

Page 1

/ Perfect Charging / Perfect Welding / Solar Energy
LaserHybrid 90°
Instructions de service
Liste des pièces de rechange
FR
LaserHybrid
42,0426,0088,FR 010-30042018
Page 2

2
Page 3

Cher lecteur
Introduction Nous vous remercions de la confiance que vous nous témoignez et vous félicitons d'avoir
acquis ce produit Fronius de haute qualité technique. Les présentes Instructions de service
doivent vous permettre de vous familiariser avec ce produit. Par une lecture attentive de
ces instructions, vous apprendrez à connaître les diverses possibilités de votre produit Fronius. C'est ainsi seulement que vous pourrez en exploiter au mieux tous les avantages.
Respectez les consignes de sécurité et veillez par ce biais à garantir davantage de sécurité sur le lieu d'utilisation du produit. Une manipulation appropriée de ce produit garantit
sa qualité et sa fiabilité à long terme. Ces deux critères sont des conditions essentielles
pour un résultat optimal.
FR
3
Page 4

Consignes de sécurité
Explication des
consignes de sécurité
Généralités
DANGER ! Signale un risque de danger immédiat. S'il n'est pas évité, il peut en-
traîner la mort ou des blessures graves.
AVERTISSEMENT ! Signale une situation potentiellement dangereuse. Si elle
n'est pas évitée, elle peut entraîner la mort ou des blessures graves.
ATTENTION ! Signale une situation susceptible de provoquer des dommages. Si
elle n'est pas évitée, elle peut entraîner des blessures légères ou minimes, ainsi
que des dommages matériels.
REMARQUE! Signale la possibilité de mauvais résultats de travail et de dommages sur l'équipement.
IMPORTANT! Signale des astuces d'utilisation et d'autres informations particulièrement
utiles. Cette mention ne signale pas une situation dangereuse ou susceptible de provoquer
des dommages.
Soyez extrêmement attentif lorsque vous voyez l'un des symboles illustrés dans le chapitre
« Consignes de sécurité ».
La tête LaserHybrid est fabriquée selon l'état actuel de la technique et conformément aux règles techniques de sécurité en vigueur. Cependant, en cas
d'erreur de manipulation ou de mauvaise utilisation, il existe un risque
- de blessure et de mort pour l'utilisateur ou des tiers,
- de dommages pour la tête LaserHybrid et les autres biens de l'utilisateur,
- d'inefficacité du travail avec la tête LaserHybrid.
Toutes les personnes concernées par la mise en service, l'utilisation, la main-
tenance et la remise en état de la tête LaserHybrid doivent
- posséder les qualifications correspondantes,
- avoir des connaissances en soudage et
- suivre avec précision les présentes Instructions de service ainsi que les
Instructions de service des composants de l'installation suivants :
laser
optique laser
source de courant et dévidoir correspondant
robot et commande du robot
Les Instructions de service doivent être conservées en permanence sur le lieu
d'utilisation de la tête LaserHybrid. En complément des présentes Instructions
de service, les règles générales et locales en vigueur concernant la prévention
des accidents et la protection de l'environnement doivent être respectées.
4
Page 5

Concernant les avertissements de sécurité et de danger présents sur la tête
LaserHybrid, veiller à
- leur lisibilité permanente
- ne pas les détériorer
- ne pas les retirer
- ne pas les recouvrir, ni coller d'autres autocollants par-dessus, ni les
peindre.
Vous trouverez les emplacements des avertissements de sécurité et de danger présents sur la tête LaserHybrid au chapitre « Généralités » des Instructions de service de votre tête LaserHybrid.
Éliminer les pannes qui peuvent menacer la sécurité avant de mettre la tête
LaserHybrid sous tension.
Votre sécurité est en jeu !
FR
Utilisation
conforme à la
destination
Conditions environnementales
La tête LaserHybrid est exclusivement destinée aux applications dans le
cadre d'un emploi conforme aux règles en vigueur.
La tête LaserHybrid est exclusivement destinée au soudage LaserHybrid des
matériaux en aluminium, en CrNi et en acier.
Toute autre utilisation sera considérée comme non conforme.
Le fabricant ne saurait être tenu responsable des dommages consécutifs.
Font également partie de l'utilisation conforme :
- la lecture attentive et le respect de toutes les indications des Instructions
de service,
- la lecture attentive et le respect de tous les avertissements de sécurité et
de danger,
- le respect des travaux d'inspection et de maintenance.
Ne jamais utiliser la tête LaserHybrid ou la source de courant pour dégeler des
conduites.
La tête LaserHybrid est configurée pour une utilisation dans le secteur industriel et professionnel. Le fabricant ne saurait être tenu pour responsable des
dommages dus à une utilisation dans des zones de vie domestique.
Le fabricant décline toute responsabilité en cas de résultats de travail défectueux ou insatisfaisants.
Tout fonctionnement ou stockage de la tête LaserHybrid en dehors du domaine indiqué est considéré comme non conforme. Le fabricant ne saurait
être tenu pour responsable des dommages consécutifs.
Plage de température pour l'air ambiant :
- lors du fonctionnement : -10 °C à +40 °C (14 °F à 104 °F)
- lors du transport et du stockage : -25 °C à +55 °C (-13 °F à 131 °F)
Humidité relative de l'air :
- jusqu'à 50 % à 40 °C (104 °F)
- jusqu'à 90 % à 20 °C (68 °F)
Air ambiant : absence de poussières, acides, substances ou gaz corrosifs,
etc.
Altitude au-dessus du niveau de la mer : jusqu'à 2 000 m (6561 ft. 8.16 in.)
5
Page 6

Obligations de
l'exploitant
L'exploitant s'engage à laisser travailler sur la tête LaserHybrid uniquement
des personnes qui
- connaissent les dispositions de base relatives à la sécurité du travail et à
la prévention des accidents et sont formées à la manipulation de la tête
LaserHybrid
- ont attesté par leur signature avoir lu et compris les présentes Instructions
de service, en particulier le chapitre « Consignes de sécurité »
- ont suivi une formation conforme aux exigences relatives aux résultats de
travail.
La sécurité de travail du personnel doit être contrôlée à intervalles réguliers.
Obligations du
personnel
Équipement de
protection individuelle
Toutes les personnes qui sont habilitées à travailler avec la tête LaserHybrid
s'engagent, avant de commencer à travailler
- à respecter les dispositions de base relatives à la sécurité du travail et à
la prévention des accidents,
- à lire les présentes instructions de service, en particulier le chapitre
« Consignes de sécurité », et à confirmer par leur signature qu'elles les
ont comprises et vont les respecter.
Avant de quitter le poste de travail, assurez-vous qu'aucun dommage corporel
ou matériel ne peut survenir, même en votre absence.
Pour votre sécurité personnelle, prendre les mesures suivantes :
Les personnes présentes dans la cellule fermée pour le procédé LaserHybrid
doivent
Porter des chaussures solides, isolantes y compris en milieu humide.
Porter des gants adaptés (isolation électrique, protection contre la chaleur)
Porter des lunettes de protection laser conformes pour protéger les yeux des
rayons laser. Pour protéger le visage et les yeux contre les rayons UV, porter
un écran de protection muni d'un élément filtrant réglementaire pour classe de
protection laser 4 devant les lunettes de protection laser et le visage. Ne pas
regarder directement le rayon laser, même avec l'élément filtrant réglementaire pour classe de protection laser 4.
Porter uniquement des vêtements adaptés (difficilement inflammables)
6
Page 7

Utiliser une protection auditive contre le bruit du Crossjet (120 dbA)
Si des personnes se trouvent dans la cellule fermée pour le procédé LaserHybrid,
- les informer des risques qu'elles encourent lors du fonctionnement (par
ex. accumulation potentielle de gaz nocifs, risque d'asphyxie dû au
manque d'oxygène dans l'air, danger dus à la lumière laser, etc.)
- mettre à leur disposition des moyens de protection
- mettre en place des écrans ou des rideaux de protection
FR
Risques liés aux
gaz et aux vapeurs nocifs
La fumée qui se dégage lors du soudage contient des gaz et des vapeurs nocifs pour la santé.
Les fumées de soudage contiennent des substances qui peuvent causer des
malformations congénitales et des cancers dans certaines circonstances.
Tenir la tête à l'écart des fumées de soudage et des dégagements gazeux.
Concernant la fumée et les gaz nocifs dégagés
- ne pas les respirer
- les aspirer vers l'extérieur de la zone de travail par des moyens appropriés.
Veiller à assurer une aération suffisante.
Si la ventilation n'est pas suffisante, utiliser un masque respiratoire avec ap-
port d'air.
Fermer la soupape de la bouteille de gaz de protection ou de l'alimentation
principale en gaz si aucun soudage n'est en cours.
Si la puissance d'aspiration semble insuffisante, comparer les valeurs d'émis-
sions nocives mesurées avec les valeurs limites autorisées.
Les composants suivants sont, entre autres, responsables du degré de noci-
vité des fumées de soudage :
- métaux utilisés pour la pièce à souder
- électrodes
- revêtements
- détergents, dégraissants et produits similaires
Tenir compte des fiches techniques de sécurité des matériaux et des
consignes correspondantes des fabricants pour les composants mentionnés.
Éloigner les vapeurs inflammables (par exemple vapeurs de solvants) de la
zone de rayonnement du laser et de l'arc électrique.
Risques liés à la
projection d'étincelles
Les projections d'étincelles peuvent provoquer des incendies et des explosions.
Ne jamais réaliser des opérations de soudage à proximité de matériaux inflammables.
Les matériaux inflammables doivent être éloignés d'au moins 11 m (35 ft.) du
process de soudage LaserHybrid ou être recouverts d'une protection adéquate.
Prévoir des extincteurs adaptés et testés.
7
Page 8

Les étincelles et les pièces métalliques chaudes peuvent également être projetées dans les zones environnantes à travers des petites fentes et des ouvertures. Prendre les mesures adéquates pour éviter tout danger de blessure et
d'incendie.
Ne pas souder dans les zones présentant un risque d'incendie et d'explosion
et sur des réservoirs, des conteneurs ou des tubes fermés si ceux-ci ne sont
pas conditionnés de façon conforme aux normes nationales et internationales
correspondantes.
Aucune opération de soudage ne peut être réalisée sur les conteneurs dans
lesquels sont, ou ont été, stockés des gaz, combustibles, huiles minérales,
etc. Risque d'explosion en raison des résidus.
Dangers par courant de soudage
Courants de soudage vagabonds
Mesures relatives à la CEM
Une électrocution peut avoir une issue mortelle. Toute électrocution implique
un danger de mort par principe.
L’ensemble des câbles de soudage doivent être solides, non endommagés
et isolés. Remplacer immédiatement les liaisons désserrées et les câbles
présentant des traces de brûlures.
En cas d’inobservation des remarques ci-après, la survenue de courants de
soudage vagabonds pouvant détruire les conducteurs de protection, la
source de courant utilisée, la tête laser hybride et d’autres installations
électriques est possible.
Veiller à une liaison solide de la pince à pièce à usiner et la pièce à usiner.
En cas de sols conducteurs d’électricité, mettre en place la source de
courant utilisée de manière isolée si possible.
Attention aux champs électromagnétiques ! Les champs électromagnétiques peuvent provoquer des problèmes de santé qui ne sont pas encore bien
connus.
Il relève de la responsabilité de l'utilisateur de veiller à ce qu'aucune perturbation électromagnétique ne survienne au niveau des installations électriques et
électroniques.
Si la présence de perturbations électromagnétiques est constatée, l'utilisateur
est tenu de prendre des mesures pour y remédier.
Contrôler et analyser les problèmes potentiels et la résistance aux perturbations des équipements se trouvant à proximité, conformément aux dispositions nationales et internationales en vigueur :
- dispositifs de sécurité
- câbles d'alimentation, de transmission de signaux et de transfert de données
- équipements informatiques et équipements de télécommunication
- équipements de mesure et d'étalonnage
- État de santé des personnes se trouvant à proximité, par ex. porteurs de
stimulateurs cardiaques et d'appareils auditifs
Les porteurs de stimulateurs cardiaques doivent consulter leur médecin avant
de pouvoir se tenir à proximité immédiate du site de soudage.
8
Page 9

Mesures de base visant à éviter les problèmes de compatibilité
électromagnétique :
a) Alimentation du secteur
- Si des perturbations électromagnétiques se produisent malgré la ré-
alisation d'un couplage au réseau réglementaire, prendre des mesures supplémentaires (utiliser par ex. un filtre secteur approprié).
b) Câbles de soudage
- Utiliser des câbles de longueur aussi réduite que possible.
- les placer de façon à ce qu'ils soient bien groupés le long de leur par-
cours (également pour éviter les problèmes de compatibilité électromagnétique)
- Les poser loin des autres câbles.
c) Compensation de potentiel
d) Mise à la terre de la pièce à souder
- Le cas échéant, réaliser une connexion de terre à l'aide de conden-
sateurs adéquats.
e) Blindage, le cas échéant
- Blinder les autres équipements à proximité
- Blinder l'ensemble de l'installation de soudage
FR
Emplacements
particulièrement
dangereux
Risque de blessures aux yeux dues au rayon laser. En plus de l'écran de protection muni d'un élément filtrant UV réglementaire, protéger les yeux des
rayons laser au moyen de lunettes de protection laser réglementaires. S'assurer en outre que personne ne puisse regarder involontairement le rayon laser.
Les pièces à usiner aux surfaces particulièrement polies et très réfléchissantes constituent un risque supplémentaire dû à la réflexion du rayon laser.
Prendre des mesures pour que les personnes présentes soient également
suffisamment protégées du rayon laser.
Tenir les mains, cheveux, vêtements et outils à l'écart des pièces en mouvement, telles que :
- ventilateurs
- pignons
- galets
- arbres
- bobines de fil et fils d'apport
Ne pas intervenir manuellement dans les pignons en rotation de l'entraînement du fil ou dans des pièces d'entraînement en rotation.
Les capots et les panneaux latéraux peuvent être ouverts / enlevés uniquement pendant la durée des opérations de maintenance et de réparation.
Lors de l'utilisation
- S'assurer que tous les capots sont fermés et que tous les panneaux latéraux sont montés correctement.
- Maintenir fermés tous les capots et panneaux latéraux.
La sortie du fil d'apport hors de la torche de soudage représente un risque de
blessure élevé (perforation de la main, blessures au visage et aux yeux, ...).
En conséquence, toujours tenir la torche de soudage éloignée du corps (appareils avec dévidoir) et porter des lunettes de protection adaptées.
9
Page 10

Ne pas toucher la pièce à usiner pendant et après le soudage – Risque de brûlure.
Des scories peuvent se détacher des pièces à usiner en cours de refroidissement. Il convient donc de porter les équipements de protection prescrits également pour les travaux de finition sur les pièces à usiner, et de veiller à une
protection suffisante des autres personnes.
Laisser refroidir la torche de soudage et les autres composants d'installation
ayant une forte température de service avant de les traiter.
Dans les locaux exposés aux risques d'incendie et d'explosion, des dispositions spéciales s'appliquent
– respecter les dispositions nationales et internationales en vigueur.
Les sources de courant destinées au travail dans des locaux présentant un
fort risque électrique (par exemple chaudières) doivent être identifiées au
moyen de l'indication (Safety). Toutefois, la source de courant ne doit pas se
trouver dans de tels locaux.
Risque de brûlure en cas d'écoulement de réfrigérant. Éteindre le refroidisseur
avant de déconnecter les connecteurs d'arrivée de réfrigérant et de retour de
réfrigérant.
Lors de la manipulation du réfrigérant, respecter les indications de la fiche
technique de sécurité du réfrigérant. Vous pouvez demander la fiche technique de sécurité du réfrigérant auprès de votre service après-vente ou sur la
page d'accueil du fabricant.
Utiliser uniquement les moyens de levage adaptés du fabricant pour le transport par grue des appareils.
- Accrocher les chaînes ou élingues à tous les points prévus à cet effet sur
le moyen de levage adapté.
- Les chaînes ou les élingues doivent présenter un angle aussi réduit que
possible par rapport à la verticale.
- Éloigner la bouteille de gaz et le dévidoir (appareils MIG/MAG et TIG).
En cas d'accrochage du dévidoir à une grue pendant le soudage, toujours utiliser un accrochage de dévidoir isolant adapté (appareils MIG/MAG et TIG).
Si l'appareil est muni d'une sangle ou d'une poignée de transport, celle-ci sert
uniquement au transport à la main. Pour un transport au moyen d'une grue,
d'un chariot élévateur ou d'autres engins de levage mécaniques, la sangle de
transport n'est pas adaptée.
Tous les moyens d'accrochage (sangles, boucles, chaînes, etc.) utilisés avec
l'appareil ou ses composants doivent être vérifiés régulièrement (par ex. dommages mécaniques, corrosion ou altérations dues à d'autres conditions environnementales).
Les intervalles et l'étendue du contrôle doivent répondre au minimum aux
normes et directives nationales en vigueur.
En cas d'utilisation d'un adaptateur pour le connecteur du gaz de protection,
une éventuelle fuite de gaz de protection, incolore et inodore, peut ne pas être
détectée. À l'aide d'une bande en Téflon, procéder à l'étanchéification du filetage de l'adaptateur pour le connecteur du gaz de protection côté appareil.
10
Page 11

Mesures de sécurité informelles
Les Instructions de service doivent être conservées en permanence sur le lieu
d'utilisation de la tête LaserHybrid.
En complément des présentes Instructions de service, les règles générales et
locales en vigueur relatives à la prévention des accidents et la protection de
l'environnement doivent être mises à disposition et respectées.
Veiller à la lisibilité permanente des avertissements de sécurité et de danger
présents sur la tête LaserHybrid.
FR
Mesures de sécurité sur le lieu de
l'installation
La cellule pour le process de soudage LaserHybrid doit répondre aux exigences suivantes :
- équipée d'une isolation opaque par rapport aux pièces voisines
- équipée d'une tôle d'acier d'1 mm minimum et/ou d'un verre de protection
laser homologué pour empêcher la sortie des rayons UV et laser
- Le process de soudage laser et le process de soudage à l'arc électrique
doivent s'arrêter automatiquement dès l'ouverture de la cellule.
Le basculement de l'appareil peut provoquer un danger mortel ! Installer l'appareil de manière bien stable sur un sol ferme et plan
- Un angle d'inclinaison de 10° au maximum est admis.
Dans les locaux exposés aux risques d'incendie et d'explosion, des dispositions spéciales s'appliquent
- respecter les dispositions nationales et internationales en vigueur.
Veiller à ce que la zone autour du poste de travail reste en permanence propre
et dégagée, au moyen de consignes et de contrôles internes à l'entreprise.
Installer et utiliser l'appareil uniquement en conformité avec l'indice de protection indiqué sur la plaque signalétique.
Lors de la mise en place de l'appareil, vérifier si la distance périphérique de
0,5 m (1 ft. 7.69 in.) par rapport à l'appareil est bien respectée, afin que l'air de
refroidissement puisse circuler sans problème.
Lors du transport de l'appareil, veiller à ce que les directives nationales et régionales en vigueur et les consignes de prévention des accidents soient respectées. Ceci s'applique tout particulièrement aux directives relatives aux
risques inhérents au transport.
Avant tout transport de l'appareil, vidanger tout le réfrigérant et démonter les
composants suivants :
- dévidoir
- Bobine de fil
- Bouteille de gaz de protection
Après le transport et avant la mise en service, effectuer impérativement un
contrôle visuel de l'appareil afin de détecter tout dommage. Avant la mise en
service, faire remettre en état les éventuels dommages par du personnel de
service formé.
11
Page 12

Mesures de sécurité en mode de
fonctionnement
normal
Mettre en service la tête LaserHybrid uniquement si tous les dispositifs de sécurité et de protection sont entièrement opérationnels. Si les dispositifs de sécurité ne sont pas entièrement opérationnels, risques
- de blessure et de mort pour l'utilisateur ou des tiers,
- de dommages pour l'appareil et les autres biens de l'utilisateur,
- d'inefficacité du travail avec l'appareil.
Remettre en état les dispositifs de sécurité non opérationnels avant de mettre
l'appareil en marche.
Ne jamais mettre les dispositifs de sécurité hors circuit ou hors service.
Avant de mettre en marche la tête LaserHybrid, s'assurer que personne ne
peut être mis en danger.
Contrôler la tête LaserHybrid au moins une fois par semaine afin de détecter
les dommages visibles à l'extérieur et l'aptitude de fonctionnement des dispositifs de sécurité.
Contrôle technique de sécurité
Modifications
L'exploitant est tenu de faire contrôler l'état conforme de la tête LaserHybrid
2
1
1
1
2
1
0
1
9
8
par un électricien spécialisé après tout travail de modification, installation ou
3
4
5
transformation, réparation, entretien et maintenance, et au moins tous les
6
7
douze mois.
Prescription Titre
IEC (EN) 60 974-1 Équipements de soudage à l'arc, partie 1 : sources
de courant de soudage
BGV A2, §5 Installations et équipements électriques
BGV D1, §33 / §49 Soudage, découpage et procédés similaires
VDE 0701-1 Remise en état, modification et contrôle des appa-
reils électriques ;
exigences générales
VDE 0702-1 Contrôles récurrents des appareils électriques
Ne réaliser aucune modification, installation ou transformation sur la tête LaserHybrid sans autorisation du fabricant.
Faire immédiatement remplacer les composants qui ne sont pas en parfait
état.
Pièces de rechange et d'usure
12
Utiliser uniquement les pièces de rechange et d'usure d'origine (valable également pour les pièces standardisées).
Les pièces provenant d'autres fournisseurs n'offrent pas de garantie de
construction et de fabrication conformes aux exigences de qualité et de sécurité.
Lors de la commande, indiquer la désignation précise et la référence selon la
liste des pièces de rechange, ainsi que le numéro de série de votre appareil.
Page 13

Étalonnage des
sources de courant
Les normes internationales exigent un étalonnage régulier des sources de
courant. Le fabricant recommande un étalonnage tous les 12 mois. Pour plus
d'informations, contacter le service après-vente.
FR
Le marquage CE
Droits d'auteur
La tête LaserHybrid répond aux exigences essentielles des directives basse
tension et compatibilité électromagnétique et porte donc le marquage CE.
Les droits de reproduction des présentes Instructions de service sont réservés
au fabricant.
Les textes et les illustrations correspondent à l'état de la technique lors de l'impression. Sous réserve de modifications. Le contenu des Instructions de service ne peut justifier aucune réclamation de la part de l'acheteur. Nous vous
remercions de nous faire part de vos propositions d'amélioration et de nous
signaler les éventuelles erreurs contenues dans les Instructions de service.
13
Page 14

14
Page 15

Sommaire
Généralités................................................................................................................................................. 17
Généralités............................................................................................................................................ 17
Domaines d'application......................................................................................................................... 17
Livraison................................................................................................................................................ 17
Composants en option.......................................................................................................................... 18
Description de l'appareil........................................................................................................................ 18
Spécification des raccordements ............................................................................................................... 20
Spécification des raccordements.......................................................................................................... 20
Schéma air comprimé........................................................................................................................... 21
Monter et ajuster la tête de soudage laser sur le robot.............................................................................. 22
Monter la tête de soudage laser sur le robot ........................................................................................ 22
Sécurité................................................................................................................................................. 22
Stickout ................................................................................................................................................. 22
Axes réglables ...................................................................................................................................... 22
Réglage de l'axe x ................................................................................................................................ 23
Réglage de l'axe y ................................................................................................................................ 24
Réglage de l'axe z ................................................................................................................................ 24
Régler la position sur l'unité de logement du robot.................................................................................... 27
Sécurité................................................................................................................................................. 27
Régler la position sur l'unité de logement pour le robot........................................................................ 27
Régler le point de focus ............................................................................................................................. 28
Sécurité................................................................................................................................................. 28
Généralités............................................................................................................................................ 28
Régler le point de focus - Vue d'ensemble ........................................................................................... 28
Régler la tache focale - Opérations préalables..................................................................................... 28
Régler le point de focus dans l'axe z .................................................................................................... 29
Régler le point de focus dans l'axe x et l'axe y ..................................................................................... 30
Ajuster le fil-électrode ................................................................................................................................ 31
Généralités............................................................................................................................................ 31
Préparation ........................................................................................................................................... 31
Ajuster le fil-électrode ........................................................................................................................... 31
Étapes finales ....................................................................................................................................... 32
Diagramme de signal pour le soudage LaserHybrid.................................................................................. 33
Sécurité................................................................................................................................................. 33
Diagramme de signal pour le soudage LaserHybrid............................................................................. 33
Débrancher la gaine de dévidoir externe ................................................................................................... 35
Sécurité................................................................................................................................................. 35
Débrancher la gaine de dévidoir externe.............................................................................................. 35
Remplacer l'élément de pressage.............................................................................................................. 36
Sécurité................................................................................................................................................. 36
Remplacer l'élément de pressage ........................................................................................................ 36
Remplacer la bague d'avance du fil........................................................................................................... 37
Sécurité................................................................................................................................................. 37
Remplacer la bague d'avance du fil...................................................................................................... 37
Remplacer la torche de soudage ............................................................................................................... 39
Sécurité................................................................................................................................................. 39
Remplacer la torche de soudage.......................................................................................................... 39
Remplacer les pièces d'usure de la torche ................................................................................................ 41
Sécurité................................................................................................................................................. 41
Pièces de rechange de la torche .......................................................................................................... 41
Remplacer les pièces d'usure de la torche ........................................................................................... 41
Remplacer la tôle de protection anti-projections........................................................................................ 42
Sécurité................................................................................................................................................. 42
Remplacer la tôle de protection anti-projections................................................................................... 42
Réinitialiser le dispositif de dressage de fil au réglage usine..................................................................... 43
Sécurité................................................................................................................................................. 43
Généralités............................................................................................................................................ 43
Réinitialiser le dispositif de dressage de fil au réglage usine................................................................43
Remplacer le dispositif de dressage de fil ................................................................................................. 44
Sécurité................................................................................................................................................. 44
FR
15
Page 16

Remplacer le dispositif de dressage de fil ............................................................................................ 44
Caractéristiques techniques....................................................................................................................... 45
LaserHybrid 90°(tête de soudage laser) ............................................................................................... 45
Faisceau de liaison LaserHybrid 90° .................................................................................................... 45
Annexe 47
Liste des pièces de rechange: LaserHybrid 90° ........................................................................................ 48
16
Page 17

Généralités
FR
Généralités
La tête « LaserHybrid 90 » est un développement de la tête laser hybride, utilisée
spécialement pour les composants d'accessibilité limitée.
Dans la suite du texte des présentes Instructions de service, la tête laser hybride
« LaserHybrid 90 » sera désignée par tête
de soudage laser.
Autres avantages de la tête de soudage laser :
- vitesse de soudage élevée pour une rentabilité élevée
- grande stabilité de procédé, conjuguée avec de faibles déchets et travaux de finition
- grande qualité des soudures
- faible apport de chaleur, faible déformation
- grande disponibilité de l'installation de soudage, durée de vie élevée des pièces
d'usure
- flexibilité des applications
- grande tolérance d'écartement des bords
- possibilité d'adaptation pour laser à fibres, à disques et à diodes
Domaines d'application
Livraison - 1 tête de soudage laser « LaserHybrid 90 » (complète)
La tête de soudage laser « LaserHybrid 90 » est surtout utilisée pour les applications MIGLaser et MAG-Laser :
- dans la fabrication de carrosseries pour l'industrie automobile avec épaisseurs de tôle
de 1 à 4 mm
- dans la construction de pipelines avec épaisseurs de tôle de 6 à 16 mm pour passe
de fond
- 1 gabarit de réglage optique
- 1 gabarit de réglage pour la réinitialisation du dispositif de dressage de fil
- 1 gabarit métallique pour la détermination du point de focus
- 1 gabarit de contrôle pour l'ajustage du fil-électrode
- 1 outil d'extraction pour goujons d'adaptation
- 1 clé polygonale SW 10 mm
- 1 clé à fourche SW 8/10 mm
- 1 clé à fourche SW 12 mm
- 1 clé pour vis à six pans creux SW 2,5 mm
- 1 clé pour vis à six pans creux SW 3 mm
- 1 clé pour vis à six pans creux SW 5 mm
- 1 clé pour vis à six pans creux SW 6 mm
- 1 clé à ergot pour faisceau de liaison
- 1 clé à douille Torx T20
- 1 Instructions de service
- Diverses vis
17
Page 18

Composants en
option
Description de
l'appareil
Les composants suivants sont disponibles pour la tête de soudage laser « LaserHybrid
90 » :
- Système de suivi de soudure, p. ex. fixé à l'avant de la tête de soudage
- Observation du procédé pour accroître la qualité de la soudure, p. ex. relié à l'optique
laser
- Observation du focus
- Diverses optiques de soudage et sources de rayonnement laser
(1)
(2)
(3) (4) (5) (6) (7) (9)(8)
Pos. Désignation
(1) Couvercle du guide-fil
(2) Support robot
(3) Buse de gaz
(4) Torche laser hybride
(5) Couvercle moteur
18
Page 19

Pos. Désignation
(6) Éléments de commande
(a) (b) (c)
FR
(a)
(b)
(c)
Touche Insertion du fil
Touche Contrôle gaz
Touche Retour de fil
(7) Gaine de dévidoir externe
(8) Raccordement Crossjet
(9) Faisceau de liaison laser hybride
19
Page 20

Spécification des raccordements
Spécification des
raccordements
(1)
(7)
(6)
Pos. Désignation
(1) Câble LWL pour laser
rayon de courbure > 100 mm
(2) Raccordement refroidissement par eau optique laser
(retour de réfrigérant en face)
(3) Raccordement Crossjet
pour connexion d'un tuyau répondant aux caractéristiques suivantes :
- diamètre intérieur Di = 12 mm
- surpression atmosphérique en état de débit : pmin = 2,8 bar (aux deux raccords)
- Pièce en Y nécessaire
(4) Raccordement Aspiration 1
pour connexion d'un tuyau répondant aux caractéristiques suivantes :
- diamètre intérieur Di = 51 mm
- diamètre extérieur De = 57 mm
- longueur max. = 10 m
- puissance d'aspiration nécessaire 200 m³/h
(2)
(3)
(4)
(5)
20
Page 21

Schéma air comprimé
Pos. Désignation
(5) Raccordement Aspiration 2
pour connexion d'un tuyau répondant aux caractéristiques suivantes :
- diamètre intérieur Di = 41 mm
- puissance d'aspiration nécessaire 120 m³/h
(6) Raccordement pour faisceau de liaison laser hybride, avec câble de commande
et prise CPC 37 pôles (Fronius)
(7) Gaine de dévidoir externe (Fronius)
(4)
FR
(3)
(6)
(3)
(5)
(2)
(5)
(2)
(4)
(2)(3)
(1)
Pos. Désignation
(1) Alimentation compresseur
(min. 6 bars)
(2) Possibilité de mesure de la pres-
sion
(3) Raccordements conduites arrivée
d'air frais
(4) Dérivation tourbillon transversal
(5) Air évacué Crossjet
(6) Aspiration
(max.10 m / 0,2 bar relatif /
120 m³/h)
21
Page 22

Monter et ajuster la tête de soudage laser sur le robot
Monter la tête de
soudage laser sur
le robot
REMARQUE! La tête de soudage laser ne dispose pas de protection anti-colli-
sion de série.
Fronius recommande donc l'utilisation d'une protection anti-collision usuelle pour
applications robot afin d'éviter tout dommage sur la tête de soudage laser en cas
de choc.
1
1
Roboter
1
Monter la tête de soudage laser sans potentiel sur le robot ou le portail en respectant les prescriptions du fabricant du robot.
Sécurité
Stickout
AVERTISSEMENT ! Les erreurs en cours d'opération peuvent entraîner des
dommages corporels et matériels graves. Les opérations de réglage doivent être
effectuées exclusivement par du personnel qualifié et formé ! Respectez les
consignes de sécurité figurant dans les Instructions de service, et notamment la
section « Inspection technique de sécurité ».
REMARQUE! Lors du réglage du
positionnement de la torche, res-
(1)
(2)
(1) Torche de soudage
(2) Tube de contact
(3) Stickout
14 mm
(3)
pecter un Stickout (partie terminale du fil) de 14 mm.
Axes réglables Le positionnement du procédé d'arc électrique par rapport au rayon laser peut être réglé
dans les trois axes des coordonnées cartésiennes.
22
Page 23

x (± 5 mm)
y (± 5 mm)
z
(± 3 mm)
FR
Réglage de l'axe x
(2)
(3)
(4)
(5)
(1)
Dévisser le goujon fileté (1) sur la face
1
arrière de la tête de soudage laser
SW 3 mm
IMPORTANT ! Les goujons filetés (2) - (5)
servent à un réglage sans jeu du guidage.
Ces goujons filetés sont collés d'usine et
marqués à la peinture blanche.
Les goujons filetés (2) - (5) ne doivent pas
être modifiés !
Ajuster l'axe x à l'aide de la clé pour vis
2
six pans creux SW 3 mm :
1 rotation correspond à env. 0,8 mm
Après avoir procédé au réglage de
3
l'axe x, revisser le goujon fileté sur la
face arrière de la tête de soudage laser
23
Page 24

Réglage de l'axe y
(1)
Dévisser la vis à tête hexagonale SW
1
10 mm (1) sur la face arrière de la tête
de soudage laser
Ajuster l'axe y à l'aide de la clé pour vis
2
six pans creux SW 3 mm :
1 rotation correspond à env. 0,8 mm
Après avoir procédé au réglage de
3
l'axe y, revisser la vis à tête hexagonale sur la face arrière de la tête de soudage laser
Réglage de l'axe z
Dévisser les vis des positions A et B
1
sur la face avant ainsi que la position C
sur la face arrière :
C
A
B
24
Page 25

(1)
Position A :
dévisser la vis à tête hexagonale SW 8 mm
(1)
Position B :
dévisser la vis à six pans creux SW 4 mm
(2)
FR
(2)
Position C :
dévisser la vis à six pans creux SW 4 mm
(3)
(3)
C
25
Page 26

Ajuster l'axe z à l'aide de la clé pour vis
2
six pans creux SW 3 mm :
1 rotation correspond à env. 0,7 mm
Après avoir procédé au réglage de
3
l'axe z, revisser les vis des positions A,
B et C
26
Page 27

Régler la position sur l'unité de logement du robot
FR
Sécurité
Régler la position
sur l'unité de logement pour le
robot
AVERTISSEMENT ! Les erreurs en cours d'opération peuvent entraîner des
dommages corporels et matériels graves. Les opérations de réglage doivent être
effectuées exclusivement par du personnel qualifié et formé ! Respectez les
consignes de sécurité figurant dans les Instructions de service, et notamment la
section « Inspection technique de sécurité ».
Un montage de la tête de soudage laser sur l'unité de logement pour le robot est possible
dans les 2 positions A/B :
AB
(1)
(2) (3)
(4)
Procédure pour le réglage de la position sur l'unité de logement pour le robot :
Desserrer les vis (1), (2) et (3)
1
Retirer les goujons d'adaptation (4) et (5)
2
Changer la position de l'unité de logement pour le robot
3
Mettre les goujons d'adaptation en place sur la nouvelle position
4
Fixer les vis (1), (2) et (3)
5
(5)
27
Page 28

Régler le point de focus
Sécurité
Généralités Pour effectuer les opérations de réglage décrites, un laser-pilote de faible puissance est
nécessaire.
La position du point de focus pour le rayon laser par rapport à la pièce à usiner et l'extrémité du fil-électrode du procédé de soudage à l'arc électrique, peut être réglée dans les
trois axes des coordonnées cartésiennes.
Le réglage du point de focus est nécessaire dans tous les axes des coordonnées :
- après montage de la tête de soudage laser
- après chaque échange de l'optique laser
- lors de la programmation d'un nouveau point de référence
Régler le point de
focus - Vue d'ensemble
Le point de focus doit se trouver exactement sur la surface de la pièce à usiner. Pour garantir cette position, la tête de soudage laser est lentement soulevée au-dessus d'une
pièce-test et déplacée simultanément dans le sens d'avance. Ce déplacement, comme sur
une pente montante, s'effectue le long d'une inclinaison préalablement définie sur la commande robot.
Seul le laser est actif, mais pas le procédé de soudage à l'arc électrique.
Lorsque le point de focus s'approche de la surface de la pièce à usiner, la pénétration sur
la pièce-test augmente rapidement.
La détermination correcte du point de focus s'effectue en prenant en compte la hauteur de
la tête de soudage laser au-dessus de la zone relativement étroite et bien reconnaissable
de la pénétration la plus profonde.
AVERTISSEMENT ! Les erreurs en cours d'opération peuvent entraîner des
dommages corporels et matériels graves. Les opérations de réglage doivent être
effectuées exclusivement par du personnel qualifié et formé ! Respectez les
consignes de sécurité figurant dans les Instructions de service, et notamment la
section « Inspection technique de sécurité ».
Régler la tache focale - Opérations
préalables
28
Connecter le laser pilote
1
Régler la hauteur de la tête de soudage laser de manière à ce que le point du rayon
2
laser atteigne son diamètre le plus faible sur la pièce à usiner.
Cette hauteur servira de ligne de référence pour la rampe à programmer.
Programmer une rampe (slope) commençant à une hauteur de tête de soudage laser
3
de -20 mm et se terminant à +20 mm, mesure effectuée par rapport à la ligne de référence.
Afin de permettre la meilleure reconnaissance possible de l'endroit avec la pénétration
la plus profonde, la rampe doit s'étendre sur une longueur d'environ 100 mm.
Page 29

z
+ 20 mm
FR
(1)
Régler le point de
focus dans l'axe z
- 20 mm
(1) Plus petit focus du laser pilote
(Ne correspond pas au focus du laser de soudage)
(2) Ligne de référence
(3) Focus du laser de soudage
(= pénétration la plus profonde de la pièce à usiner)
Déconnecter la source de courant MIG/MAG
4
REMARQUE! Régler la position de la torche de la tête de soudage laser sur 5°
en poussant. Si la position « 5° en poussant » n'est pas respectée, il en résulte
de sérieux dommages sur la fibre optique, car le rayon laser est immédiatement
réfléchi dans l'optique laser.
(3)
100 mm
(2)
y
v = 2 m/min
Fixer la pièce-test d'une épaisseur de tôle d'env. 2 mm
1
Placer la bague de réglage de l'optique laser sur « 0 »
2
AVERTISSEMENT ! Risques de blessure dû au laser actif. Lors de la détermination du point focus, appliquer les mêmes règles de sécurité que pour le soudage
LaserHybrid (p. ex. : protection des yeux à l'aide de l'élément filtrant réglementaire pour classe de protection laser 4, etc.) Respecter et appliquer les consignes
de sécurité des présentes Instructions de service !
Régler la puissance du laser sur 3 kW
3
Parcourir la pente programmée auparavant à une vitesse d'avance de 2 m/min
4
Si la pénétration sur la pièce-test augmente de manière inconstante, arrêter le robot
5
et le laser
IMPORTANT ! Lors du réglage du Stick-Out sur la torche, ne pas modifier la position de
la tête de soudage laser.
Régler un Stick-Out de 14 mm sur la torche
6
Régler la tête de soudage laser sur l'axe z de manière à ce que le fil-électrode effleure
7
juste la surface de la pièce à usiner
Enregistrer la hauteur déterminée de la tête de soudage laser en tant que coordonnée
8
z du point de référence pour le robot
29
Page 30
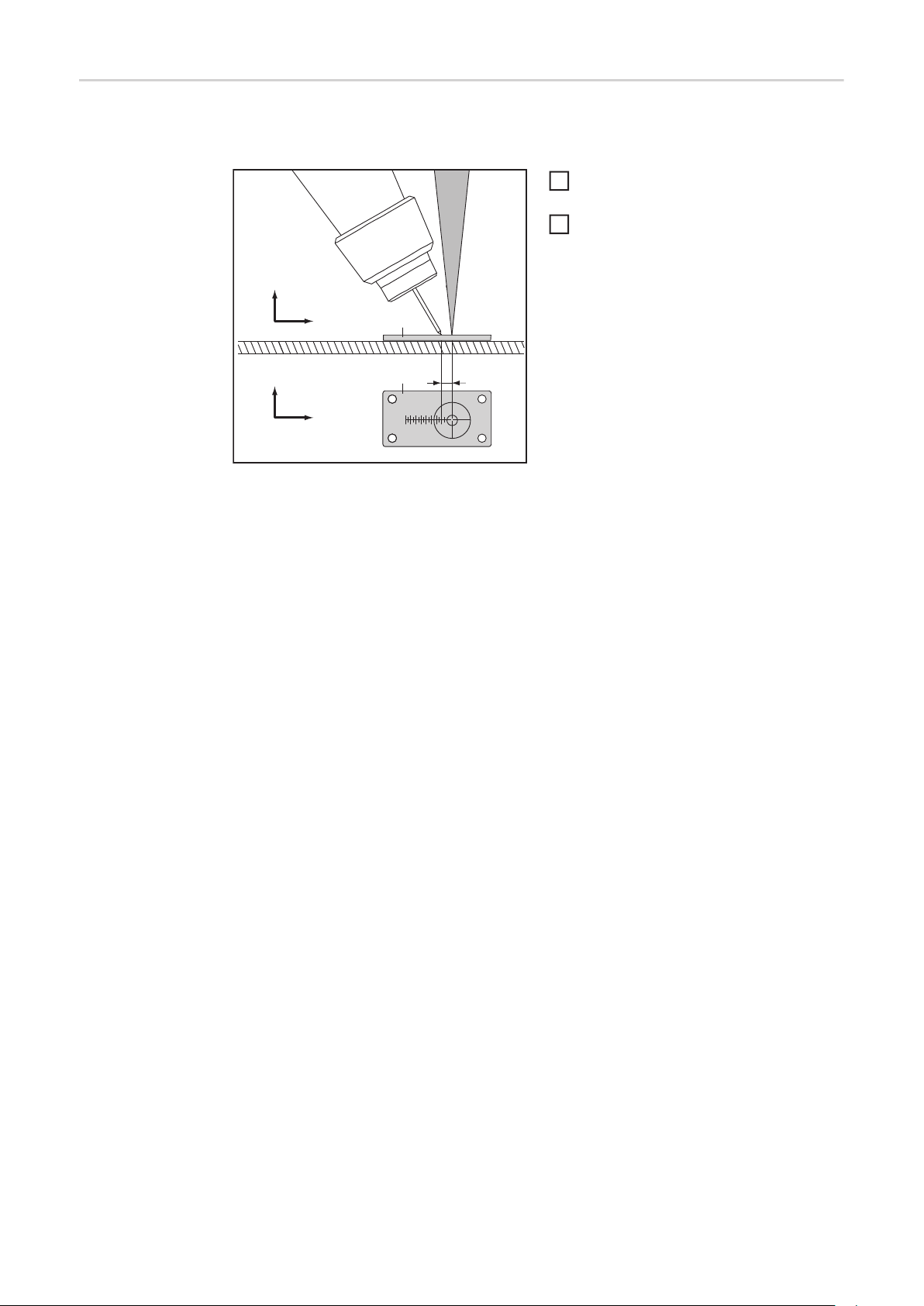
Régler le point de
focus dans l'axe x
et l'axe y
Un gabarit métallique (1) fait partie de la livraison de la tête de soudage laser. Il sert au
réglage précis de la position du point de focus par rapport à l'extrémité du fil-électrode.
Régler un Stick-Out de 14 mm sur la
1
torche de la tête de soudage laser
Déplacement vers le point de référen-
2
ce du robot
z
y
x
y
(1)
(1)
r
réticule du gabarit (1), il n'est pas nécessaire de procéder au réglage du point de focus.
Si le focus fait apparaître un écart par rapport au point de croisement du réticule, procéder au réglage du point de focus
conformément aux sections « Réglage de
l'axe x » et « Réglage de l'axe y ».
Si le focus du laser-pilote se trouve dans le
30
Page 31

Ajuster le fil-électrode
Généralités La tête de soudage laser est équipée d'un dispositif de dressage de fil. Ce dispositif de
dressage de fil permet de redresser la courbure du fil-électrode engendrée par la déviation
de 90°.
Fronius recommande par principe de n'utiliser que du fil-électrode provenant de bobines-fûts.
FR
Préparation Enlever la buse à gaz
1
Retirer le tube de contact
2
Démonter la protection anti-projections
3
IMPORTANT ! L'âme de guidage du fil doit rester dans la torche.
Monter le gabarit de contrôle (1) contenu dans la livraison de la tête de soudage laser
4
(1)
Ajuster le fil-électrode
Démonter le couvercle du guide-fil
5
Insérer le fil-électrode
1
En tournant la vis de réglage (1) sur le dispositif de dressage de fil, ajuster le fil-élec-
2
trode de manière à ce que celui-ci soit guidé par le perçage du gabarit de contrôle.
31
Page 32

(1)
Étapes finales Démonter le gabarit de contrôle
1
Remonter la protection anti-projections
2
Monter le tube de contact
3
Monter la buse gaz
4
Monter couvercle du guide-fil
5
32
Page 33

Diagramme de signal pour le soudage LaserHybrid
FR
Sécurité
Diagramme de signal pour le soudage LaserHybrid
AVERTISSEMENT ! Des travaux mal effectués peuvent entraîner des dom-
mages corporels et matériels graves. La programmation du processus de soudage doit être effectuée exclusivement par du personnel qualifié et formé.
Respectez les consignes de sécurité figurant dans les Instructions de service, et
notamment la section « Inspection technique de sécurité ».
ATTENTION ! Risque de détérioration de la fibre optique par la tête de soudage
perpendiculaire à la surface de la pièce à souder en mode Soudage.
Dans le cas où l'optique laser forme un angle de 90° avec la surface de la pièce
à souder, le rayonnement laser se reflète directement sur l'optique laser. De cette
manière, les fibres optiques peuvent être gravement endommagées.
N'avancer la tête de soudage laser que lentement !
REMARQUE! Lors du soudage de soudures très courtes avec enchaînement rapide, ne déconnectez le flux Crossjet et l'aspiration externe que lorsque la procédure est entièrement terminée. Vous éviterez ainsi de salir le verre de protection
suite aux fumées de soudage.
Position de départ robot :
Connecter le signal « Aspiration activée »
1
Connecter le signal « Crossjet activé »
2
Sélection du mode de service
3
par ex. Mode se service « 3 » (sélection interne des paramètres à des fins de mise en
place) :
placer le bit de service « 0 » sur « 1 »
placer le bit de service « 1 » sur « 1 »
placer le bit de service « 2 » sur « 0 »
Si le mode de service « Job » est sélectionné, vous trouverez des informations plus
détaillées relatives au mode Job dans les Instructions de service de la source de courant MIG/MAG.
Si un préchauffage n'est pas nécessaire, continuer avec « Position de départ soudage
LaserHybrid ».
Position de départ préchauffage :
Configuration : Émission du rayonnement du laser validé.
Connecter le signal « Test gaz »
1
Connecter le signal « Laser activé »
2
La température de préchauffage est déterminée par les facteurs suivants :
vitesse d'avance
puissance du laser
distance de la surface de la pièce à usiner
Position finale préchauffage :
Désactiver le signal « Laser activé »
1
Désactiver le signal « Test gaz »
2
33
Page 34

Position de départ soudage LaserHybrid :
Configuration : Émission du rayonnement du laser validé.
Connecter le signal « Arc électrique activé »
1
Attendre le signal de débit de courant (« Arc électrique créé »)
2
Connecter le signal « Laser activé »
3
Connecter le signal « Démarrage robot »
4
L'écart entre le laser et le fil-électrode doit être, en fonction du procédé, de 1 à 5 mm.
Position finale soudage LaserHybrid :
Arrêter le mouvement du robot
1
Désactiver le signal « Laser activé »
2
Désactiver le signal « Début du soudage »
3
Attendre jusqu'à ce que le signal de débit de courant soit nul
4
Position finale robot :
IMPORTANT ! La position finale robot ne correspond pas à la fin de la soudure !
Réinitialiser le signal « Crossjet activé »
1
Réinitialiser le signal « Aspiration activée »
2
34
Page 35

Débrancher la gaine de dévidoir externe
FR
Sécurité
Débrancher la
gaine de dévidoir
externe
(1)
AVERTISSEMENT ! Les erreurs en cours d'opération peuvent entraîner des
dommages corporels et matériels graves. Le montage doit être effectué exclusivement par du personnel qualifié et formé ! Respectez les consignes de sécurité
figurant dans les Instructions de service, et notamment la section « Inspection
technique de sécurité ».
Dégager le fil-électrode de la gaine de
1
dévidoir externe en appuyant sur la
touche Retour de fil
Desserrer le vissage (2)
2
(SW 24 mm)
Appuyer sur le bouton de verrouillage
3
la gaine de dévidoir externe (1) et tirer
simultanément vers l'arrière la gaine
de dévidoir externe
(2)
Rebrancher dans l'ordre inverse
35
Page 36

Remplacer l'élément de pressage
Sécurité
Remplacer l'élément de pressage
AVERTISSEMENT ! Les erreurs en cours d'opération peuvent entraîner des
dommages corporels et matériels graves. Le montage doit être effectué exclusivement par du personnel qualifié et formé ! Respectez les consignes de sécurité
figurant dans les Instructions de service, et notamment la section « Inspection
technique de sécurité ».
Dégager le fil-électrode de la torche en
1
appuyant sur la touche Retour de fil
(1)
(2)
(3)
(4)
Sortir les vis Torx T20 (1) - (3)
2
Retirer le couvercle du guide-fil (4)
3
(5)
(6)
(7)
Retirer les vis à six pans creux (5) et
4
(7)
SW 4 mm
Retirer l'élément de pressage (6)
5
Remplacer l'élément de pressage
L'assemblage s'effectue dans l'ordre
inverse
36
Page 37

Remplacer la bague d'avance du fil
FR
Sécurité
Remplacer la
bague d'avance
du fil
AVERTISSEMENT ! Les erreurs en cours d'opération peuvent entraîner des
dommages corporels et matériels graves. Le montage doit être effectué exclusivement par du personnel qualifié et formé ! Respectez les consignes de sécurité
figurant dans les Instructions de service, et notamment la section « Inspection
technique de sécurité ».
Dégager le fil-électrode de la torche en
1
appuyant sur la touche Retour de fil
(1)
(2)
(3)
(4)
Sortir les vis Torx T20 (1) - (3)
2
Retirer le couvercle du guide-fil (4)
3
(5)
(6)
(7)
Retirer les vis à six pans creux (5) et
4
(7)
SW 4 mm
Enlever l'élément de pressage (6)
5
37
Page 38

(8)
(9)
Enlever la bague de sécurité (9)
6
Retirer la bague d'avance du fil (8), p.
7
ex. en faisant levier avec 2 tournevis
Remplacer la bague d'avance du fil
L'assemblage s'effectue dans l'ordre
inverse
38
Page 39

Remplacer la torche de soudage
FR
Sécurité
Remplacer la
torche de soudage
AVERTISSEMENT ! Les erreurs en cours d'opération peuvent entraîner des
dommages corporels et matériels graves. Le montage doit être effectué exclusivement par du personnel qualifié et formé ! Respectez les consignes de sécurité
figurant dans les Instructions de service, et notamment la section « Inspection
technique de sécurité ».
ATTENTION ! Risque de brûlure en raison de l'échauffement important de la
torche de soudage en cours de fonctionnement. Le nettoyage de la torche de soudage et le contrôle de ses composants ne peuvent être réalisés que si la torche
de soudage est froide.
Recouper le fil-électrode
1
Dégager le fil-électrode de la torche,
2
au moins jusqu'au branchement pour
la gaine de dévidoir externe, en appuyant sur la touche Retour de fil.
Sortir la vis Torx T20 (1)
3
(1)
Dévisser l’écrou-raccord (2) avec la clé
4
à ergot
Retirer la torche
(2)
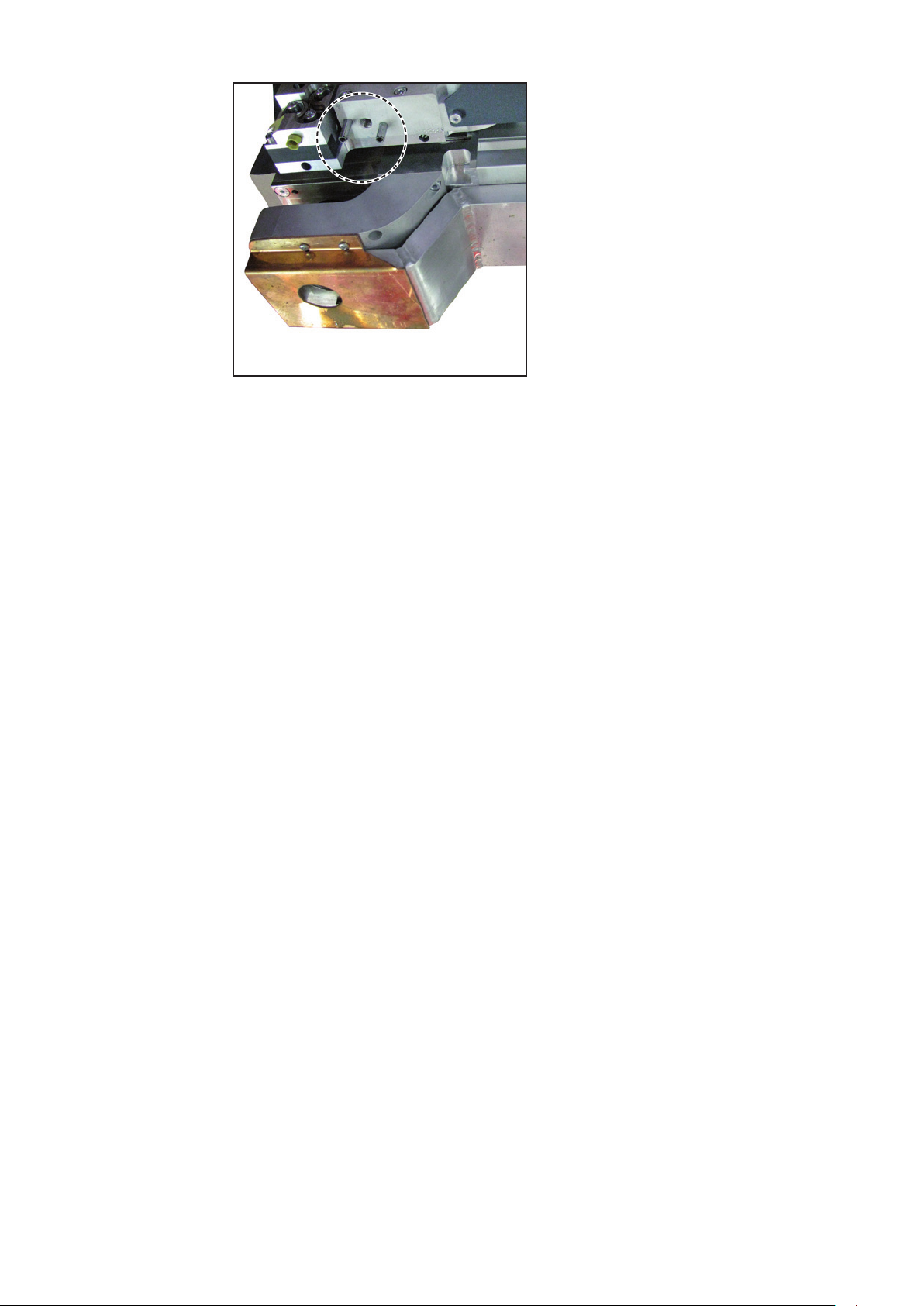
IMPORTANT ! Lors du montage de la torche, veiller à ce que celle-ci repose à l'avant sur
les goujons filetés.
5
Remplacer la torche
L'assemblage s'effectue dans l'ordre
inverse
39
Page 40
40
Page 41

Remplacer les pièces d'usure de la torche
FR
Sécurité
Pièces de rechange de la
torche
AVERTISSEMENT ! Les erreurs en cours d'opération peuvent entraîner des
dommages corporels et matériels graves. Le montage doit être effectué exclusivement par du personnel qualifié et formé ! Respectez les consignes de sécurité
figurant dans les Instructions de service, et notamment la section « Inspection
technique de sécurité ».
44,0350,2059
42,0100,1056
42,0001,5383 (1,0 mm)
42,0400,1021
42,0402,0172
34,0350,2044
LHATS
42,0404,1014 (1,0 mm)
Remplacer les
pièces d'usure de
la torche
ATTENTION ! Risque de brûlure en raison de l'échauffement important de la
torche de soudage en cours de fonctionnement. Le nettoyage de la torche de soudage et le contrôle de ses composants ne peuvent être réalisés que si la torche
de soudage est froide.
Desserrer la vis (1)
1
Retirer la buse gaz (2)
2
Retirer l'écrou de fixation pour le tube
3
de contact
SW 12 mm
Retirer le tube de contact
4
Retirer la protection anti-projections
5
(2)
(1)
Retirer l'âme de guidage du fil
6
L'assemblage s'effectue dans l'ordre
inverse
41
Page 42

Remplacer la tôle de protection anti-projections
Sécurité
Remplacer la tôle
de protection
anti-projections
AVERTISSEMENT ! Les erreurs en cours d'opération peuvent entraîner des
dommages corporels et matériels graves. Le montage doit être effectué exclusivement par du personnel qualifié et formé ! Respectez les consignes de sécurité
figurant dans les Instructions de service, et notamment la section « Inspection
technique de sécurité ».
Retirer la buse gaz (1)
1
Retirer les vis à six pans creux (2) et
2
(3)
SW 2,5 mm
Remplacer la tôle de protection anti-
3
projections (4)
L'assemblage s'effectue dans l'ordre
inverse
(1)
(2)
(3)
(4)
IMPORTANT ! Lors du montage de la tôle de protection anti-projections (4), veiller à ce
que celle-ci soit jointive avec les bords extérieurs de la tête de soudage laser (indiqués sur
l'illustration).
(4)
42
Page 43

Réinitialiser le dispositif de dressage de fil au réglage usine
Sécurité
Généralités Un gabarit de réglage pour la réinitialisation du dispositif de dressage de fil fait partie de la
livraison de la tête de soudage laser.
Ce gabarit de réglage permet de réinitialiser le dispositif de dressage de fil au réglage
usine, p. ex. lorsque l'ajustage du fil-électrode ne réussit pas, passer le fil-électrode par le
perçage du gabarit de contrôle.
AVERTISSEMENT ! Les erreurs en cours d'opération peuvent entraîner des
dommages corporels et matériels graves. Le montage doit être effectué exclusivement par du personnel qualifié et formé ! Respectez les consignes de sécurité
figurant dans les Instructions de service, et notamment la section « Inspection
technique de sécurité ».
FR
Réinitialiser le
dispositif de dressage de fil au réglage usine
(1)
St 1.0
Démonter le couvercle du guide-fil
1
Placer le gabarit de réglage (1) légère-
2
ment en biais sur les deux galets
d'entraînement postérieurs
IMPORTANT ! Le marquage avec la
flèche sur le gabarit de réglage (1) doit
être dirigé en direction de la torche.
Tourner la vis de réglage jusqu'à ce
3
que le gabarit de réglage (1) glisse audessus des galets d'entraînement
antérieurs.
Le dispositif de dressage de fil a été
réinitialisé au réglage usine.
43
Page 44

Remplacer le dispositif de dressage de fil
Sécurité
Remplacer le dispositif de dressage de fil
AVERTISSEMENT ! Les erreurs en cours d'opération peuvent entraîner des
dommages corporels et matériels graves. Le montage doit être effectué exclusivement par du personnel qualifié et formé ! Respectez les consignes de sécurité
figurant dans les Instructions de service, et notamment la section « Inspection
technique de sécurité ».
ATTENTION ! Risque de brûlure en raison de l'échauffement important de la
torche de soudage en cours de fonctionnement. N'intervenir sur la torche que
lorsque celle-ci a refroidi.
Recouper le fil-électrode
1
Dégager le fil-électrode de la torche,
2
au moins jusqu'à l'élément de pressage, en appuyant sur la touche Retour
de fil
Démonter le couvercle du guide-fil
3
Sortir la vis Torx T20 (1)
4
(1)
Rabattre la torche vers l'avant
5
Dévisser les vis à six pans creux SW 3
6
mm (2) et (3)
(2)
(3)
IMPORTANT ! Lors du montage de la torche, veiller à ce que celle-ci repose à l'avant sur
les goujons filetés.
Retirer le dispositif de dressage de fil
7
Remplacer le dispositif de dressage de
fil
L'assemblage s'effectue dans l'ordre
inverse
44
Page 45
Caractéristiques techniques
FR
LaserHybrid 90°
(tête de soudage
laser)
Faisceau de liaison LaserHybrid
90°
Poids (avec optique laser) 18 kg
Dimensions
F200
F300
Puissance laser max. par pièce à souder 8 000 W
Intensité max. (100 % f.m.)
F200
F300
Intensité de soudage à 100 % f.m. (10 min/40 °C)
M21 (EN439) - distance focale 300 mm
C1 (EN439) - distance focale 200 mm
Diamètre de fil 1,0 mm
Mesure de la tension (Vcrête) 141 V
Longueur du faisceau de liaison 6 m
Système de refroidissement Refroidissement par liquide
Réfrigérant Réfrigérant d'origine Fronius
Puissance de refroidissement min. conformément à CEI
60974-2,
en fonction de la longueur du faisceau de liaison
Pression de réfrigérant min./max. 3,0/5,5 bar
Débit minimal réfrigérant 1,0 l/min
597,5 x 198,5 x 437 mm
597,5 x 198,5 x 537 mm
250 A
350 A
350 A
350 A
870 W
Ce produit satisfait aux exigences de la norme CEI 60974-7.
45
Page 46

46
Page 47

Annexe
Page 48

Liste des pièces de rechange: LaserHybrid 90°
Laser Hybrid 4,036,360
42,0401,0373
42,0402,0163
44,3000,0085
42,0401,1058
42,0201,3264
4,001,628
42,0401,0364
42,0401,0371
42,0401,1058
48
Page 49

495051
Page 50

Page 51

Laser Hybrid 4,036,306
42,0201,1182 42,0201,1182
6x
42,0001,3574
KUKA KR 30
KUKA KR 45
KUKA KR 60
42,0201,1771
ABB IRB 6400
COMAU Smart H1
FANUC R - 200I / 165F
42,0201,1769 42,0201,1770
ABB IRB 4400 KUKA KR125
42,0201,1772
42,0201,1859
FANUC S - 420iF ABB IRB 6600
KAWASAKI F 30 - series
KAWASAKI F 45 - series
KAWASAKI F 60 - series
Page 52

FRONIUS INTERNATIONAL GMBH
Froniusplatz 1, A-4600 Wels, Austria
Tel: +43 (0)7242 241-0, Fax: +43 (0)7242 241-3940
E-Mail: sales@fronius.com
www.fronius.com
www.fronius.com/addresses
Under http://www.fronius.com/addresses you will find all addresses
of our Sales & service partners and Locations
 Loading...
Loading...