

Operating
instructions
MHP 280i G PM
MHP 320i W PM
CS
PL
PT-BR
SK
SV
Návod k obsluze
Instrukcja obsługi
Manual de instruções
Návod na obsluhu
Bruksanvisning
42,0410,2041 018-28042022

Obsah
Všeobecné informace 4
Obecné informace 4
Funkce tlačítka hořáku 4
Funkce Up/Down 5
Funkce JobMaster 5
Předpisové použití 5
Bezpečnost 6
Varovná upozornění na přístroji 6
Bezpečnost 7
Uvedení do provozu 9
MTG d, MTW d – montáž spotřebních dílů na tělo hořáku 9
Upozornění týkající se bovdenu u svařovacích hořáků chlazených plynem 9
Montáž ocelového bovdenu do těla hořáku 10
Montáž plastového bovdenu do těla hořáku 10
Montáž spotřebních dílů do hadicového vedení 10
Montáž bovdenu do hadicového vedení 12
Montáž těla hořáku 14
Připojení svařovacího hořáku k podavači drátu 16
Připojení svařovacího hořáku ke svařovacímu zdroji a chladicímu modulu 16
Zavedení drátové elektrody 17
Nastavení přítlaku 18
Výměna těla hořáku, pootočení těla hořáku 20
Výměna těla hořáku 20
Pootočení těla hořáku 21
Péče, údržba a likvidace odpadu 23
Všeobecné informace 23
Údržba při každém uvedení do provozu 23
Při každé výměně cívky s drátem / košové cívky 24
Rozpoznání vadných spotřebních dílů 24
Výměna bovdenu 25
Výměna zaváděcí trysky drátu 26
Výměna podávacích kladek 29
Diagnostika a odstraňování závad 33
Diagnostika a odstraňování závad 33
Technické údaje 38
Všeobecné informace 38
Svařovací hořák chlazený plynem – MHP 280i G PM 38
Svařovací hořák chlazený vodou – MHP 320i W PM 39
CS
Appendix 193
MHP 280i G PM, MHP 320i W PM 194
3

Všeobecné informace
Obecné informa-ceSvařovací hořák s integrovaným pohonem drátu je vhodný pro ruční svařování
MIG/MAG s dlouhým hadicovým vedením, zvláště při použití měkkých materiálů.
Dvě ozubené přesné kladky zajišťují velkoplošný přenos síly. Tím je zajištěn dokonalý posuv drátu dokonce i při použití velmi měkkých hliníkových nebo CuSi
drátových elektrod a velmi dlouhého hadicového vedení.
Tyto svařovací hořáky jsou mimořádně robustní a spolehlivé. Ergonomicky tvarovaná rukojeť, kulový kloub a optimální rozložení hmotnosti umožňují nenamáhavou práci.
K dispozici jsou svařovací hořáky v provedení chlazeném plynem nebo vodou. V
kombinaci s dostupnými těly hořáků Multilock lze svařovací hořáky přizpůsobit
nejrůznějším pracovním úkolům a jsou velmi vhodné jak pro manuální sériovou a
kusovou výrobu, tak i do dílen.
Funkce tlačítka
hořáku
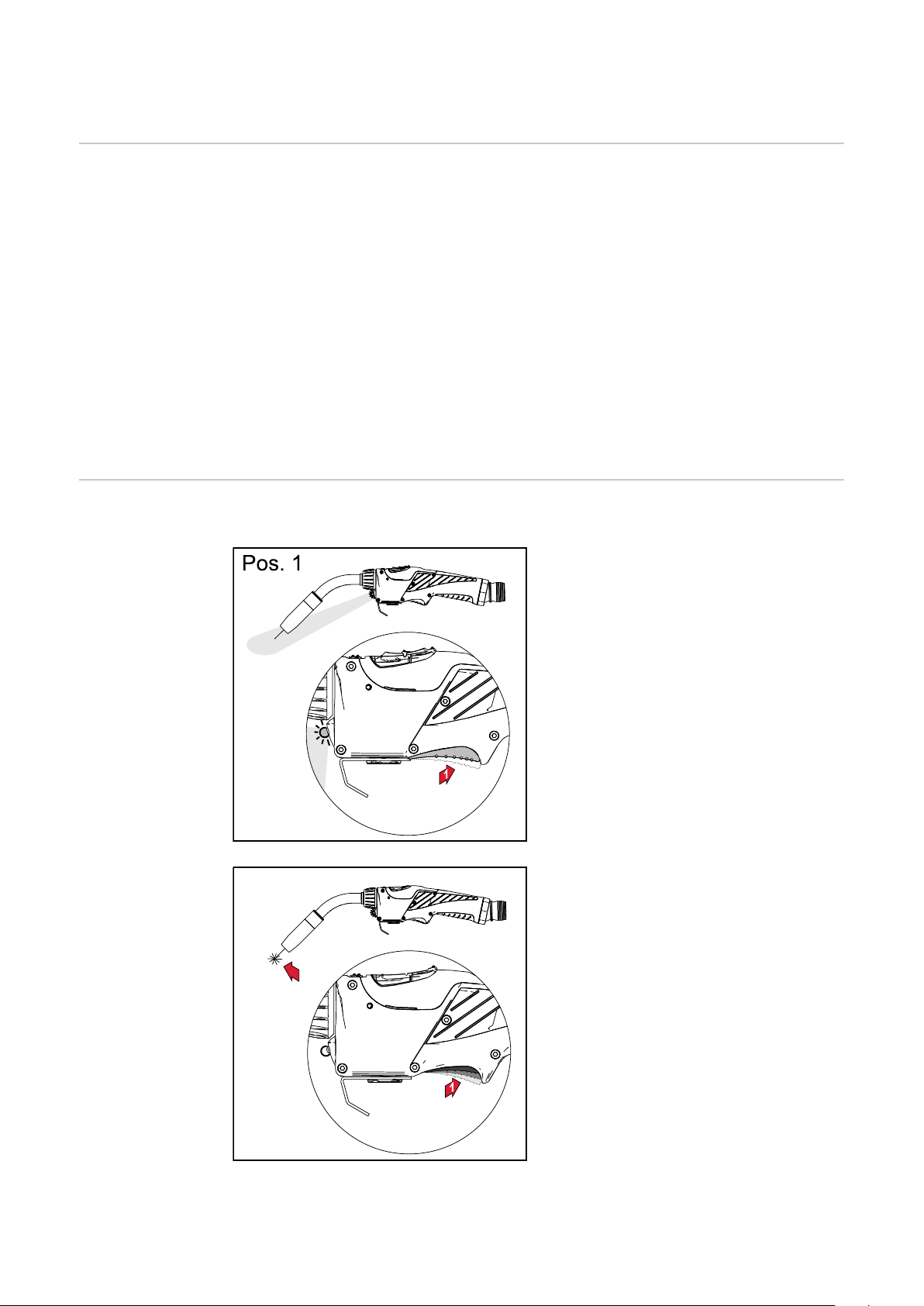
Tlačítko svařovacího hořáku má 2 spínací polohy.
Funkce tlačítka hořáku v poloze 1
(tlačítko hořáku je stisknuté do poloviny):
kontrolka LED svítí
-
Funkce tlačítka hořáku v poloze 2
(tlačítko hořáku je zcela stisknuté):
kontrolka LED zhasne
-
začátek svařování
-
4

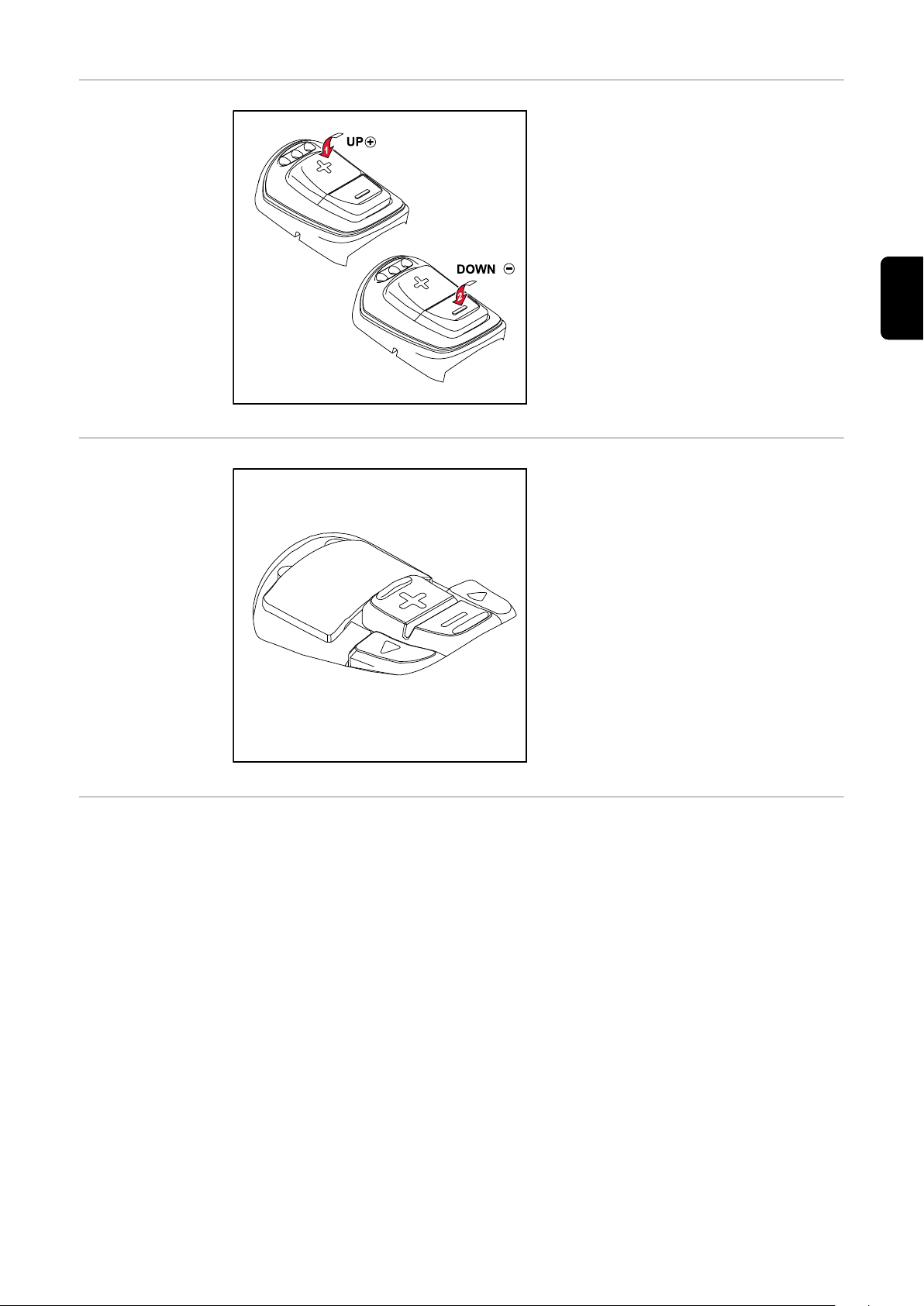
Funkce Up/Down Svařovací hořák Up/Down je vybaven
následujícími funkcemi:
Změna svařovacího výkonu v syner-
-
gickém provozu pomocí tlačítek
Up/Down
Signalizace závady:
-
v případě systémové chyby
-
svítí všechny kontrolky LED
červeně,
v případě chyby datové komu-
-
nikace blikají všechny kontrolky LED červeně,
Autotest ve fázi spouštění:
-
všechny kontrolky LED se jed-
-
na po druhé krátce rozsvítí
CS
Funkce JobMaster
Předpisové
použití
Svařovací hořák JobMaster je vybaven
následujícími funkcemi:
výběr požadovaného parametru
-
svařování na svařovacím zdroji pomocí tlačítek se šipkou
změna zvoleného parametru
-
svařování pomocí tlačítek +/zobrazení aktuálního parametru
-
svařování a hodnoty na displeji
Ruční svařovací hořák MIG/MAG je určen výhradně pro svařování MIG/MAG při
ručním použití.
Jakékoliv jiné a tento rámec přesahující použití se nepovažuje za předpisové. Za
škody vzniklé nepředpisovým použitím výrobce neručí.
K předpisovému používání přístroje patří rovněž
dodržování všech pokynů uvedených v návodu k obsluze
-
provádění pravidelných inspekčních a údržbářských prací
-
5
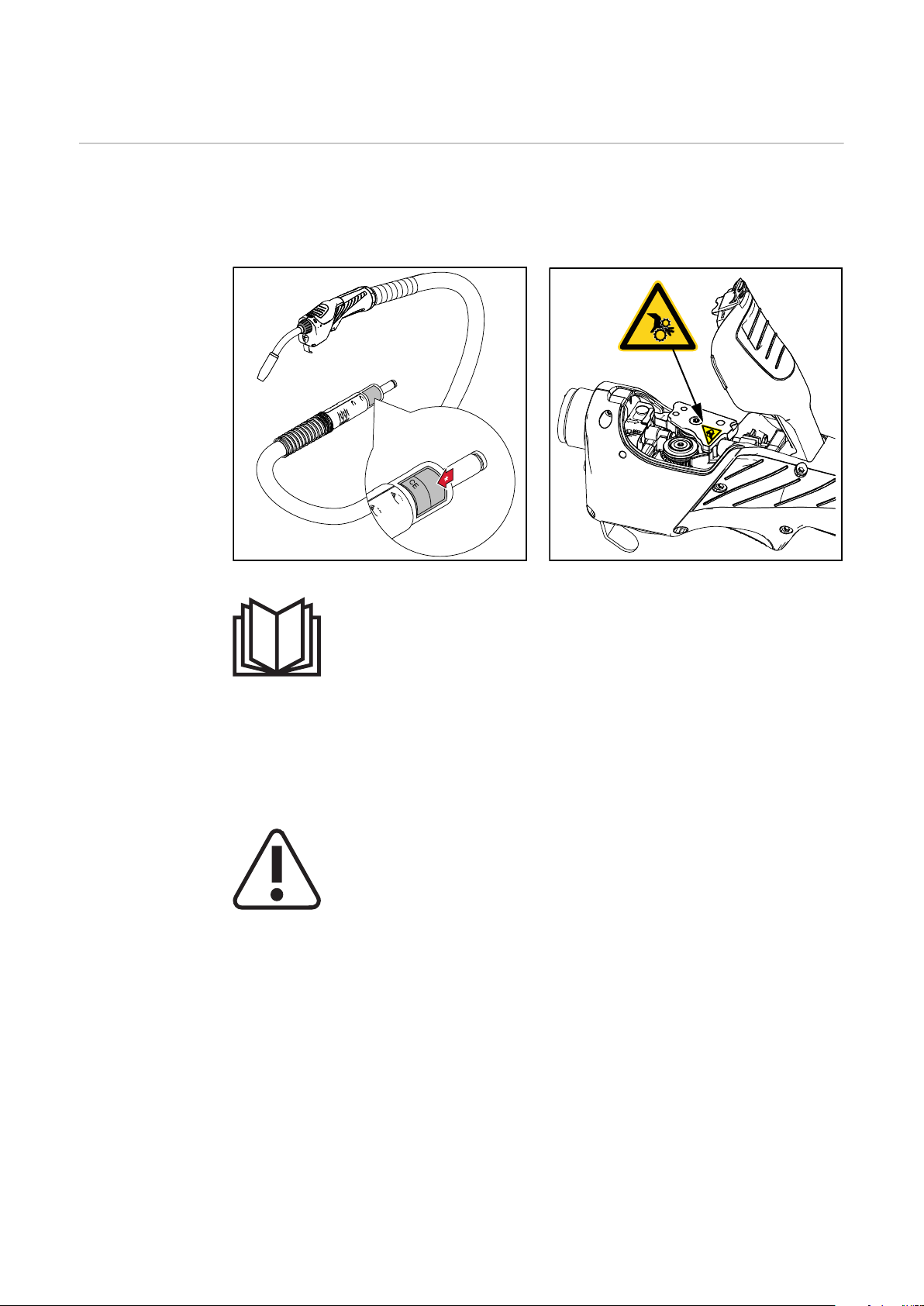
Bezpečnost
Varovná upozornění na
přístroji
Svařovací hořák je opatřen bezpečnostními symboly a výkonovým štítkem. Výkonový štítek a bezpečnostní symboly nesmí být odstraněny ani zabarveny. Symboly
varují před nesprávnou obsluhou, jejímž následkem mohou být závažné škody na
zdraví a majetku.
Výkonový štítek s bezpečnostními symboly Varování před pohyblivými díly
Popsané funkce používejte teprve poté, co si přečtete následující dokumenty a
porozumíte jejich obsahu:
tento návod k obsluze
-
přiložený dokument „Bezpečnostní předpisy“
-
všechny návody k obsluze systémových komponent, zejména bezpečnostní
-
předpisy
Svařování je nebezpečné. Pro řádnou práci s přístrojem musejí být splněny následující základní předpoklady:
dostatečná kvalifikace pro svařování
-
vhodné ochranné vybavení
-
nezúčastněné osoby se nezdržují v blízkosti svařovacího hořáku a svařovacího
-
procesu
6

Vysloužilé přístroje neodkládejte do domácího odpadu. Zlikvidujte je v souladu s
bezpečnostními předpisy.
Dbejte na to, aby se do blízkosti pohybujících se částí nedostaly vaše ruce, vlasy,
části oděvu a nářadí. Jedná se např. o tyto části přístroje:
ozubená kola
-
podávací kladky
-
cívky s drátem a drátové elektrody
-
Nesahejte do rotujících podávacích kladek pohonu drátu ani do jeho rotujících
hnacích součástí.
CS
Bezpečnost
Kryt svařovacího hořáku se smí otevřít či odstranit pouze na dobu trvání
údržbářských prací a oprav.
Během provozu
Ujistěte se, že je kryt zavřený.
-
Udržujte kryt zavřený.
-
VAROVÁNÍ!
Nesprávná obsluha a chybně provedené práce mohou zapříčinit závažná zranění
a materiální škody.
Veškeré práce uvedené v tomto návodu k obsluze smějí provádět jen odborně
▶
vyškolené osoby.
Veškeré funkce popsané v tomto návodu k obsluze smějí používat jen od-
▶
borně vyškolené osoby.
Všechny popsané práce provádějte a všechny popsané funkce používejte te-
▶
prve poté, co si podrobně přečtete následující dokumenty a porozumíte jejich
obsahu:
tento návod k obsluze,
přiložený dokument „Bezpečnostní předpisy“,
všechny návody k obsluze systémových komponent, zejména bezpečnostní
předpisy.
7

VAROVÁNÍ!
Úraz elektrickým proudem může být smrtelný.
Navíc hrozí nebezpečí poranění vysouvanou drátovou elektrodou.
Před zahájením všech prací popsaných v tomto návodu k obsluze:
přepněte síťový vypínač svařovacího zdroje do polohy - O -
▶
odpojte svařovací zdroj od sítě
▶
zajistěte, aby svařovací zdroj zůstal odpojený od sítě až do skončení všech
▶
prací.
POZOR!
Nebezpečí popálení horkými součástmi svařovacího hořáku a horkým chladicím
médiem, které se zahřívají v důsledku provozu.
Před zahájením všech prací popsaných v tomto návodu k obsluze nechte
▶
všechny součásti svařovacího hořáku a chladicí médium vychladnout na pokojovou teplotu (+25 °C, +77 °F).
POZOR!
Nebezpečí poranění osob a materiálních škod v důsledku nedostatečného propojení.
Veškeré kabely, vedení a hadicová vedení musí být vždy pevně připojené, ne-
▶
poškozené, správně izolované a dostatečně dimenzované.
POZOR!
Nebezpečí poranění pohybujícími se díly.
Svařovací hořák provozujte pouze tehdy, je-li kryt na d podávacími kladkami
▶
uzavřený.
UPOZORNĚNĹ!
Vodou chlazené svařovací hořáky nesmí být nikdy provozovány bez použití chladicího média.
Za škody vzniklé takovým používáním výrobce neručí a všechny ostatní záruční
nároky zanikají.
8
Uvedení do provozu
CS
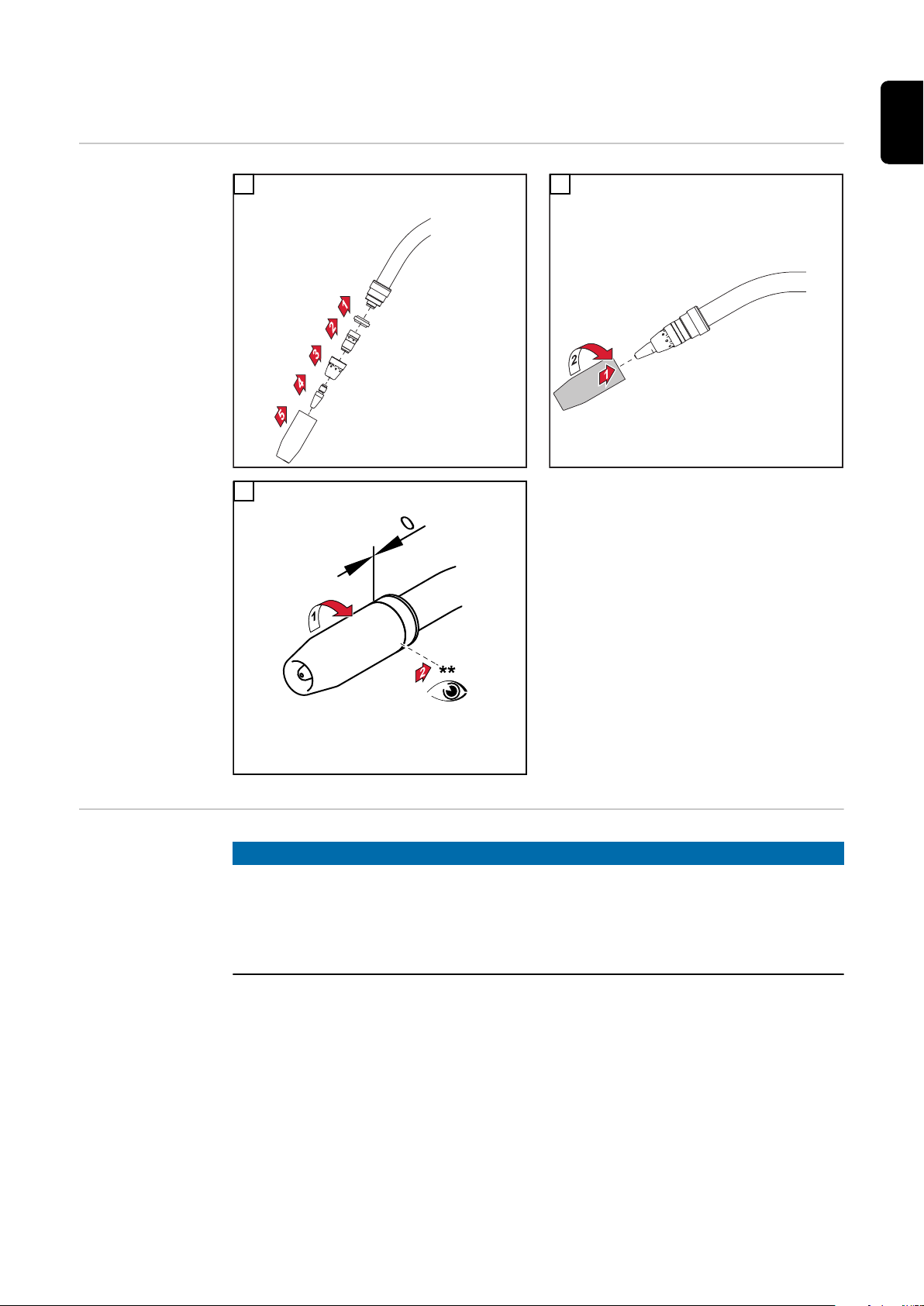
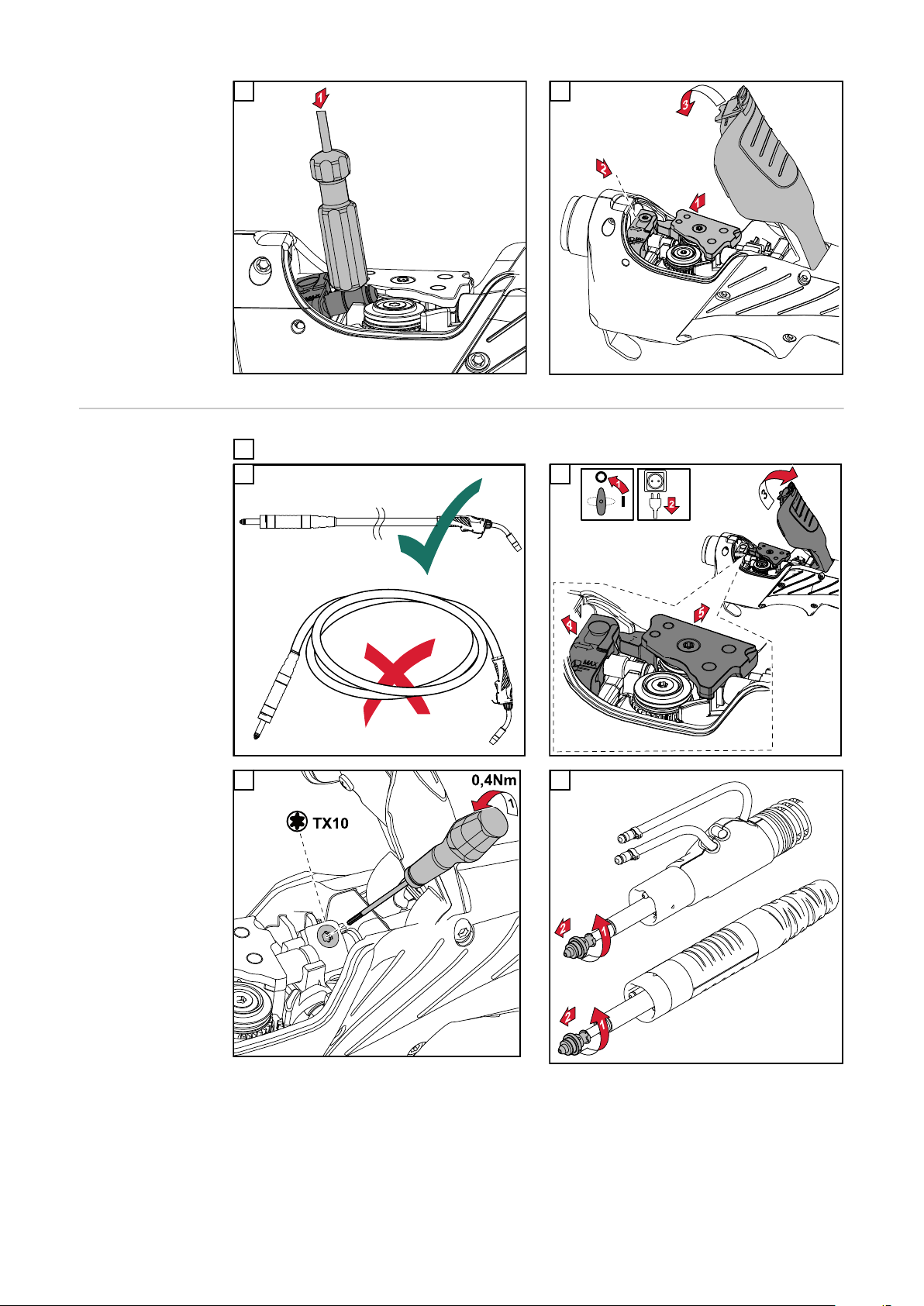
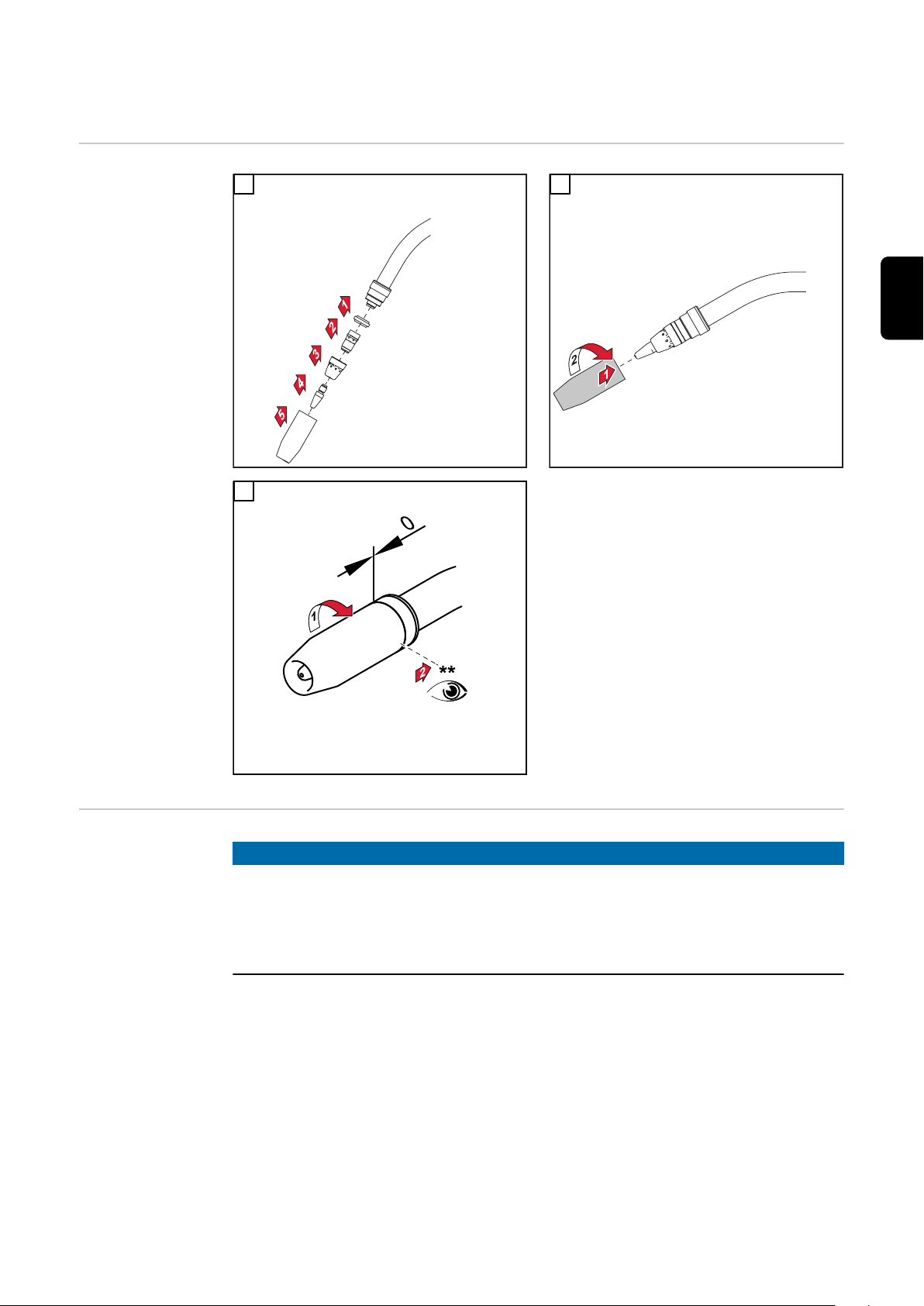
MTG d, MTW d –
montáž
spotřebních dílů
na tělo hořáku
1 2
3
** Plynovou hubici dotáhněte až
na doraz
Upozornění
týkající se
bovdenu u
svařovacích
hořáků chlazených plynem
UPOZORNĚNĹ!
Pokud se u svařovacích hořáků chlazených plynem použije v těle hořáku plastový bovden, údaje o výkonu uvedené v technických údajích se snižují o 30 %.
Chcete-li mít možnost využívat maximální výkon v případě použití
▶
svařovacích hořáků chlazených plynem, používejte v těle hořáku ocelový
bovden.
9

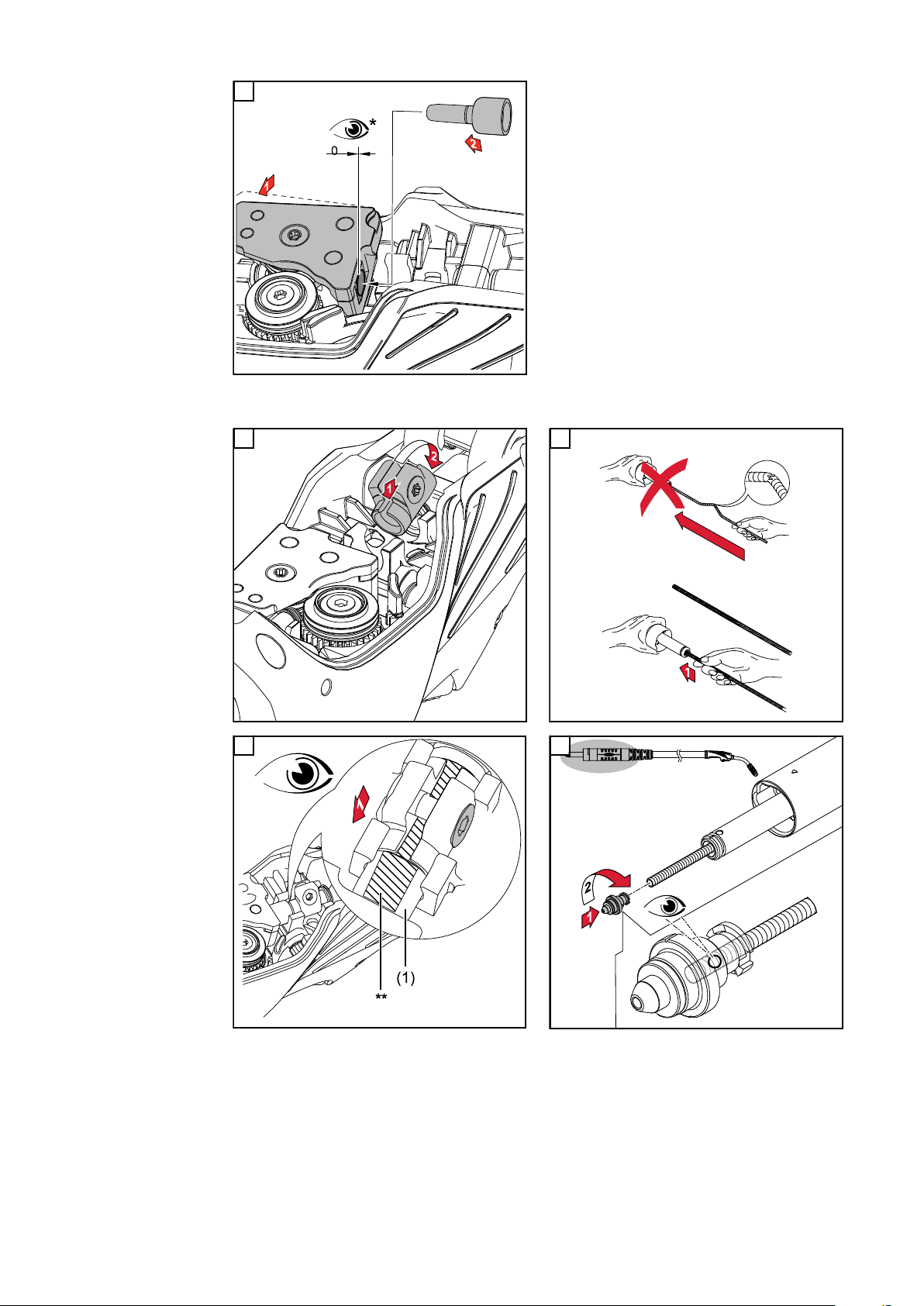
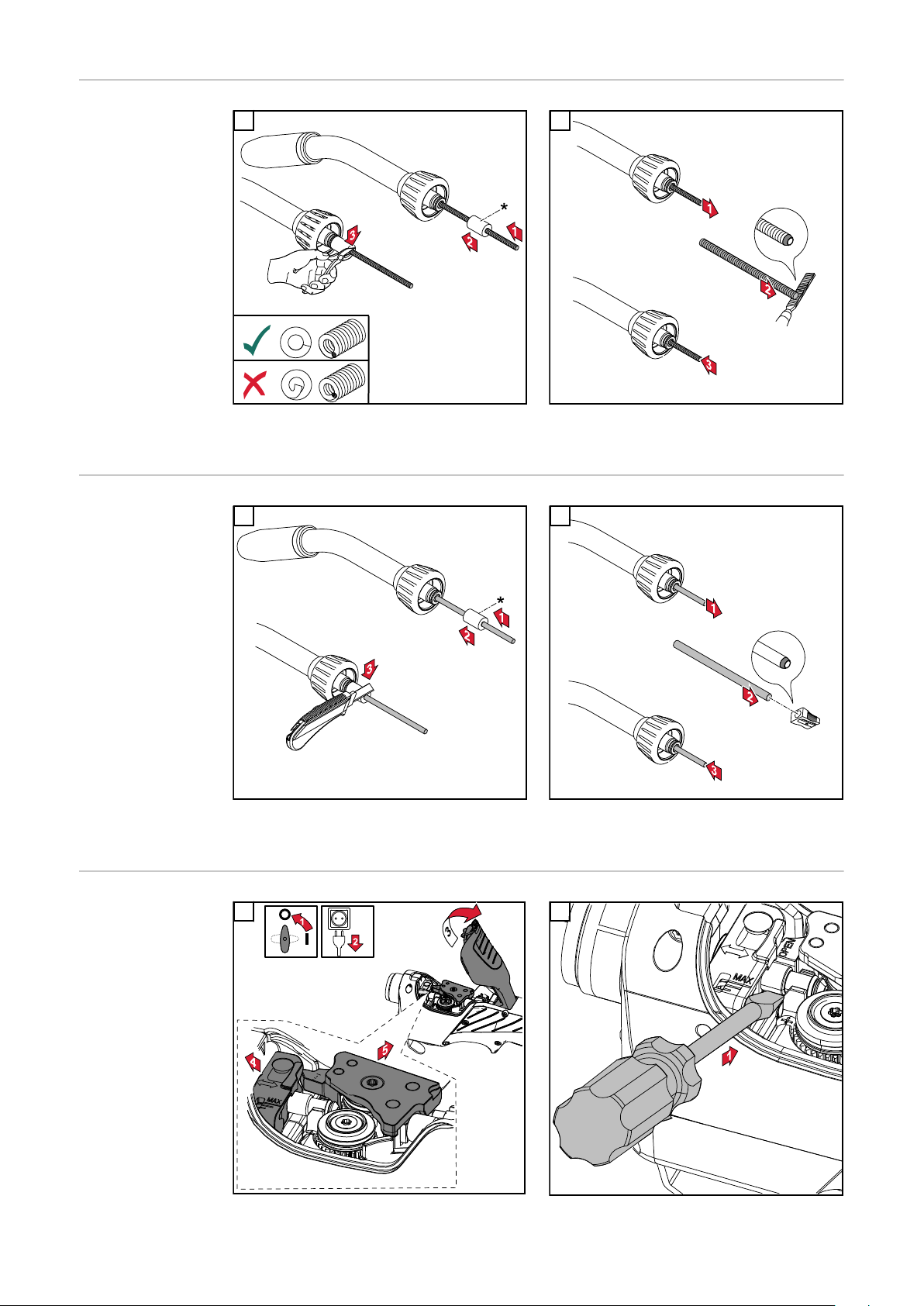
Montáž ocelového bovdenu
do těla hořáku
1 2
* Použijte zkracovací trubici svařovacího hořáku
Montáž plastového bovdenu
do těla hořáku
Montáž
spotřebních dílů
do hadicového
vedení
1 2
* Použijte zkracovací trubici svařovacího hořáku
1 2
10

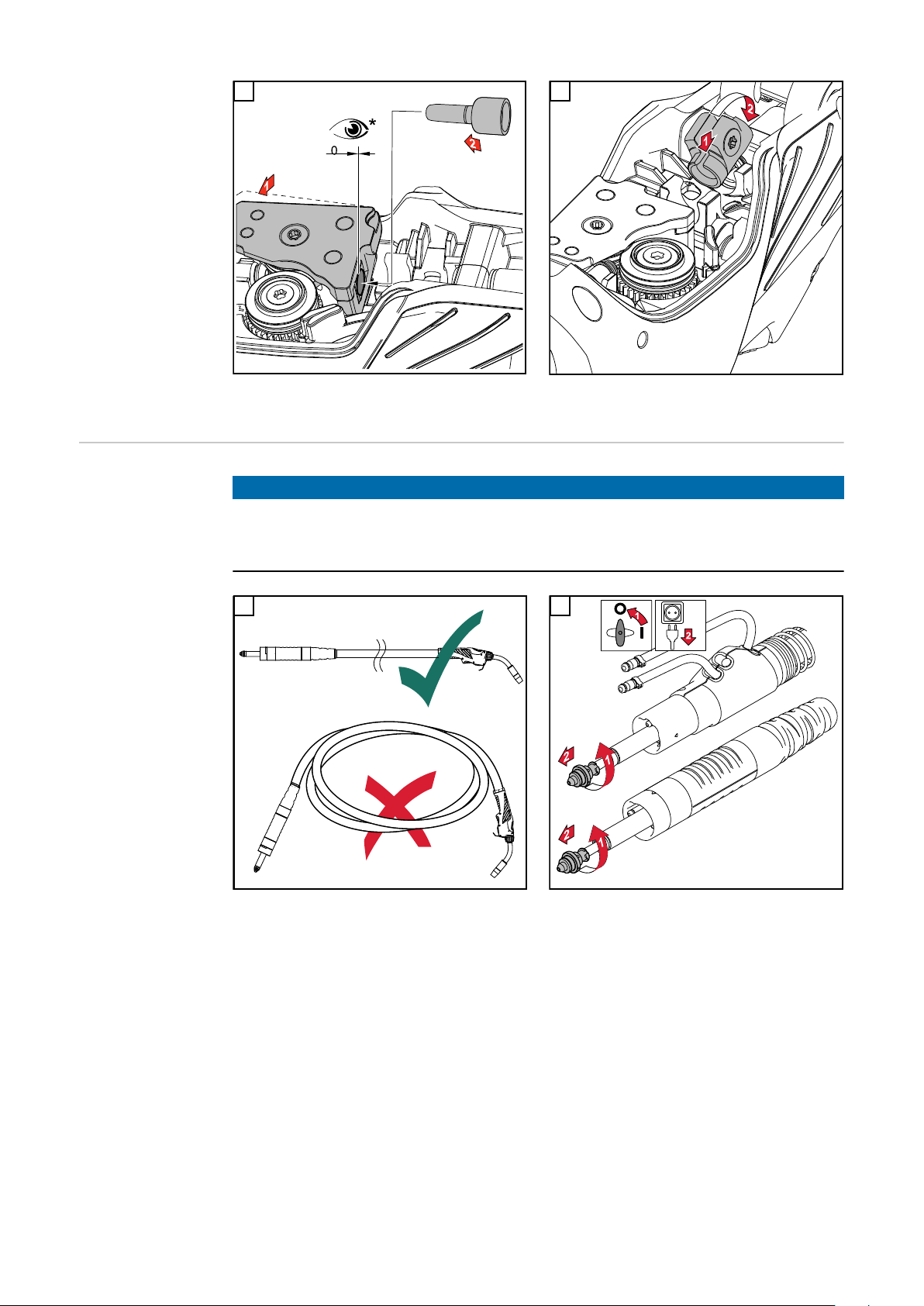
3 4
5 6
CS
7 8
11

9 10
* Zaváděcí trysku drátu nasuňte až na doraz
Montáž bovdenu
do hadicového
vedení
UPOZORNĚNĹ!
Aby bylo možné bovden správně namontovat, je zapotřebí mít hadicové vedení
při montáži bovdenu rovně položené.
1 2
12

3
4
* Vsuňte bovden až na doraz do zaváděcí trysky drátu (1).
5 6
CS
** Ocelový bovden
*** Plastový bovden
13

7 8
**** Uzávěr našroubujte na bovden až na doraz. Bovden musí být vidět otvo-
rem v uzávěru.
10
9
UPOZORNĚNĹ!
Ocelové bovdeny s vnějším průměrem
menším než 1 mm (0.039 in.) nelze do
svařovacího hořáku zašroubovat – pro
tyto bovdeny proto neplatí uvedený
utahovací moment.
Všechny ostatní bovdeny se musí do
svařovacího hořáku zašroubovat uvedeným utahovacím momentem.
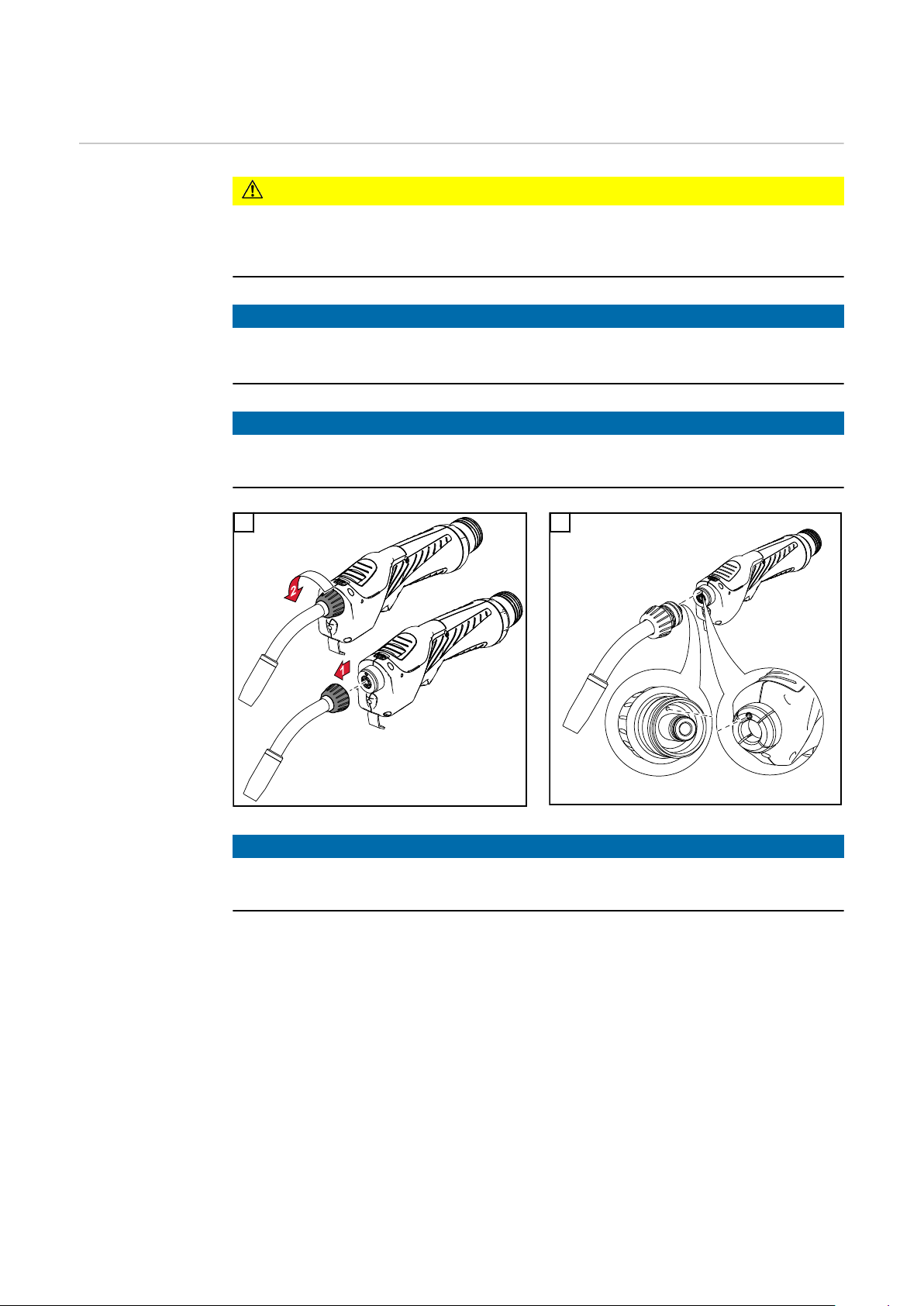
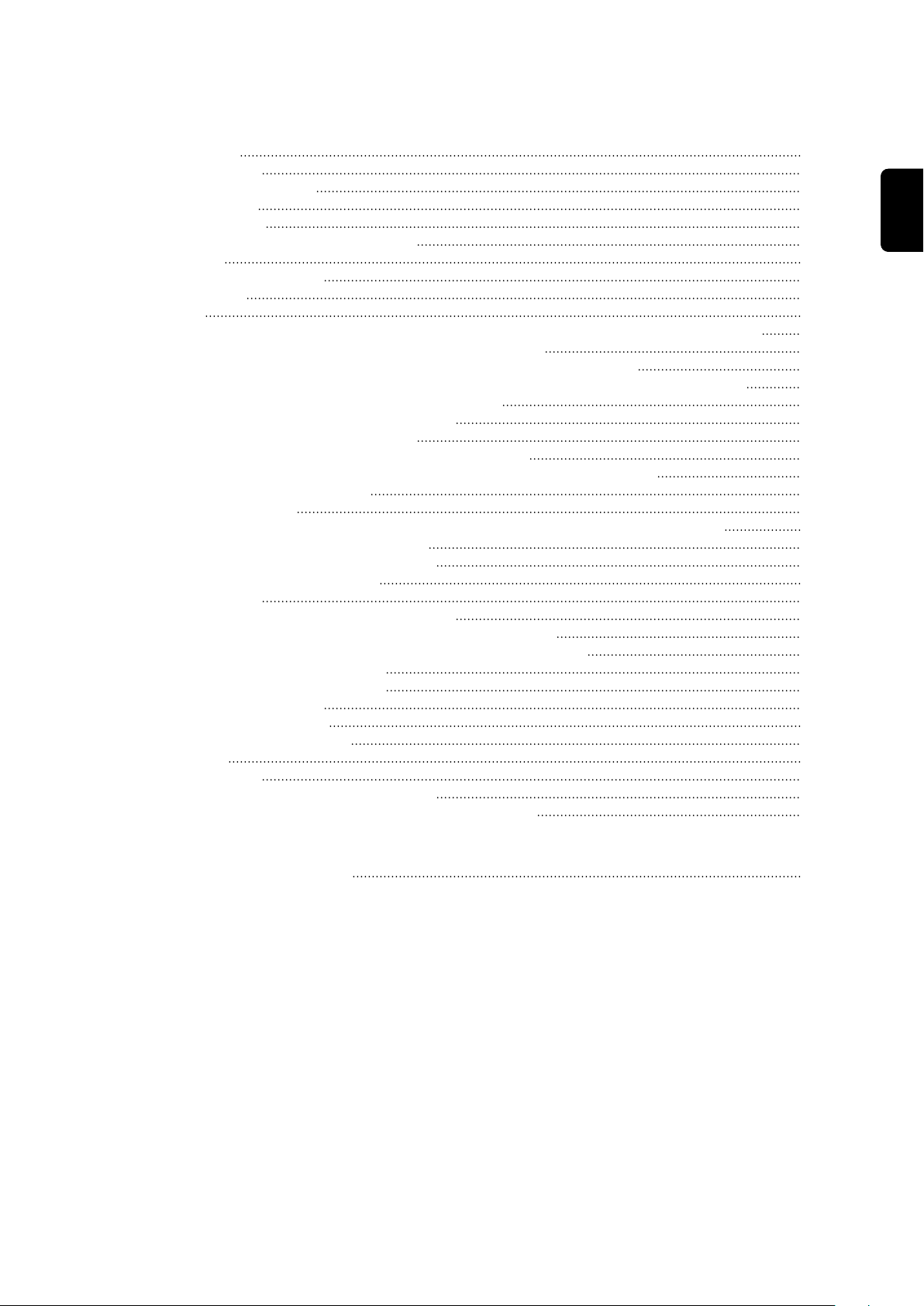
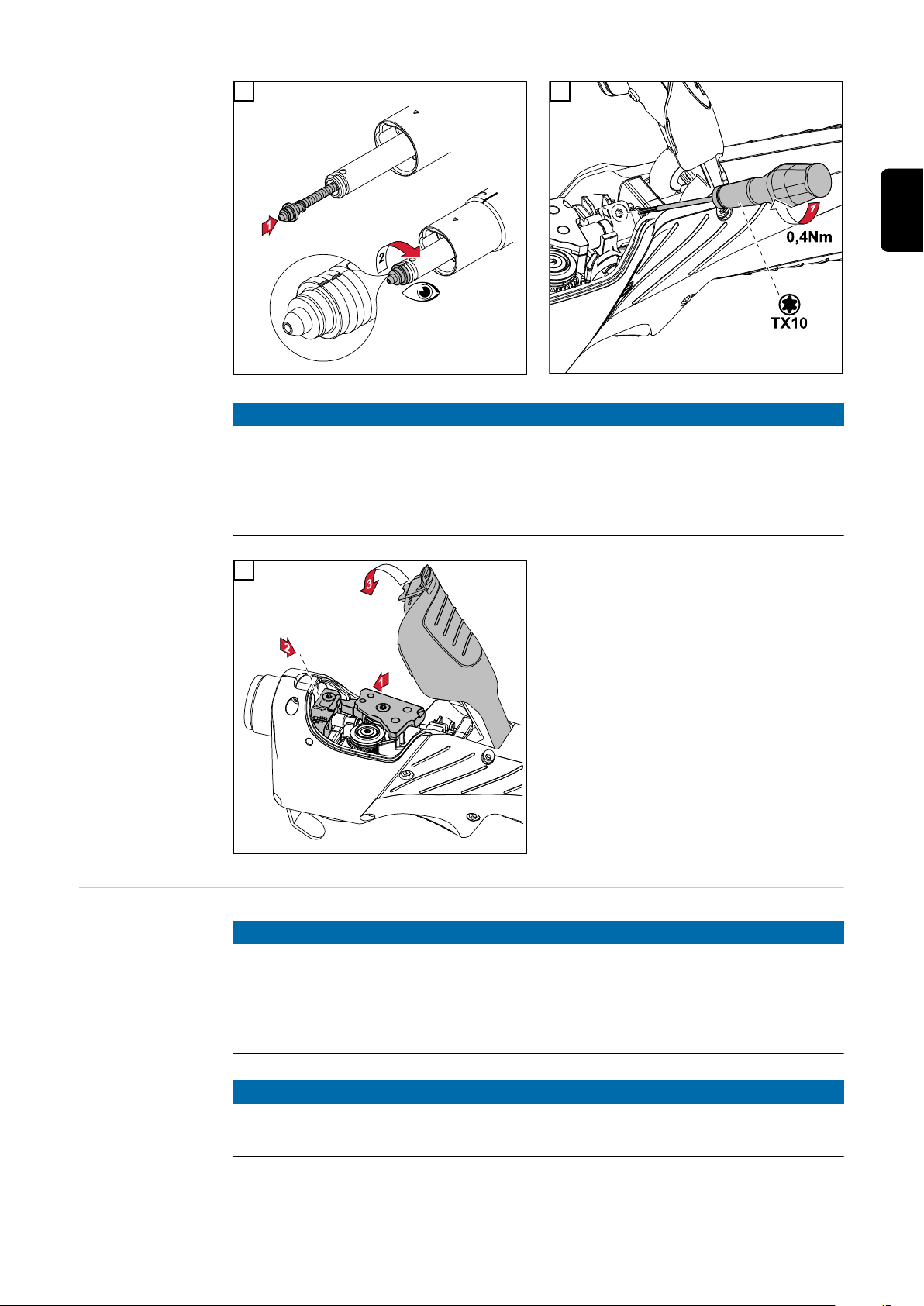
Montáž těla
hořáku
14
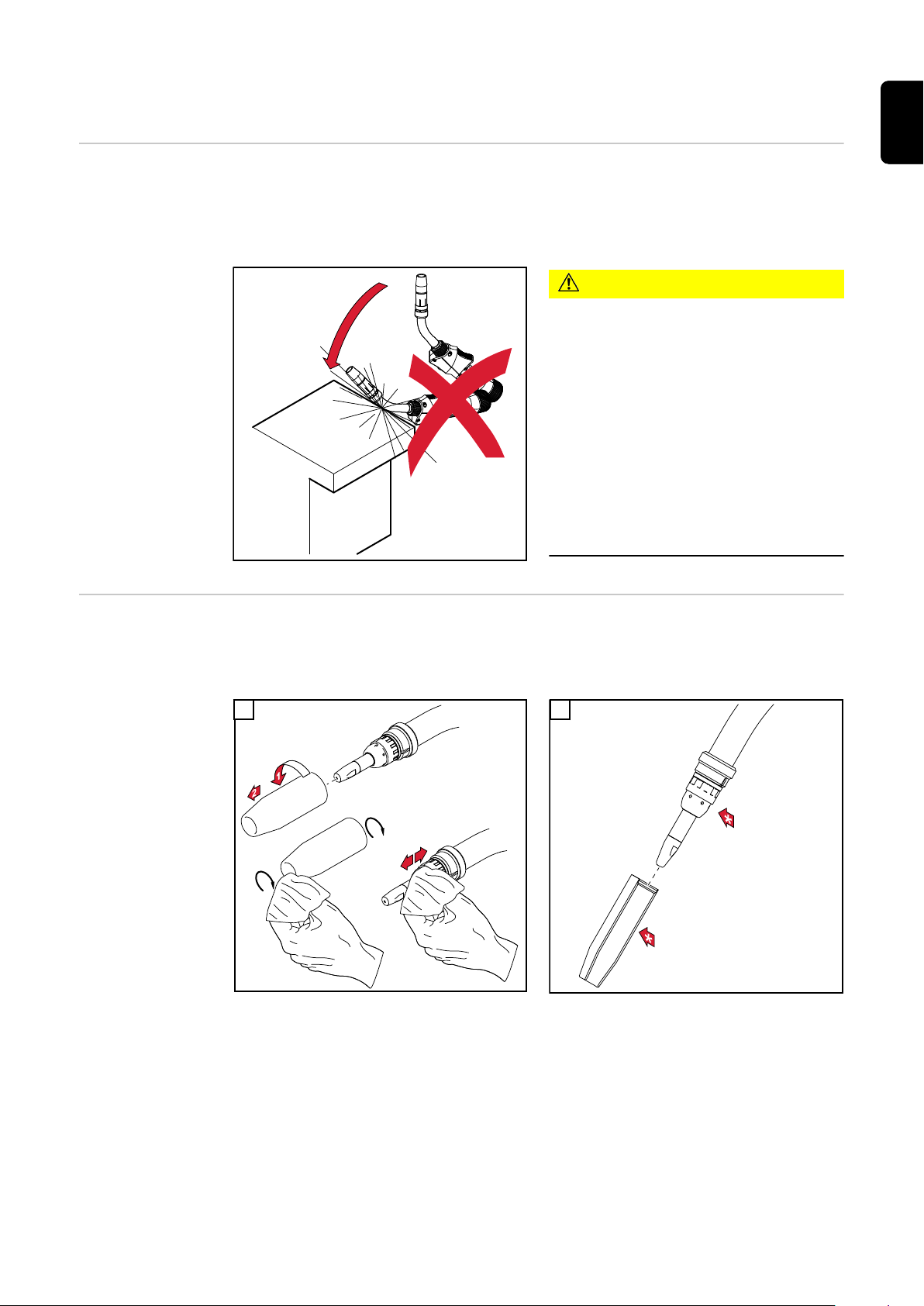
POZOR!
Nebezpečí poškození svařovacího hořáku.
Převlečnou matici těla hořáku vždy dotáhněte až na doraz.
▶

UPOZORNĚNĹ!
Před montáží těla hořáku zajistěte, aby propojovací místo těla hořáku a hadicového vedení bylo čisté a nepoškozené.
UPOZORNĚNĹ!
U vodou chlazených svařovacích hořáků může v důsledku jejich konstrukce
docházet ke zvýšenému odporu při šroubování převlečné matice.
Tento jev je normální. Převlečnou matici těla hořáku vždy dotáhněte až na doraz.
1 2
CS
UPOZORNĚNĹ!
Jakmile spojovací kolík (1) hadicového vedení zapadne do spojovacího otvoru (2)
těla hořáku, nachází se tělo hořáku v poloze 0°.
3
* Zajistěte, aby převlečná matice
byla dotažená až na doraz.
15
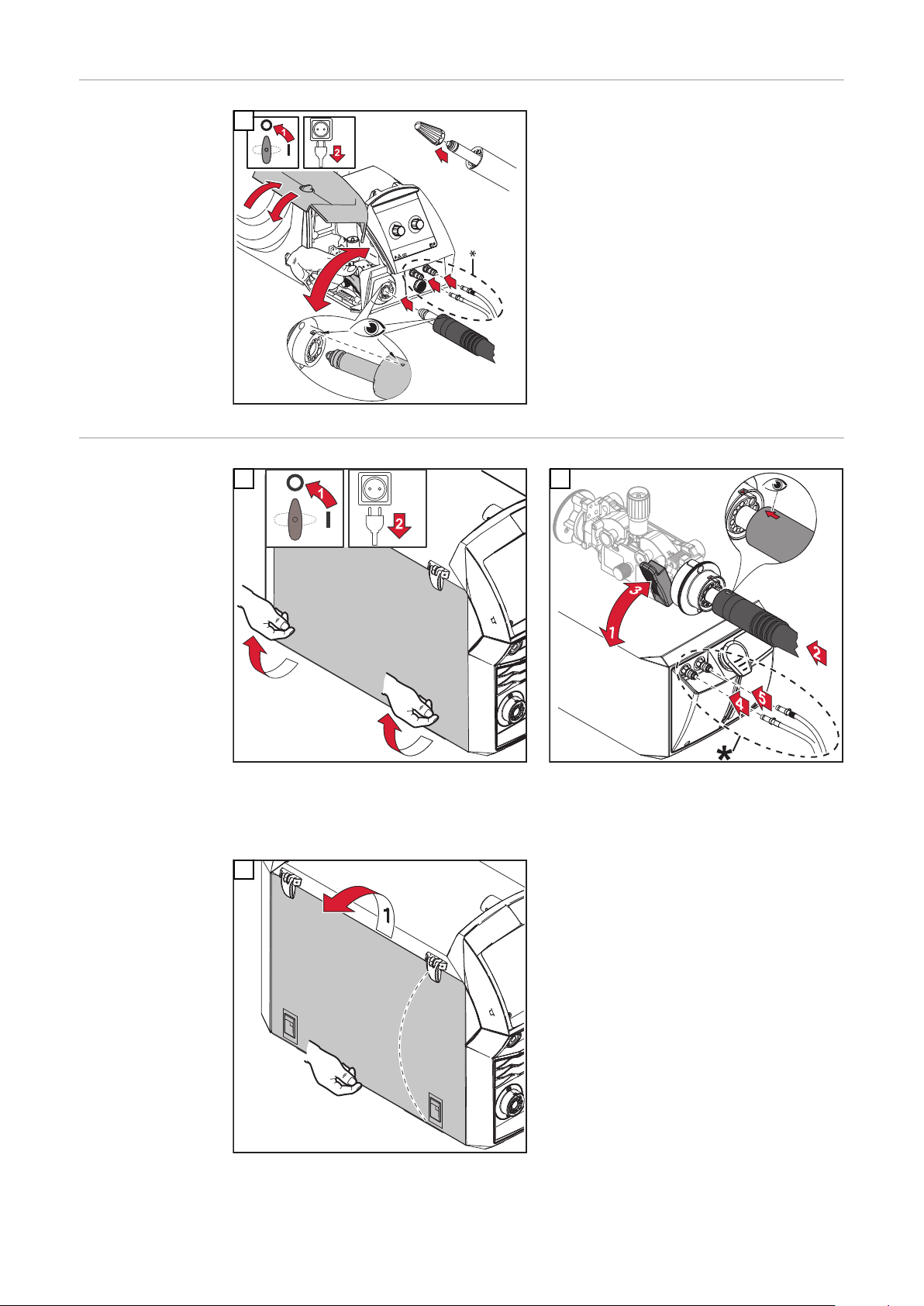
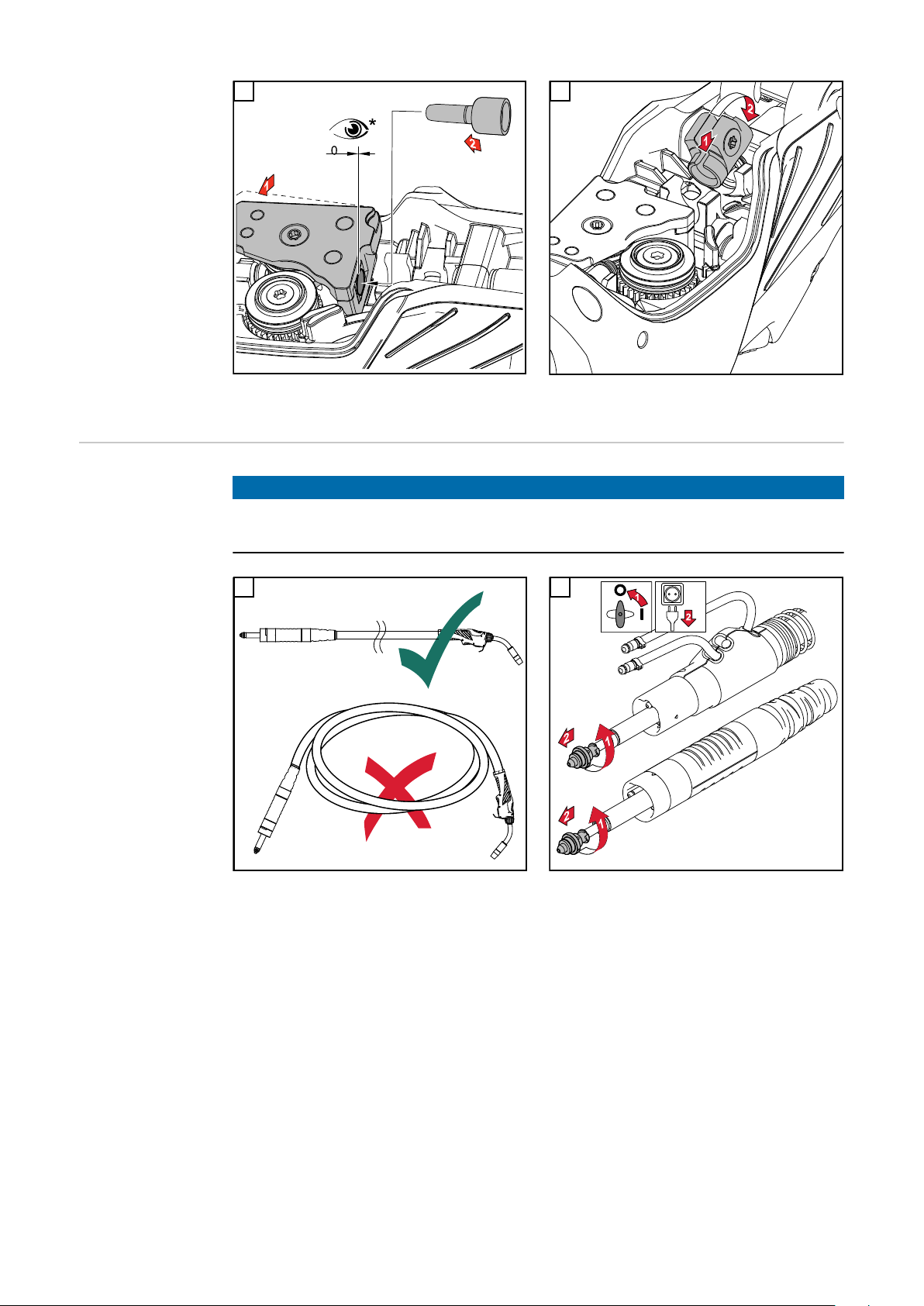
Připojení
3
4
8
5
7
6
9
10
3
3
svařovacího
hořáku k podavači drátu
1
* Pouze pokud jsou v podavači
drátu instalované volitelné
přípojky chladicího média a
svařovací hořák je chlazený vodou.
Hadice chladicího média vždy
připojujte podle jejich barevného označení.
Připojení
svařovacího
hořáku ke
svařovacímu
zdroji a chladicímu modulu
1 2
* Pouze pokud jsou v chladicím modulu instalované volitelné přípojky chla-
dicího média a svařovací hořák je chlazený vodou.
Hadice chladicího média vždy připojujte podle jejich barevného označení.
3
16
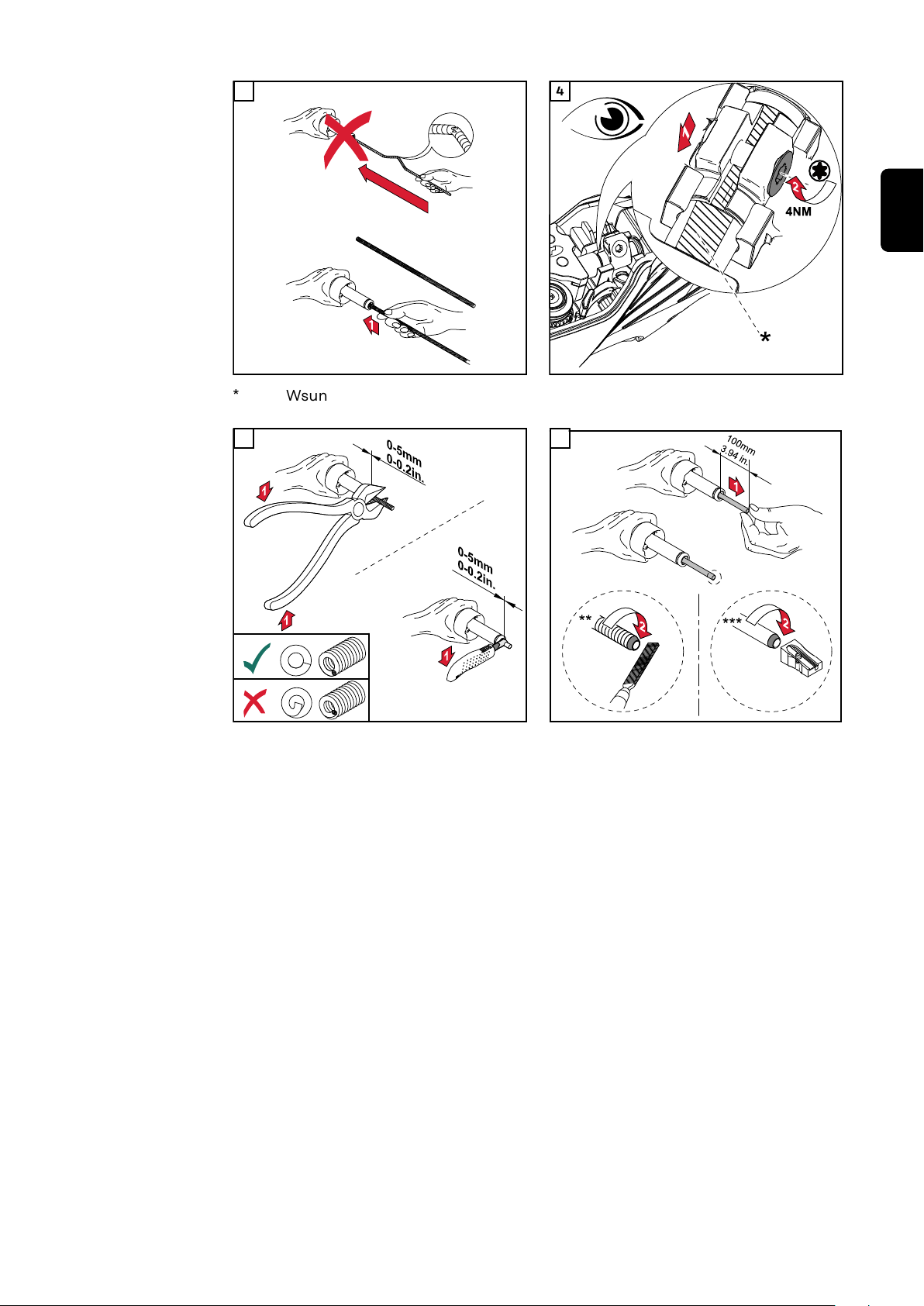
Zavedení drátové
elektrody
POZOR!
Nebezpečí poranění osob a materiálních škod v důsledku zasažení svařovacím
proudem a nechtěného zapálení oblouku.
Před zahájením prací přerušte uzemnění mezi svařovacím systémem a
▶
svařencem.
POZOR!
Nebezpečí poškození svařovacího hořáku ostrým koncem drátové elektrody.
Před zaváděním drátové elektrody pečlivě odstraňte otřepy na jejím konci.
▶
POZOR!
Nebezpečí poranění v důsledku působení pružnosti navinuté drátové elektrody.
Při zavádění drátové elektrody do 4kladkového pohonu podavače drátu
▶
pevně držte konec drátové elektrody, abyste zabránili poranění v důsledku
jejího rychlého zpětného protočení.
1 2
CS
POZOR!
Nebezpečí poranění osob a materiálních škod v důsledku vysouvání drátové
elektrody.
Při práci
držte svařovací hořák tak, aby špička svařovacího hořáku směřovala od ob-
▶
ličeje a od těla
používejte vhodné ochranné brýle
▶
nemiřte svařovacím hořákem na jiné osoby
▶
dbejte na to, aby se drátová elektroda nedotýkala žádných elektricky vo-
▶
divých nebo uzemněných částí (např. pláště atd.)
UPOZORNĚNĹ!
Při zavádění drátové elektrody položte hadicové vedení rovně, jak je znázorněno
na následujícím obrázku.
Maximální povolená rychlost zavádění = 10 m/s.
17

3 4
5
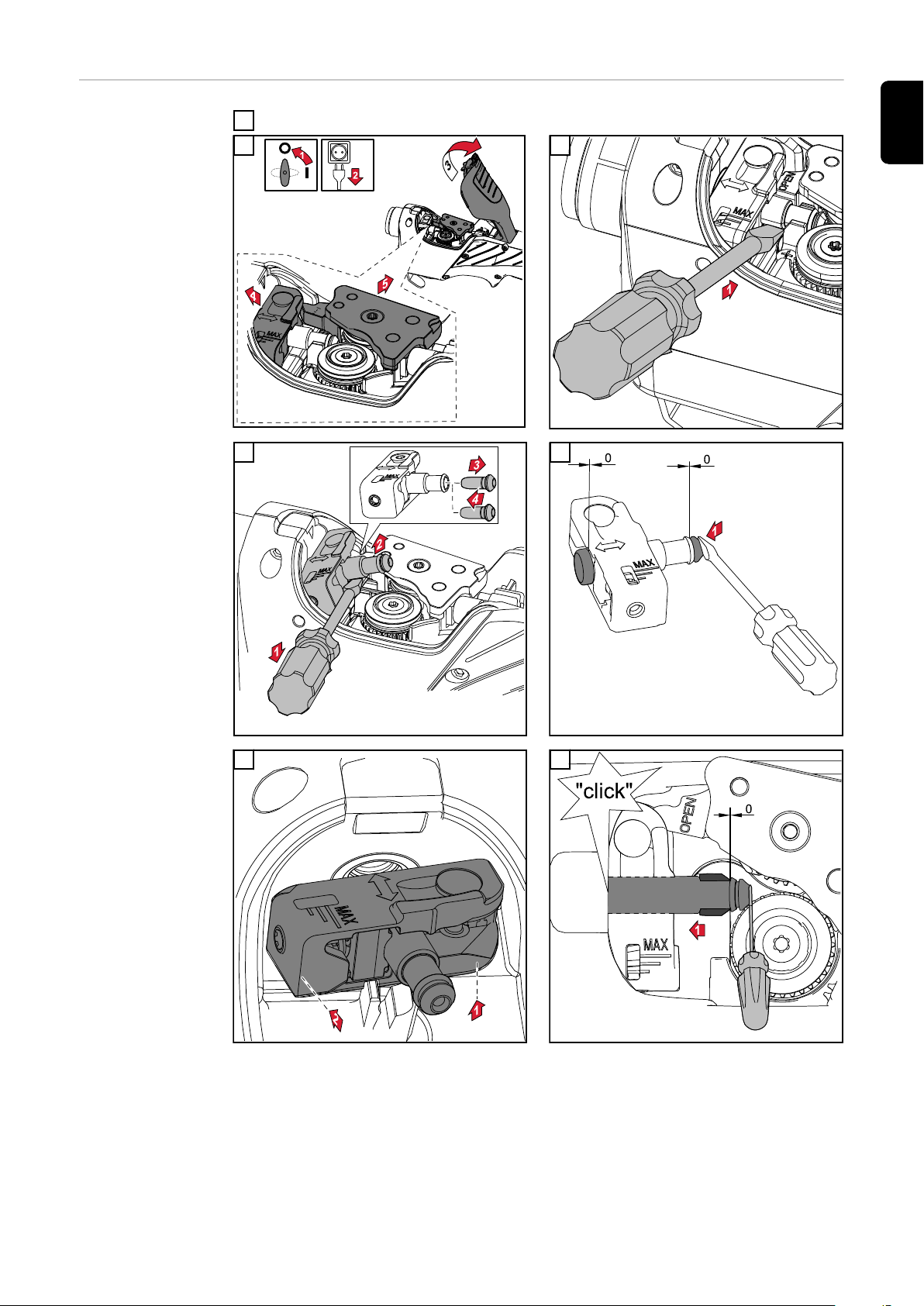
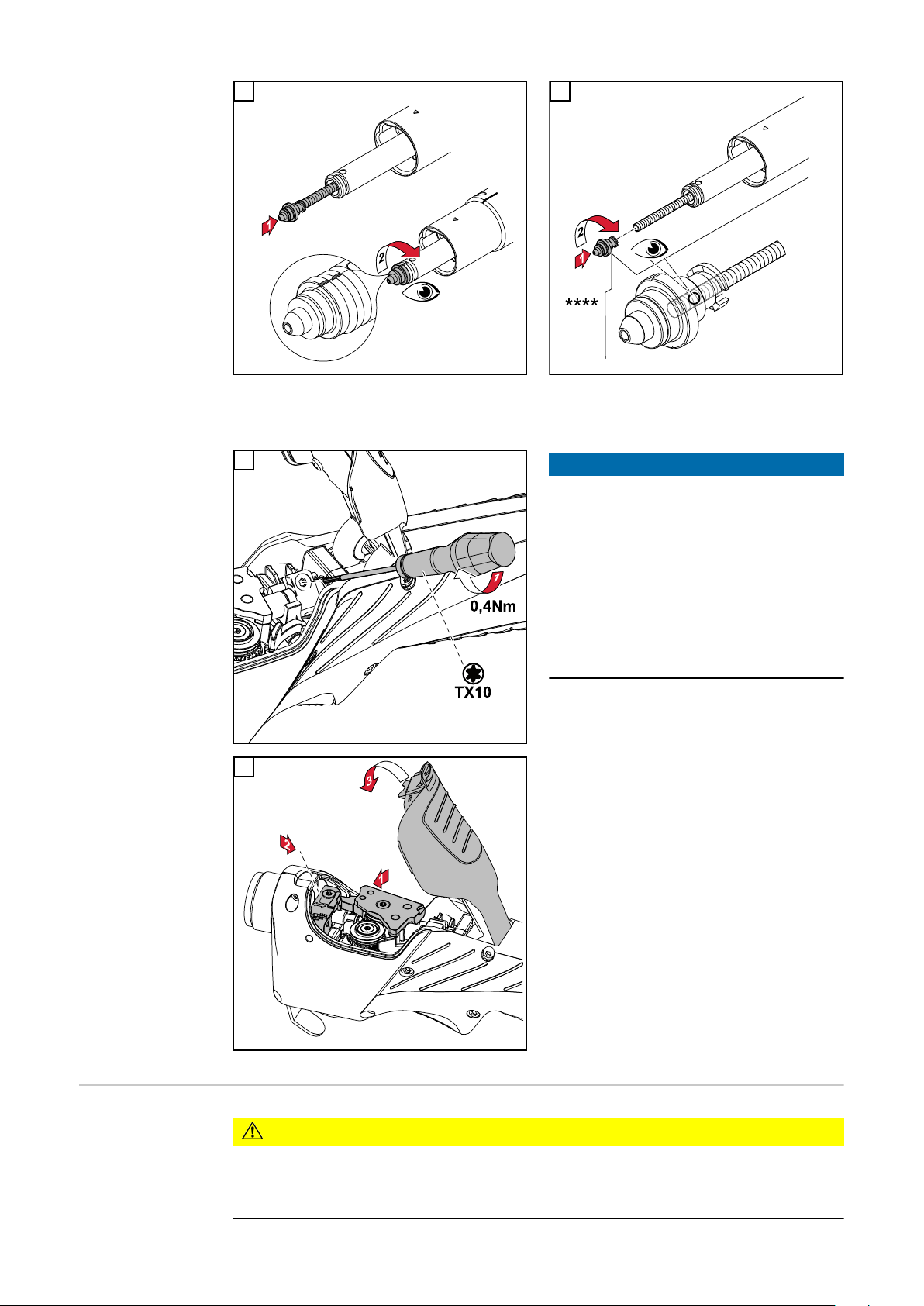
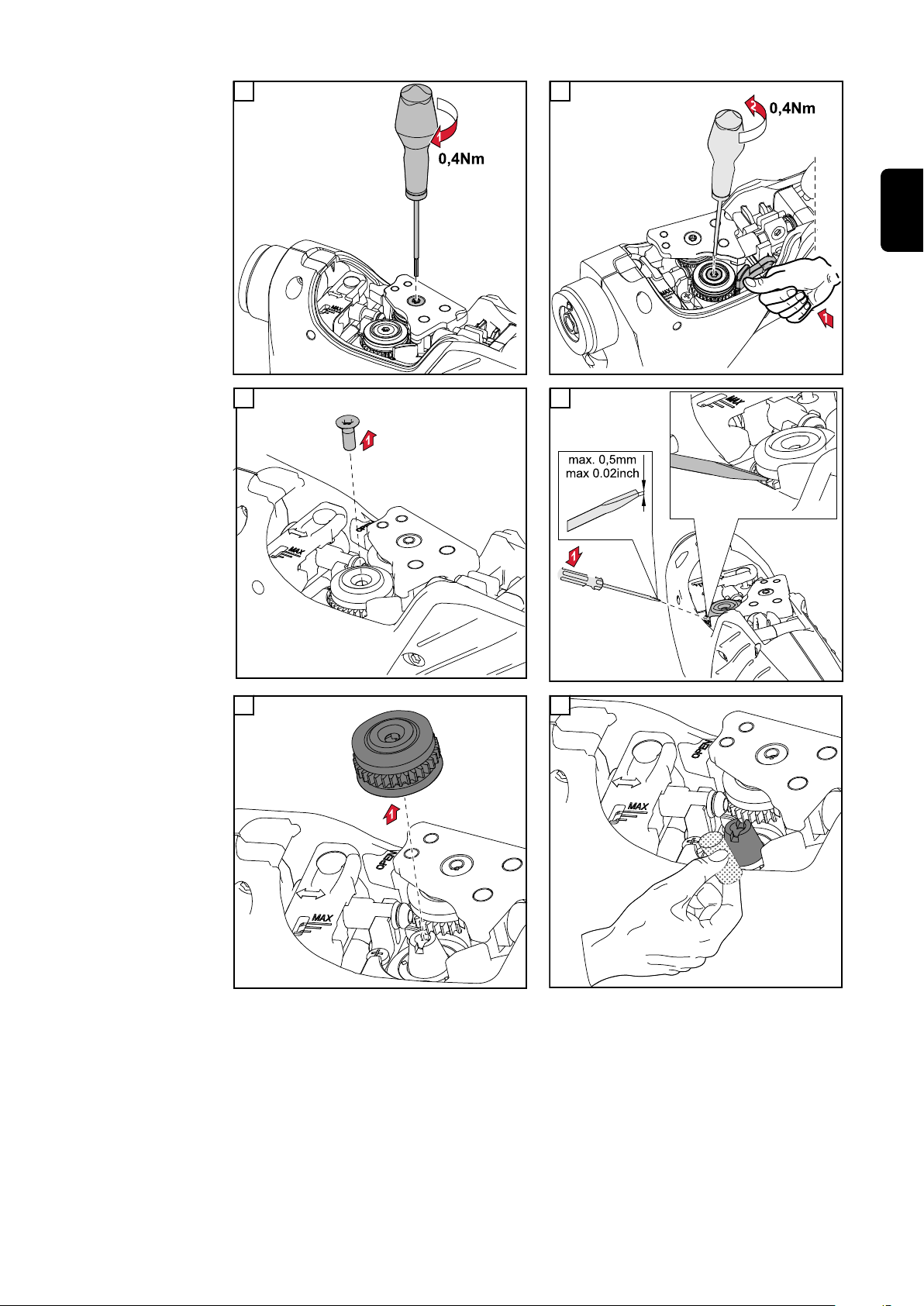
Nastavení přítlaku
* Hodnoty uvedené na obrázku na
vnitřní straně krytu použijte jako směrné hodnoty pro nastavení přítlaku.
18

UPOZORNĚNĹ!
Nastavení přítlaku se provádí následovně:
otáčení šroubu ve směru hodinových ručiček = snížení přítlaku,
▶
maximální zátěžný moment = jen lehce na doraz – otočit šroub jen tak daleko, až se ukazatel přítlaku nachází v poloze „min“
otáčení šroubu proti směru hodinových ručiček = zvýšení přítlaku,
▶
maximální zátěžný moment = 0,4 Nm – otočit šroub jen tak daleko, až se ukazatel přítlaku nachází v poloze „max“
1 2
CS
3
19
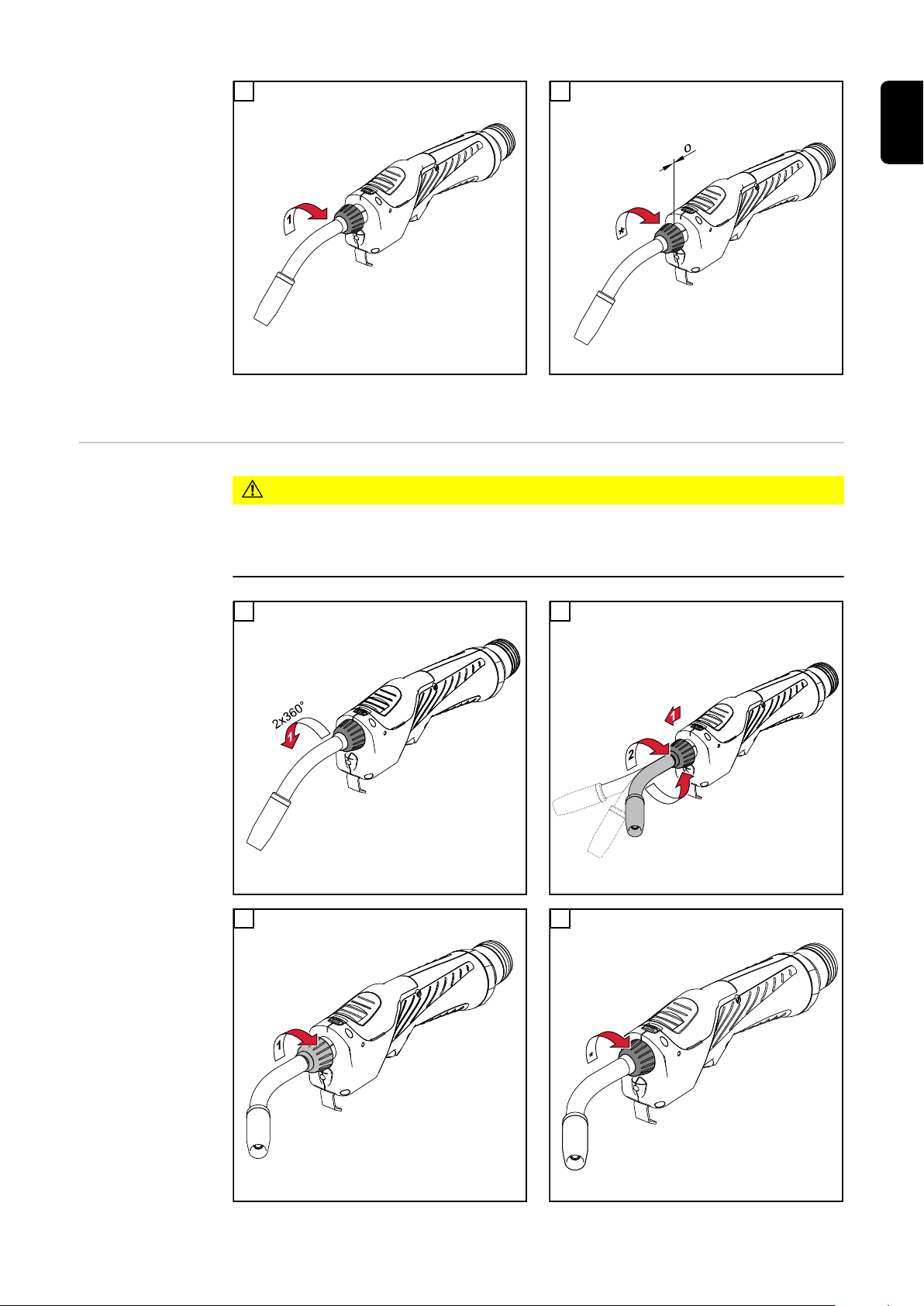
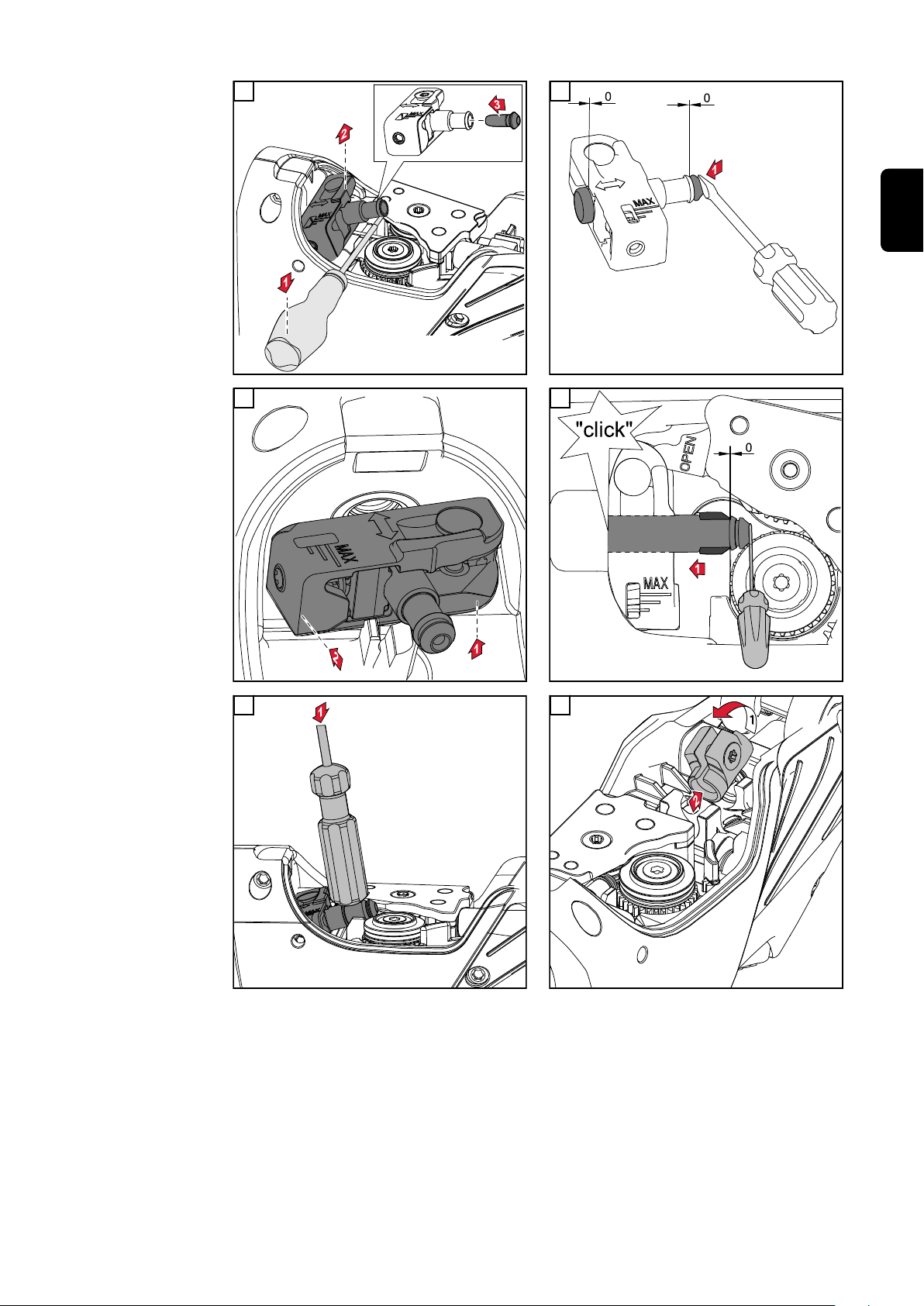
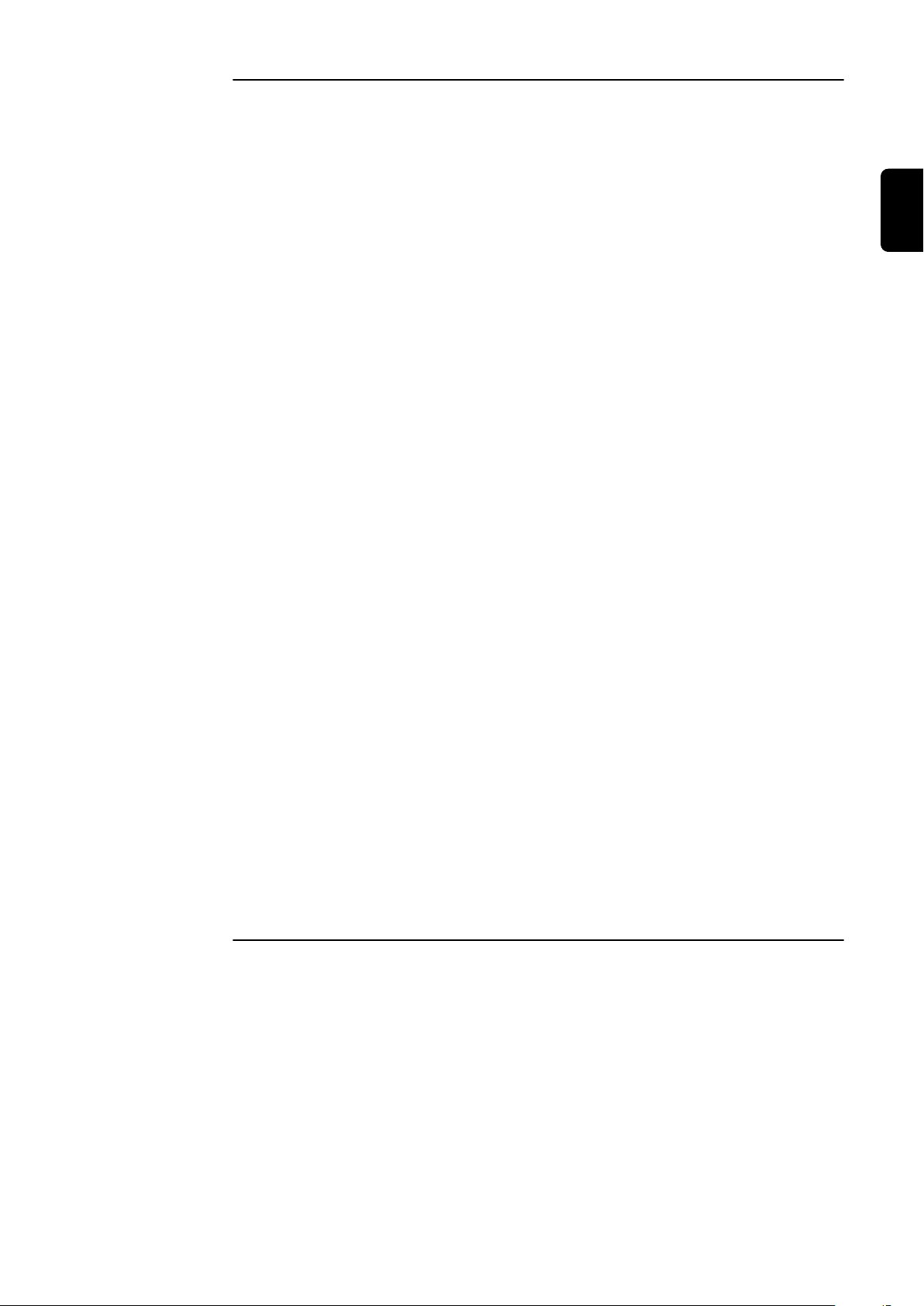
Výměna těla hořáku, pootočení těla hořáku
Výměna těla
hořáku
POZOR!
Nebezpečí popálení horkým chladicím médiem a horkým tělem hořáku.
Před zahájením prací nechte chladicí médium a tělo hořáku ochladit na poko-
▶
jovou teplotu (+25 °C, +77 °F).
UPOZORNĚNĹ!
V těle hořáku se vždy nachází zbytek chladicího média.
Při demontáži těla hořáku musí plynová hubice směřovat dolů.
▶
UPOZORNĚNĹ!
Před montáží těla hořáku zajistěte, aby propojovací místo těla hořáku a hadicového vedení bylo čisté a nepoškozené.
1 2
20
UPOZORNĚNĹ!
Jakmile spojovací kolík (1) hadicového vedení zapadne do spojovacího otvoru (2)
těla hořáku, nachází se tělo hořáku v poloze 0°.
3 4
* Zajistěte, aby převlečná matice byla dotažená až na doraz.
CS
Pootočení těla
hořáku
POZOR!
Nebezpečí popálení horkým chladicím médiem a horkým tělem hořáku.
Před zahájením prací nechte chladicí médium a tělo hořáku ochladit na poko-
▶
jovou teplotu (+25 °C, +77 °F).
1 2
3 4
21

* Zajistěte, aby převlečná matice byla dotažená až na doraz.
22
Péče, údržba a likvidace odpadu
CS
Všeobecné informace
Pravidelná a preventivní údržba svařovacího hořáku jsou podstatné faktory pro
zachování bezchybného provozu. Svařovací hořák je vystaven vysokým teplotám a
silnému znečištění. Proto svařovací hořák vyžaduje častější údržbu než jiné
součásti svařovacího systému.
POZOR!
Nebezpečí poškození v důsledku neodborné manipulace se svařovacím
hořákem.
Následkem mohou být značné hmotné
škody.
Zabraňte nárazům svařovacího
▶
hořáku do tvrdých předmětů.
Zabraňte vzniku rýh a škrábanců
▶
v kontaktní špičce, aby se v nich
následně neusazovaly svařovací
rozstřiky.
Tělo hořáku se v žádném případě
▶
nesmí ohnout!
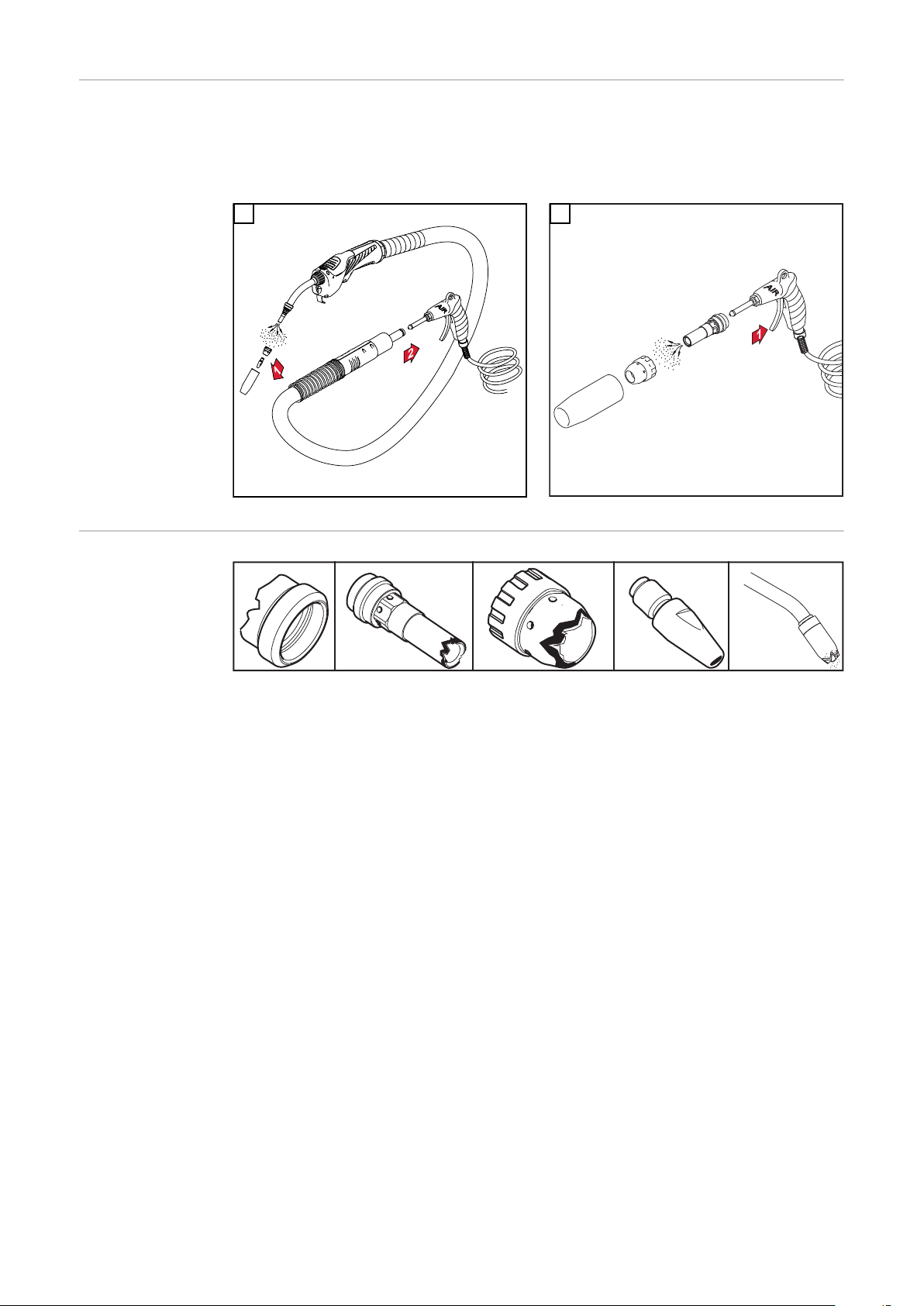
Údržba při
každém uvedení
do provozu
zkontrolujte spotřební díly
-
Výměna vadných spotřebních dílů
-
odstraňte svařovací rozstřiky z plynové hubice
-
1 2
* Zkontrolujte plynovou hubici, ochranu proti rozstřiku a izolace, zda nejsou
poškozené. Poškozené součásti vyměňte.
Kromě toho při každém uvedení do provozu, u svařovacích hořáků chlazených
-
vodou:
zajistěte, aby všechny přípojky chladicího média byly těsné
-
zajistěte řádný zpětný tok chladicího média
-
23
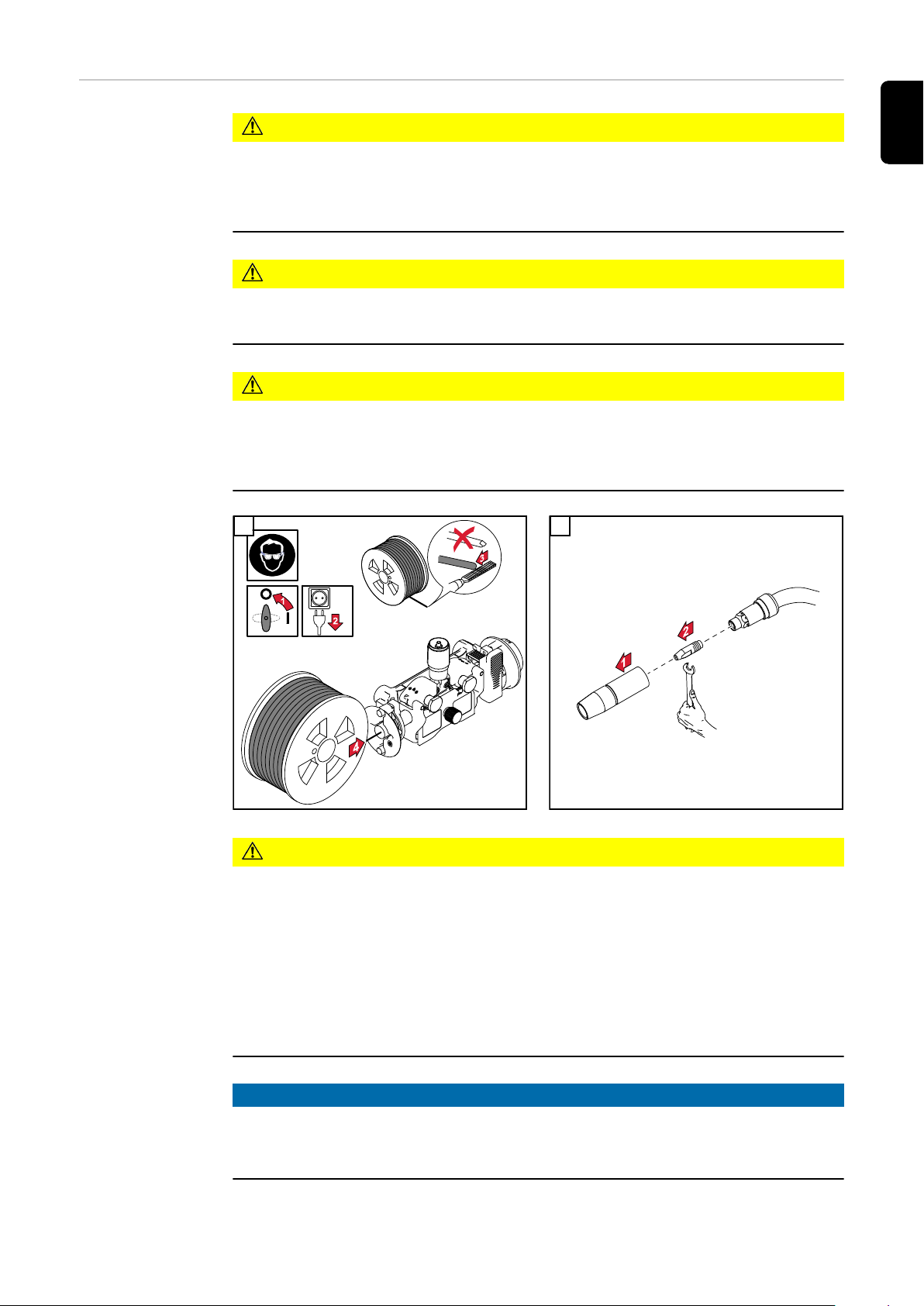
Při každé
1.
2.
3.
4.
5.
výměně cívky s
drátem / košové
cívky
Při každé výměně cívky s drátem / košové cívky:
Vyčištění hadice podávání drátu pomocí redukovaného stlačeného vzduchu
-
Doporučujeme: Vyměňte bovden, před instalací nového bovdenu vyčistěte
-
spotřební díly
1 2
Rozpoznání
vadných
spotřebních dílů
Izolované součásti
1.
upálené vnější hrany, zářezy
-
Držáky trysek
2.
upálené vnější hrany, zářezy
-
četné svařovací odstřiky
-
Ochrana proti rozstřiku
3.
upálené vnější hrany, zářezy
-
Kontaktní trubice
4.
vydřené otvory (oválné) na vstupu a výstupu drátu
-
četné svařovací odstřiky
-
závar na špičce kontaktní trubice
-
Plynové hubice
5.
četné svařovací odstřiky
-
upálené vnější hrany
-
zářezy
-
24
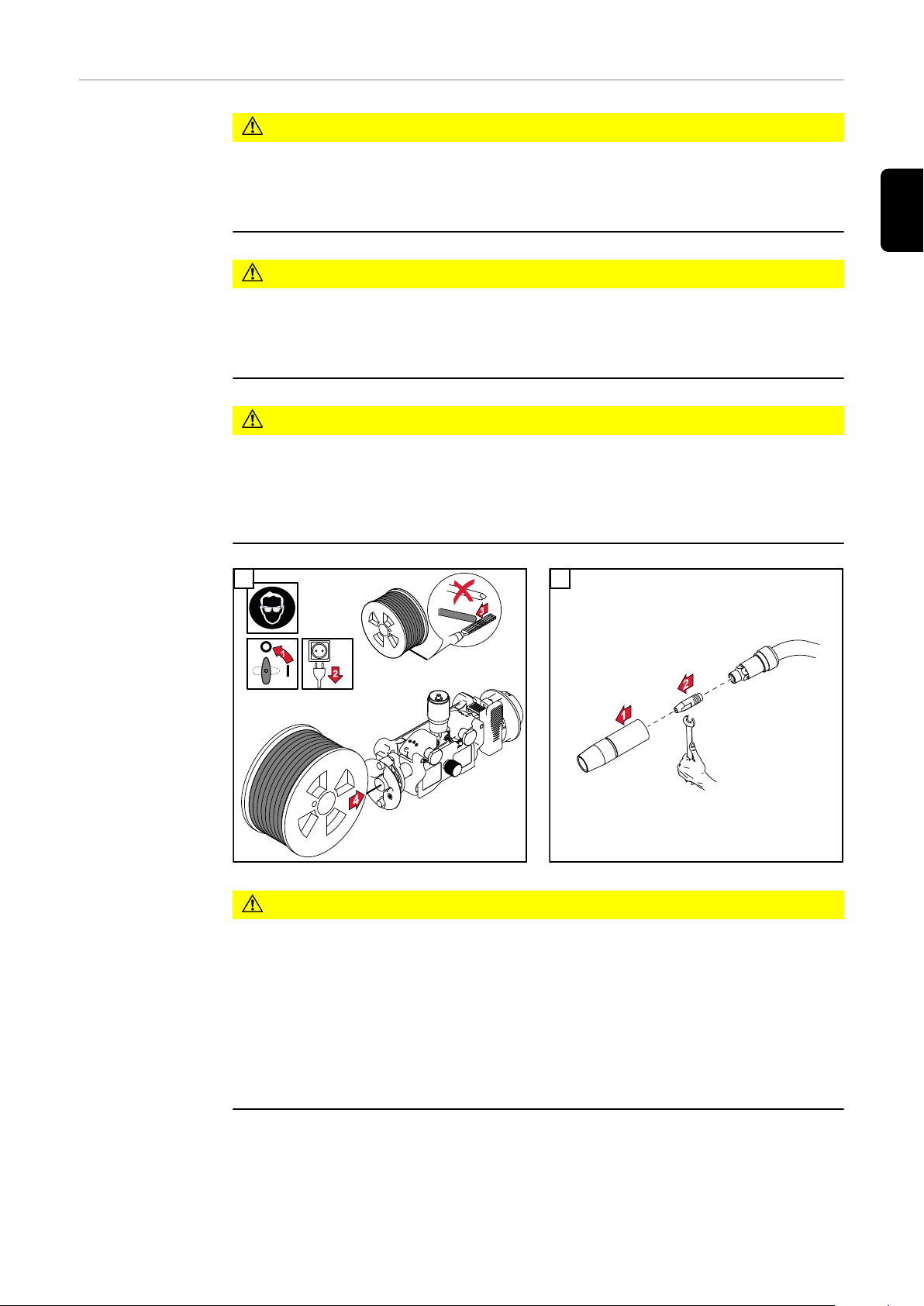
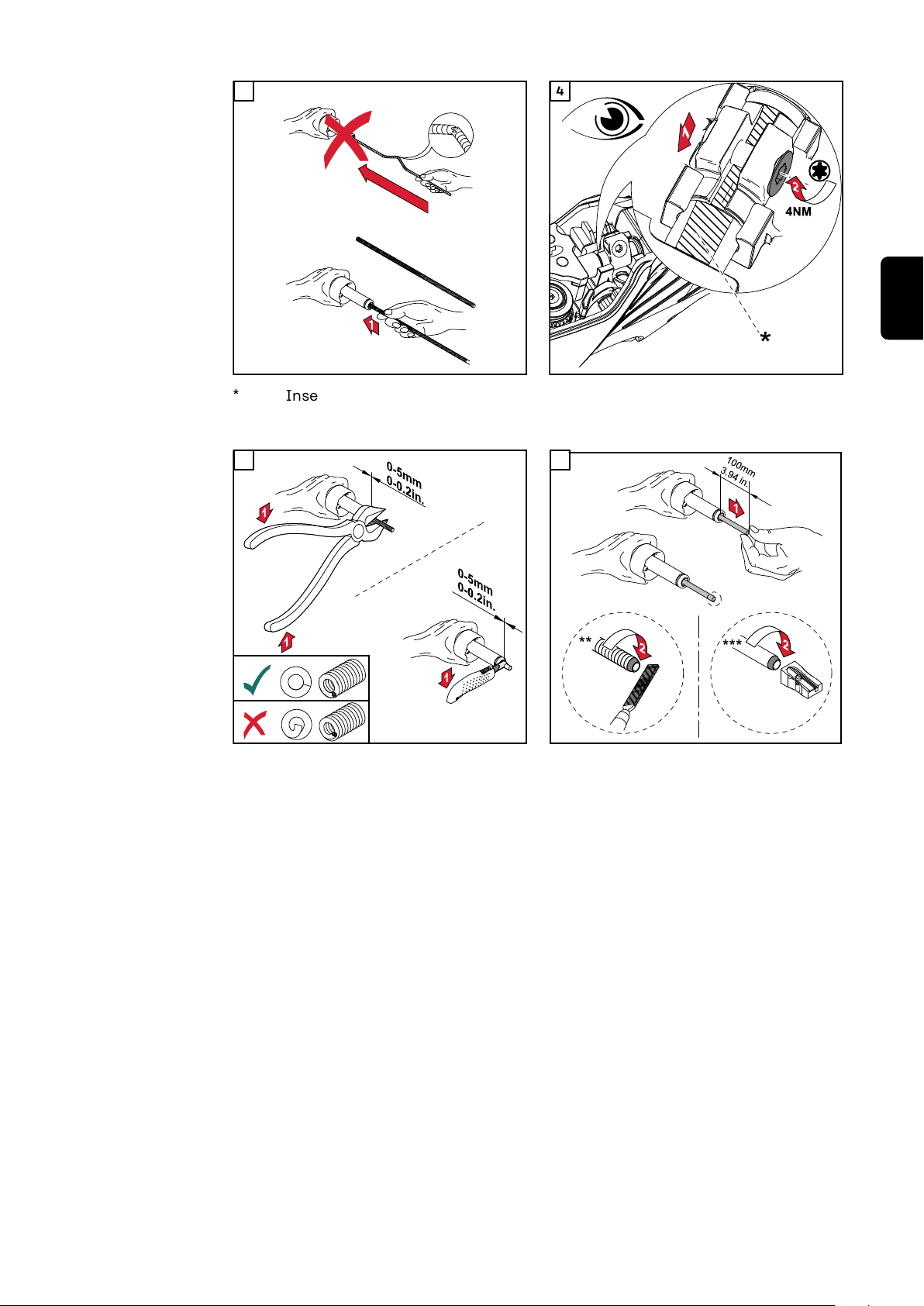
Výměna bovdenu
Odeberte drátovou elektrodu z hadicového vedení
1
2 3
4 5
CS
6 7
25

8 9
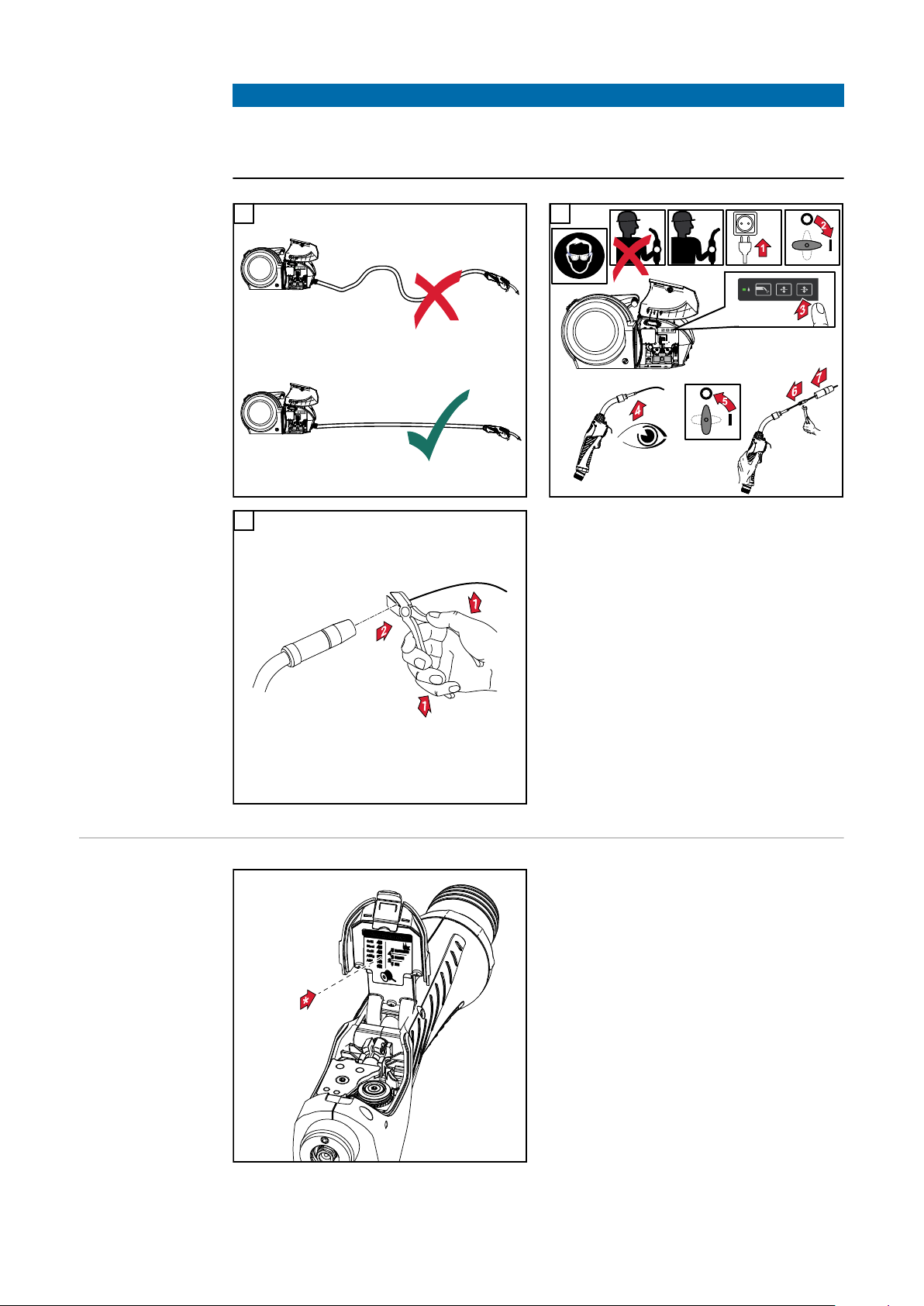
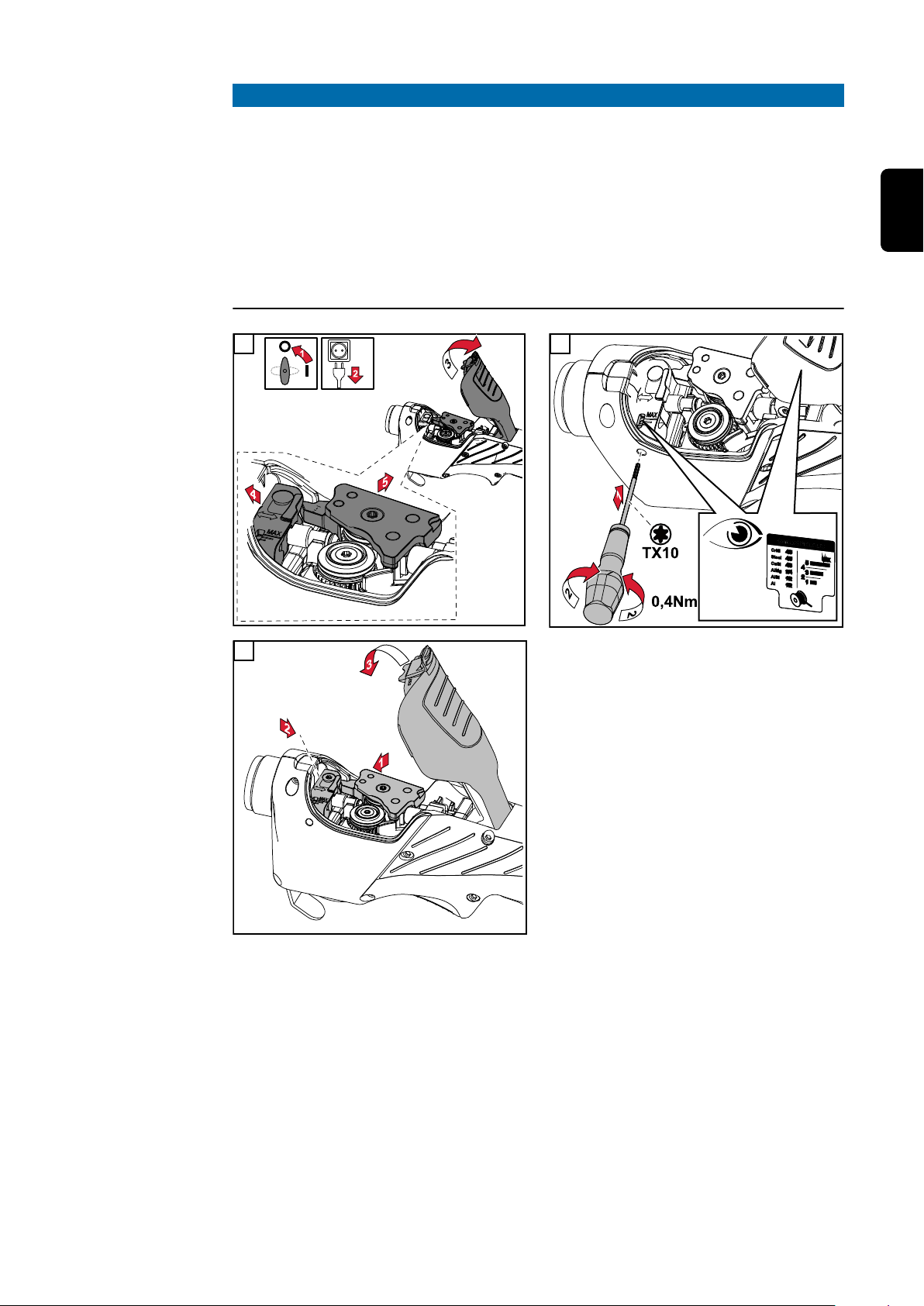
Výměna zaváděcí
trysky drátu
Odeberte drátovou elektrodu z hadicového vedení
1
2 3
4 5
26

6 7
8 9
CS
27

10
* Zaváděcí trysku drátu nasuňte až na doraz
11 12
13 14
** Vsuňte bovden až na doraz do zaváděcí trysky drátu (1)
*** Uzávěr našroubujte na bovden až na doraz. Bovden musí být vidět otvo-
rem v uzávěru.
28

15 16
UPOZORNĚNĹ!
Ocelové bovdeny s vnějším průměrem menším než 1 mm (0.039 in.) nelze do
svařovacího hořáku zašroubovat – pro tyto bovdeny proto neplatí uvedený utahovací moment.
Všechny ostatní bovdeny se musí do svařovacího hořáku zašroubovat uvedeným
utahovacím momentem.
CS
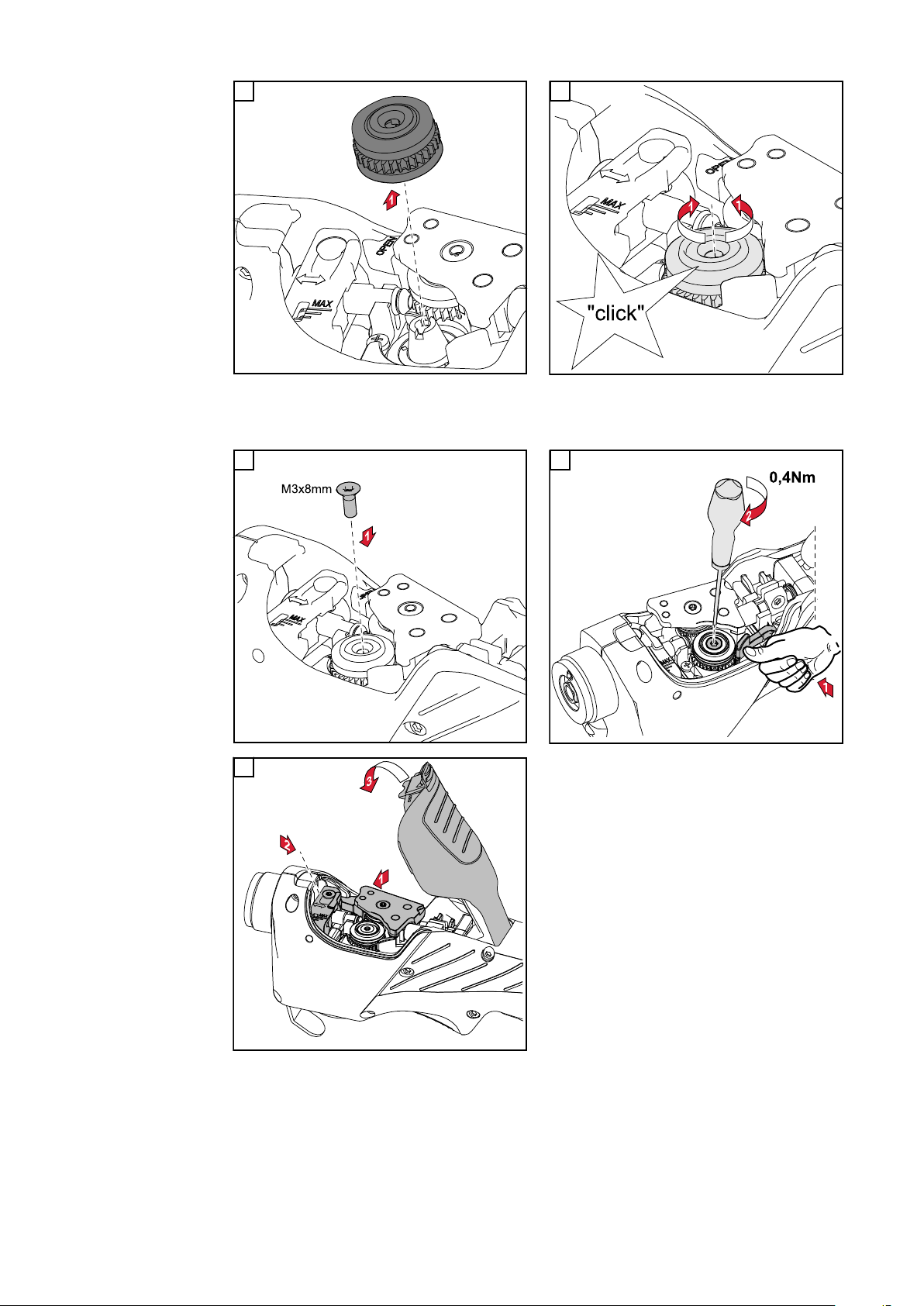
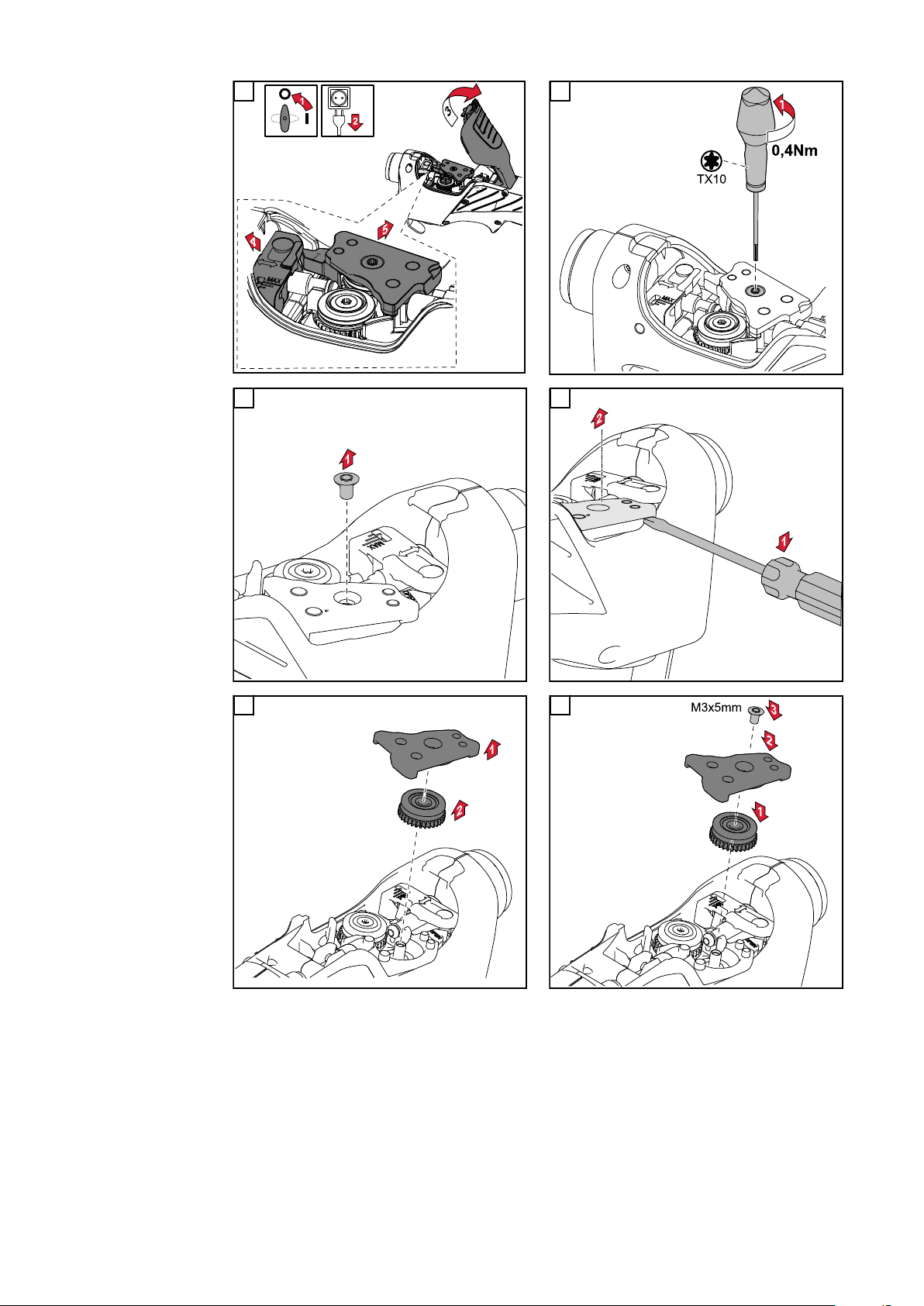
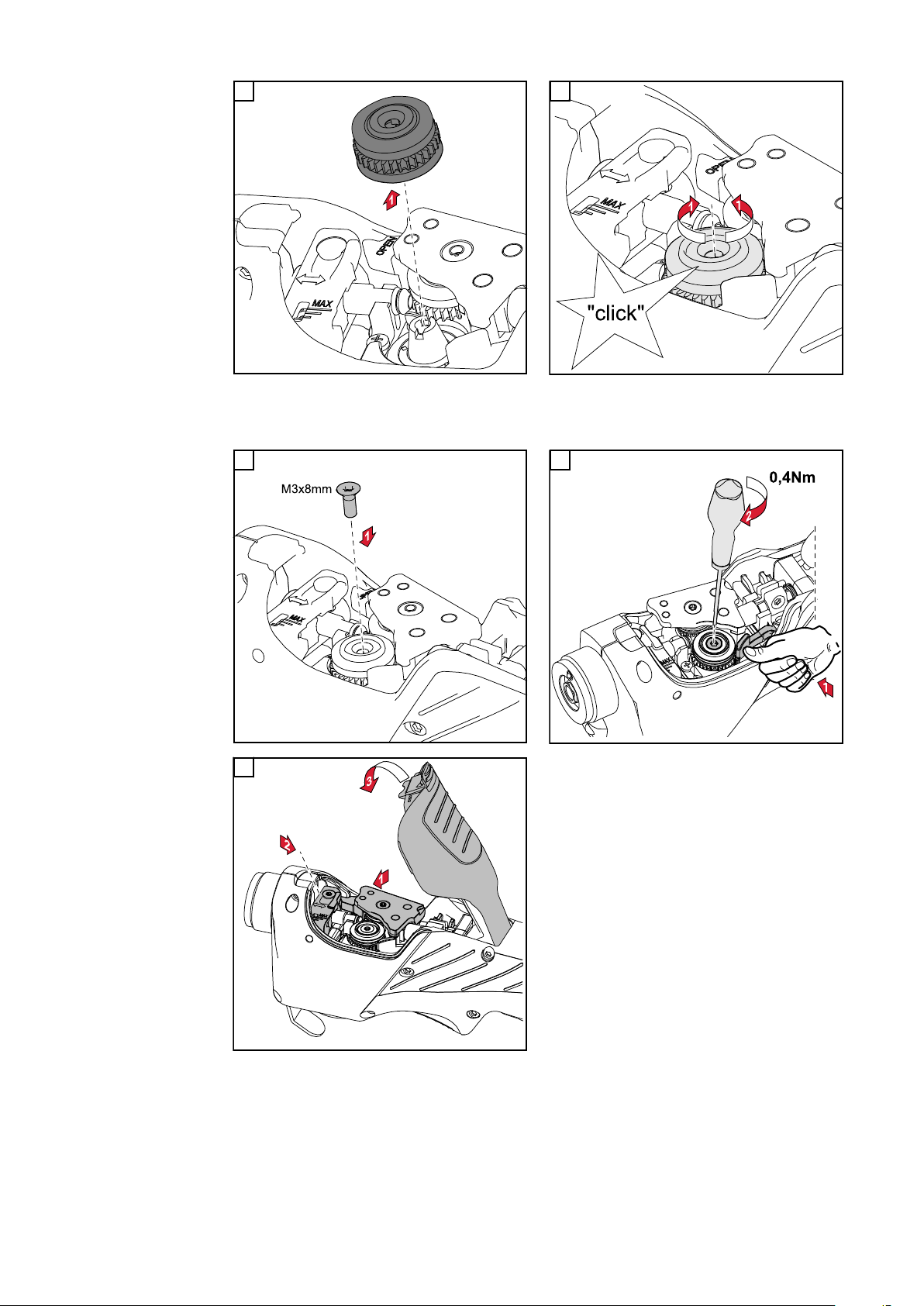
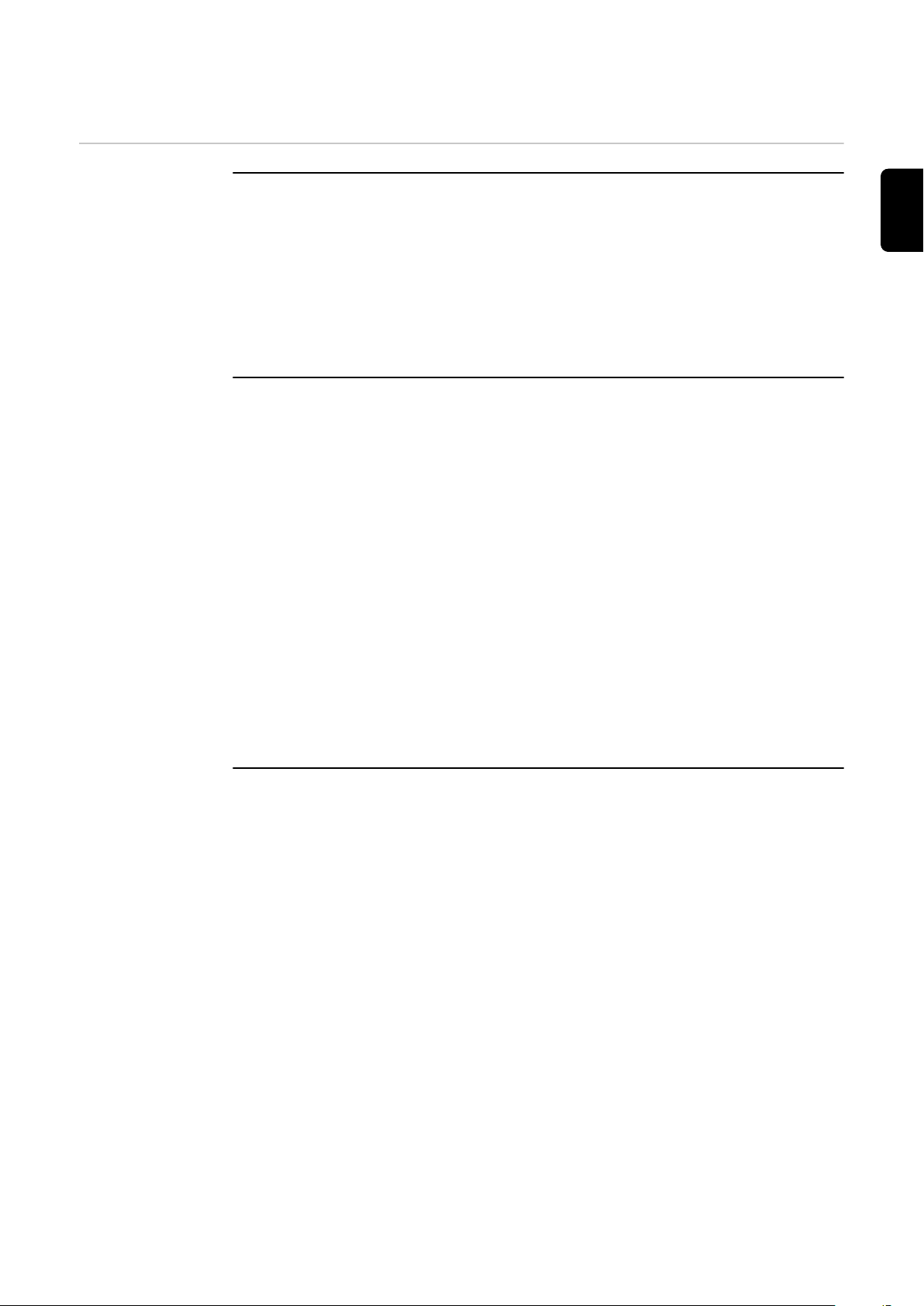
Výměna
podávacích kladek
17
UPOZORNĚNĹ!
Vyměňujte pouze celé páry podávacích kladek.
Používejte pouze podávací kladky, které odpovídají průměru a legování
▶
použitého drátu.
Přehled dostupných podávacích kladek naleznete v seznamech náhradních
dílů.
UPOZORNĚNĹ!
K upevnění nových podávacích kladek použijte šrouby dodané s novými
podávacími kladkami.
29

1 2
3 4
5 6
30

7 8
9 10
CS
11 12
31
13 14
* Otáčejte podávací kladkou na pohonu, až vymezovací pera podávací kladky
zapadnou do vymezovacích drážek pohonu.
15 16
17
32
Diagnostika a odstraňování závad
CS
Diagnostika a
odstraňování
závad
Neprochází svařovací proud
Síťový vypínač svařovacího zdroje je zapnutý, kontrolky na svařovacím zdroji svítí,
ochranný plyn je k dispozici
Příčina:
Odstranění:
Příčina:
Odstranění:
Po stisknutí tlačítka hořáku zdroj nereaguje
Síťový vypínač svařovacího zdroje je zapnutý, kontrolky na svařovacím zdroji svítí
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Nevyhovující uzemnění
Vytvoření řádného uzemnění
Přerušený proudový kabel ve svařovacím hořáku
Výměna svařovacího hořáku
FSC („Fronius System Connector“ - centrální přípojka) není zasunut až na doraz
Zasuňte Fronius System Connector až na doraz
Vadný svařovací hořák nebo jeho řídicí vedení
Výměna svařovacího hořáku
Propojovací hadicové vedení není řádně připojené nebo je vadné
Řádně připojte propojovací hadicové vedení
Vadné propojovací hadicové vedení vyměňte
Příčina:
Odstranění:
Neprotéká ochranný plyn
Všechny ostatní funkce jsou k dispozici
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Vadný svařovací zdroj
Kontaktujte servisní službu
Prázdná lahev s ochranným plynem
Výměna lahve s ochranným plynem
Vadný plynový redukční ventil
Výměna plynového redukčního ventilu
Plynová hadice chybí nebo je poškozená či skřípnutá
Montáž nebo narovnání plynové hadice. Výměna vadné plynové
hadice
Vadný svařovací hořák
Výměna svařovacího hořáku
Vadný magnetický plynový ventil
Kontaktujte servisní službu (nechte vyměnit plynový magne-
tický ventil)
33

Nevyhovující svařovací vlastnosti
Příčina:
Odstranění:
Chybně nastavené parametry svařování
Opravte nastavení
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Špatné uzemnění
Vytvoření dobrého kontaktu se svařencem
Neprotéká žádný ochranný plyn, nebo v nedostatečném
množství
Přezkoušejte redukční ventil, plynovou hadici, magnetický plynový ventil a přípojky ochranného plynu na svařovacím hořáku.
U svařovacích hořáků chlazených plynem přezkoušejte plynové
těsnění, použijte vhodný bovden.
Netěsný svařovací hořák
Výměna svařovacího hořáku
Příliš velká nebo vydřená kontaktní trubice
Výměna kontaktní trubice
Špatné legování drátu, resp. špatný průměr drátu
Přezkoušejte vloženou cívku s drátem / košovou cívku
Špatné legování drátu, resp. špatný průměr drátu
Prověření svařitelnosti základního materiálu
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Nevhodný ochranný plyn pro legování drátu
Použití vhodného ochranného plynu
Nepříznivé svařovací podmínky: znečištění ochranného plynu
(vlhkost, vzduch), nedostatečné odstínění plynu (tavná lázeň
„vře“, průvan), nečistoty na svařenci (rez, lak, mastnota)
Optimalizace svařovacích podmínek
Svařovací odstřiky v plynové hubici
Odstranění svařovacích odstřiků
Turbulence způsobené velkým množstvím ochranného plynu
Redukce množství ochranného plynu, doporučené
množství ochranného plynu (l/min) = průměr drátu (mm) x 10
(např. 16 l/min pro drátovou elektrodu o průměru 1,6 mm)
Příliš velký odstup svařovacího hořáku od svařence
Zmenšete odstup svařovacího hořáku od svařence (cca 10 - 15
mm / 0.39 - 0.59 in.)
Příliš velký úhel náběhu svařovacího hořáku
Zmenšení úhlu náběhu svařovacího hořáku
34
Příčina:
Odstranění:
Součásti podavače drátu neodpovídají průměru drátové elektrody / základnímu materiálu drátové elektrody
Nasaďte správné součásti podavače drátu

Špatné podávání drátu
Příčina:
Odstranění:
V závislosti na systému je brzda v podavači drátu nebo ve
svařovacím zdroji příliš pevně nastavená
Volnější nastavení brzdy
CS
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Ucpaný otvor kontaktní trubice
Výměna kontaktní trubice
Bovden nebo zaváděcí nástavec drátu jsou vadné
Překontrolujte bovden a zaváděcí nástavec drátu, zda nejsou
zalomené, znečištěné atd.
Vadný bovden, vadný zaváděcí nástavec drátu vyměňte
Nevhodné podávací kladky pro použitou drátovou elektrodu
Použití vhodných podávacích kladek
Nesprávný přítlak podávacích kladek
Optimalizace přítlaku
Znečištěné nebo poškozené podávací kladky
Vyčištění nebo výměna podávacích kladek
Bovden je ohnutý nebo zalomený
Výměna bovdenu
Po zkrácení je bovden příliš krátký
Výměna bovdenu a zkrácení nového bovdenu na správnou délku
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Plynová hubice je příliš horká
Příčina:
Odstranění:
Opotřebení drátové elektrody v důsledku příliš velkého přítlaku
u podávacích kladek
Zmenšení přítlaku podávacích kladek
Drátová elektroda je znečištěná nebo narezavělá
Použití vysoce jakostní drátové elektrody bez znečištění
Bovdeny z oceli: použití bovdenu bez povrchové úpravy
Použijte bovden s povrchovou úpravou
Teplo není odváděno z důvodu příliš volného usazení plynové
hubice
Plynovou hubici přišroubujte až na doraz
35

Svařovací hořák se příliš zahřívá
Příčina:
Odstranění:
Pouze u svařovacích hořáků Multilock: Uvolněná převlečná matice těla hořáku
Dotáhněte převlečnou matici
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Krátká životnost kontaktní špičky
Příčina:
Odstranění:
Příčina:
Odstranění:
Svařovací hořák byl provozován s vyšším než maximálním povoleným svařovacím proudem
Snížení svařovacího výkonu nebo použití výkonnějšího
svařovacího hořáku
Svařovací hořák je poddimenzovaný
Respektujte dovolené zatížení a povolený výkon hořáku
Jen u vodou chlazených systémů: Příliš nízký průtok chladicího
média
Zkontrolujte objem chladicího média, jeho průtok, znečištění,
uložení hadicového vedení atd.
Špička svařovacího hořáku je příliš blízko u oblouku
Zvětšete stickout
Nesprávné podávací kladky
Použití správných podávacích kladek
Opotřebení drátové elektrody v důsledku příliš velkého přítlaku
u podávacích kladek
Zmenšení přítlaku podávacích kladek
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
UPOZORNĚNĹ!
Při použití CrNi může následkem vlastností povrchu drátové elektrody CrNi
docházet k vyššímu opotřebení kontaktní špičky.
Znečištěná/narezavělá drátová elektroda
Použití kvalitní drátové elektrody bez nečistot
Drátová elektroda bez povlaku
Použití drátové elektrody s vhodným povlakem
Špatné dimenzování kontaktní špičky
Správné dimenzování kontaktní špičky
Překročení dovoleného zatížení svařovacího hořáku (příliš
dlouhá doba zapnutí)
Snížení hodnoty dovoleného zatížení nebo použití výkonnějšího
svařovacího hořáku
Přehřátá kontaktní špička. Teplo není odváděno z důvodu příliš
volného usazení kontaktní špičky
Utažení kontaktní špičky
36
Chybná funkce tlačítka hořáku
Příčina:
Odstranění:
Vadné konektorové spoje mezi svařovacím hořákem a
svařovacím zdrojem
Vytvoření správných konektorových spojů / předání svařovacího
zdroje nebo svařovacího hořáku do servisu
CS
Příčina:
Odstranění:
Příčina:
Odstranění:
Porozita svarového švu
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Nečistoty mezi tlačítkem hořáku a krytem tlačítka hořáku
Odstranění nečistot
Řídicí vedení je vadné
Kontaktujte servisní službu
Nedostatečná plynová ochrana svarového švu způsobená tvorbou rozstřiků v plynové hubici
Odstranění svařovacích odstřiků
Díry v plynové hadici nebo její nepřesné napojení
Výměna plynové hadice
Rozříznutý nebo vadný O-kroužek na centrální přípojce
Výměna O-kroužku
Vlhkost/kondenzát v plynovém vedení
Vysušení plynového vedení
Příliš silný nebo slabý průtok plynu
Regulace průtoku plynu
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Příčina:
Odstranění:
Nedostatečné množství plynu na počátku či na konci svařování
Zvýšení předfuku a dofuku plynu
Koroze nebo špatná kvalita drátové elektrody
Použití vysoce jakostní drátové elektrody bez znečištění
Platí pro svařovací hořáky chlazené plynem: únik plynu u neizolovaných bovdenů
U svařovacích hořáků chlazených plynem používejte pouze izolované bovdeny
Příliš mnoho naneseného dělicího média
Odstranění přebytečného dělicího média / nanesení menšího
množství dělicího média
37
Technické údaje
Ø
[mm]
[in.]
[m]
[ft. + in.]
Všeobecné informace
Svařovací hořák
chlazený plynem
– MHP 280i G
PM
Rozsah napětí (špička V):
pro ruční svařovací hořáky: 113 V
-
pro strojově ovládané svařovací hořáky: 141 V
-
Technické údaje pro tlačítko hořáku:
U
I
max
max
= 5 V
= 10 mA
40 % DZ* / 280 A
60 % DZ* / 220 A
100 % DZ* / 170 A
5,85 / 7,85 / 9,85
-
-
Tlačítko hořáku lze používat jen v rámci technických parametrů.
Tento produkt odpovídá požadavkům normy IEC 60974-7 / - 10 CI. A.
I (v ampérech) 10 min/40 °C
M21+C1 (EN 439)
0,8–1,6
.031–.063
19 / 26 / 29
0,55 A RMS
* DZ = dovolené zatížení
27 V AC
1–20 m/min
0.039–0.0787 ipm
38
Svařovací hořák
Ø
[mm]
[in.]
[m]
[ft. + in.]
P
min
[W] **
Q
min
[l/min]
[gal./min]
p
min
[bar]
[psi]
p
max
[bar]
[psi]
chlazený vodou
– MHP 320i W
PM
I (v ampérech) 10 min/40 °C
M21+C1 (EN 439)
100 % DZ* / 320 A
0,8–1,6
.031–.063
5,85 / 7,85 / 9,85
19 / 26 / 29
700 / 850 / 1000
0.26
43.51
5,5
77.77
0,55 A RMS
27 V AC
1–20 m/min
0.039–0.0787 ipm
CS
1
3
* DZ = dovolené zatížení
** Minimální chladicí výkon podle normy IEC 60974-2
39

40
Spis treści
Informacje ogólne 42
Informacje ogólne 42
Funkcje przycisku palnika 42
Funkcja Up/Down 43
Funkcja JobMaster 43
Użytkowanie zgodne z przeznaczeniem 43
Bezpieczeństwo 44
Ostrzeżenia na urządzeniu 44
Bezpieczeństwo 45
Uruchamianie 47
MTG d, MTW d — montaż części eksploatacyjnych na korpusie palnika spawalniczego 47
Wskazówka dotycząca prowadnicy drutu w palnikach AL 47
Montaż stalowej prowadnicy drutu w korpusie palnika spawalniczego 48
Montaż prowadnicy drutu z tworzywa sztucznego w korpusie palnika spawalniczego 48
Montaż części eksploatacyjnych w wiązce uchwytu 48
Montaż prowadnicy drutu w wiązce uchwytu 50
Montaż korpusu palnika spawalniczego 52
Podłączanie palnika spawalniczego do podajnika drutu 54
Podłączanie palnika spawalniczego do źródła spawalniczego i chłodnicy 54
Nawlekanie drutu elektrodowego 55
Ustawianie siły docisku 56
Wymiana korpusu palnika spawalniczego, obracanie korpusu palnika spawalniczego 58
Wymiana korpusu palnika spawalniczego 58
Obracanie korpusu palnika spawalniczego 59
Czyszczenie, konserwacja i utylizacja 61
Informacje ogólne 61
Konserwacja podczas każdego uruchamiania 61
Podczas każdej wymiany szpuli drutu / szpuli z koszykiem 62
Rozpoznawanie uszkodzonych elementów ulegających zużyciu 62
Wymiana dyszy prowadzącej drutu 63
Wymiana dyszy prowadzącej drutu 64
Wymiana rolek podających 67
Lokalizacja i usuwanie usterek 71
Lokalizacja i usuwanie usterek 71
Dane techniczne 76
Informacje ogólne 76
Palnik spawalniczy AL — MHP 280i G PM 76
Palnik spawalniczy chłodzony wodą — MHP 320i W PM 77
PL
Appendix 193
MHP 280i G PM, MHP 320i W PM 194
41

Informacje ogólne
Informacje
ogólne
Funkcje przycisku palnika
Palnik spawalniczy ze zintegrowanym podajnikiem drutu można zastosować
w spawaniu ręcznym metodą MIG/MAG przy użyciu długich wiązek uchwytu,
zwłaszcza przy zastosowaniu miękkich materiałów. Dwie zazębiające się, precyzyjne rolki zapewniają przenoszenie siły na dużej powierzchni. Nawet w przypadku
bardzo miękkich drutów elektrodowych z aluminium lub stopu CuSi, pozwalają
one na uzyskanie doskonałych rezultatów podawania drutu.
Palniki spawalnicze są szczególnie solidne i niezawodne. Ergonomicznie uformowany kształt rękojeści, przegub kulowy oraz optymalne rozłożenie masy
umożliwiają wygodną i niemęczącą pracę.
Palniki spawalnicze są dostępne w wersji chłodzonej gazem i wodą. W połączeniu
z dostępnymi korpusami palników spawalniczych Multilock, palniki spawalnicze
można dostosować do bardzo różnych zadań, przy czym sprawdzają się one
doskonale w przypadku ręcznej produkcji seryjnej i jednostkowej oraz w pracy
warsztatowej.
Przycisk palnika spawalniczego jest przyciskiem dwupozycyjnym.
Funkcja przycisku palnika w pozycji 1
(przycisk palnika naciśnięty do
połowy):
Dioda LED świeci.
-
42
Funkcja przycisku palnika w pozycji 2
(przycisk palnika naciśnięty całkowicie):
Dioda LED gaśnie.
-
Następuje rozpoczęcie spawania.
-

Funkcja Up/
Down
Palnik spawalniczy Up/Down posiada
następujące funkcje:
zmianę mocy spawania w trybie
-
Synergic za pomocą przycisków
Up/Down;
Sygnalizowanie błędów:
-
W przypadku wystąpienia
-
błędu systemowego, wszystkie
diody świecą czerwonym światłem.
W przypadku wystąpienia
-
błędu transmisji danych, wszystkie diody migają czerwonym światłem.
Autotest w trakcie sekwencji roz-
-
ruchu:
Wszystkie diody kolejno
-
włączają się na krótki czas.
PL
Funkcja JobMaster
Użytkowanie
zgodne z przeznaczeniem
Palnik spawalniczy JobMaster dysponuje następującymi funkcjami:
Za pomocą przycisków strzałek
-
wybiera się żądany parametr w
źródle prądu spawalniczego.
Za pomocą przycisków +/- zmienia
-
się wybrany parametr.
Wyświetlacz pokazuje bieżący pa-
-
rametr i wartość.
Ręczny palnik spawalniczy MIG/MAG jest przeznaczony wyłącznie do spawania
metodą MIG/MAG w zastosowaniach ręcznych.
Jakiekolwiek inne wykorzystanie jest uznawane za niezgodne z przeznaczeniem.
Producent nie odpowiada za powstałe w ten sposób szkody.
Do użytkowania zgodnego z przeznaczeniem zalicza się również:
przestrzeganie wszystkich wskazówek zawartych w instrukcji obsługi;
-
przestrzeganie terminów przeglądów i czynności konserwacyjnych.
-
43

Bezpieczeństwo
Ostrzeżenia na
urządzeniu
Palnik spawalniczy jest wyposażony w tabliczkę znamionową i oznakowany symbolami bezpieczeństwa. Zabronione jest usuwanie lub zamalowywanie tabliczki
znamionowej i symboli bezpieczeństwa. Symbole te stanowią ostrzeżenie przed
nieprawidłową obsługą, która może spowodować poważne obrażenia i szkody materialne.
Tabliczka znamionowa z symbolami bezpieczeństwa
Ostrzeżenie przed ruchomymi częściami
Z opisanych funkcji można korzystać dopiero po dokładnym zapoznaniu się z następującymi dokumentami:
tą instrukcją obsługi;
-
dołączonym dokumentem „Przepisy dotyczące bezpieczeństwa”;
-
wszystkimi instrukcjami obsługi komponentów systemu, w szczególności pr-
-
zepisami dotyczącymi bezpieczeństwa.
Spawanie jest niebezpieczne. Aby zapewnić prawidłową pracę przy użyciu
urządzenia zgodnie z przepisami, należy spełnić następujące wymagania podstawowe:
Spawacz musi posiadać wystarczające kwalifikacje.
-
Posiadać odpowiednie wyposażenie ochronne.
-
Nie dopuszczać niepowołanych osób do zbliżania się do palnika spawalnicze-
-
go i procesu spawania.
44

Nie wyrzucać zużytych urządzeń razem z odpadami komunalnymi, lecz utylizować je zgodnie z przepisami dotyczącymi bezpieczeństwa.
Nie zbliżać dłoni, włosów, części odzieży ani narzędzi do ruchomych elementów,
np.:
kół zębatych,
-
rolek podających,
-
szpul drutu oraz drutu elektrodowego.
-
Nie sięgać dłonią w obszar pracy obracających się rolek podających podajnika
drutu lub też w obszar pracy obracających się części napędu.
Pokrywy palnika spawalniczego można otwierać i zdejmować tylko na czas wykonywania czynności konserwacyjnych i napraw.
Podczas eksploatacji:
Upewnić się, że pokrywa jest zamknięta.
-
Pokrywa musi być zamknięta.
-
PL
Bezpieczeństwo
NIEBEZPIECZEŃSTWO!
Błędy obsługi i nieprawidłowo wykonane prace mogą spowodować poważne obrażenia ciała oraz straty materialne.
Wszystkie czynności opisane w niniejszej instrukcji obsługi może wykonywać
▶
tylko przeszkolony personel specjalistyczny.
Ze wszystkich funkcji opisanych w niniejszej instrukcji obsługi może korzystać
▶
tylko przeszkolony personel specjalistyczny.
Wszystkie opisane czynności można wykonywać, a ze wszystkich opisanych
▶
funkcji można korzystać dopiero po dokładnym zapoznaniu się z następującymi dokumentami:
niniejszą instrukcją obsługi;
dołączonym dokumentem „Przepisy dotyczące bezpieczeństwa”;
wszystkimi instrukcjami obsługi komponentów systemu, w szczególności przepisami dotyczącymi bezpieczeństwa.
45

NIEBEZPIECZEŃSTWO!
Porażenie prądem elektrycznym może spowodować śmierć.
Ponadto istnieje niebezpieczeństwo zranienia przez wychodzący drut elektrodowy.
Przed rozpoczęciem wszystkich prac opisanych w niniejszej instrukcji obsługi:
Ustawić wyłącznik zasilania źródła spawalniczego w pozycji -O-.
▶
Odłączyć źródło spawalnicze od sieci.
▶
Upewnić się, że źródło spawalnicze, aż do zakończenia wszystkich prac,
▶
będzie odłączone od sieci.
OSTROŻNIE!
Niebezpieczeństwo oparzenia przez podzespoły palnika spawalniczego rozgrzane na skutek pracy i gorący płyn chłodzący.
Przed rozpoczęciem wszystkich prac opisanych w niniejszej instrukcji obsługi
▶
wszelkie podzespoły palnika spawalniczego i płyn chłodzący pozostawić do
ostygnięcia do temperatury pokojowej (+25°C, +77°F).
OSTROŻNIE!
Niebezpieczeństwo obrażeń ciała lub strat materialnych wskutek nieprawidłowych połączeń.
Wszystkie kable, przewody i wiązki uchwytu muszą być zawsze solidnie
▶
podłączone, nieuszkodzone, prawidłowo zaizolowane i charakteryzować się
odpowiednimi parametrami.
OSTROŻNIE!
Niebezpieczeństwo odniesienia obrażeń spowodowanych przez ruchome części.
Palnik spawalniczy można eksploatować tylko wtedy, gdy pokrywa nad rolka-
▶
mi podającymi jest zamknięta.
WSKAZÓWKA!
Nigdy nie używać palników spawalniczych chłodzonych wodą bez płynu
chłodzącego.
Producent nie ponosi odpowiedzialności za szkody powstałe wskutek tego; ponadto tracą ważność wszelkie roszczenia z tytułu gwarancji.
46

Uruchamianie
MTG d, MTW d
— montaż części
eksploatacyjnych na korpusie
palnika spawalniczego
1 2
3
** Dokręcić do oporu dyszę ga-
PL
zową.
Wskazówka dotycząca prowadnicy drutu w palnikach AL
WSKAZÓWKA!
Jeśli w palnikach AL w korpusie palnika stosowany jest prowadnik drutu z tworzywa sztucznego, to podane w danych technicznych dane mocy należy zredukować o 30%.
Aby móc używać palników AL przy maksymalnej mocy, w korpusie palnika na-
▶
leży zastosować prowadnik drutu wykonany ze stali.
47

Montaż stalowej
prowadnicy drutu w korpusie
palnika spawalniczego
1 2
* Zastosować rurkę skracającą palnika spawalniczego
Montaż prowadnicy drutu
z tworzywa sztucznego w korpusie palnika
spawalniczego
Montaż części
eksploatacyjnych w wiązce
uchwytu
1 2
* Zastosować rurkę skracającą palnika spawalniczego
1 2
48
3 4
5 6
PL
7 8
49
9 10
* Wsunąć do oporu dyszę prowadzącą drutu
Montaż prowadnicy drutu
w wiązce uchwytu
WSKAZÓWKA!
Aby umożliwić prawidłowe zamontowanie prowadnicy drutu, podczas montażu
prowadnicy drutu wiązkę uchwytu należy ułożyć prosto.
1 2
50
3
4
* Wsunąć prowadnicę drutu do oporu do dyszy prowadzącej drutu (1).
5 6
PL
** Prowadnik drutu ze stali
*** Prowadnik drutu z tworzywa sztucznego
51
7 8
**** Nakręcić zamknięcie na prowadnik drutu aż do wyczucia oporu. Prowadnik
drutu musi być widoczny przez otwór w zamknięciu.
10
9
WSKAZÓWKA!
Stalowych prowadnic drutu o średnicy
zewnętrznej mniejszej niż 1 mm (0.039
in) nie można przykręcić do palnika
spawalniczego — dlatego w przypadku
tego rodzaju prowadnic drutu podany
moment dokręcający nie obowiązuje.
Wszystkie inne prowadnice drutu należy przykręcić w palniku spawalniczym
z zachowaniem podanego momentu
dokręcającego.
Montaż korpusu
palnika spawalniczego
52
OSTROŻNIE!
Niebezpieczeństwo uszkodzenia palnika spawalniczego.
Nakrętkę złączkową korpusu palnika spawalniczego zawsze dokręcać aż do
▶
wyczucia oporu.

WSKAZÓWKA!
Przed montażem korpusu palnika spawalniczego upewnić się, że miejsce
połączenia końcówki palnika z wiązką uchwytu jest nieuszkodzone i czyste.
WSKAZÓWKA!
W przypadku palników spawalniczych chłodzonych wodą, ze względu na konstrukcję palnika spawalniczego, może pojawić się większy opór podczas dokręcania nakrętki złączkowej.
Jest to normalne zjawisko. Nakrętkę złączkową korpusu palnika spawalniczego
zawsze dokręcać aż do wyczucia oporu.
1 2
PL
WSKAZÓWKA!
Jeżeli kołek pasowany (1) wiązki uchwytu wnika do otworu pasowanego (2) korpusu palnika spawalniczego, oznacza to, że korpus palnika znajduje się w pozycji 0°.
3
* Upewnić się, że nakrętka
złączkowa jest dokręcona do
oporu.
53

Podłączanie pal-
3
4
8
5
7
6
9
10
3
3
nika spawalniczego do podajnika drutu
1
* Tylko wtedy, gdy podajnik drutu
jest wyposażony w opcjonalnie
dostępne przyłącza płynu
chłodzącego i w przypadku palnika spawalniczego chłodzonego wodą.
Przewody płynu chłodzącego
należy podłączać zawsze zgodnie z ich kolorowym oznakowaniem.
Podłączanie palnika spawalniczego do źródła
spawalniczego
i chłodnicy
1 2
* Tylko wtedy, gdy chłodnica jest wyposażona w opcjonalnie dostępne pr-
zyłącza płynu chłodzącego i w przypadku palnika spawalniczego chłodzonego wodą.
Przewody płynu chłodzącego należy podłączać zawsze zgodnie z ich kolorowym oznakowaniem.
3
54
Nawlekanie drutu elektrodowego
OSTROŻNIE!
Niebezpieczeństwo odniesienia obrażeń i strat materialnych spowodowanych
przez prąd spawania i niezamierzone zajarzenie łuku spawalniczego.
Przed rozpoczęciem prac rozłączyć połączenie z masą systemu spawania z
▶
elementem spawanym.
OSTROŻNIE!
Niebezpieczeństwo uszkodzenia palnika spawalniczego przez ostry koniec drutu
elektrodowego.
Przed wprowadzeniem drutu elektrodowego należy starannie usunąć zadzio-
▶
ry z jego końcówki.
OSTROŻNIE!
Niebezpieczeństwo odniesienia obrażeń ciała w wyniku sprężynowania nawiniętego na szpulę drutu elektrodowego.
Podczas wsuwania drutu elektrodowego w napęd 4-rolkowy podajnika drutu
▶
należy mocno trzymać koniec drutu elektrodowego, aby uniknąć zranienia przez cofający się szybko drut elektrodowy.
PL
1 2
OSTROŻNIE!
Niebezpieczeństwo obrażeń lub strat materialnych spowodowanych przez wysuwający się drut elektrodowy.
W trakcie pracy:
Trzymać palnik spawalniczy w takiej pozycji, aby jego koniec nie był skierowa-
▶
ny w stronę twarzy i ciała użytkownika.
Stosować odpowiednie okulary ochronne.
▶
Nie kierować palnika spawalniczego w stronę innych osób.
▶
Uważać, aby drut elektrodowy nie dotknął części przewodzących prąd elek-
▶
tryczny ani uziemionych (np. obudowy itp.).
55
WSKAZÓWKA!
W celu nawleczenia drutu elektrodowego ułożyć wiązkę uchwytu, zgodnie z poniższymi ilustracjami, w linii prostej.
Maksymalna dozwolona prędkość nawlekania drutu = 10 m/s.
3 4
5
Ustawianie siły
docisku
56
* Wartości podane na ilustracji,
widoczne po wewnętrznej stronie pokrywy, należy traktować
jako wartości orientacyjne przy
ustawianiu siły docisku.
WSKAZÓWKA!
Ustawianie siły docisku odbywa się w następujący sposób:
obrócenie śruby w kierunku zgodnym z kierunkiem ruchu wskazówek zegara =
▶
zmniejszenie siły docisku,
maksymalny moment obciążenia = tylko lekko do wyczucia oporu — śrubę
obrócić tylko na tyle, aby wskaźnik siły docisku znajdował się na pozycji
„min”;
obrócenie śruby w kierunku przeciwnym do kierunku ruchu wskazówek zegara
▶
= zwiększenie siły docisku,
maksymalny moment obciążenia = 0,4 Nm — śrubę obrócić tylko na tyle, aby
wskaźnik siły docisku znajdował się na pozycji „max”.
1 2
PL
3
57

Wymiana korpusu palnika spawalniczego, obracanie korpusu palnika spawalniczego
Wymiana korpusu palnika spawalniczego
OSTROŻNIE!
Niebezpieczeństwo oparzenia przez gorący płyn chłodzący i gorącą końcówkę
palnika.
Przed rozpoczęciem prac pozostawić płyn chłodzący i końcówkę palnika do
▶
ostygnięcia do temperatury pokojowej (+25°C, +77°F).
WSKAZÓWKA!
W końcówce palnika zawsze znajduje się resztka płynu chłodzącego.
Końcówkę palnika można demontować tylko wtedy, gdy dysza gazowa jest
▶
skierowana w dół.
WSKAZÓWKA!
Przed montażem korpusu palnika spawalniczego upewnić się, że miejsce
połączenia końcówki palnika z wiązką uchwytu jest nieuszkodzone i czyste.
1 2
58
WSKAZÓWKA!
Jeżeli kołek pasowany (1) wiązki uchwytu wnika do otworu pasowanego (2) korpusu palnika spawalniczego, oznacza to, że korpus palnika znajduje się w pozycji 0°.

3 4
* Upewnić się, że nakrętka złączkowa jest dokręcona do oporu.
PL
Obracanie korpusu palnika
spawalniczego
OSTROŻNIE!
Niebezpieczeństwo oparzenia przez gorący płyn chłodzący i gorącą końcówkę
palnika.
Przed rozpoczęciem prac pozostawić płyn chłodzący i końcówkę palnika do
▶
ostygnięcia do temperatury pokojowej (+25°C, +77°F).
1 2
59

3 4
* Upewnić się, że nakrętka złączkowa jest dokręcona do oporu.
60

Czyszczenie, konserwacja i utylizacja
Informacje
ogólne
Regularna i profilaktyczna konserwacja palnika spawalniczego to istotny czynnik,
zapewniający bezawaryjną eksploatację. Palnik spawalniczy jest poddawany
działaniu wysokich temperatur i silnych zanieczyszczeń. Dlatego też palnik spawalniczy wymaga częstszej konserwacji niż inne elementy systemu spawania.
OSTROŻNIE!
Niebezpieczeństwo uszkodzenia
wskutek niewłaściwego obchodzenia
się z palnikiem spawalniczym.
Skutkiem mogą być poważne szkody.
Nie uderzać palnikiem spawalnic-
▶
zym o twarde przedmioty.
Zapobiegać powstawaniu na
▶
końcówce prądowej rowków i zarysowań, w których mogłyby przywierać odpryski spawalnicze.
W żadnym wypadku nie wyginać
▶
końcówki palnika!
PL
Konserwacja
podczas każdego
uruchamiania
Skontrolować części eksploatacyjne
-
Wymienić uszkodzone części eksploatacyjne.
-
Usunąć odpryski spawalnicze z dyszy gazowej.
-
1 2
* Skontrolować dyszę gazową, osłonę antyodpryskową i izolacje pod kątem
uszkodzeń i uszkodzonych podzespołów.
Dodatkowo, przy każdym uruchomieniu w przypadku palników spawalniczych
-
chłodzonych wodą:
Upewnić się, że wszystkie przyłącza płynu chłodzącego są szczelne.
-
Upewnić się, że następuje prawidłowy odpływ płynu chłodzącego.
-
61

Podczas każdej
1.
2.
3.
4.
5.
wymiany szpuli
drutu / szpuli
z koszykiem
Podczas każdej wymiany szpuli drutu / szpuli z koszykiem:
Oczyścić przewód doprowadzający drut sprężonym powietrzem o obniżonym
-
ciśnieniu.
Zalecenie: wymienić prowadnik drutu, przed ponownym montażem prowadni-
-
ka drutu oczyścić części eksploatacyjne
1 2
Rozpoznawanie
uszkodzonych
elementów ulegających zużyciu
Części izolujące
1.
wypalone krawędzie zewnętrzne, wyszczerbienia.
-
Elementy mocujące końcówki prądowej
2.
wypalone krawędzie zewnętrzne, wyszczerbienia;
-
duża ilość przyklejonych rozprysków spawalniczych.
-
Osłona przed rozpryskami
3.
wypalone krawędzie zewnętrzne, wyszczerbienia.
-
Końcówki prądowe
4.
wytarte (owalne) otwory wlotowe i wylotowe drutu;
-
duża ilość przyklejonych rozprysków spawalniczych;
-
wtopienie na końcówce prądowej.
-
Dysze gazowe
5.
duża ilość przyklejonych rozprysków spawalniczych;
-
wypalone krawędzie zewnętrzne;
-
wyszczerbienia.
-
62

Wymiana dyszy
prowadzącej
drutu
Wyjąć drut elektrodowy z wiązki uchwytu
1
2 3
4 5
PL
6 7
63
8 9
Wymiana dyszy
prowadzącej
drutu
Wyjąć drut elektrodowy z wiązki uchwytu
1
2 3
4 5
64

6 7
8 9
PL
65
10
* Wsunąć do oporu dyszę prowadzącą drutu
11 12
13 14
** Wsunąć prowadnicę drutu do oporu do dyszy prowadzącej drutu (1).
*** Nakręcić zamknięcie na prowadnik drutu aż do wyczucia oporu. Prowadnik
drutu musi być widoczny przez otwór w zamknięciu.
66
15 16
WSKAZÓWKA!
Stalowych prowadnic drutu o średnicy zewnętrznej mniejszej niż 1 mm (0.039
in) nie można przykręcić do palnika spawalniczego — dlatego w przypadku tego
rodzaju prowadnic drutu podany moment dokręcający nie obowiązuje.
Wszystkie inne prowadnice drutu należy przykręcić w palniku spawalniczym z zachowaniem podanego momentu dokręcającego.
PL
Wymiana rolek
podających
17
WSKAZÓWKA!
Rolki podające wymieniać wyłącznie parami.
Stosować tylko takie rolki podające, które są dostosowane do średnicy i stopu
▶
drutu elektrodowego.
Zestawienie dostępnych rolek podających podano na liście części zamiennych.
WSKAZÓWKA!
Do przykręcania nowych rolek podających stosować śruby dostarczane razem
z nowymi rolkami podającymi.
67
1 2
3 4
5 6
68
7 8
9 10
PL
11 12
69
13 14
* Obrócić rolki podające na napędzie, aż wpusty pasowane w rolkach po-
dających wejdą do rowków pasowanych napędu.
15 16
17
70
Lokalizacja i usuwanie usterek
Lokalizacja i usuwanie usterek
Brak prądu spawalniczego
Włączony wyłącznik zasilania, świecą się wskaźniki na źródle prądu spawalniczego, gaz ochronny dostępny
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Brak reakcji po naciśnięciu przycisku palnika
Włączony wyłącznik zasilania, świecą wskaźniki na źródle prądu spawalniczego
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Nieprawidłowe przyłącze masy
Prawidłowo wykonać przyłącze masy
Przerwany kabel prądowy w palniku spawalniczym
Wymienić palnik spawalniczy
FSC („Fronius System Connector” — przyłącze centralne) nie zostało
wsunięte do oporu
Wsunąć Fronius System Connector aż do oporu
Uszkodzony palnik spawalniczy lub przewód sterujący palnika spawalniczego
Wymienić palnik spawalniczy
Nieprawidłowo podłączony zestaw przewodów połączeniowych lub jego uszkodzenie
Podłączyć prawidłowo zestaw przewodów połączeniowych
Wymienić uszkodzony zestaw przewodów połączeniowych
PL
Przyczyna:
Usuwanie:
Brak gazu ochronnego
Wszystkie inne funkcje działają
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Uszkodzenie źródła prądu spawalniczego
Powiadomić serwis
Pusta butla z gazem
Wymienić butlę z gazem
Uszkodzony reduktor ciśnienia
Wymienić reduktor ciśnienia
Przewód gazowy giętki nie jest zamontowany lub jest zagięty albo
uszkodzony
Zamontować przewód gazowy giętki, wyprostować. Wymienić uszkodzony przewód gazowy giętki
Uszkodzony palnik spawalniczy
Wymienić palnik spawalniczy
Uszkodzony zawór elektromagnetyczny gazu
Powiadomić serwis (zlecić wymianę zaworu elektromagnetycznego
gazu)
71

Złe właściwości spawania
Przyczyna:
Usuwanie:
Nieprawidłowe parametry spawania
Skorygować ustawienia
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Nieprawidłowe połączenie z masą
Zapewnić dobry styk z elementem spawanym
Brak lub za mało gazu ochronnego
Sprawdzić reduktor ciśnienia, przewód gazowy giętki, zawór elektro-
magnetyczny gazu i przyłącze gazu ochronnego palnika spawalniczego. W przypadku palników AL sprawdzić uszczelnienie gazu, zastosować odpowiednią prowadnicę drutu.
Nieszczelny palnik spawalniczy
Wymienić palnik spawalniczy
Zbyt duża lub wytarta końcówka prądowa
Wymienić końcówkę prądową
Nieprawidłowy stop drutu lub nieprawidłowa średnica drutu
Sprawdzić włożoną szpulę drutu / szpulę z koszykiem
Nieprawidłowy stop drutu lub nieprawidłowa średnica drutu
Sprawdzić spawalność materiału podstawowego
Gaz ochronny nie nadaje się do stopu drutu
Zastosować odpowiedni gaz ochronny
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Niekorzystne warunki spawania: zanieczyszczony gaz ochronny (wilgoć, powietrze), niedostateczne ekranowanie gazowe (jeziorko spawalnicze „kipi”, ciąg powietrza), zanieczyszczenia w elemencie spawanym
(rdza, lakier, tłuszcz)
Zoptymalizować warunki spawania
Rozpryski spawalnicze w dyszy gazowej
Usunąć rozpryski spawalnicze
Zawirowania ze względu na zbyt dużą ilość gazu ochronnego
Zmniejszyć ilość gazu ochronnego, zalecana:
ilość gazu ochronnego (l/min) = średnica drutu (mm) x 10
(np. 16 l/min dla drutu elektrodowego o średnicy 1,6 mm)
Zbyt duży odstęp pomiędzy palnikiem spawalniczym a elementem
spawanym
Zmniejszyć odstęp między palnikiem spawalniczym a elementem spawanym (ok. 10–15 mm / 0.39–0.59 in.)
Zbyt duży kąt przystawienia palnika spawalniczego
Zmniejszyć kąt przystawienia palnika spawalniczego
72
Przyczyna:
Usuwanie:
Podzespoły podające drut nie są dostosowane do średnicy drutu elektrodowego / materiału drutu elektrodowego
Zastosować odpowiednie podzespoły podające drut
Nieprawidłowe podawanie drutu
Przyczyna:
Usuwanie:
W zależności od systemu, hamulec w podajniku drutu lub źródle
prądu spawalniczego został ustawiony na zbyt dużą siłę hamowania
Zmniejszyć siłę hamulca
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Zatkany otwór końcówki prądowej
Wymienić końcówkę prądową
Uszkodzenie prowadnicy drutu lub wkładki prowadnicy drutu
Skontrolować prowadnicę drutu lub wkładkę prowadnicy drutu pod
kątem zagięć, zabrudzeń itp.
Wymienić uszkodzoną prowadnicę drutu lub wkładkę prowadnicy drutu
Rolki podające nie nadają się do używanego drutu elektrodowego
Zastosować odpowiednie rolki podające
Nieprawidłowa siła docisku rolek podających
Zoptymalizować siłę docisku
Zanieczyszczone lub uszkodzone rolki podające
Oczyścić lub wymienić rolki podające
Zatkana lub zgięta prowadnica drutu
Wymienić prowadnicę drutu
Po skróceniu prowadnica drutu jest zbyt krótka
Wymienić prowadnicę drutu i skrócić nową prowadnicę drutu do od-
powiedniej długości
PL
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Dysza gazowa bardzo się nagrzewa
Przyczyna:
Usuwanie:
Ścieranie się drutu elektrodowego na skutek zbyt dużej siły docisku
rolek podających
Zredukować siłę docisku rolek podających
Zanieczyszczony lub zardzewiały drut elektrodowy
Zastosować lepszej jakości drut elektrodowy bez zanieczyszczeń
W przypadku prowadnika drutu ze stali: zastosowanie niepowlekanego prowadnika drutu
Zastosować powlekany prowadnik drutu
Brak odprowadzania ciepła ze względu na luźne osadzenie dyszy gazowej
Dokręcić dyszę gazową aż do oporu
73

Palnik spawalniczy bardzo się nagrzewa
Przyczyna:
Usuwanie:
Tylko w przypadku palników spawalniczych Multilock: luźna nakrętka
złączkowa końcówki palnika
Dokręcić nakrętkę złączkową
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Krótka żywotność końcówki prądowej
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Palnik spawalniczy był eksploatowany z zastosowaniem prądu spawalniczego o wartości wyższej niż maksymalna
Obniżyć moc spawania lub zastosować palnik spawalniczy o większej
mocy
Zbyt mała moc palnika spawalniczego
Przestrzegać czasu włączenia i granicznych wartości obciążenia
Tylko w przypadku urządzeń z chłodzeniem wodnym: za mały przepływ płynu chłodzącego
Sprawdzić poziom płynu chłodzącego, ilość przepływu płynu
chłodzącego, zanieczyszczenie płynu chłodzącego, ułożenie wiązki
uchwytu itp.
Koniec palnika spawalniczego zbyt blisko łuku spawalniczego
Zwiększyć wolny wylot drutu
Nieprawidłowe rolki podające
Zastosować odpowiednie rolki podające
Ścieranie się drutu elektrodowego na skutek zbyt dużej siły docisku
rolek podających
Zredukować siłę docisku rolek podających
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
WSKAZÓWKA!
W przypadku stosowania stopów CrNi, ze względu na właściwości powierzchni
drutu elektrodowego CrNi, może następować bardziej intensywne zużywanie się
końcówki prądowej.
Zanieczyszczony / zardzewiały drut elektrodowy
Zastosować wysokiej jakości drut elektrodowy bez zanieczyszczeń
Niepowlekany drut elektrodowy
Zastosować drut elektrodowy z odpowiednią powłoką
Nieodpowiednie parametry końcówki prądowej
Zastosować końcówkę prądową o odpowiednich parametrach
Zbyt długi cykl pracy palnika spawalniczego
Skrócić cykl pracy lub zastosować palnik spawalniczy o większej mocy
Przegrzana końcówka prądowa. Brak odprowadzania ciepła ze względu na luźne osadzenie końcówki prądowej
Dokręcić końcówkę prądową
74

Nieprawidłowe działanie przycisku palnika
Przyczyna:
Usuwanie:
Nieprawidłowe połączenia wtykowe między palnikiem spawalniczym
a źródłem prądu spawalniczego
Wykonać prawidłowe połączenia wtykowe / przekazać źródło prądu
spawalniczego lub palnik spawalniczy do serwisu
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Porowatość spoiny
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Zanieczyszczenia między przyciskiem palnika a obudową przycisku
palnika
Usunąć zanieczyszczenia
Uszkodzenie przewodu sterującego
Powiadomić serwis
Powstawanie rozprysków w dyszy gazowej, w następstwie czego
osłona gazowa spoiny jest niewystarczająca
Usunąć rozpryski spawalnicze
Otwory w przewodzie gazowym giętkim lub niedokładne podłączenie
przewodu gazowego giętkiego
Wymienić przewód gazowy giętki
Pierścień samouszczelniający na przyłączu centralnym jest przecięty
lub uszkodzony
Wymienić pierścień samouszczelniający
Wilgoć / skropliny w przewodzie gazu ochronnego
Osuszyć przewód gazu ochronnego
PL
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Zbyt intensywny lub zbyt mały przepływ gazu ochronnego
Skorygować przepływ gazu ochronnego
Niewystarczająca ilość gazu ochronnego na początku lub na końcu
spawania
Zwiększyć wstępny wypływ gazu i wypływ gazu po zakończeniu spawania
Drut elektrodowy zardzewiały lub złej jakości
Zastosować lepszej jakości drut elektrodowy bez zanieczyszczeń
Dotyczy palników AL: wypływ gazu ochronnego w przypadku nieizolowanych prowadnic drutu
W przypadku palników AL należy stosować tylko izolowane prowadnice drutu.
Nałożono zbyt dużą ilość środka antyadhezyjnego
Usunąć nadmiar środka antyadhezyjnego / nakładać mniejszą ilość
środka antyadhezyjnego
75

Dane techniczne
Ø
[mm]
[in.]
[m]
[ft. + in.]
Informacje
ogólne
Palnik spawalniczy AL — MHP
280i G PM
Pomiar napięcia (V-Peak):
dla ręcznych palników spawalniczych: 113 V;
-
dla maszynowych palników spawalniczych: 141 V.
-
Dane techniczne przycisku palnika:
U
I
max
max
= 5 V
= 10 mA
40% cyklu pracy* / 280 A
60% cyklu pracy* / 220 A
100% cyklu pracy* / 170 A
0,8–1,6
.031–.063
5,85 / 7,85 / 9,85
19 / 26 / 29
-
-
Używanie przycisku palnika jest dozwolone tylko w ramach określonych przez dane techniczne.
Produkt spełnia wymogi normy IEC 60974-7 / - 10 CI. A.
I (A) 10 min / 40°C
M21+C1 (EN 439)
* ED = cykl pracy
0,55 A RMS
27 V AC
1–20 m/min
0.039–0.0787 ipm
76

Palnik spawal-
Ø
[mm]
[in.]
[m]
[ft. + in.]
P
min
[W] **
Q
min
[l/min]
[gal./min]
p
min
[bar]
[psi]
p
max
[bar]
[psi]
niczy chłodzony
wodą — MHP
320i W PM
I (A) 10 min / 40°C
M21+C1 (EN 439)
100% cyklu pracy* / 320 A
0,8–1,6
.031–.063
5,85 / 7,85 / 9,85
700 / 850 / 1000
0.039–0.0787 ipm
* ED = cykl pracy
** Najmniejsza wydajność chłodzenia wg normy IEC 60974-2
PL
19 / 26 / 29
1
0.26
3
43.51
5,5
77.77
0,55 A RMS
27 V AC
1–20 m/min
77

78

Índice
Informações gerais 80
Geral 80
Funções da tecla de queima 80
Função up/down 81
Função JobMaster 81
Utilização prevista 81
Segurança 82
Avisos de alerta no equipamento 82
Segurança 83
Comissionamento 85
MTG d, MTW d - Montar as peças de desgaste no corpo da tocha de solda 85
Nota sobre o fio de revestimento interior em tochas com refrigerador a gás 85
Montar o fio de revestimento interior de aço no corpo da tocha de solda 86
Montar o fio de revestimento interior de plástico no corpo da tocha de solda 86
Montar as peças de desgaste no jogo de mangueira 86
Montar o fio de revestimento interior no jogo de mangueira 88
Montar o corpo da tocha de solda 90
Conectar a tocha de solda no avanço de arame 92
Conectar a tocha de solda na fonte de solda e no dispositivo de refrigeração 92
Inserir o eletrodo de arame 93
Ajustar a pressão de contato 94
Substituir o corpo da tocha de solda, torcer o corpo da tocha de solda 96
Substituição do corpo da tocha de solda 96
Girar o corpo da tocha de solda 97
Conservação, Manutenção e Descarte 99
Informações gerais 99
Manutenção em todo comissionamento 99
Em cada troca da bobina de arame/cesta-tipo carretel 100
Reconhecimento de peças de desgaste defeituosas 100
Trocar o bocal de condução do arame 101
Trocar o bocal de entrada de arame 102
Trocar os rolos de alimentação 105
Diagnóstico de erro, eliminação de erro 109
Diagnóstico de erro, eliminação de erro 109
Dados técnicos 114
Geral 114
Tocha de solda resfriada a gás - MHP 280i G PM 114
Tocha de solda refrigerada a água - MHP 320i W PM 115
PT-BR
Appendix 193
MHP 280i G PM, MHP 320i W PM 194
79
Informações gerais
Geral A tocha de solda com unidade de arame integrada é adequada para a tocha ma-
nual MIG/MAG com jogo comprido de mangueira, especialmente na utilização de
materiais moles. Dois rolos dentados de precisão garantem uma extensiva
transmissão de força. Ele resulta em um excelente alimentador de arame, mesmo
em eletrodos de alumínio ou de arame CuSi muito moles e em jogos muitos compridos de mangueira
As tochas de solda são particularmente robustas e confiáveis. O cabo de formato
ergonômico, a junta esférica e a distribuição ideal do peso possibilitam uma operação livre de fadiga.
As tochas de solda estão disponíveis em modelos de refrigeração a gás ou a água.
Em conjunto com os corpos da tocha de solda Multilock disponíveis, as tochas de
solda podem ser adaptadas às mais diferentes tarefas e dão bons resultados na
produção manual em série e individual, assim como na área de oficinas.
Funções da tecla
de queima
A tecla de queima da tocha de solda possui 2 posições de comutação.
Função da tecla de queima na posição
de comutação 1 (Tecla de queima pressionada até a metade):
LED acende.
-
Função da tecla de queima na posição
de comutação 2 (Tecla de queima totalmente pressionada):
LED apaga
-
Início de soldagem.
-
80
Função up/down O maçarico cima/baixo possui as se-
guintes funções:
Alterações na energia de soldagem
-
na operação Synergic através das
teclas cima/baixo
Exibição de falha:
-
para uma falha do sistema, to-
-
dos os LEDs acendem em vermelho,
para uma falha de comuni-
-
cação de dados, todos os LEDs
piscam em vermelho
Autoteste na sequência de subida:
-
todos os LEDs acendem bre-
-
vemente de modo sucessivo
PT-BR
Função JobMaster
Utilização prevista
O maçarico JobMaster possui as seguintes funções:
com as teclas de setas é selecio-
-
nado o parâmetro de soldagem desejado na fonte de solda
com as teclas +/-, o parâmetro se-
-
lecionado é alterado
o display exibe os parâmetros e va-
-
lores atuais
A tocha manual MIG/MAG é destinada exclusivamente para soldagem MIG/MAG
em aplicações manuais.
Qualquer outra utilização será considerada indevida. O fabricante não assume a
responsabilidade por quaisquer danos decorrentes.
Também fazem parte da utilização prevista
a consideração de todos os avisos do manual de instruções
-
o cumprimento dos trabalhos de inspeção e manutenção
-
81

Segurança
Avisos de alerta
no equipamento
A tocha de solda está equipada com símbolos de segurança e uma placa de identificação. Esta placa de identificação e os símbolos de segurança não podem ser
retirados nem pintados. Os símbolos alertam contra o manuseio incorreto, que
pode causar lesões corporais e danos materiais graves.
Placa de identificação com símbolos de segurança
Alerta de peças móveis
As funções descritas só devem ser utilizadas depois que os seguintes documentos tiverem sido completamente lidos e compreendidos:
este manual de instruções
-
o documento anexado „Diretrizes de segurança“
-
todos os manuais de instruções dos componentes do sistema, principalmen-
-
te diretrizes de segurança
Soldagem é uma atividade perigosa. Para que se trabalhe corretamente com o
equipamento, os seguintes pré-requisitos básicos precisam ser cumpridos:
Qualificação suficiente para a soldagem
-
Equipamentos de proteção apropriados
-
Manter pessoas não autorizadas longe da tocha de solda e do processo de
-
soldagem
82
Não descartar equipamentos fora de serviço no lixo doméstico e sim conforme as
diretrizes de segurança.
Manter mãos, cabelos, peças de roupa e ferramentas afastados das peças móveis, por exemplo:
Engrenagens
-
Rolos de alimentação
-
Bobinas de arame e eletrodos de arame
-
Não tocar nos rolos de alimentação em rotação do acionamento do arame ou em
peças do acionamento em rotação.
A cobertura da tocha de solda somente pode ser aberta durante a execução de
trabalhos de manutenção e reparo.
Durante a operação
Garantir que a cobertura esteja fechada.
-
Manter a cobertura fechada.
-
PT-BR
Segurança
PERIGO!
A operação incorreta e trabalhos executados de forma inadequada podem
causar danos pessoais e materiais graves.
Todos os trabalhos descritos neste manual de instruções podem ser executa-
▶
dos somente por pessoal especializado e treinado.
Todas as funções descritas neste manual de instruções podem ser utilizadas
▶
somente por pessoal especializado e treinado.
Executar todos os trabalhos descritos e utilizar todas as funções descritas
▶
apenas depois que os seguintes documentos tiverem sido completamente lidos e compreendidos:
este manual de instruções,
o documento „Diretrizes de segurança“ anexo,
todos os manuais de instruções dos componentes do sistema, especialmente
as diretrizes de segurança.
83

PERIGO!
Um choque elétrico pode ser fatal.
Além disso, existe perigo de ferimentos pelo eletrodo de arame que está saindo.
Antes de iniciar todos os trabalhos descritos neste manual de instruções:
comutar o interruptor da rede elétrica da fonte de solda para a posição - O -
▶
desconectar a fonte de solda da rede elétrica
▶
atentar para que a fonte de solda permaneça desconectada da rede elétrica
▶
até o final de todos os trabalhos
CUIDADO!
Perigo de queimaduras em decorrência dos componentes quentes da tocha de
solda e do agente refrigerador quente após operação.
Antes de iniciar todos os trabalhos descritos neste manual de instruções, de-
▶
ixar todos os componentes da tocha de solda e o agente refrigerador resfriarem até a temperatura ambiente (+25 °C, +77 °F).
CUIDADO!
Perigo de danos pessoais e materiais devido a conexões insuficientes.
Todos os cabos, tubagens e jogos de mangueira precisam estar sempre bem
▶
conectados, intatos, corretamente isolados e com as dimensões adequadas.
CUIDADO!
Perigo de ferimentos devido às peças móveis.
Somente operar a tocha de solda se a cobertura dos rolos de alimentação es-
▶
tiver fechada.
AVISO!
Nunca operar tochas de solda refrigeradas à água sem agente refrigerador.
O fabricante não se responsabiliza por danos resultantes disso; ficam anuladas
quaisquer reivindicações de garantia.
84
Comissionamento
MTG d, MTW d Montar as peças
de desgaste no
corpo da tocha
de solda
1 2
3
** Apertar o bico de gás até o en-
PT-BR
costo
Nota sobre o fio
de revestimento
interior em tochas com refrigerador a gás
AVISO!
Quando se usa um fio de revestimento interior de plástico no corpo da tocha de
solda no caso de tochas com refrigerador a gás, os dados de potência fornecidos
na ficha técnica devem ser reduzidos em 30%.
Para poder operar tochas com refrigerador a gás com a potência máxima, de-
▶
ve-se usar um fio de revestimento interior de aço no corpo da tocha de solda.
85
Montar o fio de
revestimento interior de aço no
corpo da tocha
de solda
1 2
* Usar o tubo de corte da tocha de solda
Montar o fio de
revestimento interior de plástico
no corpo da tocha de solda
Montar as peças
de desgaste no
jogo de mangueira
1 2
* Usar o tubo de corte da tocha de solda
1 2
86

3 4
5 6
PT-BR
7 8
87
9 10
* Inserir o bocal de entrada de arame até o fim
Montar o fio de
revestimento interior no jogo de
mangueira
AVISO!
Para que o fio de revestimento interior possa ser montado corretamente, manter o jogo de mangueira reto durante a montagem do fio de revestimento interior.
1 2
88
3
4
* Inserir o fio de revestimento interior até o fim no bocal de entrada de ara-
me (1).
5 6
PT-BR
** Fio de revestimento interior de aço
*** Fio de revestimento interior de plástico
89

7 8
**** Rosquear o fecho no fio de revestimento interior até o final. Deve ser
possível ver o fio de revestimento interior através do furo no fecho.
10
9
AVISO!
Fios de revestimento interior de aço
com um diâmetro externo menor do
que 1 mm (0.039 in.) não podem ser
aparafusados na tocha de solda, portanto o torque fornecido não se aplica
a esses fios de revestimento interior.
Todos os outros fios de revestimento
interior devem ser aparafusados na tocha de solda com o torque fornecido.
Montar o corpo
da tocha de solda
90
CUIDADO!
Risco de danificar a tocha de solda.
Sempre rosquear a porca cega do corpo da tocha de solda até o fim.
▶

AVISO!
Antes de montar o corpo da tocha de solda, garantir que a posição de acoplamento do corpo da tocha de solda e do jogo de mangueira esteja limpa e intata.
AVISO!
Nas tochas de solda refrigeradas à água, pode ocorrer uma resistência maior ao
se rosquear a porca cega por causa da estrutura da tocha de solda.
Isso é normal. Sempre rosquear a porca cega do corpo da tocha de solda até o
fim.
1 2
PT-BR
AVISO!
Quando o pino de passagem (1) do jogo de mangueira chega ao furo de
passagem (2) do corpo da tocha de solda, o corpo da tocha de solda encontra-se
na posição 0°.
3
* Garantir que a porca cega seja
rosqueada até o fim.
91

Conectar a tocha
3
4
8
5
7
6
9
10
3
3
de solda no
avanço de arame
1
* Apenas quando as conexões do
agente refrigerador opcionais
estiverem montadas no avanço
de arame e com tocha de solda
refrigerada à água.
Sempre conectar as mangueiras
do refrigerador de acordo com
as marcações de cores.
Conectar a tocha
de solda na fonte
de solda e no dispositivo de refrigeração
1 2
* Apenas quando as conexões do agente refrigerador opcionais estiverem
montadas no dispositivo de refrigeração e com tocha de solda refrigerada
à água.
Sempre conectar as mangueiras do refrigerador de acordo com as marcações de cores.
3
92

Inserir o eletrodo de arame
CUIDADO!
Perigo de danos pessoais e materiais devido à corrente de soldagem e ao acendimento não intencional de um arco voltaico.
Antes de iniciar os trabalhos, desconectar a conexão à terra entre o sistema
▶
de soldagem e a peça de trabalho.
CUIDADO!
Perigo de dano na tocha de solda por causa da extremidade afiada do eletrodo
de arame.
Retirar completamente a rebarba na extremidade do eletrodo de arame an-
▶
tes da inserção.
CUIDADO!
Perigo de lesão devido ao efeito de mola do eletrodo de arame enrolado.
Segurar firmemente o final do eletrodo de arame ao inserir o eletrodo de
▶
arame no acionamento de quatro rolos do avanço de arame para evitar lesões
pelo eletrodo de arame ressaltado.
1 2
PT-BR
CUIDADO!
Perigo de danos pessoais e materiais devido à saída do eletrodo de arame.
Durante os trabalhos
manter a tocha de solda de modo que a ponta da tocha de solda fique longe
▶
do rosto e do corpo
Utilizar óculos de proteção adequados
▶
Não direcionar a tocha de solda para pessoas
▶
Certificar-se de que o eletrodo de arame não entre em contato com peças
▶
eletricamente condutoras ou aterradas (por exemplo, carcaças etc.)
AVISO!
Para inserir o eletrodo de arame, colocar o jogo de mangueira em uma linha reta,
conforme ilustrado a seguir.
Velocidade máxima permitida da introdução do arame = 10 m/s.
93

3 4
5
Ajustar a
pressão de contato
* Utilizar os valores indicados na
figura no lado interior da cobertura como valores de referência
para o ajuste da pressão de contato.
94

AVISO!
O ajuste da pressão de contato funciona da seguinte forma:
Girar o parafuso no sentido horário = reduzir pressão de contato,
▶
momento de carga máximo = apenas levemente até o fim – girar o parafuso
apenas até que a indicação da pressão de contato fique na posição „mín“
Girar o parafuso no sentido anti-horário = aumentar pressão de contato,
▶
momento de carga máximo = 0,4 Nm – girar o parafuso apenas até que a indicação da pressão de contato fique na posição „máx“
1 2
PT-BR
3
95
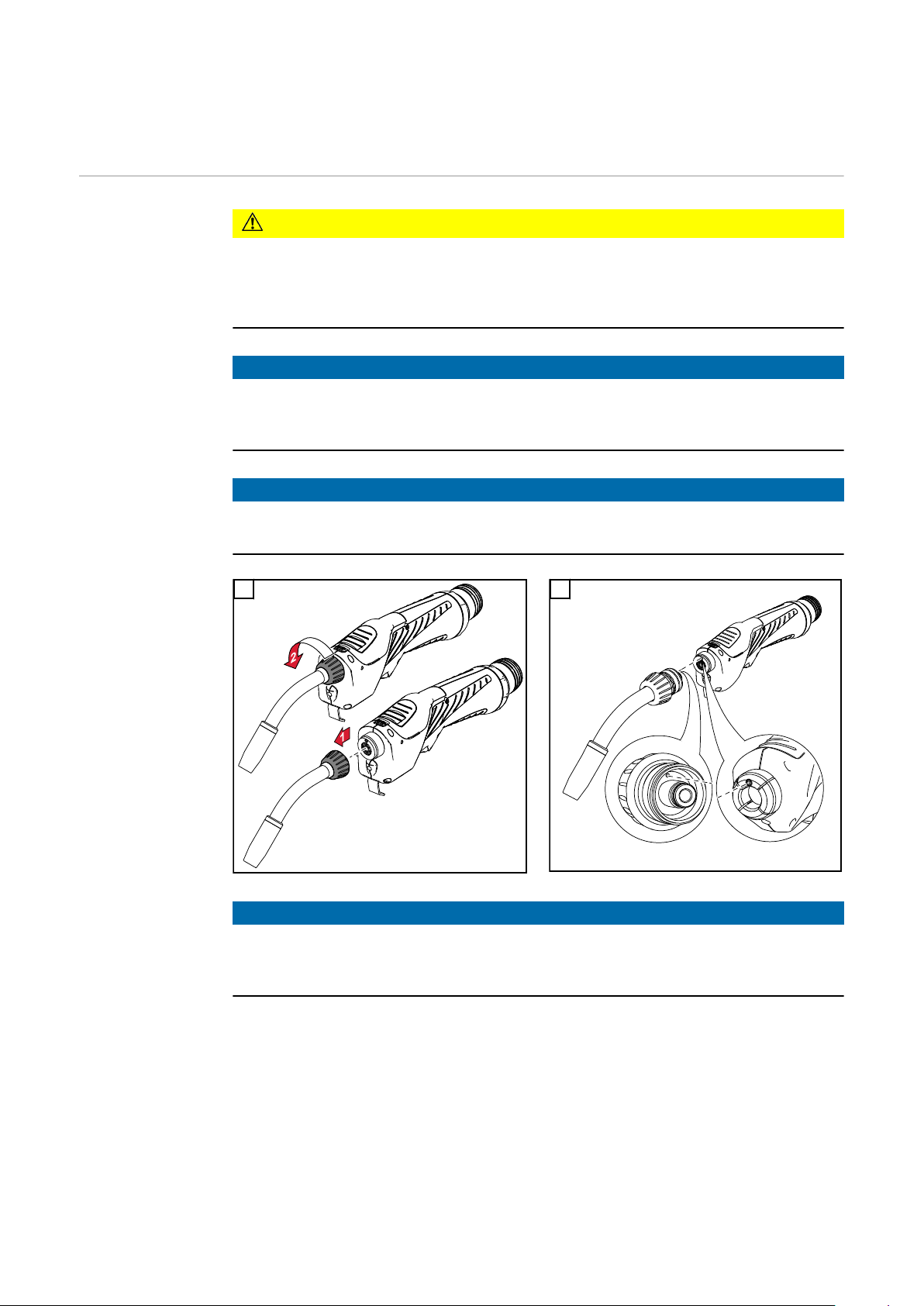
Substituir o corpo da tocha de solda, torcer o corpo da tocha de solda
Substituição do
corpo da tocha
de solda
CUIDADO!
Perigo de queimadura pelo agente refrigerador quente e pelo corpo da tocha de
solda quente.
Antes do início dos trabalhos, deixar o agente refrigerador e o corpo da tocha
▶
de solda esfriarem até a temperatura ambiente (+25 °C, +77 °F).
AVISO!
No corpo da tocha de solda, existe sempre um resto de agente refrigerador.
Somente desmontar o corpo da tocha de solda quando o bico de gás estiver
▶
apontado para baixo.
AVISO!
Antes de montar o corpo da tocha de solda, garantir que a posição de acoplamento do corpo da tocha de solda e do jogo de mangueira esteja limpa e intata.
1 2
96
AVISO!
Quando o pino de passagem (1) do jogo de mangueira chega ao furo de
passagem (2) do corpo da tocha de solda, o corpo da tocha de solda encontra-se
na posição 0°.
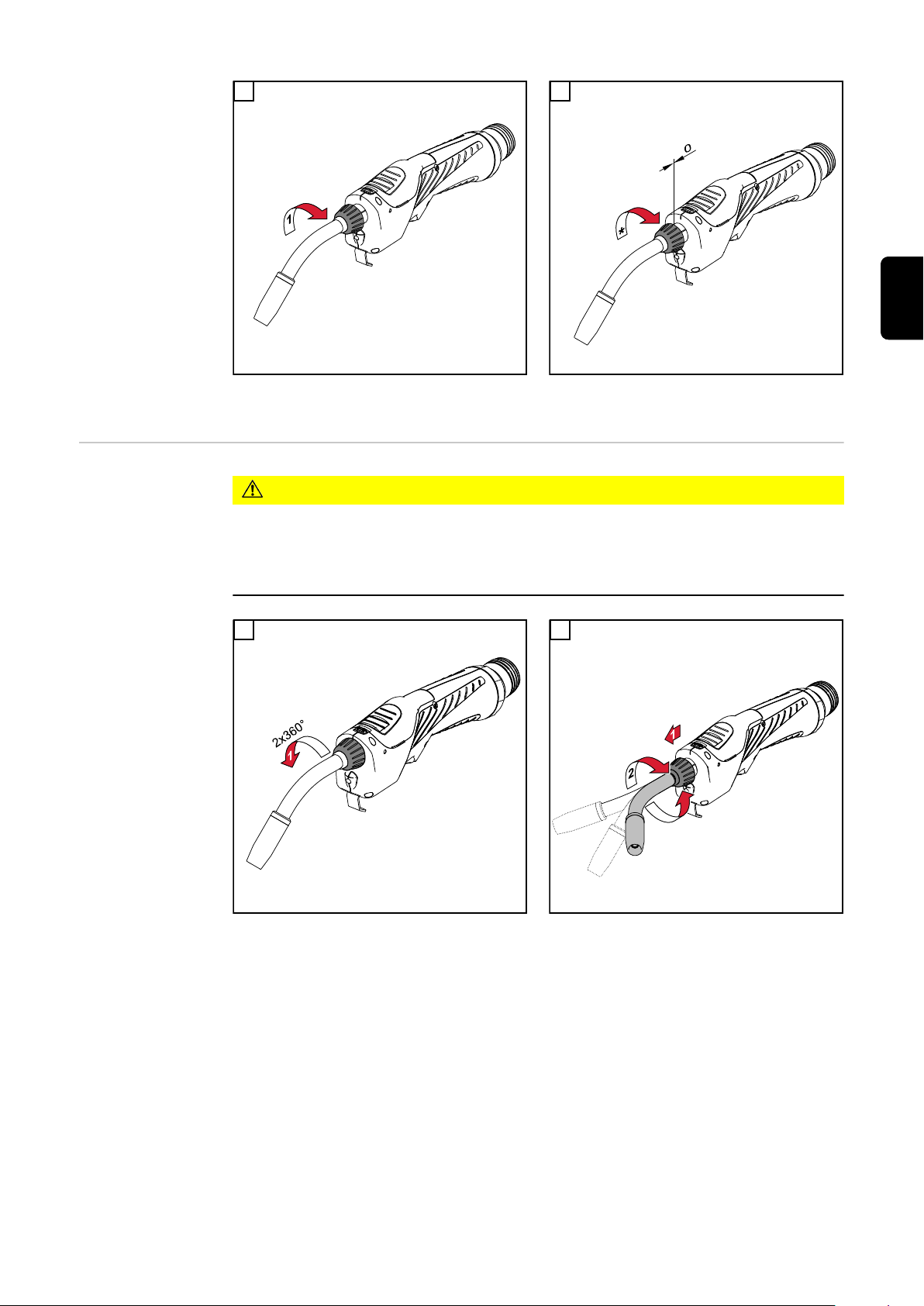
3 4
* Garantir que a porca cega seja rosqueada até o fim.
PT-BR
Girar o corpo da
tocha de solda
CUIDADO!
Perigo de queimadura pelo agente refrigerador quente e pelo corpo da tocha de
solda quente.
Antes do início dos trabalhos, deixar o agente refrigerador e o corpo da tocha
▶
de solda esfriarem até a temperatura ambiente (+25 °C, +77 °F).
1 2
97
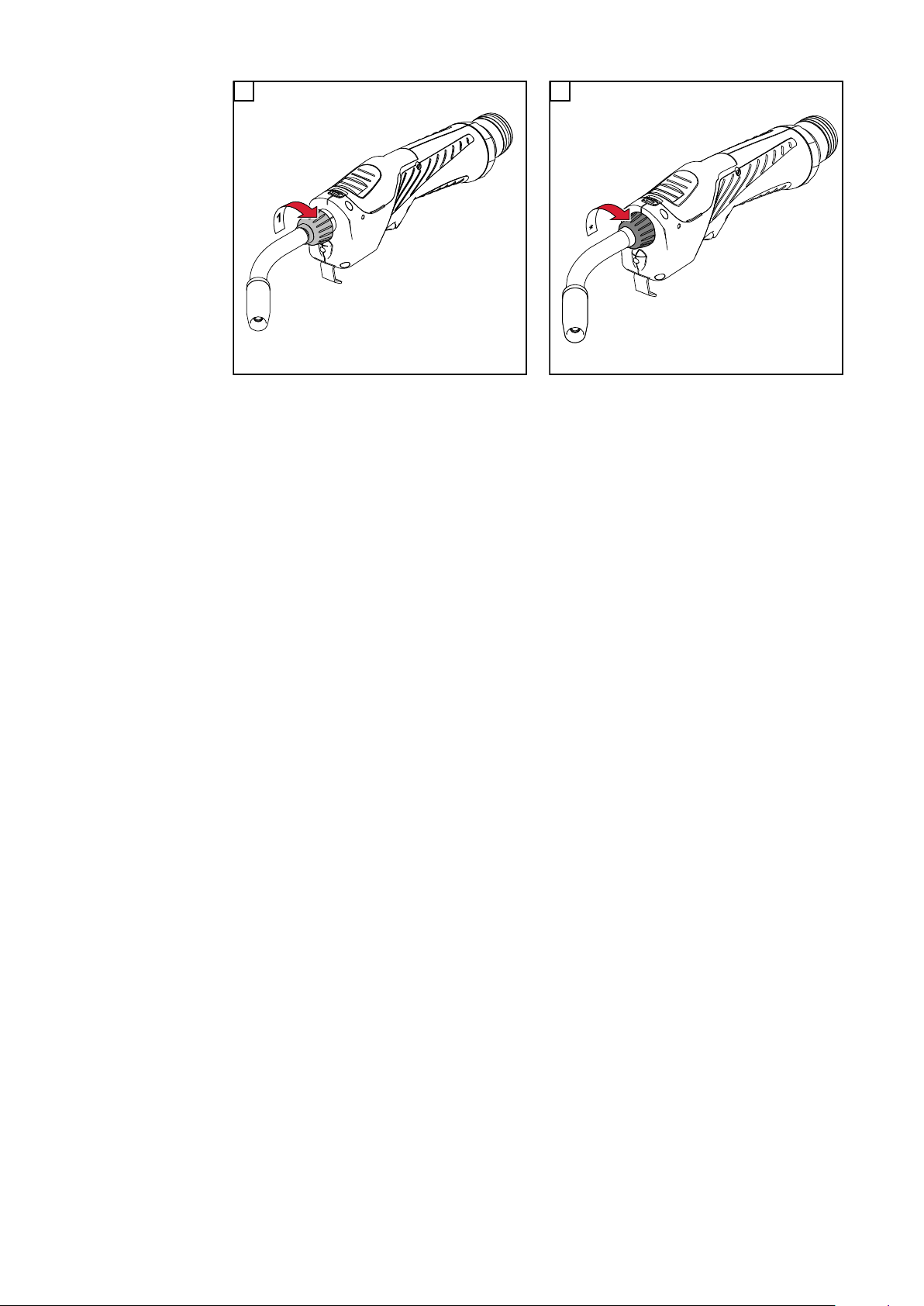
3 4
* Garantir que a porca cega seja rosqueada até o fim.
98
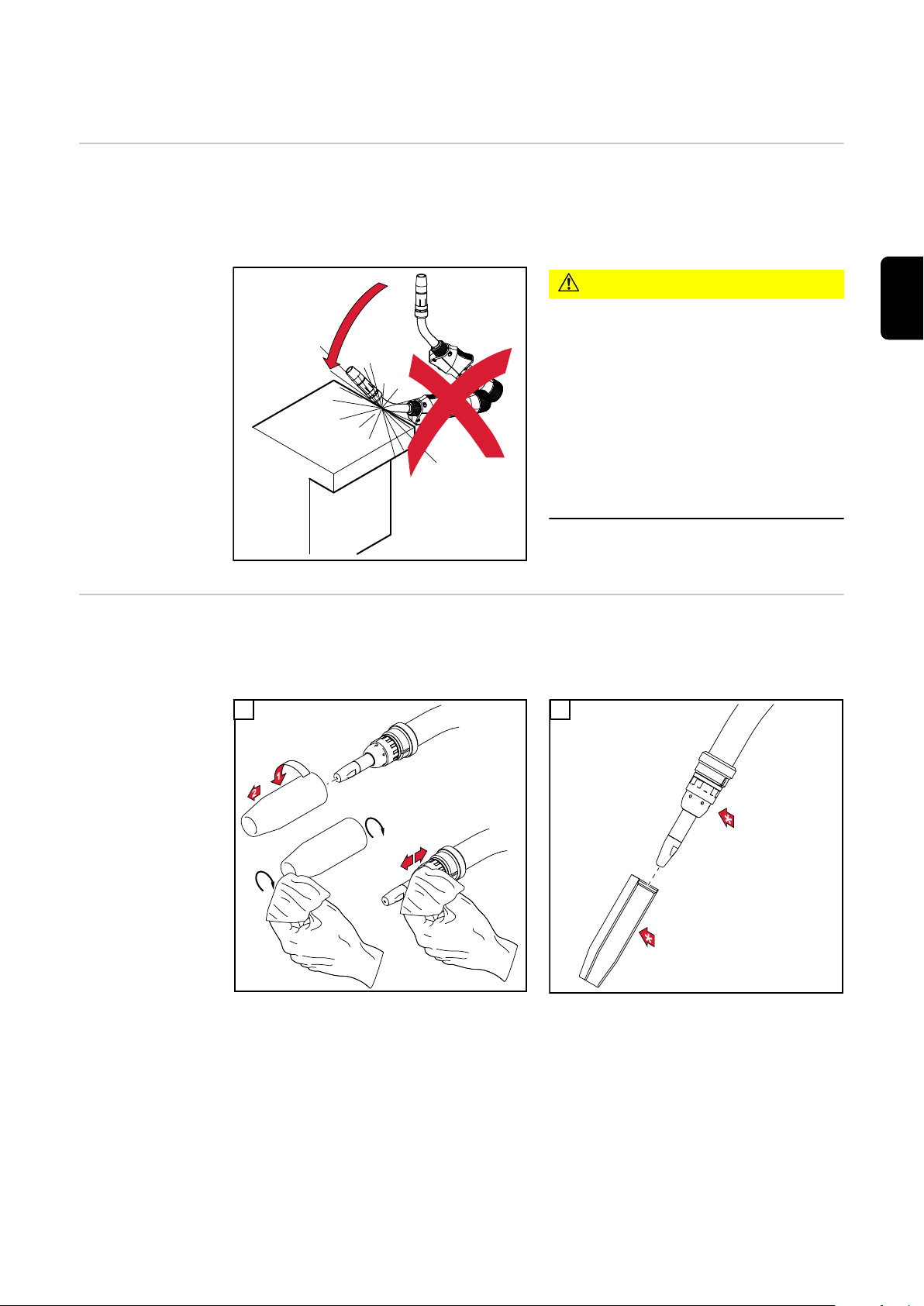
Conservação, Manutenção e Descarte
Informações gerais
A manutenção regular e preventiva da tocha de solda é um fator importante para
uma operação sem falhas. A tocha de solda é submetida a altas temperaturas e
muita sujeira. Por isso, a tocha de solda precisa de uma manutenção mais
frequente do que outros componentes do sistema de soldagem.
CUIDADO!
Risco de danos devido ao manuseio
inadequado da tocha de solda.
Danos graves podem ser provocados.
Não bater com a tocha de solda
▶
em objetos duros.
Evitar ranhuras e riscos no tubo de
▶
contato, onde respingos de solda
podem ficar permanentemente depositados.
Não dobrar o corpo da tocha de
▶
solda de forma alguma!
PT-BR
Manutenção em
todo comissionamento
Controlar peças de desgaste
-
substituir peças de desgaste defeituosas
-
Deixar o bico de gás livre de respingos de solda
-
1 2
* Verificar bico de gás, proteção contra respingos e isolamentos quanto a
danos, e substituir componentes danificados.
Além disso, em cada comissionamento, nas tochas de solda resfriadas a água:
-
garantir que todas as conexões do refrigerador estejam vedadas
-
garantir que haja um fluxo de retorno adequado do refrigerador
-
99
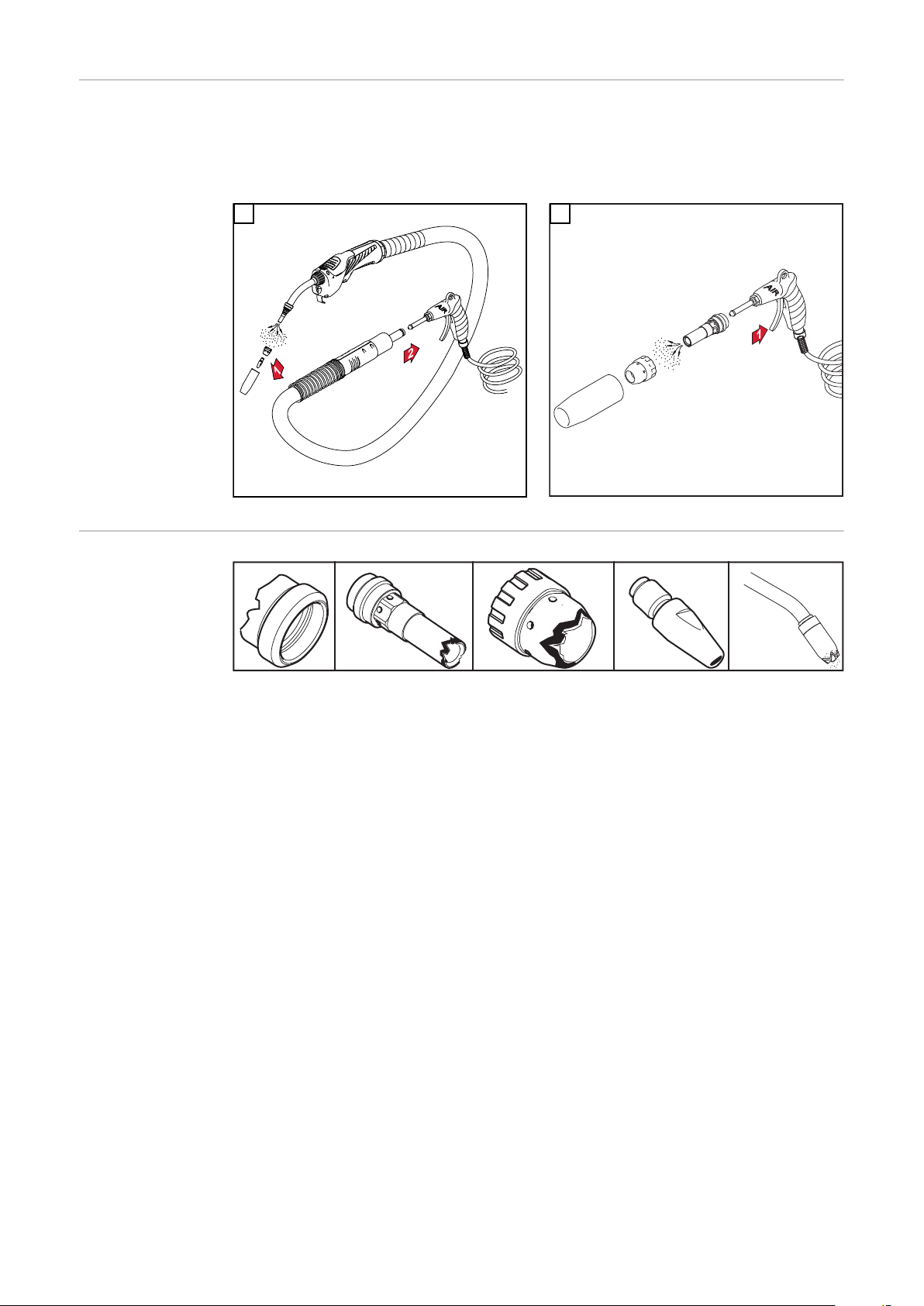
Em cada troca
1.
2.
3.
4.
5.
da bobina de arame/cesta-tipo
carretel
Em cada troca da bobina de arame/cesta-tipo carretel:
Limpar a mangueira de alimentação de arame com ar comprimido reduzido
-
Recomendável: Substituir o fio de revestimento interior, limpar as peças de
-
desgaste antes da reinstalação do fio de revestimento interior
1 2
Reconhecimento
de peças de desgaste defeituosas
Peças de isolamento
1.
Cantos externos queimados, entalhos
-
Árvores de bocais
2.
Cantos externos queimados, entalhos
-
com muitos respingos de solda
-
Proteção contra respingos
3.
Cantos externos queimados, entalhos
-
Tubos de contato
4.
Furos de entrada e saída de arame desgastados (ovais)
-
com muitos respingos de solda
-
Queimado na ponta do tubo de contato
-
Bocais de gás
5.
com muitos respingos de solda
-
Cantos externos queimados
-
Entalhos
-
100
 Loading...
Loading...