

Fronius MagicWave 2600, MagicWave 2600 Cel, MagicWave 3000, TransTig 2600, TransTig 2600 Cel Instruction Manual
...Page 1

MagicWave 2600
MagicWave 2600 Cel
MagicWave 3000
TransTig 2600
TransTig 2600 Cel
TransTig 3000
Instrucciones de uso
E
Lista de repuestos
Fuente de corriente WIG
42,0426,0022,ES 012006
Page 2

Page 3

Estimado lector
Introducción
Le agradecemos la confianza que ha depositado en nosotros y le felicitamos por haber
adquirido este producto de primera calidad de Fronius. Estas instrucciones de uso le
ayudarán a familiarizarse con su uso. Mediante la lectura atenta de las instrucciones
conocerá las diversas posibilidades de uso de su producto Fronius. Solo así podrá
aprovechar al máximo sus múltiples ventajas.
Por favor tenga en cuenta también las normas de seguridad y procure usted de este
modo más seguridad en el lugar de aplicación del producto. Un manejo cuidadoso del
producto ayudará a aumentar su duración y su fiabilidad de uso. Esto son requisitos
importantes para alcanzar unos resultados extraordinarios.
ud_fr_st_et_00520 012004
Page 4

Page 5

Normativa de seguridad
¡PELIGRO!
¡ADVERTENCIA!
¡CUIDADO!
¡NOTA!
¡Importante!
„¡PELIGRO!“ Indica un peligro inminente. Si no se evita, las consecuen-
cias son la muerte o lesiones muy graves.
„¡ADVERTENCIA!“ Indica un situación potencialmente peligrosa. Si no se
evita, las consecuencias pueden ser la muerte o lesiones muy graves.
„¡CUIDADO!“ Indica una situación potencialmente dañina. Si no se evita,
las consecuencias pueden ser lesiones ligeras o daños materiales.
„¡NOTA!“ Indica el riesgo de resultados insatisfactorios del trabajo y posibles daños del equipamiento.
„¡Importante!“ Indica consejos de aplicación y otras informaciones particularmente útiles. No es un término indicativo de situaciones dañinas o peligrosas.
Generalidades
Cuando vea uno de los símbolos representados en el capítulo „Indicaciones
de seguridad“, será necesario aumentar las precauciones.
El aparato ha sido fabricado según el estado de la técnica y las reglas de
técnica de seguridad reconocidas. Sin embargo, en caso de una manipulación incorrecta, hay peligros para
- la integridad física y la vida del usuario o de terceros,
- el aparato y otros bienes del operador,
- el trabajo eficaz con el aparato.
Todas las personas relacionadas con la puesta en servicio, el manejo, el
mantenimiento y la reparación del aparato, deben
- tener la capacitación correspondiente,
- tener conocimientos de soldadura y
- haber leído este manual de instrucciones y seguirlo al pie de la letra.
Las Instrucciones de servicio deben guardarse siempre en el lugar de
utilización del NCD 67. Como complemento del manual de instrucciones se
debe disponer de, y observar, las reglas generales y locales aplicables para
la prevención de accidentes y la protección del medio ambiente.
Todas las indicaciones de seguridad y de peligro en el aparato
- se deben mantener en estado legible
- se deben preservar intactas
- no deben ser retiradas
- no se deben cubrir, tapar con adhesivos o pintar.
Las ubicaciones de las indicaciones de seguridad y de peligro en el aparato
están descritas en el capítulo „Generalidades“ del manual de instrucciones
del aparato.
I
ud_fr_st_sv_00503 012005
Page 6
Generalidades
(Continuación)
Las averías que pudiesen afectar la seguridad deben ser solucionadas antes
de encender el aparato.
¡Se trata de su seguridad!
Empleo conforme
a lo establecido
El aparato debe ser utilizada exclusivamente para trabajar según el uso
previsto por el diseño constructivo.
El aparato está concebido exclusivamente para el procedimiento de soldadura indicado en la placa indicadora de potencia.
Toda utilización diferente se considera como no prevista por la construcción.
El fabricante no asume responsabilidad alguna por los daños que resulten
de ello.
También forman parte del uso previsto:
- la lectura íntegra y la observación de todas las indicaciones del manual
de instrucciones
- la lectura íntegra y la observación de todas las indicaciones de seguridad
y de peligros
- la observación de los trabajos de mantenimiento y de revisión.
No utilizar nunca el aparato para los siguientes usos:
- Deshielo de tuberías
- Carga de baterías/acumuladores
- Puesta en marcha de motores
El aparato está diseñado para el trabajo industrial. El fabricante no asume la
responsabilidad de daños causados por el uso en el ámbito doméstico.
El fabricante no se responsabiliza de los resultados del trabajo imperfectos o
defectuosos.
Condiciones del
entorno
La operación o el almacenamiento fuera de la zona indicada se considera
como no previsto por la construcción. El fabricante no asume responsabilidad alguna por los daños que resulten de ello.
Campo de temperatura del aire del entorno:
- durante el funcionamiento: -10 °C hasta + 40 °C (14 °F hasta 104 °F)
- Transporte y almacenamiento - 25 °C hasta + 55 °C (-13 °F hasta 131 °F)
Humedad relativa:
- 50% a 40% a 104°C (104 °)
- 90% a 20% a 68°C (104 °)
Aire del entorno: sin polvo, ácidos, gases o sustancias corrosivas, etc.
Altura sobre el nivel del mar: hasta 2000 m (6500 pies)
ud_fr_st_sv_00503 012005
II
Page 7
Obligaciones del
operador
El operador se compromete a encomendar el trabajo con el aparato exclusivamente a personas que
- estén familiarizadas con las reglamentaciones de seguridad de trabajo y
de prevención de accidentes, y que hayan sido instruidas en el manejo
del aparato
- hayan leído, comprendido y confirmado con su firma el capítulo „Indicaciones de seguridad“ y las indicaciones de aviso en este manual de
instrucciones
- cuenten con una formación que sea conforme a las exigencias que
requieren los resultados del trabajo.
Se debe comprobar regularmente que el personal trabaje conforme a las
normativas de seguridad.
Obligaciones del
personal
Protección
propia y de
personas
Todas las personas encargadas de trabajar con el aparato se comprometen,
antes de iniciar estos trabajos,
- a observar las normativas básicas de seguridad en el trabajo y de
prevención de accidentes
- a leer el capítulo „Indicaciones de seguridad“ y las indicaciones de aviso
en este manual de instrucciones y confirmar con su firma que las han
comprendido y las observarán.
Antes de dejar el puesto de trabajo es necesario asegurarse de que no
puedan producirse daños personales o materiales en ausencia del usuario.
La actividad de soldar implica una cantidad de peligros, como p.ej.:
- salto de chispas, desprendimiento de piezas metálicas calientes
- radiación de arco voltaico dañina para los ojos y la piel
- campos electromagnéticos dañinos, que significan un riesgo mortal para
los portadores de marcapasos
- peligro eléctrico por la corriente de red y la corriente de soldadura
- incremento de la carga acústica
- humos de soldadura y gases nocivos
Las personas que trabajen en la pieza durante la soldadura, deben llevar la
ropa de protección adecuada, con las propiedades siguientes:
- difícilmente inflamable
- aislante y seca
- cubriendo la totalidad del cuerpo, intacta y en buen estado
- casco de protección
- pantalones sin vuelta (reborde)
III
ud_fr_st_sv_00503 012005
Page 8
Protección
propia y de
personas
(Continuación)
Entre otros, también se considera parte de la vestimenta de protección:
- proteger los ojos y el rostro de los rayos UV, el calor y las chispas por
medio de una pantalla con el filtro prescrito.
- detrás de la pantalla, llevar gafas de protección reglamentarias con
protectores laterales.
- llevar calzado firme, aislante también en condiciones de humedad.
- proteger las manos con guantes adecuados (aislante eléctrico, protección térmica).
Llevar cascos de protección de los oídos para reducir la carga acústica y
evitar posibles lesiones.
Durante el uso de los aparatos y el proceso de soldadura, mantener alejadas
a todas las personas, en particular a los niños. Si a pesar de todo hay
personas en la cercanía,
- hay que informarles sobre los peligros (peligro de ser cegado por el arco
de luz, peligro de lesiones por chispas, humo de soldadura tóxico, carga
acústica, posible peligro debido a corriente de red o de soldadura, ...
- poner a disposición los medios de protección adecuados, o
- montar tabiques de protección ocortinas adecuados
Peligro por gases
y vapores dañinos
Al soldar se genera humo con gases y vapores perjudiciales para la salud.
El humo de soldadura contiene sustancias que eventualmente pueden
provocar enfermedades congénitas y causar cáncer.
Mantener la cabeza alejada del humo y los gases de soldadura.
El humo y los gases nocivos
- no se deben inhalar
- se deben apirar fuera del sitio de trabajo con medios adecuados.
Asegurar una aportación suficiente de aire fresco.
En caso de ventilación insuficiente, utilizar una máscara de respiración con
alimentación de aire.
En caso de duda sobre la capacidad de aspiración, comparar los valores de
emisión de sustancias dañinas con los valores límites admitidos.
Los componentes siguientes, entre otros, son responsables del grado de
nocividad del humo de soldadura:
- metales utilizados para la pieza a soldar
- electrodos
- revestimientos
- limpiadores, desengrasantes y similares
ud_fr_st_sv_00503 012005
Por este motivo se deben tener en cuenta las hojas de datos de seguridad
de los materiales y las indicaciones de los fabricantes que hacen referencia
a los componentes citados.
Mantener los vapores inflamables (p.ej. vapores de solventes) alejados del
ámbito de radiación del arco voltaico.
IV
Page 9

Peligro por
proyección de
chispas
La proyección de chispas puede causar incendios y explosiones.
Nunca soldar cerca de materiales inflamables.
Los materiales inflamables deben estar a por lo menos 11 metros (35 pies)
del arco voltaico, o llevar una cobertura homologada.
Tener preparado un extintor adecuado y certificado.
Las chispas y piezas de metal caliente también pueden pasar a otras zonas
del entorno a través de pequeñas ranuras y aperturas. Tomar las medidas
necesarias para evitar que haya riesgos de lesiones y de fuego.
No soldar en zonas con riesgo de inflamación o de explosión, ni en depósitos, recipientes o tubos cerrados, si éstos no estuvieran preparados según
las normas nacionales e internacionales.
No está permitido soldar en recipientes que contengan o hubieran contenido
gases, carburantes, aceites minerales y similares. Hay peligro de explosión
debido a los residuos.
Peligros por
corriente de red y
corriente de
soldadura
La electrocución puede ser mortal. Toda electrocución básicamente implica
un riesgo de muerte.
No tocar las piezas bajo tensión dentro y fuera del aparato.
En la soldadura MIG/MAG y TIG también llevan tensión el alambre de soldar,
la bobina de alambre, los rodillos de accionamiento, así como todas las
piezas metálicas que están en contacto con el alambre de soldar.
Colocar siempre el avance de alambre sobre una superficie suficientemente
aislada, o sobre un soporte adecuado de avance de alambre con aislamiento.
Proporcionar una protección adecuada para el propio usuario y las personas,
frente al potencial de tierra o de masa, con una base o cubierta seca y
aislante. La base o cubierta debe cubrir completamente toda la zona entre el
cuerpo y el potencial de masa.
Todos los cables y conductos deben ser resistentes, estar intactos, aislados
y tener un tamaño suficiente. Las conexiones flojas, los cables o conductos
chamuscados, dañados o de tamaño insuficiente deben ser sustituidos
inmediatamente.
No colocar los cables o conductos alrededor del cuerpo o de miembros.
El electrodo de soldar (varilla, electrodo de tungsteno, alambre de soldar,...)
- nunca se debe sumergir en líquidos para enfriarlo
- nunca se debe tocar con la fuente de corriente encendida.
Entre los electrodos de soldar de dos aparatos de soldar puede haber, p.ej.
el doble de la tensión de marcha sin carga de una aparato de soldar. Al tocar
simultáneamente los potenciales de ambos electrodos puede eventualmente
haber un riesgo de muerte.
V
ud_fr_st_sv_00503 012005
Page 10

Peligros por
corriente de red y
corriente de
soldadura
(Continuación)
Hacer comprobar regularmente por un electricista el funcionamiento del
conductor de alimentación de red y del aparato.
Utilizar el aparato solamente en una red con conductor protector y una base
de enchufe con contacto de conductor protector.
Si el aparato se utilizase en una red sin conductor protector y en una base
de enchufe sin contacto de conductor protector, esto se consideraría una
negligencia grave. El fabricante no asume responsabilidad alguna por los
daños que resulten de ello.
Si es necesario, con los medios adecuados se proporcionará la conexión de
tierra suficiente de la pieza a soldar.
Desconectar los aparatos que no se utilicen.
Para trabajos en alturas importantes, llevar arnés de seguridad.
Antes de trabajar en el aparato, desconectarlo y desenchufarlo de la red.
Asegurar el aparato con un letrero legible y comprensible para evitar que sea
enchufado y encendido indebidamente.
Después de abrir el aparato:
- descargar todos los componentes que almacenan carga eléctrica
- asegurar que todos los componentes estén sin corriente.
Corrientes de
fuga
Si fuera necesario trabajar en piezas bajo tensión, recurrir a una segunda
persona que desconectase a tiempo el interruptor principal.
Si no se observan las indicaciones siguientes, es posible que se generen
corrientes vagabundas, que pueden causar lo siguiente:
- peligro de incendio
- calentamiento excesivo de componentes, que están unidos a la pieza a
soldar
- destrucción de conductores protectores
- daños al aparato y a otras instalaciones eléctricas
Establecer una unión firme de la pinza con la pieza a soldar.
Sujetar la pinza de la pieza a soldar lo más cerca posible del punto de
soldadura.
En el caso de un suelo conductor, colocar el aparato con un aislamiento
suficiente respecto al suelo.
Al utilizar distribuidores de corriente, tomas de doble cabezal, etc. tenga en
cuenta lo siguiente: el electrodo del soplete para soldar/portaelectrodos no
utilizado también es conductor de potencia. Procure que el lugar de almacenamiento del soplete para soldar/portaelectrodos no utilizado esté
suficientemente aislado.
ud_fr_st_sv_00503 012005
VI
Page 11

Medidas de
compatibilidad y
campos electromagnéticos
Es responsabilidad del operador asegurarse de que no se presenten interferencias electromagnéticas en instalaciones eléctricas y electrónicas.
Si se constatan interferencias electromagnéticas, el operador tiene la obligación de tomar medidas para solucionarlas.
Comprobar y evaluar los posibles problemas y la resistencia a interferencias
de las instalaciones del entorno, según las normativas nacionales e internacionales:
- dispositivos de seguridad
- conductores de red, de señales y de transmisión de datos
- instalaciones de informática y de telecomunicaciones
- instalaciones de medición y calibración
Medidas de apoyo para evitar problemas de compatibilidad electromagnética:
a) alimentación de red
- si se presentaran interferencias electromagnéticas a pesar de una
conexión de red reglamentaria, tomar medidas adicionales (p.ej. utilizando filtros de red adecuados).
b) conductores de soldadura
- mantenerlos lo más cortos posible
- tenderlos bien juntos (también para evitar los problemas electromagnéticos)
- y alejados de otros conductores
c) compensación de potencial
d) conexión a tierra de la pieza
- si fuera necesario, establecer la tierra a través de condensadores adecuados.
e) blindaje, si fuera necesario
- blindar otras instalaciones en el entorno.
- blindar toda la instalación de soldar.
Los campos electromagnéticos pueden causar daños a la salud, que aún no
se conocen.
- efectos nocivos para la salud de personas en la proximidad, p.ej. portadores de marcapasos y de aparatos auditivos
- los portadores de marcapasos deben consultar a su médico antes de
acercarse o permanecer en la cercanía del aparato y del proceso de
soldadura.
- por razones de seguridad, mantener la máxima distancia posible entre
los cables de soldadura y la cabeza/torso del soldador.
- no llevar los cables de soldadura ni el haz de cables sobre el hombro y
no enrollarlos en el cuerpo o partes del cuerpo.
Puntos de peligro
especiales
Mantener las manos, el pelo, la ropa y las herramientas alejadas de las
piezas móviles, como por ejemplo:
- ventiladores
- engranajes
- Rodillos
-ejes
- bobinas de alambre y alambres de soldar
No introducir la mano en las ruedas dentadas del accionamiento de alambre.
VII
ud_fr_st_sv_00503 012005
Page 12

Puntos de peligro
especiales
(Continuación)
Las cubiertas y las piezas laterales sólo pueden ser retiradas/abiertas
durante los trabajos de mantenimiento y reparación.
Durante el funcionamiento:
- asegurar que todas las cubiertas estén cerradas y que todos los laterales
estén montados correctamente.
- mantener todas las cubiertas y los laterales cerrados.
La salida del alambre de soldar del soplete implica un alto riesgo de lesiones
(perforación de la mano, lesiones de la cara y los ojos...). Por eso mantener
siempre el soplete alejado del cuerpo (aparatos con avance de alambre).
No tocar la pieza durante y después de la soldadura - peligro de quemadura.
Mientras las piezas se enfrían pueden desprender escoria. Llevar el equipo
de protección reglamentario y asegurar la seguridad de otras personas
también durante el tratamiento posterior de piezas.
Dejar enfriar el soplete y otros componentes del equipo con alta temperatura
de trabajo, antes de trabajar en los mismos.
En los espacios con riesgos de fuego y de explosión se aplican reglas
especiales; observar las correspondientes normativas nacionales e internacionales.
Las fuentes de corriente para trabajos en espacios con elevado riesgo
eléctrico (p.ej. calderas) deben estar marcadas con el signo (Safety). Sin
embargo, la fuente de corriente no debe encontrarse en estos recintos.
Peligro de escaldadura a causa de la salida de agente refrigerante. Antes de
desenchufar las conexiones del avance o retorno del agua, desconectar el
aparato refrigerador.
Utilizar sólo los adecuados mecanismos prensores de carga del fabricante
para el transporte por grúa de aparatos.
- Colgar las cadenas olos cables en los puntos de sujeción previstos del
medio de sujeción de carga adecuado.
- Cadenas oLos cables deberán tener el ángulo más pequeño posible
respecto a la vertical.
- Quitar la bombona de gas y el avance de alambre (aparatos MIG/MAG y
TIG).
Al suspender el avance de alambre de una grúa durante la soldadura, utilizar
siempre un dispositivo de suspensión de avance de alambre adecuado y
aislante (aparatos MIG/MAG y TIG).
Si el aparato está equipado con una correa de transporte o un asa de transporte, éstas sólo deberían utilizarse para el transporte manual. La correa de
transporte no es apta para el transporte por medio de una grúa, carretilla
elevadora u otras herramientas elevadoras mecánicas.
Peligro de escape imperceptible del gas protector (incoloro e inodoro), en
caso de que se utilice un adaptador para conectar el gas protector. La rosca
del adaptador para conectar el gas protector, que se encuentra en un lado
del aparato, se tiene que obturar, antes del montaje, con una cinta de teflón
apropiada.
ud_fr_st_sv_00503 012005
VIII
Page 13

Peligro por
bombonas de
gas protector
Las bombonas de gas protector contiene gas bajo presión y pueden explotar
en caso de daño. Dado que las bombonas de gas protector forman parte del
equipo de soldar, deben ser tratadas con sumo cuidado.
Proteger las bombonas de gas protector con gas comprimido contra el
exceso de calor, los golpes mecánicos, la escoria, las llamas abiertas, las
chispas y los arcos voltaicos.
Montar las bombonas de gas protector verticalmente y sujetarlas según las
instrucciones, para que no puedan volcar.
Mantener las bombonas de gas protector alejadas de los circuitos de corriente de soldadura y otros de tipo eléctrico.
Nunca colgar un soplete sobre una bombona de gas protector.
Nunca tocar una bombona de gas protector con un electrodo de soldar.
Peligro de explosión - nunca soldar en una bombona de gas protector bajo
presión.
Utilizar siempre únicamente las bombonas de gas protector adecuadas para
la aplicación, con los accesorios correspondientes (reguladores, mangueras
y valvulería...) . Utilizar solamente bombonas de gas protector y accesorios
en buen estado.
Medidas de
seguridad en el
sitio de colocación y durante el
transporte
Al abrir la válvula de una bombona de gas protector, apartar la cara de la
salida.
Cuando no se esté soldando, cerrar la válvula de gas protector.
Cuando la bombona de gas protector no esté conectada, dejar puesta la
tapa en la válvula de la misma.
Observar las instrucciones del fabricante y las correspondientes normativas
nacionales e internacionales para bombonas de gas protector y accesorios.
¡Un aparato que vuelque puede ser un peligro mortal! Colocar el aparato de
modo estable, sobre una base plana y firme.
- Se admite un ángulo de inclinación máxima de 10º.
En los recintos con riesgo de incendio y de explosión se aplican reglamenta-
ciones especiales
- observar las correspondientes normativas nacionales e internacionales.
Por medio de instrucciones y controles internos, asegurarse de que el
entorno del puesto de trabajo siempre esté limpio y ordenado.
Colocar y manejar el aparato solo de conformidad con el tipo de protección
indicado en la placa indicadora de potencia.
Al colocar el aparato, dejar una distancia en torno a él de 0,5 m aprox., para
que el aire de refrigeración pueda circular sin problemas.
Al transportar el aparato, asegurarse que se respeten las normativas nacionales y regionales aplicables y el reglamento de prevención de accidentes.
Esto se aplica especialmente a las directrices relativas a los peligros durante
el transporte y el desplazamiento.
IX
ud_fr_st_sv_00503 012005
Page 14
Medidas de
seguridad en el
sitio de colocación y durante el
transporte
(Continuación)
Antes de transportar el aparato, dejar salir por completo el refrigerante y
desmontar los siguientes componentes:
- Aparato de avance del alambre
- Bobina de alambre
- Superficie de atmósfera protectora
Después del transporte y antes de la puesta en marcha, realizar siempre un
examen visual del aparato para comprobar si hay algún daño. Antes de la
puesta en marcha, hacer reparar los daños que se puedan descubrir por
personal debidamente formado.
Medidas de
seguridad durante el servicio
normal
Utilizar el aparato solamente cuando todos los dispositivos de protección
estén plenamente funcionales. Si los dispositivos de protección no están
plenamente funcionales, hay peligros para
- la integridad física y la vidad del operario o terceros,
- el aparato y otros bienes del operador
- el trabajo eficiente con el trabajo.
Reparar los dispositivos de protección que no funcionen perfectamente,
antes de encender el aparato.
Nunca rodear los dispositivos de protección ni ponerlos fuera de servicio.
Antes de encender el aparato, asegurarse de que nadie esté en peligro.
- Revisar el aparato al menos un vez por semana, para detectar daños
externos y comprobar la aptitud funcional de los dispositivos de protección.
- Siempre sujetar bien la bombona de gas protector y quitarla para el
transporte con grúa.
- Solamente el refrigerante original del fabricante es apto, gracias a sus
propiedades (conductividad eléctrica, anticongelante, compatibilidad con
material, inflamabilidad...), para el uso en nuestros aparatos.
- Utilizar exclusivamente el refrigerante original del fabricante adecuado.
- No mezclar los refrigerantes originales del fabricante con otros productos
refrigerantes.
- En caso de daños al utilizar otros refrigerantes, el fabricante no asume la
responsabilidad y la garantía pierde su validez.
- En determinadas condiciones, el refrigerante es inflamable. Transportar
el refrigerante solamente en los envases originales cerrados y mantenerlo alejado de fuentes de inflamación.
- Eliminar correctamente el refrigerante usado, según las normativas
nacionales e internacionales. Su centro de servicio o la página web del
fabricante le proporcionarán la hoja de datos de seguridad.
- Comprobar el nivel de refrigerante en el equipo frío, antes de cada inicio
de soldadura.
Mantenimiento y
reparación
ud_fr_st_sv_00503 012005
En el caso de piezas de otras marcas no se garantiza que éstas fueran
diseñadas y fabricadas para los requisitos de carga y de seguridad. Utilizar
exclusivamente repuestos y consumibles originales (aplicable también a
piezas normalizadas).
Sin la correspondiente autorización del fabricante, no efectuar ningún tipo de
modificaciones en el aparato.
Cambiar inmediatamente los componentes que no estén en perfecto estado.
X
Page 15
Mantenimiento y
reparación
(Continuación)
Para los pedidos, indicar la denominación exacta y la referencia de la lista de
repuestos, así como el número de serie de su aparato.
Comprobación
de técnica de
seguridad
Eliminación
El operador tiene la obligación de ordenar una comprobación de técnica de
seguridad del aparato, como mínimo cada 12 meses.
El fabricante recomienda efectuar una calibración de los fuentes de corriente
dentro de este mismo intervalo de 12 meses.
Se prescribe la comprobación técnica de seguridad por un técnico electricista:
- después de una modificación
- después de un montaje o cambio estructural
- después de reparación, cuidado y mantenimiento
- por lo menos cada doce meses.
Para la comprobación de técnica de seguridad, atenerse a las correspondientes normas y directrices nacionales e internacionales.
Obtendrá más información sobre la comprobación de técnica de seguridad y
la calibración en su centro de servicio. Si lo desea, este centro pondrá a su
disposición la documentación necesaria.
¡No tire este aparato junto con el resto de las basuras domésticas!
De conformidad con la Directiva europea 2002/96/CE sobre residuos de
aparatos eléctricos y electrónicos y su transposición al derecho nacional, los
aparatos eléctricos usados deben ser recogidos por separado y reciclados
respetando el medio ambiente. Asegúrese de devolver el aparato usado al
distribuidor o solicite información sobre los sistemas de desecho y recogida
locales autorizados.
¡Hacer caso omiso de la presente directiva europea puede acarrear posibles
efectos sobre el medio ambiente y su salud!
Identificación de
seguridad
Seguridad de
datos
Los aparatos con el marcado CE cumplen con los requisitos básicos de la
directriz de baja tensión y compatibilidad electromagnética (p.e., las normas
de producto relevantes de la serie de normas EN 60 974).
Los aparatos con la marca de certificación CSA cumplen con los requisitos
de las normas aplicables para Canadá y EE.UU.
El usuario es el responsable de garantizar la seguridad de los datos frente a
cambios en los ajustes de fábrica. El fabricante no se hace responsable en
el caso de que se borren los ajustes individuales.
XI
ud_fr_st_sv_00503 012005
Page 16

Derecho de
propiedad intelectual
La propiedad intelectual de este manual de instrucciones pertenece al
fabricante.
El texto y las ilustraciones corresponden al estado de la técnica en la fecha
de impresión. Queda reservado el derecho a realizar modificaciones. El
contenido del manual de instrucciones no justifica ningún tipo de derecho
por parte del comprador. Agradecemos todas las sugerencias de mejoras y
la indicación de errores en el manual de instrucciones.
ud_fr_st_sv_00503 012005
XII
Page 17

Tabla de contenido
Generalidades ............................................................................................................................................... 3
Principio de funcionamiento ..................................................................................................................... 3
Diseño de los aparatos ............................................................................................................................ 3
Campos de aplicación .............................................................................................................................. 3
Advertencias en el aparato....................................................................................................................... 5
Equipamiento mínimo para trabajo de soldadura .......................................................................................... 6
Generalidades .......................................................................................................................................... 6
Soldadura TIG-AC.................................................................................................................................... 6
Soldadura TIG-DC ................................................................................................................................... 6
Soldadura por electrodo ........................................................................................................................... 6
Componentes del sistema............................................................................................................................. 7
Generalidades .......................................................................................................................................... 7
Sinopsis.................................................................................................................................................... 7
Panel de control ............................................................................................................................................ 8
Generalidades .......................................................................................................................................... 8
Sinopsis.................................................................................................................................................... 8
Panel de control MagicWave ................................................................................................................... 9
Panel de control TransTig ........................................................................................................................ 9
Descripción de las funciones ................................................................................................................. 10
Conexiones, interruptores y ampliaciones del sistema ............................................................................... 13
Conexiones MagicWave / TransTig con conexión central de antorcha F de Fronius ............................ 13
Conexiones MagicWave / TransTig con conexión central de antorcha GWZ ........................................ 14
Conexiones y conmutadores en el lado posterior del aparato ............................................................... 15
Antes de la puesta en servicio .................................................................................................................... 16
Seguridad ............................................................................................................................................... 16
Utilización prevista ................................................................................................................................. 16
Condiciones de emplazamiento ............................................................................................................. 16
Explotación de redes .............................................................................................................................. 16
Operación con generador ...................................................................................................................... 17
Conectar la bombona de gas protector .................................................................................................. 18
Puesta en servicio ....................................................................................................................................... 18
Generalidades ........................................................................................................................................ 18
Notas sobre el aparato refrigerador ....................................................................................................... 18
Establecer la unión con la pieza de trabajo ............................................................................................ 19
Conectar la antorcha .............................................................................................................................. 19
Modos de operación TIG ............................................................................................................................. 20
Generalidades ........................................................................................................................................ 20
Símbolos y sus significados ................................................................................................................... 20
2 tiempos ............................................................................................................................................... 21
Especial de 2 tiempos ............................................................................................................................ 22
4 tiempos ............................................................................................................................................... 23
4 tiempos con reducción intermedia ...................................................................................................... 24
Especial de 4 tiempos: Variante 1 .......................................................................................................... 25
Especial de 4 tiempos: Variante 2 - 4 ..................................................................................................... 26
Especial de 4 tiempos: Variante 5 .......................................................................................................... 27
Soldadura TIG ............................................................................................................................................. 28
Seguridad ............................................................................................................................................... 28
Preparativos ........................................................................................................................................... 28
Seleccionar el modo de operación ......................................................................................................... 29
Seleccionar el procedimiento (MagicWave) ........................................................................................... 29
Formación de calota (MagicWave) ........................................................................................................ 30
Ajustar parámetros................................................................................................................................. 30
Ajustar la cantidad de gas protector....................................................................................................... 30
Cebado del arco voltaico - Generalidades ............................................................................................. 30
1
Page 18

Soldadura sincronizada TIG AC (MagicWave) .......................................................................................30
Cebado AF ............................................................................................................................................. 31
Cebado por contacto.............................................................................................................................. 33
Supervisión del cebado .......................................................................................................................... 33
Soldadura por electrodo .............................................................................................................................. 34
Seguridad ............................................................................................................................................... 34
Preparativos ........................................................................................................................................... 34
Seleccionar el modo de operación ......................................................................................................... 35
Seleccionar el procedimiento (MagicWave) ........................................................................................... 35
Ajustar parámetros................................................................................................................................. 35
Operación de regulador a distancia ............................................................................................................ 36
Seguridad ............................................................................................................................................... 36
Generalidades de la operación de regulador a distancia ....................................................................... 36
Regulador a distancia AC TR 53mc ....................................................................................................... 36
Regulador a distancia de impulsos TIG TR 50mc.................................................................................. 37
Regulador a distancia de pie TIG TR 52mc ........................................................................................... 39
Regulador a distancia de punteado TIG TR 51MC ................................................................................ 40
Regulador a distancia TP MC / TP MC-CEL .......................................................................................... 41
Trabajar con niveles de programa............................................................................................................... 43
Sinopsis.................................................................................................................................................. 43
Ajustes previos del nivel de programa ........................................................................................................ 44
Entrar ..................................................................................................................................................... 44
Seleccionar y modificar parámetros de configuración ........................................................................... 44
Parámetros disponibles.......................................................................................................................... 44
Niveles de programa P1 - P3 ...................................................................................................................... 48
Entrar ..................................................................................................................................................... 48
Seleccionar y modificar parámetros de configuración ........................................................................... 48
Nivel de programa menú de servicio P1 ................................................................................................ 48
Nivel de programa candado por código P2 ............................................................................................ 48
Nivel de programa parámetros AC P3 ................................................................................................... 49
(MagicWave) .......................................................................................................................................... 49
Diagnóstico y solución de errores ............................................................................................................... 50
Seguridad ............................................................................................................................................... 50
Códigos de servicio mostrados .............................................................................................................. 50
Fuente de corriente ................................................................................................................................ 52
Cuidado, mantenimiento y eliminación........................................................................................................ 54
Generalidades ........................................................................................................................................ 54
Con cada puesta en servicio .................................................................................................................. 54
Cada 2 meses ........................................................................................................................................ 54
Cada 6 meses ........................................................................................................................................ 54
Eliminación ............................................................................................................................................. 54
Datos técnicos............................................................................................................................................. 55
Tensión especial .................................................................................................................................... 55
MagicWave 2600/2600CEL ................................................................................................................... 55
MagicWave 3000 ................................................................................................................................... 56
TransTig 2600/2600CEL ........................................................................................................................ 57
TransTig 3000 ........................................................................................................................................ 58
Lista de repuestos
Fronius Worldwide
2
Page 19

Generalidades
Principio de
funcionamiento
Las fuentes de corriente TIG MW 2600 / 2600 CEL / 3000 (AC/DC), o bien, TT 2600 /
2600 CEL / 3000 (DC) en su versión de equipo de soldadura de tiempo primario son un
desarrollo de perfeccionamiento de los equipos de soldadura controlados por transistor.
La alimentación de tensión es rectificada y triturada por un interruptor transistor rápido
con 80 kHz. Un regulador electrónico adapta las características de la fuente de corriente
al procedimiento de soldadura seleccionado.
Otra interesante característica es la formación automática de calota para la soldadura
AC con las fuentes de corriente MagicWave. Para obtener unos resultados óptimos,
esta función tiene en cuenta el diámetro del electrodo de tungsteno utilizado.
Diseño de los
aparatos
Campos de
aplicación
Ilustr. 1 Fuente de corriente MW 2600, TransTig 3000 y MagicWave 3000 con aparato refrigerador y carro
de desplazamiento
Las fuentes de corriente se caracterizan por su flexibilidad especial y su adaptación
extremadamente sencilla a los diferentes planteamientos de las tareas. Estas propiedades ventajosas vienen dadas por el diseño modular del producto, así como por las
posibilidades de ampliación del sistema sin problemas.
Puede adaptar su fuente de corriente prácticamente a cualquier circunstancia específica. En este sentido existe, por ejemplo, la posibilidad de adaptar la regulación de la
corriente de soldadura de forma progresiva por medio de la tecla de la antorcha. Adicionalmente se encuentra a disposición una amplia elección de mandos a distancia para
los más diversos campos de aplicación.
Hay una gran cantidad de campos de aplicación para la MagicWave y la TransTig en la
industria y para los profesionales. Son las fuentes de corriente ideales tanto para la
soldadura manual como también para tareas de automatización y de robótica. Con
respecto a los materiales, son aptas para acero sin aleación o de baja aleación, al igual
que para acero de alta aleación de cromo níquel.
3
Page 20

Campos de
aplicación
(continuación)
Estas propiedades completas se ven apoyadas por un desarrollo óptimo del cebado.
Para la soldadura TIG-AC, la MagicWave no sólo tiene en cuenta el diámetro del electrodo, sino también la temperatura actual de ésta, sobre la base de la duración precedente de soldadura y la pausa de soldadura.
Además, la MagicWave ofrece servicios excelentes en el campo de la soldadura de
aluminio, aleaciones de aluminio y magnesio. Puede adaptar a sus necesidades la
frecuencia AC, de manera óptima, en un margen muy amplio.
Las fuentes de corriente son aptas para generadores y ofrecen, durante la operación,
una elevada resistencia gracias a los elementos de manejo protegidos y a la caja con
revestimiento de polvo. La gran cantidad de modos de operación disponibles y de
funciones especiales proporcionan a las fuentes de corriente la misma aptitud para la
soldadura por electrodo que para la soldadura TIG.
4
Page 21
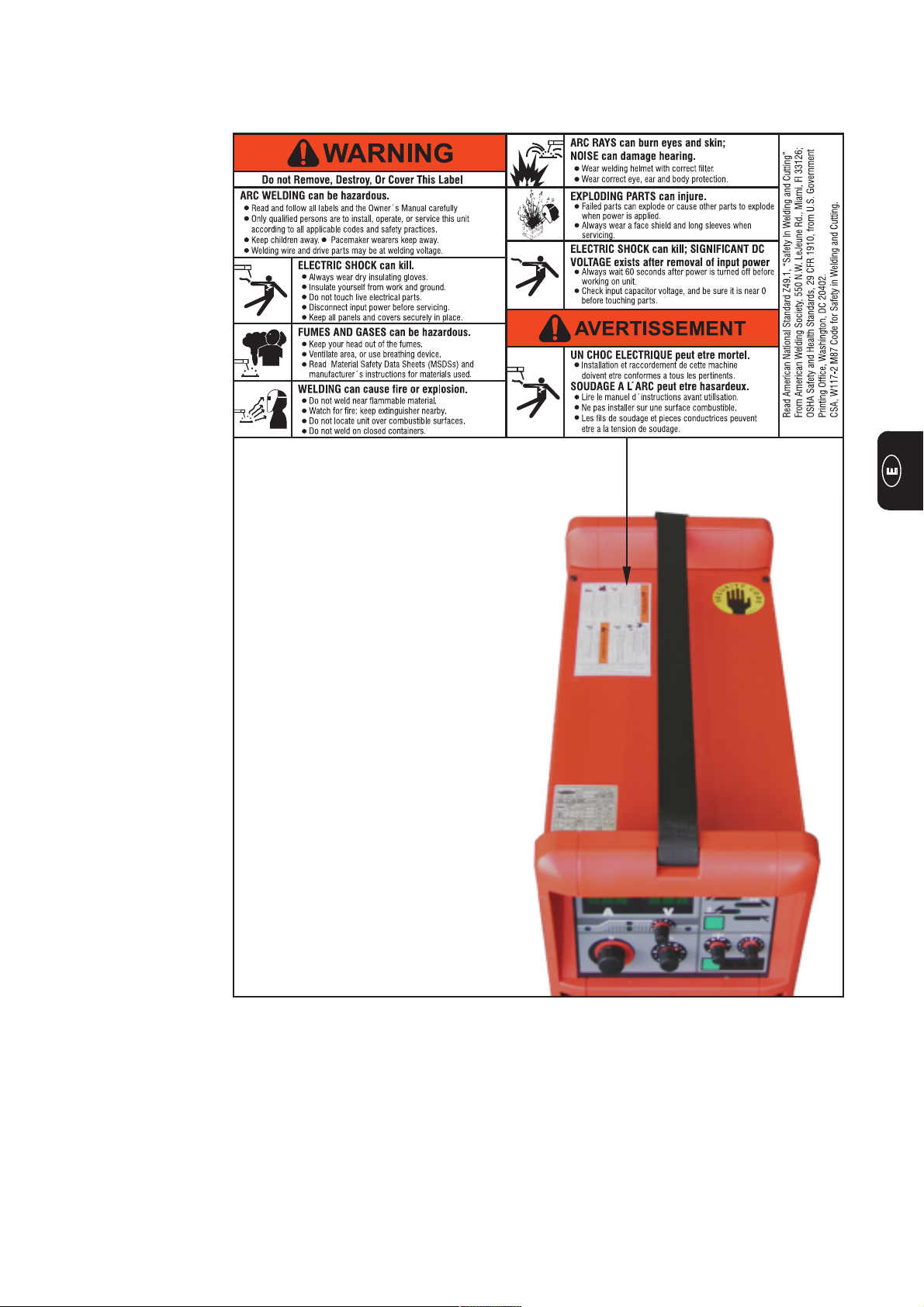
Advertencias en
el aparato
Los modelos de fuentes de corriente para los EE.UU. llevan advertencias adicionales
pegadas en los aparatos. Estas advertencias no se deben quitar ni cubrir o pintar.
Ilustr. 3 Fuente de corriente EE.UU. con advertencias adicionales
5
Page 22

Equipamiento mínimo para trabajo de soldadura
Generalidades Dependiendo del procedimiento de soldadura, es necesario un equipamiento mínimo
para trabajar con la fuente de corriente.
La siguiente descripción muestra el equipamiento mínimo requerido para los correspondientes procedimientos de soldadura.
Soldadura TIGAC
Soldadura TIGDC
Soldadura por
electrodo
- Fuente de corriente MagicWave
- Cable de masa
- Antorcha TIG con interruptor basculante
- Conexión de gas (alimentación de gas protector) con regulador de presión
- Material de aporte según aplicación
- Fuente de corriente TransTig o MagicWave
- Cable de masa
- Antorcha TIG con interruptor basculante
- Conexión de gas (alimentación de gas protector)
- Material de aporte según aplicación
- Fuente de corriente TransTig o MagicWave
- Cable de masa
- Soporte de electrodo
- Electrodos según aplicación
6
Page 23

Componentes del sistema
Generalidades Las fuentes de corriente TransTig y MagicWave pueden trabajar con una gran multitud
de ampliaciones del sistema y opciones.
Sinopsis
Antorcha TIG
Standard / Up/Down
Mandos a distancia
Fuente de
corriente
Aparato refrigerador
Ilustr. 4 Ampliaciones del sistema y opciones
Carro de desplazamiento
con soporte de bombona
de gas
Cable de electrodo
Cable de masa
7
Page 24
Panel de control
Generalidades
Sinopsis
¡Advertencia! El manejo incorrecto puede causar graves daños personales y
materiales. No se deben utilizar las funciones descritas antes de haber leído y
comprendido, en su totalidad, los documentos siguientes:
- Este manual de instrucciones.
- Todos los manuales de instrucciones de los componentes del sistema, en
particular las indicaciones de seguridad.
Una característica esencial del panel de control es la disposición lógica de los elementos de manejo. Todos los parámetros importantes para el trabajo cotidiano se pueden
- seleccionar fácilmente con las teclas
- modificar por medio del potenciómetro
- mostrar en la pantalla durante la soldadura.
¡Observación! Debido a las actualizaciones de firmware puede haber funciones disponibles en su aparato, aunque aún no estén descritas en este manual
de instrucciones, y asimismo es posible que suceda lo contrario. Además,
alguna ilustración puede variar ligeramente con respecto a los elementos de
manejo de su aparato. No obstante, el funcionamiento de los elementos de
manejo es idéntico.
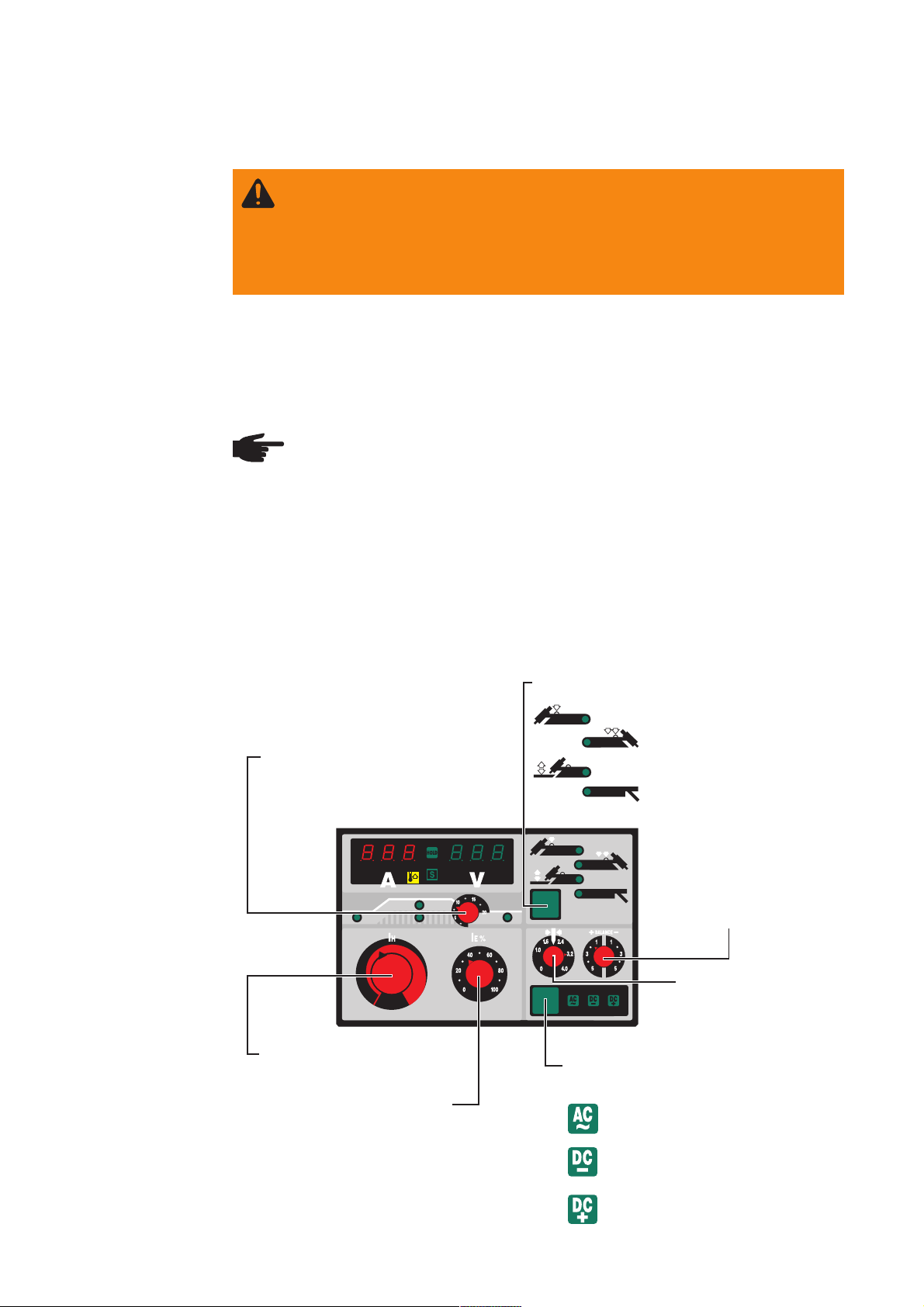
La ilustración mostrada a continuación muestra la sinopsis de los ajustes esenciales
para el trabajo cotidiano mediante el ejemplo del panel de control MagicWave. Una
descripción detallada de estos ajustes figura en el siguiente capítulo „Descripción de las
funciones“.
3. Down-Slope o tiempo
de descenso de corriente
4. Regulador de corriente
principal
5. Corriente de cráter final
1. Seleccionar el modo de operación:
Operación de 2 tiempos
Operación de 4 tiempos
Cebado por contacto
Electrodo
1. Regulador de balance
(sólo MagicWave)
2. Regulador de ajuste
para electrodo de
tungsteno
(sólo MagicWave)
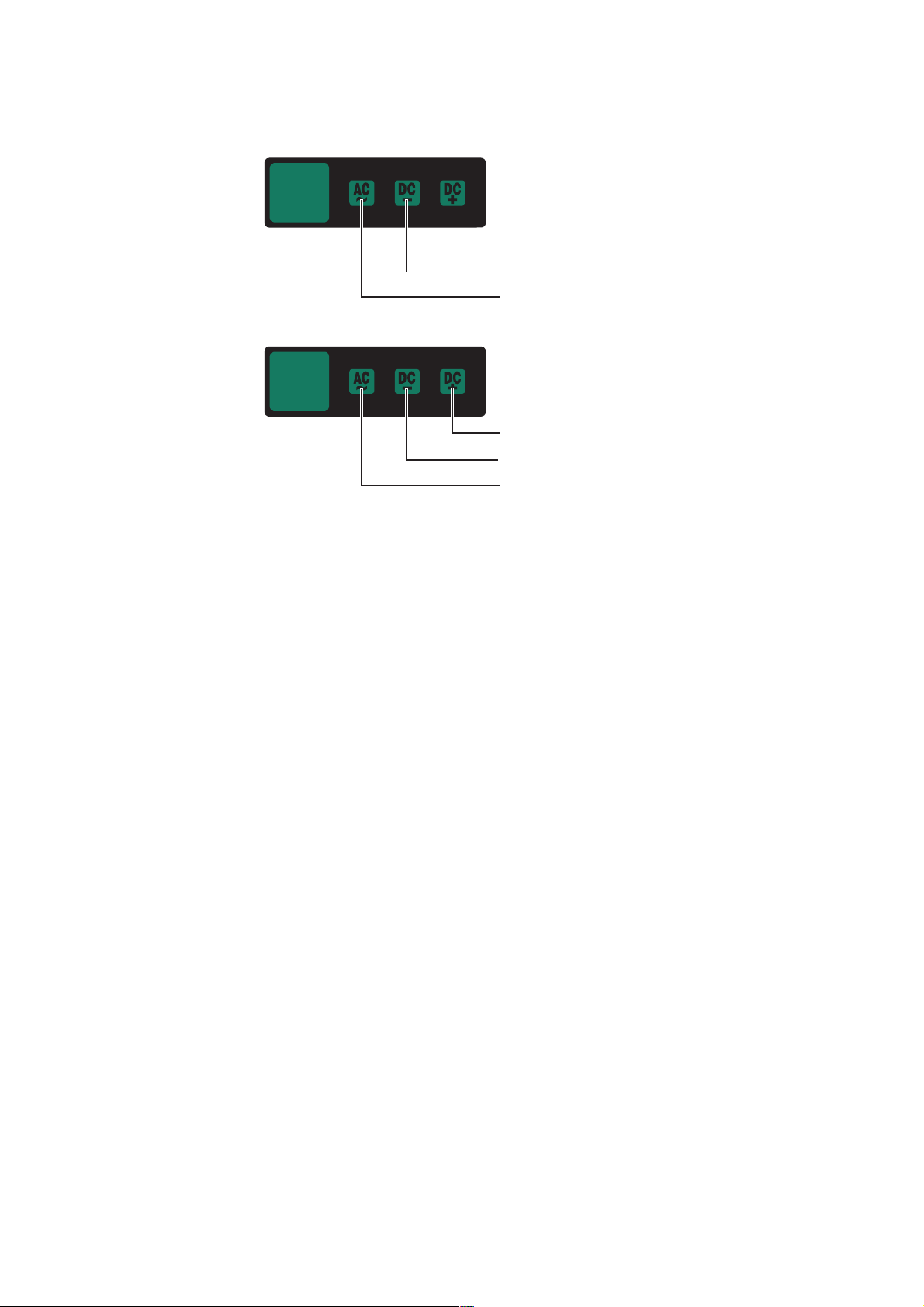
2. Seleccionar procedimiento:
(sólo MagicWave)
Soldadura AC
Soldadura DC
Soldadura DC+
(sólo con electrodo)
8
Page 25

Panel de control
MagicWave
(19)
(20)
(11)
(9)
(8)
(12)
(10)
(1) (2)
(13)
(7)
(6)
(5)
(4)
(3)
(16)
(17)
Panel de control
TransTig
(14)
Ilustr. 5 Panel de control MagicWave 2600 / 2600 CEL / 3000
(1) (2)
(13)
(19)
(20)
(11)
(9)
(8)
(12)
(10)
(18)(15)
(7)
(6)
(5)
(4)
(3)
(14)
Ilustr. 6 Panel de control TransTig 2600 / 2600 CEL / 3000
9
(15)
Page 26
Descripción de
las funciones
¡Advertencia! El manejo incorrecto puede causar graves daños personales y
materiales. No se deben utilizar las funciones descritas antes de haber leído y
comprendido, en su totalidad, los documentos siguientes:
- Este manual de instrucciones.
- Todos los manuales de instrucciones de los componentes del sistema, en
particular las indicaciones de seguridad.
(1) Indicación de corriente de soldadura ... para indicar la corriente principal I
- Valor nominal ... corriente de soldadura deseada
- Valor real ... corriente de soldadura real
(2) Indicación de tensión de soldadura
- para indicar el valor real actual de la tensión de soldadura
(3) Tecla Modo de operación
(7) Operación de 2 tiempos ... Soldadura TIG con cebado AF
(6) Operación de 4 tiempos ... Soldadura TIG con cebado AF
+
+
(7) + (5) Operación de 2 tiempos TIG con cebado por contacto
(6) + (5) Operación de 4 tiempos TIG con cebado por contacto
- La dinámica de arco voltaico y Hotstart se encuentran fuera de servicio
- En el caso de los reguladores a distancia TR 50mc, TR 51mc y TR 52mc se
realiza, de forma automática, la conmutación al modo de operación correspondiente
(4) Soldadura por electrodo
- Se muestra la tensión en vacío
- La indicación LED IH sólo está iluminada durante el proceso de soldadura
- Los valores predeterminados para dinámica y Hotstart son válidos
- A través del regulador a distancia TPmc y el menú interno se pueden
modificar los parámetros
H
(8) Indicación LED corriente inicial IS ... se ilumina cuando la corriente inicial IS está
activa
(9) Indicación LED corriente principal IH ... se ilumina cuando la corriente principal I
está activa
(10) Regulador de ajuste Down-Slope ... velocidad de descenso de corriente de ajuste
progresivo de la corriente principal al cráter final IE. Al accionar el regulador de
ajuste se muestra el valor ajustado durante 3 s.
(11) Indicación LED corriente de cráter final IE... se ilumina cuando la corriente de
cráter final IE está activa
(12) Indicación LED soldadura por impulsos TIG ... parpadea cuando el regulador a
distancia de impulsos TIG TR50mc está conectado.
H
10
Page 27

Descripción de
las funciones
(continuación)
(13) Indicación HOLD ... al finalizar cada soldadura se memorizan los valores reales
actuales de la corriente de soldadura y de la tensión de soldadura: El indicador Hold
está iluminado.
El indicador Hold se refiere a la última corriente principal IH alcanzada.
El indicador Hold se apaga con
- un nuevo inicio de soldadura
- un ajuste de la corriente principal I
H
- un cambio del modo de operación
- un cambio del procedimiento
- Desconexión y nueva conexión de la fuente de corriente
¡Importante! Si nunca se alcanzó la fase de corriente principal, se emplea un
mando a distancia de pedal o se realiza una soldadura por impulsos TIG inferior a
20 Hz, no se emiten valores Hold.
(14) Regulador de corriente principal IH ... ajuste progresivo en el margen 3 - 260 /
300 A.
La indicación LED corriente principal IH está iluminada cuando está seleccionado el
modo de operación soldadura por electrodo.
Antes del comienzo de soldadura, la Indicación de corriente de soldadura muestra
el valor nominal para IH. Después de iniciar la soldadura se realiza la indicación del
valor real actual de la corriente de soldadura.
(15) Regulador de corriente de cráter final IE ... ajuste porcentual de la corriente
principal a la corriente de cráter final.
El ajuste sólo es posible en la operación de 4 tiempos. La reducción se realiza por
medio de la tecla de la antorcha.
(16) Regulador de balance (sólo MagicWave) ... La función sólo está disponible en el
margen AC.
Cambio de la semionda positiva y negativa.
-5: Máxima potencia de fusión, mínimo efecto de limpieza.
+5: Máximo efecto de limpieza, mínima potencia de fusión.
(17) Regulador de ajuste para diámetro de electrodo de tungsteno (sólo Magic-
Wave) ... Margen de ajuste 0 - 4 mm (0 - 0.16 pulg.)
Servicio AC:
- Formación automática de calota (ver el capítulo Soldadura TIG)
- Ajustar la corriente de cebado al diámetro de electrodo de tungsteno correspondiente.
Servicio DC:
- Ajustar la corriente de cebado al diámetro de electrodo de tungsteno correspondiente.
¡Importante! En caso del modo de operación de electrodo, el regulador de ajuste
está desactivado.
11
Page 28
Descripción de
las funciones
(continuación)
(18) Tecla Procedimiento ... para seleccionar el procedimiento, dependiendo del
modo de operación seleccionado.
Seleccionado modo de operación de 2 tiempos / modo de operación de 4 tiempos:
Procedimiento de soldadura TIG-DC
Procedimiento de soldadura TIG-AC
Modo de operación soldadura por electrodo seleccionado:
Procedimiento soldadura por electrodo DC+
Procedimiento de soldadura por electrodo DC-
Procedimiento de soldadura por electrodo AC
(19) Indicación Exceso de temperatura ... se ilumina cuando la fuente de corriente se
calienta en exceso (por ejemplo, al sobrepasar la duración de ciclo de trabajo).
Encontrará más información en el capítulo „Diagnóstico y solución de errores“.
(20) Indicación placa-S ... se ilumina cuando la función de supervisión está activa.
12
Page 29
Conexiones, interruptores y ampliaciones del sistema
Conexiones
MagicWave /
TransTig con
conexión central
de antorcha F de
Fronius
(21) (22) (23)
(27)
Ilustr. 7 Conexiones MagicWave en el lado frontal
del aparato
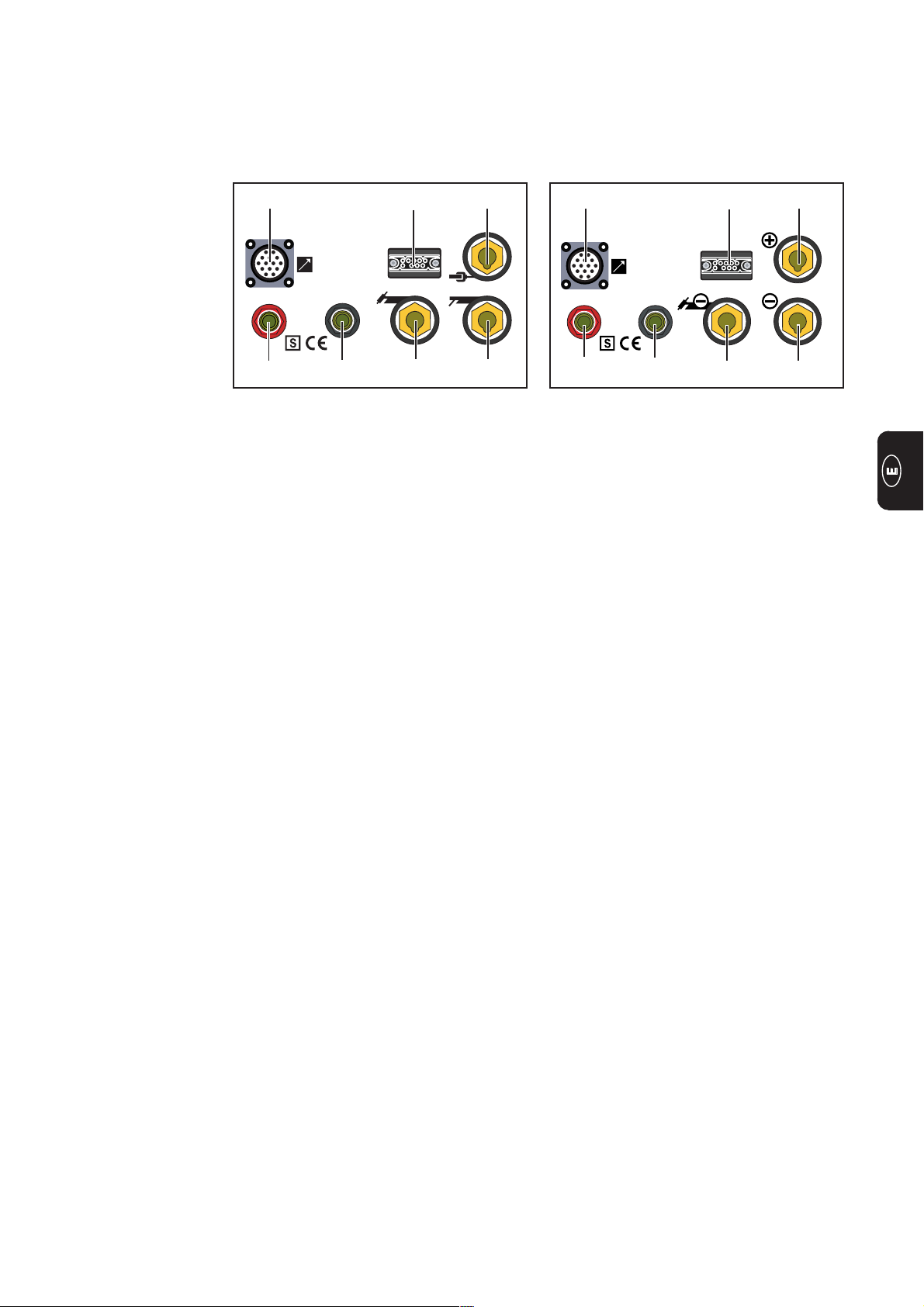
(21) Zócalo de conexión regulador a distancia ... zócalo de conexión estandarizado
para ampliaciones del sistema
(22) Zócalo de conexión control de antorcha ... para la conexión de la clavija de
control de una antorcha
(23) MagicWave: Zócalo de conexión cable de masa ... para la conexión del cable de
masa
TransTig: (+) - Zócalo de corriente con cierre de bayoneta ... para la conexión
- del cable de masa para la soldadura TIG
- del cable de electrodo, o bien, del cable de masa para la soldadura por electrodo
(según el tipo de electrodo)
(24)(25)(26)
(21) (22) (23)
(26)(27)
Ilustr. 8 Conexiones TransTig en el lado frontal del
aparato
(24)(25)
(24) MagicWave: Zócalo de conexión antorcha ... para la conexión del cable de
electrodo para la soldadura por electrodo
TransTig: (-) - Zócalo de corriente con cierre de bayoneta ... para la conexión
- del cable de electrodo, o bien, del cable de masa para la soldadura por electrodo
(según el tipo de electrodo)
(25) Zócalo de conexión antorcha TIG ... para la conexión de la antorcha TIG
(26) Zócalo de conexión alimentación de agua ... para la conexión de una antorcha
refrigerada por agua
(27) Zócalo de conexión retorno de agua ... para la conexión de una antorcha refrige-
rada por agua
13
Page 30
Conexiones
MagicWave /
TransTig con
conexión central
de antorcha GWZ
(21)
(22)
(23)
(21) (22) (23)
(24)(25)(26)(28)
Ilustr. 9 Conexiones MagicWave en el lado frontal
del aparato
(26)(28)
Ilustr. 10 Conexiones TransTig en el lado frontal del
aparato
(25)
(24)
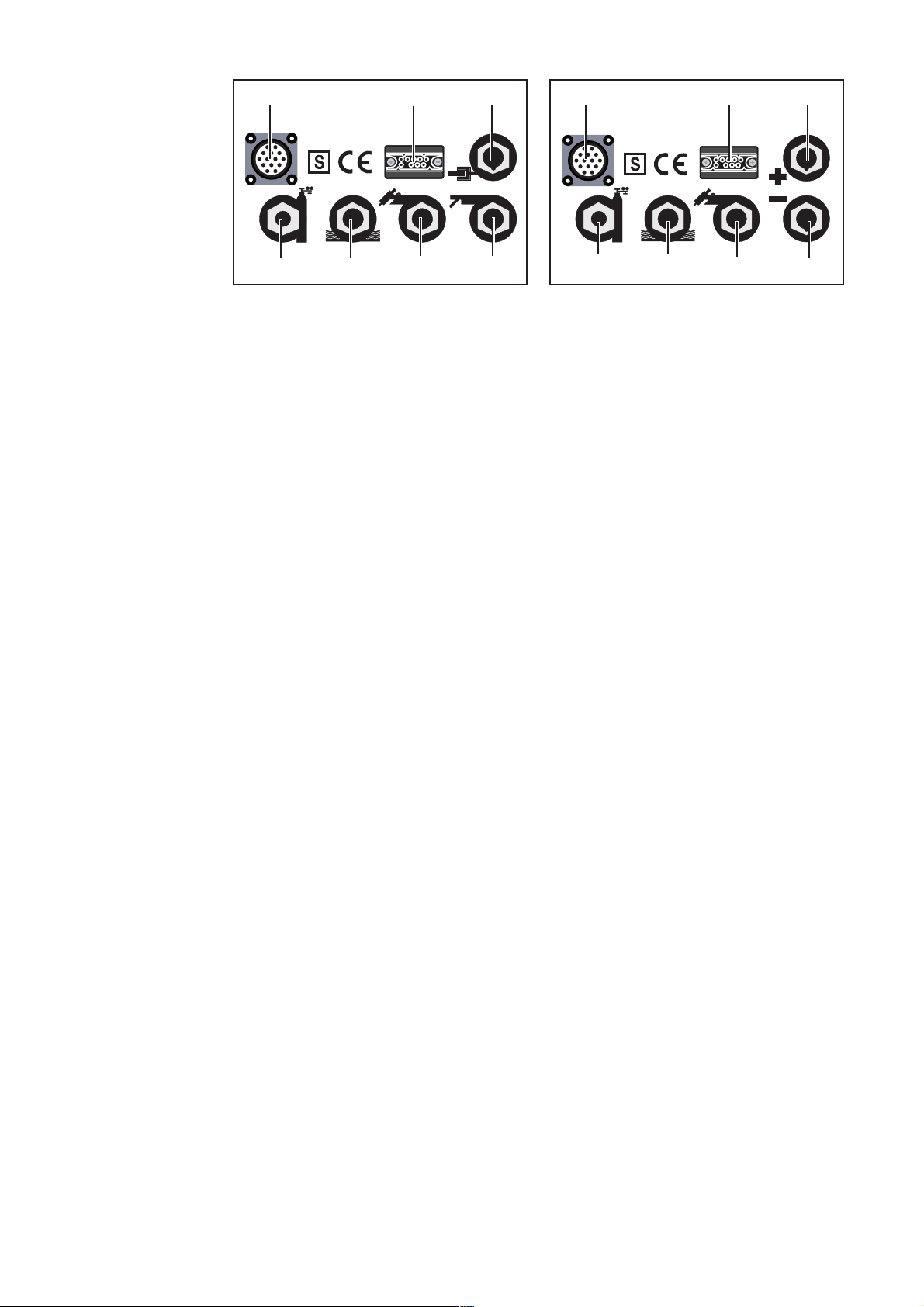
(21) Zócalo de conexión regulador a distancia ... zócalo de conexión estandarizado
para ampliaciones del sistema
(22) Zócalo de conexión control de antorcha ... para la conexión de la clavija de
control de una antorcha
(23) MagicWave: Zócalo de conexión cable de masa ... para la conexión del cable de
masa
TransTig: (+) - Zócalo de corriente con cierre de bayoneta ... para la conexión
- del cable de masa para la soldadura TIG
- del cable de electrodo, o bien, del cable de masa para la soldadura por electrodo
(según el tipo de electrodo)
(24) MagicWave: Zócalo de conexión antorcha ... para la conexión del cable de
electrodo para la soldadura por electrodo
TransTig: (-) - Zócalo de corriente con cierre de bayoneta ... para la conexión
- del cable de electrodo, o bien, del cable de masa para la soldadura por electrodo
(según el tipo de electrodo)
(25) Zócalo de conexión antorcha TIG ... para la conexión
- de la antorcha TIG
- de la alimentación de agua (retorno de agua) de una antorcha TIG refrigerada
por agua
(26) Zócalo de conexión alimentación de agua ... para la conexión de una antorcha
refrigerada por agua
(28) Zócalo de conexión de gas protector
14
Page 31
Conexiones y
conmutadores en
el lado posterior
del aparato
(29)
(30)
(31)
(32)
Ilustr. 11 Conexiones y conmutadores en el lado
posterior del aparato
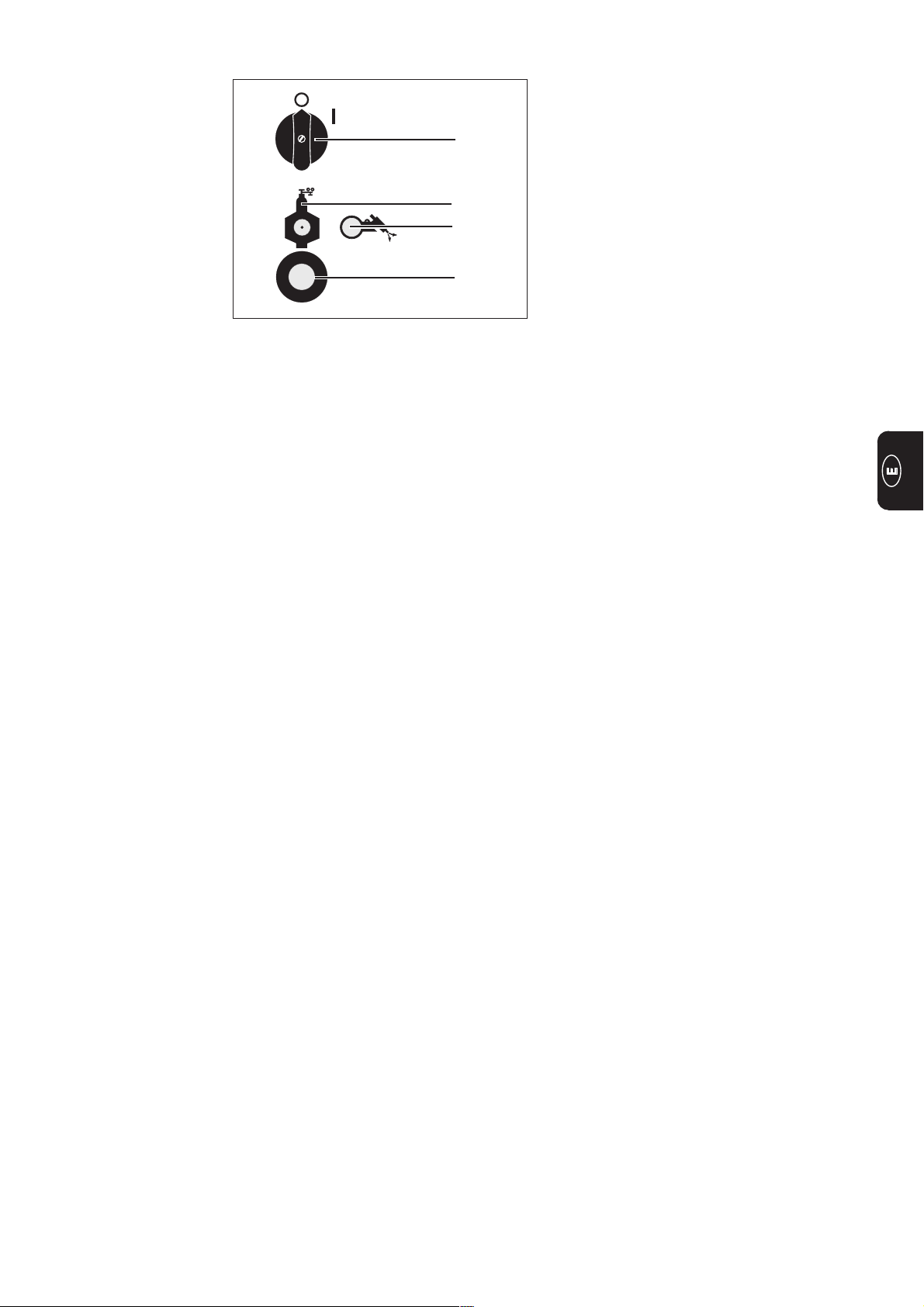
(29) Interruptor de red ... para encender y apagar la fuente de corriente
(30) Zócalo de conexión de gas protector
(31) Tecla Comprobar gas ... para ajustar la cantidad requerida de gas protector en el
regulador de presión. Con la tecla Comprobar gas pulsada sale gas protector.
(32) Cable de red con descarga de tracción
15
Page 32
Antes de la puesta en servicio
Seguridad
Utilización prevista
Condiciones de
emplazamiento
¡Advertencia! El manejo incorrecto puede causar graves daños personales y
materiales. No se deben utilizar las funciones descritas antes de haber leído y
comprendido, en su totalidad, los documentos siguientes:
- Este manual de instrucciones.
- Todos los manuales de instrucciones de los componentes del sistema, en
particular las indicaciones de seguridad.
La fuente de corriente está destinada exclusivamente a la soldadura TIG y a la soldadura por electrodo.
Cualquier otro uso se considera como no previsto por el diseño constructivo. El fabricante reclina cualquier responsabilidad frente a los daños que se pudieran originar.
También forman parte de la utilización prevista:
- La observación de las indicaciones del manual de instrucciones
- La observación de los trabajos de inspección y mantenimiento
La fuente de corriente está certificada en la Clase de protección IP23, lo que significa:
- Protección contra la entrada de cuerpos sólidos mayores de Ø 12,5 mm (.49 pulg.)
- Protección contra rociadura de agua hasta un ángulo de 60º respecto a la vertical
Explotación de
redes
¡Advertencia! La caída de un aparato puede representar un peligro mortal.
Colocar los aparatos sobre una base firme y nivelada.
El canal de ventilación constituye un dispositivo de seguridad esencial. Al elegir el sitio
de colocación se debe observar que el aire de refrigeración pueda circular libremente
por las ranuras de ventilación frontales y posteriores. La fuente de corriente no debe
aspirar directamente el polvo con conductividad eléctrica, como el producido, por ejemplo, por trabajos de esmerilado.
Los aparatos están construidos para la tensión de red indicada en la placa de características. Si su modelo de aparato no viniese con cable de alimentación o clavija para la
red, éstos se deben montar observando las correspondientes normativas nacionales.
Los fusibles necesarios para la alimentación de red se especifican en los Datos técnicos.
¡Observación! Una instalación eléctrica sin las dimensiones adecuadas puede
causar graves daños materiales. Se debe dimensionar adecuadamente la
alimentación de red y los fusibles. Rigen los Datos técnicos indicados en la
placa de características.
16
Page 33

Operación con
generador
Las fuentes de corriente son aptas para generadores cuando la máxima potencia
aparente emitida del generador es al menos:
- MW 2600 / TT 2600: 18 kVA
- MW 2600 CEL / TT 2600 CEL: 20 kVA
- MW 3000 / TT 3000: 22 kVA
¡Observación! La tensión proporcionada por el generador nunca debe exceder
o quedar por debajo del margen de la tolerancia de la red. En el capítulo “Datos
técnicos” se indica la tolerancia de red.
17
Page 34
Puesta en servicio
Generalidades
¡Advertencia! La electrocución puede ser mortal. Si durante la instalación el
aparato está conectado a la red, hay riesgo de graves daños personales y
materiales. Para efectuar trabajos en el aparato, es imprescindible:
- Poner el interruptor de red en la posición “O“.
- Desenchufar el aparato de la red.
La puesta en servicio de la fuente de corriente se describe de la siguiente manera:
- para el tipo de aplicación principal soldadura TIG,
- por medio de una configuración estándar para equipos de soldadura TIG.
La configuración estándar incluye los componentes siguientes:
- Fuente de corriente
- Aparato refrigerador
- Antorcha manual TIG
- Regulador de presión
- Bombona de gas
- Soporte de bombona de gas
- Carro de desplazamiento
Los pasos de trabajo mencionados a continuación le proporcionan una vista general de
la puesta en servicio de la fuente de corriente.
Encontrará información detallada sobre los diferentes pasos de trabajo en los manuales
de los aparatos correspondientes.
Notas sobre el
aparato refrigerador
Conectar la
bombona de gas
protector
Para las aplicaciones siguientes se recomienda el aparato refrigerador:
- Operación de robot
- Paquetes de mangueras de más de 5 m de longitud
- Soldadura TIG-AC
- Soldaduras en general en el área de altos rendimientos
La alimentación de corriente del aparato refrigerador se efectúa por la fuente de corriente. Cuando se pone el interruptor de red de la fuente de corriente en la posición „I“, el
aparato refrigerador está listo para el uso.
¡Precaución! Peligro de lesiones originado por la caída de la bombona de gas.
- Utilizar una correa de seguridad
- Fijar la correa de seguridad a la altura de la parte superior de la bombona
de gas
- Jamás se debe fijar la correa de seguridad en el cuello de la bombona
- Fijar la bombona de gas protector al carro de desplazamiento
- Conectar la bombona de gas protector:
- Quitar el tapón de la bombona de gas
- Girar la válvula de la bombona de gas brevemente hacia la izquierda para quitar
la suciedad
- Comprobar la junta del regulador de presión
- Enroscar el regulador de presión a la bombona de gas protector y apretarlo
18
Page 35

Conectar la
bombona de gas
protector
(continuación)
Al utilizar una antorcha TIG con conexión de gas integrada:
- En el lado posterior de la fuente de corriente, conectar el regulador de presión por
medio de la manguera de gas al zócalo de conexión de gas protector
- Apretar el racor
Al utilizar una antorcha TIG sin conexión de gas integrada
- Conectar la manguera de gas con el regulador
Establecer la
unión con la
pieza de trabajo
Conectar la
antorcha
- Poner el interruptor de red en posición „O“
- Enchufar y bloquear el cable de masa en el zócalo de corriente positivo
- Con el otro extremo del cable de masa establecer la unión con la pieza de trabajo
- Poner el interruptor de red en posición „O“
- Enchufar el cable de soldar de la antorcha TIG en el zócalo de corriente negativo y
bloquear girando hacia la derecha
- Enchufar la clavija de control de la antorcha en el zócalo de conexión del control de
antorcha y bloquearla
- Equipar la antorcha (ver el manual de instrucciones de la antorcha)
Al utilizar una antorcha TIG con conexión de gas integrada:
- En el lado posterior de la fuente de corriente, conectar el regulador de presión por
medio de la manguera de gas al zócalo de conexión de gas protector
- Apretar el racor
Sólo al utilizar una antorcha refrigerada por agua:
- Conectar las conexiones de agua de la antorcha a las conexiones de alimentación
de agua y retorno de agua del aparato refrigerador.
19
Page 36

Modos de operación TIG
Generalidades
Símbolos y sus
significados
¡Advertencia! El manejo incorrecto puede causar graves daños personales y
materiales. No se deben utilizar las funciones descritas antes de haber leído y
comprendido, en su totalidad, los documentos siguientes:
- Este manual de instrucciones.
- Todos los manuales de instrucciones de los componentes del sistema, en
particular las indicaciones de seguridad.
Las indicaciones sobre ajuste, margen de regulación y unidades de medida de los
parámetros disponibles figuran en el capítulo „Ajustes previos del nivel de programa“:
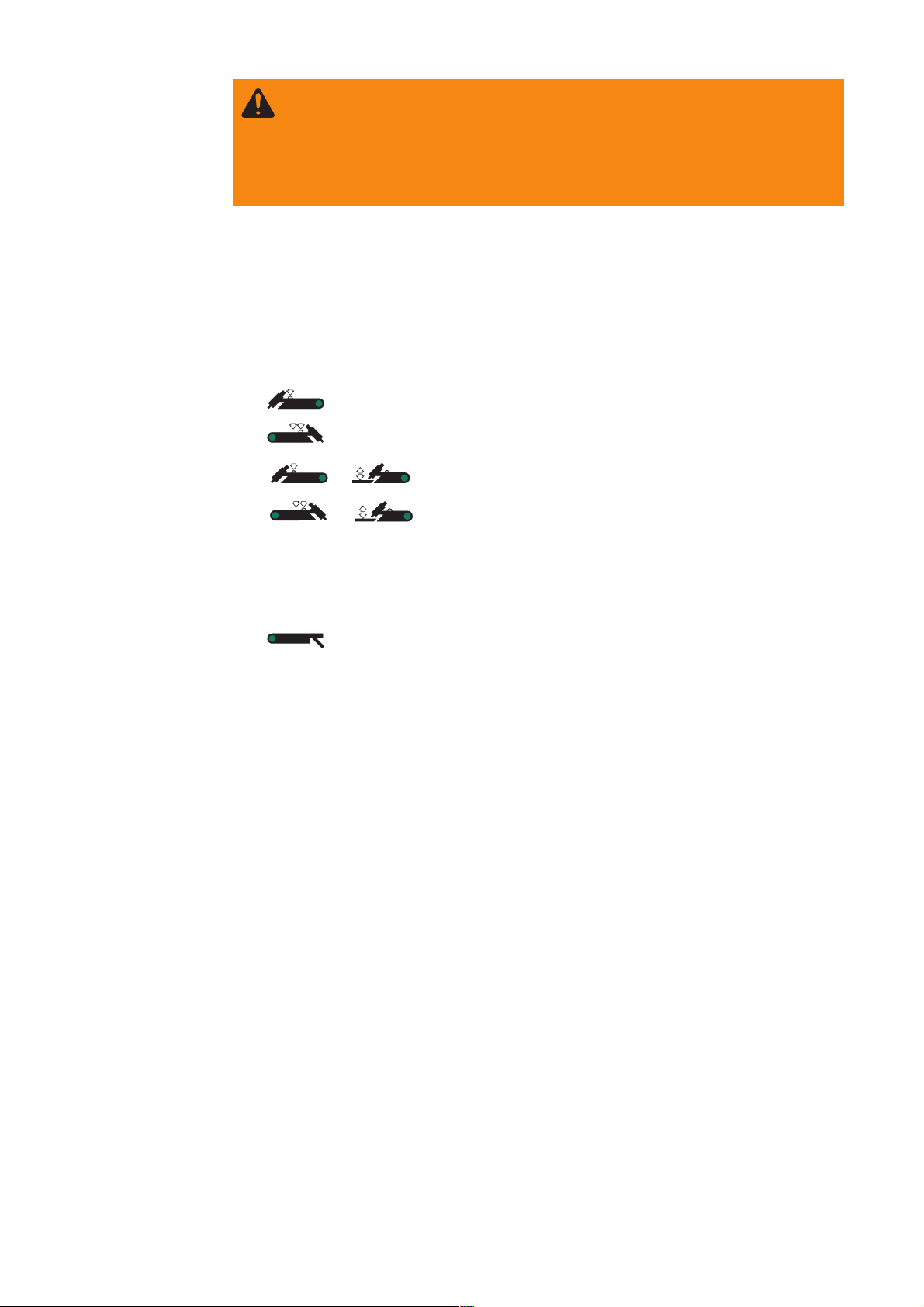
Mover hacia atrás la tecla
de la antorcha y mantenerla en esta posición
Soltar la tecla de la antorcha
Mover hacia atrás
brevemente la tecla de
la antorcha (< 0,5 s)
Empujar hacia delante
brevemente la tecla de
la antorcha (< 0,5 s)
Empujar hacia delante la
tecla de la antorcha y mantenerla en esta posición
Símbolo Explicación
GAS Tiempo de flujo previo de gas
I
S
Fase de corriente inicial: Calentamiento cuidadoso con escasa corriente
de soldadura, para colocar correctamente en posición el material de aporte
t
up
Fase Up-Slope: Incremento continuo de la corriente inicial hacia la corriente de soldadura
I
H
Fase de corriente de soldadura: Aportación uniforme de temperatura al
material base calentado por el calor previo
t
down
Fase Down-Slope: Reducción continua de la corriente de soldadura hacia
la corriente de cráter final.
I
E
Fase de cráter final: Para evitar un calentamiento local excesivo del
material base debido a la acumulación térmica al final de la soldadura. Se
impide la posible caída del cordón de soldadura.
SPt Tiempo de punteado
G-H / G-L Tiempo de flujo posterior de gas
Soltar la tecla de la antorcha
20
Page 37

2 tiempos
Seleccionar el modo de operación de 2 tiempos (2)
¡Importante! El parámetro StS debe estar establecido en „OFF“ (capítulo
„Ajustes previos del nivel de programa“). En el estado de suministro de la
fuente de corriente, el parámetro StS está en „OFF“.
- Soldar: Mover hacia atrás la tecla de la antorcha y mantenerla en esta posición
- Fin de soldadura: Soltar la tecla de la antorcha
I
Ilustr. 12 Operación de 2 tiempos
I
H
t
up
t
down
G-HGAS t
G-L
21
Page 38

Especial de 2
tiempos
Seleccionar el modo de operación de 2 tiempos (2)
¡Importante! El parámetro Sts debe estar establecido en “ON“ (capítulo
“Ajustes previos del nivel de programa“). En el estado de suministro de la
fuente de corriente, el parámetro StS está en “OFF“.
- Soldar: Mover hacia atrás la tecla de la antorcha y mantenerla en esta posición
- Fin de soldadura: Soltar la tecla de la antorcha
I
GAS
Ilustr. 13 Operación especial de 2 tiempos
I
H
t
G-L
G-H
22
Page 39

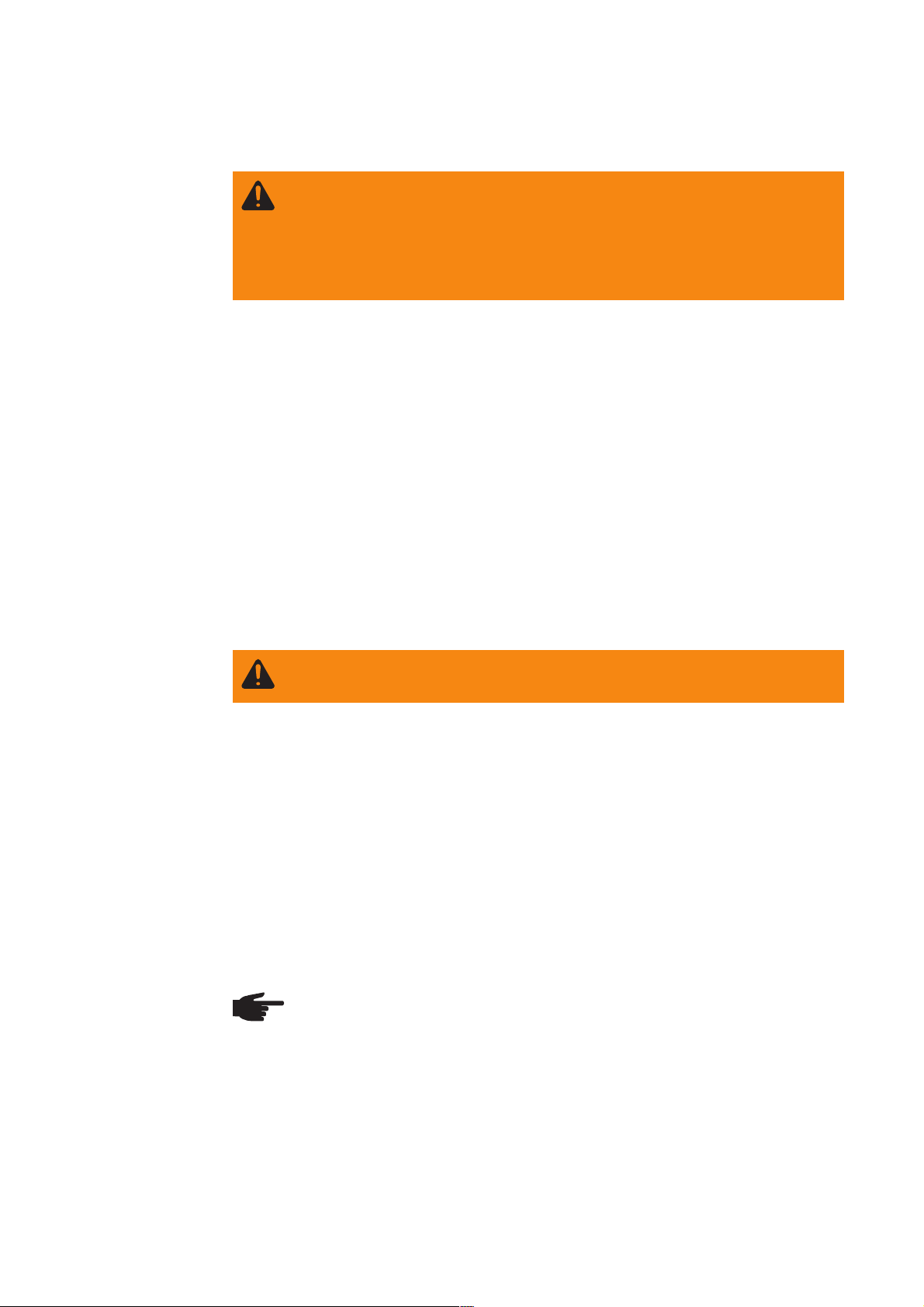
4 tiempos
Seleccionar el modo de operación de 4 tiempos
¡Importante! El parámetro SFS debe estar establecido en „OFF“ (capítulo
„Ajustes previos del nivel de programa“). En el estado de suministro de la
fuente de corriente el parámetro SFS está en „OFF“.
- Inicio de soldadura con corriente inicial IS: Mover hacia atrás la tecla de la antorcha
y mantenerla en esta posición
- Soldar con corriente principal IH: Soltar la tecla de la antorcha
- Reducción a corriente de cráter final IE: Mover hacia atrás la tecla de la antorcha y
mantenerla en esta posición
- Fin de soldadura: Soltar la tecla de la antorcha
I
I
S
GAS
Ilustr. 14 Operación de 4 tiempos
t
I
1
I
E
t
up
t
down
G-L
G-H
23
Page 40

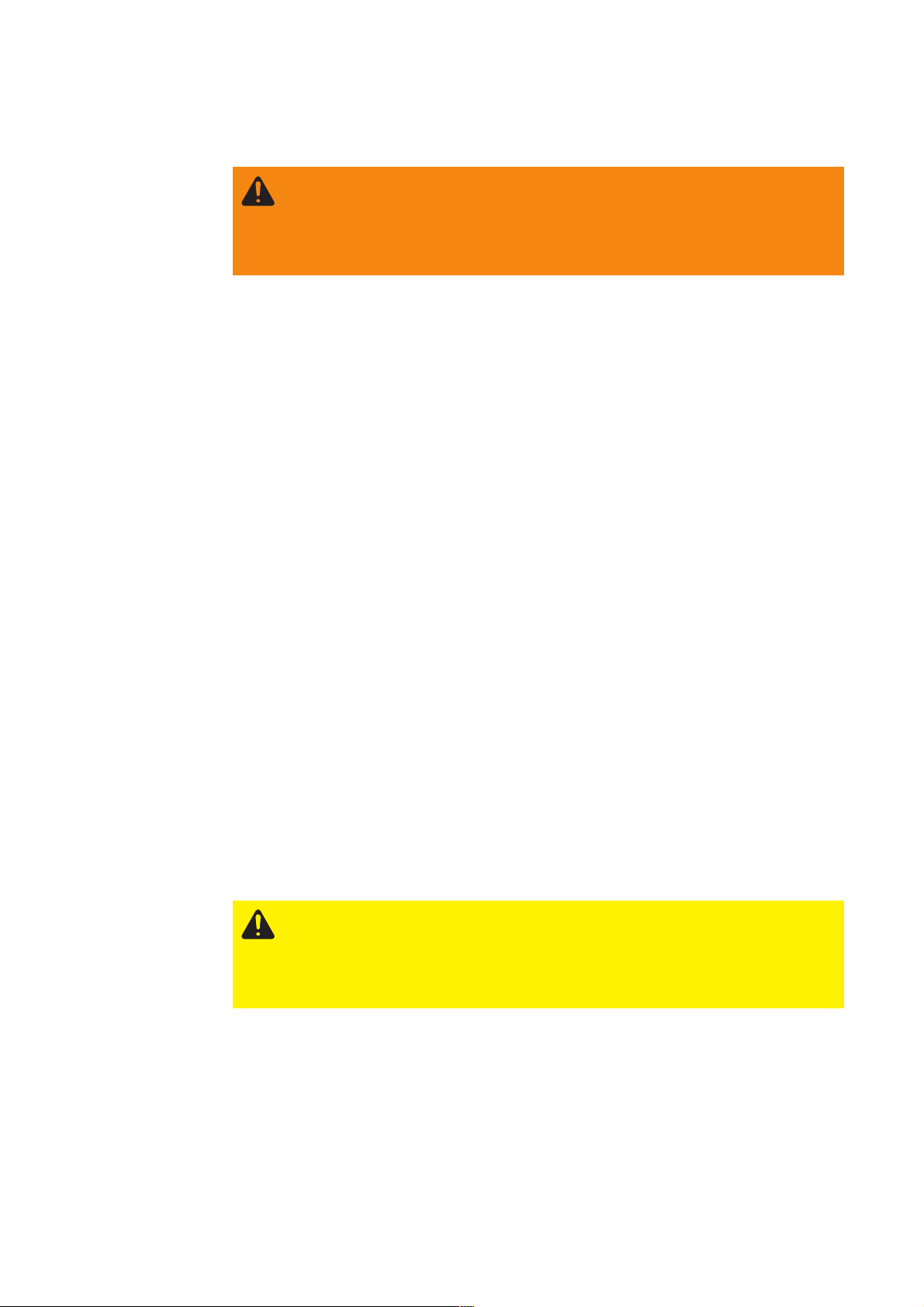
4 tiempos con
reducción intermedia
En la variante de operación de 4 tiempos representada a continuación, se efectúa una
reducción intermedia a IE de la corriente de soldadura empujando hacia delante y
manteniendo la tecla de la antorcha en esa posición.
- Seleccionar el modo de operación de 4 tiempos
¡Importante! El parámetro SFS debe estar establecido en „OFF“ (capítulo „Ajustes
previos del nivel de programa“). En el estado de suministro de la fuente de corriente el
parámetro SFS está en „OFF“.
- Reducción intermedia a la corriente de descenso IE ajustada, durante la fase de
corriente principal: Empujar hacia delante la tecla de la antorcha y mantenerla en
esta posición
- Retomar la corriente principal: Soltar la tecla de la antorcha
I
I
S
GAS
Ilustr. 15 Operación de 4 tiempos con reducción intermedia
t
up
I
H
I
E
I
H
I
E
t
t
down
G-L
G-H
24
Page 41

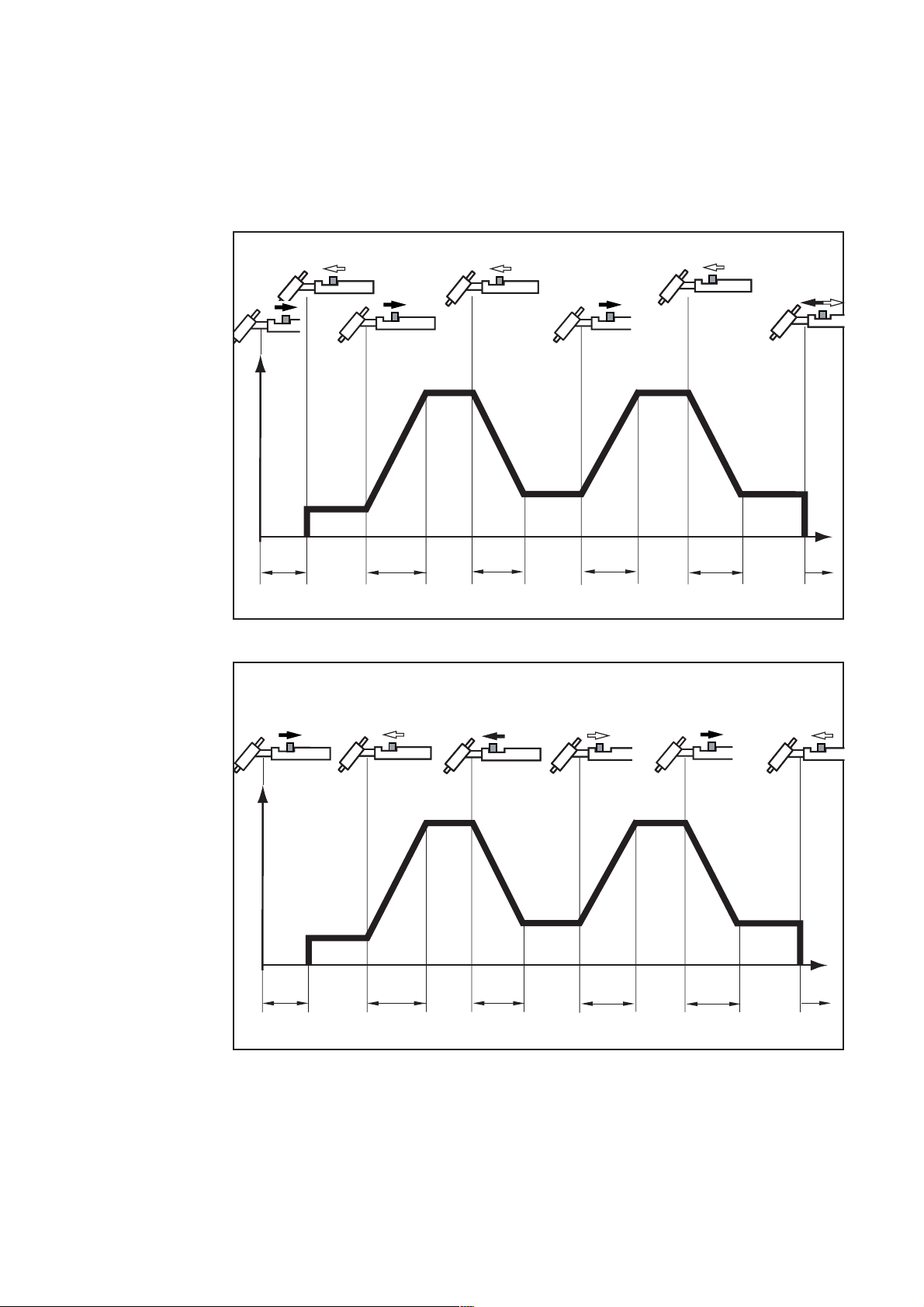
Especial de 4
tiempos: Variante
1
En la variante de la operación especial de 4 tiempos representada a continuación existe
la posibilidad de realizar la reducción intermedia a la corriente de descenso I3 ajustada
mediante las antorchas TIG sin función de pulsador doble empujando brevemente hacia
delante la tecla de la antorcha. Volviendo a empujar hacia delante la tecla de la antorcha
se dispone de nuevo de la corriente principal IH.
- Seleccionar el modo de operación de 4 tiempos
- Poner el parámetro de configuración SFS en „1“
(capítulo „Ajustes previos del nivel de programa“)
I
I
S
GAS
Ilustr. 16 Operación especial de 4 tiempos: Variante 1
t
up
I
H
I
H
I
3
I
E
t
t
down
G-L
G-H
25
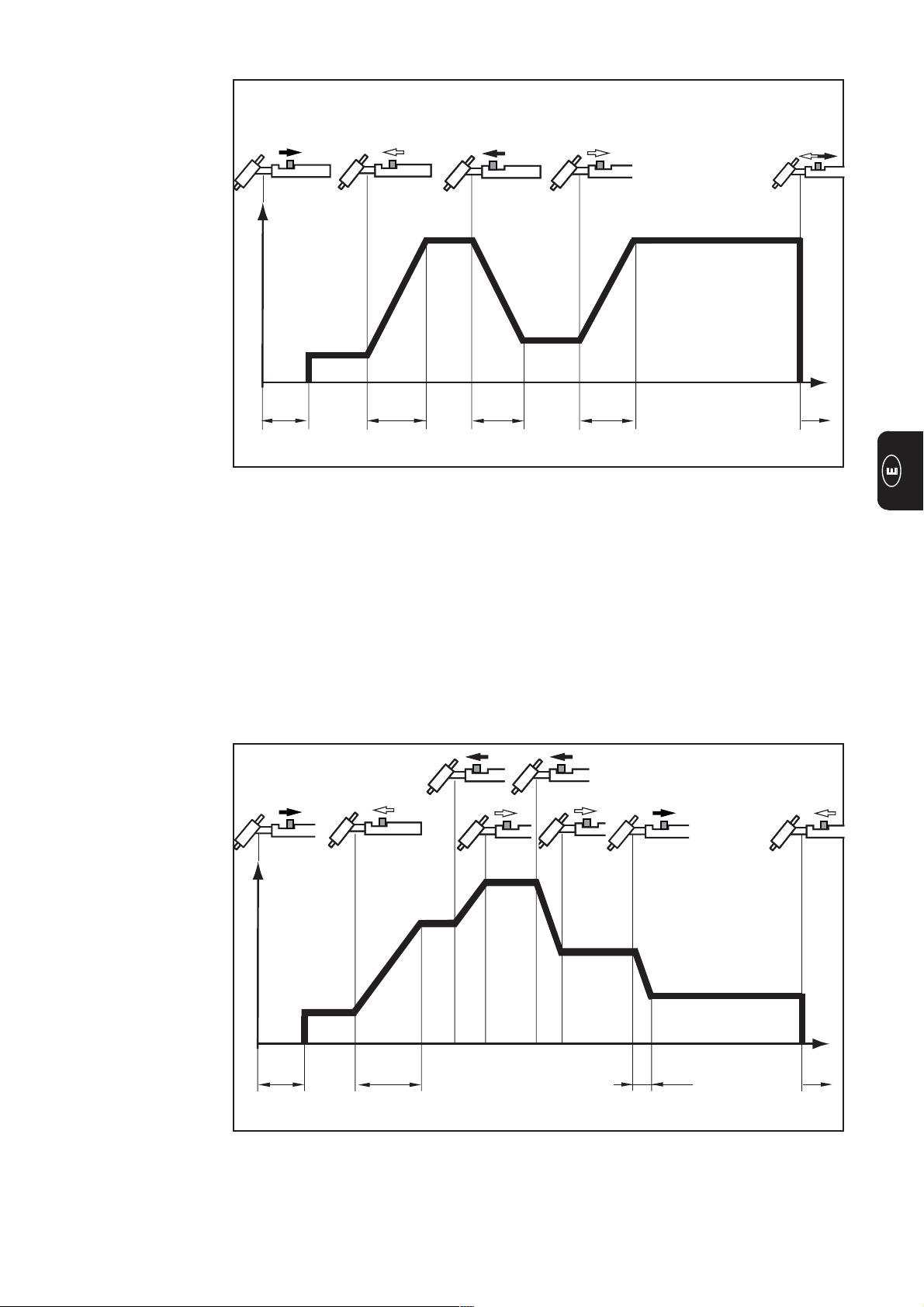
Page 42
Especial de 4
tiempos: Variante
2 - 4
Las variantes de la operación especial de 4 tiempos representadas a continuación
permiten la reducción intermedia a la corriente de descenso ajustada por medio de las
antorchas TIG con la función de pulsador doble.
- Seleccionar el modo de operación de 4 tiempos
- Poner el parámetro de configuración SFS en „2, 3, 4 ó 5“ para la variante deseada
(capítulo „Ajustes previos del nivel de programa“)
I
I
S
GAS
Ilustr. 17 Operación especial de 4 tiempos: Variante 2
t
up
I
I
H
t
down
I
H
I
H
I
E
I
E
t
t
up
t
down
G-L
G-H
I
H
I
S
GAS
Ilustr. 18 Operación especial de 4 tiempos: Variante 3
t
up
t
down
26
I
E
I
E
t
t
up
t
down
G-L
G-H
Page 43
Especial de 4
tiempos: Variante
2 - 4
(continuación)
Especial de 4
tiempos: Variante
5
I
GAS
I
S
t
up
I
H
I
E
t
down
t
up
I
H
G-L
G-L
Ilustr. 19 Operación especial de 4 tiempos: Variante 4
La variante de la operación especial de 4 tiempos representada a continuación permite
un incremento y una reducción de la corriente de soldadura sin antorcha Up / Down.
Cuanto más tiempo se empuja hacia delante la tecla de la antorcha durante la soldadura, más aumenta la corriente de soldadura (hasta el máximo).
t
Después de soltar la tecla de la antorcha, la corriente de soldadura permanece constante. Cuanto más tiempo se vuelve a empujar hacia delante la tecla de la antorcha, más
se reduce la corriente de soldadura.
IH >
I
I
H
IH <
I
I
S
E
t
GAS
t
up
t
down
G-L
G-H
Ilustr. 20 Operación especial de 4 tiempos: Variante 5
27
Page 44
Soldadura TIG
Seguridad
Preparativos
¡Advertencia! El manejo incorrecto puede causar graves daños personales y
materiales. No se deben utilizar las funciones descritas antes de haber leído y
comprendido, en su totalidad, los documentos siguientes:
- Este manual de instrucciones.
- Todos los manuales de instrucciones de los componentes del sistema, en
particular las indicaciones de seguridad.
¡Advertencia! La electrocución puede ser mortal. Si el aparato está conectado
a la red durante la instalación, hay riesgo de graves daños personales y
materiales. Para efectuar trabajos en el aparato, es imprescindible:
- Poner el interruptor de red en la posición “O“.
- Desenchufar el aparato de la red.
- Desenchufar la clavija para la red
- Poner el interruptor de red en posición „O“
- Enchufar y bloquear el cable de masa en el zócalo de corriente positivo
- Con el otro extremo del cable de masa, establecer la unión con la pieza de trabajo
- Enchufar el cable de soldar de la antorcha TIG en el zócalo de corriente negativo y
bloquear girando hacia la derecha
- Enchufar la clavija de control de la antorcha a la conexión de control de antorcha y
bloquearla
- Equipar la antorcha (ver el manual de instrucciones de la antorcha)
- Enroscar el regulador de presión a la bombona de gas protector y apretarlo
Al utilizar una antorcha TIG con conexión de gas integrada:
- En el lado posterior de la fuente de corriente, conectar el regulador de presión por
medio de la manguera de gas al zócalo de conexión de gas protector
- Apretar el racor
Sólo al utilizar una antorcha refrigerada por agua y un aparato refrigerador:
- Conectar las conexiones de agua de la antorcha a las conexiones de alimentación
de agua y retorno de agua del aparato refrigerador.
- Enchufar la clavija para la red
Sólo al utilizar un regulador a distancia:
- Conectar el regulador a distancia al zócalo de conexión para el regulador a distancia
28
Page 45

Seleccionar el
modo de operación
¡Precaución! Riesgo de daños personales y materiales originado por electro-
cución. En cuanto se ponga el interruptor de red en la posición “I“, el electrodo
de tungsteno de la antorcha está bajo tensión. Prestar atención a que el
electrodo de tungsteno no entre en contacto con personas o con piezas con
conductividad eléctrica o conectadas a tierra (por ejemplo, caja del aparato,
etc.).
- Poner el interruptor de red en la posición „I“
(7)
(6)
(3)
Seleccionar el
procedimiento
(MagicWave)
(7+5)
(6+5)
(3)
Por medio de la tecla de modo de operación (3) seleccionar:
- Modo de operación de 2 tiempos (7) con cebado AF
- Modo de operación de 4 tiempos (6) con cebado AF
- Modo de operación de 2 tiempos (7+5) con cebado por contacto
- Modo de operación de 4 tiempos (6+5) con cebado por contacto
¡Observación! No utilizar electrodos de tungsteno puro con las fuentes de
corriente TransTig (color identificativo: verde).
- Por medio de la tecla de procedimiento seleccionar:
Procedimiento de soldadura AC o
Procedimiento soldadura DC
29
Page 46

Formación de
calota (MagicWave)
Con el procedimiento soldadura AC seleccionado se dispone de la formación automática
de calota para las fuentes de corriente MagicWave. Para resultados óptimos, ésta tiene
en cuenta el diámetro del electrodo ajustado.
La formación automática de calota proporciona en cada caso la formación de la
calota óptima durante el inicio de la
soldadura. No es necesaria la formación
de calota separada en una pieza de
prueba.
Después del cebadoAntes del cebado
Ilustr. 21 Formación de calota
¡Observación! El procedimiento soldadura AC con formación de calota activada no es necesario cuando en el electrodo de tungsteno esté formada una
calota de tamaño suficiente.
Ajustar el diámetro del electrodo para el electrodo de tungsteno con el regulador de
ajuste.
Activar la formación de calota empujando brevemente la tecla de la antorcha hacia
delante.
Ajustar parámetros
Ajustar la cantidad de gas
protector
Cebado del arco
voltaico - Generalidades
Soldadura sincronizada TIG AC
(MagicWave)
Ajustar los parámetros deseados por medio de los potenciómetros ubicados en el panel
de control.
El listado de los parámetros disponibles en los niveles de programa figura en el capítulo
„Ajustes previos del nivel de programa“.
- Pulsar la tecla Comprobar gas
- Ajustar la cantidad de gas deseada
Para un desarrollo del cebado óptimo, con el procedimiento soldadura TIG-AC seleccionado, las fuentes de corriente MagicWave tienen en cuenta el diámetro del electrodo.
Adicionalmente también calcula la temperatura actual del electrodo, basada en la
duración y pausa de soldadura precedentes.
Para la sincronización de red de dos fuentes de corriente para la soldadura AC simultánea en ambos lados.
Las indicaciones acerca del ajuste del parámetro SYn figuran en el capítulo „Niveles de
programa P1 - P3“, apartado „Nivel de programa parámetros AC P3“.
¡Observación! La secuencia de fases debe ser idéntica para ambos aparatos.
30
Page 47
Cebado AF
Las indicaciones para el ajuste del parámetro de configuración HFt figuran en el capítulo
„Ajustes previos del nivel de programa:
Con el parámetro HFt se ajusta el espaciado temporal de los impulsos de alta frecuencia a 0,01 segundos. En el estado de suministro de la fuente de corriente el parámetro
HFt se encuentra en „0,01s“.
¡Observación! Si se produjeran problemas con aparatos sensibles en la
cercanía, se puede incrementar el parámetro HFt hasta 0,4 s.
A diferencia del cebado por contacto, con el cebado AF no hay el riesgo de ensuciar el
electrodo ni la pieza de trabajo.
31
Page 48

(continuación)
Para el cebado del arco voltaico proceder de la manera siguiente:Cebado AF
- Situar el inyector de gas en el punto
de cebado, de modo que entre el
electrodo de tungsteno y la pieza de
trabajo haya aproximadamente de 2 a
3 mm (0.08 hasta 0.12 pulg.) de
distancia.
Ilustr. 22 Colocar el inyector de gas.
- Incrementar la inclinación de la
antorcha y accionar la tecla de la
antorcha según el modo de operación
seleccionado
(capítulo „Modos de operación TIG“)
- El arco voltaico se enciende sin
contacto con la pieza de trabajo
Ilustr. 23 Cebado AF sin contacto
Ilustr. 24 Soldar
- Inclinar la antorcha a la posición
normal
32
Page 49

Cebado por
contacto
Para el cebado del arco voltaico proceder de la manera siguiente:
- Situar el inyector de gas en el punto
de cebado, de modo que entre el
electrodo de tungsteno y la pieza de
trabajo haya aproximadamente de 2 a
3 mm (0.08 hasta 0.12 pulg.) de
distancia.
Ilustr. 25 Colocar el inyector de gas.
- Accionar la tecla de la antorcha - el
gas protector fluye
- Enderezar lentamente la antorcha,
hasta que el electrodo de tungsteno
entre en contacto con la pieza
Supervisión de
cebado
Ilustr. 26 Cebado por contacto con la pieza
- Levantar la antorcha y girarla a la
posición normal, el arco voltaico se
enciende
Ilustr. 27 Soldar
Si en un período de tiempo de 5 segundos no se produce el arco voltaico, la fuente de
corriente se desconecta automáticamente. Para un nuevo intento pulsar repetidas veces
la tecla de la antorcha.
33
Page 50
Soldadura por electrodo
Seguridad
Preparativos
¡Advertencia! El manejo incorrecto puede causar graves daños personales y
materiales. No se deben utilizar las funciones descritas antes de haber leído y
comprendido, en su totalidad, los documentos siguientes:
- Este manual de instrucciones.
- Todos los manuales de instrucciones de los componentes del sistema, en
particular las indicaciones de seguridad.
Apagar los aparatos refrigeradores disponibles (ver el capítulo „Ajustes previos del nivel
de programa“, „Parámetros TIG“, C-C ... Cooling unit control)
¡Advertencia! La electrocución puede ser mortal. Si el aparato está conectado
a la red durante la instalación, hay riesgo de graves daños personales y
materiales. Para efectuar trabajos en el aparato, es imprescindible:
- Poner el interruptor de red en la posición “O“.
- Desenchufar el aparato de la red.
- Desenchufar la clavija para la red
- Poner el interruptor de red en posición „O“
- Desmontar la antorcha TIG
¡Importante! La fuente de corriente TransTig no dispone de conmutación de procedimiento soldadura por electrodo DC- / procedimiento soldadura por electrodo DC+.
Si con la fuente de corriente TransTig se debe cambiar de procedimiento soldadura por
electrodo DC- a soldadura por electrodo DC+, cambiar de sitio el soporte de electrodo y
el cable de masa en los zócalos de soldadura.
- Enchufar y bloquear el cable de masa en el zócalo de corriente positivo
- Con el otro extremo del cable de masa establecer la unión con la pieza de trabajo
- Enchufar el cable de soldar en el zócalo de corriente negativo y bloquearlo girándolo hacia la derecha
- Enchufar la clavija para la red
Sólo al utilizar un regulador a distancia:
- Conectar el regulador a distancia al zócalo de conexión para el regulador a distancia
34
Page 51

Seleccionar el
modo de operación
¡Precaución! Riesgo de daños personales y materiales originado por electro-
cución. En cuanto ponga el interruptor de red en la posición “I“, el electrodo
lleva tensión. Prestar atención a que el electrodo no entre en contacto con
personas o con piezas con conductividad eléctrica o conectadas a tierra (por
ejemplo, caja del aparato, etc.).
- Poner el interruptor de red en la posición „I“
Por medio de la tecla de modo de operación (3) seleccionar:
- Modo de operación soldadura por
electrodo (5)
(5)
(3)
Seleccionar el
procedimiento
(MagicWave)
Ajustar parámetros
- Por medio de la tecla de procedimiento seleccionar:
Procedimiento de soldadura AC o
Procedimiento soldadura DC
Procedimiento soldadura DC+
El listado de los parámetros disponibles se encuentra en el capítulo „Ajustes previos del
nivel de programa“.
- La indicación de tensión de soldadura muestra la tensión en vacío
- Dado el caso, conectar el regulador a distancia TPmc (ajustar la dinámica y Hotstart)
- Preseleccionar la corriente de soldadura I
H
- Iniciar el proceso de soldadura.
35
Page 52

Operación de regulador a distancia
Seguridad
Generalidades de
la operación de
regulador a
distancia
¡Advertencia! El manejo incorrecto puede causar graves daños personales y
materiales. No se deben utilizar las funciones descritas antes de haber leído y
comprendido, en su totalidad, los documentos siguientes:
- Este manual de instrucciones.
- Todos los manuales de instrucciones de los componentes del sistema, en
particular las indicaciones de seguridad.
¡Advertencia! La electrocución puede ser mortal. Si el aparato está conectado
a la red durante la instalación, hay riesgo de graves daños personales y
materiales. Para efectuar trabajos en el aparato, es imprescindible:
- Poner el interruptor de red en la posición “O“.
- Desenchufar el aparato de la red.
Un mando a distancia resulta apropiado cuando se trata de efectuar los ajustes directamente desde el puesto de soldadura. El regulador a distancia está conectado a la fuente
de corriente mediante unos cables especiales de regulador a distancia con una longitud
de 5, o bien, 10 m (197, o bien, 394 pulg.).
Los tipos de regulador a distancia siguientes se encuentran a disposición:
- Reguladores a distancia manuales TIG y E (AC) TR53mc
- Regulador manual E y regulador a distancia TIG (DC) TPmc
- Regulador a distancia de impulsos TIG (AC/DC) TR50mc
- Regulador a distancia de punteado TIG (DC) TR51mc
- Regulador a distancia de pie TIG (AC/DC) TR52mc
Regulador a
distancia AC TR
53mc
El regulador a distancia AC TR 53mc resulta especialmente adecuado para el trabajo de
soldadura TIG-AC. Con el regulador a distancia se pueden ajustar los parámetros
siguientes:
- Corriente de soldadura principal I
- Balance AC
- Frecuencia AC
Ilustr. 28 Regulador a distancia AC TR53 mc
H
(33)
(34)
(35)
36
Page 53

Regulador a
distancia AC TR
53mc
(continuación)
(33) Regulador de ajuste corriente principal IH ... para el ajuste progresivo de la corri-
ente de soldadura
(34) Regulador de ajuste frecuencia del arco voltaico AC ... para cambiar la concen-
tración del arco voltaico
(35) Regulador de ajuste balance ... para modificar la semionda positiva y negativa en
el margen E manual y TIG-AC.
¡Importante! En caso de utilización del regulador a distancia para la soldadura manual E
en el margen AC o DC, para la corriente Hot-Start, el tiempo Hot-Start y la dinámica rigen
los valores ajustados en el aparato. (Capítulo „Ajustes previos del nivel de programa“)
Regulador a
distancia de
impulsos TIG TR
50mc
Conectar el regulador a distancia de impulsos TIG al zócalo de conexión LocalNet.
(12)
- La indicación Soldadura por impulsos TIG (12) parpadea cuando el regulador a
distancia está conectado.
Para el regulador a distancia de impulsos TR 50mc existen dos modos de operación:
- Regulación de corriente pulsatoria I1 en el regulador a distancia TR 50mc
- Regulación de corriente pulsatoria I1 con regulador a distancia de pie TR 52mc
(36) Regulador de ajuste corriente de
impulsos I1 ... para el ajuste progresivo de la corriente principal de impulsos
(36)
(38)
(37) Regulador de ajuste frecuencia de
(39)
impulsos f ... para el ajuste progresivo de la frecuencia de impulsos en
(37)
(40)
función del margen de frecuencia
preseleccionado (40)
(41)
Ilustr. 29 Regulador a distancia de impulsos TIG TR
50mc
(42)
(38) Regulador de ajuste corriente básica I2 ... para el ajuste porcentual de la corrien-
te básica respecto al valor ajustado de la corriente de impulsos I1 (36)
(39) Regulador de ajuste Duty-Cycle dcY ... para el ajuste porcentual de la relación
entre la fase de corriente de impulsos y la fase de corriente básica.
Ejemplo de ajuste para una baja aportación de calor:
Regulador de ajuste Duty-Cycle en la posición „10“
- Breve fase de corriente de impulsos del 10%
- Larga fase de corriente básica del 90%
37
Page 54

Regulador a
distancia de
impulsos TIG TR
50mc
(continuación)
(40) Regulador de ajuste margen de frecuencia ... para la preselección escalonada de
la frecuencia deseada
Márgenes de ajuste:
- 0,2 - 2 Hz
- 2 - 20 Hz
- 20 - 200 Hz
- 200 - 2000 Hz
La siguiente ilustración representa la pulsación TIG con el procedimiento soldadura DC
seleccionado.
I
I
1
I
2
Ilustr. 30 Pulsación TIG - Curva de la corriente de soldadura
I
S
t
up
1/F-P
Leyenda:
- IS......... Corriente inicial
- IE......... Corriente de cráter final
- tUp....... Up-Slope
- t
.... Down-Slope
Down
- dcY ..... Duty cycle
- I2......... Corriente básica
- I1......... Corriente principal
- F-P ..... Frecuencia de impulsos
(1/F-P = espaciado temporal entre
dos impulsos)
dcY
t
down
I
E
t
(41) Zócalo de conexión fuente de corriente ... para la conexión del regulador a
distancia a la fuente de corriente
(42) Zócalo de conexión regulador a distancia de pie ... para la conexión del regula-
dor a distancia de pie TR 52mc. Resulta especialmente ventajoso para la soldadura
manual TIG. El cambio de la corrientes de soldadura durante el proceso de soldadura es posible (por ejemplo, espesor variable del material).
38
Page 55

Regulador a
distancia de pie
TIG TR 52mc
El regulador a distancia de pie TIG 52mc resulta especialmente adecuado para la
soldadura de formas complicadas de piezas de trabajo.
Ilustr. 31 Regulador a distancia de pie TIG TR 52mc
Función:
- La indicación de operación de 2 tiempos se ilumina cuando el regulador a distancia
está conectado (conmutación automática)
- Ajustar el regulador de ajuste corriente principal IH a la corriente máxima deseada
- Ajustar el tiempo de flujo previo de gas y el tiempo de flujo posterior de gas directamente en la fuente de corriente (capítulo “Ajustes previos del nivel de programa”)
- Introducir el proceso de cebado pisando ligeramente el pedal
- La corriente inicial IS, la corriente principal IH y la corriente de cráter final pueden ser
controladas con el pedal
¡Importante! Al pisar a fondo el pedal, la corriente de soldadura no excede el valor
preseleccionado.
- Desconectar la corriente de soldadura mediante descarga completa del pedal
- El proceso de soldadura está interrumpido y transcurre el tiempo de flujo posterior
de gas.
I
I
H
I
I
GAS
G-H
G-L
Ilustr. 32 Desarrollo funcional con el regulador a distancia de pie TR 52mc
t
39
Page 56
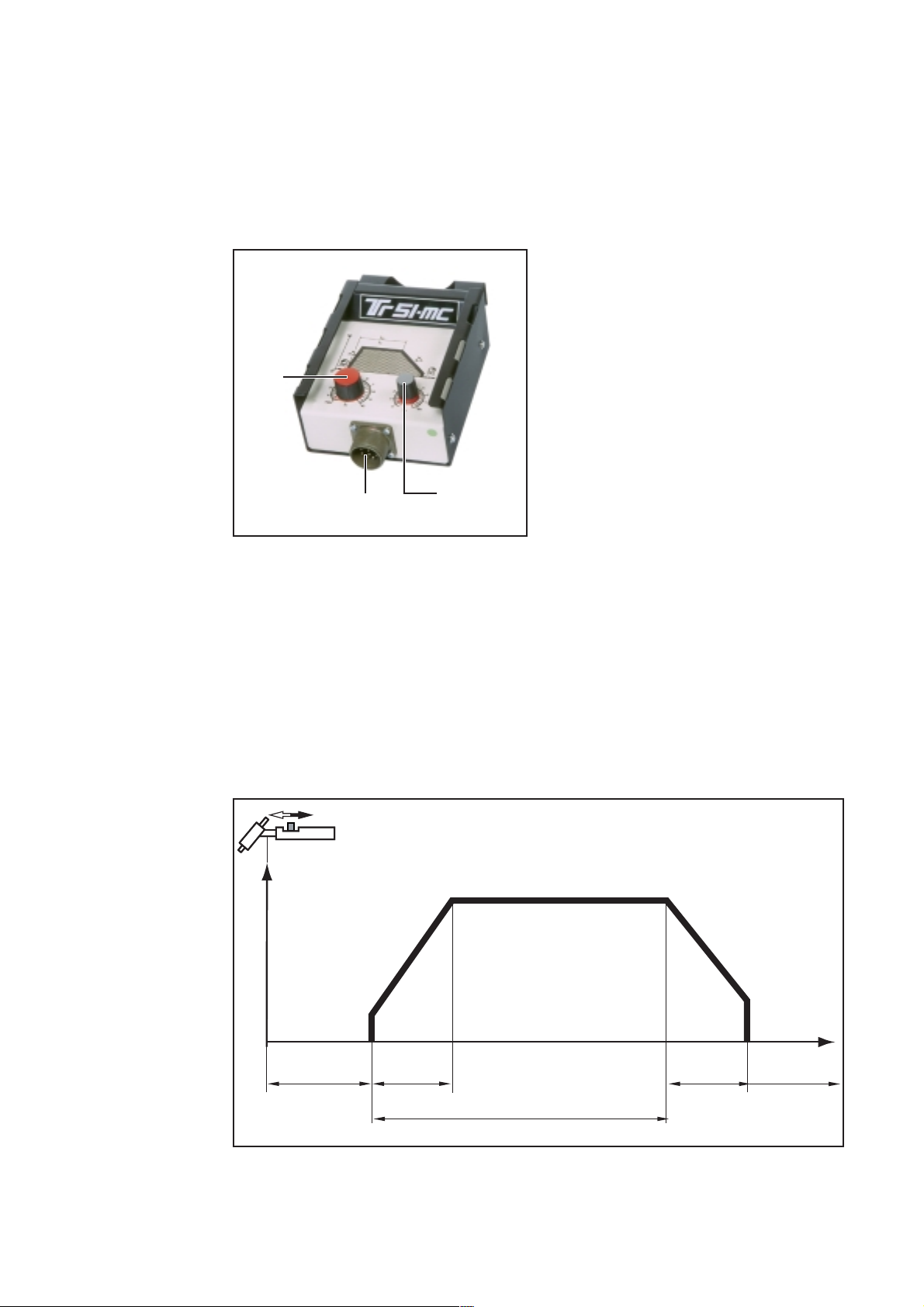
Regulador a
distancia de
punteado TIG TR
51MC
Muy a menudo la soldadura de construcciones inoxidables en el campo de chapas finas
resulta imposible debido a que está condicionada por la fuerte deformación de material.
De igual modo, los puntos de unión con acceso unilateral pueden ser abordados sin
problema con el procedimiento por puntos TIG.
¡Importante! Habitualmente los materiales de aluminio no se dejan unir bien o no se
dejan unir por medio de la soldadura por puntos TIG. La capa de óxido entre las chapas
no puede ser eliminada.
(43) Corriente de punteado de regulador I
(44) Zócalo de conexión regulador a
distancia
(45) Tiempo de punteado de regulador SPt
(43)
(0,1 - 8 s)
(45)
(44)
Ilustr. 33 Regulador a distancia de punteado TIG
TR 51MC
Desarrollo funcional:
- La indicación de operación de 2 tiempos se ilumina cuando el regulador a distancia
está conectado (conmutación automática)
- Ajustar el tiempo de descenso de corriente en la fuente de corriente.
- Utilizar el inyector especial de punteado (se encuentra asentado en el cono)
- Montar el electrodo de tungsteno retirado respecto al borde del inyector (aproximadamente 2-3 mm (0.10 pulg.) en función del tamaño de punto)
- Colocar la antorcha sobre la chapa y ejercer una ligera presión sobre el material
base
- Iniciar el proceso de punteado (evitar ranuras de aire)
1
I
GAS
Ilustr. 34 Puntear
I
1
t
t
up
t
down
SPt
40
G-L
G-H
Page 57

Regulador a
distancia TP MC /
TP MC-CEL
El regulador a distancia TP MC / TP MC-Cel resulta especialmente apropiado para la
soldadura manual por electrodo y la soldadura TIG-DC.
(46)
(46)
(47)
(48)
3
1
5
DYNAMIC
7
9
40 60
20
0
HOT START
80
100
(48)(47) (50)(49)
Ilustr. 35 Regulador a distancia TP mc
Ilustr. 36 Regulador a distancia TP mc-CEL
(46) Regulador de ajuste corriente de soldadura ... para el ajuste progresivo de la
corriente de soldadura
(47) Regulador de ajuste dinámica ... dYn - dynamic - corrección de la dinámica
Para obtener un resultado óptimo de soldadura, en algunos casos es necesario
ajustar la dinámica. El ajuste del parámetro „dYn“ figura en el capítulo „Ajustes
previos del nivel de programa“ - Apartado „Parámetros de configuración electrodo“.
Principio de funcionamiento
En el momento de la transición de gota, o bien, en caso de cortocircuito, tiene lugar
un incremento de la intensidad de corriente, de corta duración. Para conservar un
arco voltaico estable, la corriente de soldadura aumenta temporalmente. Ante el
riesgo de que el electrodo se hunda en el baño de fusión, esta medida impide el
endurecimiento del baño de fusión así como un cortocircuito prolongado del arco
voltaico. De esta manera queda prácticamente excluida la adherencia del electrodo.
Margen de ajuste del parámetro dYn
0 ......... Arco voltaico suave y con pocas salpicaduras
10 ....... Arco voltaico más duro y estable
(48) Regulador de ajuste Hotstart ... Para obtener un resultado óptimo de soldadura,
en algunos casos se debe ajustar la función Hot-Start.
Ventajas
- Mejora de las propiedades de cebado, incluso para electrodos con pobres
propiedades de cebado
- Fusión mejorada del material base en la fase inicial, por lo cual hay menos
puntos fríos
- Se evitan, en gran medida, las inclusiones de escoria
41
Page 58
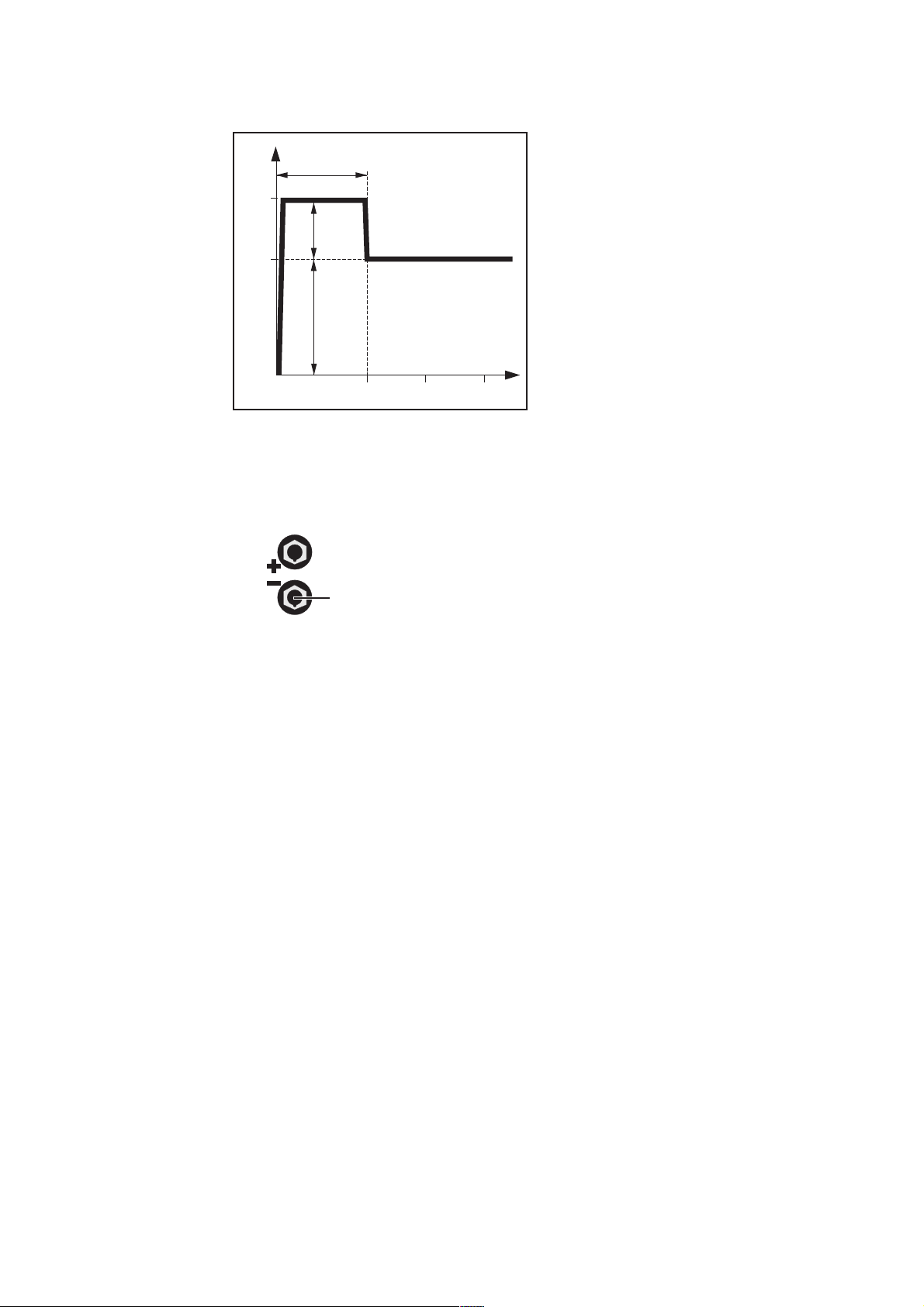
Regulador a
distancia TP MC /
TP MC-CEL
(continuación)
El ajuste de los parámetros disponibles figura en el capítulo „Ajustes previos del nivel de
programa“.
I (A)
Hti
Leyenda
HTI .... Hot-current time = Tiempo de
corriente en caliente,
150
0-2 s, ajuste de fábrica 0,5 s
HCU .. Hot-start-current = Corriente de
100
HCU
I1........ Corriente principal = Corriente de
inicio en caliente, 0-100%
soldadura ajustada
I
1
Funcionamiento
Durante el tiempo de corriente en caliente
(Hti) ajustado, la corriente de soldadura se
t (s)
0,5 1 1,5
Ilustr. 37 Ejemplo de la función „Hot-Start“
aumenta hasta un valor determinado. Este
valor es un 0-100 % (HCU) más elevado
que la corriente de soldadura (I1) ajustada.
(49) Selector de polos ... para la conmutación de la polaridad de electrodos
¡Importante! El cable manual de electrodo debe estar conectado al zócalo de
conexión (24).
(24)
(50) Interruptor de margen para TIG, o bien, electrodo
42
Page 59
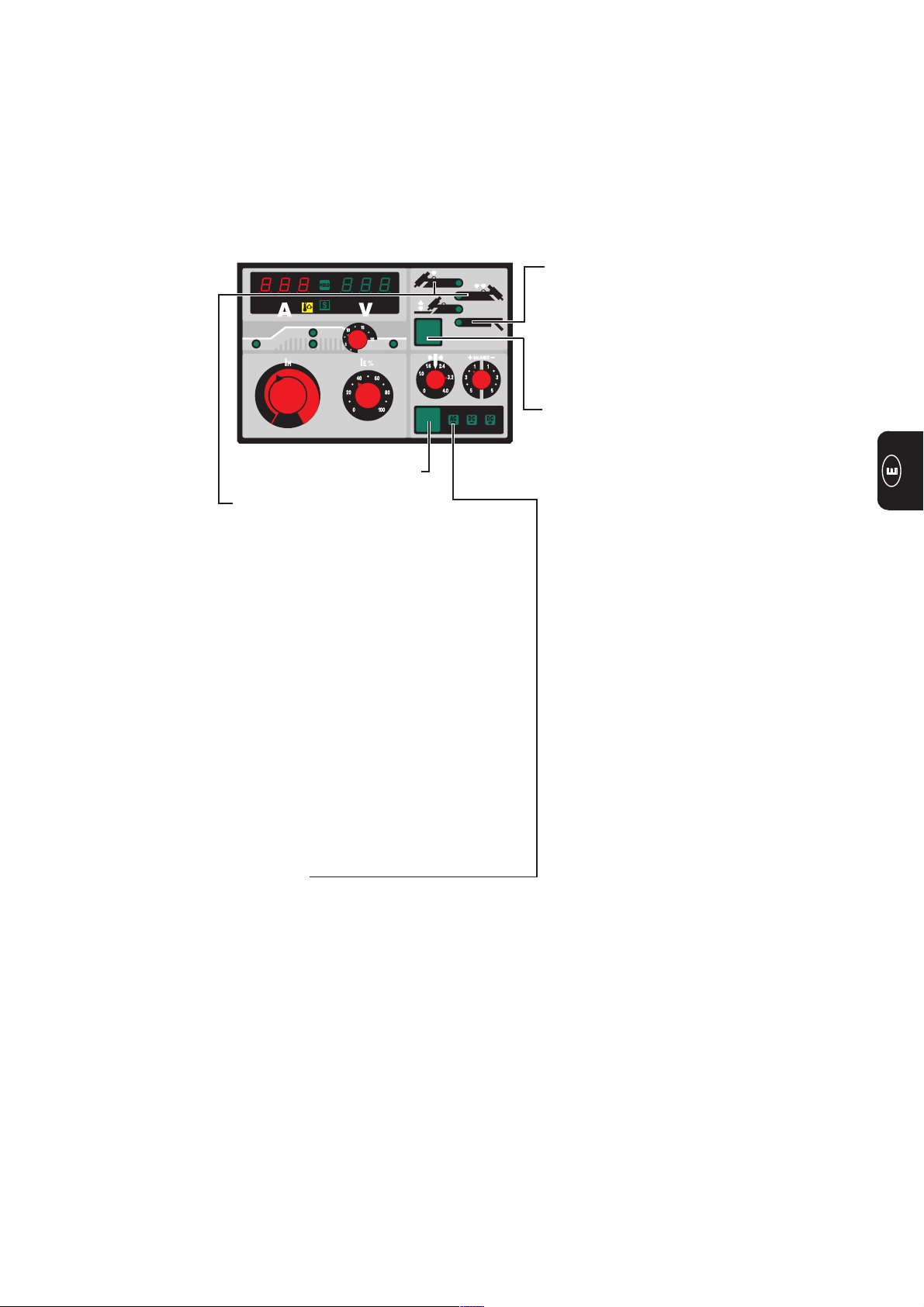
Trabajar con niveles de programa
Sinopsis
La siguiente ilustración muestra la sinopsis de los ajustes de parámetro en los ajustes
previos del nivel de programa mediante el ejemplo del panel de control MagicWave. Una
descripción detallada de estos ajustes figura en los capítulos siguientes.
Parámetros de configuración electrodo:
Hti ...... Tiempo de corriente en caliente
HCU .. Corriente de inicio en caliente
dYn .... Corrección de la dinámica
PRO .. Guardar programa
FAC ... Resetear el equipo de soldadura
Tecla Modo de operación (3)
Tecla Procedimiento (18)
Parámetros TIG:
GAS... Flujo previo de gas
G-L .... Flujo posterior de gas con corrien-
te de soldadura mínima
G-H.... Flujo posterior de gas con corrien-
te de soldadura máxima
UPS ... Up-Slope
SCU... Start Current - corriente inicial en
% de I
I3 ....... Corriente de descenso
HFt .... Alta frecuencia
SCU... Start-Current rel/abs
StS..... Operación especial de 2 tiempos
SFS ... Operación especial de 4 tiempos
C-C .... Control del aparato refrigerador
E-S .... Desconexión de la fuente de
PRO .. Guardar programa
FAC ... Restaurar
H
corriente
TIG AC:
Igual que el modo de operación TIG-DC
43
Page 60
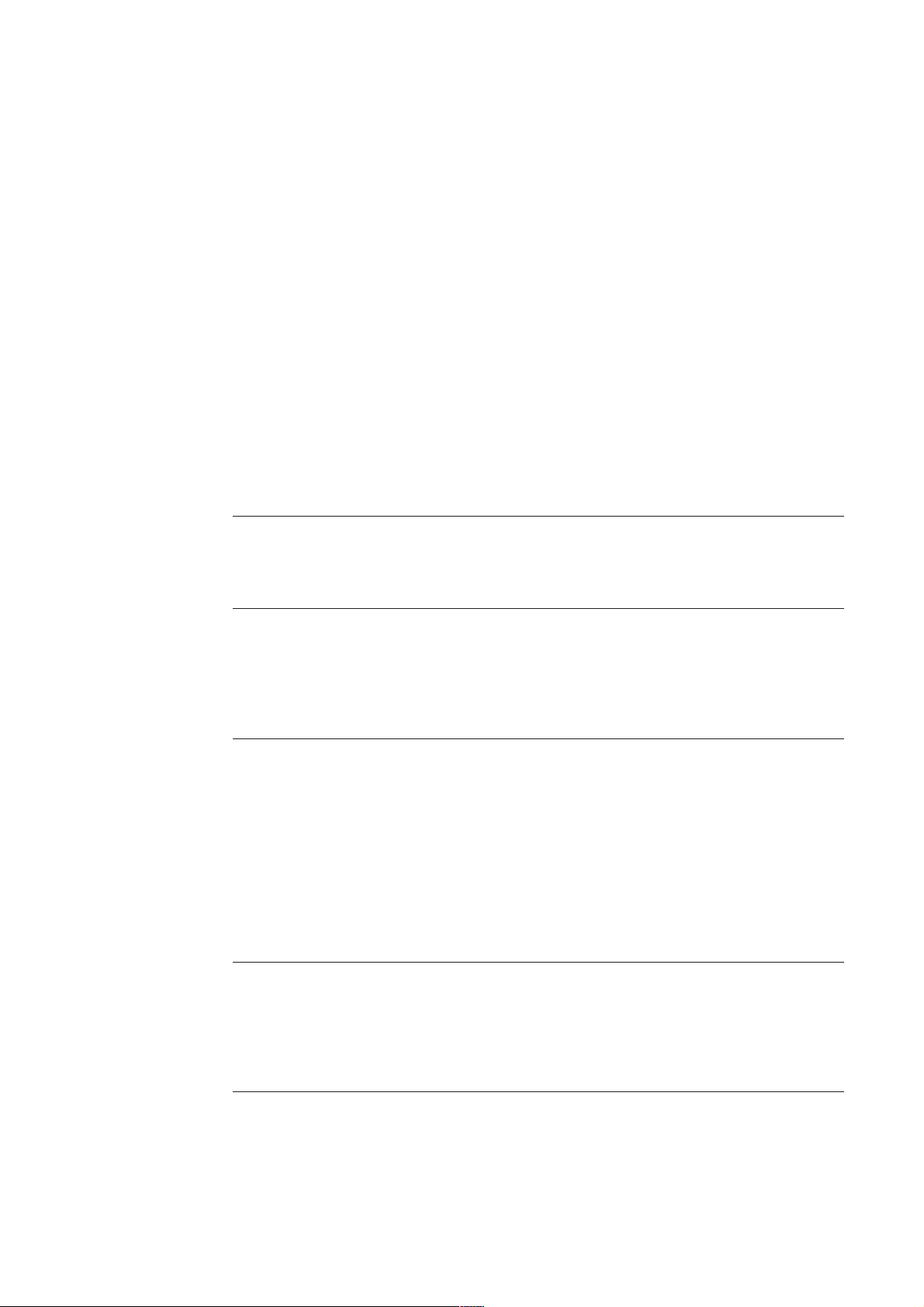
Ajustes previos del nivel de programa
Entrar 1. Seleccionar el modo de operación deseado TIG / electrodo
2. Apagar la fuente de corriente
3. Conectar la fuente de corriente con la tecla Modo de operación (3) o Procedimiento
(18) pulsada. Aparece „—“ para el nivel de ajustes previos.
4. Soltar la tecla Modo de operación (3) o Procedimiento (18)
Seleccionar y
modificar parámetros de configuración
Parámetros
disponibles
- Seleccionar el parámetro deseado con la tecla Modo de operación (3) o Procedimi-
ento (18)
- Con la tecla de la antorcha modificar el valor del parámetro
Parámetros disponibles para el modo de operación seleccionado TIG
GAS - Flujo previo de gas
Unidad s
Margen de ajuste 0 - 20
Ajuste de fábrica 0,4
G-L
Gas-Low - Flujo posterior de gas con corriente de soldadura mínima (tiempo de flujo de
gas posterior mínimo)
Unidad s
Margen de ajuste 2 - 26
Ajuste de fábrica 5
G-H
Gas-High - Tiempo de flujo posterior de gas con corriente de soldadura máxima
Unidad s
Margen de ajuste 2 - 26
Ajuste de fábrica 15
El valor de ajuste G-H sólo se aplica cuando realmente esté ajustada la corriente de
soldadura máxima. El valor real se deriva de la corriente de soldadura momentánea.
Con una corriente de soldadura media el valor real es, por ejemplo, la mitad del valor de
ajuste para G-H.
UPS
Up-Slope - Tiempo para la transición de la corriente inicial IS a la corriente de soldadura
I
H
Unidad s
Margen de ajuste 0,1 - 7
Ajuste de fábrica 1,0
44
Page 61
Parámetros
disponibles
(continuación)
SCU
Start-Current - Corriente inicial
Unidad %
Margen de ajuste DC: 0 - 100 / AC: 30 - 100 de la corriente principal I
H
Ajuste de fábrica DC: 29 / AC: 50
I3 - Corriente de descenso
Unidad %
Margen de ajuste 0 - 100 de la corriente principal I
H
Ajuste de fábrica 50
HFt
High Frequency time - Cebado de alta frecuencia: Espaciado temporal entre los impul-
sos de alta frecuencia
Unidad s
Margen de ajuste 0,01 - 0,4
Ajuste de fábrica 0,01
¡Observación! Si se produjeran problemas con aparatos sensibles en la
cercanía, se puede incrementar el parámetro HFt hasta 0,4 s.
SCU
Start-Current - Corriente inicial
Unidad Margen de ajuste rel / abs
Ajuste de fábrica rel
StS
Special two-step - Operación especial de 2 tiempos
Unidad Margen de ajuste ON / OFF
Ajuste de fábrica OFF
SFS
Special four-step - Operación especial de 4 tiempos
Unidad Margen de ajuste OFF / 1 - 5
Ajuste de fábrica OFF
Las variantes de los modos de operación especial de 4 tiempos se describen en el
capítulo „Modos de operación“.
C-C
Cooling unit control - Control del aparato refrigerador (opción)
Unidad Margen de ajuste Aut / ON / OFF
Ajuste de fábrica Aut
Posición „Aut“ .......Desconexión del aparato refrigerador 2 minutos después del final de
la soldadura
Posición „ON“ .......El aparato refrigerador permanece conectado constantemente
Posición „OFF“ ..... El aparato refrigerador permanece desconectado constantemente
45
Page 62
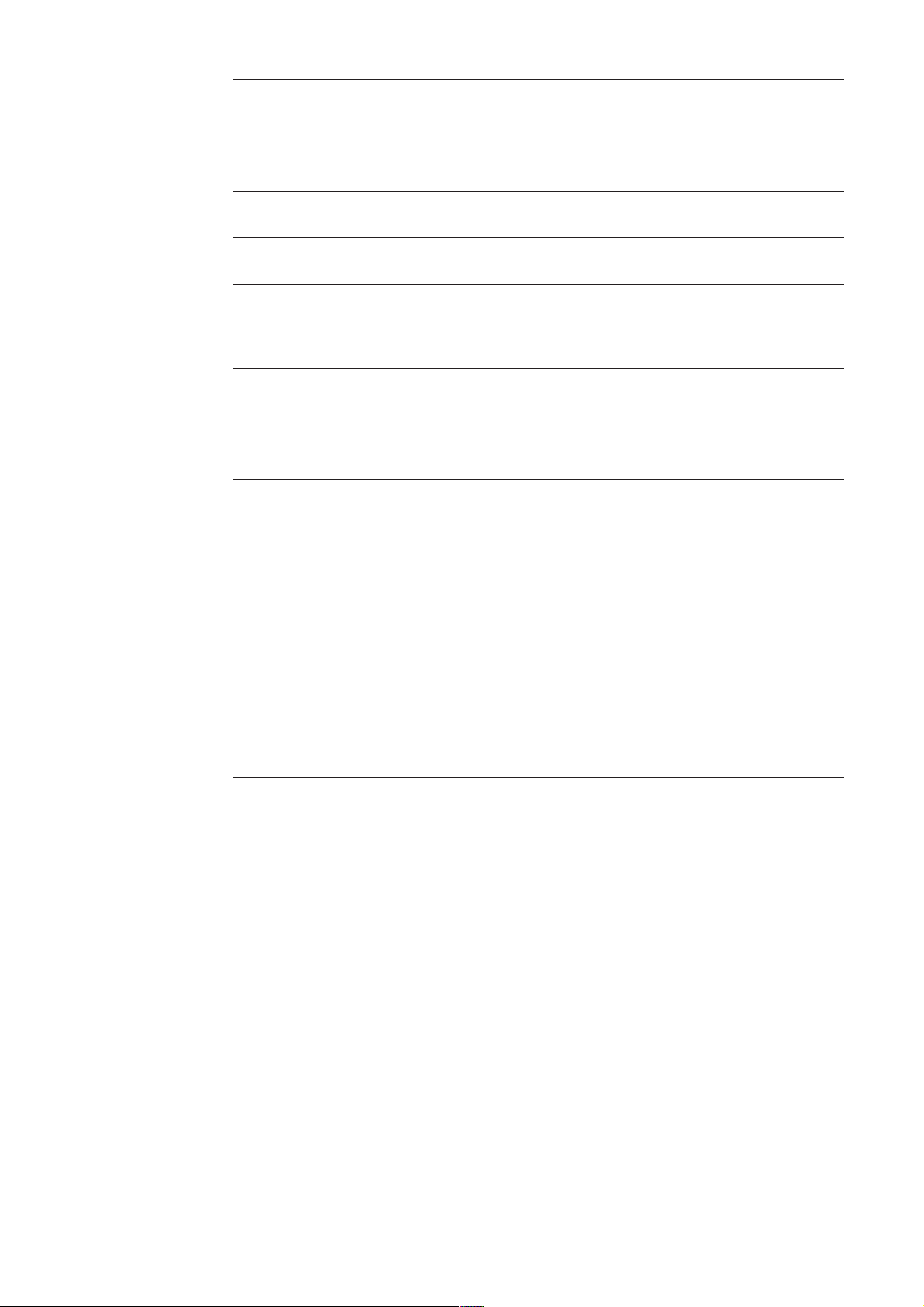
Parámetros
disponibles
(continuación)
E-S
Emergency Stop - Para detener la fuente de corriente a través del robot
Unidad Margen de ajuste ON / OFF
Ajuste de fábrica OFF
PRO
Programm - Guardar los parámetros ajustados pulsando la tecla de la antorcha
FAC
Factory - Resetear el equipo de soldadura pulsando la tecla de la antorcha
Parámetros disponibles con el modo de operación soldadura por electrodo seleccionado:
Hti
Hot-current time - Tiempo de corriente en caliente
Unidad s
Margen de ajuste 0,2 - 2,0
Ajuste de fábrica 0,5
HCU
Hot-start current - Corriente de inicio en caliente
Unidad %
Margen de ajuste 0 - 100
Ajuste de fábrica 50
Para obtener un resultado óptimo de soldadura, en algunos casos se debe ajustar la
función Hot-Start.
Ventajas
- Mejora de las propiedades de cebado, incluso para electrodos con pobres propieda-
des de cebado
- Fusión mejorada del material base en la fase inicial, por lo cual hay menos puntos
fríos
- Se evitan, en gran medida, las inclusiones de escoria
46
Page 63
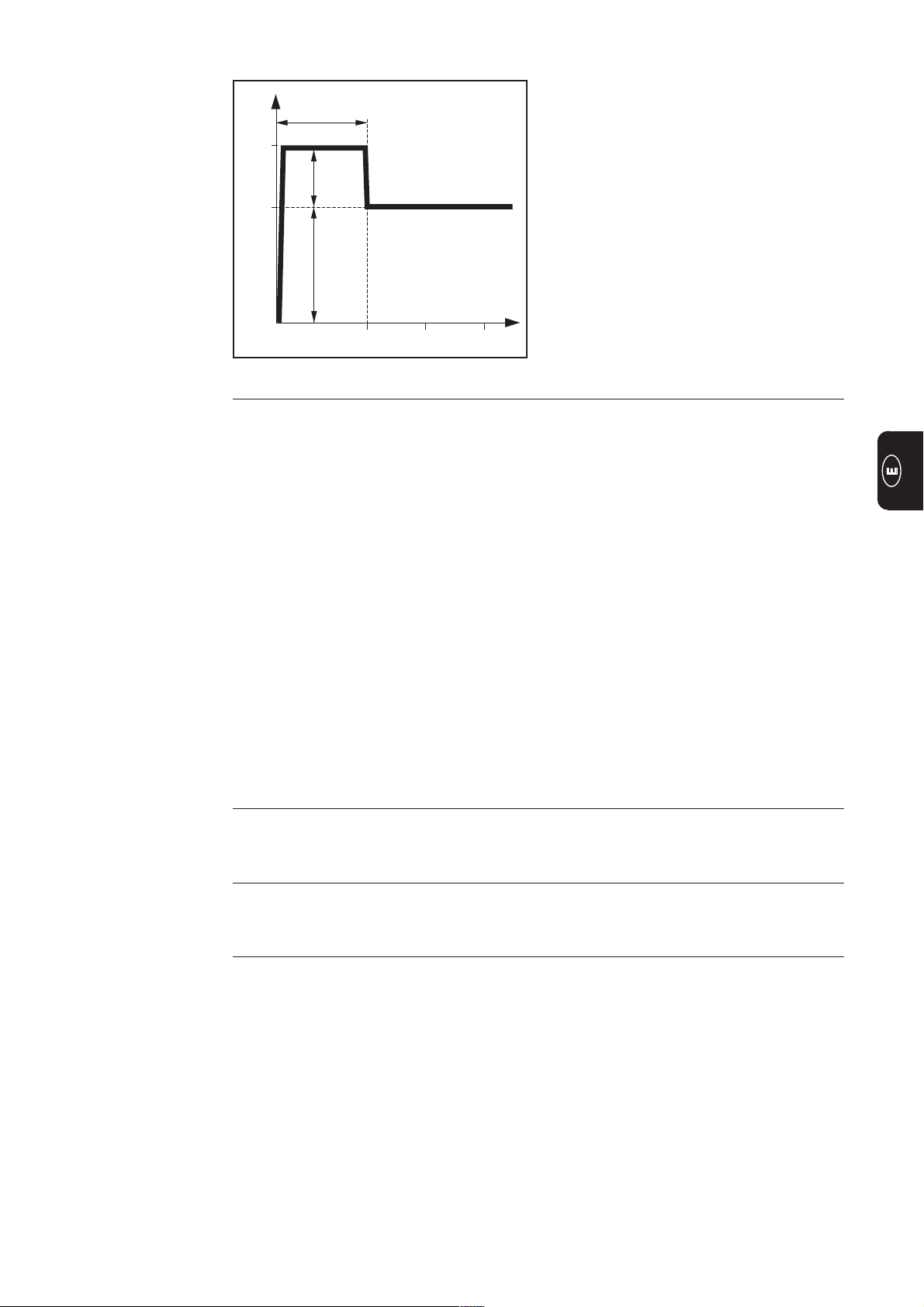
Parámetros
disponibles
(continuación)
I (A)
Hti
Leyenda
HTI .... Hot-current time = Tiempo de
corriente en caliente,
150
0-2 s, ajuste de fábrica 0,5 s
HCU .. Hot-start-current = Corriente de
100
HCU
I1........ Corriente principal = Corriente de
inicio en caliente, 0-100%, ajuste
de fábrica 50 %
soldadura ajustada
I
1
t (s)
0,5 1 1,5
Ilustr. 38 Ejemplo de la función „Hot-Start“
Funcionamiento
Durante el tiempo de corriente en caliente
(Hti) ajustado, la corriente de soldadura se
aumenta hasta un valor determinado. Este
valor es un 0-100 % (HCU) más elevado
que la corriente de soldadura (I1) ajustada.
dyn
dYn - dynamic - Corrección de la dinámica
Unidad A
Margen de ajuste 0 - 200
Ajuste de fábrica 40
Para obtener un resultado óptimo de soldadura, en algunos casos es necesario ajustar
la dinámica.
Principio de funcionamiento
En el momento de la transición de gota, o bien, en caso de cortocircuito, tiene lugar un
incremento de la intensidad de corriente, de corta duración. Para conservar un arco
voltaico estable, la corriente de soldadura aumenta temporalmente. Ante el riesgo de
que el electrodo se hunda en el baño de fusión, esta medida impide el endurecimiento
del baño de fusión así como un cortocircuito prolongado del arco voltaico. De esta
manera queda prácticamente excluida la adherencia del electrodo.
Margen de ajuste del parámetro dYn
0 ........ Arco voltaico suave y con pocas salpicaduras
100 .... Arco voltaico más duro y estable
PRO
Programm - Guardar los parámetros ajustados pulsando la tecla de la antorcha
FAC
Factory - Resetear el equipo de soldadura pulsando la tecla de la antorcha
47
Page 64

Niveles de programa P1 - P3
Entrar
Seleccionar y
modificar parámetros de configuración
Nivel de programa menú de
servicio P1
1. Conectar la fuente de corriente con la tecla Modo de operación (3) o Procedimiento
(18) pulsada. Aparece „—“ para el nivel de ajustes previos.
2. Pulsar la tecla de la antorcha hasta que aparezca
1. — .... Ajustes previos del nivel de programa
2. Aparece P1 ... Nivel de programa de menú de servicio
3. Aparece P2 ... Nivel de programa candado por código
4. Aparece P3 ... Nivel de programa parámetros AC
3. Soltar la tecla Modo de operación (3) o Procedimiento (18)
- Seleccionar el parámetro deseado con la tecla Modo de operación (3) o Procedimi-
ento (18)
- Con la tecla de la antorcha modificar el valor del parámetro
Menú de servicio con diferentes programas de prueba
Nivel de programa candado por
código P2
En el estado de suministro de la fuente de corriente el candado por código está desactivado.
Es posible introducir un código de tres dígitos.
Ajuste de fábrica 321
¡Importante! Resulta imprescindible apuntar las modificaciones de la combinación de
números.
Modificar y activar el código:
1. Seleccionar el nivel de programa P2
2. Introducir el código actual (para aparatos nuevos 321)
- Ajustar la cifra con el regulador de corriente principal IH (14)
- Confirmar la cifra con la tecla Modo de operación (3)
- Repetir el proceso dos veces hasta que aparezca „Cod OFF“ en la pantalla.
3. Cambiar con la tecla de la antorcha a „Cod ON“
4. Cambiar con la tecla Modo de operación (3) a „CYC__?“
5. CYC ... Ciclo indica cuántas veces se puede conectar el aparato sin tener que
efectuar una entrada de código.
6. Ajustar el número de ciclos con la tecla de la antorcha y confirmar este número con
la tecla Modo de operación (3)
Introducir el código numérico nuevo:
1. Seleccionar mediante la tecla de la antorcha 0-9 / A-H
2. Confirmar la entrada con la tecla Modo de operación (3)
3. Repetir el proceso dos veces hasta haber introducido el código
4. Pulsar la tecla de la antorcha
5. A modo de control se debe volver a introducir el código nuevo
6. Con la tercera confirmación, el código se guarda automáticamente.
48
Page 65

Nivel de programa candado por
código P2
(continuación)
¡Observación! Si se introduce el código tres veces seguidos incorrectamente
(ERR), la fuente de corriente cambia automáticamente a „LOC“. Se debe
repetir el proceso mediante una nueva desconexión y conexión.
7. La fuente de corriente se encuentra preparada para soldar
Desactivar el código:
1. Entrar al nivel de programa P2
2. Introducir el código actual
- Ajustar la cifra con el regulador de ajuste I
H
- Confirmar la cifra con la tecla Modo de operación (3)
- Repetir el proceso dos veces hasta que aparezca „Cod ON“ en la pantalla.
3. Pulsar la tecla de la antorcha hasta que aparezca „Cod OFF“.
4. Cambiar a „PRO“ con la tecla Modo de operación (3) o Procedimiento (18)
5. Pulsar la tecla de la antorcha
6. El código actual está desactivado y la fuente de corriente está preparada para
soldar
¡Importante! El código vuelve a ser 321.
Con motivo de la puesta en servicio de la fuente de corriente con el candado por código
activado se deben seleccionar las cifras con el regulador de ajuste IH y confirmar las
mismas con la tecla Modo de operación (3).
Nivel de programa parámetros
AC P3
(MagicWave)
Seleccionar los parámetros con la tecla Modo de operación (3) o Procedimiento (18) y
modificar su valor con la tecla de la antorcha
Parámetros disponibles:
ACF
AC-Frecuencia
Unidad Hz
Margen de ajuste 40 - 100
Ajuste de fábrica 60
POS
Semionda positiva
Unidad Margen de ajuste tri / SIN / rEC / OFF * (sólo para TIG)
Ajuste de fábrica SIN
nEG
Semionda negativa
Unidad Margen de ajuste tri / SIN / rEC / OFF * (sólo para TIG)
Ajuste de fábrica rEC
PRO
Programm - Guardar los parámetros ajustados pulsando la tecla de la antorcha
SYn
Función de sincronización
Unidad Margen de ajuste ON / OFF
Ajuste de fábrica OFF
* tri (triángulo), SIN (seno), rEC (rectángulo)
49
Page 66

Diagnóstico y solución de errores
Seguridad
Códigos de
servicio mostrados
¡Advertencia! La electrocución puede ser mortal. Antes de abrir el aparato:
- Poner el interruptor de red en la posición „O“.
- Separar el aparato de la red.
- Colocar un rótulo de aviso claro y legible para impedir cualquier reconexión.
- Asegurar con un medidor adecuado que los componentes con carga
eléctrica (por ejemplo, condensadores) estén descargados.
¡Precaución! Una conexión inapropiada del conductor de protección puede
causar graves daños personales y materiales. Los tornillos de la caja del
aparato constituyen una conexión adecuada del conductor de protección para
la puesta a tierra de la caja, y nunca deben ser sustituidos por otros tornillos
sin una conducción del conductor de protección fiable.
Cuando los indicadores muestren un mensaje de error de los enumerados aquí, el error
sólo podrá ser solucionado por el Servicio Técnico. Apunte el mensaje de error mostrado, junto con el número de serie y la configuración de la fuente de corriente y llame al
Servicio Técnico con una descripción detallada del error.
Mensaje de error de Print UTI1A:
Err 102
Causa: Cortocircuito de termosonda
Err 103
Causa: Interrupción de termosonda
Err 107
Causa: Error de acceso RAM
Err 109
Causa: Error secundario de sobretensión
Err 110
Causa: Desconexión de fuente de corriente
Err 112
Causa: Error offset ADC
Err 113
Causa: Error Gain ADC
Err 116
Causa: Error de circuito de refrigeración
Err 117
Causa: Error primario de exceso de corriente
Err 118
Causa: Error de alimentación de tensión (+5V, +15V)
50
Page 67
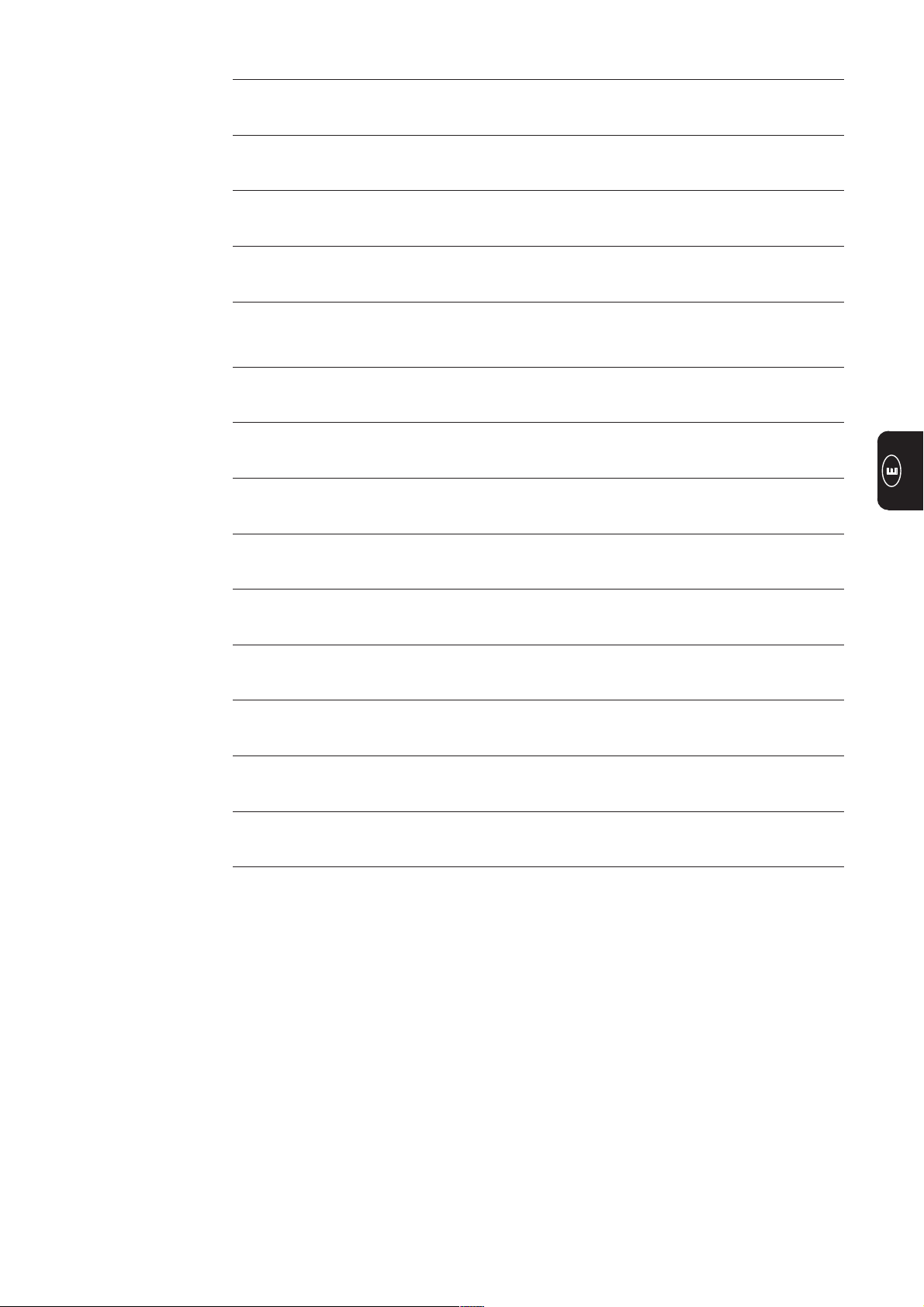
Códigos de
servicio mostrados
(continuación)
Err 119
Causa: Error de transmisión serial
Err 120
Causa: Error de pieza conductora
Err U-P
Causa: Sobretensión o falta de tensión primaria
Err 113
Causa: Error Gain ADC
Mensaje de error de Print UTMS1
Err 004
Causa: Error de temporizador (82C54)
Err 006
Causa: Inominal error de compensación
Err 007
Causa: Error de acceso RAM
Err 008
Causa: Error de acceso SEEPROM
Err 010
Causa: Error externo (sólo para operación de robot)
Err 012
Causa: Error offset ADC
Err 013
Causa: Error Gain ADC
Err 019
Causa: Error de transmisión serial
Err 021
Causa: Stack-Overflow
51
Page 68
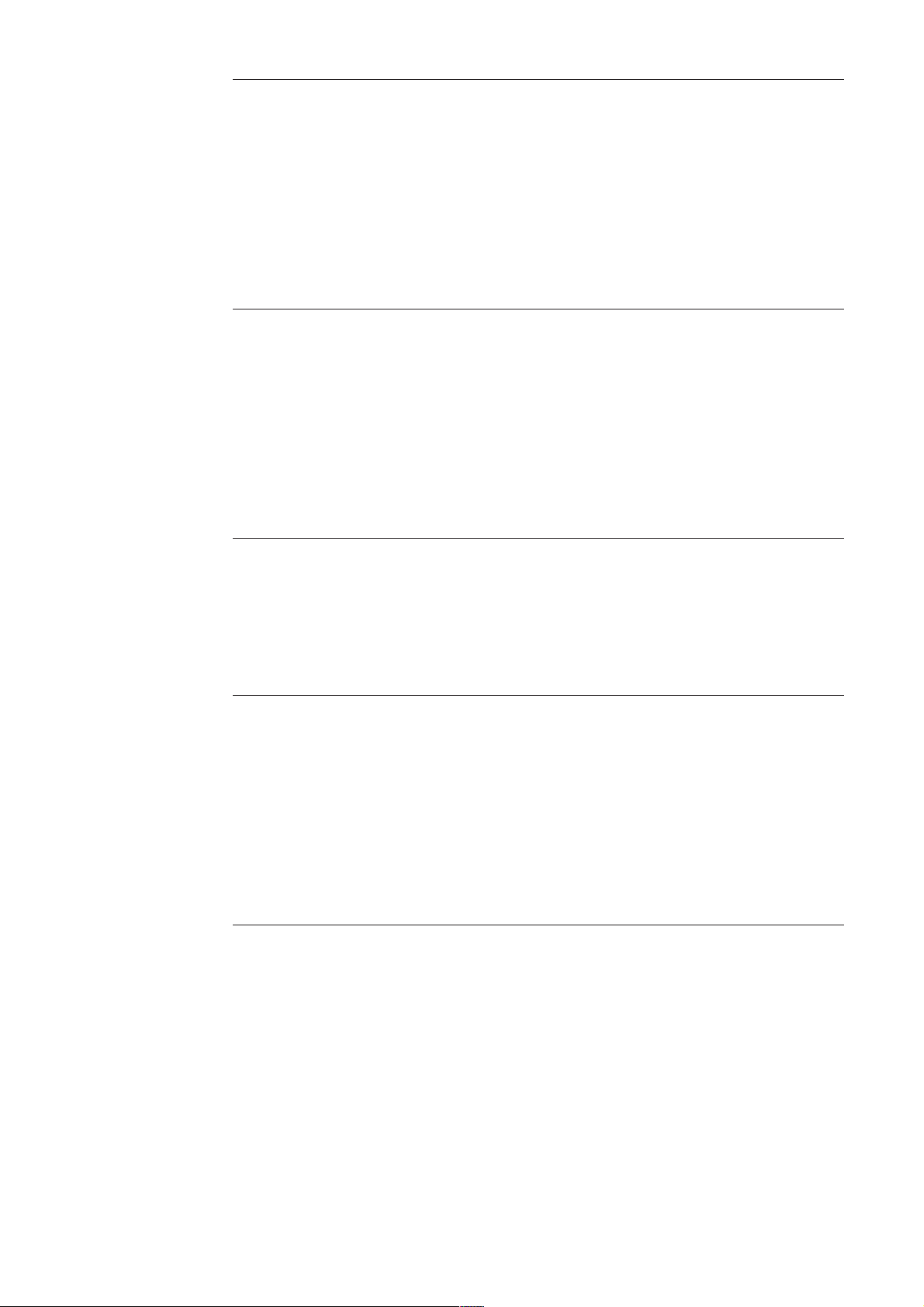
Fuente de corriente
La fuente de corriente no tiene función
Interruptor de red conectado, indicadores no se iluminan
Causa: Alimentación de red interrumpida, clavija para la red no enchufada
Solución: Comprobar la alimentación de red, si fuera necesario, enchufar la clavija
para la red
Causa: Fusible de red defectuoso
Solución: Cambiar el fusible
Causa: Caja de enchufe de red o clavija para la red defectuosa
Solución: Sustituir las piezas defectuosas
No hay corriente de soldadura
Interruptor de red conectado, indicación exceso de temperatura iluminada
Causa: Sobrecarga, se ha excedido la duración de ciclo de trabajo
Solución: Observar la duración de ciclo de trabajo
Causa: El automático de protección térmica se ha desconectado
Solución: Esperar la fase de enfriamiento; después de un breve periodo de tiempo,
la fuente de corriente se pone en marcha automáticamente
Causa: Ventilador de la fuente de corriente defectuoso
Solución: Cambiar el ventilador
No hay corriente de soldadura
Interruptor de red conectado, indicadores iluminados
Causa: Conexión de masa errónea
Solución: Comprobar la polaridad de la conexión de masa y del borne
Causa: Cable de corriente de la antorcha interrumpido
Solución: Cambiar la antorcha
No hay función después de pulsar la tecla de la antorcha
Interruptor de red conectado, indicadores iluminados
Causa: Clavija de control no está enchufada
Solución: Enchufar la clavija de control
Causa: El tiempo restante de Power on después de la conexión aún no ha trans-
currido
Solución: Esperar 10 s después de la conexión
Causa: Antorcha, o bien, cable de control de antorcha defectuoso
Solución: Cambiar la antorcha
52
Page 69

Fuente de corriente
(continuación)
No hay gas protector
Todas las demás funciones están disponibles
Causa: Bombona de gas vacía
Solución: Cambiar la bombona de gas
Causa: Regulador de presión de gas defectuoso
Solución: Cambiar el regulador de presión de gas
Causa: Manguera de gas dañada o no montada
Solución: Cambiar o montar la manguera de gas
Causa: Antorcha defectuosa
Solución: Cambiar la antorcha
Causa: Válvula magnética de gas defectuosa
Solución: Cambiar la válvula magnética de gas
Malas propiedades de soldadura
Causa: Parámetros de soldadura incorrectos
Solución: Comprobar los ajustes
Causa: Conexión de masa errónea
Solución: Comprobar la polaridad de la conexión de masa y del borne
Antorcha se calienta mucho
Causa: Dimensiones insuficientes de la antorcha
Solución: Observar la duración de ciclo de trabajo y los límites de carga
Causa: Sólo para equipos refrigerados por agua: Caudal de agua insuficiente
Solución: Controlar el nivel de agua, el caudal de agua, la suciedad del agua, etc.;
bomba de refrigerante bloqueada: Dar un impulso al eje de la bomba de
refrigerante utilizando un destornillador en el paso del eje.
Causa: Sólo para equipos refrigerados por agua: El parámetro C-C se encuentra
en “OFF“.
Solución: En el menú de configuración, ponga el parámetro C-C en “Aut“ o en “ON“.
53
Page 70

Cuidado, mantenimiento y eliminación
Generalidades
Con cada puesta
en servicio
En condiciones normales, la fuente de corriente sólo requiere un mínimo de cuidados y
mantenimiento. No obstante, es imprescindible observar algunos puntos para conservar
el equipo de soldadura a punto a lo largo de los años.
¡Advertencia! La electrocución puede ser mortal. Antes de abrir el aparato:
- Poner el interruptor de red en la posición „O“.
- Separar el aparato de la red.
- Colocar un rótulo de aviso claro y legible para impedir cualquier reconexión.
- Asegurar con un medidor adecuado que los componentes con carga
eléctrica (por ejemplo, condensadores) estén descargados.
- Comprobar los posibles daños de la clavija para la red y del cable de red, así como
de la antorcha, del paquete de mangueras de conexión y de la conexión de masa
- Comprobar que haya un espacio 0,5 m (1 pie 7 pulg.) alrededor del aparato, para
que el aire refrigerante pueda circular libremente
¡Observación! Las entradas y salidas de aire nunca deben estar tapadas, ni
siquiera parcialmente.
Cada 2 meses
Cada 6 meses
Eliminación
- Si estuviera disponible: Limpiar el filtro de aire
- Desmontar los laterales del aparato y soplar el interior del mismo con aire comprimido seco, con fuerza reducida.
¡Observación! Riesgo de dañar componentes electrónicos. No soplar desde
una distancia corta sobre los componentes electrónicos.
- En caso de fuertes acumulaciones de polvo, limpiar también los canales de aire de
refrigeración
Efectuar la eliminación observando las normas nacionales y regionales aplicables.
54
Page 71

Datos técnicos
Tensión especial
MagicWave 2600/
2600CEL
¡Observación! Una instalación eléctrica sin las dimensiones adecuadas puede
causar graves daños materiales. Se debe dimensionar adecuadamente la
alimentación de red y los fusibles. Rigen los Datos técnicos indicados en la
placa de características.
MW 2600 MW 2600CEL
Tensión de red 3x400 V 3x400 V
Tolerancia de la red -20% / +15% -20% / +15%
Fusible de red acción lenta 16 A 16 A
Potencia aparente con
40 % DC* - 15,7 kVA
50 % DC* 11,1 kVA 60 % DC* 10,6 kVA 10,4kVA
100 % DC* 8,1 kVA 8,1 kVA
Cos phi
Rendimiento 86 % 83 %
Margen de corriente de soldadura
1
150 A 0,99 0,99
260 A 0,99 0,99
DC 3 - 260 A 3 - 260 A
AC 5 - 260 A 5 - 260 A
Corriente de soldadura a 10 min/40°C
40% DC* - 260 A
50% DC* 260 A 60% DC* 240 A 180 A
100% DC* 185 A 145 A
Tensión en vacío 56 V DC 75 V DC
Tensión de trabajo máxima 40 V 48 V
Tensión de cebado (Up) 9,5 kV 9,5 kV
El dispositivo de encendido del arco voltaico es apropiado para el servicio en modo
manual.
Clase de protección IP 23 IP 23
Tipo de refrigeración AF AF
Clase de aislamiento F F
Medidas l/a/h mm 625/290/480 625/290/480
pulg. 24.61/11.42/18.90 24.61/11.42/18.90
Peso (sin circuito de refrigeración) 33 kg 30 kg
72.75 lb. 66.14 lb.
Certificación CE, CSA CE, CSA
Símbolo de seguridad S S
DC* duración de ciclo de trabajo
55
Page 72

MagicWave 3000 MW 3000 MW 3000
Tensión de red 3x230 V 3x400 V
Tolerancia de la red -20% / +15% -20% / +15%
Fusible de red acción lenta 20 A 16 A
Potencia aparente con
35 % DC* 9,7kVA 60 % DC* 6,1 kVA 65 % DC* - 11,8 kVA
100 % DC* 4,6 kVA 9,7 kVA
Cos phi
1
150 A 0,99 0,99
300 A 0,99 0,99
Rendimiento 83 % 85 %
Margen de corriente de soldadura
DC 3 - 300 A 3 - 300 A
AC 5 - 300 A 5 - 300 A
Corriente de soldadura a 10 min/40°C
35% DC* 300 A 60% DC* 220 A 65% DC* - 300 A
100% DC* 170 A 260 A
Tensión en vacío 60 V DC 56 V DC
Tensión de trabajo máxima 42 V 38 V
Tensión de cebado (Up) 9,5 kV 9,5 kV
El dispositivo de encendido del arco voltaico es apropiado para el servicio en modo
manual.
Clase de protección IP 23 IP 23
Tipo de refrigeración AF AF
Clase de aislamiento F F
Medidas l/a/h mm 625/290/480 625/290/480
pulg. 24.61/11.42/18.90 24.61/11.42/18.90
Peso (sin circuito de refrigeración) 34 kg 34 kg
74.96 lb. 74.96 lb.
Certificación CE, CSA CE, CSA
Símbolo de seguridad S S
DC* duración de ciclo de trabajo
56
Page 73

TransTig 2600/
2600CEL
TT 2600 TT 2600CEL
Tensión de red 3x400 V 3x400 V
Tolerancia de la red -20% / +15% -20% / +15%
Fusible de red acción lenta 16 A 16 A
Potencia aparente con
60 % DC* 10,5 kVA 10,7 kVA
100 % DC* 8,4 kVA 9,2 kVA
Cos phi
1
150 A 0,99 0,99
260 A 0,99 0,99
Rendimiento 86 % 89 %
Margen de corriente de soldadura
DC 3 - 260 A 3 - 260 A
AC - -
Corriente de soldadura a 10 min/40°C
60% DC* 260 A 260 A
100% DC* 220 A 230 A
Tensión en vacío 83 V DC 80 V DC
Tensión de trabajo normalizada
TIG 10,1 - 20,4 V 10,1 - 22,0 V
Electrodo 20,1 - 30,4 V 20,1 - 30,4 V
Tensión de trabajo máxima 38 V 65 V
Tensión de cebado (Up) 9,5 kV 9,5 kV
El dispositivo de encendido del arco voltaico es apropiado para el servicio en modo
manual.
Clase de protección IP 23 IP 23
Tipo de refrigeración AF AF
Clase de aislamiento F F
Medidas l/a/h mm 625/250/480 625/290/480
pulg. 24.61/9.84/18.90 24.61/11.42/18.90
Peso (sin circuito de refrigeración) 28 kg 28 kg
61.73 lb. 61.73 lb.
Certificación CE, CSA CE, CSA
Símbolo de seguridad S S
DC* duración de ciclo de trabajo
57
Page 74

TransTig 3000 TT 3000 TT 3000
Tensión de red 3x230 V 3x400 V
Tolerancia de la red -20% / +15% -20% / +15%
Fusible de red acción lenta 20 A 16 A
Potencia aparente con
35 % DC* 9,7kVA 60 % DC* 6,1 kVA 65 % DC* - 11,8 kVA
100 % DC* 4,6 kVA 9,7 kVA
Cos phi
1
150 A 0,99 0,99
300 A 0,99 0,99
Rendimiento 85 % 89 %
Margen de corriente de soldadura
DC 3 - 300 A 3 - 300 A
AC - -
Corriente de soldadura a 10 min/40°C
35% DC* 300 A 60% DC* 220 A 65% DC* - 300 A
100% DC* 170 A 260 A
Tensión en vacío 83 V DC 83 V DC
Tensión de trabajo normalizada
TIG 10,1 - 22,0 V 10,1 - 22,0 V
Electrodo 20,1 - 32,0 V 20,1 - 32,0 V
Tensión de trabajo máxima 60 V 38 V
Tensión de cebado (Up) 9,5 kV 9,5 kV
El dispositivo de encendido del arco voltaico es apropiado para el servicio en modo
manual.
Clase de protección IP 23 IP 23
Tipo de refrigeración AF AF
Clase de aislamiento F F
Medidas l/a/h mm 625/250/480 625/250/480
pulg. 24.61/9.84/18.90 24.61/9.84/18.90
Peso (sin circuito de refrigeración) 28 kg 28 kg
61.73 lb. 61.73 lb.
Certificación CE, CSA CE, CSA
Símbolo de seguridad S S
DC* duración de ciclo de trabajo
58
Page 75

ErsatzteillisteD
GB
Spare Parts List
Liste de pièces de rechange
F
Lista parti di ricambio
I
Lista de repuestos
E
Lista de peças sobresselentes
P
NL
Onderdelenlijst
N
Reservdelsliste
CZ
Seznam náhradních dílů
RUS
Список запасных частей
ud_fr_st_tb_00150 012002
Page 76

MagicWave 3000 G/W/Z 4,075,083
MagicWave 3000 G/W/E 4,075,083,001
MagicWave 2600 Cel G/W/Z 4,075,083,630
MagicWave 2600 Cel G/W/E 4,075,083,631
MagicWave 3000 G/F 4,075,083,636
MagicWave 3000 G/W/Z/US 4,075,083,800
MacicWave 3000 G/F/US 4,075,083,801
MagicWave 3000 G/W/Z 3x220V 4,075,083,980
MagicWave 2600 G/W/Z 4,075,117
MagicWave 2600 G/W/E 4,075,117,001
MagicWave 2600 G/F 4,075,117,636
MagicWave 2600 Cel G/F 4,075,117,637
MagicWave 2600 G/W/Z/US 4,075,117,800
MagicWave 2600 G/F/US 4,075,117,801
TransTig 2600 G/W/Z Cel 4,075,084
TransTig 2600 G/W/E Cel 4,075,084,001
TransTig 3000 G/W/Z 4,075,090
TransTig 3000 G/W/E 4,075,090,001
TransTig 3000 G/W/Z 3x220/230V 4,075,090,630
TransTig 3000 G/F 4,075,090,636
TransTig 2600 G/W/Z 4,075,118
TransTig 2600 G/W/E 4,075,118,001
TransTig 2600 G/F 4,075,118,636
TransTig 2600 Cel G/F 4,075,118,637
42,0407,0449
42,0406,0292
42,0200,8860
32,0405,0165 - TT
32,0405,0164 - MW
AM2,0200,8878 - TT
AM2,0200,8819 - MW
12,0405,0162 - TT
12,0405,0161 - MW
45,0200,0918
12,0405,0162 - TT
12,0405,0161 - MW
42,0300,0648
42,0300,1815 - 3x230V
42,0300,1815 - US
43,0004,0789
43,0004,0586 - 3x230V
43,0004,2323 - US
42,0406,0294
42,0406,0137 - 3x230V
43,0002,0238
43,0002,0257 - 3x230V
43,0002,0079
42,0409,2483
BE2,0200,8876 - TT
BE2,0200,8822 - MW
42,0001,3541 - US
43,0013,0015
42,0407,0284
40,0001,0310 - *
BP2,0200,8879 - TT
BP2,0200,8837 - MW
Magic Wave / Trans Tig 2600 - 3000
Ersatzteilliste / Spare parts list / Listes de pièces de rechange / Lista de repuestos / Lista de pecas sobresselentes / Lista dei Ricambi
42,0409,2538 - MW/TT 3000
42,0409,2501 - MW/TT 2600
42,0409,2541 - MW/TT 2600 CEL
4,060,070
43,0001,3197 - TT
43,0001,3196 - MW
42,0406,0322
42,0406,0323
42,0406,0324
* gewünschte Länge angeben
* Specify the length required
* Indiquer la longueur désirée
* Indicar la longitud deseada
* Indicare la lunghezza desiderat
* indicar o comprimento desejado
* uved'te požadovanou délku
1/3
el_fr_st_wi_00129 012004
Page 77

4,070,540 - NF316
4,070,529 - NF330-3x230V
43,0004,1491
4,070,589 - UTI2A
4,070,612 - UTI2C-3x230V
43,0004,1492
41,0002,0059
41,0002,0060 - 3x230V
43,0001,1015 - MW/TT 3000
43,0001,1159,Z - MW/TT 2600
43,0001,1035 - MW/TT 2600 CEL
43,0001,1066 - MW/TT 3x230V
UTI 2
41,0005,0170
41,0005,0288 - 3x230V
42,0300,1523
42,0400,0132
NF
43,0004,1494
43,0004,1716
43,0006,0152 - MW/TT 3000
43,0001,1092 - MW/TT 2600
43,0006,0152 - MW/TT 2600CEL
41,0009,0066
4,070,507 - FU20
FU 20
4,070,708 - HF66
33,0010,0206
33,0010,0179 - CEL
33,0005,0437
43,0001,0950
HF 66
42,0405,0131
33,0005,4105
33,0005,4106 - CEL
33,0005,4110 - 3x230V
43,0001,0600
41,0003,0203
4,070,496 - TTS8A
TTS8A
41,0003,0145
43,0001,1037
43,0001,1038
43,0001,0871
43,0001,0599
Magic Wave / Trans Tig 2600 - 3000
Ersatzteilliste / Spare parts list / Listes de pièces de rechange / Lista de repuestos / Lista de pecas sobresselentes / Lista dei Ricambi
el_fr_st_wi_00129 012004
2/3
Page 78
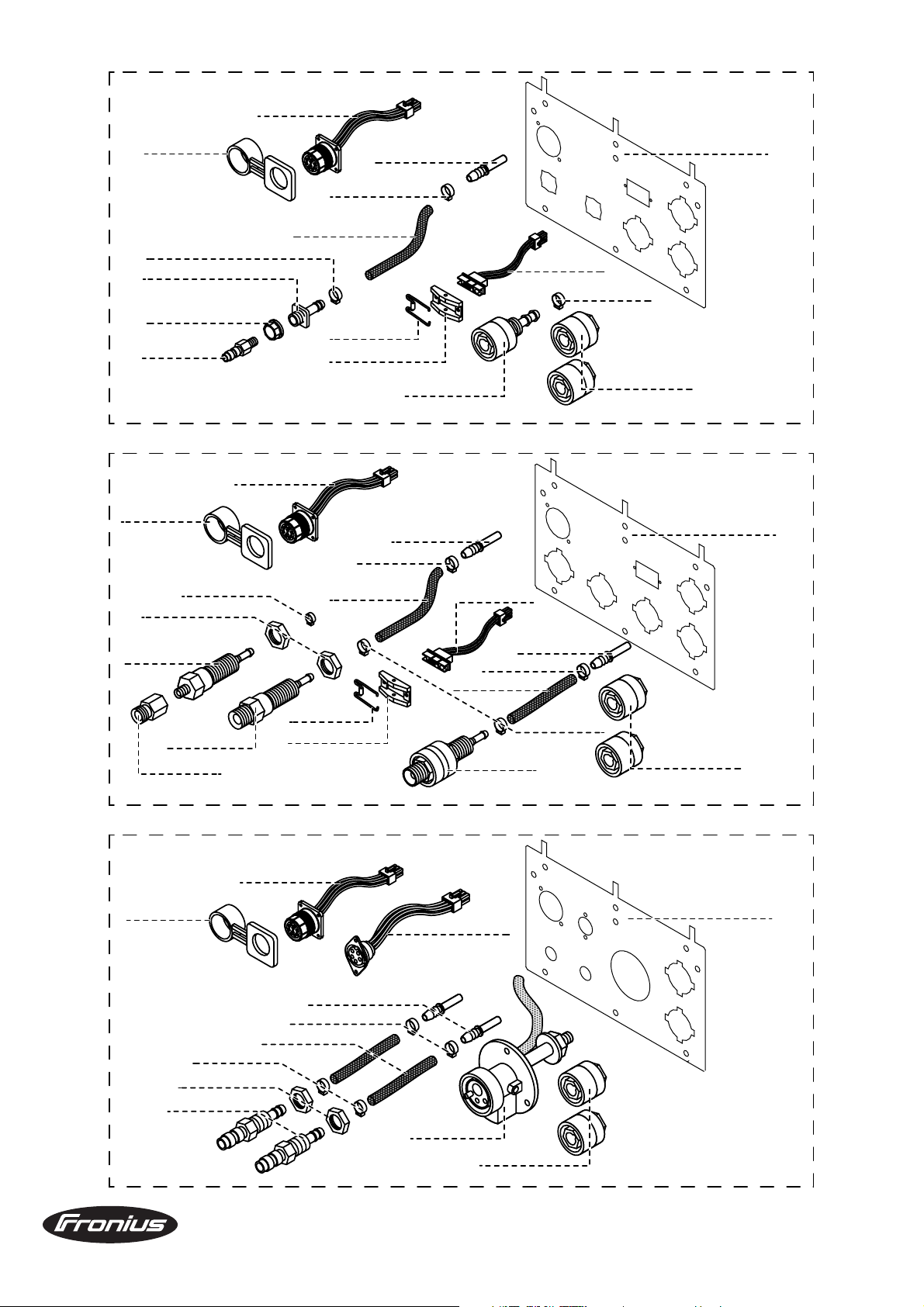
F
32,0405,0183
42,0407,0063
42,0405,0189
42,0405,0187 - BLACK
42,0405,0186 - RED
44,0001,1145
43,0004,1497
40,0001,0012 - *
42,0401,0867
42,0407,0063
42,0404,0024
42,0405,0056
42,0409,2982 - TT
42,0409,2983 - MW
43,0004,1495
42,0407,0273
Z
32,0405,0183
42,0407,0273
42,0001,0133
42,0001,1281
42,0001,2129
42,0401,0869
43,0004,1497
42,0404,0024
42,0405,0056
4,100,423
42,0401,0867
42,0407,0063
40,0001,0012 - *
43,0004,1495
42,0401,0867
42,0407,0063
40,0001,0012 - *
42,0407,0063
4,001,603
43,0003,0040
32,0409,2498 - TT
32,0409,2485 - MW
43,0003,0040
E
32,0405,0183
42,0001,0133
44,0001,0348
43,0004,1497
32,0409,2499 - TT
32,0409,2500 - MW
43,0004,3748
42,0401,0867
42,0407,0063
40,0001,0012 - *
42,0407,0063
* gewünschte Länge angeben
* Specify the length required
* Indiquer la longueur désirée
44,0001,0305
43,0003,0040
* Indicar la longitud deseada
* Indicare la lunghezza desiderat
* indicar o comprimento desejado
* uved'te požadovanou délku
Magic Wave / Trans Tig 2600 - 3000
Ersatzteilliste / Spare parts list / Listes de pièces de rechange / Lista de repuestos / Lista de pecas sobresselentes / Lista dei Ricambi
el_fr_st_wi_00129 012004
3/3
Page 79

6,7,9,11
2
6,8,10,12
3
4
5
1
13
POS. BENENNUNG ARTICLE DENOMINATION
1 GEHÄUSE SW TR20MC CASE BLACK TR20MC CHASSIS NOIR TR20MC BE4.0750.0057
2 GRIFF SW TP3 HANDLE BLACK TP3 POIGNEE NOIRE TP3 BE2.0200.5381
3 DRUCK FRONTPL. TP-MC FRONT PANEL TP-MC PANNEAU FRONTAL TP-MC 42.0409.2292
4 ANBAUGEHÄUSE STIFT STROMQU FR MOUNTING CASE PIN FR ELEMENT RAPPORT BROCHE 32.0405.0160
5 STIFTKONTAKT C 1 CPC PIN CONTACT C 1 CPC CONTACT AIGUILLE C1 CPC 43.0003.0486
6 WIDPOT 2K2 10 ABW 1 RESISTOR 2K2 10 ABW 1 RESISTANCE 2K2 10 ABW 1 41.0001.0509
7 DREHKNOPF 31 schw 6mm ACHSE P TURNING KNOB D=31 BLACK 6MM P BOUTON TOURNANT NOIR 42.0406.0104
8 DREHKNOPF 16 schw 6mm ACHSE P TURNING KNOB D=16 BLACK 6MM P BOUTON TOURNANT NOIR 42.0406.0099
9 PFEILSCH 31 rot P ARROW-DISC FEED UNIT NEW BOUTON CRANTE 42.0406.0173
10 MUTTERABD 16 rot P NUT-COVER 16 RED CAPOT ECROU ROUGE 16 42.0406.0213
11 DECKEL 31 rot P COVER D=31 RED CACHE BOUTON ROUGE 31 42.0406.0113
12 DECKEL 16 grau P COVER D=16 GREY P CACHE BOUTON GRIS 16 P 42.0406.0107
13 HAFTMAGNET 63 M8 MAGNET D=63 MM AIMANT 63MM 44.0001.0192
TP-MC 4.046.048
Ersatzteilliste / Spare parts list / Listes de pièces de rechange / Lista de repuestos / Lista de pecas sobresselentes / Lista dei Ricambi
el_fr_st_fb_00018 001999
1/1
Page 80

TP-MC CEL 4,046,076
BE4,0460,0010
42,0406,0322
42,0406,0073
42,0406,0218
41,0001,0509
43,0002,0152
32,0405,0160
46,0460,0015
43,0003,0486
BE4,0460,0009
4,070,572 - TPCEL
44,0001,0739
41,0001,0509
42,0406,0322
43,0002,0284
TP-MC CEL
Ersatzteilliste / Spare parts list / Listes de pièces de rechange / Lista de repuestos / Lista de pecas sobresselentes / Lista dei Ricambi
el_fr_st_fb_00009 012003
1/1
Page 81

TR 50 MC 4,046,049
43,0003,0486
32,0405,0160
42,0406,0242
42,0406,0244
32,0409,2294
TR 50 M
32,0405,0159
43,0003,0485
BE4,0750,0058
42,0409,2288
4,070,456 - TR50M
BE2,0200,5381
TR 50-MC
42,0300,0501
Remote Control
Ersatzteilliste / Spare parts list / Listes de pièces de rechange / Lista de repuestos / Lista de pecas sobresselentes / Lista dei Ricambi
el_fr_st_fb_00005 012003
1/1
Page 82
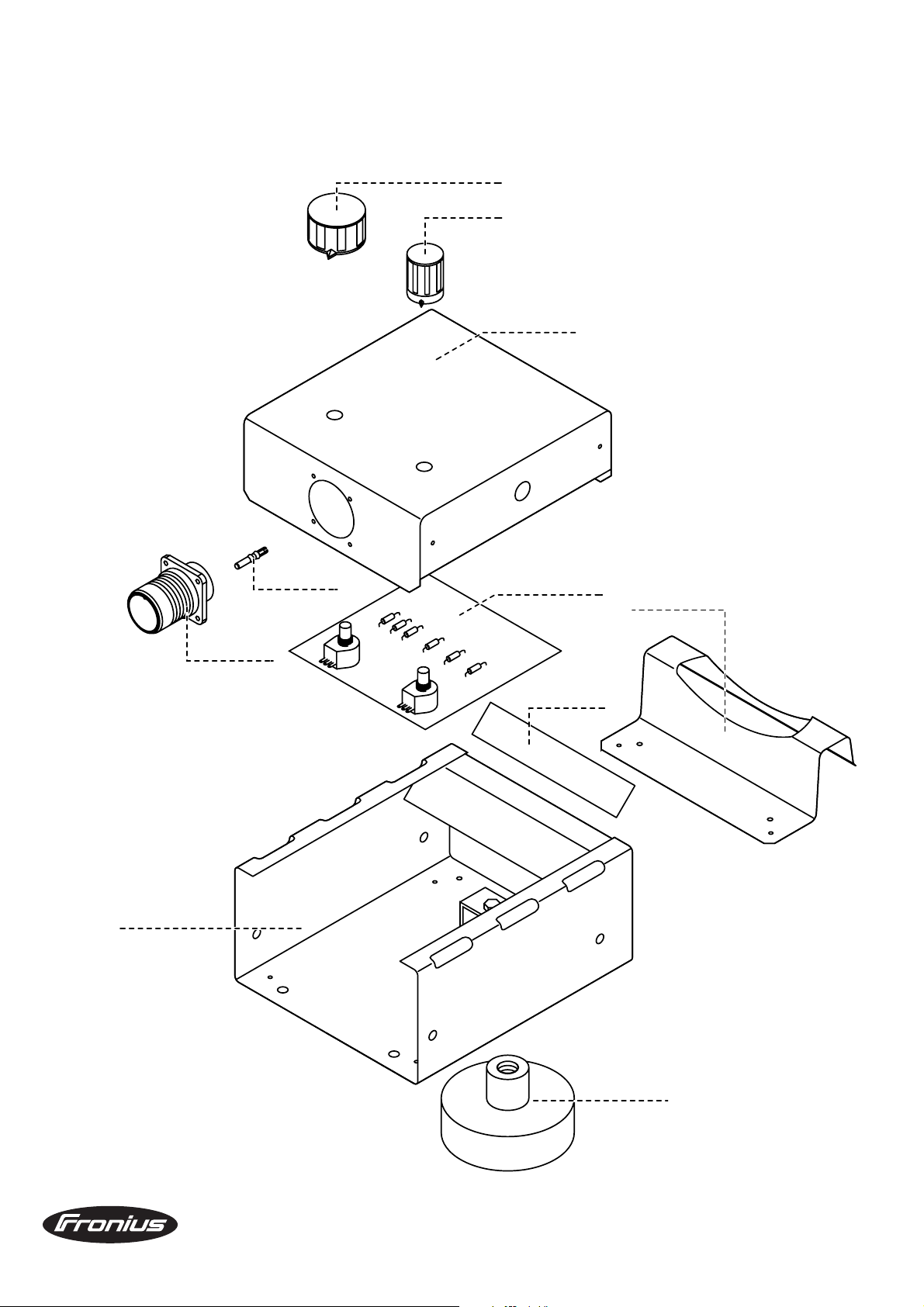
TR 51 MC 4,046,052
42,0406,0218
42,0406,0244
42,0409,2317
BE4,0750,0057
32,0405,0160
43,0003,0486
TR 51 M
4,070,458 - TR51M
TR 51-MC
BE2,0200,5381
42,0409,2318
44,0001,0192
Remote Control
Ersatzteilliste / Spare parts list / Listes de pièces de rechange / Lista de repuestos / Lista de pecas sobresselentes / Lista dei Ricambi
el_fr_st_fb_00004 012003
1/1
Page 83

TR 52-MC 4,046,050
42,0300,1145
42,0001,1492
42,0404,0033
BE4,0750,0082
44,0750,0086
43,0002,0004
4,070,459 - TR52M
TR 52
BE2,0200,3845
44,0750,0085
42,0404,0152
42,0403,0083
42,0408,0035
41,0001,0015
32,0405,0160
43,0003,0486
BE4,0750,0081
TR 52- MC
42,0409,2319
BE4,0750,0083
Remote Control
Ersatzteilliste / Spare parts list / Listes de pièces de rechange / Lista de repuestos / Lista de pecas sobresselentes / Lista dei Ricambi
1/1
el_fr_st_fb_00002 012003
Page 84

TR 53 MC 4,046,051
42,0406,0150
42,0406,0218
42,0406,0080
42,0409,2293
41,0001,0509
BE2,0200,5381
32,0405,0160
BE4,0750,0057
43,0003,0486
42,0409,2289
TR 53-MC
44,0001,0192
Remote Contol
Ersatzteilliste / Spare parts list / Listes de pièces de rechange / Lista de repuestos / Lista de pecas sobresselentes / Lista dei Ricambi
el_fr_st_fb_00001 012003
1/1
Page 85

Fronius Worldwide - www.fronius.com/addresses
FRONIUS International GmbH
A
4600 Wels, Buxbaumstraße 2
Tel: +43 (0)7242 241-0
Fax:+43 (0)7242 241-3940
E-Mail: sales@fronius.com
http://www.fronius.com
4600 Wels, Buxbaumstraße 2
Tel: +43 (0)7242 241-0
Fax:+43 (0)7242 241-3490
Service: DW 3070, 3400
Ersatzteile: DW 3390
E-Mail: sales.austria@fronius.com
6020 Innsbruck, Amraserstraße 56
Tel: +43 (0)512 343275-0
Fax:+43 (0)512 343275-725
5020 Salzburg, Lieferinger Hauptstr.128
Tel: +43 (0)662 430763
Fax:+43 (0)662 430763-16
1100 Wien, Daumegasse 7,
Team Süd / Ost
Tel: +43 (0)1/600 41 02-7410
Fax:+43 (0)1/600 41 02-7490
Team Nord / West
Tel: +43 (0)1/600 41 02-7050
Fax:+43 (0)1/600 41 02-7160
Haberkorn Ulmer GmbH
6961 Wolfurt, Hohe Brücke
Tel: +43 (0)5574 695-0
Fax:+43 (0)5574 2139
http://www.haberkorn.com
Wilhelm Zultner & Co.
8042 Graz, Schmiedlstraße 7
Tel: +43 (0)316 6095-0
Fax:+43 (0)316 6095-80
Service: DW 325, Ersatzteile: DW 335
E-Mail: vkm@zultner.at
Wilhelm Zultner & Co.
9020 Klagenfurt, Fallegasse 3
Tel: +43 (0)463 382121-0
Fax:+43 (0)463 382121-40
Service: DW 430, Ersatzteile: DW 431
E-Mail: vkk@zultner.at
FRONIUS do Brasil LTDA
BR
Av. Senador Vergueiro, 3260
Vila Tereza, Sao Bernado do Campo - SP
CEP 09600-000, SÃO PAULO
Tel: +55 (0)11 4368-3355
Fax:+55 (0)11 4177-3660
E-Mail: sales.brazil@fronius.com
FRONIUS Schweiz AG
CH
8153 Rümlang, Oberglatterstraße 11
Tel: +41 (0)1817 9944
Fax:+41 (0)1817 9955
E-Mail: sales.switzerland@fronius.com
FRONIUS Èeská republika s.r.o.
CZ
381 01 ÈESKÝ KRUMLOV, Tovární 170
Tel: +420 380 705 111
Fax:+420 380 711 284
E-Mail: sales.c.krumlov@fronius.com
100 00 PRAHA 10, V Olšinách 1022/42
Tel.: +420 272 111 011, 272 742 369
Fax:+420 272 738 145
E-Mail: sales.praha@fronius.com
315 00 PLZEÒ-Bo•kov, Letkovská 38
Tel: +420 377 183 411
Fax:+420 377 183 419
E-Mail: sales.plzen@fronius.com
500 04 HRADEC KRÁLOVÉ,
Pra•ská 293/12
Tel.: +420 495 070 011
Fax:+420 495 070 019
E-Mail: sales.h.kralove@fronius.com
CZ
586 01 JIHLAVA, Brnìnská 65
Tel: +420 567 584 911
Fax:+420 567 305 978
E-Mail: sales.jihlava@fronius.com
709 00 OSTRAVA - Mariánské Hory,
Kollárova 3
Tel: +420 595 693 811
Fax:+420 596 617 223
E-Mail: sales.ostrava@fronius.com
760 01 ZLÍN
ul. Malá (za èerp. st. ARAL)
Tel: +420 577 311 011
Fax:+420 577 311 019
E-Mail: sales.zlin@fronius.com
FRONIUS Deutschland GmbH
D
67661 Kaiserslautern, Liebigstraße 15
Tel: +49 (0)631 35127-0
Fax:+49 (0)631 35127-50
E-Mail: sales.germany@fronius.com
90530 Wendelstein,
Wilhelm-Maisel-Straße 32
Tel: +49 (0)9129 2855-0
Fax:+49 (0)9129 2855-32
51149 Köln, Gremberghoven,
Welserstraße 10 b
Tel: +49 (0)2203 97701-0
Fax:+49 (0)2203 97701-10
57052 Siegen, Alcher Straße 51
Tel: +49 (0)271 37515-0
Fax:+49 (0)271 37515-15
38640 Goslar, Im Schleeke 108
Tel: +49 (0)5321 3413-0
Fax:+49 (0)5321 3413-31
10365 Berlin, Josef-Orlopp-Str. 92-106
Tel: +49 (0)30 557745-0
Fax:+49 (0)30 557745-51
21493 Talkau, Dorfstraße 4
Tel: +49 (0)4156 8120-0
Fax:+49 (0)4156 8120-20
70771 Leinfelden-Echterdingen
(Stuttgart),
Kolumbus-Straße 47
Tel: +49 (0)711 782852-0
Fax:+49 (0)711 782852-10
04328 Leipzig, Riesaer Straße 72-74
Tel: +49 (0)341 27117-0
Fax:+49 (0)341 27117-10
01723 Kesselsdorf (Dresden),
Zum alten Dessauer 13
Tel: +49 (0)35204 7899-0
Fax:+49 (0)35204 7899-10
67753 Hefersweiler, Sonnenstraße 2
Tel: +49 (0)6363 993070
Fax:+49 (0)6363 993072
18059 Rostock, Erich Schlesinger Str. 50
Tel: +49 (0)381 4445802
Fax:+49 (0)381 4445803
81379 München, Gmunder Straße 37a
Tel: +49 (0)89 748476-0
Fax:+49 (0)89 748476-10
83308 Trostberg, Pechleraustraße 7
Tel: +49 (0)8621 8065-0
Fax:+49 (0)8621 8065-10
94491 Hengersberg, Donaustraße 31
Tel: +49 (0)9901 2008-0
Fax:+49 (0)9901 2008-10
FRONIUS France SARL
F
60306 SENLIS CEDEX,
13 avenue Félix Louat - B.P.195
Tél: +33 (0)3 44 63 80 00
Fax:+33 (0)3 44 63 80 01
E-Mail: sales.france@fronius.com
FRONIUS Norge AS
N
3056 Solbergelva, P.O. BOX 32
Tel: +47 (0)32 232080,
Fax:+47 (0)32 232081
E-Mail: sales.norway@fronius.com
FRONIUS Slovensko s.r.o.
SK
917 01 Trnava, Nitrianská 5
Tel: +421 (0)33 590 7511
Fax:+421 (0)33 590 7599
E-Mail: sales.slovakia@fronius.com
974 03 Banská Bystrica,
Zvolenská cesta 14
Tel: +421 (0)48 472 0611
Fax:+421 (0)48 472 0699
E-Mail: sales.b.bystrica@fronius.com
FRONIUS Ukraine GmbH
UA
07455 Ukraine, Kiewskaya OBL..,
S. Knjashitschi, Browarskogo R-NA
Tel: +38 044 94-62768
+38 044 94-54170
Fax:+38 044 94-62767
E-Mail: sales.ukraine@fronius.com
FRONIUS USA LLC
USA
10503 Citation Drive,
Brighton, Michigan 48116
Tel: +1(0) 810 220-4414
Fax:+1(0) 810 220-4424
E-Mail: sales.usa@fronius.com
Under http://www.fronius.com/addresses you will find all addresses of our sales branches and partner firms!
ud_fr_st_so_00082 022006
 Loading...
Loading...