

Page 1
/ Battery Charging Systems / Welding Technology / Solar Electronics
MagicWave 2600
MagicWave 2600 Cel
MagicWave 3000
TransTig 2600
TransTig 2600 Cel
TransTig 3000
Руководство по эксплуатации
Перечень запасных деталей
RU
Источник тока WIG
42,0426,0022,RU 004-16042015
Page 2

Page 3

Уважаемый читатель
Введение
Благодарим Вас за оказанное доверие и поздравляем с приобретением
нового высокотехнологичного изделия фирмы Фрониус. Настоящее
руководство поможет Вам ознакомиться с ним. Внимательно прочитав
руководство Вы узнаете обо всех разносторонних возможностях,
которыми обладает Ваш новый аппарат Фрониус, и сможете в полной
мере воспользоваться его преимуществами.
Просим таже соблюдать указания по технике безопасности. Благодаря
этому Ваше рабочее место станет более безопасным. Заботливое
обращение с аппаратом поможет Вам на протяжении всего срока службы
сохранить свойственные ему высокое качество и надежность, являющиеся
важными предпосылками для получения высококачественной продукции.
ud_fr_st_et_00628 012012
RU
Page 4

Page 5
Правила техники безопасности
ÎÏACHO!
ÏPEÄYNPEÆÄEHÈE!
ÎCTOPOÆHO!
ÓKA3AHÈE!
Важно! «Важно!» - обозначает советы по пользованию оборудованием, а также прочую
полезную информацию. Не является предупреждением о возможных
неблагоприятных или опасных ситуациях.
Те места «Руководства по эксплуатации», которые отмечены вышеприве-денными
символами, требуют особого внимания.
«ÎÏACHO!» - указывает на непосредственно угрожающую опасность.
Непринятие мер по предотвращению этой опасности, влечет за собой
смерть или тяжкие увечья.
«ÏPEÄYNPEÆÄEHÈE!» - указывает на ситуацию, чреватую возможной
опасностью. Не будучи предотвращена, эта ситуация может привести
к смерти или тяжким увечьям.
«ÎCTOPOÆHO!» - указывает на ситуацию, могущую привести к
нанесению ущерба. Не будучи предотвращена, это ситуация может
послужить причиной легких травм, а также материального ущерба.
«ÓKA3AHÈE!» - обозначает опасность негативного воздействия на
реултальты сварочных работ, а также на возможность повреждения
оборудования.
Общие
положения
Сварочный аппарат изготовлен на современном техническом уровне в
соответствии с признанными правилами техники безопасности. Тем не
менее при неправильном обращении возникает опасность для:
- жизни и здоровья обслуживающего персонала и третьих лиц
- источника питания и других материальных ценностей предприятия,
- эффективности рабочего процесса с использованием источника
питания
Все лица, связанные с вводом в эксплуатацию, управлением, уходом и
техническим обслуживанием источника питания, должны:
- пройти соответствующую аттестацию
- иметь знания по сварке
- точно соблюдать данную инструкцию
RU
Руководство по эксплуатации должно постоянно храниться вблизи места
применения источника питания. Дополнительно к требованиям
руководства по эксплуатации необходимо соблюдать действующие общие
и местные правила техники безопасности и охраны окружающей среды.
Все указания на источнике питания
- содержать в читаемом состоянии
- не повреждать
- не удалять
- не закрывать, не заклеивать и не закрашивать
Информация о размещение указаний по технике безопасности на
аппарате приводится в соответствующем руководстве по эксплуатации.
Неисправности, которые могут снизить безопасность, должны
незамедлительно устраняться.
Речь идет о Вашей безопасности!
I
ud_fr_st_sv_00471 012013
Page 6
Использование
согласно
назначению
Аппарат использовать только для работы согласно его назначению.
Аппарат предназначен для работы только в тех сварочных режимах,
которые указаны на его идентификационном щитке. Иное использование
аппарата считается не соответствующим назначению.
Изготовитель не несет ответственности за ущерб, вызванный
использованием аппарата не по назначению.
Использование согласно назначению подразумевает также:
- соблюдение указаний настоящего руководства по эксплуатации
- соблюдение указаний по технике безопасности
- проведение технических осмотров и технического обслуживания
Источник питания предназначен для использования в промышленном
производстве. За ущерб, возникший в результате использования
источника питания в бытовых условиях, изготовитель ответственности
не несет.
Изготовитель также не несет ответственности за некачественные или
неудовлетворительные результаты, полученные при использовании
аппарата.
Условия
окружающей
среды
Обязанности
пользователя
Использование или хранение источника питания в уловиях, выходящих за
пределы нижеуказанного диапазона, считается не соответствующим
назначению. За возникший в реузльтате этого ущерб изготовитель
ответственности не несет.
Температура окружающего воздуха:
- при работе: -10 °C до + 40 °C (14 °F до104 °F)
- при транспортировке и хранении : - 25 °C до + 55 °C (-13 °F äî131 °F)
Относительная влажность воздуха:
- äî 50 % ïðè 40 °C (104 °F)
- äî 90 % ïðè 20 °C (68 °F)
Требования к окружающему воздуху: отсутствие пыли, кислот, а также
вызвающих коррозию газов и других вызвающих коррозию веществ.
Высота над уровнем моря: до 2000 м (6500 футов).
Пользователь обязан допускать к работам на источнике питания только
тех лиц, которые:
- знакомы с основными правилами техники безопасности и прошли
обучение по пользованию источником питания
- прочитали раздел «Правила техники безопасности» и указания о
необходимых мерах предосторожности, приводимые в данном
руководстве, поняли и подтвердили это своей подписью
- прошли инструктаж относительно требований к результатам
выполняемых ими работ
ud_fr_st_sv_00471 012013
Соблюдение техники безопасности персоналом должно периодически
контролироваться.
II
Page 7
Обязанности
персонала
Все лица, которым поручаются работы на источнике питания, перед
началом работ обязаны:
- выполнить основные правила безопасности
- прочитать раздел «Правила техники безопасности» и указания о
необходимых мерах предосторожности, приводимые в данном
руководстве, и подтвердить это своей подписью
Перед тем, как покинуть рабочее место, необходимо позаботиться о том,
чтобы и в отсутствие персонала не мог быть причинен ущерб здоровью
людей и материальным ценностям.
Подключение к
сети
Персональная
защита
(сварщика и
третьих лиц)
За счет большого энергопотребления мощные аппараты могут влиять на
качество напряжения в сети.
На некоторое оборудование это может влиять следующим образом.
- Ограничения на подключение.
- Требования в отношении максимально допустимого сетевого
импеданса.
- Требования в отношении минимально необходимой мощности
короткого замыкания.
*)
На интерфейсе сети общего пользования.
*)
*)
См. «Технические характеристики»
В этом случае владелец или пользователь аппарата должен выяснить
(например, обратившись на энергоснабжающее предприятие), можно ли
подключать аппарат к сети.
Во время сварки возникают следующие источники опасности:
- искры, разлетающиеся частицы горячего металла
- излучение дуги, опасное для глаз и кожи
- вредные электромагнитные поля, которые могут представлять
опасность для лиц с ритмоводителем сердца
- опасности, исходящие от сетевого и сварочного электрического тока
- повышенная шумовая нагрузка
- вредный дым и газы
Лица, работающие с изделием в процессе сварки, должны быть обеспечены соответствующей защитной одеждой. Должны быть соблюдены
следующие требования:
- одежда должна быть трудно воспламеняющейся
- одежда должна быть изолирующей и сухой
- одежда должна защищать все тело, не иметь повреждений и
находиться в исправном состоянии
- необходимо иметь защитный шлем
- брюки не должны иметь отворотов
RU
III
ud_fr_st_sv_00471 012013
Page 8

Персональная
защита
(сварщика и
третьих лиц)
(продолжение)
Для личной защиты следует соблюдать следующие правила:
- глаза и лицо защищать защитной маской с отвечающим стандартам
техники безопасности фильтром; маска должна обеспечивать защиту
от ультрафиолетового излучения, жара и искр
- под защитной маской необходимо носить отвечающие стандартам
техники безопасности защитные очки с боковой защитой
- носить прочную обувь, сохраняющую изолирующие свойства в том
числе и во влажных условиях
- защищать руки соответствующими перчатками
(электроизолирующими, теплозащитными).
- Для уменьшения шумовой нагрузки и защиты органов слуха
использовать наушники.
Избегать присутствия третьих лиц и, в особенности, детей вблизи
сварочных аппаратов и в местах проведения сварочных работ. Если все
же поблизости присутствуют люди, необходимо:
- информировать их об опасности
- снабдить их защитными средствами или
- установить для них защитное ограждение
Данные по
шумовой
эмиссии
Опасность
вредных газов и
испарений
Устройство создает максимальный уровень звуковой мощности < 80 дБ
(A) (при опорном значении звуковой мощности 1 пВт) на холостом ходу и
в фазе охлаждения после эксплуатации в максимально допустимой
рабочей точке при стандартной нагрузке согласно EN 60974-1.
Данные по уровню эмиссии на рабочем месте во время сварки (и резки)
привести невозможно, поскольку на него влияют технологические
особенности и окружающая среда. Уровень шумовой эмиссии зависит от
самых разных параметров, например от метода сварки (MIG/MAG, WIG),
выбранного вида тока (постоянный или переменный), диапазона
мощности, вида наплавленного металла, резонансных свойств изделия,
условий на рабочем месте и пр.
Дым, возникающий при сварке, содержит вредные для здоровья пары и
газы.
Сварочные дымовые газы содержат вещества, которые могут вызвать рак,
а также отрицательно повлиять на здоровье плода во время беременности.
Держать голову как можно дальше от дыма и газов.
Дым и вредные газы, возникающие при сварке -
- не вдыхать
- с помощью соответствующих приспособлений отводить от рабочего
места
ud_fr_st_sv_00471 012013
Обеспечить достаточный приток свежего воздуха.
При недостаточной вентиляции использовать защитную маску с подводом
воздуха.
При наличии сомнений в достаточной эффективности отсасывающего
оборудования, произвести измерение содержания вредных веществ и
сравнить результаты с допустимыми предельными значениями.
После прекращения сварки закрывать вентиль баллона защитного газа
или совсем закрыть главное газоснабжения.
IV
Page 9

Опасность
вредных газов и
испарений
(продолжение)
Степень вредности сварочных дымовых газов зависит, в числе прочего,
от следующих факторов:
- вида металлов, входящих в материал изделия
- электродов
- поверхностных покрытий
- чистящих и обезжиривающих средств и т.п.
Поэтому необходимо учитывать данные, содержащиеся в паспортах
безопасности материалов, и прочие указания изготовителей
вышеперечисленных компонентов.
Горючие пары (например, пары растворителей) не должны попадать в
зону излучения сварочной дуги.
Опасность
вылета искр
Опасность
сетевого и
сварочного тока
Разлетающиеся искры могут стать причиной пожара или взрыва.
Не проводить сварку вблизи взрывчатых материалов.
Горючие материалы должны быть удалены не менее, чем на 11 метров
(35 футов) от сварочной дуги или закрыты проверенным покрытием.
Необходимо иметь наготове исправные, проверенные огнетушители.
Искры и частицы горячего металла могут проникать в прилегающие
помещения через самые незначительные трещины или отверстия.
Следует принять необходимые меры для предотвращения травм и
возгораний.
Сварочные работы в пожаро - и взрывоопасных помещениях, замкнутых
емкостях, баках и трубопроводах разрешаются только в том случае, если
эти помещения подготовлены в соответствии с национальными и
международными нормами.
Не допускаются сварочные работы на емкостях, в которых хранятся или
хранились газы, горючее, нефтепродукты. Существует опасность взрыва
остатков этих продуктов.
Электрический ток представляет опасность, и поражение
электрическим током может привести к смертельному исходу.
Не прикасаться к находящимся под напряжением деталям как внутри,
так и вне аппарата.
При сварке МИГ/МАГ и ТИГ сварочная проволока, катушка, приводные
ролики,
а также все металлические детали, соприкасающиеся с проволокой,
находятся под напряжением.
Блок подачи проволоки следует устанавливать на достаточно изолированную поверхность или использовать подходящую изолированную
подставку/держатель.
Следует обеспечить достаточную защиту персонала от потенциала земли/
массы за счет изолирующих, сухих подкладок/покрытий. Они должны
полностью закрывать всю поверхность, на которой возможен контакт
между человеческим телом и землей/массой.
Все кабели должны быть прочными, неповрежденными, изолированными и
достаточно мощными. Ослабленные соеднения, износившиеся, поврежденные или недостаточно мощные кабели незамедлительно заменять.
V
ud_fr_st_sv_00471 012013
RU
Page 10
Опасность
сетевого и
сварочного тока
(продолжение)
Не допускать обвивания кабелей и проводов вокруг тела/частей тела.
Ни в коем случае не погружать сварочные электроды (стержневые
электроды, вольфрамовые электроды, проволоку и т.д.) в жидкость
с целью охлаждения.
Ни в коем случае не прикасаться к сварочным электродам.
Между электродами двух сварочных аппарата может существовать
напряжение, равное двукратному напряжению холостого хода одного
аппарата. Ни в коем случае не прикасаться к потенциалам обоих
сварочных аппаратов одновременно. Опасно для жизни.
Сетевые кабели и кабели источника питания должны систематически
проверяться специалистом-электриком на исправность защитного
провода.
Источник питания подключать только к сети, имеющей защитный провод и
к розетке, оснащенной контактом защитного провода.
Подключение источника питания к сети, не имеющей защитного провода и
к розетке, не оснащенной контактом защитного провода, считается грубой
небрежностью. За возникший в результате этого ущерб изготовитель
ответственности не несет.
При необходимости, следует с помощью подходящих средств обеспечить
достаточное заземление свариваемого изделия.
Блуждающие
сварочные токи
Не используемый сварочный аппарат выключать.
При работе с тяжелыми предметами для обеспечения безопасности
используйте специальные погрузочные приспособления.
Перед тем, как проводить работы по оснащению, ремонту или
техническому обслуживанию аппарата, выключить аппарат и вынуть
сетевой штекер из розетки.
Установить хорошо заметный и читаемый щит/плакат, предупреждающий
от включения сетевого штекера в розетку и от включения аппарата.
После того, как аппарат открыт:
- разрядить компоненты, которые сохраняют электрический заряд
- убедиться в том, что все компоненты обесточены
Если необходимо проведение работ на токопроводящих частях, нужно
привлечь лицо, которое при необходимости выключит сетевой
выключатель.
При несоблюдении нижеследующих требований, возможно возникновение
блуждающих сварочных токов, которые могут вызвать:
- пожар
- перегрев компонентов, соединенных со свариваемым изделием
- повреждение защитных цепей
- повреждение источника питания и другого электрооборудования
ud_fr_st_sv_00471 012013
Следует обеспечить прочное соединение клеммы кабеля массы с
изделием.
Присоединять клемму кабеля массы как можно ближе к месту сварки.
Если поверхность, на которую устанавливается источник, сделана из
электропроводного материал, обязательно подкладывать под источник
изолирующую прокладку.
VI
Page 11

Блуждающие
сварочные токи
(продолжение)
При использовании распределителей тока, источников с двумя сварочными головками и т.д. необходимо учитывать следующее: электроды/
электрододержатели того из сварочных контуров, который в данный
момент не используется, также находятся под напряжением. Не используемую в данный момент горелку/электрододержатель следует уложить
таким образом, чтобы она была изолирована от токопроводящих частей/
компонентов.
При автоматизированной сварке MIG/MAG электрод с катушки,
проволочного барабана или крупногабаритной катушки должен
поступать на устройство подачи только в изолированном состоянии.
Классификация
аппаратов по
электромагнитной
совместимости
Защита от
электромагнитных
воздействий
Аппараты с классом эмиссии А:
- предназначены для использования только в индустриальных районах;
- в других местах могут создавать помехи в проводных и беспроводных
сетях.
Аппараты с классом эмиссии В:
- отвечают требованиям по части эмиссии в жилых и индустриальных
районах. Это также касается жилых районов, где энергоснабжение
осуществляется через низковольтную сеть общего пользования.
Классификация электромагнитной совместимости аппарата указана на
информационной табличке или в технических характеристиках.
В некоторых случаях, несмотря на соблюдение нормативных предельных
значений эмиссии, возможно возникновение нежелательных явлений в
предусмотренной сфере применения (например, если в месте установки
аппарата имеются чувствительные устройства либо место установки
находится поблизости от теле- или радиоприемников).
Владелец аппарата обязан принять надлежащие меры для устранения
помех.
Исходя из национальных и международных норм следует установить и
проверить те объекты и оборудование, которые могут быть подвержены
воздействию электромагнитных помех:
- оборудование/системы безопасности
- сети, линии передачи сигналов и цифровой информации
- компьютерное и телекоммуникационное оборудование
- измерительное и калибровочное оборудование
Меры, позволяющие предотвратить воздействие электромагнитных помех:
a) Сеть питания
- Если несмотря на то, что подключение к сети выполнено в соответствие
с правилами, электромагнитные помехи все же возникают, необходимо
принять дополнительные меры (например, сетевой фильтр)
b) Сварочные кабели
- пользоваться как можно более короткими сварочными кабелями
- укладывать все сварочные кабели вместе, тесно прижатыми друг к
другу (в том числе для того, чтобы избежать проблем с
электромагнитными помехами)
- укладывать сварочные кабели как можно дальше от остальных кабелей
c) Выравнивание потенциалов
d) Заземление изделия
- при необходимости подключать заземление через конденсаторы
e) При необходимости использовать экранирование
- экранировать окружающие системы и оборудование
- экранировать весь сварочный участок
VII
ud_fr_st_sv_00471 012013
RU
Page 12

Защите от
электромагнитных полей
Электромагнитные поля могут наносить и иной, в настоящее время не
известный, ущерб здоровью людей.
- Следует иметь в виду, что электромагнитные поля могут повредить
здоровью находящихся поблизости людей, например пользующихся
слуховыми аппаратами или водителями сердечного ритма.
- Людям, имеющим водитель ритма, необходимо выяснить у врача, могут
ли они находится в непосредственной близости от места проведения
сварочных работ.
- В целях безопасности следует поддерживать как можно большее
расстояние между головой/корпусом сварщика и сварочными
кабелями.
- Не следует переносить сварочные кабели и шланговые пакеты на
плече, а также обматывать их вокруг корпуса.
Зоны
повышенной
опасности
Не допускать попадания рук, волос и предметов одежды в движущиеся
механизмы, такие как, например:
- вентиляторы
- шестерни
- ролики
- âàëû
- катушки с проволокой
Не прикасаться к вращающемуся зубчатому колесу механизма подачи
проволоки
Открывать наружные панели корпуса разрешается только во время работ
по ремонту/техническому обслуживанию.
Во время сварочных работ обеспечить, чтобы все панели корпуса
аппарата и защитные кожухи были
- надлежащим образом смонтированы
- надлежащим образом закрыты
Сварочная проволока, подаваемая из горелки, может послужить причиной
травмы (протыкание руки, повреждение глаз или лица). Поэтому, в
частности, при заправке проволоки, горелку всегда следует дрежать
направленной от себя ( аппараты с блоком подачи проволоки).
Не прикасаться к изделию во время и после сварки - опасность ожогов.
ud_fr_st_sv_00471 012013
От остывающего изделия могут отскакивать куски шлаков. Поэтому даже
во время послесвварочной обработки изделий необходимо носить
защитную спецодежду и обеспечить достаточную защиту третьих лиц.
Прежде, чем начать работы по оснащению, ремонту или техническому
обслуживанию горелок и прочих компонентов с высокой рабочей
температурой, следует дать им остыть.
В пожаро - и взрывоопасных помещениях соблюдать особые правила в
соответствии с национальными и международными нормами.
Источники питания для работ в условиях повышенной электрической
опасности (например, котлах) должны иметь обозначение (Safety безопасность). При этом сам источник не должен находится в этих
помещениях.
Выливающейся из блока охлаждения жидкостью можно ошпариться. Пред
отсоединением шлангов подачи или возврата воды блок охлаждения
следует отключить.
VIII
Page 13
Зоны
повышенной
опасности
(продолжение)
При транспортировке с помощью крана зацеплять аппараты только за
предусмотренные изготовителем подвесные приспособления
- цепи или тросы зацепить за все предусмотренные в аппарате
подвесные приспособления
- цепи или тросы зацеплять таким образом, чтобы они находились под
как можно меньшим углом к вертикали
- у аппаратов для сварки МИГ/МАГ и ТИГ удалить газовый баллон и блок
подачи проволоки
При транспортировке блока подачи проволоки с помощью крана,
зацеплять только за изолированные подвесные приспособления
(источники питания МИГ/МАГ и ТИГ).
Если аппарат оснащен ремнем или ручкой для переноски, их следует
использовать только для ручной транспортировки. Ремень не
предназначен для транспортировки с помощью крана, автопогрузчика или
других механических подъемных устройств.
Все грузозахватные приспособления (ремни, зажимы, цепи и т. д.), которые
используются вместе с устройством или его компонентами, необходимо
регулярно проверять (например, на наличие механических повреждений,
коррозии или изменений, вызванных прочими воздействиями окружающей
среды). Интервал и объем проведения проверки должны, как минимум,
соответствовать действительным национальным стандартам и директивам.
Опасность незаметной утечки защитного газа, не имеющего цвета и
запаха, при подключении газа через переходник. Перед монтажом
необходимо уплотнить резьбу переходника на стороне подключения
аппарата с помощью подходящей тефлоновой ленты.
Снижение
качества сварки
Опасности от
баллонов с
защитным
газом
Для надлежащего и надежного функционирования сварочной системы
необходимо выполнить следующие требования касательно качества
защитного газа:
- величина твердых частиц <40ìêì;
- точка ðîñû ïîä давлением <-20°C;
- ìàêñ. содержание масла <25ìã/ì³.
Ïðè необходимости следует использовать фильтры.
ВНИМАНИЕ! Опасность загрязнения особенно велика в
кольцевых трубопроводах
Баллоны с защитным газом содержат газ под давлением и при повреждении могут взорваться. Поскольку баллоны представляют собой часть
сварочного оборудования, с ними следует обращаться с осторожностью.
Предохранять баллоны со сжатым газом от жара, механических ударов,
шлаков, открытого пламени, искр и сварочной дуги.
Монтировать газовые баллоны вертикально и закреплять согласно
инструкциям, приводимым в руководстве по эксплуатации, чтобы
предотвратить их падение.
RU
Не допускать контакта газовых баллонов со сварочным контуром и
другими электрическими цепями.
Никогда не вешать сварочную горелку на газовый баллон.
Никогда не касаться электродом газового баллона.
Никогда не производить сварку газового баллона под давлением опасность взрыва.
IX
ud_fr_st_sv_00471 012013
Page 14

Опасности от
баллонов с
защитным
газом
(продолжение)
Использовать только тот защитный газ, который пригоден для данных
сварочных работ, и только подходящие для этого газа принадлежности
(регулятор, шланги, арматуру...).
При открывании клапана газового баллона не приближаться лицом к
выходу газа.
Во время, когда сварка не производится, газовый баллон должен быть закрыт.
Если газовый баллон не подключен к источнику питания, клапан баллона
должен быть закрыт крышкой.
Соблюдать указания изготовителя, а также национальные и международные нормы по технике безопасности в отношении газового баллона и его
принадлежностей.
Меры
безопансоти на
рабочем месте
и при
транспортировке
Источник питания должен быть прочно установлен на ровном, прочном
основании. Опрокидывание источника питания может быть опасным для
жизни!
- макисмально допустимый угол наклона 10°
В пожаро - и взрывоопасных помещениях соблюдать особые правила в
соответствии с национальными и международными нормами.
Посредством внутренних инструкций и системы контроля обеспечить,
чтобы рабочие места поддерживались в чистоте и не загромождались.
Размещать и эксплуатировать аппарат только в соответствии с классом
защиты, обозначенном на идентификационном щитке аппарата.
При размещении аппарата обеспечить свободное пространство в радиусе
0,5 м (1,6 фт.) вокруг аппарата, необходимое для свободного поступления
и отвода воздуха.
При транспортировке аппарата обеспечить выполнение всех действующих национальных и международных норм по технике безопасности, в
особенности, норм по безопасности в области грузоперевозок.
Перед транспортировкой аппарата необходимо полностью слить охлаждающую жидкость, а также демонтировать следующие компоненты:
- блок подачи проволоки
- катушку с проволокой
- баллон с защитным газом
Меры
предосторожности в
нормальном
режиме работы
ud_fr_st_sv_00471 012013
Перед вводом в эксплуатацию после транспортировки следует визуально
проверить аппарат на транспортные повреждения.
Обнаруженные повреждения следует исправить с помощью обученного
персонала.
Включать источник питания только в том случае, если все предохранительные устройства функционируют в полном объеме. В п ротивном
случае возникает опасность для:
- жизни и здоровья обслуживающего персонала и третьих лиц
- источника питания и других материальных ценностей предприятия
- эффективности рабочего процесса с использованием источника
питания
Не полностью исправные предохранительные устройства необходимо
перед включением аппарата привести в полностью исправное состояние.
Никогда не отключать и не пытаться нейтрализовать предохранительные
устройства.
X
Page 15

Меры
предосторожности в
нормальном
режиме работы
(продолжение)
Перед включением источника питания обеспечить, чтобы никто не мог
оказаться в опасности.
- Минимум один раз в неделю проверять источник питания на отсутствтие внешних повреждений и работоспособность предохранительных
устройств.
- Прочно закреплять газовый баллон; при крановых транспортировках
газовый баллон демонтировать.
В качестве охлаждающей жидкости допускается использовать только
жидкость, поставляемую изготовителем ( по причине таких ее качеств,
как электро-проводность, морозоустойчивость, совместимость с
материалами контура охлаждения ... ).
- Охлаждающую жидкость , поставляемую изготовителем, не смешивать с
другими охлаждающими жидкостями.
- За ущерб, возникший из-за применения иных охлаждающих жидкостей,
изготовитель ответственности не несет. Кроме того, теряют силу все
гарантийные обязательства изготовителя.
- Охлаждающая жидкость может при определенных обстоятельствах
воспламеняться. Ее следует перевозить только в закрытых заводских
емкостях и держать в стороне от источников огня.
- Отработанную жидкость утилизовать согласно национальным предписаниям. Технический паспорт безопасности на охлаждающую
жидкость можно получить в ближайшем сервисном представительстве
или на интернет-сайте изготовителя.
- Перед каждой сваркой проверять на холодном аппарате уровень
охлаждающей жидкости
Уход и
техническое
обслуживание
Проверка
аппарата на
соответствие
требованиям
техники
безопасности.
Использовать только оригинальные детали (действительно также для
стандартизованных деталей). При применении других деталей не
существует гарантии, что они сконструированы и изготовлены надежно и
отвечают эксплуатационным требованиям и требованиям безопасности.
Запрещается вносить изменения, встраивать или удалять компоненты без
разрешения изготовителя
Детали, не находящиеся в полностью исправном состоянии, немедленно
заменять.
При заказе укажите точное название и соответствующий номер согласно
списку запасных частей, а также серийный номер источника питания.
Завод-производитель рекомендует проверять устройство с точки зрения
техники безопасности не реже одного раза в 12 месяцев.
С такой же периодичностью в 12 месяцев рекомендуется производить
калибровку источника тока.
Рекомендуется также проверка на безопасность, осуществляемая
квалифицированным электриком
- при каких-либо отклонениях параметров;
- после каких-либо конструктивных изменений;
- после ремонта и технического обслуживания;
- не реже, чем раз в двенадцать месяцев.
RU
Проверка на безопасность должна производиться в соответствии с
местными и международными стандартами и инструкциями.
Сведения о проведении проверок и калибровок можно получить в центре
технического обслуживания. Для этого следует запросить
соответствующую документацию.
XI
ud_fr_st_sv_00471 012013
Page 16
Утилизация
Не выбрасывайте электрооборудование вместе с бытовым мусором!
Согласно директиве Европейского Союза 2002/96/EG о старом
электронном и электрическом оборудовании, а также принятым на ее
основе национальным законодательным нормам, электрические устройства
с истекшим сроком службы должны отдельно собираться и направляться
для экологически безвредной повторной переработки. Сдавайте такие
устройства в соответствующие торговые предприятия или в пункты приема
местной специализированной системы сбора и утилизации отходов.
Несоблюдение этого требования может иметь негативные последствия для
окружающей среды и здоровья людей!
Знаки
соответствия
стандартам
безопасности
Сохранность
данных
Авторское
право
Аппараты, имеющие обозначение CE, удовлетворяют основным
требованиям стандарта по безопасности низковольтного
электрообрудования и электромагнитной совместимости (например,
относящихся к данному виду аппаратов норм серии EN 60 974).
Аппараты, имеющие обозначение CSA, удовлетворяют требованиям
соответсвующих норм для США и Канады.
За сохранение всех параметров настройки, измененных по сравнению с
заводскими настройками, отвечает пользователь. При потере введенных
пользователем параметров изготовитель ответственности не несет.
Авторское право на данное руководство по эксплуатации сохраняет
изготовитель.
Текст и изображения соответствуют состоянию на момент публикации.
Право на изменения сохраняется. Претензии со стороны покупателя,
опирающиеся на содержание данного руководства, не принимаются.
Замечания, указания на ошибки и преложения по доработке данного
руководства будут приняты с благодарностью.
ud_fr_st_sv_00471 012013
XII
Page 17

Содержание
Общие сведения ...................................................................................................................................3
Принцип ............................................................................................................................................ 3
Концепция устройств ....................................................................................................................... 3
Область применения ........................................................................................................................ 3
Предупреждающие символы на устройствах ................................................................................... 5
Минимальный комплект оснащения для выполнения сварочных работ .............................................. 6
Общие сведения ...............................................................................................................................6
Сварка WIG переменным током ....................................................................................................... 6
Сварка WIG постоянным током ........................................................................................................6
Сварка стержневым электродом ......................................................................................................6
Компоненты системы ............................................................................................................................7
Общие сведения ...............................................................................................................................7
Обзор ................................................................................................................................................ 7
Панель управления ............................................................................................................................... 8
Общие сведения .............................................................................................................................. 8
Обзор ............................................................................................................................................... 8
Панель управления MagicWave ........................................................................................................ 9
Панель управления TransTig .............................................................................................................9
Описание функций ......................................................................................................................... 10
Разъемы, выключатели и системные расширения .............................................................................. 13
Разъемы MagicWave/TransTig с центральным разъемом F для сварочной горе лки Fronius ......... 13
Разъемы MagicWave/TransTig с центральным разъемом GWZ для сварочной горелки ............... 14
Разъемы и выключатели на задней панели аппарата ................................................................... 15
Перед вводом в эксплуатацию ........................................................................................................... 16
Безопасность .................................................................................................................................. 16
Использование по назначению ...................................................................................................... 16
Указания по установке ................................................................................................................... 16
Работа с питанием от сети ............................................................................................................ 16
Работа с питанием от генератора .................................................................................................17
Подключение баллона с защитным газом ..................................................................................... 18
Ввод в эксплуатацию .......................................................................................................................... 18
Общие сведения ............................................................................................................................. 18
Замечания к использованию охлаждающего модуля .................................................................... 18
Установка соединения с изделием ................................................................................................ 19
Подключение сварочн ой горелки ...................................................................................................19
Режимы работы WIG ............................................................................................................................ 20
Общие сведения ............................................................................................................................. 20
Символы и пояснения .................................................................................................................... 20
2-тактный ........................................................................................................................................ 21
Специальный 2-тактный ................................................................................................................. 22
4-тактный ........................................................................................................................................ 23
4-тактный с временным снижением ñèëû òîêà ............................................................................. 24
Специальный 4-тактный (вар иант 1) .............................................................................................. 25
Специальный 4-тактный (варианты 2-4) ........................................................................................ 26
Специальный 4-тактный (вариант 5) .............................................................................................. 27
Сварка WIG .......................................................................................................................................... 28
Безопасность .................................................................................................................................. 28
Подготовка ..................................................................................................................................... 28
Выбор режима работы ...................................................................................................................29
Выбор метода сварки (MagicWave) ................................................................................................ 29
Образование закругления (MagicWave) .........................................................................................30
Настройка параметров ................................................................................................................... 30
Настройка расхода защитного газа ............................................................................................... 30
Зажигание дуги — общие сведения ............................................................................................... 30
Синхронная сварка WIG переменным током (MagicWave) ............................................................. 30
Высокочастотное зажигание .......................................................................................................... 31
Контактное зажигание .................................................................................................................... 33
Контроль зажигания ....................................................................................................................... 33
RU
1
Page 18

Сварка стержневым электродом ........................................................................................................ 34
Безопасность .................................................................................................................................. 34
Подготовка ..................................................................................................................................... 34
Выбор режима работы ................................................................................................................... 35
Выбор метода сварки (MagicWave) ................................................................................................ 35
Настройка параметров ................................................................................................................... 35
Режим дистанционного управления ................................................................................................... 36
Безопасность .................................................................................................................................. 36
Общие сведения о режиме дистанционного управления .............................................................. 36
Дистанционный регулятор TR 53mc для сварки переменным током ............................................ 36
Дистанционный регулятор TR 50mc для импульсной сварки WI G................................................. 37
Педаль дистанционного управления TR 52mc для сварки WIG ..................................................... 39
Дистанционный регулятор TR 51MC для точечной сварки WIG ....................................................40
Дистанционный регулятор TP MC/TP MC-CEL ............................................................................... 41
Работа с уровнями программы ........................................................................................................... 43
Обзор .............................................................................................................................................. 43
Уровень предварительной настройки ................................................................................................. 44
Âõîä ................................................................................................................................................ 44
Выбор и изменение параметра ...................................................................................................... 44
Доступные параметры .................................................................................................................... 44
Уровни Р1-Р3 .......................................................................................................................................48
Âõîä ................................................................................................................................................ 48
Выбор и изменение параметра ...................................................................................................... 48
Уровень Р1 «Сервис ное меню» ...................................................................................................... 48
Уровень Р2 «Кодовый замок» ......................................................................................................... 48
Уровень Р3 «Параметры переменного òîêà» ................................................................................. 49
(MagicWave) .................................................................................................................................... 49
Диагностика и устранение неполадок ................................................................................................ 50
Безопасность .................................................................................................................................. 50
Отображаемые коды ошибок .......................................................................................................
Источник тока ................................................................................................................................. 52
Уход, техобслуживание и утилизация .................................................................................................. 54
Общие сведения ............................................................................................................................. 54
При каждом вводе в эксплуатацию ................................................................................................ 54
Каждые 2 месяца ............................................................................................................................ 54
Каждые 6 месяцев .......................................................................................................................... 54
Утилизация ..................................................................................................................................... 54
Технические характеристики .............................................................................................................. 55
Специальное напряжение .............................................................................................................. 55
MagicWave 2600/ 2600CE L ......................................................................................................... ..... 55
MagicWave 3000 ............................................................................................................................. 56
TransTig 2600/2600CEL ................................................................................................................... 57
TransTig 3000 .................................................................................................................................. 58
Перечень запасных деталей
Представительства компании Fronius
.. 50
2
Page 19

Общие сведения
Принцип
Источники тока WIG MW 2600/2600 CEL/3000 (переменный/постоянный ток) и TT
2600/2600 CEL/3000 (постоянный ток) выполнены в виде переключаемых основным
транзистором устройств и являются результатом развития и совершенствования
сварочных аппаратов с транзисторным управлением. Питающее напряжение
выпрямляется, а затем расщепляется быстрым транзисторным ключом частотой 80
кГц. С помощью электронного регулятора характеристики источника тока
настраиваются в соответствии с выбранным методом сварки.
Еще одна интересная функция — автоматическое образование закругления для
сварки переменным током с помощью источников тока MagicWave. С целью
получения оптимального результата при этом учитывается диаметр применяемого
вольфрамового электрода.
Концепция
устройств
Области
применения
Рис. 1. Источники тока MW 2600, TransTig 3000 и MagicWave 3000 с охлаждающим модулем и тележкой
Характерной особенностью источников тока является высокая гибкость и простая
настройка для выполнения разнообразных задач. Это обеспечивается, с одной
стороны, применением модульной конструкции, а с другой — за счет подключения
системных расширений.
Источник тока может быть настроен на выполнение работ практически в любых
условиях. Например, сварочный ток можно плавно регулировать с помощью
кнопки сварочной горелки. Кроме того, для разных областей применения имеется
широкий выбор пультов дистанционного управления.
В промышленности и на небольших предприятиях существует множество
возможностей для применения аппаратов MagicWave и TransTig. Они являются
идеальными источниками тока как для ручного, так и для автоматизированного
или роботизированного выполнения работ с нелегированной и
низколегированной сталью, а также высоколегированными хромоникелевыми
сплавами.
RU
3
Page 20

Области
применения
(продолжение)
Поддержка таких универсальных возможностей обеспечивается за счет
оптимального зажигания. При выполнении сварки WIG переменным током
аппарат MagicWave учитывает не только диаметр электрода, но и его текущую
температуру (на основании продолжительности предшествующей сварки и пауз в
работе).
Кроме того, MagicWave прекрасно справляется со сваркой алюминия,
алюминиевых сплавов и магния. Оператор может настраивать оптимальную
частоту переменного тока в очень широком диапазоне.
Все источники тока поддерживают режим работы от генератора, высокая
надежность в эксплуатации обеспечивается за счет защиты элементов
управления и порошкового покрытия корпуса. Изобилие доступных режимов
работы и специальных функций позволяет, наряду со сваркой WIG, производить
сваривание стержневым электродом.
4
Page 21
Предупреждающие
символы на
устройствах
На источниках тока для США имеются дополнительные предупреждающие
символы. Эти символы запрещается удалять или закрашивать.
Рис. 3. Источник тока для США с дополнительными предупреждениями
5
RU
Page 22

Минимальный комплект оснащения для
выполнения сварочных работ
Общие
сведения
Сварка WIG
переменным
током
Сварка WIG
постоянным
током
Сварка
стержневым
электродом
Минимальные комплекты оснащения, необходимые для работы с источником тока,
различаются в зависимости от метода сварки.
Ниже представлено описание таких комплектов для разных методов сварки.
- Источник тока MagicWave
- Кабель массы
- Сварочная горелка WIG с выключателем
- Подключение защитного газа с редуктором
- Присадочный материал (в зависимости от задания)
- Источник тока TransTig или MagicWave
- Кабель массы
- Сварочная горелка WIG с выключателем
- Подключение защитного газа
- Присадочный материал (в зависимости от задания)
- Источник тока TransTig или MagicWave
- Кабель массы
- Электрододержатель
- Стержневые электроды (в зависимости от задания)
6
Page 23

Компоненты системы
Общие
сведения
Обзор
Источники тока TransTig и MagicWave могут использоваться с различными
системными расширениями и дополнительными принадлежностями.
Сварочная горелка WIG
стандартная/с функцией
Up/Down
Пульт дистанционного
управления
Источник
тока
Охлаждающий
модуль
Рис. 4. Системные расширения и дополнительные принадлежности
Тележка с
креплением для
газового баллона
Электродный кабель
Кабель массы
RU
7
Page 24
Панель управления
Опасно! Неправильная эксплуатация устройства может привести к
травмированию персонала и повреждению материальных ценностей.
Описанные действия должны выполняться только после внимательного
изучения следующих документов:
- данного руководства по эксплуатации
- руководств по эксплуатации всех компонентов системы, в первую
очередь правил техники безопасности
Общие
сведения
Отличительной особенностью панели управления является логичное
расположение ее элементов. Необходимые в повседневной работе параметры
могут быть:
- выбраны с помощью клавиш
- изменены с помощью потенциометра
- отображены в процессе сварки на дисплее
Внимание! Поскольку микропрограммы постоянно обновляются, то,
возможно, ваш аппарат поддерживает функции, которые не описаны в
данном руководстве (и наоборот). Кроме того, некоторые изображения
могут незначительно отличаться от внешнего вида элементов управления
на вашем аппарате, однако принцип их действия абсолютно идентичен.
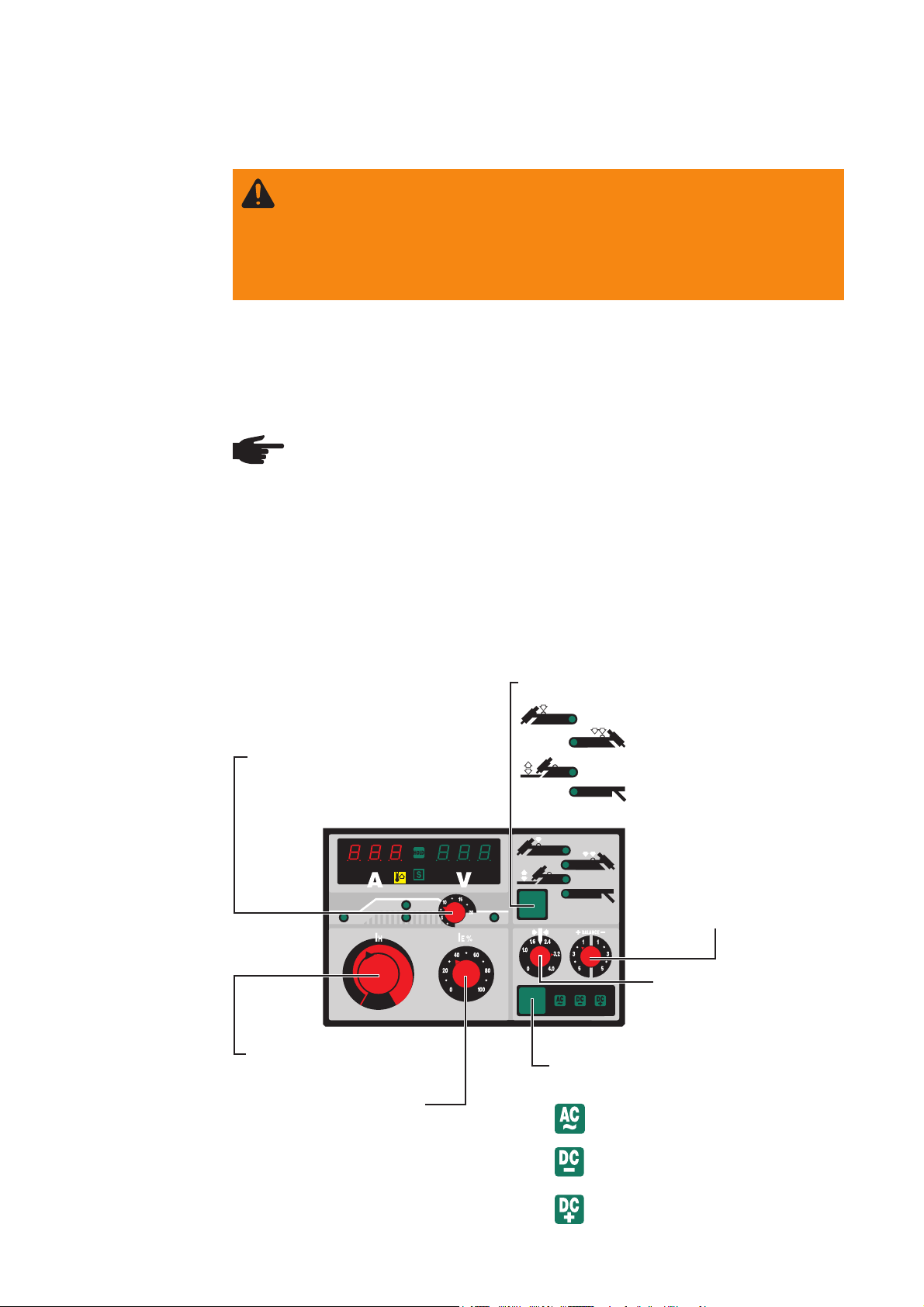
Обзор
На расположенном ниже рисунке на примере панели управления MagicWave
представлен обзор наиболее важных настроек. Подробное описание этих
настроек см. в разделе «Описание функций».
1. Выбор режима работы:
2-тактный режим
4-тактный режим
3. Время спада тока
4. Регулятор основного
тока
5. Ток заварки кратера
2. Выбор метода сварки:
(только MagicWave)
Контактное зажигание
Стержневой электрод
1. Регулятор баланса
(только MagicWave)
2. Регулятор настройки
вольфрамового
электрода
(только MagicWave)
Сварка переменным током
8
Сварка постоянным током
отрицательной полярности
Сварка постоянным током
положительной полярности
(только стержневой электрод)
Page 25

Панель
управления
MagicWave
(19)
(20)
(11)
(9)
(8)
(12)
(10)
(1) (2)
(13)
(7)
(6)
(5)
(4)
(3)
(16)
(17)
Панель
управления
TransTig
(14)
Рис. 5. Панель управления MagicWave 2600/2600 CEL/3000
(1) (2)
(13)
(19)
(20)
(11)
(9)
(8)
(12)
(10)
(18)(15)
(7)
(6)
(5)
(4)
(3)
RU
(14)
Рис. 6. Панель управления TransTig 2600/2600 CEL/3000
9
(15)
Page 26

Описание
Опасно! Неправильная эксплуатация устройства может привести к
травмированию персонала и повреждению материальных ценностей.
Описанные действия должны выполняться только после внимательного
изучения следующих документов:
- данного руководства по эксплуатации
- руководств по эксплуатации всех компонентов системы, в первую
очередь правил техники безопасности
функций
(1) Индикатор сварочного тока ... отображение основного тока I
- Заданное значение ... требуемый сварочный ток
- Фактическое значение ... имеющийся сварочный ток
(2) Индикатор сварочного напряжения
- Отображение текущего фактического значения сварочного напряжения
(3) Клавиша «Режим работы»
(7) 2-тактный режим ... сварка WIG с высокочастотным зажиганием
(6) 4-тактный режим ... сварка WIG с высокочастотным зажиганием
+
(7) + (5) 2-тактный режим сварки WIG с контактным
зажиганием
+
(6) + (5) 4-тактный режим сварки WIG с контактным
зажиганием
- Динамика дуги и горячий старт выключены
- При использовании дистанционных регуляторов TR 50mc, TR 51mc и
TR 52mc переключение на соответствующий режим работы
происходит автоматически
(4) Сварка стержневым электродом
- Отображается напряжение холостого хода
- Индикатор I
- Действуют заданные значения динамики и горячего старта
горит только в процессе сварки
H
- Изменить параметры можно с помощью дистанционного регулятора
TPmc или через внутреннее меню
H
(8) Индикатор стартового тока I
... загорается, когда активен стартовый ток I
S
(9) Индикатор основного тока IH ... загорается, когда активен основной ток I
(10) Регулятор настройки спада тока ... плавная настройка скорости спада от
основного тока до тока заварки кратера I
протяжении 3 секунд отображается настроенное значение.
(11) Индикатор тока заварки кратера IЕ ... загорается, когда активен ток заварки
кратера I
Å
(12) Индикатор импульсной сварки WIG ... мигает, когда подключен
дистанционный регулятор TR 50mc для импульсной сварки WIG.
10
. При использовании регулятора на
E
S
H
Page 27

Описание
функций
(продолжение)
(13) Индикатор HOLD ... каждый раз по окончании сварки сохраняются
фактические значения сварочного тока и напряжения — горит индикатор
HOLD.
Значение на индикаторе HOLD относится к последнему достигнутому
значению основного тока IН.
Индикатор HOLD гаснет после:
- начала нового процесса сварки
- настройки основного тока I
- смены режима работы
Í
- смены метода сварки
- выключения и повторного включения источника тока
Важно! Если фаза основного тока никогда не достигалась, использовалось
ножное устройство дистанционного управления или производилась
импульсная сварка WIG частотой ниже 20 Гц, то значения HOLD не
отображаются.
(14) Регулятор основного тока IH ... плавная настройка в диапазоне от 3 до 260/
300 A.
Индикатор основного тока IH горит, когда выбрана сварка стержневым
электродом.
До начала сварки на индикаторе основного тока отображается заданное
значение IH, а после начала сварки — текущее фактическое значение
сварочного тока.
(15) Регулятор тока заварки кратера IE ... процент снижения при переходе с
основного тока на ток заварки кратера.
Настройка возможна только в 4-тактном режиме. Снижение происходит по
нажатию кнопки сварочной горелки.
(16) Регулятор баланса (только MagicWave) ... функционирует только в
диапазоне переменного тока.
Изменение положительной и отрицательной полуволны.
-5: максимальная мощность расплавления, минимальный эффект очистки.
+5: максимальный эффект очистки, минимальная мощность расплавления.
(17) Регулятор настройки диаметра вольфрамового электрода (только Magic-
Wave) ... диапазон настройки 0-4 мм (0-0,16 дюйма)
Сварка переменным током:
- автоматическое образование закругления (см. раздел «Сварка WIG»)
- настройка тока зажигания в соответствии с диаметром вольфрамового
электрода
Сварка постоянным током:
- настройка тока зажигания в соответствии с диаметром вольфрамового
электрода
Важно! В режиме сварки электродом регулятор деактивирован.
RU
11
Page 28

Описание
функций
(продолжение)
(18) Клавиша «Метод» ... для выбора метода сварки в зависимости от режима
работы.
Выбран 2-тактный или 4-тактный режим:
Сварка WIG постоянным током
отрицательной полярности
Сварка WIG переменным током
Выбрана сварка стержневым электродом:
Сварка стержневым электродом постоянным
током положительной полярности
Сварка стержневым электродом постоянным
током отрицательной полярности
Сварка стержневым электродом переменным
током
(19) Индикатор перегрева ... загорается, если сильно возрастает температура
источника тока (например, из-за превышения продолжительности включения).
Дополнительные сведения см. в разделе «Диагностика и устранение
ошибок».
(20) Символ S ... загорается, когда активирована функция контроля.
12
Page 29

Разъемы, выключатели и системные
расширения
Разъемы MagicWave/TransTig с
центральным
разъемом F для
сварочной
горелки Fronius
(21) (22) (23)
(27)
Рис. 7. Разъемы MagicWave на передней панели
аппарата
(21) Разъем дистанционного регулятора ... стандартный разъем для
подключения системных расширений.
(22) Гнездо управления горелкой ... для подключения управляющего штекера
сварочной горелки.
(23) MagicWave: гнездо кабеля массы ... для подключения кабеля массы.
TransTig: (+) гнездо с байонетным соединением ... предназначено для
подключения
- кабеля массы (сварка WIG)
- электродного кабеля или кабеля массы (сварка стержневым электродом, в
зависимости от типа электрода)
(24)(25)(26)
(21) (22) (23)
(26)(27)
Рис. 8. Разъемы TransTig на передней панели
аппарата
(24)(25)
(24) MagicWave: гнездо сварочной горелки ... для подключения электродного
кабеля (сварка стержневым электродом).
TransTig: (-) гнездо с байонетным соединением ... предназначено для
подключения
- электродного кабеля или кабеля массы (сварка стержневым электродом, в
зависимости от типа электрода)
(25) Гнездо сварочной горелки WIG ... для подключения сварочной горелки WIG.
(26) Гнездо подачи воды ... для подключения сварочной горелки с водяным
охлаждением.
(27) Гнездо возврата воды ... для подключения сварочной горелки с водяным
охлаждением.
RU
13
Page 30

Разъемы MagicWave/TransTig с
центральным
разъемом GWZ
для сварочной
горелки
(21)
(22) (23)
(21) (22) (23)
(24)(25)(26)(28)
Рис. 9. Разъемы MagicWave на передней панели
аппарата
Рис. 10. Разъемы TransTig на передней панели
аппарата
(21) Разъем дистанционного регулятора ... стандартный разъем для
подключения системных расширений.
(22) Гнездо управления горелкой ... для подключения управляющего штекера
сварочной горелки.
(23) MagicWave: гнездо кабеля массы ... для подключения кабеля массы.
TransTig: (+) гнездо с байонетным соединением ... предназначено для
подключения
- кабеля массы (сварка WIG)
- электродного кабеля или кабеля массы (сварка стержневым электродом, в
зависимости от типа электрода)
(24) MagicWave: гнездо сварочной горелки ... для подключения электродного
кабеля (сварка стержневым электродом).
TransTig: (-) гнездо с байонетным соединением ... предназначено для
подключения
- электродного кабеля или кабеля массы (сварка стержневым электродом, в
зависимости от типа электрода)
(24)(25)(26)(28)
(25) Гнездо сварочной горелки WIG ... для подключения
- сварочной горелки WIG
- подачи (возврата) воды для сварочной горелки WIG с водяным
охлаждением
(26) Гнездо подачи воды ... для подключения сварочной горелки с водяным
охлаждением.
(28) Гнездо для подключения защитного газа
14
Page 31

Разъемы и
выключатели на
задней панели
аппарата
(29)
(30)
(31)
(32)
Рис. 11. Разъемы и выключатели на задней
панели аппарата
(29) Сетевой выключатель ... для включения/выключения источника тока.
(30) Гнездо для подключения защитного газа
(31) Клавиша «Проверка газа» ... для настройки необходимого расхода
защитного газа на редукторе. Когда клавиша «Проверка газа» нажата,
осуществляется подача защитного газа.
(32) Сетевой кабель с защитным приспособлением.
15
RU
Page 32

Перед вводом в эксплуатацию
Опасно! Неправильная эксплуатация устройства может привести к
травмированию персонала и повреждению материальных ценностей.
Описанные действия должны выполняться только после внимательного
изучения следующих документов:
- данного руководства по эксплуатации
- руководств по эксплуатации всех компонентов системы, в первую
очередь правил техники безопасности
Опасно! В результате падения или переворачивания аппарата возможно
травмирование персонала, включая летальный исход. Аппарат должен
быть надежно установлен на ровном, твердом основании.
Безопасность
Использование
по назначению
Указания по
установке
Источник тока предназначен исключительно для выполнения сварки WIG и сварки
стержневым электродом.
Использование аппарата в иных целях считается использованием не по
назначению. Производитель не несет ответственности за убытки, которые могут
возникнуть в этом случае.
Использование по назначению, кроме того, предполагает:
- соблюдение всех указаний в руководстве по эксплуатации
- регулярное проведение инспекции и техобслуживания
Источник тока испытан согласно классу защиты IP23, что означает:
- защиту против проникновения внутрь посторонних твердых предметов
диаметром более 12,5 мм (0,49 дюйма)
- защиту от брызг воды при углах падения до 60° относительно вертикали
Вентиляционный канал является важным защитным устройством. Выбирать место
установки необходимо таким образом, чтобы обеспечить беспрепятственный вход
и выход охлаждающего воздуха через вентиляционные прорези на передней и
задней панели аппарата. Электропроводящая пыль (возникающая, например, при
выполнении шлифовальных работ) не должна всасываться непосредственно в
источник тока.
Работа с
питанием от
сети
Сетевое напряжение, на которое рассчитан аппарат, указано на информационной
табличке. Если приобретена модель без сетевого кабеля и штекера, то их
необходимо установить в соответствии с действующими национальными
нормами. Данные о предохранителе для кабеля подключения к сети см. в
технических характеристиках.
Внимание! Использование несоответствующих электроустановочных
материалов может привести к возникновению значительного
материального ущерба. Кабель подключения к сети и предохранитель
должны подбираться с учетом существующих условий эксплуатации.
Используйте данные, указанные на информационной табличке.
16
Page 33

Работа с
питанием от
генератора
Источники тока могут работать в режиме питания от генератора, если
максимальная кажущаяся выходная мощность генератора составляет не менее:
- MW 2600/TT 2600: 18 êÂÀ
- MW 2600 CEL/TT 2600 CEL: 20 ê À
- MW 3000/TT 3000: 22 êÂÀ
Внимание! Выходная мощность генератора обязательно должна
находиться в диапазоне допусков по напряжению сети. Допуски по
напряжению сети см. в разделе «Технические характеристики».
17
RU
Page 34

Опасно! Электрошок может привести к смертельному исходу! Если в
процессе установки аппарат подключен к сети, существует опасность
травмирования персонала и повреждения материальных ценностей.
Работы на аппарате могут выполняться только в случае, если:
- сетевой выключатель находится в положении «0»
- аппарат отключен от сети
Осторожно! Возможно получение травмы в результате падения газового
баллона:
- используйте фиксирующий ремень
- закрепите фиксирующий ремень в верхней части газового баллона
- запрещается закреплять фиксирующий ремень на горлышке баллона
Ввод в эксплуатацию
Общие
сведения
Ввод источника тока в эксплуатацию будет описан:
- исходя из предположения, что аппарат в основном используется для сварки
WIG
- на примере стандартной конфигурации сварочного аппарата WIG
Стандартная конфигурация включает в себя следующие компоненты:
- Источник тока
- Охлаждающий модуль
- Горелка WIG для ручной сварки
- Редуктор
- Газовый баллон
- Крепление для газового баллона
- Тележка
Ниже представлены действия по вводу источника тока в эксплуатацию.
Подробные сведения по каждому действию см. в руководствах по эксплуатации
отдельных устройств.
Замечания к
использованию
охлаждающего
модуля
Подключение
баллона с
защитным
газом
Охлаждающий модуль рекомендуется использовать:
- в роботизированном режиме сварки
- со шланговыми пакетами длиной более 5 м
- при выполнении сварки WIG переменным током
- при выполнении сварки в верхнем диапазоне мощности
Охлаждающий модуль снабжается электроэнергией от источника тока. Если
сетевой выключатель на источнике тока установлен в положение «I»,
охлаждающий модуль готов к эксплуатации.
- Зафиксируйте газовый баллон на тележке.
- Подключите баллон с защитным газом:
- снимите с баллона защитную крышку
- слегка поверните вентиль газового баллона влево, чтобы удалить
имеющееся загрязнение
- проверьте уплотнение на редукторе
- накрутите редуктор на баллон и крепко зажмите
18
Page 35

Подключение
баллона с
защитным
газом
(продолжение)
В случае использования сварочной горелки WIG с интегрированным
подключением газа:
- С помощью газового шланга подключите редуктор к гнезду для защитного
газа на задней панели источника тока.
- Затяните накидную гайку.
В случае использования сварочной горелки WIG без интегрированного
подключения газа:
- Соедините газовый шланг с редуктором.
Установка
соединения с
изделием
Подключение
сварочной
горелки
- Установите сетевой выключатель в положение «0».
- Вставьте кабель массы в гнездо с плюсом и зафиксируйте.
- Другой конец кабеля массы соедините с изделием.
- Установите сетевой выключатель в положение «0».
- Вставьте сварочный кабель горелки WIG в гнездо с минусом и поверните
вправо, чтобы зафиксировать.
- Вставьте и зафиксируйте управляющий штекер сварочной горелки в разъеме
для управления горелкой.
- Укомплектуйте сварочную горелку (см. руководство по эксплуатации
сварочной горелки).
В случае использования сварочной горелки WIG с интегрированным
подключением газа:
- С помощью газового шланга подключите редуктор к гнезду для защитного
газа на задней панели источника тока.
- Затяните накидную гайку.
Только в случае использования горелки с водяным охлаждением:
- Подводы воды на сварочной горелке подключите к гнездам для подачи и
возврата воды на охлаждающем модуле.
19
RU
Page 36

Режимы работы WIG
Опасно! Неправильная эксплуатация устройства может привести к
травмированию персонала и повреждению материальных ценностей.
Описанные действия должны выполняться только после внимательного
изучения следующих документов:
- данного руководства по эксплуатации
- руководств по эксплуатации всех компонентов системы, в первую
очередь правил техники безопасности
Общие
сведения
Данные о настройке, допустимых диапазонах и единицах измерения для
использующихся параметров см. в разделе «Уровень предварительной
настройки».
Символы и
пояснения
оттянуть назад и
удерживать кнопку
отпустить кнопку
сварочной горелки
сварочной горелки
сместить вперед и сразу
отпустить кнопку
сварочной горелки (<0,5 с)
сместить вперед и
удерживать кнопку
сварочной горелки
Символ Описание
GAS Время предварительной подачи газа.
I
S
t
up
I
H
Фаза стартового тока: осторожное нагревание током небольшой
силы для правильного расположения присадочного материала.
Фаза нарастания тока: плавное повышение стартового тока до
достижения значения сварочного тока.
Фаза сварочного тока: равномерная подача температуры на
разогретый распространяющимся вперед теплом материал.
оттянуть назад и сразу
отпустить кнопку
сварочной горелки (<0,5 с)
отпустить кнопку
сварочной горелки
t
down
I
E
Фаза снижения тока: плавное уменьшение сварочного тока до
достижения значения тока заваривания кратера.
Фаза заваривания кратера: чтобы избежать местного перегрева
материала за счет аккумуляции тепла в конце шва (т. е. проваливания
сварочного шва).
SPt Продолжительность точечной сварки.
G-H / G-L Время продувки газа.
20
Page 37

2-тактный
Выберите 2-тактный режим (2)
Важно! Параметр Sts должен иметь значение OFF (см. раздел
«Уровень предварительной настройки»). Предприятием-изготовителем
для параметра StS настраивается значение OFF.
- Сварка: оттянуть назад и удерживать кнопку сварочной горелки
- Завершение сварки: отпустить кнопку сварочной горелки
I
Рис. 12. 2-тактный режим
I
H
t
up
t
down
G-HGAS t
G-L
21
RU
Page 38

Специальный 2тактный
Выберите 2-тактный режим (2)
Важно! Параметр Sts должен иметь значение ON (см. раздел «Уровень
предварительной настройки»). Предприятием-изготовителем для
параметра StS настраивается значение OFF.
- Сварка: оттянуть назад и удерживать кнопку сварочной горелки
- Завершение сварки: отпустить кнопку сварочной горелки
I
GAS
Рис. 13. Специальный 2-тактный режим
I
H
t
G-L
G-H
22
Page 39

4-тактный
Выберите 4-тактный режим.
Важно! Параметр SFS должен иметь значение OFF (см. раздел
«Уровень предварительной настройки»). Предприятием-изготовителем
для параметра SFS настраивается значение OFF.
- Начало сварки стартовым током IS: оттянуть назад и удерживать кнопку
сварочной горелки
- Сварка основным током IH: отпустить кнопку сварочной горелки
- Снижение до тока заварки кратера I
сварочной горелки
: оттянуть назад и удерживать кнопку
E
- Завершение сварки: отпустить кнопку сварочной горелки
I
I
S
GAS
Рис. 14. 4-тактный режим
I
1
I
E
t
t
up
t
down
G-L
G-H
23
RU
Page 40

4-тактный с
временным
снижением
силы тока
В рассмотренном ниже варианте 4-тактного режима временное снижение силы
сварочного тока до IЕ производится путем смещения вперед и удерживания
кнопки сварочной горелки.
- Выберите 4-тактный режим.
Важно! Параметр SFS должен иметь значение OFF (см. раздел «Уровень
предварительной настройки»). Предприятием-изготовителем для параметра SFS
настраивается значение OFF.
- Временное снижение силы тока до настроенного значения I
фазы основного тока: сместить вперед и удерживать кнопку сварочной
на протяжении
Å
горелки
- Возвращение к сварке основным током: отпустить кнопку сварочной горелки
I
I
S
GAS
t
up
I
H
I
E
I
H
I
E
t
down
t
G-L
G-H
Рис. 15. 4-тактный режим с временным снижением силы тока
24
Page 41

Специальный 4тактный
(вариант 1)
Рассмотренный ниже вариант специального 4-тактного режима позволяет
временно снизить силу сварочного тока до настроенного значения I
горелки WIG без двойной кнопки путем смещения вперед и отпускания кнопки
с помощью
3
горелки. Если снова сместить вперед и сразу отпустить кнопку горелки, будет
восстановлена сварка основным током I
.
Í
- Выберите 4-тактный режим.
- Установите для параметра SFS значение 1
(см. раздел «Уровень предварительной настройки»).
I
I
S
GAS
Рис. 16. Специальный 4-тактный режим (вариант 1)
t
up
I
H
I
H
I
3
I
E
t
t
down
G-L
G-H
25
RU
Page 42

Специальный 4тактный
(варианты 2-4)
Рассмотренные ниже варианты специального 4-тактного режима позволяют
временно снизить силу сварочного тока до настроенного значения с помощью
горелки WIG с двойной кнопкой.
- Выберите 4-тактный режим.
- Установите для параметра SFS значение 2, 3, 4 или 5 в соответствии с нужным
вариантом
(см. раздел «Уровень предварительной настройки»).
I
I
S
GAS
Рис. 17. Специальный 4-тактный режим (вариант 2)
t
up
I
I
H
t
down
I
H
I
H
I
E
I
E
t
t
up
t
down
G-L
G-H
I
H
I
S
GAS
Рис. 18. Специальный 4-тактный режим (вариант 3)
t
up
t
down
26
I
E
I
E
t
t
up
t
down
G-L
G-H
Page 43

Специальный 4тактный
(варианты 2-4)
(продолжение)
Специальный 4тактный
(вариант 5)
I
I
S
GAS
Рис. 19. Специальный 4-тактный режим (вариант 4)
t
up
I
H
I
E
t
down
t
up
I
H
Рассмотренный ниже вариант специального 4-тактного режима позволяет
увеличивать и уменьшать сварочный ток без горелки, поддерживающей функцию
Up/Down.
Чем дольше кнопка горелки в процессе сварки удерживается в смещенном
вперед положении, тем больше увеличивается сварочный ток (до максимального).
t
G-L
G-L
После отпускания кнопки горелки сварочный ток поддерживается на постоянном
уровне. Если кнопку горелки снова сместить вперед, то по мере ее удержания
сварочный ток будет снижаться.
IH >
I
I
H
IH <
I
E
GAS
I
S
t
up
t
down
RU
t
G-L
G-H
Рис. 20. Специальный 4-тактный режим (вариант 5)
27
Page 44

Опасно! Электрошок может привести к смертельному исходу! Если в
процессе установки аппарат подключен к сети, существует опасность
травмирования персонала и повреждения материальных ценностей.
Работы на аппарате могут выполняться только в случае, если:
- сетевой выключатель находится в положении «0»
- аппарат отключен от сети
Опасно! Неправильная эксплуатация устройства может привести к
травмированию персонала и повреждению оборудования. Описанные
действия должны выполняться только после внимательного изучения
следующих документов:
- данного руководства по эксплуатации
- руководств по эксплуатации всех компонентов системы, в первую
очередь правил техники безопасности
Сварка WIG
Безопасность
Подготовка
- Вытащите вилку сетевого кабеля.
- Установите сетевой выключатель в положение «0».
- Вставьте кабель массы в гнездо с плюсом и зафиксируйте.
- Другой конец кабеля массы соедините с изделием.
- Вставьте сварочный кабель горелки WIG в гнездо с минусом и поверните
вправо, чтобы зафиксировать.
- Вставьте и зафиксируйте управляющий штекер сварочной горелки в разъеме
для управления горелкой.
- Укомплектуйте сварочную горелку (см. руководство по эксплуатации
сварочной горелки).
- Накрутите редуктор на баллон и крепко зажмите.
В случае использования сварочной горелки WIG с интегрированным
подключением газа:
- С помощью газового шланга подключите редуктор к гнезду для защитного
газа на задней панели источника тока.
- Затяните накидную гайку.
Только в случае использования охлаждающего модуля и горелки с водяным
охлаждением:
- Подводы воды на сварочной горелке подключите к гнездам для подачи и
возврата воды на охлаждающем модуле.
- Вставьте вилку сетевого кабеля.
Только в случае использования дистанционного регулятора:
- Подключите дистанционный регулятор к разъему дистанционного регулятора.
28
Page 45

Выбор режима
Осторожно! Возможно травмирование персонала и нанесение
материального ущерба в результате электрического удара. Как только
сетевой выключатель установлен в положение «I», на вольфрамовом
электроде сварочной горелки появляется напряжение. Следите, чтобы
электрод не прикасался к людям, а также проводящим электричество или
заземленным предметам (например, корпусу и т. д.)
работы
- Установите сетевой выключатель в положение «I».
(7)
(6)
(3)
Выбор метода
сварки (MagicWave)
(7+5)
(6+5)
(3)
С помощью клавиши «Режим работы» (3) выберите режим:
- 2-тактный (7) с высокочастотным зажиганием
- 4-тактный (6) с высокочастотным зажиганием
- 2-тактный (7+5) с контактным зажиганием
- 4-тактный (6+5) с контактным зажиганием
Внимание! Не используйте с источниками тока TransTig электроды из
чистого вольфрама (окраска зеленого цвета).
- С помощью клавиши «Метод» выберите один из следующих методов сварки.
Сварка переменным током
Сварка постоянным током
29
RU
Page 46

Образование
закругления
(MagicWave)
Если выбрана сварка переменным током, то на аппаратах MagicWave становится
доступна функция автоматического образования закругления. Оптимальный
результат сварки достигается благодаря учету диаметра электрода.
Данная функция обеспечивает
автоматическое образование
требуемого закругления в начале
процесса сварки. Отдельно создавать
закругление на опытном изделии не
нужно.
Настройка
параметров
Настройка
расхода
защитного газа
перед зажиганием
Рис. 21. Образование закругления
после зажигания
Внимание! Метод сварки переменным током с образованием
закругления не следует использовать, если на вольфрамовом электроде
уже имеется закругление достаточного размера.
С помощью регулятора настройте диаметр вольфрамового электрода.
Чтобы включить функцию образования закругления, сместите вперед и сразу
отпустите кнопку горелки.
Параметры настраиваются с помощью потенциометра на панели управления.
Перечень параметров, доступных на уровнях программы, см. в разделе «Уровень
предварительной настройки».
- Нажмите клавишу «Проверка газа».
- Настройте нужное значение расхода газа.
Зажигание дуги
— общие
сведения
Синхронная
сварка WIG
переменным
током (MagicWave)
Оптимальное протекание зажигания при сварке WIG переменным током
обеспечивается аппаратами MagicWave благодаря учету диаметра электрода.
Кроме того, в расчет принимается текущая температура электрода (на основании
продолжительности предшествующей сварки и пауз в работе).
Для синхронизации сетей двух источников тока при одновременной двусторонней
сварке переменным током
Сведения о настройке параметра SYn см. в разделе «Уровни Р1-Р3» пункт
«Уровень Р3 „Параметры переменного тока“».
Внимание! Порядок чередования фаз на обоих аппаратах должен быть
одинаковым.
30
Page 47

Высокочастотное
зажигание
Сведения о настройке параметра HFt см. в разделе «Уровень предварительной
настройки».
С помощью параметра HFt установите для интервала между высокочастотными
импульсами значение 0,01 с. Предприятием-изготовителем для параметра HFt
настраивается значение 0,01 с.
Внимание! В случае возникновения неполадок в работе расположенных
поблизости чувствительных приборов увеличьте значение параметра HFt
до 0,4 с.
В отличие от контактного зажигания при высокочастотном зажигании отсутствует
риск загрязнения электрода и изделия.
31
RU
Page 48

зажигание
(продолжение)
Для зажигания дуги выполните следующие действия.Высокочастотное
- Установите газовое сопло в месте
зажигания, оставив между концом
вольфрамового электрода и
изделием расстояние 2-3 мм
(0,08-0,12 дюйма).
Рис. 22. Установка газового сопла
- Увеличьте наклон горелки и
приведите в действие ее кнопку
согласно выбранному режиму
работы
(см. раздел «Режимы работы
WIG»).
- Дуга загорается без
прикосновения к изделию.
Рис. 23. Высокочастотное зажигание без
соприкосновения
Рис. 24. Выполнение сварки
- Установите горелку в нормальное
положение.
32
Page 49

Контактное
зажигание
Для зажигания дуги выполните следующие действия.
- Установите газовое сопло в месте
зажигания, оставив между концом
вольфрамового электрода и
изделием расстояние 2-3 мм
(0,08-0,12 дюйма).
Рис. 25. Установка газового сопла
- Приведите в действие кнопку
горелки; начинается подача
защитного газа.
- Медленно приподнимайте горелку,
пока конец электрода не коснется
изделия.
Рис. 26. Зажигание путем прикосновения к
изделию
Рис. 27. Выполнение сварки
- Поднимите сварочную горелку и
поверните ее в нормальное
положение. Зажигается дуга.
RU
Контроль
зажигания
Если дуга не зажигается в течение 5 секунд, источник тока автоматически
выключается. Чтобы повторить попытку, необходимо снова нажать кнопку горелки.
33
Page 50

Сварка стержневым электродом
Опасно! Электрошок может привести к смертельному исходу! Если в
процессе установки аппарат подключен к сети, существует опасность
травмирования персонала и повреждения материальных ценностей.
Работы на аппарате могут выполняться только в случае, если:
- сетевой выключатель находится в положении «0»
- аппарат отключен от сети
Опасно! Неправильная эксплуатация устройства может привести к
травмированию персонала и повреждению оборудования. Описанные
действия должны выполняться только после внимательного изучения
следующих документов:
- данного руководства по эксплуатации
- руководств по эксплуатации всех компонентов системы, в первую
очередь правил техники безопасности
Безопасность
Выключите имеющиеся охлаждающие модули (см. раздел «Уровень
предварительной настройки», пункт, посвященный параметрам WIG, C-C ... Cooling
unit control).
Подготовка
- Вытащите вилку сетевого кабеля.
- Установите сетевой выключатель в положение «0».
- Снимите сварочную горелку WIG.
Важно! Источники тока TransTig не поддерживают переключения между сваркой
стержневым электродом постоянным током отрицательной полярности и сваркой
стержневым электродом постоянным током положительной полярности.
Чтобы произвести переключение между этими методами сварки на источнике
тока TransTig, соответственно переключите электрододержатель и кабель массы к
другим сварочным гнездам.
- Вставьте кабель массы в гнездо с плюсом и зафиксируйте.
- Другой конец кабеля массы соедините с изделием.
- Вставьте сварочный кабель в гнездо с минусом и поверните вправо, чтобы
зафиксировать.
- Вставьте вилку сетевого кабеля.
Только в случае использования дистанционного регулятора:
- Подключите дистанционный регулятор к разъему дистанционного регулятора.
34
Page 51

Выбор режима
Осторожно! Возможно травмирование персонала и нанесение
материального ущерба в результате удара электротоком. Как только
сетевой выключатель будет установлен в положение «I», на стержневом
электроде в электрододержателе появляется напряжение. Следите, чтобы
электрод не касался людей, а также проводящих электричество или
заземленных предметов (например, корпуса и т. д.)
работы
- Установите сетевой выключатель в положение «I».
С помощью клавиши «Режим работы»
(3) выберите режим:
- Сварка стержневым электродом (5)
(5)
(3)
Выбор метода
сварки (MagicWave)
Настройка
параметров
- С помощью клавиши «Метод» выберите один из следующих методов сварки.
Сварка переменным током
Сварка постоянным током отрицательной полярности
Сварка постоянным током положительной полярности
Перечень доступных параметров см. в разделе «Уровень предварительной
настройки».
- На индикаторе сварочного напряжения отображается напряжение холостого
хода.
- В случае необходимости подключите дистанционный регулятор TPmc
(настройка динамики и горячего старта).
- Установите сварочный ток IH.
- Начинайте сварку.
35
RU
Page 52

Режим дистанционного управления
Опасно! Поражение электрическим током может привести к
смертельному исходу. Если в процессе установки аппарат подключен к
сети, существует опасность травмирования персонала и повреждения
материальных ценностей. Работы на аппарате могут выполняться только
в случае, если:
- сетевой выключатель находится в положении «0»
- аппарат отключен от сети
Опасно! Неправильная эксплуатация устройства может привести к
травмированию персонала и повреждению материальных ценностей.
Описанные действия должны выполняться только после внимательного
изучения следующих документов:
- данного руководства по эксплуатации
- руководств по эксплуатации всех компонентов системы, в первую
очередь правил техники безопасности
Безопасность
Общие
сведения о
режиме
дистанционного
управления
Дистанционный
регулятор TR
53mc для
сварки
переменным
током
Режим дистанционного управления используется, когда необходимо настраивать
параметры непосредственно на месте выполнения сварочных работ. С помощью
специального кабеля длиной 5-10 м (197-394 дюйма) дистанционный регулятор
соединяется с источником тока.
Имеются следующие дистанционные регуляторы:
- Дистанционный регулятор для сварки WIG и ручной сварки
стержневым электродом (переменный ток) ..................................... TR53mc
- Дистанционный регулятор для ручной сварки стержневым
электродом и сварки WIG (постоянный ток) ..................................... TPmc
- Дистанционный регулятор для импульсной сварки WIG
(переменный/постоянный ток) .......................................................... TR50mc
- Дистанционный регулятор для точечной сварки WIG
(постоянный ток) ............................................................................... TR51mc
- Педаль дистанционного управления для сварки WIG
(переменный/постоянный ток) .......................................................... TR52mc
Дистанционный регулятор TR 53mc предназначен специально для сварки WIG
переменным током. С его помощью можно настроить следующие параметры:
- Основной сварочный ток I
- Баланс переменного тока
- Частота переменного тока
H
(33)
(34)
(35)
Рис. 28. Дистанционный регулятор TR 53mc для
сварки переменным током
36
Page 53

Дистанционный
регулятор TR
53mc для
сварки
переменным
током
(продолжение)
(33) Регулятор основного тока IH ... для плавной настройки сварочного тока.
(34) Регулятор частоты дуги переменного тока ... изменение концентрации
äóãè.
(35) Регулятор баланса ... изменение положительной и отрицательной
полуволны для ручной сварки стержневым электродом и сварки WIG
переменным током.
Важно! В случае использования дистанционного регулятора при выполнении
ручной сварки переменным или постоянным током действуют настроенные на
аппарате значения тока горячего старта, времени горячего старта и динамики.
(См. раздел «Уровень предварительной настройки».)
Дистанционный
регулятор TR
50mc для
импульсной
сварки WIG
Дистанционный регулятор TR 50mc подключается к гнезду LocalNet.
(12)
- После подключения дистанционного регулятора начинает мигать индикатор
импульсной сварки WIG (12).
С дистанционным регулятором TR 50mc для импульсной сварки возможны два
режима работы:
- Регулирование импульсного тока I
- Регулирование импульсного тока I1 с помощью педали дистанционного
через дистанционный регулятор TR 50mc
1
управления TR 52mc
(36)
(38)
(39)
(37)
(40)
(41)
Рис. 29. Дистанционный регулятор TR 50mc для
импульсной сварки WIG
(36) Регулятор импульсного тока I
импульсного тока.
(42)
... плавная настройка основного
1
(37) Регулятор частоты импульса f ... плавная настройка частоты импульса в
пределах предварительно выбранного диапазона частот (40).
(38) Регулятор базового тока I2 ... настройка базового тока в процентах от
установленного значения импульсного тока I1 (36).
(39) Регулятор рабочего цикла dcY ... настройка процентного соотношения
между фазами импульсного и базового тока.
Пример настройки для незначительного теплового воздействия:
Регулятор рабочего цикла в положении 10
- короткая фаза импульсного тока 10%
- длинная фаза базового тока 90%
37
RU
Page 54

Дистанционный
регулятор TR
50mc для
импульсной
сварки WIG
(продолжение)
(40) Регулятор диапазона частот ... постепенная предварительная настройка
необходимой частоты.
Диапазоны настройки:
- 0,2-2 Ãö
- 2-20 Ãö
- 20-200 Ãö
- 200-2000 Ãö
На следующем рисунке проиллюстрировано применение импульсной сварки WIG
при выбранной сварке постоянным током.
I
I
1
I
2
Рис. 30. Импульсная сварка WIG, кривая сварочного тока
I
S
t
up
1/F-P
dcY
t
down
Пояснение
- I
S
- I
E
- t
Up
- t
Down
- F-P Частота импульса
Стартовый ток
Ток заварки кратера
Нарастание тока
Спад тока
- dcY Рабочий цикл
- I
- I
2
1
Базовый ток
Основной ток
(1/F-P = интервал времени между
двумя импульсами)
(41) Гнездо источника тока ... для подключения дистанционного регулятора к
источнику тока.
I
E
t
(42) Гнездо педали дистанционного управления ... для подключения
устройства TR 52mc. Особенно удобно при выполнении ручной сварки WIG.
Возможно изменение импульсного сварочного тока в процессе сварки
(например, при обработке материала с переменной толщиной).
38
Page 55

Педаль
дистанционного
управления TR
52mc для
сварки WIG
Педаль дистанционного управления TR 52mc предназначена специально для
сварки изделий сложной конфигурации.
Рис. 31. Педаль дистанционного управления TR
52mc для сварки WIG
Функция:
- После подключения дистанционного регулятора загорается индикатор 2тактного режима (автоматическое переключение).
- Установите с помощью регулятора основного тока I
максимальное значение тока.
требуемое
H
- Настройте на источнике тока время предварительной подачи газа и время
продувки газа (см. раздел «Уровень предварительной настройки»).
- Слегка нажмите на педаль, чтобы начать зажигание.
- С помощью педали можно регулировать стартовый ток I
ток заварки кратера.
, основной ток IH и
S
Важно! В случае сильного нажатия на педаль сварочный ток не превышает
предварительно настроенного значения.
- Отпустите педаль, чтобы прекратить подачу сварочного тока.
- Процесс сварки прерывается, завершается время продувки газа.
I
I
H
I
I
GAS
Рис. 32. Ход процесса при сварке с помощью педали дистанционного управления TR 52mc
39
t
RU
G-H
G-L
Page 56

Дистанционный
регулятор TR
51MC для
точечной сварки
WIG
Сварить нержавеющую конструкцию из тонкого листа часто не удается из-за
сильного коробления материала. Кроме того, с помощью точечной сварки WIG
можно без проблем обработать места соединений, доступные только с одной
стороны.
Важно! Алюминиевые материалы, как правило, очень плохо поддаются
соединению с помощью точечной сварки WIG. Удалить оксидную пленку между
листами невозможно.
(43) Регулятор тока для точечной
сварки I
1
(44) Разъем дистанционного регулятора
(45) Регулятор продолжительности
точечной сварки SPt (0,1-8 с)
(43)
(44)
(45)
Рис. 33. Дистанционный регулятор TR 51MC для
точечной сварки WIG
Ход процесса:
- После подключения дистанционного регулятора загорается индикатор 2тактного режима (автоматическое переключение).
- Настройте на источнике тока время спада тока.
- Используйте специальное сопло для точечной сварки (располагается
изолированно на конусе).
- Установите вольфрамовый электрод с отступом от края сопла (2-3 мм или
0,10 дюйма, в зависимости от размера точки).
- Приставьте сварочную горелку к листу и слегка нажмите на материал.
- Начинайте точечную сварку (избегайте образования воздушного зазора).
I
I
1
GAS
Рис. 34. Точечная сварка
t
t
up
t
down
SPt
G-L
G-H
40
Page 57

Дистанционный
регулятор TP
MC/TP MC-CEL
Дистанционный регулятор TP MC/TP MC-Cel в первую очередь предназначен для
ручной сварки электродом и сварки WIG постоянным током.
(46)
(46)
(47)
(48)
3
1
DYNAMIC
5
7
9
40 60
20
0
HOT START
80
100
(48)(47) (50)(49)
Рис. 35. Дистанционный регулятор TP mc
Рис. 36. Дистанционный регулятор TP mc-CEL
(46) Регулятор сварочного тока ... для плавной настройки сварочного тока.
(47) Регулятор динамики ... dYn ( dynamic) — коррекция динамики.
В некоторых случаях для достижения оптимальных результатов сварки
необходимо настроить динамику. Сведения о настройке параметра dYn см. в
разделе «Уровень предварительной настройки», пункт «Параметры настройки
сварки стержневым электродом».
Принцип действия
В момент перехода капель металла (или в момент короткого замыкания) на
непродолжительное время повышается сила тока. Чтобы обеспечить
стабильность дуги, увеличение сварочного тока является временным. Когда
существует опасность застревания стержневого электрода в расплаве, такая
мера предотвращает кристаллизацию расплава, а также продолжительное
короткое замыкание дуги. Это позволяет в значительной степени уменьшить
вероятность застревания электрода.
Диапазон настройки параметра dYn
0 ......... мягкая дуга без брызг
10 ....... жесткая стабильная дуга
(48) Регулятор горячего старта ... в некоторых случаях для достижения
оптимальных результатов сварки необходимо настроить функцию горячего
старта.
Преимущества
- Улучшение зажигания, даже электродов с плохими показателями зажигания
- Улучшенное расплавление основного металла на начальной фазе (т. е.
уменьшение количества мест непровара)
- В значительной степени предотвращается включение шлаков
41
RU
Page 58

Дистанционный
регулятор TP
MC/TP MC-CEL
(продолжение)
Сведения о настройке доступных параметров см. в разделе «Уровень
предварительной настройки».
I (A)
150
100
Hti
HCU
Пояснение
HTI Hot-current time = время горячего
старта, 0-2 с,
заводская настройка — 0,5 с
H C U Hot-start-current = ток горячего
старта, 0-100%
I
Основной ток = настроенное
1
значение сварочного тока
Принцип действия
I
1
На протяжении настроенного времени
горячего старта (Hti) сварочный ток
увеличивается до определенного
t (ñ)
значения. Это значение на 0-100%
(HCU) превышает настроенный
0,5 1 1,5
Рис. 37. Пример для функции горячего старта
сварочный ток (I1).
(49) Переключатель полюсов ... для изменения полярности электрода.
Важно! Кабель для ручной сварки электродом должен быть присоединен к
гнезду (24).
(24)
(50) Переключатель метода: WIG и сварка электродом.
42
Page 59

Работа с уровнями программы
Обзор
На расположенном ниже рисунке на примере панели управления MagicWave
представлен обзор параметров уровня предварительной настройки. Подробное
описание этих параметров см. в следующем разделе.
Параметры настройки сварки
стержневым электродом
Hti ...... время горячего старта
HCU ... ток горячего старта
dYn .... коррекция динамики
PRO ... сохранение программы
FAC .... восстановление заводских
настроек сварочного аппарата
Клавиша «Режим работы» (3)
Клавиша «Метод» (18)
Параметры сварки WIG
GAS .... предварительная подача газа
G-L ..... время продувки газа при
минимальном сварочном токе
G-H .... время продувки газа при
максимальном сварочном токе
UPS .... нарастание тока
SCU ... (Start Current) стартовый ток в
% îò I
I3 ....... уменьшенный ток
HFt ..... высокочастотный импульс
SCU ... (Start-Current) относительное/
StS ..... специальный 2-тактный режим
SFS .... специальный 4-тактный режим
C-C .... управление охлаждающим
E-S ..... отключение источника тока
PRO ... сохранение программы
FAC .... восстановление заводских
H
абсолютное значение
модулем
настроек
Сварка WIG переменным током
Аналогично сварке WIG постоянным
током
43
RU
Page 60

Уровень предварительной настройки
Âõîä 1. Выберите требуемый режим работы (WIG/сварка электродом).
2. Выключите источник тока.
3. Включите источник тока, удерживая нажатой клавишу «Режим работы» (3) или
«Метод» (18). Появятся символы «—-»; вход на уровень предварительной
настройки выполнен.
4. Отпустите клавишу «Режим работы» (3) или «Метод» (18).
Выбор и
изменение
параметра
Доступные
параметры
- С помощью клавиши «Режим работы» (3) или «Метод» (18) выберите нужный
параметр.
- Для изменения значения параметра используйте кнопку горелки.
Параметры, доступные в режиме сварки WIG
GAS — время предварительной подачи газа
Единица измерения с
Диапазон настройки 0 - 20
Заводская настройка 0,4
G-L
Gas-Low — время продувки газа при минимальном сварочном токе (минимальное
время продувки)
Единица измерения с
Диапазон настройки 2 - 26
Заводская настройка 5
G-H
Gas-High — время продувки газа при максимальном сварочном токе
Единица измерения с
Диапазон настройки 2 - 26
Заводская настройка 15
Параметр G-H действует только в том случае, если максимальное значение
сварочного тока действительно настроено. Фактическое значение определяется
на основе текущего сварочного тока. Например, при сварочном токе средней
величины фактическое значение равно половине настроенного значения G-H.
UPS
Up-Slope — время перехода от стартового тока I
Единица измерения с
Диапазон настройки 0,1 - 7
Заводская настройка 1,0
44
к сварочному току I
S
H
Page 61

Доступные
параметры
(продолжение)
SCU
Start-Current — стартовый ток
Единица измерения %
Диапазон настройки Постоянный ток: 0-100/переменный ток: 30-100 от
основного тока I
Заводская настройка Постоянный ток: 29/переменный ток: 50
H
I3 — уменьшенный ток
Единица измерения %
Диапазон настройки 0-100 от основного тока I
Заводская настройка 50
H
HFt
High Frequency time — высокочастотное зажигание (интервал времени между
высокочастотными импульсами)
Единица измерения с
Диапазон настройки 0,01 - 0,4
Заводская настройка 0,01
Внимание! В случае возникновения неполадок в работе расположенных
поблизости чувствительных приборов увеличьте значение параметра HFt
до 0,4 с.
SCU
Start-Current — стартовый ток
Единица измерения Диапазон настройки относительное/абсолютное значение
Заводская настройка относительное значение
StS
Special two-step — специальный 2-тактный режим
Единица измерения Диапазон настройки ON/OFF
Заводская настройка OFF
SFS
Special four-step — специальный 4-тактный режим
Единица измерения Диапазон настройки OFF, 1-5
Заводская настройка OFF
Варианты специального 4-тактного режима описаны в разделе «Режимы работы».
C-C
Cooling unit ñontrol — управление охлаждающим модулем (дополнительно)
Единица измерения Диапазон настройки Aut/ON/OFF
Заводская настройка Aut
Положение Aut ... охлаждающий модуль отключается через 2 минуты после
завершения сварки
Положение ON ... охлаждающий модуль всегда остается во включенном состоянии
Положение OFF .. охлаждающий модуль всегда остается в выключенном
состоянии
RU
45
Page 62

Доступные
параметры
(продолжение)
E-S
Emergency Stop — остановка источника тока через робота
Единица измерения Диапазон настройки ON/OFF
Заводская настройка OFF
PRO
Programm — запись настроенных параметров путем нажатия кнопки горелки
FAC
Factory — восстановление заводских настроек сварочного аппарата путем
нажатия кнопки горелки
Параметры, доступные в режиме сварки стержневым электродом
Hti
Hot-current time — время горячего старта
Единица измерения с
Диапазон настройки 0,2 - 2,0
Заводская настройка 0,5
HCU
Hot-start current — ток горячего старта
Единица измерения %
Диапазон настройки 0 - 100
Заводская настройка 50
В некоторых случаях для достижения оптимальных результатов сварки
необходимо настроить функцию горячего старта.
Преимущества
- Улучшение зажигания, даже электродов с плохими показателями зажигания
- Улучшенное расплавление основного металла на начальной фазе (т. е.
уменьшение количества мест непровара)
- В значительной степени предотвращается включение шлаков
46
Page 63

Доступные
параметры
(продолжение)
I (A)
150
100
Hti
HCU
Пояснение
HTI Hot-current time = время горячего
старта, 0-2 с, заводская настройка
— 0,5 с
H C U Hot-start-current = ток горячего
старта, 0-100%, заводская
настройка — 50 %
Основной ток = настроенное
I
1
значение сварочного тока
I
1
Принцип действия
На протяжении настроенного времени
горячего старта (Hti) сварочный ток
t (ñ)
увеличивается до определенного
значения. Это значение на 0-100%
0,5 1 1,5
Рис. 38. Пример для функции горячего старта
(HCU) превышает настроенный
сварочный ток (I1).
dyn
dYn - dynamic — коррекция динамики
Единица измерения A
Диапазон настройки 0 - 200
Заводская настройка 40
В некоторых случаях для достижения оптимальных результатов сварки
необходимо настроить динамику.
Принцип действия
В момент перехода капель металла (или в момент короткого замыкания) на
непродолжительное время повышается сила тока. Чтобы обеспечить
стабильность дуги, увеличение сварочного тока является временным. Когда
существует опасность застревания стержневого электрода в расплаве, такая мера
предотвращает кристаллизацию расплава, а также продолжительное короткое
замыкание дуги. Это позволяет в значительной степени уменьшить вероятность
застревания электрода.
Диапазон настройки параметра dYn
0......... мягкая дуга без брызг
100 .....жесткая стабильная дуга
PRO
Programm — запись настроенных параметров путем нажатия кнопки горелки
FAC
Factory — восстановление заводских настроек сварочного аппарата путем
нажатия кнопки горелки
RU
47
Page 64

Уровни Р1-Р3
Âõîä
Выбор и
изменение
параметра
Уровень Р1
«Сервисное
меню»
1. Включите источник тока, удерживая нажатой клавишу «Режим работы» (3) или
«Метод» (18). Появятся символы «—-»; вход на уровень предварительной
настройки выполнен.
2. Нажимайте кнопку горелки, пока не появятся символы:
1. «—-»: уровень предварительной настройки
2. P1: уровень «Сервисное меню»
3. P2: уровень «Кодовый замок»
4. Р3: уровень «Параметры переменного тока»
3. Отпустите клавишу «Режим работы» (3) или «Метод» (18).
- С помощью клавиши «Режим работы» (3) или «Метод» (18) выберите нужный
параметр.
- Для изменения значения параметра используйте кнопку горелки.
Сервисное меню с разнообразными программами тестирования.
Уровень Р2
«Кодовый
замок»
Предприятием-изготовителем источники тока поставляются с деактивированным
кодовым замком.
Пользователь может настроить трехзначный код.
Заводская настройка 321
Важно! В случае изменения кода обязательно запишите его на листе бумаги.
Изменение и активация кода
1. Выберите уровень Р2.
2. Введите текущий код (для нового аппарата 321).
- С помощью регулятора основного тока IH (14) выберите цифру.
- Подтвердите цифру, нажав клавишу «Режим работы» (3).
- Повторите процедуру еще два раза, пока на дисплее не появится надпись
«Cod OFF».
3. С помощью кнопки горелки переключитесь в режим «Cod ON».
4. С помощью клавиши «Режим работы» (3) выберите параметр «CYC__?».
5. CYC ... (цикл) означает, сколько раз можно включить аппарат без ввода кода.
6. С помощью кнопки горелки установите число циклов и подтвердите значение,
нажав клавишу «Режим работы» (3).
Ввод нового кода
1. С помощью кнопки горелки выберите один из символов 0-9/A-H.
2. Подтвердите символ, нажав клавишу «Режим работы» (3).
3. Повторите процедуру еще два раза, чтобы ввести остальные символы кода.
4. Нажмите кнопку сварочной горелки.
5. Для проверки введите новый код еще раз.
6. После повторного ввода последнего символа новый код автоматически
сохраняется.
48
Page 65

Уровень Р2
«Кодовый
замок»
(продолжение)
Внимание! После трехкратного ввода неправильного кода источник тока
автоматически переключается в режим LOC. Чтобы повторить процедуру,
аппарат необходимо выключить и снова включить.
7. Источник тока готов к сварке.
Деактивация кода
1. Войдите на уровень P2.
2. Введите текущий код.
- С помощью регулятора I
- Подтвердите цифру, нажав клавишу «Режим работы» (3).
выберите цифру.
H
- Повторите процедуру еще два раза, пока на дисплее не появится надпись
«Cod ON».
3. Нажмите кнопку горелки, чтобы на дисплее появилась надпись «Cod OFF».
4. С помощью клавиши «Режим работы» (3) или «Метод» (18) переключитесь в
режим PRO.
5. Нажмите кнопку сварочной горелки.
6. Текущий код деактивирован, источник тока готов к сварке.
Важно! Восстанавливается исходный код (321).
Чтобы ввести в эксплуатацию источник тока с активированным кодовым замком,
выберите цифры с помощью регулятора I
«Режим работы» (3).
, подтверждая их нажатием клавиши
H
Уровень Р3
«Параметры
переменного
тока»
(MagicWave)
С помощью клавиши «Режим работы» (3) или «Метод» (18) выберите нужный
параметр и используйте кнопку горелки для изменения его значения.
Доступные параметры
ACF
AC-Frequenz — частота переменного тока
Единица измерения Гц
Диапазон настройки 40 - 100
Заводская настройка 60
POS
Positive — положительная полуволна
Единица измерения Диапазон настройки tri/SIN/rEC/OFF* (только для сварки WIG)
Заводская настройка SIN
nEG
Negative — отрицательная полуволна
Единица измерения Диапазон настройки tri/SIN/rEC/OFF* (только для сварки WIG)
Заводская настройка rEC
PRO
Programm — запись настроенных параметров путем нажатия кнопки горелки
RU
SYn
Synchronfunktion — функция синхронизации
Единица измерения Диапазон настройки ON/OFF
Заводская настройка OFF
* tri (треугольник), SIN (синус), rEC (прямоугольник)
49
Page 66

Диагностика и устранение неполадок
Опасно! Поражение электрическим током может привести к
смертельному исходу. Прежде чем открывать устройство:
- установите сетевой выключатель в положение «0»
- отключите устройство от сети
- установите предупреждение о том, что устройство запрещено
включать
- с помощью имеющихся измерительных приборов убедитесь, что
электрически заряженные компоненты (например, конденсаторы)
разрядились
Осторожно! Некачественное подключение защитного провода может
привести к травмированию людей и повреждению материальных
ценностей. Болты на корпусе используются при подключении защитного
провода для заземления аппарата и ни в коем случае не должны
заменяться другими болтами, которые не подходят для подключения
защитного провода.
Безопасность
Отображаемые
коды ошибок
Если на дисплее отображается одно из приведенных ниже сообщений об ошибке,
то устранением ошибки должна заниматься сервисная служба. При обращении в
сервисную службу следует предоставить подробное описание возникшей ошибки,
включающее текст сообщения об ошибке, серийный номер и конфигурацию
источника тока.
Сообщение об ошибке от платы UTI1A:
Err 102
Причина: Короткое замыкание термодатчика.
Err 103
Причина: Прерывание термодатчика.
Err 107
Причина: Ошибка при доступе к ОЗУ.
Err 109
Причина: Вторичное перенапряжение.
Err 110
Причина: Отключение источника тока.
Err 112
Причина: АЦП: ошибка смещения.
Err 113
Причина: АЦП: ошибка усилителя.
Err 116
Причина: Ошибка в контуре охлаждения.
Err 117
Причина: Первичный ток перегрузки.
Err 118
Причина: Ошибка, связанная с питающим напряжением (+5 В, +15 В).
50
Page 67

Отображаемые
коды ошибок
(продолжение)
Err 119
Причина: Последовательная ошибка при передаче.
Err 120
Причина: Ошибка силового блока.
Err U-P
Причина: Первичное избыточное или недостаточное напряжение.
Err 113
Причина: АЦП: ошибка усилителя.
Сообщение об ошибке от платы UTMS1:
Err 004
Причина: Ошибка таймера (82C54).
Err 006
Причина: Ошибка компенсации заданного значения тока.
Err 007
Причина: Ошибка при доступе к ОЗУ.
Err 008
Причина: Ошибка при доступе к SEEPROM.
Err 010
Причина: Внешняя ошибка (только в режиме роботизированной сварки).
Err 012
Причина: АЦП: ошибка смещения.
Err 013
Причина: АЦП: ошибка усилителя.
Err 019
Причина: Последовательная ошибка при передаче.
Err 021
Причина: Переполнение стека.
RU
51
Page 68

Источник тока
Источник тока не работает
Сетевой выключатель включен, индикаторы не горят.
Причина: Поврежден кабель подключения к сети, вилка сетевого кабеля не
вставлена в розетку.
Действия: Проверьте кабель подключения к сети, вставьте вилку сетевого
кабеля.
Причина: Поврежден сетевой предохранитель.
Действия: Замените предохранитель.
Причина: Повреждена розетка или штекер.
Действия: Замените поврежденный компонент.
Отсутствует сварочный ток
Сетевой выключатель включен, горит индикатор перегрева.
Причина: Перегрузка, превышена допустимая продолжительность включения.
Действия: Соблюдайте допустимую продолжительность включения.
Причина: Сработала функция защиты от перегрева.
Действия: После охлаждения источник тока включится автоматически.
Причина: Поврежден вентилятор в источнике тока.
Действия: Замените вентилятор.
Отсутствует сварочный ток
Сетевой выключатель включен, индикаторы горят.
Причина: Неправильно подключен кабель массы.
Действия: Проверьте полярность клемм и кабеля массы.
Причина: Поврежден питающий кабель в сварочной горелке.
Действия: Замените горелку.
Горелка не работает после нажатия кнопки
Сетевой выключатель включен, индикаторы горят.
Причина: Не вставлен управляющий штекер.
Действия: Вставьте управляющий штекер.
Причина: Не истекло контрольное время после включения питания.
Действия: После включения аппарата подождите 10 секунд.
Причина: Повреждена горелка или управляющий кабель горелки.
Действия: Замените сварочную горелку.
Отсутствует защитный газ
Остальные функции поддерживаются.
Причина: Газовый баллон пуст.
Действия: Замените газовый баллон.
Причина: Поврежден редуктор.
Действия: Замените редуктор.
Причина: Не установлен или поврежден газовый шланг.
Действия: Установите или замените газовый шланг.
Причина: Повреждена сварочная горелка.
Действия: Замените сварочную горелку.
Причина: Поврежден электромагнитный газовый клапан.
Действия: Замените электромагнитный газовый клапан.
52
Page 69

Источник тока
(продолжение)
Плохое качество сварки
Причина: Настроены неправильные параметры сварки.
Действия: Проверьте настроенные значения.
Причина: Неправильно подключен кабель массы.
Действия: Проверьте полярность клемм и кабеля массы.
Сильно нагревается сварочная горелка
Причина: Используется недостаточно мощная сварочная горелка.
Действия: Соблюдайте продолжительность включения и предельную нагрузку.
Причина: Только на устройствах с водяным охлаждением: недостаточный
проток воды.
Действия: Проверьте уровень, расход, загрязнение воды и т. д. Если
блокирован насос охлаждающей жидкости, с помощью отвертки
прокрутите вал возле входа насоса.
Причина: Только на устройствах с водяным охлаждением: параметру С-С
присвоено значение OFF.
Действия: В меню настройки измените значение параметра С-С на Aut или ON.
53
RU
Page 70

Уход, техобслуживание и утилизация
Опасно! Поражение электрическим током может привести к
смертельному исходу. Прежде чем открывать устройство:
- установите сетевой выключатель в положение «0»
- отключите устройство от сети
- установите предупреждение о том, что устройство запрещено
включать
- с помощью имеющихся измерительных приборов убедитесь, что
электрически заряженные компоненты (например, конденсаторы)
разрядились
Общие
сведения
При каждом
вводе в
эксплуатацию
В нормальных условиях источнику тока требуется минимальный уход и
техническое обслуживание. Однако чтобы сохранить сварочный аппарат в
работоспособном состоянии на протяжении многих лет, обязательно соблюдение
определенных правил.
- Проверьте, что отсутствуют повреждения сетевого штекера, сетевого кабеля,
соединительного шлангового пакета и кабеля массы.
- Убедитесь, что свободное пространство вокруг аппарата составляет 0,5 м (1
фут 7 дюймов). Это необходимо для беспрепятственного притока и оттока
охлаждающего воздуха.
Внимание! Отверстия для входа и выхода воздуха не должны быть
закрыты (даже частично).
Каждые 2
месяца
Каждые 6
месяцев
Утилизация
- В случае наличия: выполните чистку воздушного фильтра.
- Снимите боковые панели и продуйте устройство сухим, сжатым воздухом под
небольшим давлением.
Внимание! Возможно повреждение электрических компонентов
конструкции. Запрещается обдувать такие компоненты с близкого
расстояния.
- В случае большого количества пыли необходимо дополнительно продуть и
каналы подачи охлаждающего воздуха.
Устройство должно утилизироваться в соответствии с национальными и
международными нормами.
54
Page 71

Технические характеристики
Специальное
напряжение
MagicWave
2600/2600CEL
Внимание! Использование несоответствующих электроустановочных
материалов может привести к значительному материальному ущербу.
Кабель подключения к сети и предохранитель должны подбираться с
учетом существующих условий эксплуатации. Используйте данные,
указанные на информационной табличке.
MW 2600 MW 2600CEL
Сетевое напряжение 3 x 400 Â 3 x 400 Â
Допуск по напряжению сети -20% / +15% -20% / +15%
Сетевой предохранитель (инерционный) 16 A 16 A
Кажущаяся мощность при
40% Ï - 15,7 êÂÀ
50% Ï 11,1 êÂÀ 60% Ï 10,6 êÂÀ 10,4 êÂÀ
100% Ï 8,1 êÂÀ 8,1 êÂÀ
cos «ôè»
ÊÏÄ 86 % 83 %
Диапазон сварочного тока
1
150 A 0,99 0,99
260 A 0,99 0,99
Постоянный ток 3-260 A 3-260 A
Переменный ток 5-260 A 5-260 A
Сварочный ток при 10 мин/40°C
40% ÏÂ - 260 A
50% ÏÂ 260 A 60% ÏÂ 240 A 180 A
100% ÏÂ 185 A 145 A
Напряжение холостого хода 56 В (постоянный ток) 75 В
(постоянный ток)
Макс. рабочее напряжение 40 Â 48 Â
Напряжение зажигания (Up) 9,5 ê 9,5 кВ
Устройство зажигания дуги может использоваться в ручном режиме.
Класс защиты IP 23 IP 23
Вид охлаждения AF AF
Класс изоляции F F
Размеры, Д/Ш/В ìì 625/290/480 ìì 625/290/480 ìì
дюйма 24,61/11,42 /18,90 24,61/11,42 /18,90
Вес (без контура охлаждения) 33 êã 30 êã
72,75 фунта 66,14 фунта
Знак соответствия стандартам CE, CSA CE, CSA
Знак безопасности S S
RU
55
Page 72

MagicWave 3000 MW 3000 MW 3000
Сетевое напряжение 3 x 230 Â 3 x 400 Â
Допуск по напряжению сети -20% / +15% -20% / +15%
Сетевой предохранитель (инерционный) 20 A 16 A
Кажущаяся мощность при
35% Ï 9,7 êÂÀ 60% Ï 6,1 êÂÀ 65% Ï - 11,8 êÂÀ
100% Ï 4,6 êÂÀ 9,7 êÂÀ
cos «ôè»
1
150 A 0,99 0,99
300 A 0,99 0,99
ÊÏÄ 83 % 85 %
Диапазон сварочного тока
Постоянный ток 3-300 A 3-300 A
Переменный ток 5-300 A 5-300 A
Сварочный ток при 10 мин/40°C
35% ÏÂ 300 A 60% ÏÂ 220 A 65% ÏÂ - 300 A
100% ÏÂ 170 A 260 A
Напряжение холостого хода 60 В (постоянный ток) 56 В
(постоянный ток)
Макс. рабочее напряжение 42 Â 38 Â
Напряжение зажигания (Up) 9,5 ê 9,5 кВ
Устройство зажигания дуги может использоваться в ручном режиме.
Класс защиты IP 23 IP 23
Вид охлаждения AF AF
Класс изоляции F F
Размеры, Д/Ш/В ìì 625/290/480 ìì 625/290/480 ìì
дюйма 24,61/11,42/18,90 24,61/11,42/18,90
Вес (без контура охлаждения) 34 êã 34 êã
74,96 фунта 74,96 фунта
Знак соответствия стандартам CE, CSA CE, CSA
Знак безопасности S S
56
Page 73

TransTig 2600/
2600CEL
TT 2600 TT 2600CEL
Сетевое напряжение 3 x 400 Â 3 x 400 Â
Допуск по напряжению сети -20% / +15% -20% / +15%
Сетевой предохранитель (инерционный) 16 A 16 A
Кажущаяся мощность при
60% Ï 10,5 êÂÀ 10,7 êÂÀ
100% Ï 8,4 êÂÀ 9,2 êÂÀ
cos «ôè»
1
150 A 0,99 0,99
260 A 0,99 0,99
ÊÏÄ 86 % 89 %
Диапазон сварочного тока
Постоянный ток 3-260 A 3-260 A
Переменный ток - -
Сварочный ток при 10 мин/40°C
60% ÏÂ 260 A 260 A
100% ÏÂ 220 A 230 A
Напряжение холостого хода 83 Â 80 В
(постоянный ток)
Нормативное рабочее напряжение
WIG 10,1-20,4 Â 10,1-22,0 В
Сварка электродом 20,1-30,4 Â 20,1-30,4 Â
Макс. рабочее напряжение 38 Â 65 Â
Напряжение зажигания (Up) 9,5 ê 9,5 кВ
Устройство зажигания дуги может использоваться в ручном режиме.
Класс защиты IP 23 IP 23
Вид охлаждения AF AF
Класс изоляции F F
Размеры, Д/Ш/В ìì 625/250/480 ìì 625/290/480 ìì
дюйма 24,61/9,84/18,90 24,61/11,42/18,90
Вес (без контура охлаждения) 28 êã 28 êã
61,73 фунта 61,73 фунта
Знак соответствия стандартам CE, CSA CE, CSA
Знак безопасности S S
RU
57
Page 74

TransTig 3000 TT 3000 TT 3000
Сетевое напряжение 3 x 230 Â 3 x 400 Â
Допуск по напряжению сети -20% / +15% -20% / +15%
Сетевой предохранитель (инерционный) 20 A 16 A
Кажущаяся мощность при
35% Ï 9,7 êÂÀ 60% Ï 6,1 êÂÀ 65% Ï - 11,8 êÂÀ
100% Ï 4,6 êÂÀ 9,7 êÂÀ
cos «ôè»
1
150 A 0,99 0,99
300 A 0,99 0,99
ÊÏÄ 85 % 89 %
Диапазон сварочного тока
Постоянный ток 3-300 A 3-300 A
Переменный ток - -
Сварочный ток при 10 мин/40°C
35% ÏÂ 300 A 60% ÏÂ 220 A 65% ÏÂ - 300 A
100% ÏÂ 170 A 260 A
Напряжение холостого хода 83 В (постоянный ток)83 В
(постоянный ток)
Нормативное рабочее напряжение
WIG 10,1-22,0 Â 10,1-22,0 В
Сварка электродом 20,1-32,0 Â 20,1-32,0 Â
Макс. рабочее напряжение 60 Â 38 Â
Напряжение зажигания (Up) 9,5 ê 9,5 кВ
Устройство зажигания дуги может использоваться в ручном режиме.
Класс защиты IP 23 IP 23
Вид охлаждения AF AF
Класс изоляции F F
Размеры, Д/Ш/В ìì 625/250/480 ìì 625/250/480 ìì
дюйма 24,61/9,84/18,90 24,61/9,84/18,90
Вес (без контура охлаждения) 28 êã 28 êã
61,73 фунта 61,73 фунта
Знак соответствия стандартам CE, CSA CE, CSA
Знак безопасности S S
58
Page 75

Ersatzteilliste
DEENFRITESPT-BRNLNOCSRUSKSVTR
Spare Parts List
Liste de pièces de rechange
Lista parti di ricambio
Lista de repuestos
Lista de peças sobresselentes
Onderdelenlijst
Reservdelsliste
Seznam náhradních dílù
Список запасных частей
Zoznam náhradných dielov
Reservdelslistan
ud_fr_st_tb_00150 012012
Parça Listesi
Czyszczenie palnika
PL
Page 76

MagicWave 3000 G/W/Z 4,075,083
MagicWave 3000 G/W/E 4,075,083,001
MagicWave 2600 Cel G/W/Z 4,075,083,630
MagicWave 2600 Cel G/W/E 4,075,083,631
MagicWave 3000 G/F 4,075,083,636
MagicWave 3000 G/W/Z/US 4,075,083,800
MacicWave 3000 G/F/US 4,075,083,801
MagicWave 3000 G/W/Z 3x220V 4,075,083,980
MagicWave 2600 G/W/Z 4,075,117
MagicWave 2600 G/W/E 4,075,117,001
MagicWave 2600 G/F 4,075,117,636
MagicWave 2600 Cel G/F 4,075,117,637
MagicWave 2600 G/W/Z/US 4,075,117,800
MagicWave 2600 G/F/US 4,075,117,801
TransTig 2600 G/W/Z Cel 4,075,084
TransTig 2600 G/W/E Cel 4,075,084,001
TransTig 3000 G/W/Z 4,075,090
TransTig 3000 G/W/E 4,075,090,001
TransTig 3000 G/W/Z 3x220/230V 4,075,090,630
TransTig 3000 G/F 4,075,090,636
TransTig 2600 G/W/Z 4,075,118
TransTig 2600 G/W/E 4,075,118,001
TransTig 2600 G/F 4,075,118,636
TransTig 2600 Cel G/F 4,075,118,637
42,0407,0449
42,0406,0292
42,0200,8860
32,0405,0165 - TT
32,0405,0164 - MW
AM2,0200,8878 - TT
AM2,0200,8819 - MW
12,0405,0162 - TT
12,0405,0161 - MW
45,0200,0918
12,0405,0162 - TT
12,0405,0161 - MW
42,0300,0648
42,0300,1815 - 3x230V
42,0300,1815 - US
43,0004,0789
43,0004,0586 - 3x230V
43,0004,2323 - US
42,0406,0294
42,0406,0137 - 3x230V
43,0002,0238
43,0002,0257 - 3x230V
43,0002,0079
42,0409,2483
BE2,0200,8876 - TT
BE2,0200,8822 - MW
42,0001,3541 - US
43,0013,0015
42,0407,0284
40,0001,0310 - *
BP2,0200,8879 - TT
BP2,0200,8837 - MW
Magic Wave / Trans Tig 2600 - 3000
Ersatzteilliste / Spare parts list / Listes de pièces de rechange / Lista de repuestos / Lista de pecas sobresselentes / Lista dei Ricambi
42,0409,2538 - MW/TT 3000
42,0409,2501 - MW/TT 2600
42,0409,2541 - MW/TT 2600 CEL
4,060,070
43,0001,3197 - TT
43,0001,3196 - MW
42,0406,0322
42,0406,0323
42,0406,0324
1/3
el_fr_st_wi_00129 012004
Page 77

4,070,540 - NF316
4,070,529 - NF330-3x230V
43,0004,1491
4,070,589 - UTI2A
4,070,612 - UTI2C-3x230V
43,0004,1492
41,0002,0059
41,0002,0060 - 3x230V
43,0001,1015 - MW/TT 3000
43,0001,1159,Z - MW/TT 2600
43,0001,1035 - MW/TT 2600 CEL
43,0001,1066 - MW/TT 3x230V
UTI 2
41,0005,0170
41,0005,0288 - 3x230V
42,0300,1523
42,0400,0132
NF
43,0004,1494
43,0004,1716
43,0006,0152 - MW/TT 3000
43,0001,1092 - MW/TT 2600
43,0006,0152 - MW/TT 2600CEL
41,0009,0066
4,070,507 - FU20
FU 20
4,070,708 - HF66
33,0010,0206
33,0010,0179 - CEL
33,0005,0437
43,0001,0950
HF 66
42,0405,0131
33,0005,4105
33,0005,4106 - CEL
33,0005,4110 - 3x230V
43,0001,0600
41,0003,0203
4,070,496 - TTS8A
TTS8A
41,0003,0145
43,0001,1037
43,0001,1038
43,0001,0871
43,0001,0599
Magic Wave / Trans Tig 2600 - 3000
Ersatzteilliste / Spare parts list / Listes de pièces de rechange / Lista de repuestos / Lista de pecas sobresselentes / Lista dei Ricambi
el_fr_st_wi_00129 012004
2/3
Page 78

F
32,0405,0183
42,0407,0063
42,0405,0189
42,0405,0187 - BLACK
42,0405,0186 - RED
44,0001,1145
43,0004,1497
40,0001,0012 - *
42,0401,0867
42,0407,0063
42,0404,0024
42,0405,0056
42,0409,2982 - TT
42,0409,2983 - MW
43,0004,1495
42,0407,0273
Z
32,0405,0183
42,0407,0273
42,0001,0133
42,0001,1281
42,0001,2129
42,0401,0869
43,0004,1497
42,0404,0024
42,0405,0056
4,100,423
42,0401,0867
42,0407,0063
40,0001,0012 - *
43,0004,1495
42,0401,0867
42,0407,0063
40,0001,0012 - *
42,0407,0063
4,001,603
43,0003,0040
32,0409,2498 - TT
32,0409,2485 - MW
43,0003,0040
E
32,0405,0183
42,0001,0133
44,0001,0348
43,0004,1497
32,0409,2499 - TT
32,0409,2500 - MW
43,0004,3748
42,0401,0867
42,0407,0063
40,0001,0012 - *
42,0407,0063
44,0001,0305
43,0003,0040
Magic Wave / Trans Tig 2600 - 3000
Ersatzteilliste / Spare parts list / Listes de pièces de rechange / Lista de repuestos / Lista de pecas sobresselentes / Lista dei Ricambi
el_fr_st_wi_00129 012004
3/3
Page 79

6,7,9,11
2
6,8,10,12
3
4
5
1
13
POS. BENENNUNG ARTICLE DENOMINATION
1 GEHÄUSE SW TR20MC CASE BLACK TR20MC CHASSIS NOIR TR20MC BE4.0750.0057
2 GRIFF SW TP3 HANDLE BLACK TP3 POIGNEE NOIRE TP3 BE2.0200.5381
3 DRUCK FRONTPL. TP-MC FRONT PANEL TP-MC PANNEAU FRONTAL TP-MC 42.0409.2292
4 ANBAUGEHÄUSE STIFT STROMQU FR MOUNTING CASE PIN FR ELEMENT RAPPORT BROCHE 32.0405.0160
5 STIFTKONTAKT C 1 CPC PIN CONTACT C 1 CPC CONTACT AIGUILLE C1 CPC 43.0003.0486
6 WIDPOT 2K2 10 ABW 1 RESISTOR 2K2 10 ABW 1 RESISTANCE 2K2 10 ABW 1 41.0001.0509
7 DREHKNOPF 31 schw 6mm ACHSE P TURNING KNOB D=31 BLACK 6MM P BOUTON TOURNANT NOIR 42.0406.0104
8 DREHKNOPF 16 schw 6mm ACHSE P TURNING KNOB D=16 BLACK 6MM P BOUTON TOURNANT NOIR 42.0406.0099
9 PFEILSCH 31 rot P ARROW-DISC FEED UNIT NEW BOUTON CRANTE 42.0406.0173
10 MUTTERABD 16 rot P NUT-COVER 16 RED CAPOT ECROU ROUGE 16 42.0406.0213
11 DECKEL 31 rot P COVER D=31 RED CACHE BOUTON ROUGE 31 42.0406.0113
12 DECKEL 16 grau P COVER D=16 GREY P CACHE BOUTON GRIS 16 P 42.0406.0107
13 HAFTMAGNET 63 M8 MAGNET D=63 MM AIMANT 63MM 44.0001.0192
TP-MC 4.046.048
Ersatzteilliste / Spare parts list / Listes de pièces de rechange / Lista de repuestos / Lista de pecas sobresselentes / Lista dei Ricambi
el_fr_st_fb_00018 001999
1/1
Page 80

TP-MC CEL 4,046,076
BE4,0460,0010
42,0406,0322
42,0406,0073
42,0406,0218
41,0001,0509
43,0002,0152
32,0405,0160
46,0460,0015
43,0003,0486
BE4,0460,0009
4,070,572 - TPCEL
44,0001,0739
41,0001,0509
42,0406,0322
43,0002,0284
TP-MC CEL
Ersatzteilliste / Spare parts list / Listes de pièces de rechange / Lista de repuestos / Lista de pecas sobresselentes / Lista dei Ricambi
el_fr_st_fb_00009 012003
1/1
Page 81

TR 50 MC 4,046,049
43,0003,0486
32,0405,0160
42,0406,0242
42,0406,0244
32,0409,2294
TR 50 M
32,0405,0159
43,0003,0485
BE4,0750,0058
42,0409,2288
4,070,456 - TR50M
BE2,0200,5381
TR 50-MC
42,0300,0501
Remote Control
Ersatzteilliste / Spare parts list / Listes de pièces de rechange / Lista de repuestos / Lista de pecas sobresselentes / Lista dei Ricambi
el_fr_st_fb_00005 012003
1/1
Page 82

TR 51 MC 4,046,052
42,0406,0218
42,0406,0244
42,0409,2317
BE4,0750,0057
32,0405,0160
43,0003,0486
TR 51 M
4,070,458 - TR51M
TR 51-MC
BE2,0200,5381
42,0409,2318
44,0001,0192
Remote Control
Ersatzteilliste / Spare parts list / Listes de pièces de rechange / Lista de repuestos / Lista de pecas sobresselentes / Lista dei Ricambi
el_fr_st_fb_00004 012003
1/1
Page 83

TR 52-MC 4,046,050
42,0300,1145
42,0001,1492
42,0404,0033
BE4,0750,0082
44,0750,0086
43,0002,0004
4,070,459 - TR52M
TR 52
BE2,0200,3845
44,0750,0085
42,0404,0152
42,0403,0083
42,0408,0035
41,0001,0015
32,0405,0160
43,0003,0486
BE4,0750,0081
TR 52- MC
42,0409,2319
BE4,0750,0083
Remote Control
Ersatzteilliste / Spare parts list / Listes de pièces de rechange / Lista de repuestos / Lista de pecas sobresselentes / Lista dei Ricambi
1/1
el_fr_st_fb_00002 012003
Page 84

TR 53 MC 4,046,051
42,0406,0150
42,0406,0218
42,0406,0080
42,0409,2293
41,0001,0509
BE2,0200,5381
32,0405,0160
BE4,0750,0057
43,0003,0486
42,0409,2289
TR 53-MC
44,0001,0192
Remote Contol
Ersatzteilliste / Spare parts list / Listes de pièces de rechange / Lista de repuestos / Lista de pecas sobresselentes / Lista dei Ricambi
el_fr_st_fb_00001 012003
1/1
Page 85

FRONIUS INTERNATIONAL GMBH
Froniusplatz 1, A-4600 Wels, Austria
Tel: +43 (0)7242 241-0, Fax: +43 (0)7242 241-3940
E-Mail: sales@fronius.com
www.fronius.com
Under http://www.fronius.com/addresses you will find all addresses
www.fronius.com/addresses
of our Sales & service partners and Locations.
ud_fr_st_so_00082 012011
 Loading...
Loading...