


Operating
manuals.fronius.com/
html/4204260459
e-Manual
Instructions
MTG Exento
MTW Exento
Návod k obsluze
CS
42,0426,0459,CS 005-21092022


Obsah
Bezpečnost, informace o správném používání 5
Bezpečnost 7
Bezpečnost 7
Předpisové použití, požadavky na odsávání 8
Předpisové použití 8
Požadavky na odsávání 8
Údaje o odsávání na výkonovém štítku 10
Dostupná rozhraní, funkce tlačítka hořáku 11
Dostupná rozhraní 13
Funkce Up/Down- 13
Funkce JobMaster- 13
Funkce tlačítka hořáku 14
Funkce dvoustupňového tlačítka hořáku 14
Uvedení do provozu 15
Postup při uvedení do provozu 17
Postup při uvedení svařovacích hořáků s přípojkou Fronius System Connector do provozu 17
Postup při uvedení svařovacích hořáků s přípojkou Euro do provozu 17
Montáž bovdenu do svařovacího hořáku s přípojkou Fronius System Connector 18
Upozornění týkající se bovdenu u svařovacích hořáků chlazených plynem 18
Montáž bovdenu 19
Montáž ocelového bovdenu do svařovacího hořáku s přípojkou Euro 23
Montáž ocelového bovdenu 23
Montáž plastového bovdenu do svařovacího hořáku s přípojkou Euro 27
Upozornění týkající se bovdenu u svařovacích hořáků chlazených plynem 27
Montáž plastového bovdenu 28
Připojení svařovacího hořáku k zařízením s přípojkou Fronius System Connector 31
Připojení svařovací hořáku ke svařovacímu zdroji 31
Připojení svařovacího hořáku k podavači drátu 32
Připojení svařovacího hořáku k zařízením s přípojkou Euro 33
Připojení svařovacího hořáku 33
Připojení svařovacího hořáku k odsávacímu zařízení a měření výkonu odsávání 34
Připojení svařovacího hořáku k odsávacímu zařízení 34
Měření výkonu odsávání (sacího objemového průtoku) pomocí přístroje Exentometer 34
Nastavení výkonu odsávání 37
Nastavení výkonu odsávání na svařovacím hořáku 37
Nastavení výkonu odsávání pomocí externího regulátoru proudu vzduchu 39
CS
Diagnostika, odstraňování závad, údržba 41
Diagnostika a odstraňování závad 43
Diagnostika a odstraňování závad 43
Údržba 49
Zjištění vadných spotřebních dílů 49
Údržba na začátku každého pracovního dne 50
Údržba každých 48 hodin 51
Údržba při každé výměně cívky s drátem / košové cívky 52
Technické údaje 55
Technické údaje svařovacích hořáků chlazených vodou 57
Všeobecné informace 57
Technické údaje svařovacích hořáků MTW Exento 57
Technické údaje svařovacích hořáků chlazených plynem 61
Všeobecné informace 61
Technické údaje svařovacích hořáků MTG Exento 61
3

4

Bezpečnost, informace o správném
používání
5

6

Bezpečnost
CS
Bezpečnost
VAROVÁNÍ!
Nebezpečí v důsledku nesprávné obsluhy a nesprávně provedených prací.
Následkem mohou být těžká poranění a materiální škody.
Veškeré práce popsané v tomto dokumentu smí provádět jen technicky
▶
vyškolený odborný personál.
Tento dokument je nutné v plném rozsahu přečíst a porozumět mu.
▶
Je nutné přečíst všechny bezpečnostní předpisy a uživatelskou dokumentaci
▶
k tomuto přístroji a všem systémovým komponentám a porozumět jim.
VAROVÁNÍ!
Nebezpečí zásahu elektrickým proudem.
Následkem mohou být těžká poranění a materiální škody.
Před zahájením prací vypněte všechny začleněné přístroje a komponenty
▶
a odpojte je od elektrické sítě.
Zajistěte všechny začleněné přístroje a komponenty proti opětovnému za-
▶
pnutí.
VAROVÁNÍ!
Nebezpečí v důsledku vysunutí drátové elektrody.
Může dojít k vážnému zranění osob.
Držte svařovací hořák tak, aby špička svařovacího hořáku směřovala od ob-
▶
ličeje a od těla.
Používejte vhodné ochranné brýle.
▶
Nemiřte svařovacím hořákem na jiné osoby.
▶
Zajistěte, aby se drátová elektroda mohla dostat do kontaktu s elektricky vo-
▶
divými předměty pouze záměrně.
VAROVÁNÍ!
Nebezpečí v důsledku horkých systémových komponent a/nebo provozních
prostředků.
Následkem mohou být těžké popáleniny a opařeniny.
Před zahájením prací nechte všechny horké systémové komponenty a/nebo
▶
provozní prostředky ochladit na +25 °C / +77 °F (například chladicí médium,
vodou chlazené systémové komponenty, hnací motor podavače drátu…).
Pokud ochlazení není možné, noste vhodné ochranné prostředky (například
▶
žáruvzdorné ochranné rukavice, ochranné brýle…).
VAROVÁNÍ!
Nebezpečí při kontaktu s toxickými svařovacími zplodinami.
Může dojít k vážnému zranění osob.
Svařovací provoz bez zapnutého odsávacího zařízení je nepřípustný.
▶
Za určitých okolností nestačí k přiměřenému snížení toxické zátěže na praco-
▶
višti pouhé použití odsávacího hořáku. V takovém případě instalujte dodatečné odsávání, aby se toxická zátěž na pracovišti snížila.
V případě pochybností požádejte bezpečnostního technika, aby zjistil míru
▶
zatížení pracoviště škodlivými látkami.
7
Předpisové použití, požadavky na odsávání
Předpisové
použití
Požadavky na
odsávání
Ruční svařovací hořák MIG/MAG je určen výhradně pro svařování MIG/MAG v
kombinaci s dostatečně výkonným odsáváním (viz oddíl Požadavky na odsávání
od str. 8). Jakékoli jiné a tento rámec přesahující použití se nepovažuje za předpisové. Za takto vzniklé škody výrobce neručí.
K předpisovému používání patří rovněž:
Kompletní přečtení tohoto dokumentu
-
Dodržování veškerých pokynů a bezpečnostních předpisů obsažených v tom-
-
to dokumentu
Provádění pravidelných inspekčních a údržbářských prací
-
Svařovací hořák Schweißbrenner používejte jen s odsáváním, které splňuje následující požadavky:
-
Sací výkon (sací objemový průtok) nejméně 70 - 110 m3/h (2472 - 3885 cfh);
v závislosti na použitém svařovacím hořáku
při nižších hodnotách vzniká nebezpečí, že svařovací zplodiny nebudou
-
dostatečně odsávány
při vyšších hodnotách vzniká nebezpečí, že od svaru bude nechtěně
-
odsáván ochranný plyn
Generovaný podtlak minimálně 10 - 18 kPa (100 - 180 mbar), v závislosti na
-
délce odsávací hadice a použitém svařovacím hořáku
čím kratší a silnější je odsávací hadice, tím menší může být odsávací
-
zařízení / tím menší výkon odsávání je zapotřebí k zajištění optimálního
odsávání svařovacích zplodin
Se stoupající nadmořskou výškou se musí výkon odsávání snižovat v závislosti
-
na nadmořské výšce v důsledku měnících se okolních podmínek (nižší tlak
vzduchu…), například otevřením regulátoru průtoku vzduchu svařovacího
hořáku nebo snížením výkonu odsávání
V každém případě musí být splněny požadavky na odsávání
-
Pomocí exentometru určete aktuální sací objemový průtok svařovacího
-
hořáku - viz oddíl Měření výkonu odsávání (sacího objemového průtoku)
pomocí přístroje Exentometer od str. 34
Přesné požadavky na odsávání jsou uvedeny na výkonovém štítku příslušného
svařovacího hořáku (viz oddíl Údaje o odsávání na výkonovém štítku na str. 10) a
v technických údajích.
8

Výkonový štítek na svařovacím hořáku
CS
9
Údaje o odsávání
∆
p
c
[kPa]
Check
Qv,c [m³/h] Qv,n [m³/h]
11,0 94 57
MIXED
CO2
I2
X (40°C)
EN IEC 60974-7/-10 Cl.A
EN ISO 21904-1
Charge No.
Art.No.
Type
www.fronius.com
Q
v,n
Q
v,c
pc
pc
na výkonovém
štítku
Příklad výkonového štítku
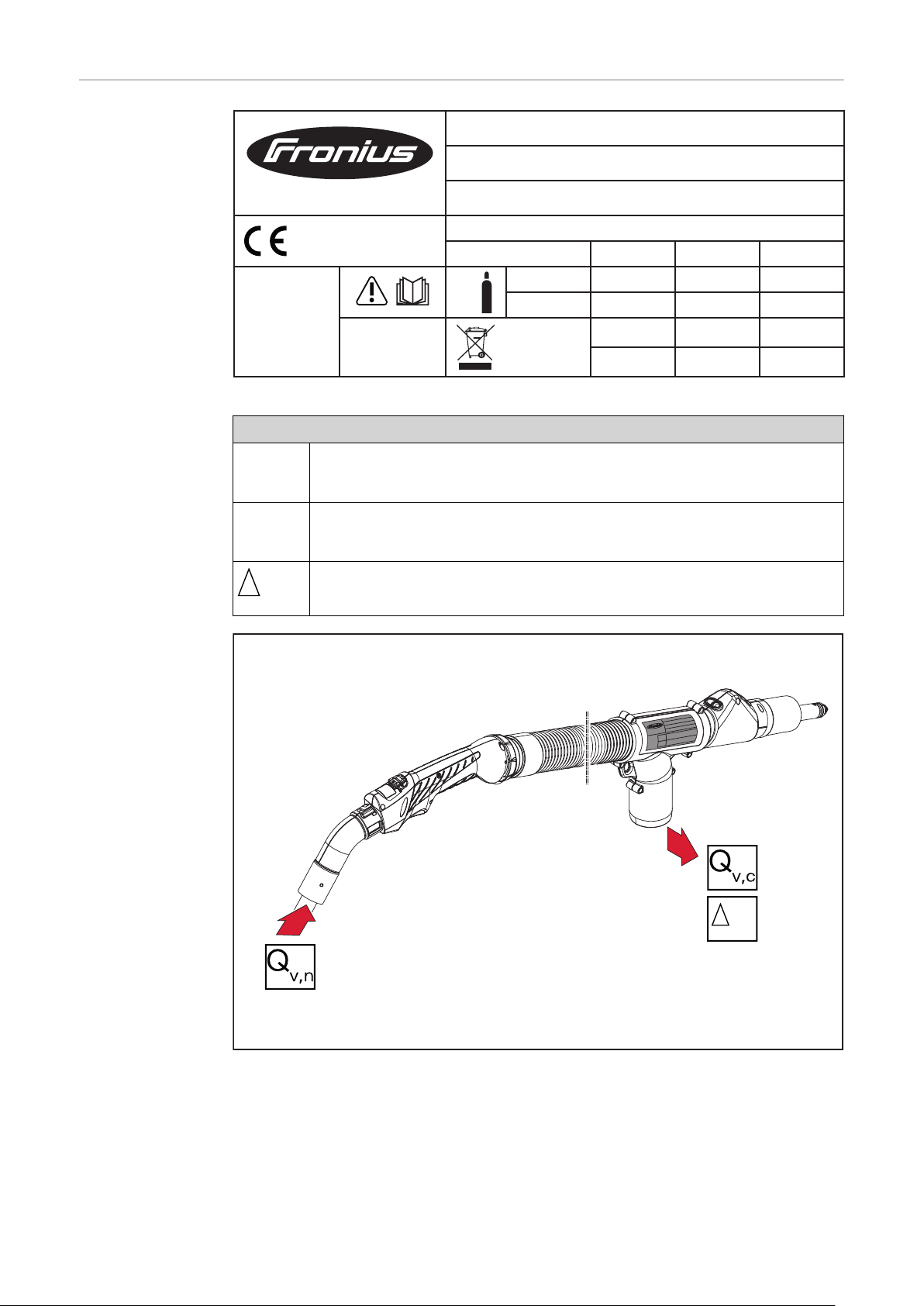
Údaje o odsávání na výkonovém štítku
Sací objemový průtok na přední straně svařovacího hořáku ( = sací
objemový průtok, který poskytuje svařovací hořák)
Sací objemový průtok na odsávací přípojce svařovacího hořáku ( =
sací objemový průtok, který musí poskytnout odsávací zařízení)
Potřebný podtlak na odsávací přípojce svařovacího hořáku ( = podtlak, který musí generovat odsávací zařízení)
10

Dostupná rozhraní, funkce tlačítka
hořáku
11

12

Dostupná rozhraní
CS
Funkce Up/
Down-
Funkce JobMaster-
Svařovací hořák Up/Down je vybaven
následujícími funkcemi:
Změna svařovacího výkonu v syner-
-
gickém provozu pomocí tlačítek
Up/Down
Indikace chyb:
-
V případě systémové chyby
-
svítí všechny kontrolky LED
červeně
V případě chyby datové komu-
-
nikace blikají všechny kontrolky LED červeně
Autotest ve fázi spouštění:
-
Všechny kontrolky LED se jed-
-
na po druhé krátce rozsvítí
Svařovací hořák JobMaster je vybaven
následujícími funkcemi:
Výběr požadovaného parametru
-
svařování na svařovacím zdroji pomocí tlačítek se šipkou
Změna zvoleného parametru
-
svařování pomocí tlačítek +/Zobrazení aktuálního parametru
-
svařování a hodnoty na displeji
13

Funkce tlačítka hořáku
Funkce dvoustupňového
tlačítka hořáku
Funkce tlačítka hořáku v poloze 1 (tlačítko hořáku je stisknuté do poloviny) = kontrolka LED svítí
UPOZORNĚNĹ!
U svařovacích hořáků s volitelným tlačítkem hořáku nahoře nefunguje kontrolka
LED na svařovacím hořáku.
14
Funkce tlačítka hořáku v poloze 2 (tlačítko hořáku je zcela stisknuté) = kontrolka LED zhasne,
svařovací proces se zahájí

Uvedení do provozu
15

16
Postup při uvedení do provozu
CS
Postup při uvedení svařovacích
hořáků s přípojkou Fronius System Connector
do provozu
Postup při uvedení svařovacích
hořáků s přípojkou Euro do provozu
Proveďte následující činnosti pro správné uvedení svařovacího hořáku do provozu:
Montáž bovdenu - popis od str. 18
1
Připojení svařovacího hořáku
2
popis pro svařovací zdroj od str. 31
-
popis pro podavač drátu od str. 32
-
Připojení svařovacího hořáku k odsávání - popis od str. 34
3
Měření výkonu odsávání - popis od str. 34
4
V případě potřeby nastavte výkon odsávání:
Nastavení výkonu odsávání přímo na svařovacím hořáku - popis od str. 37
5
Nastavení výkonu odsávání pomocí externího regulátoru průtoku vzduchu -
6
popis od str. 39
Proveďte následující činnosti pro správné uvedení svařovacího hořáku do provozu:
Montáž bovdenu
1
popis pro bovden z oceli od str. 23
-
popis pro bovden z plastu od str. 27
-
Připojení svařovacího hořáku ke svařovacímu zdroji - popis od str. 33
2
Připojení svařovacího hořáku k odsávání - popis od str. 34
3
Měření výkonu odsávání - popis od str. 34
4
V případě potřeby nastavte výkon odsávání:
Nastavení výkonu odsávání přímo na svařovacím hořáku - popis od str. 37
5
Nastavení výkonu odsávání pomocí externího regulátoru průtoku vzduchu -
6
popis od str. 39
17
Montáž bovdenu do svařovacího hořáku s přípojkou Fronius System Connector
Upozornění
týkající se
bovdenu u
svařovacích
hořáků chlazených plynem
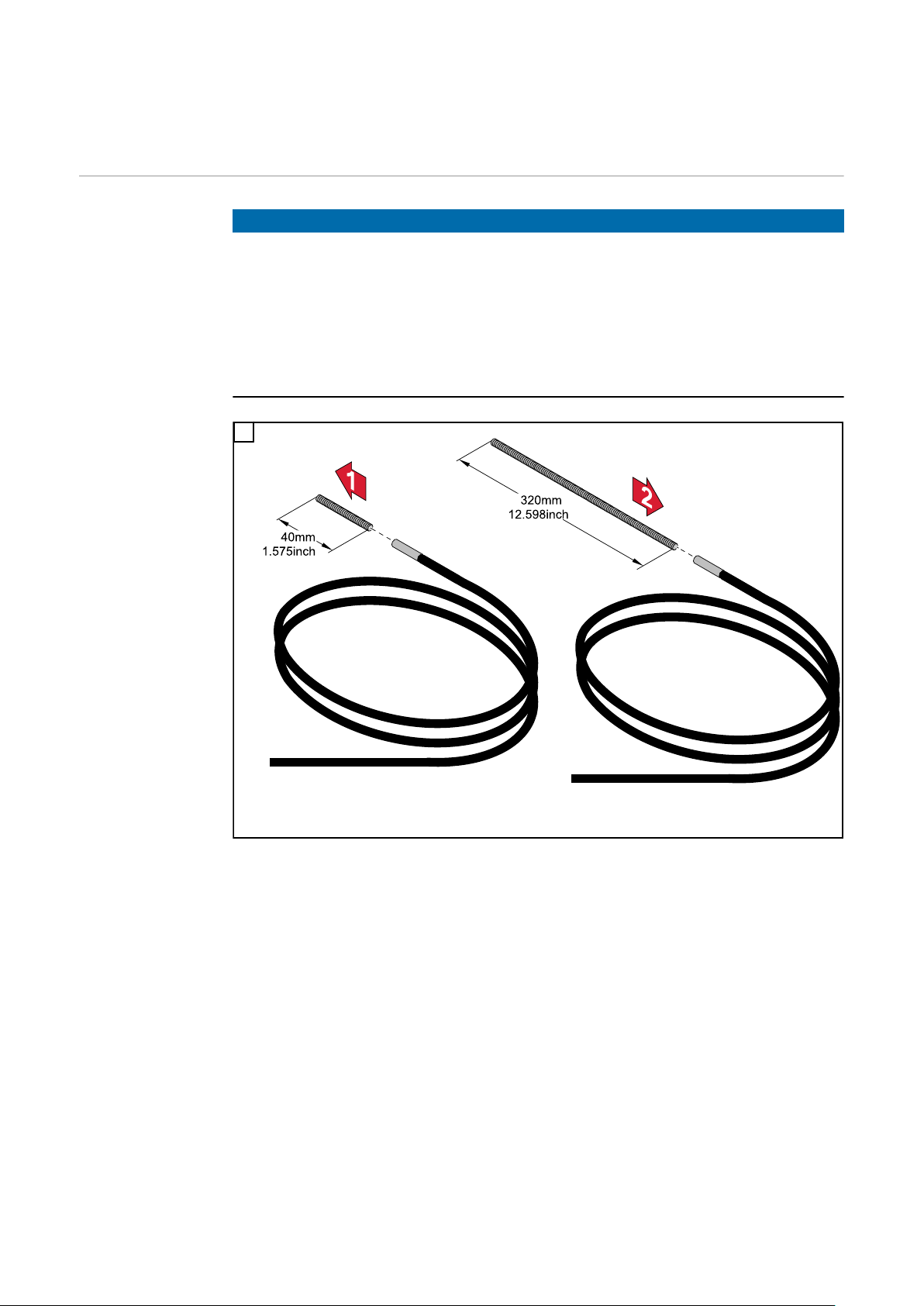
UPOZORNĚNĹ!
Nebezpečí při vložení nesprávného zaváděcího nástavce drátu.
Následkem mohou být špatné svařovací vlastnosti.
Je-li u svařovacích hořáků chlazených plynem namísto ocelového bovdenu
▶
použit plastový bovden s bronzovým zaváděcím nástavcem drátu, snižují se
výkonová data svařovacího hořáku uvedená v technických údajích o 30 %.
Aby bylo možné provozovat svařovací hořák chlazený plynem s maximálním
▶
výkonem, nahraďte zaváděcí nástavec drátu o velikosti 40 mm (1.575 in.)
zaváděcím nástavcem drátu o velikosti 320 mm (12.598 in.).
1
18

Montáž bovdenu
1
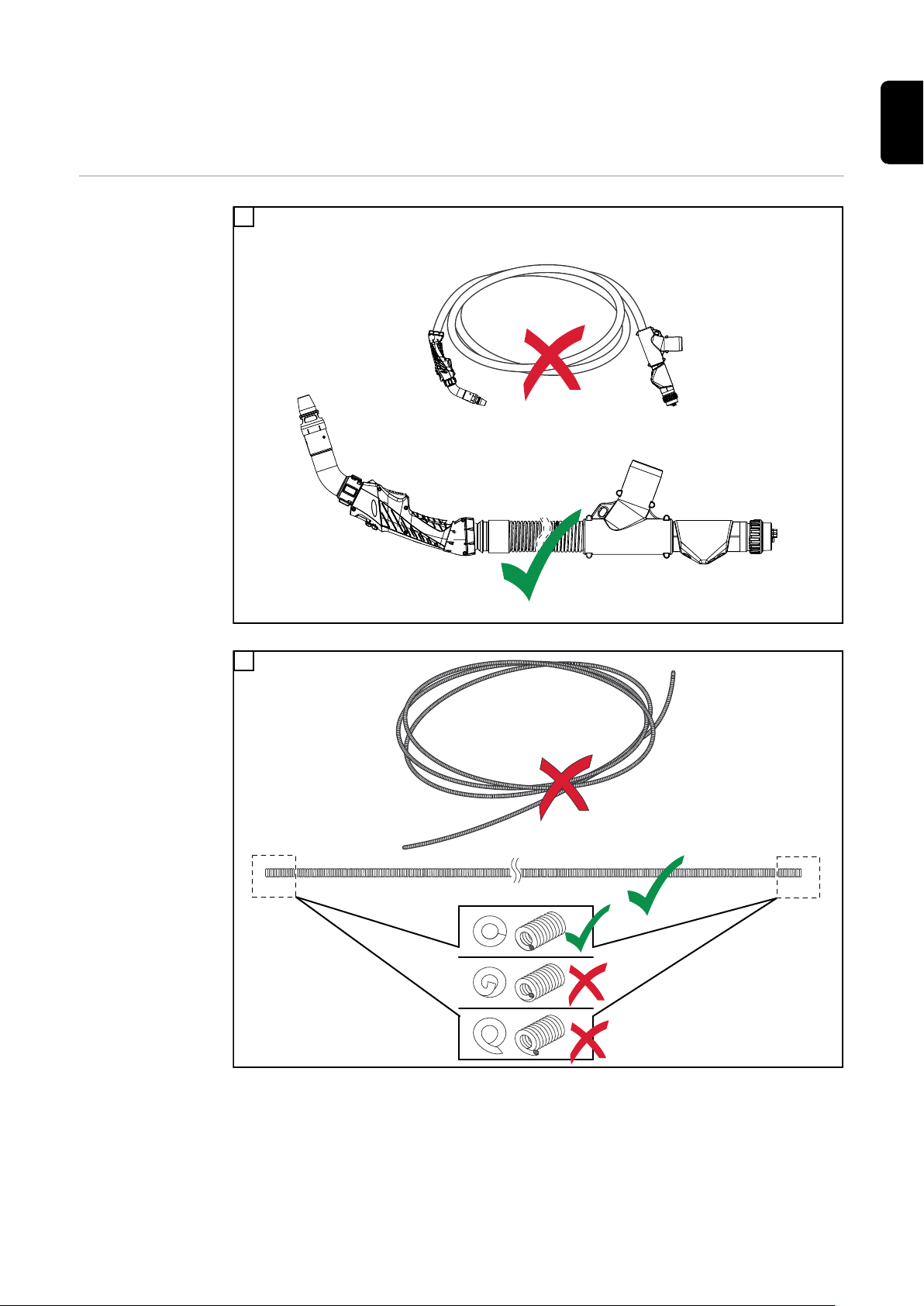
Svařovací hořák položte rovně
2
CS
Položte bovden rovně; dbejte na to, aby do bovdenu nebo z bovdenu nevyčnívaly žádné otřepy
19

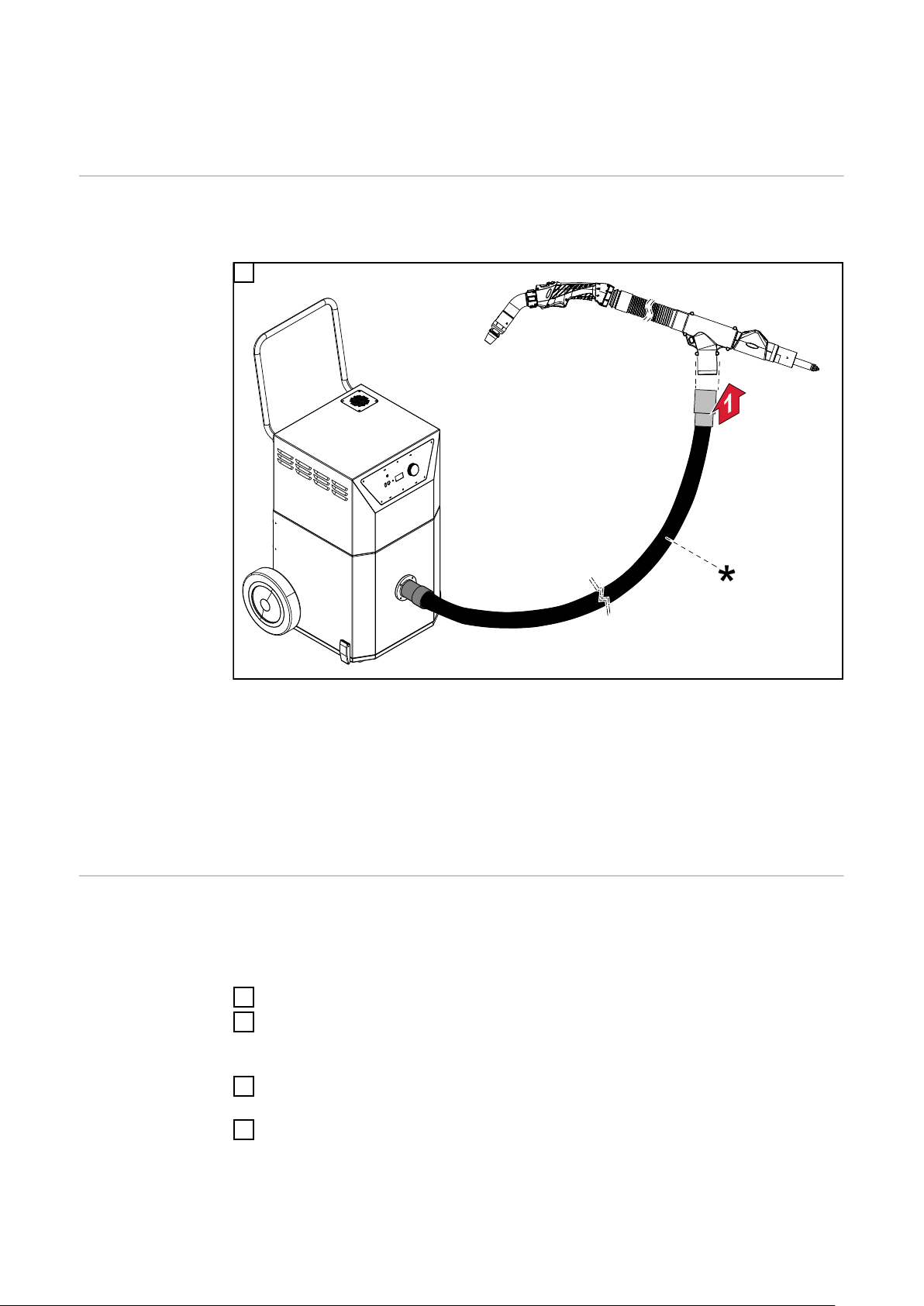
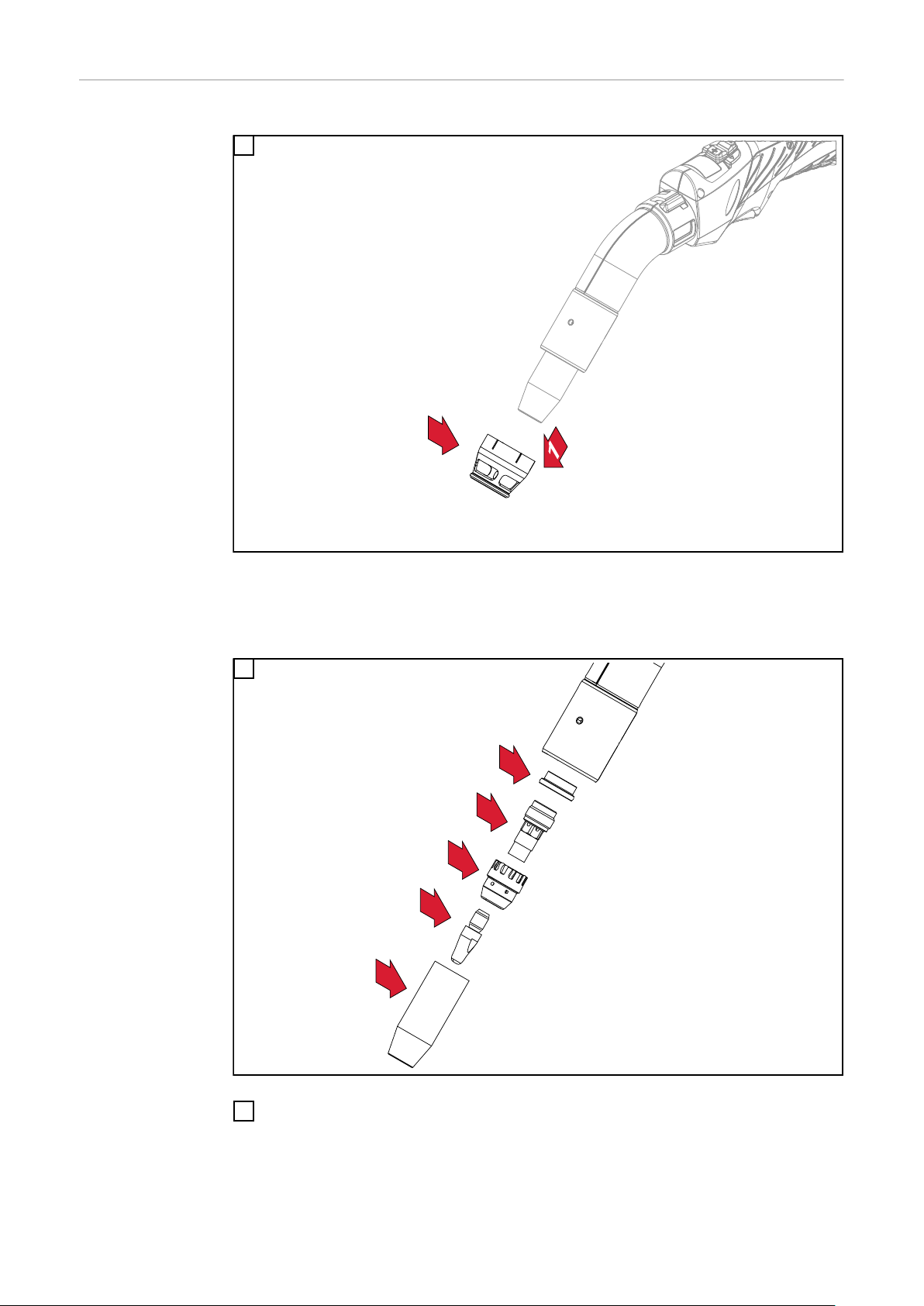
3
Pokud jsou odsávací hubice, plynová hubice a kontaktní špička již namontované, demontujte je
4
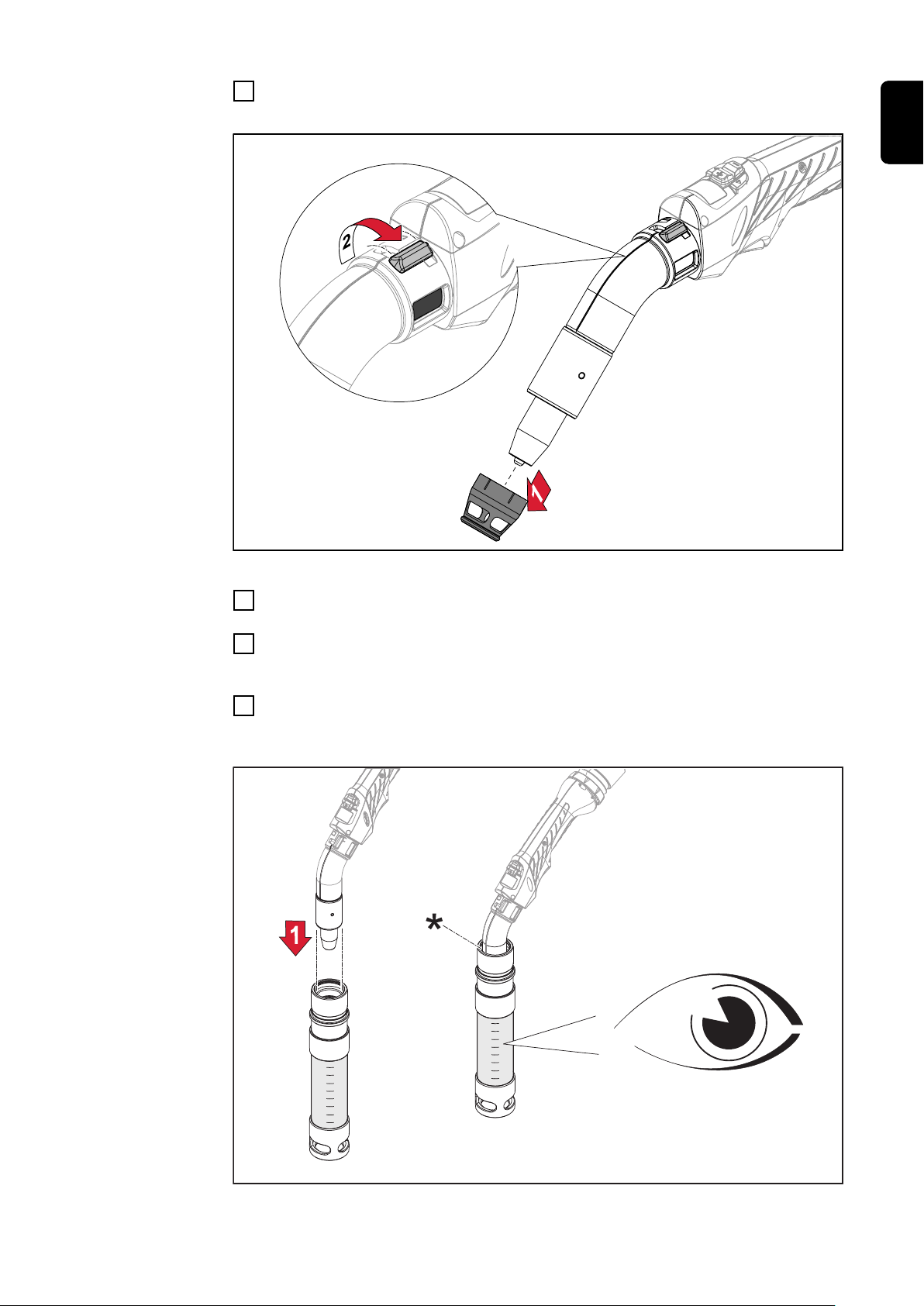
20
Nasuňte bovden do svařovacího hořáku (*je to možné z obou stran), až bude ze svařovacího hořáku
vpředu i vzadu vyčnívat; dbejte na to, aby nedošlo k zalomení bovdenu

5
Zasuňte bovden s kontaktní špičkou zpět do těla hořáku; namontujte kontaktní špičku, plynovou hubici a odsávací hubici; označte bovden na konci svařovacího hořáku Schweißbrenners
6
CS
Vytáhněte bovden 10 cm (3.94 inch) ze svařovacího hořáku
21
7
Vlevo bovden z oceli, vpravo z plastu: Odřízněte bovden na označeném místě a odstraňte otřepy; zajistěte, aby do bovdenu nebo z bovdenu nevyčnívaly žádné otřepy
8
22
Našroubujte uzávěr na bovden až na doraz (bovden musí být vidět otvorem v uzávěru); nasuňte
uzávěr do svařovacího hořáku a přišroubujte jej
Montáž ocelového bovdenu do svařovacího hořáku
s přípojkou Euro
Montáž ocelového bovdenu
1
CS
Svařovací hořák položte rovně
2
Položte bovden rovně; dbejte na to, aby do bovdenu nebo z bovdenu nevyčnívaly žádné otřepy
23
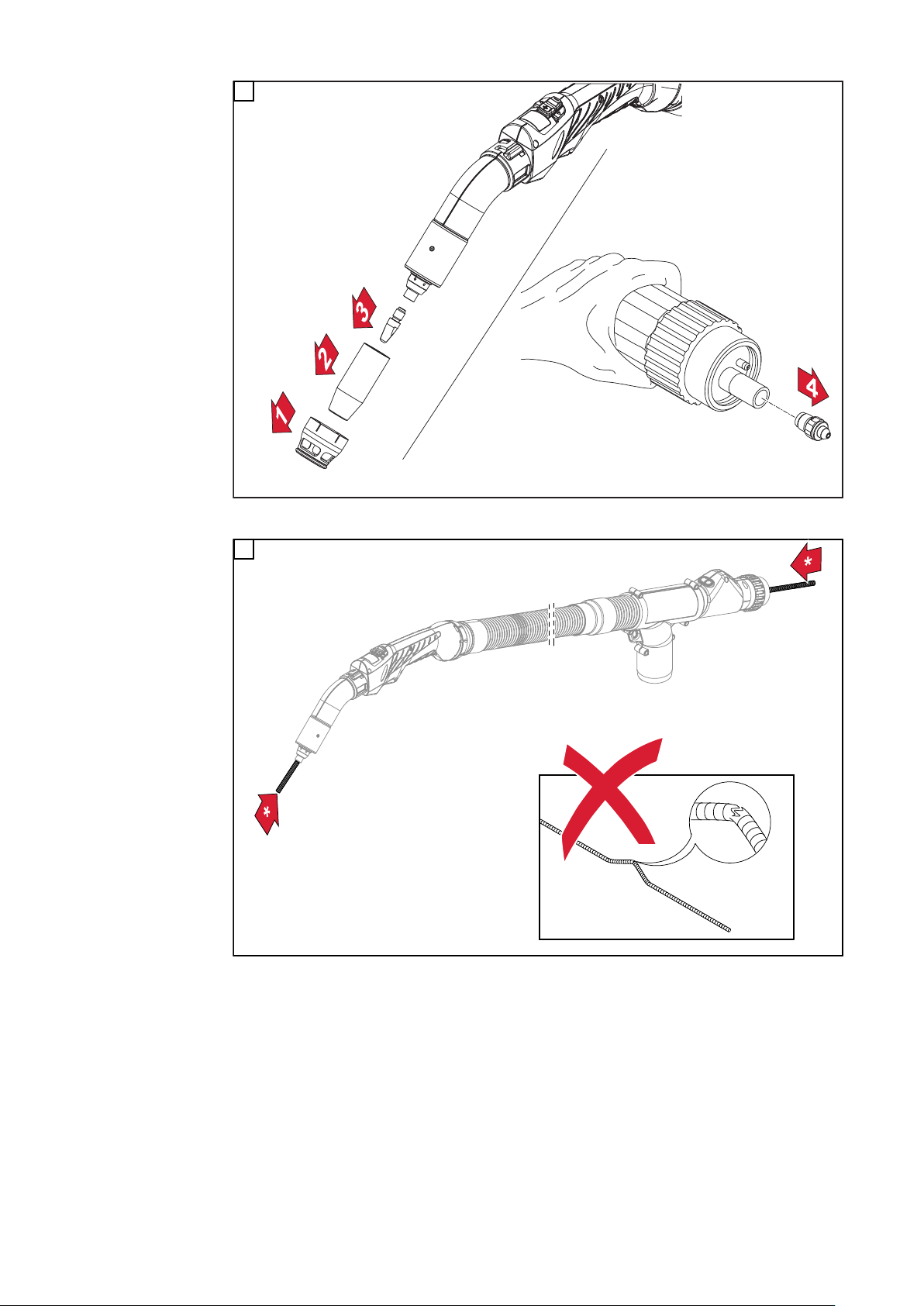
3
Pokud jsou odsávací hubice, plynová hubice, kontaktní špička a uzávěr přípojky Euro již namontované, demontujte je
4
24
Nasuňte bovden do svařovacího hořáku (*je to možné z obou stran), až bude ze svařovacího hořáku
vpředu i vzadu vyčnívat; dbejte na to, aby nedošlo k zalomení bovdenu
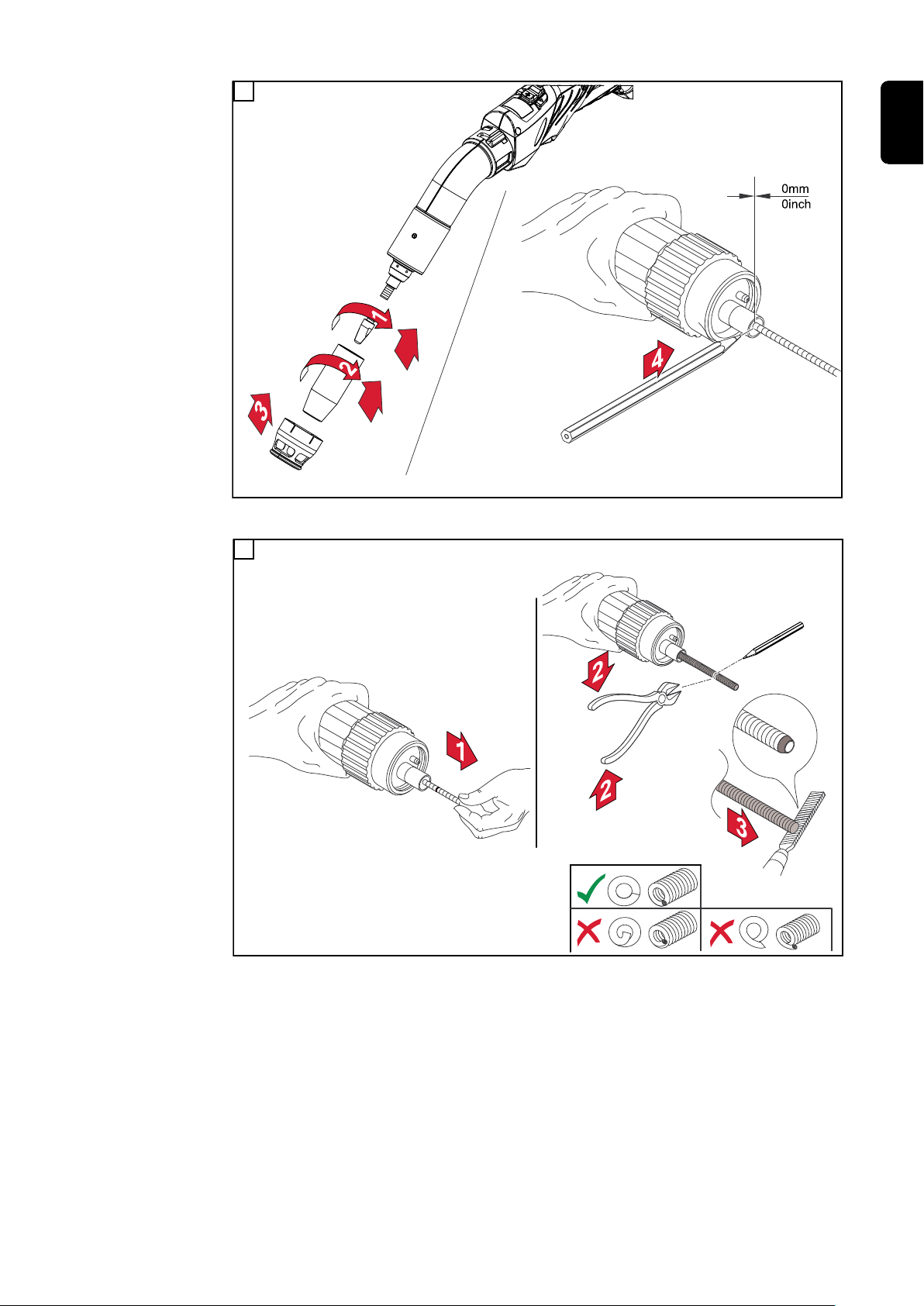
5
Zasuňte bovden s kontaktní špičkou zpět do těla hořáku; namontujte kontaktní špičku, plynovou hubici a odsávací hubici; označte bovden na konci svařovacího hořáku
6
CS
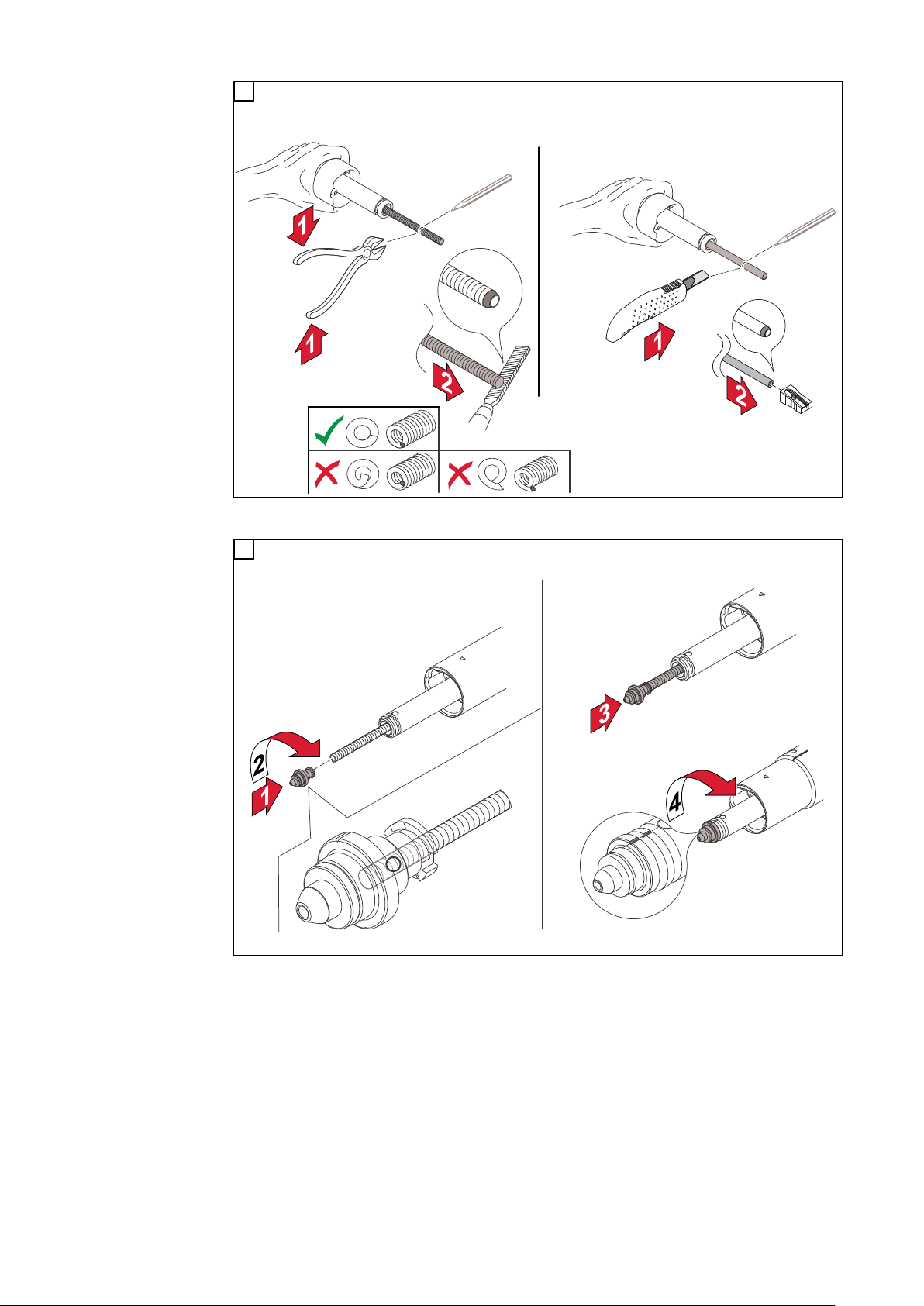
Vytáhněte bovden 10 cm (3.94 inch) ze svařovacího hořáku, odřízněte jej a odstraňte otřepy; zajistěte,
aby do bovdenu nebo z bovdenu nevyčnívaly žádné otřepy
25

7
Našroubujte uzávěr na bovden až na doraz; zašroubujte uzávěr do svařovacího hořáku
26

Montáž plastového bovdenu do svařovacího
hořáku s přípojkou Euro
Upozornění
týkající se
bovdenu u
svařovacích
hořáků chlazených plynem
UPOZORNĚNĹ!
Nebezpečí při vložení nesprávného zaváděcího nástavce drátu.
Následkem mohou být špatné svařovací vlastnosti.
Je-li u svařovacích hořáků chlazených plynem namísto ocelového bovdenu
▶
použit plastový bovden s bronzovým zaváděcím nástavcem drátu, snižují se
výkonová data svařovacího hořáku uvedená v technických údajích o 30 %.
Aby bylo možné provozovat svařovací hořák chlazený plynem s maximálním
▶
výkonem, nahraďte zaváděcí nástavec drátu o velikosti 40 mm (1.575 in.)
zaváděcím nástavcem drátu o velikosti 320 mm (12.598 in.).
1
CS
27

Montáž plastového bovdenu
1
Svařovací hořák položte rovně
2
28
Položte bovden rovně; dbejte na to, aby do zaváděcího nástavce drátu nebo ze zaváděcího nástavce
drátu nevyčnívaly žádné otřepy

3
Pokud jsou odsávací hubice, plynová hubice, kontaktní špička a uzávěr přípojky Euro již namontované, demontujte je
4
CS
Nasuňte bovden do svařovacího hořáku (*je to možné z obou stran), až bude ze svařovacího hořáku
vpředu i vzadu vyčnívat; dbejte na to, aby nedošlo k zalomení bovdenu
29

5
Zasuňte bovden s kontaktní špičkou zpět do těla hořáku; namontujte kontaktní špičku, plynovou hubici a odsávací hubici; zašroubujte bovden do svařovacího hořáku
Pokyny ke správnému odříznutí bovdenu najdete v uživatelské dokumentaci
6
použitého podavače drátu / použitého svařovacího zdroje
30

Připojení svařovacího hořáku k zařízením s přípojkou Fronius System Connector
Připojení
svařovací hořáku
ke svařovacímu
zdroji
1
CS
2
* jen u svařovacího hořáku chlazeného vodou
31
3
Připojení
svařovacího
hořáku k podavači drátu
1
* jen u svařovacího hořáku chlazeného vodou
32
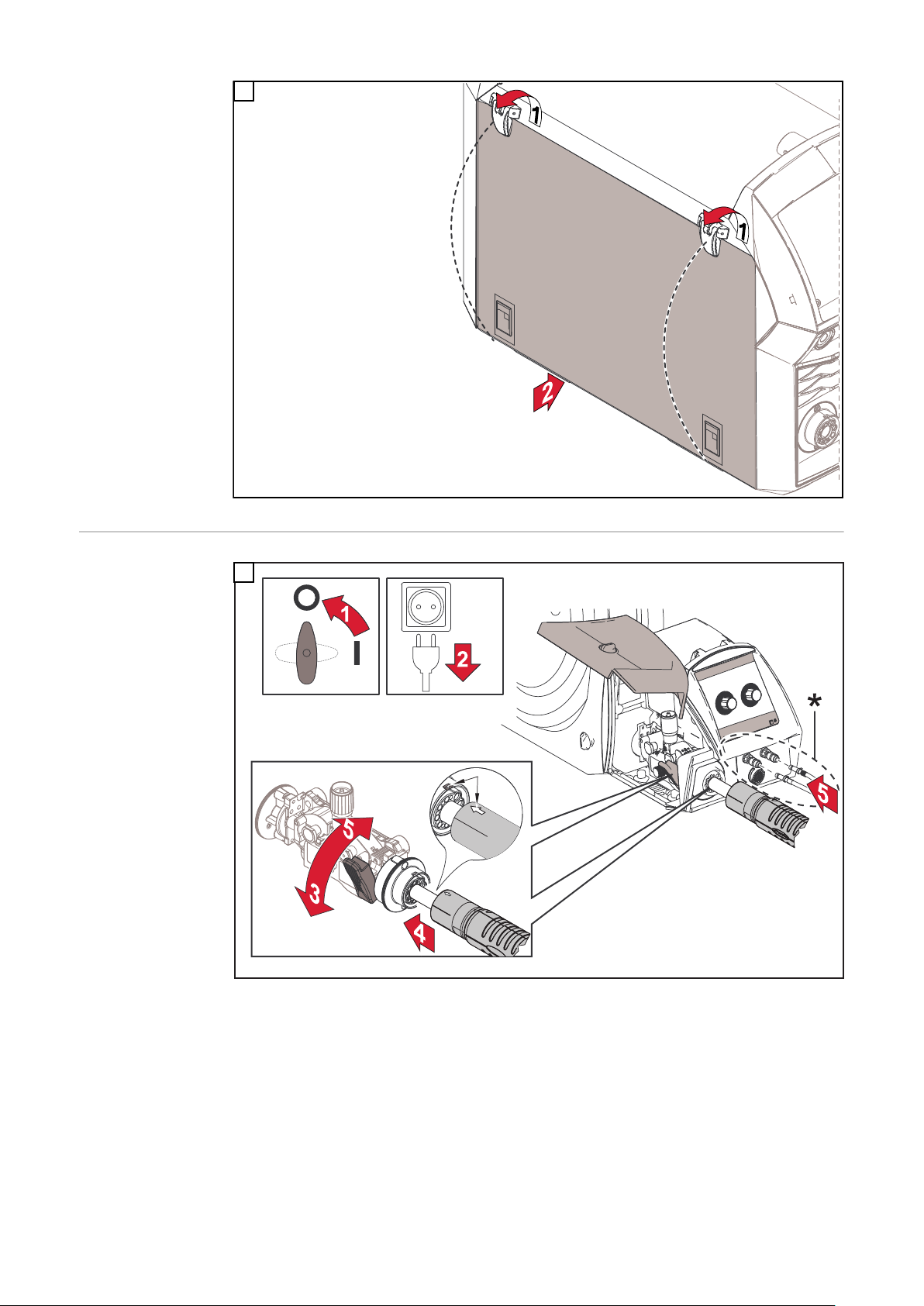
Připojení svařovacího hořáku k zařízením s přípojkou Euro
Připojení
svařovacího
hořáku
CS
1
* Jen u svařovacího hořáku chlazeného vodou; připojení svařovacího hořáku ke
chladicímu modulu
** Řídicí vedení musí být u zákazníka opatřeno potřebným řídicím konektorem. Za
správné provedení prací je odpovědný montážní pracovník
33
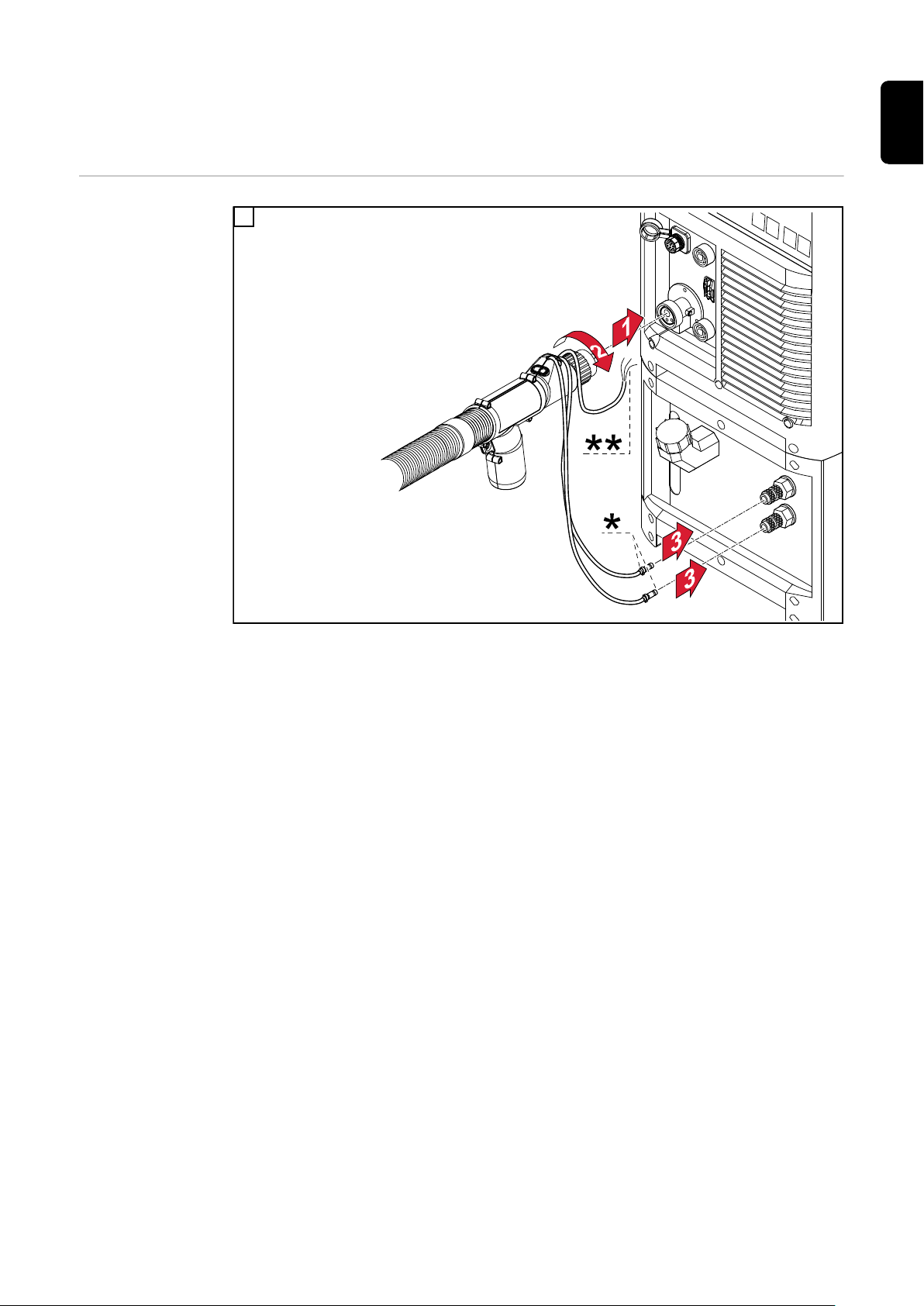
Připojení svařovacího hořáku k odsávacímu
zařízení a měření výkonu odsávání
Připojení
svařovacího
hořáku k
odsávacímu
zařízení
Svařovací hořák lze připojit k externímu odsávacímu zařízení i k centrálnímu
odsávacímu systému. Svařovací hořák se připojuje vždy stejným způsobem.
1
Měření výkonu
odsávání (sacího
objemového
průtoku) pomocí
přístroje Exentometer
Připojení svařovacího hořáku k externímu odsávacímu zařízení
* Doporučení pro odsávací hadici:
Používejte odsávací hadice Fronius. Provedení a materiálové složení sacích
-
hadic Fronius zajišťují maximální kompatibilitu a těsnost
Odsávací hadice musí být co nejkratší; čím kratší je odsávací hadice, tím méně
-
energie musí odsávací zařízení vynaložit k dosažení požadovaných hodnot
sání (podrobnější informace o požadovaných hodnotách sání najdete v oddílu
Požadavky na odsávání od str. 8 a v technických údajích)
Jako veličina pro měření výkonu odsávání svařovacího hořáku se používá sací objemový průtok. Sací objemový průtok se měří pomocí přístroje Exentometer .
Měření výkonu odsávání (sacího objemového průtoku):
Zapněte odsávání
1
Na výkonovém štítku svařovacího hořáku zjistěte potřebný sací objemový
2
průtok (Q
bo v technických údajích
Ujistěte se, že svařovací hořák (včetně hadicového vedení) a odsávací hadice
3
nemají žádné otvory, praskliny nebo jiná poškození
Zajistěte, aby externí nastavovací zařízení nezkreslovala kontrolu výkonu
4
odsávání (například externí regulátory proudu vzduchu – viz. oddíl Nastavení
výkonu odsávání pomocí externího regulátoru proudu vzduchu od str. 39,
…)
) – viz také Údaje o odsávání na výkonovém štítku na str. 10) ne-
v,n
34
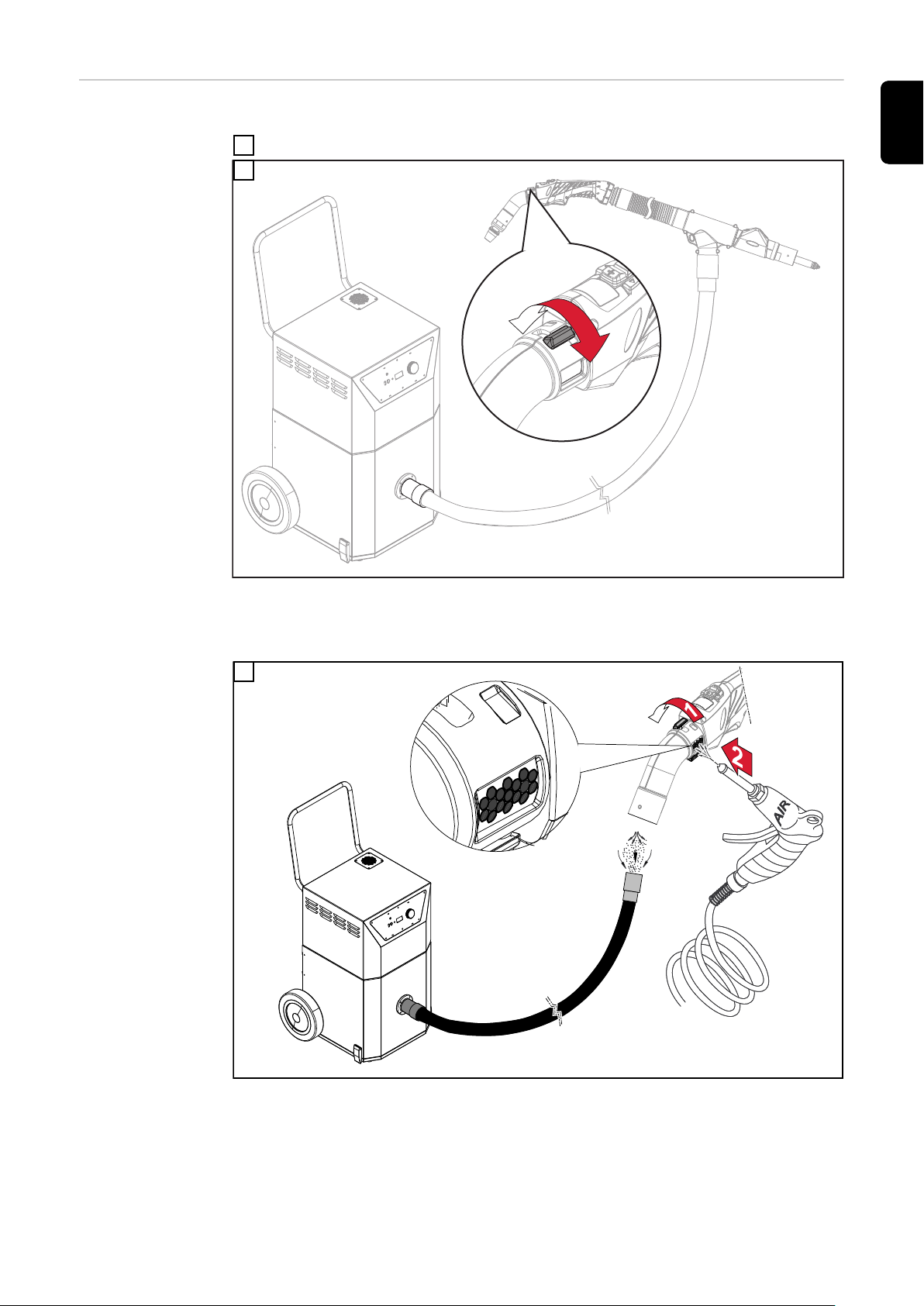
Odmontujte odsávací hubici a zavřete regulátor proudu vzduchu – viz násle-
5
dující obrázek
CS
Demontáž odsávací hubice a zavření regulátoru proudu vzduchu
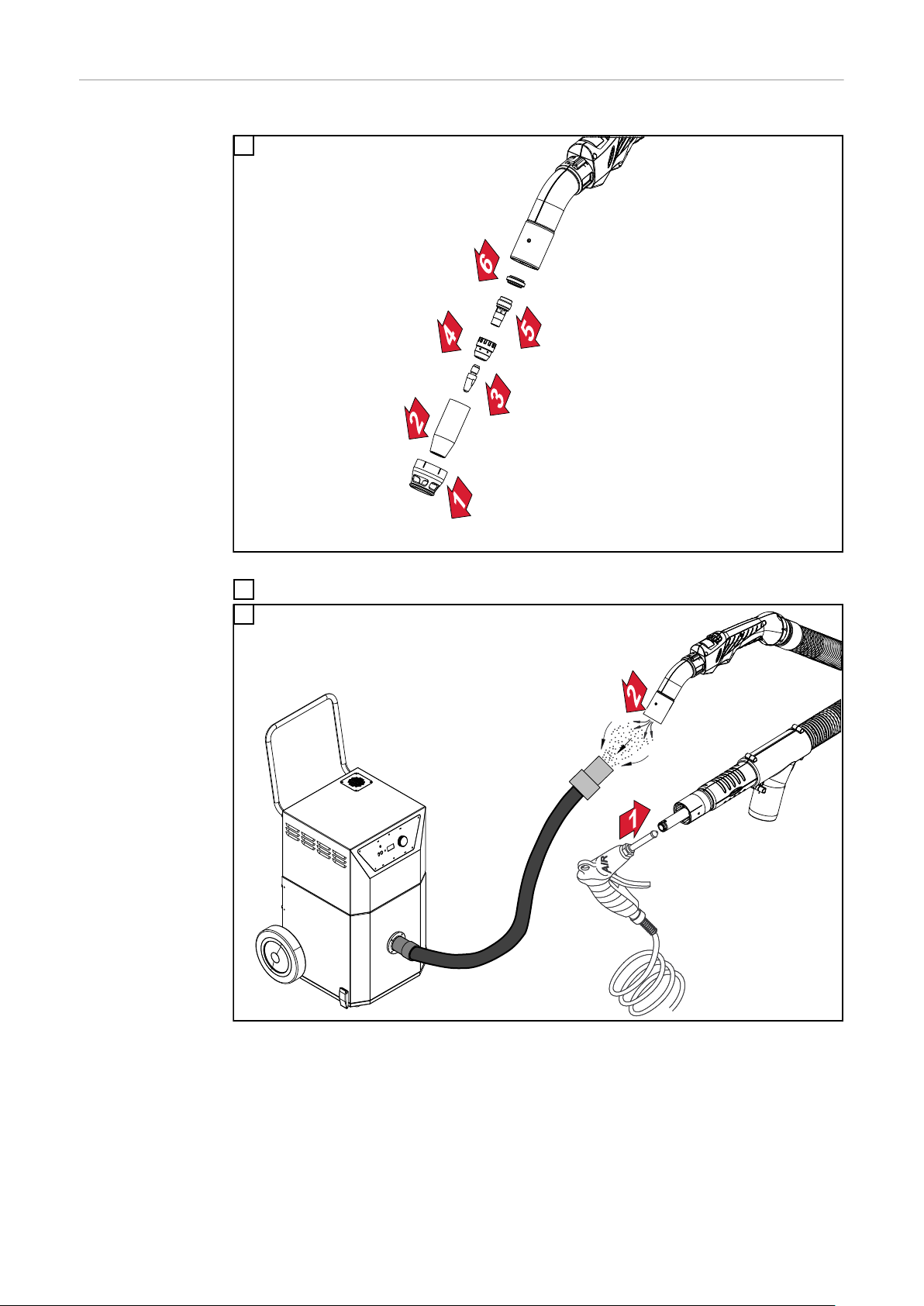
Postavte Exentometer ve svislé poloze na pevný povrch (například na pra-
6
covní stůl)
Zasuňte svařovací hořák až na doraz do Exentometeru
7
Protože odsávání již probíhá, Exentometer ihned ukazuje aktuální výkon
-
odsávání
* Ujistěte se, že svařovací hořák je zcela zasunutý v přístroji Exentometer a
8
mezi svařovacím hořákem a přístrojem Exentometer nemůže unikat vzduch
Tím je zajištěno, že zobrazená hodnota výkonu odsávání není zkreslená
-
Zasunutí svařovacího hořáku do přístroje Exentometer
35

Porovnejte naměřený sací objemový průtok s potřebným sacím objemovým
9
průtokem
Pokud se obě hodnoty shodují, není nutné provádět žádná další opatření
-
Pokud se obě hodnoty neshodují, zvyšujte nebo snižujte výkon odsávání,
-
až se sací objemový průtok dostane do správného rozsahu
Při příliš nízkém sacím objemovém průtoku existuje nebezpečí, že
-
svařovací zplodiny nebudou optimálně odsávány
Při příliš vysokém sacím objemovém průtoku existuje nebezpečí, že
-
ochranný plyn bude nechtěně odsáván od svaru
36
Nastavení výkonu odsávání
CS
Nastavení výkonu odsávání na
svařovacím
hořáku
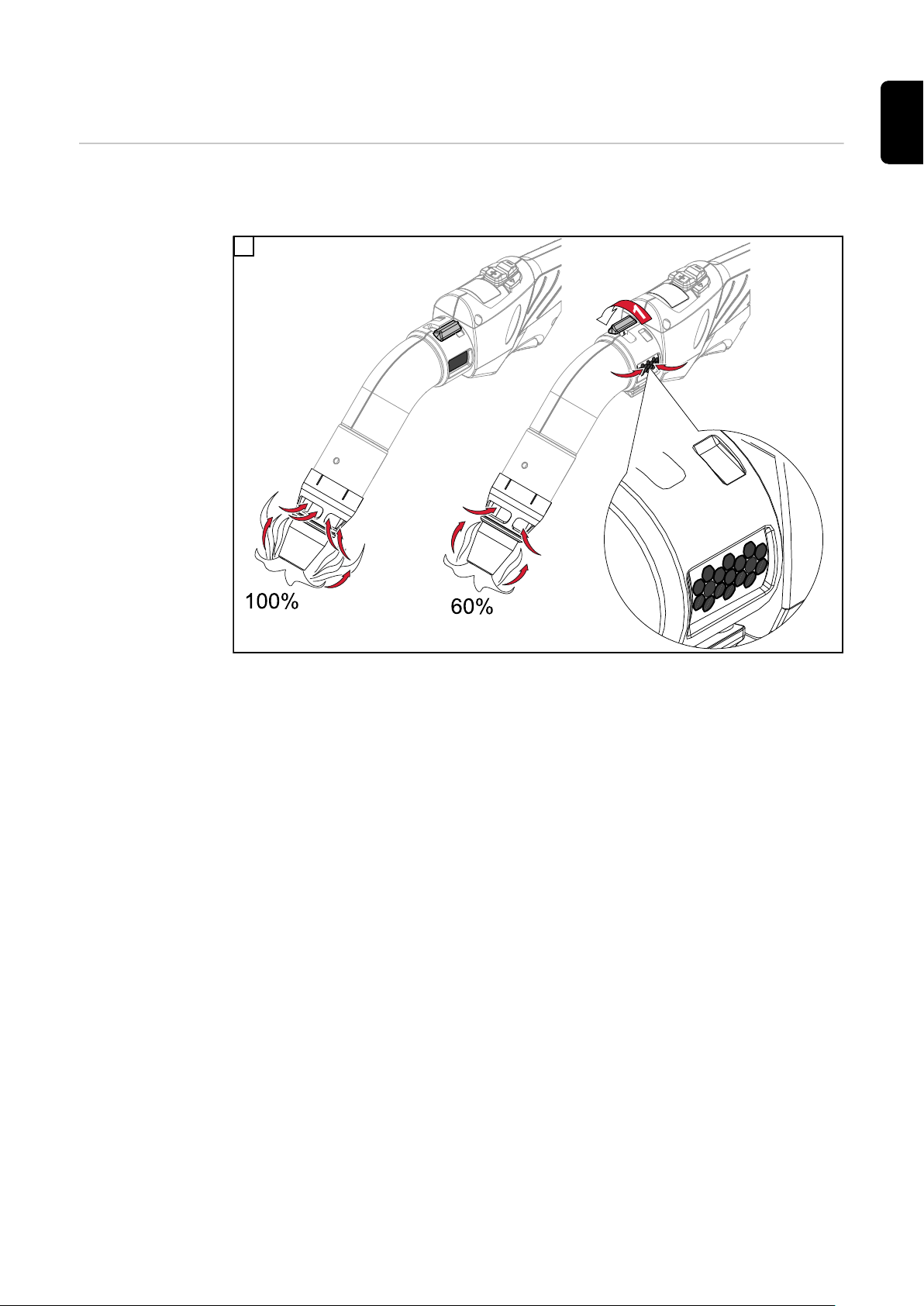
Chcete-li snížit výkon odsávání, otevřete regulátor proudu vzduchu. Pokud je regulátor proudu vzduchu zcela otevřený, výkon odsávání svařovacího hořáku se
sníží o 40 %.
1
Vlevo: zavřený regulátor proudu vzduchu = výkon odsávání 100 %; vpravo: otevřený regulátor proudu
vzduchu = výkon odsávání 60 %
Příklady použití regulátoru proudu vzduchu:
Při svařování v rozích nebo koutových svarů je možné, že svařovací zplodiny
-
budou optimálně odsávané i při sníženém výkonu odsávání
Příliš vysoký výkon odsávání by v takovém případě mohl vést k neúmyslnému
-
odsávání ochranného plynu
V tomto případě se doporučuje otevřít regulátor proudu vzduchu a snížit tak
-
výkon odsávání
37
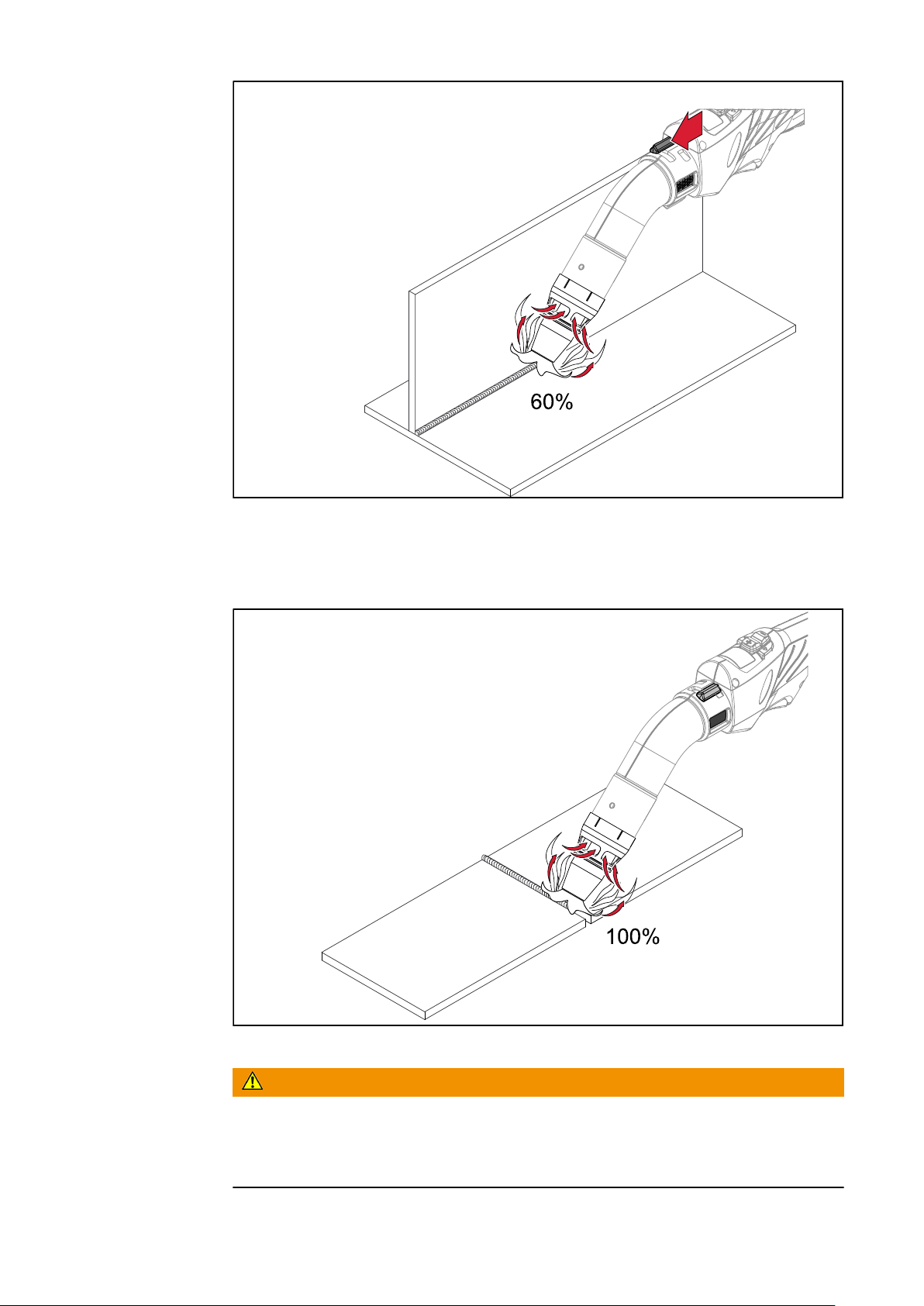
Svařování koutového svaru; otevřený regulátor proudu vzduchu = snížený výkon odsávání
Při svařování na otevřených plochách (např. svary I) může být nutné zavřít regulátor proudu vzduchu a využít tak maximální výkon odsávání. Tím je zajištěno
nejlepší možné odsávání svařovacích zplodin.
38
Svařování svaru I; zavřený regulátor proudu vzduchu = maximální výkon odsávání
VAROVÁNÍ!
Nebezpečí při kontaktu s toxickými svařovacími zplodinami.
Může dojít k vážnému zranění osob.
Vždy zajistěte odsávání všech svařovacích zplodin, nezávisle na konkrétním
▶
svařovacím úkolu.
Nastavení výkonu odsávání pomocí externího
regulátoru proudu vzduchu
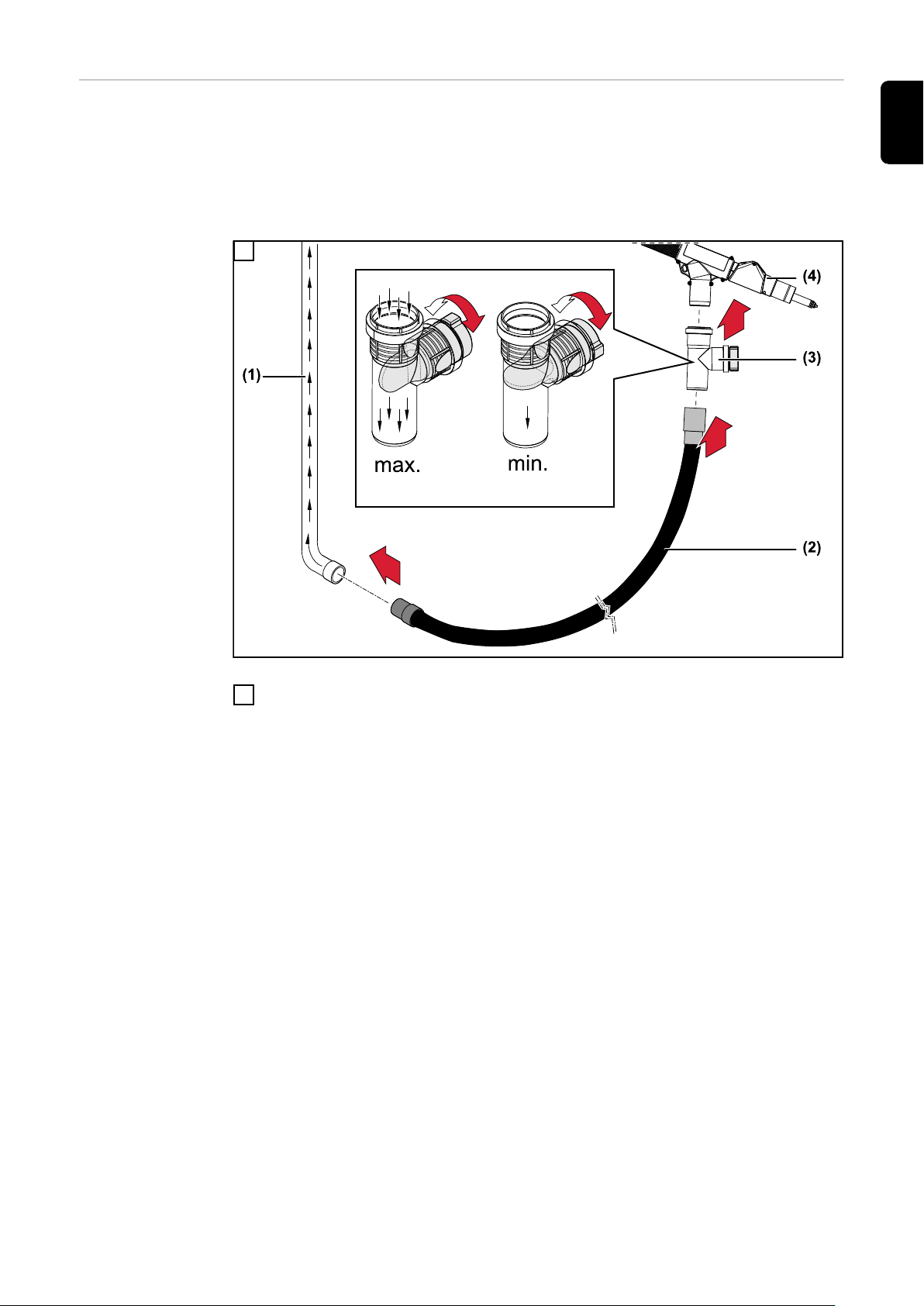
Zejména při centrálním odsávání může být nutné nastavit výkon odsávání ručně
pomocí volitelně dostupného externího regulátoru proudu vzduchu:
Úplným otevřením externího regulátoru proudu vzduchu zůstane proud vzdu-
-
chu téměř nezměněný
Úplným zavřením externího regulátoru proudu vzduchu se proud vzduchu
-
sníží na minimum
1
CS
(1) Centrální odsávání, (2) odsávací hadice, (3) externí regulátor proudu vzduchu, (4) svařovací hořák
Po nastavení proudu vzduchu vždy změřte výkon odsávání svařovacího hořáku
2
– viz oddíl Měření výkonu odsávání (sacího objemového průtoku) pomocí
přístroje Exentometer od str. 34
39

40

Diagnostika, odstraňování závad,
údržba
41

42

Diagnostika a odstraňování závad
CS
Diagnostika a
odstraňování
závad
Porozita svarového švu
Příčina:
Odstranění:
Příliš slabé odsávání
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Neprochází svařovací proud
Síťový vypínač svařovacího zdroje je zapnutý, kontrolky na svařovacím zdroji svítí,
ochranný plyn je k dispozici
Příčina:
Odstranění:
Příliš silné odsávání
Omezení odsávání
Otvory v odsávací hadici
Výměna odsávací hadice
Ucpaný filtr odsávacího zařízení
Výměna filtru odsávacího zařízení
Ucpané vzduchové cesty
Odstranění ucpání
Nedostatečný výkon odsávání odsávacího zařízení
Použití odsávacího zařízení s vyšším výkonem odsávání
Nevyhovující uzemnění
Vytvoření řádného uzemnění
Příčina:
Odstranění:
Neprotéká ochranný plyn
Všechny ostatní funkce jsou k dispozici
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Přerušený proudový kabel ve svařovacím hořáku
Výměna svařovacího hořáku
Prázdná lahev s ochranným plynem
Výměna lahve s ochranným plynem
Vadný plynový redukční ventil
Výměna plynového redukčního ventilu
Plynová hadice chybí nebo je poškozená či skřípnutá
Montáž nebo narovnání plynové hadice. Výměna vadné plynové
hadice
Vadný svařovací hořák
Výměna svařovacího hořáku
Vadný magnetický plynový ventil
Kontaktujte servisní službu (nechte vyměnit plynový magne-
tický ventil)
43

Po stisknutí tlačítka hořáku zdroj nereaguje
Síťový vypínač svařovacího zdroje je zapnutý, kontrolky na svařovacím zdroji svítí
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
FSC („Fronius System Connector“ - centrální přípojka) není zasunut až na doraz
Zasuňte Fronius System Connector až na doraz
Vadný svařovací hořák nebo jeho řídicí vedení
Výměna svařovacího hořáku
Propojovací hadicové vedení není řádně připojené nebo je vadné
Řádně připojte propojovací hadicové vedení
Vadné propojovací hadicové vedení vyměňte
Vadný svařovací zdroj
Kontaktujte servisní službu
44

Nevyhovující svařovací vlastnosti
Příčina:
Odstranění:
Chybně nastavené parametry svařování
Opravte nastavení
CS
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Špatné uzemnění
Vytvoření dobrého kontaktu se svařencem
Neprotéká žádný ochranný plyn, nebo v nedostatečném
množství
Přezkoušejte redukční ventil, plynovou hadici, magnetický plynový ventil a přípojky ochranného plynu na svařovacím hořáku.
U svařovacích hořáků chlazených plynem přezkoušejte plynové
těsnění, použijte vhodný bovden.
Netěsný svařovací hořák
Výměna svařovacího hořáku
Příliš velká nebo vydřená kontaktní trubice
Výměna kontaktní trubice
Špatné legování drátu, resp. špatný průměr drátu
Přezkoušejte vloženou cívku s drátem / košovou cívku
Špatné legování drátu, resp. špatný průměr drátu
Prověření svařitelnosti základního materiálu
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Nevhodný ochranný plyn pro legování drátu
Použití vhodného ochranného plynu
Nepříznivé svařovací podmínky: znečištění ochranného plynu
(vlhkost, vzduch), nedostatečné odstínění plynu (tavná lázeň
„vře“, průvan), nečistoty na svařenci (rez, lak, mastnota)
Optimalizace svařovacích podmínek
Svařovací odstřiky v plynové hubici
Odstranění svařovacích odstřiků
Turbulence způsobené velkým množstvím ochranného plynu
Redukce množství ochranného plynu, doporučené
množství ochranného plynu (l/min) = průměr drátu (mm) x 10
(např. 16 l/min pro drátovou elektrodu o průměru 1,6 mm)
Příliš velký odstup svařovacího hořáku od svařence
Zmenšete odstup svařovacího hořáku od svařence (cca 10 - 15
mm / 0.39 - 0.59 in.)
Příliš velký úhel náběhu svařovacího hořáku
Zmenšení úhlu náběhu svařovacího hořáku
Příčina:
Odstranění:
Součásti podavače drátu neodpovídají průměru drátové elektrody / základnímu materiálu drátové elektrody
Nasaďte správné součásti podavače drátu
45

Špatné podávání drátu
Příčina:
Odstranění:
V závislosti na systému je brzda v podavači drátu nebo ve
svařovacím zdroji příliš pevně nastavená
Volnější nastavení brzdy
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Ucpaný otvor kontaktní trubice
Výměna kontaktní trubice
Bovden nebo zaváděcí nástavec drátu jsou vadné
Překontrolujte bovden a zaváděcí nástavec drátu, zda nejsou
zalomené, znečištěné atd.
Vadný bovden, vadný zaváděcí nástavec drátu vyměňte
Nevhodné podávací kladky pro použitou drátovou elektrodu
Použití vhodných podávacích kladek
Nesprávný přítlak podávacích kladek
Optimalizace přítlaku
Znečištěné nebo poškozené podávací kladky
Vyčištění nebo výměna podávacích kladek
Bovden je ohnutý nebo zalomený
Výměna bovdenu
Po zkrácení je bovden příliš krátký
Výměna bovdenu a zkrácení nového bovdenu na správnou délku
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Plynová hubice je příliš horká
Příčina:
Odstranění:
Opotřebení drátové elektrody v důsledku příliš velkého přítlaku
u podávacích kladek
Zmenšení přítlaku podávacích kladek
Drátová elektroda je znečištěná nebo narezavělá
Použití vysoce jakostní drátové elektrody bez znečištění
Bovdeny z oceli: použití bovdenu bez povrchové úpravy
Použijte bovden s povrchovou úpravou
Teplo není odváděno z důvodu příliš volného usazení plynové
hubice
Plynovou hubici přišroubujte až na doraz
46

Svařovací hořák se příliš zahřívá
Příčina:
Odstranění:
Pouze u svařovacích hořáků Multilock: Uvolněná převlečná matice těla hořáku
Dotáhněte převlečnou matici
CS
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Krátká životnost kontaktní špičky
Příčina:
Odstranění:
Příčina:
Odstranění:
Svařovací hořák byl provozován s vyšším než maximálním povoleným svařovacím proudem
Snížení svařovacího výkonu nebo použití výkonnějšího
svařovacího hořáku
Svařovací hořák je poddimenzovaný
Respektujte dovolené zatížení a povolený výkon hořáku
Jen u vodou chlazených systémů: Příliš nízký průtok chladicího
média
Zkontrolujte objem chladicího média, jeho průtok, znečištění,
uložení hadicového vedení atd.
Špička svařovacího hořáku je příliš blízko u oblouku
Zvětšete stickout
Nesprávné podávací kladky
Použití správných podávacích kladek
Opotřebení drátové elektrody v důsledku příliš velkého přítlaku
u podávacích kladek
Zmenšení přítlaku podávacích kladek
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
UPOZORNĚNĹ!
Při použití CrNi může následkem vlastností povrchu drátové elektrody CrNi
docházet k vyššímu opotřebení kontaktní špičky.
Znečištěná/narezavělá drátová elektroda
Použití kvalitní drátové elektrody bez nečistot
Drátová elektroda bez povlaku
Použití drátové elektrody s vhodným povlakem
Špatné dimenzování kontaktní špičky
Správné dimenzování kontaktní špičky
Překročení dovoleného zatížení svařovacího hořáku (příliš
dlouhá doba zapnutí)
Snížení hodnoty dovoleného zatížení nebo použití výkonnějšího
svařovacího hořáku
Přehřátá kontaktní špička. Teplo není odváděno z důvodu příliš
volného usazení kontaktní špičky
Utažení kontaktní špičky
47

Chybná funkce tlačítka hořáku
Příčina:
Odstranění:
Vadné konektorové spoje mezi svařovacím hořákem a
svařovacím zdrojem
Vytvoření správných konektorových spojů / předání svařovacího
zdroje nebo svařovacího hořáku do servisu
Příčina:
Odstranění:
Příčina:
Odstranění:
Porozita svarového švu
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Nečistoty mezi tlačítkem hořáku a krytem tlačítka hořáku
Odstranění nečistot
Řídicí vedení je vadné
Kontaktujte servisní službu
Nedostatečná plynová ochrana svarového švu způsobená tvorbou rozstřiků v plynové hubici
Odstranění svařovacích odstřiků
Díry v plynové hadici nebo její nepřesné napojení
Výměna plynové hadice
Rozříznutý nebo vadný O-kroužek na centrální přípojce
Výměna O-kroužku
Vlhkost/kondenzát v plynovém vedení
Vysušení plynového vedení
Příliš silný nebo slabý průtok plynu
Regulace průtoku plynu
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Nedostatečné množství plynu na počátku či na konci svařování
Zvýšení předfuku a dofuku plynu
Koroze nebo špatná kvalita drátové elektrody
Použití vysoce jakostní drátové elektrody bez znečištění
Platí pro svařovací hořáky chlazené plynem: únik plynu u neizolovaných bovdenů
U svařovacích hořáků chlazených plynem používejte pouze izolované bovdeny
Příliš mnoho naneseného dělicího média
Odstranění přebytečného dělicího média / nanesení menšího
množství dělicího média
48
Údržba
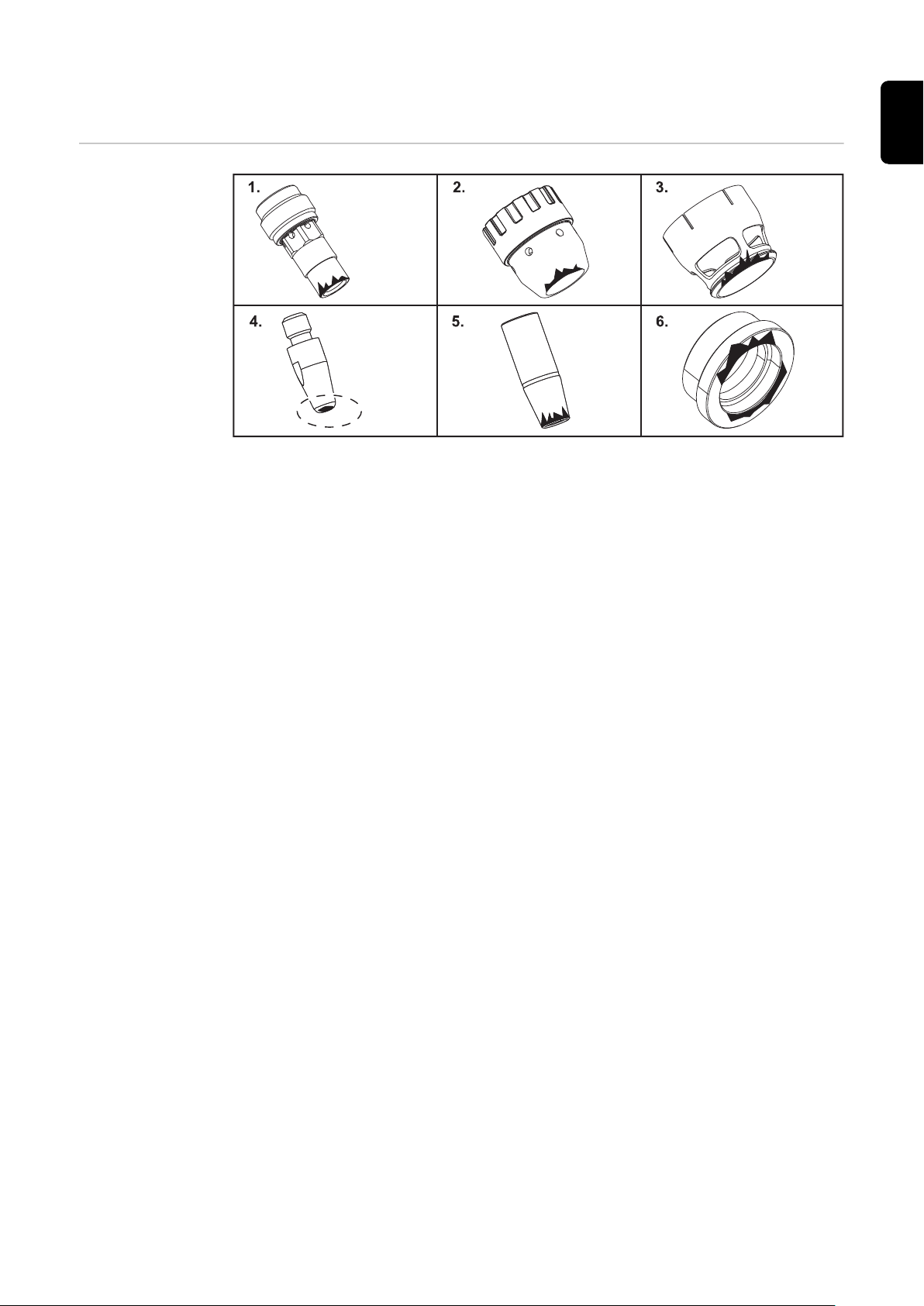
Zjištění vadných
spotřebních dílů
Držák trysky
1.
upálené vnější hrany, zářezy
-
četné svařovací rozstřiky
-
Ochrana proti rozstřiku (jen svařovacích hořáků chlazených vodou)
2.
upálené vnější hrany, zářezy
-
Odsávací hubice
3.
upálené vnější hrany, zářezy
-
Kontaktní špička
4.
vydřené otvory (oválné) na vstupu a výstupu drátu
-
četné svařovací rozstřiky
-
průvar na kontaktní špičce
-
Plynová hubice
5.
četné svařovací rozstřiky
-
upálené vnější hrany
-
zářezy
-
Izolované součásti
6.
upálené vnější hrany, zářezy
-
CS
49
Údržba na
začátku každého
pracovního dne
Zkontrolujte odsávací hubici a v případě poškození ji vyměňte:
1
Vyčistěte plynovou hubici, kontaktní špičku, ochranu proti rozstřiku (jen u
svařovacích hořáků chlazených vodou), držák trysky a izolační díly od
svařovacích rozstřiků, zkontrolujte, zda nejsou poškozené, a poškozené díly
vyměňte:
2
50
Kromě toho při každém uvedení do provozu, u svařovacích hořáků chlazených
3
vodou:
zajistěte, aby všechny přípojky chladicího média byly těsné
-
zajistěte řádný zpětný tok chladicího média – bližší informace najdete v
-
uživatelské dokumentaci chladicího modulu
Údržba každých
48 hodin
Každých 48 hodin otevřete a zavřete regulátor proudu vzduchu:
Zapněte odsávání
1
2
CS
Otevřete a zavřete regulátor průtoku vzduchu
Pokud jsou přívody vzduchu znečištěné a/nebo regulátor proudu vzduchu již
nelze plynule otevřít, vyčistěte přívody vzduchu stlačeným vzduchem:
3
Zajistěte, aby částice uvolněné při čištění byly pohlceny odsávacím systémem
51
Údržba při každé
výměně cívky s
drátem / košové
cívky
Vyčistěte hadici podávání drátu redukovaným stlačeným vzduchem:
1
Demontáž spotřebních dílů
Zapněte odsávání
2
3
52
Vyčistěte hadicové vedení; zajistěte, aby částice uvolněné při čištění byly pohlceny odsávacím
systémem

Doporučení: Vyměňte bovden, před instalací nového bovdenu vyčistěte
spotřební díly:
4
CS
Vyčistěte kontaktní špičku, ochranu proti rozstřiku a držák trysky stlačeným vzduchem; zajistěte, aby
částice uvolněné při čištění byly pohlceny odsávacím systémem
5
Vyčistěte odsávací hadici a plynovou hubici kartáčkem
53

54

Technické údaje
55

56
Technické údaje svařovacích hořáků chlazených
vodou
Všeobecné informace
Rozsah napětí (špička V):
pro ruční svařovací hořáky: 113 V
-
pro strojově ovládané svařovací hořáky: 141 V
-
Technické údaje tlačítka hořáku:
U
-
-
Tlačítko hořáku lze používat jen v rámci technických údajů.
Tento produkt splňuje požadavky normy
-
-
Účinnost detekce svařovacích zplodin u odsávacích zařízení integrovaných v
hořáku (podle normy EN ISO 21904-3) závisí na několika faktorech, jako je
například:
-
-
-
-
-
-
-
-
-
= 5 V
max
I
= 10 mA
max
EN IEC 60974-7 / - 10 CI. A a
EN ISO 21904-1.
Kvalita svařence a s tím související vznik zplodin při svařování
Svařovací proces
Směr svařování (tažné nebo bodavé)
Svařovací polohy (PA, PC, PF, …)
Geometrie svařence (otevřená nebo uzavřená konstrukce, …)
Objemový průtok ochranného plynu
Úhel nastavení svařovacího hořáku
Okolní podmínky
...
CS
Technické údaje
svařovacích
hořáků MTW
Exento
MTW 300i Exento | délka svařovacího hořáku = 3,5 m (11 ft. 5.8 in.)
Svařovací proud při 10 min / 40 °C (104 °F);
hodnoty platí pro CO2 a směsný plyn jako ochranný plyn
(EN ISO 14175)
Sací objemový průtok na přední straně svařovacího
hořáku Q
Sací objemový průtok na odsávací přípojce svařovacího
hořáku Q
Potřebný podtlak Δpc na odsávací přípojce svařovacího
hořáku (EN IEC ISO 21904-1)
Potřebný minimální chladicí výkon podle normy IEC
60974-2
Potřebný minimální průtok chladicího média Q
Potřebný minimální tlak chladicího média p
Maximální přípustný tlak chladicího média p
Povolené drátové elektrody (průměr)
(EN IEC ISO 21904-1)
v,n
(EN IEC ISO 21904-1)
v,n
min
min
max
100 % DZ1) / 300 A
52 m3/h (1837 cfh)
95 m3/h (1837 cfh)
13,5 kPa (135 mbar)
(0.26 gal. [US]/min)
3 bary (43 psi)
5,5 baru (79 psi)
(0.032 - 0.047 in.)
700 W
1 l/min
0,8 - 1,2 mm
57

MTW 300i Exento | délka svařovacího hořáku = 4,5 m (14 ft. 9.17 in.)
Svařovací proud při 10 min / 40 °C (104 °F);
100 % DZ1) / 300 A
hodnoty platí pro CO2 a směsný plyn jako ochranný plyn
(EN ISO 14175)
Sací objemový průtok na přední straně svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
Sací objemový průtok na odsávací přípojce svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
Potřebný podtlak Δpc na odsávací přípojce svařovacího
52 m3/h (1837 cfh)
100 m3/h (3532 cfh)
15 kPa (150 mbar)
hořáku (EN IEC ISO 21904-1)
Potřebný minimální chladicí výkon podle normy IEC
60974-2
Potřebný minimální průtok chladicího média Q
min
(0.26 gal. [US]/min)
Potřebný minimální tlak chladicího média p
Maximální přípustný tlak chladicího média p
Povolené drátové elektrody (průměr)
min
max
3 bary (43 psi)
5,5 baru (79 psi)
(0.032 - 0.047 in.)
MTW 300d Exento | délka svařovacího hořáku = 3,5 m (11 ft. 5.8 in.)
900 W
1 l/min
0,8 - 1,2 mm
Svařovací proud při 10 min / 40 °C (104 °F);
100 % DZ1) / 300 A
hodnoty platí pro CO2 a směsný plyn jako ochranný plyn
(EN ISO 14175)
Sací objemový průtok na přední straně svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
Sací objemový průtok na odsávací přípojce svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
Potřebný podtlak Δpc na odsávací přípojce svařovacího
52 m3/h (1837 cfh)
95 m3/h (1837 cfh)
13,5 kPa (135 mbar)
hořáku (EN IEC ISO 21904-1)
Potřebný minimální chladicí výkon podle normy IEC
60974-2
Potřebný minimální průtok chladicího média Q
min
(0.26 gal. [US]/min)
Potřebný minimální tlak chladicího média p
Maximální přípustný tlak chladicího média p
Povolené drátové elektrody (průměr)
min
max
3 bary (43 psi)
5,5 baru (79 psi)
0,8 - 1,2 mm
(0.032 - 0.047 in.)
MTW 300d Exento | délka svařovacího hořáku = 4,5 m (14 ft. 9.17 in.)
700 W
1 l/min
58
Svařovací proud při 10 min / 40 °C (104 °F);
hodnoty platí pro CO2 a směsný plyn jako ochranný plyn
(EN ISO 14175)
Sací objemový průtok na přední straně svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
Sací objemový průtok na odsávací přípojce svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
100 % DZ1) / 300 A
52 m3/h (1837 cfh)
100 m3/h (3532 cfh)

MTW 300d Exento | délka svařovacího hořáku = 4,5 m (14 ft. 9.17 in.)
Potřebný podtlak Δpc na odsávací přípojce svařovacího
15 kPa (150 mbar)
hořáku (EN IEC ISO 21904-1)
Potřebný minimální chladicí výkon podle normy IEC
60974-2
Potřebný minimální průtok chladicího média Q
min
(0.26 gal. [US]/min)
Potřebný minimální tlak chladicího média p
Maximální přípustný tlak chladicího média p
Povolené drátové elektrody (průměr)
min
max
3 bary (43 psi)
5,5 baru (79 psi)
(0.032 - 0.047 in.)
MTW 500i Exento | délka svařovacího hořáku = 3,5 m (11 ft. 5.8 in.)
Svařovací proud při 10 min / 40 °C (104 °F);
hodnoty platí pro CO2 a směsný plyn jako ochranný plyn
100 % DZ1) / 400 A
40 % DZ1) / 500 A
(EN ISO 14175)
Sací objemový průtok na přední straně svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
Sací objemový průtok na odsávací přípojce svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
57 m3/h (2013 cfh)
100 m3/h (3532 cfh)
CS
900 W
1 l/min
0,8 - 1,2 mm
Potřebný podtlak Δpc na odsávací přípojce svařovacího
11,9 kPa (119 mbar)
hořáku (EN IEC ISO 21904-1)
Potřebný minimální chladicí výkon podle normy IEC
60974-2
Potřebný minimální průtok chladicího média Q
min
(0.26 gal. [US]/min)
Potřebný minimální tlak chladicího média p
Maximální přípustný tlak chladicího média p
Povolené drátové elektrody (průměr)
min
max
3 bary (43 psi)
5,5 baru (79 psi)
(0.039 - 0.063 in.)
MTW 500i Exento | délka svařovacího hořáku = 4,5 m (14 ft. 9.17 in.)
Svařovací proud při 10 min / 40 °C (104 °F);
hodnoty platí pro CO2 a směsný plyn jako ochranný plyn
100 % DZ1) / 400 A
40 % DZ1) / 500 A
(EN ISO 14175)
Sací objemový průtok na přední straně svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
Sací objemový průtok na odsávací přípojce svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
57 m3/h (2013 cfh)
105 m3/h (3709 cfh)
1000 W
1 l/min
1 - 1,6 mm
Potřebný podtlak Δpc na odsávací přípojce svařovacího
hořáku (EN IEC ISO 21904-1)
Potřebný minimální chladicí výkon podle normy IEC
60974-2
Potřebný minimální průtok chladicího média Q
Potřebný minimální tlak chladicího média p
min
min
14 kPa (140 mbar)
1200 W
1 l/min
(0.26 gal. [US]/min)
3 bary (43 psi)
59

MTW 500i Exento | délka svařovacího hořáku = 4,5 m (14 ft. 9.17 in.)
Maximální přípustný tlak chladicího média p
Povolené drátové elektrody (průměr)
max
5,5 baru (79 psi)
(0.039 - 0.063 in.)
MTW 500d Exento | délka svařovacího hořáku = 3,5 m (11 ft. 5.8 in.)
Svařovací proud při 10 min / 40 °C (104 °F);
hodnoty platí pro CO2 a směsný plyn jako ochranný plyn
100 % DZ1) / 400 A
40 % DZ1) / 500 A
(EN ISO 14175)
Sací objemový průtok na přední straně svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
Sací objemový průtok na odsávací přípojce svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
Potřebný podtlak Δpc na odsávací přípojce svařovacího
57 m3/h (2013 cfh)
100 m3/h (3532 cfh)
11,9 kPa (119 mbar)
hořáku (EN IEC ISO 21904-1)
Potřebný minimální chladicí výkon podle normy IEC
60974-2
Potřebný minimální průtok chladicího média Q
min
(0.26 gal. [US]/min)
Potřebný minimální tlak chladicího média p
min
3 bary (43 psi)
1 - 1,6 mm
1000 W
1 l/min
Maximální přípustný tlak chladicího média p
Povolené drátové elektrody (průměr)
max
5,5 baru (79 psi)
1 - 1,6 mm
(0.039 - 0.063 in.)
MTW 500d Exento | délka svařovacího hořáku = 4,5 m (14 ft. 9.17 in.)
Svařovací proud při 10 min / 40 °C (104 °F);
hodnoty platí pro CO2 a směsný plyn jako ochranný plyn
100 % DZ1) / 400 A
40 % DZ1) / 500 A
(EN ISO 14175)
Sací objemový průtok na přední straně svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
Sací objemový průtok na odsávací přípojce svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
Potřebný podtlak Δpc odsávání (EN IEC ISO 21904-1)
57 m3/h (2013 cfh)
105 m3/h (3709 cfh)
14 kPa (140 mbar)
Minimální chladicí výkon podle normy IEC 60974-2 1200 W
Minimální průtok chladicího média Q
min
1 l/min
(0.26 gal. [US]/min)
Minimální tlak chladicího média p
Maximální tlak chladicího média p
min
max
3 bary (43 psi)
5,5 baru (79 psi)
60
Povolené drátové elektrody (průměr)
1)
ED = DZ, dovolené zatížení; doba doběhu odsávání na konci svařování = 30
sekund
1 - 1,6 mm
(0.039 - 0.063 in.)

Technické údaje svařovacích hořáků chlazených
plynem
Všeobecné informace
Rozsah napětí (špička V):
pro ruční svařovací hořáky: 113 V
-
pro strojově ovládané svařovací hořáky: 141 V
-
Technické údaje tlačítka hořáku:
U
-
-
Tlačítko hořáku lze používat jen v rámci technických údajů.
Tento produkt splňuje požadavky normy
-
-
Účinnost detekce svařovacích zplodin u odsávacích zařízení integrovaných v
hořáku (podle normy EN ISO 21904-3) závisí na několika faktorech, jako je
například:
-
-
-
-
-
-
-
-
-
= 5 V
max
I
= 10 mA
max
EN IEC 60974-7 / - 10 CI. A a
EN ISO 21904-1.
Kvalita svařence a s tím související vznik zplodin při svařování
Svařovací proces
Směr svařování (tažné nebo bodavé)
Svařovací polohy (PA, PC, PF, …)
Geometrie svařence (otevřená nebo uzavřená konstrukce, …)
Objemový průtok ochranného plynu
Úhel nastavení svařovacího hořáku
Okolní podmínky
...
CS
Technické údaje
svařovacích
hořáků MTG
Exento
MTG 250i Exento | délka svařovacího hořáku = 3,5 m (11 ft. 5.8 in.)
Svařovací proud při 10 min / 40 °C (104 °F);
hodnoty platí pro CO2 jako ochranný plyn
(EN ISO 14175)
Svařovací proud při 10 min / 40 °C (104 °F);
hodnoty platí pro směsný plyn jako ochranný plyn
(EN ISO 14175)
Sací objemový průtok na přední straně svařovacího
hořáku Q
Sací objemový průtok na odsávací přípojce svařovacího
hořáku Q
Potřebný podtlak Δpc na odsávací přípojce svařovacího
hořáku (EN IEC ISO 21904-1)
Povolené drátové elektrody (průměr)
(EN IEC ISO 21904-1)
v,n
(EN IEC ISO 21904-1)
v,n
40 % DZ1) / 250 A
60 % DZ1) / 210 A
100 % DZ1) / 170 A
40 % DZ1) / 250 A
60 % DZ1) / 210 A
100 % DZ1) / 170 A
52 m3/h (1837 cfh)
70 m3/h (2472 cfh)
10 kPa (100 mbar)
(0.032 - 0.047 in.)
0,8 - 1,2 mm
61

MTG 250i Exento | délka svařovacího hořáku = 4,5 m (14 ft. 9.17 in.)
Svařovací proud při 10 min / 40 °C (104 °F);
hodnoty platí pro CO2 jako ochranný plyn
(EN ISO 14175)
Svařovací proud při 10 min / 40 °C (104 °F);
hodnoty platí pro směsný plyn jako ochranný plyn
(EN ISO 14175)
Sací objemový průtok na přední straně svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
Sací objemový průtok na odsávací přípojce svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
Potřebný podtlak Δpc na odsávací přípojce svařovacího
40 % DZ1) / 250 A
60 % DZ1) / 210 A
100 % DZ1) / 170 A
40 % DZ1) / 250 A
60 % DZ1) / 210 A
100 % DZ1) / 170 A
52 m3/h (1837 cfh)
80 m3/h (2526 cfh)
10,8 kPa (108 mbar)
hořáku (EN IEC ISO 21904-1)
Povolené drátové elektrody (průměr)
(0.032 - 0.047 in.)
MTG 250d Exento | délka svařovacího hořáku = 3,5 m (11 ft. 5.8 in.)
Svařovací proud při 10 min / 40 °C (104 °F):
Hodnoty platí pro CO2 jako ochranný plyn
(EN ISO 14175)
40 % DZ1) / 250 A
60 % DZ1) / 210 A
100 % DZ1) / 170 A
0,8 - 1,2 mm
Svařovací proud při 10 min / 40 °C (104 °F);
hodnoty platí pro směsný plyn jako ochranný plyn
(EN ISO 14175)
Sací objemový průtok na přední straně svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
Sací objemový průtok na odsávací přípojce svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
Potřebný podtlak Δpc na odsávací přípojce svařovacího
40 % DZ1) / 200 A
60 % DZ1) / 160 A
100 % DZ1) / 120 A
52 m3/h (1837 cfh)
70 m3/h (2472 cfh)
10 kPa (100 mbar)
hořáku (EN IEC ISO 21904-1)
Povolené drátové elektrody (průměr)
0,8 - 1,2 mm
(0.032 - 0.047 in.)
MTG 250d Exento | délka svařovacího hořáku = 4,5 m (14 ft. 9.17 in.)
Svařovací proud při 10 min / 40 °C (104 °F):
Hodnoty platí pro CO2 jako ochranný plyn
(EN ISO 14175)
Svařovací proud při 10 min / 40 °C (104 °F);
hodnoty platí pro směsný plyn jako ochranný plyn
(EN ISO 14175)
40 % DZ1) / 250 A
60 % DZ1) / 210 A
100 % DZ1) / 170 A
40 % DZ1) / 200 A
60 % DZ1) / 160 A
100 % DZ1) / 120 A
62
Sací objemový průtok na přední straně svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
Sací objemový průtok na odsávací přípojce svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
Potřebný podtlak Δpc na odsávací přípojce svařovacího
hořáku (EN IEC ISO 21904-1)
52 m3/h (1837 cfh)
80 m3/h (2526 cfh)
10,8 kPa (108 mbar)

MTG 250d Exento | délka svařovacího hořáku = 4,5 m (14 ft. 9.17 in.)
Povolené drátové elektrody (průměr)
(0.032 - 0.047 in.)
MTG 320i Exento | délka svařovacího hořáku = 3,5 m (11 ft. 5.8 in.)
Svařovací proud při 10 min / 40 °C (104 °F):
Hodnoty platí pro CO2 jako ochranný plyn
(EN ISO 14175)
Svařovací proud při 10 min / 40 °C (104 °F);
hodnoty platí pro směsný plyn jako ochranný plyn
(EN ISO 14175)
Sací objemový průtok na přední straně svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
Sací objemový průtok na odsávací přípojce svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
Potřebný podtlak Δpc na odsávací přípojce svařovacího
40 % DZ1) / 320 A
60 % DZ1) / 260 A
100 % DZ1) / 210 A
40 % DZ1) / 320 A
60 % DZ1) / 260 A
100 % DZ1) / 210 A
57 m3/h (2013 cfh)
90 m3/h (3179 cfh)
10,2 kPa (102 mbar)
hořáku (EN IEC ISO 21904-1)
Povolené drátové elektrody (průměr)
(0.032 - 0.063 in.)
0,8 - 1,2 mm
0,8 - 1,6 mm
CS
MTG 320i Exento | délka svařovacího hořáku = 4,5 m (14 ft. 9.17 in.)
Svařovací proud při 10 min / 40 °C (104 °F):
Hodnoty platí pro CO2 jako ochranný plyn
(EN ISO 14175)
Svařovací proud při 10 min / 40 °C (104 °F);
hodnoty platí pro směsný plyn jako ochranný plyn
(EN ISO 14175)
Sací objemový průtok na přední straně svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
Sací objemový průtok na odsávací přípojce svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
Potřebný podtlak Δpc na odsávací přípojce svařovacího
40 % DZ1) / 320 A
60 % DZ1) / 260 A
100 % DZ1) / 210 A
40 % DZ1) / 320 A
60 % DZ1) / 260 A
100 % DZ1) / 210 A
57 m3/h (2013 cfh)
94 m3/h (3320 cfh)
11 kPa (110 mbar)
hořáku (EN IEC ISO 21904-1)
Povolené drátové elektrody (průměr)
(0.032 - 0.063 in.)
MTG 320d Exento | délka svařovacího hořáku = 3,5 m (11 ft. 5.8 in.)
Svařovací proud při 10 min / 40 °C (104 °F):
Hodnoty platí pro CO2 jako ochranný plyn
(EN ISO 14175)
40 % DZ1) / 320 A
60 % DZ1) / 260 A
100 % DZ1) / 210 A
0,8 - 1,6 mm
Svařovací proud při 10 min / 40 °C (104 °F);
hodnoty platí pro směsný plyn jako ochranný plyn
(EN ISO 14175)
Sací objemový průtok na přední straně svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
40 % DZ1) / 260 A
60 % DZ1) / 210 A
100 % DZ1) / 160 A
57 m3/h (2013 cfh)
63

MTG 320d Exento | délka svařovacího hořáku = 3,5 m (11 ft. 5.8 in.)
Sací objemový průtok na odsávací přípojce svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
Potřebný podtlak Δpc na odsávací přípojce svařovacího
90 m3/h (3179 cfh)
10,2 kPa (102 mbar)
hořáku (EN IEC ISO 21904-1)
Povolené drátové elektrody (průměr)
0,8 - 1,6 mm
(0.032 - 0.063 in.)
MTG 320d Exento | délka svařovacího hořáku = 4,5 m (14 ft. 9.17 in.)
Svařovací proud při 10 min / 40 °C (104 °F):
Hodnoty platí pro CO2 jako ochranný plyn
(EN ISO 14175)
Svařovací proud při 10 min / 40 °C (104 °F);
hodnoty platí pro směsný plyn jako ochranný plyn
(EN ISO 14175)
Sací objemový průtok na přední straně svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
Sací objemový průtok na odsávací přípojce svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
Potřebný podtlak Δpc na odsávací přípojce svařovacího
40 % DZ1) / 320 A
60 % DZ1) / 260 A
100 % DZ1) / 210 A
40 % DZ1) / 260 A
60 % DZ1) / 210 A
100 % DZ1) / 160 A
57 m3/h (2013 cfh)
94 m3/h (3320 cfh)
11 kPa (110 mbar)
hořáku (EN IEC ISO 21904-1)
Povolené drátové elektrody (průměr)
(0.032 - 0.063 in.)
MTG 400i Exento | délka svařovacího hořáku = 3,5 m (11 ft. 5.8 in.)
Svařovací proud při 10 min / 40 °C (104 °F):
Hodnoty platí pro CO2 jako ochranný plyn
(EN ISO 14175)
Svařovací proud při 10 min / 40 °C (104 °F);
hodnoty platí pro směsný plyn jako ochranný plyn
(EN ISO 14175)
Sací objemový průtok na přední straně svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
Sací objemový průtok na odsávací přípojce svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
Potřebný podtlak Δpc na odsávací přípojce svařovacího
30 % DZ1) / 400 A
60 % DZ1) / 320 A
100 % DZ1) / 260 A
30 % DZ1) / 400 A
60 % DZ1) / 320 A
100 % DZ1) / 260 A
57 m3/h (2013 cfh)
90 m3/h (3179 cfh)
10,2 kPa (102 mbar)
hořáku (EN IEC ISO 21904-1)
Povolené drátové elektrody (průměr)
(0.032 - 0.063 in.)
0,8 - 1,6 mm
0,8 - 1,6 mm
64
MTG 400i Exento | délka svařovacího hořáku = 4,5 m (14 ft. 9.17 in.)
Svařovací proud při 10 min / 40 °C (104 °F):
Hodnoty platí pro CO2 jako ochranný plyn
(EN ISO 14175)
30 % DZ1) / 400 A
60 % DZ1) / 320 A
100 % DZ1) / 260 A

MTG 400i Exento | délka svařovacího hořáku = 4,5 m (14 ft. 9.17 in.)
Svařovací proud při 10 min / 40 °C (104 °F);
hodnoty platí pro směsný plyn jako ochranný plyn
(EN ISO 14175)
Sací objemový průtok na přední straně svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
Sací objemový průtok na odsávací přípojce svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
Potřebný podtlak Δpc na odsávací přípojce svařovacího
30 % DZ1) / 400 A
60 % DZ1) / 320 A
100 % DZ1) / 260 A
57 m3/h (2013 cfh)
94 m3/h (3320 cfh)
11 kPa (110 mbar)
hořáku (EN IEC ISO 21904-1)
Povolené drátové elektrody (průměr)
(0.032 - 0.063 in.)
MTG 400d Exento | délka svařovacího hořáku = 3,5 m (11 ft. 5.8 in.)
Svařovací proud při 10 min / 40 °C (104 °F):
Hodnoty platí pro CO2 jako ochranný plyn
(EN ISO 14175)
Svařovací proud při 10 min / 40 °C (104 °F);
hodnoty platí pro směsný plyn jako ochranný plyn
(EN ISO 14175)
30 % DZ1) / 400 A
60 % DZ1) / 320 A
100 % DZ1) / 260 A
30 % DZ1) / 320 A
60 % DZ1) / 260 A
100 % DZ1) / 210 A
CS
0,8 - 1,6 mm
Sací objemový průtok na přední straně svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
Sací objemový průtok na odsávací přípojce svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
Potřebný podtlak Δpc na odsávací přípojce svařovacího
57 m3/h (2013 cfh)
90 m3/h (3179 cfh)
10,2 kPa (102 mbar)
hořáku (EN IEC ISO 21904-1)
Povolené drátové elektrody (průměr)
0,8 - 1,6 mm
(0.032 - 0.063 in.)
MTG 400d Exento | délka svařovacího hořáku = 4,5 m (14 ft. 9.17 in.)
Svařovací proud při 10 min / 40 °C (104 °F):
Hodnoty platí pro CO2 jako ochranný plyn
(EN ISO 14175)
Svařovací proud při 10 min / 40 °C (104 °F);
hodnoty platí pro směsný plyn jako ochranný plyn
(EN ISO 14175)
Sací objemový průtok na přední straně svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
Sací objemový průtok na odsávací přípojce svařovacího
hořáku Q
(EN IEC ISO 21904-1)
v,n
30 % DZ1) / 400 A
60 % DZ1) / 320 A
100 % DZ1) / 260 A
30 % DZ1) / 320 A
60 % DZ1) / 260 A
100 % DZ1) / 210 A
57 m3/h (2013 cfh)
94 m3/h (3320 cfh)
Potřebný podtlak Δpc na odsávací přípojce svařovacího
hořáku (EN IEC ISO 21904-1)
Povolené drátové elektrody (průměr)
1)
ED = DZ, dovolené zatížení; doba doběhu odsávání na konci svařování = 30
sekund
11 kPa (110 mbar)
0,8 - 1,6 mm
(0.032 - 0.063 in.)
65
66

CS
67

 Loading...
Loading...