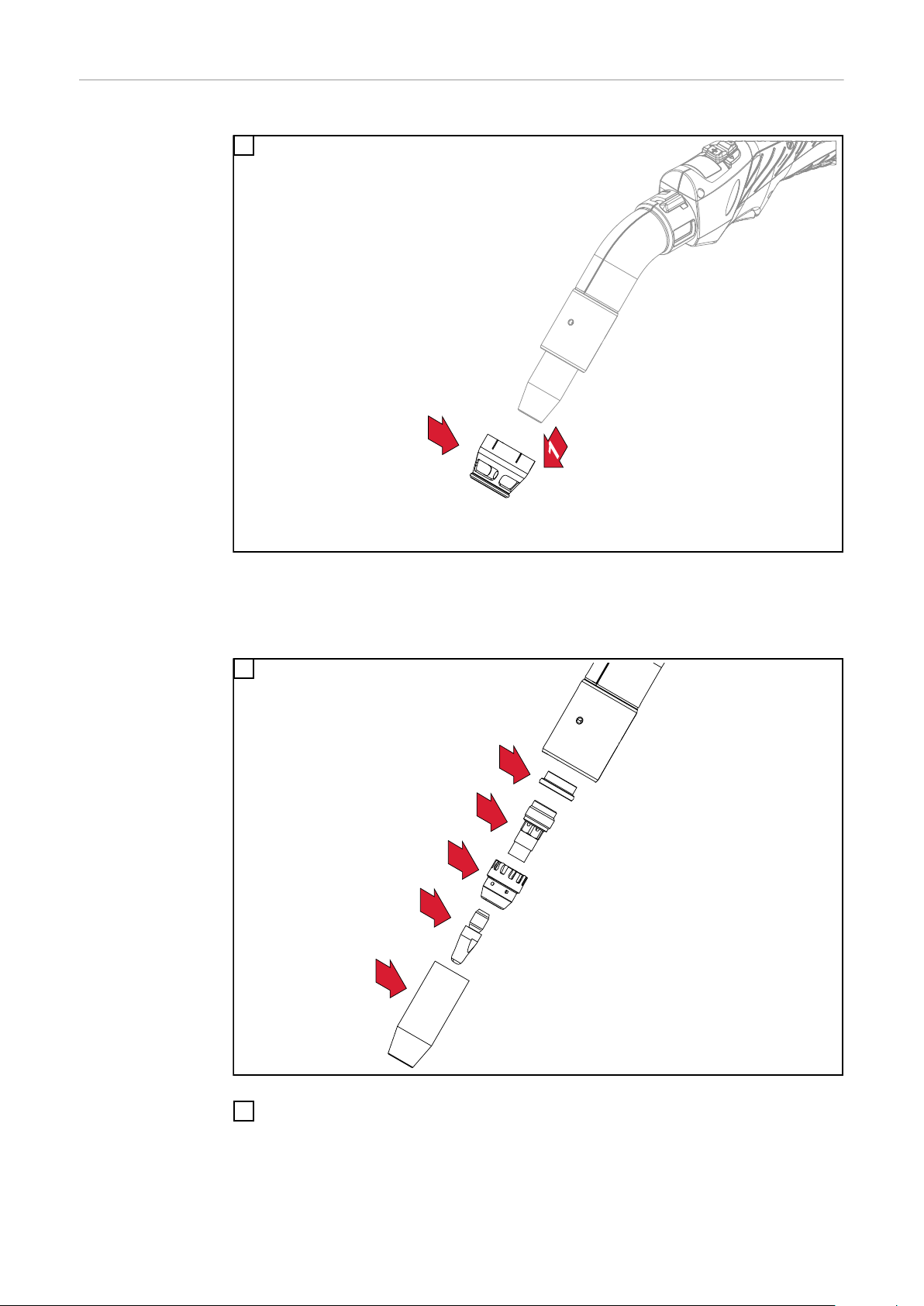
Smontaggio dei pezzi soggetti ad usura:
Accensione dell'aspirazione
2
3
54
Pulire il pacchetto tubi flessibili; assicurarsi che le particelle rilasciate durante la pulizia vengano assorbite dal sistema di aspirazione
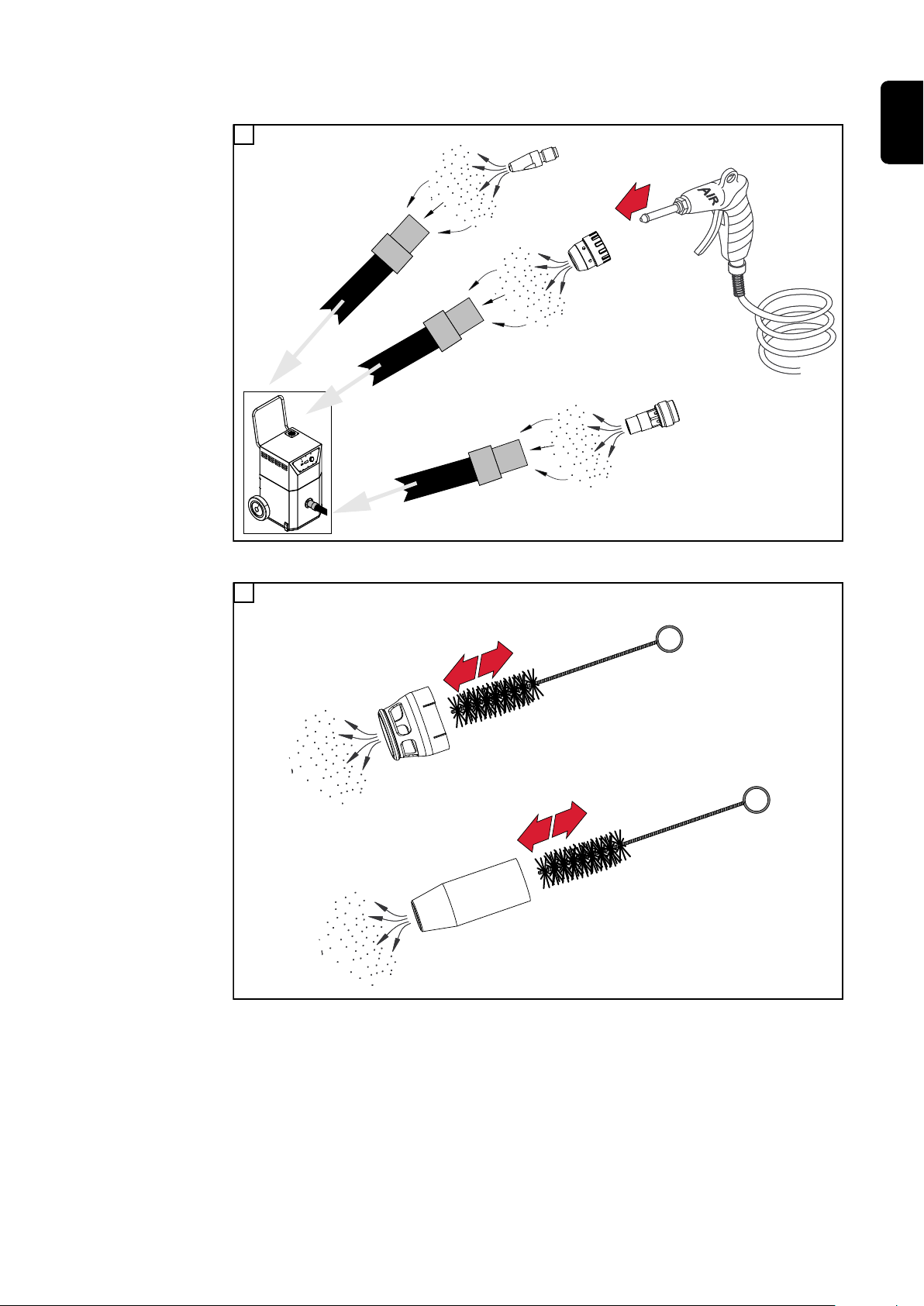
Consiglio: sostituire la guaina guidafilo, pulire i pezzi soggetti a usura prima di
installare di nuovo la guaina guidafilo.
4
IT
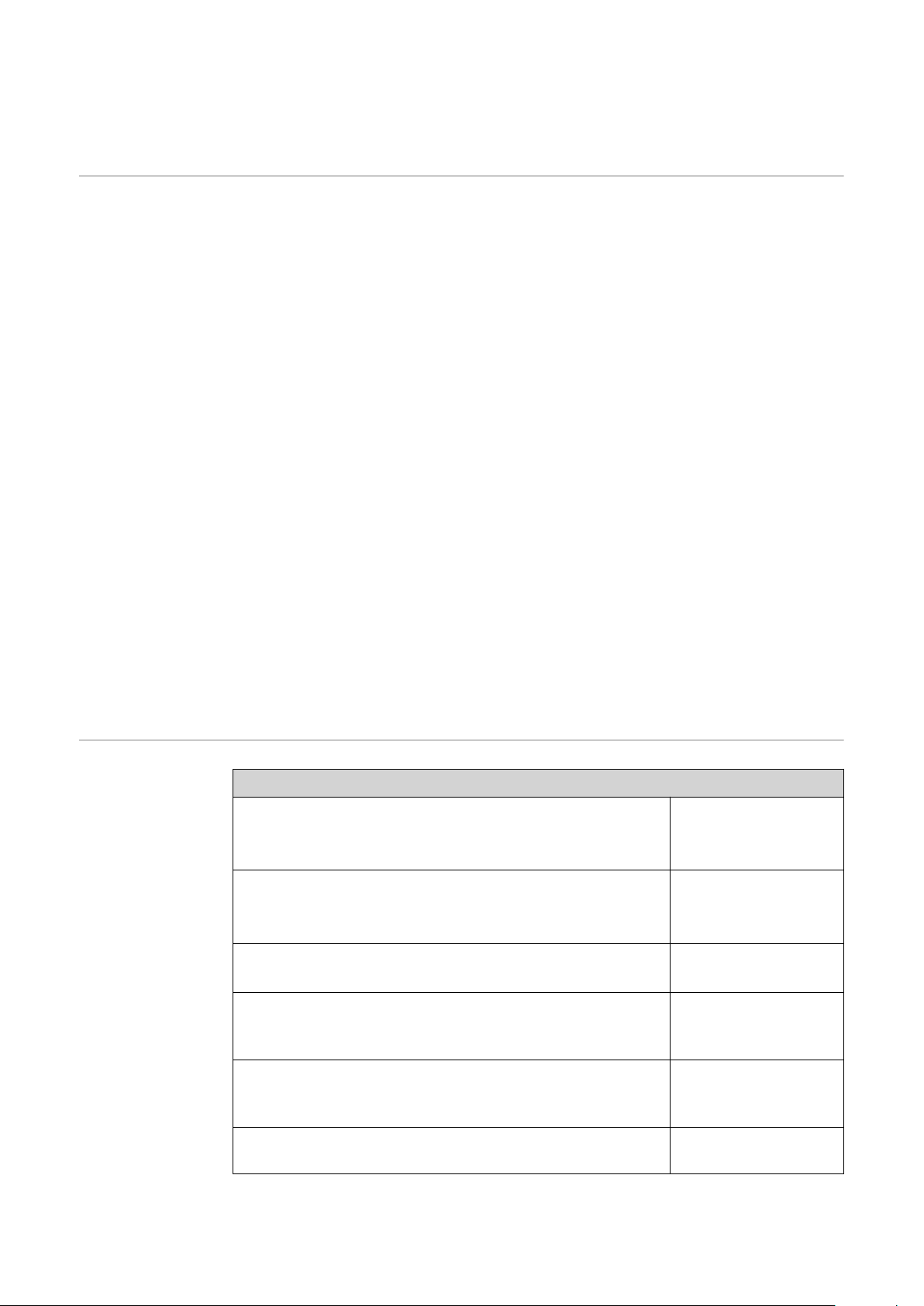
Pulire il tubo di contatto, le protezioni antispruzzo e il supporto dell'ugello con aria compressa; assicurarsi che le particelle rilasciate durante la pulizia vengano assorbite dal sistema di aspirazione
5
Pulire l'ugello di aspirazione e l'ugello del gas con una spazzola
55

56

Dati tecnici
57

58

Dati tecnici delle torce per saldatura raffreddate
ad acqua
In generale Misurazione tensione (V-Peak):
per torce per saldatura guidate manualmente: 113 V
-
per torce per saldatura guidate a macchina: 141 V
-
Dati tecnici tasto della torcia:
U
-
-
L'uso del tasto della torcia è consentito esclusivamente nell'ambito dei dati tecnici.
Questo prodotto è conforme ai requisiti della norma
-
-
L'efficienza di rilevamento dei fumi di saldatura dei sistemi di aspirazione integrati nella torcia (secondo la norma EN ISO 21904-3) dipende da diversi fattori di
influenza, ad esempio:
-
-
-
-
-
-
-
-
-
= 5 V
max
I
= 10 mA
max
EN IEC 60974-7/- 10 CI. A e
EN ISO 21904-1
Qualità del componente e relativo sviluppo di fumi durante la saldatura
Processo di saldatura.
Direzione della saldatura (a trascinamento o a perforazione)
Posizioni di saldatura (PA, PC, PF,...)
Geometria del pezzo (struttura aperta o chiusa, ...)
Portata in volume del gas inerte
Angolo di incidenza della torcia per saldatura
Condizioni ambientali
...
IT
Dati tecnici della
torcia per saldatura MTW Exento
MTW 300i Exento | Lunghezza torcia per saldatura = 3,5 m (11 ft.) 5,8 in.)
Corrente di saldatura a 10 min/40 °C (104 °F);
valori si applicano con CO2 e gas misto come gas inerte
(EN ISO 14175)
Portata in volume di aspirazione all'estremità anteriore
della torcia per saldatura Q
Portata in volume di aspirazione sul raccordo di aspirazione della torcia per saldatura Q
21904-1)
Pressione negativa necessaria Δpc alla connessione di
aspirazione della torcia per saldatura (EN IEC ISO
21904-1)
Potenza circuito refrigerante minima secondo la norma
IEC 60974-2.
Flusso minimo necessario del refrigerante Q
Pressione minima necessaria del refrigerante p
Pressione massima consentita del refrigerante p
(EN IEC ISO 21904-1)
v,n
(EN IEC ISO
v,c
min
min
max
100% TA1)/300 A
52 m3/h (1837 cfh)
95 m3/h (1837 cfh)
13,5 kPa (135 mbar)
(0,26 gal. [US]/min)
3 bar (43 psi)
5,5 bar (79 psi)
700 W
1 l/min
59

MTW 300i Exento | Lunghezza torcia per saldatura = 3,5 m (11 ft.) 5,8 in.)
Elettrodi a filo ammessi (diametro)
0,8 - 1,2 mm
(0,032 - 0,047 in.)
MTW 300i Exento | Lunghezza torcia per saldatura = 4,5 m (14 ft.) 9,17 in.)
Corrente di saldatura a 10 min/40 °C (104 °F);
100% TA1)/300 A
valori si applicano con CO2 e gas misto come gas inerte
(EN ISO 14175)
Portata in volume di aspirazione all'estremità anteriore
della torcia per saldatura Q
(EN IEC ISO 21904-1)
v,n
Portata in volume di aspirazione sul raccordo di aspirazione della torcia per saldatura Q
(EN IEC ISO
v,c
52 m3/h (1837 cfh)
100 m3/h (3532 cfh)
21904-1)
Pressione negativa necessaria Δpc alla connessione di
15 kPa (150 mbar)
aspirazione della torcia per saldatura (EN IEC ISO
21904-1)
Potenza circuito refrigerante minima secondo la norma
900 W
IEC 60974-2.
Flusso minimo necessario del refrigerante Q
min
1 l/min
(0,26 gal. [US]/min)
Pressione minima necessaria del refrigerante p
min
3 bar (43 psi)
Pressione massima consentita del refrigerante p
Elettrodi a filo ammessi (diametro)
max
5,5 bar (79 psi)
0,8 - 1,2 mm
(0,032 - 0,047 in.)
MTW 300d Exento | Lunghezza torcia per saldatura = 3,5 m (11 piedi). 5,8 in.)
Corrente di saldatura a 10 min/40 °C (104 °F);
100% TA1)/300 A
valori si applicano con CO2 e gas misto come gas inerte
(EN ISO 14175)
Portata in volume di aspirazione all'estremità anteriore
della torcia per saldatura Q
(EN IEC ISO 21904-1)
v,n
Portata in volume di aspirazione sul raccordo di aspirazione della torcia per saldatura Q
(EN IEC ISO
v,c
52 m3/h (1837 cfh)
95 m3/h (1837 cfh)
21904-1)
Pressione negativa necessaria Δpc alla connessione di
13,5 kPa (135 mbar)
aspirazione della torcia per saldatura (EN IEC ISO
21904-1)
Potenza circuito refrigerante minima secondo la norma
700 W
IEC 60974-2.
Flusso minimo necessario del refrigerante Q
min
1 l/min
(0,26 gal. [US]/min)
60
Pressione minima necessaria del refrigerante p
Pressione massima consentita del refrigerante p
Elettrodi a filo ammessi (diametro)
min
max
3 bar (43 psi)
5,5 bar (79 psi)
0,8 - 1,2 mm
(0,032 - 0,047 in.)

MTW 300d Exento | Lunghezza torcia per saldatura = 4,5 m (14 piedi). 9,17 in.)
Corrente di saldatura a 10 min/40 °C (104 °F);
valori si applicano con CO2 e gas misto come gas inerte
(EN ISO 14175)
Portata in volume di aspirazione all'estremità anteriore
della torcia per saldatura Q
(EN IEC ISO 21904-1)
v,n
Portata in volume di aspirazione sul raccordo di aspirazione della torcia per saldatura Q
(EN IEC ISO
v,c
21904-1)
Pressione negativa necessaria Δpc alla connessione di
aspirazione della torcia per saldatura (EN IEC ISO
21904-1)
Potenza circuito refrigerante minima secondo la norma
IEC 60974-2.
Flusso minimo necessario del refrigerante Q
Pressione minima necessaria del refrigerante p
Pressione massima consentita del refrigerante p
min
min
max
Elettrodi a filo ammessi (diametro)
100% TA1)/300 A
52 m3/h (1837 cfh)
100 m3/h (3532 cfh)
15 kPa (150 mbar)
900 W
1 l/min
(0,26 gal. [US]/min)
3 bar (43 psi)
5,5 bar (79 psi)
0,8 - 1,2 mm
(0,032 - 0,047 in.)
IT
MTW 500i Exento | Lunghezza torcia per saldatura = 3,5 m (11 ft.) 5,8 in.)
Corrente di saldatura a 10 min/40 °C (104 °F);
valori si applicano con CO2 e gas misto come gas inerte
100% TA1)/400 A
40% TA1)/500 A
(EN ISO 14175)
Portata in volume di aspirazione all'estremità anteriore
della torcia per saldatura Q
(EN IEC ISO 21904-1)
v,n
Portata in volume di aspirazione sul raccordo di aspirazione della torcia per saldatura Q
(EN IEC ISO
v,c
57 m3/h (2013 cfh)
100 m3/h (3532 cfh)
21904-1)
Pressione negativa necessaria Δpc alla connessione di
11,9 kPa (119 mbar)
aspirazione della torcia per saldatura (EN IEC ISO
21904-1)
Potenza circuito refrigerante minima secondo la norma
1000 W
IEC 60974-2.
Flusso minimo necessario del refrigerante Q
min
(0,26 gal. [US]/min)
Pressione minima necessaria del refrigerante p
Pressione massima consentita del refrigerante p
Elettrodi a filo ammessi (diametro)
min
max
3 bar (43 psi)
5,5 bar (79 psi)
1 - 1,6 mm
(0,039 - 0,063 in.)
1 l/min
MTW 500i Exento | Lunghezza torcia per saldatura = 4,5 m (14 ft.) 9,17 in.)
Corrente di saldatura a 10 min/40 °C (104 °F);
valori si applicano con CO2 e gas misto come gas inerte
100% TA1)/400 A
40% TA1)/500 A
(EN ISO 14175)
61

MTW 500i Exento | Lunghezza torcia per saldatura = 4,5 m (14 ft.) 9,17 in.)
Portata in volume di aspirazione all'estremità anteriore
della torcia per saldatura Q
(EN IEC ISO 21904-1)
v,n
Portata in volume di aspirazione sul raccordo di aspirazione della torcia per saldatura Q
(EN IEC ISO
v,c
57 m3/h (2013 cfh)
105 m3/h (3709 cfh)
21904-1)
Pressione negativa necessaria Δpc alla connessione di
14 kPa (140 mbar)
aspirazione della torcia per saldatura (EN IEC ISO
21904-1)
Potenza circuito refrigerante minima secondo la norma
1200 W
IEC 60974-2.
Flusso minimo necessario del refrigerante Q
min
1 l/min
(0,26 gal. [US]/min)
Pressione minima necessaria del refrigerante p
Pressione massima consentita del refrigerante p
Elettrodi a filo ammessi (diametro)
min
max
3 bar (43 psi)
5,5 bar (79 psi)
1 - 1,6 mm
(0,039 - 0,063 in.)
MTW 500d Exento | Lunghezza torcia per saldatura = 3,5 m (11 ft.) 5,8 in.)
Corrente di saldatura a 10 min/40 °C (104 °F);
valori si applicano con CO2 e gas misto come gas inerte
100% TA1)/400 A
40% TA1)/500 A
(EN ISO 14175)
Portata in volume di aspirazione all'estremità anteriore
della torcia per saldatura Q
(EN IEC ISO 21904-1)
v,n
Portata in volume di aspirazione sul raccordo di aspirazione della torcia per saldatura Q
(EN IEC ISO
v,c
57 m3/h (2013 cfh)
100 m3/h (3532 cfh)
21904-1)
Pressione negativa necessaria Δpc alla connessione di
11,9 kPa (119 mbar)
aspirazione della torcia per saldatura (EN IEC ISO
21904-1)
Potenza circuito refrigerante minima secondo la norma
1000 W
IEC 60974-2.
Flusso minimo necessario del refrigerante Q
min
1 l/min
(0,26 gal. [US]/min)
Pressione minima necessaria del refrigerante p
Pressione massima consentita del refrigerante p
Elettrodi a filo ammessi (diametro)
min
max
3 bar (43 psi)
5,5 bar (79 psi)
1 - 1,6 mm
(0,039 - 0,063 in.)
MTW 500d Exento | Lunghezza torcia per saldatura = 4,5 m (14 ft.) 9,17 in.)
Corrente di saldatura a 10 min/40 °C (104 °F);
valori si applicano con CO2 e gas misto come gas inerte
100% TA1)/400 A
40% TA1)/500 A
(EN ISO 14175)
62
Portata in volume di aspirazione all'estremità anteriore
della torcia per saldatura Q
(EN IEC ISO 21904-1)
v,n
57 m3/h (2013 cfh)

MTW 500d Exento | Lunghezza torcia per saldatura = 4,5 m (14 ft.) 9,17 in.)
Portata in volume di aspirazione sul raccordo di aspirazione della torcia per saldatura Q
(EN IEC ISO
v,c
21904-1)
Pressione negativa necessaria Δpc del sistema di aspirazione (EN IEC ISO 21904-1)
Potenza circuito refrigerante minima secondo la norma
IEC 60974-2.
Flusso minimo del refrigerante Q
Pressione minima del refrigerante p
Pressione massima del refrigerante p
min
min
max
Elettrodi a filo ammessi (diametro)
1)
ED = tempo di accensione; tempo di follow-up dell'aspirazione dopo la fine della saldatura = 30 secondi
105 m3/h (3709 cfh)
14 kPa (140 mbar)
1200 W
1 l/min
(0,26 gal. [US]/min)
3 bar (43 psi)
5,5 bar (79 psi)
1 - 1,6 mm
(0,039 - 0,063 in.)
IT
63
Dati tecnici delle torce per saldatura raffreddate
a gas
In generale Misurazione tensione (V-Peak):
per torce per saldatura guidate manualmente: 113 V
-
per torce per saldatura guidate a macchina: 141 V
-
Dati tecnici tasto della torcia:
U
-
-
L'uso del tasto della torcia è consentito esclusivamente nell'ambito dei dati tecnici.
Questo prodotto è conforme ai requisiti della norma
-
-
L'efficienza di rilevamento dei fumi di saldatura dei sistemi di aspirazione integrati nella torcia (secondo la norma EN ISO 21904-3) dipende da diversi fattori di
influenza, ad esempio:
-
-
-
-
-
-
-
-
-
= 5 V
max
I
= 10 mA
max
EN IEC 60974-7/- 10 CI. A e
EN ISO 21904-1
Qualità del componente e relativo sviluppo di fumi durante la saldatura
Processo di saldatura.
Direzione della saldatura (a trascinamento o a perforazione)
Posizioni di saldatura (PA, PC, PF,...)
Geometria del pezzo (struttura aperta o chiusa, ...)
Portata in volume del gas inerte
Angolo di incidenza della torcia per saldatura
Condizioni ambientali
...
Dati tecnici della
torcia per saldatura MTG Exento
MTG 250i Exento | Lunghezza torcia per saldatura = 3,5 m (11 ft.) 5,8 in.)
Corrente di saldatura a 10 min/40 °C (104 °F); i valori di
si applicano con CO2 come gas inerte
(EN ISO 14175)
Corrente di saldatura a 10 min/40 °C (104 °F);
valori si applicano con gas misto come gas inerte
(EN ISO 14175)
Portata in volume di aspirazione all'estremità anteriore
della torcia per saldatura Q
Portata in volume di aspirazione sul raccordo di aspirazione della torcia per saldatura Q
21904-1)
Pressione negativa necessaria Δpc alla connessione di
aspirazione della torcia per saldatura (EN IEC ISO
21904-1)
Elettrodi a filo ammessi (diametro)
(EN IEC ISO 21904-1)
v,n
(EN IEC ISO
v,c
40% TA1)/250 A
60% TA1)/210 A
100% TA1)/170 A
40% TA1)/250 A
60% TA1)/210 A
100% TA1)/170 A
52 m3/h (1837 cfh)
70 m3/h (2472 cfh)
10 kPa (100 mbar)
0,8 - 1,2 mm
(0,032 - 0,047 in.)
64

MTG 250i Exento | Lunghezza torcia per saldatura = 4,5 m (14 ft.) 9,17 in.)
Corrente di saldatura a 10 min/40 °C (104 °F); i valori di
si applicano con CO2 come gas inerte
(EN ISO 14175)
Corrente di saldatura a 10 min/40 °C (104 °F);
valori si applicano con gas misto come gas inerte
(EN ISO 14175)
Portata in volume di aspirazione all'estremità anteriore
della torcia per saldatura Q
(EN IEC ISO 21904-1)
v,n
Portata in volume di aspirazione sul raccordo di aspirazione della torcia per saldatura Q
(EN IEC ISO
v,c
40% TA1)/250 A
60% TA1)/210 A
100% TA1)/170 A
40% TA1)/250 A
60% TA1)/210 A
100% TA1)/170 A
52 m3/h (1837 cfh)
80 m3/h (2526 cfh)
21904-1)
Pressione negativa necessaria Δpc alla connessione di
10,8 kPa (108 mbar)
aspirazione della torcia per saldatura (EN IEC ISO
21904-1)
Elettrodi a filo ammessi (diametro)
0,8 - 1,2 mm
(0,032 - 0,047 in.)
MTG 250d Exento | Lunghezza torcia per saldatura = 3,5 m (11 piedi). 5,8 in.)
Corrente di saldatura per 10 min/40 °C (104 °F)
I valori si applicano con CO2 come gas inerte
(EN ISO 14175)
40% TA1)/250 A
60% TA1)/210 A
100% TA1)/170 A
IT
Corrente di saldatura a 10 min/40 °C (104 °F);
valori si applicano con gas misto come gas inerte
(EN ISO 14175)
Portata in volume di aspirazione all'estremità anteriore
della torcia per saldatura Q
(EN IEC ISO 21904-1)
v,n
Portata in volume di aspirazione sul raccordo di aspirazione della torcia per saldatura Q
(EN IEC ISO
v,c
40% TA1)/200 A
60% TA1)/160 A
100% TA1)/120 A
52 m3/h (1837 cfh)
70 m3/h (2472 cfh)
21904-1)
Pressione negativa necessaria Δpc alla connessione di
10 kPa (100 mbar)
aspirazione della torcia per saldatura (EN IEC ISO
21904-1)
Elettrodi a filo ammessi (diametro)
0,8 - 1,2 mm
(0,032 - 0,047 in.)
MTG 250d Exento | Lunghezza torcia per saldatura = 4,5 m (14 piedi). 9,17 in.)
Corrente di saldatura per 10 min/40 °C (104 °F)
I valori si applicano con CO2 come gas inerte
(EN ISO 14175)
Corrente di saldatura a 10 min/40 °C (104 °F);
valori si applicano con gas misto come gas inerte
(EN ISO 14175)
40% TA1)/250 A
60% TA1)/210 A
100% TA1)/170 A
40% TA1)/200 A
60% TA1)/160 A
100% TA1)/120 A
Portata in volume di aspirazione all'estremità anteriore
della torcia per saldatura Q
(EN IEC ISO 21904-1)
v,n
52 m3/h (1837 cfh)
65
MTG 250d Exento | Lunghezza torcia per saldatura = 4,5 m (14 piedi). 9,17 in.)
Portata in volume di aspirazione sul raccordo di aspirazione della torcia per saldatura Q
(EN IEC ISO
v,c
80 m3/h (2526 cfh)
21904-1)
Pressione negativa necessaria Δpc alla connessione di
10,8 kPa (108 mbar)
aspirazione della torcia per saldatura (EN IEC ISO
21904-1)
Elettrodi a filo ammessi (diametro)
0,8 - 1,2 mm
(0,032 - 0,047 in.)
MTG 320i Exento | Lunghezza torcia per saldatura = 3,5 m (11 ft.) 5,8 in.)
Corrente di saldatura per 10 min/40 °C (104 °F)
I valori si applicano con CO2 come gas inerte
(EN ISO 14175)
Corrente di saldatura a 10 min/40 °C (104 °F);
valori si applicano con gas misto come gas inerte
(EN ISO 14175)
Portata in volume di aspirazione all'estremità anteriore
della torcia per saldatura Q
(EN IEC ISO 21904-1)
v,n
Portata in volume di aspirazione sul raccordo di aspirazione della torcia per saldatura Q
(EN IEC ISO
v,c
40% TA1)/320 A
60% TA1)/260 A
100% TA1)/210 A
40% TA1)/320 A
60% TA1)/260 A
100% TA1)/210 A
57 m3/h (2013 cfh)
90 m3/h (3179 cfh)
21904-1)
Pressione negativa necessaria Δpc alla connessione di
10,2 kPa (102 mbar)
aspirazione della torcia per saldatura (EN IEC ISO
21904-1)
Elettrodi a filo ammessi (diametro)
0,8 - 1,6 mm
(0,032 - 0,063 in.)
MTG 320i Exento | Lunghezza torcia per saldatura = 4,5 m (14 ft.) 9,17 in.)
Corrente di saldatura per 10 min/40 °C (104 °F)
I valori si applicano con CO2 come gas inerte
(EN ISO 14175)
Corrente di saldatura a 10 min/40 °C (104 °F);
valori si applicano con gas misto come gas inerte
(EN ISO 14175)
Portata in volume di aspirazione all'estremità anteriore
della torcia per saldatura Q
(EN IEC ISO 21904-1)
v,n
Portata in volume di aspirazione sul raccordo di aspirazione della torcia per saldatura Q
(EN IEC ISO
v,c
40% TA1)/320 A
60% TA1)/260 A
100% TA1)/210 A
40% TA1)/320 A
60% TA1)/260 A
100% TA1)/210 A
57 m3/h (2013 cfh)
94 m3/h (3320 cfh)
21904-1)
Pressione negativa necessaria Δpc alla connessione di
11 kPa (110 mbar)
aspirazione della torcia per saldatura (EN IEC ISO
21904-1)
66
Elettrodi a filo ammessi (diametro)
0,8 - 1,6 mm
(0,032 - 0,063 in.)
MTG 320d Exento | Lunghezza torcia per saldatura = 3,5 m (11 ft.) 5,8 in.)
Corrente di saldatura per 10 min/40 °C (104 °F)
I valori si applicano con CO2 come gas inerte
(EN ISO 14175)
Corrente di saldatura a 10 min/40 °C (104 °F);
valori si applicano con gas misto come gas inerte
(EN ISO 14175)
Portata in volume di aspirazione all'estremità anteriore
della torcia per saldatura Q
(EN IEC ISO 21904-1)
v,n
Portata in volume di aspirazione sul raccordo di aspirazione della torcia per saldatura Q
(EN IEC ISO
v,c
40% TA1)/320 A
60% TA1)/260 A
100% TA1)/210 A
40% TA1)/260 A
60% TA1)/210 A
100% TA1)/160 A
57 m3/h (2013 cfh)
90 m3/h (3179 cfh)
21904-1)
Pressione negativa necessaria Δpc alla connessione di
10,2 kPa (102 mbar)
aspirazione della torcia per saldatura (EN IEC ISO
21904-1)
Elettrodi a filo ammessi (diametro)
0,8 - 1,6 mm
(0,032 - 0,063 in.)
MTG 320d Exento | Lunghezza torcia per saldatura = 4,5 m (14 ft.) 9,17 in.)
Corrente di saldatura per 10 min/40 °C (104 °F)
I valori si applicano con CO2 come gas inerte
(EN ISO 14175)
40% TA1)/320 A
60% TA1)/260 A
100% TA1)/210 A
IT
Corrente di saldatura a 10 min/40 °C (104 °F);
valori si applicano con gas misto come gas inerte
(EN ISO 14175)
Portata in volume di aspirazione all'estremità anteriore
della torcia per saldatura Q
(EN IEC ISO 21904-1)
v,n
Portata in volume di aspirazione sul raccordo di aspirazione della torcia per saldatura Q
(EN IEC ISO
v,c
40% TA1)/260 A
60% TA1)/210 A
100% TA1)/160 A
57 m3/h (2013 cfh)
94 m3/h (3320 cfh)
21904-1)
Pressione negativa necessaria Δpc alla connessione di
11 kPa (110 mbar)
aspirazione della torcia per saldatura (EN IEC ISO
21904-1)
Elettrodi a filo ammessi (diametro)
0,8 - 1,6 mm
(0,032 - 0,063 in.)
MTG 400i Exento | Lunghezza torcia per saldatura = 3,5 m (11 ft.) 5,8 in.)
Corrente di saldatura per 10 min/40 °C (104 °F)
I valori si applicano con CO2 come gas inerte
(EN ISO 14175)
Corrente di saldatura a 10 min/40 °C (104 °F);
valori si applicano con gas misto come gas inerte
(EN ISO 14175)
30% TA1)/400 A
60% TA1)/320 A
100% TA1)/260 A
30% TA1)/400 A
60% TA1)/320 A
100% TA1)/260 A
Portata in volume di aspirazione all'estremità anteriore
della torcia per saldatura Q
(EN IEC ISO 21904-1)
v,n
57 m3/h (2013 cfh)
67

MTG 400i Exento | Lunghezza torcia per saldatura = 3,5 m (11 ft.) 5,8 in.)
Portata in volume di aspirazione sul raccordo di aspirazione della torcia per saldatura Q
(EN IEC ISO
v,c
90 m3/h (3179 cfh)
21904-1)
Pressione negativa necessaria Δpc alla connessione di
10,2 kPa (102 mbar)
aspirazione della torcia per saldatura (EN IEC ISO
21904-1)
Elettrodi a filo ammessi (diametro)
0,8 - 1,6 mm
(0,032 - 0,063 in.)
MTG 400i Exento | Lunghezza torcia per saldatura = 4,5 m (14 ft.) 9,17 in.)
Corrente di saldatura per 10 min/40 °C (104 °F)
I valori si applicano con CO2 come gas inerte
(EN ISO 14175)
Corrente di saldatura a 10 min/40 °C (104 °F);
valori si applicano con gas misto come gas inerte
(EN ISO 14175)
Portata in volume di aspirazione all'estremità anteriore
della torcia per saldatura Q
(EN IEC ISO 21904-1)
v,n
Portata in volume di aspirazione sul raccordo di aspirazione della torcia per saldatura Q
(EN IEC ISO
v,c
30% TA1)/400 A
60% TA1)/320 A
100% TA1)/260 A
30% TA1)/400 A
60% TA1)/320 A
100% TA1)/260 A
57 m3/h (2013 cfh)
94 m3/h (3320 cfh)
21904-1)
Pressione negativa necessaria Δpc alla connessione di
11 kPa (110 mbar)
aspirazione della torcia per saldatura (EN IEC ISO
21904-1)
Elettrodi a filo ammessi (diametro)
0,8 - 1,6 mm
(0,032 - 0,063 in.)
MTG 400d Exento | Lunghezza torcia per saldatura = 3,5 m (11 piedi). 5,8 in.)
Corrente di saldatura per 10 min/40 °C (104 °F)
I valori si applicano con CO2 come gas inerte
(EN ISO 14175)
Corrente di saldatura a 10 min/40 °C (104 °F);
valori si applicano con gas misto come gas inerte
(EN ISO 14175)
Portata in volume di aspirazione all'estremità anteriore
della torcia per saldatura Q
(EN IEC ISO 21904-1)
v,n
Portata in volume di aspirazione sul raccordo di aspirazione della torcia per saldatura Q
(EN IEC ISO
v,c
30% TA1)/400 A
60% TA1)/320 A
100% TA1)/260 A
30% TA1)/320 A
60% TA1)/260 A
100% TA1)/210 A
57 m3/h (2013 cfh)
90 m3/h (3179 cfh)
21904-1)
Pressione negativa necessaria Δpc alla connessione di
10,2 kPa (102 mbar)
aspirazione della torcia per saldatura (EN IEC ISO
21904-1)
68
Elettrodi a filo ammessi (diametro)
0,8 - 1,6 mm
(0,032 - 0,063 in.)
MTG 400d Exento | Lunghezza torcia per saldatura = 4,5 m (14 piedi). 9,17 in.)
Corrente di saldatura per 10 min/40 °C (104 °F)
I valori si applicano con CO2 come gas inerte
(EN ISO 14175)
Corrente di saldatura a 10 min/40 °C (104 °F);
valori si applicano con gas misto come gas inerte
(EN ISO 14175)
Portata in volume di aspirazione all'estremità anteriore
della torcia per saldatura Q
(EN IEC ISO 21904-1)
v,n
Portata in volume di aspirazione sul raccordo di aspirazione della torcia per saldatura Q
(EN IEC ISO
v,c
21904-1)
Pressione negativa necessaria Δpc alla connessione di
aspirazione della torcia per saldatura (EN IEC ISO
21904-1)
Elettrodi a filo ammessi (diametro)
1)
ED = tempo di accensione; tempo di follow-up dell'aspirazione dopo la fine della saldatura = 30 secondi
30% TA1)/400 A
60% TA1)/320 A
100% TA1)/260 A
30% TA1)/320 A
60% TA1)/260 A
100% TA1)/210 A
57 m3/h (2013 cfh)
94 m3/h (3320 cfh)
11 kPa (110 mbar)
0,8 - 1,6 mm
(0,032 - 0,063 in.)
IT
69

70

IT
71

Fronius International GmbH
Froniusstraße 1
4643 Pettenbach
Austria
contact@fronius.com
www.fronius.com
Under www.fronius.com/contact you will find the adresses
of all Fronius Sales & Service Partners and locations.
spareparts.fronius.com
SPAREPARTS
ONLINE
 Loading...
Loading...