


Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
MHP 280i G CMT
MHP 400i W CMT
Instructions de service
FR
Torche de soudage MIG/MAG
manuelle
Bruksanvisning
NO
MIG/MAG manuell sveisepistol
Manual de instruções
Tocha de solda manual para solda-
PT-BR
gem MIG/MAG
Instrukcja obsługi
PL
Ręczny palnik spawalniczy MIG/MAG
42,0410,2291 011-02092021

Sommaire
Généralités 4
Généralités 4
Utilisation conforme à la destination 4
Équipement initial et outillage 4
Fonctions de la gâchette de torche - Standard 5
Fonction Up/Down 5
Fonction JobMaster 6
Désactivation de la gâchette de torche droite ou gauche 6
Sécurité 7
Avertissements sur l'appareil 7
Sécurité 8
Mise en service 10
MTG d, MTW d – Monter les pièces d'usure sur le corps de torche 10
Remarque concernant l'âme de guidage du fil dans le cas des torches AL 10
Montage d'une âme de guidage du fil en acier et CrNi dans le corps de torche 11
Montage d'un système de guidage du fil en plastique dans le corps de torche 11
Montage des pièces d'usure dans l'entraînement 12
Remplacement de la buse de sortie 14
Montage d'une âme de guidage du fil depuis le tampon de fil vers le FSC 15
Monter le corps de torche 17
Montage de l'âme de guidage du fil sur le tampon de fil 18
Raccordement de la torche de soudage au dévidoir 19
Raccorder la torche de soudage à la source de courant et au refroidisseur 19
Insérer le fil-électrode 20
Réglage de la pression d'appui 21
Remplacement et rotation du corps de torche de soudage 22
Démontage de la torche de soudage 22
Monter le corps de torche 23
Tourner le corps de torche 24
Maintenance, entretien et élimination 25
Généralités 25
Maintenance à chaque mise en service 25
À chaque remplacement de la bobine de fil / bobine type panier 26
Identification des pièces d'usure défectueuses 26
Remplacement ou nettoyage du tampon de fil du système de guidage du fil et de la pièce coulissante
Montage d'une âme de guidage du fil depuis le tampon de fil vers l'unité d'entraînement 28
Diagnostic d’erreur, élimination de l'erreur 30
Diagnostic d’erreur, élimination de l'erreur 30
Caractéristiques techniques 35
Généralités 35
Torche de soudage refroidie au gaz – MHP 280i G CMT 35
Torche de soudage refroidie par eau - MHP 400i W CMT 36
FR
27
3
Généralités
Généralités En combinaison avec le tampon de fil au niveau du faisceau de liaison, le moteur
d'entraînement du fil intégré assure un mouvement rapide et réversible du fil-électrode.
De multiples modèles de coudes garantissent une bonne accessibilité au point de soudure.
Ces torches de soudage sont particulièrement robustes et fiables. La poignée coque
ergonomique, la rotule et la répartition optimisée du poids permettent un travail sans
fatigue.
Les torches de soudage sont disponibles en versions refroidie par eau et refroidie au
gaz. Associées aux corps de torche de soudage Multilock, elles s'adaptent aux tâches
les plus diverses et sont idéales pour la fabrication manuelle en série et sur commande,
ainsi que dans les ateliers.
Le faisceau de liaison convient tout particulièrement aux :
- applications sur tôles fines en général ;
- brasages MIG de plaques fines zinguées, sans projections ;
- assemblages d'acier et d'aluminium.
Utilisation
conforme à la
destination
Équipement initial et outillage
La torche de soudage manuelle MIG/MAG est exclusivement destinée au soudage
MIG/MAG lors d'applications manuelles.
Toute autre utilisation est considérée comme non conforme. Le fabricant ne saurait être
tenu pour responsable des dommages consécutifs.
Font également partie de l'emploi conforme :
- le respect de toutes les indications des instructions de service ;
- le respect des travaux d'inspection et de maintenance.
Un kit d'équipement initial (BasicKit) adapté au diamètre du fil et au matériau d'apport
doit être utilisé avec le faisceau de liaison (cf. liste des pièces de rechange) :
- kit d'équipement initial Alu W ;
- kit d'équipement initial Acier ;
- kit d'équipement initial CrNi ;
- kit d'équipement initial Alu G / CuSi G/W.
4
Fonctions de la
gâchette de
torche - Standard
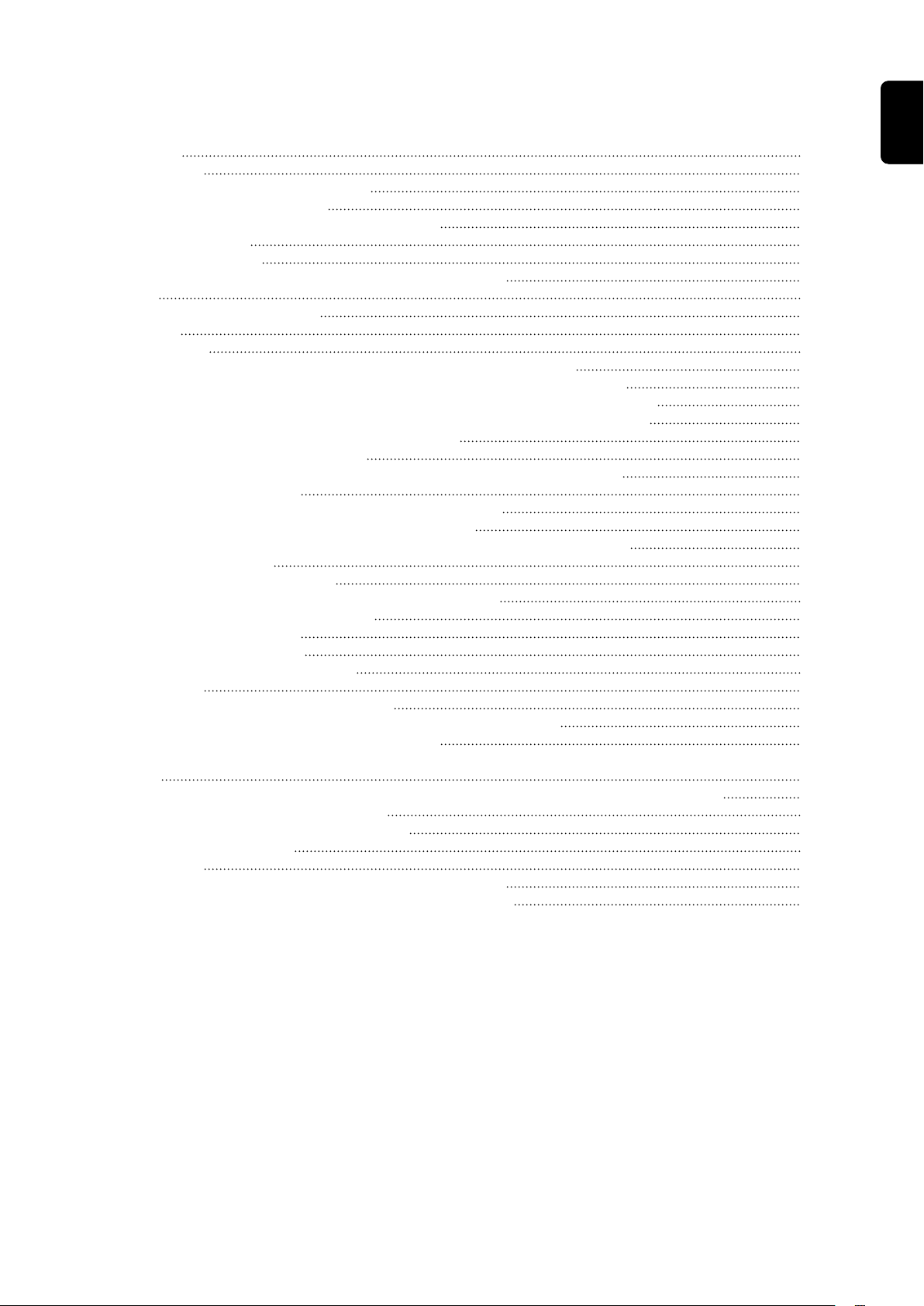
La gâchette de torche de soudage standard possède 2 positions.
Fonction de la gâchette de torche en position de commutation 1 (gâchette de torche
à moitié enfoncée) :
- la LED s'allume.
Fonction de la gâchette de torche en position de commutation 2 (gâchette de torche
complètement enfoncée) :
- la LED s'éteint ;
- le soudage commence.
FR
Fonction Up/
Down
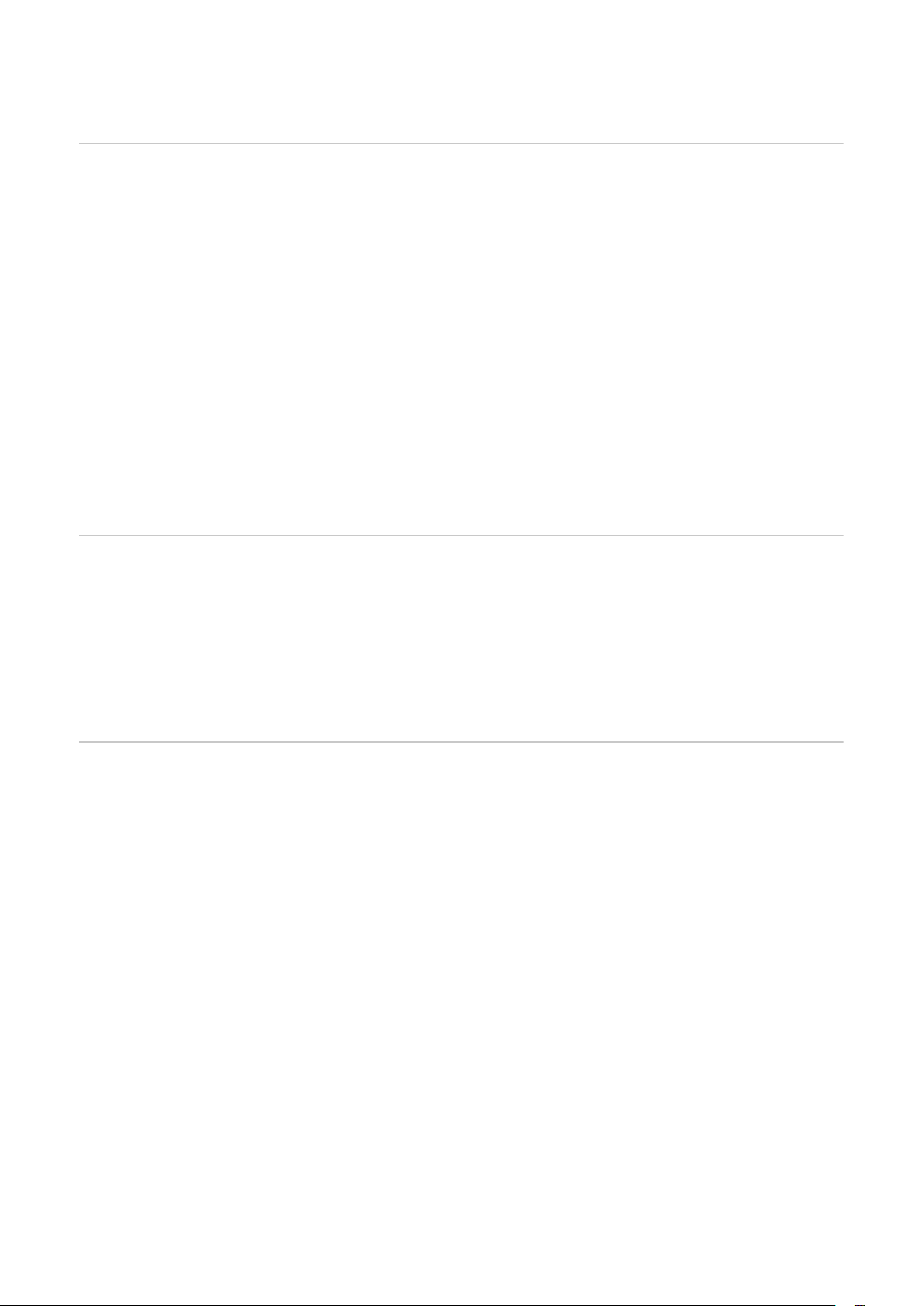
La torche de soudage Up/Down possède
les fonctions suivantes :
- modification de la puissance de soudage en mode Synergique à l'aide
des touches Up/Down.
- Affichage des erreurs :
• en cas d'erreur système toutes
les DEL s'allument en rouge ;
• en cas d'erreur de communication
des données toutes les DEL clignotent en rouge.
- Autocontrôle lors de la séquence de
démarrage :
• toutes les DEL s'allument
brièvement les unes après les
autres.
5
Fonction JobMaster
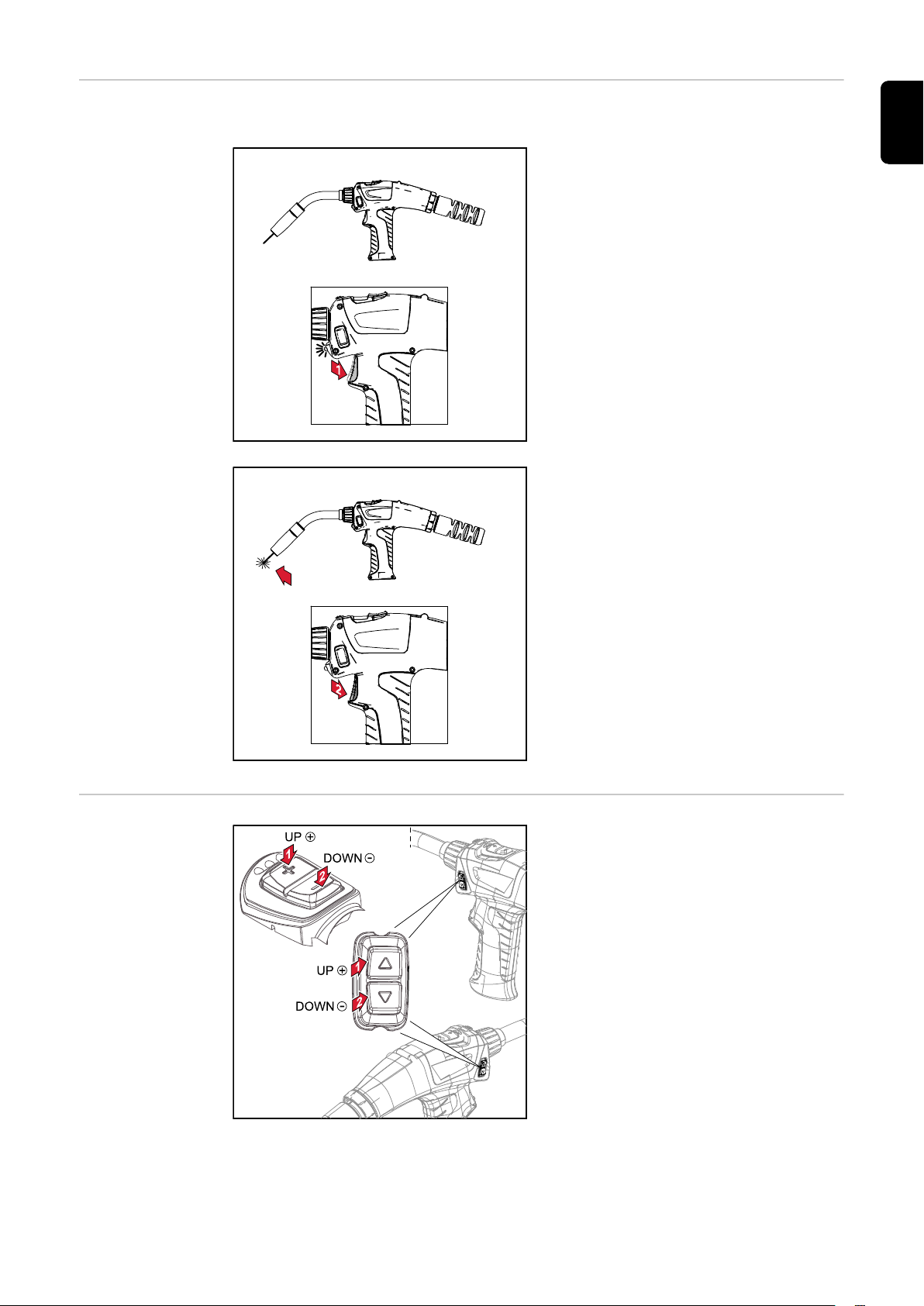
La torche de soudage JobMaster possède
les fonctions suivantes :
- les touches fléchées permettent de
sélectionner le paramètre souhaité sur
la source de courant ;
- les touches +/- permettent de modifier
le paramètre sélectionné ;
- l'écran affiche le paramètre et la
valeur actuels.
Désactivation de
la gâchette de
torche droite ou
gauche
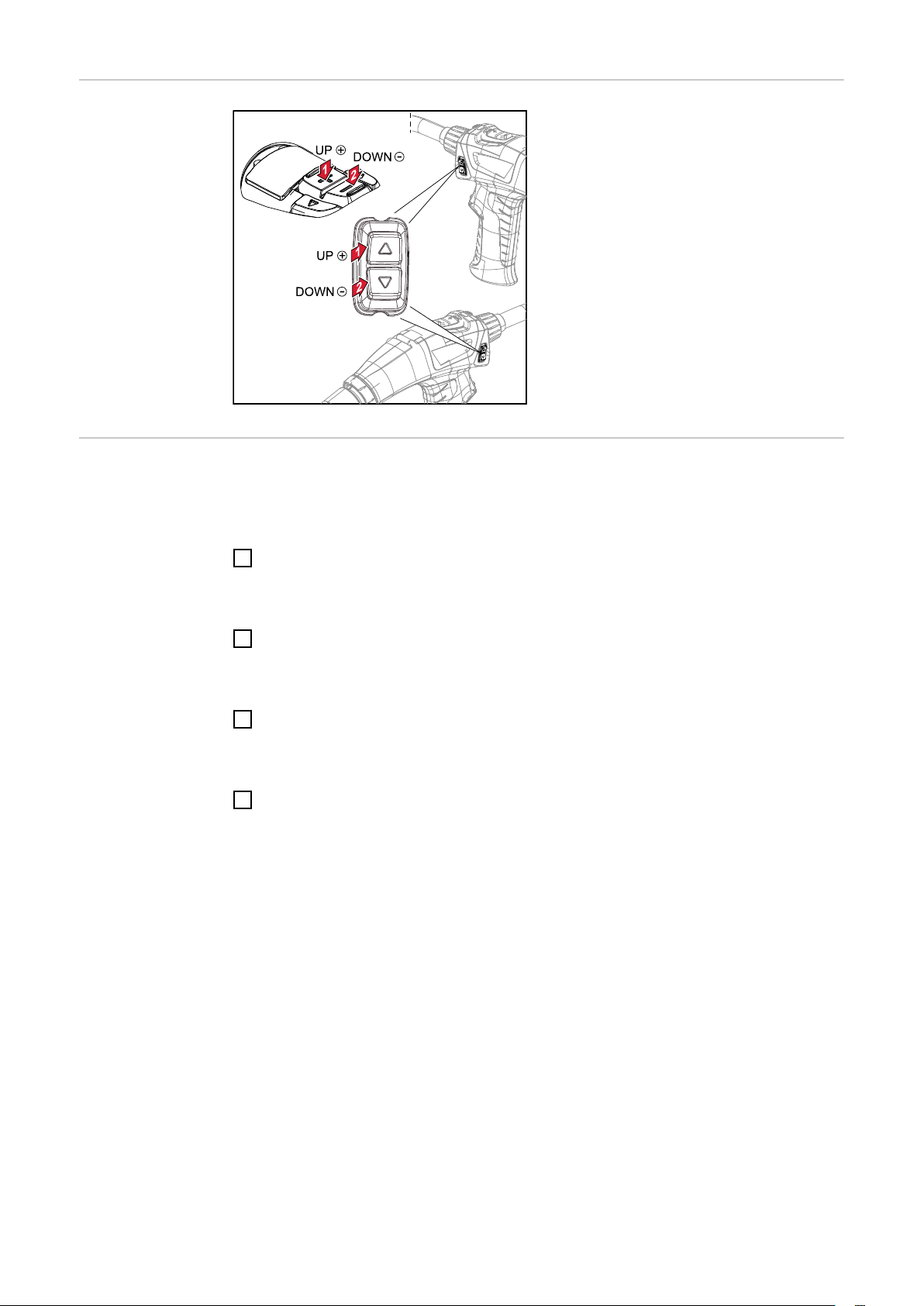
Par défaut, les gâchettes de torche sont activées des deux côtés. Si un côté doit être
désactivé, procéder comme suit :
Désactiver la gâchette de torche gauche
Appuyer simultanément sur les touches « - » à gauche et « + » à droite pendant
1
5 secondes
Désactiver la gâchette de torche droite
Appuyer simultanément sur les touches « - » à droite et « + » à gauche pendant
1
5 secondes
Désactiver la gâchette de torche droite et gauche
Appuyer simultanément sur les touches « - » à droite et « - » à gauche pendant
1
5 secondes
Activer la gâchette de torche droite et gauche
Appuyer simultanément sur les touches « + » à droite et « + » à gauche pendant
1
5 secondes
6

Sécurité
FR
Avertissements
sur l'appareil
La torche de soudage est munie de symboles de sécurité et d'une plaque signalétique.
La plaque signalétique et les symboles de sécurité ne doivent être ni retirés, ni recouverts. Les symboles permettent de prévenir les mauvaises utilisations pouvant être à
l'origine de graves dommages corporels et matériels.
Plaque signalétique avec symboles de sécurité Avertissement : pièces en mouvement
Utiliser les fonctions décrites uniquement après avoir lu et compris l'intégralité des documents suivants :
- les présentes instructions de service ;
- le document « Consignes de sécurité » en annexe ;
- toutes les instructions de service des composants périphériques, en particulier les
consignes de sécurité.
Le soudage est un travail dangereux. Pour effectuer un travail correct avec l'appareil, les
conditions de base suivantes doivent être remplies :
- avoir une qualification suffisante pour le soudage ;
- disposer d'un équipement de protection adapté ;
- maintenir les personnes non autorisées à distance de la torche de soudage et du
process de soudage.
7
Ne pas jeter les appareils usagés avec les ordures ménagères, mais les éliminer
conformément aux consignes de sécurité en vigueur.
Tenir les mains, cheveux, vêtements et outils à l'écart des pièces en mouvement, telles
que :
- les engrenages ;
- les galets d'entraînement ;
- les bobines de fil et fils-électrodes.
Ne pas intervenir manuellement sur les galets d'entraînement du fil ou sur des pièces
d'entraînement en rotation.
Le capot de la torche de soudage ne doit être ouvert que pendant la durée des
opérations de maintenance et de réparation.
En cours d'utilisation :
- s'assurer que le capot est fermé ;
- maintenir le capot fermé.
Sécurité
AVERTISSEMENT!
Danger en cas d'erreur de manipulation et d'erreur en cours d'opération.
Cela peut entraîner des dommages corporels et matériels graves.
Toutes les fonctions et tous les travaux décrits dans le présent document doivent
▶
uniquement être exécutés par du personnel qualifié.
Le présent document doit être lu et compris.
▶
Toutes les instructions de service des composants périphériques, en particulier les
▶
consignes de sécurité, doivent être lues et comprises.
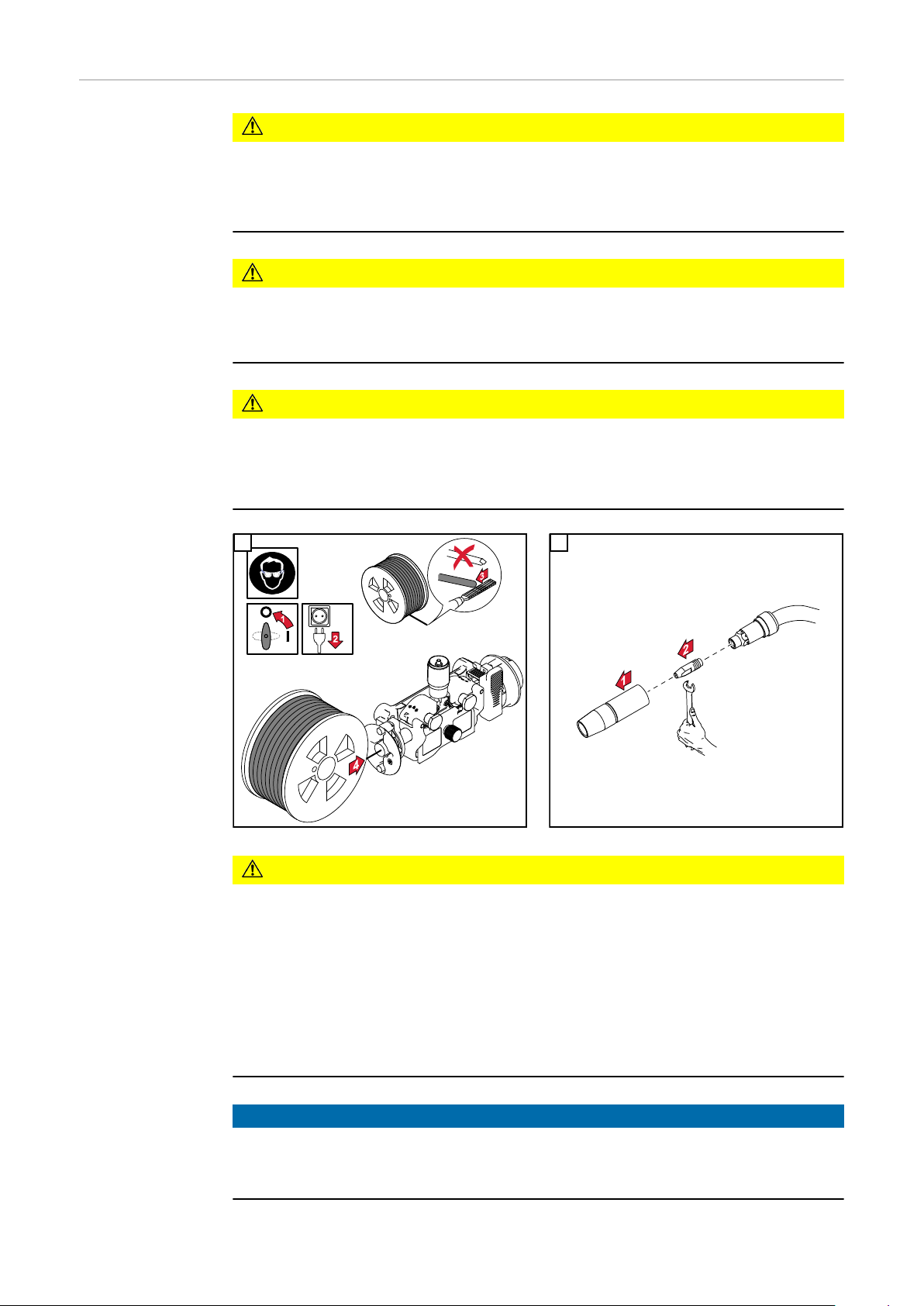
AVERTISSEMENT!
Risque d'électrocution et de blessure en cas de sortie du fil-électrode.
Cela peut entraîner des dommages corporels et matériels graves.
Commuter l'interrupteur secteur de la source de courant en position - O.
▶
Débrancher la source de courant du secteur.
▶
S'assurer que la source de courant reste déconnectée du secteur pendant toute la
▶
durée des travaux.
8
AVERTISSEMENT!
Risque d'électrocution.
Cela peut entraîner des dommages corporels et matériels graves.
Tous les câbles, conduites et faisceaux de liaison doivent toujours être solidement
▶
raccordés, intacts, correctement isolés et de capacité suffisante.
ATTENTION!
Risque de brûlure provoquée par les composants de la torche et le réfrigérant
brûlants.
Cela peut entraîner de graves brûlures.
Avant de commencer toute opération décrite dans les présentes instructions de ser-
▶
vice, laisser tous les composants de la torche de soudage et le réfrigérant refroidir à
température ambiante (+25 °C, +77 °F).
ATTENTION!
Risque de dommages en cas de fonctionnement sans réfrigérant.
Cela peut entraîner des dommages matériels graves.
Ne jamais mettre en service la torche de soudage refroidie par eau sans réfrigérant.
▶
Le fabricant décline toute responsabilité pour les dommages consécutifs et tous les
▶
droits à garantie sont annulés.
FR
ATTENTION!
Danger en cas de fuite de réfrigérant.
Cela peut entraîner des dommages corporels et matériels graves.
Toujours raccorder les tuyaux de réfrigérant des torches de soudage refroidies par
▶
eau avec le dispositif de fermeture en plastique monté dessus lorsque ceux-ci sont
séparés du refroidisseur ou du dévidoir.
ATTENTION!
Risque de blessure dû aux pièces en mouvement.
Cela peut entraîner des dommages corporels et matériels graves.
Utiliser la torche de soudage uniquement lorsque le capot des galets d'entraînement
▶
est fermé.
9

Mise en service
MTG d, MTW d –
Monter les pièces
d'usure sur le
corps de torche
1 2
3
** Serrer la buse de gaz jusqu'à la
butée
Remarque
concernant l'âme
de guidage du fil
dans le cas des
torches AL
10
REMARQUE!
Si une âme de guidage du fil en plastique est utilisée dans le col de cygne des
torches AL, les données de performance indiquées dans les caractéristiques techniques sont réduites de 30 %.
Pour pouvoir utiliser des torches AL à une puissance maximale, il faut utiliser une
▶
âme de guidage du fil en acier dans le col de cygne.

Montage d'une
âme de guidage
du fil en acier et
CrNi dans le
corps de torche
1 2
* Utiliser le tube d'égalisation de la torche de soudage (gaz = 40 mm, eau = 50 mm)
FR
Montage d'un
système de guidage du fil en
plastique dans le
corps de torche
1 2
* Utiliser le tube d'égalisation de la torche de soudage (gaz = 40 mm, eau = 50 mm)
11

Montage des
pièces d'usure
dans
l'entraînement
Par défaut une buse de sortie rouge (1) pour fils de 0,8 à 1,2 mm est prémontée. Si une
autre buse de sortie est nécessaire, consulter le chapitre « Remplacement de la buse de
sortie ».
1 2
3 4
5 6
12

7 8
9 10
FR
11 12
13
13 14
15
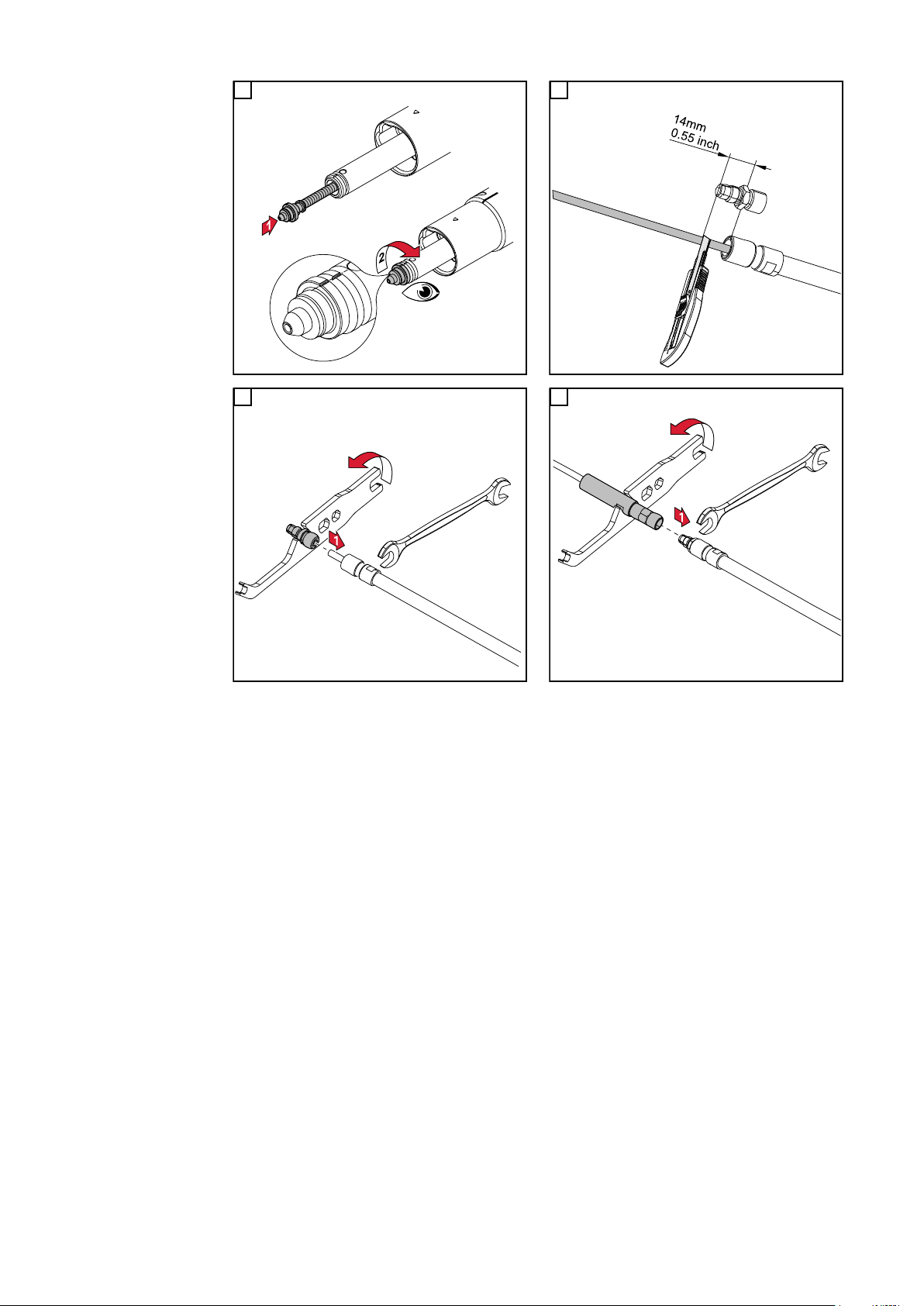
Remplacement
de la buse de sortie
Par défaut une buse de sortie pour fils de 0,8 à 1,2 mm de diamètre est prémontée
(rouge), cependant, si des fils de 1,4 ou 1,6 mm de diamètre sont nécessaires, une buse
de sortie de 1,6 mm (noire) doit être installée.
1 2
14
3 4
FR
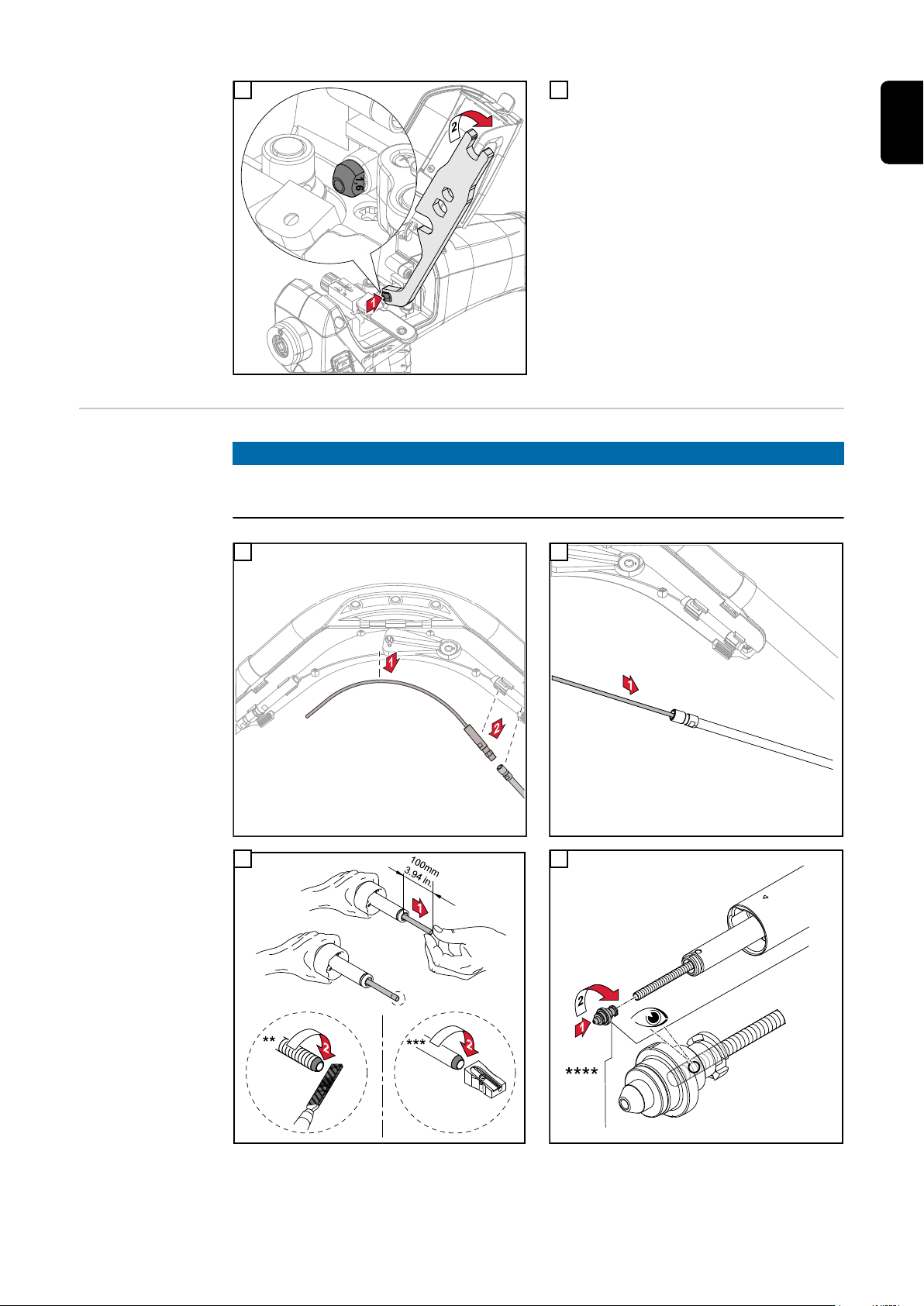
Montage d'une
âme de guidage
du fil depuis le
tampon de fil
vers le FSC
REMARQUE!
Afin de pouvoir monter correctement l'âme de guidage du fil, le faisceau de liaison
doit être posé droit.
1 2
3
4
** Âme de guidage du fil en acier
*** Âme de guidage du fil en plastique
**** Visser le dispositif de fermeture jusqu'à la butée
sur l'âme de guidage du fil. L'âme de guidage du fil
doit être visible à travers le perçage dans le dispositif
de fermeture.
15
5 6
7 8
16
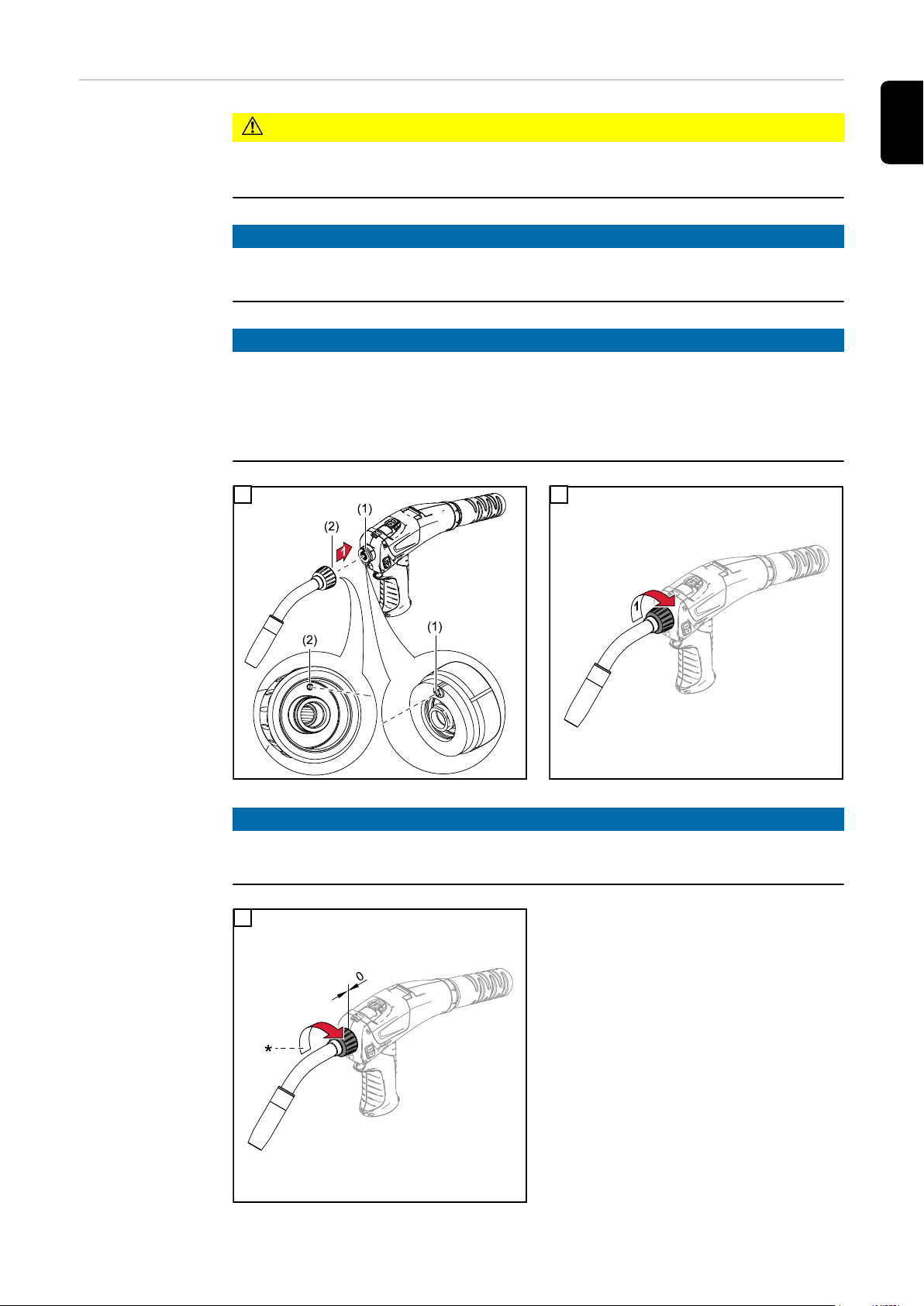
Monter le corps
de torche
ATTENTION!
Risque de dommages sur la torche de soudage.
Toujours visser l'écrou-raccord du corps de torche jusqu'à la butée.
▶
REMARQUE!
Avant le montage du corps de torche, vérifier que le dispositif d'accouplement du
corps de torche et du faisceau de liaison est intact et propre.
REMARQUE!
Sur les torches de soudage refroidies par eau, le serrage de l'écrou-raccord peut
présenter une résistance plus importante en raison du mode de construction de la
torche de soudage.
Ce phénomène est normal. Toujours visser l'écrou-raccord du corps de torche jusqu'à la
butée.
1 2
FR
REMARQUE!
Lorsque le goujon d'adaptation (1) du faisceau de liaison s'enclenche dans le
perçage (2) du corps de torche, celui-ci se trouve dans la position 0°.
3
* S'assurer que l'écrou-raccord est
vissé jusqu'à la butée.
17
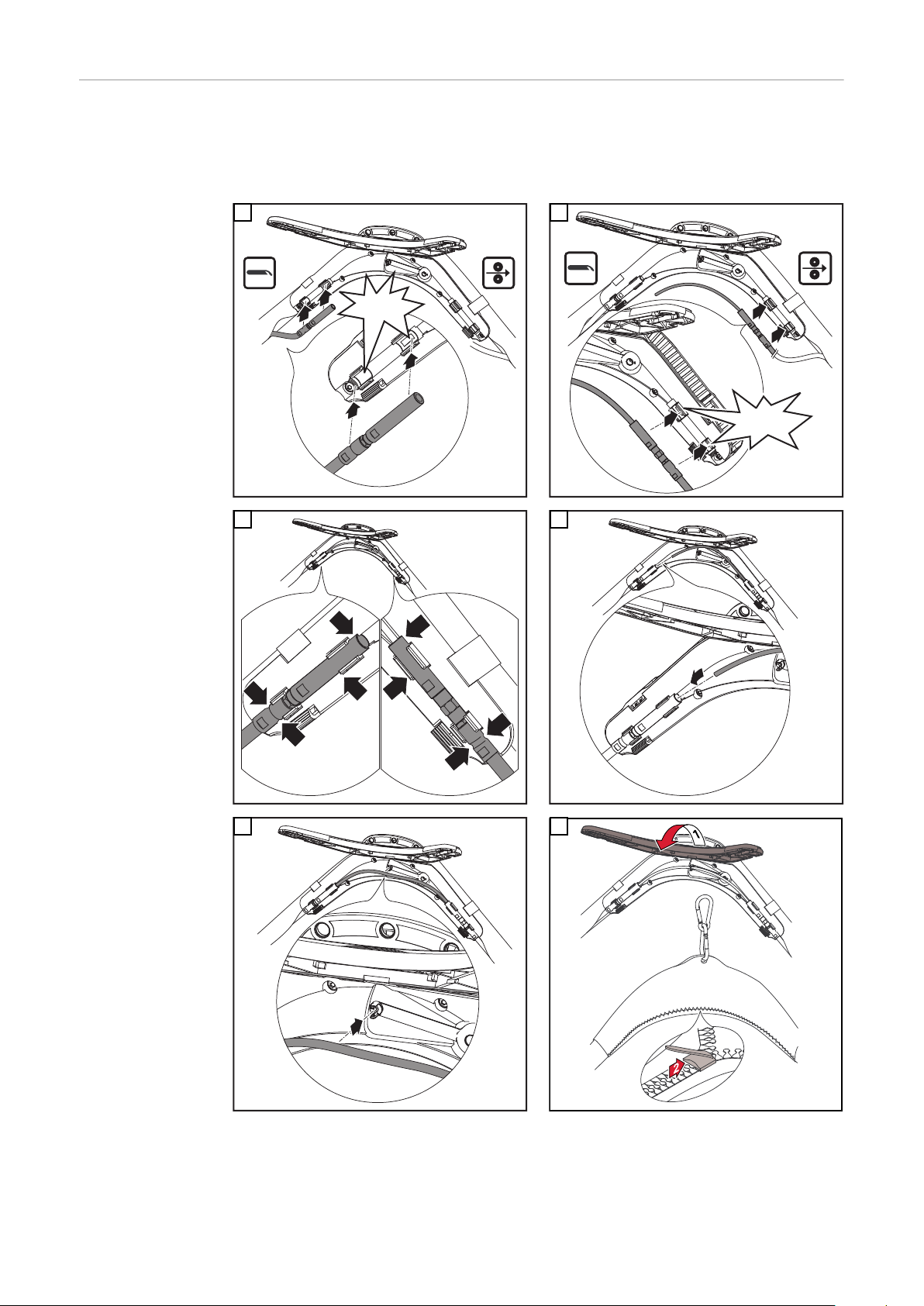
Montage de l'âme
1
1
"click"
1
1
1
1
"click"
1
1
1
1
de guidage du fil
sur le tampon de
fil
IMPORTANT !
- Ne créer aucun effort de traction dans la gaine de dévidoir !
- Monter la pièce coulissante du côté de la torche !
1
3
2
4
5 6
18
Raccordement de
3
4
8
5
7
6
9
10
3
3
la torche de soudage au dévidoir
1
* Uniquement lorsque les connec-
FR
teurs de réfrigérant disponibles en
option sont montés dans le
dévidoir et dans le cas d'une
torche de soudage refroidie par
eau.
Toujours raccorder les tuyaux de
réfrigérant en tenant compte des
marquages de couleur.
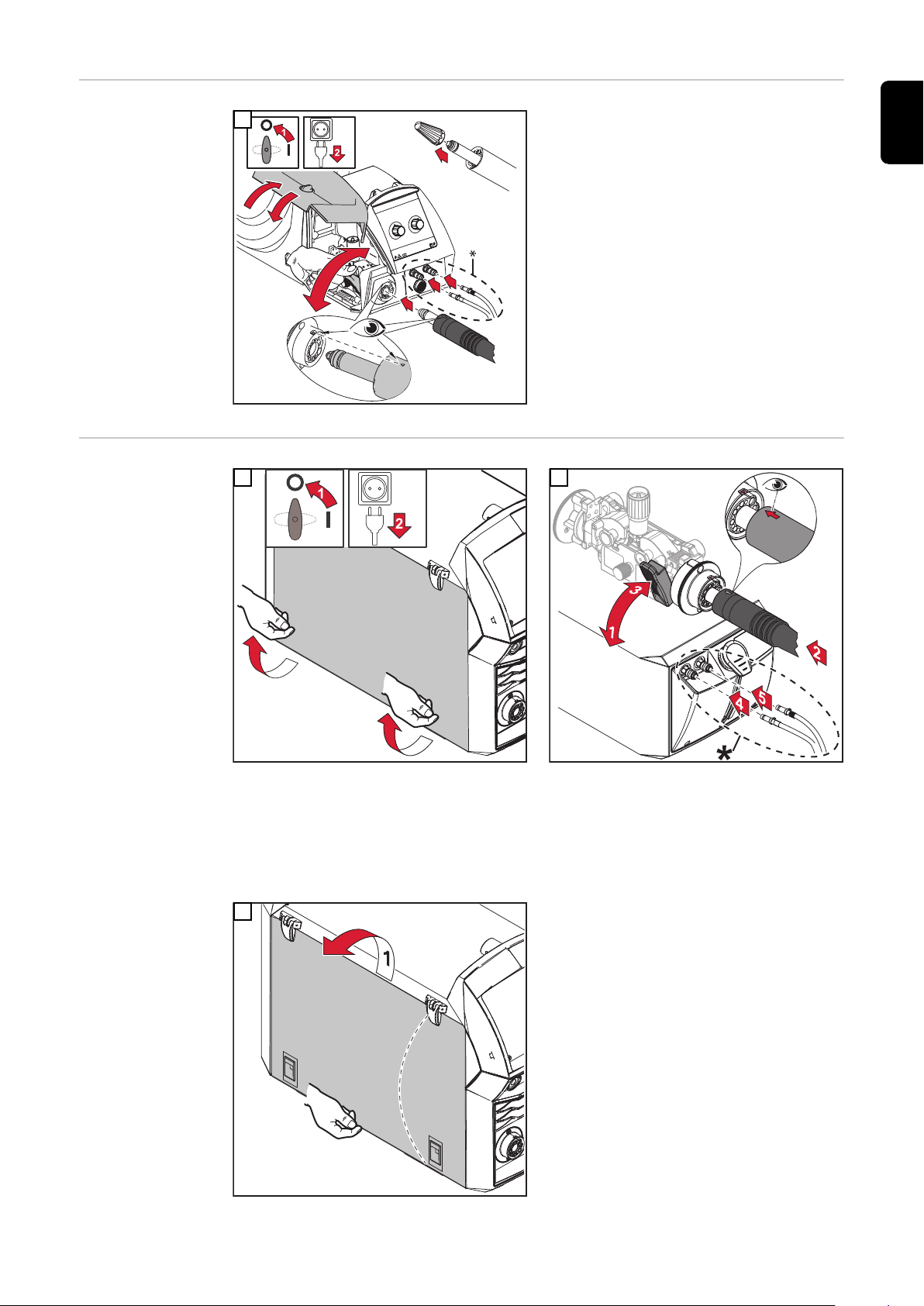
Raccorder la
torche de soudage à la source
de courant et au
refroidisseur
1 2
* Uniquement lorsque les connecteurs de réfrigérant disponibles en option sont
montés dans le refroidisseur et dans le cas d'une torche de soudage refroidie par
eau.
Toujours raccorder les tuyaux de réfrigérant en tenant compte des marquages de
couleur.
3
19
Insérer le fil-électrode
ATTENTION!
Risque de dommages corporels et matériels dû à l'intensité de soudage et à
l'amorçage involontaire d'un arc électrique.
Avant de commencer tout travail, séparer la connexion de mise à la masse entre le
▶
système de soudage et la pièce à souder.
ATTENTION!
L'extrémité à arêtes vives du fil-électrode risque d'endommager la torche de soudage.
Bien ébarber l'extrémité du fil-électrode avant de l'introduire.
▶
ATTENTION!
Risque de blessure par effet de ressort du fil-électrode bobiné.
Maintenir fermement l'extrémité du fil-électrode lors de son insertion dans
▶
l'entraînement à 4 galets du dévidoir, afin d'éviter les blessures par retour brusque
du fil-électrode.
1 2
20
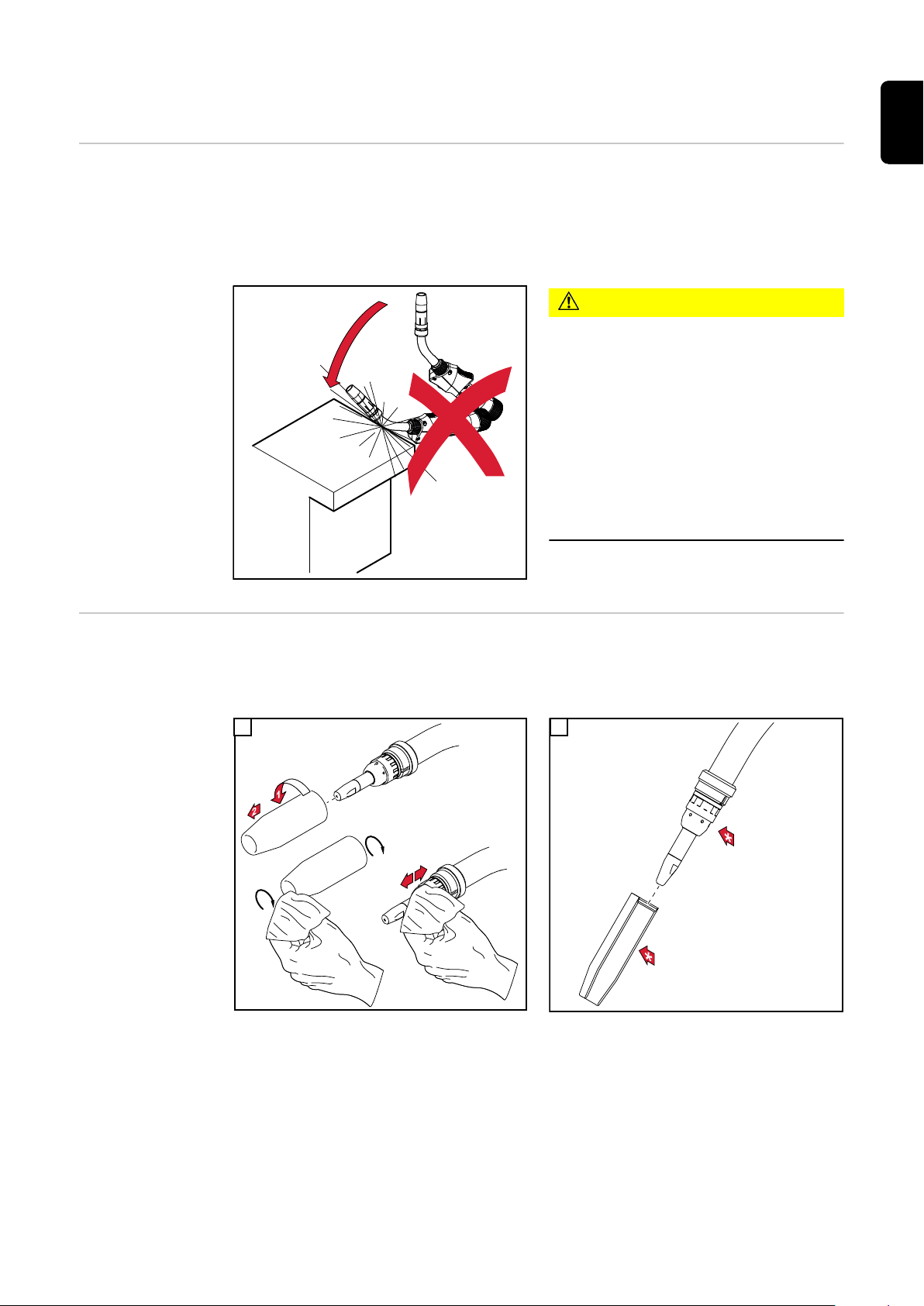
ATTENTION!
Risque de dommages corporels et matériels dû à la sortie du fil-électrode.
Durant les travaux :
tenir la torche de soudage de façon à ce que son extrémité ne soit pas dirigée vers
▶
le visage ou le corps ;
utiliser des lunettes de protection adaptées ;
▶
ne pas diriger la torche de soudage en direction d'autres personnes ;
▶
s'assurer que le fil-électrode n'entre pas en contact avec des pièces conductrices ou
▶
des éléments mis à la terre (boîtier, par ex.) ;
fermer les capots du tampon de fil et de la poignée.
▶
REMARQUE!
Pour insérer le fil-électrode, poser le faisceau de liaison de façon rectiligne
comme représenté ci-dessous.
Vitesse d'insertion du fil maximale autorisée = 10 m/s.
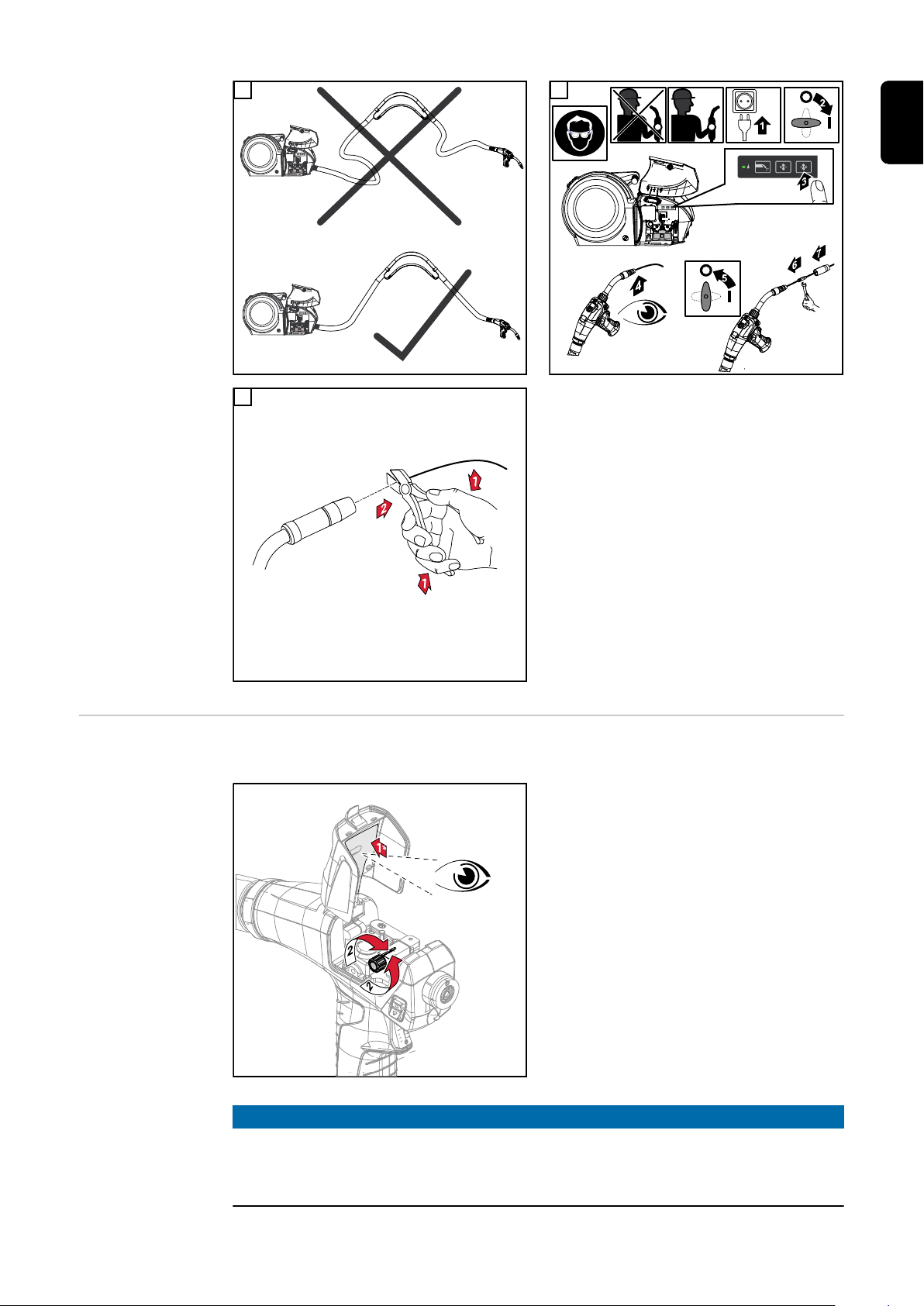
3 4
5
FR
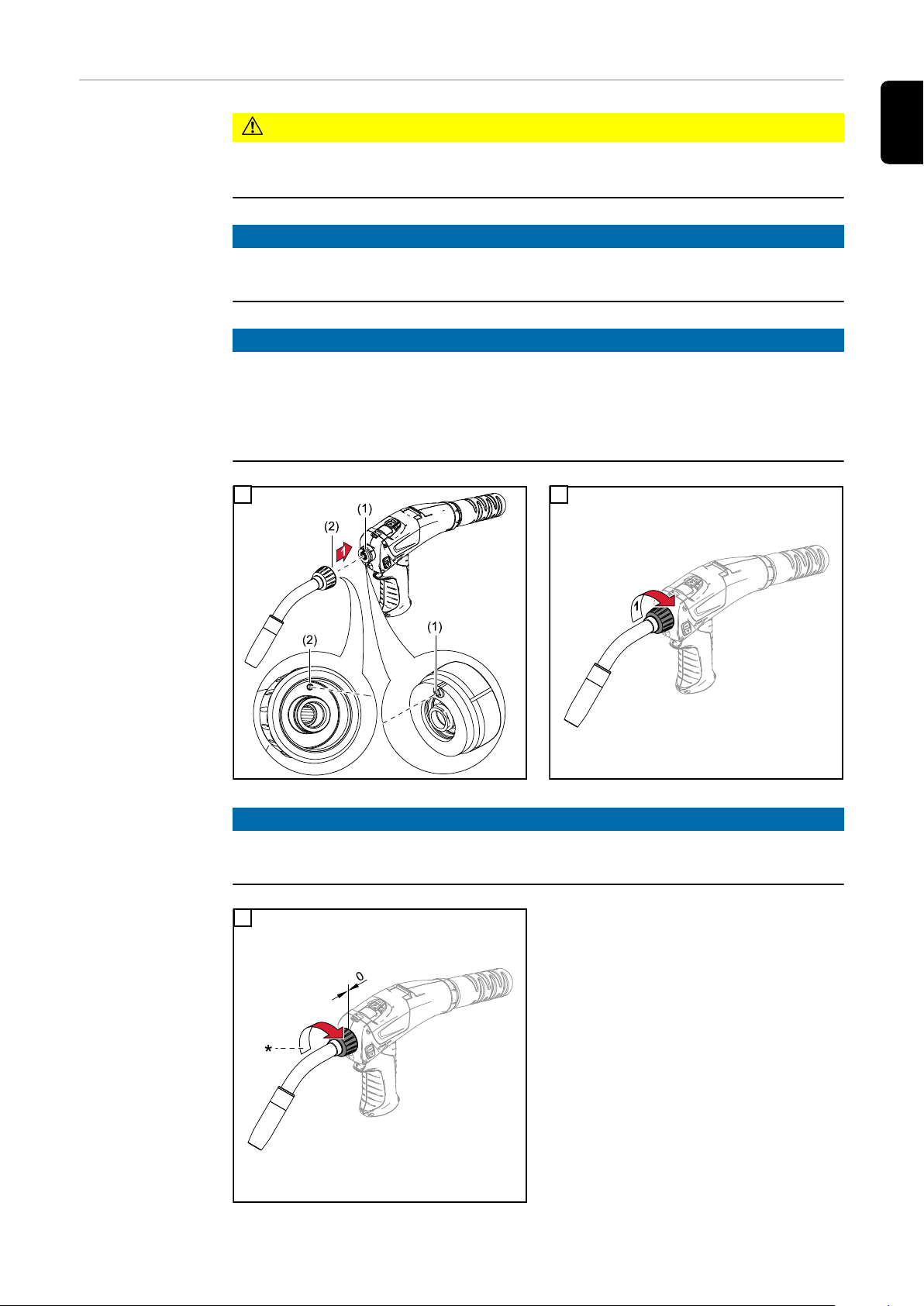
Réglage de la
pression d'appui
Ne régler la pression d'appui qu'une fois le fil-électrode inséré.
* Utiliser les valeurs figurant à
l'intérieur du couvercle comme
valeurs indicatives pour le réglage
de la pression d'appui.
REMARQUE!
Le réglage de la pression d'appui fonctionne comme suit :
vissage dans le sens anti-horaire = diminution de la pression d'appui ;
▶
vissage dans le sens horaire = augmentation de la pression d'appui.
▶
21

Remplacement et rotation du corps de torche de
soudage
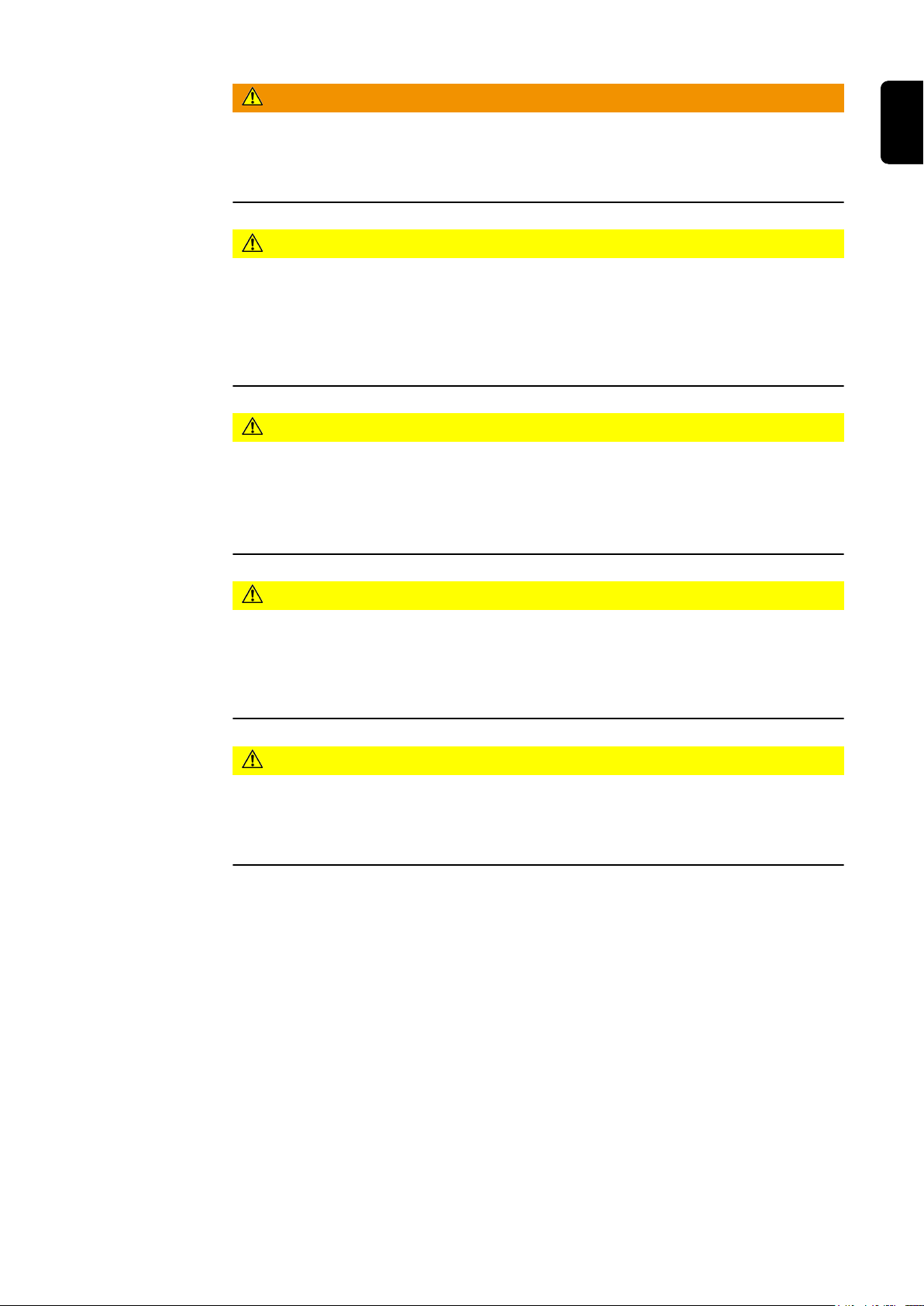
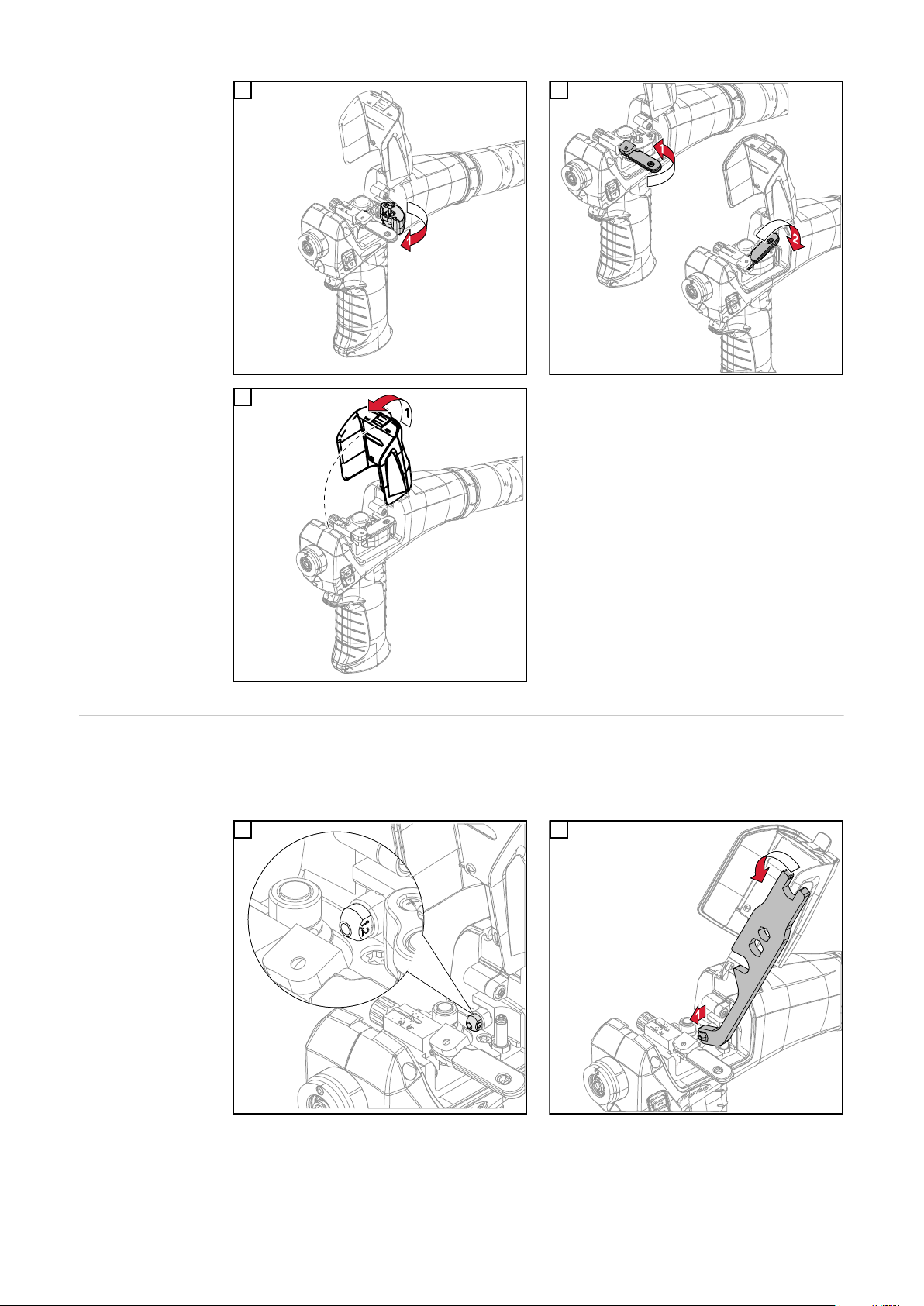
Démontage de la
torche de soudage
ATTENTION!
Risque de brûlure provoquée par le réfrigérant ou le corps de torche chauds.
Avant d'effectuer toute opération, laisser refroidir le réfrigérant et le corps de torche
▶
à température ambiante (+25 °C, +77 °F).
REMARQUE!
Il reste toujours un peu de réfrigérant dans le corps de torche.
Démonter le corps de torche uniquement avec la buse de gaz orientée vers le bas.
▶
1
22
Monter le corps
de torche
ATTENTION!
Risque de dommages sur la torche de soudage.
Toujours visser l'écrou-raccord du corps de torche jusqu'à la butée.
▶
REMARQUE!
Avant le montage du corps de torche, vérifier que le dispositif d'accouplement du
corps de torche et du faisceau de liaison est intact et propre.
REMARQUE!
Sur les torches de soudage refroidies par eau, le serrage de l'écrou-raccord peut
présenter une résistance plus importante en raison du mode de construction de la
torche de soudage.
Ce phénomène est normal. Toujours visser l'écrou-raccord du corps de torche jusqu'à la
butée.
1 2
FR
REMARQUE!
Lorsque le goujon d'adaptation (1) du faisceau de liaison s'enclenche dans le
perçage (2) du corps de torche, celui-ci se trouve dans la position 0°.
3
* S'assurer que l'écrou-raccord est
vissé jusqu'à la butée.
23
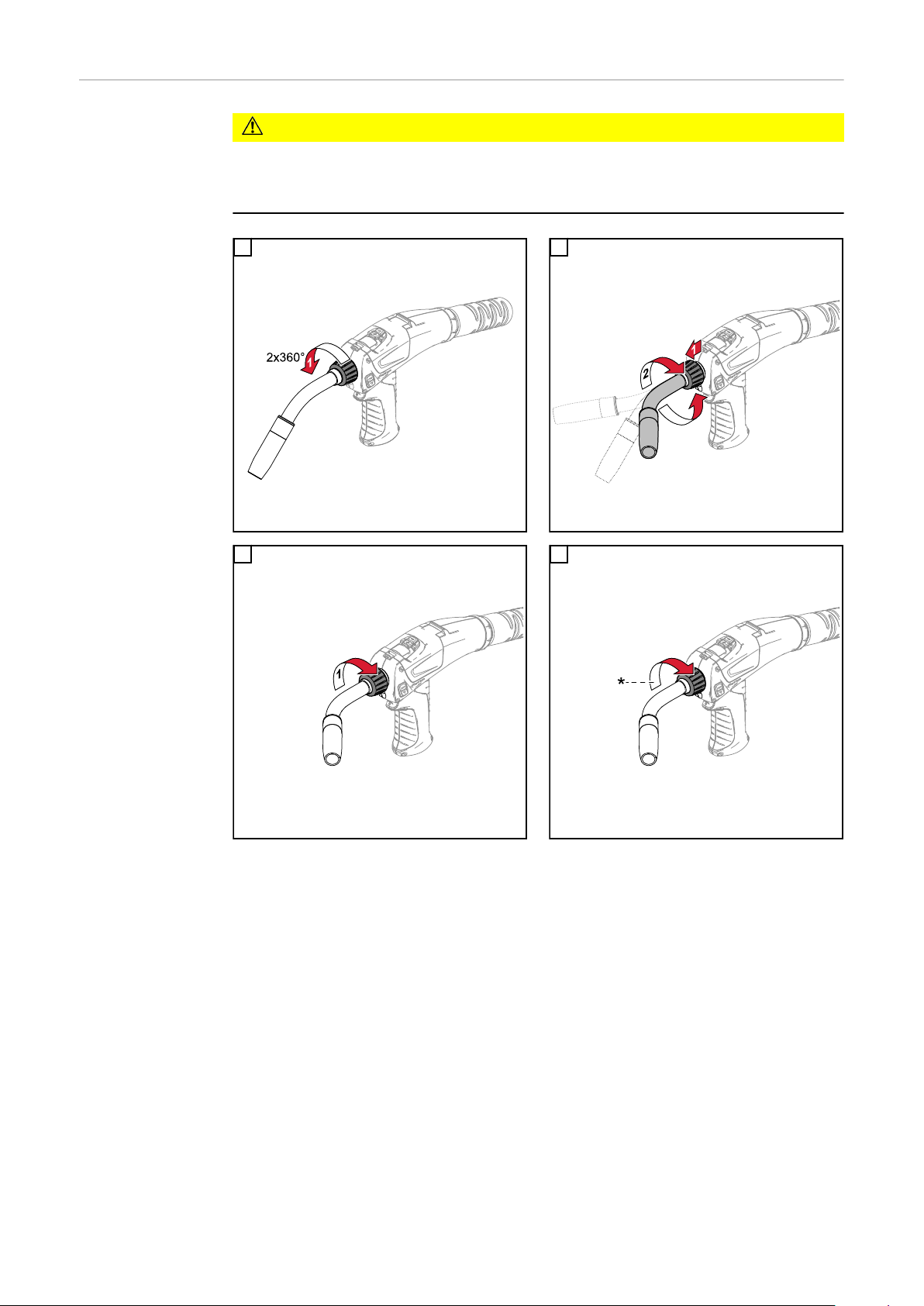
Tourner le corps
de torche
ATTENTION!
Risque de brûlure provoquée par le réfrigérant ou le corps de torche chauds.
Avant d'effectuer toute opération, laisser refroidir le réfrigérant et le corps de torche
▶
à température ambiante (+25 °C, +77 °F).
1 2
3 4
24
* S'assurer que l'écrou-raccord est vissé jusqu'à la butée.
Maintenance, entretien et élimination
Généralités Une maintenance régulière et préventive de la torche de soudage constitue un facteur
important permettant d'en garantir le bon fonctionnement. La torche de soudage est soumise à des températures élevées et à un degré de salissure très important. Elle nécessite donc une maintenance plus fréquente que les autres composants du système de
soudage.
ATTENTION!
Risque en cas de mauvaise manipulation de la torche de soudage.
Cela peut entraîner des dommages
graves.
Ne pas cogner la torche de soudage
▶
contre des objets durs.
Prendre soin d'éviter de faire des str-
▶
ies ou des rayures sur le tube contact,
car des projections de soudure pourraient rester collées dessus.
Ne jamais plier le col de cygne !
▶
FR
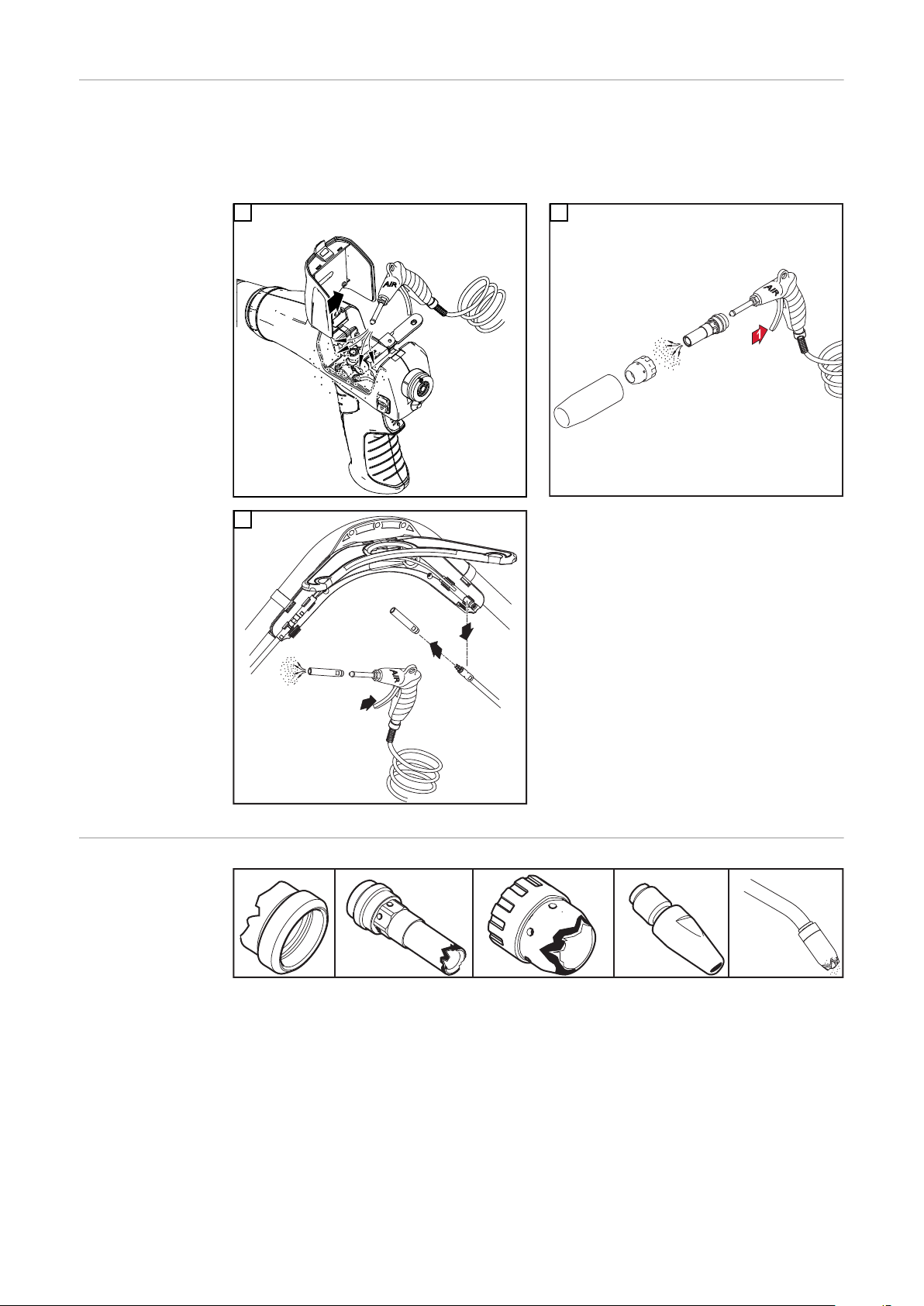
Maintenance à
chaque mise en
service
- Contrôler les pièces d'usure
• Remplacer les pièces d'usure défectueuses
- Enlever les projections de soudure qui se trouvent sur la buse de gaz
1 2
* Contrôler l'état de la buse de gaz, de la protection anti-projections et des isola-
tions et remplacer les composants endommagés.
- En supplément à chaque mise en service, pour les torches de soudage refroidies
par eau :
• S'assurer que tous les connecteurs de réfrigérant sont étanches
• Vérifier la présence d'un reflux de réfrigérant conforme
25
À chaque rempla-
1
3
2
1.
2.
3.
4.
5.
cement de la
bobine de fil /
bobine type
panier
À chaque remplacement de la bobine de fil / bobine type panier :
- Nettoyer la gaine de dévidoir avec de l'air comprimé à débit réduit
- Recommandé : remplacer l'âme de guidage du fil ; nettoyer les pièces d'usure avant
d'installer une nouvelle âme de guidage du fil
1 2
3
Identification des
pièces d'usure
défectueuses
26

1. Éléments d'isolation
2
3
1
1
2
4
5
3
1
(0 in.)
0 mm
2
3
4
5
4
2
3
1
- bords extérieurs brûlés, rainures
2. Porte-buses
- bords extérieurs brûlés, rainures
- présence de projections de soudure excessives
3. Protection anti-projections
- bords extérieurs brûlés, rainures
4. Tubes contact
- orifices d'entrée et de sortie du fil usés (ovales)
- présence de projections de soudure excessives
- brûlures au niveau de l'extrémité avant du tube contact
5. Buses de gaz
- présence de projections de soudure excessives
- bords extérieurs brûlés
- rainures
FR
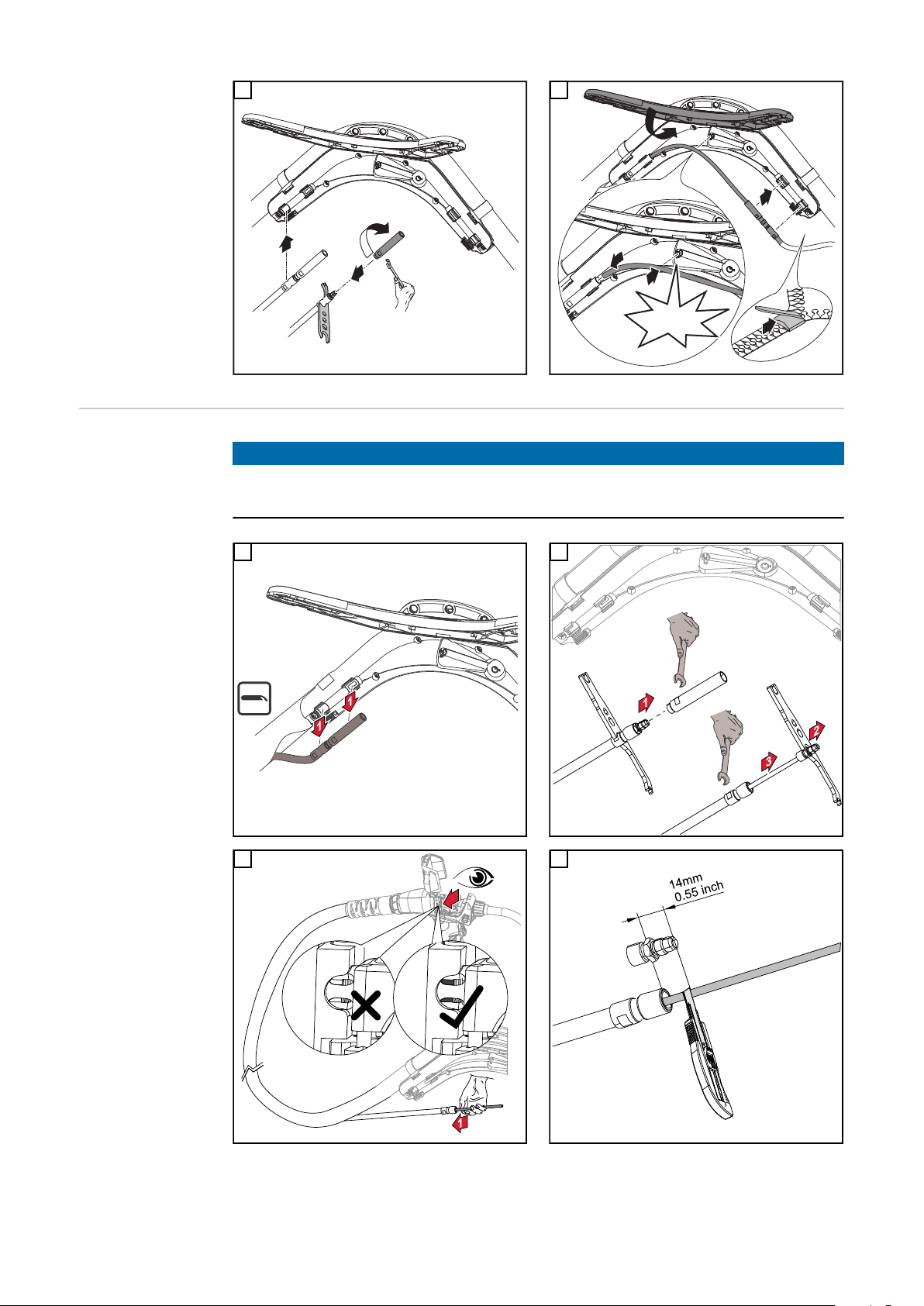
Remplacement
ou nettoyage du
tampon de fil du
système de guidage du fil et de
la pièce coulissante
IMPORTANT ! Dégager le fil-électrode avant de changer le système de guidage du fil et
la pièce coulissante.
1
3
2
4
27
1
2
5
1
4
2
3
"click"
5
6
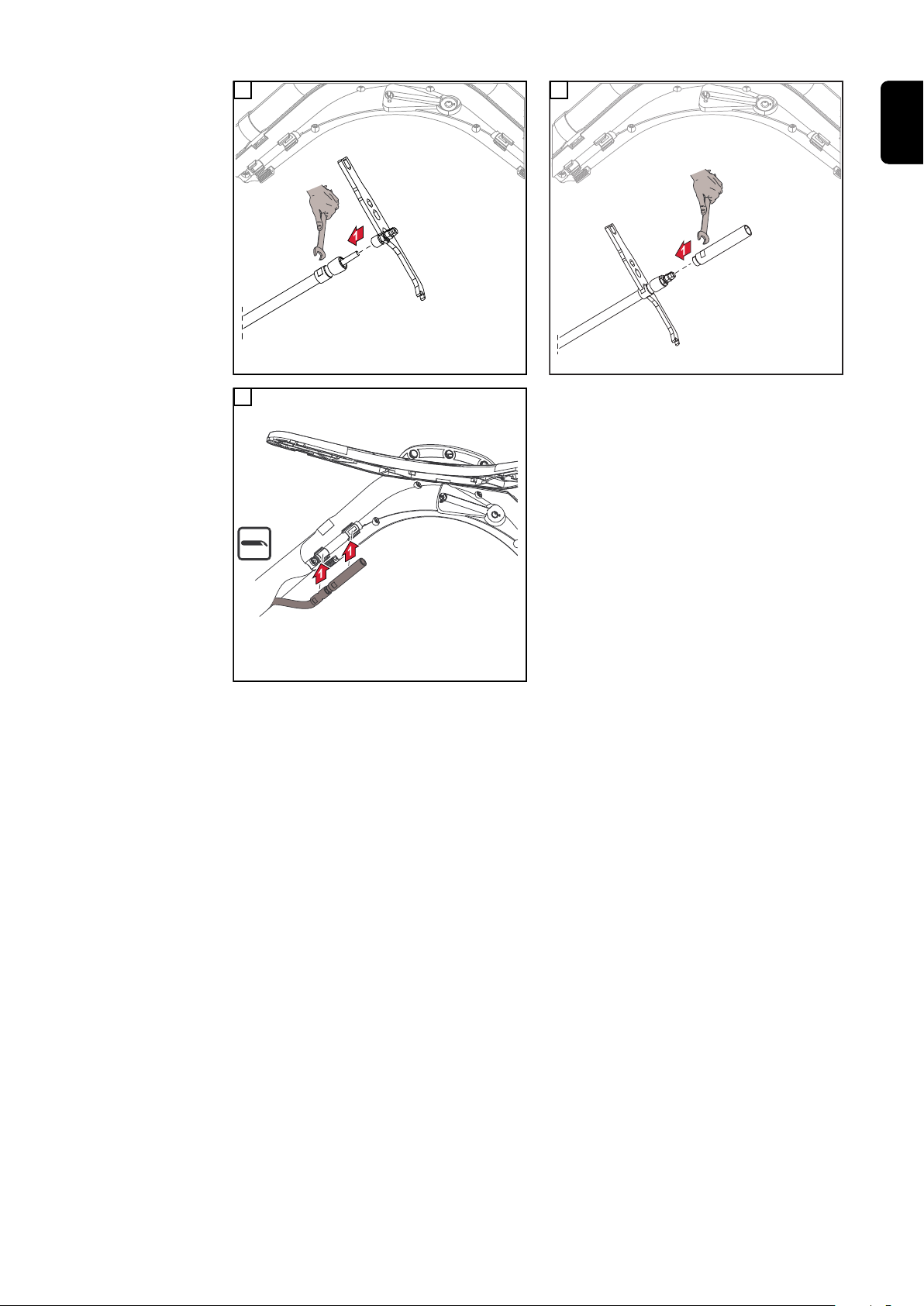
Montage d'une
âme de guidage
du fil depuis le
tampon de fil
vers l'unité
d'entraînement
REMARQUE!
Afin de pouvoir monter correctement l'âme de guidage du fil, le faisceau de liaison
doit être posé droit.
1 2
3 4
28
5 6
7
FR
29
Diagnostic d’erreur, élimination de l'erreur
Diagnostic d’erreur, élimination
de l'erreur
Pas de courant de soudage
Interrupteur d'alimentation de la source de courant activé, voyants allumés sur la source
de courant, gaz de protection disponible
Cause :
Solution :
Cause :
Solution :
Pas de fonction après avoir appuyé sur la gâchette de la torche de soudage
Interrupteur d'alimentation de la source de courant activé, voyants allumés sur la source
de courant
Cause :
Solution :
Cause :
Solution :
Connexion à la masse incorrecte
Établir le raccordement à la masse de manière conforme
Câble de courant interrompu dans la torche de soudage
Remplacer la torche de soudage
FSC (« Fronius System Connector » - raccord central) non raccordé
jusqu'en butée
Insérer le Fronius System Connector jusqu'à la butée
Torche de soudage ou câble de commande de la torche de soudage défectueux
Remplacer la torche de soudage
Cause :
Solution :
Cause :
Solution :
Pas de gaz de protection
Toutes les autres fonctions sont disponibles
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Faisceau de liaison non raccordé correctement ou défectueux
Raccorder correctement le faisceau de liaison
Remplacer le faisceau de liaison défectueux
Source de courant défectueuse
Contacter le service après-vente
Bouteille de gaz vide
Remplacer la bouteille de gaz
Robinet détendeur défectueux
Remplacer le robinet détendeur
Le tuyau de gaz n'est pas monté, est plié ou est endommagé
Monter, poser de manière plus rectiligne le tuyau de gaz. Remplacer le
tuyau de gaz défectueux
Torche de soudage défectueuse
Remplacer la torche de soudage
30
Cause :
Solution :
Électrovanne de gaz défectueuse
Contacter le service après-vente (faire remplacer l'électrovanne de gaz)

Mauvaises caractéristiques de soudage
Cause :
Solution :
Paramètres incorrects
Corriger les paramètres
FR
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Connexion de mise à la masse incorrecte
Établir un bon contact avec la pièce à souder
Pas ou pas assez de gaz de protection
Vérifier le détendeur, le tuyau de gaz, l'électrovanne de gaz et le raccord de
gaz de la torche de soudage Dans le cas des torches AL, vérifier
l'étanchéité au gaz et utiliser une âme de guidage du fil adaptée
Fuite au niveau de la torche de soudage
Remplacer la torche de soudage
Tube de contact trop grand ou usé
Remplacer le tube de contact
Mauvais alliage ou mauvais diamètre du fil
Contrôler la bobine de fil/bobine type panier insérée
Mauvais alliage ou mauvais diamètre du fil
Vérifier la compatibilité du matériau de base avec le soudage
Gaz de protection inapproprié pour cet alliage de fil
Utiliser le bon gaz de protection
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Conditions de soudage défavorables : gaz de protection contaminé (humidité, air), blindage gaz défectueux (bain de fusion "en ébullition", courant
d'air), impuretés dans la pièce à usiner (rouille, peinture, graisse)
Optimiser les conditions de soudage
Projections de soudure dans la buse gaz
Enlever les projections de soudure
Turbulences dues à une trop grande quantité de gaz de protection
Réduire la quantité de gaz de protection, recommandation :
quantité de gaz de protection (l/min) = diamètre du fil (mm) x 10
(par ex. 16 l/min pour un fil-électrode de 1,6 mm)
Distance trop grande entre la torche de soudage et la pièce à souder
Réduire la distance entre la torche de soudage et la pièce à souder (env. 10
- 15 mm / 0.39 - 0.59 in.)
Angle de placement de la torche de soudage trop grand
Réduire l'angle de placement de la torche de soudage
Les composants du dévidoir ne correspondent pas au diamètre du fil-électrode / au matériau du fil-électrode
Utiliser des composants de déplacement du fil appropriés
31

Avance du fil défectueuse
Cause :
Solution :
Selon le système, le réglage du frein du dévidoir ou de la source de courant
est trop serré
Régler le frein moins fort
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
L'orifice du tube de contact est obturé
Remplacer le tube de contact
Âme de guidage du fil ou système de guidage du fil défectueux
Vérifier que l'âme de guidage du fil ou l'embout de guide-fil n'est ni plié(e),
ni encrassé(e), etc.
Remplacer l'âme de guidage du fil ou l'embout de guide-fil s'ils sont défectueux
Galets d'entraînement non adaptés au fil-électrode utilisé
Utiliser des galets d'entraînement adaptés
Pression d'appui des galets d'entraînement incorrecte
Optimiser la pression d'appui
Galets d'entraînement encrassés ou endommagés
Nettoyer ou remplacer les galets d'entraînement
Âme de guidage du fil obturée ou pliée
Changer l'âme de guidage du fil
Âme de guidage du fil trop courte après égalisation
Remplacer l'âme de guidage du fil et couper la nouvelle à la bonne longueur
Cause :
Solution :
Cause :
Solution :
Cause:
Solution:
La buse de gaz devient très chaude
Cause:
Remède:
Abrasion du fil-électrode en raison d'une pression d'appui trop élevée au
niveau des galets d'entraînement
Réduire la pression d'appui au niveau des galets d'entraînement
Fil-électrode encrassé ou rouillé
Utiliser un fil-électrode de plus grande qualité, sans impureté
pour une âme de guidage du fil en acier, utilisation d'une âme de guidage
du fil sans revêtement
utiliser une âme de guidage du fil avec revêtement
Pas de dissipation thermique en raison d’une fixation trop lâche de la buse
de gaz
Visser la buse de gaz jusqu’à la butée
32

La torche de soudage devient très chaude
Cause :
Solution :
Sur les torches de soudage Multilock uniquement : Écrou-raccord du corps
de torche de soudage desserré
Serrer l'écrou-raccord
FR
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Courte durée de vie du tube contact
Cause :
Solution :
Cause :
Solution :
La torche de soudage a été utilisée au-delà de l'intensité de soudage maximale
Baisser la puissance de soudage ou utiliser une torche de soudage plus
puissante
Torche de soudage insuffisamment dimensionnée
Respecter le facteur de marche et les limites de charge
Uniquement pour les installations refroidies par eau : Débit de réfrigérant
trop faible
Contrôler le niveau de réfrigérant, le volume du débit de réfrigérant, l'encrassement du réfrigérant, la pose du faisceau de liaison, etc.
L'extrémité de la torche de soudage est trop proche de l'arc électrique
Augmenter le Stickout
Galets d'entraînement non adaptés
Utiliser des galets d'entraînement adaptés
Abrasion du fil-électrode en raison d'une pression d'appui trop élevée au
niveau des galets d'entraînement
Réduire la pression d'appui au niveau des galets d'entraînement
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
REMARQUE!
Dans le cas des applications CrNi, l'usure du tube contact peut être plus importante en raison de la composition de la surface du fil-électrode CrNi.
Fil-électrode encrassé/rouillé
Utiliser un fil-électrode de plus grande qualité, sans impureté
Fil-électrode non-revêtu
Utiliser un fil-électrode disposant du revêtement approprié
Mauvaise dimension du tube contact
Dimensionner correctement le tube contact
Facteur de marche de la torche de soudage trop long
Diminuer le facteur de marche ou utiliser une torche de soudage plus puis-
sante
Surchauffe du tube contact. Pas de dissipation thermique en raison d'une
fixation trop lâche du tube contact
Visser le tube contact
33

Dysfonctionnement de la gâchette de la torche
Cause :
Solution :
La connexion entre la torche de soudage et la source de courant est défectueuse
Établir les connexions de manière conforme / adresser la source de courant
ou la torche de soudage au S.A.V.
Cause :
Solution :
Cause :
Solution :
Porosité de la soudure
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Présence d'impuretés entre la gâchette de torche et son boîtier
Procéder au nettoyage
Câble de commande défectueux
Contacter le service après-vente
Formation de projections dans la buse gaz, d'où une protection gazeuse
insuffisante de la soudure
Enlever les projections de soudure
Présence de trous dans le tuyau de gaz ou raccordement incorrect du tuyau
de gaz
Remplacer le tuyau de gaz
Le joint torique du raccord central est entaillé ou défectueux
Remplacer le joint torique
Humidité / condensation dans la conduite de gaz
Sécher la conduite de gaz
Débit de gaz trop fort ou trop faible
Corriger le débit de gaz
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Cause :
Solution :
Quantité de gaz insuffisante au début ou à la fin du soudage
Augmenter le prédébit de gaz et le postdébit de gaz
Fil-électrode rouillé ou de mauvaise qualité
Utiliser un fil-électrode de plus grande qualité, sans impureté
S'applique aux torches de soudage refroidies par gaz : Sortie de gaz sur
des âmes de guidage du fil non isolées
Pour les torches refroidies au gaz, n'utilisez que des âmes de guidage du fil
isolées
Agent de séparation en quantité excessive
Enlever l'agent de séparation en excès / Appliquer moins d'agent de sépar-
ation
34

Caractéristiques techniques
Ø
Généralités Mesure de la tension (V-Peak) :
- pour torches de soudage manuelles : 113 V
- pour torches de soudage à guidage mécanique : 141 V
Caractéristiques techniques de la gâchette de la torche :
- U
- I
L'utilisation de la gâchette de la torche est uniquement autorisée dans le cadre des caractéristiques techniques.
Ce produit satisfait aux exigences de la norme IEC 60974-7 / - 10 CI. A.
max
= 10 mA
max
= 50 V
FR
Torche de soudage refroidie au
gaz – MHP 280i G
CMT
I (Ampère) 10 min / 40 °C
M21+C1 (EN 439)
Standard
I (Ampère) 10 min / 40 °C
M21+C1 (EN 439)
CMT
[mm (in.)] 0,8 à 1,6 (.031 à .063)
[m (ft.)] 3,85 / 5,85 / 7,85 (12.6 /
[A] 1,45 RMS
[V] AC 38
[m/min
(ipm)]
* f.m. = facteur de marche
40 % f.m.* 280
60 % f.m.* 220
100 % f.m.* 170
40 % f.m.* 180
19 / 26)
1 à 60 (0.039 à 0.236)
35

Torche de sou-
Ø
dage refroidie par
eau - MHP 400i W
CMT
I (Ampère) 10 min / 40 °C
M21+C1 (EN 439)
Standard
I (Ampère) 10 min / 40 °C
M21+C1 (EN 439)
CMT
[mm (in.)] 0,8 à 1,6 (.031 à .063)
[m (ft.)] 3,85 / 5,85 / 7,85 (12.6 / 19 / 26)
100 % f.m.* 400
100 % f.m.* 280
P
min
Q
min
[W]** 600/850/1050
[l/min (gal./
1 (0.26)
min)]
p
p
min
max
[bar (psi)] 3 bars (43.51 psi.)
[bar (psi)] 5,5 bars (77.77 psi.)
[A] 1,45 RMS
[V] AC 38
[m/min (ipm)] 1 à 60 (0.039 à 0.2362)
* f.m. = facteur de marche
** Puissance de refroidissement minimale conformément à la norme CEI 60974-2
36

Innholdsfortegnelse
Generelt 38
Generelt 38
Forskriftsmessig bruk 38
startutstyr og verktøy 38
Pistoltastens funksjoner – standard 39
Up/Down-funksjon 39
JobMaster-funksjon 40
Deaktiver den venstre eller høyre pistoltasten 40
Sikkerhet 41
Advarsler på apparatet 41
Sikkerhet 42
Idriftsetting 44
MTG d, MTW d – Montere forbruksdeler på sveisepistolenheten 44
Merknad til trådmaterkjerne ved gasskjølte sveisepistoler 44
Montere trådmaterkjerne av stål og CrNi i sveisepistolenheten 45
Montere trådmaterinnsats av plast i sveisepistolenheten 45
Montere forbruksdeler i drevet 46
Skifte utløpsdyse 48
Montere trådmaterkjerne fra trådbufferen i retning av FSC 49
Monter sveisepistolenheten 51
Monter trådmaterkjernen på trådbufferen 52
Koble sveisepistolen til trådmateren 53
Koble sveisepistolen til strømkilden og kjøleapparatet 53
Spole inn trådelektrode 54
Stille inn arbeidstrykket 55
Skifte sveisepistolenhet, dreie sveisepistolenheten 56
Demontere sveisepistolenhet 56
Monter sveisepistolenheten 57
Dreie sveisepistolenheten 58
Pleie, vedlikehold og avhending 59
Generelt 59
Vedlikehold ved hver bruk 59
Ved hvert bytte av tråd/kurvspole 59
Registrering av defekte forbruksdeler 60
Skifte ut eller rengjøre trådbuffer, trådmaterinnsats og glidestykke 61
Montere trådmaterkjerne fra trådbufferen i retning av drivenheten. 62
Feildiagnose, feilutbedring 64
Feildiagnose, feilutbedring 64
Tekniske data 69
Generelt 69
Gasskjølt sveisepistol – MHP 280i G CMT 69
Vannkjølt sveisepistol – MHP 400i W CMT 70
NO
37

Generelt
Generelt I kombinasjon med trådbufferen på slangepakken sørger den integrerte trådmotoren for
en rask, reverserende bevegelse av trådelektroden. Allsidige rørbueutførelser gjør at
man kommer lett til sveisestedet.
Sveisepistolene er spesielt robuste og pålitelige. Det ergonomiske håndtaket, et kuleledd
og en optimal vektfordeling bidrar til uanstrengt arbeid.
Sveisepistolene er tilgjengelige i gass- og vannkjølt utførelse. Med de tilgjengelige multilock-sveisepistolenhetene kan sveisepistolene tilpasses de forskjelligste oppgaver og
viser først og fremst hva de er gode for i manuell serie- og enkeltproduksjon samt ved
verkstedbruk.
Slangepakken egner seg særlig for:
- bruk på tynne metallplater generelt
- sprutfri MIG-lodding av tynne, galvaniserte metallplater
- fuging av stål og aluminium
Forskriftsmessig
bruk
startutstyr og
verktøy
Den manuelle MIG/MAG-sveisepistolen er utelukkende beregnet på manuell MIG/MAGsveising.
Annen bruk eller bruk som går ut over dette, gjelder som ikke-forskriftsmessig. Produsentens garanti gjelder ikke for skader som oppstår ved ikke-forskriftsmessig bruk.
Til forskriftsmessig bruk regnes også
- at alle anvisninger i bruksanvisningen følges
- at kontrollarbeid og vedlikeholdsarbeid overholdes
Bruk av slangepakker krever en tråddiameter og tilsatsmateriale som tilsvarer startutstyrssettet (BasicKit, se reservedelsliste):
- startutstyrssett Alu W
- startutstyrssett stål
- startutstyrssett CrNi
- startutstyrssett Alu G / CuSi G/W
38

Pistoltastens
funksjoner –
standard
Pistoltasten på standardsveisepistolen har to posisjoner.
Brennertastens funksjon i posisjon 1
(brennertasten halvveis trykket ned):
- Lysdioden lyser.
NO
Brennertastens funksjon i posisjon 2
(brennertasten helt trykket ned):
- Lysdioden slukker.
- Sveisestart.
Up/Down-funksjon
Sveisepistolen med up/down-funksjon har
følgende funksjoner:
- Endring av sveiseeffekten i synergicdriften ved hjelp av up/down-tasten.
- Feilvisning:
• Ved en systemfeil lyser alle lys-
dioder rødt.
• Ved en datakommunikasjonsfeil
blinker alle lysdioder rødt.
- Selvtest i oppstartfasen:
• Alle lysdioder lyser kort etter
hverandre.
39

JobMaster-funksjon
JobMaster-sveisepistolen har følgende
funksjoner:
- Med piltastene velger du ønsket parameter for strømkilden.
- Med +/–-tastene endres valgt parameter.
- I displayet vises aktuell parameter og
verdi.
Deaktiver den
venstre eller
høyre pistoltasten
Pistoltastene er som standard aktivert på begge sider. Hvis den ene siden skal deaktiveres, må du gjøre som følger:
Deaktivere den venstre pistoltasten
Trykk på "–"-tasten på venstre side og "+"-tasten på høyre side samtidig i fem sekun-
1
der.
Deaktivere den høyre pistoltasten
Trykk på "–"-tasten på høyre side og "+"-tasten på venstre side samtidig i fem sekun-
1
der.
Deaktivere den venstre og den høyre pistoltasten
Trykk på "–"-tasten på høyre side og "–"-tasten på venstre side samtidig i fem sekun-
1
der.
Aktivere den venstre og den høyre pistoltasten
Trykk på "+"-tasten på høyre side og "+"-tasten på venstre side samtidig i fem
1
sekunder.
40

Sikkerhet
Advarsler på
apparatet
Sveisepistolene er utstyrt med sikkerhetssymboler og et effektskilt. Sikkerhetssymbolene
og effektskiltet må ikke fjernes eller males over. Symbolene advarer mot feilbetjening
som kan føre til alvorlige personskader eller materielle skader.
Effektskilt med sikkerhetssymboler Advarsel om bevegelige deler
NO
Ikke ta de beskrevne funksjonene i bruk før du har lest og forstått følgende dokumenter:
- denne bruksanvisningen
- det vedlagte dokumentet "Sikkerhetsforskrifter"
- alle bruksanvisningene til systemkomponentene, spesielt sikkerhetsforskriftene
Sveising medfører fare. Følgende grunnforutsetninger må være oppfylt for forskriftsmessig bruk av apparatet:
- brukeren må være kvalifisert til sveising
- det må brukes egnet verneutstyr
- uvedkommende må holdes på avstand fra sveisepistolen og sveiseprosessen
41

Ikke kast gamle apparater i husholdningsavfallet, men kasser dem i henhold til sikkerhetsforskriftene.
Hold hender, hår, klær og verktøy unna bevegelige deler som for eksempel:
- tannhjul
- materuller
- trådspoler og trådelektroder
Grip ikke inn i de roterende materullene til tråddriften eller i roterende drivdeler.
Dekselet til sveisepistolen må kun være åpent så lenge vedlikeholdarbeid og reparasjoner pågår.
Under drift
- Påse at dekselet er lukket.
- Hold dekselet lukket.
Sikkerhet
FARE!
Fare på grunn av feilbetjening og mangelfullt utført arbeid.
Følgene kan bli alvorlige personskader og materielle skader.
Alt arbeid og alle funksjonene som er beskrevet i dette dokumentet, skal uteluk-
▶
kende utføres av opplært fagpersonale.
Les og forstå dette dokumentet.
▶
Les og forstå alle bruksanvisningene for systemkomponentene, især sikkerhetsfors-
▶
kriftene.
FARE!
Fare på grunn av elektrisk strøm og fare for personskader på grunn av utstikkende
trådelektrode.
Følgene kan bli alvorlige personskader og materielle skader.
Sett strømbryteren til strømkilden i stillingen - O -.
▶
Koble strømkilden fra nettet.
▶
Forsikre deg om at strømkilden er koblet fra nettet inntil alt arbeid er avsluttet.
▶
42

FARE!
Fare på grunn av elektrisk strøm.
Følgene kan bli alvorlige personskader og materielle skader.
Alle kabler, ledninger og slangepakker må alltid være sikkert tilkoblet, uskadd, korr-
▶
ekt isolert og tilstrekkelig dimensjonert.
FORSIKTIG!
Fare for forbrenning på grunn av varme sveisepistolkomponenter og varmt
kjølemiddel.
Følgene kan bli alvorlige forbrenninger.
Før du begynner på arbeidene som er beskrevet i denne bruksanvisningen, må du
▶
la alle sveisepistolkomponenter og kjølemiddelet avkjøles til romtemperatur (+25 °C,
+77 °F).
FORSIKTIG!
Fare for materielle skader ved bruk uten kjølemiddel.
Følgene kan bli alvorlige materielle skader.
Ta aldri i bruk vannkjølte sveisepistoler uten kjølemiddel.
▶
Produsentens garanti gjelder ikke for skader som oppstår ved ikke-forskriftsmessig
▶
bruk, alle garantikrav bortfaller.
NO
FORSIKTIG!
Fare på grunn av kjølemiddel som renner ut.
Følgene kan bli alvorlige personskader og materielle skader.
Lukk alltid kjølemiddelslangene for den vannkjølte sveisepistolen med den påmon-
▶
terte plastlåsen, når de kobles fra kjøleapparatet eller trådmateren.
FORSIKTIG!
Deler i bevegelse kan forårsake personskader.
Følgene kan bli alvorlige personskader og materielle skader.
Sveisepistolen må kun brukes så lenge dekselet over materullene er stengt.
▶
43

Idriftsetting
MTG d, MTW d –
Montere forbruksdeler på sveisepistolenheten
1 2
3
** Trekk til gassdysen til stopp
Merknad til
trådmaterkjerne
ved gasskjølte
sveisepistoler
44
MERKNAD!
Dersom det brukes tråmaterkjerne av plast i sveisepistolenheten på gasskjølte
sveisepistoler, må de effektdataene som er oppgitt under tekniske data, reduseres
med 30 %.
For at gasskjølte sveisepistoler skal kunne brukes på maksimal effekt, må det
▶
brukes tråmaterkjerne av stål i sveisepistolenheten.

Montere trådmaterkjerne av stål
og CrNi i sveisepistolenheten
1 2
NO
* Bruk kutterøret til sveisepistolen (gass = 40 mm, vann = 50 mm)
Montere trådmaterinnsats av
plast i sveisepistolenheten
1 2
* Bruk kutterøret til sveisepistolen (gass = 40 mm, vann = 50 mm)
45

Montere forbruksdeler i drevet
Som standard er en rød utløpsdyse (1) for tråder på 0,8–1,2 mm formontert. Hvis ingen
annen utløpsdyse kreves, se kapittelet "Skifte utløpsdyse".
1 2
3 4
5 6
46

7 8
9 10
NO
11 12
47

13 14
15
Skifte utløpsdyse Som standard er en utløpsdyse for tråddiametre på 0,8–1,2 mm (rød) formontert. Hvis
det må brukes en tråddiameter på 1,4–1,6 mm, må det monteres en utløpsdyse med en
diameter på 1,6 mm (sort).
1 2
48

3 4
NO
Montere trådmaterkjerne fra
trådbufferen i retning av FSC
MERKNAD!
For at trådlederen skal kunne monteres riktig, må slangepakken legges rett ut når
trådlederen skal monteres.
1 2
3
4
** trådmaterkjerne av stål
*** trådmaterkjerne av plast
**** Skru fast låsen til stopp på trådlederen.
Tråmaterkjernen må være synlig gjennom hullet i
låsen.
49

5 6
7 8
50

Monter sveisepistolenheten
FORSIKTIG!
Fare for skader på sveisepistolen.
Trekk alltid til overfalsmutteren på sveisepistolenheten til stopp.
▶
MERKNAD!
Forsikre deg om at koblingsstedet på sveisepistolenheten og på slangepakken er
uskadd og rent før montering av sveisepistolenheten.
MERKNAD!
På vannkjølte sveisepistoler kan det oppstå økt motstand når overfalsmutteren
skal skrus fast på grunn av sveisepistolens konstruksjon.
Dette er normalt. Trekk alltid til overfalsmutteren på sveisepistolenheten til anslag.
1 2
NO
MERKNAD!
Når pass-stiften (1) på slangepakken griper inn i pass-hullet (2) på sveisepistolenheten, er sveisepistolenheten i 0°-stilling.
3
* Forsikre deg om at overfalsmut-
teren er skrudd fast til anslag.
51

Monter trådma-
1
1
"click"
1
1
1
1
"click"
1
1
1
1
terkjernen på
trådbufferen
VIKTIG!
- Ikke utsett trådmaterslangen for strekkbelastning!
- Monter glidestykket på siden til sveisepistolen!
1
3
2
4
5 6
52

Koble sveisepis-
3
4
8
5
7
6
9
10
3
3
tolen til trådmateren
1
* kun hvis kjølemiddeltilkoblingene
som er ekstrautstyr, er innebygd i
trådmateren og ved vannkjølt sveisepistol.
NO
Koble alltid kjølemiddelslangene til
i henhold til fargemarkeringene på
dem.
Koble sveisepistolen til strømkilden og kjøleapparatet
1 2
* kun hvis kjølemiddeltilkoblingene som er ekstrautstyr, er innebygd i kjøleappara-
tet og ved vannkjølt sveisepistol.
Koble alltid kjølemiddelslangene til i henhold til fargemarkeringene på dem.
3
53

Spole inn
trådelektrode
FORSIKTIG!
Fare for personskader og materielle skader på grunn av sveisestrøm og utilsiktet
tenning av lysbuen.
Før arbeidet starter, må du koble fra jordforbindelsen mellom sveisesystemet og
▶
arbeidsemnet.
FORSIKTIG!
Fare for skader på sveisepistolen på grunn av skarpe kanter på trådelektrodeenden.
Avgrad enden på trådelektroden nøye før innføring.
▶
FORSIKTIG!
Fare for personskader på grunn av fjæreffekten i den innspolte trådelektroden.
Hold godt fast i enden på trådelektroden når du skyver trådelektroden inn i 4-rulledr-
▶
iften til trådmateren for å unngå skader hvis trådelektroden smekker tilbake.
1 2
54
FORSIKTIG!
Fare for personskader og materielle skader ved utstikkende trådelektrode.
Under arbeidet:
Hold sveisepistolen slik at sveisepistolspissen peker bort fra ansikt og kropp.
▶
Bruk egnede vernebriller.
▶
Ikke rett sveisepistolen mot personer.
▶
Pass på at trådelektroden ikke berører elektrisk ledende eller jordede deler (f.eks.
▶
huset osv.).
Dekslene til trådbufferen og håndtaket må være lukket.
▶
MERKNAD!
Når du skal spole inn trådelektroden, legger du ut slangepakken i rett linje som
vist nedenfor.
Maks. tillatt trådtræingshastighet = 10 m/s.

3 4
5
NO
Stille inn arbeidstrykket
Arbeidstrykket må kun stilles inn hvis trådelektroden er trædd inn.
* Bruk de verdiene som står oppført
på illustrasjonen på innsiden av
dekselet, som standardverdier når
arbeidstrykket skal stilles inn.
MERKNAD!
Innstilling av arbeidstrykk fungerer som følger:
Skru skruen mot klokken = redusere arbeidstrykket
▶
Skru skruen med klokken = øke arbeidstrykket
▶
55

Skifte sveisepistolenhet, dreie sveisepistolenheten
Demontere sveisepistolenhet
FORSIKTIG!
Fare for forbrenning på grunn av varmt kjølemiddel og varm pistolkropp.
Før arbeidet begynner, må kjølemiddelet og pistolkroppen avkjøles til romtemperatur
▶
(+25 °C, +77 °F).
MERKNAD!
Det er alltid en rest kjølemiddel i sveisepistolenheten.
Demonter bare sveisepistolenheten når gassdysen peker nedover.
▶
1
56

Monter sveisepistolenheten
FORSIKTIG!
Fare for skader på sveisepistolen.
Trekk alltid til overfalsmutteren på sveisepistolenheten til stopp.
▶
MERKNAD!
Forsikre deg om at koblingsstedet på sveisepistolenheten og på slangepakken er
uskadd og rent før montering av sveisepistolenheten.
MERKNAD!
På vannkjølte sveisepistoler kan det oppstå økt motstand når overfalsmutteren
skal skrus fast på grunn av sveisepistolens konstruksjon.
Dette er normalt. Trekk alltid til overfalsmutteren på sveisepistolenheten til anslag.
1 2
NO
MERKNAD!
Når pass-stiften (1) på slangepakken griper inn i pass-hullet (2) på sveisepistolenheten, er sveisepistolenheten i 0°-stilling.
3
* Forsikre deg om at overfalsmut-
teren er skrudd fast til anslag.
57

Dreie sveisepistolenheten
FORSIKTIG!
Fare for forbrenning på grunn av varmt kjølemiddel og varm pistolkropp.
Før arbeidet begynner, må kjølemiddelet og pistolkroppen avkjøles til romtemperatur
▶
(+25 °C, +77 °F).
1 2
3 4
58
Forsikre deg om at overfalsmutteren er skrudd fast til anslag.

Pleie, vedlikehold og avhending
Generelt Regelmessig og forebyggende vedlikehold av sveisepistolen er viktige faktorer for å sikre
problemfri drift. Sveisepistolen utsettes for høye temperaturer og kraftig forurensning.
Derfor må sveisepistolen vedlikeholdes oftere enn andre komponenter i sveisesystemet.
FORSIKTIG!
Fare for skader ved ikke-forskriftsmessig håndtering av sveisepistolen.
Følgene kan bli alvorlige materielle skader.
Ikke slå sveisepistolen mot harde
▶
gjenstander.
Unngå riper på kontaktrøret, det kan
▶
settes seg fast sveisesprut der.
Bøy aldri sveisepistolenheten!
▶
NO
Vedlikehold ved
hver bruk
- Kontroller forbruksdeler.
• Bytt defekte forbruksdeler.
- Rens gassdysen for sveisesprut.
1 2
* Kontroller gassdysen, sprutbeskyttelsen og isolasjonene og sjekk om det er ska-
der på dem. Skift ut skadde komponenter.
- I tillegg ved hver bruk av vannkjølte sveisepistoler:
• Forsikre deg om at alle kjølemiddel-tilkoblinger er tette.
• Forsikre deg om at kjølemiddelreturen fungerer.
Ved hvert bytte
av tråd/kurvspole
Ved hvert bytte av tråd/kurvspole:
- Rengjør trådmaterslangen med redusert trykkluft.
- Anbefaling: Bytt trådmaterkjerne, rengjør forbruksdelene før trådmaterkjernen settes
inn igjen.
59

1 2
1
3
2
1.
2.
3.
4.
5.
3
Registrering av
defekte forbruksdeler
1. Isoleringsdeler
- svidde ytterkanter, hakk
2. Dysestammer
- svidde ytterkanter, hakk
- kraftig utsatt for sveisesprut
3. Sprutbeskyttelse
- svidde ytterkanter, hakk
4. Kontaktrør
- slitte (ovale) trådinnførings- eller trådutgangshull
- kraftig utsatt for sveisesprut
- innsmelting på spissen av kontaktrøret
5. Gassdyser
- kraftig utsatt for sveisesprut
- svidde ytterkanter
- hakk
60

Skifte ut eller
2
3
1
1
2
4
5
3
1
(0 in.)
0 mm
2
3
4
5
4
2
3
1
1
2
1
4
2
3
"click"
5
rengjøre trådbuffer, trådmaterinnsats og glidestykke
VIKTIG! Trådelektroden må trekkes ut før trådmaterinnsatsen og glidestykket skiftes ut.
1
2
NO
3
5
4
6
61

Montere trådmaterkjerne fra
trådbufferen i retning av drivenheten.
MERKNAD!
For at trådlederen skal kunne monteres riktig, må slangepakken legges rett ut når
trådlederen skal monteres.
1 2
3 4
62
5 6

7
NO
63

Feildiagnose, feilutbedring
Feildiagnose, feilutbedring
Ingen sveisestrøm.
Nettbryteren på strømkilden er slått på, indikasjonene på strømkilden lyser, beskyttelsesgass tilgjengelig.
Årsak:
Utbedring:
Årsak:
Utbedring:
Ingen funksjon etter at brennertasten er trykket på.
Nettbryteren på strømkilden er slått på, indikasjonene på strømkilden lyser.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Jordtilkoblingen er feil.
Opprett forskriftsmessig jordtilkobling.
Strømledningen i sveisepistolen er brutt.
Bytt sveisepistolen.
FSC (‘Fronius System Connector-sentraltilkobling) er ikke satt inn til anslag.
Sett i FSC til stopp
Sveisepistol eller sveisepistol-styreledning er defekt.
Bytt sveisepistolen.
Forbindelsesslangepakken er ikke riktig tilkoblet eller defekt.
Koble til forbindelsesslangepakken riktig
Bytt defekt forbindelsesslangepakke.
Årsak:
Utbedring:
Ingen beskyttelsesgass.
Alle andre funksjoner er tilgjengelige.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Strømkilden er defekt.
Ta kontakt med kundeservice.
Gassflasken er tom.
Bytt gassflasken.
Trykkreduksjonsventilen er defekt.
Bytt trykkreduksjonsventilen.
Gasslange er ikke montert, eller den er knekt eller skadet.
Monter gasslangen, legg den rett. Bytt defekt gasslange.
Sveisepistolen er defekt.
Bytt sveisepistolen.
Gass-magnetventilen er defekt.
Ta kontakt med kundeservice (få gass-magnetventilen byttet).
64

Dårlige sveiseegenskaper.
Årsak:
Utbedring:
Feil sveiseparameter.
Korriger innstillingene.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Dårlig jordforbindelse.
Opprett god kontakt til arbeidsemnet.
Ingen eller for lite beskyttelsesgass.
Kontroller trykkreduksjonsventil, gasslange, gass-magnetventil og sveise-
pistol-gasstilkobling. På gasskjølt sveisepistol må gasstetningen kontrolleres, bruk egnet trådmaterkjerne.
Sveisepistolen er ikke tett.
Bytt sveisepistolen.
For stort eller slitt kontaktrør.
Bytt kontaktrøret.
Feil trådlegering eller feil trådspolediameter.
Kontroller innlagt tråd / kurvspole.
Feil trådlegering eller feil trådspolediameter.
Kontroller grunnmaterialets sveisbarhet.
Beskyttelsesgassen er ikke egnet for trådlegeringen.
Bruk riktig beskyttelsesgass.
NO
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Ugunstige sveisebetingelser: Beskyttelsesgassen er forurenset (fuktighet,
luft), mangelfull gassavskjerming (smeltebad "koker", trekkluft), forurensning
i arbeidsemnet (rust, lakk, fett).
Optimer sveisebetingelsene.
Sveisesprut i gassdysen.
Fjern sveisespruten.
Turbulens på grunn av stor mengde beskyttelsesgass.
Reduser mengden beskyttelsesgass, anbefaling:
beskyttelsesgassmengde (l/min) = tråddiameter (mm) x 10
(for eksempel 16 l/min til 1,6 mm trådelektrode).
For stor avstand mellom sveisepistol og arbeidsemne.
Reduser avstanden mellom sveisepistol og arbeidsemne (ca. 10–15 mm /
0.39 - 0.59 in.).
For stor vinkel på sveisepistolen.
Reduser vinkelen på sveisepistolen.
Trådmaterkomponentene passer ikke til diameteren på trådelektroden /
materialet i trådelektroden.
Sett i riktig trådmaterkomponenter.
65

Dårlig trådmating.
Årsak:
Utbedring:
Avhengig av system er bremsen i trådmateren eller i strømkilden trukket for
stramt til.
Still inn bremsen slakere.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Hullet til kontaktrøret er forskjøvet.
Bytt kontaktrøret.
Trådmaterkjernen eller trådmaterinnsatsen er defekt.
Kontroller trådmaterkjernen eller trådmaterinnsatsen for knekk, smuss osv.
Bytt defekt trådmaterkjerne eller defekt trådmaterinnsats.
Materullene egner seg ikke til trådelektroden som brukes.
Bruk passende materuller.
Feil arbeide på materullene.
Optimer arbeidstrykket.
Materullene er forurenset eller skadet.
Rengjør eller bytt materullene.
Trådmaterkjernen er lagt feil eller knekt.
Bytt trådmaterkjernen.
Trådmaterkjernen ble for kort etter tilpasningen.
Bytt trådmaterkjernen og tilpass lengden riktig på den nye trådmaterkjernen.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Gassdysen blir svært varm.
Årsak:
Utbedring:
Avslitning av trådelektroden på grunn av for kraftig arbeidstrykk på materullene.
Reduser arbeidstrykket på materullene.
Trådelektroden er forurenset eller utsatt for rust.
Bruk trådelektrode av god kvalitet uten forurensning.
Ved trådledere av stål: trådleder uten belegg i bruk
Bruk en trådleder med belegg
Ingen varmeavledning fordi gassdysen sitter for løst.
Skru fast gassdysen til stopp.
66

Sveisepistolen blir svært varm.
Årsak:
Utbedring:
Kun ved multilock-sveisepistoler: Overfalsmutteren på sveisepistolenheten
er løs.
Trekk til overfalsmutteren.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Kort levetid på kontaktrøret.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Sveisepistolen ble drevet med kraftigere sveisestrøm enn maksimalt tillatt.
Reduser sveiseeffekten eller bruk en kraftigere sveisepistol.
Sveisepistolen er for svakt dimesjonert.
Ta hensyn til innkoblingsvarighet og belastningsgrenser.
Kun ved vannkjølte anlegg: For lav kjølemiddelgjennomstrømning.
Kontroller kjølemiddelnivå, kjølemiddelgjennomstrømning, kjølemiddelforur-
ensning, forlegning av slangepakkene osv.
Spissen på sveisepistolen er for nærme lysbuen.
Forstørr stickout.
Feil materuller.
Bruk riktige materuller.
Avslitning av trådelektroden på grunn av for kraftig arbeidstrykk på materullene.
Reduser arbeidstrykket på materullene.
Trådelektroden er forurenset / utsatt for rust.
Bruk trådelektrode av god kvalitet uten forurensning.
NO
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
MERKNAD!
Ved CrNi-bruk kan kontaktrøret utsettes for større slitasje på grunn av overflatens
beskaffenhet på CrNi-trådelektroden
Trådelektroden uten belegg
Bruk trådelektrode med egnet belegg.
Feil dimensjon på kontaktrøret.
Dimensjoner kontaktrøret riktig.
For lang innkoblingsvarighet på sveisepistolen.
Reduser innkoblingsvarigheten eller bruk en kraftigere sveisepistol.
Kontaktrøret er overopphetet. Ingen varmeavledning fordi kontaktrøret sitter
for løst.
Trekk til kontaktrøret.
67

Feilfunksjon i brennertasten.
Årsak:
Utbedring:
Pluggforbindelsen mellom sveisepistol og strømkilde er mangelfull.
Opprett ordentlig pluggforbindelse / lever strømkilde eller sveisepistol til ser-
vice.
Årsak:
Utbedring:
Årsak:
Utbedring:
Sveisesømmen er porøs.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Forurensninger mellom brennertast og huset til brennertasten.
Fjern forurensningen.
Styreledningen er defekt.
Ta kontakt med kundeservice.
Sprutdannelse i gassdysen, dermed blir det utilstrekkelig gassbeskyttelse i
sveisesømmen.
Fjern sveisespruten.
Hull i gasslangen eller unøyaktig tilkobling av gasslangen.
Bytt gasslangen.
O-ringen på sentraltilkoblingen er revet opp eller defekt.
Bytt O-ringen.
Fuktighet / kondens i gassledningen.
Tørk gassledningen.
For kraftig eller for svak gass-forstrømning.
Korriger gass-forstrømningen.
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Årsak:
Utbedring:
Utilstrekkelig gassmengde ved sveisestart eller sveiseslutt.
Øk gassforstrømningen og gassetterstrømningen.
Trådelektroden har rustet eller er av dårlig kvalitet.
Bruk trådelektrode av god kvalitet uten forurensning.
Gjelder for gasskjølte sveisepistoler: Gasslekkasje på ikke-isolerte trådmaterkjerner.
Bruk bare isolerte trådmaterkjerner til gasskjølte sveisepistoler.
Det er påført for mye skillemiddel.
Fjern overflødig skillemiddel / påfør mindre skillemiddel.
68

Tekniske data
Ø
Generelt Spenningsmåling (V-Peak):
- for håndførte sveisepistoler: 113 V
- for maskinelt førte sveisepistoler: 141 V
Tekniske data brennertast:
- U
- I
Brennertastdrift er bare tillatt innenfor rammene gitt i de tekniske dataene.
Produktet tilsvarer kravene i standarden IEC 60974-7 / - 10 CI. A.
max
= 10 mA
max
= 50 V
NO
Gasskjølt sveisepistol – MHP 280i
G CMT
I (ampere) 10 min/40 °C
M21+C1 (EN 439)
Standard
I (ampere) 10 min/40° C
M21+C1 (EN 439)
CMT
[mm (in.)] 0,8–1,6 (.031–.063)
[m (ft.)] 3,85 / 5,85 / 7,85 / (12.6 /
[A] 1,45 RMS
[V] AC 38
[m/min
(ipm)]
* ED = innkoblingsvarighet (tysk: "Einschaltdauer")
40 % ED* 280
60 % ED* 220
100 % ED* 170
40 % ED* 180
19 / 26)
1–60 (0.039–0.236)
69

Vannkjølt sveise-
Ø
pistol – MHP 400i
W CMT
I (ampere) 10 min/40 °C
M21+C1 (EN 439)
Standard
100 % ED* 400
I (ampere) 10 min/40° C
100 % ED* 280
M21+C1 (EN 439)
CMT
[mm (in.)] 0,8–1,6 (.031–.063)
[m (ft.)] 3,85 / 5,85 / 7,85 / (12.6 / 19 / 26)
P
min
Q
min
[W]** 600 / 850 / 1050
[l/min (gal./
1 (0.26)
min)]
p
p
min
max
[bar (psi)] 3 bar (43.51 psi.)
[bar (psi)] 5,5 bar (77.77 psi.)
[A] 1,45 RMS
[V] AC 38
[m/min (ipm)] 1–60 (0.039–0.2362)
* ED = innkoblingsvarighet (tysk: "Einschaltdauer")
** Laveste kjøleeffekt iht. standard IEC 60974-2
70

Índice
Informações gerais 72
Informações gerais 72
Utilização prevista 72
Kit de equipamento original e ferramenta 72
Funções da tecla de queima – padrão 73
Função Up/Down (para cima/para baixo) 73
Função JobMaster 74
Desativar a tecla de queima esquerda ou direita 74
Segurança 75
Avisos de alerta no equipamento 75
Segurança 76
Comissionamento 78
MTG d, MTW d - Montar as peças de desgaste no corpo da tocha de solda 78
Nota sobre o fio de revestimento interior em tochas com refrigerador a gás 78
Montar o fio de revestimento interior de aço e CrNi no corpo da tocha de solda 79
Montar o fio de revestimento interior de plástico no corpo da tocha de solda 79
Montar a peça de desgaste no acionamento 80
Trocar o bocal de saída 82
Montar o fio de revestimento interior do compensador de arame na direção do sistema de
conexão Fronius
Montar o corpo da tocha de solda 85
Montar o fio de revestimento interior no compensador de arame 86
Conectar a tocha de solda no avanço de arame 87
Conectar a tocha de solda na fonte de solda e no dispositivo de refrigeração 87
Inserir o eletrodo de arame 88
Ajustar a pressão de contato 89
Substituir o corpo da tocha de solda, torcer o corpo da tocha de solda 90
Desmontar o corpo da tocha de solda 90
Montar o corpo da tocha de solda 91
Girar o corpo da tocha de solda 92
Conservação, Manutenção e Descarte 93
Informações gerais 93
Manutenção em todo comissionamento 93
Em cada troca da bobina de arame/cesta-tipo carretel 94
Reconhecimento de peças de desgaste defeituosas 94
Trocar ou limpar a guia do arame e a peça de deslize do compensador de arame 95
Montar o fio de revestimento interior do compensador de arame na direção da unidade de acionamento
Diagnóstico de erro, eliminação de erro 98
Diagnóstico de erro, eliminação de erro 98
Dados técnicos 103
Geral 103
Tocha de solda resfriada a gás - MHP 280i G CMT 103
Tocha de solda resfriada a água - MHP 400i W CMT 104
PT-BR
83
96
71

Informações gerais
Informações gerais
Utilização prevista
Em combinação com o compensador de arame no jogo de mangueira, o motor integrado
de acionamento do arame garante um movimento rápido e reversível do eletrodo de
arame. Versões variadas do tubo curvado possibilitam uma boa acessibilidade ao local
de solda.
As tochas de solda são particularmente robustas e confiáveis. O cabo de formato
ergonômico, a junta esférica e a distribuição ideal do peso possibilitam uma operação
livre de fadiga.
As tochas de solda estão disponíveis na versão refrigerada a gás e a água. Em combinação com os corpos da tocha de solda Multilock disponíveis é possível adaptar as
tochas de soda às mais diferentes tarefas e obter bons resultados na produção manual
em série e individual, assim como na área de oficinas.
O jogo de mangueira é adequado principalmente para:
- Aplicações gerais de chapa fina
- Soldagem de vara MIG livre de respingos de chapas galvanizadas finas
- Junção de aço com alumínio
A tocha manual MIG/MAG é destinada exclusivamente para soldagem MIG/MAG em
aplicações manuais.
Qualquer outra utilização será considerada indevida. O fabricante não assume a responsabilidade por quaisquer danos decorrentes.
Kit de equipamento original e
ferramenta
Também fazem parte da utilização prevista
- a consideração de todos os avisos do manual de instruções
- o cumprimento dos trabalhos de inspeção e manutenção
Para a operação do jogo de mangueira é necessário um kit de equipamento original
(BasicKit) adequado para o material adicional e o diâmetro do arame (consulte a Lista
de peças de reposição):
- Kit de equipamento original de Alu W
- Kit de equipamento original de aço
- Kit de equipamento original de CrNi
- Kit de equipamento original de Alu G/CuSi G/W
72

Funções da tecla
de queima –
padrão
A tecla de queima da tocha de solda padrão possui duas posições de comutação.
Função da tecla de queima na posição de
comutação 1 (tecla de queima semipressionada):
- O LED acende.
PT-BR
Função da tecla de queima na posição de
comutação 2 (tecla de queima totalmente
pressionada):
- O LED apaga
- Início da soldagem.
Função Up/Down
(para cima/para
baixo)
A tocha de solda cima/baixo possui as
seguintes funções:
- Alteração da energia de soldagem na
operação Synergic com as teclas Up/
Down (para cima/para baixo)
- Indicação de erro:
• em caso de erro do sistema,
todos os LEDs acendem em vermelho,
• em caso de erro de comunicação
de dados, todos os LEDs piscam
em vermelho
- Autoteste na frequência de arranque:
• todos os LEDs se acendem bre-
vemente de forma sucessiva
73

Função JobMaster
A tocha de solda JobMaster possui as
seguintes funções:
- com as teclas de seta, é selecionado
o parâmetro desejado na fonte de
solda
- com as teclas +/- é alterado o
parâmetro selecionado
- o display exibe o parâmetro atual e o
valor
Desativar a tecla
de queima
esquerda ou direita
Por padrão, as teclas de queima estão ativas em ambos os lados. Se um lado precisar
ser desativado, proceder do seguinte modo:
Desativar a tecla de queima esquerda
Pressionar ao mesmo tempo a tecla „-“ do lado esquerdo e a tecla „+“ do lado direito
1
por cinco segundos
Desativar a tecla de queima direita
Pressionar ao mesmo tempo a tecla „-“ do lado direito e a tecla „+“ do lado esquerdo
1
por cinco segundos
Desativar a tecla de queima esquerda e direita
Pressionar ao mesmo tempo a tecla „-“ do lado direito e a tecla „-“ do lado esquerdo
1
por cinco segundos
Ativar a tecla de queima esquerda e direita
Pressionar ao mesmo tempo a tecla „+“ do lado direito e a tecla „+“ do lado
1
esquerdo por cinco segundos
74

Segurança
Avisos de alerta
no equipamento
A tocha de solda está equipada com símbolos de segurança e uma placa de identificação. Esta placa de identificação e os símbolos de segurança não podem ser retirados nem pintados. Os símbolos alertam contra o manuseio incorreto, que pode causar
lesões corporais e danos materiais graves.
PT-BR
Placa de identificação com símbolos de segurança Alerta de peças móveis
As funções descritas só devem ser utilizadas depois que os seguintes documentos
tiverem sido completamente lidos e compreendidos:
- este manual de instruções
- o documento anexado „Diretrizes de segurança“
- todos os manuais de instruções dos componentes do sistema, principalmente diretrizes de segurança
Soldagem é uma atividade perigosa. Para que se trabalhe corretamente com o equipamento, os seguintes pré-requisitos básicos precisam ser cumpridos:
- Qualificação suficiente para a soldagem
- Equipamentos de proteção apropriados
- Manter pessoas não autorizadas longe da tocha de solda e do processo de soldagem
75

Não descartar equipamentos fora de serviço no lixo doméstico e sim conforme as diretrizes de segurança.
Manter mãos, cabelos, peças de roupa e ferramentas afastados das peças móveis, por
exemplo:
- Engrenagens
- Rolos de alimentação
- Bobinas de arame e eletrodos de arame
Não tocar nos rolos de alimentação em rotação do acionamento do arame ou em peças
do acionamento em rotação.
A cobertura da tocha de solda somente pode ser aberta durante a execução de trabalhos de manutenção e reparo.
Durante a operação
- Garantir que a cobertura esteja fechada.
- Manter a cobertura fechada.
Segurança
PERIGO!
Perigo devido a manuseio e trabalhos realizados incorretamente.
Podem ocorrer danos pessoais e materiais graves.
Todos os trabalhos e funções descritos neste documento só podem ser realizados
▶
por pessoal especializado e treinado.
Este documento deve ser lido e entendido.
▶
Todos os manuais de instruções dos componentes do sistema, especialmente as
▶
diretrizes de segurança, devem ser lidos e compreendidos.
PERIGO!
Perigo devido à corrente elétrica e perigo de lesão devido à saída do eletrodo de
arame.
Podem ocorrer danos pessoais e materiais graves.
Comutar o interruptor da rede elétrica da fonte de solda para a posição - O -.
▶
Desconectar a fonte de solda da rede elétrica.
▶
Atentar para que a fonte de solda permaneça desconectada da rede elétrica até o
▶
final de todos os trabalhos.
76

PERIGO!
Perigo devido à corrente elétrica.
Podem ocorrer danos pessoais e materiais graves.
Todos os cabos, tubagens e jogos de mangueira precisam estar sempre bem
▶
conectados, intatos, corretamente isolados e com as dimensões adequadas.
CUIDADO!
Perigo de queimaduras devido aos componentes quentes da tocha de solda e ao
agente refrigerador quente.
Escaldaduras graves podem ser provocadas.
Antes de iniciar todos os trabalhos descritos neste manual de instruções, deixar
▶
todos os componentes da tocha de solda e o agente refrigerador resfriarem até a
temperatura ambiente (+25 °C, +77 °F).
CUIDADO!
Perigo de danificação devido à operação sem agente refrigerador.
Danos materiais graves podem ser provocados.
Nunca operar tochas de solda refrigeradas à água sem agente refrigerador.
▶
O fabricante não se responsabiliza por danos resultantes disso; ficam anuladas
▶
quaisquer reivindicações de garantia.
PT-BR
CUIDADO!
Perigo devido ao vazamento de agente refrigerador.
Podem ocorrer danos pessoais e materiais graves.
Sempre fechar as mangueiras de agente refrigerador das tochas de solda refrigera-
▶
das à água com o fecho de plástico ali montado, quando elas forem desconectadas
do dispositivo de refrigeração ou do avanço de arame.
CUIDADO!
Perigo de ferimentos devido às peças móveis.
Podem ocorrer danos pessoais e materiais graves.
Somente operar a tocha de solda se a cobertura dos rolos de alimentação estiver
▶
fechada.
77

Comissionamento
MTG d, MTW d Montar as peças
de desgaste no
corpo da tocha
de solda
1 2
3
** Apertar o bico de gás até o
encosto
Nota sobre o fio
de revestimento
interior em
tochas com refrigerador a gás
78
AVISO!
Quando se usa um fio de revestimento interior de plástico no corpo da tocha de
solda no caso de tochas com refrigerador a gás, os dados de potência fornecidos
na ficha técnica devem ser reduzidos em 30%.
Para poder operar tochas com refrigerador a gás com a potência máxima, deve-se
▶
usar um fio de revestimento interior de aço no corpo da tocha de solda.

Montar o fio de
revestimento
interior de aço e
CrNi no corpo da
tocha de solda
1 2
PT-BR
* Utilizar o tubo de corte da tocha de solda (gás = 40 mm, água = 50 mm)
Montar o fio de
revestimento
interior de
plástico no corpo
da tocha de solda
1 2
* Utilizar o tubo de corte da tocha de solda (gás = 40 mm, água = 50 mm)
79

Montar a peça de
desgaste no acionamento
Por padrão, está pré-montado um bocal de saída vermelho (1) para arames com 0,8 a
1,2 mm. Se for necessário outro bocal de saída, consulte o capítulo „Trocar o bocal de
saída“.
1 2
3 4
5 6
80

7 8
9 10
PT-BR
11 12
81

13 14
15
Trocar o bocal de
saída
Via de regra, está pré-montado um bocal de saída para arames de 0,8 a 1,2 mm de
diâmetro (vermelho), se for necessário um diâmetro do arame de 1,4 ou 1,6 mm para a
aplicação, deve ser instalado um bocal de saída com 1,6 mm (preto).
1 2
82

3 4
PT-BR
Montar o fio de
revestimento
interior do compensador de
arame na direção
do sistema de
conexão Fronius
AVISO!
Para que o fio de revestimento interior possa ser montado corretamente, manter o
jogo de mangueira reto durante a montagem do fio de revestimento interior.
1 2
3
4
** Fio de revestimento interior de aço
*** Fio de revestimento interior de plástico
**** Rosquear o fecho no fio de revestimento interior
até o final. Deve ser possível ver o fio de revestimento interior através do furo no fecho.
83

5 6
7 8
84

Montar o corpo
da tocha de solda
CUIDADO!
Risco de danificar a tocha de solda.
Sempre rosquear a porca cega do corpo da tocha de solda até o fim.
▶
AVISO!
Antes de montar o corpo da tocha de solda, garantir que a posição de acoplamento do corpo da tocha de solda e do jogo de mangueira esteja limpa e intata.
AVISO!
Nas tochas de solda refrigeradas à água, pode ocorrer uma resistência maior ao
se rosquear a porca cega por causa da estrutura da tocha de solda.
Isso é normal. Sempre rosquear a porca cega do corpo da tocha de solda até o fim.
1 2
PT-BR
AVISO!
Quando o pino de passagem (1) do jogo de mangueira chega ao furo de passagem
(2) do corpo da tocha de solda, o corpo da tocha de solda encontra-se na posição
0°.
3
* Garantir que a porca cega seja
rosqueada até o fim.
85

Montar o fio de
1
1
"click"
1
1
1
1
"click"
1
1
1
1
revestimento
interior no compensador de
arame
IMPORTANTE!
- Não expor a mangueira de alimentação de arame à tensão de tração!
- Montar a peça de deslize pelo lado da tocha de solda!
1
2
3
5 6
4
86

Conectar a tocha
3
4
8
5
7
6
9
10
3
3
de solda no
avanço de arame
1
* Apenas quando as conexões do
agente refrigerador opcionais estiverem montadas no avanço de
arame e com tocha de solda refrigerada à água.
Sempre conectar as mangueiras
do refrigerador de acordo com as
marcações de cores.
PT-BR
Conectar a tocha
de solda na fonte
de solda e no dispositivo de refrigeração
1 2
* Apenas quando as conexões do agente refrigerador opcionais estiverem monta-
das no dispositivo de refrigeração e com tocha de solda refrigerada à água.
Sempre conectar as mangueiras do refrigerador de acordo com as marcações
de cores.
3
87

Inserir o eletrodo
de arame
CUIDADO!
Perigo de danos pessoais e materiais devido à corrente de soldagem e ao acendimento não intencional de um arco voltaico.
Antes de iniciar os trabalhos, desconectar a conexão à terra entre o sistema de sol-
▶
dagem e a peça de trabalho.
CUIDADO!
Perigo de dano na tocha de solda devido à ponta afiada do eletrodo de arame.
Retirar completamente a rebarba na extremidade do eletrodo de arame antes da
▶
inserção.
CUIDADO!
Perigo de lesão devido ao efeito de mola do eletrodo de arame enrolado.
Segurar firmemente o final do eletrodo de arame ao inserir o eletrodo de arame no
▶
acionamento de 4 rolos da velocidade de arame para evitar lesões pelo eletrodo de
arame ressaltado.
1 2
88
CUIDADO!
Perigo de danos pessoais e materiais devido à saída do eletrodo de arame.
Durante os trabalhos:
Manter a tocha de solda de modo que a ponta da tocha de solda fique longe do
▶
rosto e do corpo;
Utilizar óculos de proteção adequados;
▶
Não direcionar a tocha de solda para pessoas;
▶
Certificar-se de que o eletrodo de arame não entre em contato com peças eletrica-
▶
mente condutoras ou aterradas (por exemplo, carcaças etc.);
As coberturas do compensador de arame e da pega devem estar fechadas.
▶
AVISO!
Para inserir o eletrodo de arame, colocar o jogo de mangueira em uma linha reta,
conforme ilustrado a seguir.
Velocidade da introdução do arame máxima permitida = 10 m/s.

3 4
5
PT-BR
Ajustar a pressão
de contato
Somente ajustar a pressão de contato com o eletrodo de arame inserido.
* Utilizar os valores indicados no
lado interior da tampa como valor
de referência para o ajuste da
pressão de contato.
AVISO!
O ajuste da pressão de contato funciona da seguinte forma:
Girar o parafuso no sentido anti-horário = reduzir a pressão de contato
▶
Girar o parafuso no sentido horário = aumentar a pressão de contato
▶
89

Substituir o corpo da tocha de solda, torcer o
corpo da tocha de solda
Desmontar o
corpo da tocha
de solda
CUIDADO!
Perigo de queimadura pelo agente refrigerador quente e pelo corpo da tocha de
solda quente.
Antes do início dos trabalhos, deixar o agente refrigerador e o corpo da tocha de
▶
solda esfriarem até a temperatura ambiente (+25 °C, +77 °F).
AVISO!
No corpo da tocha de solda, existe sempre um resto de agente refrigerador.
Somente desmontar o corpo da tocha de solda quando o bico de gás estiver apon-
▶
tado para baixo.
1
90

Montar o corpo
da tocha de solda
CUIDADO!
Risco de danificar a tocha de solda.
Sempre rosquear a porca cega do corpo da tocha de solda até o fim.
▶
AVISO!
Antes de montar o corpo da tocha de solda, garantir que a posição de acoplamento do corpo da tocha de solda e do jogo de mangueira esteja limpa e intata.
AVISO!
Nas tochas de solda refrigeradas à água, pode ocorrer uma resistência maior ao
se rosquear a porca cega por causa da estrutura da tocha de solda.
Isso é normal. Sempre rosquear a porca cega do corpo da tocha de solda até o fim.
1 2
PT-BR
AVISO!
Quando o pino de passagem (1) do jogo de mangueira chega ao furo de passagem
(2) do corpo da tocha de solda, o corpo da tocha de solda encontra-se na posição
0°.
3
* Garantir que a porca cega seja
rosqueada até o fim.
91

Girar o corpo da
tocha de solda
CUIDADO!
Perigo de queimadura pelo agente refrigerador quente e pelo corpo da tocha de
solda quente.
Antes do início dos trabalhos, deixar o agente refrigerador e o corpo da tocha de
▶
solda esfriarem até a temperatura ambiente (+25 °C, +77 °F).
1 2
3 4
* Garantir que a porca cega seja rosqueada até o fim.
92

Conservação, Manutenção e Descarte
Informações gerais
A manutenção regular e preventiva da tocha de solda é um fator importante para uma
operação sem falhas. A tocha de solda é submetida a altas temperaturas e muita
sujeira. Por isso, a tocha de solda precisa de uma manutenção mais frequente do que
outros componentes do sistema de soldagem.
CUIDADO!
Risco de danos devido ao manuseio
inadequado da tocha de solda.
Danos graves podem ser provocados.
Não bater com a tocha de solda em
▶
objetos duros.
Evitar ranhuras e riscos no tubo de
▶
contato, onde respingos de solda
podem ficar permanentemente depositados.
Não dobrar o corpo da tocha de solda
▶
de forma alguma!
PT-BR
Manutenção em
todo comissionamento
- Controlar peças de desgaste
• substituir peças de desgaste defeituosas
- Deixar o bico de gás livre de respingos de solda
1 2
* Verificar bico de gás, proteção contra respingos e isolamentos quanto a danos, e
substituir componentes danificados.
- Além disso, em cada comissionamento, nas tochas de solda resfriadas a água:
• garantir que todas as conexões do refrigerador estejam vedadas
• garantir que haja um fluxo de retorno adequado do refrigerador
93

Em cada troca da
1
3
2
1.
2.
3.
4.
5.
bobina de arame/
cesta-tipo carretel
Em cada troca da bobina de arame/cesta-tipo carretel:
- Limpar a mangueira de alimentação de arame com ar comprimido reduzido
- Recomendável: substituir o fio de revestimento interior, limpar as peças de desgaste
antes da reinstalação do fio de revestimento interior
1 2
3
Reconhecimento
de peças de desgaste defeituosas
94

1. Peças de isolamento
2
3
1
1
2
4
5
3
1
(0 in.)
0 mm
2
3
4
5
4
2
3
1
- Bordas externas queimadas, entalhes
2. Bocais
- Bordas externas queimadas, entalhes
- Com muitos respingos de solda
3. Proteção contra respingos
- Bordas externas queimadas, entalhes
4. Tubos de contato
- Furos de entrada e saída de arame desgastados (ovais)
- Com muitos respingos de solda
- Penetração de solda na ponta do tubo de contato
5. Bicos de gás
- Com muitos respingos de solda
- Bordas externas queimadas
- Entalhes
PT-BR
Trocar ou limpar
a guia do arame e
a peça de deslize
do compensador
de arame
IMPORTANTE! Retirar o eletrodo de arame antes da troca da guia do arame e da peça
de deslize.
1
3
2
4
95

1
2
5
1
4
2
3
"click"
5
6
Montar o fio de
revestimento
interior do compensador de
arame na direção
da unidade de
acionamento
AVISO!
Para que o fio de revestimento interior possa ser montado corretamente, manter o
jogo de mangueira reto durante a montagem do fio de revestimento interior.
1 2
3 4
96

5 6
7
PT-BR
97

Diagnóstico de erro, eliminação de erro
Diagnóstico de
erro, eliminação
de erro
Sem corrente de soldagem
Interruptor da rede da fonte de solda ligado, indicações acesas na fonte de solda, gás
de proteção disponível
Causa:
Solução:
Causa:
Solução:
Sem função após apertar a tecla de queima
Interruptor da rede da fonte de solda ligado, indicações acesas na fonte de solda
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Conexão de massa incorreta
Estabelecer a conexão de massa adequadamente
Cabo de corrente na tocha de solda interrompido
Substituir a tocha de solda
FSC (‘Sistema de conexão Fronius’ - Conexão central) não inserida até o
encosto
Inserir o sistema de conexão Fronius até encosto
Tocha de solda ou linha de controle da tocha de solda defeituoso
Substituir a tocha de solda
Jogo de mangueira de conexão não conectado adequadamente ou defeituoso
Conectar o jogo de mangueira de conexão adequadamente
Substituir jogo de mangueira de conexão defeituoso
Causa:
Solução:
Sem gás de proteção
todas as outras funções estão disponíveis
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Fonte de solda com defeito
Entrar em contato com a assistência técnica
Cilindro de gás vazio
Substituir o cilindro de gás
Válvula redutora de pressão com defeito
Substituir válvula redutora de pressão/gás
Mangueira de gás não montada, dobrada ou danificada
Montar a mangueira de gás, colocar de forma reta. Substituir mangueira de
gás defeituosa
Tocha de solda com defeito
Substituir a tocha de solda
Válvula solenoide de gás com defeito
Entrar em contato com a assistência técnica (trocar válvula solenoide de
gás)
98

Características de soldagem ruins
Causa:
Solução:
Parâmetros de soldagem incorretos
Corrigir configurações
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Conexão à terra ruim
Estabelecer um bom contato para a peça de trabalho
Nenhum ou pouco gás de proteção
Verificar válvula redutora de pressão, mangueira de gás, válvula solenoide
de gás e conexão da tocha de solda e do gás. Em tochas com refrigeração
a gás, verificar a vedação de gás, utilizar o fio de revestimento interior apropriado
Tocha de solda com vazamento
Substituir a tocha de solda
Tubo de contato muito grande ou desgastado
Substituir o tubo de contato
Liga de arame ou diâmetro de arame incorreto
Verificar as bobinas de arame/de cesta colocadas
Liga de arame ou diâmetro de arame incorreto
Verificar a capacidade de soldagem da matéria prima básica
Gás de proteção inadequado para a liga de arame
Utilizar o gás de proteção correto
PT-BR
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Condições de soldagem desfavoráveis: Gás de proteção com impurezas
(umidade, ar), proteção de gás com defeito (o banho de solda "ferve", ar circulante), impurezas na peça de trabalho (ferrugem, tinta, graxa)
Otimizar as condições de soldagem
Respingos de solda no bico de gás
Remover os respingos de solda
Turbulências por causa de quantidade alta demais de gás de proteção
Reduzir a quantidade de gás de proteção, recomendável:
quantidade de gás de proteção (l/min) = diâmetro do arame (mm) x 10
(por exemplo, 16 l/min para 1,6 mm de eletrodo de arame)
Distância grande demais entre a tocha de solda e a peça de trabalho
Reduzir distância entre a tocha de solda e a peça de trabalho (aprox. 10 -
15 mm / 0.39 - 0.59 in.)
Ângulo de encosto do maçarico de soldar grande demais
Reduzir o ângulo de encosto da tocha de solda
Componentes de transporte de arame não são adequados para o diâmetro
do eletrodo de arame / material do eletrodo de arame
Utilizar os componentes de transporte de arame corretos
99

Transporte de arame ruim
Causa:
Solução:
Dependendo do sistema, freios na velocidade do arame ou na fonte de
solda ajustados muito firmemente
Ajustar o freio mais solto
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
Orifício do tubo de contato entupido
Substituir o tubo de contato
Fio de revestimento interior ou inserção do fio de revestimento defeituoso
Verificar fio de revestimento interior ou inserção do fio de revestimento
quanto a dobras, sujeiras, etc.
Trocar fio de revestimento interior ou inserção do fio de revestimento defeituosos
Rolos de alimentação inadequadas para o eletrodo de arame utilizado
Utilizar rolos de alimentação adequados
Pressão de contato incorreta dos rolos de alimentação
Otimizar a pressão de contato
Bobinas de alimentação sujas ou danificadas
Limpar ou substituir as bobinas de alimentação
Fio de revestimento interior entupido ou dobrado
Substituir o fio de revestimento interior
Fio de revestimento interior curto demais após o corte
Substituir o fio de revestimento interior e cortar no comprimento correto
Causa:
Solução:
Causa:
Solução:
Causa:
Solução:
O bico de gás esquenta muito
Causa:
Solução:
Fricção no eletrodo de arame por causa da pressão de contato forte demais
nos rolos de alimentação
Reduzir a pressão de contato nos rolos de alimentação
Eletrodo de arame sujo ou com ferrugem
Utilizar eletrodo de arame de alta qualidade sem impurezas
Em núcleos de condução de arame feitos de aço: núcleo de condução de
arame não revestido em uso
Usar núcleo de condução de arame revestido
Nenhum desvio de calor por causa do assento solto do bico de gás
Parafusar firmemente o bico de gás até o encosto
100
 Loading...
Loading...