

Page 1

Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
MTB 270i CMT Braze+
MTB 330i CMT Braze+
Bedienungsanleitung
DE
MIG/MAG Roboter-Schweißbrenner
Operating instructions
MIG/MAG robot welding torch
EN-US
Manual de instrucciones
Antorcha de robot MIG/MAG
ES-MX
Instructions de service
FR
Torche de soudage MIG/MAG robot
Bruksanvisning
NO
MIG/MAG-robotsveisepistol
Manual de instruções
Tocha de solda com robô para sold-
PT-BR
agem MIG/MAG
42,0410,2416 002-23082021
Page 2

Page 3

Inhaltsverzeichnis
Sicherheit 4
Erklärung Sicherheitshinweise 4
Sicherheit 4
Allgemeines 6
Gerätekonzept 6
Installation und Inbetriebnahme 7
Verschleißteile am Brennerkörper MTB 270i CMT Braze+ montieren 7
Verschleißteile am Brennerkörper MTB 330i CMT Braze+ montieren 7
TPS/i Brennerkörper montieren - Standard 8
Fehlerdiagnose, Fehlerbehebung 9
Fehlerdiagnose 9
Pflege, Wartung und Entsorgung 11
Allgemeines 11
Erkennen von defekten Verschleißteilen 11
Reinigung des Schweißbrenners 11
Wartung bei jeder Inbetriebnahme 12
Entsorgung 12
Technische Daten 13
Technische Daten 13
DE
3
Page 4

Sicherheit
Erklärung Sicherheitshinweise
GEFAHR!
Bezeichnet eine unmittelbar drohende Gefahr.
Wenn sie nicht gemieden wird, sind Tod oder schwerste Verletzungen die Folge.
▶
WARNUNG!
Bezeichnet eine möglicherweise gefährliche Situation.
Wenn sie nicht gemieden wird, können Tod und schwerste Verletzungen die Folge
▶
sein.
VORSICHT!
Bezeichnet eine möglicherweise schädliche Situation.
Wenn sie nicht gemieden wird, können leichte oder geringfügige Verletzungen sowie
▶
Sachschäden die Folge sein.
HINWEIS!
Bezeichnet die Möglichkeit beeinträchtigter Arbeitsergebnisse und von Schäden
an der Ausrüstung.
Sicherheit
WARNUNG!
Gefahr durch fehlerhaft durchgeführte Arbeiten!
Schwerwiegende Personen- und Sachschäden können die Folge sein.
Alle in diesem Dokument beschriebenen Arbeiten dürfen nur von geschultem Fach-
▶
personal durchgeführt werden.
Alle beschriebenen Arbeiten erst durchführen, wenn dieses Dokument sowie sämtli-
▶
che Bedienungsanleitungen der Systemkomponenten, insbesondere Sicherheitsvorschriften vollständig gelesen und verstanden wurden.
WARNUNG!
Ein elektrischer Schlag kann tödlich sein!
Zusätzlich besteht Verletzungsgefahr durch austretende Drahtelektrode. Vor Beginn aller
in dieser Bedienungsanleitung beschriebenen Arbeiten:
Den Netzschalter der Stromquelle in Stellung - O - schalten
▶
Stromquelle vom Netz trennen
▶
Sicherstellen, dass die Stromquelle bis zum Abschluss aller Arbeiten vom Netz
▶
getrennt bleibt.
4
Page 5

VORSICHT!
Gefahr durch heißen Brennerkörper, heiße Brennerkörper-Kupplung sowie andere
heiße Schweißbrenner-Komponenten!
Schwerwiegende Personenschäden und Verbrennungen können die Folge sein.
Vor Arbeiten an Schweißbrenner-Komponenten diese auf Zimmertemperatur (+25
▶
°C, +77 °F) abkühlen lassen.
Elektrisch isolierende und vor Hitze schützende Handschuhe tragen.
▶
Geeignetes Werkzeug verwenden
▶
VORSICHT!
Gefahr durch unzureichende Verbindungen!
Personen- und Sachschäden können die Folge sein.
Sämtliche Kabel, Leitungen und Schlauchpakete müssen immer fest angeschlos-
▶
sen, unbeschädigt, korrekt isoliert und ausreichend dimensioniert sein.
HINWEIS!
Wassergekühlte Schweißbrenner nie ohne Kühlmittel in Betrieb nehmen!
Für hieraus entstandene Schäden haftet der Hersteller nicht, sämtliche Gewährleistungsansprüche erlöschen.
HINWEIS!
DE
Die Kühlmittel-Schläuche der wassergekühlten Schweißbrenner immer mit dem
darauf montierten Kunststoff-Verschluss verschließen, wenn diese vom Kühlgerät
oder vom Drahtvorschub getrennt werden.
5
Page 6

Allgemeines
Gerätekonzept Die Roboter-Schweißbrenner MTB 270i
CMT Braze+ und MTB 330i CMT Braze+
kommen beim automatisierten MIG-Löten
in Verbindung mit der CMT-Antriebseinheit
WF 60i Robacta Drive CMT zum Einsatz.
Haupteinsatzgebiet ist die AutomobilIndustrie.
6
Page 7

Installation und Inbetriebnahme
1
DE
Verschleißteile
am Brennerkörper MTB
270i CMT Braze+
montieren
Verschleißteile
am Brennerkörper MTB
330i CMT Braze+
montieren
1
1 2
3
* Gasdüse bis auf Anschlag festzie-
hen
7
Page 8

TPS/i Bren-
45,0200,1404
18 ± 2 Nm
13.28 ± 1.48 lb-ft
nerkörper montieren - Standard
Benötigtes Spezialwerkzeug
WICHTIG! Bei jeder Demontage oder Montage des Schweißbrenners darauf achten,
dass die Kupplungsstelle sauber und trocken ist. Eventuell ausgetretenes Kühlmittel von
der Kupplungsstelle entfernen.
1
2
8
Page 9

Fehlerdiagnose, Fehlerbehebung
DE
Fehlerdiagnose
kein Schutzgas
alle anderen Funktionen vorhanden
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Drahtförder-Probleme
bei Anwendungen mit langen Schlauchpaketen
Gasflasche leer
Gasflasche wechseln
Gasdruck-Minderer defekt
Gasdruck-Minderer tauschen
Gasschlauch nicht montiert oder schadhaft
Gasschlauch montieren oder tauschen
Schweißbrenner defekt
Schweißbrenner wechseln
Gas-Magnetventil defekt
Servicedienst verständigen
Ursache:
Behebung:
Schweißbrenner wird sehr heiß
Ursache:
Behebung:
Ursache:
Behebung:
unsachgemäße Verlegung des Schlauchpaketes
Schlauchpaket möglichst geradlinig auslegen, enge Biegeradien vermeiden
Schweißbrenner zu schwach dimensioniert
Einschaltdauer und Belastungsgrenzen beachten
nur bei wassergekühlten Anlagen: Kühlmittel-Durchfluss zu gering
Kühlmittel-Stand, Kühlmittel-Durchflussmenge, Kühlmittel-Verschmutzung,
etc. kontrollieren. Nähere Informationen der Bedienungsanleitung des
Kühlgerätes entnehmen
9
Page 10

schlechte Schweißeigenschaften
Ursache:
Behebung:
falsche Schweißparameter
Einstellungen überprüfen
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Ursache:
Behebung:
Masseverbindung schlecht
guten Kontakt zum Werkstück herstellen
kein oder zu wenig Schutzgas
Druckminderer, Gasschlauch, Gas-Magnetventil, Schweißbrenner-Gasan-
schluss, etc. überprüfen
Schweißbrenner undicht
Schweißbrenner wechseln
falsches oder ausgeschliffenes Kontaktrohr
Kontaktrohr wechseln
falsche Drahtlegierung oder falscher Drahtdurchmesser
eingelegte Drahtelektrode kontrollieren
falsche Drahtlegierung oder falscher Drahtdurchmesser
Verschweißbarkeit des Grund-Werkstoffes prüfen
Schutzgas für Drahtlegierung nicht geeignet
korrektes Schutzgas verwenden
10
Page 11

Pflege, Wartung und Entsorgung
1.
2.
3.
4.
5.
Allgemeines Das Gerät benötigt unter normalen Betriebsbedingungen nur ein Minimum an Pflege und
Wartung. Das Beachten einiger Punkte ist jedoch unerlässlich, um das Schweißsystem
über Jahre hinweg einsatzbereit zu halten.
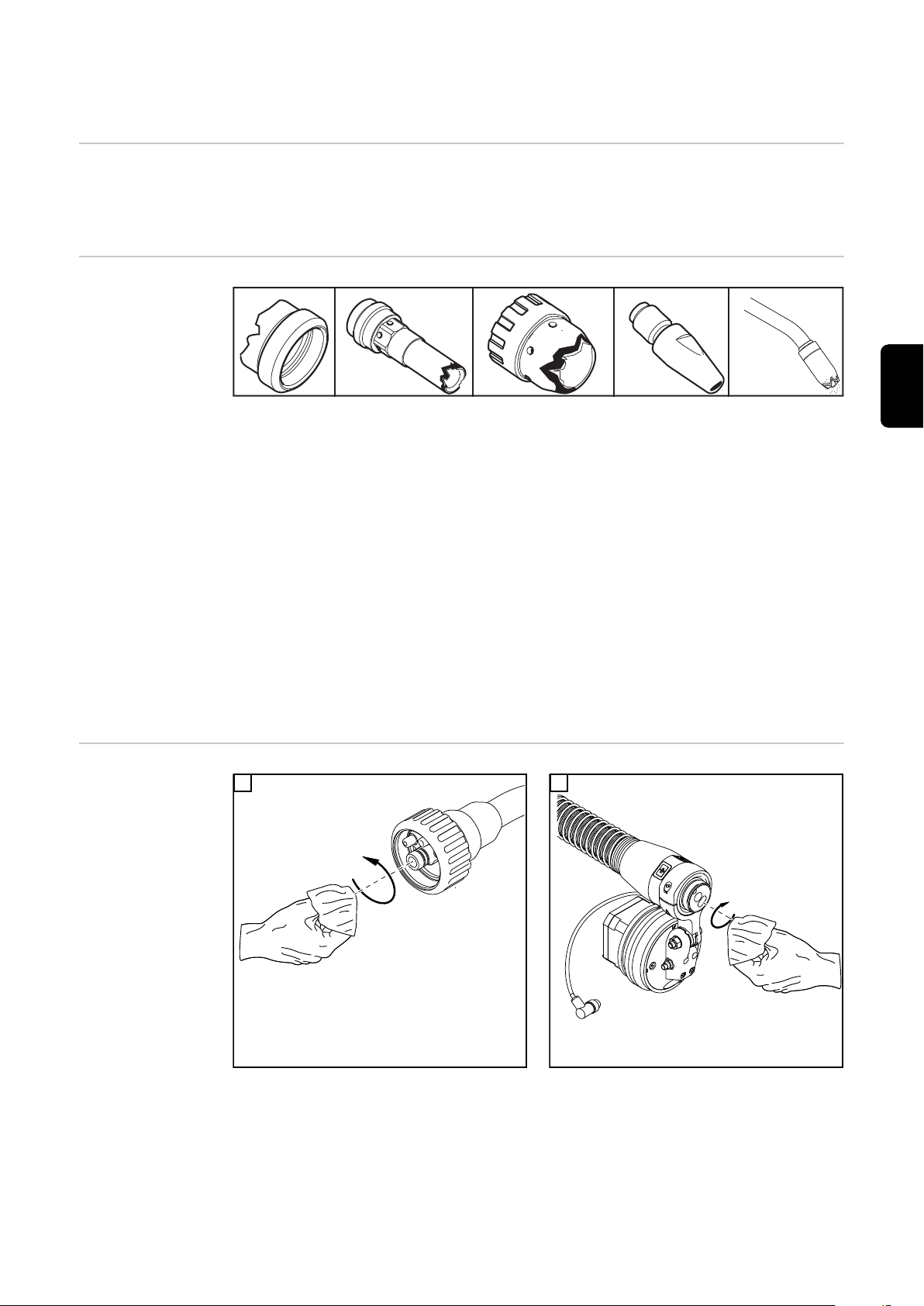
Erkennen von
defekten Verschleißteilen
1. Isolierteile
- abgebrannte Außenkanten, Einkerbungen
2. Düsenstöcke
- abgebrannte Außenkanten, Einkerbungen
- stark mit Schweißspritzern behaftet
3. Spritzerschutz
- abgebrannte Außenkanten, Einkerbungen
4. Kontaktrohre
- ausgeschliffene (ovale) Drahteintritts- und Drahtaustritts-Bohrungen
- stark mit Schweißspritzern behaftet
- Einbrand an der Kontaktrohr-Spitze
5. Gasdüsen
- stark mit Schweißspritzern behaftet
- abgebrannte Außenkanten
- Einkerbungen
DE
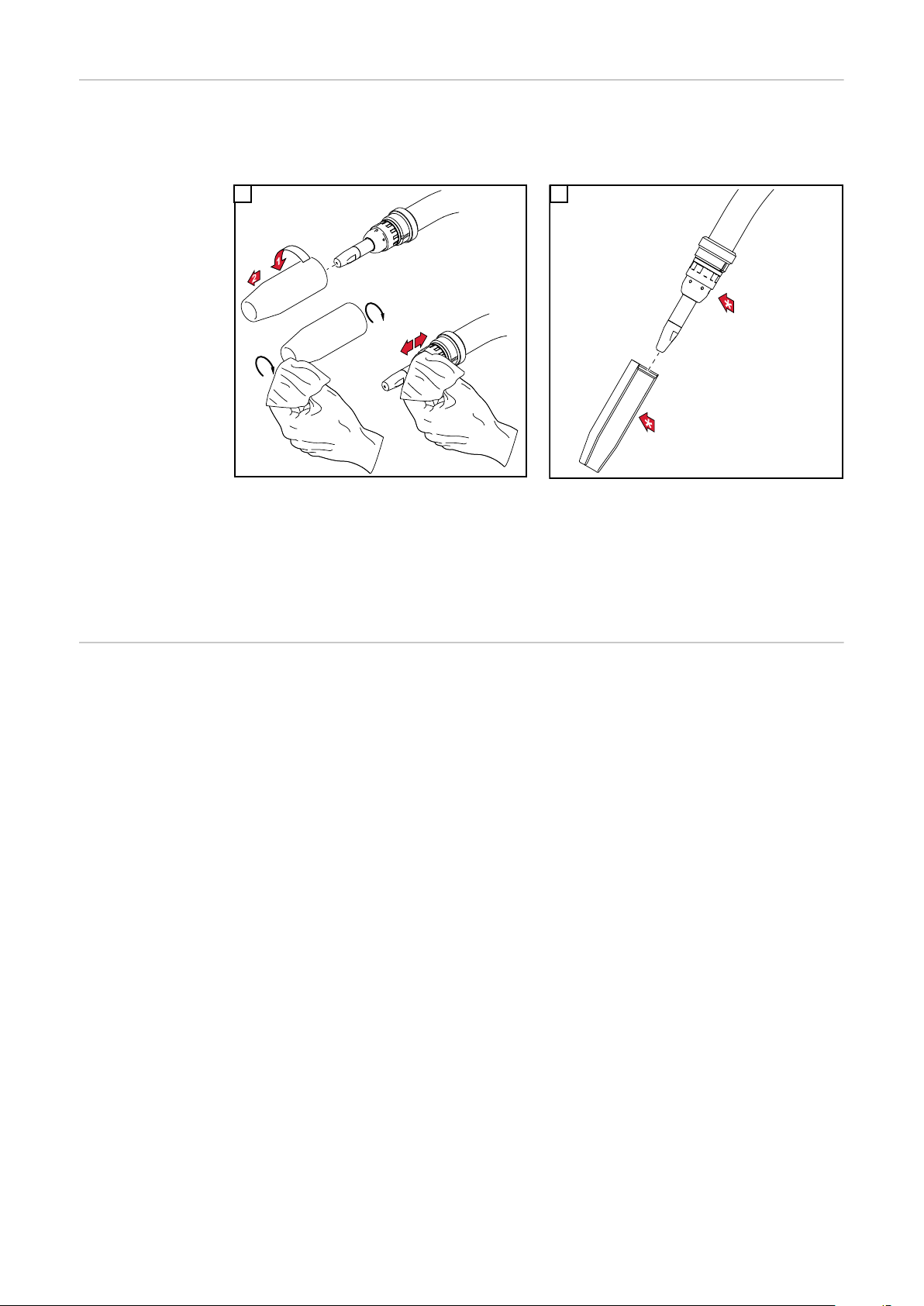
Reinigung des
Schweißbrenners
1 2
11
Page 12

Wartung bei jeder
Inbetriebnahme
- Verschleißteile kontrollieren
• defekte Verschleißteile austauschen
- Gasdüse von Schweißspritzern befreien
1 2
* Gasdüse, Spritzerschutz und Isolationen auf Beschädigung prüfen und
beschädigte Komponenten austauschen.
- Zusätzlich bei jeder Inbetriebnahme, bei wassergekühlten Schweißbrennern:
• sicherstellen, dass alle Kühlmittel-Anschlüsse dicht sind
• sicherstellen, dass ein ordnungsgemäßer Kühlmittel-Rückfluss gegeben ist
Entsorgung Die Entsorgung nur gemäß den geltenden nationalen und regionalen Bestimmungen
durchführen.
12
Page 13
Technische Daten
DE
Technische Daten
MTB 270i CMT Braze+
Max. Schweißstrom bei 10 min/40° C
M21 (EN 439)
Max. Schweißstrom bei 10 min/40° C
C1 (EN 439)
Drahtdurchmesser 0,8 - 1,2 mm / 0,032 - 0,047 inch
Max. Schweißstrom bei 10 min/40° C
M21 (EN 439)
Max. Schweißstrom bei 10 min/40° C
C1 (EN 439)
Drahtdurchmesser 0,8 - 1,2 mm / 0,032 - 0,047 inch
* ED = Einschaltdauer
100 % ED* / 270 A
100 % ED* / 270 A
MTB 330i CMT Braze+
100 % ED* / 330 A
100 % ED* / 330 A
13
Page 14

14
Page 15

Table of contents
Safety 16
Explanation of Safety Instructions 16
Safety 16
General 18
Device Concept 18
Installation and Startup 19
Installing the wearing parts to the torch body MTB 270i CMT Braze+ 19
Installing the wearing parts to the torch body MTB 330i CMT Braze+ 19
Install TPS/i torch body – standard 20
Troubleshooting 21
Troubleshooting 21
Service, maintenance and disposal 23
General 23
Identifying defective wearing parts 23
Cleaning the welding torch 23
Maintenance at every start-up 24
Disposal 24
Technical data 25
Technical data 25
EN-US
15
Page 16

Safety
Explanation of
Safety Instructions
DANGER!
Indicates an immediate danger.
Death or serious injury may result if appropriate precautions are not taken.
▶
WARNING!
Indicates a possibly dangerous situation.
Death or serious injury may result if appropriate precautions are not taken.
▶
CAUTION!
Indicates a situation where damage or injury could occur.
Minor injury or damage to property may result if appropriate precautions are not
▶
taken.
NOTE!
Indicates the possibility of flawed results and damage to the equipment.
Safety
WARNING!
Danger from work that is not carried out properly!
This can result in severe personal injury and damage to property.
All work described in this document may only be performed by trained specialist per-
▶
sonnel.
Only perform the work described once you have fully read and understood this docu-
▶
ment and all of the Operating Instructions for the system components, especially the
safety rules.
WARNING!
An electric shock can be fatal.
A protruding wire electrode also poses a risk of injury. Before starting any of the work
described in these Operating Instructions:
Switch the power source to - O -
▶
Disconnect the power source from the mains
▶
Ensure that the power source remains disconnected from the mains until all work is
▶
complete.
16
Page 17

CAUTION!
Danger due to hot torch body, hot torch body coupling, as well as other hot welding torch components.
This can result in severe personal injury and burns.
Before working on welding torch components, allow them to cool down to room tem-
▶
perature (+25 °C, +77 °F).
Wear electrically insulating and heat protective gloves.
▶
Use appropriate tools
▶
CAUTION!
Danger due to insufficient connections!
Personal injury and damage to property may result.
All cables, leads, and hosepacks must always be securely connected, undamaged,
▶
correctly insulated, and adequately sized.
NOTE!
Never use water-cooled welding torches without coolant.
The manufacturer is not responsible for any damage resulting from improper use. All
warranty claims are considered void in such cases.
EN-US
NOTE!
When disconnecting a welding torch from the cooling unit or wirefeeder, always
seal the coolant hoses using the plastic seal attached to the torch.
17
Page 18

General
Device Concept The robot welding torches MTB 270i CMT
Braze+ and MTB 330i CMT Braze+ are
used with the CMT drive unit WF 60i
Robacta Drive CMT during automated
MIG brazing.
The main application area is the automotive industry.
18
Page 19

Installation and Startup
1
Installing the
wearing parts to
the torch body
MTB 270i CMT
Braze+
Installing the
wearing parts to
the torch body
MTB 330i CMT
Braze+
1
EN-US
1 2
3
* Tighten gas nozzle all the way
19
Page 20

Install TPS/i torch
45,0200,1404
18 ± 2 Nm
13.28 ± 1.48 lb-ft
body – standard
Required special tools
IMPORTANT! Each time the welding torch is assembled or disassembled, ensure that
the coupling location is clean and dry. Remove any leaked coolant from the coupling
location.
1
2
20
Page 21

Troubleshooting
Troubleshooting
no shielding gas
all other functions present
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Wirefeed issues
For applications with long hosepacks
Gas cylinder empty
Change gas cylinder
Gas pressure regulator faulty
Replace gas pressure reducer
Gas hose not attached, or damaged
Attach or replace gas hose
Welding torch faulty
Change welding torch
Gas solenoid valve faulty
Inform the service team
EN-US
Cause:
Remedy:
Welding torch gets very hot
Cause:
Remedy:
Cause:
Remedy:
Improper laying of the hosepack
Lay hosepack as straight as possible while avoiding tight bending radii
Welding torch is inadequately sized
Observe duty cycle and load limits
For water-cooled systems only: Coolant circulation too low
Check coolant level, coolant flow volume, coolant contamination etc. More
details can be found in the cooling unit’s Operating Instructions
21
Page 22

Poor-quality weld properties
Cause:
Remedy:
Incorrect welding parameters
Check settings
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Cause:
Remedy:
Poor ground earth connection
Establish good contact with workpiece
Too little or no shielding gas
Check gas pressure regulator, gas hose, gas solenoid valve, welding torch
gas connection, etc.
Welding torch leaks
Change welding torch
Incorrect or heavily worn contact tip
Change contact tip
Incorrect wire alloy or incorrect wire diameter
Check wire electrode in use
Incorrect wire alloy or incorrect wire diameter
Check weldability of the base material
Shielding gas not suitable for wire alloy
Use correct shielding gas
22
Page 23

Service, maintenance and disposal
1.
2.
3.
4.
5.
General The device only requires minimal of service and maintenance under normal operating
conditions. However, several points must be observed for the welding system to remain
operational for years to come.
Identifying defective wearing parts
1. Insulating parts
- Burnt outer edges, notches
2. Nozzle fittings
- Burnt outer edges, notches
- Heavily coated with welding spatter
3. Spatter guard
- Burnt outer edges, notches
4. Contact tips
- Ground (oval) wire entry and wire exit bores
- Heavily coated with welding spatter
- Penetration at the tip of the contact tip
5. Gas nozzles
- Heavily coated with welding spatter
- Burnt outer edges
- Notches
EN-US
Cleaning the welding torch
1 2
23
Page 24
Maintenance at
every start-up
- Check wearing parts
• Replace defective wearing parts
- Purge the gas nozzle of welding spatter
1 2
* Check gas nozzle, spatter guard, and insulations for damage and replace dama-
ged components.
- In addition to the steps listed above, prior to starting up water-cooled welding torches always:
• Ensure that all coolant connections are leak-tight
• Ensure that there is a proper coolant return flow
Disposal Materials should be disposed of according to valid local and national regulations.
24
Page 25

Technical data
Technical data
MTB 270i CMT Braze+
Max welding current at 10 min/40°C
M21(EN 439)
Max. welding current at 10 min/40°C
C1 (EN 439)
Wire diameter 0.8 - 1.2 mm 0.032 - 0.047 inch
Max welding current at 10 min/40°C
M21(EN 439)
Max. welding current at 10 min/40°C
C1 (EN 439)
Wire diameter 0.8 - 1.2 mm 0.032 - 0.047 inch
* D.C. = duty cycle
100% D.C.* / 270 A
100% D.C.* / 270 A
MTB 330i CMT Braze+
100% D.C.* / 330 A
100% D.C.* / 330 A
EN-US
25
Page 26

26
Page 27

Contenido
Seguridad 28
Explicación de instrucciones de seguridad 28
Seguridad 28
General 30
Concepto del sistema 30
Instalación y puesta en servicio 31
Instalación de los consumibles al cuello antorcha de la MTB 270i CMT Braze+ 31
Instalación de los consumibles al cuello antorcha de la MTB 330i CMT Braze+ 31
Instalar el cuello antorcha TPS/i – estándar 32
Solución de problemas 33
Solución de problemas 33
Cuidado, mantenimiento y desecho 35
General 35
Identificación de los consumibles defectuosos 35
Limpieza de la antorcha de soldadura 35
Mantenimiento en cada puesta en servicio 36
Desecho 36
Datos técnicos 37
Datos técnicos 37
ES-MX
27
Page 28

Seguridad
Explicación de
instrucciones de
seguridad
¡ADVERTENCIA!
Indica peligro inmediato.
Si no se evita, resultará en la muerte o lesiones graves.
▶
¡PELIGRO!
Indica una situación potencialmente peligrosa.
Si no se evita, puede resultar en la muerte o lesiones graves.
▶
¡PRECAUCIÓN!
Indica una situación en donde puede ocurrir la muerte o lesiones.
Si no se evita, puede resultar en una lesión menor y/o daños a la propiedad.
▶
¡OBSERVACIÓN!
Indica riesgo de resultados erróneos y posibles daños al equipo.
Seguridad
¡PELIGRO!
¡PELIGRO! Por trabajo que no se realiza adecuadamente.
Esto puede resultar en lesiones personales graves y daños a la propiedad.
Todo el trabajo descrito en este documento puede ser realizado únicamente por per-
▶
sonal calificado y capacitado.
Realice el trabajo descrito únicamente una vez que haya leído y entendido por com-
▶
pleto este documento y todo el manual de instrucciones de los componentes del sistema, especialmente las normas de seguridad.
¡PELIGRO!
Una descarga eléctrica puede ser fatal.
El electrodo de soldadura prominente también involucra un riesgo de herida. Antes de
comenzar cualquier trabajo descrito en este Manual de Instrucciones:
Cambie la fuente de poder a - O -
▶
Desconecte la fuente de poder de la red
▶
Asegúrese de que la fuente de poder permanezca desconectada de la red hasta
▶
que haya hecho todo el trabajo
28
Page 29

¡PRECAUCIÓN!
¡PELIGRO! Debido al cuello de antorcha caliente, acoplamiento del cuello de
antorcha caliente y a otros componentes de antorcha de soldadura calientes.
Esto puede resultar en lesiones personales graves y quemaduras.
Antes de trabajar en los componentes de la antorcha de soldadura, déjelos enfriar a
▶
temperatura ambiente (+25 °C, +77 °F).
Use guantes de protección contra el calor y con aislamiento eléctrico.
▶
Use herramientas adecuadas
▶
¡PRECAUCIÓN!
¡PELIGRO! Debido a conexiones insuficientes.
Pueden ocasionarse lesiones personales y daños a la propiedad.
Todos los cables, plomos y juegos de cables siempre deben estar conectados de
▶
manera segura, sin daños, aislados correctamente y debidamente dimensionados.
¡OBSERVACIÓN!
Nunca use antorchas de soldadura refrigeradas con agua sin líquido de refrigeración.
El fabricante no es responsable por los daños debido al uso inadecuado. En esos casos,
todos los reclamos de garantía se consideran nulos.
¡OBSERVACIÓN!
Cuando se desconecta una antorcha de soldadura de la unidad de enfriamiento o
del alimentador de alambre, siempre selle los tubos del líquido de refrigeración
usando el sello plástico fijado a la antorcha.
ES-MX
29
Page 30

General
Concepto del sistema
Las antorchas de robot MTB 270i CMT
Braze+ y MTB 330i CMT Braze+ se utilizan con la unidad de accionamiento CMT
WF 60i Robacta Drive CMT durante la
soldadura brazing MIG automatizada.
El área de aplicación principal es la industria automotriz.
30
Page 31

Instalación y puesta en servicio
1
Instalación de los
consumibles al
cuello antorcha
de la MTB 270i
CMT Braze+
Instalación de los
consumibles al
cuello antorcha
de la MTB 330i
CMT Braze+
1
ES-MX
1 2
3
* Apretar la tobera de gas hasta al
fondo
31
Page 32

Instalar el cuello
45,0200,1404
18 ± 2 Nm
13.28 ± 1.48 lb-ft
antorcha TPS/i –
estándar
Se necesitan herramientas especiales
¡IMPORTANTE! Cada vez que se instala o desinstala la antorcha de soldadura,
asegúrese de que el lugar de acoplamiento esté limpio y seco. Eliminar todo líquido de
refrigeración derramado del lugar de acoplamiento.
1
2
32
Page 33

Solución de problemas
Solución de problemas
sin gas protector
todas las otras funciones presentes
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Problemas del avance de hilo
Para aplicaciones con juego de cables largos
Cilindro de gas vacío
Cambiar cilindro de gas
Regulador de presión de gas dañado
Reemplazar reductor de presión de gas
Tubo de gas no conectado o dañado
Conectar o reemplazar el tubo de gas
Antorcha de soldadura dañada
Cambiar antorcha de soldadura
Electroválvula de gas dañada
Informar al equipo de servicio
ES-MX
Causa:
Solución:
La antorcha de soldadura se recalienta
Causa:
Solución:
Causa:
Solución:
Colocación inadecuada del juego de cables
Colocar el juego de cables lo más derecho posible mientras evita apretar el
radio de curvatura
Antorcha de soldadura dimensionada inadecuadamente
Observar la duración de ciclo de trabajo y los límites de carga
Para sistemas refrigerados con agua solamente: Caudal líquido de refrigeración demasiado bajo
Revisar el nivel líquido refrigerante, el volumen del caudal líquido de refrigeración, la contaminación del líquido de refrigeración, etc. Se pueden
encontrar más detalles en el Manual de instrucciones de la unidad de refrigeración
33
Page 34

Propiedades de soldadura de baja calidad
Causa:
Solución:
Parámetros de soldadura incorrectos
Revisar parámetros
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Causa:
Solución:
Pinza de masa mala
Establecer buen contacto con el componente
Gas protector muy pobre o nulo
Verificar el regulador de presión de gas, el tubo de gas, la electroválvula de
gas, la conexión de gas de la antorcha, etc.
Pérdida en la antorcha de soldadura
Cambiar antorcha de soldadura
Tubo de contacto muy gastado o incorrecto
Cambiar tubo de contacto
Aleación de alambre o diámetro de alambre incorrecto
Verificar electrodo de soldadura en uso
Aleación de alambre o diámetro de alambre incorrecto
Verificar soldabilidad del material base
Gas protector inadecuado para aleación de alambre
Usar el gas protector correcto
34
Page 35

Cuidado, mantenimiento y desecho
1.
2.
3.
4.
5.
General Bajo condiciones de operación normales, el dispositivo requiere únicamente un mínimo
cuidado y mantenimiento. Sin embargo, es vital observar algunos puntos importantes
para garantizar que el sistema de soldadura se mantenga en condición útil durante
muchos años.
Identificación de
los consumibles
defectuosos
ES-MX
1. Piezas aislantes
- Bordes exteriores quemados, muescas
2. Porta tubos
- Bordes exteriores quemados, muescas
- Recubrimiento excesivo de proyecciones de soldadura
3. Protección antiproyecciones
- Bordes exteriores quemados, muescas
4. Puntas de contacto
- Orificios de entrada y salida de cables de puesta a tierra (ovalados)
- Recubrimiento excesivo de proyecciones de soldadura
- Penetración en la punta de la punta de contacto
5. Toberas de gas
- Recubrimiento excesivo de proyecciones de soldadura
- Bordes exteriores quemados
- Muescas
Limpieza de la
antorcha de soldadura
1 2
35
Page 36

Mantenimiento en
cada puesta en
servicio
- Verifique los consumibles
• Reemplace los consumibles defectuosos
- Purgue la tobera de gas de proyecciones de soldadura
1 2
* Verificar si la tobera de gas, la protección antiproyecciones y los aislamientos
están dañados y reemplazar los componentes dañados.
- Además de los pasos enumerados anteriormente, antes de poner en servicio las
antorchas de soldadura refrigeradas con agua, siempre:
• Asegúrese de que todas las conexiones del líquido de refrigeración estén cerra-
das herméticamente
• Asegúrese de que haya un caudal de retorno de líquido de refrigeración
adecuado
Desecho Los materiales deben ser desechados de acuerdo con las normativas nacionales y loca-
les válidas.
36
Page 37

Datos técnicos
Datos técnicos
MTB 270i CMT Braze+
Corriente de soldadura máxima a 10 min/
40°C
M21(EN 439)
Corriente de soldadura máxima a 10 min/
40°C
C1(EN 439)
Diámetro del alambre 0.8 - 1.2 mm 0.032 - 0.047 pulgadas
Corriente de soldadura máxima a 10 min/
40°C
M21(EN 439)
Corriente de soldadura máxima a 10 min/
40°C
C1(EN 439)
Diámetro del alambre 0.8 - 1.2 mm 0.032 - 0.047 pulgadas
* D.C. = ciclo de trabajo
100 % D.C.* / 270 A
100 % D.C.* / 270 A
MTB 330i CMT Braze+
100 % D.C.* / 330 A
100 % D.C.* / 330 A
ES-MX
37
Page 38

38
Page 39

Sommaire
Sécurité 40
Explication des consignes de sécurité 40
Sécurité 40
Généralités 42
Concept d'appareil 42
Installation et mise en service 43
Monter les pièces d'usure sur le corps de torche de soudage MTB 270i CMT Braze+ 43
Monter les pièces d'usure sur le corps de torche de soudage MTB 330i CMT Braze+ 43
Monter le col de cygne TPS/i – standard 44
Diagnostic d’erreur, élimination de l'erreur 45
Diagnostic d'erreur 45
Maintenance, entretien et élimination 47
Généralités 47
Identification des pièces d'usure défectueuses 47
Nettoyage de la torche de soudage 47
Maintenance à chaque mise en service 48
Élimination des déchets 48
Caractéristiques techniques 49
Caractéristiques techniques 49
FR
39
Page 40

Sécurité
Explication des
consignes de
sécurité
DANGER!
Signale un risque de danger immédiat.
S'il n'est pas évité, il peut entraîner la mort ou des blessures graves.
▶
AVERTISSEMENT!
Signale une situation potentiellement dangereuse.
Si elle n'est pas évitée, elle peut entraîner la mort ou des blessures graves.
▶
ATTENTION!
Signale une situation susceptible de provoquer des dommages.
Si elle n'est pas évitée, elle peut entraîner des blessures légères ou minimes, ainsi
▶
que des dommages matériels.
REMARQUE!
Signale la possibilité de mauvais résultats de travail et de dommages sur l'équipement.
Sécurité
AVERTISSEMENT!
Danger en cas de travaux exécutés de manière incorrecte !
Cela peut entraîner des dommages corporels et matériels graves.
Tous les travaux décrits dans le présent document doivent être effectués unique-
▶
ment par du personnel qualifié.
N'exécuter les travaux décrits qu'après avoir lu et compris ce document ainsi que
▶
l'intégralité des instructions de service relatives aux composants périphériques, en
particulier les consignes de sécurité.
AVERTISSEMENT!
Une décharge électrique peut être mortelle !
En outre, il existe un risque de blessure dû à la sortie du fil-électrode. Avant de commencer toute opération décrite dans les présentes Instructions de service :
Commuter l'interrupteur secteur de la source de courant sur - O.
▶
Débrancher la source de courant du réseau.
▶
S'assurer que la source de courant reste déconnectée du réseau pendant toute la
▶
durée des travaux.
40
Page 41

ATTENTION!
Danger lié au col de cygne, à l'accouplement de col de cygne ainsi qu'à d'autres
composants de torche de soudage chauds !
Cela peut entraîner des dommages corporels et des brûlures graves.
Avant d'effectuer toute opération sur les composants de la torche de soudage, les
▶
laisser refroidir à température ambiante (+25 °C, +77 °F).
Porter des gants à isolation électrique et de protection contre la chaleur.
▶
Utiliser un outil adapté.
▶
ATTENTION!
Danger en cas de raccords non appropriés !
Cela peut entraîner des dommages corporels et matériels.
Tous les câbles, conduites et faisceaux de liaison doivent toujours être solidement
▶
raccordés, intacts, correctement isolés et de capacité suffisante.
REMARQUE!
Ne jamais mettre en service la torche de soudage refroidie par eau sans
réfrigérant !
Le fabricant décline toute responsabilité pour les dommages consécutifs et tous les
droits à garantie sont annulés.
FR
REMARQUE!
Toujours raccorder les tuyaux de réfrigérant des torches de soudage refroidies par
eau avec le dispositif de fermeture en plastique monté dessus lorsque ceux-ci
sont séparés du refroidisseur ou du dévidoir.
41
Page 42

Généralités
Concept d'appareil
Pour le brasage MIG automatisé, les torches de soudage robot MTB 270i CMT
Braze+ et MTB 330i CMT Braze+ sont utilisées en association avec l'unité
d'entraînement CMT WF 60i Robacta
Drive CMT.
Le principal domaine d'application est
l'industrie automobile.
42
Page 43

Installation et mise en service
1
Monter les pièces
d'usure sur le
corps de torche
de soudage MTB
270i CMT Braze+
Monter les pièces
d'usure sur le
corps de torche
de soudage MTB
330i CMT Braze+
1
FR
1 2
3
* Serrer la buse de gaz jusqu'à la
butée
43
Page 44

Monter le col de
45,0200,1404
18 ± 2 Nm
13.28 ± 1.48 lb-ft
cygne TPS/i –
standard
Outil spécial nécessaire
IMPORTANT ! À chaque montage et démontage de la torche de soudage, veiller à ce
que l'emplacement de couplage soit propre et sec. Le cas échéant, retirer le réfrigérant
qui aurait fui de l'emplacement de couplage.
1
2
44
Page 45

Diagnostic d’erreur, élimination de l'erreur
Diagnostic d'erreur
Pas de gaz de protection
Toutes les autres fonctions sont disponibles
Cause :
Remède :
Cause :
Remède :
Cause :
Remède :
Cause :
Remède :
Cause :
Remède :
Problèmes d'amenée du fil
sur les applications avec faisceaux de liaison longs
Bouteille de gaz vide
Remplacer la bouteille de gaz
Robinet détendeur défectueux
Remplacer le robinet détendeur
Le tuyau de gaz n’est pas monté ou est endommagé
Monter ou remplacer le tuyau de gaz
Torche de soudage défectueuse
Remplacer la torche de soudage
Électrovanne de gaz défectueuse
Contacter le service après-vente
FR
Cause :
Remède :
La torche de soudage devient très chaude
Cause :
Solution :
Cause :
Solution :
pose incorrecte du faisceau de liaison
Poser le faisceau de liaison le plus droit possible, éviter les courbures
Torche de soudage insuffisamment dimensionnée
Respecter le facteur de marche et les limites de charge
Uniquement pour les installations refroidies par eau : Débit de réfrigérant
trop faible
Contrôler le niveau, le débit, l'encrassement, etc. du réfrigérant. Se reporter
aux instructions de service du refroidisseur pour des informations plus
détaillées
45
Page 46

Mauvaises caractéristiques de soudage
Cause :
Solution :
Paramètres de soudage incorrects
Vérifier les réglages
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Connexion de mise à la masse incorrecte
Établir un bon contact avec la pièce à souder
Pas ou pas assez de gaz de protection
Vérifier le détendeur, le tuyau de gaz, l'électrovanne de gaz, le raccord de
gaz de protection de la torche de soudage, etc.
Fuite au niveau de la torche de soudage
Remplacer la torche de soudage
Mauvais tube de contact ou tube de contact usé
Remplacer le tube de contact
Mauvais alliage ou mauvais diamètre du fil
Contrôler le fil-électrode en place
Mauvais alliage ou mauvais diamètre du fil
Vérifier la compatibilité du matériau de base avec le soudage
Gaz de protection inapproprié pour cet alliage de fil
Utiliser le bon gaz de protection
46
Page 47
Maintenance, entretien et élimination
1.
2.
3.
4.
5.
Généralités Lorsqu'il fonctionne dans des conditions normales, cet appareil exige un minimum de
maintenance et d'entretien. Il est toutefois indispensable de respecter certaines consignes, afin de garder l'installation de soudage en bon état de marche pendant longtemps.
Identification des
pièces d'usure
défectueuses
1. Éléments d'isolation
- bords extérieurs brûlés, rainures
2. Porte-buses
- bords extérieurs brûlés, rainures
- présence de projections de soudure excessives
3. Protection anti-projections
- bords extérieurs brûlés, rainures
4. Tubes contact
- orifices d'entrée et de sortie du fil usés (ovales)
- présence de projections de soudure excessives
- brûlures au niveau de l'extrémité avant du tube contact
5. Buses de gaz
- présence de projections de soudure excessives
- bords extérieurs brûlés
- rainures
FR
Nettoyage de la
torche de soudage
1 2
47
Page 48

Maintenance à
chaque mise en
service
- Contrôler les pièces d'usure
• Remplacer les pièces d'usure défectueuses
- Enlever les projections de soudure qui se trouvent sur la buse de gaz
1 2
* Contrôler l'état de la buse de gaz, de la protection anti-projections et des isolati-
ons et remplacer les composants endommagés.
- En supplément à chaque mise en service, pour les torches de soudage refroidies
par eau :
• S'assurer que tous les connecteurs de réfrigérant sont étanches
• Vérifier la présence d'un reflux de réfrigérant conforme
Élimination des
déchets
L'élimination doit être réalisée conformément aux prescriptions nationales et régionales
en vigueur.
48
Page 49

Caractéristiques techniques
Caractéristiques
techniques
MTB 270i CMT Braze+
Intensité de soudage max. à 10 min/40 °C
M21 (EN 439)
Intensité de soudage max. à 10 min/40 °C
C1 (EN 439)
Diamètre de fil 0,8 - 1,2 mm / 0,032 - 0,047 inch
Intensité de soudage max. à 10 min/40 °C
M21 (EN 439)
Intensité de soudage max. à 10 min/40 °C
C1 (EN 439)
Diamètre de fil 0,8 - 1,2 mm / 0,032 - 0,047 inch
* f.m. = facteur de marche
100 % f.m* / 270 A
100 % f.m* / 270 A
MTB 330i CMT Braze+
100 % f.m* / 330 A
100 % f.m* / 330 A
FR
49
Page 50

50
Page 51

Innholdsfortegnelse
Sikkerhet 52
Forklaring sikkerhetsanvisninger 52
Sikkerhet 52
Generelt 54
Apparatkonsept 54
Installering og idriftsetting 55
Montere forbruksdeler på pistolkroppen MTB 270i CMT Braze+ 55
Montere forbruksdeler på pistolkroppen MTB 330i CMT Braze+ 55
Montere TPS/i sveisepistolenhet – standard 56
Feildiagnose, feilutbedring 57
Feildiagnose 57
Pleie, vedlikehold og avhending 59
Generelt 59
Registrering av defekte forbruksdeler 59
Rengjøring av sveisepistolen 59
Vedlikehold ved hver bruk 60
Avhending 60
Tekniske data 61
Tekniske data 61
NO
51
Page 52

Sikkerhet
Forklaring sikkerhetsanvisninger
ADVARSEL!
Betegner en umiddelbart truende fare.
Hvis den ikke unngås, fører den til død eller alvorlige skader.
▶
FARE!
Betegner en situasjon som kan være farlig.
Hvis den ikke unngås, kan den føre til død eller alvorlige skader.
▶
FORSIKTIG!
Betegner en situasjon som kan være skadelig.
Hvis den ikke unngås, kan den føre til lette eller begrensede skader samt materielle
▶
skader.
MERKNAD!
Betegner muligheten for reduserte arbeidsresultater og mulige skader på utstyret.
Sikkerhet
FARE!
Fare på grunn av mangelfullt utført arbeid!
Følgene kan bli alvorlige personskader og materielle skader.
Alt arbeid som er beskrevet i dette dokumentet, skal utelukkende utføres av opplært
▶
fagpersonale.
Ingen av de arbeidene som beskrives nedenfor, må utføres før dette dokumentet og
▶
samtlige bruksanvisninger for systemkomponentene, især sikkerhetsforskriftene, er
lest i sin helhet og forstått.
FARE!
Elektrisk støt kan være dødelig.
I tillegg er det fare for skade på grunn av utstikkende trådelektrode. Før du starter på
arbeidene som er beskrevet i denne bruksanvisningen:
Sett nettbryteren til strømkilden i stilling - O -.
▶
Koble strømkilden fra nettet.
▶
Forsikre deg om at strømkilden er koblet fra nettet inntil alt arbeid er avsluttet.
▶
52
Page 53

FORSIKTIG!
Fare på grunn av en varm pistolkropp, varm pistolkroppkobling samt andre varme
sveisepistolkomponenter.
Følgene kan bli alvorlige personskader og forbrenninger.
La sveisepistolkomponentene avkjøles til romtemperatur (+25 °C, +77 °F) før det
▶
utføres arbeid på dem.
Bruk hansker som er elektrisk isolerende og beskytter mot varme.
▶
Bruk egnet verktøy.
▶
FORSIKTIG!
Fare på grunn av utilstrekkelige forbindelser!
Følgene kan bli personskader og materielle skader.
Alle kabler, ledninger og slangepakker må alltid være sikkert tilkoblet, uskadd, kor-
▶
rekt isolert og tilstrekkelig dimensjonert.
MERKNAD!
Ta aldri i bruk vannkjølte sveisepistoler uten kjølemiddel!
Produsentens garanti gjelder ikke for skader som oppstår ved ikke-forskriftsmessig bruk,
alle garantikrav bortfaller.
MERKNAD!
Lukk alltid kjølemiddelslangene for den vannkjølte sveisepistolen med den påmonterte plastlåsen, når de kobles fra kjøleapparatet eller trådmateren.
NO
53
Page 54

Generelt
Apparatkonsept Robot-sveisepistolene MTB 270i CMT
Braze+ og MTB 330i CMT Braze+ brukes
til automatisert MIG-lodding i forbindelse
med CMT-drivenheten WF 60i Robacta
Drive CMT.
Hovedbruksområdet er bilindustrien.
54
Page 55

Installering og idriftsetting
1
Montere forbruksdeler på
pistolkroppen
MTB 270i CMT
Braze+
Montere forbruksdeler på
pistolkroppen
MTB 330i CMT
Braze+
1
NO
1 2
3
* Trekk til gassdysen til stopp.
55
Page 56

Montere TPS/i
45,0200,1404
18 ± 2 Nm
13.28 ± 1.48 lb-ft
sveisepistolenhet
– standard
Nødvendig spesialverktøy
VIKTIG! Kontroller at koblingsstedet er rent og tørt ved hver demontering eller montering
av sveisepistolen. Fjern eventuelt kjølemiddel som renner ut av koblingsstedet.
1
2
56
Page 57

Feildiagnose, feilutbedring
Feildiagnose
Ingen beskyttelsesgass.
Alle andre funksjoner er tilgjengelige.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Problemer med trådmatingen.
Ved bruk med lange slangepakker
Gassflasken er tom.
Bytt gassflasken.
Trykkreduksjonsventilen er defekt.
Bytt trykkreduksjonsventilen.
Gasslange er ikke montert eller skadet.
Monter eller bytt gasslangen.
Sveisepistolen er defekt.
Bytt sveisepistolen.
Gass-magnetventilen er defekt.
Ta kontakt med kundeservice.
NO
Årsak:
Utbedring:
Sveisepistolen blir svært varm.
Årsak:
Utbedring:
Årsak:
Utbedring:
Slangepakken er ikke fagmessig lagt.
Legg slangepakken så rett som mulig, unngå små bøyeradiuser.
Sveisepistolen er for svakt dimesjonert.
Ta hensyn til innkoblingsvarighet og belastningsgrenser.
Kun ved vannkjølte anlegg: For lav kjølemiddelgjennomstrømning.
Kontroller kjølemiddelnivå, kjølemiddelgjennomstrømning, kjølemiddelforur-
ensning osv. Du finner nærmere informasjon i bruksanvisningen til kjøleapparatet.
57
Page 58

Dårlige sveiseegenskaper
Årsak:
Utbedring:
Feil sveiseparameter.
Kontroller innstillingene.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Dårlig jordforbindelse.
Opprett god kontakt til arbeidsemnet.
Ingen eller for lite beskyttelsesgass.
Kontroller trykkreduksjonsventil, gasslange, gass-magnetventil, sveisepistol-
gasstilkobling osv.
Sveisepistolen er ikke tett.
Bytt sveisepistolen.
Feil eller slitt kontaktrør.
Bytt kontaktrøret.
Feil trådlegering eller feil trådspolediameter.
Kontroller trådelektroden som er satt inn.
Feil trådlegering eller feil trådspolediameter.
Kontroller grunnmaterialets sveisbarhet.
Beskyttelsesgassen er ikke egnet for trådlegeringen.
Bruk riktig beskyttelsesgass.
58
Page 59

Pleie, vedlikehold og avhending
1.
2.
3.
4.
5.
Generelt Under normale driftsbetingelser trenger apparatet minimalt med pleie og vedlikehold. Det
er likevel viktig å ta hensyn til enkelte punkter for å sikre at sveisesystemet er klart til
bruk i mange år.
Registrering av
defekte forbruksdeler
1. Isoleringsdeler
- svidde ytterkanter, hakk
2. Dysestammer
- svidde ytterkanter, hakk
- kraftig utsatt for sveisesprut
3. Sprutbeskyttelse
- svidde ytterkanter, hakk
4. Kontaktrør
- slitte (ovale) trådinnførings- eller trådutgangshull
- kraftig utsatt for sveisesprut
- innsmelting på spissen av kontaktrøret
5. Gassdyser
- kraftig utsatt for sveisesprut
- svidde ytterkanter
- hakk
NO
Rengjøring av
sveisepistolen
1 2
59
Page 60

Vedlikehold ved
hver bruk
- Kontroller forbruksdeler.
• Bytt defekte forbruksdeler.
- Rens gassdysen for sveisesprut.
1 2
* Kontroller gassdysen, sprutbeskyttelsen og isolasjonene og sjekk om det er ska-
der på dem. Skift ut skadde komponenter.
- I tillegg ved hver bruk av vannkjølte sveisepistoler:
• Forsikre deg om at alle kjølemiddel-tilkoblinger er tette.
• Forsikre deg om at kjølemiddelreturen fungerer.
Avhending Ta hensyn til gjeldende nasjonale og lokale bestemmelser ved avhending.
60
Page 61

Tekniske data
Tekniske data
MTB 270i CMT Braze+
Maks. sveisestrøm ved 10 min / 40 °C
M21 (EN 439)
Maks. sveisestrøm ved 10 min / 40 °C
C1 (EN 439)
Tråddiameter 0,8–1,2 mm / 0,032–0,047 inch
Maks. sveisestrøm ved 10 min / 40 °C
M21 (EN 439)
Maks. sveisestrøm ved 10 min / 40 °C
C1 (EN 439)
Tråddiameter 0,8–1,2 mm / 0,032–0,047 inch
* ED = innkoblingsvarighet (tysk: "Einschaltdauer")
100 % ED* / 270 A
100 % ED* / 270 A
MTB 330i CMT Braze+
100 % ED* / 330 A
100 % ED* / 330 A
NO
61
Page 62

62
Page 63

Índice
Segurança 64
Explicação dos avisos de segurança 64
Segurança 64
Informações gerais 66
Conceito de dispositivo 66
Instalação e colocação em funcionamento 67
Montar peça de desgaste no corpo da tocha MTB 270i CMT Braze+ 67
Montar peça de desgaste no corpo da tocha MTB 330i CMT Braze+ 67
Montar o corpo da tocha de solda TPS/i - Padrão 68
Diagnóstico de erro, eliminação de erro 69
Diagnóstico de Falhas 69
Conservação, Manutenção e Descarte 71
Geral 71
Reconhecimento de peças de desgaste defeituosas 71
Limpeza da tocha de solda 71
Manutenção em todo comissionamento 72
Descarte 72
Dados técnicos 73
Dados técnicos 73
PT-BR
63
Page 64

Segurança
Explicação dos
avisos de segurança
ALERTA!
Marca um perigo de ameaça imediata.
Caso não seja evitado, a consequência é a morte ou lesões graves.
▶
PERIGO!
Marca uma possível situação perigosa.
Caso não seja evitada, a consequência pode ser a morte e lesões graves.
▶
CUIDADO!
Marca uma possível situação danosa.
Caso não seja evitada, lesões leves ou menores e também danos materiais podem
▶
ser a consequência.
AVISO!
Descreve a possibilidade de resultados de trabalho prejudicados e de danos no
equipamento.
Segurança
PERIGO!
Perigo devido a trabalhos mal executados!
Podem ocorrer ferimentos e danos materiais graves.
Todos os trabalhos descritos neste documento devem ser executados somente por
▶
pessoal especializado e treinado.
Os trabalhos descritos só devem ser realizados pela primeira vez, depois que todos
▶
os manuais de instruções dos componentes do sistema, principalmente as diretrizes
de segurança, tiverem sido lidos e compreendidos por completo.
PERIGO!
Um choque elétrico pode ser fatal!
Além disso, existe perigo de ferimentos pelo eletrodo de arame que está saindo. Antes
de iniciar todos os trabalhos descritos neste manual de instruções:
Colocar o interruptor principal da fonte de solda na posição - O -
▶
Desconectar a fonte de solda da rede elétrica
▶
Atentar para que a fonte de solda permaneça desconectada da rede elétrica até o
▶
final de todos os trabalhos.
64
Page 65

CUIDADO!
Perigo devido ao corpo da tocha de solda quente, do acoplamento quente do
corpo da tocha de solda e de outros componentes quentes da tocha de solda!
A consequência pode ser sérios danos pessoais e queimaduras.
Antes de trabalhar nos componentes da tocha de solda, deixá-los esfriar até a tem-
▶
peratura ambiente (+25 °C, +77 °F).
Usar luvas isoladas eletricamente e de proteção térmica.
▶
Usar ferramentas adequadas
▶
CUIDADO!
Perigo devido a conexões insuficientes!
Podem ocorrer danos pessoais e materiais.
Todos os cabos, tubulações e jogos de mangueira precisam estar sempre bem
▶
conectados, intactos, corretamente isolados e com as dimensões adequadas.
AVISO!
Nunca operar tochas de solda resfriadas à água sem líquido refrigerador!
O fabricante não se responsabiliza por danos resultantes disso; ficam anuladas quaisquer reivindicações de garantia.
AVISO!
Sempre fechar as mangueiras de agente refrigerador das tochas de solda refrigeradas à água com o fecho de plástico ali montado, quando elas forem desconectadas do dispositivo de refrigeração ou do avanço de arame.
PT-BR
65
Page 66

Informações gerais
Conceito de dispositivo
As tochas de solda de robô MTB 270i
CMT Braze+ e MTB 330i CMT Braze+
podem ser usadas na soldagem de vara
MIG automatizada em conexão com a unidade de acionamento CMT WF 60i
Robacta Drive CMT.
A principal área de aplicação é a indústria
automobilística.
66
Page 67

Instalação e colocação em funcionamento
1
Montar peça de
desgaste no
corpo da tocha
MTB 270i CMT
Braze+
Montar peça de
desgaste no
corpo da tocha
MTB 330i CMT
Braze+
1
1 2
PT-BR
3
* Apertar o bico de gás até o
encosto
67
Page 68

Montar o corpo
45,0200,1404
18 ± 2 Nm
13.28 ± 1.48 lb-ft
da tocha de solda
TPS/i - Padrão
Ferramenta especial necessária
IMPORTANTE! A cada desmontagem ou montagem da tocha de solda, garantir que o
local de acoplamento esteja limpo e seco. Remover o refrigerador que eventualmente
vazar do local de acoplamento.
1
2
68
Page 69

Diagnóstico de erro, eliminação de erro
Diagnóstico de
Falhas
sem gás de proteção
todas as outras funções estão disponíveis
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Problemas do transportador de arame
Em aplicações com pacotes de mangueiras compridos
Cilindro de gás vazio
Substituir o cilindro de gás
Válvula redutora de pressão com defeito
Substituir a válvula redutora de pressão
Mangueira de gás não montada ou danificada
Montar ou trocar a mangueira de gás
Tocha de solda com defeito
Substituir a tocha de solda
Válvula solenoide de gás com defeito
entrar em contato com a Assistência Técnica
PT-BR
Causa:
Eliminação:
A tocha de solda esquenta muito
Causa:
Solução:
Causa:
Solução:
Assentamento inadequado do pacote de mangueiras
Colocar o pacote de mangueiras o mais reto possível , evitando raios de
dobramentos estreitos
Tocha de solda dimensionada muito fraca
Observar o ciclo de trabalho e os limites de carga
somente em instalações com refrigeração a água: Fluxo de agente refrigerante insuficiente
Controlar o nível do refrigerador, volume de fluxo do líquido para refrigeração e sujeira no refrigerador, etc. Você pode obter mais informações no
manual de instruções do dispositivo de refrigeração
69
Page 70

Características de soldagem ruins
Causa:
Solução:
parâmetros de soldagem incorretos
Verificar os ajustes
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Conexão à terra ruim
produzir um bom contato para a peça de trabalho
nenhum ou pouco gás de proteção
Verificar o redutor de pressão, a mangueira de gás, a válvula solenoide de
gás, a conexão de gás da tocha de solda etc.
Tocha de solda com vazamento
Substituir a tocha de solda
Tubo de contato incorreto ou desgastado
Substituir o tubo de contato
Liga de arame ou diâmetro de arame incorreto
verificar o eletrodo de arame instalado
Liga de arame ou diâmetro de arame incorreto
Verificar a capacidade de soldagem da matéria prima básica
Gás de proteção inadequado para a liga de arame
utilizar o gás de proteção correto
70
Page 71

Conservação, Manutenção e Descarte
1.
2.
3.
4.
5.
Geral Em condições operacionais normais, o aparelho necessita apenas de conservação e
manutenção mínimas. No entanto, a consideração de alguns itens é indispensável para
deixar o sistema de soldagem pronto para operar durante vários anos.
Reconhecimento
de peças de desgaste defeituosas
1. Peças de isolamento
- Bordas externas queimadas, entalhes
2. Bocais
- Bordas externas queimadas, entalhes
- Com muitos respingos de solda
3. Proteção contra respingos
- Bordas externas queimadas, entalhes
4. Tubos de contato
- Furos de entrada e saída de arame desgastados (ovais)
- Com muitos respingos de solda
- Penetração de solda na ponta do tubo de contato
5. Bicos de gás
- Com muitos respingos de solda
- Bordas externas queimadas
- Entalhes
PT-BR
Limpeza da tocha
de solda
1 2
71
Page 72

Manutenção em
todo comissionamento
- Controlar peças de desgaste
• substituir peças de desgaste defeituosas
- Deixar o bico de gás livre de respingos de solda
1 2
* Verificar bico de gás, proteção contra respingos e isolamentos quanto a danos, e
substituir componentes danificados.
- Além disso, em cada comissionamento, nas tochas de solda resfriadas a água:
• garantir que todas as conexões do refrigerador estejam vedadas
• garantir que haja um fluxo de retorno adequado do refrigerador
Descarte Somente executar o descarte conforme as normas nacionais e regionais em vigor.
72
Page 73

Dados técnicos
Dados técnicos
Tubo curvado MIG/MAG 270i CMT
Braze+
Corrente máx. de soldagem a 10 min/40°
C
M21 (EN 439)
Corrente máx. de soldagem a 10 min/40°
C
C1 (EN 439)
Diâmetro do arame 0,8 - 1,2 mm / 0,032 - 0,047 inch
Tubo curvado MIG/MAG 330i CMT
Corrente máx. de soldagem a 10 min/40°
C
M21 (EN 439)
Corrente máx. de soldagem a 10 min/40°
C
C1 (EN 439)
Diâmetro do arame 0,8 - 1,2 mm / 0,032 - 0,047 inch
100 % CT* / 270 A
100 % CT* / 270 A
Braze+
100 % CT* / 330 A
100 % CT* / 330 A
PT-BR
* CT = Ciclo de trabalho
73
Page 74

74
Page 75

PT-BR
75
Page 76

FRONIUS INTERNATIONAL GMBH
Froniusstraße 1
A-4643 Pettenbach
AUSTRIA
contact@fronius.com
www.fronius.com
Under www.fronius.com/contact you will find the addresses
of all Fronius Sales & Service Partners and locations
 Loading...
Loading...