

Page 1

Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
MTG 5300s
MTG 5300-M
Bedienungsanleitung
DEENESFRITPT-BR
MIG/MAG Hand-Schweißbrenner
Operating Instructions
MIG/MAG manual welding torch
Manual de instrucciones
Antorcha manual MIG/MAG
Instructions de service
Torche de soudage MIG/MAG manuelle
Istruzioni per l'uso
Torcia per saldatura manuale MIG/
MAG
Manual de instruções
Tocha de solda manual para soldagem MIG/MAG
42,0410,1809 005-29052020
Page 2

2
Page 3

Sehr geehrter Leser
Einleitung Wir danken Ihnen für Ihr entgegengebrachtes Vertrauen und gratulieren Ihnen zu Ihrem
technisch hochwertigen Fronius Produkt. Die vorliegende Anleitung hilft Ihnen, sich mit
diesem vertraut zu machen. Indem Sie die Anleitung sorgfältig lesen, lernen Sie die vielfältigen Möglichkeiten Ihres Fronius Produktes kennen. Nur so können Sie seine Vorteile
bestmöglich nutzen.
Bitte beachten Sie auch die Sicherheitsvorschriften und sorgen Sie so für mehr Sicherheit
am Einsatzort des Produktes. Sorgfältiger Umgang mit Ihrem Produkt unterstützt dessen
langlebige Qualität und Zuverlässigkeit. Das sind wesentliche Voraussetzungen für hervorragende Ergebnisse.
DE
3
Page 4

4
Page 5

Inhaltsverzeichnis
Allgemein ................................................................................................................................................... 7
Gerätekonzept ...................................................................................................................................... 7
Bestimmungsgemäße Verwendung...................................................................................................... 7
Sicherheit.............................................................................................................................................. 7
Installation und Inbetriebnahme................................................................................................................. 9
Gasdüse wechseln................................................................................................................................ 9
Stahlseele montieren ............................................................................................................................ 9
Schweißbrenner anschließen ............................................................................................................... 10
Pflege, Wartung und Entsorgung............................................................................................................... 11
Allgemeines .......................................................................................................................................... 11
Erkennen von defekten Verschleißteilen .............................................................................................. 11
Wartung bei jeder Inbetriebnahme........................................................................................................ 12
Wartung bei jedem Austausch der Draht- /Korbspule........................................................................... 12
Fehlerdiagnose, Fehlerbehebung .............................................................................................................. 13
Fehlerdiagnose, Fehlerbehebung......................................................................................................... 13
Technische Daten ...................................................................................................................................... 18
Schweißbrenner gasgekühlt - MTG 5300s, MTG 5000-M .................................................................... 18
Technische Daten MTG........................................................................................................................ 18
DE
5
Page 6

6
Page 7

Allgemein
Gerätekonzept Die MIG/MAG-Schweißbrenner sind besonders robust und verlässlich. Die ergonomisch
geformte Griffschale, ein Kugelgelenk und eine optimale Gewichtsverteilung ermöglichen
ein ermüdungsfreies Arbeiten.
Die Schweißbrenner lassen sich an die unterschiedlichsten Aufgabenstellungen anpassen
und bewähren sich bestens in der manuellen Serien- und Einzelfertigung, sowie im Werkstättenbereich.
DE
Bestimmungsgemäße Verwendung
Sicherheit
Der MIG/MAG Hand-Schweißbrenner ist ausschließlich zum MIG/MAG-Schweißen bei
manuellen Anwendungen bestimmt.
Eine andere oder darüber hinausgehende Benutzung gilt als nicht bestimmungsgemäß.
Für hieraus entstehende Schäden haftet der Hersteller nicht.
Zur bestimmungsgemäßen Verwendung gehört auch
- das Beachten aller Hinweise aus der Bedienungsanleitung
- die Einhaltung der Inspektions- und Wartungsarbeiten
WARNUNG!
Gefahr durch Fehlbedienung und fehlerhaft durchgeführte Arbeiten.
Schwerwiegende Personen- und Sachschäden können die Folge sein.
► Alle in diesem Dokument beschriebenen Arbeiten und Funktionen dürfen nur von ge-
schultem Fachpersonal ausgeführt werden.
► Dieses Dokument lesen und verstehen.
► Sämtliche Bedienungsanleitungen der Systemkomponenten, insbesondere Sicher-
heitsvorschriften lesen und verstehen.
WARNUNG!
Gefahr durch elektrischen Strom und Verletzungsgefahr durch austretende Drahtelektrode.
Schwerwiegende Personen- und Sachschäden können die Folge sein.
► Netzschalter der Stromquelle in Stellung - O - schalten.
► Stromquelle vom Netz trennen.
► Sicherstellen, dass die Stromquelle bis zum Abschluss aller Arbeiten vom Netz ge-
trennt bleibt.
WARNUNG!
Gefahr durch elektrischen Strom.
Schwerwiegende Personen- und Sachschäden können die Folge sein.
► Sämtliche Kabel, Leitungen und Schlauchpakete müssen immer fest angeschlossen,
unbeschädigt, korrekt isoliert und ausreichend dimensioniert sein.
7
Page 8

VORSICHT!
Verbrennungsgefahr durch heiße Schweißbrenner-Komponenten und heißes Kühlmittel.
Schwere Verbrühungen können die Folge sein.
► Vor Beginn aller in dieser Bedienungsanleitung beschriebenen Arbeiten sämtliche
Schweißbrenner-Komponenten und das Kühlmittel auf Zimmertemperatur (+25 °C,
+77 °F) abkühlen lassen.
VORSICHT!
Beschädigungsgefahr durch Betrieb ohne Kühlmittel.
Schwerwiegende Sachschäden können die Folge sein.
► Wassergekühlte Schweißbrenner nie ohne Kühlmittel in Betrieb nehmen.
► Für hieraus entstandene Schäden haftet der Hersteller nicht, sämtliche Gewährleis-
tungsansprüche erlöschen.
VORSICHT!
Gefahr durch Kühlmittelaustritt.
Schwerwiegende Personen- und Sachschäden können die Folge sein.
► Die Kühlmittel-Schläuche der wassergekühlten Schweißbrenner immer mit dem darauf
montierten Kunststoff-Verschluss verschließen, wenn diese vom Kühlgerät oder vom
Drahtvorschub getrennt werden.
8
Page 9

Installation und Inbetriebnahme
2
1
2
DE
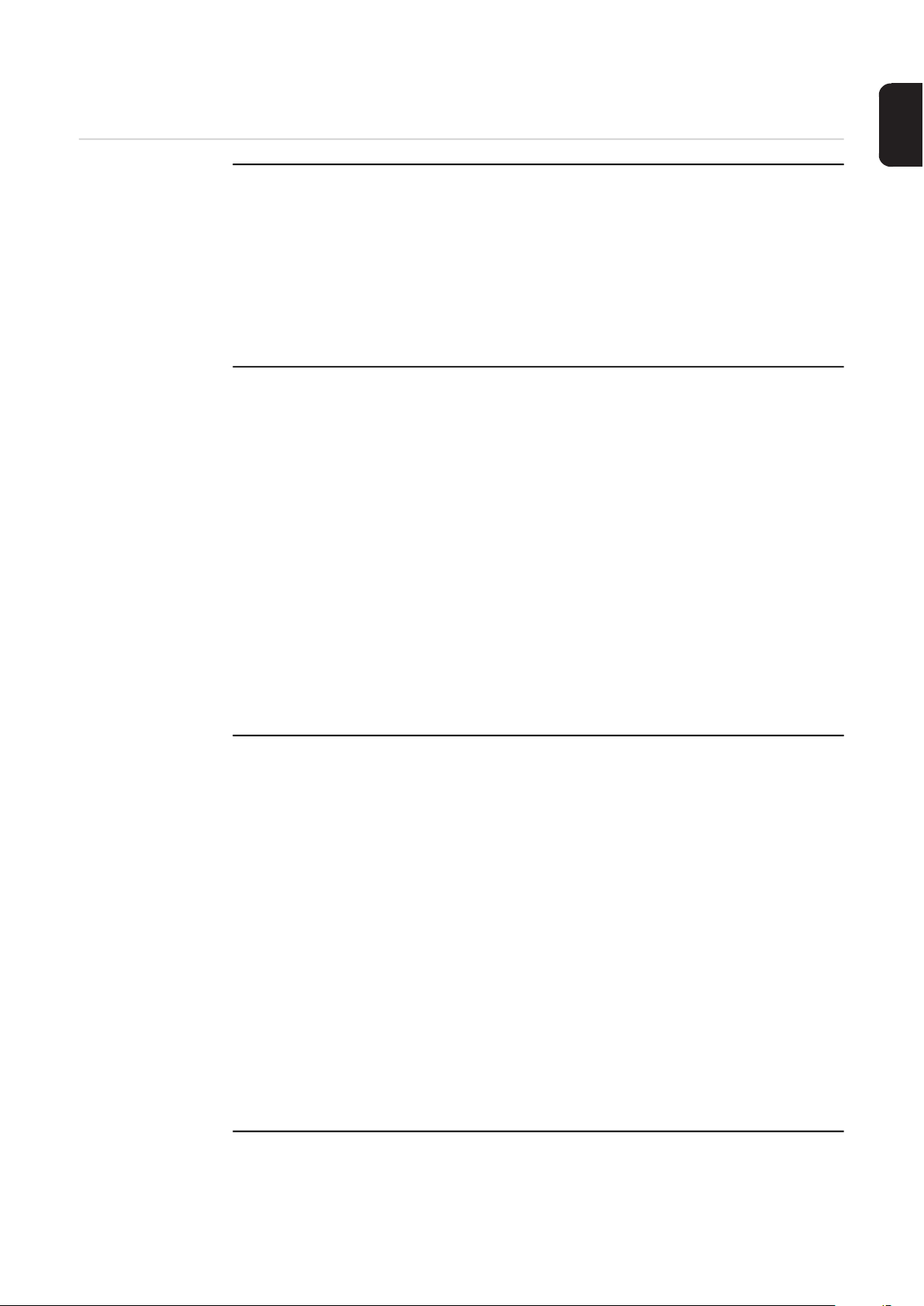
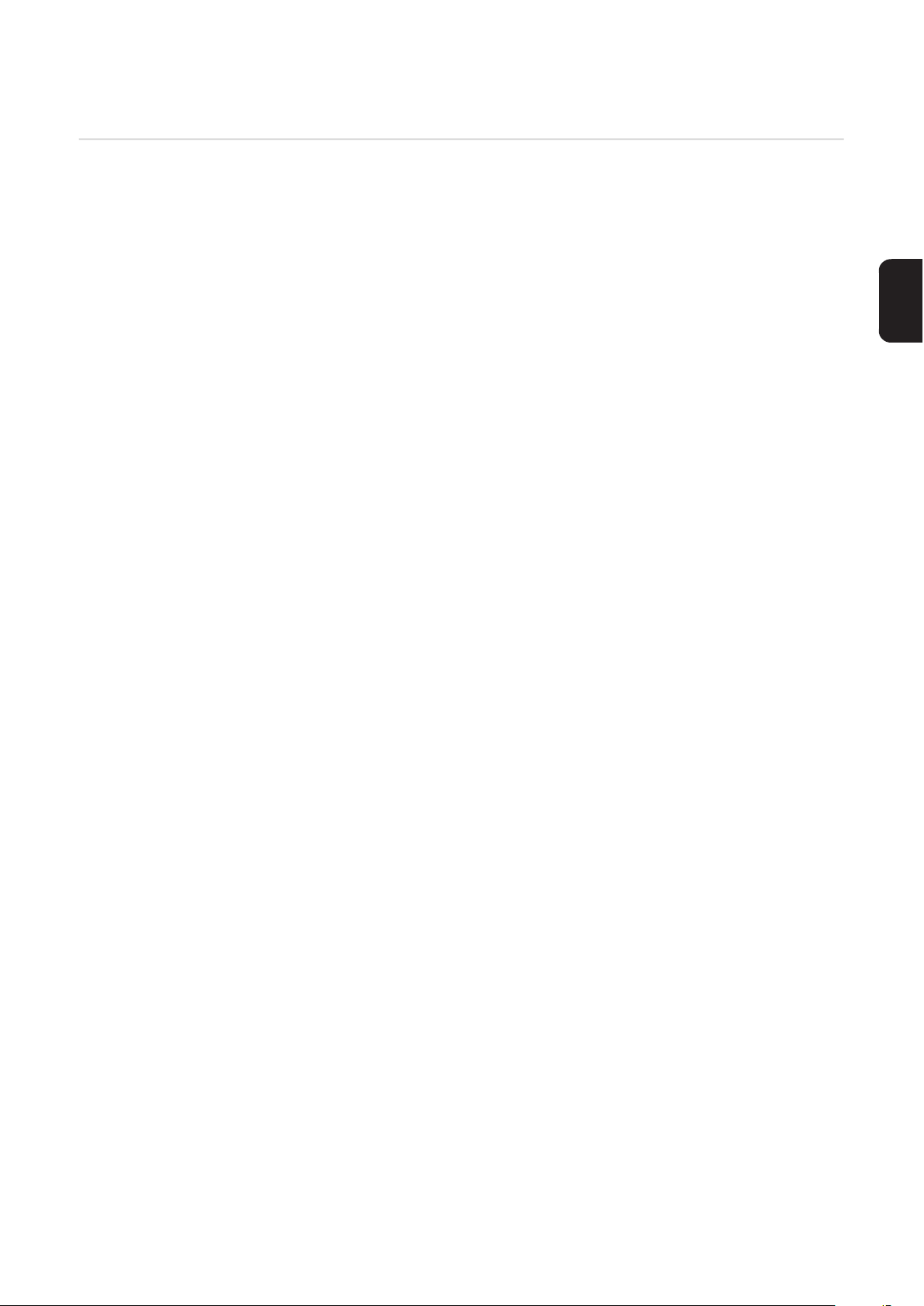
Gasdüse wechseln
Stahlseele montieren
1 2
1
* Gasdüse bis auf Anschlag aufschrauben
HINWEIS!
Beim Ablängen der Draht-Führungsseele darauf achten, dass
► beim Schnitt kein Grat in die Draht-Führungsseele hineinragt
► Seitenschneider leicht schräg stellen
► Grat abschleifen
* Beim Einschieben der Stahlseele kann kurz vor dem Ende ein leichter Widerstand
spürbar sein. Je größer der Durchmesser der Stahlseele, desto größer der Widerstand
1 2
9
Page 10

3 4
4
3
5
5
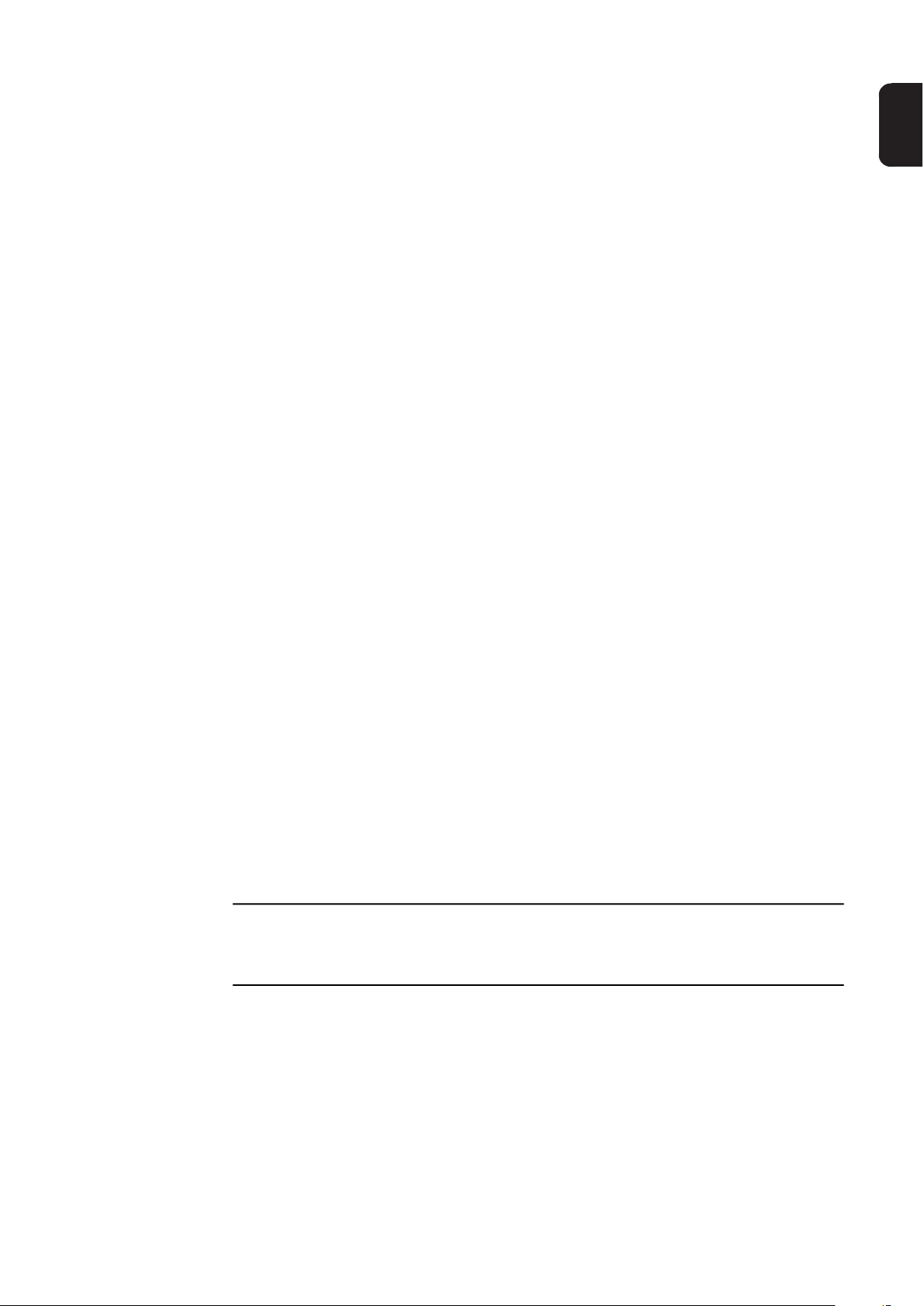
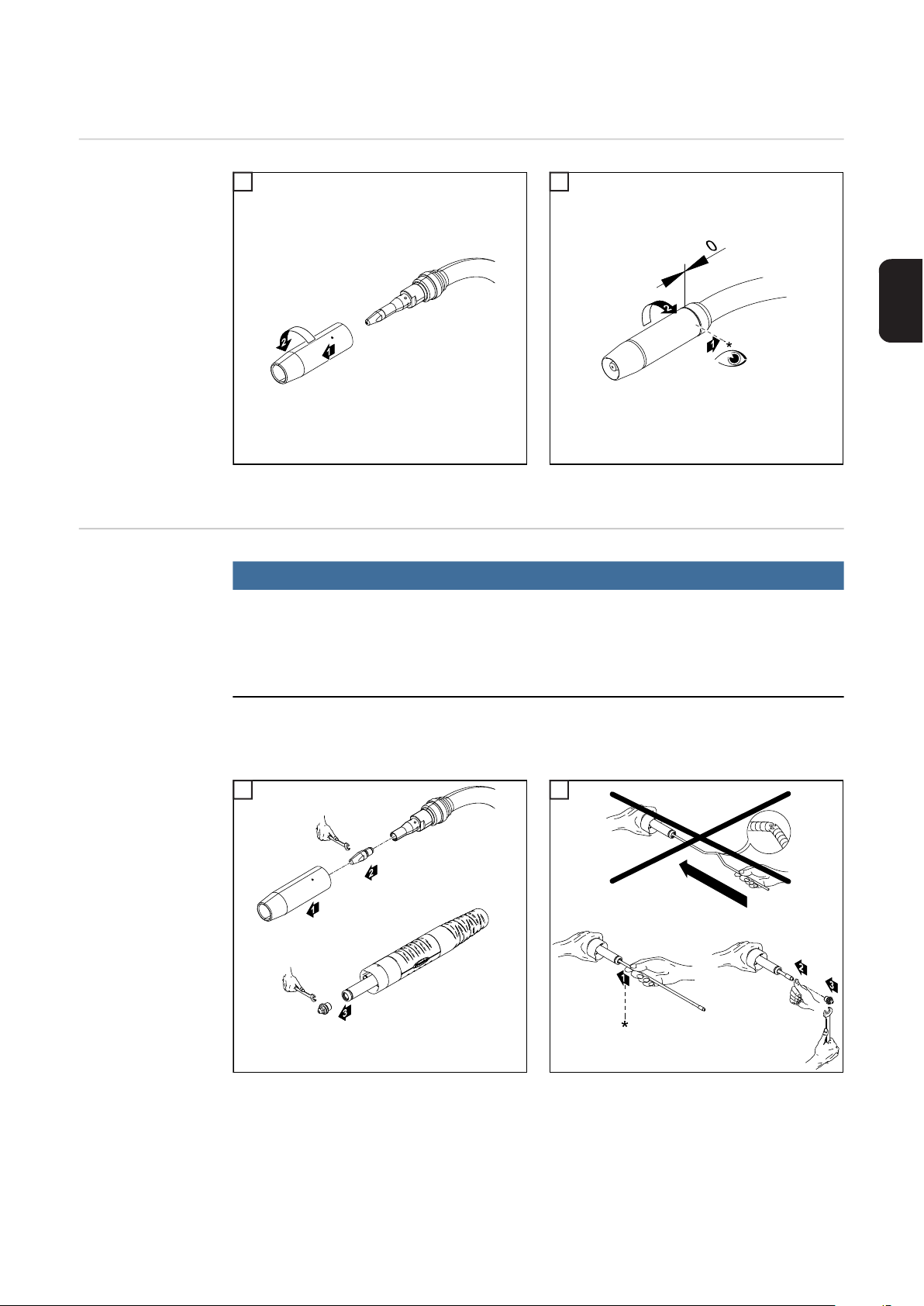
Schweißbrenner
anschließen
1
1
HINWEIS!
Beim Anschließen des Schweißbrenners kontrollieren ob
► sämtliche Anschlüsse fest angeschlos-
sen sind
► sämtliche Kabel, Leitungen und
Schlauchpakete unbeschädigt und korrekt isoliert sind.
10
Page 11

Pflege, Wartung und Entsorgung
Allgemeines Regelmäßige und vorbeugende Wartung des Schweißbrenners sind wesentliche Faktoren
für einen störungsfreien Betrieb. Der Schweißbrenner ist hohen Temperaturen und starker
Verunreinigung ausgesetzt. Daher benötigt der Schweißbrenner eine häufigere Wartung
als andere Komponenten des Schweißsystems.
HINWEIS!
Risiko durch unsachgemäßen Umgang
mit dem Schweißbrenner.
Schwerwiegenden Schäden können die
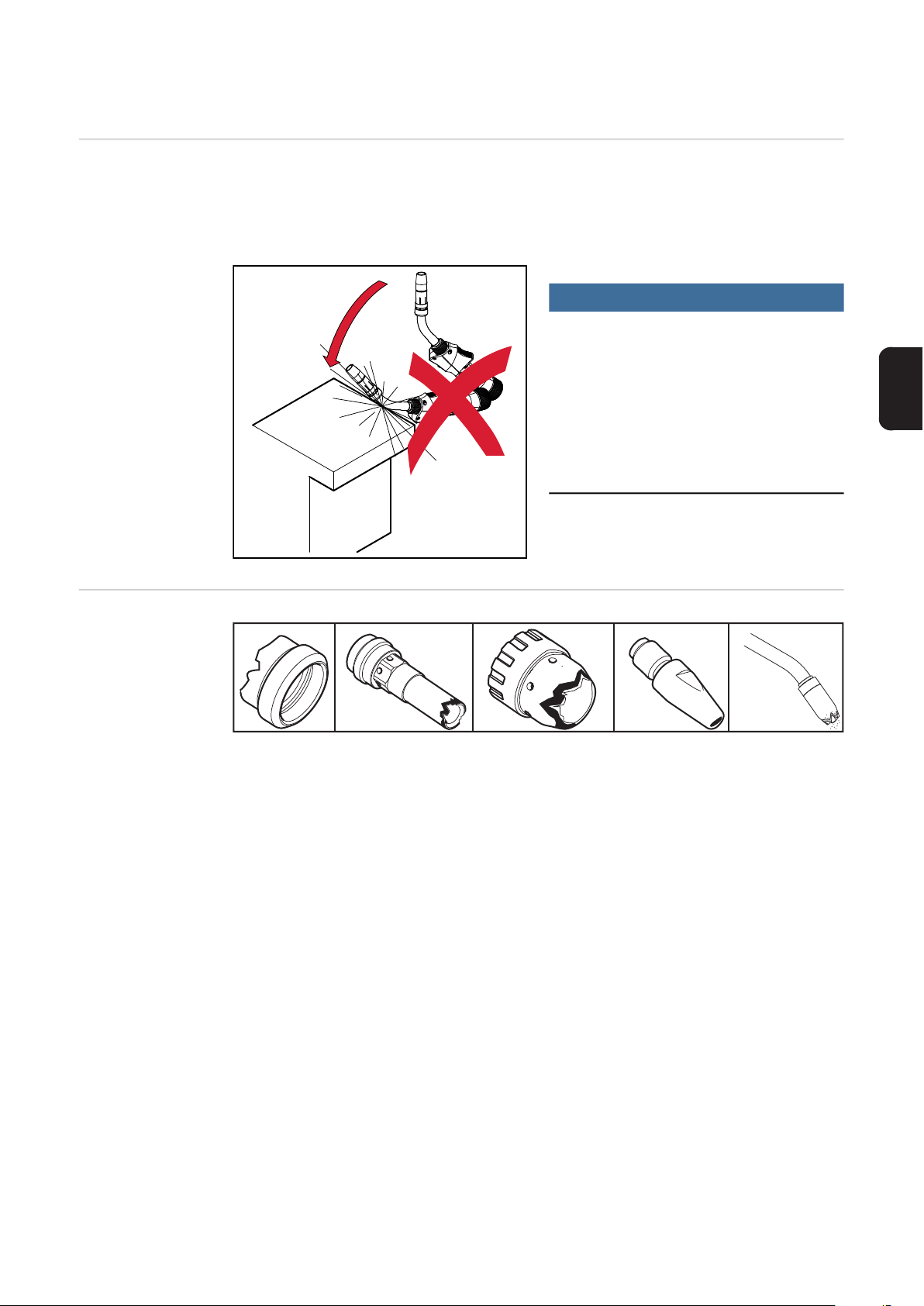
Folge sein.
► Den Schweißbrenner nicht auf harte
Gegenstände schlagen.
► Riefen und Kratzer im Kontaktrohr ver-
meiden in denen sich Schweißspritzer
nachhaltig festsetzen können.
Den Brennerkörper keinesfalls biegen!
DE
Erkennen von defekten Verschleißteilen
1.
1. Isolierteile
– abgebrannte Außenkanten, Einkerbungen
2. Düsenstöcke
– abgebrannte Außenkanten, Einkerbungen
– stark mit Schweißspritzern behaftet
3. Spritzerschutz
– abgebrannte Außenkanten, Einkerbungen
4. Kontaktrohre
– ausgeschliffene (ovale) Drahteintritts- und Drahtaustritts-Bohrungen
– stark mit Schweißspritzern behaftet
– Einbrand an der Kontaktrohr-Spitze
5. Gasdüsen
– stark mit Schweißspritzern behaftet
– abgebrannte Außenkanten
– Einkerbungen
2.
3.
4.
5.
11
Page 12

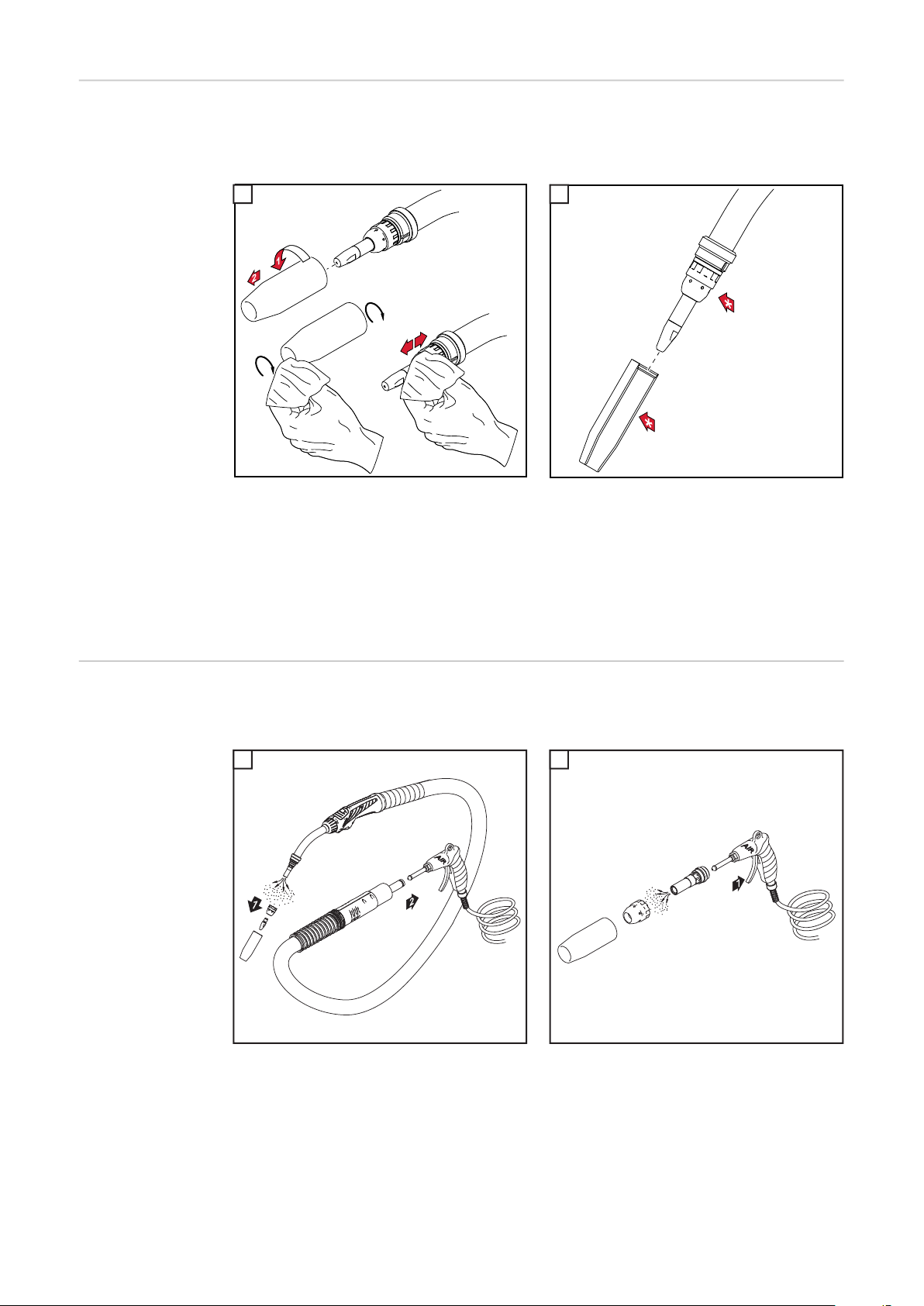
Wartung bei jeder
2
2
Inbetriebnahme
- Verschleißteile kontrollieren
- defekte Verschleißteile austauschen
- Gasdüse von Schweißspritzern befreien
1 1
1
* Gasdüse, Spritzerschutz und Isolationen auf Beschädigung prüfen und beschä-
digte Komponenten austauschen.
- Zusätzlich bei jeder Inbetriebnahme, bei wassergekühlten Schweißbrennern:
- sicherstellen, dass alle Kühlmittel-Anschlüsse dicht sind
- sicherstellen, dass ein ordnungsgemäßer Kühlmittel-Rückfluss gegeben ist
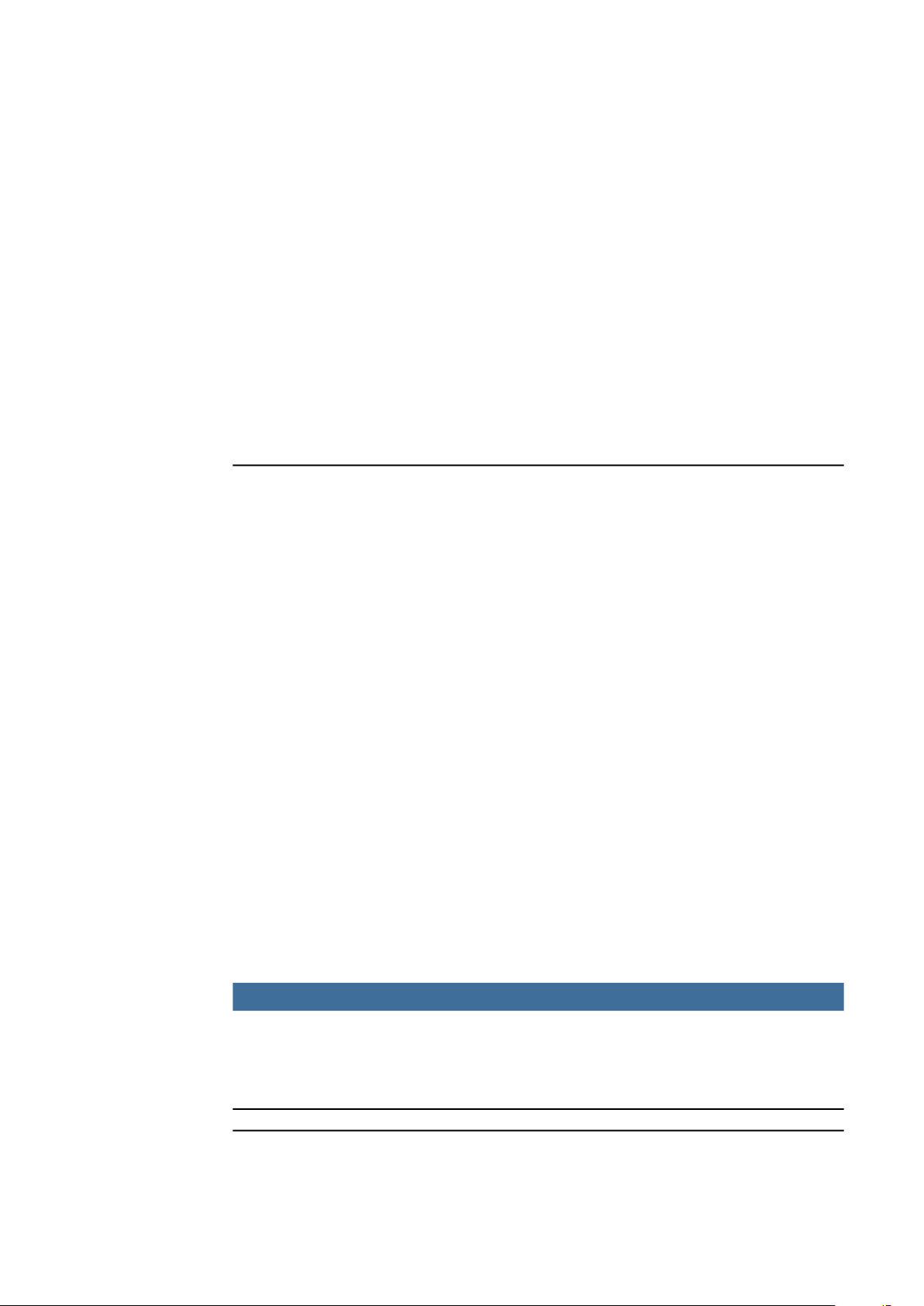
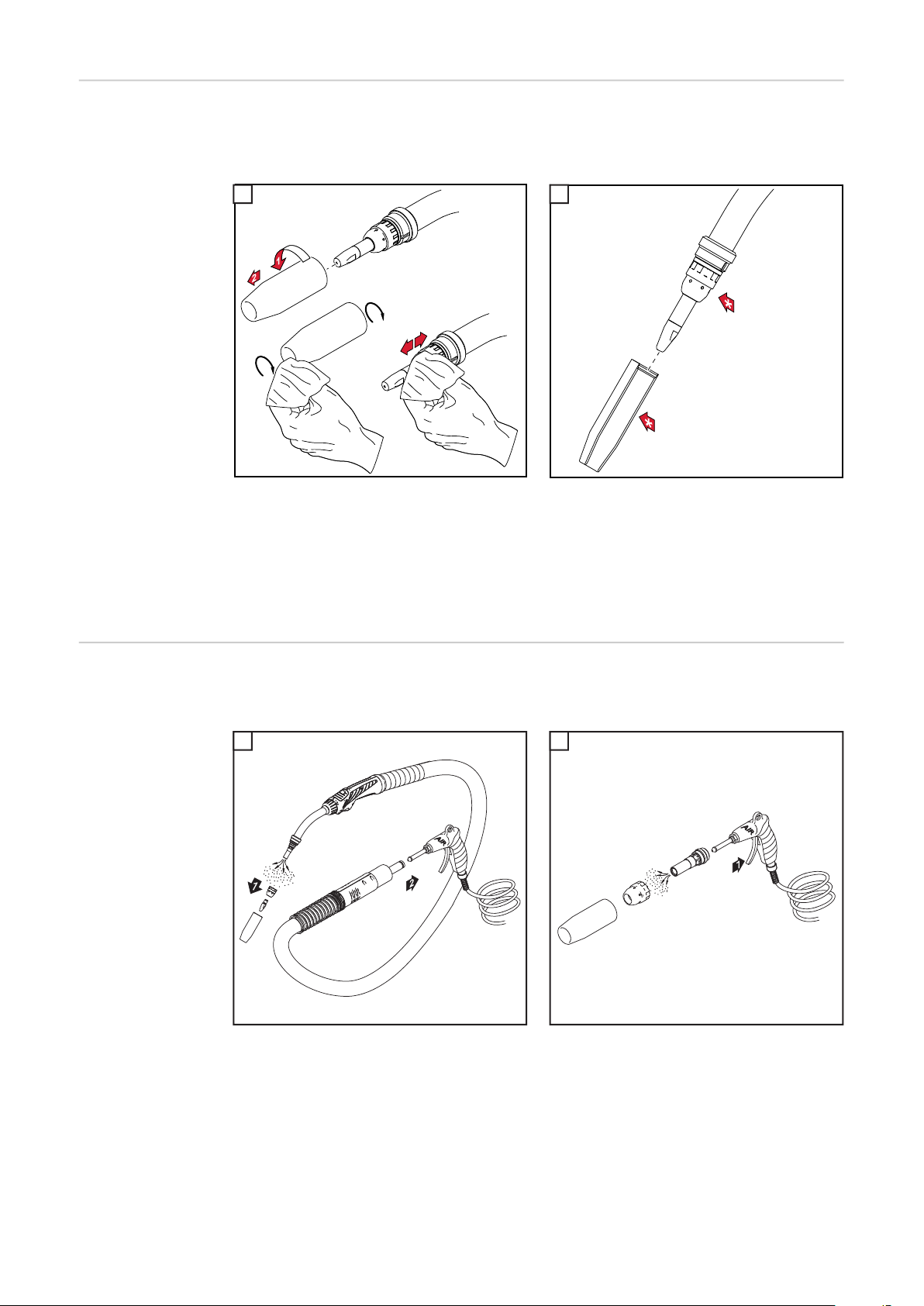
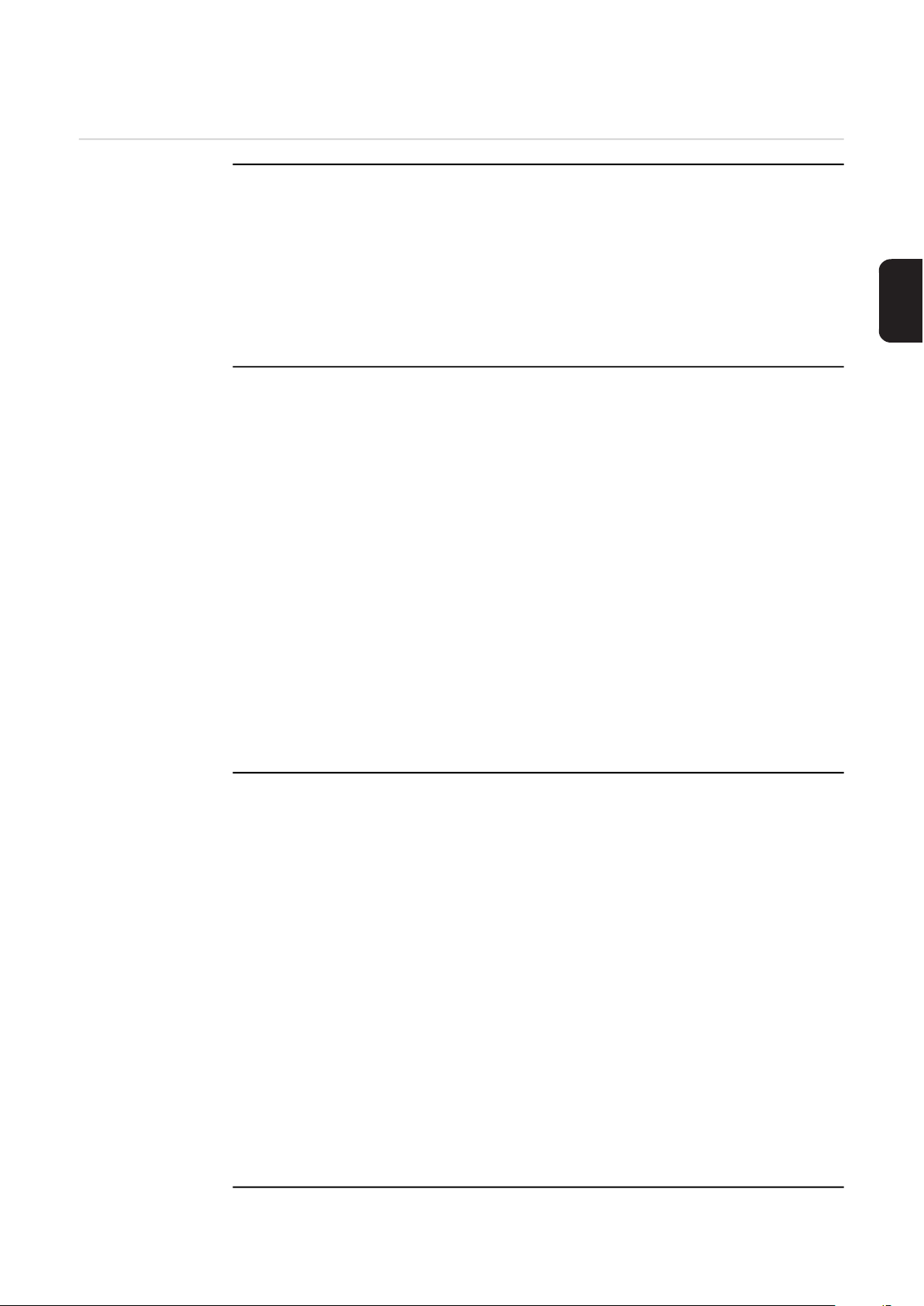
Wartung bei jedem Austausch
der Draht- /Korbspule
- Draht-Förderschlauch mit reduzierter Druckluft reinigen
- Empfohlen: Draht-Führungsseele austauschen, vor dem erneuten Einbau der DrahtFührungsseele die Verschleißteile reinigen
1 2
1
12
Page 13
Fehlerdiagnose, Fehlerbehebung
DE
Fehlerdiagnose,
Fehlerbehebung
Kein Schweißstrom
Netzschalter der Stromquelle eingeschaltet, Anzeigen an der Stromquelle leuchten,
Schutzgas vorhanden
Ursache: Masseanschluss falsch
Behebung: Masseanschluss ordnungsgemäß herstellen
Ursache: Stromkabel im Schweißbrenner unterbrochen
Behebung: Schweißbrenner austauschen
Keine Funktion nach Drücken der Brennertaste
Netzschalter der Stromquelle eingeschaltet, Anzeigen an der Stromquelle leuchten
Ursache: FSC (‘Fronius System Connector’ - Zentralanschluss) nicht bis auf Anschlag
eingesteckt
Behebung: FSC bis auf Anschlag einstecken
Ursache: Schweißbrenner oder Schweißbrenner-Steuerleitung defekt
Behebung: Schweißbrenner austauschen
Ursache: Verbindungs-Schlauchpaket nicht ordnungsgemäß angeschlossen oder de-
fekt
Behebung: Verbindungs-Schlauchpaket ordnungsgemäß anschließen
Defektes Verbindungs-Schlauchpaket austauschen
Ursache: Stromquelle defekt
Behebung: Service-Dienst verständigen
Kein Schutzgas
alle anderen Funktionen vorhanden
Ursache: Gasflasche leer
Behebung: Gasflasche wechseln
Ursache: Gas-Druckminderer defekt
Behebung: Gas-Druckminderer austauschen
Ursache: Gasschlauch nicht montiert, geknickt oder schadhaft
Behebung: Gasschlauch montieren, gerade auslegen. Defekten Gasschlauch austau-
schen
Ursache: Schweißbrenner defekt
Behebung: Schweißbrenner austauschen
Ursache: Gas-Magnetventil defekt
Behebung: Service-Dienst verständigen (Gas-Magnetventil austauschen lassen)
13
Page 14

Schlechte Schweißeigenschaften
Ursache: Falsche Schweißparameter
Behebung: Einstellungen korrigieren
Ursache: Masseverbindung schlecht
Behebung: Guten Kontakt zum Werkstück herstellen
Ursache: Kein oder zu wenig Schutzgas
Behebung: Druckminderer, Gasschlauch, Gas-Magnetventil und Schweißbrenner-Gas-
anschluss überprüfen. Bei gasgekühlten Schweißbrennern Gasabdichtung
überprüfen, geeignete Draht-Führungsseele verwenden
Ursache: Schweißbrenner undicht
Behebung: Schweißbrenner austauschen
Ursache: Zu großes oder ausgeschliffenes Kontaktrohr
Behebung: Kontaktrohr wechseln
Ursache: Falsche Drahtlegierung oder falscher Drahtdurchmesser
Behebung: Eingelegte Draht- /Korbspule überprüfen
Ursache: Falsche Drahtlegierung oder falscher Drahtdurchmesser
Behebung: Verschweißbarkeit des Grund-Werkstoffes prüfen
Ursache: Schutzgas für Drahtlegierung nicht geeignet
Behebung: Korrektes Schutzgas verwenden
Ursache: Ungünstige Schweißbedingungen: Schutzgas verunreinigt (Feuchtigkeit,
Luft), mangelhafte Gas-Abschirmung (Schmelzbad „kocht“, Zugluft), Verunreinigungen im Werkstück (Rost, Lack, Fett)
Behebung: Schweißbedingungen optimieren
Ursache: Schweißspritzer in der Gasdüse
Behebung: Schweißspritzer entfernen
Ursache: Turbulenzen auf Grund zu hoher Schutzgas-Menge
Behebung: Schutzgas-Menge reduzieren, empfohlen:
Schutzgas-Menge (l/min) = Drahtdurchmesser (mm) x 10
(beispielsweise 16 l/min für 1,6 mm Drahtelektrode)
Ursache: Zu großer Abstand zwischen Schweißbrenner und Werkstück
Behebung: Abstand zwischen Schweißbrenner und Werkstück reduzieren (ca. 10 - 15
mm / 0.39 - 0.59 in.)
Ursache: Zu großer Anstellwinkel des Schweißbrenners
Behebung: Anstellwinkel des Schweißbrenners reduzieren
14
Ursache: Draht-Förderkomponenten passen nicht zum Durchmesser der Drahtelektro-
de / dem Werkstoff der Drahtelektrode
Behebung: Richtige Draht-Förderkomponenten einsetzen
Page 15
Schlechte Drahtförderung
Ursache: Je nach System, Bremse im Drahtvorschub oder in der Stromquelle zu fest
eingestellt
Behebung: Bremse lockerer einstellen
Ursache: Bohrung des Kontaktrohres verlegt
Behebung: Kontaktrohr austauschen
Ursache: Draht-Führungsseele oder Draht-Führungseinsatz defekt
Behebung: Draht-Führungsseele oder Draht-Führungseinsatz auf Knicke, Verschmut-
zung, etc. prüfen
Defekte Draht-Führungsseele, defekten Draht-Führungseinsatz austauschen
Ursache: Vorschubrollen für verwendete Drahtelektrode nicht geeignet
Behebung: Passende Vorschubrollen verwenden
Ursache: Falscher Anpressdruck der Vorschubrollen
Behebung: Anpressdruck optimieren
Ursache: Vorschubrollen verunreinigt oder beschädigt
Behebung: Vorschubrollen reinigen oder austauschen
DE
Ursache: Draht-Führungsseele verlegt oder geknickt
Behebung: Draht-Führungsseele austauschen
Ursache: Draht-Führungsseele nach dem Ablängen zu kurz
Behebung: Draht-Führungsseele austauschen und neue Draht-Führungsseele auf kor-
rekte Länge kürzen
Ursache: Abrieb der Drahtelektrode infolge von zu starkem Anpressdruck an den Vor-
schubrollen
Behebung: Anpressdruck an den Vorschubrollen reduzieren
Ursache: Drahtelektrode verunreinigt oder angerostet
Behebung: Hochwertige Drahtelektrode ohne Verunreinigungen verwenden
Ursache: Bei Draht-Führungsseelen aus Stahl: unbeschichtete Draht-Führungsseele in
Verwendung
Behebung: Beschichtete Draht-Führungsseele verwenden
Gasdüse wird sehr heiß
Ursache: Keine Wärmeableitung auf Grund zu losen Sitzes der Gasdüse
Behebung: Gasdüse bis auf Anschlag festschrauben
15
Page 16
Schweißbrenner wird sehr heiß
Ursache: Nur bei Multilock-Schweißbrennern: Überwurfmutter des Brennerkörpers lo-
cker
Behebung: Überwurfmutter festziehen
Ursache: Schweißbrenner wurde über dem maximalen Schweißstrom betrieben
Behebung: Schweißleistung herabsetzen oder leistungsfähigeren Schweißbrenner ver-
wenden
Ursache: Schweißbrenner zu schwach dimensioniert
Behebung: Einschaltdauer und Belastungsgrenzen beachten
Ursache: Nur bei wassergekühlten Anlagen: Kühlmittel-Durchfluss zu gering
Behebung: Kühlmittel-Stand, Kühlmittel-Durchflussmenge, Kühlmittel-Verschmutzung,
Verlegung des Schlauchpaketes etc. überprüfen
Ursache: Spitze des Schweißbrenners zu nahe am Lichtbogen
Behebung: Stick-Out vergrößern
Kurze Lebensdauer des Kontaktrohres
Ursache: Falsche Vorschubrollen
Behebung: Korrekte Vorschubrollen verwenden
Ursache: Abrieb der Drahtelektrode infolge von zu starkem Anpressdruck an den Vor-
schubrollen
Behebung: Anpressdruck an den Vorschubrollen reduzieren
Ursache: Drahtelektrode verunreinigt / angerostet
Behebung: Hochwertige Drahtelektrode ohne Verunreinigungen verwenden
Ursache: Unbeschichtete Drahtelektrode
Behebung: Drahtelektrode mit geeigneter Beschichtung verwenden
Ursache: Falsche Dimension des Kontaktrohres
Behebung: Kontaktrohr korrekt dimensionieren
Ursache: Zu lange Einschaltdauer des Schweißbrenners
Behebung: Einschaltdauer herabsetzen oder leistungsfähigeren Schweißbrenner ver-
wenden
Ursache: Kontaktrohr überhitzt. Keine Wärmeableitung auf Grund zu losen Sitzes des
Kontaktrohres
Behebung: Kontaktrohr festziehen
HINWEIS!
16
Risiko bei Anwendung von CrNi-Drahtelektroden
Höherer Kontaktrohrverschleiß kann die Folge sein.
► Bei CrNi-Anwendungen kann auf Grund der Oberflächen-Beschaffenheit der CrNi-
Drahtelektrode ein höherer Kontaktrohr-Verschleiß auftreten.
Page 17

Fehlfunktion der Brennertaste
Ursache: Steckverbindungen zwischen Schweißbrenner und Stromquelle fehlerhaft
Behebung: Steckverbindungen ordnungsgemäß herstellen / Stromquelle oder Schweiß-
brenner zum Service
Ursache: Verunreinigungen zwischen Brennertaste und dem Gehäuse der Brennertas-
te
Behebung: Verunreinigungen entfernen
Ursache: Steuerleitung ist defekt
Behebung: Service-Dienst verständigen
Porosität der Schweißnaht
Ursache: Spritzerbildung in der Gasdüse, dadurch unzureichender Gasschutz der
Schweißnaht
Behebung: Schweißspritzer entfernen
Ursache: Löcher im Gasschlauch oder ungenaue Anbindung des Gasschlauches
Behebung: Gasschlauch austauschen
Ursache: O-Ring am Zentralanschluss ist zerschnitten oder defekt
Behebung: O-Ring austauschen
DE
Ursache: Feuchtigkeit / Kondensat in der Gasleitung
Behebung: Gasleitung trocknen
Ursache: Zu starke oder zu geringe Gasströmung
Behebung: Gasströmung korrigieren
Ursache: Ungenügende Gasmenge zu Schweißbeginn oder Schweißende
Behebung: Gas-Vorströmung und Gas-Nachströmung erhöhen
Ursache: Rostige oder schlechte Qualität der Drahtelektrode
Behebung: Hochwertige Drahtelektrode ohne Verunreinigungen verwenden
Ursache: Gilt für gasgekühlte Schweißbrenner: Gasaustritt bei nicht isolierten Draht-
Führungsseelen
Behebung: Bei gasgekühlten Schweißbrennern nur isolierte Draht-Führungsseelen ver-
wenden
Ursache: Zu viel Trennmittel aufgetragen
Behebung: Überschüssiges Trennmittel entfernen / weniger Trennmittel auftragen
17
Page 18

Technische Daten
Schweißbrenner
gasgekühlt - MTG
5300s, MTG 5000M
Technische Daten
MTG
I (Ampère) 10 min / 40° C
M21 (EN 439)
I (Ampère) 10 min / 40° C
C1 (EN 439)
[mm (in.)] 1,0 - 1,6
Ø
[m (ft.)] 3,5/4,5
* ED = Einschaltdauer
Spannungsbemessung (V-Peak):
- für handgeführte Schweißbrenner: 113 V
- für maschinell geführte Schweißbrenner: 141 V
Technische Daten Brennertaste:
max
= 10 mA
max
= 50 V
- U
- I
MTG 5300s MTG 5300-M
40 % ED* 500
60 % ED* 420
100 % ED* 360
40 % ED* 530
60 % ED* 420
100 % ED* 360
(.039 - .063)
(12/15)
40 % ED* 500
60 % ED* 420
100 % ED* 360
40 % ED* 530
60 % ED* 420
100 % ED* 360
1,0 - 16
(.039 - .063)
1,5 / 2,5 / 3,5
(5 / 9 / 12)
Der Betrieb der Brennertaste ist nur im Rahmen der technischen Daten erlaubt.
Das Produkt entspricht den Anforderungen laut Norm IEC 60974-7.
18
Page 19

Dear reader,
Introduction Thank you for the trust you have placed in our company and congratulations on buying this
high-quality Fronius product. These instructions will help you familiarise yourself with the
product. Reading the instructions carefully will enable you to learn about the many different
features it has to offer. This will allow you to make full use of its advantages.
Please also note the safety rules to ensure greater safety when using the product. Careful
handling of the product will repay you with years of safe and reliable operation. These are
essential prerequisites for excellent results.
EN
19
Page 20

20
Page 21

Contents
General ...................................................................................................................................................... 23
Device concept ..................................................................................................................................... 23
Proper use ............................................................................................................................................ 23
Safety.................................................................................................................................................... 23
Installation and commissioning .................................................................................................................. 25
Replacing the gas nozzle...................................................................................................................... 25
Fitting the steel liner.............................................................................................................................. 25
Connecting the welding torch................................................................................................................ 26
Care, maintenance and disposal ............................................................................................................... 27
General ................................................................................................................................................. 27
Recognising faulty wearing parts.......................................................................................................... 27
Maintenance at every start-up .............................................................................................................. 28
Maintenance every time the wirespool/basket-type spool is changed:................................................. 28
Troubleshooting ......................................................................................................................................... 29
Troubleshooting .................................................................................................................................... 29
Technical data............................................................................................................................................ 34
Gas-cooled welding torch - MTG 5300s, MTG 5300-M ........................................................................ 34
Technical data MTG.............................................................................................................................. 34
EN
21
Page 22

22
Page 23

General
Device concept MIG/MAG welding torches are particularly robust and reliable, with an ergonomic grip, ball
joint and perfect weight distribution for fatigue-free working.
The welding torches can be used in an extremely wide range of applications. They are ideal
for manual batch and single-piece production as well as jobs in the workshop.
Proper use The MIG/MAG manual welding torch is intended solely for MIG/MAG welding in manual ap-
plications.
Any use above and beyond this purpose is deemed improper. The manufacturer shall not
be held liable for any damage arising from such usage.
Proper use includes:
- Carefully reading and following all the instructions given in the operating instructions
- Performing all stipulated inspection and maintenance work.
EN
Safety
WARNING!
Danger due to incorrect operation and incorrectly performed work.
This can result in serious injury and damage to property.
► All the work and functions described in this document must only be carried out by
trained and qualified personnel.
► Read and understand this document.
► Read and understand all the Operating Instructions for the system components, espe-
cially the safety rules.
WARNING!
Danger from electric current and risk of injury from the emerging wire electrode.
This can result in serious injury and damage to property.
► Turn the power source mains switch to the "O" position.
► Disconnect the power source from the mains.
► Ensure that the power source remains disconnected from the mains until all work has
been completed.
WARNING!
Danger from electric current.
This can result in serious injury and damage to property.
► All cables, lines and hosepacks must be properly connected, undamaged, correctly in-
sulated and adequately dimensioned at all times.
CAUTION!
Risk of burns from hot welding torch components and hot coolant.
This can result in severe scalds.
► Before commencing any of the work described in these Operating Instructions, allow
all welding torch components and the coolant to cool to room temperature (+25 °C, +77
°F).
23
Page 24

CAUTION!
Risk of damage due to operation without coolant.
This can result in serious damage to property.
► Never operate a water-cooled welding torch without coolant.
► Fronius shall not be liable for any damage resulting from such action. In addition, no
warranty claims will be entertained.
CAUTION!
Danger from coolant leakage.
This can result in serious injury and damage to property.
► Seal the coolant hoses on water-cooled welding torches with the plastic stoppers fitted
to them if the hoses are detached from the cooling unit or the wirefeeder.
24
Page 25

Installation and commissioning
212
Replacing the gas
nozzle
Fitting the steel
liner
1 2
1
EN
* Screw on the gas nozzle as far as it will go
NOTE!
When cutting the liner to length, make sure that
► no flash protrudes into the inner liner
► the cutting pliers are placed at a slight angle
► flash is filed down
* Shortly before the end a slight resistance may be felt when inserting the steel liner.
The larger the diameter of the liner, the greater the resistance.
1 2
25
Page 26

3 4
4
3
5
5
Connecting the
welding torch
1
1
NOTE!
When connecting the welding torch,
check that
► all connections are connected properly
► all cables, leads and hosepacks are un-
damaged and correctly insulated.
26
Page 27

Care, maintenance and disposal
General Regular preventive maintenance of the welding torch is essential if trouble-free operation
is to be ensured. The welding torch is subjected to high temperatures and heavy soiling.
The welding torch therefore requires more frequent maintenance than other components
in the welding system.
NOTE!
Risk from improper handling of the welding torch.
This can result in serious damage.
► Do not strike the welding torch on hard
objects.
► Avoid scoring and scratches in the con-
tact tip in which welding spatter may become firmly lodged.
Do not bend the torch body under any circumstances!
EN
Recognising
faulty wearing
parts
1.
1. Insulating parts
– Burned-off outside edges, notches
2. Nozzle fittings
– Burned-off outside edges, notches
– Heavily covered in welding spatter
3. Spatter guard
– Burned-off outside edges, notches
4. Contact tips
– Worn-out (oval) wire entry and wire exit holes
– Heavily covered in welding spatter
– Fusion penetration on the tip of the contact tube
5. Gas nozzles
– Heavily covered in welding spatter
– Burned-off outside edges
– Notches
2.
3.
4.
5.
27
Page 28
Maintenance at
2
2
every start-up
- Check wearing parts
- replace faulty wearing parts
- Remove welding spatter from gas nozzle
1 1
1
* Check the gas nozzle, spatter guard and insulation for damage and replace any
damaged components.
- Also at every start-up when using water-cooled welding torches:
- check all coolant connections for tightness (no leaks)
- check that the coolant can flow unhindered
Maintenance
every time the
wirespool/baskettype spool is
changed:
- Clean wirefeeding hose with reduced compressed air
- Recommended: replace the inner liner. Clean the wearing parts before fitting the new
inner liner
1 2
1
28
Page 29

Troubleshooting
Troubleshooting No welding current
Power source mains switch is on, indicators on the power source are lit up, shielding gas
available
Cause: Grounding (earthing) connection is incorrect
Remedy: Establish a proper grounding (earthing) connection
Cause: There is a break in the current cable in the welding torch
Remedy: Replace welding torch
Nothing happens when the torch trigger is pressed
Power source mains switch is on, indicators on the power source are lit up
Cause: The FSC ('Fronius System Connector' central connector) is not plugged in
properly
Remedy: Push on the FSC as far as it will go
Cause: Welding torch or welding torch control line is faulty
Remedy: Replace welding torch
EN
Cause: Interconnecting hosepack faulty or not connected properly
Remedy: Connect interconnecting hosepack properly
Replace faulty interconnecting hosepack
Cause: Faulty power source
Remedy: Contact After-Sales Service
No shielding gas
All other functions are OK
Cause: Gas cylinder is empty
Remedy: Change the gas cylinder
Cause: Gas pressure regulator is faulty
Remedy: Replace gas pressure regulator
Cause: The gas hose is not connected, or is damaged or kinked
Remedy: Fit gas hose, lay out straight Replace faulty gas hose
Cause: Welding torch is faulty
Remedy: Replace welding torch
Cause: Gas solenoid valve is faulty
Remedy: Contact After-Sales Service (arrange for gas solenoid valve to be replaced)
29
Page 30

Poor weld properties
Cause: Incorrect welding parameters
Remedy: Correct settings
Cause: Poor grounding (earthing) connection
Remedy: Ensure good contact to workpiece
Cause: Inadequate or no protective gas shield
Remedy: Check the pressure regulator, gas hose, gas solenoid valve and welding torch
shielding gas connection. On gas-cooled welding torches, inspect the gas
seals, use a suitable inner liner
Cause: Welding torch is leaking
Remedy: Replace welding torch
Cause: Contact tip is too large or worn out
Remedy: Replace the contact tip
Cause: Wrong wire alloy or wrong wire diameter
Remedy: Check wirespool/basket-type spool in use
Cause: Wrong wire alloy or wrong wire diameter
Remedy: Check weldability of the base material
Cause: The shielding gas is not suitable for this wire alloy
Remedy: Use the correct shielding gas
Cause: Unfavourable welding conditions: shielding gas is contaminated (by moisture,
air), inadequate gas shield (weld pool "boiling", draughts), contaminants in
the workpiece (rust, paint, grease)
Remedy: Optimise the welding conditions
Cause: Welding spatter in the gas nozzle
Remedy: Remove welding spatter
Cause: Turbulence caused by too high a rate of shielding gas flow
Remedy: Reduce shielding gas flow rate, recommended:
shielding gas flow rate (l/min) = wire diameter (mm) x 10
(e.g. 16 l/min for 1.6 mm wire electrode)
Cause: Too large a distance between the welding torch and the workpiece
Remedy: Reduce the distance between the welding torch and the workpiece (approx.
10 - 15 mm / 0.39 - 0.59 in.)
Cause: Tilt angle of the welding torch is too great
Remedy: Reduce the tilt angle of the welding torch
30
Cause: Wirefeed components do not match the diameter of the wire electrode / the
wire electrode material
Remedy: Use the correct wirefeed components
Page 31

Poor wirefeed
Cause: Depending on the system, brake force in wire-feed unit or power source set
too high
Remedy: Reduce the braking force
Cause: Hole in the contact tip is displaced
Remedy: Replace the contact tip
Cause: The inner liner or wire-guide insert is defective
Remedy: Check the inner liner and wire-guide insert for kinks, dirt, etc.
Change the faulty inner liner or wire-guide insert
Cause: The wirefeeder rollers are not suitable for the wire electrode being used
Remedy: Use suitable wirefeeder rollers
Cause: Wirefeeder rollers have the wrong contact pressure
Remedy: Optimise the contact pressure
Cause: The wirefeeder rollers are soiled or damaged
Remedy: Clean the wirefeeder rollers or replace them by new ones
Cause: Inner liner wrongly laid or kinked
Remedy: Replace inner liner
EN
Cause: The inner liner has been cut too short
Remedy: Replace the inner liner and cut the new inner liner to the correct length
Cause: Wire electrode worn due to excessive contact pressure on the wirefeeder roll-
ers
Remedy: Reduce contact pressure on the wirefeeder rollers
Cause: Wire electrode contains impurities or is corroded
Remedy: Use high-quality wire electrode with no impurities
Cause: For steel inner liners: use of uncoated inner liner
Remedy: Use a coated inner liner
The gas nozzle becomes very hot
Cause: No thermal dissipation as the gas nozzle is too loose
Remedy: Screw on the gas nozzle as far as it will go
31
Page 32

The welding torch becomes very hot
Cause: Only on Multilock welding torches: torch neck union nut is loose
Remedy: Tighten the union nut
Cause: Welding torch operated above the maximum welding current
Remedy: Reduce welding power or use a more powerful welding torch
Cause: The specification of the welding torch is inadequate
Remedy: Observe the duty cycle and loading limits
Cause: Only on water-cooled systems: Inadequate coolant flow
Remedy: Check coolant level, coolant flow, coolant contamination, the routing of the
hosepack, etc.
Cause: The tip of the welding torch is too close to the arc
Remedy: Increase stick-out
Contact tip has a short service life
Cause: Incorrect wirefeeder rollers
Remedy: Use correct wirefeeder rollers
Cause: Wire electrode worn due to excessive contact pressure on the wirefeeder roll-
ers
Remedy: Reduce contact pressure on the wirefeeder rollers
Cause: Wire electrode contains impurities/is corroded
Remedy: Use high-quality wire electrode with no impurities
Cause: Uncoated wire electrode
Remedy: Use wire electrode with suitable coating
Cause: Wrong dimension of contact tip
Remedy: Use a contact tip of the correct dimension
Cause: Duty cycle of welding torch has been exceeded
Remedy: Shorten the duty cycle or use a more powerful welding torch
Cause: Contact tip has overheated. No thermal dissipation as the contact tip is too
loose
Remedy: Tighten the contact tip
NOTE!
Risk when using CrNi wire electrodes
This may result in a higher degree of contact tip wear.
► When using CrNi, the contact tip may be subject to a higher degree of wear due to the
nature of the surface of the CrNi wire electrode.
32
Page 33

Torch trigger malfunction
Cause: Defective plug connection between welding torch and power source
Remedy: Establish proper plug connections / have power source or welding torch ser-
viced
Cause: Build up of dirt between torch trigger and torch trigger housing
Remedy: Clean away the dirt
Cause: Control line is faulty
Remedy: Contact After-Sales Service
Weld seam porosity
Cause: Spatter build-up in the gas nozzle causing inadequate gas shield for weld
seam
Remedy: Remove welding spatter
Cause: Holes in gas hose or hose is not connected properly
Remedy: Replace gas hose
Cause: O-ring on central connector has been cut or is faulty
Remedy: Replace O-ring
EN
Cause: Moisture/condensation in the gas line
Remedy: Dry gas line
Cause: Gas flow is either too high or too low
Remedy: Correct gas flow
Cause: Insufficient gas flow at start or end of welding
Remedy: Increase gas pre-flow and gas post-flow
Cause: Rusty or poor quality wire electrode
Remedy: Use high-quality wire electrode with no impurities
Cause: For gas-cooled welding torches: gas is escaping through a non-insulated in-
ner liner
Remedy: Use only insulated inner liners with gas-cooled welding torches
Cause: Too much parting agent applied
Remedy: Remove excess parting agent/apply less parting agent
33
Page 34

Technical data
Gas-cooled welding torch - MTG
5300s, MTG 5300M
Technical data
MTG
I (Ampère) 10 min / 40° C
M21 (EN 439)
I (Ampère) 10 min / 40° C
C1 (EN 439)
[mm (in.)] 1,0 - 1,6
Ø
[m (ft.)] 3,5/4,5
* d.c. = duty cycle
Voltage rating (V-Peak):
- for manually guided torches: 113 V
- for mechanically guided torches: 141 V
Torch trigger technical data:
max
= 10 mA
max
= 50 V
- U
- I
MTG 5300s MTG 5300-M
40 % d.c. 500
60 % d.c. 420
100 % d.c. 360
40 % d.c. 530
60 % d.c. 420
100 % d.c. 360
(.039 - .063)
(12/15)
40 % d.c. 500
60 % d.c. 420
100 % d.c. 360
40 % d.c. 530
60 % d.c. 420
100 % d.c. 360
1,0 - 16
(.039 - .063)
1,5 / 2,5 / 3,5
(5 / 9 / 12)
The torch trigger may only be operated in accordance with the technical data.
The product complies with standard IEC 60974-7.
34
Page 35
Estimado lector
Introducción Le agradecemos su confianza y queremos felicitarle por la adquisición de este producto
de Fronius de alta calidad técnica. El presente manual le ayudará a familiarizarse con el
producto. Si lee detenidamente este manual, aprenderá las numerosas posibilidades que
le ofrece su producto Fronius. Solo así podrá aprovechar todas sus ventajas.
Tenga en cuenta también las normas de seguridad para conseguir una mayor seguridad
en el lugar en el que emplee el producto. Un manejo cuidadoso de su producto ayuda a
conseguir una calidad y fiabilidad duraderas. Todo ello constituye la condición previa
esencial para lograr unos resultados excelentes.
ES
35
Page 36

36
Page 37

Tabla de contenido
Generalidades............................................................................................................................................ 39
Concepto del sistema ........................................................................................................................... 39
Utilización prevista................................................................................................................................ 39
Seguridad.............................................................................................................................................. 39
Instalación y puesta en servicio ................................................................................................................. 41
Cambiar la tobera de gas...................................................................................................................... 41
Montar el alma de acero ....................................................................................................................... 41
Conectar la antorcha............................................................................................................................. 42
Cuidado, mantenimiento y eliminación ...................................................................................................... 43
General ................................................................................................................................................. 43
Detectar consumibles defectuosos....................................................................................................... 43
Mantenimiento con cada puesta en servicio......................................................................................... 44
Mantenimiento con cada sustitución de la bobina de hilo/bobina con fondo de cesta ......................... 44
Diagnóstico de errores, solución de errores .............................................................................................. 45
Diagnóstico de errores, solución de errores ......................................................................................... 45
Datos técnicos ........................................................................................................................................... 50
Antorcha de soldadura refrigerado por gas - MTG 5300s, MTG 5000-M ............................................. 50
Datos técnicos MTG ............................................................................................................................. 50
ES
37
Page 38

38
Page 39

Generalidades
Concepto del sistema
Utilización previs-taLa antorcha manual MIG/MAG está diseñada exclusivamente para la soldadura MIG/MAG
Seguridad
Las antorchas MIG/MAG son especialmente robustas y fiables. La carcasa del asa de formas ergonómicas, una articulación esférica y una distribución óptima de peso permiten
trabajar sin cansarse.
Las antorchas se pueden adaptar a los más diferentes planteamientos de las tareas y
muestran sus ventajas de forma óptima en la producción manual en serie e individual, así
como en el ámbito de los talleres.
en aplicaciones manuales.
Cualquier otro uso se considerará como no previsto por el diseño constructivo. El fabricante declina cualquier responsabilidad frente a los daños que se pudieran originar.
También forman parte de la utilización prevista
- Seguir todas las indicaciones del manual de instrucciones.
- El cumplimiento de los trabajos de inspección y mantenimiento.
¡ADVERTENCIA!
Peligro originado por un manejo incorrecto y trabajos realizados incorrectamente.
Esto puede ocasionar lesiones personales graves y daños materiales.
► Todos los trabajos y funciones descritos en este documento deben ser realizados solo
por personal técnico formado.
► Leer y entender este documento.
► Leer y entender todos los manuales de instrucciones de los componentes del sistema,
en particular las normas de seguridad.
ES
¡ADVERTENCIA!
Peligro originado por corriente eléctrica y peligro de lesiones originado por una salida del electrodo de soldadura.
Esto puede ocasionar lesiones personales graves y daños materiales.
► Poner el interruptor de red de la fuente de potencia en la posición - O -.
► Separar la fuente de potencia de la red.
► Asegurar que la fuente de potencia permanezca separada de la red hasta que hayan
finalizado todos los trabajos.
¡ADVERTENCIA!
Peligro originado por corriente eléctrica.
Esto puede ocasionar lesiones personales graves y daños materiales.
► Todos los cables, líneas y juegos de cables siempre deben estar bien conectados, in-
tactos, correctamente aislados y tener una dimensión suficiente.
39
Page 40

¡PRECAUCIÓN!
Peligro de quemaduras originado por estar calientes los componentes de la antorcha de soldadura y el líquido de refrigeración.
La consecuencia pueden ser escaldaduras graves.
► Antes de comenzar los trabajos descritos en este manual de instrucciones, dejar que
se enfríen todos los componentes de la antorcha de soldadura y el líquido de refrige-
ración a temperatura ambiente (+25 °C, +77 °F).
¡PRECAUCIÓN!
Riesgo de daños por un funcionamiento sin líquido de refrigeración.
La consecuencia pueden ser graves daños materiales.
► Jamás se deben poner en servicio antorchas de soldadura refrigeradas por agua sin
líquido de refrigeración.
► El fabricante declina cualquier responsabilidad frente a los daños que se pudieran ori-
ginar, se extinguirán todos los derechos de garantía.
¡PRECAUCIÓN!
Peligro originado por fugas de líquido de refrigeración.
Esto puede ocasionar lesiones personales graves y daños materiales.
► Cerrar siempre los tubos de líquido de refrigeración de las antorchas de soldadura re-
frigeradas por agua con el cierre de plástico montado cuando se separan de la refri-
geración o del avance de hilo.
40
Page 41
Instalación y puesta en servicio
2
1
2
Cambiar la tobera
de gas
Montar el alma de
acero
1 2
1
ES
* Enroscar la tobera de gas hasta el tope
¡OBSERVACIÓN!
Nel tagliare a misura la guaina guidafilo accertarsi
► che al momento del taglio nessuna aletta sporga nella guaina guidafilo
► di inclinare leggermente la pinza a cesoia
► di levigare l'aletta.
* Inserendo l'anima d'acciaio è possibile avvertire una lieve resistenza poco prima di
arrivare alla fine. La resistenza aumenta proporzionalmente al diametro dell'anima
d'acciaio.
1 2
41
Page 42

3 4
4
3
5
5
Conectar la antorcha
1
1
¡OBSERVACIÓN!
Con motivo de la conexión de la antorcha se deben realizar las siguientes
comprobaciones:
► Todas las conexiones están fijamente
conectadas.
► Todos los cables, líneas y paquetes de
mangueras están intactos y correctamente aislados.
42
Page 43

Cuidado, mantenimiento y eliminación
1.
2.
3.
4.
5.
General El mantenimiento periódico y preventivo de la antorcha de soldadura es un factor relevante
para un servicio sin perturbaciones. La antorcha de soldadura está expuesta a altas temperaturas y a una intensa suciedad. Por este motivo, la antorcha de soldadura requiere un
mantenimiento más frecuente que los demás componentes del sistema de soldadura.
Detectar consumibles defectuosos
¡OBSERVACIÓN!
El manejo indebido de la antorcha de
soldadura implica riesgos.
La consecuencia pueden ser daños de carácter grave.
► No golpear la antorcha de soldadura
contra objetos duros.
► Evitar marcas y rasguños en el tubo de
contacto donde las proyecciones de
soldadura pueden quedarse adheridas
de forma permanente.
¡En ningún caso se debe doblar el cuello
antorcha!
ES
1. Piezas aislantes
– Bordes exteriores quemados, entalladuras
2. Regleta de inyectores
– Bordes exteriores quemados, entalladuras
– Pronunciada adhesión de proyecciones de soldadura
3. Protección antiproyecciones
– Bordes exteriores quemados, entalladuras
4. Tubos de contacto
– Taladros de entrada y salida de hilo desgastados (ovalados)
– Pronunciada adhesión de proyecciones de soldadura
– Penetración en la punta del tubo de contacto
5. Toberas de gas
– Pronunciada adhesión de proyecciones de soldadura
– Bordes exteriores quemados
– entalladuras.
43
Page 44
Mantenimiento
2
2
con cada puesta
en servicio
- Controlar los consumibles
- Sustituir los consumibles defectuosos
- Liberar la tobera de gas de las salpicaduras de soldadura
1 1
1
* Comprobar la tobera de gas, la protección antiproyecciones y los aislamientos
con respecto a daños y sustituir los componentes dañados.
- Adicionalmente con cada puesta en servicio, en caso de antorchas refrigeradas por
agua:
- Asegurarse de que todas las conexiones de refrigerante están estancas
- Asegurarse de que el retorno de refrigerante está limitado correctamente
Mantenimiento
con cada sustitución de la bobina
de hilo/bobina
con fondo de cesta
- Limpiar la manguera de transporte de hilo con aire a presión reducido
- Recomendado: Sustituir la sirga de guía de hilo; antes de volver a montar la sirga de
guía de hilo limpiar los consumibles.
1 2
1
44
Page 45
Diagnóstico de errores, solución de errores
Diagnóstico de
errores, solución
de errores
No hay corriente de soldadura
Interruptor de red de la fuente de corriente conectado, indicaciones en la fuente de corriente iluminadas, gas protector disponible.
Causa: Conexión de masa errónea.
Solución: Establecer la conexión de masa correctamente.
ES
Causa: Cable de corriente interrumpido en la antorcha de soldadura.
Solución: Sustituir la antorcha de soldadura.
No hay función después de pulsar la tecla de la antorcha
Interruptor de red de la fuente de corriente conectado, indicaciones en la fuente de corriente iluminadas.
Causa: La FSC ("Fronius System Connector" - conexión central) no está enchufada
hasta el tope.
Solución: Enchufar la FSC hasta el tope.
Causa: Antorcha de soldadura o cable de control de la antorcha de soldadura defec-
tuoso.
Solución: Sustituir la antorcha de soldadura.
Causa: El juego de cables de interconexión no está correctamente conectado o está
defectuoso.
Solución: Conectar el juego de cables de interconexión correctamente.
Sustituir el juego de cables de interconexión defectuoso.
Causa: Fuente de corriente defectuosa.
Solución: Contactar con el Servicio Técnico.
No hay gas protector
Todas las demás funciones están disponibles.
Causa: Bombona de gas vacía.
Solución: Cambiar la bombona de gas.
Causa: Regulador de presión de gas defectuoso.
Solución: Sustituir el regulador de presión de gas.
Causa: Manguera de gas doblada, dañada o no montada.
Solución: Montar la manguera de gas, tenderla recta. Sustituir la manguera de gas de-
fectuosa.
Causa: Antorcha de soldadura defectuosa.
Solución: Sustituir la antorcha de soldadura.
Causa: Electroválvula de gas defectuosa.
Solución: Contactar con el Servicio Técnico (encomendar la sustitución de la electro-
válvula de gas).
45
Page 46

Propiedades insuficientes de soldadura
Causa: Parámetros de soldadura incorrectos.
Solución: Corregir los ajustes.
Causa: Conexión de masa incorrecta.
Solución: Establecer un buen contacto con la pieza de trabajo.
Causa: No hay gas protector o el gas es insuficiente.
Solución: Comprobar el regulador de presión, la manguera de gas, la electroválvula de
gas y la conexión de gas protector de la antorcha de soldadura. En caso de
antorchas de soldadura refrigeradas por gas, se debe comprobar la obturación de gas; utilizar una sirga de guía de hilo adecuada.
Causa: Fuga en la antorcha de soldadura.
Solución: Sustituir la antorcha de soldadura.
Causa: Tubo de contacto excesivamente grande o desgastado.
Solución: Cambiar el tubo de contacto.
Causa: Aleación incorrecta del hilo o diámetro de hilo incorrecto.
Solución: Comprobar la bobina de hilo/bobina con fondo de cesta insertada.
Causa: Aleación incorrecta del hilo o diámetro de hilo incorrecto.
Solución: Comprobar la soldabilidad del material base.
Causa: El gas protector no es adecuado para la aleación del hilo.
Solución: Utilizar el gas protector correcto.
Causa: Condiciones de soldadura desfavorables: gas protector sucio (humedad, ai-
re), insuficiente blindado de gas (el baño de fusión está "hirviendo", corriente), impurezas en la pieza de trabajo (corrosión, pintura, grasa).
Solución: Optimizar las condiciones de soldadura.
Causa: Proyecciones de soldadura en la tobera de gas.
Solución: Quitar las proyecciones de soldadura.
Causa: Turbulencias originadas por una cantidad excesiva de gas protector.
Solución: Reducir la cantidad de gas protector, recomendación:
cantidad de gas protector (l/min) = diámetro del hilo (mm) x 10
(por ejemplo, 16 l/min para un electrodo de soldadura de 1,6 mm)
Causa: Distancia excesivamente grande entre la antorcha de soldadura y la pieza de
trabajo.
Solución: Reducir la distancia entre la antorcha de soldadura y la pieza de trabajo
(aprox. 10 - 15 mm / 0.39 - 0.59 in.).
46
Causa: El ángulo de incidencia de la antorcha de soldadura es excesivamente gran-
de.
Solución: Reducir el ángulo de incidencia de la antorcha de soldadura.
Causa: Los componentes de transporte de hilo no son adecuados para el diámetro/
material del electrodo de soldadura.
Solución: Utilizar unos componentes de transporte de hilo correctos.
Page 47

Transporte de hilo inadecuado
Causa: Según el sistema, el freno en el avance de hilo o en la fuente de corriente está
ajustado demasiado fuerte.
Solución: Aflojar el ajuste del freno.
Causa: Taladro del tubo de contacto incorrecto.
Solución: Sustituir el tubo de contacto.
Causa: La sirga de guía de hilo o el inserto de guía de hilo están defectuosos.
Solución: Comprobar la sirga de guía de hilo o el inserto de guía de hilo respecto a do-
bladuras, suciedad, etc.
Sustituir la sirga de guía de hilo defectuosa o el inserto de guía de hilo defectuoso.
Causa: Los rodillos de avance no son adecuados para el electrodo de soldadura uti-
lizado.
Solución: Utilizar los rodillos de avance adecuados.
Causa: Presión de apriete incorrecta de los rodillos de avance.
Solución: Mejorar la presión de apriete.
Causa: Los rodillos de avance están sucios o dañados.
Solución: Limpiar o sustituir los rodillos de avance.
ES
Causa: Sirga de guía de hilo mal instalada o doblada.
Solución: Sustituir la sirga de guía de hilo.
Causa: La sirga de guía de hilo es demasiado corta después del tronzado.
Solución: Sustituir la sirga de guía de hilo y acortar la nueva sirga de guía de hilo a la
longitud correcta.
Causa: Abrasión del electrodo de soldadura debido a una presión de apriete excesi-
va en los rodillos de avance.
Solución: Reducir la presión de apriete en los rodillos de avance.
Causa: El electrodo de soldadura está sucio u oxidado.
Solución: Utilizar un electrodo de soldadura de alta calidad sin impurezas.
Causa: En caso de sirgas de guía de hilo de acero: se están utilizando sirgas de guía
de hilo sin revestimiento
Solución: Utilizar sirgas de guía de hilo revestidas
La tobera de gas se calienta mucho
Causa: No se produce ninguna pérdida de calor por estar demasiado flojo el asiento
de la tobera de gas.
Solución: Apretar la tobera de gas hasta el tope.
47
Page 48

La antorcha de soldadura se calienta mucho
Causa: Solo para antorchas de soldadura Multilock: el racor del cuello antorcha está
aflojado.
Solución: Apretar el racor.
Causa: La antorcha de soldadura se ha puesto en servicio por encima de la máxima
corriente de soldadura.
Solución: Reducir la potencia de soldadura o utilizar una antorcha de soldadura más
potente.
Causa: Dimensiones insuficientes de la antorcha de soldadura.
Solución: Observar la duración de ciclo de trabajo y los límites de carga.
Causa: Solo para equipos refrigerados por agua: caudal líquido de refrigeración in-
suficiente.
Solución: Comprobar el nivel de refrigerante, el caudal líquido de refrigeración, la su-
ciedad en el refrigerante, el tendido del juego de cables, etc.
Causa: La punta de la antorcha de soldadura está demasiado cerca en el arco voltai-
co.
Solución: Aumentar el Stickout.
Vida útil corta del tubo de contacto.
Causa: Rodillos de avance incorrectos.
Solución: Utilizar rodillos de avance correctos.
Causa: Abrasión del electrodo de soldadura debido a una presión de contacto exce-
siva en los rodillos de avance.
Solución: Reducir la presión de contacto en los rodillos de avance.
Causa: Electrodo de soldadura sucio/oxidado.
Solución: Utilizar un electrodo de soldadura de alta calidad sin impurezas.
Causa: Electrodo de soldadura sin recubrir.
Solución: Utilizar un electrodo de soldadura con un recubrimiento adecuado.
Causa: Dimensión del tubo de contacto incorrecta.
Solución: Dimensionar el tubo de contacto correctamente.
Causa: Duración excesiva de ciclo de trabajo de la antorcha de soldadura.
Solución: Reducir la duración de ciclo de trabajo utilizar una antorcha de soldadura más
potente.
Causa: Tubo de contacto excesivamente calentado. No se produce ninguna pérdida
de calor por estar demasiado flojo el asiento del tubo de contacto.
Solución: Apretar el tubo de contacto.
¡OBSERVACIÓN!
48
La aplicación de electrodos de soldadura de CrNi implica riesgos
La consecuencia puede ser un mayor consumo del tubo de contacto.
► En caso de aplicaciones CrNi se puede producir un mayor desgaste del tubo de con-
tacto, debido a las características superficiales del electrodo de soldadura CrNi.
Page 49

Función errónea de la tecla de la antorcha
Causa: Las conexiones entre la antorcha de soldadura y la fuente de corriente están
defectuosas.
Solución: Establecer las conexiones correctamente / Enviar la fuente de corriente o la
antorcha de soldadura al Servicio Técnico.
Causa: Impurezas entre la tecla de la antorcha y la caja de la tecla de la antorcha.
Solución: Quitar las impurezas.
Causa: Cable de control defectuoso.
Solución: Contactar con el Servicio Técnico.
Porosidad del cordón de soldadura
Causa: Formación de proyecciones en la tobera de gas, por lo que la protección de
gas del cordón de soldadura es insuficiente.
Solución: Quitar las proyecciones de soldadura.
Causa: Agujeros en la manguera de gas o conexión inexacta de la manguera de gas.
Solución: Sustituir la manguera de gas.
Causa: La junta tórica en la conexión central está cortada o defectuosa.
Solución: Sustituir la junta tórica.
ES
Causa: Humedad/condensado en la tubería de gas.
Solución: Secar la tubería de gas.
Causa: Flujo de gas excesivo o insuficiente.
Solución: Corregir el flujo de gas.
Causa: Cantidad de gas insuficiente al comienzo o final de la soldadura.
Solución: Aumentar el flujo previo de gas y el postflujo de gas.
Causa: Electrodo de soldadura de mala calidad u oxidado.
Solución: Utilizar un electrodo de soldadura de alta calidad sin impurezas.
Causa: Aplicable a las antorchas de soldadura refrigeradas por gas: fuga de gas en
caso de sirgas de guía de hilo no aisladas.
Solución: En caso de antorchas de soldadura refrigeradas por gas solo se deben utili-
zar sirgas de guía de hilo aisladas.
Causa: Aplicación en exceso del líquido antiproyecciones.
Solución: Eliminar el líquido antiproyecciones sobrante / aplicar menos líquido antipro-
yecciones.
49
Page 50

Datos técnicos
Antorcha de soldadura refrigerado por gas - MTG
5300s, MTG 5000M
Datos técnicos
MTG
I (Ampère) 10 min / 40° C
M21 (EN 439)
I (Ampère) 10 min / 40° C
C1 (EN 439)
[mm (in.)] 1,0 - 1,6
Ø
[m (ft.)] 3,5/4,5
* DC = Duración de ciclo de trabajo
Dimensionado de tensión (VPeak):
- para soplete de guiado manual: 113 V
- para soplete de guiado mecánico: 141 V
Datos técnicos tecla de la antorcha:
máx
= 10 mA
máx
= 50 V
- U
- I
MTG 5300s MTG 5300-M
40 % DC* 500
60 % DC* 420
100 % DC* 360
40 % DC* 530
60 % DC* 420
100 % DC* 360
(.039 - .063)
(12/15)
40 % DC* 500
60 % DC* 420
100 % DC* 360
40 % DC* 530
60 % DC* 420
100 % DC* 360
1,0 - 16
(.039 - .063)
1,5 / 2,5 / 3,5
(5 / 9 / 12)
El servicio de la tecla de la antorcha sólo queda permitido dentro del margen de los datos
técnicos.
El producto cumple los requisitos de la norma IEC 60974-7.
50
Page 51

Cher lecteur
Introduction Nous vous remercions de la confiance que vous nous témoignez et vous félicitons d'avoir
acquis ce produit Fronius de haute qualité technique. Les présentes Instructions de service
doivent vous permettre de vous familiariser avec ce produit. Par une lecture attentive de
ces instructions, vous apprendrez à connaître les diverses possibilités de votre produit Fronius. C'est ainsi seulement que vous pourrez en exploiter au mieux tous les avantages.
Respectez les consignes de sécurité et veillez par ce biais à garantir davantage de sécurité sur le lieu d'utilisation du produit. Une manipulation appropriée de ce produit garantit
sa qualité et sa fiabilité à long terme. Ces deux critères sont des conditions essentielles
pour un résultat optimal.
FR
51
Page 52

52
Page 53

Sommaire
Généralités................................................................................................................................................. 55
Concept d‘appareil................................................................................................................................ 55
Utilisation conforme à la destination ..................................................................................................... 55
Sécurité................................................................................................................................................. 55
Installation et mise en service.................................................................................................................... 57
Remplacer la buse gaz ......................................................................................................................... 57
Montage de l'âme guide-fil en acier ...................................................................................................... 57
Raccordement de la torche de soudage............................................................................................... 58
Maintenance, entretien et élimination ........................................................................................................ 59
Généralités............................................................................................................................................ 59
Identification des pièces d'usure défectueuses .................................................................................... 59
Maintenance à chaque mise en service................................................................................................ 60
Maintenance à chaque remplacement de la bobine de fil/bobine type panier...................................... 60
Diagnostic d’erreur, élimination de l'erreur................................................................................................. 61
Diagnostic d’erreur, élimination de l'erreur ........................................................................................... 61
Caractéristiques techniques....................................................................................................................... 66
Torche de soudage refroidi par gaz- MTG 5300s, MTG 5000-M.......................................................... 66
Caractéristiques techniques MTG......................................................................................................... 66
FR
53
Page 54

54
Page 55

Généralités
Concept d‘appareil
Utilisation
conforme à la
destination
Sécurité
La torche de soudage MIG/MAG est particulièrement robuste et fiable. La poignée coque
de forme ergonomique, ainsi qu'une rotule et une répartition optimisée du poids permettent
un travail sans fatigue.
Ces torches de soudage conviennent pour les tâches les plus diverses et sont idéales pour
la fabrication manuelle en série et sur commande, ainsi que dans les garages.
La torche de soudage manuelle MIG/MAG est exclusivement destinée au soudage MIG/
MAG lors d'applications manuelles.
Toute autre utilisation est considérée comme non conforme. Le fabricant ne saurait être
tenu pour responsable des dommages consécutifs.
Font également partie de l'emploi conforme :
- le respect de toutes les indications des instructions de service ;
- le respect des travaux d'inspection et de maintenance.
AVERTISSEMENT !
Danger en cas d'erreur de manipulation et d'erreur en cours d'opération.
Cela peut entraîner des dommages corporels et matériels graves.
► Toutes les fonctions et tous les travaux décrits dans le présent document doivent uni-
quement être exécutés par du personnel qualifié.
► Le présent document doit être lu et compris.
► Toutes les instructions de service des composants périphériques, en particulier les
consignes de sécurité, doivent être lues et comprises.
FR
AVERTISSEMENT !
Risque d'électrocution et de blessure en cas de sortie du fil-électrode.
Cela peut entraîner des dommages corporels et matériels graves.
► Commuter l'interrupteur secteur de la source de courant en position - O.
► Débrancher la source de courant du secteur.
► S'assurer que la source de courant reste déconnectée du secteur pendant toute la du-
rée des travaux.
AVERTISSEMENT !
Risque d'électrocution.
Cela peut entraîner des dommages corporels et matériels graves.
► Tous les câbles, conduites et faisceaux de liaison doivent toujours être solidement rac-
cordés, intacts, correctement isolés et de capacité suffisante.
55
Page 56

ATTENTION !
Risque de brûlure provoquée par les composants de la torche et le réfrigérant brûlants.
Cela peut entraîner de graves brûlures.
► Avant de commencer toute opération décrite dans les présentes instructions de ser-
vice, laisser tous les composants de la torche de soudage et le réfrigérant refroidir à
température ambiante (+25 °C, +77 °F).
ATTENTION !
Risque de dommages en cas de fonctionnement sans réfrigérant.
Cela peut entraîner des dommages matériels graves.
► Ne jamais mettre en service la torche de soudage refroidie par eau sans réfrigérant.
► Le fabricant décline toute responsabilité pour les dommages consécutifs et tous les
droits à garantie sont annulés.
ATTENTION !
Danger en cas de fuite de réfrigérant.
Cela peut entraîner des dommages corporels et matériels graves.
► Toujours raccorder les tuyaux de réfrigérant des torches de soudage refroidies par eau
avec le dispositif de fermeture en plastique monté dessus lorsque ceux-ci sont séparés
du refroidisseur ou du dévidoir.
56
Page 57

Installation et mise en service
2
1
2
Remplacer la
buse gaz
Montage de l'âme
guide-fil en acier
1 2
1
FR
* Dévisser la buse gaz jusqu'à la butée
REMARQUE!
Lorsque vous coupez la gaine guide-fil, assurez-vous :
► qu'aucune bavure ne pénètre à l'intérieur de la gaine guide-fil
► que la pince coupante diagonale est légèrement inclinée
► et rectifiez la gaine guide-fil pour éliminer les bavures
* Lors de l'insertion de l'âme guide-fil en acier, une légère résistance doit être sen-
sible. Plus le diamètre de l'âme guide-fil en acier est important, plus la résistance
sera forte.
1 2
57
Page 58

3 4
4
3
5
5
Raccordement de
la torche de soudage
1
1
REMARQUE!
Lors du raccordement de la torche de
soudage, vérifier si
► tous les raccords soient solidement
branchés
► tous les câbles, tuyaux et faisceaux de
liaison sont exempts de dommages et
sont correctement isolés.
58
Page 59
Maintenance, entretien et élimination
Généralités Une maintenance régulière et préventive de la torche de soudage constitue un facteur im-
portant permettant d'en garantir le bon fonctionnement. La torche de soudage est soumise
à des températures élevées et à un degré de salissure très important. Elle nécessite donc
une maintenance plus fréquente que les autres composants du système de soudage.
REMARQUE!
Risque en cas de mauvaise manipulation de la torche de soudage.
Cela peut entraîner des dommages graves.
► Ne pas cogner la torche de soudage
contre des objets durs.
► Prendre soin d'éviter de faire des stries
ou des rayures sur le tube de contact,
car des projections de soudure pourraient rester collées dessus.
Ne jamais plier le corps de torche de
soudage !
FR
Identification des
pièces d'usure
défectueuses
1.
1. Éléments d'isolation
– bords extérieurs brûlés, rainures
2. Porte-buses
– bords extérieurs brûlés, rainures
– présence de projections de soudage excessives
3. Protection anti-projections
– bords extérieurs brûlés, rainures
4. Tubes de contact
– orifices d'entrée et de sortie du fil usés (ovales)
– présence de projections de soudage excessives
– brûlures au niveau de l'extrémité avant du tube de contact
5. Buses gaz
– présence de projections de soudage excessives
– bords extérieurs brûlés
– rainures
2.
3.
4.
5.
59
Page 60

Maintenance à
2
2
chaque mise en
service
- Contrôler les pièces d'usure
- remplacer les pièces d'usure défectueuses
- Enlever les projections de soudure qui se trouvent sur la buse de gaz
1 1
1
* Contrôler l'état de la buse de gaz, de la protection anti-projections et des isola-
tions et remplacer les composants endommagés.
- En supplément à chaque mise en service, pour les torches de soudage refroidies par
eau :
- s'assurer que tous les connecteurs de réfrigérant sont étanches
- vérifier la présence d'un retour de réfrigérant conforme
Maintenance à
chaque remplacement de la bobine
de fil/bobine type
panier
- Nettoyer la gaine de dévidoir avec de l'air comprimé à débit réduit
- Recommandé : remplacer l'âme de guidage du fil ; nettoyer les pièces d'usure avant
d'installer de nouveau l'âme de guidage du fil.
1 2
1
60
Page 61

Diagnostic d’erreur, élimination de l'erreur
Diagnostic d’erreur, élimination
de l'erreur
Pas de courant de soudage
Interrupteur d'alimentation de la source de courant activé, voyants allumés sur la source
de courant, gaz de protection disponible
Cause : Connexion à la masse incorrecte
Solution : Établir le raccordement à la masse de manière conforme
Cause : Câble de courant interrompu dans la torche de soudage
Solution : Remplacer la torche de soudage
Pas de fonction après avoir appuyé sur la gâchette de la torche de soudage
Interrupteur d'alimentation de la source de courant activé, voyants allumés sur la source
de courant
Cause : FSC (« Fronius System Connector » - raccord central) non raccordé jusqu'en
butée
Solution : Insérer le Fronius System Connector jusqu'à la butée
Cause : Torche de soudage ou câble de commande de la torche de soudage défec-
tueux
Solution : Remplacer la torche de soudage
FR
Cause : Faisceau de liaison non raccordé correctement ou défectueux
Solution : Raccorder correctement le faisceau de liaison
Remplacer le faisceau de liaison défectueux
Cause : Source de courant défectueuse
Solution : Contacter le service après-vente
Pas de gaz de protection
Toutes les autres fonctions sont disponibles
Cause : Bouteille de gaz vide
Solution : Remplacer la bouteille de gaz
Cause : Robinet détendeur défectueux
Solution : Remplacer le robinet détendeur
Cause : Le tuyau de gaz n'est pas monté, est plié ou est endommagé
Solution : Monter, poser de manière plus rectiligne le tuyau de gaz. Remplacer le tuyau
de gaz défectueux
Cause : Torche de soudage défectueuse
Solution : Remplacer la torche de soudage
Cause : Électrovanne de gaz défectueuse
Solution : Contacter le service après-vente (faire remplacer l'électrovanne de gaz)
61
Page 62

Mauvaises caractéristiques de soudage
Cause : Paramètres incorrects
Solution : Corriger les paramètres
Cause : Connexion de mise à la masse incorrecte
Solution : Établir un bon contact avec la pièce à souder
Cause : Pas ou pas assez de gaz de protection
Solution : Vérifier le détendeur, le tuyau de gaz, l'électrovanne de gaz et le raccord de
gaz de la torche de soudage Dans le cas des torches AL, vérifier l'étanchéité
au gaz et utiliser une âme de guidage du fil adaptée
Cause : Fuite au niveau de la torche de soudage
Solution : Remplacer la torche de soudage
Cause : Tube de contact trop grand ou usé
Solution : Remplacer le tube de contact
Cause : Mauvais alliage ou mauvais diamètre du fil
Solution : Contrôler la bobine de fil/bobine type panier insérée
Cause : Mauvais alliage ou mauvais diamètre du fil
Solution : Vérifier la compatibilité du matériau de base avec le soudage
Cause : Gaz de protection inapproprié pour cet alliage de fil
Solution : Utiliser le bon gaz de protection
Cause : Conditions de soudage défavorables : gaz de protection contaminé (humidité,
air), blindage gaz défectueux (bain de fusion "en ébullition", courant d'air), impuretés dans la pièce à usiner (rouille, peinture, graisse)
Solution : Optimiser les conditions de soudage
Cause : Projections de soudure dans la buse gaz
Solution : Enlever les projections de soudure
Cause : Turbulences dues à une trop grande quantité de gaz de protection
Solution : Réduire la quantité de gaz de protection, recommandation :
quantité de gaz de protection (l/min) = diamètre du fil (mm) x 10
(par ex. 16 l/min pour un fil-électrode de 1,6 mm)
Cause : Distance trop grande entre la torche de soudage et la pièce à souder
Solution : Réduire la distance entre la torche de soudage et la pièce à souder (env. 10
- 15 mm / 0.39 - 0.59 in.)
Cause : Angle de placement de la torche de soudage trop grand
Solution : Réduire l'angle de placement de la torche de soudage
62
Cause : Les composants du dévidoir ne correspondent pas au diamètre du fil-
électrode / au matériau du fil-électrode
Solution : Utiliser des composants de déplacement du fil appropriés
Page 63

Avance du fil défectueuse
Cause : Selon le système, le réglage du frein du dévidoir ou de la source de courant
est trop serré
Solution : Régler le frein moins fort
Cause : L'orifice du tube de contact est obturé
Solution : Remplacer le tube de contact
Cause : Âme de guidage du fil ou système de guidage du fil défectueux
Solution : Vérifier que l'âme de guidage du fil ou l'embout de guide-fil n'est ni plié(e), ni
encrassé(e), etc.
Remplacer l'âme de guidage du fil ou l'embout de guide-fil s'ils sont défectueux
Cause : Galets d'entraînement non adaptés au fil-électrode utilisé
Solution : Utiliser des galets d'entraînement adaptés
Cause : Pression d'appui des galets d'entraînement incorrecte
Solution : Optimiser la pression d'appui
Cause : Galets d'entraînement encrassés ou endommagés
Solution : Nettoyer ou remplacer les galets d'entraînement
FR
Cause : Âme de guidage du fil obturée ou pliée
Solution : Changer l'âme de guidage du fil
Cause : Âme de guidage du fil trop courte après égalisation
Solution : Remplacer l'âme de guidage du fil et couper la nouvelle à la bonne longueur
Cause : Abrasion du fil-électrode en raison d'une pression d'appui trop élevée au ni-
veau des galets d'entraînement
Solution : Réduire la pression d'appui au niveau des galets d'entraînement
Cause : Fil-électrode encrassé ou rouillé
Solution : Utiliser un fil-électrode de plus grande qualité, sans impureté
Cause: pour une âme de guidage du fil en acier, utilisation d'une âme de guidage du
fil sans revêtement
Solution: utiliser une âme de guidage du fil avec revêtement
La buse de gaz devient très chaude
Cause: Pas de dissipation thermique en raison d’une fixation trop lâche de la buse de
gaz
Remède: Visser la buse de gaz jusqu’à la butée
63
Page 64

La torche de soudage devient très chaude
Cause : Sur les torches de soudage Multilock uniquement : Écrou-raccord du corps
de torche de soudage desserré
Solution : Serrer l'écrou-raccord
Cause : La torche de soudage a été utilisée au-delà de l'intensité de soudage maxi-
male
Solution : Baisser la puissance de soudage ou utiliser une torche de soudage plus puis-
sante
Cause : Torche de soudage insuffisamment dimensionnée
Solution : Respecter le facteur de marche et les limites de charge
Cause : Uniquement pour les installations refroidies par eau : Débit de réfrigérant trop
faible
Solution : Contrôler le niveau de réfrigérant, le volume du débit de réfrigérant, l'encras-
sement du réfrigérant, la pose du faisceau de liaison, etc.
Cause : L'extrémité de la torche de soudage est trop proche de l'arc électrique
Solution : Augmenter le Stickout
Courte durée de vie du tube de contact
Cause : Galets d'entraînement non adaptés
Solution : Utiliser des galets d'entraînement adaptés
Cause : Abrasion du fil-électrode en raison d'une pression d'appui trop élevée au ni-
veau des galets d'entraînement
Solution : Réduire la pression d'appui au niveau des galets d'entraînement
Cause : Fil-électrode encrassé/rouillé
Solution : Utiliser un fil-électrode de plus grande qualité, sans impureté
Cause : Fil-électrode non-revêtu
Solution : Utiliser un fil-électrode disposant du revêtement approprié
Cause : Mauvaise dimension du tube de contact
Solution : Dimensionner correctement le tube de contact
Cause : Facteur de marche de la torche de soudage trop long
Solution : Diminuer le facteur de marche ou utiliser une torche de soudage plus puis-
sante
Cause : Surchauffe du tube de contact. Pas de dissipation thermique en raison d'une
fixation trop lâche du tube de contact
Solution : Visser le tube de contact
REMARQUE!
64
Risque en cas d'utilisation de fils-électrodes CrNi.
Cela peut entraîner une usure plus importante du tube de contact.
► Dans le cas des applications CrNi, l'usure du tube de contact peut être plus importante
en raison de la composition de la surface du fil-électrode CrNi.
Page 65

Dysfonctionnement de la gâchette de la torche
Cause : La connexion entre la torche de soudage et la source de courant est défec-
tueuse
Solution : Établir les connexions de manière conforme / adresser la source de courant
ou la torche de soudage au S.A.V.
Cause : Présence d'impuretés entre la gâchette de torche et son boîtier
Solution : Procéder au nettoyage
Cause : Câble de commande défectueux
Solution : Contacter le service après-vente
Porosité de la soudure
Cause : Formation de projections dans la buse gaz, d'où une protection gazeuse in-
suffisante de la soudure
Solution : Enlever les projections de soudure
Cause : Présence de trous dans le tuyau de gaz ou raccordement incorrect du tuyau
de gaz
Solution : Remplacer le tuyau de gaz
Cause : Le joint torique du raccord central est entaillé ou défectueux
Solution : Remplacer le joint torique
FR
Cause : Humidité / condensation dans la conduite de gaz
Solution : Sécher la conduite de gaz
Cause : Débit de gaz trop fort ou trop faible
Solution : Corriger le débit de gaz
Cause : Quantité de gaz insuffisante au début ou à la fin du soudage
Solution : Augmenter le prédébit de gaz et le postdébit de gaz
Cause : Fil-électrode rouillé ou de mauvaise qualité
Solution : Utiliser un fil-électrode de plus grande qualité, sans impureté
Cause : S'applique aux torches de soudage refroidies par gaz : Sortie de gaz sur des
âmes de guidage du fil non isolées
Solution : Pour les torches refroidies au gaz, n'utilisez que des âmes de guidage du fil
isolées
Cause : Agent de séparation en quantité excessive
Solution : Enlever l'agent de séparation en excès / Appliquer moins d'agent de sépara-
tion
65
Page 66

Caractéristiques techniques
Torche de soudage refroidi par
gaz- MTG 5300s,
MTG 5000-M
Caractéristiques
techniques MTG
MTG 5300s MTG 5300-M
I (Ampère) 10 min / 40° C
M21 (EN 439)
I (Ampère) 10 min / 40° C
C1 (EN 439)
[mm (in.)] 1,0 - 1,6
Ø
[m (ft.)] 3,5/4,5
* f.m. = facteur de marche
Mesure de tension (V-Peak) :
- pour les torches utilisées manuellement : 113 V
- pour les torches utilisées mécaniquement : 141 V
Caractéristiques techniques de la gâchette de la torche :
max
= 10 mA
max
= 50 V
- U
- I
40 % f.m.* 500
60 % f.m.* 420
100 % f.m.* 360
40 % f.m.* 530
60 % f.m.* 420
100 % f.m.* 360
(.039 - .063)
(12/15)
40 % f.m.* 500
60 % f.m.* 420
100 % f.m.* 360
40 % f.m.* 530
60 % f.m.* 420
100 % f.m.* 360
1,0 - 16
(.039 - .063)
1,5 / 2,5 / 3,5
(5 / 9 / 12)
L’utilisation de la gâchette de la torche est uniquement autorisée dans le cadre des caractéristiques techniques.
Ce produit satisfait aux exigences de la norme IEC 60974-7.
66
Page 67

Gentile Lettore,
Introduzione Grazie per la fiducia accordataci e per aver scelto questo prodotto Fronius di elevata qua-
lità tecnica. Le presenti istruzioni aiutano ad acquisire dimestichezza con esso. Un'attenta
lettura delle istruzioni consente di conoscere le svariate opzioni offerte dal prodotto Fronius. Solo in questo modo è possibile trarne il massimo.
È di fondamentale importanza, inoltre, osservare le norme di sicurezza e mettere in sicurezza il luogo d'impiego del prodotto. Un accurato trattamento del prodotto ne favorisce la
qualità e l'affidabilità nel corso del tempo, presupposti fondamentali per ottenere risultati
eccellenti.
IT
67
Page 68

68
Page 69

Indice
In generale ................................................................................................................................................. 71
Concezione dell'apparecchio ................................................................................................................ 71
Uso prescritto........................................................................................................................................ 71
Sicurezza .............................................................................................................................................. 71
Installazione e messa in funzione .............................................................................................................. 73
Gasdüse wechseln................................................................................................................................ 73
Montaggio dell'anima d'acciaio ............................................................................................................. 73
Collegamento della torcia per saldatura ............................................................................................... 74
Cura, manutenzione e smaltimento ........................................................................................................... 75
In generale............................................................................................................................................ 75
Riconoscimento dei pezzi soggetti a usura difettosi ............................................................................. 75
Manutenzione a ogni messa in funzione............................................................................................... 76
Manutenzione ad ogni sostituzione della bobina filo/bobina intrecciata ............................................... 76
Diagnosi e risoluzione degli errori.............................................................................................................. 77
Diagnosi e risoluzione degli errori......................................................................................................... 77
Dati tecnici ................................................................................................................................................. 82
Torcia per saldatura raffreddato a gas - MTG 5300s, MTG 5000-M..................................................... 82
Dati tecnici MTG ................................................................................................................................... 82
IT
69
Page 70

70
Page 71
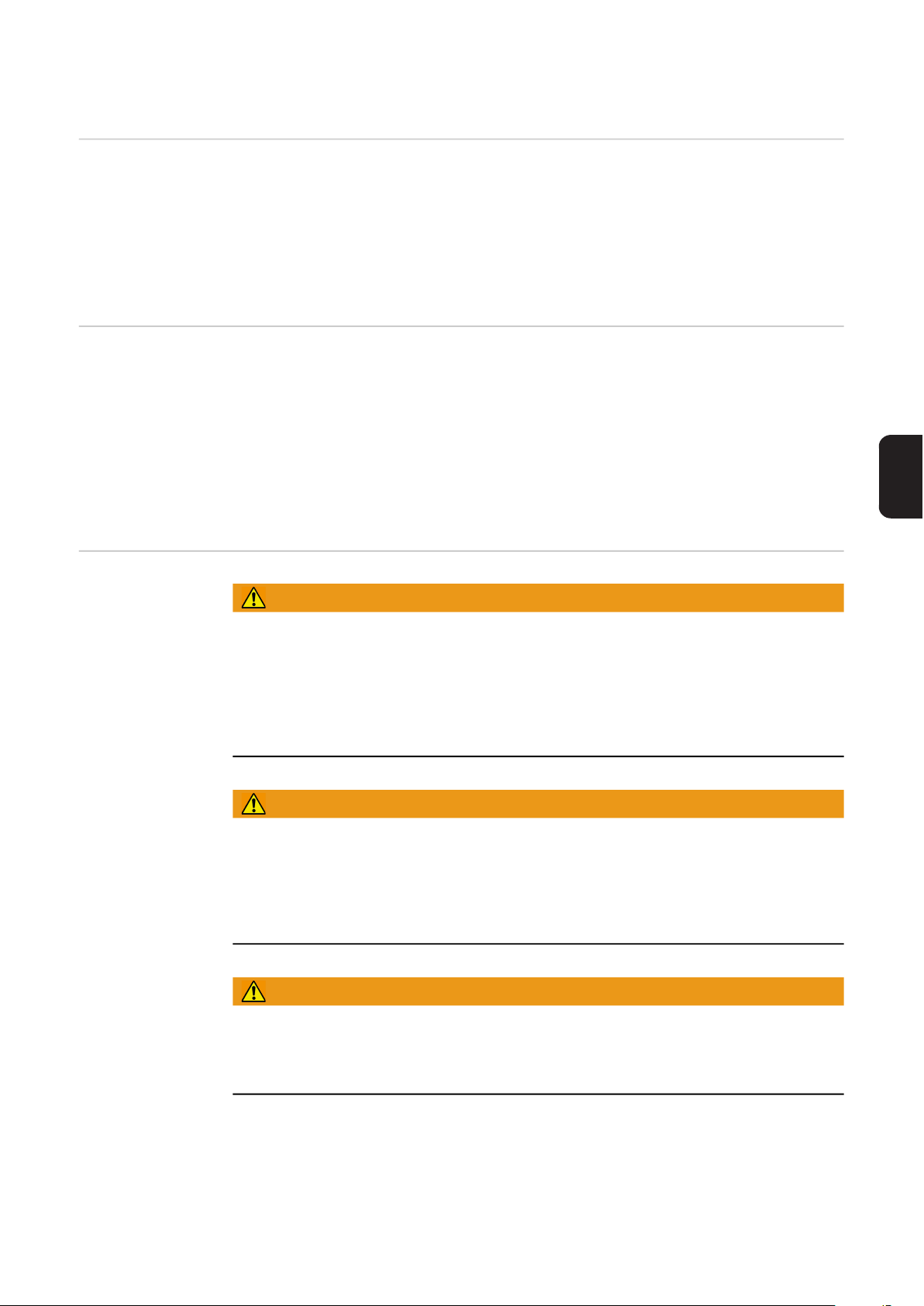
In generale
Concezione
dell'apparecchio
Uso prescritto La torcia per saldatura manuale MIG/MAG è destinata esclusivamente alla saldatura MIG/
Sicurezza
Le torce per saldatura MIG/MAG sono particolarmente robuste e affidabili. L'impugnatura
ergonomica, un giunto sferico e una distribuzione ottimale del peso consentono di lavorare
senza affaticarsi.
Le torce per saldatura possono essere adattate alle lavorazioni più svariate e si dimostrano
particolarmente efficaci nella produzione in serie e nella lavorazione singola manuale, nonché nell'impiego nelle officine.
MAG nelle applicazioni manuali.
Non sono consentiti utilizzi diversi o che esulino dal tipo d'impiego per il quale l'apparecchio è stato progettato. Il produttore non si assume alcuna responsabilità per i danni che
potrebbero derivarne.
L'uso prescritto comprende anche
- l'osservanza di tutte le avvertenze riportate nelle istruzioni per l'uso
- l'esecuzione dei controlli e dei lavori di manutenzione.
AVVISO!
IT
Il cattivo uso dell'apparecchio e l'esecuzione errata dei lavori
possono causare gravi lesioni personali e danni materiali.
► Tutti i lavori e le funzioni descritti nel presente documento devono essere eseguiti sol-
tanto da personale tecnico qualificato.
► Leggere e comprendere il presente documento.
► Leggere e comprendere tutte le istruzioni per l'uso dei componenti del sistema, in par-
ticolare le norme di sicurezza.
AVVISO!
La corrente elettrica e l'elettrodo a filo in uscita
possono causare gravi lesioni personali e danni materiali.
► Posizionare l'interruttore di rete del generatore su "O".
► Scollegare il generatore dalla rete.
► Assicurarsi che il generatore resti scollegato dalla rete fino al completamento di tutti i
lavori.
AVVISO!
La corrente elettrica
può causare gravi lesioni personali e danni materiali.
► Tutti i cavi, i conduttori e i pacchetti tubi flessibili devono sempre essere saldamente
collegati, integri, correttamente isolati e sufficientemente dimensionati.
71
Page 72

PRUDENZA!
I componenti della torcia per saldatura e il refrigerante surriscaldati possono causare ustioni,
anche gravi.
► Prima di iniziare qualsiasi lavoro descritto nelle presenti istruzioni per l'uso, lasciare
raffreddare tutti i componenti della torcia per saldatura e il refrigerante fino al raggiungimento della temperatura ambiente (+25 °C, +77 °F).
PRUDENZA!
Il funzionamento senza refrigerante
può causare gravi danni materiali.
► Non azionare mai le torce per saldatura raffreddate ad acqua senza refrigerante.
► Il produttore non si assume alcuna responsabilità per i danni che potrebbero derivarne,
escludendo ogni diritto di garanzia.
PRUDENZA!
La fuoriuscita di refrigerante
può causare gravi lesioni personali e danni materiali.
► Quando vengono scollegati dal gruppo di raffreddamento o dal carrello traina filo, chiu-
dere sempre i tubi del refrigerante delle torce per saldatura raffreddate ad acqua con
la chiusura in plastica montata su di essi.
72
Page 73

Installazione e messa in funzione
2
1
2
Gasdüse wechseln
Montaggio
dell'anima d'acciaio
1 2
1
* Gasdüse bis auf Anschlag aufschrauben
AVVERTENZA!
Nel tagliare a misura la guaina guidafilo accertarsi
IT
► che al momento del taglio nessuna aletta sporga nella guaina guidafilo
► di inclinare leggermente la pinza a cesoia
► di levigare l'aletta.
* Inserendo l'anima d'acciaio è possibile avvertire una lieve resistenza poco prima di
arrivare alla fine. La resistenza aumenta proporzionalmente al diametro dell'anima
d'acciaio.
1 2
73
Page 74

3 4
4
3
5
5
Collegamento
della torcia per
saldatura
1
1
AVVERTENZA!
Collegando la torcia per saldatura, controllare che
► tutti gli attacchi siano collegati salda-
mente
► tutti i cavi, i conduttori e i pacchetti tubi
flessibili non presentino danni e siano
correttamente isolati.
74
Page 75

Cura, manutenzione e smaltimento
In generale Una manutenzione regolare e preventiva della torcia per saldatura è fondamentale per ga-
rantirne il corretto funzionamento. La torcia per saldatura è esposta a temperature elevate
e accumuli di impurità. Per questo motivo richiede una manutenzione più frequente rispetto
ad altri componenti del sistema di saldatura.
AVVERTENZA!
L'uso improprio della torcia per saldatura
può causare gravi danni materiali.
► Non battere la torcia per saldatura su
oggetti duri.
► Evitare che nel tubo di contatto si formi-
no graffi e rigature in cui possano sedimentarsi persistentemente gli spruzzi di
saldatura.
Non piegare in nessun caso il corpo torcia!
IT
Riconoscimento
dei pezzi soggetti
a usura difettosi
1.
1. Elementi isolanti
– spigoli esterni bruciati, intaccature.
2. Supporti degli ugelli
– spigoli esterni bruciati, intaccature
– incollatura a causa degli spruzzi di saldatura.
3. Protezione antispruzzo
– spigoli esterni bruciati, intaccature.
4. Tubi di contatto
– fori di ingresso e di uscita del filo ovalizzati
– incollatura a causa degli spruzzi di saldatura
– punta del tubo di contatto bruciata.
5. Ugelli del gas
– incollatura a causa degli spruzzi di saldatura
– spigoli esterni bruciati
– intaccature.
2.
3.
4.
5.
75
Page 76
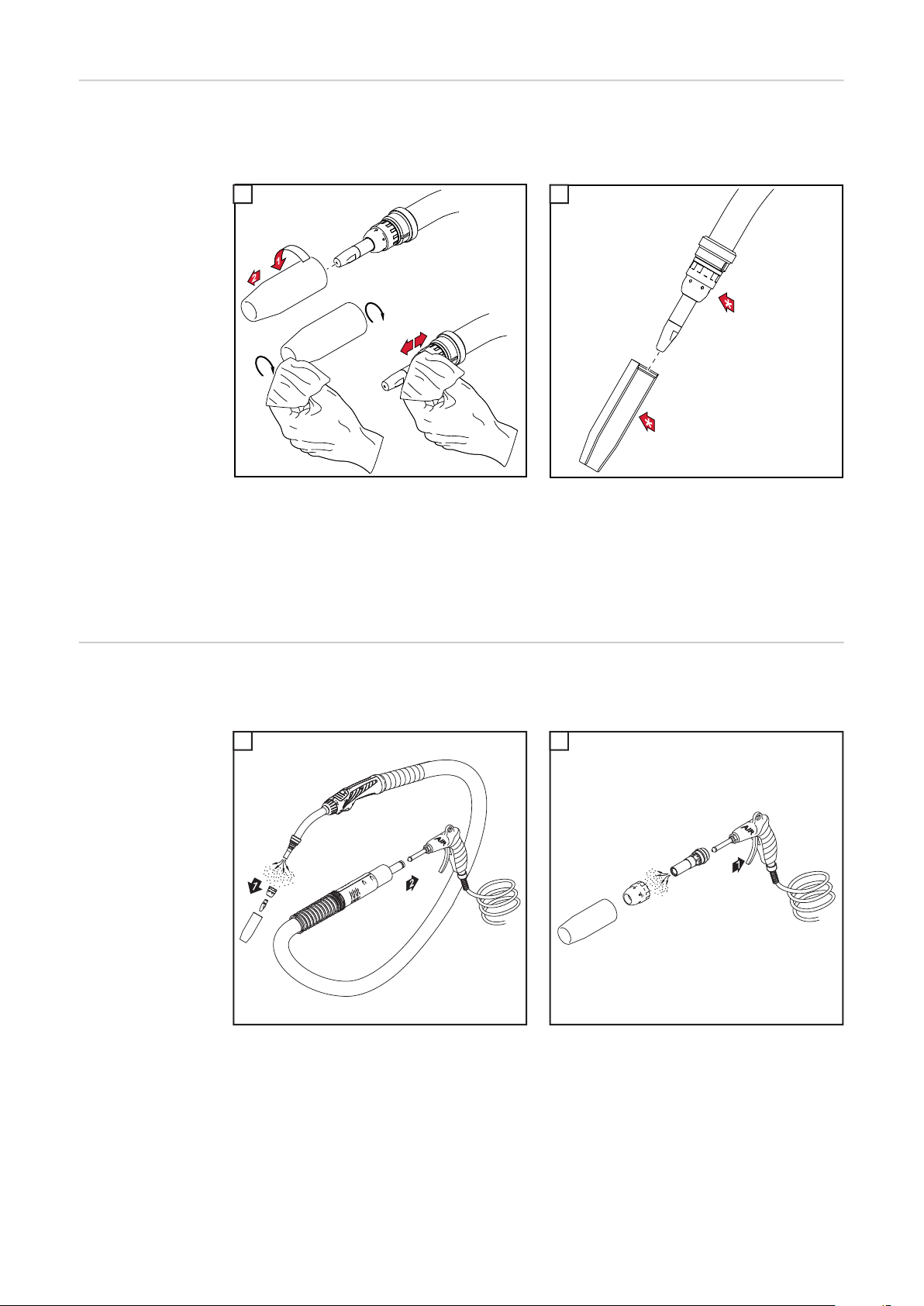
Manutenzione a
2
2
ogni messa in
funzione
- Controllare i pezzi soggetti a usura
- sostituire i pezzi soggetti a usura difettosi.
- Asportare gli spruzzi di saldatura dall'ugello del gas.
1 1
1
* Controllare che ugello del gas, protezione antispruzzo e isolamenti non presenti-
no danni e sostituire i componenti danneggiati.
- Inoltre, a ogni messa in funzione per le torce per saldatura raffreddate ad acqua:
- assicurarsi che tutti gli attacchi del refrigerante siano a tenuta stagna
- assicurarsi che il flusso di ritorno del refrigerante sia regolare.
Manutenzione ad
ogni sostituzione
della bobina filo/
bobina intrecciata
- Pulire il tubo di alimentazione filo con aria compressa ridotta.
- Consigliato: sostituire la guaina guidafilo, pulire i pezzi soggetti a usura prima di installare di nuovo la guaina guidafilo.
1 2
1
76
Page 77

Diagnosi e risoluzione degli errori
Diagnosi e risoluzione degli errori
Corrente di saldatura assente
Interruttore di rete del generatore inserito, spie sul generatore accese, gas inerte presente.
Causa: collegamento a massa errato.
Risoluzione: eseguire il collegamento a massa in modo regolare.
Causa: cavo della corrente della torcia per saldatura interrotto.
Risoluzione: sostituire la torcia per saldatura.
Anche premendo il tasto della torcia, questa non funziona
Interruttore di rete del generatore inserito, spie sul generatore accese.
Causa: FSC ("Fronius System Connector", attacco centrale) non inserito completa-
mente.
Risoluzione: inserire completamente l'FSC.
IT
Causa: torcia per saldatura o cavo di comando della torcia difettosi.
Risoluzione: sostituire la torcia per saldatura.
Causa: pacchetto tubi flessibili di collegamento non regolarmente collegato o difetto-
so.
Risoluzione: collegare regolarmente il pacchetto tubi flessibili di collegamento;
sostituire il pacchetto tubi flessibili di collegamento difettoso.
Causa: generatore difettoso.
Risoluzione: contattare il servizio di assistenza.
Gas inerte assente
Tutte le altre funzioni sono disponibili.
Causa: bombola del gas vuota.
Risoluzione: sostituire la bombola del gas.
Causa: riduttore di pressione del gas difettoso.
Risoluzione: sostituire il riduttore di pressione del gas.
Causa: tubo del gas smontato, piegato o danneggiato.
Risoluzione: montare il tubo del gas, disporlo diritto. Sostituire il tubo del gas difettoso.
Causa: torcia per saldatura difettosa.
Risoluzione: sostituire la torcia per saldatura.
Causa: valvola magnetica del gas difettosa.
Risoluzione: contattare il servizio di assistenza (per far sostituire la valvola magnetica del
gas).
77
Page 78

Proprietà di saldatura scarse
Causa: parametri di saldatura errati.
Risoluzione: correggere le impostazioni.
Causa: cattivo collegamento a massa.
Risoluzione: creare un buon contatto con il pezzo da lavorare.
Causa: gas inerte assente o insufficiente.
Risoluzione: controllare il riduttore di pressione del gas, il tubo del gas, la valvola magne-
tica del gas e l'attacco del gas inerte della torcia per saldatura. Per le torce
per saldatura raffreddate a gas, controllare la guarnizione di tenuta del gas,
utilizzare una guaina guidafilo idonea.
Causa: torcia per saldatura non ermetica.
Risoluzione: sostituire la torcia per saldatura.
Causa: tubo di contatto troppo grande o usurato.
Risoluzione: sostituire il tubo di contatto.
Causa: lega del filo o diametro del filo errati.
Risoluzione: controllare la bobina filo/intrecciata inserita.
Causa: lega del filo o diametro del filo errati.
Risoluzione: verificare la saldabilità del materiale di base.
Causa: gas inerte non adatto alla lega del filo.
Risoluzione: utilizzare il gas inerte adatto.
Causa: condizioni di saldatura sfavorevoli: impurità nel gas inerte (umidità, aria), pro-
tezione con gas carente (il bagno di fusione "cuoce", aria di trazione), impurità
sul pezzo da lavorare (ruggine, vernice, grasso).
Risoluzione: ottimizzare le condizioni di saldatura.
Causa: spruzzi di saldatura nell'ugello del gas.
Risoluzione: rimuovere gli spruzzi di saldatura.
Causa: turbolenze causate da un'eccessiva quantità di gas inerte.
Risoluzione: ridurre la quantità di gas inerte; si consiglia la seguente proporzione:
quantità di gas inerte (l/min) = diametro del filo (mm) x 10
(ad es. 16 l/min per elettrodo a filo da 1,6 mm).
Causa: distanza eccessiva tra la torcia per saldatura e il pezzo da lavorare.
Risoluzione: ridurre la distanza tra la torcia per saldatura e il pezzo da lavorare (ca. 10-15
mm / 0.39-0.59 in.).
78
Causa: angolo di incidenza della torcia per saldatura troppo ampio.
Risoluzione: ridurre l'angolo di incidenza della torcia per saldatura.
Causa: i componenti di avanzamento del filo non sono adatti al diametro dell'elettrodo
a filo / al materiale dell'elettrodo a filo.
Risoluzione: utilizzare i componenti di avanzamento filo corretti.
Page 79

Cattiva alimentazione del filo
Causa: a seconda del sistema, regolazione del freno nel carrello traina filo o nel ge-
neratore troppo rigida.
Risoluzione: allentare la regolazione del freno.
Causa: foro del tubo di contatto spostato.
Risoluzione: sostituire il tubo di contatto.
Causa: guaina guidafilo o inserto guidafilo difettosi.
Risoluzione: controllare l'eventuale presenza di impurità, piegature, ecc. sulla guaina gui-
dafilo o sull'inserto guidafilo;
sostituire la guaina guidafilo o l'inserto guidafilo difettosi.
Causa: rulli d'avanzamento non adatti all'elettrodo a filo utilizzato.
Risoluzione: utilizzare rulli d'avanzamento adatti.
Causa: pressione d'aderenza dei rulli d'avanzamento errata.
Risoluzione: ottimizzare la pressione d'aderenza.
Causa: rulli d'avanzamento sporchi o danneggiati.
Risoluzione: pulire o sostituire i rulli d'avanzamento.
Causa: guaina guidafilo spostata o piegata.
Risoluzione: sostituire la guaina guidafilo.
Causa: guaina guidafilo troppo corta dopo il taglio a misura.
Risoluzione: sostituire la guaina guidafilo e accorciare la guaina guidafilo nuova alla lun-
ghezza corretta.
Causa: abrasione dell'elettrodo a filo causata da una pressione d'aderenza eccessiva
sui rulli d'avanzamento.
Risoluzione: ridurre la pressione d'aderenza sui rulli d'avanzamento.
Causa: elettrodo a filo sporco o arrugginito.
Risoluzione: utilizzare elettrodi a filo di qualità superiore e privi di impurità.
Causa: per le guaine guidafilo in acciaio: guaina guidafilo non rivestita in uso.
Risoluzione: utilizzare una guaina guidafilo rivestita.
L’ugello del gas si surriscalda
Causa: assenza di dissipazione del calore a causa dell’ugello del gas allentato.
Risoluzione: serrare completamente l’ugello del gas.
IT
79
Page 80

La torcia per saldatura si surriscalda
Causa: solo per le torce per saldatura Multilock: dado per raccordi del corpo torcia al-
lentato.
Risoluzione: serrare il dado per raccordi.
Causa: la torcia per saldatura è stata utilizzata con una corrente di saldatura superio-
re a quella massima.
Risoluzione: ridurre la potenza di saldatura o utilizzare una torcia per saldatura con presta-
zioni più elevate.
Causa: torcia per saldatura sottodimensionata.
Risoluzione: rispettare il tempo di accensione e i limiti di carico.
Causa: solo per impianti raffreddati ad acqua: flusso del refrigerante insufficiente.
Risoluzione: controllare il livello, la portata e il grado di impurità del refrigerante, la dispo-
sizione del pacchetto tubi flessibili, ecc.
Causa: punta della torcia per saldatura troppo vicina all'arco voltaico.
Risoluzione: aumentare lo stick-out.
Breve durata del tubo di contatto
Causa: rulli d'avanzamento errati.
Risoluzione: utilizzare i rulli d'avanzamento corretti.
Causa: abrasione dell'elettrodo a filo causata da una pressione d'aderenza eccessiva
sui rulli d'avanzamento.
Risoluzione: ridurre la pressione d'aderenza sui rulli d'avanzamento.
Causa: elettrodo a filo sporco / arrugginito.
Risoluzione: utilizzare elettrodi a filo di qualità superiore e privi di impurità.
Causa: elettrodo a filo non isolato.
Risoluzione: utilizzare un elettrodo a filo con isolamento adeguato.
Causa: dimensioni del tubo di contatto errate.
Risoluzione: dimensionare correttamente il tubo di contatto.
Causa: tempo di accensione della torcia per saldatura eccessivamente lungo.
Risoluzione: ridurre il tempo di accensione o utilizzare una torcia per saldatura a presta-
zioni più elevate.
Causa: tubo di contatto surriscaldato. Assenza di dissipazione del calore a causa del
tubo di contatto allentato.
Risoluzione: stringere il tubo di contatto.
AVVERTENZA!
80
L'uso di elettrodi a filo CrNi
può aumentare l'usura del tubo di contatto.
► Nelle applicazioni CrNi è possibile che il tubo di contatto si usuri maggiormente per via
della qualità della superficie dell'elettrodo a filo CrNi.
Page 81

Anomalia di funzionamento del tasto della torcia
Causa: collegamenti a spina tra torcia per saldatura e generatore difettosi.
Risoluzione: eseguire i collegamenti a spina in modo regolare / inviare il generatore o la
torcia per saldatura all'assistenza.
Causa: presenza di impurità tra il tasto della torcia e il suo corpo esterno.
Risoluzione: eliminare le impurità.
Causa: cavo di comando difettoso.
Risoluzione: contattare il servizio di assistenza.
Porosità del giunto saldato
Causa: accumulo di spruzzi nell'ugello del gas, da cui deriva una protezione antigas
insufficiente del giunto saldato.
Risoluzione: rimuovere gli spruzzi di saldatura.
Causa: tubo del gas forato o collegamento impreciso del tubo del gas.
Risoluzione: sostituire il tubo del gas.
Causa: guarnizione circolare sull'attacco centrale danneggiata o difettosa.
Risoluzione: sostituire la guarnizione circolare.
Causa: umidità / condensa nel tubo del gas.
Risoluzione: asciugare il tubo del gas.
Causa: flusso del gas eccessivo o insufficiente.
Risoluzione: correggere il flusso del gas.
Causa: portata del gas insufficiente all'inizio o al termine della saldatura.
Risoluzione: aumentare la preapertura del gas e il ritardo di chiusura del gas.
Causa: elettrodo a filo arrugginito o di scarsa qualità.
Risoluzione: utilizzare elettrodi a filo di qualità superiore e privi di impurità.
Causa: per le torce per saldatura raffreddate a gas: fuoriuscita del gas con guaine
guidafilo non isolate.
Risoluzione: utilizzare solo guaine guidafilo isolate con le torce per saldatura raffreddate a
gas.
Causa: apporto eccessivo di agente di distacco.
Risoluzione: rimuovere l'agente di distacco in eccesso / apportare meno agente di distac-
co.
IT
81
Page 82

Dati tecnici
Torcia per saldatura raffreddato a
gas - MTG 5300s,
MTG 5000-M
I (Ampère) 10 min / 40° C
M21 (EN 439)
I (Ampère) 10 min / 40° C
C1 (EN 439)
[mm (in.)] 1,0 - 1,6
Ø
[m (ft.)] 3,5/4,5
* TA = tempo di accensione
Dati tecnici MTG Taratura della tensione (V-Peak):
- per cannelli di saldatura manuali: 113 V
- per cannelli di saldatura meccanici: 141 V
Dati tecnici tasto della torcia:
max
= 10 mA
max
= 50 V
- U
- I
MTG 5300s MTG 5300-M
40 % TA* 500
60 % TA* 420
100 % TA* 360
40 % TA* 530
60 % TA* 420
100 % TA* 360
(.039 - .063)
(12/15)
40 % TA* 500
60 % TA* 420
100 % TA* 360
40 % TA* 530
60 % TA* 420
100 % TA* 360
1,0 - 16
(.039 - .063)
1,5 / 2,5 / 3,5
(5 / 9 / 12)
Il funzionamento del tasto della torcia è consentito esclusivamente in conformità ai dati tecnici.
Questo prodotto è conforme allo standard IEC 60974-7.
82
Page 83

Estimado leitor
Introdução Agradecemos pela confiança depositada e o parabenizamos por ter adquirido este produ-
to de alta tecnologia da Fronius. As instruções presentes o ajudarão a se familiarizar com
o produto. A partir da leitura atenta das instruções, você conhecerá as diversas possibilidades de utilização de seu produto Fronius. Somente assim você poderá aproveitar suas
vantagens da melhor forma.
Respeite também as normas de segurança e garanta assim mais segurança no local de
utilização do produto. O cuidado no manuseio de seu produto ajuda a prolongar sua qualidade e confiabilidade por mais tempo. Estes são pressupostos fundamentais para excelentes resultados.
PT-BR
83
Page 84

84
Page 85

Índice
Geral .......................................................................................................................................................... 87
Conceito de dispositivo......................................................................................................................... 87
Utilização prevista................................................................................................................................. 87
Segurança............................................................................................................................................. 87
Instalação e colocação em funcionamento................................................................................................ 89
Substituir o bocal de gás....................................................................................................................... 89
Montar a alma do aço ........................................................................................................................... 89
Conectar a tocha de solda.................................................................................................................... 90
Conservação, Manutenção e Descarte...................................................................................................... 91
Informações gerais ............................................................................................................................... 91
Reconhecimento de peças de desgaste defeituosas ........................................................................... 91
Manutenção a cada comissionamento ................................................................................................. 92
Manutenção a cada substituição das bobinas de arame/de cesta ....................................................... 92
Diagnóstico de erro, eliminação de erro .................................................................................................... 93
Diagnóstico de erro, eliminação de erro ............................................................................................... 93
Dados técnicos .......................................................................................................................................... 98
Tocha de solda refrigerado a gás - MTG 5300s, MTG 5000-M............................................................ 98
Dados técnicos MTG ............................................................................................................................ 98
PT-BR
85
Page 86

86
Page 87

Geral
Conceito de dispositivo
Utilização previs-taA tocha manual MIG/MAG é destinada exclusivamente para soldagem MIG/MAG em apli-
Segurança
As tochas de solda MIG/MAG são particularmente robustas e confiáveis. O cabo de formato ergonômico, a junta esférica e a distribuição ideal do peso possibilitam uma operação livre de fadiga.
As tochas de solda podem ser adaptadas às mais diferentes tarefas e dão bons resultados
na produção manual em série e individual, assim como na área de oficinas.
cações manuais.
Qualquer outra utilização será considerada indevida. O fabricante não assume a responsabilidade por quaisquer danos decorrentes.
Também fazem parte da utilização prevista
- a consideração de todos os avisos do manual de instruções
- o cumprimento dos trabalhos de inspeção e manutenção
ALERTA!
Perigo devido a manuseio e trabalhos realizados incorretamente.
Podem ocorrer danos pessoais e materiais graves.
► Todos os trabalhos e funções descritos neste documento só podem ser realizados por
pessoal especializado e treinado.
► Este documento deve ser lido e entendido.
► Todos os manuais de instruções dos componentes do sistema, especialmente as di-
retrizes de segurança, devem ser lidos e compreendidos.
PT-BR
ALERTA!
Perigo devido à corrente elétrica e perigo de lesão devido à saída do eletrodo de arame.
Podem ocorrer danos pessoais e materiais graves.
► Comutar o interruptor da rede elétrica da fonte de solda para a posição - O -.
► Desconectar a fonte de solda da rede elétrica.
► Atentar para que a fonte de solda permaneça desconectada da rede elétrica até o final
de todos os trabalhos.
ALERTA!
Perigo devido à corrente elétrica.
Podem ocorrer danos pessoais e materiais graves.
► Todos os cabos, tubagens e jogos de mangueira precisam estar sempre bem conec-
tados, intatos, corretamente isolados e com as dimensões adequadas.
87
Page 88

CUIDADO!
Perigo de queimaduras devido aos componentes quentes da tocha de solda e ao
agente refrigerador quente.
Escaldaduras graves podem ser provocadas.
► Antes de iniciar todos os trabalhos descritos neste manual de instruções, deixar todos
os componentes da tocha de solda e o agente refrigerador resfriarem até a temperatura ambiente (+25 °C, +77 °F).
CUIDADO!
Perigo de danificação devido à operação sem agente refrigerador.
Danos materiais graves podem ser provocados.
► Nunca operar tochas de solda refrigeradas à água sem agente refrigerador.
► O fabricante não se responsabiliza por danos resultantes disso; ficam anuladas quais-
quer reivindicações de garantia.
CUIDADO!
Perigo devido ao vazamento de agente refrigerador.
Podem ocorrer danos pessoais e materiais graves.
► Sempre fechar as mangueiras de agente refrigerador das tochas de solda refrigeradas
à água com o fecho de plástico ali montado, quando elas forem desconectadas do dispositivo de refrigeração ou do avanço de arame.
88
Page 89

Instalação e colocação em funcionamento
2
1
2
Substituir o bocal
de gás
Montar a alma do
aço
1 2
1
* Parafusar o bocal de gás até o encosto
AVISO!
Durante o corte da alma da guia de arame, observar se
PT-BR
► nenhuma rebarba da alma da guia de arame está sobreposta na área de corte
► Posicionar o alicate de corte lateral levemente inclinado
► Lixar a rebarba
* Durante a inserção da alma do aço, uma leve resistência pode ser perceptível,
pouco antes da extremidade. Quanto maior for o diâmetro do núcleo do aço, maior
é a resistência.
1 2
89
Page 90
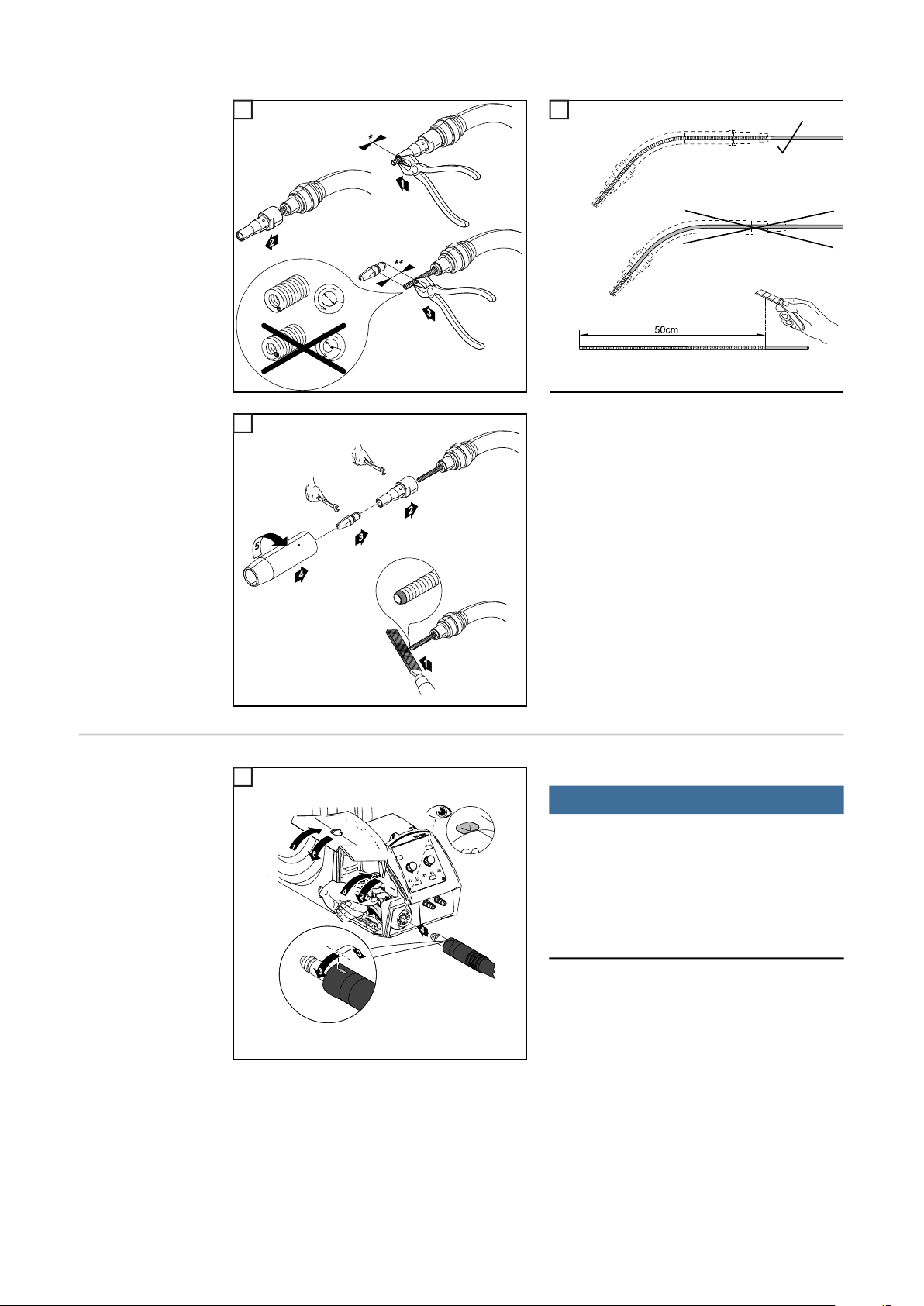
3 4
4
3
5
5
Conectar a tocha
de solda
1
1
AVISO!
Durante a conexão da tocha de solda,
verificar se
► todas as conexões estão firmes
► todos os cabos, condutores e pacotes
de mangueira estão isentos de danos e
isolados corretamente.
90
Page 91
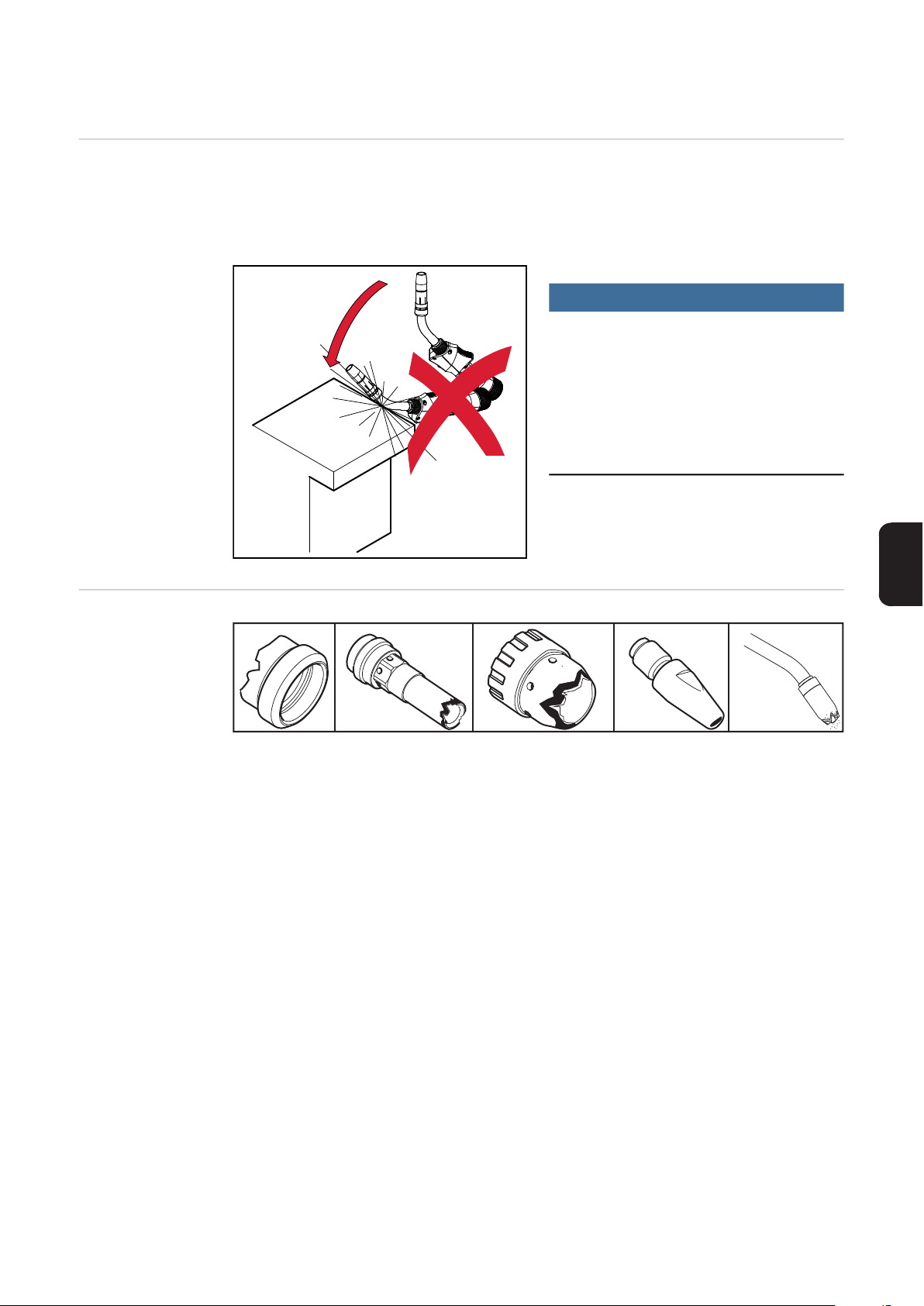
Conservação, Manutenção e Descarte
Informações gerais
A manutenção regular e preventiva da tocha de solda é um fator importante para uma operação sem falhas. A tocha de solda é submetida a altas temperaturas e muita sujeira. Por
isso, a tocha de solda precisa de uma manutenção mais frequente do que outros componentes do sistema de soldagem.
AVISO!
Risco devido ao manuseio inadequado
da tocha de solda.
Danos graves podem ser provocados.
► Não bater com a tocha de solda em ob-
jetos duros.
► Evitar ranhuras e riscos no tubo de con-
tato, onde respingos de solda podem ficar permanentemente depositados.
Não dobrar o corpo da tocha de solda de
forma alguma!
PT-BR
Reconhecimento
de peças de desgaste defeituosas
1.
1. Peças de isolamento
– Cantos externos queimados, entalhos
2. Árvores de bocais
– Cantos externos queimados, entalhos
– com muitos respingos de solda
3. Proteção contra respingos
– Cantos externos queimados, entalhos
4. Tubos de contato
– Furos de entrada e saída de arame desgastados (ovais)
– com muitos respingos de solda
– Queimado na ponta do tubo de contato
5. Bocais de gás
– com muitos respingos de solda
– Cantos externos queimados
– Entalhos
2.
3.
4.
5.
91
Page 92
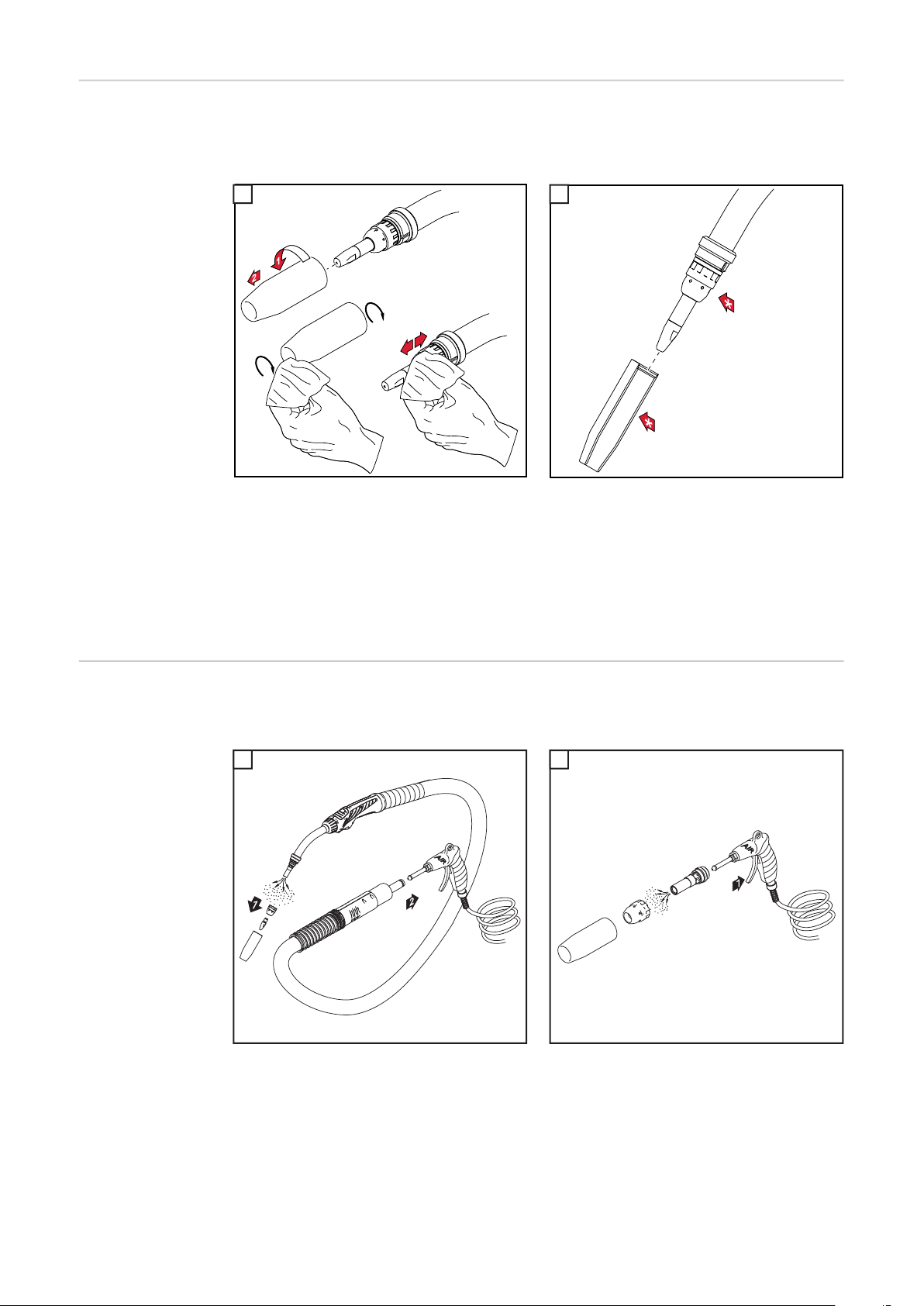
Manutenção a
2
2
cada comissionamento
- Controlar peças de desgaste
- Substituir as peças de desgaste defeituosas
- Deixar o bico de gás livre de respingos de solda.
1 1
1
* Verificar o bico de gás, a proteção contra respingos e os isolamentos quanto a
danos e substituir os componentes danificados.
- Adicionalmente em cada comissionamento, com tochas de solda refrigeradas a
água:
- garantir que todas as conexões de refrigerante estão vedadas
- garantir que há um refluxo de agente refrigerante adequado
Manutenção a
cada substituição
das bobinas de
arame/de cesta
- Limpar a mangueira de transporte de arame com ar comprimido reduzido
- Recomendável: Trocar fio de revestimento interior, antes da nova instalação do fio de
revestimento interior, limpar as peças de desgaste
1 2
1
92
Page 93

Diagnóstico de erro, eliminação de erro
Diagnóstico de
erro, eliminação
de erro
Sem corrente de soldagem
Interruptor da rede da fonte de solda ligado, indicações acesas na fonte de solda, gás de
proteção disponível
Causa: Conexão de massa incorreta
Solução: Estabelecer a conexão de massa adequadamente
Causa: Cabo de corrente na tocha de solda interrompido
Solução: Substituir a tocha de solda
Sem função após apertar a tecla de queima
Interruptor da rede da fonte de solda ligado, indicações acesas na fonte de solda
Causa: FSC (‘Sistema de conexão Fronius’ - Conexão central) não inserida até o en-
costo
Solução: Inserir o sistema de conexão Fronius até encosto
Causa: Tocha de solda ou linha de controle da tocha de solda defeituoso
Solução: Substituir a tocha de solda
Causa: Jogo de mangueira de conexão não conectado adequadamente ou defeituo-
so
Solução: Conectar o jogo de mangueira de conexão adequadamente
Substituir jogo de mangueira de conexão defeituoso
PT-BR
Causa: Fonte de solda com defeito
Solução: Entrar em contato com a assistência técnica
Sem gás de proteção
todas as outras funções estão disponíveis
Causa: Cilindro de gás vazio
Solução: Substituir o cilindro de gás
Causa: Válvula redutora de pressão com defeito
Solução: Substituir válvula redutora de pressão/gás
Causa: Mangueira de gás não montada, dobrada ou danificada
Solução: Montar a mangueira de gás, colocar de forma reta. Substituir mangueira de
gás defeituosa
Causa: Tocha de solda com defeito
Solução: Substituir a tocha de solda
Causa: Válvula solenoide de gás com defeito
Solução: Entrar em contato com a assistência técnica (trocar válvula solenoide de gás)
93
Page 94

Características de soldagem ruins
Causa: Parâmetros de soldagem incorretos
Solução: Corrigir configurações
Causa: Conexão à terra ruim
Solução: Estabelecer um bom contato para a peça de trabalho
Causa: Nenhum ou pouco gás de proteção
Solução: Verificar válvula redutora de pressão, mangueira de gás, válvula solenoide
de gás e conexão da tocha de solda e do gás. Em tochas com refrigeração a
gás, verificar a vedação de gás, utilizar o fio de revestimento interior apropriado
Causa: Tocha de solda com vazamento
Solução: Substituir a tocha de solda
Causa: Tubo de contato muito grande ou desgastado
Solução: Substituir o tubo de contato
Causa: Liga de arame ou diâmetro de arame incorreto
Solução: Verificar as bobinas de arame/de cesta colocadas
Causa: Liga de arame ou diâmetro de arame incorreto
Solução: Verificar a capacidade de soldagem da matéria prima básica
Causa: Gás de proteção inadequado para a liga de arame
Solução: Utilizar o gás de proteção correto
Causa: Condições de soldagem desfavoráveis: Gás de proteção com impurezas
(umidade, ar), proteção de gás com defeito (o banho de solda "ferve", ar circulante), impurezas na peça de trabalho (ferrugem, tinta, graxa)
Solução: Otimizar as condições de soldagem
Causa: Respingos de solda no bico de gás
Solução: Remover os respingos de solda
Causa: Turbulências por causa de quantidade alta demais de gás de proteção
Solução: Reduzir a quantidade de gás de proteção, recomendável:
quantidade de gás de proteção (l/min) = diâmetro do arame (mm) x 10
(por exemplo, 16 l/min para 1,6 mm de eletrodo de arame)
Causa: Distância grande demais entre a tocha de solda e a peça de trabalho
Solução: Reduzir distância entre a tocha de solda e a peça de trabalho (aprox. 10 - 15
mm / 0.39 - 0.59 in.)
94
Causa: Ângulo de encosto do maçarico de soldar grande demais
Solução: Reduzir o ângulo de encosto da tocha de solda
Causa: Componentes de transporte de arame não são adequados para o diâmetro
do eletrodo de arame / material do eletrodo de arame
Solução: Utilizar os componentes de transporte de arame corretos
Page 95

Transporte de arame ruim
Causa: Dependendo do sistema, freios na velocidade do arame ou na fonte de solda
ajustados muito firmemente
Solução: Ajustar o freio mais solto
Causa: Orifício do tubo de contato entupido
Solução: Substituir o tubo de contato
Causa: Fio de revestimento interior ou inserção do fio de revestimento defeituoso
Solução: Verificar fio de revestimento interior ou inserção do fio de revestimento quan-
to a dobras, sujeiras, etc.
Trocar fio de revestimento interior ou inserção do fio de revestimento defeituosos
Causa: Rolos de alimentação inadequadas para o eletrodo de arame utilizado
Solução: Utilizar rolos de alimentação adequados
Causa: Pressão de contato incorreta dos rolos de alimentação
Solução: Otimizar a pressão de contato
Causa: Bobinas de alimentação sujas ou danificadas
Solução: Limpar ou substituir as bobinas de alimentação
Causa: Fio de revestimento interior entupido ou dobrado
Solução: Substituir o fio de revestimento interior
Causa: Fio de revestimento interior curto demais após o corte
Solução: Substituir o fio de revestimento interior e cortar no comprimento correto
Causa: Fricção no eletrodo de arame por causa da pressão de contato forte demais
nos rolos de alimentação
Solução: Reduzir a pressão de contato nos rolos de alimentação
Causa: Eletrodo de arame sujo ou com ferrugem
Solução: Utilizar eletrodo de arame de alta qualidade sem impurezas
Causa: Em núcleos de condução de arame feitos de aço: núcleo de condução de ara-
me não revestido em uso
Solução: Usar núcleo de condução de arame revestido
O bico de gás esquenta muito
Causa: Nenhum desvio de calor por causa do assento solto do bico de gás
Solução: Parafusar firmemente o bico de gás até o encosto
PT-BR
95
Page 96

A tocha de solda esquenta muito
Causa: Somente para tocha de solda Multilock: Porca de capa do corpo da tocha de
solda solta
Solução: Apertar a porca de capa
Causa: Tocha de solda foi operada acima da corrente de soldagem máxima
Solução: Reduzir a energia de soldagem ou utilizar a tocha de solda com a capacidade
correta
Causa: Tocha de solda dimensionada muito fraca
Solução: Observar o ciclo de trabalho e os limites de carga
Causa: Somente em instalações com refrigeração a água: Fluxo de agente refrige-
rante insuficiente
Solução: Verificar o nível de refrigerante, fluxo de refrigerante, impurezas do refrige-
rante, entupimento do jogo de mangueira, etc.
Causa: Ponta da tocha de solda muito perto do arco voltaico
Solução: Aumentar stickout
Vida útil curta do tubo de contato
Causa: Rolos de alimentação incorretos
Solução: Utilizar rolos de alimentação corretos
Causa: Fricção no eletrodo de arame por causa de pressão de contato forte demais
nos rolos de alimentação
Solução: Reduzir a pressão de contato nos rolos de alimentação
Causa: Eletrodo de arame sujo / com ferrugem
Solução: Utilizar eletrodo de arame de alta qualidade sem impurezas
Causa: Eletrodo de arame sem revestimento
Solução: Utilizar eletrodo de arame com revestimento adequado
Causa: Dimensão incorreta do tubo de contato
Solução: Dimensionar corretamente o tubo de contato
Causa: Ciclo de trabalho da tocha de solda longo demais
Solução: Reduzir o ciclo de trabalho ou utilizar tocha de solda mais potente
Causa: Tubo de contato superaquecido. Nenhum desvio de calor por causa de tubo
de contato muito frouxo
Solução: Apertar o tubo de contato
AVISO!
Risco no caso de uso de eletrodos de arame de CrNi
Um desgaste maior do tubo de contato pode ser provocado.
► Em aplicações de CrNi, pode ocorrer um desgaste maior do tubo de contato por causa
das características da superfície do eletrodo de arame de CrNi.
96
Page 97

Funcionamento da tecla de queima com defeito
Causa: Conector entre a tocha de solda e fonte de solda incorreto
Solução: Estabelecer a conexões adequadamente/ enviar a fonte de solda ou a tocha
de solda para assistência técnica
Causa: Impurezas entre a tecla de queima e a carcaça da tecla de queima
Solução: Remover as impurezas
Causa: Linha de controle defeituosa
Solução: Entrar em contato com a assistência técnica
Porosidade na costura de soldagem
Causa: Formação de respingos no bico de gás, por isso a proteção de gás da costura
de soldagem é insuficiente
Solução: Remover os respingos de solda
Causa: Furos na mangueira de gás ou conexão inadequada da mangueira de gás
Solução: Substituir mangueira de gás
Causa: O-Ring na conexão central está cortado ou defeituoso
Solução: Substituir os O-Ring
Causa: Umidade / condensado na tubulação de gás
Solução: Secar tubulação de gás
Causa: Fornecimento de gás forte ou fraco demais
Solução: Corrigir o fornecimento de gás
Causa: Quantidade de gás insuficiente no início ou no fim de soldagem
Solução: Aumentar o pré e pós-fluxo de gás
Causa: Ferrugem ou má qualidade do eletrodo de arame
Solução: Utilizar eletrodo de arame de alta qualidade sem impurezas
Causa: Válido para as tochas de solda refrigeradas a gás: Saída de gás com fios de
revestimento interior não isolados
Solução: Em tochas de solda refrigeradas a gás, somente utilizar fios de revestimento
interior isolados
Causa: Aplicação do agente separador em excesso
Solução: Retirar o agente separador em excesso / aplicar menos agente separador
PT-BR
97
Page 98

Dados técnicos
Tocha de solda
refrigerado a gás
- MTG 5300s, MTG
5000-M
Dados técnicos
MTG
MTG 5300s MTG 5300-M
I (Ampère) 10 min / 40° C
M21 (EN 439)
I (Ampère) 10 min / 40° C
C1 (EN 439)
[mm (in.)] 1,0 - 1,6
Ø
[m (ft.)] 3,5/4,5
* CT = Ciclo de trabalho
Dimensionamento da tensão (V-Peak):
- para maçaricos de soldar de utilização manual: 113 V
- para maçaricos de soldar de utilização mecânica: 141 V
Características técnicas do botão do maçarico:
máx
= 10 mA
máx
= 50 V
- U
- I
40 % CT* 500
60 % CT* 420
100 % CT* 360
40 % CT* 530
60 % CT* 420
100 % CT* 360
(.039 - .063)
(12/15)
40 % CT* 500
60 % CT* 420
100 % CT* 360
40 % CT* 530
60 % CT* 420
100 % CT* 360
1,0 - 16
(.039 - .063)
1,5 / 2,5 / 3,5
(5 / 9 / 12)
O accionamento do botão do maçarico só é permitido nos limites das características técnicas.
Este produto está em concordância com as exigências conforme norma IEC 60974-7.
98
Page 99

PT-BR
99
Page 100

FRONIUS INTERNATIONAL GMBH
Froniusstraße 1
A-4643 Pettenbach
AUSTRIA
contact@fronius.com
www.fronius.com
Under www.fronius.com/contact you will find the addresses
of all Fronius Sales & Service Partners and locations.
 Loading...
Loading...