

Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
MHP 280i G CMT
MHP 400i W CMT
Руководство по эксплуатации
RU
Ручная горелка для сварки
MIG/MAG
Návod na obsluhu
SK
Ručný zvárací horák MIG/MAG
Kullanım kılavuzu
TR
MIG/MAG el torcu
操作说明书
ZH
MIG/MAG 手工焊炬
Bruksanvisning
SV
MIG/MAG Manuell brännare
42,0410,2290 011-02092021

Оглавление
Общие сведения 4
Общие сведения 4
Надлежащее использование 4
Оригинальное оборудование и инструменты. 4
Функции кнопки горелки — вариант Standard 5
Функция Up/Down 5
Функция JobMaster 6
Отключение правой и левой кнопок горелки 6
Техника безопасности 7
Предупреждающие надписи на устройстве 7
Безопасность 8
Ввод в эксплуатацию 10
MTG d и MTW d: установка изнашивающихся деталей на корпус сварочной горелки 10
Примечание относительно канала подачи проволоки сварочных горелок с газовым
охлаждением
Установка стального или нихромового канала подачи проволоки в корпус сварочной горелки 11
Установка пластикового канала подачи проволоки в корпус сварочной горелки 11
Установка изнашивающихся деталей в привод 12
Замена выходного сопла 14
Крепление канала подачи проволоки от проволочного буфера к системному разъему Fronius 15
Присоединение корпуса сварочной горелки 17
Крепление канала подачи проволоки к проволочному буферу 18
Подключение сварочной горелки к механизму подачи проволоки 19
Подключение сварочной горелки к источнику тока и охлаждающему модулю. 19
Заправка проволочного электрода 20
Регулировка прижимного усилия 21
Замена гусака горелки, поворот гусака горелки 23
Снятие корпуса сварочной горелки 23
Присоединение корпуса сварочной горелки 24
Поворот корпуса горелки 25
Уход, техническое обслуживание и утилизация 26
Общие сведения 26
Техническое обслуживание при запуске 26
Техническое обслуживания при замене обычной или корзиночной катушки с проволокой 27
Выявление непригодных изнашивающихся деталей 27
Замена или очистка направляющей проволочного буфера и скользящего контакта 28
Крепление канала подачи проволоки от проволочного буфера к приводу 29
Диагностика и устранение ошибок 31
Диагностика и устранение ошибок 31
Технические характеристики 36
Общие сведения 36
Сварочная горелка с газовым охлаждением — MHP 280i G CMT 36
Сварочная горелка с жидкостным охлаждением — MHP 400i W CMT 37
RU
10
3
Общие сведения
Общие сведения Встроенный приводной мотор в сочетании с проволочным буфером в шланговом
пакете может быстро менять направление движения проволочного электрода.
Различные конструкции корпусов горелки упрощают доступ к сварному шву.
Эти сварочные горелки отличаются высокой надежностью. Эргономичная ручка,
шарнир и идеальная балансировка обеспечивают комфортную работу оператора.
Сварочные горелки доступны в вариантах с газовым и жидкостным охлаждением.
Данные сварочные горелки совместимы с корпусами, оснащенными разъемом
Multilock, благодаря чему диапазон применений горелок чрезвычайно широк. Они
идеален для полуавтоматической сварки при серийном и штучном производстве, а
также для использования в мастерских.
Шланговый пакет хорошо подходит для перечисленных ниже областей применения.
- Типовая сварка тонких стальных листов.
- Пайка MIG тонких оцинкованных стальных листов без образования брызг.
- Сварка стали и алюминия.
Надлежащее
использование
Оригинальное
оборудование и
инструменты.
Ручная горелка для сварки MIG/MAG предназначена исключительно для сварки
MIG/MAG в ручном режиме.
Применение этой горелки для выполнения любых других задач считается
ненадлежащим использованием. Производитель не несет ответственности за
любой ущерб, понесенный вследствие ненадлежащего использования.
Надлежащее использование также подразумевает:
- соблюдение всех указаний, изложенных в руководстве по эксплуатации;
- выполнение всех предписанных проверок и работ по техническому
обслуживанию.
Для использования шлангового пакета требуется заводской комплект (BasicKit),
соответствующий диаметру проволоки и типу присадочного материала (см. список
запасных частей):
- заводской комплект Alu W;
- заводской комплект Steel;
- заводской комплект CrNi;
- заводской комплект Alu G / CuSi G/W.
4
Функции кнопки
горелки —
вариант
Standard
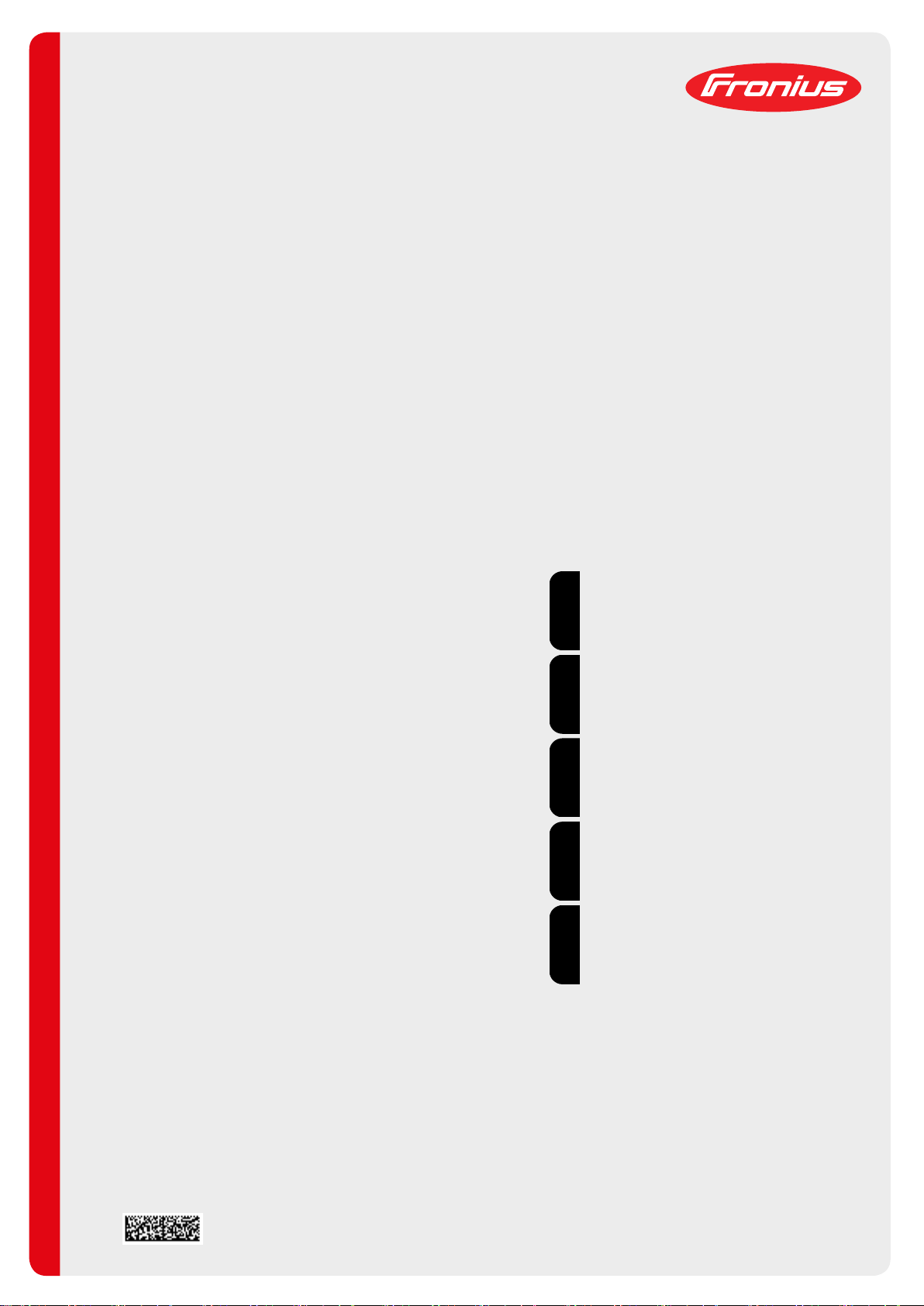
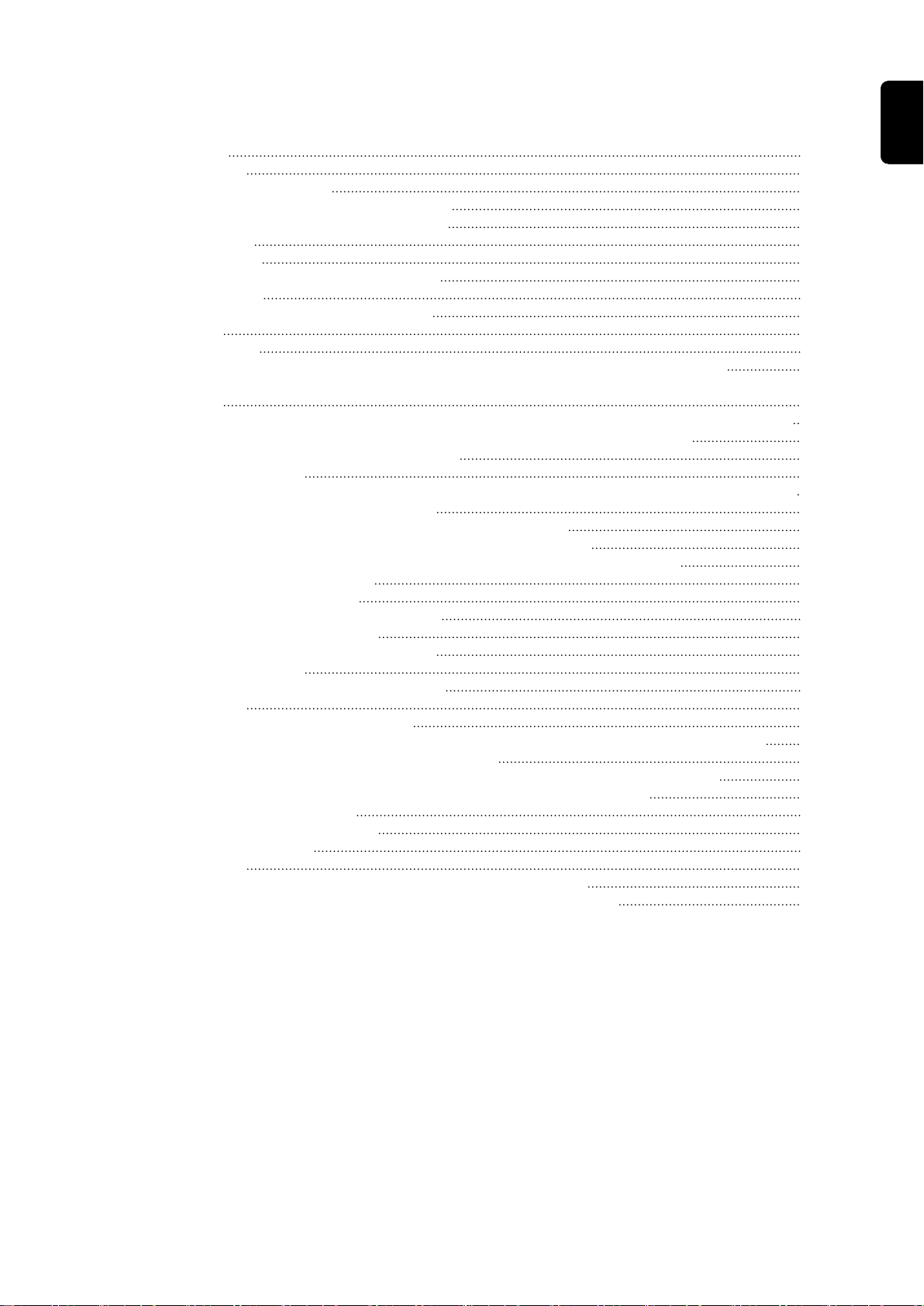
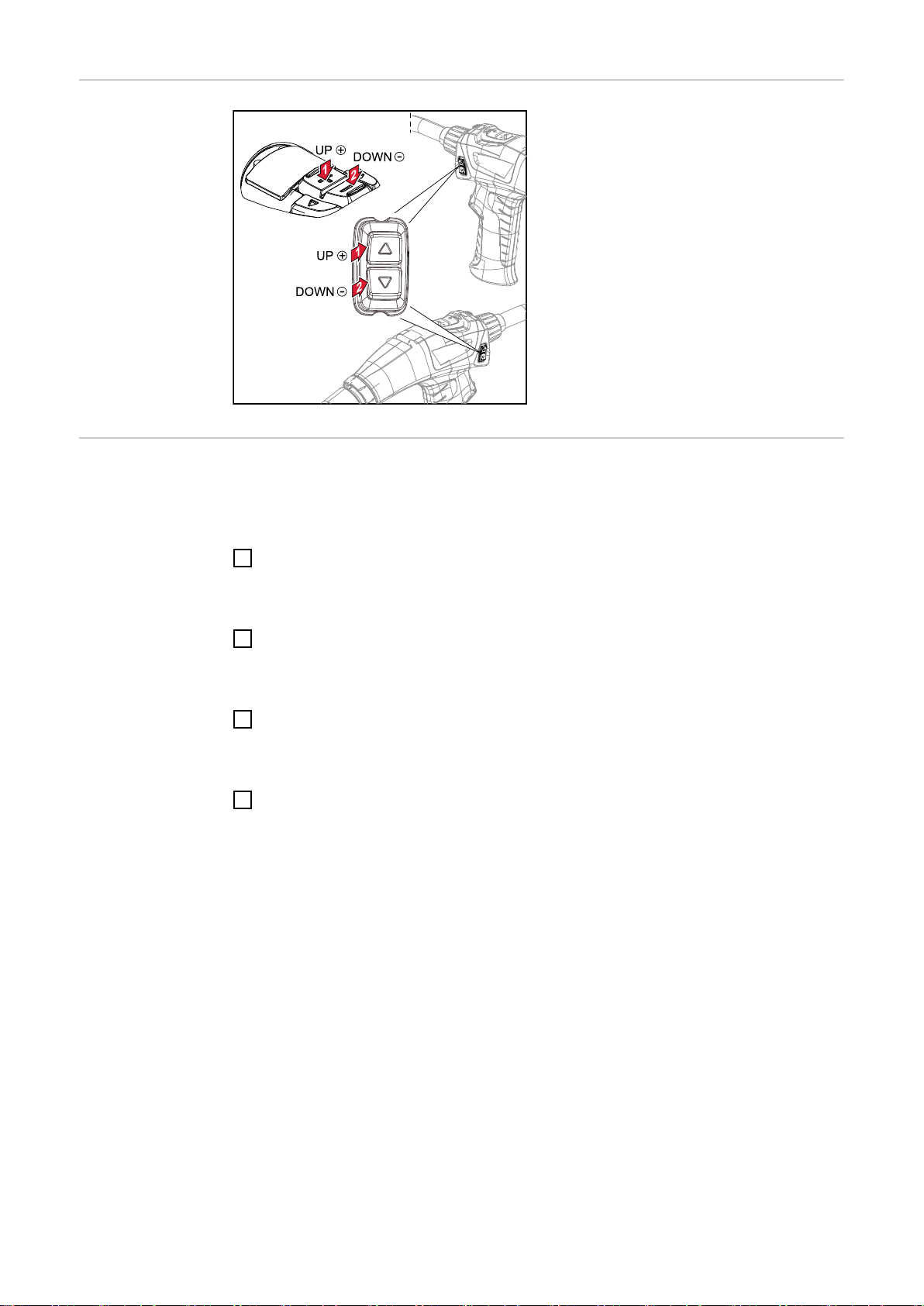
Для кнопки сварочной горелки Standard предусмотрено два положения.
Реакция сварочной горелки на
переключение кнопки в положение 1
(нажата наполовину):
- включение светодиода.
Реакция сварочной горелки на
переключение кнопки в положение 2
(нажата полностью):
- отключение светодиода;
- начало сварки.
RU
Функция Up/
Down
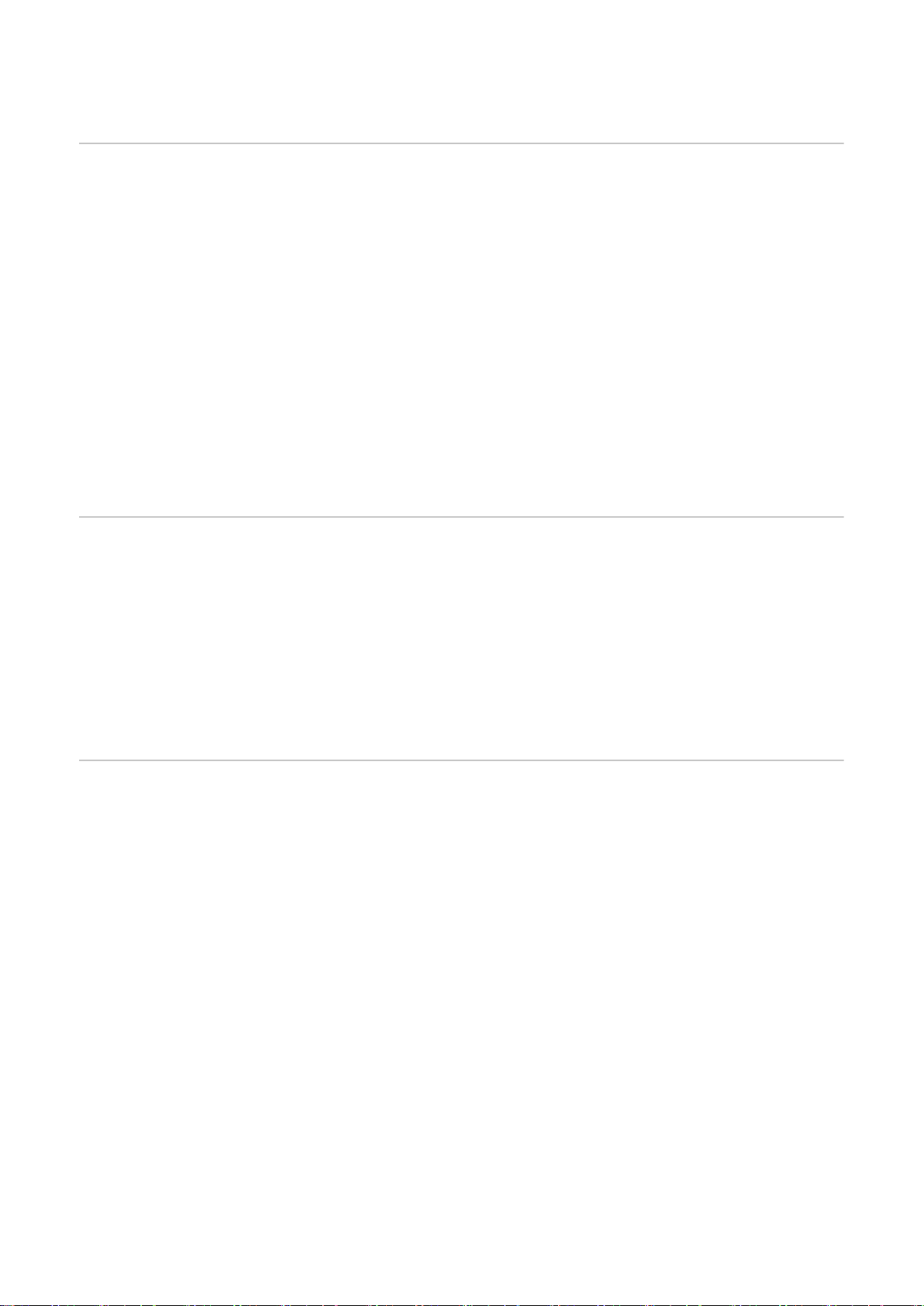
Горелка с функцией Up/Down
обеспечивает перечисленные ниже
возможности.
- Изменение мощности сварки в
режиме Synergic с помощью кнопок
«+» и «-».
- Индикация ошибок:
• при сбое системы все
индикаторы горят красным
цветом;
• при сбое подключения все
индикаторы мигают красным
цветом.
- Самотестирование во время
запуска:
• все индикаторы
последовательно загораются на
короткое время.
5
Функция
JobMaster
Горелка с функцией JobMaster
обеспечивает перечисленные ниже
возможности.
- Кнопки со стрелками позволяют
выбирать нужный параметр сварки
в источнике тока.
- Кнопки +/- позволяют регулировать
параметр.
- На дисплее отображается текущий
параметр и его значение.
Отключение
правой и левой
кнопок горелки
В стандартной конфигурации кнопки на обеих сторонах горелки включены. Если
кнопку на какой-либо стороне нужно отключить, следуйте указаниям ниже.
Отключение левой кнопки горелки
Одновременно нажмите кнопку «-» на левой стороне и кнопку «+» на правой
1
стороне. Удерживайте их нажатыми в течение 5 секунд.
Отключение правой кнопки горелки
Одновременно нажмите кнопку «-» на правой стороне и кнопку «+» на левой
1
стороне. Удерживайте их нажатыми в течение 5 секунд.
Отключение левой и правой кнопок горелки
Одновременно нажмите кнопку «-» на правой стороне и кнопку «-» на левой
1
стороне. Удерживайте их нажатыми в течение 5 секунд.
Включение левой и правой кнопок горелки
Одновременно нажмите кнопку «+» на правой стороне и кнопку «+» на левой
1
стороне. Удерживайте их нажатыми в течение 5 секунд.
6
Техника безопасности
RU
Предупреждающ
ие надписи на
устройстве
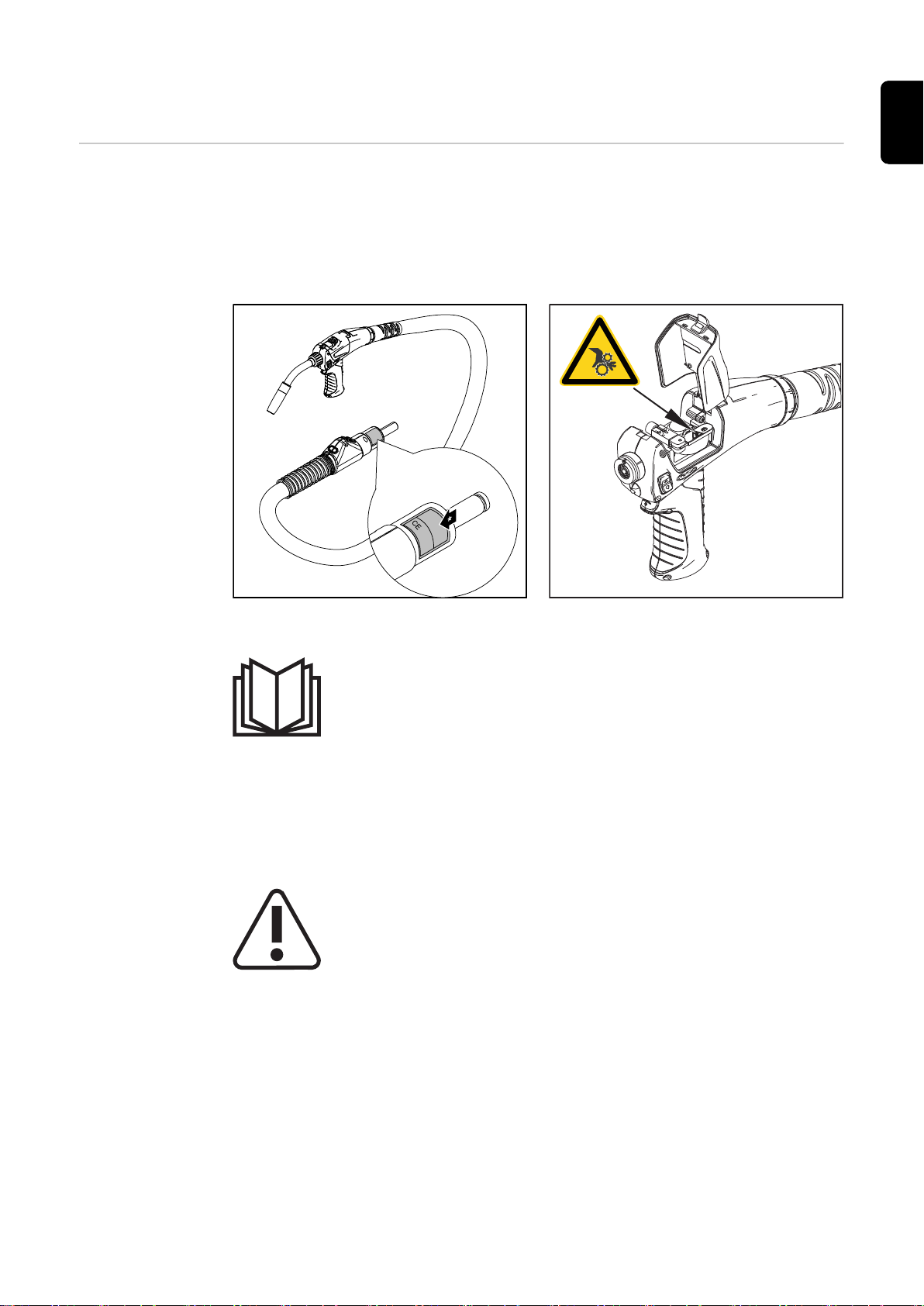
Сварочная горелка оснащена заводской табличкой. Кроме того, на ней имеется
маркировка безопасности. Удалять или закрашивать заводскую табличку и
маркировку безопасности запрещено. Маркировка содержит предупреждения,
позволяющие избежать ошибок в эксплуатации оборудования, которые могут
привести к несчастному случаю с серьезными последствиями и повреждению
имущества.
Заводская табличка с маркировкой
безопасности
Предупреждение о движущихся деталях
Перед использованием описанных в настоящем руководстве функций необходимо
внимательно изучить следующие документы:
- данное руководство по эксплуатации;
- прилагаемый документ «Правила техники безопасности»;
- руководства по эксплуатации всех системных компонентов, особенно в части
правил техники безопасности.
Сварка — опасный процесс. Чтобы обеспечить надлежащее использование
оборудования, следует соблюдать изложенные ниже основные требования:
- сварщики должны иметь соответствующий уровень квалификации;
- при работе следует использовать надлежащие защитные устройства;
- все лица, не участвующие работах, должны находиться на безопасном
расстоянии от сварочной горелки и места, где осуществляется сварка.
7
Не утилизируйте использованные устройства вместе с бытовыми отходами.
Устройства следует утилизировать согласно правилам техники безопасности.
Избегайте контакта рук, волос, одежды и инструментов с движущимися деталями,
такими как:
- шестерни;
- подающие ролики;
- катушки с проволокой и проволочными электродами.
Не прикасайтесь к вращающимся подающим роликам или другим движущимся
деталям механизма подачи проволоки.
Крышку сварочной горелки можно открывать исключительно при проведении
технического обслуживания или ремонта.
При работе следует:
- убедиться в том, что крышка закрыта;
- не открывать крышку.
Безопасность
ОПАСНОСТЬ!
Ошибки в обслуживании и нарушение установленного порядка проведения
работ могут повлечь за собой опасные последствия.
Это может привести к тяжелым травмам и повреждению имущества.
Все работы и функции, описанные в настоящем документе, должны выполнять
▶
и использовать квалифицированные специалисты, прошедшие курс
надлежащего обучения.
Внимательно ознакомьтесь с этим документом.
▶
Внимательно ознакомьтесь с руководствами по эксплуатации всех системных
▶
компонентов, в особенности с правилами техники безопасности.
ОПАСНОСТЬ!
Существует опасность поражения электрическим током и травмирования
выходящим проволочным электродом.
Это может привести к тяжелым травмам и повреждению имущества.
Переведите выключатель на источнике тока в положение «О».
▶
Отключите источник тока от электросети.
▶
Следите за тем, чтобы источник тока был отключен от электросети до
▶
окончания всех работ.
8
ОПАСНОСТЬ!
Существует опасность удара электрическим током.
Это может привести к тяжелым травмам и повреждению имущества.
Все кабели, провода и шланговые пакеты должны быть надлежащим образом
▶
подключены, изолированы и иметь правильный размер. Повреждения
указанных компонентов не допускаются.
ОСТОРОЖНО!
Прикосновение к горячим компонентам сварочной горелки и попадание на
кожу охлаждающей жидкости может вызвать повреждение кожи
и привести к серьезным ожогам.
Прежде чем приступать к любым работам, описанным в настоящем
▶
руководстве по эксплуатации, дождитесь, пока все компоненты сварочной
горелки и охлаждающая жидкость не остынут до комнатной температуры
(+25 °C, +77 °F).
ОСТОРОЖНО!
Существует риск повреждения при эксплуатации без подачи охлаждающей
жидкости.
Это может привести к серьезному повреждению имущества.
Эксплуатация сварочной горелки с жидкостным охлаждением без подачи
▶
охлаждающей жидкости запрещена.
Компания Fronius не несет ответственности за ущерб, последовавший в
▶
результате подобных действий. Кроме того, гарантия на подобные случаи не
распространяется.
RU
ОСТОРОЖНО!
Существует опасность, связанная с утечкой охлаждающей жидкости.
Это может привести к тяжелым травмам и повреждению имущества.
Если шланги для подачи охлаждающей жидкости отсоединены от сварочной
▶
горелки или механизма подачи проволоки, герметично закройте их при помощи
подходящих пластиковых пробок.
ОСТОРОЖНО!
Движущиеся компоненты оборудования могут нанести травмы.
Это может привести к тяжелым травмам и повреждению имущества.
Прежде чем использовать сварочную горелку, закройте крышку над
▶
подающими роликами.
9
Ввод в эксплуатацию
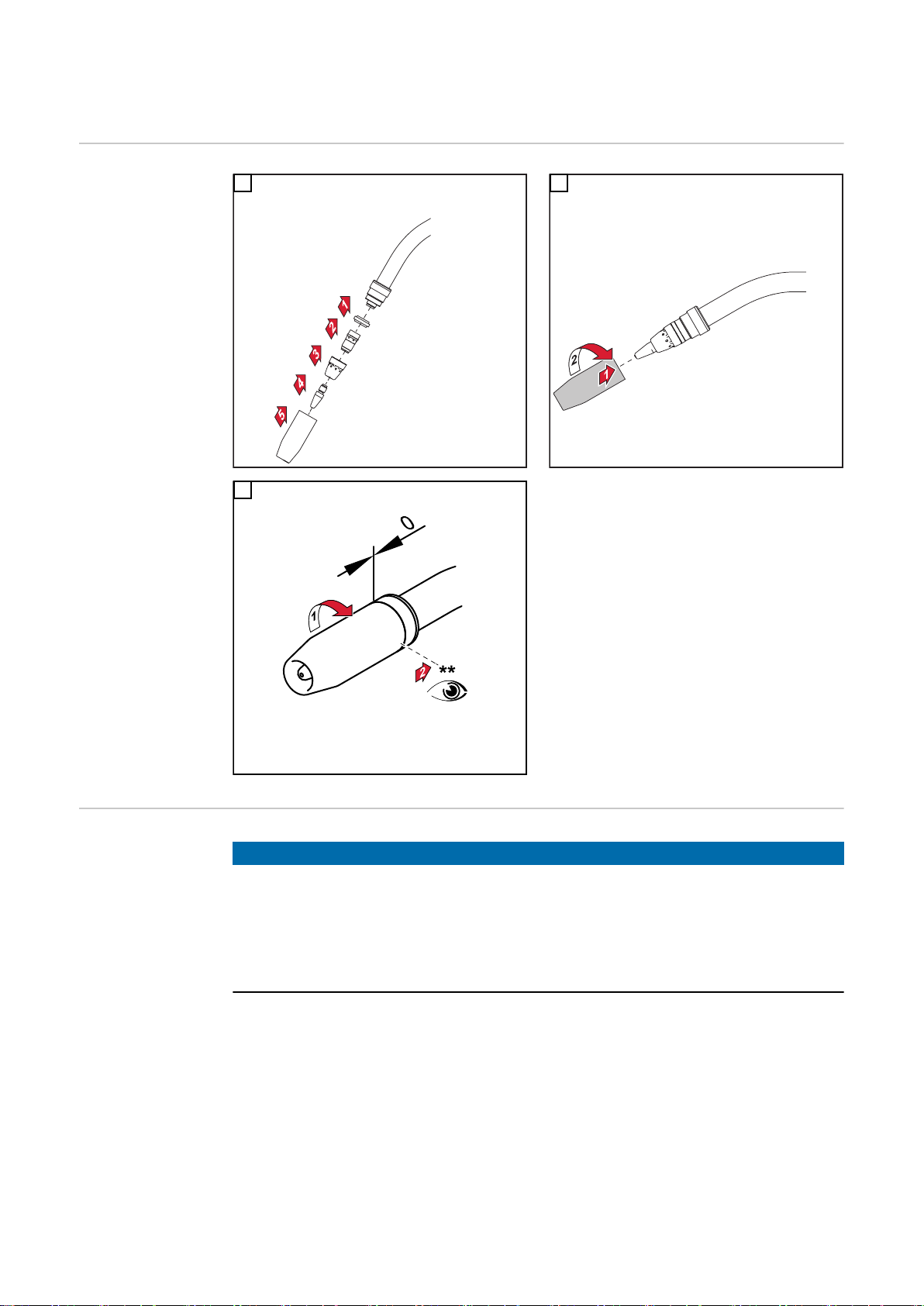
MTG d и MTW d:
установка
изнашивающихс
я деталей на
корпус
сварочной
горелки
1 2
3
** Навинтите и затяните газовое
сопло до максимума.
Примечание
относительно
канала подачи
проволоки
сварочных
горелок с
газовым
охлаждением
10
УКАЗАНИЕ!
Если корпус сварочной горелки с газовым охлаждением оснащен
пластиковым каналом подачи проволоки, значение мощности, указанное в
технических данных, следует уменьшить на 30 %.
Чтобы развить максимальную мощность при использовании сварочных горелок
▶
с газовым охлаждением, корпус нужно оснастить стальным каналом подачи
проволоки.
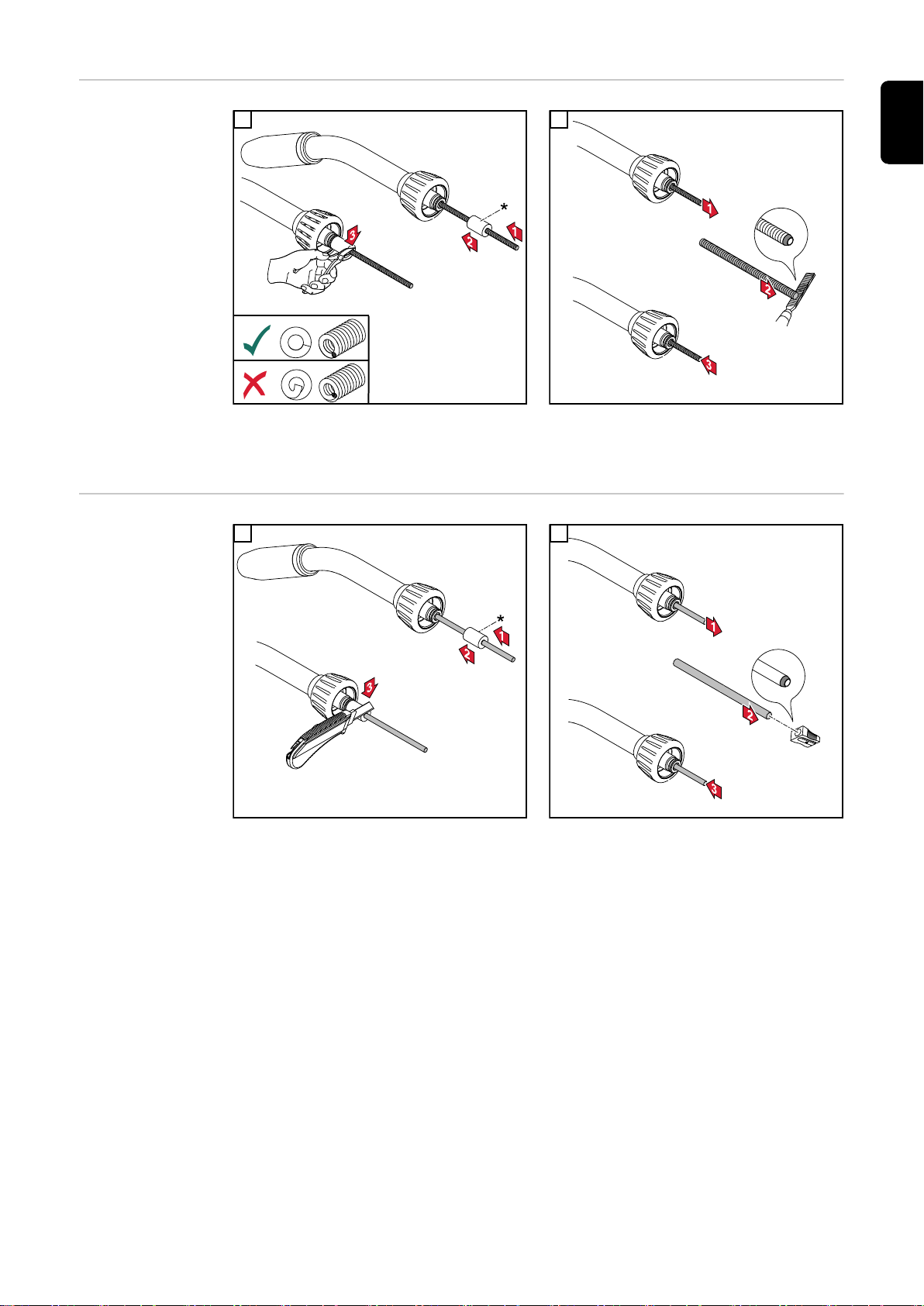
Установка
стального или
нихромового
канала подачи
проволоки в
корпус
сварочной
горелки
1 2
* Используйте отрезную трубку из комплекта сварочной горелки (газ = 40 мм, вода =
50 мм).
RU
Установка
пластикового
канала подачи
проволоки в
корпус
сварочной
горелки
1 2
* Используйте отрезную трубку из комплекта сварочной горелки (газ = 40 мм, вода =
50 мм).
11
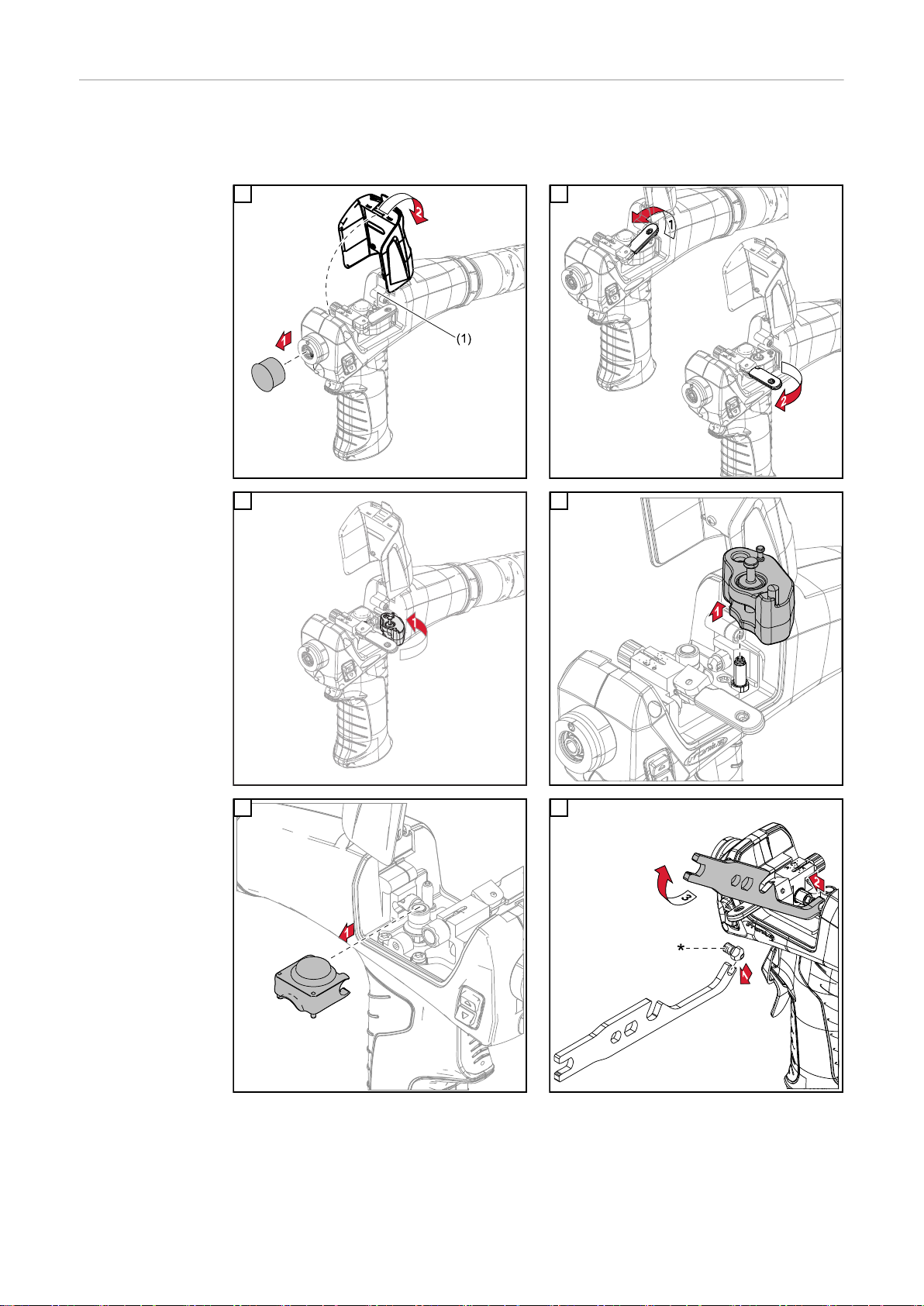
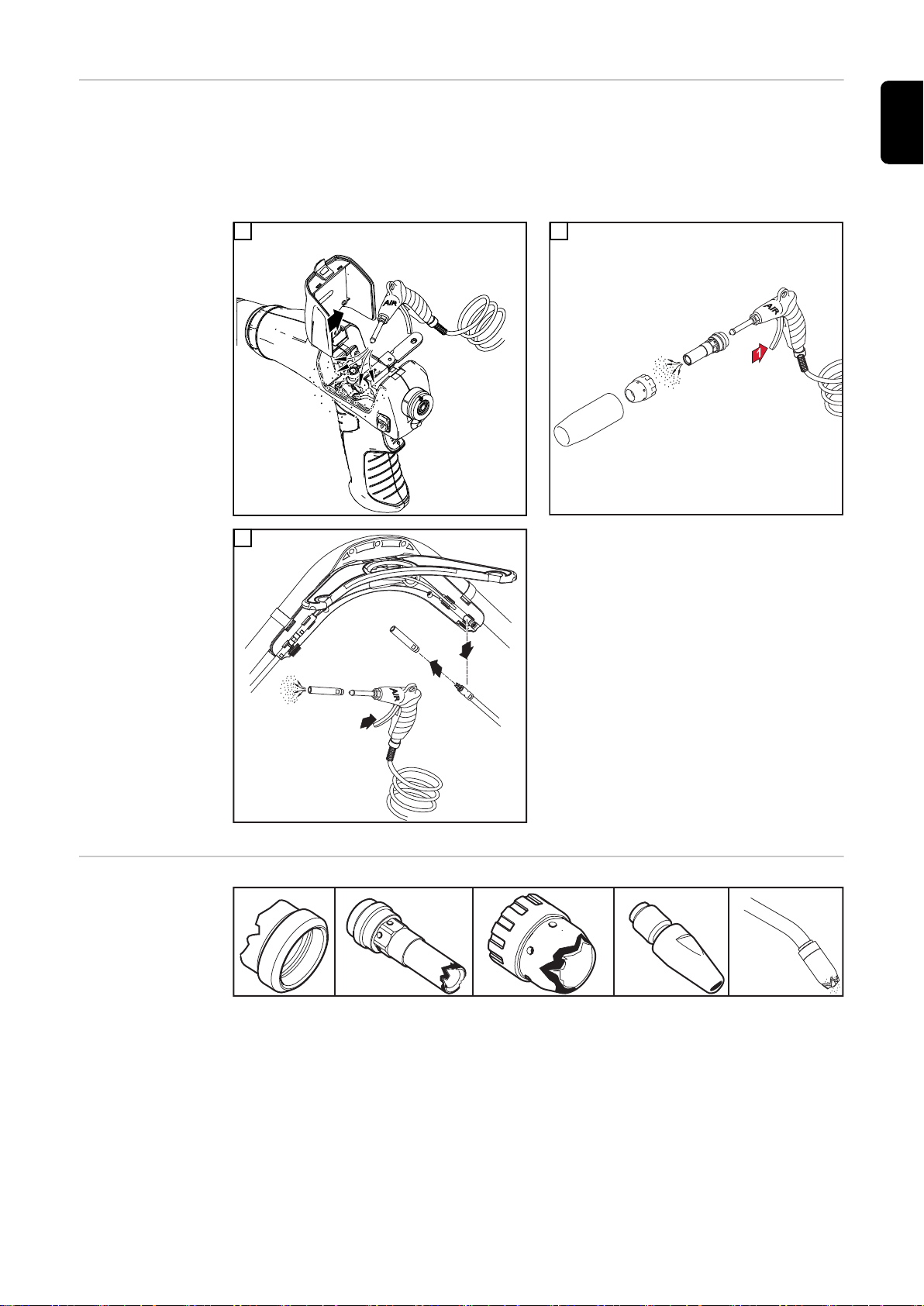
Установка
изнашивающихс
я деталей в
привод
По умолчанию на устройстве установлено красное выходное сопло (1) для
проволоки диаметром 0,8–1,2 мм. Если требуется другое выходное сопло, см.
раздел «Замена выходного сопла».
1 2
3 4
5 6
12

7 8
9 10
RU
11 12
13

13 14
15
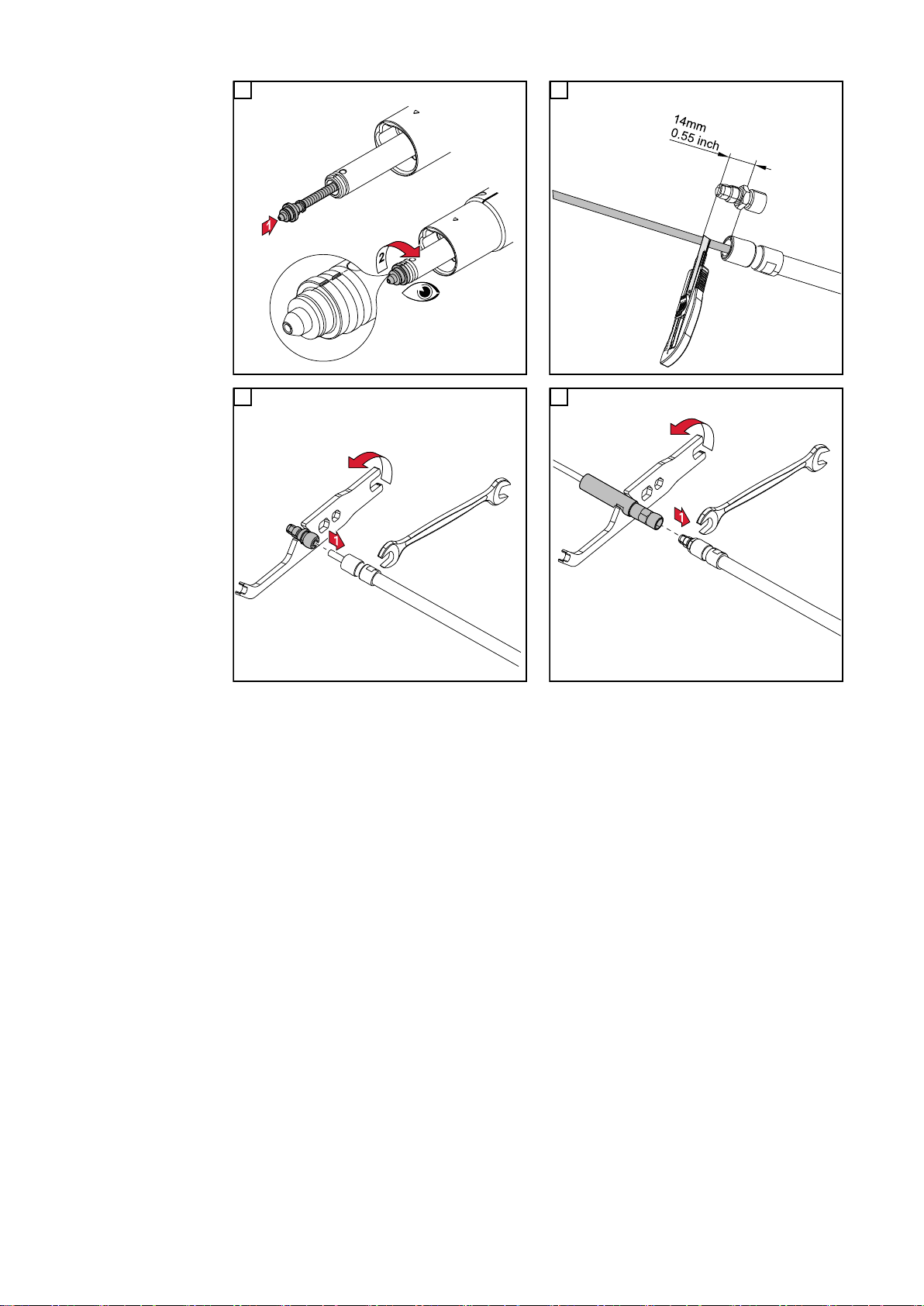
Замена
выходного
сопла
В стандартном варианте установлено выходное сопло (1) для проволоки
диаметром 0,8–1,2 мм (красное). Если требуется использовать проволоку
диаметром 1,4 или 1,6 мм, необходимо установить выходное сопло на 1,6 мм
(черное).
1 2
14

3 4
RU
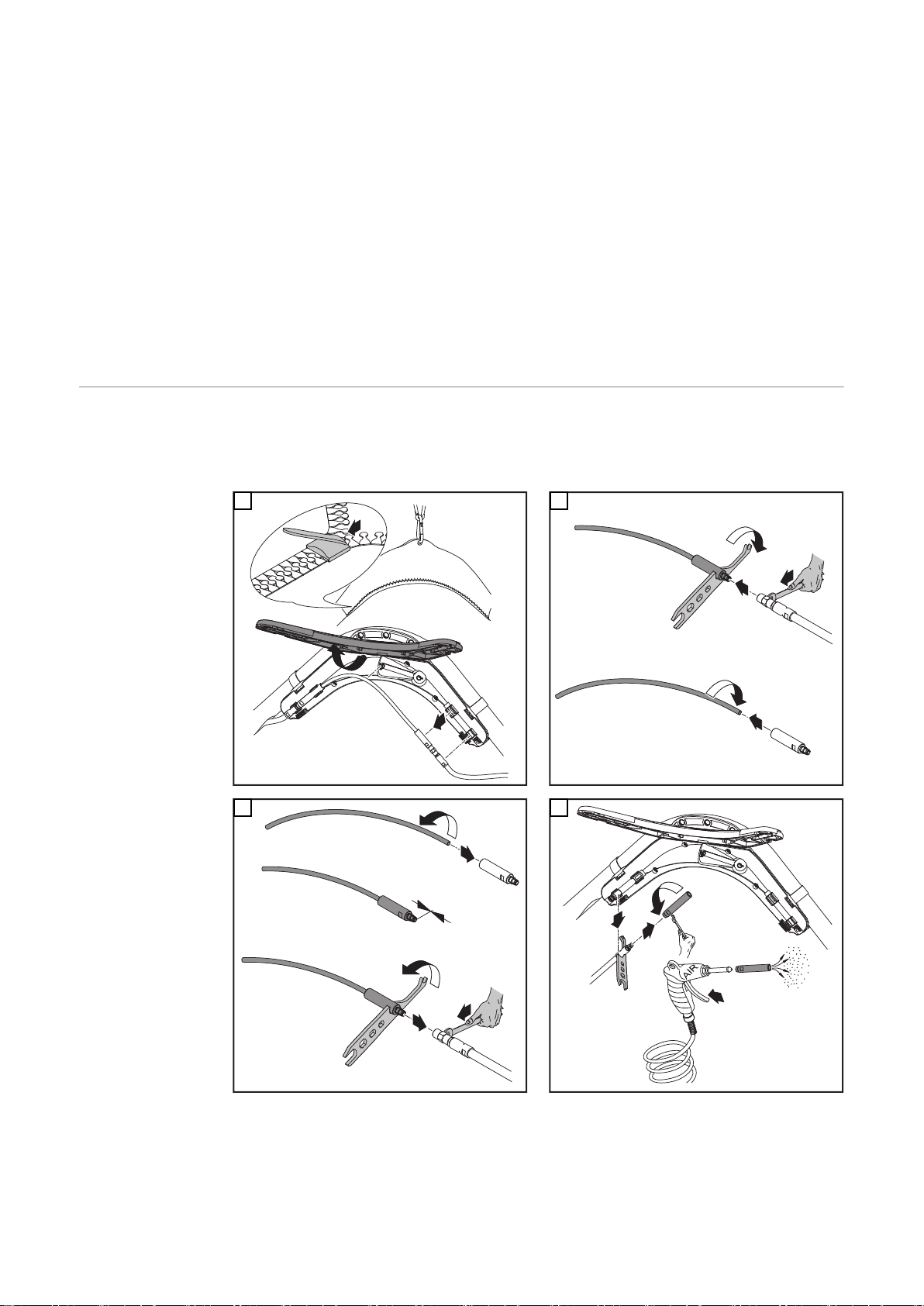
Крепление
канала подачи
проволоки от
проволочного
буфера к
системному
разъему Fronius
УКАЗАНИЕ!
При установке канала подачи проволоки шланговый пакет необходимо
выпрямить. В противном случае возможна неправильная установка канала.
1 2
3
4
** Стальной канал подачи проволоки.
*** Пластиковый канал подачи проволоки.
**** Затяните крышку канала подачи проволоки
до максимума. Канал подачи проволоки должен
быть виден через отверстие в крышке.
15
5 6
7 8
16
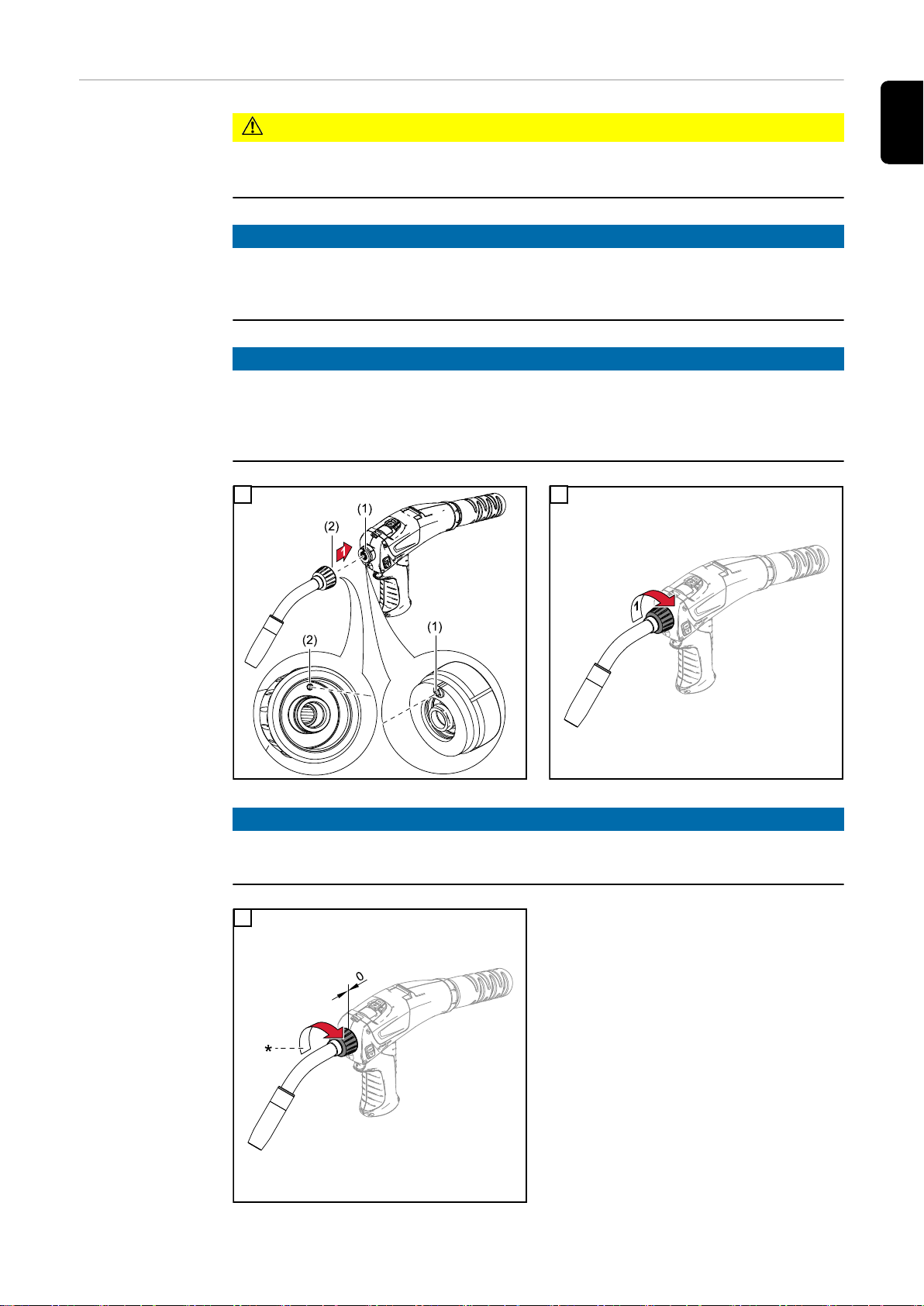
Присоединение
корпуса
сварочной
горелки
ОСТОРОЖНО!
Возможно повреждение сварочной горелки.
Соединительную гайку на корпусе горелки следует затягивать как можно туже.
▶
УКАЗАНИЕ!
Перед установкой корпуса сварочной горелки проследите, чтобы в месте
соединения корпуса и шлангового пакета отсутствовали загрязнения и
повреждения.
УКАЗАНИЕ!
Затягивание соединительной гайки на горелках с жидкостным охлаждением
может потребовать большего усилия из-за особенностей их конструкции.
Это нормально. Соединительную гайку на корпусе горелки следует затягивать как
можно туже.
1 2
RU
УКАЗАНИЕ!
Корпус сварочной горелки находится в положении 0°, когда направляющий
штифт (1) шлангового пакета входит в направляющее отверстие (2) корпуса.
3
* Убедитесь, что соединительная
гайка на корпусе горелки
затянута максимально туго.
17
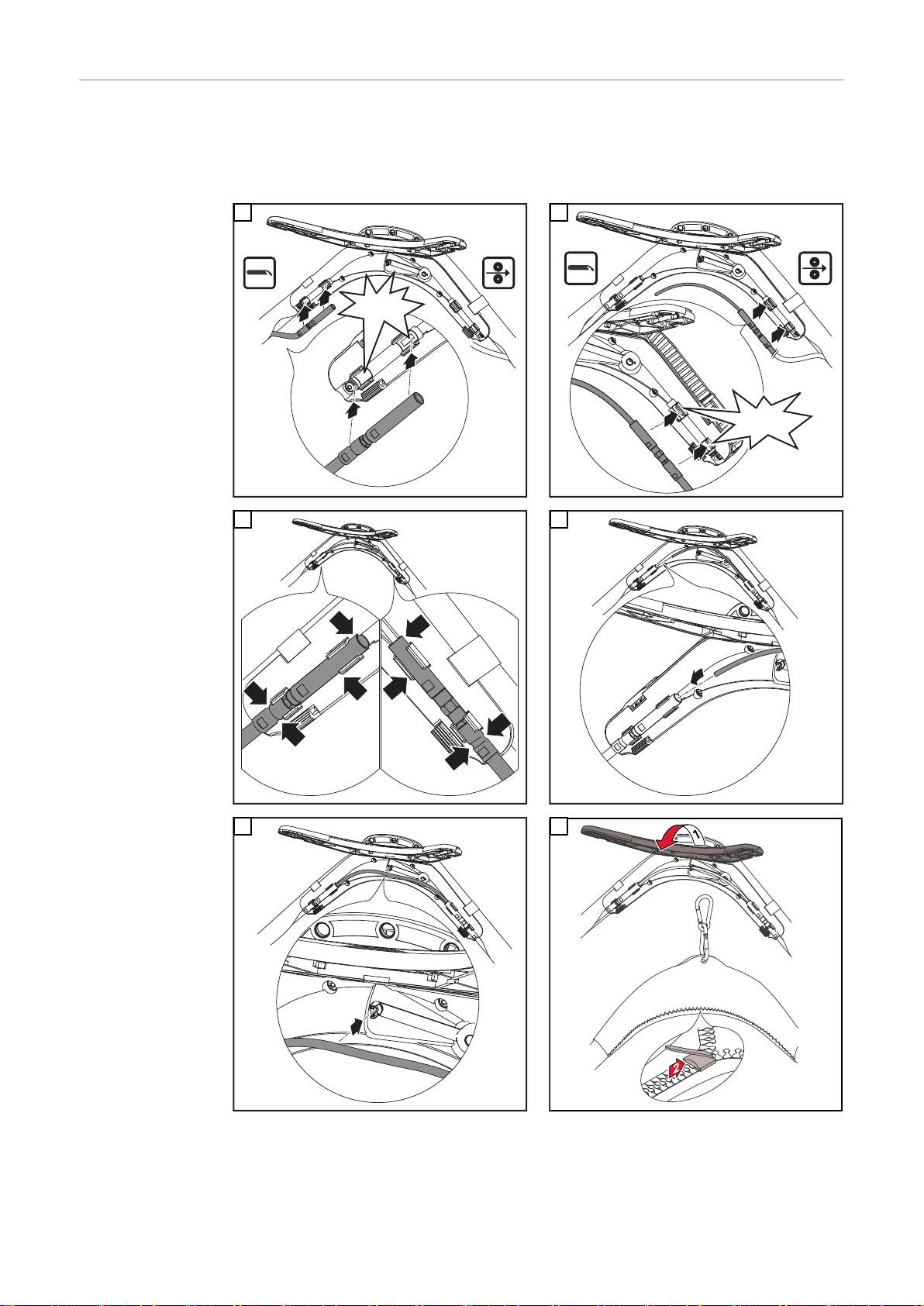
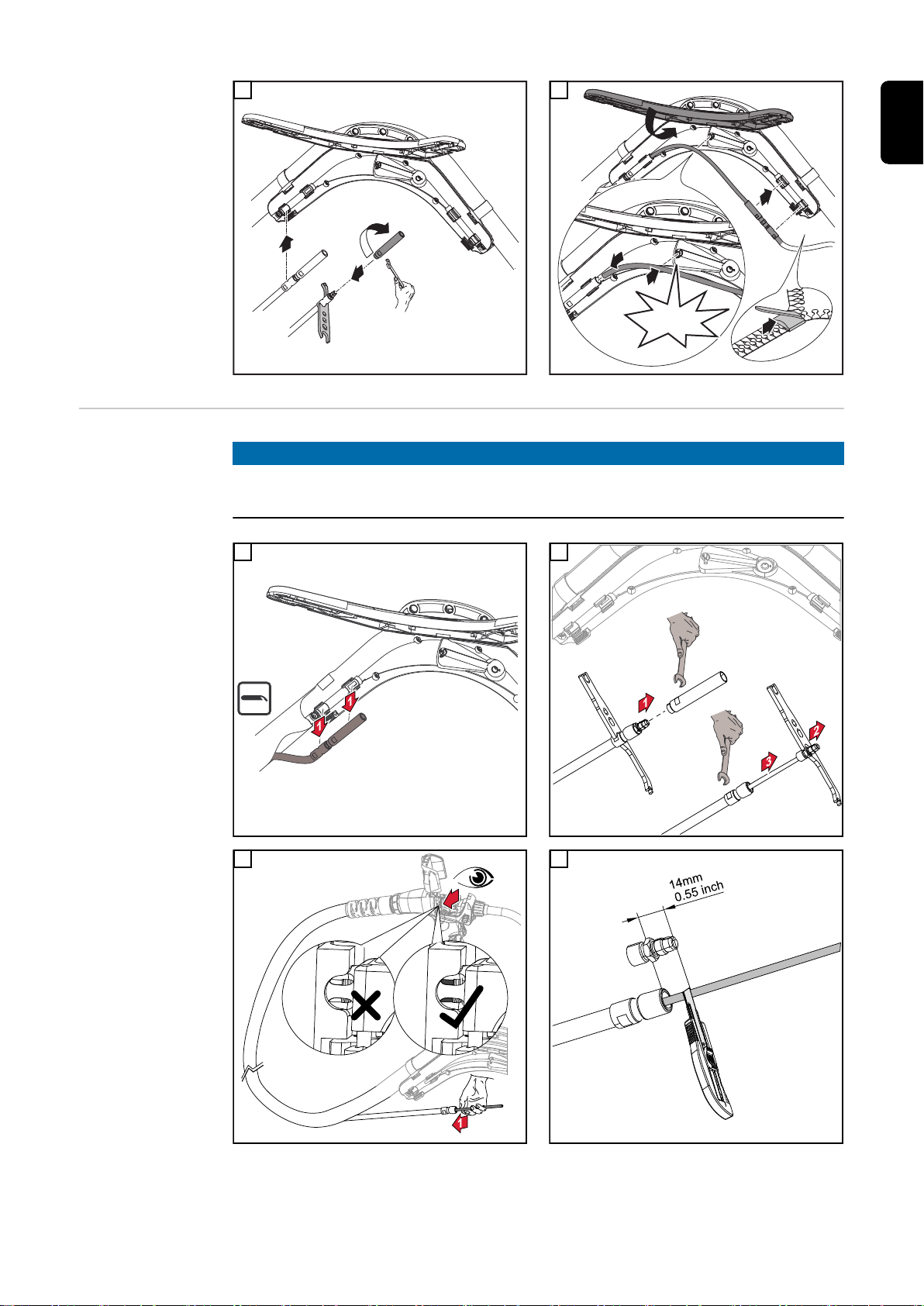
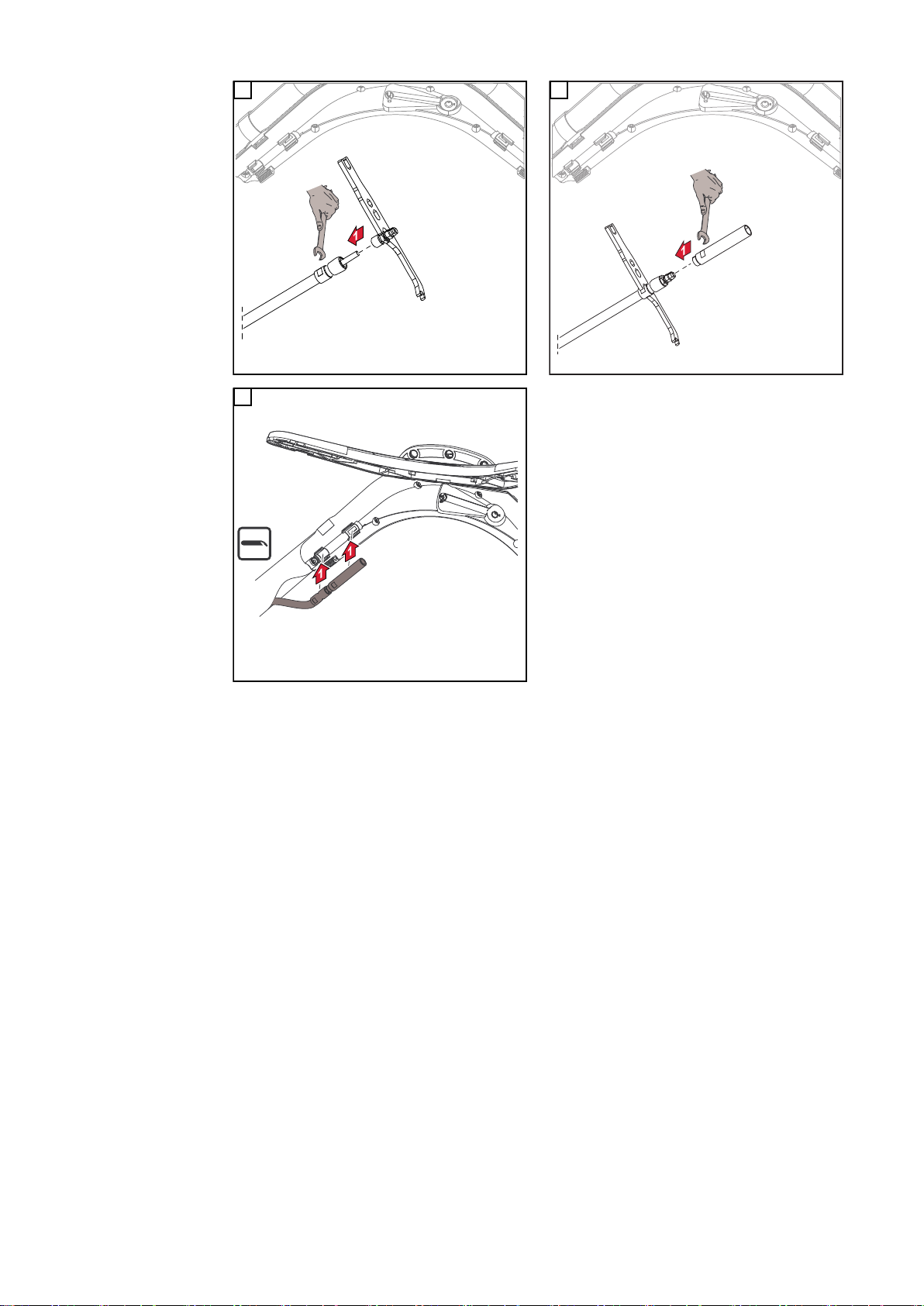
Крепление
1
1
"click"
1
1
1
1
"click"
1
1
1
1
канала подачи
проволоки к
проволочному
буферу
ВАЖНО!
- Не растягивайте шланг для подачи проволоки!
- Установите скользящий контакт на конце горелки.
1
2
3
5 6
4
18
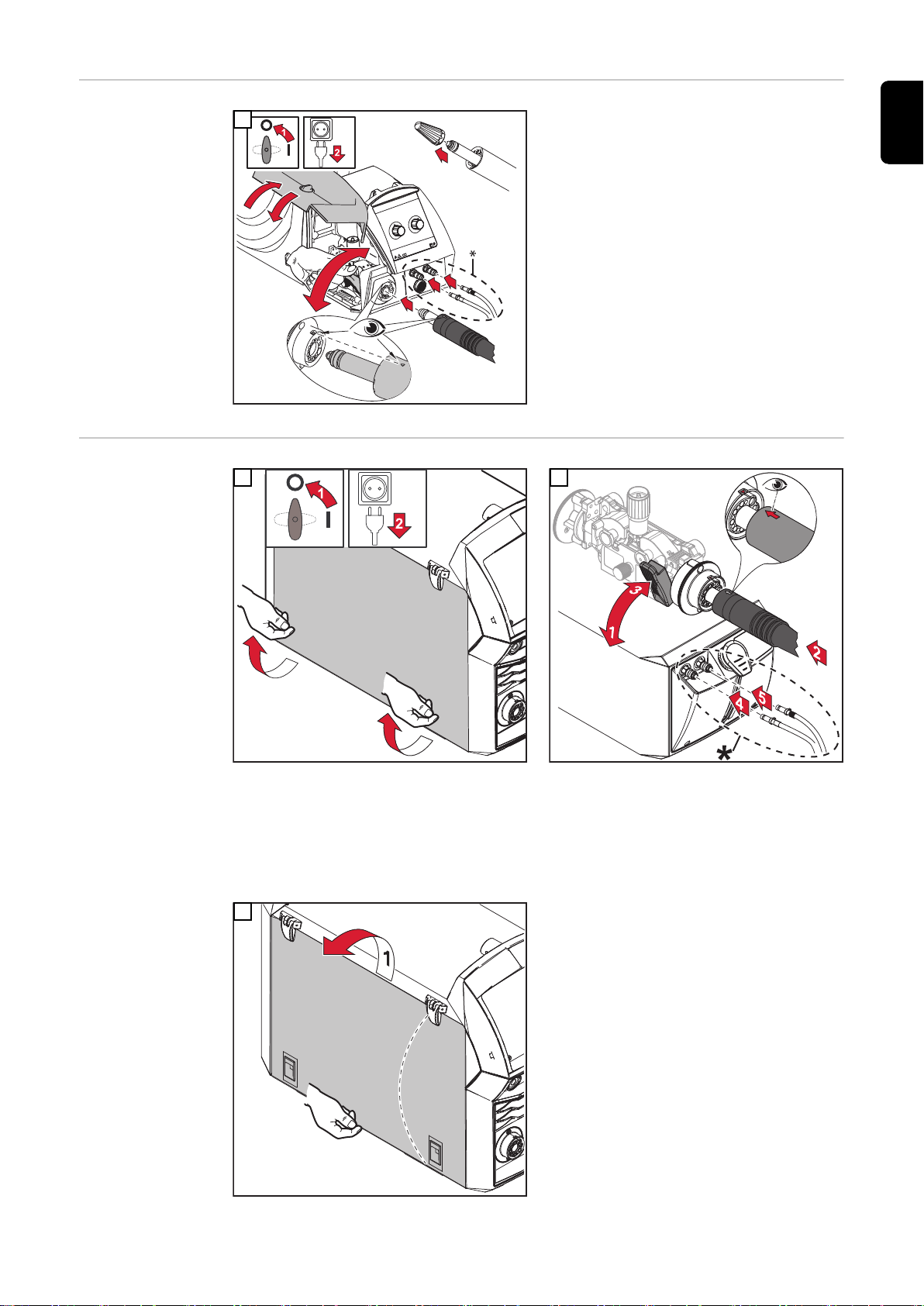
Подключение
3
4
8
5
7
6
9
10
3
3
сварочной
горелки к
механизму
подачи
проволоки
1
* Актуально лишь при
RU
использовании сварочной
горелки с жидкостным
охлаждением и условии, что
механизм подачи проволоки
оснащен дополнительными
разъемами для подачи
охлаждающей жидкости.
Присоединяйте шланги для
подачи охлаждающей жидкости
в соответствии с цветовой
маркировкой.
Подключение
сварочной
горелки к
источнику тока и
охлаждающему
модулю.
1 2
* Актуально лишь при использовании сварочной горелки с жидкостным
охлаждением и условии, что охлаждающий модуль оснащен
дополнительными разъемами для подачи охлаждающей жидкости.
Присоединяйте шланги для подачи охлаждающей жидкости в соответствии
с цветовой маркировкой.
3
19
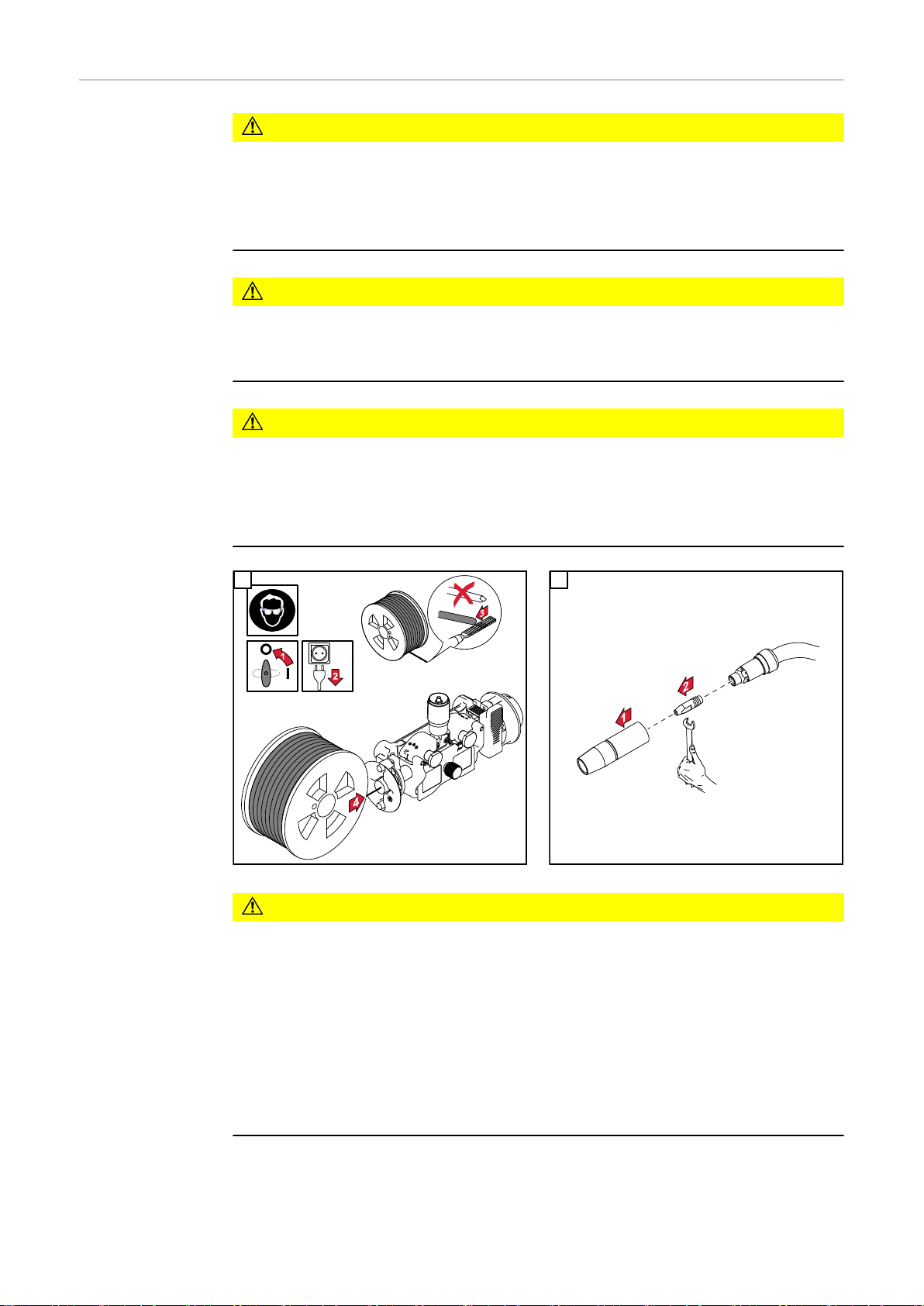
Заправка
проволочного
электрода
ОСТОРОЖНО!
Существует опасность получения травм и повреждения имущества
вследствие поражения сварочным током и случайного поджига сварочной
дуги.
Перед началом работ отключите присоединение к массе между сварочной
▶
системой и деталью.
ОСТОРОЖНО!
Существует опасность повреждения сварочной горелки острым концом
проволочного электрода.
Снимите заусенцы с конца проволочного электрода перед его подачей.
▶
ОСТОРОЖНО!
Спружинивание намотанного проволочного электрода может привести к
травмам.
При установке проволочного электрода в 4-роликовый привод механизма
▶
подачи проволоки надежно удерживайте конец электрода, чтобы избежать
травмирования вследствие спружинивания проволоки.
1 2
ОСТОРОЖНО!
При выдвижении проволочный электрод может нанести травму либо иной
ущерб.
При работе соблюдайте следующие правила:
не направляйте сварочную горелку в сторону лица или других частей тела;
▶
надевайте защитные очки;
▶
не направляйте сварочную горелку на других людей;
▶
следите за тем, чтобы проволочный электрод не прикасался к
▶
электропроводящим или заземленным компонентам оборудования, таким как
корпус и т. д.;
крышки проволочного буфера и ручки должны быть закрыты.
▶
20
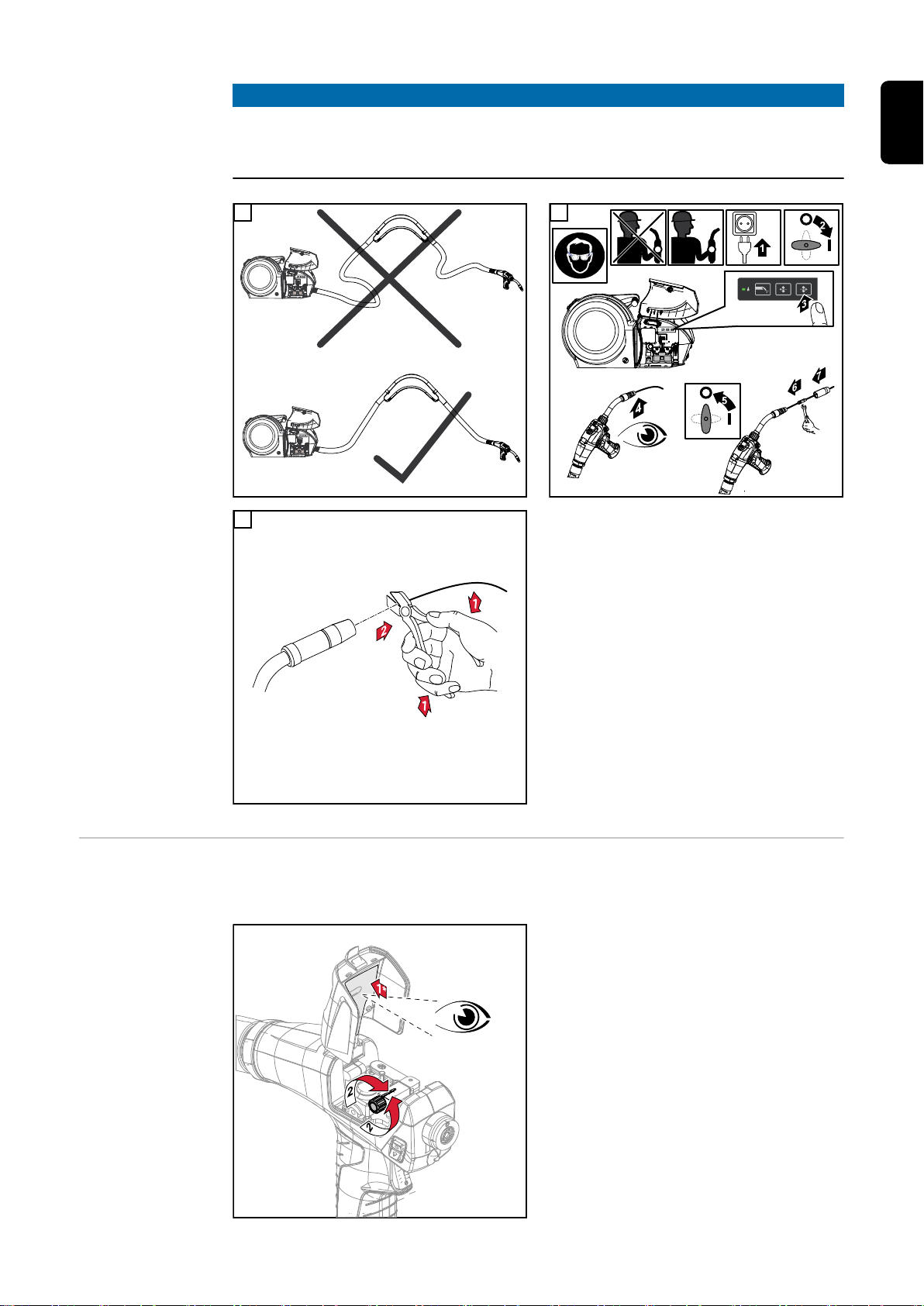
УКАЗАНИЕ!
Перед заправкой проволочного электрода полностью выпрямите шланговый
пакет, как показано на рис. ниже.
Максимальная допустимая скорость заправки проволоки составляет 10 м/с.
3 4
5
RU
Регулировка
прижимного
усилия
Прижимное усилие необходимо регулировать только после заправки проволочного
электрода.
* При регулировке прижимного
усилия руководствуйтесь
значениями, нанесенными на
внутренней стороне крышки.
21
УКАЗАНИЕ!
Прижимное усилие регулируется, как описано ниже.
Для уменьшения прижимного усилия поворачивайте винт против часовой
▶
стрелки
Для увеличения прижимного усилия поворачивайте винт по часовой стрелке
▶
22
Замена гусака горелки, поворот гусака горелки
RU
Снятие корпуса
сварочной
горелки
ОСТОРОЖНО!
Прикосновение к горячему корпусу сварочной горелки и попадание на кожу
охлаждающей жидкости может вызвать ожоги.
Прежде чем приступать к любым работам, дождитесь, пока корпус сварочной
▶
горелки и охлаждающая жидкость не остынут до комнатной температуры
(+25 °C, +77 °F).
УКАЗАНИЕ!
В корпусе горелки всегда присутствуют остатки охлаждающей жидкости.
При демонтаже корпуса сварочной горелки газовое сопло всегда должно быть
▶
направлено вниз.
1
23

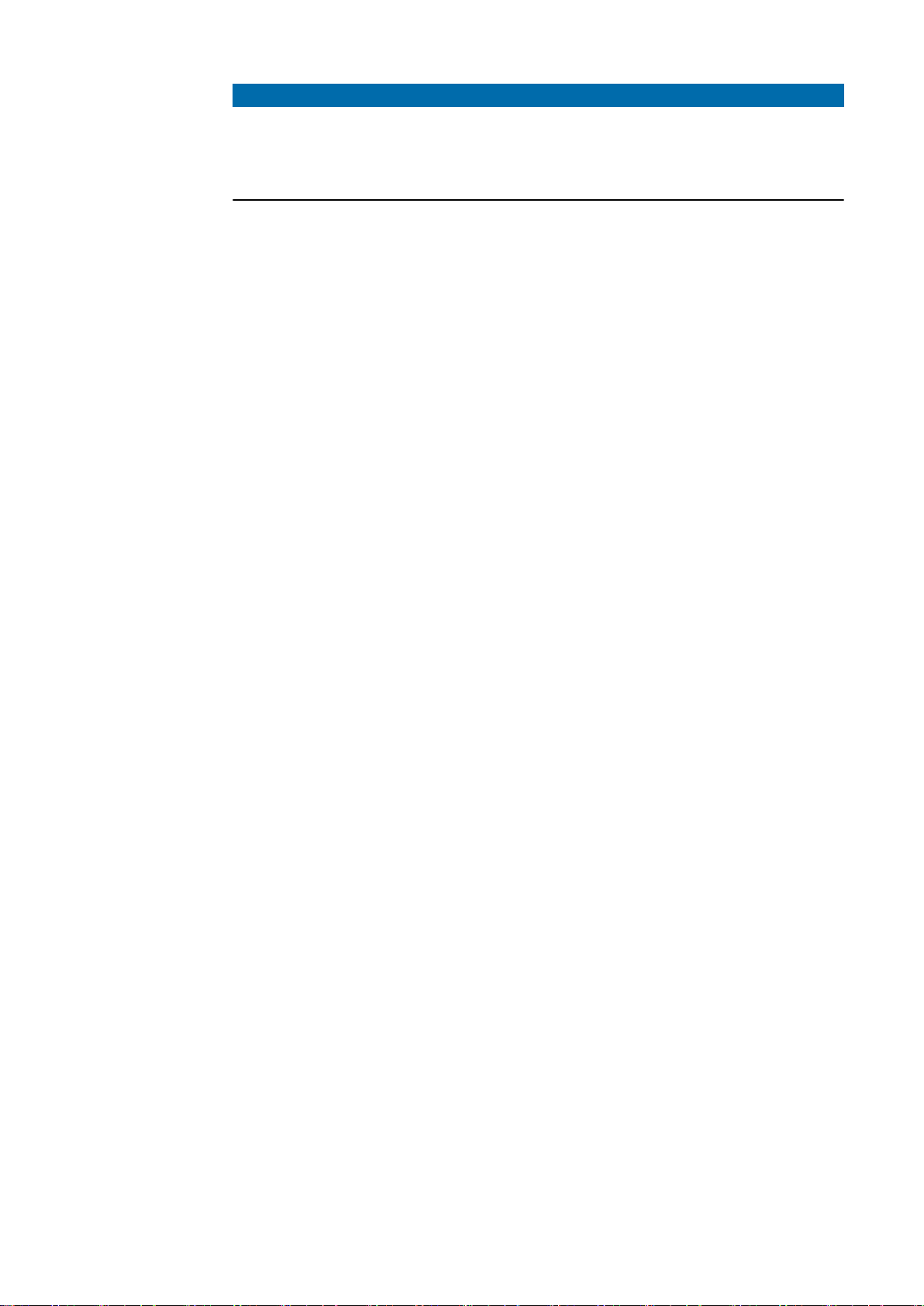
Присоединение
корпуса
сварочной
горелки
ОСТОРОЖНО!
Возможно повреждение сварочной горелки.
Соединительную гайку на корпусе горелки следует затягивать как можно туже.
▶
УКАЗАНИЕ!
Перед установкой корпуса сварочной горелки проследите, чтобы в месте
соединения корпуса и шлангового пакета отсутствовали загрязнения и
повреждения.
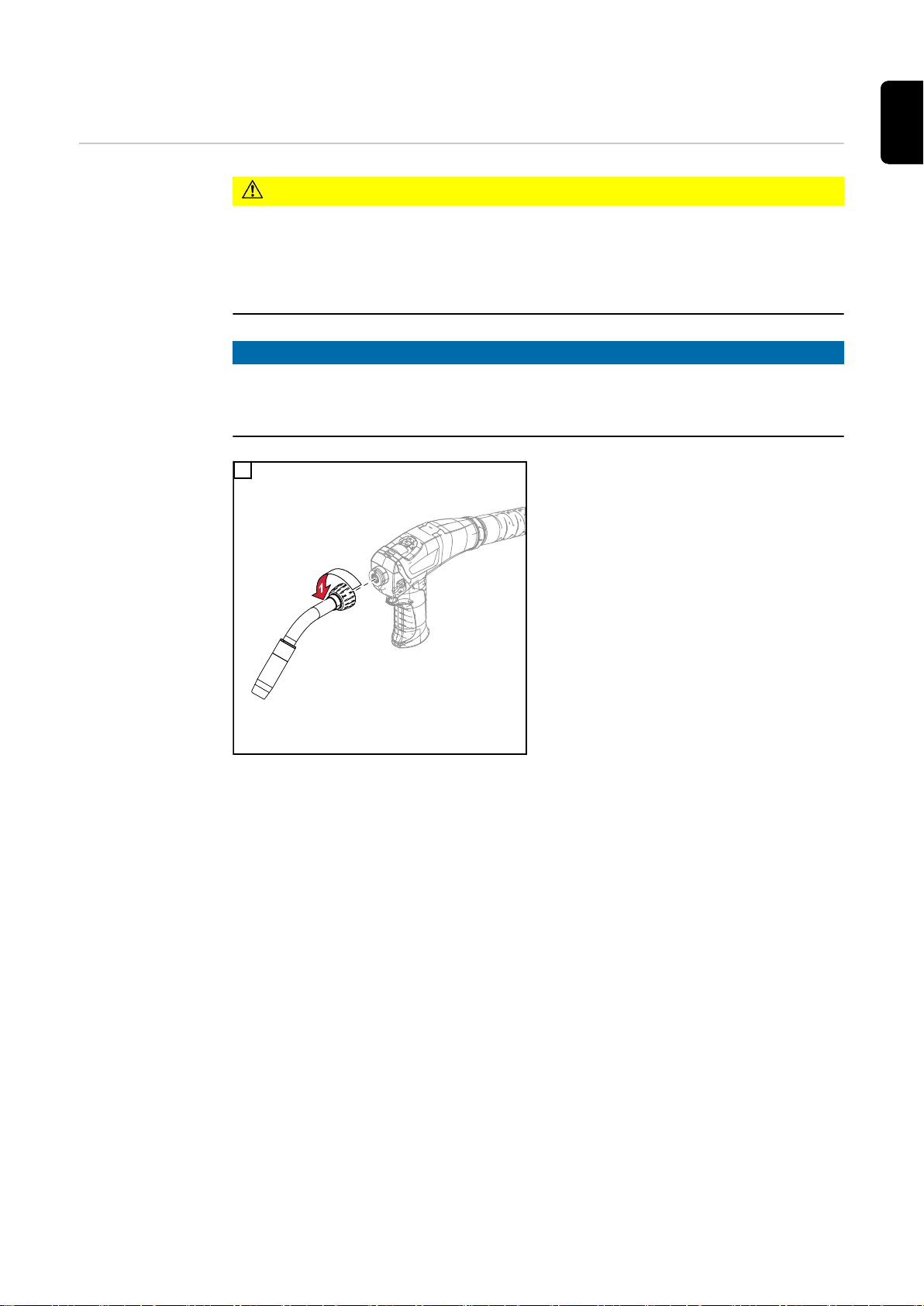
УКАЗАНИЕ!
Затягивание соединительной гайки на горелках с жидкостным охлаждением
может потребовать большего усилия из-за особенностей их конструкции.
Это нормально. Соединительную гайку на корпусе горелки следует затягивать как
можно туже.
1 2
УКАЗАНИЕ!
Корпус сварочной горелки находится в положении 0°, когда направляющий
штифт (1) шлангового пакета входит в направляющее отверстие (2) корпуса.
3
* Убедитесь, что соединительная
гайка на корпусе горелки
затянута максимально туго.
24
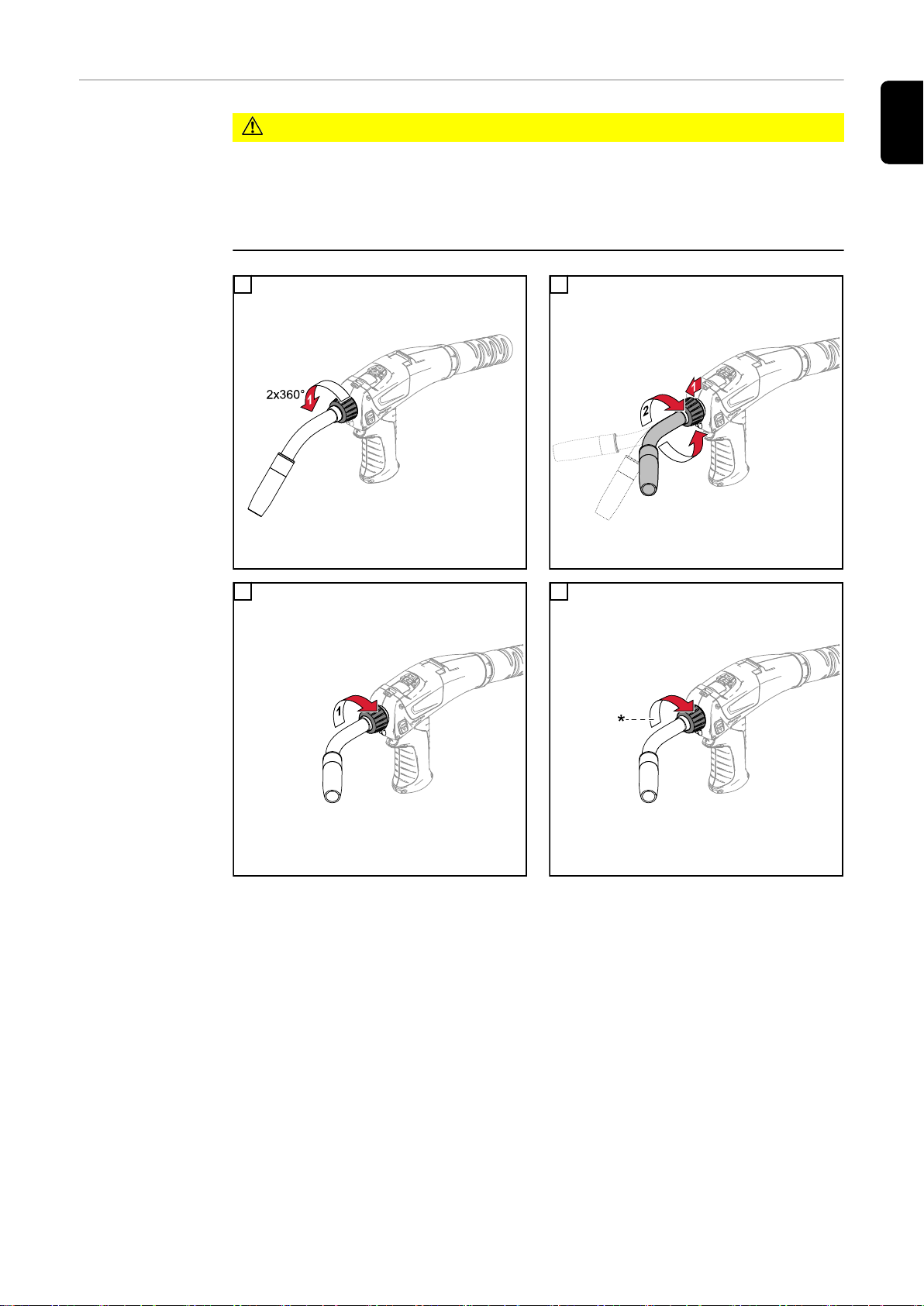
Поворот корпуса
горелки
ОСТОРОЖНО!
Прикосновение к горячему корпусу сварочной горелки и попадание на кожу
охлаждающей жидкости может вызвать ожоги.
Прежде чем приступать к любым работам, дождитесь, пока корпус сварочной
▶
горелки и охлаждающая жидкость не остынут до комнатной температуры
(+25 °C, +77 °F).
1 2
RU
3 4
* Убедитесь, что соединительная гайка на корпусе горелки затянута максимально
туго.
25

Уход, техническое обслуживание и утилизация
Общие сведения Регулярное профилактическое обслуживание сварочной горелки необходимо для
обеспечения бесперебойной эксплуатации. Сварочная горелка подвергается
нагреву до высоких температур и сильному загрязнению. По этой причине она
требует более частого профилактического обслуживания, чем другие компоненты
сварочной системы.
ОСТОРОЖНО!
При неправильном обращении
сварочная горелка может получить
повреждения.
Это может привести к серьезному
повреждению.
Не ударяйте сварочную горелку о
▶
твердые предметы.
Избегайте задирания контактной
▶
трубки и возникновения царапин,
куда могут попасть сварочные
брызги.
Ни в коем случае не сгибайте
▶
корпус сварочной горелки!
Техническое
обслуживание
при запуске
- Проверьте изнашивающиеся детали.
• Замените неисправные изнашивающиеся детали.
- Удалите сварочные брызги с газового сопла.
1 2
* Проверьте газовое сопло, защиту от брызг и изоляцию на наличие
повреждений и замените поврежденные компоненты, если таковые
имеются.
- Если используются сварочные горелки с жидкостных охлаждением, при запуске
необходимо также:
• проверить все разъемы для подачи охлаждающей жидкости на предмет
протечек;
• убедиться в отсутствии препятствий протоку охлаждающей жидкости.
26
Техническое
1
3
2
1.
2.
3.
4.
5.
обслуживания
при замене
обычной или
корзиночной
катушки с
проволокой
Техническое обслуживания при замене обычной или корзиночной катушки с
проволокой:
- продуйте шланг для подачи проволоки сжатым воздухом;
- рекомендуется заменить канал подачи проволоки; очистите изнашивающиеся
детали перед установкой нового канала подачи проволоки.
1 2
3
RU
Выявление
непригодных
изнашивающихс
я деталей
27
1. Изоляционные компоненты.
2
3
1
1
2
4
5
3
1
(0 in.)
0 mm
2
3
4
5
4
2
3
1
- Обгоревшие внешние края, зазубрины.
2. Штоки.
- Обгоревшие внешние края, зазубрины.
- Сильный налет сварочных брызг.
3. Защита от брызг.
- Обгоревшие внешние края, зазубрины.
4. Контактные трубки.
- Изношенные (овальные) входное и выходное отверстия для проволоки.
- Сильный налет сварочных брызг.
- Проплавление конца контактной трубки.
5. Газовые сопла.
- Сильный налет сварочных брызг.
- Обгоревшие внешние края.
- Зазубрины.
Замена или
очистка
направляющей
проволочного
буфера и
скользящего
контакта
ВАЖНО! Перед заменой направляющей проволоки и скользящего контакта
извлеките проволочный электрод.
1
3
2
4
28
1
2
5
1
4
2
3
"click"
5
6
RU
Крепление
канала подачи
проволоки от
проволочного
буфера к
приводу
УКАЗАНИЕ!
При установке канала подачи проволоки шланговый пакет необходимо
выпрямить. В противном случае возможна неправильная установка канала.
1 2
3 4
29
5 6
7
30

Диагностика и устранение ошибок
RU
Диагностика и
устранение
ошибок
Сварочный ток не подается
Питание источника тока включено, индикаторы горят, защитный газ подается.
Причина
Решение
Причина
Решение
При нажатии кнопки горелки ничего не происходит
Питание источника тока включено, индикаторы горят.
Причина
Решение
Причина
Решение
Причина
Решение
Неправильное присоединение к массе.
Обеспечьте надлежащее присоединение к массе.
Обрыв токоведущего кабеля сварочной горелки.
Замените сварочную горелку.
Неправильное подключение системного разъема Fronius (Fronius
System Connector).
Нажмите на разъем, чтобы он вошел до конца.
Неисправность сварочной горелки или ее кабеля управления.
Замените сварочную горелку.
Неисправность или неправильное подключение соединительного
шлангового пакета.
Подключите соединительный шланговый пакет надлежащим образом.
Замените неисправный соединительный шланговый пакет.
Причина
Решение
Защитный газ не подается.
Все другие функции работают нормально.
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
Неисправность источника тока.
Обратитесь в отдел послепродажного обслуживания.
Газовый баллон пустой.
Замените газовый баллон.
Неисправность редукционного клапана.
Замените редукционный клапан.
Газовый шланг не присоединен, поврежден или пережат.
Присоедините газовый шланг, уложите его прямо либо замените, если
он неисправен.
Неисправность сварочной горелки.
Замените сварочную горелку.
Неисправность газового магнитного клапана.
Свяжитесь с отделом послепродажного обслуживания (договоритесь о
замене газового магнитного клапана).
31

Ухудшение сварочных характеристик.
Причина
Решение
Неправильно установлены параметры сварки.
Установите правильные параметры.
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
Плохой контакт присоединения к массе.
Обеспечьте хороший контакт с деталью.
Недостаточная подача защитного газа или ее отсутствие.
Проверьте редукционный клапан, газовый шланг, газовый магнитный
клапан и разъем для подачи защитного газа в горелку. При
использовании горелок с газовым охлаждением проверьте соединения
газовой магистрали; используйте подходящий канал подачи проволоки.
Утечка в сварочной горелке.
Замените сварочную горелку.
Слишком большой размер или износ контактной трубки.
Замените контактную трубку.
Неправильно выбран материал или диаметр сварочной проволоки.
Проверьте используемую катушку с проволокой.
Неправильно выбран материал или диаметр сварочной проволоки.
Проверьте сварочные свойства основного металла.
Защитный газ не подходит к материалу проволоки.
Используйте подходящий защитный газ.
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
Плохие условия выполнения сварки: наличие в защитном газе
инородных веществ (влаги, воздуха), недостаточная газовая защита
(«кипение» сварочной ванны, сквозняк), загрязнение поверхности
детали (ржавчина, краска, смазка).
Обеспечьте оптимальные условия выполнения сварки.
Сварочные брызги в газовом сопле.
Удалите сварочные брызги.
Турбулентности, вызванные слишком сильным протоком защитного
газа.
Уменьшите поток защитного газа; рекомендованная
скорость подачи газа (л/мин) = диаметр проволочного электрода (мм) x
10
(например, 16 л/мин для электрода диаметром 1,6 мм).
Слишком большое расстояние между сварочной горелкой и деталью.
Уменьшите расстояние между сварочной горелкой и деталью
(примерно 10–15 мм / 0,39–0,59 дюйма).
Слишком большой угол наклона сварочной горелки.
Уменьшите угол наклона сварочной горелки.
32
Причина
Решение
Компоненты устройства подачи проволоки не соответствуют диаметру
или материалу проволочного электрода.
Используйте подходящие компоненты устройства подачи проволоки.

Проблемы с подачей проволоки.
Причина
Решение
Слишком тугой тормоз в механизме подачи проволоки или источнике
тока (в зависимости от модели).
Ослабьте тормоз.
RU
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
В контактной трубке образовалось отверстие.
Замените контактную трубку.
Неисправность канала или направляющей подачи проволоки.
Проверьте канал и направляющую подачи проволоки на предмет
перегибов, повреждений и т. п.
При обнаружении неисправности замените канал или направляющую
подачи проволоки.
Подающие ролики не подходят к используемому проволочному
электроду.
Используйте подходящие подающие ролики.
Неправильное прижимное усилие подающих роликов.
Отрегулируйте прижимное усилие.
Загрязнение или повреждение подающих роликов.
Очистите или замените подающие ролики.
Канал подачи проволоки неправильно проложен или пережат.
Замените канал подачи проволоки.
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
Газовое сопло перегревается.
Причина
Решение
Канал подачи проволоки обрезан слишком коротко.
Замените канал подачи проволоки и обрежьте новый канал до
необходимой длины.
Износ проволочного электрода из-за слишком высокого прижимного
усилия подающих роликов.
Уменьшите прижимное усилие подающих роликов.
Примеси в проволочном электроде или его коррозия.
Используйте высококачественный проволочный электрод без
примесей.
в случае стальных каналов подачи проволоки — использование
каналов без изолирующего покрытия
используйте каналы подачи проволоки с изолирующим покрытием
Отсутствие теплообмена из-за того, что газовое сопло прикручено
неплотно.
Закрутите газовое сопло настолько туго, насколько это возможно.
33

Сварочная горелка перегревается.
Причина
Решение
Только для горелки с функцией Multilock: раскрутилась соединительная
гайка гусака горелки.
Затяните соединительную гайку.
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
Контактная трубка имеет малый срок службы
Причина
Устранение
Причина
Устранение
Ток в сварочной горелке превышает максимально допустимый.
Уменьшите мощность сварки или используйте более мощную
сварочную горелку.
Неправильно подобраны параметры сварочной горелки.
Соблюдайте продолжительность включения и следите за тем, чтобы
максимальная охлаждающая способность не была превышена.
Только в системах с жидкостным охлаждением: недостаточный проток
охлаждающей жидкости.
Проверьте уровень и проток охлаждающей жидкости; убедитесь, что
охлаждающая жидкость не содержит загрязнений; проверьте прокладку
шлангового пакета и т. п.
Наконечник сварочной горелки находится слишком близко к дуге.
Увеличьте вылет электрода.
Неправильно выбраны подающие ролики.
Используйте подходящие подающие ролики.
Износ проволочного электрода из-за слишком высокого прижимного
усилия подающих роликов.
Уменьшите прижимное усилие подающих роликов.
Причина
Устранение
Причина
Устранение
Причина
Устранение
Причина
Устранение
Причина
Устранение
УКАЗАНИЕ!
При использовании хромоникелевого проволочного электрода контактная
трубка может быстрее изнашиваться из-за свойств поверхности такого
электрода.
Примеси в проволочном электроде или его коррозия.
Используйте высококачественный проволочный электрод без
примесей.
Проволочный электрод без покрытия.
Используйте проволочный электрод с подходящим покрытием.
Неправильный размер контактной трубки.
Используйте контактную трубку надлежащего размера.
Превышена продолжительность включения сварочной горелки.
Уменьшите продолжительность включения или используйте более
мощную сварочную горелку.
Перегрев контактной трубки. Отсутствие теплообмена из-за того, что
контактная трубка прикручена неплотно.
Затяните контактную трубку.
34

Неисправность кнопки горелки.
Причина
Решение
Нарушено штепсельное соединение между сварочной горелкой и
источником тока.
Обеспечьте надежное штепсельное соединение / проведите сервисное
обслуживание источника тока или сварочной горелки.
RU
Причина
Решение
Причина
Решение
Пористость сварного шва.
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
Загрязнение между кнопкой и корпусом горелки.
Удалите загрязнение.
Неисправность кабеля управления.
Обратитесь в отдел послепродажного обслуживания.
Недостаточная подача защитного газа к сварочному шву из-за
засорения газового сопла брызгами.
Удалите сварочные брызги.
Отверстия в газовом шланге, либо шланг присоединен неправильно.
Замените газовый шланг.
Кольцо круглого сечения в центральном разъеме разрезано или
повреждено.
Замените кольцо круглого сечения.
Влага/конденсат в газовой магистрали.
Удалите влагу/конденсат из газовой магистрали.
Слишком сильный или слишком слабый поток газа.
Отрегулируйте поток газа.
Причина
Решение
Причина
Решение
Причина
Решение
Причина
Решение
Недостаточный проток газа в начале или в конце сварки.
Увеличьте интенсивность предварительной подачи или продувки газа.
Проволочный электрод покрылся ржавчиной или имеет плохое
качество.
Используйте высококачественный проволочный электрод без
примесей.
При использовании сварочных горелок с газовым охлаждением: утечка
газа через неизолированный канал подачи проволоки.
Используйте со сварочными горелками с газовым охлаждением только
изолированные каналы подачи проволоки.
Нанесено слишком много разделительного средства.
Удалите излишки разделительного средства / наносите меньше
разделительного средства
35

Технические характеристики
Ø
Общие сведения Измеренное напряжение (V-Peak):
- полуавтоматические сварочные горелки — 113 В;
- механизированные сварочные горелки — 141 В.
Технические характеристики кнопки горелки:
- U
- I
Кнопку горелки можно использовать только при соблюдении указанных выше
технических характеристик.
Продукт соответствует требованиям IEC 60974-7 / - 10 Class A.
max
= 10 мА.
max
= 50 В;
Сварочная
горелка с
газовым
охлаждением —
MHP 280i G CMT
I (амперы) 10 мин/40 °C
M21+C1 (EN 439)
Standard
I (амперы) 10 мин/40 °C
M21+C1 (EN 439)
CMT
мм
(дюймы)
м (футы) 3,85 / 5,85 / 7,85 (12,6 /
А 1,45 (действ.)
В
(перем.)
м/мин
(дюйм/
мин)
* ПВ — продолжительность включения
ПВ* 40 % — 280
ПВ* 60 % — 220
ПВ* 100 % — 170
ПВ* 40 % — 180
0,8–1,6 (0,031–0,063)
19 / 26)
38
1–60 (0,039–0,236)
36

Сварочная
Ø
горелка с
жидкостным
охлаждением —
MHP 400i W CMT
I (амперы) 10 мин/40 °C
M21+C1 (EN 439)
Standard
I (амперы) 10 мин/40 °C
M21+C1 (EN 439)
CMT
мм (дюймы) 0,8–1,6 (0,031–0,063)
м (футы) 3,85 / 5,85 / 7,85 (12,6 / 19 / 26)
ПВ* 100% —
400
ПВ* 100% —
280
RU
P
Q
мин.
мин.
[Вт]** 600 / 850 / 1050
л/мин (галл/
1 (0,26)
мин)
p
мин.
бар (фунтов/
3 (43,51)
дюйм²)
p
макс.
бар (фунтов/
5,5 (77,77)
дюйм²)
А 1,45 (действ.)
В (перем.) 38
м/мин (дюйм/
1–60 (0,039–0,2362)
мин)
* ПВ — продолжительность включения
** Минимальная охлаждающая способность согласно IEC 60974-2
37

38

Obsah
Všeobecné informácie 40
Všeobecne 40
Použitie podľa určenia 40
Súprava základnej výbavy a nástroj 40
Funkcie tlačidla horáka – štandard 41
Funkcia Up/Down 41
Funkcia JobMaster 42
Deaktivácia ľavého alebo pravého tlačidla horáka 42
Bezpečnosť 43
Výstražné upozornenia na zariadení 43
Bezpečnosť 44
Uvedenie do prevádzky 46
MTG d, MTW d – obrabne dele montirajte na gorilnik 46
Upozornenie k bovdenu drôtu pri plynom chladených zváracích horákoch 46
Montáž bovdenu drôtu z ocele a CrNi v tele zváracieho horáka 47
Montáž vodiacej vložky drôtu z plastu v tele zváracieho horáka 47
Montáž spotrebných dielov v pohone 48
Výmena výtokovej dýzy 50
Montáž bovdenu drôtu zo zásobníka drôtu v smere FSC 51
Montáž tela zváracieho horáka 53
Montáž bovdenu drôtu na zásobník drôtu 54
Pripojenie zváracieho horáka k podávaču drôtu 55
Pripojenie zváracieho horáka k prúdovému zdroju a chladiacemu zariadeniu 55
Zavedenie drôtovej elektródy 56
Nastavenie prítlaku 57
Výmena tela zváracieho horáka, pretočenie tela zváracieho horáka 59
Demontáž tela zváracieho horáka 59
Montáž tela zváracieho horáka 60
Otočenie tela zváracieho horáka 61
Ošetrovanie, údržba a likvidácia 62
Všeobecné informácie 62
Údržba pri každom uvedení do prevádzky 62
Pri každej výmene cievky drôtu/drôtenej cievky 63
Rozpoznanie chybných spotrebných dielov 63
Výmena alebo vyčistenie vodiacej vložky drôtu zásobníka drôtu a vodiaceho dielu 64
Montáž bovdenu drôtu zo zásobníka drôtu v smere hnacej jednotky 65
Diagnostika chýb, odstránenie chýb 67
Diagnostika chýb, odstránenie chýb 67
Technické údaje 72
Všeobecne 72
Plynom chladený zvárací horák – MHP 280i G CMT 72
Vodou chladený zvárací horák – MHP 400i W CMT 73
SK
39

Všeobecné informácie
Všeobecne V kombinácii so zásobníkom drôtu na hadicovom vedení sa integrovaný motor pohonu
drôtu stará a rýchly, reverzný pohyb drôtovej elektródy. Rozmanité vyhotovenia
nástavcov umožňujú dobrú prístupnosť k miestu zvárania.
Zváracie horáky majú mimoriadne robustnú konštrukciu a sú veľmi spoľahlivé.
Ergonomicky tvarovaná rukoväť, guľový kĺb a optimálne rozloženie hmotnosti umožňujú
prácu bez pocitov únavy.
Zváracie horáky sú k dispozícii vo vyhotoveniach chladených plynom a vodou. V spojení
s dostupnými telami zváracích horákov Multilock je možné zváracie horáky prispôsobiť
najrozmanitejším úlohám. Najlepšie sa osvedčujú pri manuálnej sériovej i kusovej
výrobe, a takisto v dielňach.
Hadicové vedenie sa hodí najmä pre:
- aplikácie s tenkými plechmi všeobecne,
- spájkovanie MIG pozinkovaných tenkých plechov bez rozstrekov,
- spájanie ocele s hliníkom.
Použitie podľa
určenia
Súprava
základnej výbavy
a nástroj
Ručný zvárací horák MIG/MAG je určený výlučne na zváranie MIG/MAG pri manuálnom
použití.
Iné použitie alebo použitie presahujúce tento rámec sa považuje za použitie v rozpore
s určením. Za poškodenia z toho vyplývajúce výrobca neručí.
K použitiu podľa určenia takisto patrí:
- dodržiavanie všetkých upozornení v návode na obsluhu,
- dodržiavanie inšpekčných a údržbových prác.
Pri prevádzke hadicového vedenia je potrebná súprava základnej výbavy (Basic Kit)
zodpovedajúca použitému priemeru drôtu a prídavnému materiálu (pozri Zoznam
náhradných dielov):
- súprava základnej výbavy pre hliník W,
- súprava základnej výbavy pre oceľ,
- súprava základnej výbavy pre CrNi,
- súprava základnej výbavy pre hliník G/CuSi G/W.
40

Funkcie tlačidla
horáka –
štandard
Tlačidlo štandardného zváracieho horáka disponuje 2 spínacími polohami.
Funkcia tlačidla horáka v spínacej
polohe 1 (tlačidlo horáka stlačené na
polovicu):
- LED kontrolka svieti.
Funkcia tlačidla horáka v spínacej
polohe 2 (tlačidlo horáka úplne stlačené):
- LED zhasne,
- spustenie zvárania.
SK
Funkcia Up/Down Zvárací horák Up/Down disponuje
nasledujúcimi funkciami:
- Zmena zváracieho výkonu
v prevádzkovom režime Synergic
pomocou tlačidiel Up/Down.
- Indikácia poruchy:
• pri systémovej chybe svietia
všetky LED načerveno,
• pri chybe dátovej komunikácie
blikajú všetky LED načerveno.
- Samostatný test v sekvencii rozbehu:
• Všetky LED sa za sebou nakrátko
rozsvietia.
41

Funkcia
JobMaster
Zvárací horák JobMaster disponuje
nasledujúcimi funkciami:
- Pomocou šípkových tlačidiel sa
na prúdovom zdroji vyberie
požadovaný parameter.
- Pomocou tlačidiel +/- sa zmení
zvolený parameter.
- Displej zobrazuje aktuálny parameter
a hodnotu.
Deaktivácia
ľavého alebo
pravého tlačidla
horáka
Štandardne sú aktivované tlačidlá horáka na oboch stranách. Ak sa má jedna strana
deaktivovať, postupujte nasledovne:
Deaktivácia ľavého tlačidla horáka
Na päť sekúnd stlačte tlačidlo „-“ na ľavej strane a súčasne tlačidlo „+“ na pravej
1
strane.
Deaktivácia pravého tlačidla horáka
Na päť sekúnd stlačte tlačidlo „-“ na pravej strane a súčasne tlačidlo „+“ na ľavej
1
strane.
Deaktivácia ľavého a pravého tlačidla horáka
Na päť sekúnd stlačte tlačidlo „-“ na pravej strane a súčasne tlačidlo „-“ na ľavej
1
strane.
Aktivácia ľavého a pravého tlačidla horáka
Na päť sekúnd stlačte tlačidlo „+“ na pravej strane a súčasne tlačidlo „+“ na ľavej
1
strane.
42

Bezpečnosť
Výstražné
upozornenia na
zariadení
Zvárací horák je vybavený bezpečnostnými symbolmi a výkonovým štítkom. Výkonový
štítok a bezpečnostné symboly sa nesmú odstraňovať ani pretrieť iným náterom.
Symboly varujú pred nesprávnou obsluhou, z ktorej môžu vyplynúť vážne poranenia
osôb a materiálne škody.
Výkonový štítok s bezpečnostnými symbolmi Varovanie pred pohyblivými dielmi
SK
Uvedené funkcie použite až vtedy, keď si kompletne prečítate nasledujúce dokumenty
a porozumiete im:
- tento návod na obsluhu,
- priložený dokument „Bezpečnostné predpisy“,
- všetky návody na obsluhu systémových komponentov, najmä bezpečnostné
predpisy.
Zváranie je nebezpečné. Aby sa práca so zariadením vykonávala v súlade s predpismi,
musia sa splniť tieto základné požiadavky:
- dostatočná kvalifikácia na zváranie,
- vhodné ochranné vybavenie,
- zdržiavanie sa nezúčastnených osôb v dostatočnej vzdialenosti od zváracieho
horáka a zváracieho procesu.
43

Staré prístroje nelikvidujte s komunálnym odpadom, ale zlikvidujte ich podľa
bezpečnostných predpisov.
Nepribližujte sa rukami, vlasmi, kusmi odevu ani nástrojmi k pohyblivým častiam, akými
napr. sú:
- ozubené kolesá
- posuvové kladky
- cievky drôtu a drôtové elektródy
Nesiahajte do otáčajúcich sa posuvových kladiek pohonu drôtu ani do otáčajúcich sa
hnacích častí.
Kryt zváracieho horáka sa smie otvárať iba počas doby vykonávania údržbových
a opravárenských prác.
Počas prevádzky
- sa uistite, že je kryt zavretý.
- Nechajte kryt zavretý.
Bezpečnosť
NEBEZPEČENSTVO!
Nebezpečenstvo v dôsledku nesprávnej obsluhy a nesprávne vykonaných prác.
Následkom môžu byť vážne poranenia osôb alebo materiálne škody.
Všetky práce a funkcie opísané v tomto dokumente smie vykonávať iba odborne
▶
vyškolený personál.
Prečítajte si tento dokument tak, aby ste mu porozumeli.
▶
Prečítajte si všetky návody na obsluhu systémových komponentov, najmä
▶
bezpečnostné predpisy tak, aby ste im porozumeli.
NEBEZPEČENSTVO!
Nebezpečenstvo zásahu elektrickým prúdom a nebezpečenstvo poranení
spôsobených vysúvajúcou sa drôtovou elektródou.
Následkom môžu byť vážne poranenia osôb alebo materiálne škody.
Sieťový spínač prúdového zdroja prepnite do polohy - O -.
▶
Prúdový zdroj odpojte od siete.
▶
Zaistite, aby prúdový zdroj zostal až do ukončenia všetkých prác odpojený od siete.
▶
44

NEBEZPEČENSTVO!
Nebezpečenstvo zásahu elektrickým prúdom.
Následkom môžu byť vážne poranenia osôb alebo materiálne škody.
Všetky káble, vedenia a hadicové vedenia musia byť pevne pripojené,
▶
nepoškodené, správne zaizolované a dostatočne nadimenzované.
POZOR!
Nebezpečenstvo popálenia v dôsledku horúcich komponentov zváracieho horáka
a horúceho chladiaceho média.
Následkom môžu byť vážne zranenia v dôsledku obarenia.
Pred začatím všetkých prác opísaných v tomto návode na obsluhu nechajte všetky
▶
komponenty zváracieho horáka a chladiace médium vychladiť na izbovú teplotu
(+25 °C, +77 °F).
POZOR!
Nebezpečenstvo poškodenia v dôsledku prevádzky bez chladiaceho média.
Následkom môžu byť vážne materiálne škody.
Zváracie horáky chladené vodou nikdy neprevádzkujte bez chladiaceho média.
▶
Za škody z toho vyplývajúce výrobca neručí, preto zanikajú všetky nároky na plnenie
▶
zo záruky.
SK
POZOR!
Nebezpečenstvo úniku chladiaceho média.
Následkom môžu byť vážne poranenia osôb alebo materiálne škody.
Keď sa hadice chladiaceho média zváracích horákov chladených vodou odpájajú od
▶
chladiaceho zariadenia či podávača drôtu, vždy ich uzatvárajte plastovým
uzáverom.
POZOR!
Nebezpečenstvo poranenia pohybujúcimi sa dielmi.
Následkom môžu byť vážne poranenia osôb alebo materiálne škody.
Zvárací horák prevádzkujte iba vtedy, ak je kryt nad posuvovými kladkami zavretý.
▶
45

Uvedenie do prevádzky
MTG d, MTW d –
obrabne dele
montirajte na
gorilnik
1 2
3
** Plinsko šobo zategnite do konca
Upozornenie
k bovdenu drôtu
pri plynom
chladených
zváracích
horákoch
46
UPOZORNENIE!
Ak sa u zváracích horákov chladených plynom používa v tele zváracieho horáka
bovden drôtu z umelej hmoty, znížte údaje o výkone uvedené v technických
údajoch o 30 %.
Na to, aby sa mohli plynom chladené zváracie horáky prevádzkovať s maximálnym
▶
výkonom, používajte v tele zváracieho horáka bovden drôtu z ocele.

Montáž bovdenu
drôtu z ocele
a CrNi v tele
zváracieho
horáka
1 2
SK
* Použite skracovaciu rúrku zváracieho horáka (plyn = 40 mm, voda = 50 mm)
Montáž vodiacej
vložky drôtu
z plastu v tele
zváracieho
horáka
1 2
* Použite skracovaciu rúrku zváracieho horáka (plyn = 40 mm, voda = 50 mm)
47

Montáž
spotrebných
dielov v pohone
Štandardne je predmontovaná červená výtoková dýza (1) pre drôty 0,8 – 1,2 mm. Ak je
potrebná výtoková dýza, pozri kapitolu „Výmena výtokovej dýzy“.
1 2
3 4
5 6
48

7 8
9 10
SK
11 12
49

13 14
15
Výmena
výtokovej dýzy
Štandardne je predmontovaná výtoková dýza s priemerom drôtu 0,8 – 1,2 mm (červená),
ak sa pre použitie vyžaduje priemer drôtu 1,4 alebo 1,6 mm, musí sa vstavať výtoková
dýza 1,6 mm (čierna).
1 2
50

3 4
SK
Montáž bovdenu
drôtu
zo zásobníka
drôtu
v smere FSC
UPOZORNENIE!
Na to, aby bolo možné bovden drôtu správne namontovať, uložte hadicové
vedenie pri montáži bovdenu drôtu rovno.
1 2
3
4
** Bovden drôtu
*** Bovden drôtu z plastu
**** Uzáver naskrutkujte až na doraz na bovden
drôtu. Bovden drôtu musí byť cez otvor v uzávere
vidieť.
51

5 6
7 8
52

Montáž tela
zváracieho
horáka
POZOR!
Nebezpečenstvo poškodenia zváracieho horáka.
Prevlečnú maticu tela zváracieho horáka vždy pevne utiahnite až na doraz.
▶
UPOZORNENIE!
Pred montážou tela zváracieho horáka sa uistite, že miestom pripojenia tela
zváracieho horáka a hadicového vedenia sú nepoškodené a čisté.
UPOZORNENIE!
U vodou chladených zváracích horákov môže pre konštrukciu zváracieho horáka
dôjsť k zvýšenému odporu pri priskrutkovávaní prevlečnej matice.
Je to normálny jav. Prevlečnú maticu tela zváracieho horáka vždy pevne utiahnite až na
doraz.
1 2
SK
UPOZORNENIE!
Ak lícovaný kolík (1) hadicového vedenia zasiahne do lícovaného otvoru (2) tela
zváracieho horáka, nachádza sa telo zváracieho horáka v polohe 0°.
3
* Uistite sa, že je prevlečná matica
pevne zaskrutkovaná až nadoraz.
53

Montáž bovdenu
1
1
"click"
1
1
1
1
"click"
1
1
1
1
drôtu
na zásobník
drôtu
DÔLEŽITÉ!
- Nevystavujte podávaciu hadicu drôtu namáhaniu ťahom!
- Na bočnú stranu zváracieho horáka namontujte vodiaci diel!
1
3
2
4
5 6
54

Pripojenie
3
4
8
5
7
6
9
10
3
3
zváracieho
horáka
k podávaču drôtu
1
* Iba v prípade, ak sú v podávači
drôtu zabudované voliteľne
dostupné prípojky chladiaceho
média a pri vodou chladenom
zváracom horáku.
SK
Hadice chladiaceho média
pripájajte vždy podľa ich farebného
označenia.
Pripojenie
zváracieho
horáka
k prúdovému
zdroju
a chladiacemu
zariadeniu
1 2
* iba keď sú v chladiacom zariadení zabudované voliteľne dostupné prípojky
chladiaceho média a len u vodou chladených zváracích horákov.
Hadice chladiaceho média pripájajte vždy podľa ich farebného označenia.
3
55

Zavedenie
drôtovej
elektródy
POZOR!
Nebezpečenstvo škôd na zdraví a vecných škôd spôsobených zváracím prúdom
a neúmyselným zapálením elektrického oblúka.
Pred začiatkom prác odpojte uzemňovacie spojenie medzi zváracím systémom
▶
a zvarencom.
POZOR!
Nebezpečenstvo poškodenia zváracieho horáka koncom drôtovej elektródy
s ostrými hranami.
Z konca drôtovej elektródy pred zavedením dôkladne odihlite.
▶
POZOR!
Nebezpečenstvo poranenia v dôsledku pružinového účinku navinutej drôtovej
elektródy.
Pri zasúvaní drôtovej elektródy do 4-kladkového pohonu podávača drôtu pevne
▶
zadržte koniec drôtovej elektródy, aby sa zabránilo poraneniam spôsobených
dozadu vystreľujúcou drôtovou elektródou.
1 2
56
POZOR!
Nebezpečenstvo poranenia osôb a materiálnych škôd v dôsledku vysúvanej
drôtovej elektródy.
Počas prác
držte zvárací horák tak, aby špička zváracieho horáka ukazovala smerom preč
▶
od tváre a tela,
používajte vhodné ochranné okuliare,
▶
nesmerujte zvárací horák na osoby,
▶
dbajte na to, aby sa drôtová elektróda nedotýkala elektricky vodivých ani
▶
uzemnených častí (napr. skriňa atď.).
Kryty zásobníka drôtu a rukoväť musia byť zatvorené.
▶

UPOZORNENIE!
S cieľom zaviesť drôtovú elektródu uložte hadicové vedenie v rovnej línii tak, ako
je to znázornené.
Maximálna povolená rýchlosť zavedenia drôtu = 10 m/s.
3 4
5
SK
Nastavenie
prítlaku
Prítlak nastavujte iba pri zavedenej drôtovej elektróde.
* Hodnoty uvedené na vnútornej
strane krytu použite ako orientačné
hodnoty pre nastavenie prítlaku.
57

UPOZORNENIE!
Nastavenie prítlaku funguje nasledovne:
skrutku otočte proti smeru hodinových ručičiek = zníženie prítlaku,
▶
skrutku otočte v smere hodinových ručičiek = zvýšenie prítlaku.
▶
58

Výmena tela zváracieho horáka, pretočenie tela
zváracieho horáka
Demontáž tela
zváracieho
horáka
POZOR!
Nebezpečenstvo popálenia v dôsledku používania horúceho chladiaceho média
a horúceho tela zváracieho horáka.
Pred začiatkom prác ochlaďte chladiace médium a telo zváracieho horáka na izbovú
▶
teplotu (+25 °C, +77 °F).
UPOZORNENIE!
V tele zváracieho horáka sa vždy nachádza zbytkové chladiace médium.
Telo zváracieho horáka odmontovávajte len vtedy, keď plynová dýza smeruje nadol.
▶
1
SK
59

Montáž tela
zváracieho
horáka
POZOR!
Nebezpečenstvo poškodenia zváracieho horáka.
Prevlečnú maticu tela zváracieho horáka vždy pevne utiahnite až na doraz.
▶
UPOZORNENIE!
Pred montážou tela zváracieho horáka sa uistite, že miestom pripojenia tela
zváracieho horáka a hadicového vedenia sú nepoškodené a čisté.
UPOZORNENIE!
U vodou chladených zváracích horákov môže pre konštrukciu zváracieho horáka
dôjsť k zvýšenému odporu pri priskrutkovávaní prevlečnej matice.
Je to normálny jav. Prevlečnú maticu tela zváracieho horáka vždy pevne utiahnite až na
doraz.
1 2
UPOZORNENIE!
Ak lícovaný kolík (1) hadicového vedenia zasiahne do lícovaného otvoru (2) tela
zváracieho horáka, nachádza sa telo zváracieho horáka v polohe 0°.
3
* Uistite sa, že je prevlečná matica
pevne zaskrutkovaná až nadoraz.
60

Otočenie tela
zváracieho
horáka
POZOR!
Nebezpečenstvo popálenia v dôsledku používania horúceho chladiaceho média
a horúceho tela zváracieho horáka.
Pred začiatkom prác ochlaďte chladiace médium a telo zváracieho horáka na izbovú
▶
teplotu (+25 °C, +77 °F).
1 2
SK
3 4
* Uistite sa, že je prevlečná matica pevne zaskrutkovaná až nadoraz.
61

Ošetrovanie, údržba a likvidácia
Všeobecné
informácie
Pravidelná a preventívna údržba zváracieho horáka je podstatným faktorom
bezporuchového prevádzkovania. Zvárací horák je vystavený vysokým teplotám
a silnému znečisteniu. Preto vyžaduje v porovnaní s ostatných komponentmi zváracieho
systému častejšiu údržbu.
POZOR!
Nebezpečenstvo poškodenia
v dôsledku nesprávneho
zaobchádzania so zváracím horákom.
Následkom môžu byť vážne materiálne
škody.
Zváracím horákom neudierajte na
▶
tvrdé predmety.
Vyhýbajte sa tvorbe rýh a škrabancov,
▶
pretože sa v nich môžu trvale ukladať
rozstreky pri zváraní.
V žiadnom prípade telo zváracieho
▶
horáka neohýbajte!
Údržba
pri každom
uvedení
do prevádzky
- Skontrolujte spotrebné diely.
• Vymeňte chybné časti.
- Plynovú dýzu zbavte rozstrekov pri zváraní.
1 2
* Skontrolujte, či nie sú plynová dýza, ochrana proti odstrekom a izolácie
poškodené a poškodené komponenty vymeňte.
- U vodou chladených zváracích horákov okrem toho pri každom uvedení do
prevádzky:
• zaistite, aby boli všetky prípojky chladiaceho média zváracieho systému tesné,
• zaistite, aby bol prítok chladiaceho média bezchybný.
62

Pri každej
1
3
2
1.
2.
3.
4.
5.
výmene cievky
drôtu/drôtenej
cievky
Pri každej výmene cievky drôtu/drôtenej cievky:
- Vyčistite podávaciu hadicu drôtu so zníženým stlačeným vzduchom.
- Odporúča sa: Výmena bovdenu drôtu, pred opätovnou montážou bovdenu drôtu
vyčistenie spotrebných dielov.
1 2
3
SK
Rozpoznanie
chybných
spotrebných
dielov
63

1. Izolačné diely
2
3
1
1
2
4
5
3
1
(0 in.)
0 mm
2
3
4
5
4
2
3
1
- spálené vonkajšie hrany, vrúbky
2. Sedlá dýzy
- spálené vonkajšie hrany, vrúbky
- silno polepené rozstrekmi pri zváraní
3. Ochrana proti rozstrekom
- spálené vonkajšie hrany, vrúbky
4. Kontaktné špičky
- vybrúsené (oválne) otvory vstup a výstup drôtu
- silno polepené rozstrekmi pri zváraní
- závar na hrote kontaktnej špičky
5. Plynové hubice
- silno polepené rozstrekmi pri zváraní
- spálené vonkajšie hrany
- Vrúbky
Výmena alebo
vyčistenie
vodiacej vložky
drôtu zásobníka
drôtu
a vodiaceho dielu
DÔLEŽITÉ! Pred výmenou vodiacej vložky drôtu a vodiaceho dielu vyvlečte drôtovú
elektródu.
1
3
2
4
64

1
2
5
1
4
2
3
"click"
5
6
SK
Montáž bovdenu
drôtu
zo zásobníka
drôtu
v smere hnacej
jednotky
UPOZORNENIE!
Na to, aby bolo možné bovden drôtu správne namontovať, uložte hadicové
vedenie pri montáži bovdenu drôtu rovno.
1 2
3 4
65

5 6
7
66

Diagnostika chýb, odstránenie chýb
Diagnostika
chýb,
odstránenie chýb
Žiaden zvárací prúd
Sieťový spínač prúdového zdroja zapnutý, indikácie na prúdovom zdroji svietia, ochranný
plyn je prítomný
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Po stlačení tlačidla horáka zariadenie nefunguje
Sieťový spínač prúdového zdroja zapnutý, indikácie na prúdovom zdroji svietia
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Chybná prípojka uzemnenia
Prípojku uzemnenia vytvorte v súlade s predpismi
Prerušený prúdový kábel vo zváracom horáku
Zvárací horák vymeňte
FSC („Fronius System Connector“ – centrálna prípojka) nie je zasunuté až
nadoraz
FSC zasuňte až nadoraz
Chybný zvárací horák alebo ovládacie vedenie zváracieho horáka
Zvárací horák vymeňte
Spojovacie hadicové vedenie nie je správne pripojené alebo je chybné
Spojovacie hadicové vedenie správne pripojte.
Chybné spojovacie hadicové vedenie vymeňte.
SK
Príčina:
Odstránenie
:
Žiaden ochranný plyn
Všetky ostatné funkcie sú prítomné
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Chybný prúdový zdroj
Upovedomte servisnú službu
Prázdna plynová fľaša
Vymeňte plynovú fľašu
Chybný redukčný ventil plynu
Vymeňte redukčný ventil plynu
Plynová hadica nie je namontovaná, je zalomená alebo poškodená
Namontujte plynovú hadicu, uložte ju priamo. Chybnú plynovú hadicu
vymeňte.
Chybný zvárací horák
Zvárací horák vymeňte
Chybný elektromagnetický ventil plynu
Upovedomte servisnú službu (nechajte vymeniť elektromagnetický ventil
plynu)
67

Zlé zváracie vlastnosti
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Chybné zváracie parametre
Skorigujte nastavenia
Nevyhovujúce uzemňovacie spojenie
Vytvorte dobrý kontakt k zvarencu
Žiadny ochranný plyn alebo príliš málo ochranného plynu
Skontrolujte redukčný ventil, plynovú hadicu, elektromagnetický ventil plynu
a prípojku plynu na zváracom horáku. Pri plynom chladených zváracích
horákoch prekontrolujte utesnenie plynu, použite vhodný bowden drôtu.
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Zvárací horák nie je tesný
Zvárací horák vymeňte
Chybná alebo vybrúsená kontaktná špička
Vymeňte kontaktnú špičku
Chybné legovanie drôtu alebo chybný priemer drôtu
Skontrolujte vloženú cievku drôtu/drôtenú cievku
Chybné legovanie drôtu alebo chybný priemer drôtu
Skontrolujte zvariteľnosť základného materiálu
Ochranný plyn nie je vhodný pre legovanie drôtu
Použite správny ochranný plyn
Nepriaznivé zváracie podmienky: Znečistený ochranný plyn (vlhkosť,
vzduch), nedostatočné odtienenie plynom (tavný kúpeľ „sa varí“, prievan),
nečistoty v obrobku (hrdza, lak, tuk)
Optimalizujte zváracie podmienky
Rozstreky pri zváraní v plynovej dýze
Odstráňte rozstreky pri zváraní
Vírenie na základe príliš vysokého množstva ochranného plynu
Znížte množstvo ochranného plynu, odporúča sa:
množstvo ochranného plynu (l/min) = priemer drôtu (mm) x 10
(napr. 16 l/min pre drôtovú elektródu 1,6 mm)
68
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Príliš veľký odstup medzi zváracím horákom a zvarencom
Znížte odstup medzi zváracím horákom a zvarencom (cca 10 – 15 mm/
0.39 – 0.59 in.)
Príliš veľký uhol priloženia zváracieho horáka
Zredukujte uhol priloženia zváracieho horáka
Komponenty podávania drôtu nie sú vhodné pre priemer drôtovej elektródy/
materiál drôtovej elektródy
Nasaďte správne komponenty podávania drôtu

Chybné podávanie drôtu
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
V závislosti od systému, brzdy v podávači drôtu alebo v prúdovom zdroji sú
nastavené na príliš pevne
Brzdu trocha povoľte
Otvor kontaktnej špičky je príliš tesný
Vymeňte kontaktnú špičku
Chybný bowden drôtu alebo vodiaca vložka drôtu
Bowden drôtu a vodiacu vložku drôtu prekontrolujte ohľadne zalomení,
znečistenia atď.
Chybný bowden drôtu alebo chybnú vodiacu vložku drôtu vymeňte.
SK
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Posuvové kladky nie sú vhodné pre použitú drôtovú elektródu
Použite vhodné posuvové kladky
Chybný prítlak posuvových kladiek
Optimalizujte prítlak
Posuvové kladky sú znečistené alebo poškodené
Posuvové kladky vyčistite alebo vymeňte
Bowden drôtu bol chybne zasunutý alebo je zalomený
Vymeňte bowden drôtu
Bowden drôtu je po skrátení príliš krátky
Bowden drôtu vymeňte a novú vodiacu vložku drôtu skráťte na správnu
dĺžku
Oder drôtovej elektródy v dôsledku príliš silného prítlaku na posuvových
kladkách
Znížte prítlak na posuvových kladkách
Drôtová elektróda je znečistená alebo zahrdzavená
Použite kvalitnú drôtovú elektródu bez nečistôt
Pri bovdenoch drôtu z ocele: používanie bovdenu drôtu bez poťahovej
vrstvy
Používanie bovdenu drôtu s poťahovou vrstvou
Plynová dýza je príliš zohriata
Príčina:
Odstránenie
:
Žiadne odvádzanie tepla na základe príliš voľného usadenia plynovej dýzy
Plynovú dýzu utiahnite až nadoraz
69

Zvárací horák je príliš zohriaty
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Iba pri zváracích horákoch Multilock: Uvoľnite prevlečnú maticu tela
zváracieho horáka.
Pritiahnite prevlečnú maticu
Zvárací horák bol prevádzkovaný nad hodnotou maximálneho zváracieho
prúdu
Znížte zvárací výkon alebo použite výkonnejší zvárací horák
Príliš slabo nadimenzovaný zvárací horák
Rešpektujte dobu zapnutia a medzné zaťaženia
Iba pri vodou chladených zariadeniach: Príliš malý prietok chladiaceho
média
Prekontrolujte výšku hladiny chladiaceho média, prietokové množstvo
chladiaceho média, znečistenie chladiaceho média, uloženie hadicového
vedenia atď.
Príčina:
Odstránenie
:
krátka životnosť kontaktnej špičky
Príčina:
Riešenie:
Príčina:
Riešenie:
Príčina:
Riešenie:
Príčina:
Riešenie:
Príčina:
Riešenie:
Príčina:
Riešenie:
Špička zváracieho horáka je príliš blízko pri elektrickom oblúku
Zväčšite dĺžku vysunutia
nevhodné posuvové kladky
Použite vhodné posuvové kladky.
oder drôtovej elektródy v dôsledku príliš silného prítlaku na posuvových
kladkách
Znížte prítlak na posuvových kladkách.
znečistená/zhrdzavená drôtová elektróda
Použite kvalitnú drôtovú elektródu bez znečistení.
drôtová elektróda bez poťahovej vrstvy
Použite drôtovú elektródu s vhodnou poťahovou vrstvou.
chybné nadimenzovanie kontaktnej špičky
Určite správne rozmery kontaktnej špičky.
vysoký zaťažovateľ zváracieho horáka
Znížte zaťažovateľ alebo použite výkonnejší zvárací horák.
70
Príčina:
Riešenie:
UPOZORNENIE!
Pri aplikáciách s CrNi môže v dôsledku vlastností povrchu drôtovej elektródy CrNi
dochádzať k zvýšenému opotrebeniu kontaktnej špičky.
prehriata kontaktná špička V dôsledku privoľného dosadnutia kontaktnej
špičky sa neodvádza teplo.
Pevne utiahnite kontaktnú špičku.

Chybná funkcia tlačidla horáka
Príčina:
Odstránenie
:
Chybné zástrčkové spojenia medzi zváracím horákom a prúdovým zdrojom
Zástrčkové spojenia vytvorte v súlade s predpismi / prúdový zdroj alebo
zvárací horák odovzdajte do servisu
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Pórovitosť zvarového šva
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Príčina:
Odstránenie
:
Nečistoty medzi tlačidlom horáka a krytom tlačidla horáka
Odstráňte nečistoty
Ovládacie vedenie je chybné
Upovedomte servisnú službu
Tvorba rozstrekov v plynovej dýze, následkom toho nedostatočná plynová
ochrana zvarového šva
Odstráňte rozstreky pri zváraní
Diery v plynovej hadici alebo nepresné napojenie plynovej hadice
Vymeňte plynovú hadicu
O-krúžok na centrálnej prípojke je prerezaný alebo chybný
Vymeňte O-krúžok
Vlhkosť/kondenzát v potrubí plynu
Vysušte potrubie plynu
Príliš vysoký alebo príliš nízky predfuk plynu
Skorigujte predfuk plynu
Nedostatočné množstvo plynu na začiatku zvárania alebo na konci zvárania
Zvýšte predfuk plynu a doprúdenie plynu
Hrdzavá drôtová elektróda alebo zlá kvalita tejto elektródy
Použite kvalitnú drôtovú elektródu bez nečistôt
Platí pre plynom chladené zváracie horáky: Únik plynu pri neizolovaných
bowdenoch drôtu
Pri plynom chladených zváracích horákoch používajte len izolované
bowdeny drôtu
SK
Príčina:
Odstránenie
:
Bolo použité príliš veľa separačného prostriedku
Prebytočný separačný prostriedok odstráňte / naneste menej separačného
prostriedku
71

Technické údaje
Ø
Všeobecne Nadimenzovanie napätia (V-Peak):
- pre ručne vedené zváracie horáky: 113 V
- pre strojom vedené zváracie horáky: 141 V
Technické údaje tlačidla horáka:
- U
- I
Prevádzka tlačidla horáka je dovolená len v rozsahu technických údajov.
Výrobok zodpovedá požiadavkám normy IEC 60974-7/- 10 CI. A.
max
= 10 mA
max
= 50 V
Plynom chladený
zvárací horák –
MHP 280i G CMT
I (ampér) 10 min/40 °C
M21+C1 (EN 439)
štandard
I (ampér) 10 min/40 °C
M21+C1 (EN 439)
CMT
[mm (in.)] 0,8 – 1,6 (.031 – .063)
[m (ft.)] 3,85 / 5,85 / 7,85 / (12.6 /
[A] 1,45 RMS
[V] AC 38
[m/min
(ipm)]
* Z = zaťažovateľ
40 % Z* 280
60 % Z* 220
100 % Z* 170
40 % Z* 180
19 / 26)
1 – 60 (0 039 – 0 236)
72

Vodou chladený
Ø
zvárací horák –
MHP 400i W CMT
I (ampér) 10 min/40 °C
M21+C1 (EN 439)
štandard
100 % Z* 400
I (ampér) 10 min/40 °C
100 % Z* 280
M21+C1 (EN 439)
CMT
[mm (in.)] 0,8 – 1,6 (.031 – .063)
[m (ft.)] 3,85 / 5,85 / 7,85 / (12.6 / 19 / 26)
P
min
Q
min
[W]** 600 / 850 / 1 050
[l/min (gal./
1 (0.26)
min)]
p
p
min
max
[bar (psi)] 3 bar (43.51 psi.)
[bar (psi)] 5,5 bar (77.77 psi.)
[A] 1,45 RMS
[V] AC 38
[m/min (ipm)] 1 – 60 (0.039 – 0.2362)
* Z = zaťažovateľ
** Najnižší chladiaci výkon podľa normy IEC 60974-2
SK
73

74

İçindekiler
Genel bilgi 76
Genel 76
Amaca uygun kullanım 76
İlk donanım ve takımlar 76
Standart tetik fonksiyonları 77
Up/Down fonksiyonu 77
JobMaster fonksiyonu 78
Sol veya sağ tetiğin devre dışı bırakılması 78
Güvenlik 79
Cihaz üzerindeki uyarı notları 79
Güvenlik 80
İşletmeye alma 82
MTG d, MTW d - Torç gövdesine sarf malzemelerinin monte edilmesi 82
Gaz soğutmalı torçlarda tel sürme spiraline ilişkin açıklama 82
Çelik ve CrNi tel sürme spiralini torç boynuna monte edin 83
Plastik tel sürme elemanını torç boynuna monte edin 83
Tahrikte sarf malzemelerini monte edin 84
Çıkış nozulunun değiştirilmesi 86
Tel tamponun tel sürme spiralini FSC yönünde monte edin 87
Torç boynunu monte etme 89
Tel sürme spiralini tel tamponuna monte etme 90
Torcu tel sürme ünitesine bağlayın 91
Torcu güç kaynağına ve soğutma ünitesine bağlayın 91
Kaynak tellerini sürme 92
Temas basıncını ayarlama 93
Torç boynunu değiştirme, torç boynunu bükme 94
Torç boynunun demonte edilmesi 94
Torç boynunu monte etme 95
Torç boynunu döndürün 96
Bakım, onarım ve atık yönetimi 97
Genel 97
Her devreye alma sırasında bakım 97
Tel bobin / sepet örgülü bobin her değiştirildiğinde 97
Arızalı sarf malzemelerini tanıma 98
Tel tamponu tel sürme spiralini ve kayma parçasını değiştirin veya temizleyin 99
Tel tamponun tel sürme spiralini tahrik birimi yönünde monte edin 100
Arıza tespiti, arıza giderme 102
Arıza tespiti, arıza giderme 102
Teknik özellikler 107
Genel 107
Torç, gaz soğutmalı - MHP 280i G CMT 107
Torç, su soğutmalı - MHP 400i W CMT 108
TR
75

Genel bilgi
Genel Entegre tel tahrik motoru, hortum paketindeki tel tamponuyla kombine olarak kaynak
telinin hızlı, tersinir bir hareketini sağlar. Çok yönlü torç boynu modelleri, kaynak yerine
iyi bir erişilebilirliği mümkün kılar.
Torçlar özellikle sağlam ve güvenilirdir. Ergonomik olarak biçimlendirilmiş bir kabza, bir
küresel mafsal ve optimum ağırlık dağılımı yorulmadan çalışma imkanı sağlar.
Torçların gaz ve su soğutmalı modelleri mevcuttur. Torçlar, mevcut çok kilitli torç
boyunlarıyla bağlantılı olarak çok farklı görev tanımlarına uyum sağlayabilmekte ve elle
seri ve tekli imalatın yanı sıra atölye alanında kendilerini mükemmel şekilde kanıtlıyorlar.
Hortum paketi özellikle şunlar için uygundur:
- Genel çok ince sac uygulamaları
- Galvanize çok ince sacın çapaksız MIG lehimi
- Çelik ile alüminyumun birleştirilmesi
Amaca uygun
kullanım
İlk donanım ve
takımlar
MIG/MAG el torcu yalnızca manuel uygulamalarda MIG/MAG kaynağı için uygundur.
Başka türlü ya da bu çerçevenin dışına çıkan kullanımlar, kullanım amacına uygun olarak
kabul edilmez. Bu türden kullanımlardan doğan hasarlardan üretici firma sorumlu
değildir.
Amaca uygun kullanım kapsamına şu hususlar da dahildir
- kullanım kılavuzundaki tüm bilgi notlarına uyulması
- denetleme ve bakım işlemlerinin yapılması
Hortum paketinin çalıştırılması için tel çapına ve ilave malzemeye uygun bir ilk donatım
(BasicKit) gereklidir (bkz. yedek parça listesi):
- İlk donatım Alu W
- İlk donatım Çelik
- İlk donanım CrNi
- İlk donatım Alu G / CuSi G/W
76

Standart tetik
fonksiyonları
Standart torcun tetiği 2 şalter konumuna sahiptir.
Tetiğin 1 numaralı şalter konumundaki
fonksiyonu (tetik yarı basılı iken):
- LED yanar.
TR
Tetiğin 2 numaralı şalter konumundaki
fonksiyonu (tetik tamamen basılı iken):
- LED söner
- Kaynak başlangıcı.
Up/Down
fonksiyonu
Up/Down torcu aşağıdaki fonksiyonlara
sahiptir:
- Kaynak gücünün sinerjik işletiminde
Up/Down tuşları aracılığıyla
değiştirilmesi
- Hata göstergesi:
• bir sistem hatası olduğunda tüm
LED'ler kırmızı yanar,
• bir veri iletişim hatası olduğunda
tüm LED'ler kırmızı yanar
- Yüksek çalışma frekansında test:
• tüm LED'ler arka arkaya kısa
süreyle yanar
77

JobMaster
fonksiyonu
JobMaster torcu aşağıdaki fonksiyonlara
sahiptir:
- ok tuşlarıyla güç kaynağında istenen
parametre seçilir
- +/- tuşlarıyla seçilen parametre
değiştirilir
- ekran güncel parametre ile değeri
gösterir
Sol veya sağ
tetiğin devre dışı
bırakılması
Tetikler standart olarak her iki taraftan aktiftir. Bir tarafı devre dışı bırakılacaksa, şu
şekilde hareket edin:
Sol tetiğin devre dışı bırakılması
Sol taraftaki "-" tuşuna ve aynı zamanda sağ taraftaki "+" tuşuna beş saniye boyunca
1
basın
Sağ tetiğin devre dışı bırakılması
Sağ taraftaki "-" tuşuna ve aynı zamanda sol taraftaki "+" tuşuna beş saniye boyunca
1
basın
Sol ve sağ tetiğin devre dışı bırakılması
Sağ taraftaki "-" tuşuna ve aynı zamanda sol taraftaki "-" tuşuna beş saniye boyunca
1
basın
Sol ve sağ tetiğin devreye alınması
Sağ taraftaki "+" tuşuna ve aynı zamanda sol taraftaki "+" tuşuna beş saniye
1
boyunca basın
78

Güvenlik
Cihaz üzerindeki
uyarı notları
Torç, güvenlik sembolleri ve bir anma değerleri plakası ile donatılmıştır. Bu uyarı levhası
ve güvenlik sembolleri yerlerinden çıkartılmamalı ya da bunların üzeri kapatılmamalıdır.
Semboller, mal ve can kaybına yol açabilecek hatalı kullanımlara karşı sizi uyarır.
TR
Güvenlik sembolleri olan anma değerleri plakası Hareketli parçalara karşı uyarı
Tarif edilen işlevleri, aşağıdaki dokümanları tam olarak okuduktan ve anladıktan sonra
kullanın:
- bu kullanım kılavuzu
- ekte bulunan "Güvenlik kuralları" belgesi
- başta güvenlik kuralları olmak üzere sistem bileşenlerine ait tüm kullanım kılavuzları
Kaynak yapmak tehlikelidir. Cihazla doğru bir şekilde çalışmak için aşağıdaki temel
koşullar yerine getirilmiş olmalıdır:
- Yeterli düzeyde kaynak yapma kalifikasyonu
- Uygun koruma ekipmanı
- İlgili olmayan kişilerin torç ve kaynak prosesinden uzakta tutulması
79

Artık kullanılmayan cihazları ev çöpüne atmayın, bilakis güvenlik kurallarına uygun
biçimde atık olarak elden çıkarın.
Elleri, saçları, giysi parçalarını ve aletleri hareketli parçalardan uzak tutun, örneğin:
- Dişli çarklar
- Besleme makaraları
- Tel makaraları ve kaynak telleri
Tel tahrik motorunun dönen besleme makaralarını ya da dönen tahrik parçalarını elle
tutmaya kalkışmayın.
Torçun kapağı, sadece bakım ve onarım çalışması esnasında açılabilir.
İşletim esnasında
- Kapağın kapalı olduğundan emin olun.
- Kapağı kapalı tutun.
Güvenlik
TEHLİKE!
Hatalı kullanım veya hatalı yapılan çalışmalar sebebiyle tehlike.
Ciddi can ve mal kayıpları meydana gelebilir.
Bu dokümanda tanımlanan tüm çalışmalar ve fonksiyonlar sadece eğitimli uzman
▶
personel tarafından yerine getirilmelidir.
Bu doküman okunmalı ve anlaşılmalıdır.
▶
Sistem bileşenlerine ait tüm kullanım kılavuzları, özellikle de güvenlik kuralları
▶
okunmalı ve anlaşılmalı.
TEHLİKE!
Elektrikli akım sebebiyle tehlike ve dışarıya çıkan kaynak teli sonucunda
yaralanma tehlikesi.
Ciddi can ve mal kayıpları meydana gelebilir.
Güç kaynağının şebeke şalterini "O" konumuna çevirin.
▶
Güç kaynağını şebekeden ayırın.
▶
güç kaynağının tüm işlemler bitene kadar şebeke ile bağlanmadığından emin olun.
▶
80

TEHLİKE!
Elektrik akımı nedeniyle tehlike.
Ciddi can ve mal kayıpları meydana gelebilir.
Tüm kablo, iletim hatları ve hortum paketleri her zaman sıkıca bağlanmış, hasarsız,
▶
doğru biçimde izole edilmiş ve yeterli ölçülere sahip olmalıdır.
DİKKAT!
Sıcak torç bileşenleri ve sıcak soğutucu madde sebebiyle yanma tehlikesi.
Yanık meydana gelebilir.
Bu kullanım kılavuzunda açıklanan tüm çalışmalara başlamadan önce tüm torç
▶
bileşenleri ve soğutucu maddeyi oda sıcaklığına (+25 ° C, +77 ° F) gelene dek
soğutun.
DİKKAT!
Soğutucu madde kullanmadan işletim sebebiyle hasar tehlikesi.
Ağır maddi hasarlara neden olabilir.
Su soğutmalı torçlar, soğutucu madde olmadan asla çalıştırılmamalıdır.
▶
Bu türden kullanımlardan doğan hasarlardan üretici sorumlu değildir ve garanti
▶
geçersizdir.
TR
DİKKAT!
Soğutucu maddenin sızması sebebiyle tehlike.
Ciddi can ve mal kayıpları meydana gelebilir.
Su ile soğutulmuş torcun soğutucu madde hortumlarını, soğutma ünitesi veya tel
▶
sürme ünitesinde ayrıldığında her zaman üzerine monte edilmiş plastik kapak ile
kapatın.
DİKKAT!
Hareketli parçaların yaralanmaya sebebiyet verme tehlikesi mevcuttur.
Ciddi can ve mal kayıpları meydana gelebilir.
Torcu sadece besleme makaraları üzerindeki kapak kapalı durumdayken çalıştırın.
▶
81

İşletmeye alma
MTG d, MTW d Torç gövdesine
sarf
malzemelerinin
monte edilmesi
1 2
3
** Gaz nozulunu sonuna kadar
geçirin
Gaz soğutmalı
torçlarda tel
sürme spiraline
ilişkin açıklama
82
NOT!
Gaz soğutmalı torçlarda, teknik verilerde belirtilen performans verilerini % 30
düşürmek için torç boynunda plastik bir tel sürme spirali kullanılır.
Gaz soğutmalı torcu azami performansla çalıştırabilmek için, torç boynunda çelik bir
▶
tel sürme spirali kullanın.

Çelik ve CrNi tel
sürme spiralini
torç boynuna
monte edin
1 2
TR
* Torcun uzatma borusunu kullanın (Gaz = 40 mm, su = 50 mm)
Plastik tel sürme
elemanını torç
boynuna monte
edin
1 2
* Torcun uzatma borusunu kullanın (Gaz = 40 mm, su = 50 mm)
83

Tahrikte sarf
malzemelerini
monte edin
Standart olarak 0,8 - 1,2 mm'li teller için kırmızı bir çıkış nozulu (1) önceden monte
edilmiştir. Başka bir çıkış nozulu gerekliyse "Çıkış nozulunun değiştirilmesi" bölümüne
bakın.
1 2
3 4
5 6
84

7 8
9 10
TR
11 12
85

13 14
15
Çıkış nozulunun
değiştirilmesi
Standart olarak 0,8 - 1,2 mm'lik tel çapları için bir çıkış nozulu monte edilmiştir (kırmızı);
uygulama için 1,4 veya 1,6 mm'lik bir tel çapı gerekliyse, 1,6 mm'lik çıkış nozulu (siyah)
monte edilmelidir.
1 2
86

3 4
TR
Tel tamponun tel
sürme spiralini
FSC yönünde
monte edin
NOT!
Tel sürme spiralinin doğru monte edilebilmesi için, hortum paketini tel spiralinin
montajı sırasında düz şekilde koyunuz.
1 2
3
4
** Çelik tel sürme spirali
*** Plastik tel sürme spirali
**** kapağı sonuna dek, tel sürme spiraline
dayanıncaya kadar vidalayın. Tel sürme spirali
kapaktaki delikten görülebilir olmalıdır.
87

5 6
7 8
88

Torç boynunu
monte etme
DİKKAT!
Kaynak torcunun hasar görme tehlikesi mevcuttur.
Torç boynunun başlık somununu her zaman sonuna dek vidalayın.
▶
NOT!
Torç boynunu monte etmeden önce, torç boynu ile hortum paketinin kavrama
noktasının hasarsız ve temiz olduğundan emin olun.
NOT!
Su soğutmalı kaynak torçlarında, kaynak torcunun yapısı nedeniyle başlık
somunun vidalanması sırasında daha fazla direnç ortaya çıkabilir.
Bu durum normaldir. Torç boynunun başlık somununu her zaman sonuna dek vidalayın.
1 2
TR
NOT!
Hortum paketinin geçiş pimi (1) torç boynunun geçiş deliğine (2) girdiğinde torç
boynu 0° konumunda bulunur.
3
* Başlık somununun sonuna dek
vidalandığından emin olun.
89

Tel sürme
1
1
"click"
1
1
1
1
"click"
1
1
1
1
spiralini tel
tamponuna
monte etme
ÖNEMLİ!
- Tel besleme hortumunu çekme gerilimine maruz bırakmayın!
- Kayma parçasını torç tarafına monte edin!
1
3
2
4
5 6
90

Torcu tel sürme
3
4
8
5
7
6
9
10
3
3
ünitesine
bağlayın
1
* sadece opsiyonel olarak
alınabilecek soğutucu madde
bağlantıları tel sürme ünitesine
monte edilmiş olduğu ve su ile
soğutulan torç bulunduğunda.
Soğutucu madde hortumlarını her
zaman renkli işaretlerine uygun
şekilde bağlayın.
TR
Torcu güç
kaynağına ve
soğutma
ünitesine
bağlayın
1 2
* sadece opsiyonel olarak alınabilecek soğutucu madde bağlantıları soğutma
ünitesine monte edilmiş olduğu ve su ile soğutulan torç bulunduğunda.
Soğutucu madde hortumlarını her zaman renkli işaretlerine uygun şekilde
bağlayın.
3
91

Kaynak tellerini
sürme
DİKKAT!
Kaynak akımı ve istem dışı ark ateşlemesi nedeniyle can ve mal kaybı tehlikesi.
Çalışmaya başlamadan önce kaynak sistemi ve iş parçası arasındaki şasi
▶
bağlantısını ayırınız.
DİKKAT!
Kaynak telinin keskin kenarlı ucu nedeniyle torçta hasar tehlikesi.
İlerletmeden önce kaynak teli ucunun çapağını iyice alın.
▶
DİKKAT!
Makaraya sarılan kaynak telinin yay etkisi nedeniyle yaralanma tehlikesi.
Kaynak telini tel sürmenin 4 makaralı tahrik motoruna yerleştirme sırasında geriye
▶
yaylanan kaynak teli nedeniyle ortaya çıkabilecek yaralanmaları önlemek için
kaynak telinin ucunu iyice sıkın.
1 2
92
DİKKAT!
Çıkan kaynak teli nedeniyle can kaybı ve maddi hasar tehlikesi.
Çalışma esnasında
Torcu, torç ucu yüz ve vücutta doğru olmayacak şekilde tutun
▶
Uygun bir koruyucu gözlük kullanın
▶
Torcu insanlara doğru yöneltmeyin
▶
Kaynak telinin elektriği ileten veya topraklanmış herhangi bir parçaya temas
▶
etmediğinden emin olun (örn. mahfaza vs.)
Tel tamponun ve kabzanın kapakları kapalı olmalıdır.
▶
NOT!
Kaynak telinin sürülmesi işlemi için, horum paketini aşağıda gösterildiği gibi bir
doğru üzerinde olacak şekilde yerleştirin.
İzin verilen azami tel sürme hızı = 10 m/s.

3 4
5
TR
Temas basıncını
ayarlama
Temas basıncını sadece teli sürülmüş kaynak telinde ayarlayın.
* Kapağın iç tarafında verilen
değerleri temas basıncı referans
değerleri olarak kullanın.
NOT!
Temas basıncı ayarı aşağıdaki gibi yapılır:
Vidayı saat yönünün tersine çevirin = Temas basıncı azalır
▶
Vidayı saat yönünde çevirin = Temas basıncı çoğalır
▶
93

Torç boynunu değiştirme, torç boynunu bükme
Torç boynunun
demonte edilmesi
DİKKAT!
Sıcak soğutucu madde ve sıcak torç boynu sebebiyle yanma tehlikesi.
Çalışmalara başlamadan önce tüm torç bileşenleri ve soğutucu maddeyi (+25 ° C,
▶
+77 ° F) oda sıcaklığına gelene dek soğutun.
NOT!
Torç boynunda her zaman bir miktar soğutucu madde bulunur.
Torç boynunu sadece gaz nozulu aşağı baktığında sökün.
▶
1
94

Torç boynunu
monte etme
DİKKAT!
Kaynak torcunun hasar görme tehlikesi mevcuttur.
Torç boynunun başlık somununu her zaman sonuna dek vidalayın.
▶
NOT!
Torç boynunu monte etmeden önce, torç boynu ile hortum paketinin kavrama
noktasının hasarsız ve temiz olduğundan emin olun.
NOT!
Su soğutmalı kaynak torçlarında, kaynak torcunun yapısı nedeniyle başlık
somunun vidalanması sırasında daha fazla direnç ortaya çıkabilir.
Bu durum normaldir. Torç boynunun başlık somununu her zaman sonuna dek vidalayın.
1 2
TR
NOT!
Hortum paketinin geçiş pimi (1) torç boynunun geçiş deliğine (2) girdiğinde torç
boynu 0° konumunda bulunur.
3
* Başlık somununun sonuna dek
vidalandığından emin olun.
95

Torç boynunu
döndürün
DİKKAT!
Sıcak soğutucu madde ve sıcak torç boynu sebebiyle yanma tehlikesi.
Çalışmalara başlamadan önce tüm torç bileşenleri ve soğutucu maddeyi (+25 ° C,
▶
+77 ° F) oda sıcaklığına gelene dek soğutun.
1 2
3 4
96
* Başlık somununun sonuna dek vidalandığından emin olun.

Bakım, onarım ve atık yönetimi
Genel Torcun düzenli ve önleyici bakımı, arızasız bir çalışma için temel faktörlerdir. Torç,
yüksek sıcaklıklara ve aşırı kirlenmeye maruz kalmaktadır. Bu nedenle torç, kaynak
sisteminin diğer bileşenlerine göre daha sık bir bakıma ihtiyaç duymaktadır.
DİKKAT!
Her devreye alma
sırasında bakım
Torcun yanlış kullanılması sebebiyle
hasar tehlikesi.
Ağır hasarlara neden olabilir.
▶
▶
▶
- Sarf malzemelerini kontrol edin
• aşınmış, arızalı parçaları değiştirin
- Gaz nozulunu kaynak çapaklarından temizleyin
1 2
TR
Torcu sert nesnelere vurmayın.
Kontak memede, kaynak çapaklarının
kalıcı olarak yerleşebileceği çatlak ve
çizik oluşmasını önleyin.
Torç boynunu kesinlikle bükmeyin!
Tel bobin / sepet
örgülü bobin her
değiştirildiğinde
* Gaz nozulu, çapak koruması ve izolasyonların hasar görmediğini kontrol edin ve
hasarlı bileşenleri değiştirin.
- Ek olarak her devreye alma sırasında, su ile soğutulmuş kaynak torçlarında:
• tüm soğutucu madde bağlantılarının sızdırmaz olduğundan emin olun
• hatasız bir soğutucu madde geri akışının bulunduğundan emin olun
Tel bobin / sepet örgülü bobin her değiştirildiğinde:
- Tel besleme hortumunu düşük basınçlı havayla temizleyin
- Öneriler: Tel sürme spiralini değiştirin, tel sürme spiralini yeniden monte etmeden
önce sarf malzemelerini temizleyin
97

1 2
1
3
2
1.
2.
3.
4.
5.
3
Arızalı sarf
malzemelerini
tanıma
1. İzolasyon parçaları
- yanmış dış kenarlar, çentiklenmeler
2. Meme hamilleri
- yanmış dış kenarlar, çentiklenmeler
- aşırı kaynak çapağı yapışması
3. Çapak koruması
- yanmış dış kenarlar, çentiklenmeler
4. Kontak memeleri
- aşınmış (oval) tel giriş ve tel çıkış delikleri
- aşırı kaynak çapağı yapışması
- Kontak meme ucunda yanma
5. Gaz nozulları
- aşırı kaynak çapağı yapışması
- yanmış dış kenarlar
- çentikler
98

Tel tamponu tel
2
3
1
1
2
4
5
3
1
(0 in.)
0 mm
2
3
4
5
4
2
3
1
1
2
1
4
2
3
"click"
5
sürme spiralini ve
kayma parçasını
değiştirin veya
temizleyin
ÖNEMLİ! Tel kılavuz elemanını ve kayma parçasını değiştirmeden önce kaynak telini
çıkartın.
1
2
TR
3
5
4
6
99

Tel tamponun tel
sürme spiralini
tahrik birimi
yönünde monte
edin
NOT!
Tel sürme spiralinin doğru monte edilebilmesi için, hortum paketini tel spiralinin
montajı sırasında düz şekilde koyunuz.
1 2
3 4
100
5 6
 Loading...
Loading...