


Operating
Instructions
MHP 280i G PM
MHP 320i W PM
NO
RU
TR
ZH
Bruksanvisning
Руководство по эксплуатации
Kullanım kılavuzu
操作说明书
42,0410,2070 018-28042022


Innholdsfortegnelse
Generelt 4
Generelt 4
Pistoltastens funksjoner 4
Up/Down-funksjon 5
JobMaster-funksjon 5
Forskriftsmessig bruk 5
Sikkerhet 6
Advarsler på apparatet 6
Sikkerhet 7
Idriftsetting 9
MTG d, MTW d – Montere forbruksdeler på sveisepistolenheten 9
Merknad til trådmaterkjerne ved gasskjølte sveisepistoler 9
Montere trådmaterkjerne av stål i sveisepistolenheten 10
Montere trådmaterkjerne av plast i sveisepistolenheten 10
Montere forbruksdeler i slangepakken 10
Montere trådmaterkjernen i slangepakken 12
Monter sveisepistolenheten 14
Koble sveisepistolen til trådmateren 16
Koble sveisepistolen til strømkilden og kjøleapparatet 16
Spole inn trådelektrode 17
Still inn arbeidstrykket 18
Skifte sveisepistolenhet, dreie sveisepistolenheten 20
Skifte sveisepistolenhet 20
Dreie sveisepistolenhet 21
Pleie, vedlikehold og avhending 23
Generelt 23
Vedlikehold ved hver bruk 23
Ved hvert bytte av tråd/kurvspole 24
Registrering av defekte slitasjedeler 24
Bytte trådmaterkjerne 25
Skifte innløpsrør for tråd 26
Skifte materuller 29
Feildiagnose, feilutbedring 33
Feildiagnose, feilutbedring 33
Tekniske data 38
Generelt 38
Gasskjølt sveisepistol – MHP 280i G PM 38
Vannkjølt sveisepistol – MHP 320i W PM 39
NO
Appendix 153
MHP 280i G PM, MHP 320i W PM 154
3

Generelt
Generelt Sveisepistolene med integrert tråddrift egner seg til MIG/MAG manuell sveising
med lange slangepakker, spesielt ved bruk av myke materialer. To fortannede presisjonsruller sørger for kraftoverføring over en stor flate. Selv med myke alumini-
um- eller CuSi-trådelektroder og svært lange slangepakker gir dette en fremragende trådmating.
Sveisepistolene er spesielt robuste og pålitelige. Det ergonomiske håndtaket, et
kuleledd og en optimal vektfordeling bidrar til uanstrengt arbeid.
Sveisepistolene er tilgjengelige i gass- og vannkjølt utførelse. Med de tilgjengelige multilock-sveisepistolenhetene kan sveisepistolene tilpasses de forskjelligste
oppgaver og viser først og fremst hva de er gode for i manuell serie- og enkeltproduksjon samt ved verkstedsbruk.
Pistoltastens
funksjoner
Pistoltasten på sveisepistolen har to posisjoner.
Pistoltastens funksjon i posisjon 1 (pistoltasten halvveis trykket ned):
-
Pistoltastens funksjon i posisjon 2 (pistoltasten helt trykket ned):
-
-
Lysdioden lyser.
Lysdioden slukker.
Sveisestart.
4

Up/Down-funksjon
Sveisepistolen med up/down-funksjon
har følgende funksjoner:
Endring av sveiseeffekten i syner-
-
gic-driften ved hjelp av up/downtasten.
Feilvisning:
-
Ved en systemfeil lyser alle
-
lysdioder rødt.
Ved en datakommunikasjons-
-
feil blinker alle lysdioder rødt.
Selvtest i oppstartfasen:
-
Alle lysdioder lyser kort etter
-
hverandre.
NO
JobMaster-funksjon
Forskriftsmessig
bruk
JobMaster-sveisepistolen har følgende
funksjoner:
Med piltastene velger du ønsket
-
parameter for strømkilden.
Med +/–-tastene endres valgt pa-
-
rameter.
I displayet vises aktuell parameter
-
og verdi.
Den manuelle MIG/MAG-sveisepistolen er utelukkende beregnet på manuell
MIG/MAG-sveising.
Annen bruk eller bruk som går ut over dette, gjelder som ikke-forskriftsmessig.
Produsentens garanti gjelder ikke for skader som oppstår ved ikke-forskriftsmessig bruk.
Til forskriftsmessig bruk regnes også
at alle anvisninger i bruksanvisningen følges
-
at kontrollarbeid og vedlikeholdsarbeid overholdes
-
5

Sikkerhet
Advarsler på apparatet
Sveisepistolene er utstyrt med sikkerhetssymboler og et effektskilt. Sikkerhetssymbolene og effektskiltet må ikke fjernes eller males over. Symbolene advarer
mot feilbetjening som kan føre til alvorlige personskader eller materielle skader.
Effektskilt med sikkerhetssymboler Advarsel om bevegelige deler
Ikke ta de beskrevne funksjonene i bruk før du har lest og forstått følgende dokumenter:
denne bruksanvisningen
-
det vedlagte dokumentet "Sikkerhetsforskrifter"
-
alle bruksanvisningene til systemkomponentene, spesielt sikkerhetsforskrif-
-
tene
Sveising medfører fare. Følgende grunnforutsetninger må være oppfylt for forskriftsmessig bruk av apparatet:
brukeren må være kvalifisert til sveising
-
det må brukes egnet verneutstyr
-
uvedkommende må holdes på avstand fra sveisepistolen og sveiseprosessen
-
6

Ikke kast gamle apparater i husholdningsavfallet, men kasser dem i henhold til
sikkerhetsforskriftene.
Hold hender, hår, klær og verktøy unna bevegelige deler som for eksempel:
tannhjul
-
materuller
-
trådspoler og trådelektroder
-
Grip ikke inn i de roterende materullene til tråddriften eller i roterende drivdeler.
Dekselet til sveisepistolen må kun være åpent så lenge vedlikeholdarbeid og reparasjoner pågår.
NO
Sikkerhet
Under drift
Påse at dekselet er lukket.
-
Hold dekselet lukket.
-
FARE!
Feilbetjening og feil utført arbeid kan føre til alvorlige personskader og materielle skader.
Alt arbeid som er oppført i denne bruksanvisningen, skal utelukkende
▶
utføres av opplært fagpersonale.
Alle funksjoner som er oppført i denne bruksanvisningen, skal utelukkende
▶
brukes av opplært fagpersonale.
Ikke gjennomfør de beskrevne arbeidene og ikke bruk de beskrevne funksjo-
▶
nene før du har lest og forstått følgende dokumenter:
denne bruksanvisning,
det vedlagte dokumentet “Sikkerhetsforskrifter”,
alle bruksanvisninger for systemkomponentene, spesielt sikkerhetsforskriftene.
FARE!
Elektrisk støt kan være dødelig.
I tillegg er det fare for skade på grunn av utstikkende trådelektrode.
Før du starter på arbeidene som er beskrevet i denne bruksanvisningen:
sett nettbryteren til strømkilden i stilling 0
▶
Koble strømkilden fra nettet
▶
forsikre deg om at strømkilden er koblet fra nettet til alt arbeid er avsluttet
▶
7

FORSIKTIG!
Fare for forbrenning på grunn av sveisepistolkomponenter som blir varme under
bruk og varmt kjølemiddel.
Før du begynner på arbeidene som er beskrevet i denne bruksanvisningen,
▶
må du la alle sveisepistolkomponenter og kjølemiddelet avkjøles til romtemperatur (+25 °C, +77 °F).
FORSIKTIG!
Fare for personskader og materielle skader ved utilstrekkelige forbindelser.
Alle kabler, ledninger og slangepakker må alltid være sikkert tilkoblet,
▶
uskadd, korrekt isolert og tilstrekkelig dimensjonert.
FORSIKTIG!
Deler i bevegelse kan forårsake personskader.
Sveisepistolen må kun brukes så lenge dekselet over materullene er stengt.
▶
MERKNAD!
Ta aldri i bruk vannkjølte sveisepistoler uten kjølemiddel.
Produsentens garanti gjelder ikke for skader som oppstår ved ikke-forskriftsmessig bruk, alle garantikrav bortfaller.
8

Idriftsetting
NO
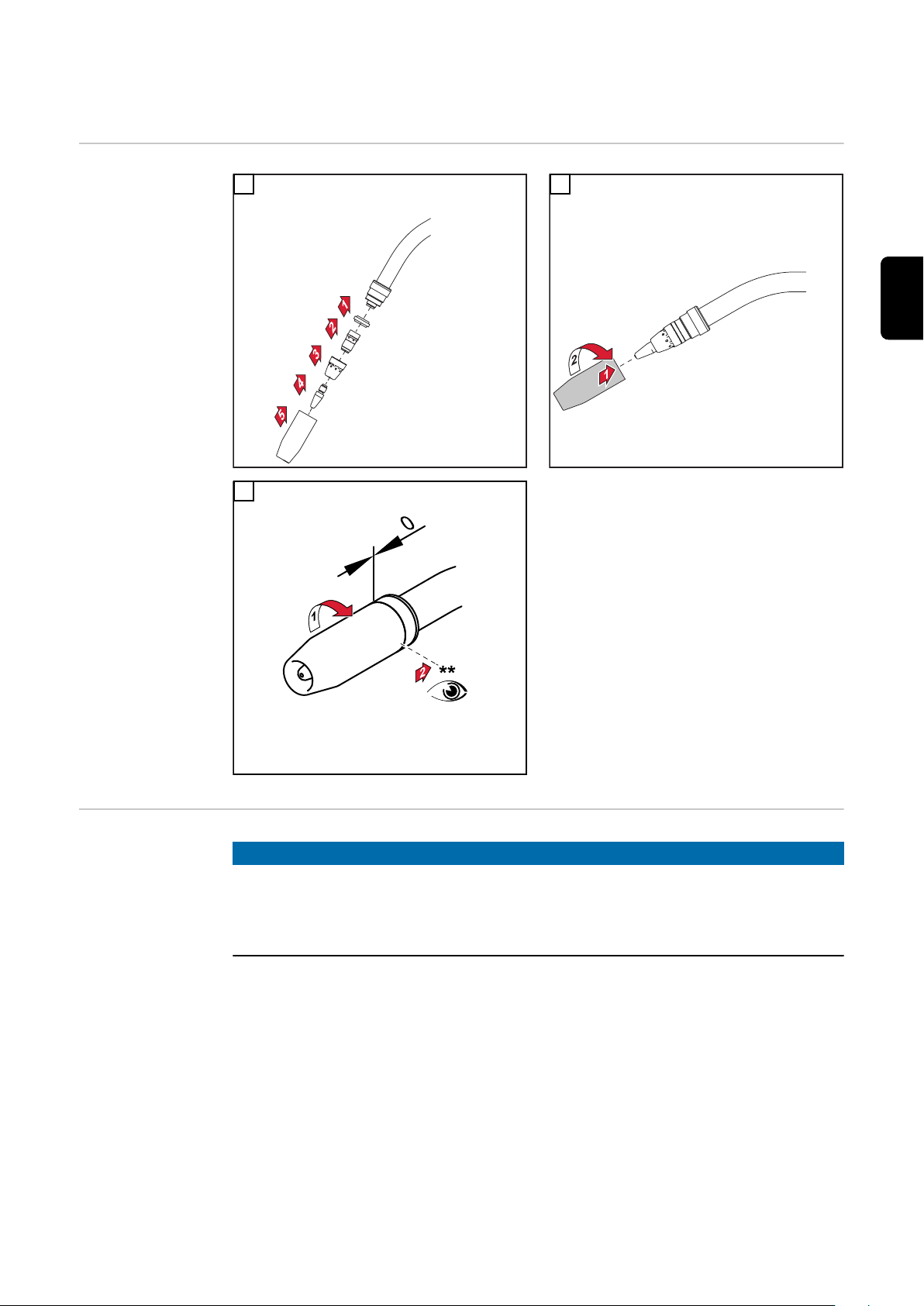
MTG d, MTW d –
Montere forbruksdeler på
sveisepistolenheten
1 2
3
** Trekk til gassdysen til stopp
Merknad til
trådmaterkjerne
ved gasskjølte
sveisepistoler
MERKNAD!
Dersom det brukes tråmaterkjerne av plast i sveisepistolenheten på gasskjølte
sveisepistoler, må de effektdataene som er oppgitt under tekniske data, reduseres med 30 %.
For at gasskjølte sveisepistoler skal kunne brukes på maksimal effekt, må det
▶
brukes tråmaterkjerne av stål i sveisepistolenheten.
9

Montere trådmaterkjerne av stål
i sveisepistolenheten
1 2
* Bruk lengdejusteringsrøret til sveisepistolen
Montere trådmaterkjerne av
plast i sveisepistolenheten
Montere forbruksdeler i
slangepakken
1 2
* Bruk lengdejusteringsrøret til sveisepistolen
1 2
10

3 4
5 6
NO
7 8
11

9 10
* Skyv innløpsrøret for tråden inn til det stopper.
Montere trådmaterkjernen i
slangepakken
MERKNAD!
For at tråmaterkjernen skal kunne monteres riktig, må slangepakken legges rett
ut når tråmaterkjernen skal monteres.
1 2
12

3
4
* Skyv trådmaterkjernen så langt det går inn i innløpsrøret for tråden (1).
5 6
NO
** Trådmaterkjerne i stål
*** Trådleder i plast
13

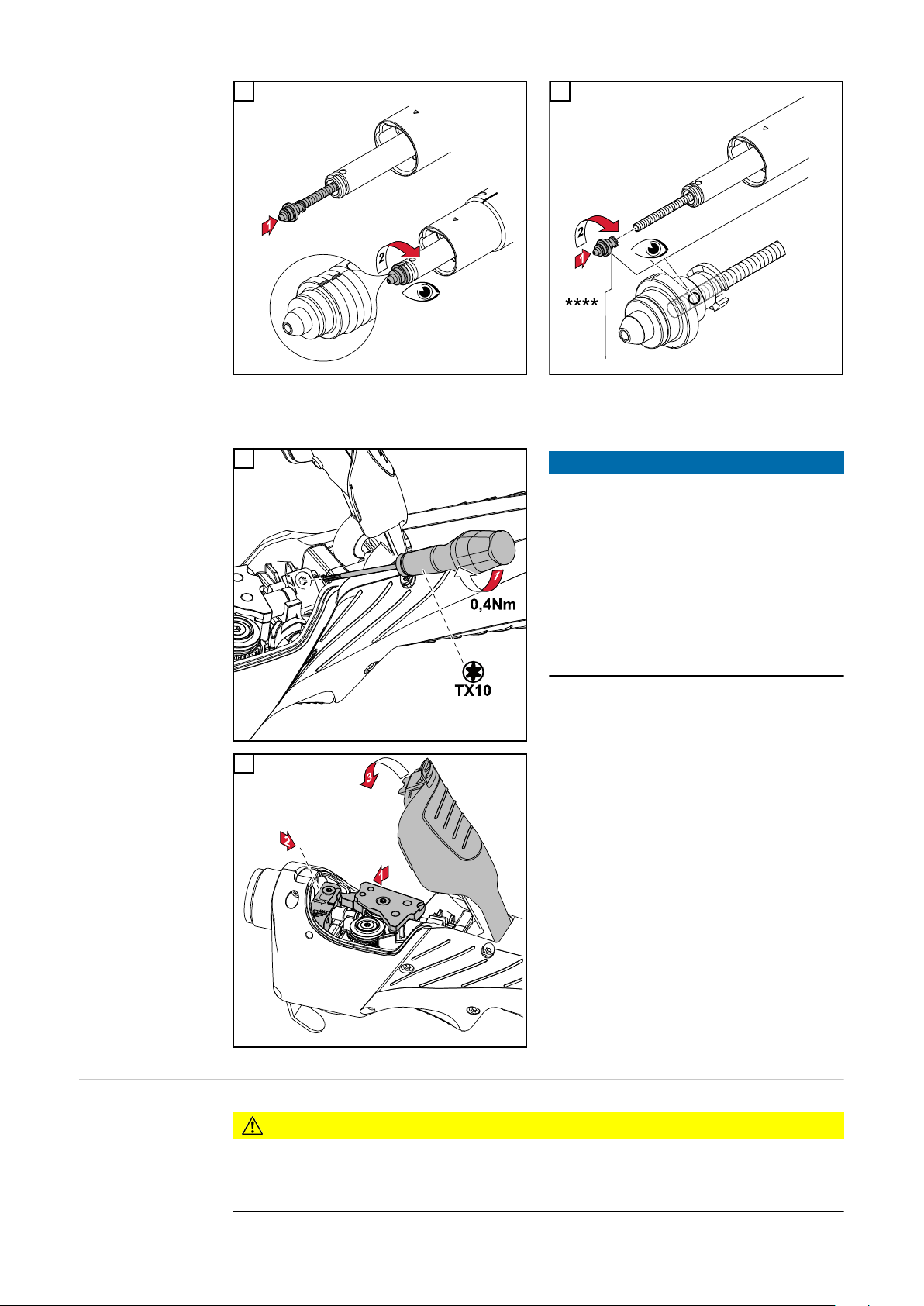
7 8
**** Skru fast låsen helt til stopp på trådmaterkjernen. Tråmaterkjernen må
være synlig gjennom hullet i låsen.
10
9
MERKNAD!
Trådmaterkjerner av stål med en utvendig diameter mindre enn 1 mm
(0.039 in.) kan ikke skrus fast til
sveisepistolen – ved slike trådmaterkjerner gjelder ikke det angitte tiltrekkingsmomentet.
Alle andre trådmaterkjerner må skrus
fast til sveisepistolen med det angitte
tiltrekkingsmomentet.
Monter sveisepistolenheten
14
FORSIKTIG!
Fare for skader på sveisepistolen.
Trekk alltid til overfalsmutteren på sveisepistolenheten til stopp.
▶

MERKNAD!
Forsikre deg om at koblingsstedet på sveisepistolenheten og på slangepakken
er uskadd og rent før montering av sveisepistolenheten.
MERKNAD!
På vannkjølte sveisepistoler kan det oppstå økt motstand når overfalsmutteren
skal skrus fast på grunn av sveisepistolens konstruksjon.
Dette er normalt. Trekk alltid til overfalsmutteren på sveisepistolenheten til
stopp.
1 2
NO
MERKNAD!
Når pass-stiften (1) på slangepakken griper inn i pass-hullet (2) på sveisepistolenheten, er sveisepistolenheten i 0°-stilling.
3
* Forsikre deg om at overfalsmut-
teren er skrudd fast til anslag.
15

Koble sveisepis-
3
4
8
5
7
6
9
10
3
3
tolen til trådmateren
1
* kun hvis kjølemiddeltilkoblinge-
ne som er ekstrautstyr, er innebygd i trådmateren og ved
vannkjølt sveisepistol.
Koble alltid kjølemiddelslangene til i henhold til fargemarkeringene på dem.
Koble sveisepistolen til
strømkilden og
kjøleapparatet
1 2
* kun hvis kjølemiddeltilkoblingene som er ekstrautstyr, er innebygd i kjøle-
apparatet og ved vannkjølt sveisepistol.
Koble alltid kjølemiddelslangene til i henhold til fargemarkeringene på
dem.
3
16

Spole inn
trådelektrode
FORSIKTIG!
Fare for personskader og materielle skader på grunn av sveisestrøm og utilsiktet tenning av lysbuen.
Før arbeidet starter, må du koble fra jordforbindelsen mellom sveisesyste-
▶
met og arbeidsemnet.
FORSIKTIG!
Fare for skader på sveisepistolen på grunn av skarpe kanter på trådelektrodeenden.
Avgrad enden på trådelektroden nøye før innføring.
▶
FORSIKTIG!
Fare for personskader på grunn av fjæreffekten i den innspolte trådelektroden.
Hold godt fast i enden på trådelektroden når du skyver trådelektroden inn i
▶
4-rulledriften til trådmateren for å unngå skader hvis trådelektroden smekker tilbake.
1 2
NO
FORSIKTIG!
Fare for personskader og materielle skader ved utstikkende trådelektrode.
Under arbeidet:
Hold sveisepistolen slik at sveisepistolspissen peker bort fra ansikt og kropp.
▶
Bruk egnede vernebriller.
▶
Ikke rett sveisepistolen mot personer.
▶
Pass på at trådelektroden ikke berører elektrisk ledende eller jordede deler
▶
(f.eks. huset osv.).
MERKNAD!
Når du skal spole inn trådelektroden, legger du ut slangepakken i rett linje som
vist nedenfor.
Maks. tillatt trådtræingshastighet = 10 m/s.
17

3 4
5
Still inn arbeidstrykket
* Bruk de verdiene som står
oppført på illustrasjonen på
innsiden av dekselet, som standardverdier når arbeidstrykket
skal stilles inn.
18

MERKNAD!
Innstilling av arbeidstrykk fungerer som følger:
Skru skruen med klokken = arbeidstrykket reduseres,
▶
maks. belastningsmoment = kun lett til stopp – skru bare såpass på skruen
at visningen for arbeidstrykk står på ‘min‘
Skru skruen mot klokken = arbeidstrykket økes,
▶
maks. belastningsmoment = 0,4 Nm - skru på skruen helt til visningen for arbeidstrykk står i stillingen 'max'
1 2
NO
3
19

Skifte sveisepistolenhet, dreie sveisepistolenheten
Skifte sveisepistolenhet
FORSIKTIG!
Fare for forbrenning på grunn av varmt kjølemiddel og varm sveisepistolenhet.
Før arbeidet begynner, må kjølemiddelet og sveisepistolenheten avkjøles til
▶
romtemperatur (+25 °C, +77 °F).
MERKNAD!
Det er alltid en rest kjølemiddel i sveisepistolenheten.
Demonter bare sveisepistolenheten når gassdysen peker nedover.
▶
MERKNAD!
Forsikre deg om at koblingsstedet på sveisepistolenheten og på slangepakken
er uskadd og rent før montering av sveisepistolenheten.
1 2
20
MERKNAD!
Når pass-stiften (1) på slangepakken griper inn i pass-hullet (2) på sveisepistolenheten, er sveisepistolenheten i 0°-stilling.

3 4
* Forsikre deg om at overfalsmutteren er skrudd fast til anslag.
NO
Dreie sveisepistolenhet
FORSIKTIG!
Fare for forbrenning på grunn av varmt kjølemiddel og varm sveisepistolenhet.
Før arbeidet begynner, må kjølemiddelet og sveisepistolenheten avkjøles til
▶
romtemperatur (+25 °C, +77 °F).
1 2
3 4
21

Forsikre deg om at overfalsmutteren er skrudd fast til anslag.
22

Pleie, vedlikehold og avhending
Generelt Regelmessig og forebyggende vedlikehold av sveisepistolen er viktige faktorer for
å sikre problemfri drift. Sveisepistolen utsettes for høye temperaturer og kraftig
forurensning. Derfor må sveisepistolen vedlikeholdes oftere enn andre komponenter i sveisesystemet.
FORSIKTIG!
Fare for skader ved ikke-forskriftsmessig håndtering av sveisepistolen.
Følgene kan bli alvorlige materielle
skader.
Ikke slå sveisepistolen mot harde
▶
gjenstander.
Unngå riper på kontaktrøret, det
▶
kan settes seg fast sveisesprut der.
Bøy aldri sveisepistolenheten!
▶
NO
Vedlikehold ved
hver bruk
Kontroller forbruksdeler.
-
Bytt defekte forbruksdeler.
-
Rens gassdysen for sveisesprut.
-
1 2
* Kontroller gassdysen, sprutbeskyttelsen og isolasjonene og sjekk om det
er skader på dem. Skift ut skadde komponenter.
I tillegg ved hver bruk av vannkjølte sveisepistoler:
-
Forsikre deg om at alle kjølemiddel-tilkoblinger er tette.
-
Forsikre deg om at kjølemiddelreturen fungerer.
-
23

Ved hvert bytte
1.
2.
3.
4.
5.
av tråd/kurvspole
Ved hvert bytte av tråd/kurvspole:
Rengjør trådmaterslangen med redusert trykkluft.
-
Anbefaling: Bytt trådmaterkjerne, rengjør forbruksdelene før trådmaterkjer-
-
nen settes inn igjen.
1 2
Registrering av
defekte slitasjedeler
Isoleringsdeler
1.
svidde ytterkanter, hakk
-
Dysestammer
2.
svidde ytterkanter, hakk
-
kraftig utsatt for sveisesprut
-
Sprutbeskyttelse
3.
svidde ytterkanter, hakk
-
Kontaktrør
4.
slitte (ovale) trådinnførings- eller trådutgangshull
-
kraftig utsatt for sveisesprut
-
innsmelting på spissen av kontaktrøret
-
Gassdyser
5.
kraftig utsatt for sveisesprut
-
svidde ytterkanter
-
hakk
-
24

Bytte trådmaterkjerne
Ta trådelektroden ut av slangepakken
1
2 3
4 5
NO
6 7
25

8 9
Skifte innløpsrør
for tråd
Ta trådelektroden ut av slangepakken
1
2 3
4 5
26

6 7
8 9
NO
27

10
* Skyv innløpsrøret for tråden inn til det stopper.
11 12
13 14
** Skyv trådmaterkjernen så langt det går inn i innløpsrøret for tråden (1)
*** Skru fast låsen helt til stopp på trådmaterkjernen. Tråmaterkjernen må
være synlig gjennom hullet i låsen.
28

15 16
MERKNAD!
Trådmaterkjerner av stål med en utvendig diameter mindre enn 1 mm (0.039 in.)
kan ikke skrus fast til sveisepistolen – ved slike trådmaterkjerner gjelder ikke
det angitte tiltrekkingsmomentet.
Alle andre trådmaterkjerner må skrus fast til sveisepistolen med det angitte tiltrekkingsmomentet.
NO
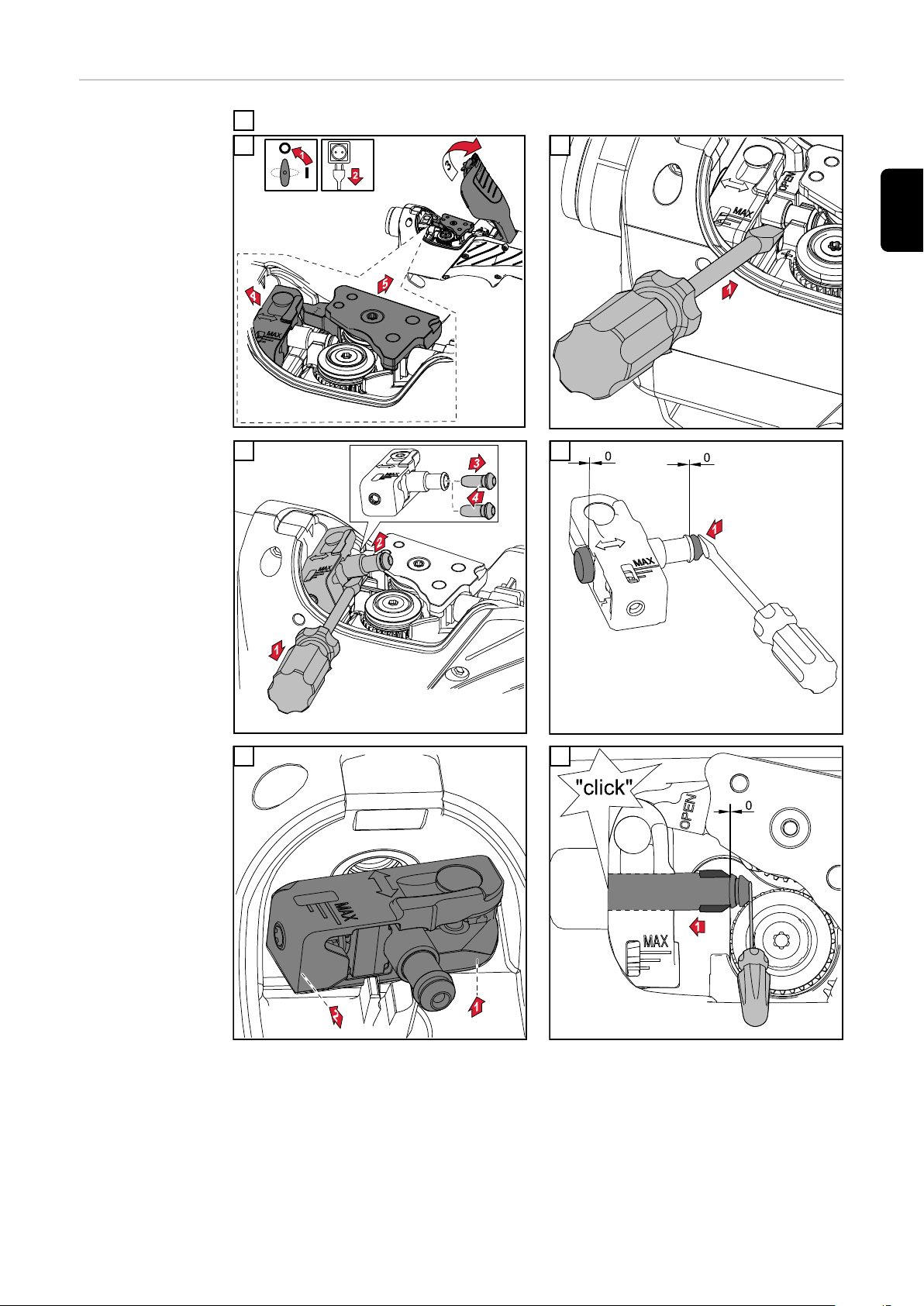
Skifte materuller
17
MERKNAD!
Materullene må kun skiftes parvis.
Bruk kun materuller som passer til den anvendte tråddiameteren og trådle-
▶
geringen.
En oversikt over de tilgjengelige materullene står i reservedelslisten.
MERKNAD!
Når de nye materullene skal skrus fast, bruk de skruene som fulgte med de nye
materullene.
29

1 2
3 4
5 6
30

7 8
9 10
NO
11 12
31

13 14
* Drei på drevet til materullene til passfjærene går i inngrep i sporene på
drevet.
15 16
17
32

Feildiagnose, feilutbedring
NO
Feildiagnose,
feilutbedring
Ingen sveisestrøm.
Nettbryteren på strømkilden er slått på, indikasjonene på strømkilden lyser, beskyttelsesgass tilgjengelig.
Årsak:
Utbedring:
Årsak:
Utbedring:
Ingen funksjon etter at brennertasten er trykket på.
Nettbryteren på strømkilden er slått på, indikasjonene på strømkilden lyser.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Jordtilkoblingen er feil.
Opprett forskriftsmessig jordtilkobling.
Strømledningen i sveisepistolen er brutt.
Bytt sveisepistolen.
FSC (‘Fronius System Connector-sentraltilkobling) er ikke satt inn til
anslag.
Sett i FSC til stopp
Sveisepistol eller sveisepistol-styreledning er defekt.
Bytt sveisepistolen.
Forbindelsesslangepakken er ikke riktig tilkoblet eller defekt.
Koble til forbindelsesslangepakken riktig
Bytt defekt forbindelsesslangepakke.
Årsak:
Utbedring:
Ingen beskyttelsesgass.
Alle andre funksjoner er tilgjengelige.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Strømkilden er defekt.
Ta kontakt med kundeservice.
Gassflasken er tom.
Bytt gassflasken.
Trykkreduksjonsventilen er defekt.
Bytt trykkreduksjonsventilen.
Gasslange er ikke montert, eller den er knekt eller skadet.
Monter gasslangen, legg den rett. Bytt defekt gasslange.
Sveisepistolen er defekt.
Bytt sveisepistolen.
Gass-magnetventilen er defekt.
Ta kontakt med kundeservice (få gass-magnetventilen byttet).
33

Dårlige sveiseegenskaper.
Årsak:
Utbedring:
Feil sveiseparameter.
Korriger innstillingene.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Dårlig jordforbindelse.
Opprett god kontakt til arbeidsemnet.
Ingen eller for lite beskyttelsesgass.
Kontroller trykkreduksjonsventil, gasslange, gass-magnetventil og
sveisepistol-gasstilkobling. På gasskjølt sveisepistol må gasstetningen
kontrolleres, bruk egnet trådmaterkjerne.
Sveisepistolen er ikke tett.
Bytt sveisepistolen.
For stort eller slitt kontaktrør.
Bytt kontaktrøret.
Feil trådlegering eller feil trådspolediameter.
Kontroller innlagt tråd / kurvspole.
Feil trådlegering eller feil trådspolediameter.
Kontroller grunnmaterialets sveisbarhet.
Beskyttelsesgassen er ikke egnet for trådlegeringen.
Bruk riktig beskyttelsesgass.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Ugunstige sveisebetingelser: Beskyttelsesgassen er forurenset (fuktighet, luft), mangelfull gassavskjerming (smeltebad "koker", trekkluft), forurensning i arbeidsemnet (rust, lakk, fett).
Optimer sveisebetingelsene.
Sveisesprut i gassdysen.
Fjern sveisespruten.
Turbulens på grunn av stor mengde beskyttelsesgass.
Reduser mengden beskyttelsesgass, anbefaling:
beskyttelsesgassmengde (l/min) = tråddiameter (mm) x 10
(for eksempel 16 l/min til 1,6 mm trådelektrode).
For stor avstand mellom sveisepistol og arbeidsemne.
Reduser avstanden mellom sveisepistol og arbeidsemne (ca. 10–15
mm / 0.39 - 0.59 in.).
For stor vinkel på sveisepistolen.
Reduser vinkelen på sveisepistolen.
Trådmaterkomponentene passer ikke til diameteren på trådelektroden / materialet i trådelektroden.
Sett i riktig trådmaterkomponenter.
34

Dårlig trådmating.
Årsak:
Utbedring:
Avhengig av system er bremsen i trådmateren eller i strømkilden
trukket for stramt til.
Still inn bremsen slakere.
NO
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Hullet til kontaktrøret er forskjøvet.
Bytt kontaktrøret.
Trådmaterkjernen eller trådmaterinnsatsen er defekt.
Kontroller trådmaterkjernen eller trådmaterinnsatsen for knekk,
smuss osv.
Bytt defekt trådmaterkjerne eller defekt trådmaterinnsats.
Materullene egner seg ikke til trådelektroden som brukes.
Bruk passende materuller.
Feil arbeide på materullene.
Optimer arbeidstrykket.
Materullene er forurenset eller skadet.
Rengjør eller bytt materullene.
Trådmaterkjernen er lagt feil eller knekt.
Bytt trådmaterkjernen.
Trådmaterkjernen ble for kort etter tilpasningen.
Bytt trådmaterkjernen og tilpass lengden riktig på den nye trådma-
terkjernen.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Gassdysen blir svært varm.
Årsak:
Utbedring:
Avslitning av trådelektroden på grunn av for kraftig arbeidstrykk på
materullene.
Reduser arbeidstrykket på materullene.
Trådelektroden er forurenset eller utsatt for rust.
Bruk trådelektrode av god kvalitet uten forurensning.
Ved trådledere av stål: trådleder uten belegg i bruk
Bruk en trådleder med belegg
Ingen varmeavledning fordi gassdysen sitter for løst.
Skru fast gassdysen til stopp.
35

Sveisepistolen blir svært varm.
Årsak:
Utbedring:
Kun ved multilock-sveisepistoler: Overfalsmutteren på sveisepistolenheten er løs.
Trekk til overfalsmutteren.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Kort levetid på kontaktrøret.
Årsak:
Utbedring:
Årsak:
Utbedring:
Sveisepistolen ble drevet med kraftigere sveisestrøm enn maksimalt
tillatt.
Reduser sveiseeffekten eller bruk en kraftigere sveisepistol.
Sveisepistolen er for svakt dimesjonert.
Ta hensyn til innkoblingsvarighet og belastningsgrenser.
Kun ved vannkjølte anlegg: For lav kjølemiddelgjennomstrømning.
Kontroller kjølemiddelnivå, kjølemiddelgjennomstrømning, kjølemid-
delforurensning, forlegning av slangepakkene osv.
Spissen på sveisepistolen er for nærme lysbuen.
Forstørr stickout.
Feil materuller.
Bruk riktige materuller.
Avslitning av trådelektroden på grunn av for kraftig arbeidstrykk på
materullene.
Reduser arbeidstrykket på materullene.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
MERKNAD!
Ved CrNi-bruk kan kontaktrøret utsettes for større slitasje på grunn av overflatens beskaffenhet på CrNi-trådelektroden
Trådelektroden er forurenset / utsatt for rust.
Bruk trådelektrode av god kvalitet uten forurensning.
Trådelektroden uten belegg
Bruk trådelektrode med egnet belegg.
Feil dimensjon på kontaktrøret.
Dimensjoner kontaktrøret riktig.
For lang innkoblingsvarighet på sveisepistolen.
Reduser innkoblingsvarigheten eller bruk en kraftigere sveisepistol.
Kontaktrøret er overopphetet. Ingen varmeavledning fordi kontaktrøret sitter for løst.
Trekk til kontaktrøret.
36

Feilfunksjon i brennertasten.
Årsak:
Utbedring:
Pluggforbindelsen mellom sveisepistol og strømkilde er mangelfull.
Opprett ordentlig pluggforbindelse / lever strømkilde eller sveisepis-
tol til service.
NO
Årsak:
Utbedring:
Årsak:
Utbedring:
Sveisesømmen er porøs.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Forurensninger mellom brennertast og huset til brennertasten.
Fjern forurensningen.
Styreledningen er defekt.
Ta kontakt med kundeservice.
Sprutdannelse i gassdysen, dermed blir det utilstrekkelig gassbeskyttelse i sveisesømmen.
Fjern sveisespruten.
Hull i gasslangen eller unøyaktig tilkobling av gasslangen.
Bytt gasslangen.
O-ringen på sentraltilkoblingen er revet opp eller defekt.
Bytt O-ringen.
Fuktighet / kondens i gassledningen.
Tørk gassledningen.
For kraftig eller for svak gass-forstrømning.
Korriger gass-forstrømningen.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Utilstrekkelig gassmengde ved sveisestart eller sveiseslutt.
Øk gassforstrømningen og gassetterstrømningen.
Trådelektroden har rustet eller er av dårlig kvalitet.
Bruk trådelektrode av god kvalitet uten forurensning.
Gjelder for gasskjølte sveisepistoler: Gasslekkasje på ikke-isolerte
trådmaterkjerner.
Bruk bare isolerte trådmaterkjerner til gasskjølte sveisepistoler.
Det er påført for mye skillemiddel.
Fjern overflødig skillemiddel / påfør mindre skillemiddel.
37
Tekniske data
Ø
[mm]
[in.]
[m]
[ft. + in.]
Generelt Spenningsmåling (V-Peak):
for håndførte sveisepistoler: 113 V
-
for maskinelt førte sveisepistoler: 141 V
-
Tekniske data brennertast:
U
I
max
max
= 5 V
= 10 mA
-
-
Brennertastdrift er bare tillatt innenfor rammene gitt i de tekniske dataene.
Produktet tilsvarer kravene i standarden IEC 60974-7 / - 10 CI. A.
Gasskjølt sveisepistol – MHP
280i G PM
I (ampere) 10 min/40° C
M21+C1 (EN 439)
* ED = innkoblingsvarighet (tysk: "Einschaltdauer")
40 % ED* / 280 A
60 % ED* / 220 A
100 % ED* / 170 A
0,8-1,6
.031-.063
5,85 / 7,85 / 9,85
19 / 26 / 29
0,55 A RMS
27 V AC
1-20 m/min
0.039-0.0787 ipm
38

Vannkjølt sveise-
Ø
[mm]
[in.]
[m]
[ft. + in.]
P
min
[W] **
Q
min
[l/min]
[gal./min]
p
min
[bar]
[psi]
p
max
[bar]
[psi]
pistol – MHP
320i W PM
I (ampere) 10 min/40° C
M21+C1 (EN 439)
100 % ED* / 320 A
0,8-1,6
.031-.063
5,85 / 7,85 / 9,85
19 / 26 / 29
700 / 850 / 1000
0.26
43.51
5,5
77.77
0,55 A RMS
27 V AC
1-20 m/min
0.039-0.0787 ipm
NO
1
3
* ED = innkoblingsvarighet (tysk: "Einschaltdauer")
** Laveste kjøleeffekt iht. standard IEC 60974-2
39

40

Оглавление
Общие сведения 42
Общие сведения 42
Функции кнопки горелки 42
Функция Up/Down 43
Функция JobMaster 43
Надлежащее использование 43
Техника безопасности 44
Предупреждающие надписи на устройстве 44
Безопасность 45
Ввод в эксплуатацию 47
MTG d и MTW d: установка изнашивающихся деталей на корпус сварочной горелки 47
Примечание относительно канала подачи проволоки сварочных горелок с газовым
охлаждением
Установка стального канала подачи проволоки в корпус горелки 48
Установка пластикового канала подачи проволоки в корпус горелки 48
Установка изнашивающихся деталей в шланговый пакет 48
Установка канала подачи проволоки в шланговый пакет 50
Присоединение корпуса горелки 52
Подключение сварочной горелки к механизму подачи проволоки 54
Подключение сварочной горелки к источнику тока и охлаждающему модулю. 54
Заправка проволочного электрода 55
Регулировка прижимного усилия 56
Замена гусака горелки, поворот гусака горелки 58
Замена корпуса горелки 58
Поворачивание корпуса горелки 59
Уход, техническое обслуживание и утилизация 61
Общие сведения 61
Техническое обслуживание при запуске 61
Техническое обслуживания при каждой замене обычной или корзиночной катушки с
проволокой
Распознавание изнашивающихся деталей 62
Замена сопла устройства подачи проволоки 63
Замена выходного сопла 64
Замена подающих роликов 67
Диагностика и устранение ошибок 71
Диагностика и устранение ошибок 71
Технические характеристики 77
Общие сведения 77
Сварочная горелка с газовым охлаждением — MHP 280i G PM 77
Сварочная горелка с жидкостным охлаждением — MHP 320i W PM 78
RU
47
62
Appendix 153
MHP 280i G PM, MHP 320i W PM 154
41

Общие сведения
Общие сведения Сварочные горелки с интегрированными механизмами подачи проволоки
подходят для полуавтоматических сварочных систем MIG/MAG с длинными
шланговыми пакетами, особенно при использовании мягких присадочных
материалов. Два прецизионных зубчатых ролика передают толкающее усилие
на большое расстояние. Благодаря этому достигаются отличные
характеристики подачи проволоки, даже при использовании очень мягких
проволочных электродов из алюминия или силиката меди и очень длинных
шланговых пакетов.
Эти сварочные горелки отличаются высокой надежностью. Эргономичная
ручка, шарнир и идеальная балансировка обеспечивают комфортную работу
оператора.
Данные сварочные горелки выпускаются в вариантах с газовым и жидкостным
охлаждением и совместимы с доступными гусаками горелки Multilock.
Благодаря этому горелки имеют чрезвычайно широкий диапазон
применений. Они идеально подходят для полуавтоматической сварки при
серийном и штучном производстве, а также для использования в мастерских.
Функции кнопки
горелки
Кнопка сварочной горелки имеет два положения.
Функции сварочной горелки, когда
кнопка находится в положении 1
(нажата наполовину):
-
загорается светодиод.
Функции сварочной горелки, когда
кнопка находится в положении 2
(нажата полностью):
-
светодиод гаснет;
-
начинается сварка.
42

Функция Up/
Down
Горелка с функцией Up/Down
обеспечивает перечисленные ниже
возможности.
-
Изменение мощности сварки в
режиме Synergic с помощью
кнопок «+» и «-».
-
Отображение ошибок:
-
при сбое системы все
индикаторы горят красным
цветом;
-
при сбое подключения все
индикаторы мигают красным
цветом.
-
Самотестирование во время
запуска:
-
все индикаторы
последовательно загораются
на короткое время.
RU
Функция JobMas‐
ter
Надлежащее
использование
Горелка с функцией JobMaster
обеспечивает перечисленные ниже
возможности.
-
Кнопки со стрелками позволяют
выбирать нужный параметр
сварки в источнике тока.
-
Кнопки +/- позволяют
регулировать параметр.
-
На дисплее отображается
текущий параметр и его
значение.
Ручная горелка для сварки MIG/MAG предназначена исключительно для
сварки MIG/MAG в ручном режиме.
Применение этой горелки для выполнения любых других задач считается
ненадлежащим использованием. Производитель не несет ответственности за
любой ущерб, понесенный вследствие ненадлежащего использования.
Надлежащее использование также подразумевает:
-
соблюдение всех указаний, изложенных в руководстве по эксплуатации;
-
выполнение всех предписанных проверок и работ по техническому
обслуживанию.
43

Техника безопасности
Предупреждающ
ие надписи на
устройстве
Сварочная горелка снабжена маркировкой безопасности и заводской
табличкой. Запрещается удалять или закрашивать заводскую табличку и
маркировку безопасности. Маркировка содержит предупреждения для
предотвращения неправильной эксплуатации оборудования, которая может
привести к несчастному случаю с серьезными последствиями и повреждению
имущества.
Заводская табличка с маркировкой
безопасности
Предупреждение о движущихся компонентах
Перед использованием описанных в настоящем руководстве функций
необходимо полностью ознакомиться с такими документами:
-
данное руководство по эксплуатации;
-
прилагаемый документ «Правила техники безопасности»;
-
руководства по эксплуатации всех системных компонентов, в особенности
правила техники безопасности.
Сварка — потенциально опасный процесс. Чтобы обеспечить надлежащее
использование оборудования, следует соблюдать изложенные ниже основные
требования.
-
Сварщики должны иметь необходимую квалификацию.
-
Следует использовать соответствующие требованиям защитные
устройства.
-
Все лица, не участвующие работах, должны находиться на безопасном
расстоянии от сварочной горелки и места, в котором производится
процесс сварки.
44

Не утилизируйте использованные устройства вместе с бытовыми отходами.
Устройства следует утилизировать согласно правилам техники безопасности.
Избегайте контакта рук, волос, одежды и инструментов с движущимися
компонентами, например:
-
шестернями;
-
подающими роликами;
-
катушками с проволокой и проволочными электродами.
Не касайтесь вращающихся подающих роликов или других движущихся
компонентов механизма подачи проволоки.
Крышка сварочной горелки может быть открыта исключительно при
проведении технического обслуживания или ремонта.
Во время работы
-
Убедитесь, что крышка закрыта.
-
Не открывайте ее.
RU
Безопасность
ОПАСНОСТЬ!
Неправильная эксплуатация или небрежность при выполнении работ может
привести к серьезному повреждению оборудования и тяжелым травмам.
Операции, описанные в настоящем руководстве по эксплуатации, могут
▶
выполняться только обученными и квалифицированными специалистами.
Функциями, описанными в настоящем руководстве по эксплуатации, могут
▶
пользоваться только обученные и квалифицированные специалисты.
Перед проведением любых работ или использованием любых функций
▶
внимательно изучите следующие документы:
– данное руководство по эксплуатации;
– прилагаемый документ «Правила техники безопасности»;
– руководства по эксплуатации всех системных компонентов, особенно в
части правил техники безопасности.
45

ОПАСНОСТЬ!
Поражение электрическим током может привести к смертельному исходу.
Выходящий проволочный электрод также может нанести травму.
Прежде чем выполнять любые работы, описанные в настоящем руководстве
по эксплуатации:
переведите выключатель на источнике тока в положение «О»;
▶
отключите источник тока от электросети;
▶
следите за тем, чтобы источник тока был отключен от электросети до
▶
окончания всех работ.
ОСТОРОЖНО!
Детали сварочной горелки и охлаждающая жидкость нагреваются во время
работы. Прикосновение к таким деталям и попадание на кожу охлаждающей
жидкости может привести к серьезным ожогам.
Прежде чем приступать к любым работам, описанным в настоящем
▶
руководстве по эксплуатации, дождитесь, пока все компоненты сварочной
горелки и охлаждающая жидкость не остынут до комнатной температуры
(+25 °C, +77 °F).
ОСТОРОЖНО!
Ненадежные крепления могут привести к травме или повреждению
имущества.
Все кабели, провода и шланговые пакеты должны быть надлежащим
▶
образом подключены, изолированы и иметь правильный размер.
Пользоваться компонентами, не соответствующими этим требованиям,
воспрещается.
ОСТОРОЖНО!
Движущиеся компоненты оборудования могут нанести травмы.
Прежде чем использовать сварочную горелку, закройте крышку над
▶
подающими роликами.
УКАЗАНИЕ!
Эксплуатация сварочной горелки с жидкостным охлаждением без подачи
охлаждающей жидкости запрещена.
Компания Fronius не несет ответственности за ущерб, понесенный в
результате подобных действий. Кроме того, на подобные случаи не
распространяется гарантия.
46

Ввод в эксплуатацию
MTG d и MTW d:
установка
изнашивающихс
я деталей на
корпус
сварочной
горелки
1 2
3
** Навинтите и затяните газовое
RU
сопло до максимума.
Примечание
относительно
канала подачи
проволоки
сварочных
горелок с
газовым
охлаждением
УКАЗАНИЕ!
Если корпус сварочной горелки с газовым охлаждением оснащен пластиковым
каналом подачи проволоки, значение мощности, указанное в технических
данных, следует уменьшить на 30 %.
Чтобы развить максимальную мощность при использовании сварочных
▶
горелок с газовым охлаждением, корпус нужно оснастить стальным
каналом подачи проволоки.
47

Установка
стального
канала подачи
проволоки в
корпус горелки
1 2
* Используйте труборез, входящий в комплект сварочной горелки.
Установка
пластикового
канала подачи
проволоки в
корпус горелки
Установка
изнашивающихс
я деталей в
шланговый
пакет
1 2
* Используйте труборез, входящий в комплект сварочной горелки.
1 2
48

3 4
5 6
RU
7 8
49

9 10
* Вставьте выходное сопло до конца.
Установка
канала подачи
проволоки в
шланговый
пакет
УКАЗАНИЕ!
При установке канала подачи проволоки шланговый пакет необходимо
выпрямить. В противном случае возможна неправильная установка канала.
1 2
50

3
4
* Вставьте канал подачи проволоки в выходное сопло до конца (1).
RU
5
6
** Стальной канал подачи проволоки
*** Пластиковый канал подачи проволоки
51
7 8
**** Затяните крышку канала подачи проволоки до максимума. Канал
подачи проволоки должен быть виден через отверстие в крышке.
10
9
УКАЗАНИЕ!
Стальные каналы подачи проволоки
диаметром менее 1 мм (0,039 дюйма)
нельзя вкрутить в сварочную горелку,
поэтому указанные значения
моментов затяжки к ним
неприменимы.
Остальные каналы подачи проволоки
необходимо вкрутить в сварочную
горелку и затянуть с указанным
моментом.
Присоединение
корпуса горелки
52
ОСТОРОЖНО!
Возможно повреждение сварочной горелки.
Обязательно затягивайте соединительную гайку на корпусе горелки как
▶
можно туже.

УКАЗАНИЕ!
Перед установкой корпуса горелки убедитесь, что на разъемах для
соединения корпуса и шлангового пакета отсутствуют загрязнения и
повреждения.
УКАЗАНИЕ!
В сварочных горелках с жидкостным охлаждением затягивание
соединительной гайки может потребовать большего усилия из-за
особенностей конструкции.
Это нормально. Обязательно затягивайте соединительную гайку на корпусе
горелки как можно туже.
1 2
RU
УКАЗАНИЕ!
Корпус горелки находится в положении 0°, когда направляющий штифт (1)
шлангового пакета входит в направляющее отверстие (2) корпуса горелки.
3
* Убедитесь, что
соединительная гайка на
корпусе горелки затянута
максимально туго.
53

Подключение
3
4
8
5
7
6
9
10
3
3
сварочной
горелки к
механизму
подачи
проволоки
1
* Актуально лишь при
использовании сварочной
горелки с жидкостным
охлаждением и условии, что
механизм подачи проволоки
оснащен дополнительными
разъемами для подачи
охлаждающей жидкости.
Присоединяйте шланги для
подачи охлаждающей
жидкости в соответствии с
цветовой маркировкой.
Подключение
сварочной
горелки к
источнику тока и
охлаждающему
модулю.
1 2
* Актуально лишь при использовании сварочной горелки с жидкостным
охлаждением и условии, что охлаждающий модуль оснащен
дополнительными разъемами для подачи охлаждающей жидкости.
Присоединяйте шланги для подачи охлаждающей жидкости в
соответствии с цветовой маркировкой.
3
54

Заправка
проволочного
электрода
ОСТОРОЖНО!
Существует опасность получения травм и повреждения имущества вследствие
поражения электрическим током и случайного поджига сварочной дуги.
Перед началом работ отключите присоединение к массе между сварочной
▶
системой и деталью.
ОСТОРОЖНО!
Существует опасность повреждения сварочной горелки острым концом
проволочного электрода.
Снимите заусенцы с конца проволочного электрода перед его подачей.
▶
ОСТОРОЖНО!
Существует опасность получения травм из-за спружинивания намотанного
проволочного электрода.
При установке проволочного электрода в 4-роликовый привод механизма
▶
подачи проволоки надежно удерживайте конец электрода, чтобы
избежать травмирования вследствие спружинивания проволоки.
1 2
RU
ОСТОРОЖНО!
Существует опасность нанесения травм или повреждения имущества
выступающей частью проволочного электрода.
При работе соблюдайте следующие правила:
не направляйте сварочную горелку в сторону лица или других частей тела;
▶
надевайте подходящие защитные очки;
▶
не направляйте сварочную горелку на других людей;
▶
следите за тем, чтобы проволочный электрод не прикасался к
▶
электропроводящим или заземленным компонентам оборудования, таким
как корпус и т. п.;
УКАЗАНИЕ!
Перед заправкой проволочного электрода полностью выпрямите шланговый
пакет, как показано на рисунке ниже.
Максимальная допустимая скорость заправки проволоки = 10 м/с.
55

3 4
5
Регулировка
прижимного
усилия
* При регулировке прижимного
усилия руководствуйтесь
стандартными значениями,
нанесенными на внутренней
стороне крышки.
56

УКАЗАНИЕ!
Прижимное усилие регулируется, как описано ниже.
Поворот винта по часовой стрелке = уменьшение прижимного усилия;
▶
максимальный момент затяжки = без усилия затянуть до останова:
поворачивайте винт, пока индикатор прижимного усилия не будет
показывать «min».
Поворот винта против часовой стрелки = увеличение прижимного усилия;
▶
максимальный момент затяжки = 0,4 Н·м: поворачивайте винт, пока
индикатор прижимного усилия не будет показывать «min».
1 2
RU
3
57

Замена гусака горелки, поворот гусака горелки
Замена корпуса
горелки
ОСТОРОЖНО!
Прикосновение к горячему корпусу горелки и попадание на кожу
охлаждающей жидкости может вызвать ожоги.
Перед проведением любых работ дождитесь, пока корпус сварочной
▶
горелки и охлаждающая жидкость не остынут до комнатной температуры
(+25 °C, +77 °F).
УКАЗАНИЕ!
В корпусе горелки всегда присутствуют остатки охлаждающей жидкости.
При демонтаже корпуса сварочной горелки газовое сопло всегда должно
▶
быть направлено вниз.
УКАЗАНИЕ!
Перед установкой корпуса горелки убедитесь, что на разъемах для
соединения корпуса и шлангового пакета отсутствуют загрязнения и
повреждения.
1 2
58
УКАЗАНИЕ!
Корпус горелки находится в положении 0°, когда направляющий штифт (1)
шлангового пакета входит в направляющее отверстие (2) корпуса горелки.

3 4
* Убедитесь, что соединительная гайка на корпусе горелки затянута
максимально туго.
RU
Поворачивание
корпуса горелки
ОСТОРОЖНО!
Прикосновение к горячему корпусу горелки и попадание на кожу
охлаждающей жидкости может вызвать ожоги.
Перед проведением любых работ дождитесь, пока корпус сварочной
▶
горелки и охлаждающая жидкость не остынут до комнатной температуры
(+25 °C, +77 °F).
1 2
59

3 4
* Убедитесь, что соединительная гайка на корпусе горелки затянута
максимально туго.
60

Уход, техническое обслуживание и утилизация
Общие сведения Регулярное профилактическое обслуживание сварочной горелки необходимо
для обеспечения бесперебойной эксплуатации. Сварочная горелка
подвергается нагреву до высоких температур и сильному загрязнению. По
этой причине она требует более частого профилактического обслуживания,
чем другие компоненты сварочной системы.
ОСТОРОЖНО!
При неправильном обращении
сварочная горелка может получить
повреждения.
Это может привести к серьезному
повреждению.
Не ударяйте сварочную горелку о
▶
твердые предметы.
Избегайте задирания контактной
▶
трубки и возникновения
царапин, куда могут попасть
сварочные брызги.
Ни в коем случае не сгибайте
▶
корпус сварочной горелки!
RU
Техническое
обслуживание
при запуске
-
Проверьте изнашивающиеся детали.
-
Замените неисправные изнашивающиеся детали.
-
Удалите сварочные брызги с газового сопла.
1 2
* Проверьте газовое сопло, защиту от брызг и изоляцию на наличие
повреждений и замените поврежденные компоненты, если таковые
имеются.
-
Если используются сварочные горелки с жидкостных охлаждением, при
запуске необходимо также:
-
проверить все разъемы для подачи охлаждающей жидкости на
предмет протечек;
-
убедиться в отсутствии препятствий протоку охлаждающей жидкости.
61

Техническое
1.
2.
3.
4.
5.
обслуживания
при каждой
замене обычной
или
корзиночной
катушки с
проволокой
Техническое обслуживания при каждой замене обычной или корзиночной
катушки с проволокой:
-
Продуйте шланг для подачи проволоки сжатым воздухом.
-
Рекомендуется заменить канал подачи проволоки. Очистите
изнашивающиеся детали перед установкой нового канала подачи
проволоки.
1 2
Распознавание
изнашивающихс
я деталей
1. Изоляционные компоненты
-
Обгоревшие внешние края, зазубрины.
2. Фитинги сопла
-
Обгоревшие внешние края, зазубрины.
-
Сильный налет сварочных брызг.
3. Защита от брызг
-
Обгоревшие внешние края, зазубрины.
4. Контактные трубки
-
Изношенные (овальные) входное и выходное отверстия для
проволоки.
-
Сильный налет сварочных брызг.
-
Расплавление конца контактной трубки.
5. Газовые сопла.
-
Сильный налет сварочных брызг.
-
Обгоревшие внешние края.
-
Зазубрины.
62
Замена сопла
устройства
подачи
проволоки
Извлеките проволочный электрод из шлангового пакета
1
2 3
4 5
RU
6 7
63

8 9
Замена
выходного сопла
Извлеките проволочный электрод из шлангового пакета
1
2 3
4 5
64

6 7
8 9
RU
65

10
* Вставьте выходное сопло до конца.
11
13 14
12
66
** Вставьте канал подачи проволоки в выходное сопло до конца (1).
*** Затяните крышку канала подачи проволоки до максимума. Канал
подачи проволоки должен быть виден через отверстие в крышке.

15 16
УКАЗАНИЕ!
Стальные каналы подачи проволоки диаметром менее 1 мм (0,039 дюйма)
нельзя вкрутить в сварочную горелку, поэтому указанные значения моментов
затяжки к ним неприменимы.
Остальные каналы подачи проволоки необходимо вкрутить в сварочную
горелку и затянуть с указанным моментом.
RU
Замена
подающих
роликов
17
УКАЗАНИЕ!
Всегда заменяйте ролики попарно.
Используйте только те подающие ролики, которые подходят для диаметра
▶
и сплава данного проволочного электрода.
Сведения о доступных подающих роликах можно найти в списках
запасных частей.
УКАЗАНИЕ!
Для затяжки новых подающих роликов используйте винты, поставляемые
вместе с ними.
67

1 2
3 4
5 6
68

7 8
9 10
RU
11 12
69

13 14
* Вставляя подающий ролик в привод, прокручивайте его до тех пор,
пока зубцы ролика не войдут в канавки привода.
15
17
16
70

Диагностика и устранение ошибок
Диагностика и
устранение
ошибок
Сварочный ток не подается
Питание источника тока включено, индикаторы горят, защитный газ подается.
Причина
Решение
Причина
Решение
При нажатии кнопки горелки ничего не происходит
Питание источника тока включено, индикаторы горят.
Причина
Решение
Причина
Решение
Причина
Решение
Неправильное присоединение к массе.
Обеспечьте надлежащее присоединение к массе.
Обрыв токоведущего кабеля сварочной горелки.
Замените сварочную горелку.
Неправильное подключение системного разъема Fronius (Fro‐
nius System Connector).
Нажмите на разъем, чтобы он вошел до конца.
Неисправность сварочной горелки или ее кабеля
управления.
Замените сварочную горелку.
Неисправность или неправильное подключение
соединительного шлангового пакета.
Подключите соединительный шланговый пакет надлежащим
образом.
Замените неисправный соединительный шланговый пакет.
RU
Причина
Решение
Защитный газ не подается.
Все другие функции работают нормально.
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
Неисправность источника тока.
Обратитесь в отдел послепродажного обслуживания.
Газовый баллон пустой.
Замените газовый баллон.
Неисправность редукционного клапана.
Замените редукционный клапан.
Газовый шланг не присоединен, поврежден или пережат.
Присоедините газовый шланг, уложите его прямо либо
замените, если он неисправен.
Неисправность сварочной горелки.
Замените сварочную горелку.
Неисправность газового магнитного клапана.
Свяжитесь с отделом послепродажного обслуживания
(договоритесь о замене газового магнитного клапана).
71

Ухудшение сварочных характеристик.
Причина
Решение
Неправильно установлены параметры сварки.
Установите правильные параметры.
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
Плохой контакт присоединения к массе.
Обеспечьте хороший контакт с деталью.
Недостаточная подача защитного газа или ее отсутствие.
Проверьте редукционный клапан, газовый шланг, газовый
магнитный клапан и разъем для подачи защитного газа в
горелку. При использовании горелок с газовым охлаждением
проверьте соединения газовой магистрали; используйте
подходящий канал подачи проволоки.
Утечка в сварочной горелке.
Замените сварочную горелку.
Слишком большой размер или износ контактной трубки.
Замените контактную трубку.
Неправильно выбран материал или диаметр сварочной
проволоки.
Проверьте используемую катушку с проволокой.
Неправильно выбран материал или диаметр сварочной
проволоки.
Проверьте сварочные свойства основного металла.
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
Защитный газ не подходит к материалу проволоки.
Используйте подходящий защитный газ.
Плохие условия выполнения сварки: наличие в защитном
газе инородных веществ (влаги, воздуха), недостаточная
газовая защита («кипение» сварочной ванны, сквозняк),
загрязнение поверхности детали (ржавчина, краска, смазка).
Обеспечьте оптимальные условия выполнения сварки.
Сварочные брызги в газовом сопле.
Удалите сварочные брызги.
Турбулентности, вызванные слишком сильным протоком
защитного газа.
Уменьшите поток защитного газа; рекомендованная
скорость подачи газа (л/мин) = диаметр проволочного
электрода (мм) x 10
(например, 16 л/мин для электрода диаметром 1,6 мм).
Слишком большое расстояние между сварочной горелкой и
деталью.
Уменьшите расстояние между сварочной горелкой и деталью
(примерно 10–15 мм / 0,39–0,59 дюйма).
72
Причина
Решение
Слишком большой угол наклона сварочной горелки.
Уменьшите угол наклона сварочной горелки.

Причина
Решение
Проблемы с подачей проволоки.
Причина
Решение
Компоненты устройства подачи проволоки не соответствуют
диаметру или материалу проволочного электрода.
Используйте подходящие компоненты устройства подачи
проволоки.
Слишком тугой тормоз в механизме подачи проволоки или
источнике тока (в зависимости от модели).
Ослабьте тормоз.
RU
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
В контактной трубке образовалось отверстие.
Замените контактную трубку.
Неисправность канала или направляющей подачи
проволоки.
Проверьте канал и направляющую подачи проволоки на
предмет перегибов, повреждений и т. п.
При обнаружении неисправности замените канал или
направляющую подачи проволоки.
Подающие ролики не подходят к используемому
проволочному электроду.
Используйте подходящие подающие ролики.
Неправильное прижимное усилие подающих роликов.
Отрегулируйте прижимное усилие.
Загрязнение или повреждение подающих роликов.
Очистите или замените подающие ролики.
Канал подачи проволоки неправильно проложен или
пережат.
Замените канал подачи проволоки.
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
Канал подачи проволоки обрезан слишком коротко.
Замените канал подачи проволоки и обрежьте новый канал
до необходимой длины.
Износ проволочного электрода из-за слишком высокого
прижимного усилия подающих роликов.
Уменьшите прижимное усилие подающих роликов.
Примеси в проволочном электроде или его коррозия.
Используйте высококачественный проволочный электрод
без примесей.
в случае стальных каналов подачи проволоки —
использование каналов без изолирующего покрытия
используйте каналы подачи проволоки с изолирующим
покрытием
73

Газовое сопло перегревается.
Причина
Решение
Сварочная горелка перегревается.
Причина
Решение
Отсутствие теплообмена из-за того, что газовое сопло
прикручено неплотно.
Закрутите газовое сопло настолько туго, насколько это
возможно.
Только для горелки с функцией Multilock: раскрутилась
соединительная гайка гусака горелки.
Затяните соединительную гайку.
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
Ток в сварочной горелке превышает максимально
допустимый.
Уменьшите мощность сварки или используйте более
мощную сварочную горелку.
Неправильно подобраны параметры сварочной горелки.
Соблюдайте продолжительность включения и следите за тем,
чтобы максимальная охлаждающая способность не была
превышена.
Только в системах с жидкостным охлаждением:
недостаточный проток охлаждающей жидкости.
Проверьте уровень и проток охлаждающей жидкости;
убедитесь, что охлаждающая жидкость не содержит
загрязнений; проверьте прокладку шлангового пакета и т. п.
Наконечник сварочной горелки находится слишком близко к
дуге.
Увеличьте вылет электрода.
74

Контактная трубка имеет малый срок службы
Причина
Устранение
Неправильно выбраны подающие ролики.
Используйте подходящие подающие ролики.
Причина
Устранение
Причина
Устранение
Причина
Устранение
Причина
Устранение
Причина
Устранение
Причина
Устранение
Износ проволочного электрода из-за слишком высокого
прижимного усилия подающих роликов.
Уменьшите прижимное усилие подающих роликов.
Примеси в проволочном электроде или его коррозия.
Используйте высококачественный проволочный электрод
без примесей.
Проволочный электрод без покрытия.
Используйте проволочный электрод с подходящим
покрытием.
Неправильный размер контактной трубки.
Используйте контактную трубку надлежащего размера.
Превышена продолжительность включения сварочной
горелки.
Уменьшите продолжительность включения или используйте
более мощную сварочную горелку.
Перегрев контактной трубки. Отсутствие теплообмена из-за
того, что контактная трубка прикручена неплотно.
Затяните контактную трубку.
RU
УКАЗАНИЕ!
При использовании хромоникелевого проволочного электрода контактная
трубка может быстрее изнашиваться из-за свойств поверхности такого
электрода.
Неисправность кнопки горелки.
Причина
Решение
Причина
Решение
Причина
Решение
Нарушено штепсельное соединение между сварочной
горелкой и источником тока.
Обеспечьте надежное штепсельное соединение / проведите
сервисное обслуживание источника тока или сварочной
горелки.
Загрязнение между кнопкой и корпусом горелки.
Удалите загрязнение.
Неисправность кабеля управления.
Обратитесь в отдел послепродажного обслуживания.
75
Пористость сварного шва.
Причина
Решение
Недостаточная подача защитного газа к сварочному шву изза засорения газового сопла брызгами.
Удалите сварочные брызги.
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
Отверстия в газовом шланге, либо шланг присоединен
неправильно.
Замените газовый шланг.
Кольцо круглого сечения в центральном разъеме разрезано
или повреждено.
Замените кольцо круглого сечения.
Влага/конденсат в газовой магистрали.
Удалите влагу/конденсат из газовой магистрали.
Слишком сильный или слишком слабый поток газа.
Отрегулируйте поток газа.
Недостаточный проток газа в начале или в конце сварки.
Увеличьте интенсивность предварительной подачи или
продувки газа.
Проволочный электрод покрылся ржавчиной или имеет
плохое качество.
Используйте высококачественный проволочный электрод
без примесей.
Причина
Решение
Причина
Решение
При использовании сварочных горелок с газовым
охлаждением: утечка газа через неизолированный канал
подачи проволоки.
Используйте со сварочными горелками с газовым
охлаждением только изолированные каналы подачи
проволоки.
Нанесено слишком много разделительного средства.
Удалите излишки разделительного средства / наносите
меньше разделительного средства
76

Технические характеристики
Ø
[mm]
[in.]
[m]
[ft. + in.]
Общие сведения Измеренное напряжение (V-Peak):
-
полуавтоматические сварочные горелки — 113 В;
-
механизированные сварочные горелки — 141 В.
Технические характеристики кнопки горелки:
-
U
= 5 В;
max
-
I
= 10 мА.
max
Кнопку горелки можно использовать только при соблюдении указанных выше
технических характеристик.
Продукт соответствует требованиям IEC 60974-7 / - 10 Class A.
RU
Сварочная
горелка с
газовым
охлаждением —
MHP 280i G PM
I (амперы) 10 мин/40 °C
M21+C1 (EN 439)
* ПВ — продолжительность включения
40% ПВ* / 280 A
60% ПВ* / 220 A
100% ПВ* / 170 A
0,8–1,6
0,031–0,063
5,85 / 7,85 / 9,85
19 / 26 / 29
0,55 A эфф.
27 В перем. тока
1–20 м/мин
0,039–-0,0787 дюйма/мин
77

Сварочная
Ø
[mm]
[in.]
[m]
[ft. + in.]
P
min
[W] **
Q
min
[l/min]
[gal./min]
p
min
[bar]
[psi]
p
max
[bar]
[psi]
горелка с
жидкостным
охлаждением —
MHP 320i W PM
I (амперы) 10 мин/40 °C
M21+C1 (EN 439)
ПВ* 100 % / 320 А
0,8-1,6
0,031-0,063
5,85 / 7,85 / 9,85
19 / 26 / 29
700 / 850 / 1000
1
0,26
3
43,51
5,5
77,77
0,55 A эфф.
27 В перем. тока
1–20 м/мин
0,039–0,0787 дюйма/мин
* ПВ — продолжительность включения
** Минимальная охлаждающая способность согласно IEC 60974-2
78

İçindekiler
Genel bilgi 80
Genel bilgiler 80
Torç tetiğinin fonksiyonları 80
Up/Down fonksiyonu 81
JobMaster fonksiyonu 81
Amaca uygun kullanım 81
Güvenlik 82
Cihaz üzerindeki uyarı notları 82
Güvenlik 83
İşletmeye alma 85
MTG d, MTW d - Torç gövdesine sarf malzemelerinin monte edilmesi 85
Gaz soğutmalı torçlarda tel sürme spiraline ilişkin açıklama 85
Çelik tel sürme spiralini torç boynuna monte edin 86
Plastik tel sürme spiralini torç boynuna monte edin 86
Sarf malzemelerini hortum paketine monte edin 86
Tel sürme spirali hortum paketine monte edin 88
Torç boynunu monte etme 90
Torcu tel sürme ünitesine bağlayın 92
Torcu güç kaynağına ve soğutma ünitesine bağlayın 92
Kaynak tellerini sürün 93
Temas basıncını ayarlayınız 94
Torç boynunu değiştirme, torç boynunu bükme 96
Torç boynunu değiştirme 96
Torç boynunu döndürme 97
Bakım, onarım ve atık yönetimi 99
Genel 99
Her devreye alma sırasında bakım 99
Tel bobin / sepet örgülü bobin her değiştirildiğinde 100
Arızalı sarf malzemelerini tanıma 100
Tel sürme spiralini değiştirin 101
Tel giriş nozulunu değiştirin 102
Besleme makaralarını değiştirin 105
Arıza tespiti, arıza giderme 109
Arıza tespiti, arıza giderme 109
Teknik özellikler 114
Genel 114
Torç, gaz soğutmalı - MHP 280i G PM 114
Su soğutmalı torç - MHP 320i W PM 115
TR
Appendix 153
MHP 280i G PM, MHP 320i W PM 154
79

Genel bilgi
Genel bilgiler Monte edilmiş tel tahrik motorlu torçlar, uzun hortum paketli MIG/MAG elle
kaynakta özellikle yumuşak malzemelerin kullanımında uygundur. Dişli hassas
makaralar, gücün geniş bir alana yayılmasını sağlar. Hatta çok yumuşak alüminyum veya CuSi kaynak tellerinde ve çok uzun hortum paketlerinde bile mükemmel
bir tel sürmesine olanak sağlarlar.
Torçlar özellikle sağlam ve güvenilirdir. Ergonomik olarak biçimlendirilmiş bir
kabza, bir küresel mafsal ve optimum ağırlık dağılımı yorulmadan çalışma imkanı
sağlar.
Torçların gaz ve su soğutmalı modelleri mevcuttur. Torçlar, mevcut çok kilitli torç
boyunlarıyla bağlantılı olarak çok farklı görev tanımlarına uyum sağlayabilmekte
ve elle seri ve tekli imalatın yanı sıra atölye alanında kendilerini mükemmel şekilde
kanıtlıyorlar.
Torç tetiğinin
fonksiyonları
Torcun torç tetiği 2 şalter konumuna sahiptir.
Torç tetiğinin 1 numaralı şalter konumundaki fonksiyonu (torç tetiği yarı
basılı iken):
-
Torç tetiğinin 2 numaralı şalter konumundaki fonksiyonu (torç tetiği tamamen basılı iken):
-
-
LED yanar.
LED söner
Kaynak başlangıcı.
80

Up/Down fonksiyonu
Up/Down torcu aşağıdaki fonksiyonlara
sahiptir:
Kaynak gücünün sinerjik işletimin-
-
de Up/Down tuşları aracılığıyla
değiştirilmesi
Hata göstergesi:
-
bir sistem hatası olduğunda
-
tüm LED'ler kırmızı yanar,
bir veri iletişim hatası olduğun-
-
da tüm LED'ler kırmızı yanar,
Yüksek çalışma frekansında test:
-
tüm LED'ler arka arkaya kısa
-
süreyle yanar
TR
JobMaster fonksiyonu
Amaca uygun
kullanım
JobMaster torcu aşağıdaki fonksiyonlara sahiptir:
ok tuşlarıyla güç kaynağında iste-
-
nen parametre seçilir
+/- tuşlarıyla seçilen parametre
-
değiştirilir
ekran güncel parametre ile değeri
-
gösterir
MIG/MAG el torcu yalnızca manuel uygulamalarda MIG/MAG kaynağı için uygundur.
Başka türlü ya da bu çerçevenin dışına çıkan kullanımlar, kullanım amacına uygun
olarak kabul edilmez. Bu türden kullanımlardan doğan hasarlardan üretici firma
sorumlu değildir.
Amaca uygun kullanım kapsamına şu hususlar da dahildir
kullanım kılavuzundaki tüm bilgi notlarına uyulması
-
denetleme ve bakım işlemlerinin yapılması
-
81

Güvenlik
Cihaz üzerindeki
uyarı notları
Torç, güvenlik sembolleri ve bir anma değerleri plakası ile donatılmıştır. Bu uyarı
levhası ve güvenlik sembolleri yerlerinden çıkartılmamalı ya da bunların üzeri kapatılmamalıdır. Semboller, mal ve can kaybına yol açabilecek hatalı kullanımlara
karşı sizi uyarır.
Güvenlik sembolleri olan anma değerleri plakası Hareketli parçalara karşı uyarı
Tarif edilen işlevleri, aşağıdaki dokümanları tam olarak okuduktan ve anladıktan
sonra kullanın:
bu kullanım kılavuzu
-
ekte bulunan "Güvenlik kuralları" belgesi
-
başta güvenlik kuralları olmak üzere sistem bileşenlerine ait tüm kullanım
-
kılavuzları
Kaynak yapmak tehlikelidir. Cihazla doğru bir şekilde çalışmak için aşağıdaki temel koşullar yerine getirilmiş olmalıdır:
Yeterli düzeyde kaynak yapma kalifikasyonu
-
Uygun koruma ekipmanı
-
İlgili olmayan kişilerin torç ve kaynak prosesinden uzakta tutulması
-
82

Artık kullanılmayan cihazları ev çöpüne atmayın, bilakis güvenlik kurallarına uygun biçimde atık olarak elden çıkarın.
Elleri, saçları, giysi parçalarını ve aletleri hareketli parçalardan uzak tutun,
örneğin:
Dişli çarklar
-
Besleme makaraları
-
Tel makaraları ve kaynak telleri
-
Tel tahrik motorunun dönen besleme makaralarını ya da dönen tahrik parçalarını
elle tutmaya kalkışmayın.
Torcun kapağı, sadece bakım ve onarım çalışması esnasında açılabilir.
İşletim esnasında
Kapağın kapalı olduğundan emin olun.
-
Kapağı kapalı tutun.
-
TR
Güvenlik
TEHLİKE!
Hatalı olarak gerçekleştirilen işler, ağır yaralanmalara ve mal kayıplarına yol
açabilir.
Kullanım kılavuzunda belirtilen tüm işlemler sadece eğitimli uzman personel
▶
tarafından yerine getirilmelidir.
Kullanım kılavuzunda açıklanan tüm işlemler sadece eğitimli uzman personel
▶
tarafından yerine getirilmelidir.
Açıklanan tüm işlemleri ve açıklanan tüm fonksiyonları ilk olarak aşağıdaki
▶
belgeler tam olarak okunduktan ve anlaşıldıktan sonra uygulayın:
bu kullanım kılavuzu,
ekteki "Güvenlik kuralları" belgesi,
sistem bileşenlerinin tüm kullanım kılavuzları, özellikle güvenlik kuralları.
TEHLİKE!
Elektrik çarpması öldürücü olabilir.
Ayrıca dışarı çıkan kaynak teli nedeniyle yaralanma tehlikesi.
Bu kullanım kılavuzunda açıklanan tüm çalışmalara başlamadan önce:
güç kaynağının şebeke şalterini - O - konumuna çevirin
▶
Güç kaynağını ağdan ayırınız
▶
güç kaynağının tüm işlemler bitene kadar şebeke ile bağlanmadığından emin
▶
olun.
83

DİKKAT!
İşletim sonucunda, sıcak torç bileşenleri ve sıcak soğutucu madde sebebiyle
yanma tehlikesi.
Bu kullanım kılavuzunda açıklanan tüm çalışmalara başlamadan önce tüm
▶
torç bileşenleri ve soğutucu maddeyi oda sıcaklığına (+25 ° C, +77 ° F) gelene
dek soğutun.
DİKKAT!
Yetersiz bağlantılar nedeniyle can ve mal kaybı riski.
Tüm kablo, iletim hatları ve hortum paketleri her zaman sıkıca bağlanmış, ha-
▶
sarsız, doğru biçimde izole edilmiş ve yeterli ölçülere sahip olmalıdır.
DİKKAT!
Hareketli parçaların yaralanmaya sebebiyet verme tehlikesi mevcuttur.
Torcu sadece besleme makaraları üzerindeki kapak kapalı durumdayken
▶
çalıştırın.
NOT!
Su soğutmalı torçlar, soğutucu madde olmadan asla çalıştırılmamalıdır.
Bu türden kullanımlardan doğan hasarlardan üretici sorumlu değildir ve garanti
geçersizdir.
84
İşletmeye alma
MTG d, MTW d Torç gövdesine
sarf malzemelerinin monte edilmesi
1 2
3
** Gaz nozulunu sonuna kadar
TR
geçirin
Gaz soğutmalı
torçlarda tel
sürme spiraline
ilişkin açıklama
NOT!
Gaz soğutmalı torçlarda, teknik verilerde belirtilen performans verilerini % 30
düşürmek için torç boynunda plastik bir tel sürme spirali kullanılır.
Gaz soğutmalı torcu azami performansla çalıştırabilmek için, torç boynunda
▶
çelik bir tel sürme spirali kullanın.
85

Çelik tel sürme
spiralini torç
boynuna monte
edin
1 2
* Torç kısaltma borusunu kullanın
Plastik tel sürme
spiralini torç
boynuna monte
edin
Sarf malzemelerini hortum
paketine monte
edin
1 2
* Torç kısaltma borusunu kullanın
1 2
86

3 4
5 6
TR
7 8
87

9 10
* Tel giriş nozulunu sonuna kadar itin
Tel sürme spirali
hortum paketine
monte edin
NOT!
Tel sürme spiralinin doğru monte edilebilmesi için, hortum paketini tel spiralinin
montajı sırasında düz şekilde koyunuz.
1 2
88

3
4
* Tel sürme spiralini tel giriş nozuluna (1) iyice yerleşene kadar itin.
5 6
TR
** Çelik tel sürme spirali
*** Plastik tel sürme spirali
89

7 8
**** kapağı sonuna dek, tel sürme spiraline dayanıncaya kadar vidalayın. Tel
sürme spirali kapaktaki delikten görülebilir olmalıdır.
10
9
NOT!
Dış çapı 1 mm'den (0.039 in.) daha az
olan çelik tel sürme spiralleri torca vidalanamaz - bu nedenden dolayı bu tel
sürme spiralinde verili tork geçerli
olmaz.
Diğer bütün tel sürme spiralleri verili
torkla torca vidalanmalıdır.
Torç boynunu
monte etme
90
DİKKAT!
Kaynak torcunun hasar görme tehlikesi mevcuttur.
Torç boynunun başlık somununu her zaman sonuna dek vidalayın.
▶

NOT!
Torç boynunu monte etmeden önce, torç boynu ile hortum paketinin kavrama
noktasının hasarsız ve temiz olduğundan emin olun.
NOT!
Su soğutmalı kaynak torçlarında, kaynak torcunun yapısı nedeniyle başlık somunun vidalanması sırasında daha fazla direnç ortaya çıkabilir.
Bu durum normaldir. Torç boynunun başlık somununu her zaman sonuna dek vidalayın.
1 2
TR
NOT!
Hortum paketinin geçiş pimi (1) torç boynunun geçiş deliğine (2) girdiğinde torç
boynu 0° konumunda bulunur.
3
* Başlık somununun sonuna dek
vidalandığından emin olun.
91

Torcu tel sürme
3
4
8
5
7
6
9
10
3
3
ünitesine
bağlayın
1
* sadece opsiyonel olarak alınabi-
lecek soğutucu madde
bağlantıları tel sürme ünitesine
monte edilmiş olduğu ve su ile
soğutulan torç bulunduğunda.
Soğutucu madde hortumlarını
her zaman renkli işaretlerine uygun şekilde bağlayın.
Torcu güç kaynağına ve soğutma ünitesine
bağlayın
1 2
* sadece opsiyonel olarak alınabilecek soğutucu madde bağlantıları soğut-
ma ünitesine monte edilmiş olduğu ve su ile soğutulan torç bulunduğunda.
Soğutucu madde hortumlarını her zaman renkli işaretlerine uygun şekilde
bağlayın.
3
92

Kaynak tellerini
sürün
DİKKAT!
Kaynak akımı ve istem dışı ark ateşlemesi nedeniyle can ve mal kaybı tehlikesi.
Çalışmaya başlamadan önce kaynak sistemi ve iş parçası arasındaki şasi
▶
bağlantısını ayırınız.
DİKKAT!
Kaynak telinin keskin kenarlı ucu nedeniyle torçta hasar tehlikesi.
İlerletmeden önce kaynak teli ucunun çapağını iyice alın.
▶
DİKKAT!
Makaraya sarılan kaynak telinin yay etkisi nedeniyle yaralanma tehlikesi.
Kaynak telini tel sürmenin 4 makaralı tahrik motoruna yerleştirme sırasında
▶
geriye yaylanan kaynak teli nedeniyle ortaya çıkabilecek yaralanmaları önlemek için kaynak telinin ucunu iyice sıkın.
1 2
TR
DİKKAT!
Çıkan kaynak teli nedeniyle can kaybı ve maddi hasar tehlikesi.
Çalışma esnasında
Torcu, torç ucu yüz ve vücutta doğru olmayacak şekilde tutun
▶
Uygun bir koruyucu gözlük kullanın
▶
Torcu kişilere doğru tutmayın
▶
Kaynak telinin elektriği ileten veya topraklanmış herhangi bir parçaya temas
▶
etmediğinden emin olun (örn. mahfaza vs.)
NOT!
Kaynak telinin sürülmesi işlemi için, horum paketini aşağıda gösterildiği gibi bir
doğru üzerinde olacak şekilde yerleştirin.
İzin verilen azami tel sürme hızı = 10 m/s.
93

3 4
5
Temas basıncını
ayarlayınız
* Kapağın iç tarafındaki şekilde
verilen değerleri temas basıncı
referans değerleri olarak kullanın.
94

NOT!
Temas basıncı ayarı aşağıdaki gibi yapılır:
Vidayı saat yönünde döndürün = Temas basıncını düşürün,
▶
azami yükleme momenti = hafifçe sonuna kadar - vidayı temas basıncı göstergesi 'min' pozisyonuna gelene kadar döndürün
Vidayı saat yönü tersine döndürün = Temas basıncını artırın,
▶
azami yükleme momenti = 0,4 Nm - vidayı temas basıncı göstergesi 'max'
pozisyonuna gelene kadar döndürün
1 2
TR
3
95

Torç boynunu değiştirme, torç boynunu bükme
Torç boynunu
değiştirme
DİKKAT!
Sıcak soğutucu madde ve sıcak torç boynu sebebiyle yanma tehlikesi.
Çalışmalara başlamadan önce tüm torç bileşenleri ve soğutucu maddeyi (+25
▶
° C, +77 ° F) oda sıcaklığına gelene dek soğutun.
NOT!
Torç boynunda her zaman bir miktar soğutucu madde bulunur.
Torç boynunu sadece gaz nozulu aşağı baktığında sökün.
▶
NOT!
Torç boynunu monte etmeden önce, torç boynu ile hortum paketinin kavrama
noktasının hasarsız ve temiz olduğundan emin olun.
1 2
96
NOT!
Hortum paketinin geçiş pimi (1) torç boynunun geçiş deliğine (2) girdiğinde torç
boynu 0° konumunda bulunur.

3 4
* Başlık somununun sonuna dek vidalandığından emin olun.
TR
Torç boynunu
döndürme
DİKKAT!
Sıcak soğutucu madde ve sıcak torç boynu sebebiyle yanma tehlikesi.
Çalışmalara başlamadan önce tüm torç bileşenleri ve soğutucu maddeyi (+25
▶
° C, +77 ° F) oda sıcaklığına gelene dek soğutun.
1 2
3 4
97

* Başlık somununun sonuna dek vidalandığından emin olun.
98

Bakım, onarım ve atık yönetimi
Genel Torcun düzenli ve önleyici bakımı, arızasız bir çalışma için temel faktörlerdir. Torç,
yüksek sıcaklıklara ve aşırı kirlenmeye maruz kalmaktadır. Bu nedenle torç,
kaynak sisteminin diğer bileşenlerine göre daha sık bir bakıma ihtiyaç duymaktadır.
DİKKAT!
Torcun yanlış kullanılması sebebiyle
hasar tehlikesi.
Ağır hasarlara neden olabilir.
Torcu sert nesnelere vurmayın.
▶
Kontak memede, kaynak çapak-
▶
larının kalıcı olarak yerleşebileceği
çatlak ve çizik oluşmasını önleyin.
Torç boynunu kesinlikle bükmeyin!
▶
TR
Her devreye alma sırasında
bakım
Sarf malzemelerini kontrol edin
-
aşınmış, arızalı parçaları değiştirin
-
Gaz nozulunu kaynak çapaklarından temizleyin
-
1 2
* Gaz nozulu, çapak koruması ve izolasyonların hasar görmediğini kontrol
edin ve hasarlı bileşenleri değiştirin.
Ek olarak her devreye alma sırasında, su ile soğutulmuş kaynak torçlarında:
-
tüm soğutucu madde bağlantılarının sızdırmaz olduğundan emin olun
-
hatasız bir soğutucu madde geri akışının bulunduğundan emin olun
-
99

Tel bobin / sepet
1.
2.
3.
4.
5.
örgülü bobin her
değiştirildiğinde
Tel bobin / sepet örgülü bobin her değiştirildiğinde:
Tel besleme hortumunu düşük basınçlı havayla temizleyin
-
Öneriler: Tel sürme spiralini değiştirin, tel sürme spiralini yeniden monte et-
-
meden önce sarf malzemelerini temizleyin
1 2
Arızalı sarf malzemelerini
tanıma
İzolasyon parçaları
1.
yanmış dış kenarlar, çentiklenmeler
-
Meme hamilleri
2.
yanmış dış kenarlar, çentiklenmeler
-
aşırı kaynak çapağı yapışması
-
Çapak koruması
3.
yanmış dış kenarlar, çentiklenmeler
-
Kontak memeleri
4.
aşınmış (oval) tel giriş ve tel çıkış delikleri
-
aşırı kaynak çapağı yapışması
-
Kontak meme ucunda yanma
-
Gaz nozulları
5.
aşırı kaynak çapağı yapışması
-
yanmış dış kenarlar
-
çentikler
-
100
 Loading...
Loading...