

Page 1

Operating
instructions
MTG 2500 S
MTG 2100 S
DE
EN-US
ES-MX
FR
IT
PT-BR
Bedienungsanleitung
Operating instructions
Manual de instrucciones
Instructions de service
Istruzioni per l'uso
Manual de instruções
42,0410,2128 012-22062022
Page 2

Page 3

Inhaltsverzeichnis
Sicherheit 4
Sicherheit 4
Bestimmungsgemäße Verwendung 5
Funktionen der Brennertaste 6
Funktion der einstufigen Brennertaste 6
Schweißbrenner ausrüsten und anschließen 7
Hinweis zur Draht-Führungsseele bei gasgekühlten Schweißbrennern 7
Verschleißteile und Draht-Führungsseele montieren 8
Schweißbrenner an Drahtvorschub anschließen 13
Pflege, Wartung und Entsorgung 14
Allgemeines 14
Erkennen von defekten Verschleißteilen 14
Wartung am Beginn eines jeden Arbeitstages 15
Wartung bei jedem Austausch der Draht- /Korbspule 15
Fehlerdiagnose, Fehlerbehebung 18
Fehlerdiagnose, Fehlerbehebung 18
Technische Daten 23
Allgemeines 23
MTG 2100 S 23
MTG 2500 S 23
DE
3
Page 4

Sicherheit
Sicherheit
WARNUNG!
Gefahr durch Fehlbedienung und fehlerhaft durchgeführte Arbeiten.
Schwere Personen- und Sachschäden können die Folge sein.
Alle in diesem Dokument beschriebenen Arbeiten und Funktionen dürfen
▶
nur von technisch geschultem Fachpersonal ausgeführt werden.
Dieses Dokument vollständig lesen und verstehen.
▶
Sämtliche Sicherheitsvorschriften und Benutzerdokumentationen dieses
▶
Gerätes und aller Systemkomponenten lesen und verstehen.
WARNUNG!
Gefahr durch elektrischen Strom.
Schwere Personen- und Sachschäden können die Folge sein.
Vor Beginn der Arbeiten alle beteiligten Geräte und Komponenten ausschal-
▶
ten und von Stromnetz trennen.
Alle beteiligten Geräte und Komponenten gegen Wiedereinschalten sichern.
▶
WARNUNG!
Gefahr durch elektrischen Strom infolge von schadhaften Systemkomponenten
und Fehlbedienung.
Schwere Personen- und Sachschäden können die Folge sein.
Sämtliche Kabel, Leitungen und Schlauchpakete müssen immer fest ange-
▶
schlossen, unbeschädigt, und korrekt isoliert sein.
Nur ausreichend dimensionierte Kabel, Leitungen und Schlauchpakete ver-
▶
wenden.
WARNUNG!
Gefahr durch heiße Systemkomponenten und / oder Betriebsmittel.
Schwere Verbrennungen und Verbrühungen können die Folge sein.
Vor Beginn der Arbeiten alle heißen Systemkomponenten und / oder Be-
▶
triebsmittel auf +25 °C / +77 °F abkühlen lassen (beispielsweise Kühlmittel,
wassergekühlte Systemkomponenten, Antriebsmotor des Drahtvorschubes, ...).
Geeignete Schutzausrüstung tragen (beispielsweise hitzebeständige Schutz-
▶
handschuhe, Schutzbrille, ...), wenn ein Abkühlen nicht möglich ist.
WARNUNG!
Gefahr durch Kontakt mit giftigem Schweißrauch.
Schwere Personenschäden können die Folge sein.
Schweißrauch immer absaugen.
▶
Für ausreichend Frischluft-Zufuhr sorgen. Sicherstellen, dass eine
▶
Durchlüftungsrate von mindestens 20 m³ (169070.1 US gi) pro Stunde zu jeder Zeit gegeben ist.
Im Zweifelsfall die Schadstoffbelastung am Arbeitsplatz durch einen Sicher-
▶
heitstechniker feststellen lassen.
4
Page 5

Bestimmungsgemäße Verwendung
Der MIG/MAG Hand-Schweißbrenner ist ausschließlich zum MIG/MAGSchweißen bei manuellen Anwendungen bestimmt.
Eine andere oder darüber hinausgehende Benutzung gilt als nicht bestimmungsgemäß. Für hieraus entstehende Schäden haftet der Hersteller nicht.
Zur bestimmungsgemäßen Verwendung gehört auch
das Beachten aller Hinweise aus der Bedienungsanleitung
-
die Einhaltung der Inspektions- und Wartungsarbeiten
-
DE
5
Page 6

Funktionen der Brennertaste
Funktion der einstufigen Brennertaste
Brennertaste in Schaltposition (Brennertaste ganz durchgedrückt) =
Schweißstart.
6
Page 7

Schweißbrenner ausrüsten und anschließen
DE
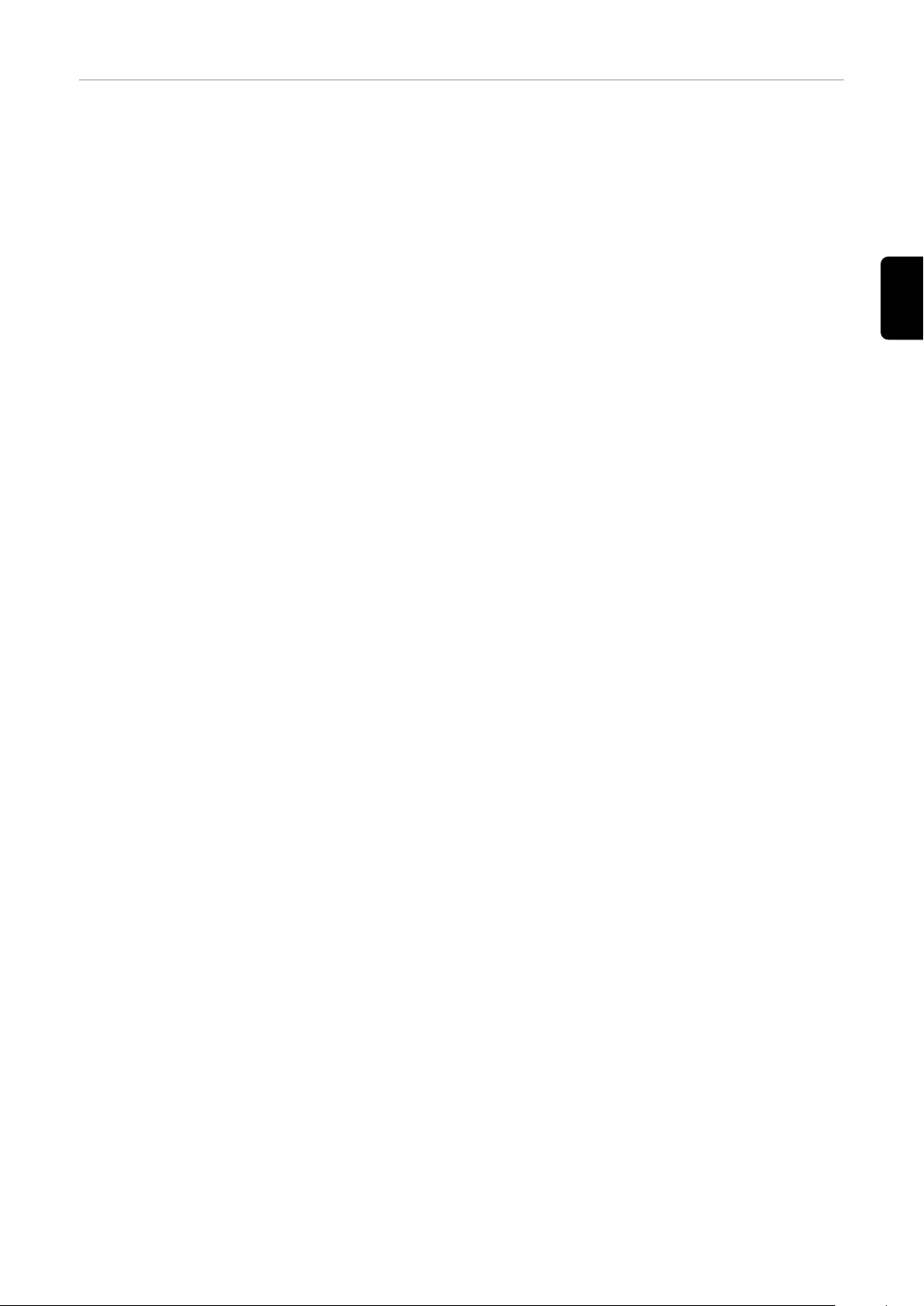
Hinweis zur
Draht-Führungsseele bei gasgekühlten
Schweißbrennern
HINWEIS!
Risiko durch falschen Draht-Führungseinsatz.
Schlechte Schweißeigenschaften können die Folge sein.
Wird bei gasgekühlten Schweißbrennern anstatt einer Draht-Führungsseele
▶
aus Stahl eine Draht-Führungsseele aus Kunststoff inklusive einem DrahtFührungseinsatz aus Bronze verwendet, reduzieren sich die in den technischen Daten angegebenen Leistungsdaten des Schweißbrenners um 30 %.
Um gasgekühlte Schweißbrenner mit der maximalen Leistung betreiben zu
▶
können, den Draht-Führungseinsatz 40 mm (1.575 in.) durch den DrahtFührungseinsatz 320 mm (12.598 in.) ersetzen.
1
7
Page 8

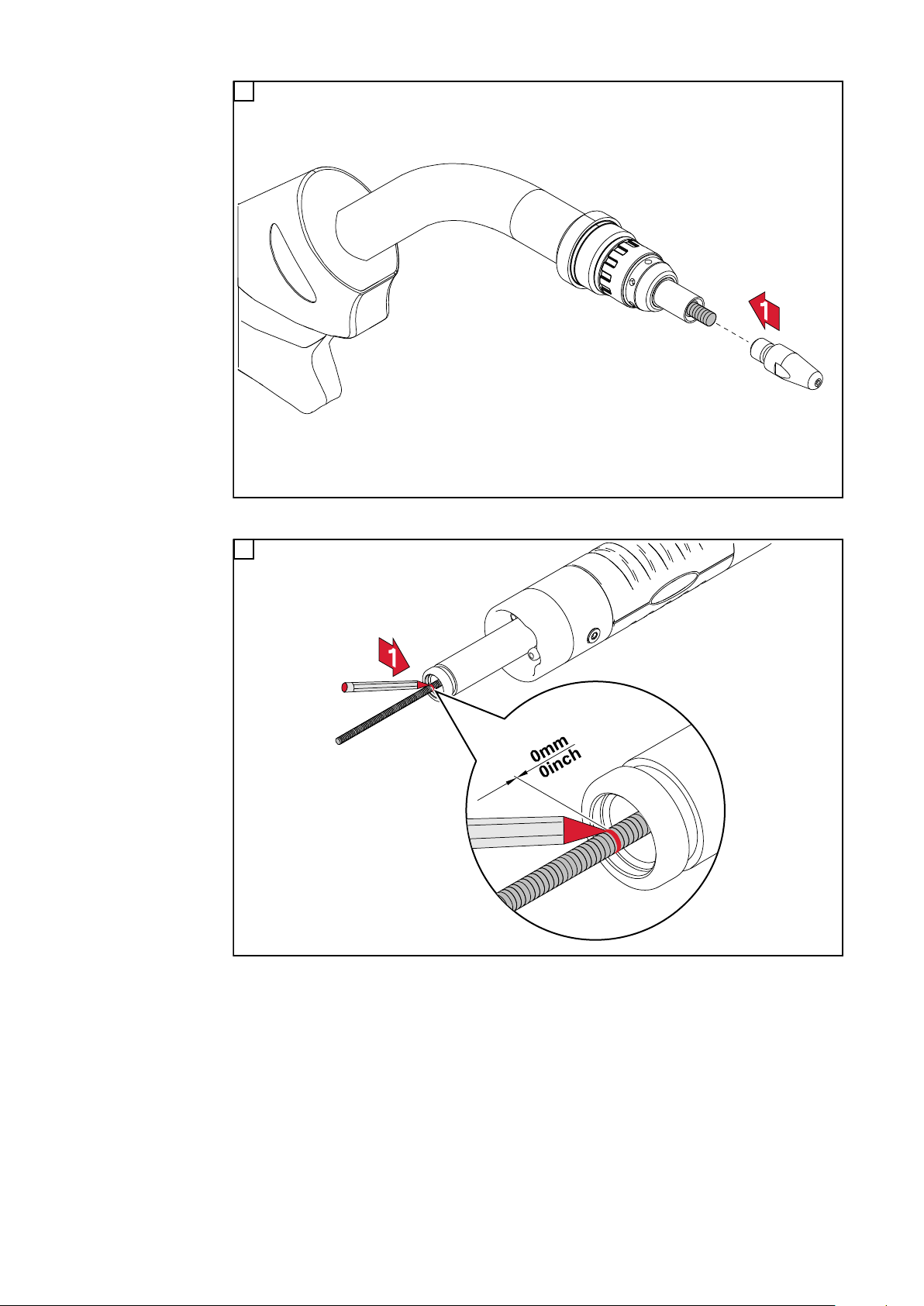
Verschleißteile
1
und DrahtFührungsseele
montieren
1
2
Schweißbrenner gerade auslegen
3
Draht-Führungsseele gerade auslegen
8
Page 9

4
Draht-Führungsseele in den Schweißbrenner einschieben
5
DE
Draht-Führungsseele muss sowohl vorne wie auch hinten aus dem Schweißbrenner ragen
9
Page 10

6
Mit dem Kontaktrohr die Draht-Führungsseele vollständig in den Schweißbrenner schieben; Kontaktrohr festschrauben
7
10
Das Ende des Zentralanschlusses auf der Draht-Führungsseele markieren
Page 11

8
Draht-Führungsseele an der Markierung abschneiden und sicherstellen, dass kein Grat in die DrahtFührungsseele ragt; links Draht-Führungsseele aus Stahl, rechts Draht-Führungsseele aus Kunststoff
9
DE
Draht-Führungsseele entgraten
11
Page 12

10
Den Spann-Nippel bis auf Anschlag auf die Draht-Führungsseele aufschrauben. Die Draht-Führungsseele muss durch die Bohrung im Spann-Nippel zu sehen sein
11
12
Spann-Nippel festschrauben
Page 13

12
Gasdüse montieren
DE
Schweißbrenner
an Drahtvorschub anschließen
** Gasdüse bis auf Anschlag festschrauben
1
13
Page 14

Pflege, Wartung und Entsorgung
Allgemeines Regelmäßige und vorbeugende Wartung des Schweißbrenners sind wesentliche
Faktoren für einen störungsfreien Betrieb. Der Schweißbrenner ist hohen Temperaturen und starker Verunreinigung ausgesetzt. Daher benötigt der Schweißbrenner eine häufigere Wartung als andere Komponenten des Schweißsystems.
VORSICHT!
Beschädigungsgefahr durch unsachgemäßen Umgang mit dem
Schweißbrenner.
Schwere Sachschäden können die Folge sein.
Den Schweißbrenner nicht auf har-
▶
te Gegenstände schlagen.
Riefen und Kratzer im Kontaktrohr
▶
vermeiden.
Den Brennerkörper keinesfalls bie-
▶
gen.
Erkennen von
defekten Verschleißteilen
Verschleißteile MT 2100 S:
Isolierteile
1.
abgebrannte Außenkanten, Einkerbungen
-
Spritzerschutz
2.
abgebrannte Außenkanten, Einkerbungen
-
Düsenstöcke
3.
abgebrannte Außenkanten, Einkerbungen
-
stark mit Schweißspritzern behaftet
-
Kontaktrohre
4.
ausgeschliffene (ovale) Drahteintritts- und Drahtaustritts-Bohrungen
-
stark mit Schweißspritzern behaftet
-
Einbrand an der Kontaktrohr-Spitze
-
Gasdüsen
5.
stark mit Schweißspritzern behaftet
-
abgebrannte Außenkanten
-
Einkerbungen
-
14
Page 15

Verschleißteile MTG 2500 S:
Isolierteile
1.
abgebrannte Außenkanten, Einkerbungen
-
Düsenstöcke
2.
abgebrannte Außenkanten, Einkerbungen
-
stark mit Schweißspritzern behaftet
-
Kontaktrohre
3.
ausgeschliffene (ovale) Drahteintritts- und Drahtaustritts-Bohrungen
-
stark mit Schweißspritzern behaftet
-
Einbrand an der Kontaktrohr-Spitze
-
Gasdüsen
4.
stark mit Schweißspritzern behaftet
-
abgebrannte Außenkanten
-
Einkerbungen
-
DE
Wartung am Beginn eines jeden
Arbeitstages
Wartung bei jedem Austausch
der Draht- /
Korbspule
Verschleißteile auf Beschädigungen prüfen und defekte Verschleißteile aus-
1
tauschen
genaue Informationen zu defekten Verschleißteilen dem Abschnitt Er-
-
kennen von defekten Verschleißteilen auf Seite 14 entnehmen
Verschleißteile von Schweißspritzern befreien
2
MTG 2100 S:
1
Verschleißteile demontieren und Draht-Förderschlauch mit reduzierter Druckluft reinigen
15
Page 16

2
Verschleißteile mit Druckluft reinigen
Empfohlen: Die Draht-Führungsseele austauschen
3
MTG 2500 S:
1
Verschleißteile demontieren und Draht-Förderschlauch mit reduzierter Druckluft reinigen
16
Page 17

2
Verschleißteile mit Druckluft reinigen
Empfohlen: Die Draht-Führungsseele austauschen
3
DE
17
Page 18

Fehlerdiagnose, Fehlerbehebung
Fehlerdiagnose,
Fehlerbehebung
Kein Schweißstrom
Netzschalter der Stromquelle eingeschaltet, Anzeigen an der Stromquelle leuchten, Schutzgas vorhanden
Ursache:
Behebung:
Ursache:
Behebung:
Keine Funktion nach Drücken der Brennertaste
Netzschalter der Stromquelle eingeschaltet, Anzeigen an der Stromquelle leuchten
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Masseanschluss falsch
Masseanschluss ordnungsgemäß herstellen
Stromkabel im Schweißbrenner unterbrochen
Schweißbrenner austauschen
FSC (‘Fronius System Connector’ - Zentralanschluss) nicht bis auf
Anschlag eingesteckt
FSC bis auf Anschlag einstecken
Schweißbrenner oder Schweißbrenner-Steuerleitung defekt
Schweißbrenner austauschen
Verbindungs-Schlauchpaket nicht ordnungsgemäß angeschlossen
oder defekt
Verbindungs-Schlauchpaket ordnungsgemäß anschließen
Defektes Verbindungs-Schlauchpaket austauschen
Ursache:
Behebung:
Kein Schutzgas
alle anderen Funktionen vorhanden
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Stromquelle defekt
Service-Dienst verständigen
Gasflasche leer
Gasflasche wechseln
Gas-Druckminderer defekt
Gas-Druckminderer austauschen
Gasschlauch nicht montiert, geknickt oder schadhaft
Gasschlauch montieren, gerade auslegen. Defekten Gasschlauch aus-
tauschen
Schweißbrenner defekt
Schweißbrenner austauschen
Gas-Magnetventil defekt
Service-Dienst verständigen (Gas-Magnetventil austauschen lassen)
18
Page 19

Schlechte Schweißeigenschaften
Ursache:
Behebung:
Falsche Schweißparameter
Einstellungen korrigieren
DE
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Masseverbindung schlecht
Guten Kontakt zum Werkstück herstellen
Kein oder zu wenig Schutzgas
Druckminderer, Gasschlauch, Gas-Magnetventil und Schweißbren-
ner-Gasanschluss überprüfen. Bei gasgekühlten Schweißbrennern
Gasabdichtung überprüfen, geeignete Draht-Führungsseele verwenden
Schweißbrenner undicht
Schweißbrenner austauschen
Zu großes oder ausgeschliffenes Kontaktrohr
Kontaktrohr wechseln
Falsche Drahtlegierung oder falscher Drahtdurchmesser
Eingelegte Draht- /Korbspule überprüfen
Falsche Drahtlegierung oder falscher Drahtdurchmesser
Verschweißbarkeit des Grund-Werkstoffes prüfen
Schutzgas für Drahtlegierung nicht geeignet
Korrektes Schutzgas verwenden
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ungünstige Schweißbedingungen: Schutzgas verunreinigt (Feuchtigkeit, Luft), mangelhafte Gas-Abschirmung (Schmelzbad „kocht“,
Zugluft), Verunreinigungen im Werkstück (Rost, Lack, Fett)
Schweißbedingungen optimieren
Schweißspritzer in der Gasdüse
Schweißspritzer entfernen
Turbulenzen auf Grund zu hoher Schutzgas-Menge
Schutzgas-Menge reduzieren, empfohlen:
Schutzgas-Menge (l/min) = Drahtdurchmesser (mm) x 10
(beispielsweise 16 l/min für 1,6 mm Drahtelektrode)
Zu großer Abstand zwischen Schweißbrenner und Werkstück
Abstand zwischen Schweißbrenner und Werkstück reduzieren (ca. 10
- 15 mm / 0.39 - 0.59 in.)
Zu großer Anstellwinkel des Schweißbrenners
Anstellwinkel des Schweißbrenners reduzieren
Draht-Förderkomponenten passen nicht zum Durchmesser der
Drahtelektrode / dem Werkstoff der Drahtelektrode
Richtige Draht-Förderkomponenten einsetzen
19
Page 20

Schlechte Drahtförderung
Ursache:
Behebung:
Je nach System, Bremse im Drahtvorschub oder in der Stromquelle
zu fest eingestellt
Bremse lockerer einstellen
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Bohrung des Kontaktrohres verlegt
Kontaktrohr austauschen
Draht-Führungsseele oder Draht-Führungseinsatz defekt
Draht-Führungsseele oder Draht-Führungseinsatz auf Knicke, Ver-
schmutzung, etc. prüfen
Defekte Draht-Führungsseele, defekten Draht-Führungseinsatz austauschen
Vorschubrollen für verwendete Drahtelektrode nicht geeignet
Passende Vorschubrollen verwenden
Falscher Anpressdruck der Vorschubrollen
Anpressdruck optimieren
Vorschubrollen verunreinigt oder beschädigt
Vorschubrollen reinigen oder austauschen
Draht-Führungsseele verlegt oder geknickt
Draht-Führungsseele austauschen
Draht-Führungsseele nach dem Ablängen zu kurz
Draht-Führungsseele austauschen und neue Draht-Führungsseele
auf korrekte Länge kürzen
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Gasdüse wird sehr heiß
Ursache:
Behebung:
Abrieb der Drahtelektrode infolge von zu starkem Anpressdruck an
den Vorschubrollen
Anpressdruck an den Vorschubrollen reduzieren
Drahtelektrode verunreinigt oder angerostet
Hochwertige Drahtelektrode ohne Verunreinigungen verwenden
Bei Draht-Führungsseelen aus Stahl: unbeschichtete DrahtFührungsseele in Verwendung
Beschichtete Draht-Führungsseele verwenden
Keine Wärmeableitung auf Grund zu losen Sitzes der Gasdüse
Gasdüse bis auf Anschlag festschrauben
20
Page 21

Schweißbrenner wird sehr heiß
Ursache:
Behebung:
Nur bei Multilock-Schweißbrennern: Überwurfmutter des Brennerkörpers locker
Überwurfmutter festziehen
DE
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Kurze Lebensdauer des Kontaktrohres
Ursache:
Behebung:
Ursache:
Behebung:
Schweißbrenner wurde über dem maximalen Schweißstrom betrieben
Schweißleistung herabsetzen oder leistungsfähigeren Schweißbren-
ner verwenden
Schweißbrenner zu schwach dimensioniert
Einschaltdauer und Belastungsgrenzen beachten
Nur bei wassergekühlten Anlagen: Kühlmittel-Durchfluss zu gering
Kühlmittel-Stand, Kühlmittel-Durchflussmenge, Kühlmittel-Ver-
schmutzung, Verlegung des Schlauchpaketes etc. überprüfen
Spitze des Schweißbrenners zu nahe am Lichtbogen
Stick-Out vergrößern
Falsche Vorschubrollen
Korrekte Vorschubrollen verwenden
Abrieb der Drahtelektrode infolge von zu starkem Anpressdruck an
den Vorschubrollen
Anpressdruck an den Vorschubrollen reduzieren
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
HINWEIS!
Bei CrNi-Anwendungen kann auf Grund der Oberflächen-Beschaffenheit der
CrNi-Drahtelektrode ein höherer Kontaktrohr-Verschleiß auftreten.
Drahtelektrode verunreinigt / angerostet
Hochwertige Drahtelektrode ohne Verunreinigungen verwenden
Unbeschichtete Drahtelektrode
Drahtelektrode mit geeigneter Beschichtung verwenden
Falsche Dimension des Kontaktrohres
Kontaktrohr korrekt dimensionieren
Zu lange Einschaltdauer des Schweißbrenners
Einschaltdauer herabsetzen oder leistungsfähigeren Schweißbrenner
verwenden
Kontaktrohr überhitzt. Keine Wärmeableitung auf Grund zu losen
Sitzes des Kontaktrohres
Kontaktrohr festziehen
21
Page 22

Fehlfunktion der Brennertaste
Ursache:
Behebung:
Steckverbindungen zwischen Schweißbrenner und Stromquelle fehlerhaft
Steckverbindungen ordnungsgemäß herstellen / Stromquelle oder
Schweißbrenner zum Service
Ursache:
Behebung:
Ursache:
Behebung:
Porosität der Schweißnaht
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Verunreinigungen zwischen Brennertaste und dem Gehäuse der
Brennertaste
Verunreinigungen entfernen
Steuerleitung ist defekt
Service-Dienst verständigen
Spritzerbildung in der Gasdüse, dadurch unzureichender Gasschutz
der Schweißnaht
Schweißspritzer entfernen
Löcher im Gasschlauch oder ungenaue Anbindung des Gasschlauches
Gasschlauch austauschen
O-Ring am Zentralanschluss ist zerschnitten oder defekt
O-Ring austauschen
Feuchtigkeit / Kondensat in der Gasleitung
Gasleitung trocknen
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Zu starke oder zu geringe Gasströmung
Gasströmung korrigieren
Ungenügende Gasmenge zu Schweißbeginn oder Schweißende
Gas-Vorströmung und Gas-Nachströmung erhöhen
Rostige oder schlechte Qualität der Drahtelektrode
Hochwertige Drahtelektrode ohne Verunreinigungen verwenden
Gilt für gasgekühlte Schweißbrenner: Gasaustritt bei nicht isolierten
Draht-Führungsseelen
Bei gasgekühlten Schweißbrennern nur isolierte Draht-Führungsseelen verwenden
Zu viel Trennmittel aufgetragen
Überschüssiges Trennmittel entfernen / weniger Trennmittel auftra-
gen
22
Page 23

Technische Daten
Allgemeines Spannungsbemessung (V-Peak):
für handgeführte Schweißbrenner: 113 V
-
für maschinell geführte Schweißbrenner: 141 V
-
Technische Daten Brennertaste:
U
I
max
max
= 5 V
= 10 mA
-
-
Der Betrieb der Brennertaste ist nur im Rahmen der technischen Daten erlaubt.
Das Produkt entspricht den Anforderungen laut Norm IEC 60974-7 / - 10 CI. A.
DE
MTG 2100 S
MTG 2500 S
DC-Schweißstrom
bei 10 min / 40°C (104°F)
CO2 (EN ISO 14175)
MIXED (EN ISO 14175)
Elektrodendurchmesser 0,8 - 1,2 mm
Schweißbrenner-Länge 3,5 / 4,5 m
(11 ft. + 5.8 in. / 14 ft.+ 9.17 in.)
1)
ED = Einschaltdauer
DC-Schweißstrom
bei 10 min / 40°C (104°F)
CO2 (EN ISO 14175)
40 % ED1) / 210 A
60 % ED1) / -
100 % ED1) / -
40 % ED1) / 190 A
60 % ED1) / 170 A
100 % ED1) / 140 A
(0.032 - 0.047 in.)
40 % ED1) / 250 A
60 % ED1) / -
100 % ED1) / -
MIXED (EN ISO 14175)
Elektrodendurchmesser 0,8 - 1,2 mm
Schweißbrenner-Länge 3,5 / 4,5 m
(11 ft. + 5.8 in. / 14 ft.+ 9.17 in.)
1)
ED = Einschaltdauer
40 % ED1) / 230 A
60 % ED1) / 200 A
100 % ED1) / 170 A
(0.032 - 0.047 in.)
23
Page 24

24
Page 25

Table of contents
Safety 26
Safety 26
Intended use 27
Functions of the torch trigger 28
Function of the single-staged torch trigger 28
Equipping and connecting the welding torch 29
Note on inner liner with gas-cooled welding torches 29
Fitting wearing parts and inner liner 30
Connecting the welding torch to the wirefeeder 35
Service, maintenance and disposal 36
General 36
Identifying defective wearing parts 36
Maintenance at the beginning of each working day 37
Maintenance at every wirespool/basket-type spool replacement 37
Troubleshooting 40
Troubleshooting 40
Technical data 45
General 45
MTG 2100 S 45
MTG 2500 S 45
EN-US
25
Page 26

Safety
Safety
WARNING!
Danger from incorrect operation and work that is not carried out properly.
This can result in serious personal injury and damage to property.
All the work and functions described in this document must only be carried
▶
out by technically trained and qualified personnel.
Read and understand this document in full.
▶
Read and understand all safety rules and user documentation for this equip-
▶
ment and all system components.
WARNING!
Danger from electrical current.
This can result in serious personal injury and damage to property.
Before starting work, switch off all devices and components involved, and
▶
disconnect them from the grid.
Secure all devices and components involved so they cannot be switched back
▶
on.
WARNING!
Danger from electric current due to defective system components and incorrect operation.
This can result in serious personal injury and damage to property.
All cables, leads, and hosepacks must always be securely connected, unda-
▶
maged, and correctly insulated.
Only use adequately dimensioned cables, leads, and hosepacks.
▶
WARNING!
Danger due to hot system components and/or equipment.
This can result in serious burns or scalding.
Before starting work, allow all hot system components and/or equipment to
▶
cool to +25°C/+77°F (e.g., coolant, water-cooled system components, wirefeeder drive motor, etc.).
Wear suitable protective equipment (e.g., heat-resistant gloves, safety gog-
▶
gles, etc.) if cooling down is not possible.
WARNING!
Danger from contact with toxic welding fumes.
Serious personal injuries may result.
Always extract welding fumes.
▶
Ensure that there is a sufficient supply of fresh air. Ensure that there is a
▶
ventilation flow rate of at least 20 m³ (169,070.1 US gi) per hour at all times.
In case of doubt, the concentration of noxious substances at the work stati-
▶
on should be assessed by a safety engineer.
26
Page 27

Intended use The MIG/MAG manual welding torch is intended solely for MIG/MAG welding in
manual applications.
Any other use is deemed to be "not in accordance with the intended purpose.”
The manufacturer shall not be liable for any damage resulting from such improper use.
Intended use also means:
Following all the instructions in the Operating Instructions
-
Carrying out all the specified inspection and maintenance work
-
EN-US
27
Page 28

Functions of the torch trigger
Function of the
single-staged
torch trigger
Torch trigger in switch position (torch trigger fully depressed) = welding start.
28
Page 29

Equipping and connecting the welding torch
Note on inner liner with gascooled welding
torches
NOTE!
Risk due to incorrect wire-guide insert.
This can result in poor-quality weld properties.
If a plastic inner liner with a bronze wire-guide insert is used in gas-cooled
▶
welding torches instead of a steel inner liner, the power data stated in the
technical data of the welding torch must be reduced by 30%.
In order to operate gas-cooled welding torches at maximum power, replace
▶
the 40 mm (1.575 in.) wire-guide insert with a 320 mm (12.598 in.) wire-guide
insert.
1
EN-US
29
Page 30

Fitting wearing
1
parts and inner
liner
1
2
30
Lay out the welding torch straight
3
Lay out inner liner straight
Page 31

4
Insert the inner liner into the welding torch
5
EN-US
Inner liner must protrude from the front as well as from the back of the welding torch
31
Page 32

6
Use the contact tip to push the inner liner completely into the welding torch; screw the contact tip
tight
7
32
Mark the end of the central connector on the inner liner
Page 33

8
Cut the inner liner at the marking and ensure that no burr protrudes into the inner liner; left inner
liner made of steel, right inner liner made of plastic
9
EN-US
Deburr the inner liner
33
Page 34

10
Screw the clamping nipple onto the inner liner up to the stop. The inner liner needs to be visible
through the hole in the clamping nipple
11
34
Tighten the clamping nipple
Page 35

12
Fit the gas nozzle
EN-US
Connecting the
welding torch to
the wirefeeder
** Screw the gas nozzle tightly up to the stop
1
35
Page 36

Service, maintenance and disposal
General Regular and preventive maintenance of the welding torch are important factors
in achieving problem-free operation. The welding torch is subjected to high temperatures and high levels of soiling. This is why the welding torch needs more frequent maintenance than other components of the welding system.
CAUTION!
Risk of damage due to improper handling of the welding torch.
Serious damage may result.
Do not hit the welding torch on
▶
hard objects.
Avoid scoring and scratches in the
▶
contact tip.
Do not bend the torch body under
▶
any circumstances.
Identifying defective wearing
parts
Wearing parts MT 2100 S:
Insulating parts
1.
Burnt outer edges, notches
-
Spatter guard
2.
Burnt outer edges, notches
-
Nozzle fittings
3.
Burnt outer edges, notches
-
Heavily coated with welding spatter
-
Contact tips
4.
Ground (oval) wire entry and wire exit bores
-
Heavily coated with welding spatter
-
Penetration at the tip of the contact tip
-
Gas nozzles
5.
Heavily coated with welding spatter
-
Burnt outer edges
-
Notches
-
36
Page 37

Wearing parts MTG 2500 S:
Insulating parts
1.
Burnt outer edges, notches
-
Nozzle fittings
2.
Burnt outer edges, notches
-
Heavily coated with welding spatter
-
Contact tips
3.
Ground (oval) wire entry and wire exit bores
-
Heavily coated with welding spatter
-
Penetration at the tip of the contact tip
-
Gas nozzles
4.
Heavily coated with welding spatter
-
Burnt outer edges
-
Notches
-
EN-US
Maintenance at
the beginning of
each working day
Maintenance at
every wirespool/
basket-type
spool replacement
Check wearing parts for damage and replace defective wearing parts
1
For detailed information on defective wearing parts, refer to the section
-
Identifying defective wearing parts on page 36
Remove welding spatter from the wearing parts
2
MTG 2100 S:
1
Remove wearing parts and clean wirefeeding hose with reduced compressed air
37
Page 38

2
Clean wearing parts using compressed air
Recommended: Replace the inner liner
3
MTG 2500 S:
1
Remove wearing parts and clean wirefeeding hose with reduced compressed air
38
Page 39

2
Clean wearing parts using compressed air
Recommended: Replace the inner liner
3
EN-US
39
Page 40

Troubleshooting
Troubleshooting
No welding current
Power source switched on, power source indication illuminates, shielding gas
present
Cause:
Remedy:
Cause:
Remedy:
No function after pressing torch trigger
Power source switched on, power source indication illuminates
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Incorrect ground connection
Establish proper ground connection
Power cable in welding torch damaged or broken.
Replace welding torch
FSC (‘Fronius System Connector’—central connector) not inserted
up to the stop
Insert FSC up to the stop
Welding torch or welding torch control line faulty
Replace welding torch
Interconnecting hosepack not properly connected or faulty
Connect interconnecting hosepack properly
Replace faulty interconnecting hosepack
Cause:
Remedy:
No shielding gas
All other functions present
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Faulty power source
Notify service provider
Gas cylinder empty
Change gas cylinder
Gas pressure regulator faulty
Replace gas pressure regulator
Gas hose kinked, damaged, or not attached
Attach and straighten gas hose. Replace faulty gas hose
Welding torch faulty
Replace welding torch
Gas solenoid valve faulty
Contact service team (have gas solenoid valve replaced)
40
Page 41

Poor-quality weld properties
Cause:
Remedy:
Incorrect welding parameters
Correct settings
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Poor ground earth connection
Establish good contact with workpiece
EN-US
Too little or no shielding gas
Check pressure regulator, gas hose, gas solenoid valve and welding
torch gas connection. For gas-cooled welding torches, check gas seal,
use suitable inner liner
Welding torch leaks
Replace welding torch
Excessively large or heavily worn contact tip
Change contact tip
Incorrect wire alloy or incorrect wire diameter
Check the inserted wire spool/basket-type spool
Incorrect wire alloy or incorrect wire diameter
Check the weldability of the parent materials
Shielding gas not suitable for wire alloy
Use correct shielding gas
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Unfavorable welding conditions: Shielding gas contaminated (moisture, air), inadequate gas shield (weld pool “boiling”, draft), impurities in
the workpiece (rust, paint, grease)
Optimize welding conditions
Welding spatter in the gas nozzle
Remove welding spatter
Turbulence due to excessively high quantity of shielding gas
Reduce quantity of shielding gas; recommended:
shielding gas quantity (l/min) = wirespool diameter (mm) x 10
(for example 16 l/min for 1.6 mm wire electrode)
Excessively large distance between welding torch and workpiece
Reduce distance between welding torch and workpiece (approx. 10–
15 mm/0.39–0.59 in.)
Excessively large work angle of the welding torch
Reduce work angle of the welding torch
Wirefeed components do not correspond to the diameter of the wire
electrode/the material of the wire electrode
Use correct wirefeed components
41
Page 42

Poor wirefeeding
Cause:
Remedy:
Depending on the system, brakes in the wirefeeder or power source
set too tightly
Set the brakes to be looser
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Hole in the contact tip displaced
Replace contact tip
Faulty inner liner or wire-guide insert
Check inner liner or wire-guide insert for kinks, soiling, etc.
Replace faulty inner liner or wire-guide insert
Feed rollers not suitable for wire electrode used
Use suitable feed rollers
Incorrect contact pressure of the feed rollers
Optimize contact pressure
Feed rollers soiled or damaged
Clean or replace feed rollers
Inner liner displaced or kinked
Replace inner liner
Inner liner too short after cutting to length
Replace inner liner and cut new inner liner to correct length
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Gas nozzle gets very hot
Cause:
Remedy:
Wear of the wire electrode due to excessive contact pressure from
the feed rollers
Reduce contact pressure from the feed rollers
Wire electrode soiled or rusted
Use high-quality wire electrode without soiling
For steel inner liners: use of uncoated inner liner
Use a coated inner liner
No heat dissipation due to gas nozzle being fitted too loosely
Screw the gas nozzle tightly up to the stop
42
Page 43

Welding torch gets very hot
Cause:
Remedy:
Only in multi-lock welding torches: Union nut of the torch body loose
Tighten union nut
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Short service life of the contact tip
Cause:
Remedy:
Cause:
Remedy:
Welding torch has been operated above the maximum welding current
Reduce welding power or use more powerful welding torch
Welding torch is inadequately sized
Observe duty cycle and load limits
For water-cooled systems only: Coolant flow too low
Check coolant level, coolant flow, coolant contamination, displace-
ment of the hosepack, etc.
Tip of the welding torch too close to the arc
Increase stick out
Incorrect feed rollers
Use correct feed rollers
Wear of the wire electrode due to excessive contact pressure at the
feed rollers
Reduce contact pressure at the feed rollers
EN-US
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
NOTE!
In CrNi applications, greater contact tip wear may occur due to the surface finish of the CrNi wire electrode.
Wire electrode soiled/rusted
Use high-quality wire electrode without soiling
Uncoated wire electrode
Use wire electrode with suitable coating
Incorrect dimensions of the contact tip
Use contact tip of the correct size
Duty cycle of the welding torch too long
Reduce duty cycle or use more powerful welding torch
Contact tip overheats. No heat dissipation due to contact tip being
fitted too loosely
Tighten contact tip
43
Page 44

Malfunction of the torch trigger
Cause:
Remedy:
Faulty plug connections between the welding torch and the power
source
Establish correct plug connections/send power source or welding
torch to service team
Cause:
Remedy:
Cause:
Remedy:
Porosity of weld seam
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Soiling between torch trigger and torch trigger housing
Remove soiling
Faulty control line
Notify service provider
Spattering in the gas nozzle, causing inadequate gas shield for weld
seam
Remove welding spatter
Holes in gas hose or imprecise gas hose connection
Replace gas hose
O-ring at central connector is cut or faulty
Replace O-ring
Moisture/condensate in the gas line
Dry gas line
Gas flow too strong or weak
Correct gas flow
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Inadequate quantity of gas at the start or end of welding
Increase gas pre-flow and gas post-flow
Rusted or poor quality wire electrode
Use high-quality wire electrode without soiling
Applies to gas-cooled welding torches: Gas leakage with non-isolated
inner liners
For gas-cooled welding torches, only use isolated inner liners
Too much parting agent applied
Remove excess parting agent/apply less parting agent
44
Page 45

Technical data
General Voltage rating (V-peak)
For hand-held welding torches: 113 V
-
For machine-guided welding torches: 141 V
-
Torch trigger technical data:
U
I
max
max
= 5 V
= 10 mA
-
-
The torch trigger can only be operated within the limits of the technical data.
This product meets the requirements set out in standard IEC 60974-7/- 10 CI.
A.
EN-US
MTG 2100 S
MTG 2500 S
DC welding current
at 10 min / 40 °C (104 °F)
CO2 (EN ISO 14175)
MIXED (EN ISO 14175)
Wire electrode diameter 0,8 - 1,2 mm
Welding torch length 3,5 / 4,5 m
(11 ft. + 5.8 in. / 14 ft.+ 9.17 in.)
1)
ED = duty cycle
DC welding current
at 10 min / 40 °C (104 °F)
CO2 (EN ISO 14175)
40 % ED1) / 210 A
60 % ED1) / -
100 % ED1) / -
40 % ED1) / 190 A
60 % ED1) / 170 A
100 % ED1) / 140 A
(0.032 - 0.047 in.)
40 % ED1) / 250 A
60 % ED1) / -
100 % ED1) / -
MIXED (EN ISO 14175)
Wire electrode diameter 0,8 - 1,2 mm
Welding torch length 3,5 / 4,5 m
(11 ft. + 5.8 in. / 14 ft.+ 9.17 in.)
40 % ED1) / 230 A
60 % ED1) / 200 A
100 % ED1) / 170 A
(0.032 - 0.047 in.)
45
Page 46

1)
ED = duty cycle
46
Page 47

Contenido
Seguridad 48
Certificación de seguridad 48
Uso previsto 49
Funciones del pulsador de la antorcha 50
Función del pulsador de la antorcha de una posición 50
Equipar y conectar la antorcha de soldadura 51
Nota sobre el liner interior con antorchas refrigeradas por gas 51
Instalar los consumibles y el forro interior 52
Conexión de la antorcha de soldadura al alimentador de alambre 57
Cuidado, mantenimiento y desecho 58
General 58
Identificación de los consumibles defectuosos 58
Mantenimiento al comenzar cada día de trabajo 59
Mantenimiento en todos los reemplazos de carrete de alambre/porta bobina 59
Solución de problemas 62
Solución de problemas 62
Datos técnicos 67
General 67
MTG 2100 S 67
MTG 2500 S 67
ES-MX
47
Page 48

Seguridad
Certificación de
seguridad
¡PELIGRO!
¡PELIGRO! Por operación incorrecta y trabajo realizado incorrectamente.
Esto puede resultar en lesiones personales graves y daños a la propiedad.
Todo el trabajo y las funciones que se describen en este documento deben
▶
realizarse únicamente por personal calificado y capacitado técnicamente.
Lea y comprenda este documento en su totalidad.
▶
Lea y comprenda todas las normas de seguridad y las documentaciones para
▶
el usuario para este equipo y todos los componentes del sistema.
¡PELIGRO!
¡PELIGRO! Por corriente eléctrica.
Esto puede resultar en lesiones personales graves y daños a la propiedad.
Antes de empezar a trabajar, apague todos los dispositivos y componentes
▶
involucrados, y desconéctelos de la red de corriente.
Asegure todos los equipos y componentes involucrados para que no puedan
▶
ser encendidos de nuevo.
¡PELIGRO!
¡PELIGRO! Por corriente eléctrica debido a componentes del sistema defectuosos y funcionamiento incorrecto.
Esto puede resultar en lesiones personales graves y daños a la propiedad.
Todos los cables, conductores y juegos de cables siempre deben estar conec-
▶
tados de manera segura, sin daños y aislados correctamente.
Utilice únicamente cables, conductores y juegos de cables con las dimensio-
▶
nes correctas.
¡PELIGRO!
¡PELIGRO! Debido a componentes del sistema y/o equipo calientes.
Esto puede resultar en quemaduras graves o escaldaduras.
Antes de comenzar a trabajar, deje que todos los componentes y/o equipos
▶
calientes del sistema se enfríen a +25°C/+77°F (por ejemplo, líquido de refrigeración, componentes del sistema refrigerados con agua, motor de accionamiento del alimentador de alambre, etc.).
Use dispositivos de protección adecuados (por ejemplo, guantes resistentes
▶
al calor, gafas de seguridad, etc.) si no es posible enfriar.
¡PELIGRO!
¡PELIGRO! Por contacto con humos de soldadura tóxicos.
Pueden ocurrir lesiones personales graves.
Siempre extraiga los humos de soldadura.
▶
Asegúrese de que haya suficiente aire fresco. Asegúrese de que haya un flujo
▶
de ventilación de al menos 20 m³ (169,070.1 US gi) por hora en todo momento.
En caso de dudas, la concentración de sustancias nocivas en la estación de
▶
trabajo debe ser evaluada por un técnico en certificación de seguridad.
48
Page 49
Uso previsto La antorcha manual MIG/MAG está diseñada exclusivamente para la soldadura
MIG/MAG en aplicaciones manuales.
Cualquier otro uso se considera como “no acorde con el propósito para el cual se
diseñó”. El fabricante no se responsabilizará por los daños que puedan provocarse por dicho uso inadecuado.
El uso que se pretende también significa:
Seguir todas las instrucciones del manual de instrucciones
-
Llevar a cabo todas las inspecciones especificadas y los trabajos de manten-
-
imiento
ES-MX
49
Page 50

Funciones del pulsador de la antorcha
Función del
pulsador de la
antorcha de una
posición
El pulsador de la antorcha en la posición del interruptor (pulsador de la antorcha
completamente presionado) = inicio de soldadura.
50
Page 51

Equipar y conectar la antorcha de soldadura
Nota sobre el liner interior con
antorchas refrigeradas por gas
¡OBSERVACIÓN!
Riesgo debido al uso de cableado incorrecto.
Esto puede tener como consecuencia una soldadura de baja calidad.
Si, en lugar de un liner interior de acero, se usa un liner interior de plástico
▶
con cableado de bronce en antorchas refrigeradas por gas, la información
sobre la potencia detallada en la ficha técnica de la antorcha de soldadura
debe reducirse un 30%.
Para poder utilizar antorchas refrigeradas por gas con un nivel de potencia
▶
máxima, sustituya el cableado de 40 mm (1.575 in.) por un cableado de
320 mm (12.598 in.).
1
ES-MX
51
Page 52

Instalar los con-
1
sumibles y el forro interior
1
2
52
Coloque la antorcha de soldadura recta
3
Coloque el forro interior recto
Page 53

4
Inserte el forro interior en la antorcha de soldadura
5
ES-MX
El forro interior debe sobresalir tanto del frente como de la parte posterior de la antorcha de soldadura
53
Page 54

6
Utilice la punta de contacto para empujar el forro interior completamente dentro de la antorcha de
soldadura; atornille bien la punta de contacto
7
54
Marque el final de la conexión central en el forro interior
Page 55

8
Corte el forro interior en la marca y asegúrese de que no sobresalgan rebabas en el forro interior;
forro interior izquierdo hecho de acero, forro interior derecho hecho de plástico
9
ES-MX
Desbarbar el forro interior
55
Page 56

10
Atornille la boquilla roscada de retención en el forro interior hasta el tope. El forro interior debe ser
visible a través del agujero en la boquilla de retención
11
56
Apriete la boquilla de retención
Page 57

12
Instale la tobera de gas
ES-MX
Conexión de la
antorcha de
soldadura al alimentador de alambre
** Gire la tobera de gas hasta el tope, de modo que quede ajustada
1
57
Page 58

Cuidado, mantenimiento y desecho
General El mantenimiento regular y preventivo de la antorcha de soldadura son factores
importantes para alcanzar una operación libre de problemas. La antorcha de
soldadura está sujeta a altas temperaturas y a altos niveles de suciedad. Por esto,
la antorcha de soldadura necesita un mantenimiento más frecuente que otros
componentes del sistema de soldadura.
¡PRECAUCIÓN!
Riesgo de daños debido al manejo indebido de la antorcha de soldadura.
Pueden ocurrir daños graves.
No golpee la antorcha de soldadu-
▶
ra en objetos duros.
Evite rayones en la punta de con-
▶
tacto.
Bajo ninguna circunstancia doble
▶
el cuello de antorcha.
Identificación de
los consumibles
defectuosos
Consumibles MT 2100 S:
Componentes aislantes
1.
Bordes exteriores quemados, muescas
-
Protección antiproyecciones
2.
Bordes exteriores quemados, muescas
-
Porta tubos
3.
Bordes exteriores quemados, muescas
-
Recubrimiento excesivo de proyecciones de soldadura
-
Puntas de contacto
4.
Orificios de entrada y salida de cables de puesta a tierra (ovalados)
-
Recubrimiento excesivo de proyecciones de soldadura
-
Penetración en el extremo de la punta de contacto
-
Toberas de gas
5.
Recubrimiento excesivo de proyecciones de soldadura
-
Bordes exteriores quemados
-
Muescas
-
58
Page 59

Consumibles MTG 2500 S:
Componentes aislantes
1.
Bordes exteriores quemados, muescas
-
Porta tubos
2.
Bordes exteriores quemados, muescas
-
Recubrimiento excesivo de proyecciones de soldadura
-
Puntas de contacto
3.
Orificios de entrada y salida de cables de puesta a tierra (ovalados)
-
Recubrimiento excesivo de proyecciones de soldadura
-
Penetración en el extremo de la punta de contacto
-
Toberas de gas
4.
Recubrimiento excesivo de proyecciones de soldadura
-
Bordes exteriores quemados
-
Muescas
-
ES-MX
Mantenimiento
al comenzar cada día de trabajo
Mantenimiento
en todos los reemplazos de carrete de alambre/
porta bobina
Controle que los consumibles no tengan daños y sustituya aquellos que pre-
1
senten defectos
Para más información sobre consumibles con defectos, consulte la
-
sección Identificación de los consumibles defectuosos en la página 58
Quite las proyecciones de soldadura de los consumibles
2
MTG 2100 S:
1
Remueva los consumibles y limpie la manguera de transporte de hilo con aire a presión reducido
59
Page 60

2
Limpie los consumibles con aire a presión
Recomendación: reemplace el forro interior
3
MTG 2500 S:
1
Remueva los consumibles y limpie la manguera de transporte de hilo con aire a presión reducido
60
Page 61

2
Limpie los consumibles con aire a presión
Recomendación: reemplace el forro interior
3
ES-MX
61
Page 62

Solución de problemas
Solución de problemas
Sin corriente de soldadura
Fuente de corriente encendida, la indicación de fuente de corriente encendida,
gas protector presente
Causa:
Solución:
Causa:
Solución:
Sin función después de presionar el pulsador de la antorcha
Fuente de corriente encendida, indicación de fuente de corriente encendida
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Conexión a tierra incorrecta
Establecer conexión a tierra adecuada
Cable de alimentación en antorcha de soldadura dañado o roto.
Reemplazar antorcha de soldadura
El FSC (‘Fronius System Connector’—conexión central) no está insertado hasta el freno
Insertar el FSC hasta el freno
Antorcha de soldadura o cable de control de antorcha de soldadura
dañada
Reemplazar antorcha de soldadura
Juego de cables de interconexión conectado incorrectamente o
dañado
Conectar correctamente el juego de cables de interconexión
Reemplace el juego de cables de interconexión dañado
Causa:
Solución:
Sin gas protector
Todas las otras funciones presentes
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Fuente de corriente dañada
Notificar al proveedor de servicios
Cilindro de gas vacío
Cambiar cilindro de gas
Regulador de presión de gas dañado
Reemplazar regulador de presión de gas
Tubo de gas doblado, dañado o no vinculado
Conectar y enderezar tubo de gas. Reemplazar tubo de gas dañado
Antorcha de soldadura dañada
Reemplazar antorcha de soldadura
Electroválvula de gas dañada
Contactar al servicio técnico (una vez reemplazada la electroválvula
de gas)
62
Page 63

Propiedades de soldadura de baja calidad
Causa:
Solución:
Parámetros de soldadura incorrectos
Configuraciones correctas
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Pinza de masa mala
Establecer buen contacto con el componente
Gas protector muy pobre o nulo
Verificar el regulador de presión, el tubo de gas, la electroválvula de
gas, la conexión de gas de la antorcha de soldadura. Para las antorchas de soldadura enfriadas con gas, verificar el sello de gas, usar sirga de guía de hilo adecuada
Pérdida en la antorcha de soldadura
Reemplazar antorcha de soldadura
Tubo de contacto muy grande o muy gastado
Cambiar tubo de contacto
Aleación de alambre o diámetro de alambre incorrecto
Verificar la bobina de hilo/el portabobina insertado
Aleación de alambre o diámetro de alambre incorrecto
Verificar la soldabilidad de los materiales base
Gas protector inadecuado para aleación de alambre
Usar el gas protector correcto
ES-MX
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Condiciones de soldadura no favorables: Gas protector contaminado
(humedad, aire), protección de gas inadecuada (baño de fusión “hirviendo”, corriente de aire), impurezas en el componente (óxido, pintura,
grasa)
Optimizar las condiciones de soldadura
Proyecciones de soldadura en la tobera de gas
Remover proyecciones de soldadura
Turbulencia debido a una cantidad excesivamente alta de gas protector
Reducir la cantidad de gas protector; recomendación:
cantidad de gas protector (l/min) = diámetro de la bobina de hilo
(mm) x 10
(por ejemplo, 16 l/min para 1.6 mm de electrodo de soldadura)
Distancia excesivamente larga entre la antorcha de soldadura y el
componente
Reducir la distancia entre la antorcha de soldadura y el componente
(aprox. 10–15 mm/0.39–0.59 in.)
Ángulo de inclinación de la antorcha de soldadura excesivamente
grande
Reducir el ángulo de inclinación de la antorcha de soldadura
63
Page 64

Causa:
Solución:
Devanado de mala calidad
Causa:
Solución:
Los componentes de devanadora no se corresponden con el diámetro
del electrodo de soldadura/el material del electrodo de soldadura
Usar los componentes de devanadora correctos
Dependiendo del sistema, los frenos en el alimentador de alambre o
la fuente de corriente están muy ajustados
Coloque más flojos los frenos
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
El orificio en la punta de contacto está mal ubicado
Reemplazar punta de contacto
Liner interior o inserto de guía de alambre defectuosos
Verificar el liner interior o el inserto de guía de alambre en busca de
torceduras, suciedad, etc.
Reemplazar el liner interior o el inserto de guía de alambre defectuoso
Rodillos de avance no aptos para el electrodo de soldadura utilizado
Usar rodillos de avance aptos
Presión de contacto de los rodillos de avance incorrecta
Optimizar la presión de contacto
Rodillos de avance sucios o dañados
Limpiar o reemplazar los rodillos de avance
Liner interior mal ubicado o retorcido
Reemplazar el liner interior
Liner interior demasiado corto tras cortar según longitud
Reemplazar el liner interior y cortar un liner interior nuevo con la lon-
gitud correcta
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
La tobera de gas se calienta mucho
Causa:
Solución:
Desgaste del electrodo de soldadura debido a excesiva presión de
contacto de los rodillos de avance
Reducir la presión de contacto de los rodillos de avance
Electrodo de soldadura sucio u oxidado
Usar electrodo de soldadura de alta calidad sin suciedad
Para los forros interiores de acero: uso de liner interior sin revestimiento
Usar un liner interior con revestimiento
No hay disipación del calor debido a que la tobera de gas se ajustó
muy poco
Girar la tobera de gas hasta al freno, de modo que quede ajustada
64
Page 65

La antorcha de soldadura se recalienta
Causa:
Solución:
Solo en antorchas de soldadura multitrabas: La tuerca de unión del
cuello antorcha está floja
Apretar la tuerca de unión
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Vida útil corta de la punta de contacto
Causa:
Solución:
Causa:
Solución:
La antorcha de soldadura ha sido operada por encima de la corriente
de soldadura máxima
Reducir la potencia de soldadura o usar una antorcha de soldadura
más potente
Antorcha de soldadura dimensionada inadecuadamente
Observar la duración de ciclo de trabajo y los límites de carga
Para sistemas refrigerados con agua solamente: Caudal líquido de
refrigeración demasiado bajo
Verificar el nivel del líquido de refrigeración, el caudal líquido de refrigeración, la contaminación del líquido de refrigeración, la mala ubicación del juego de cables, etc.
La punta de la antorcha de soldadura está muy cerca del arco
Aumentar el stickout
Rodillos de avance incorrectos
Usar los rodillos de avance correctos
Desgaste del electrodo de soldadura debido a excesiva presión de
contacto en los rodillos de avance
Reducir la presión de contacto en los rodillos de avance
ES-MX
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
¡OBSERVACIÓN!
En aplicaciones de CrNi, puede haber mayor desgaste de la punta de contacto
debido al acabado del revestido del electrodo de soldadura de CrNi.
Electrodo de soldadura sucio/oxidado
Usar electrodo de soldadura de alta calidad sin suciedad
Electrodo de soldadura no recubierto
Usar electrodo de soldadura con cobertor apto
Dimensiones incorrectas de la punta de contacto
Usar la punta de contacto del tamaño correcto
Duración de ciclo de trabajo de la antorcha de soldadura muy larga
Reducir la duración de ciclo de trabajo o usar una antorcha de solda-
dura más potente
La punta de contacto se sobrecalienta. No hay disipación del calor
debido a que la punta de contacto está demasiado floja
Apretar la punta de contacto
65
Page 66

Fallo del pulsador de la antorcha
Causa:
Solución:
Conexiones defectuosas entre la antorcha de soldadura y la fuente
de corriente
Establecer conexiones correctas / enviar fuente de corriente o antorcha de soldadura al servicio técnico
Causa:
Solución:
Causa:
Solución:
Porosidad de cordón de soldadura
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Suciedad entre el pulsador de la antorcha y la carcasa del pulsador
de la antorcha
Quitar la suciedad
Cable de control defectuoso
Notificar al proveedor de servicios
Formación de proyecciones en la tobera de gas, provoca protección
de gas inadecuada para el cordón de soldadura
Remover proyecciones de soldadura
Agujeros en el tubo de gas o conexión de tubo de gas imprecisa
Reemplazar tubo de gas
Junta tórica en la conexión central cortada o dañada
Reemplazar junta tórica
Humedad/condensación en la línea de gas
Secar la línea de gas
Caudal de gas demasiado fuerte o débil
Corregir caudal de gas
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Cantidad inadecuada de gas al comienzo o final de la soldadura
Aumentar el preflujo de gas y el postflujo de gas
Electrodo de soldadura oxidado o de mala calidad
Usar electrodo de soldadura de alta calidad sin suciedad
Aplica para antorchas de soldadura enfriadas con gas: Fuga de gas
con liners interiores no aislados
Para las antorchas de soldadura enfriadas con gas, usar únicamente
liners interiores aislados
Se aplica demasiado líquido antiproyecciones
Eliminar exceso de líquido antiproyecciones / aplicar menos líquido
antiproyecciones
66
Page 67

Datos técnicos
General Capacidad de tensión (tensión máxima)
Para antorchas de soldadura manuales: 113 V
-
Para antorchas de soldadura guiadas por máquina: 141 V
-
Datos técnicos del pulsador de la antorcha:
U
I
máx
máx
= 5 V
= 10 mA
-
-
El pulsador de la antorcha solo puede ser accionado dentro de los límites de los
datos técnicos.
Este producto cumple con los requisitos establecidos en la norma IEC 60974-7/ 10 CI. A.
ES-MX
MTG 2100 S
MTG 2500 S
Corriente de soldadura de CC
a 10 min / 40 °C (104 °F)
CO2 (EN ISO 14175)
MIXED (EN ISO 14175)
Diámetro de electrodo 0,8 - 1,2 mm
Longitud de la antorcha de soldadura 3,5 / 4,5 m
(11 ft. + 5.8 in. / 14 ft.+ 9.17 in.)
1)
ED = Ciclo de trabajo
Corriente de soldadura de CC
a 10 min / 40 °C (104 °F)
CO2 (EN ISO 14175)
40 % ED1) / 210 A
60 % ED1) / -
100 % ED1) / -
40 % ED1) / 190 A
60 % ED1) / 170 A
100 % ED1) / 140 A
(0.032 - 0.047 in.)
40 % ED1) / 250 A
60 % ED1) / -
100 % ED1) / -
MIXTO (EN ISO 14175)
Diámetro de electrodo 0,8 - 1,2 mm
Longitud de la antorcha de soldadura 3,5 / 4,5 m
(11 ft. + 5.8 in. / 14 ft.+ 9.17 in.)
40 % ED1) / 230 A
60 % ED1) / 200 A
100 % ED1) / 170 A
(0.032 - 0.047 in.)
67
Page 68

1)
ED = Ciclo de trabajo
68
Page 69

Sommaire
Sécurité 70
Sécurité 70
Utilisation conforme à la destination 71
Fonctions de la gâchette de torche 72
Fonction de la gâchette de torche à un niveau 72
Équiper et raccorder la torche de soudage 73
Remarque concernant la gaine guide-fil dans le cas des torches AL 73
Monter les pièces d'usure et la gaine guide-fil 74
Raccorder la torche de soudage au dévidoir 79
Maintenance, entretien et élimination 80
Généralités 80
Identification des pièces d'usure défectueuses 80
Maintenance au début de chaque journée de travail 81
Maintenance à chaque remplacement de la bobine de fil/bobine type panier 81
Diagnostic d’erreur, élimination de l'erreur 84
Diagnostic d’erreur, élimination de l'erreur 84
Caractéristiques techniques 89
Généralités 89
MTG 2100 S 89
MTG 2500 S 89
FR
69
Page 70

Sécurité
Sécurité
AVERTISSEMENT!
Danger dû à une erreur de manipulation et d'erreur en cours d'opération.
Cela peut entraîner des dommages corporels et matériels graves.
Toutes les fonctions et tous les travaux décrits dans le présent document
▶
doivent uniquement être exécutés par du personnel techniquement qualifié.
Ce document doit être lu et compris dans son intégralité.
▶
Lire et comprendre toutes les consignes de sécurité et la documentation uti-
▶
lisateur de cet appareil et de tous les composants périphériques.
AVERTISSEMENT!
Risque d'électrocution.
Cela peut entraîner des dommages corporels et matériels graves.
Avant d'entamer les travaux, déconnecter tous les appareils et composants
▶
concernés et les débrancher du réseau électrique.
S'assurer que tous les appareils et composants concernés ne peuvent pas
▶
être remis en marche.
AVERTISSEMENT!
Danger dû à un courant électrique suite à des composants périphériques défectueux et une erreur de manipulation.
Cela peut entraîner des dommages corporels et matériels graves.
Tous les câbles, conduites et faisceaux de liaison doivent toujours être solide-
▶
ment raccordés, intacts et correctement isolés.
N'utiliser que des câbles, conduites et faisceaux de liaison de dimensions suf-
▶
fisantes.
AVERTISSEMENT!
Danger en cas de contact avec les composants périphériques et/ou l'équipement.
Cela peut entraîner de graves brûlures.
Avant d'entamer les travaux, laisser refroidir tous les composants périphéri-
▶
ques et/ou l'équipement chauds à +25 °C / +77 °F (par ex. réfrigérant, composants périphériques refroidis à l'eau, moteur d'entraînement du dévidoir, ...).
Porter un équipement de protection adapté (par ex. gants de protection rési-
▶
stant à la chaleur, lunettes de protection, ...) si le refroidissement n'est pas
possible.
AVERTISSEMENT!
Danger en cas de contact avec les fumées de soudage toxiques.
Cela peut entraîner des dommages corporels graves.
Toujours extraire les fumées de soudage.
▶
Veiller à assurer une aération suffisante. S'assurer que le taux de ventilation
▶
soit toujours de 20 m³/heure (169070.1 US gi).
En cas de doute, demander à un technicien de sécurité de déterminer le ni-
▶
veau de substances nocives sur le poste de travail.
70
Page 71

Utilisation conforme à la destination
La torche de soudage manuelle MIG/MAG est exclusivement destinée au soudage MIG/MAG lors d'applications manuelles.
Toute autre utilisation est considérée comme non conforme. Le fabricant ne saurait être tenu pour responsable des dommages consécutifs.
Font également partie de l'emploi conforme :
le respect de toutes les indications des instructions de service ;
-
le respect des travaux d'inspection et de maintenance.
-
FR
71
Page 72

Fonctions de la gâchette de torche
Fonction de la
gâchette de torche à un niveau
Gâchette de torche en position de commutation (gâchette de torche complètement enfoncée) = début du soudage.
72
Page 73

Équiper et raccorder la torche de soudage
Remarque concernant la gaine
guide-fil dans le
cas des torches
AL
REMARQUE!
Risque lié à une mauvaise utilisation de l'embout de guide-fil.
Cela peut entraîner des caractéristiques de soudage erronées.
Si l'on utilise une gaine guide-fil en plastique avec embout de guide-fil en
▶
bronze à la place d'une gaine guide-fil en acier pour des torches AL, les
données de puissance indiquées dans les caractéristiques techniques de la
torche de soudage sont réduites de 30 %.
Pour pouvoir utiliser une torche AL à la puissance maximale, remplacer l'em-
▶
bout de guide-fil de 40 mm (1.575 in.) par un embout de guide-fil de 320 mm
(12 598 in.)
1
FR
73
Page 74

Monter les
1
pièces d'usure et
la gaine guide-fil
1
2
74
Placer la torche de soudage droite
3
Placer la gaine guide-fil droite
Page 75

4
Insérer la gaine guide-fil dans la torche de soudage
5
FR
La gaine guide-fil doit dépasser de la torche de soudage à l'avant et à l'arrière
75
Page 76
6
Utiliser le tube contact pour pousser complètement la gaine guide-fil dans la torche de soudage ; visser le tube contact
7
76
Marquer l'extrémité du raccord central sur la gaine guide-fil
Page 77

8
Couper la gaine guide-fil au niveau du marquage et s'assurer qu'aucune bavure ne dépasse de celleci ; la gaine guide-fil gauche est en acier, la gaine guide-fil droite est en plastique
9
FR
Ébarber la gaine guide-fil
77
Page 78

10
Visser le raccord de serrage jusqu'à la butée sur la gaine guide-fil. La gaine guide-fil doit être visible à
travers le perçage dans le raccord de serrage
11
78
Visser le raccord de serrage
Page 79

12
Monter la buse de gaz
FR
Raccorder la torche de soudage
au dévidoir
** Visser la buse de gaz jusqu'à la butée
1
79
Page 80

Maintenance, entretien et élimination
Généralités Une maintenance régulière et préventive de la torche de soudage constitue un
facteur important permettant d'en garantir le bon fonctionnement. La torche de
soudage est soumise à des températures élevées et à un degré de salissure très
important. Elle nécessite donc une maintenance plus fréquente que les autres
composants du système de soudage.
ATTENTION!
Risque en cas de mauvaise manipulation de la torche de soudage.
Cela peut entraîner de graves dommages matériels.
Ne pas cogner la torche de souda-
▶
ge contre des objets durs.
Éviter d'érafler et de rayer le tube
▶
contact.
Ne jamais plier le col de cygne.
▶
Identification
des pièces d'usure défectueuses
Pièces d'usure MT 2100 S :
Éléments d'isolation
1.
bords extérieurs brûlés, rainures
-
Protection anti-projections
2.
bords extérieurs brûlés, rainures
-
Porte-buses
3.
bords extérieurs brûlés, rainures
-
présence de projections de soudure excessives
-
Tubes contact
4.
orifices d'entrée et de sortie du fil usés (ovales)
-
présence de projections de soudure excessives
-
brûlures au niveau de l'extrémité avant du tube contact
-
Buses de gaz
5.
présence de projections de soudure excessives
-
bords extérieurs brûlés
-
rainures
-
80
Page 81

Pièces d'usure MTG 2500 S :
Éléments d'isolation
1.
bords extérieurs brûlés, rainures
-
Porte-buses
2.
bords extérieurs brûlés, rainures
-
présence de projections de soudure excessives
-
Tubes contact
3.
orifices d'entrée et de sortie du fil usés (ovales)
-
présence de projections de soudure excessives
-
brûlures au niveau de l'extrémité avant du tube contact
-
Buses de gaz
4.
présence de projections de soudure excessives
-
bords extérieurs brûlés
-
rainures
-
FR
Maintenance au
début de chaque
journée de travail
Maintenance à
chaque remplacement de la bobine de fil/bobine type panier
Vérifier l'état des pièces d'usure et remplacer celles qui sont défectueuses
1
Pour plus d'informations au sujet des pièces d'usure défectueuses, voir la
-
section Identification des pièces d'usure défectueuses à la page 80
Enlever les projections de soudure qui se trouvent sur les pièces d'usure
2
MTG 2100 S :
1
Démonter les pièces d'usure et nettoyer la gaine de dévidoir avec de l'air comprimé à débit réduit
81
Page 82

2
Nettoyer les pièces d'usure à l'air comprimé
Recommandé : changer la gaine guide-fil
3
MTG 2500 S :
1
Démonter les pièces d'usure et nettoyer la gaine de dévidoir avec de l'air comprimé à débit réduit
82
Page 83

2
Nettoyer les pièces d'usure à l'air comprimé
Recommandé : changer la gaine guide-fil
3
FR
83
Page 84

Diagnostic d’erreur, élimination de l'erreur
Diagnostic d’erreur, élimination
de l'erreur
Pas de courant de soudage
Interrupteur d'alimentation de la source de courant activé, voyants allumés sur la
source de courant, gaz de protection disponible
Cause :
Solution :
Cause :
Solution :
Pas de fonction après avoir appuyé sur la gâchette de la torche de soudage
Interrupteur d'alimentation de la source de courant activé, voyants allumés sur la
source de courant
Cause :
Solution :
Cause :
Solution :
Connexion à la masse incorrecte
Établir le raccordement à la masse de manière conforme
Câble de courant interrompu dans la torche de soudage
Remplacer la torche de soudage
FSC (« Fronius System Connector » - raccord central) non raccordé
jusqu'en butée
Insérer le Fronius System Connector jusqu'à la butée
Torche de soudage ou câble de commande de la torche de soudage
défectueux
Remplacer la torche de soudage
Cause :
Solution :
Cause :
Solution :
Pas de gaz de protection
Toutes les autres fonctions sont disponibles
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Faisceau de liaison non raccordé correctement ou défectueux
Raccorder correctement le faisceau de liaison
Remplacer le faisceau de liaison défectueux
Source de courant défectueuse
Contacter le service après-vente
Bouteille de gaz vide
Remplacer la bouteille de gaz
Robinet détendeur défectueux
Remplacer le robinet détendeur
Le tuyau de gaz n'est pas monté, est plié ou est endommagé
Monter, poser de manière plus rectiligne le tuyau de gaz. Remplacer
le tuyau de gaz défectueux
Torche de soudage défectueuse
Remplacer la torche de soudage
84
Cause :
Solution :
Électrovanne de gaz défectueuse
Contacter le service après-vente (faire remplacer l'électrovanne de
gaz)
Page 85

Mauvaises caractéristiques de soudage
Cause :
Solution :
Paramètres incorrects
Corriger les paramètres
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Connexion de mise à la masse incorrecte
Établir un bon contact avec la pièce à souder
Pas ou pas assez de gaz de protection
Vérifier le détendeur, le tuyau de gaz, l'électrovanne de gaz et le rac-
cord de gaz de la torche de soudage Dans le cas des torches AL, vérifier l'étanchéité au gaz et utiliser une âme de guidage du fil adaptée
Fuite au niveau de la torche de soudage
Remplacer la torche de soudage
FR
Tube de contact trop grand ou usé
Remplacer le tube de contact
Mauvais alliage ou mauvais diamètre du fil
Contrôler la bobine de fil/bobine type panier insérée
Mauvais alliage ou mauvais diamètre du fil
Vérifier la compatibilité du matériau de base avec le soudage
Gaz de protection inapproprié pour cet alliage de fil
Utiliser le bon gaz de protection
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Conditions de soudage défavorables : gaz de protection contaminé
(humidité, air), blindage gaz défectueux (bain de fusion "en ébullition", courant d'air), impuretés dans la pièce à usiner (rouille, peinture,
graisse)
Optimiser les conditions de soudage
Projections de soudure dans la buse gaz
Enlever les projections de soudure
Turbulences dues à une trop grande quantité de gaz de protection
Réduire la quantité de gaz de protection, recommandation :
quantité de gaz de protection (l/min) = diamètre du fil (mm) x 10
(par ex. 16 l/min pour un fil-électrode de 1,6 mm)
Distance trop grande entre la torche de soudage et la pièce à souder
Réduire la distance entre la torche de soudage et la pièce à souder
(env. 10 - 15 mm / 0.39 - 0.59 in.)
Angle de placement de la torche de soudage trop grand
Réduire l'angle de placement de la torche de soudage
Les composants du dévidoir ne correspondent pas au diamètre du filélectrode / au matériau du fil-électrode
Utiliser des composants de déplacement du fil appropriés
85
Page 86

Avance du fil défectueuse
Cause :
Solution :
Selon le système, le réglage du frein du dévidoir ou de la source de
courant est trop serré
Régler le frein moins fort
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
L'orifice du tube de contact est obturé
Remplacer le tube de contact
Âme de guidage du fil ou système de guidage du fil défectueux
Vérifier que l'âme de guidage du fil ou l'embout de guide-fil n'est ni
plié(e), ni encrassé(e), etc.
Remplacer l'âme de guidage du fil ou l'embout de guide-fil s'ils sont
défectueux
Galets d'entraînement non adaptés au fil-électrode utilisé
Utiliser des galets d'entraînement adaptés
Pression d'appui des galets d'entraînement incorrecte
Optimiser la pression d'appui
Galets d'entraînement encrassés ou endommagés
Nettoyer ou remplacer les galets d'entraînement
Âme de guidage du fil obturée ou pliée
Changer l'âme de guidage du fil
Âme de guidage du fil trop courte après égalisation
Remplacer l'âme de guidage du fil et couper la nouvelle à la bonne
longueur
Cause :
Solution :
Cause :
Solution :
Cause:
Solution:
La buse de gaz devient très chaude
Cause:
Remède:
Abrasion du fil-électrode en raison d'une pression d'appui trop élevée
au niveau des galets d'entraînement
Réduire la pression d'appui au niveau des galets d'entraînement
Fil-électrode encrassé ou rouillé
Utiliser un fil-électrode de plus grande qualité, sans impureté
pour une âme de guidage du fil en acier, utilisation d'une âme de guidage du fil sans revêtement
utiliser une âme de guidage du fil avec revêtement
Pas de dissipation thermique en raison d’une fixation trop lâche de la
buse de gaz
Visser la buse de gaz jusqu’à la butée
86
Page 87

La torche de soudage devient très chaude
Cause :
Solution :
Sur les torches de soudage Multilock uniquement : Écrou-raccord du
corps de torche de soudage desserré
Serrer l'écrou-raccord
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Courte durée de vie du tube contact
Cause :
Solution :
Cause :
Solution :
La torche de soudage a été utilisée au-delà de l'intensité de soudage
maximale
Baisser la puissance de soudage ou utiliser une torche de soudage
plus puissante
Torche de soudage insuffisamment dimensionnée
Respecter le facteur de marche et les limites de charge
Uniquement pour les installations refroidies par eau : Débit de
réfrigérant trop faible
Contrôler le niveau de réfrigérant, le volume du débit de réfrigérant,
l'encrassement du réfrigérant, la pose du faisceau de liaison, etc.
L'extrémité de la torche de soudage est trop proche de l'arc électrique
Augmenter le Stickout
Galets d'entraînement non adaptés
Utiliser des galets d'entraînement adaptés
Abrasion du fil-électrode en raison d'une pression d'appui trop élevée
au niveau des galets d'entraînement
Réduire la pression d'appui au niveau des galets d'entraînement
FR
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
REMARQUE!
Dans le cas des applications CrNi, l'usure du tube contact peut être plus importante en raison de la composition de la surface du fil-électrode CrNi.
Fil-électrode encrassé/rouillé
Utiliser un fil-électrode de plus grande qualité, sans impureté
Fil-électrode non-revêtu
Utiliser un fil-électrode disposant du revêtement approprié
Mauvaise dimension du tube contact
Dimensionner correctement le tube contact
Facteur de marche de la torche de soudage trop long
Diminuer le facteur de marche ou utiliser une torche de soudage plus
puissante
Surchauffe du tube contact. Pas de dissipation thermique en raison
d'une fixation trop lâche du tube contact
Visser le tube contact
87
Page 88

Dysfonctionnement de la gâchette de la torche
Cause :
Solution :
La connexion entre la torche de soudage et la source de courant est
défectueuse
Établir les connexions de manière conforme / adresser la source de
courant ou la torche de soudage au S.A.V.
Cause :
Solution :
Cause :
Solution :
Porosité de la soudure
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Présence d'impuretés entre la gâchette de torche et son boîtier
Procéder au nettoyage
Câble de commande défectueux
Contacter le service après-vente
Formation de projections dans la buse gaz, d'où une protection gazeuse insuffisante de la soudure
Enlever les projections de soudure
Présence de trous dans le tuyau de gaz ou raccordement incorrect du
tuyau de gaz
Remplacer le tuyau de gaz
Le joint torique du raccord central est entaillé ou défectueux
Remplacer le joint torique
Humidité / condensation dans la conduite de gaz
Sécher la conduite de gaz
Débit de gaz trop fort ou trop faible
Corriger le débit de gaz
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Quantité de gaz insuffisante au début ou à la fin du soudage
Augmenter le prédébit de gaz et le postdébit de gaz
Fil-électrode rouillé ou de mauvaise qualité
Utiliser un fil-électrode de plus grande qualité, sans impureté
S'applique aux torches de soudage refroidies par gaz : Sortie de gaz
sur des âmes de guidage du fil non isolées
Pour les torches refroidies au gaz, n'utilisez que des âmes de guidage
du fil isolées
Agent de séparation en quantité excessive
Enlever l'agent de séparation en excès / Appliquer moins d'agent de
séparation
88
Page 89

Caractéristiques techniques
Généralités Mesure de la tension (V-Peak) :
pour torches de soudage manuelles : 113 V
-
pour torches de soudage à guidage mécanique : 141 V
-
Caractéristiques techniques de la gâchette de la torche :
U
I
max
max
= 5 V
= 10 mA
-
-
L'utilisation de la gâchette de la torche est uniquement autorisée dans le cadre
des caractéristiques techniques.
MTG 2100 S
Ce produit satisfait aux exigences de la norme IEC 60974-7 / - 10 CI. A.
Intensité de soudage DC
à 10 min/40 °C (104°F)
CO2 (EN ISO 14175)
MIXED (EN ISO 14175)
Diamètre de l'électrode 0,8 - 1,2 mm
Longueur de torche de soudage 3,5 / 4,5 m
(11 ft. + 5.8 in. / 14 ft.+ 9.17 in.)
1)
ED = facteur de marche
40 % ED1) / 210 A
60 % ED1) / -
100 % ED1) / -
40 % ED1) / 190 A
60 % ED1) / 170 A
100 % ED1) / 140 A
(0.032 - 0.047 in.)
FR
MTG 2500 S
Intensité de soudage DC
à 10 min/40 °C (104°F)
CO2 (EN ISO 14175)
MIXED (EN ISO 14175)
Diamètre de l'électrode 0,8 - 1,2 mm
Longueur de torche de soudage 3,5 / 4,5 m
(11 ft. + 5.8 in. / 14 ft.+ 9.17 in.)
40 % ED1) / 250 A
60 % ED1) / -
100 % ED1) / -
40 % ED1) / 230 A
60 % ED1) / 200 A
100 % ED1) / 170 A
(0.032 - 0.047 in.)
89
Page 90

1)
ED = facteur de marche
90
Page 91

Indice
Sicurezza 92
Sicurezza 92
Uso prescritto 93
Funzioni del tasto della torcia 94
Funzione del tasto della torcia a uno stadio 94
Equipaggiamento e collegamento della torcia per saldatura 95
Avvertenza relativa alla guaina guidafilo per le torce per saldatura raffreddate a gas 95
Montaggio dei pezzi soggetti ad usura e della guaina guidafilo 96
Collegamento della torcia per saldatura al carrello traina filo 101
Cura, manutenzione e smaltimento 102
In generale 102
Riconoscimento dei pezzi soggetti ad usura difettosi 102
Manutenzione all'inizio di ogni giornata lavorativa 103
Manutenzione ad ogni sostituzione della bobina filo/bobina intrecciata 103
Diagnosi e risoluzione degli errori 106
Diagnosi e risoluzione degli errori 106
Dati tecnici 111
In generale 111
MTG 2100 S 111
MTG 2500 S 111
IT
91
Page 92

Sicurezza
Sicurezza
PERICOLO!
Il cattivo uso dell'apparecchio e l'esecuzione errata dei lavori
possono causare gravi lesioni personali e danni materiali.
Tutti i lavori e le funzioni descritti nel presente documento devono essere
▶
eseguiti soltanto da personale tecnico qualificato.
Leggere integralmente e comprendere il presente documento.
▶
Leggere e comprendere tutte le norme di sicurezza e le documentazioni per
▶
l'utente di questo apparecchio e di tutti i componenti del sistema.
PERICOLO!
La corrente elettrica
può causare gravi lesioni personali e danni materiali.
Prima di iniziare qualsiasi lavoro, spegnere e scollegare dalla rete elettrica
▶
tutti gli apparecchi e i componenti interessati.
Assicurarsi che gli apparecchi e i componenti interessati non vengano riacce-
▶
si.
PERICOLO!
La corrente elettrica dovuta a componenti del sistema difettosi e il cattivo uso
dell'apparecchio
possono causare gravi lesioni personali e danni materiali.
Tutti i cavi, i conduttori e i pacchetti tubi flessibili devono sempre essere sal-
▶
damente collegati, integri e correttamente isolati.
Utilizzare solo cavi, conduttori e pacchetti tubi flessibili adeguatamente di-
▶
mensionati.
PERICOLO!
Componenti del sistema e/o mezzi operativi surriscaldati
possono causare gravi ustioni.
Prima di iniziare qualsiasi lavoro, far raffreddare tutti i componenti del siste-
▶
mo e/o i mezzi operativi a +25 °C / +77 °F (ad esempio il refrigerante, i componenti del sistema raffreddati ad acqua, il motore di azionamento del carrello traina filo, ecc.).
Se non è possibile farli raffreddare, indossare dispositivi di protezione ade-
▶
guati (ad esempio guanti protettivi resistenti al calore, occhiali protettivi,
ecc.).
PERICOLO!
Pericolo dovuto al contatto con fumi di saldatura tossici.
Possono conseguirne gravi lesioni personali.
Estrarre sempre i fumi di saldatura.
▶
Predisporre un'alimentazione di aria pura sufficiente. Assicurarsi che vi sia
▶
sempre un tasso di aerazione di almeno 20 m³ (169070.1 US gi) all'ora.
In caso di dubbi, far accertare il carico di inquinanti nella postazione di la-
▶
voro da un tecnico esperto in sicurezza.
92
Page 93

Uso prescritto La torcia per saldatura manuale MIG/MAG è destinata esclusivamente alla salda-
tura MIG/MAG nelle applicazioni manuali.
Non sono consentiti utilizzi diversi o che esulino dal tipo d'impiego per il quale
l'apparecchio è stato progettato. Il produttore non si assume alcuna responsabilità per i danni che potrebbero derivarne.
L'uso prescritto comprende anche
l'osservanza di tutte le avvertenze riportate nelle istruzioni per l'uso
-
l'esecuzione dei controlli e dei lavori di manutenzione.
-
IT
93
Page 94

Funzioni del tasto della torcia
Funzione del
tasto della torcia
a uno stadio
Tasto della torcia in posizione di comando (tasto della torcia completamente premuto) = avvio della saldatura.
94
Page 95
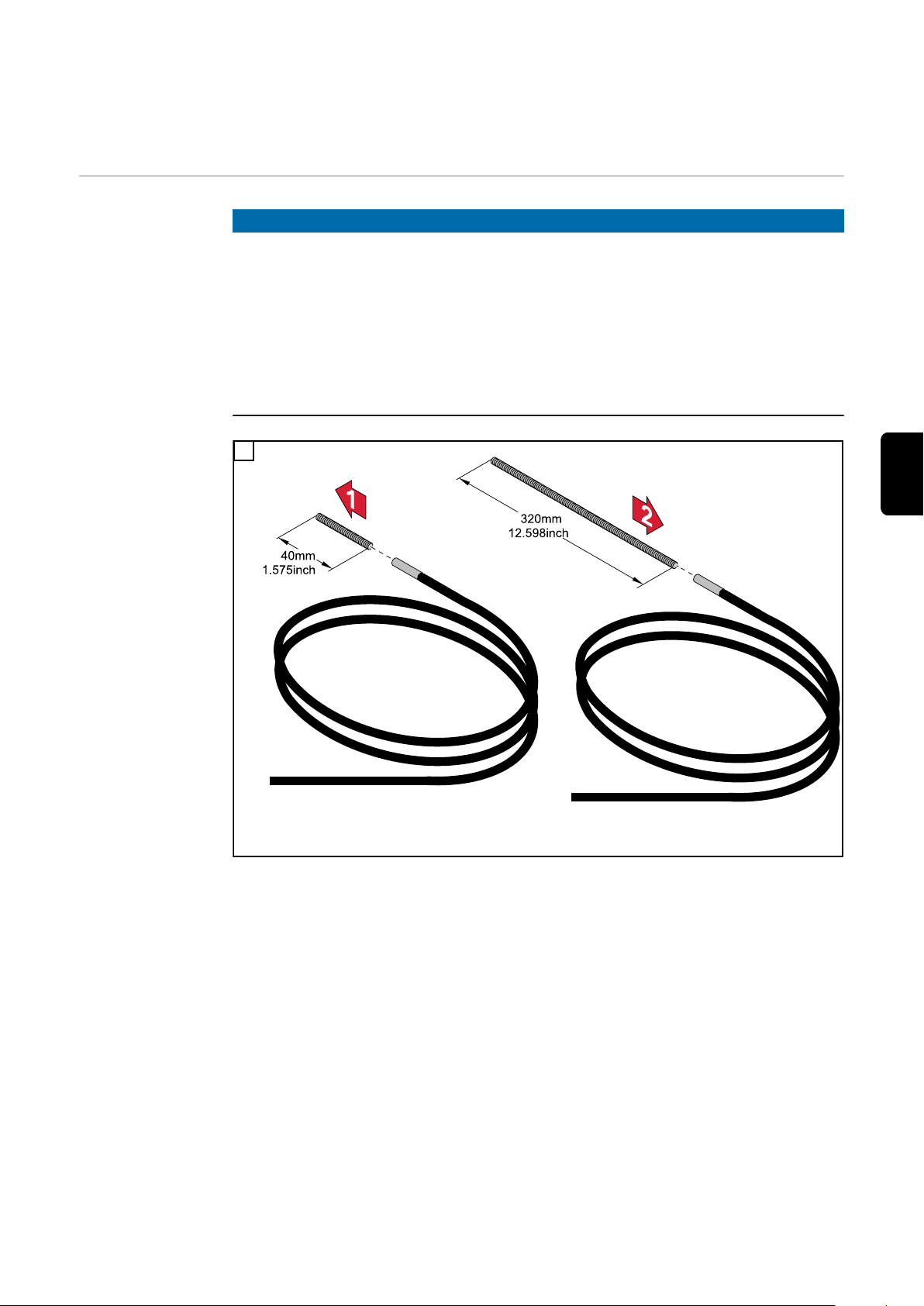
Equipaggiamento e collegamento della torcia per
saldatura
Avvertenza relativa alla guaina
guidafilo per le
torce per saldatura raffreddate
a gas
AVVERTENZA!
Rischio dovuto all'uso dell'inserto guidafilo errato.
Può pregiudicare le proprietà di saldatura.
Se nelle torce per saldatura raffreddate a gas si utilizzano guaine guidafilo in
▶
plastica comprensive di inserto guidafilo in bronzo anziché guaine guidafilo in
acciaio, la potenza della torcia per saldatura indicata nei dati tecnici si riduce
del 30%.
Per poter azionare le torce per saldatura raffreddate a gas alla massima po-
▶
tenza, sostituire l'inserto guidafilo da 40 mm (1.575 in.) con uno da 320 mm
(12.598 in.).
1
IT
95
Page 96

Montaggio dei
1
pezzi soggetti ad
usura e della
guaina guidafilo
1
2
96
Disporre la torcia per saldatura distesa.
3
Disporre la guaina guidafilo distesa.
Page 97

4
Inserire la guaina guidafilo nella torcia per saldatura.
5
IT
La guaina guidafilo deve sporgere dalla torcia per saldatura sia davanti che dietro.
97
Page 98

6
Usare il tubo di contatto per spingere la guaina guidafilo completamente all'interno della torcia per
saldatura; avvitare bene il tubo di contatto.
7
98
Segnare l'estremità dell'attacco centrale sulla guaina guidafilo.
Page 99

8
Tagliare la guaina guidafilo in corrispondenza del segno e assicurarsi che dalla guaina guidafilo non
sporgano alette; a sinistra guaina guidafilo in acciaio, a destra guaina guidafilo in plastica.
9
IT
Sbavare la guaina guidafilo.
99
Page 100

10
Avvitare completamente il nipplo di serraggio sulla guaina guidafilo. La guaina guidafilo deve risultare visibile dal foro del nipplo di serraggio.
11
100
Avvitare il nipplo di serraggio.
 Loading...
Loading...