

/ Perfect Charging / Perfect Welding / Solar Energy
LaserHybrid Ultracompact
Instrukcja obsługi
PL
LaserHybrid
42,0410,2109 005-04022015

0

Szanowny użytkowniku!
Wprowadzenie Dziękujemy za obdarzenie nas zaufaniem oraz gratulujemy wyboru produktu firmy Fronius
o wysokiej jakości technicznej. Niniejsza instrukcja obsługi pomoże Państwu się z nim zaznajomić. Czytając uważnie instrukcję, poznają Państwo szeroki zakres zastosowań niniejszego produktu firmy Fronius. Tylko w ten sposób mogą Państwo najlepiej wykorzystać
zalety produktu.
Prosimy również o przestrzeganie instrukcji bezpieczeństwa, by zapewnić większe bezpieczeństwo w miejscu użytkowania produktu. Uważne obchodzenie się z produktem pomaga utrzymać jego trwałość i niezawodność. Są to niezbędne warunki osiągania należytych
rezultatów jego użycia.
PL
1

2

Spis treści
Przepisy bezpieczeństwa........................................................................................................................... 5
Informacje ogólne ...................................................................................................................................... 13
Informacje ogólne ................................................................................................................................. 13
Obszary zastosowań............................................................................................................................. 13
Zakres dostawy..................................................................................................................................... 13
Komponenty opcjonalne ....................................................................................................................... 14
Opis urządzenia .................................................................................................................................... 14
Specyfikacje przyłączy............................................................................................................................... 16
Specyfikacje przyłączy.......................................................................................................................... 16
Schemat sprężonego powietrza............................................................................................................ 17
Uruchamianie............................................................................................................................................. 18
Bezpieczeństwo .................................................................................................................................... 18
Uruchamianie (przegląd)....................................................................................................................... 18
Montaż laserowej głowicy spawalniczej na robocie ................................................................................... 19
Wymagania dotyczące robota............................................................................................................... 19
Możliwości podłączenia do robota ........................................................................................................ 19
Montaż laserowej głowicy spawalniczej na robocie .............................................................................. 19
Podłączenie wiązki uchwytu LaserHybrid Ultracompact do laserowej głowicy spawalniczej..................... 20
Przygotowanie ...................................................................................................................................... 20
Podłączenie wiązki uchwytu LaserHybrid Ultracompact do laserowej głowicy spawalniczej ............... 20
Podłączanie/wymiana zewnętrznego przewodu doprowadzającego drut do laserowej głowicy spawal-
niczej.....................................................................................................................................................
Czynności końcowe .............................................................................................................................. 23
Podłączenie układu optycznego lasera, Cross-Jet oraz dodatkowego wyciągu........................................ 24
Podłączenie układu optycznego lasera................................................................................................. 24
Podłączenie Cross-Jet oraz dodatkowego wyciągu.............................................................................. 24
Wkładanie / wymiana rolek podających ..................................................................................................... 25
Przygotowanie ...................................................................................................................................... 25
Wkładanie/wymiana rolek podających .................................................................................................. 25
Czynności końcowe .............................................................................................................................. 26
Regulacja laserowej głowicy spawalniczej................................................................................................. 27
Wolny wylot drutu.................................................................................................................................. 27
Osie regulowane ................................................................................................................................... 27
Element nastawczy na laserowej głowicy spawalniczej........................................................................ 28
Nastawianie osi X ................................................................................................................................. 28
Nastawianie osi Y ................................................................................................................................. 29
Ustawienie promieniowego przepływu powietrza ...................................................................................... 30
Warunek................................................................................................................................................ 30
Ustawienie promieniowego przepływu powietrza ................................................................................. 30
Przygotowanie programu referencyjnego i kontrola pozycji drutu elektrodowego względem ogniska lase-
ra................................................................................................................................................................
Bezpieczeństwo .................................................................................................................................... 33
Informacje ogólne ................................................................................................................................. 33
Tworzenie programu referencyjnego .................................................................................................... 33
Skontrolować pozycję drutu elektrodowego względem ogniska lasera. ............................................... 34
Przebieg sygnałów spawania LaserHybrid ................................................................................................ 35
Bezpieczeństwo .................................................................................................................................... 35
Przebieg sygnałów spawania LaserHybrid ........................................................................................... 35
Wymienić palnik spawalniczy..................................................................................................................... 37
Bezpieczeństwo .................................................................................................................................... 37
Wymienić palnik spawalniczy................................................................................................................ 37
Wymiana elementów palnika spawalniczego ulegających zużyciu............................................................ 39
Bezpieczeństwo .................................................................................................................................... 39
Części zamienne palnika spawalniczego.............................................................................................. 39
Wymiana elementów palnika spawalniczego ulegających zużyciu....................................................... 39
Wymiana blachy osłony antyodpryskowej ................................................................................................. 41
Demontaż blachy osłony antyodpryskowej ........................................................................................... 41
Montaż blachy osłony antyodpryskowej................................................................................................ 41
Wymiana układu optycznego lasera .......................................................................................................... 42
Bezpieczeństwo .................................................................................................................................... 42
PL
22
33
3

Przygotowanie ...................................................................................................................................... 42
Wymontować układ optyczny lasera..................................................................................................... 42
Pozycja montażowa układu optycznego lasera .................................................................................... 45
Montaż układu optycznego lasera ........................................................................................................ 46
Czynności końcowe .............................................................................................................................. 48
Działania służące zmniejszeniu zabrudzenia układu optycznego.............................................................. 50
Działania służące zmniejszeniu zabrudzenia układu optycznego......................................................... 50
Dane techniczne ........................................................................................................................................ 52
LaserHybrid Ultracompact (Laserowa głowica spawalnicza)................................................................ 52
LaserHybrid Ultracompact Wiązka uchwytu ......................................................................................... 52
Lista części zamiennych: Lista części zamiennych ................................................................................... 53
4

Przepisy bezpieczeństwa
PL
Objaśnienie do
wskazówek bezpieczeństwa
Informacje ogólne
NIEBEZPIECZEŃSTWO! Oznacza bezpośrednie zagrożenie. Jeśli nie zostaną
podjęte odpowiednie środki ostrożności, skutkiem będzie kalectwo lub śmierć.
OSTRZEŻENIE! Oznacza sytuację niebezpieczną. Jeśli nie zostaną podjęte od-
powiednie środki ostrożności, skutkiem może być kalectwo lub śmierć.
OSTROŻNIE! Oznacza sytuację potencjalnie szkodliwą. Jeśli nie zostaną podję-
te odpowiednie środki ostrożności, skutkiem mogą być okaleczenia lub straty materialne.
WSKAZÓWKA! Oznacza możliwość pogorszonych rezultatów pracy i uszko-
dzeń wyposażenia.
Ważne! Oznacza wskazówki oraz inne potrzebne informacje. Nie jest to wskazanie sytuacji szkodliwej lub mogącej spowodować zagrożenie.
Widząc jeden z symboli wymienionych w rozdziale „Przepisy dotyczące bezpieczeństwa”,
należy zachować szczególną ostrożność.
5

Użytkowanie
zgodne z przeznaczeniem
Warunki otoczenia
Obowiązki użytkownika
6
Obowiązki personelu
Środki ochrony
indywidualnej
PL
Zagrożenie ze
względu na kontakt ze szkodliwymi gazami i
oparami
7

Niebezpieczeństwo wywołane
iskrzeniem
Niebezpieczeństwa stwarzane
przez prąd spawania
Błądzące prądy
spawania
8

Środki zapewniające kompatybilność
elektromagnetyczną
PL
9

Miejsca szczególnych zagrożeń
Nieformalne środki bezpieczeństwa
10

Środki bezpieczeństwa w miejscu ustawienia
Środki bezpieczeństwa w normalnym trybie
pracy
PL
Kontrola zgodności z wymogami
bezpieczeństwa
technicznego
11

Zmiany
Części zamienne
i elementy ulegające zużyciu
Kalibracja źródeł
prądu spawalniczego
Znak CE
Prawa autorskie
Wszelkie prawa autorskie w odniesieniu do niniejszej instrukcji obsługi należą
do producenta.
Tekst oraz ilustracje odpowiadają stanowi technicznemu w momencie oddania instrukcji do druku. Zastrzega się możliwość wprowadzenia zmian. Treść
instrukcji obsługi nie może być podstawą do roszczenia jakichkolwiek praw ze
strony nabywcy. Będziemy wdzięczni za udzielanie wszelkich wskazówek i informacji o błędach znajdujących się w instrukcji obsługi.
12

Informacje ogólne
PL
Informacje ogólne
LaserHybrid Ultracompact to kompaktowe
rozwinięcie hybrydowej głowicy laserowej,
stworzone specjalnie z myślą
o zastosowaniach podczas spawania trudno dostępnych elementów.
W dalszej części niniejszej instrukcji głowi-
ca LaserHybrid Ultracompact będzie okreś-
lania jako „laserowa głowica spawalnicza”.
Dalsze zalety laserowej głowicy spawalniczej:
-duża prędkość spawania, a co za tym idzie — wysoka rentowność;
-duża stabilność procesu połączona z niewielką liczbą odrzutów oraz nakładów na po-
prawki;
- wysoka jakość spoiny;
- niskie ciepło oddawane, niewielkie wypaczenie;
-duża dyspozycyjność systemu spawania, długa żywotność elementów ulegających
zużyciu;
- elastyczność zastosowania;
-duża tolerancja szczelin;
-możliwość adaptacji laserów światłowodowych, tarczowych i diodowych.
Obszary zastosowań
Zakres dostawy - 1 laserowa głowica spawalnicza LaserHybrid Ultracompact (kompletna);
Laserowa głowica spawalnicza LaserHybrid Ultracompact jest stosowana przede wszystkim w laserowym spawaniu metodą MIG i MAG:
- w przemyśle motoryzacyjnym przy produkcji osi i karoserii, do spawania blach
o grubości od 1 do 4 mm;
- przy budowie rurociągów, do spawania blach o grubości od 6 do 16 mm do warstwy
graniowej spoiny;
- w produkcji zbiorników i kotłów.
- 1 wiązka uchwytu LaserHybrid Ultracompact;
- 1 metalowy sprawdzian pomiarowy do regulacji punktu ogniskowania;
- 1 klucz maszynowy płaski o rozwartości 8/10 mm;
- 1 wkrętak płaski 2,5 mm;
- 1 klucz imbusowy o rozwartości 2,5 mm;
- 1 wkrętak z głowicą kulową sześciokątną o rozwartości 3 mm;
- 1 wkrętak z głowicą kulową sześciokątną o rozwartości 4 mm;
- 1 klucz do kół napędowych;
- 1 sprawdzian pomiarowy wolnego wylotu drutu;
-1 złączka PushIn;
- 1 przewód 4x750 mm;
- 1 miernik przepływu do 25 l/min;
- 1 instrukcja obsługi;
- osprzęt do podawania drutu, w zależności od konfiguracji.
13

Komponenty
opcjonalne
Opis urządzenia
Niżej wymienione komponenty są opcjonalnie dostępne do laserowej głowicy spawalniczej
„LaserHybrid Ultracompact”:
- element kontrolny ogniskowania,
-różnego typu źródła promieniowania laserowego,
- czujnik temperatury.
- CrashBox
(1)
(2)
(16)
(15)
(14)
(13)
(3a)
Poz. Opis
(1) Przyłącze powietrza odlotowego Cross-Jet
(2) Pokrywa ochronna / przyłącze kabla światłowodowego
(3)
Dodatkowy wyciąg
(3)
(4)
(5)
(12)
(11)
(10)
(9)
(8)
(7)
(6)
14
(3a)
(4) Układ optyczny lasera
(5) Promieniowy przepływ powietrza
(6) Dysza gazowa
(7) Palnik spawalniczy LaserHybrid
(8) Element nastawczy
Opcjonalny dodatkowy wyciąg (z dostosowaną do niego osłoną antyodpryskową)
W zależności od konfiguracji, jeden z wyciągów jest zamontowany fabrycznie.
Poz. Opis
(9) Osłona rolek podających
(10) Osłona silnika
(11) Podłączenie ramienia robota
(12) Elementy obsługi
(a)
(b)
(c)
PL
(a)
(b)
(c)
(13) Uchwyt robota
(14) CrashBox (opcja)
(15) Przyłącze chłodzenia wodą układu optycznego lasera
(16) Wiązka uchwytu LaserHybrid Ultracompact
Przycisk cofania drutu
Przycisk nawlekania drutu
Przycisk pomiaru przepływu gazu
15

Specyfikacje przyłączy
Specyfikacje
przyłączy
(7)
(6)
(5)
(4)
(1)
(2)
(3)
Poz. Opis
(1) Kabel światłowodowy do lasera
promień zginania > 100 mm
WAŻNE! W przypadku kabli światłowodowych należy stosować wyłącznie świa-
tłowody </= 0,3 mm!
Światłowody o większej średnicy mogą negatywnie wpłynąć na rezultat spawania
i doprowadzić do uszkodzenia laserowej głowicy spawalniczej.
(2) Przyłącze powietrza odlotowego Cross-Jet
do podłączenia przewodu zgodnie z poniższymi danymi:
- średnica wewnętrzna Di = 40 mm
(3) Przyłącze dodatkowego wyciągu
do podłączenia przewodu zgodnie z poniższymi danymi:
- średnica wewnętrzna Di = 40 mm,
- maks. długość = 10 m,
- wymagana moc odsysania 60 m³/h.
16
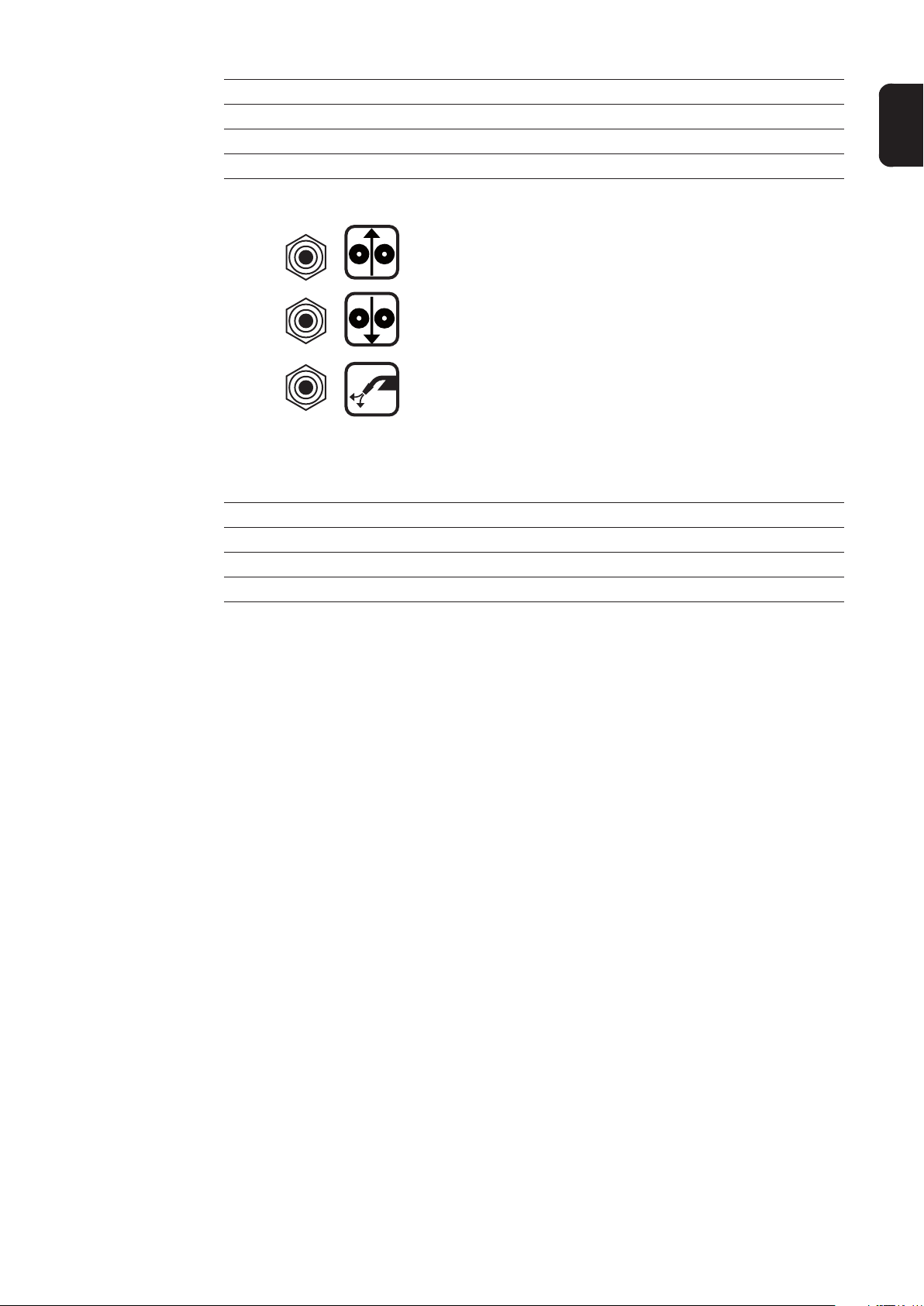
Schemat sprężonego powietrza
Poz. Opis
(4) Przyłącze sprężonego powietrza Cross-Jet
(od zestawu przewodów połączeniowych LaserHybrid)
- Eksploatacja z użyciem ciśnienia o wartości 6 bar i strumienia objętości wy-
noszącego 60 m³/h
- Powietrze odlotowe Cross-Jet 170 m³/h
(5) Przyłącze chłodzenia wodą układu optycznego lasera
(od zestawu przewodów połączeniowych LaserHybrid)
(6) Zewnętrzny przewód doprowadzający drut (Fronius)
(7) Zestaw przewodów połączeniowych LaserHybrid (Fronius)
Wiązka uchwytu razem ze sprężonym powietrzem do Cross-Jet i promieniowego
przepływu powietrza, chłodzeniem wodą układu optycznego lasera oraz złączką
mediów
PL
(2)
(4)
(4)
(3)
(5)
(3)
(2)
1000 l/min
Poz. Opis
(1) Sprężarka doprowadzanego po-
wietrza
(min. 6 bar)
(2) Przyłącze powietrza dolotowego
Cross-Jet
(3) Rozgałęzienie promieniowego
przepływu powietrza
(4) Powietrze odlotowe Cross-Jet
(5) Wyciąg
(1)
17

Uruchamianie
Bezpieczeństwo
Uruchamianie
(przegląd)
OSTRZEŻENIE! Nieprawidłowo przeprowadzone prace mogą doprowadzić do
wystąpienia poważnych obrażeń i strat materialnych. Ustawienia mogą zostać
dokonane wyłącznie przez przeszkolony personel specjalistyczny! Należy przestrzegać przepisów dotyczących bezpieczeństwa zawartych w instrukcji obsługi,
zwłaszcza w części „Kontrola zgodności z wymogami bezpieczeństwa technicznego”.
Uruchamianie laserowej głowicy spawalniczej składa się z następujących etapów:
- Montaż laserowej głowicy spawalniczej na robocie
- Podłączenie wiązki uchwytu LaserHybrid Ultracompact do laserowej głowicy spawal-
niczej
- Podłączenie układu optycznego lasera, Cross-Jet oraz dodatkowego wyciągu
-Wkładanie/wymiana rolek podających
- Regulacja laserowej głowicy spawalniczej
- Ustawienie promieniowego przepływu powietrza
- Przygotowanie programu referencyjnego i kontrola pozycji drutu elektrodowego
względem ogniska lasera
- Przebieg sygnałów spawania LaserHybrid
18

Montaż laserowej głowicy spawalniczej na robocie
PL
Wymagania dotyczące robota
Możliwości podłączenia do robota
Masa hybrydowej głowicy laserowej wynosi ok. 6 kg. Elementy optyczne ważą dodatkowo
ok. 2 kg. W przypadku laserowej głowicy spawalniczej wyposażonej w kompletny układ
optyczny i wiązkę uchwytu należy przyjąć masę ok. 8 kg.
Dlatego też musi być możliwe bezpieczne poruszanie masy 8 kg przy typowym dla robota
przyspieszeniu osi.
Maksymalne przyspieszenie osi robota nie może przekroczyć 6 G (co odpowiada ok. 60 m/
s²).
Opcjonalne ramiona do podłączenia do robota:
a) ramię podłączenia do robota 45°
krótkie,
b) ramię podłączenia do robota 0°.
77,1 mm
a)
b)
Montaż laserowej
głowicy spawalniczej na robocie
WSKAZÓWKA! Laserowa głowica spawalnicza nie jest seryjnie wyposażona
w zabezpieczenie antykolizyjne.
Dlatego w celu uniknięcia uszkodzenia laserowej głowicy spawalniczej wskutek
kolizji, w przypadku zastosowań z użyciem robota firma Fronius zaleca typowe
zabezpieczenie antykolizyjne.
1
1
Zamontować na robocie laserową głowicę
spawalniczą zgodnie z instrukcją pro-
1
ducenta robota.
19
Podłączenie wiązki uchwytu LaserHybrid Ultracompact do laserowej głowicy spawalniczej
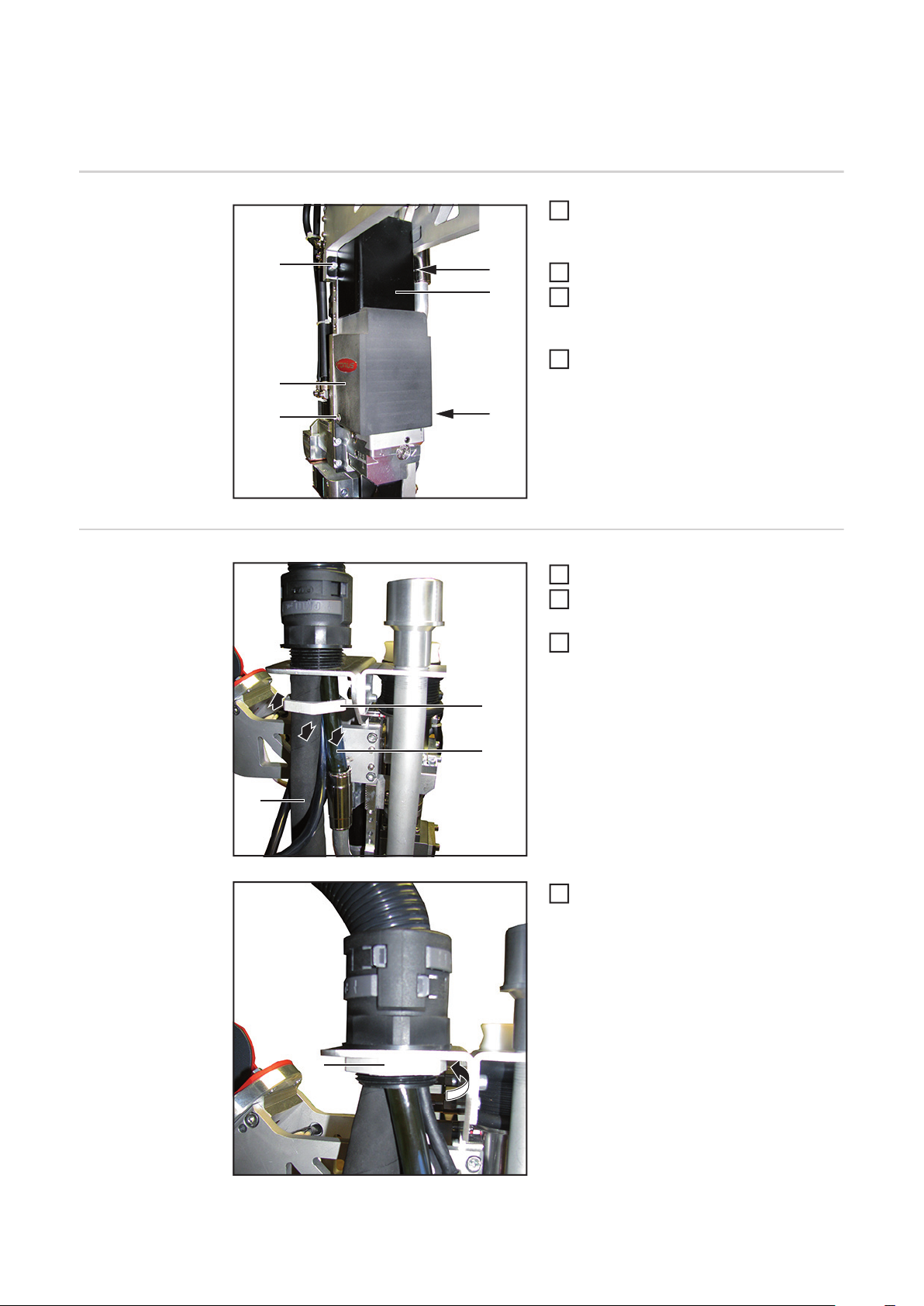
Przygotowanie Wykręcić 2 śruby z łbem o gnieździe
(1)
(2)
(3)
Podłączenie wiązki uchwytu LaserHybrid
Ultracompact do
laserowej głowicy
spawalniczej
(1)
(4)
(3)
1
sześciokątnym (3)
rozwartość klucza 3 mm.
Usunąć osłonę rolek podających (2).
2
Wykręcić 2 śruby z łbem o gnieździe
3
sześciokątnym (1)
rozwartość klucza 3 mm.
Usunąć osłonę silnika (4).
4
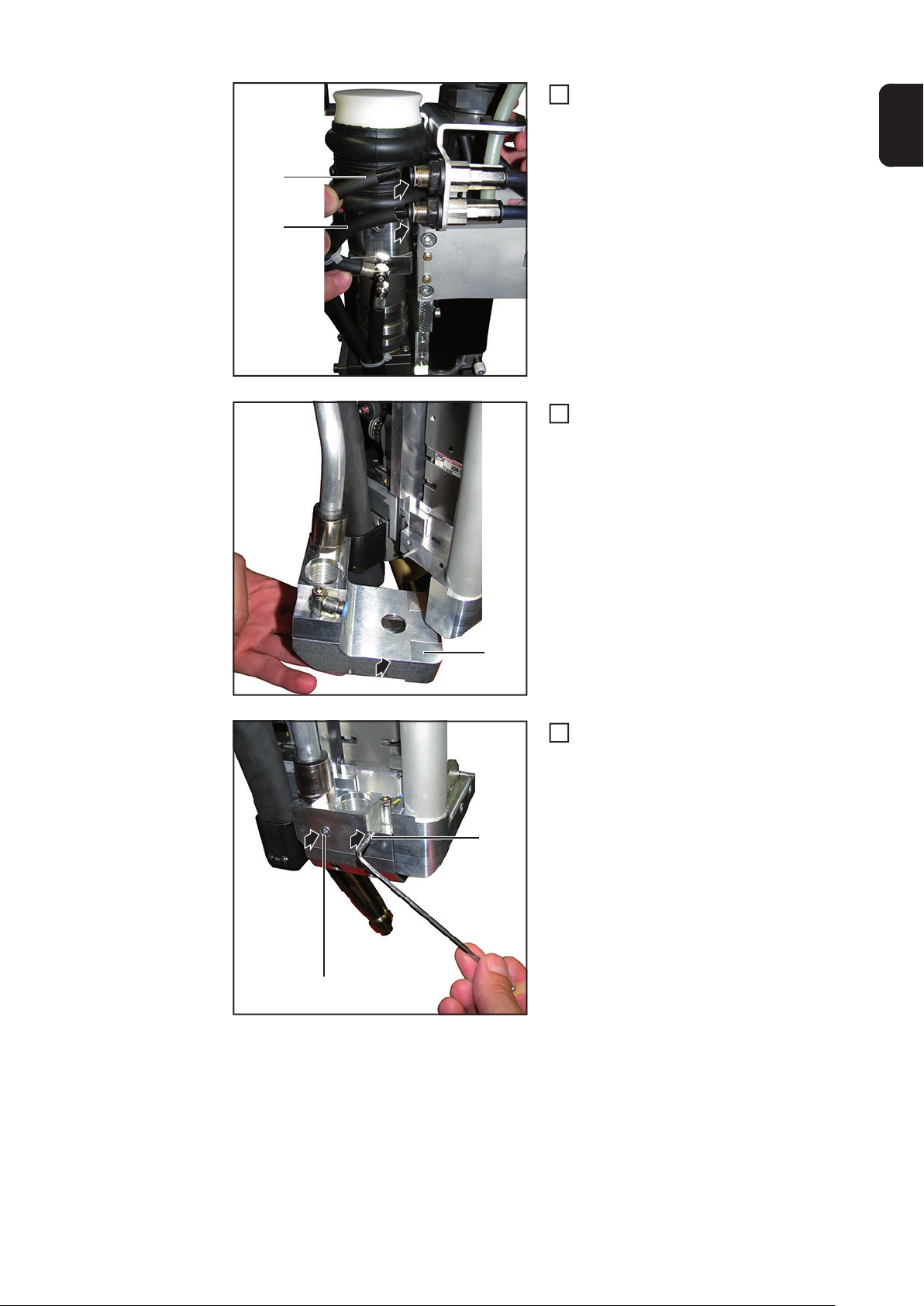
Wprowadzić wiązkę uchwytu (1).
1
Nasunąć nakrętkę sześciokątną (3) na
2
wiązkę uchwytu (1).
Podłączyć przewód powietrza doloto-
3
wego (2).
(1)
2
1
3
(3)
(3)
(2)
Dokręcić nakrętkę sześciokątną (3)
4
rozwartość klucza 46 mm.
4
20
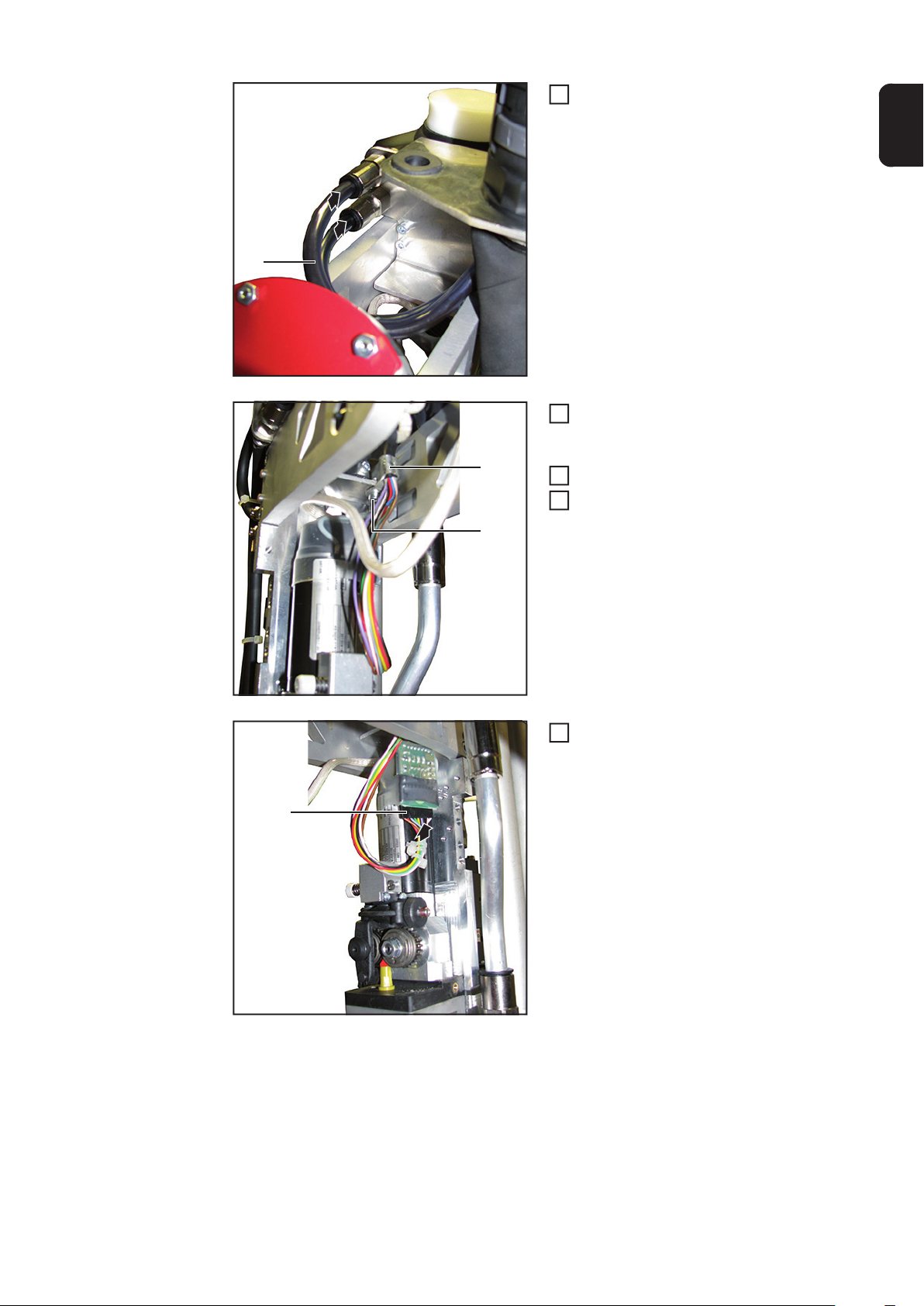
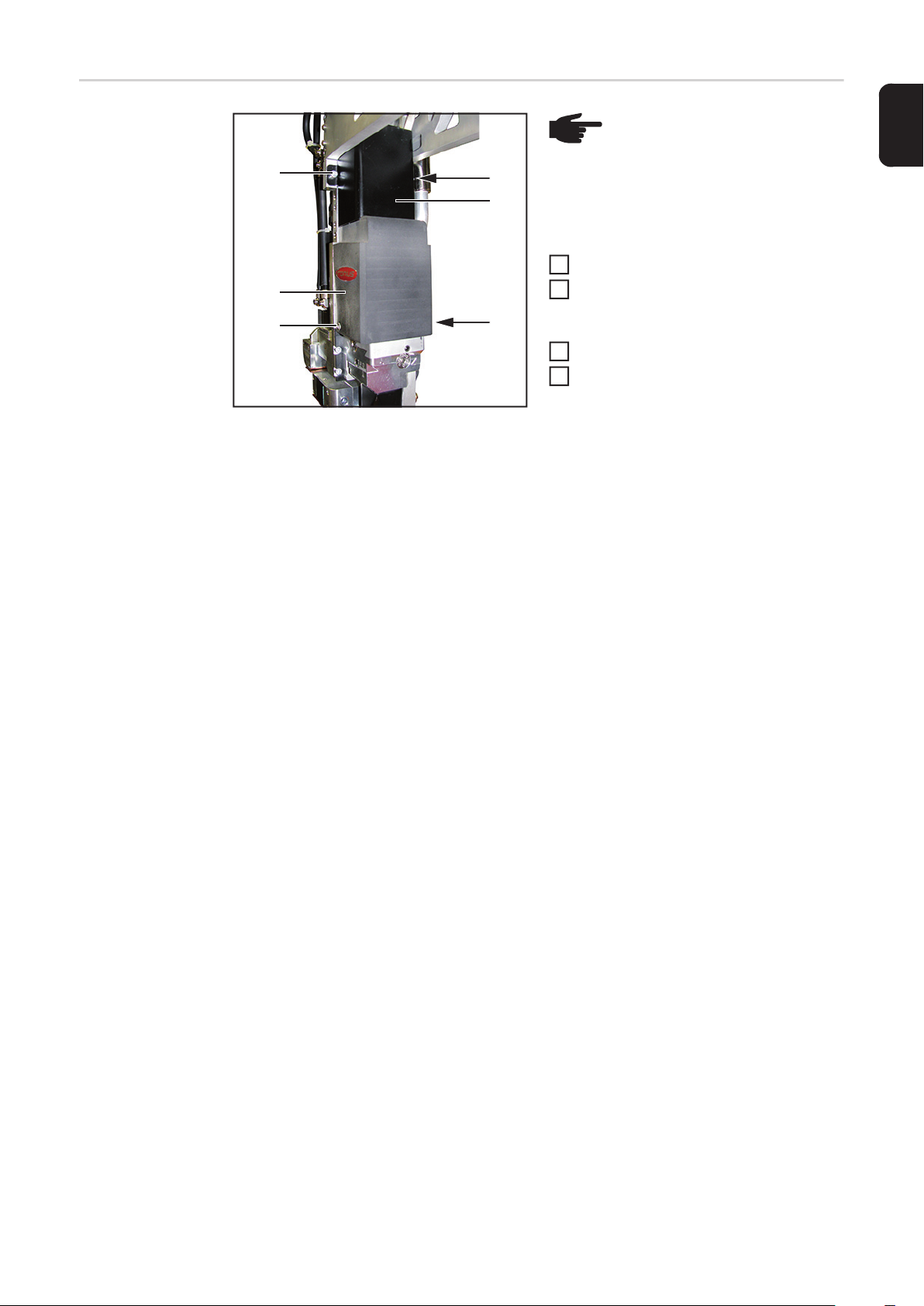
(4)
Podłączyć zgodnie z oznaczeniami pr-
5
zewód dopływu i odpływu wody (4)
chłodzenia wodą układu optycznego
PL
lasera.
5
5
Wykręcić śrubę z łbem o gnieździe
6
sześciokątnym (6)
rozwartość klucza 3 mm.
(5)
Zamocować uchwyt odciążający (5).
7
Przykręcić uchwyt odciążający (5)
8
śrubą z łbem o gnieździe sześciokąt-
(6)
nym (6) od dołu
rozwartość klucza 3 mm.
(7)
Podłączyć wtyk (7) do silnika.
9
9
21
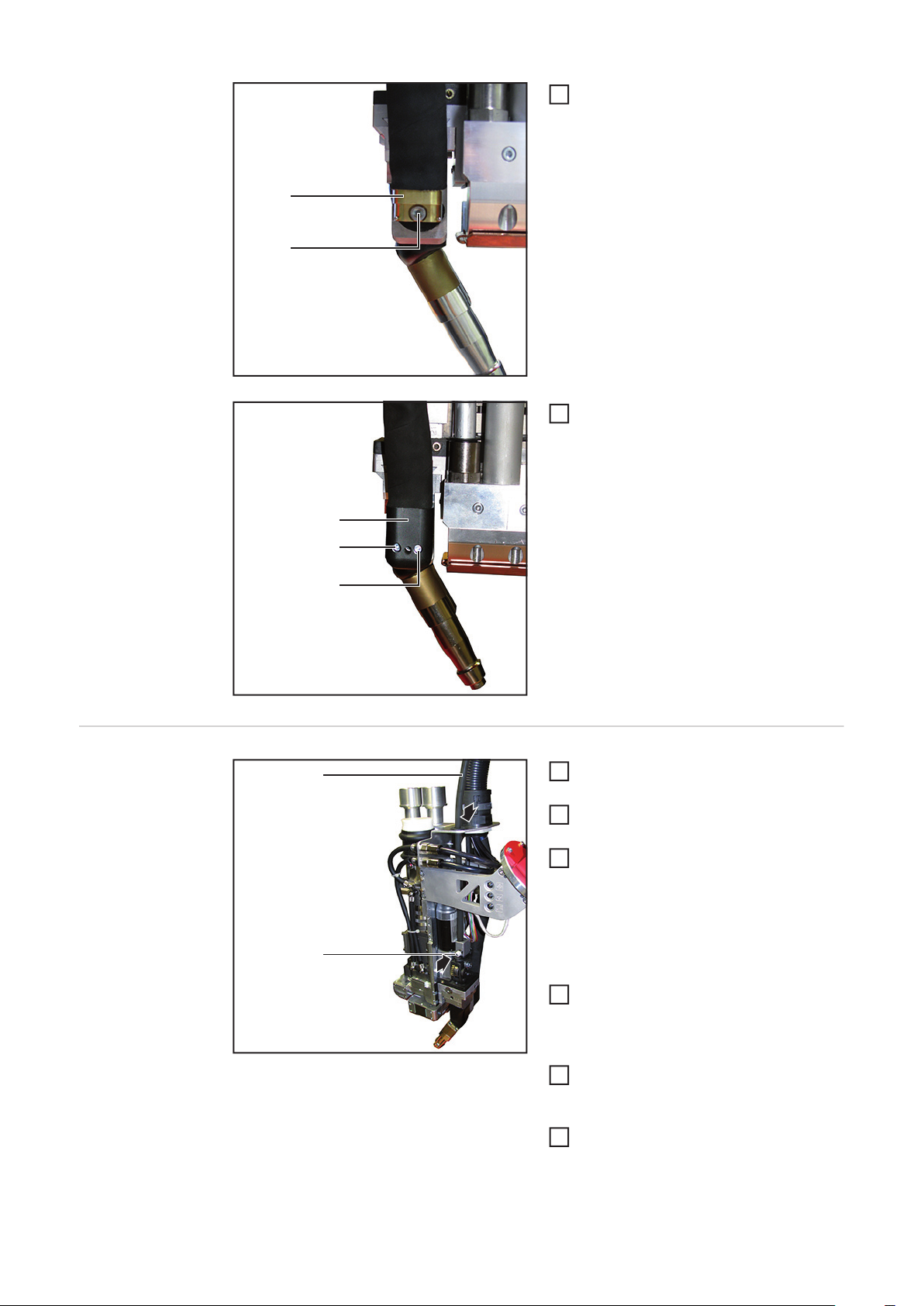
(8)
(9)
(10)
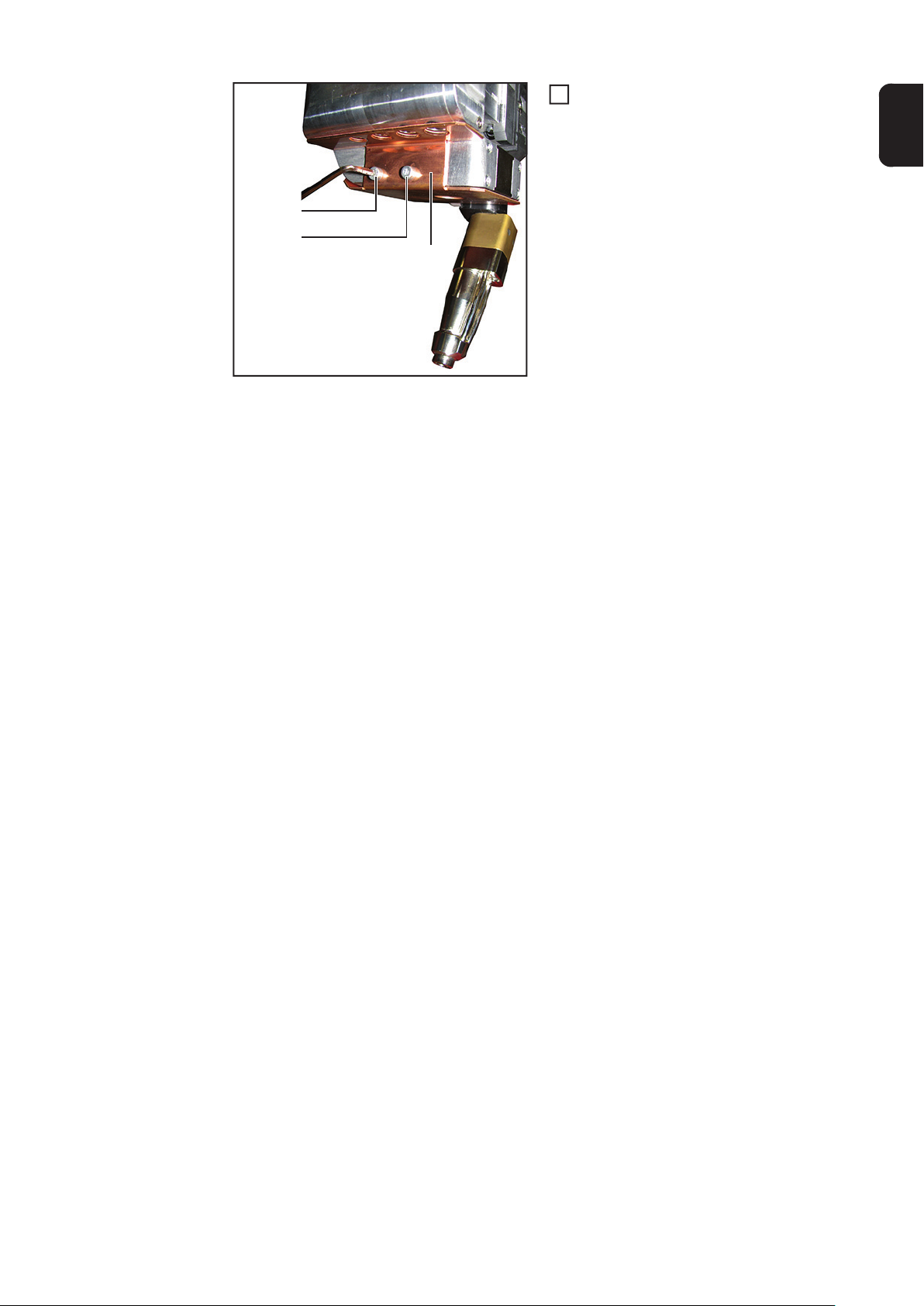
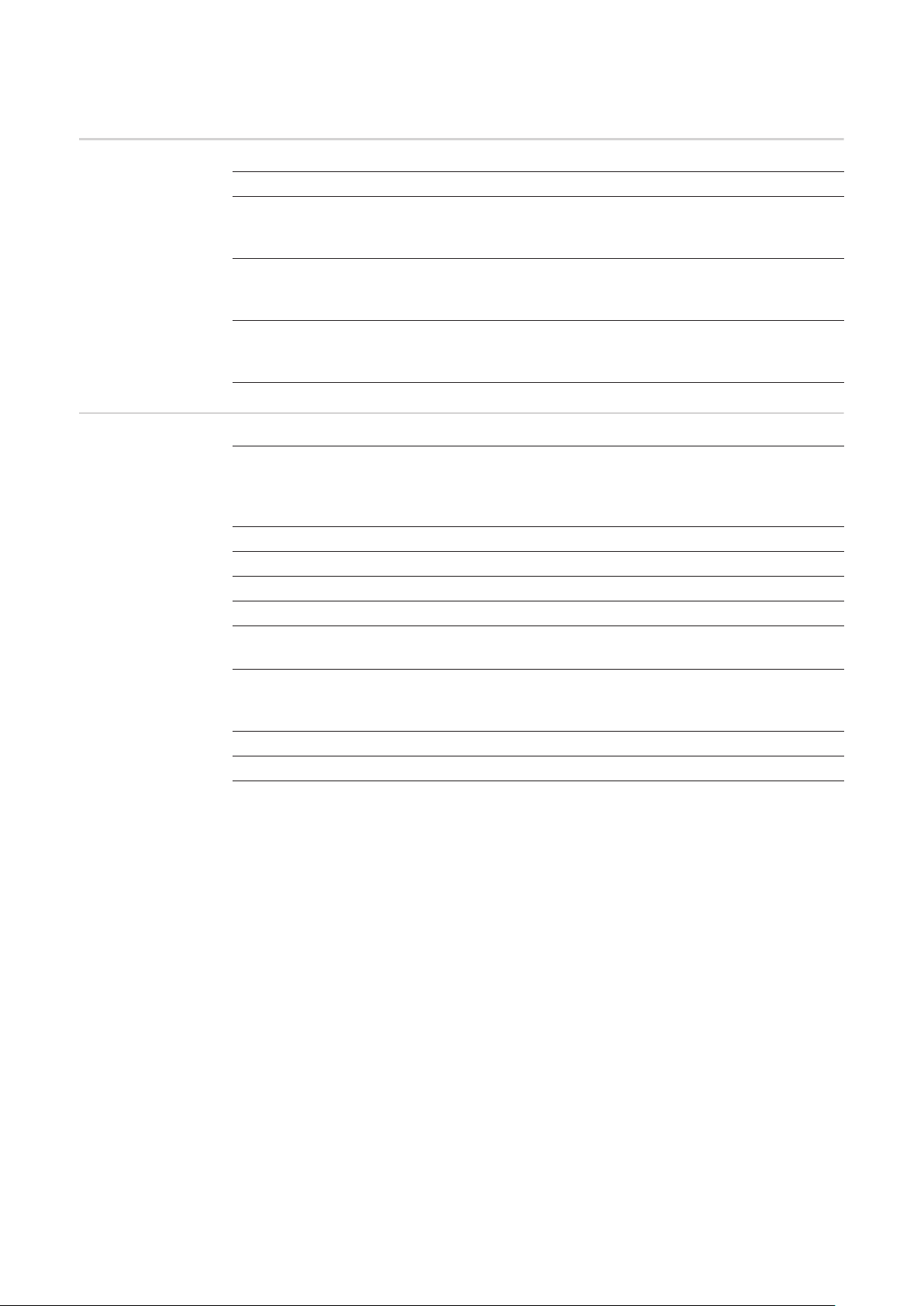
Przykręcić złączkę mediów (8) śrubą
10
z łbem o gnieździe sześciokątnym (9)
od dołu
rozwartość klucza 4 mm.
Przykręcić osłonę wiązki uchwytu (10)
11
z zakresu dostawy wiązki uchwytu
2 śrubami z łbem o gnieździe sześciokątnym (11) i (12)
rozwartość klucza 2,5 mm.
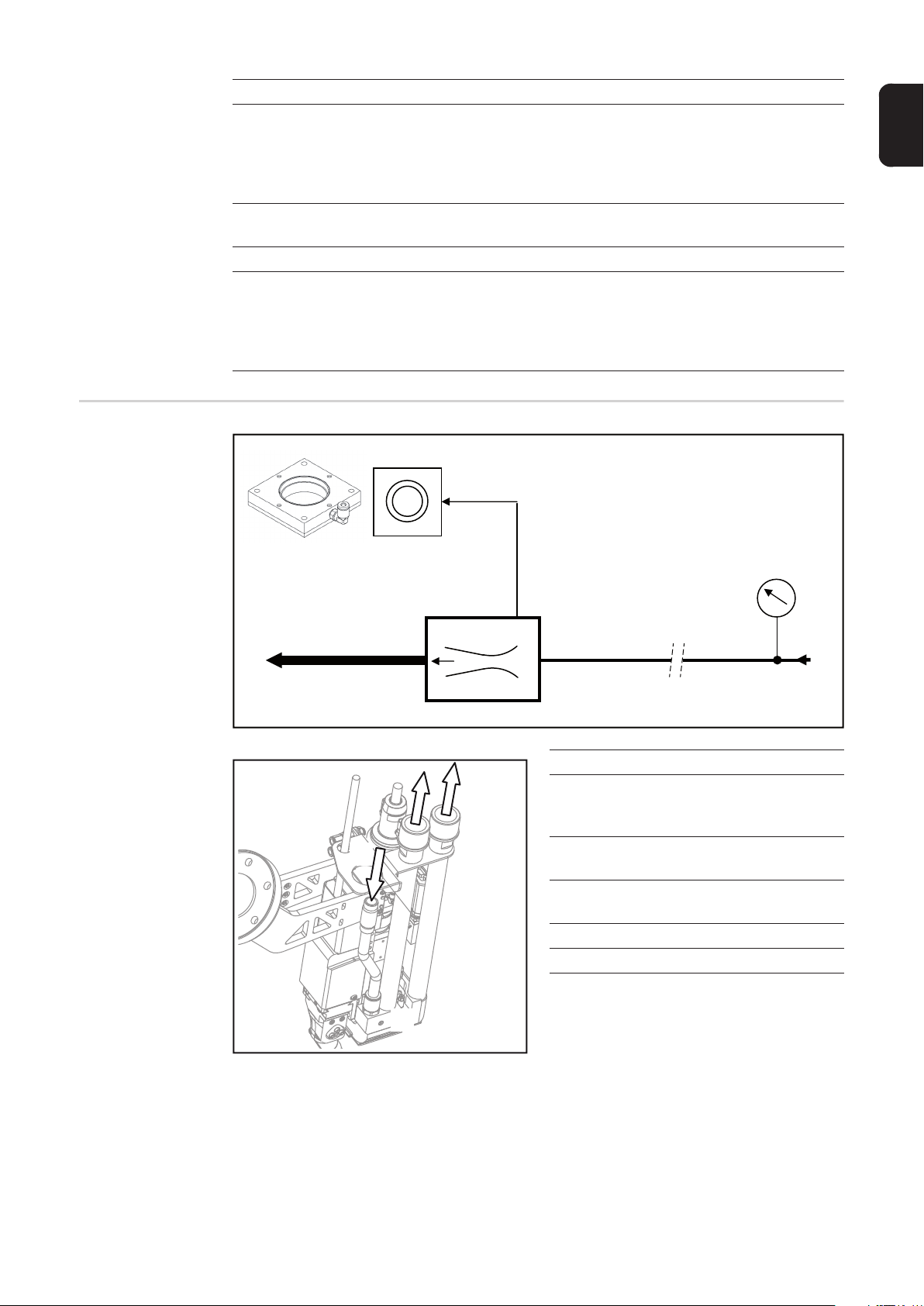
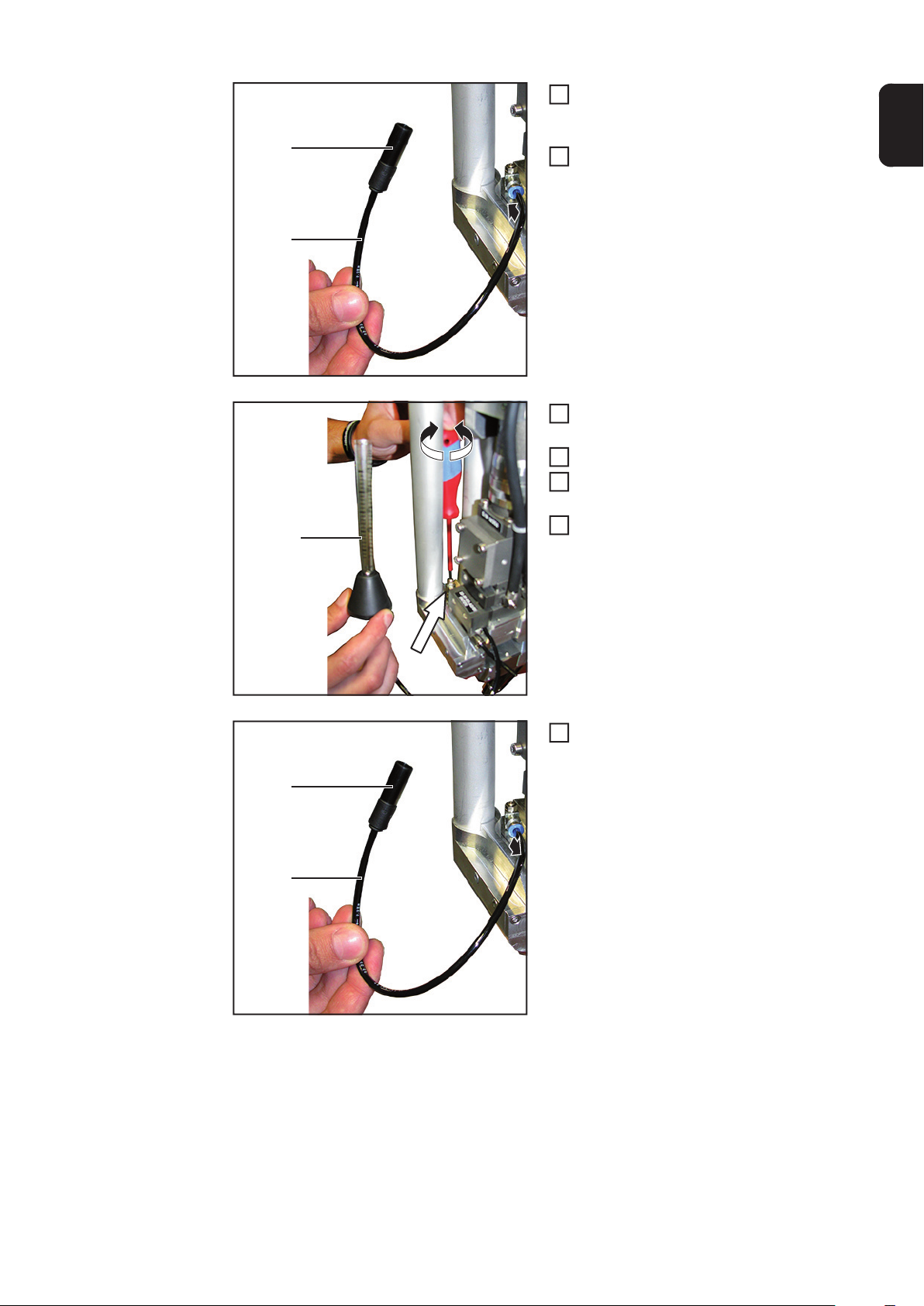
Podłączanie/wymiana zewnętrznego przewodu
doprowadzającego drut do laserowej głowicy
spawalniczej
(11)
(12)
(1)
(2)
Wprowadzić zewnętrzny przewód do-
1
prowadzający drut (1).
1
Nacisnąć i przytrzymać przycisk bloka-
2
dy (2).
Wsunąć zewnętrzny przewód dopro-
3
wadzający drut (1) tak daleko, aby przycisk blokady (2) ponownie
wyskoczył.
Wymiana zewnętrznego przewodu do-
2
prowadzającego drut:
Wyciągnąć drut elektrodowy
1
z zewnętrznego przewodu doprowad-
zającego drut, naciskając przycisk cofania drutu.
Nacisnąć przycisk blokady (2)
2
i jednocześnie wyciągnąć zewnętrzny
przewód doprowadzający drut (1).
Wyciągnąć zewnętrzny przewód do-
3
prowadzający drut (1).
22
Czynności końcowe
(1)
(2)
(3)
(1)
(4)
(3)
WSKAZÓWKA! Podczas monta-
żu osłon należy zwracać uwagę,
aby kabel nie uległ zakleszczeniu,
zagięciu lub uszkodzeniu w inny
sposób!
Założyć osłonę silnika (4).
1
Przykręcić osłonę silnika (4) 2 śrubami
2
z łbem o gnieździe sześciokątnym (1)
rozwartość klucza 3 mm.
Założyć osłonę rolek podających (2).
3
Przykręcić osłonę rolek podających (2)
4
2 śrubami z łbem o gnieździe sześciokątnym (3)
rozwartość klucza 3 mm.
PL
23

Podłączenie układu optycznego lasera, Cross-Jet
oraz dodatkowego wyciągu
Podłączenie układu optycznego lasera
Podłączenie
Cross-Jet oraz
dodatkowego wyciągu
Podłączenie układu optycznego lasera można wykonać wyłącznie zgodnie z informacjami
podanymi w instrukcji obsługi układu optycznego lasera.
Należy przestrzegać zaleceń oraz przepisów dotyczących bezpieczeństwa producenta
układu optycznego lasera!
Podłączyć przewody Cross-Jet i dodatkowego wyciągu zgodnie ze specyfikacją przy-
1
łączy (np. za pomocą zacisków przewodów).
24

Wkładanie / wymiana rolek podających
PL
Przygotowanie Wykręcić 2 śruby z łbem o gnieździe
(1)
(2)
Wkładanie/wymiana rolek podających
(1)
(2)
1
sześciokątnym (2)
rozwartość klucza 3 mm.
Usunąć osłonę rolek podających (1).
2
Odłączyć zewnętrzny przewód dopro-
1
wadzający drut.
Odchylić obejmę zaciskową (1).
2
(2)
(3)
Wykręcić wał odkręcany (3).
3
Wyjąć rolkę podającą (2).
4
4
3
25

(6)
(5)
(4)
Odkręcić nakrętkę sześciokątną, ro-
5
zwartość klucza 10 mm (5) — kluczem
do kół napędowych (6) z zakresu dostawy laserowej głowicy spawalniczej przytrzymać rolkę podającą (4).
Wyjąć rolkę podającą (4).
6
Montaż wykonać w kolejności odwrotnej.
Czynności końcowe
(1)
(2)
(2)
WSKAZÓWKA! Podczas monta-
żu osłon należy zwracać uwagę,
aby kabel nie uległ zakleszczeniu,
zagięciu lub uszkodzeniu w inny
sposób!
Założyć osłonę rolek podających (1).
1
Przykręcić osłonę rolek podających (1)
2
2 śrubami z łbem o gnieździe sześciokątnym (2)
rozwartość klucza 3 mm.
26

Regulacja laserowej głowicy spawalniczej
PL
Wolny wylot drutu
Schweißbrenner
Kontaktrohr
Osie regulowane Położenie spawania łukiem spawalniczym w przestrzeni w stosunku do promienia lasero-
wego jest regulowane w dwóch osiach kartezjańskiego układu współrzędnych.
Ustawienia w osi Z można dokonać tylko przez kolimację układu optycznego lasera.
14 mm
Stick-Out
WSKAZÓWKA! Podczas ustawiania położenia palnika spawalniczego w przestrzeni należy
zasadniczo zwracać uwagę na
wolny wylot drutu wynoszący
14 mm.
y (± 3 mm)
x (± 2 mm)
OSTROŻNIE! Niebezpieczeństwo uszkodzenia światłowodu przez laserową gło-
wicę spawalniczą ustawioną pionowo w stosunku do powierzchni elementu spawanego.
Jeżeli układ optyczny lasera jest ustawiony pod kątem 90° do powierzchni elementu spawanego, promieniowanie laserowe odbija się bezpośrednio na układ
optyczny lasera. W ten sposób może dojść do poważnego uszkodzenia światłowodu.
Laserową głowicę spawalniczą należy zawsze prowadzić zgodnie lub przeciwnie
do kierunku spawania!
27

Element nastaw-
y
czy na laserowej
głowicy spawalniczej
Laserowa głowica spawalnicza jest wyposażona w element nastawczy, umożliwiający dokładne pozycjonowanie w osi współrzędnych X i Y.
Element nastawczy składa się zasadniczo
z:
(1) śruby nastawczej z podziałką;
śruby z łbem o gnieździe sześciokątnym
o rozwartości klucza 3 mm
¼ obrotu odpowiada przestawieniu
(1)
(2)
(2) skali z podanym zakresem przesta-
o 0,25 mm;
wienia.
Nastawianie osi X
(2)
x
WSKAZÓWKA! W przypadku zastosowania stalowego prowadnika drutu palnika
spawalniczego, na jednostce nastawczej laserowej głowicy spawalniczej może
wystąpić potencjał spawania!
(2)
(1)
(1)
Zwolnić wkręt bez łba, (1)
1
rozwartość klucza 3 mm.
Nastawić oś X śrubą nastawczą (2)
2
i kluczem imbusowym o rozwartości
3 mm:
1 obrót odpowiada 1,0 mm.
Po nastawieniu osi X ponownie przy-
3
kręcić wkręt bez łba (1).
28

Nastawianie osi Y
WSKAZÓWKA! Zakres ustawień y, wynoszący ± 3 mm, zaczyna się od 2-giej
kreski podziałki na skali y.
Na pozycji 0 laser i drut elektrodowy znajdują się w tej samej pozycji.
PL
5
(1)
2 0
05
- 3 mm
=
+ 3 mm
(2)
Zwolnić wkręt bez łba, (1)
1
rozwartość klucza 3 mm.
Nastawić oś Y śrubą nastawczą (2)
2
i kluczem imbusowym o rozwartości
3 mm:
1 obrót odpowiada 1,0 mm.
Po nastawieniu osi Y ponownie przy-
3
kręcić wkręt bez łba (1).
29

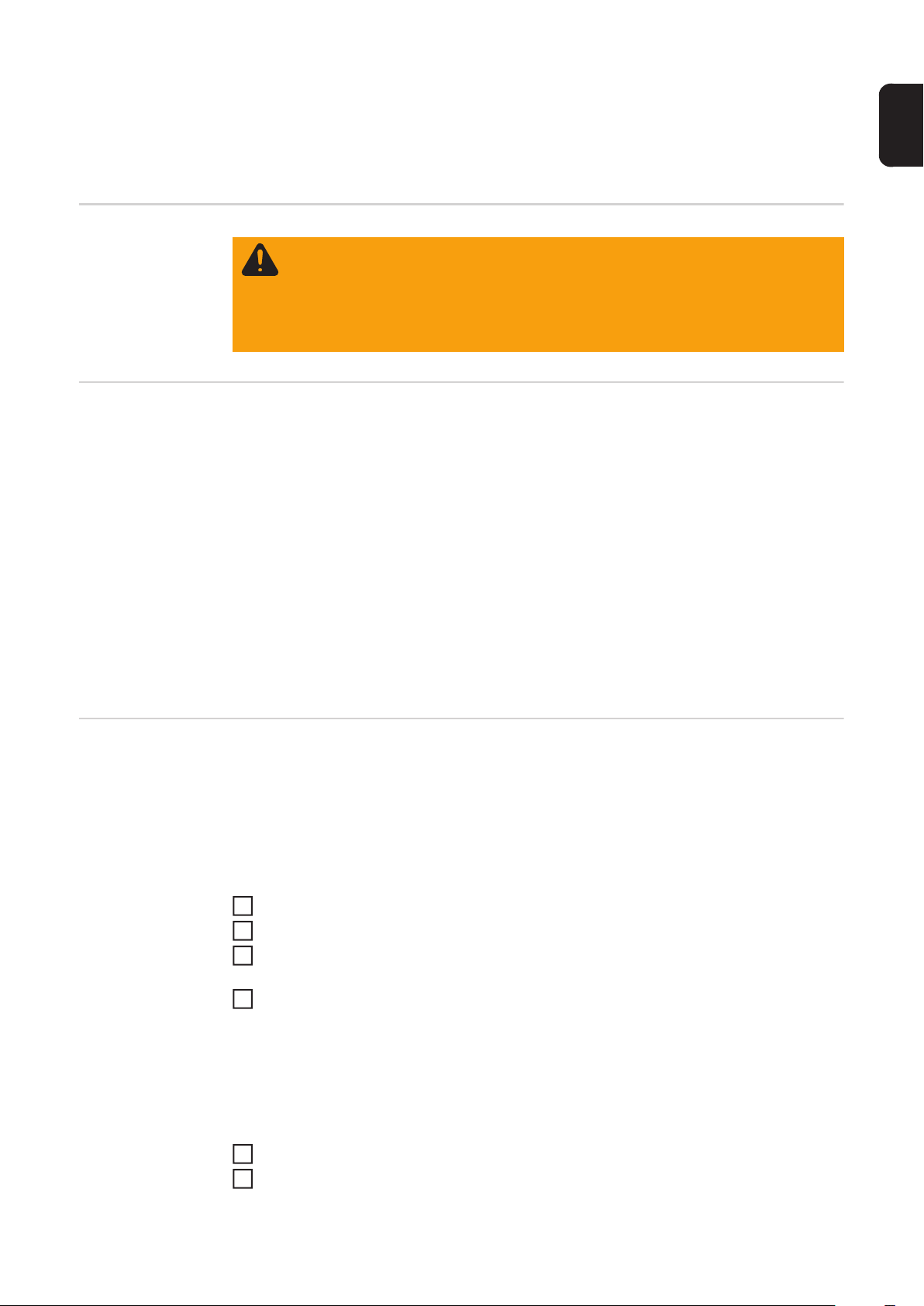
Ustawienie promieniowego przepływu powietrza
Warunek WAŻNE! Ustawienia promieniowego przepływu powietrza należy dokonać przed urucho-
mieniem laserowej głowicy spawalniczej!
Do ustawienia promieniowego przepływu powietrza wymagane
jest użycie miernika ilości przepływu z zakresu dostawy laserowej
głowicy spawalniczej.
Ustawienie promieniowego przepływu powietrza
WAŻNE! Podczas demontowania szufladki
ze szkła ochronnego należy zwracać
uwagę, aby nie uległa ona zabrudzeniu,
zarysowaniu lub uszkodzeniu w inny
sposób!
Wyjąć szufladkę ze szkła ochronnego
1
1
(1)
(1) z układu optycznego lasera.
WAŻNE! Podczas montowania szufladki
ze szkła ochronnego należy zwracać
uwagę, aby nie uległa ona zabrudzeniu,
zarysowaniu lub uszkodzeniu w inny
sposób!
2
3
Odłączyć przewód powietrza (2).
2
Odchylić na bok przyłącze powietrza
3
(3).
Ponownie zamontować szufladkę ze
4
szkła ochronnego.
30
(2) (3)
(4)
(5)
(6)
Połączyć ze sobą przewód (5)
5
i adapter (4) z zakresu dostawy laserowej głowicy spawalniczej.
Podłączyć przewód.
6
6
Miernik ilości przepływu (6) nałożyć na
7
PL
przewód i adapter.
Nakręcić dopływ powietrza.
8
Płaskim wkrętakiem ustawić ilość pow-
9
ietrza na 25 l/min.
Zdjąć miernik ilości przepływu (6).
10
(4)
(5)
Odłączyć przewód (5) i adapter (4).
11
11
31

WAŻNE! Podczas demontowania szufladki
ze szkła ochronnego należy zwracać
uwagę, aby nie uległa ona zabrudzeniu,
zarysowaniu lub uszkodzeniu w inny
sposób!
14
(2) (3)
13
Wyjąć szufladkę ze szkła ochronnego
12
z układu optycznego lasera.
Przechylić z powrotem przyłącze pow-
13
ietrza (3).
Podłączyć przewód powietrza (2).
14
WAŻNE! Podczas montowania szufladki
ze szkła ochronnego należy zwracać
uwagę, aby nie uległa ona zabrudzeniu,
zarysowaniu lub uszkodzeniu w inny
sposób!
Włożyć szufladkę ze szkła ochronnego
15
(1)
15
(1).
32
Przygotowanie programu referencyjnego i kontrola
pozycji drutu elektrodowego względem ogniska lasera
Bezpieczeństwo
Informacje ogólne
Dla opisanych prac nastawczych wymagane jest zastosowanie lasera pilotującego o niskiej mocy.
Pozycję punktu ogniskowania promienia laserowego w stosunku do elementu spawanego
i końca drutu elektrodowego w przypadku metody spawania łukiem spawalniczym reguluje
się osiami X i Y układu współrzędnych.
Przygotowanie programu referencyjnego jest konieczne:
- po pierwszym montażu laserowej głowicy spawalniczej;
- podczas programowania nowego punktu odniesienia (nowego elementu).
OSTRZEŻENIE! Nieprawidłowo przeprowadzone prace mogą doprowadzić do
wystąpienia poważnych obrażeń i strat materialnych. Ustawienia mogą zostać
dokonane wyłącznie przez przeszkolony personel specjalistyczny! Należy przestrzegać przepisów dotyczących bezpieczeństwa zawartych w instrukcji obsługi,
zwłaszcza w części „Kontrola zgodności z wymogami bezpieczeństwa technicznego”.
PL
Tworzenie programu referencyjnego
Kontrola pozycji drutu elektrodowego względem ogniska lasera jest konieczna:
- po każdej wymianie laserowej głowicy spawalniczej,
- po każdej wymianie układu optycznego lasera,
- po każdej wymianie palnika spawalniczego.
Zakres dostawy laserowej głowicy spawalniczej obejmuje metalowy sprawdzian pomiarowy, służący do dokładnego ustawienia pozycji drutu elektrodowego naprzeciwko ogniska
promienia laserowego.
Sprawdzian pomiarowy jest montowany w obszarze roboczym robota i służy do stworze-
nia programu referencyjnego dla elementów seryjnych.
Przed spawaniem pierwszego elementu seryjnego stworzyć program referencyjny:
Zamontować sprawdzian pomiarowy (1) w obszarze roboczym robota.
1
Określić TCP dla laserowej głowicy spawalniczej.
2
Przy użyciu robota ustawić układ optyczny lasera równolegle do próbnego elementu
3
spawanego.
Przy użyciu robota ustawić układ optyczny lasera w osi Z laserowej głowicy spawalni-
4
czej na prawidłową ogniskową lasera.
Podczas ustawiania układu optycznego lasera w osi Z należy przestrzegać oznaczeń
na elementach optycznych lasera.
Prawidłowa wartość ogniskowej lasera jest podana w instrukcji obsługi układu optycznego lasera dostarczonej przez jego producenta.
Nawlekanie drutu elektrodowego
5
Na palniku spawalniczym laserowej głowicy spawalniczej ustawić wolny wylot drutu
6
dostosowany do danego zastosowania (14 mm).
33
Ustawić pozycję drutu elektrodowego względem ogniska lasera za pomocą jednostek
7
nastawczych osi X i Y.
Drut elektrodowy powinien stykać się z próbnym elementem spawanym.
Wykonać spawania próbne, udokumentować wolny wylot drutu oraz wartości nastaw-
8
cze.
Najlepszy rezultat spawania posłuży za podstawę programu referencyjnego.
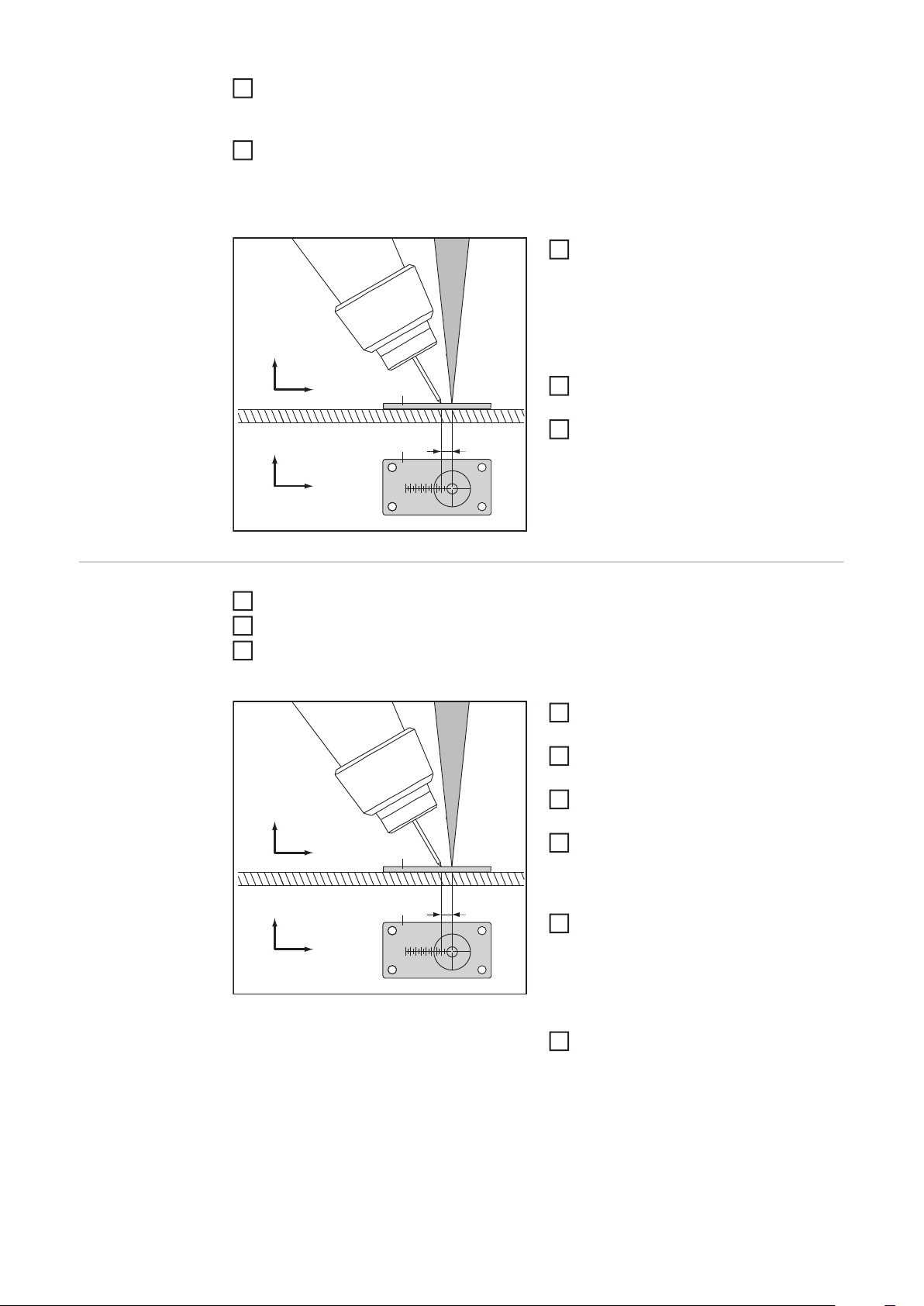
Wykonać najazd robotem na sprawdzi-
9
an pomiarowy tak, aby
- ognisko lasera znajdowało się
w centrum krzyża celowniczego
sprawdzianu pomiarowego,
- drut elektrodowy znajdował się na
z
y
x
y
(1)
(1)
r
10
11
skali sprawdzianu pomiarowego.
Zapisać pozycję w pamięci robota jako
program referencyjny.
Udokumentować odstęp drutu elektrodowego względem ogniska lasera
w osi X i Y zgodnie ze skalą na sprawdzianie pomiarowym.
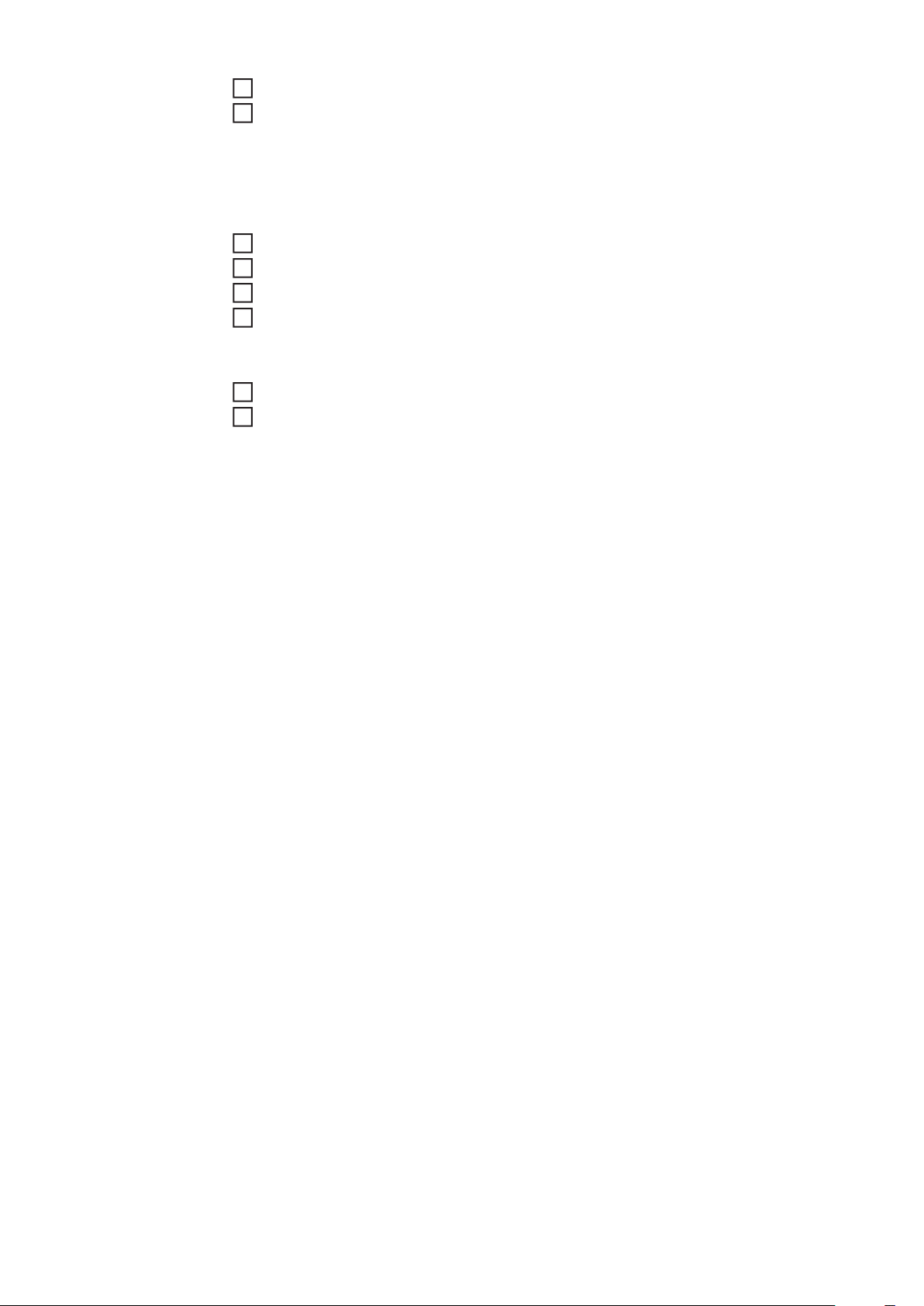
Skontrolować pozycję drutu elektrodowego
względem ogniska lasera.
Wyłączyć źródło prądu spawania MIG/MAG.
1
Zdemontować końcówkę palnika pakietu przewodów robota Robacta Drive.
2
Wykonać robotem najazd na punkt referencyjny sprawdzianu pomiarowego (1):
3
ognisko lasera znajduje si
ę w krzyżu celowniczym sprawdzianu pomiarowego.
Zamontować końcówkę palnika pakie-
4
tu przewodów robota Robacta Drive.
Włączyć źródło prądu spawalniczego
5
MIG/MAG.
Nawlec drut elektrodowy aż do spraw-
6
z
y
(1)
dzianu pomiarowego.
Na palniku spawalniczym laserowej
7
głowicy spawalniczej ustawić wolny
wylot drutu dostosowany do danego
x
(1)
y
r
zastosowania.
Skontrolować pozycję drutu elektrodo-
8
wego względem ogniska lasera:
pozycja drutu elektrodowego musi odpowiadać wartościom udokumentowanym na skali sprawdzianu
pomiarowego.
Ewentualnie skorygować pozycję dru-
9
tu elektrodowego względem ogniska
lasera za pomocą elementów nastawczych osi X i Y.
34

Przebieg sygnałów spawania LaserHybrid
PL
Bezpieczeństwo
Przebieg sygnałów spawania LaserHybrid
OSTRZEŻENIE! Nieprawidłowo przeprowadzone prace mogą doprowadzić do
wystąpienia poważnych obrażeń i strat materialnych. Zaprogramowanie procedury spawania może zostać dokonane wyłącznie przez przeszkolony personel
specjalistyczny! Należy przestrzegać przepisów dotyczących bezpieczeństwa
zawartych w instrukcji obsługi, zwłaszcza w części „Kontrola zgodności
z wymogami bezpieczeństwa technicznego”.
WSKAZÓWKA! W przypadku spawania wielu krótkich spoin w bezpośrednich
odstępach, strumień Cross-Jet i zewnętrzny wyciąg należy wyłączyć dopiero na
końcu całej procedury. Pozwala to uniknąć zabrudzeń szkła ochronnego powodowanych przez dym spawalniczy.
Pozycja startowa robota:
Ustawić sygnał „Wyciąg wł.”.
1
Ustawić sygnał „Cross-Jet wł.”.
2
Wybrać tryb pracy
3
np. Tryb pracy „3” (wybór wewnętrznych parametrów do celów regulacji systemu):
Bit pracy „0” ustawić na „1”.
Bit pracy „1” ustawić na „1”.
Bit pracy „2” ustawić na „0”.
Jeżeli wybrano tryb pracy „Job”, dokładniejsze informacje na temat pracy w trybie
„Job” podano w instrukcji obsługi źródła prądu spawalniczego MIG/MAG.
Jeżeli nie ma konieczności podgrzewania, należy kontynuować czynności zgodnie
z informacjami podanymi w ustępie „Pozycja początkowa spawania LaserHybrid”.
Pozycja początkowa podgrzewania:
Warunek: Laser musi być gotowy do emisji promieniowania.
Ustawić sygnał „Test gazu”.
1
Ustawić sygnał „Laser wł.”.
2
Temperatura podgrzewania wynika z następujących czynników:
prędkości posuwu,
mocy lasera,
odstępu od powierzchni elementu spawanego.
Pozycja końcowa podgrzewania:
Wyzerować sygnał „Laser wł.”.
1
Wyzerować sygnał „Test gazu”.
2
Pozycja początkowa spawania LaserHybrid:
Warunek: Laser musi być gotowy do emisji promieniowania.
Ustawić sygnał „Łuk spawalniczy wł.”.
1
Poczekać na sygnał przepływu prądu („Łuk spawalniczy istnieje”).
2
35
Ustawić sygnał „Laser wł.”.
3
Ustawić sygnał „Robot wł.”.
4
Odstęp między laserem a drutem elektrodowym powinien, w zależności od procesu,
wynosić od 1 do 5 mm.
Pozycja końcowa spawania LaserHybrid:
Zatrzymać ruch robota.
1
Ustawić sygnał „Laser wył.”.
2
Wyzerować sygnał „Spawanie wł.”.
3
Odczekać, aż sygnał przepływu prądu będzie zerowy.
4
Pozycja końcowa robota:
Ustawić sygnał „Cross-Jet wył.”.
1
Ustawić sygnał „Wyciąg wył.”.
2
36

Wymienić palnik spawalniczy
PL
Bezpieczeństwo
Wymienić palnik
spawalniczy
OSTROŻNIE! Niebezpieczeństwo oparzenia przez palnik spawalniczy, rozgrza-
ny w następstwie pracy. Czyszczenie palnika spawalniczego i sprawdzanie jego
elementów można przeprowadzać tylko po ostygnięciu palnika spawalniczego.
Wykręcić 2 śruby z łbem o gnieździe
1
sześciokątnym (2) i (3)
rozwartość klucza 2,5 mm.
Wymontować osłonę wiązki uchwytu
2
(1).
(1)
(2)
(3)
Wykręcić śrubę z łbem o gnieździe
3
sześciokątnym (5)
rozwartość klucza 4 mm.
Odłączyć złączkę mediów (4).
4
(4)
(5)
37

(6)
(7)
Wykręcić śruby z łbem o gnieździe
5
sześciokątnym (6) i (7)
rozwartość klucza 3 mm.
Wyciągnąć palnik spawalniczy (8)
6
w pozycji skierowanej w dół.
(8)
Montaż wykonać w kolejności odwrotnej.
5
WAŻNE! Podczas montażu palnika spa-
walniczego należy zwracać uwagę na stan
i obecność pierścienia samouszczelniającego!
38

Wymiana elementów palnika spawalniczego ulegających zużyciu
Bezpieczeństwo
Części zamienne
palnika spawalniczego
PL
OSTROŻNIE! Niebezpieczeństwo oparzenia przez palnik spawalniczy, rozgrza-
ny w następstwie pracy. Czyszczenie palnika spawalniczego i sprawdzanie jego
elementów można przeprowadzać tylko po ostygnięciu palnika spawalniczego.
Wymiana elementów palnika spawalniczego
ulegających zużyciu
1
1
1
1
2
2
Wymiana dyszy gazowej
(klucz imbusowy o rozwartości 4 mm)
2
2
1
1
2
2
Wymiana nakrętki złączkowej
(klucz maszynowy płaski o rozwartości 12 mm)
Wymiana końcówki prądowej
39

1
3
2
1
Wymiana prowadnika drutu palnika spawalniczego
40

Wymiana blachy osłony antyodpryskowej
PL
Demontaż blachy
osłony antyodpryskowej
Montaż blachy
osłony antyodpryskowej
(1)
(2)
Wykręcić śruby z łbem o gnieździe
1
sześciokątnym (1) i (2)
rozwartość klucza 3 mm.
Przesunąć blachę osłony antyodprys-
2
2
(3)
kowej (3) do tyłu i ją zdemontować.
Zawiesić blachę osłony antyodprysko-
1
wej (1) i przesunąć ją do przodu.
(3)
(2)
(1)
(1)
1
Przykręcić blachę osłony antyodprys-
2
kowej (1) dwiema śrubami z łbem
o gnieździe sześciokątnym (2) i (3)
rozwartość klucza 3 mm.
41

Wymiana układu optycznego lasera
Bezpieczeństwo
Przygotowanie Ustawić laserową głowicę spawalniczą tak, aby układ optyczny lasera był skierowany
Wymontować
układ optyczny
lasera.
1
2
3
4
OSTRZEŻENIE! Nieprawidłowo przeprowadzone prace mogą doprowadzić do
wystąpienia poważnych obrażeń i strat materialnych. Montaż może być wykonywany wyłącznie przez przeszkolony personel specjalistyczny! Należy przestrzegać przepisów dotyczących bezpieczeństwa zawartych w instrukcji obsługi,
zwłaszcza w części „Kontrola zgodności z wymogami bezpieczeństwa technicznego”.
pionowo i możliwie łatwo dostępny.
Odłączyć kabel światłowodowy od układu optycznego lasera zgodnie z instrukcją ob-
sługi układu optycznego lasera.
Nałożyć pokrywę ochronną na układ optyczny lasera.
Odłączyć przewód powietrza odlotowego Cross-Jet.
Wykręcić śruby z łbem o gnieździe
1
sześciokątnym (1) i (2)
rozwartość klucza 3 mm.
Przesunąć blachę osłony antyodprys-
2
2
(1)
(2)
(3)
kowej (3) do tyłu i ją zdemontować.
42
(4)
3
Odkręcić rurkę wyciągu (4).
3

WAŻNE! Podczas wyjmowania i wkładania
szufladki ze szkła ochronnego należy zwracać uwagę, aby nie uległa ona zabrudzeniu, zarysowaniu lub uszkodzeniu w inny
sposób.
PL
4
5
7
6
Wyjąć szufladkę ze szkła ochronnego
4
(5) z układu optycznego lasera.
Odłączyć przewód powietrza.
5
Odchylić na bok przyłącze powietrza
6
(6).
Ponownie włożyć szufladkę ze szkła
7
(5) (6)
ochronnego (5).
Wykręcić 2 śruby z łbem o gnieździe
8
sześciokątnym (7) i (8)
rozwartość klucza 3 mm.
(8)
(7)
Wyciągnąć Cross-Jet (9) do przodu.
9
(9)
9
43

(14)
Wykręcić 4 śruby z łbem o gnieździe
10
sześciokątnym (10)–(13) po spodniej
stronie laserowej głowicy spawalniczej
10
10
10
10
rozwartość klucza 2,5 mm.
(11) (12) (13)(10)
Odłączyć przewody wody chłodzącej
11
(14) i (15).
11
(15)
(16)
11
Wykręcić 2 śruby z łbem o gnieździe
12
sześciokątnym (16) i (17)
rozwartość klucza 3 mm.
(17)
44

Zwolnić 2 śruby z łbem o gnieździe
13
sześciokątnym (17) i (18)
rozwartość klucza 3 mm.
Wyciągnąć układ optyczny lasera
14
w kierunku do góry.
PL
Pozycja montażowa układu optycznego lasera
(17)
(18)
14
(A)
(B)
(1)
np. układ optyczny lasera wyposażony w moduł kamery (1)
(bez kamery)
(A) pozycja montażowa układu optycznego lasera wyposażonego w moduł kamery,
(B) pozycja montażowa układu optycznego lasera niewyposażonego w moduł kame-
ry.
45

Montaż układu
optycznego lasera
WAŻNE! Podczas wymiany układu optycznego lasera należy zwracać uwagę, aby układ
optyczny lasera oraz palnik spawalniczy były skorelowane ze sobą pod względem ogniskowej.
WAŻNE! Podczas montażu układu optycz-
nego lasera należy zwracać uwagę, aby
kołki pasowane na spodzie układu optycznego lasera znajdowały się
w przeznaczonych dla nich otworach.
Włożyć od góry układ optyczny lasera
1
do laserowej głowicy spawalniczej.
1
Dokręcić 4 śruby z łbem o gnieździe
2
sześciokątnym (1)–(4) po spodniej
stronie laserowej głowicy spawalniczej
2
rozwartość klucza 2,5 mm.
(9)
(10)
2
2
2
(1)
(2)
(3) (4)
Zwolnić 6 śrub z łbem o gnieździe
3
sześciokątnym (5)–(10)
rozwartość klucza 3 mm.
Dokręcić śruby z łbem o gnieździe
4
sześciokątnym (5)–(10)
w następującej kolejności:
1. (5) + (6)
2. (7) + (8)
3. (9) + (10)
(7)
(8)
(5)
46
(6)
Podłączyć przewody wody chłodzącej
5
(11) i (12).
PL
(11)
(12)
5
5
Włożyć od przodu Cross-Jet (13).
6
7
(14)
6
Zamocować Cross-Jet dwiema śruba-
7
mi z łbem o gnieździe sześciokątnym
(14) i (15)
rozwartość klucza 3 mm.
(13)
7
(15)
47

WAŻNE! Podczas wyjmowania i wkładania
szufladki ze szkła ochronnego należy zwracać uwagę, aby nie uległa ona zabrudzeniu, zarysowaniu lub uszkodzeniu w inny
sposób.
(18)
10
8
9
11
Wyjąć szufladkę ze szkła ochronnego
8
(16) z układu optycznego lasera.
Przechylić z powrotem przyłącze pow-
9
ietrza (17).
Podłączyć przewód powietrza.
10
Zamontować ponownie szufladkę ze
11
(16) (17)
12
szkła ochronnego (16).
Wkręcić rurkę wyciągu (18).
12
Czynności końcowe
(1)
Zawiesić blachę osłony antyodprysko-
1
wej (1) i przesunąć ją do przodu.
1
48
(3)
(2)
(1)
Przykręcić blachę osłony antyodprys-
2
kowej (1) dwiema śrubami z łbem
o gnieździe sześciokątnym (2) i (3)
rozwartość klucza 3 mm.
PL
49

Działania służące zmniejszeniu zabrudzenia układu
optycznego
Działania służące
zmniejszeniu zabrudzenia układu
optycznego
Cross-Jet i odsysanie
1. Należy przestrzegać wartości dotyczących Cross-Jet i odsysania podanych
w niniejszej instrukcji obsługi.
2. Co najmniej 5 sekund przed rozpoczęciem spawania należy włączyć Cross-Jet
i odsysanie.
3. Wyłączyć Cross-Jet i odsysanie dopiero wtedy, gdy laserowa głowica spawalnicza
znajdzie się w strefie pozbawionej dymu.
Szkło ochronne i jego wymiana
4. Aby zapobiec przenikaniu pyłu do soczewki skupiającej, podczas wymiany szkła
ochronnego laserowa głowica spawalnicza musi stać pionowo (palnik spawalniczy
wskazuje w kierunku podłoża).
5. Przed wymianą szkła ochronnego:
–Włączyć Cross-Jet i odsysanie.
– Oczyścić jak najdokładniej głowicę spawalniczą sprężonym powietrzem.
WAŻNE! Nie kierować strumienia powietrza bezpośrednio na szkło ochronne!
–Wyłączyć Cross-Jet.
– Wymienić szkło ochronne
WAŻNE! Podczas wymiany szkła ochronnego odsysanie musi być włączone,
a Cross-Jet należy wyłączyć.
6. Szufladkę na szkło ochronne trzymać otwartą tylko tak długo, jak to konieczne.
7. Jeżeli na szkle ochronnym osadził się dym spawalniczy, należy wymienić je na nowe.
Zabrudzone szkło ochronne może być użyte ponownie.
– Oczyścić wstępnie szkło ochronne szmatką.
–Właściwe czyszczenie szkła ochronnego wykonać z użyciem wacika zanurzone-
go w metanolu.
– Szkło ochronne przechowywać w miejscu wolnym od pyłu.
8. Jeżeli na szkle ochronnym widoczne są rozpryski spawalnicze, należy je natychmiast
wymienić na nowe.
Szkło ochronne uszkodzone rozpryskami spawalniczymi należy zutylizować.
9. Na początku produkcji należy kontrolować szkło ochronne częściej, aby określić termin jego wymiany w zależności od rodzaju zastosowania.
Zautomatyzowane czyszczenie palnika spawalniczego
10. W przypadku korzystania ze zautomatyzowanego czyszczenia palnika spawalniczego:
podczas procesu czyszczenia włączyć Cross-Jet i odsysanie.
50

Wymiana kabla światłowodowego
11. Podczas wymiany kabla światłowodowego laserowa głowica spawalnicza musi znajdować się w pozycji poziomej, aby do układu optycznego nie dostał się pył.
WAŻNE! Przed wymianą oczyścić sprężonym powietrzem!
Wymiana laserowej głowicy spawalniczej
12. Podczas wymiany laserowej głowicy spawalniczej należy bezwzględnie wyregulować
ponownie promieniowy przepływ powietrza zgodnie z instrukcją obsługi.
PL
51
Dane techniczne
LaserHybrid
Ultracompact
(Laserowa głowica spawalnicza)
LaserHybrid
Ultracompact
Wiązka uchwytu
Masa (bez układu optycznego lasera) 6 kg
Wymiary
F200
F300
Maksymalna moc lasera emitowana na element spawany
F200
F300
Maks. obciążalność prądowa (100% ED)
F200
F300
Maksymalny prąd spawania przy 100% ED (10 min /
40°C)
M21 (EN439)
C1 (EN439)
Średnica drutu 1,0–1,6 mm
Pomiar napięcia (V-Peak) 141 V
Długość wiązki uchwytu 6 m
Układ chłodzenia Chłodzenie cieczą
Płyn chłodzący Oryginalny płyn chłodzący
Najmniejsza wydajność chłodzenia wg normy IEC
60974-2,
w zależności od długości wiązki uchwytu
Ciśnienie płynu chłodzącego min./maks. 3,0/5,5 bar
Minimalny przepływ płynu chłodzącego 1,0 l/min
360 x 150 x 514 mm
360 x 150 x 610 mm
4000 W
6000 W
250 A
350 A
350 A
350 A
Fronius
870 W
Produkt spełnia wymogi normy IEC 60974-7.
52

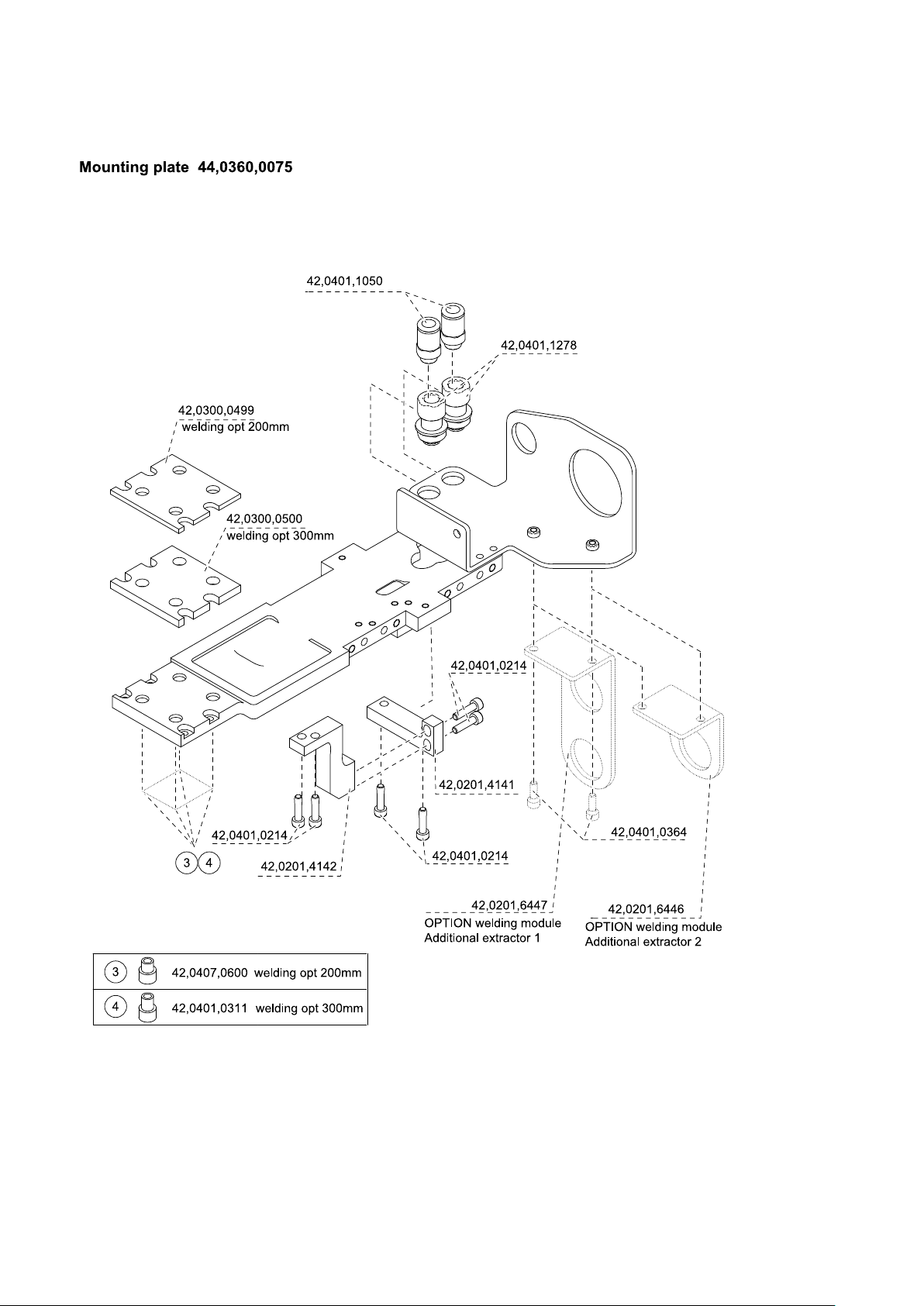
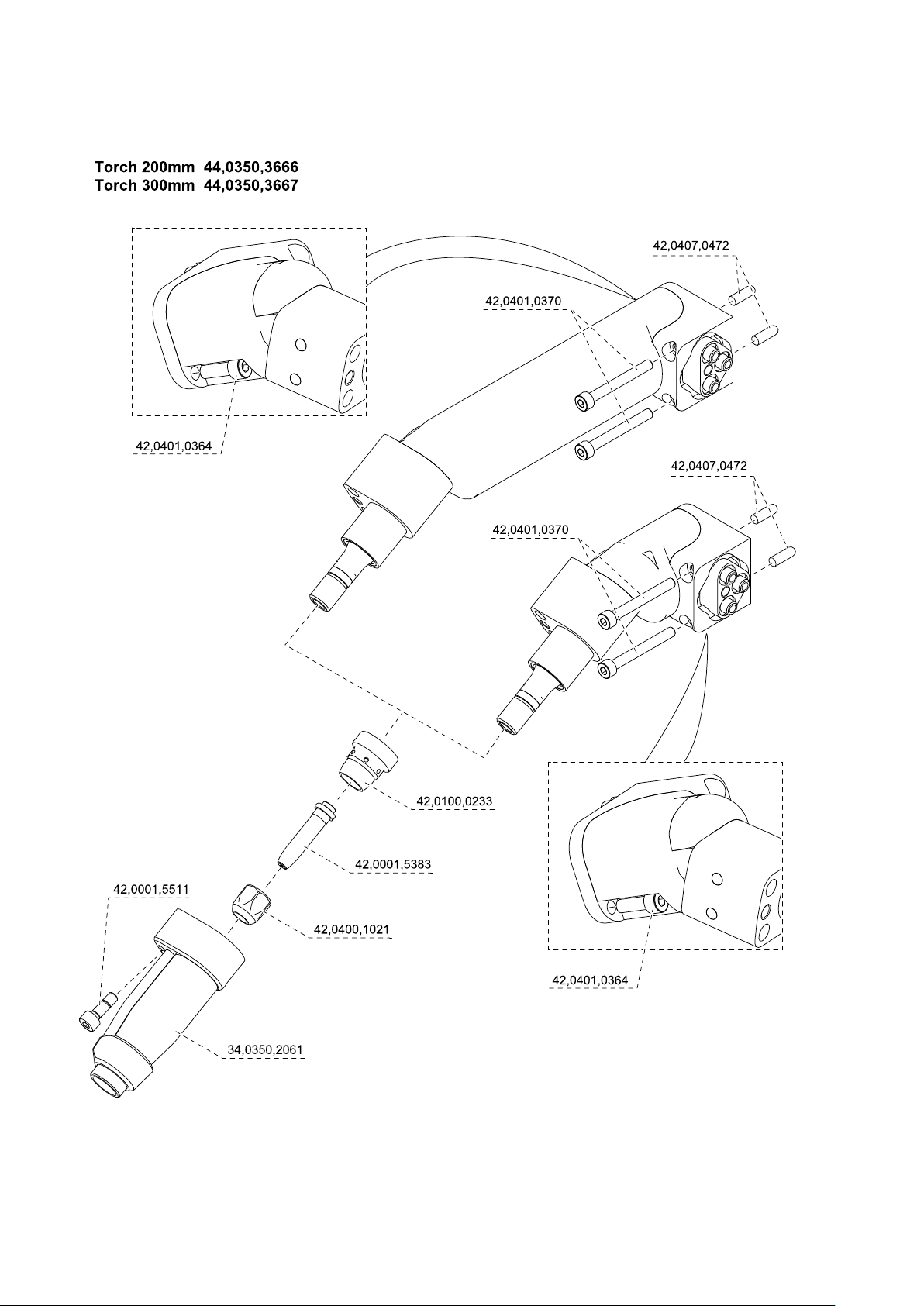
Lista części zamiennych: Lista części zamiennych
53
545556


57

FRONIUS INTERNATIONAL GMBH
Froniusplatz 1, A-4600 Wels, Austria
Tel: +43 (0)7242 241-0, Fax: +43 (0)7242 241-3940
E-Mail: sales@fronius.com
www.fronius.com
www.fronius.com/addresses
Under http://www.fronius.com/addresses you will find all addresses
of our Sales & service partners and Locations
 Loading...
Loading...