

Page 1
Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
KD 7000
Kezelési útmutató
HU
Huzalelőtolás
[
42,0426,0028,HU 004-20052020
Page 2

2
Page 3

Igen tisztelt olvasó
Bevezetés Köszönjük az irántunk megnyilvánuló bizalmát, és fogadja szerencsekívánatainkat ehhez
a kiváló műszaki tulajdonságokkal rendelkező Fronius termékhez. Ez az útmutató segít
Önnek, hogy megismerje a készülék kezelését. Amennyiben az útmutatót gondosan átolvassa, meg fogja ismerni a Fronius termék nyújtotta sokoldalú lehetőségeket. Csak ezáltal
lesz képes annak előnyeit a lehető legjobban kihasználni.
Kérjük, vegye figyelembe a biztonsági előírásokat, és gondoskodjon a termék felhasználási helyén a lehető legnagyobb biztonságról. A gondos kezelés elősegíti, hogy a termék
hosszú ideig megőrizze minőségét és megbízhatóságát. Ez fontos előfeltétele a kiváló
eredményeknek.
HU
A biztonsági tudnivalók értelmezése
VESZÉLY!
Közvetlenül fenyegető veszélyt jelez.
► Halál vagy súlyos sérülés a következménye, ha nem kerüli el.
FIGYELMEZTETÉS!
Veszélyessé is válható helyzetet jelöl.
► Ha nem kerüli el, következménye halál vagy súlyos sérülés lehet.
VIGYÁZAT!
Károssá válható helyzetet jelöl.
► Ha nem kerüli el, következménye könnyű személyi sérülés vagy csekély anyagi kár le-
het.
MEGJEGYZÉS!
Olyan lehetőséget jelöl, amely a munka eredményét hátrányosan befolyásolja és a
felszerelésben károkat okozhat.
3
Page 4

4
Page 5

Tartalomjegyzék
Biztonsági előírások................................................................................................................................... 7
Általános tudnivalók.............................................................................................................................. 7
Rendeltetésszerű használat.................................................................................................................. 7
Környezeti feltételek.............................................................................................................................. 7
Az üzemeltető kötelezettségei .............................................................................................................. 8
A személyzet kötelezettségei................................................................................................................ 8
Hálózati csatlakozás ............................................................................................................................. 8
Magunk és mások védelme .................................................................................................................. 9
Zajkibocsátási értékek megadása......................................................................................................... 9
Ártalmas gázok és gőzök miatti veszély ............................................................................................... 9
Szikraugrás veszélye............................................................................................................................ 10
Hálózati és hegesztőáram miatti veszély.............................................................................................. 10
Kóbor hegesztőáramok......................................................................................................................... 11
A készülékek elektromágneses összeférhetőség besorolásai.............................................................. 12
Elektromágneses összeférhetőség-intézkedések................................................................................. 12
EMF-intézkedések ................................................................................................................................ 13
Különösen veszélyes helyek................................................................................................................. 13
Védőgázra vonatkozó követelmény...................................................................................................... 14
Védőgáz palackok által okozott veszély ............................................................................................... 14
Biztonsági intézkedések a felállítás helyén és a szállítás során........................................................... 15
Biztonsági intézkedések normál üzemben............................................................................................ 15
Üzembe helyezés, karbantartás és javítás ........................................................................................... 16
Biztonságtechnikai ellenőrzés............................................................................................................... 16
Ártalmatlanítás...................................................................................................................................... 16
Biztonsági jelölés .................................................................................................................................. 17
Adatbiztonság ....................................................................................................................................... 17
Szerzői jog ............................................................................................................................................ 17
Általános tudnivalók ................................................................................................................................... 18
Készülék-koncepció.............................................................................................................................. 18
Alkalmazási területek............................................................................................................................ 18
Figyelmeztető információk a készüléken .............................................................................................. 19
Alkalmazás................................................................................................................................................. 20
Általános tudnivalók.............................................................................................................................. 20
1. konfiguráció: ötvözetlen / erősen ötvözött acélok (push (tol) / belső) ............................................... 20
2. konfiguráció: ötvözetlen / erősen ötvözött acélok (push (tol) VR 1530 / külső) ................................ 20
3. konfiguráció: alumínium (pull (húz) / belső) ...................................................................................... 21
4. konfiguráció: alumínium (pull (húz) / külső) ...................................................................................... 22
Kezelőelemek, csatlakozók és mechanikai komponensek ........................................................................ 24
KD 7000................................................................................................................................................ 24
TIG-KD csatlakozódoboz...................................................................................................................... 26
A huzalsebesség külső megadása ............................................................................................................ 30
A huzalsebesség külső megadása ....................................................................................................... 30
A TIG-KD csatlakozódoboz csatlakoztatási rajza ...................................................................................... 31
„Minimális követelmény az üzembe helyezéshez“ csatlakoztatási rajz ..................................................... 32
Analóg jelek .......................................................................................................................................... 32
Digitális jelek......................................................................................................................................... 32
A KD 7000 csatlakoztatási rajza ................................................................................................................ 33
Tápfeszültségek......................................................................................................................................... 34
Tápfeszültségek.................................................................................................................................... 34
Digitális bemenő jelek (jelek a robottól) ..................................................................................................... 35
Jelszint.................................................................................................................................................. 35
Vonatkoztatási potenciál....................................................................................................................... 35
Start KD ................................................................................................................................................ 35
Ív be (Command arc on) ....................................................................................................................... 35
Gáz be (Command gas on)................................................................................................................... 35
TouchSensing....................................................................................................................................... 36
Huzalvisszahúzás be / ki (WR on / Off) ................................................................................................ 36
Joblehívás (Job mode).......................................................................................................................... 36
Tartalék 4, Tartalék 5............................................................................................................................ 37
Vész-stop (Emergency stop)................................................................................................................. 37
HU
5
Page 6

Huzalvisszahúzás (Wire retract) ........................................................................................................... 37
Robot huzalpulzálás (Wire pulse robot)................................................................................................ 38
Analóg bemenő jelek (jelek a robottól)....................................................................................................... 39
Általános tudnivalók.............................................................................................................................. 39
Huzalsebesség („Vd command value“ vagy „VD1“).............................................................................. 39
Az áramforrás előírt értékének megadása standard hegesztéshez...................................................... 39
Az áramforrás előírt értékének megadása impulzusíves hegesztéshez............................................... 40
Digitális kimenő jelek (jelek a robothoz)..................................................................................................... 41
Általános tudnivalók.............................................................................................................................. 41
Impulzus-szinkron HIGH (Pulssynch High)........................................................................................... 41
Gyűjtő-jel (Signal common)................................................................................................................... 41
Áramjel (Signal current flow)................................................................................................................. 41
HF be jel (Signal HF on) ....................................................................................................................... 41
Gáz be jel (Signal gas on)..................................................................................................................... 41
Riasztás jel............................................................................................................................................ 42
Tartalék jel ............................................................................................................................................ 42
KD ready jel .......................................................................................................................................... 42
Főáram-jel............................................................................................................................................. 43
Üzembe helyezés ...................................................................................................................................... 44
Biztonság .............................................................................................................................................. 44
Rendeltetésszerű használat.................................................................................................................. 44
Felállítási utasítások ............................................................................................................................. 44
Hálózati csatlakozó............................................................................................................................... 44
A VR 1530 KD huzalelőtoló csatlakoztatása......................................................................................... 44
A TIG-KD kézi hegesztőpisztoly csatlakoztatása.................................................................................. 45
A TIG-robotpisztolyhoz tartozó huzaladagoló csatlakoztatása ............................................................. 45
A Robacta Drive KD huzalelőtoló csatlakoztatása................................................................................ 45
Az előtoló görgők behelyezése / kicserélése........................................................................................ 45
A huzaltekercs behelyezése ................................................................................................................. 46
A kosártekercs behelyezése................................................................................................................. 46
A hegesztőhuzal bevezetése................................................................................................................ 47
A fék beállítása ..................................................................................................................................... 48
A fék felépítése ..................................................................................................................................... 49
Hibadiagnosztika, hibaelhárítás ................................................................................................................. 50
Hibadiagnosztika, hibaelhárítás............................................................................................................ 50
Ápolás, karbantartás és ártalmatlanítás..................................................................................................... 51
Általános tudnivalók.............................................................................................................................. 51
Ápolás és karbantartás ......................................................................................................................... 51
Ártalmatlanítás...................................................................................................................................... 51
MŰSZAKI ADATOK ................................................................................................................................... 52
KD 7000................................................................................................................................................ 52
6
Page 7

Biztonsági előírások
HU
Általános tudnivalók
A készüléket a technika mai állása és elismert biztonságtechnikai szabályok szerint készítettük. Ennek ellenére hibás kezelés vagy visszaélés esetén veszély fenyegeti
- a kezelő vagy harmadik személy testi épségét és életét,
- az üzemeltető készülékét és egyéb anyagi értékeit,
- a készülékkel végzett hatékony munkát.
A készülék üzembe helyezésével, kezelésével, karbantartásával és állagmegóvásával
foglalkozó személyeknek
- megfelelően képzettnek kell lenniük,
- hegesztési ismeretekkel kell rendelkezniük és
- teljesen ismerniük és pontosan követniük kell ezt a kezelési útmutatót.
A kezelési útmutatót állandóan a készülék felhasználási helyén kell őrizni. A kezelési út-
mutató előírásain túl be kell tartani a balesetek megelőzésére és a környezet védelmére
szolgáló általános és helyi szabályokat is.
A készüléken található összes biztonsági és figyelmeztető feliratot
- olvasható állapotban kell tartani
- nem szabad tönkretenni
- eltávolítani
- letakarni, átragasztani vagy átfesteni.
A készüléken lévő biztonsági és veszélyjelző útmutatások helyét a készülék kezelési út-
mutatójának „Általános információk” című fejezete adja meg.
A biztonságot veszélyeztető hibákat a készülék bekapcsolása előtt meg kell szüntetni.
Az Ön biztonságáról van szó!
Rendeltetésszerű
használat
Környezeti feltételek
A készüléket kizárólag rendeltetésszerűen szabad használni.
A készülék kizárólag az adattáblán megadott hegesztőeljárásra szolgál.
Az egyéb vagy ezen túlmenő használat nem rendeltetésszerűnek minősül. Az ebből eredő
károkért a gyártó nem felel.
A rendeltetésszerű használathoz tartozik még
- a kezelési útmutató összes tudnivalójának teljes ismerete és betartása
- az összes biztonsági és veszélyre figyelmeztető útmutatás teljes ismerete és betartá-
sa
- az ellenőrzési és karbantartási munkák elvégzése.
Tilos a készüléket a következő alkalmazásokhoz használni:
- csövek jégtelenítése
- elemek/akkumulátorok töltése
- motorok indítása
A készülék ipari és kisipari használatra alkalmas. A lakóterületen történő használatból ere-
dő károkért a gyártó nem vállal felelősséget.
Hiányos vagy hibás munkavégzésért a gyártó szintén nem vállal felelősséget.
A készüléknek a megadott tartományon kívül történő üzemeltetése vagy tárolása nem rendeltetésszerűnek minősül. Az ebből eredő károkért a gyártó nem felel.
7
Page 8

Környezeti levegő hőmérséklet-tartománya:
- Üzem közben: -10 °C ... +40 °C (14 °F ... 104 °F)
- Szállítás és tárolás során: -20 °C ... +55 °C (-4 °F ... 131 °F)
Relatív páratartalom:
- max. 50% 40 °C-on (104 °F)
- max. 90% 20 °C-on (68 °F)
Környezeti levegő: portól, savaktól, korrozív gázoktól vagy anyagoktól, stb. mentes
Tengerszint feletti telepítési magasság: max. 2000 m (6561 láb) 8.16 hüvelyk)
Az üzemeltető kötelezettségei
A személyzet kötelezettségei
Hálózati csatlakozás
Az üzemeltető kötelezettséget vállal arra vonatkozóan, hogy csak olyan személyekkel végeztet munkát a géppel, akik
- az alapvető munkabiztonsági és balesetmegelőzési előírásokkal tisztában vannak és
a készülék kezelésére betanították őket
- a kezelési útmutatót, különösen a „Biztonsági előírások“ fejezetet elolvasták, megértették és azt aláírásukkal igazolták
- A munka eredményével szemben támasztott követelményeknek megfelelő képzésben részesültek.
A személyzet biztonságtudatos munkáját rendszeres időközönként ellenőrizni kell.
Mindenki, aki a készülékkel végzendő munkával van megbízva, köteles a munka megkezdése előtt
- az alapvető munkabiztonsági és balesetmegelőzési előírásokat betartani
- a kezelési útmutatót, különösen a „Biztonsági előírások“ fejezetet elolvasni és aláírásával igazolni, hogy azt megértette és betartja.
A munkahely elhagyása előtt győződjön meg arról, hogy a távollétében sem keletkezhetnek személyi vagy anyagi károk.
A nagy teljesítményű készülékek áramfelvételük miatt befolyásolhatják a hálózat energetikai minőségét.
Ez néhány készüléktípust a következő formában érinthet:
- csatlakoztatási korlátozások
- a maximális megengedett hálózati impedanciára vonatkozó követelmények
- a minimálisan szükséges rövidzárlati teljesítményre vonatkozó követelmények
*)
Mindenkor a közhálózathoz menő csatlakozón
*)
*)
lásd a műszaki adatokat
Ebben az esetben a készülék üzemeltetője vagy felhasználója – adott esetben az energi-
aszolgáltató vállalattal egyeztetve – köteles meggyőződni arról, hogy a készüléket szabade csatlakoztatni.
FONTOS! Ügyeljen a hálózati csatlakozó biztonságos földelésére.
8
Page 9

Magunk és mások
védelme
A készülék használata során Ön számos veszélynek teszi ki magát, pl.:
- szikrahullás, repkedő, forró fém alkatrészek
- szem- és bőrkárosító ívsugárzás
- káros elektromágneses terek, amelyek szívritmus-szabályozóval ellátott személyek
számára életveszélyt jelentenek
- hálózati és hegesztőáram miatti veszély
- fokozott zajterhelés
- káros hegesztési füst és gázok
A készülék használata során viseljen megfelelő védőruházatot. A védőruházatnak a következő tulajdonságokkal kell rendelkeznie:
- nehezen gyulladó
- szigetelő és száraz
- az egész testet befedő, sérülésmentes és jó állapotú
- védősisak
- hajtóka nélküli nadrág
A védőruházathoz tartozik többek között:
- A szemet és az arcot UV-sugárzás, hőség és szikrahullás ellen védő, előírásszerű
szűrőbetéttel rendelkező védőpajzzsal kell védeni.
- A védőpajzs mögött előírásszerű, oldalvédővel rendelkező védőszemüveg viselése.
- Stabil, nedvesség esetén is szigetelő cipő viselése.
- A kéz védelme megfelelő kesztyűvel (elektromosan szigetelő, hővédő).
- Hallásvédő viselése a zajterhelés csökkentése és a sérülések elleni védelem érdekében.
HU
Zajkibocsátási értékek megadása
Ártalmas gázok
és gőzök miatti
veszély
Üzem közben más személyeket, mindenekelőtt a gyermekeket tartsa távol a készülékektől
és a hegesztési eljárástól. Ha mégis tartózkodnak személyek a közelben, akkor
- részesítse őket a veszélyekre (ív általi vakításveszély, szikrahullás általi sérülésveszély, egészségkárosító hegesztési füst, zajterhelés, hálózati és hegesztőáram által
előidézett esetleges veszélyeztetés, ...) vonatkozó oktatásban,
- bocsásson rendelkezésre megfelelő védőeszközt, vagy
- építsen megfelelő védőfalakat és -függönyöket.
A készülék <80dB(A) (ref. 1pW) maximális hangteljesítményszintet hoz létre üresjáratban,
valamint az üzemelés utáni hűtési fázisban a normál terhelésnél maximálisan megengedett munkapontnak megfelelően az EN 60974-1 szerint.
Hegesztésnél (és vágásnál) nem adható meg munkahelyre vonatkoztatott zajkibocsátási
érték, mivel az eljárás- és környezetfüggő. Különböző paraméterektől, pl. a hegesztőeljárástól (MIG/MAG-, AWI-hegesztés), a választott áramnemtől (egyenáram, váltóáram), a
teljesítménytartománytól, a heganyag fajtájától, a munkadarab rezonancia-viselkedésétől,
a munkahelyi környezettől, stb. függ.
A hegesztéskor keletkező füst egészségkárosító gázokat és gőzöket tartalmaz.
A hegesztési füst olyan anyagokat tartalmaz, amelyek az International Agency for Resear-
ch on Cancer 118. sz. tanulmánya szerint rákot okoznak.
Pontszerű elszívást és helyiségelszívást kell alkalmazni.
Ha lehetséges, akkor beépített elszívó szerkezettel rendelkező hegesztőpisztolyt kell
használni.
Tartsa távol a fejét a keletkező hegesztési füsttől és gázoktól.
9
Page 10

A keletkező füstöt, valamint káros gázokat
- ne lélegezze be
- megfelelő eszközökkel szívassa el a munkaterületről.
Gondoskodjon elegendő friss levegő hozzávezetéséről. Gondoskodjon arról, hogy a szellőztetés mértéke mindig legalább 20 m³/óra legyen.
Nem megfelelő szellőztetés esetén viseljen levegőbevezetéses hegesztősisakot.
Ha bizonytalan abban, hogy az elszívási teljesítmény elegendő-e, hasonlítsa össze a mért
károsanyag-kibocsátási értékeket a megengedett határértékekkel.
Többek között a következő komponensek felelősek a hegesztési füstért:
- a munkadarabhoz felhasznált fémek
- elektródák
- bevonatok
- tisztítók, zsírtalanítók és hasonlók
- az alkalmazott hegesztési eljárás
Ezért vegye figyelembe a felsorolt komponensekkel kapcsolatos megfelelő anyagbiztonsági adatlapokat és gyártói adatokat.
Az esetleg előfordulható expozícióra, a kockázatkezelési intézkedésekre és a munkakörülmények azonosítására vonatkozó ajánlások megtalálhatók a European Welding Association weboldalán, a Health & Safety területen (https://european-welding.org).
Tartsa távol a gyúlékony gőzöket (például oldószergőzöket) az ív sugárzási tartományától.
Szikraugrás veszélye
Ha nem hegeszt, zárja el a védőgáz palack vagy a fő gázellátás szelepét.
A szikraátugrás tüzet és robbanást okozhat.
Soha ne hegesszen gyúlékony anyagok közelében.
A gyúlékony anyagoknak legalább 11 méter (36 láb 1.07 hüvelyk) távolságban kell lenniük
az ívtől, vagy bevizsgált burkolattal le kell fedni őket.
Tartson készenlétben megfelelő, bevizsgált tűzoltó készüléket.
Szikrák és forró fémrészecskék kis repedéseken és nyílásokon keresztül is bejuthatnak a
környező területekre. Tegyen megfelelő intézkedéseket a sérülés- és balesetveszély elkerülésére.
Ne hegesszen tűz- és robbanásveszélyes területen és zárt tartályokban, hordókban vagy
csövekben, ha azok nincsenek a megfelelő nemzeti és nemzetközi szabványok szerint
előkészítve.
Nem szabad hegeszteni olyan tartályokat, amelyekben gázt, üzemanyagot, ásványolajat
és hasonlókat tároltak/tárolnak. A maradványok robbanásveszélyt jelentenek.
Hálózati és hegesztőáram miatti
veszély
10
Az elektromos áramütés alapvetően életveszélyes és halálos lehet.
Ne érintsen semmilyen feszültség alatt álló alkatrészt a készüléken belül és kívül.
MIG/MAG és AVI hegesztőeljárásnál a hegesztőhuzal, a huzaltekercs, az előtológörgők,
valamint a hegesztőhuzallal kapcsolatban álló összes fém alkatrész feszültség alatt áll.
Mindig tegye jól szigetelt alapfelületre a huzalelőtolót, vagy használjon megfelelő, szigetelt
huzalelőtoló-befogót.
Page 11

Gondoskodjon a megfelelő ön- és személyvédelemről a föld- vagy testpotenciállal szemben jól szigetelő, száraz alátétlemez vagy burkolat segítségével. Az alátétlemeznek vagy
burkolatnak teljesen le kell fednie az emberi test és a föld- vagy testpotenciál közötti teljes
területet.
Az összes kábelnek és vezetéknek jól rögzítettnek, sértetlennek, szigeteltnek és megfelelően méretezettnek kell lennie. A laza, megégett, károsodott vagy alulméretezett kábeleket
és vezetékeket azonnal ki kell cserélni.
Minden használat előtt kézzel ellenőrizni kell az áramösszeköttetések stabilitását.
Bajonettzáras áramkábelek esetén az áramkábelt min. 180°-kal el kell forgatni a hossztengelye körül és elő kell feszíteni.
Ne hurkolja a teste vagy testrészei köré a kábeleket és vezetékeket.
Az elektródát (bevont elektródát, wolframelektródát, hegesztőhuzalt, ...)
- soha ne merítse hűtés céljából folyadékba
- soha ne érintse meg bekapcsolt áramforrás esetén.
Két áramforrás elektródái között például az egyik áramforrás üresjárati feszültségének kétszerese léphet fel. A két elektróda potenciáljainak egyidejű érintésekor adott esetben életveszély áll fenn.
A hálózati és készülékcsatlakozó kábelekben rendszeresen vizsgáltassa meg villamos
szakemberrel a védővezeték működőképességét.
Az I. védelmi osztályú készülékeknek védővezetős hálózatra és védőérintkezős dugaszrendszerre van szükségük az előírásszerű működéshez.
HU
A készülékek védővezető nélküli hálózaton és védőérintkező nélküli dugaszoló aljzaton
történő üzemeltetése csak akkor megengedett, ha betartanak minden, a védőleválasztásra vonatkozó nemzeti rendelkezést.
Ellenkező esetben ez durva hanyagságnak minősül. Az ebből eredő károkért a gyártó nem
felel.
Szükség esetén gondoskodjon alkalmas eszközzel a munkadarab megfelelő földeléséről.
Kapcsolja ki a nem használt készüléket.
Nagyobb magasságban végzett munkához viseljen zuhanásvédő biztonsági hevedert.
A készüléken végzendő munka előtt kapcsolja ki készüléket és húzza ki a hálózati csatla-
kozó dugót.
Jól olvasható és érthető figyelmeztető táblával biztosítsa a készüléket a hálózati csatlako-
zó dugó csatlakoztatása ellen.
A készülék felnyitása után:
- süsse ki az elektromos töltést tároló összes alkatrészt
- Biztosítsa, hogy a készülék összes komponense árammentes legyen.
Ha feszültség alatt álló alkatrészeken kell dolgozni, vonjon be egy másik személyt, aki időben lekapcsolja a főkapcsolót.
Kóbor hegesztőáramok
Amennyiben nem veszi figyelembe az alábbi tájékoztatót, kóbor hegesztőáramok keletkezhetnek, amelyek a következőket okozhatják:
- tűzveszély
- a munkadarabbal összekapcsolt alkatrészek túlmelegedése
- védővezetők tönkremenetele
- a készülék és egyéb elektromos alkatrészek károsodása
Gondoskodjon a munkadarab-csatlakozókapocs és a munkadarab fix kapcsolatáról.
A munkadarab-csatlakozókapcsot rögzítse a lehető legközelebb a hegesztési helyhez.
11
Page 12
Az elektromosan vezetőképes környezettől, pl. vezetőképes padlótól vagy vezetőképes
állványoktól megfelelően elszigetelve kell felállítani a készüléket.
Áramelosztók, duplafejű befogók, stb. használata esetén ügyeljen a következőkre: A nem
használt hegesztőpisztoly / elektródatartó elektródája is potenciálvezető. Gondoskodjon a
nem használt hegesztőpisztoly / elektródatartó megfelelően szigetelt elhelyezéséről.
Automatizált MIG/MAG alkalmazások esetén a huzalelektródát csak szigetelve vezesse a
hegesztőhuzal-hordóból, a nagy tekercsről vagy a huzaltekercsről a huzalelőtolóhoz.
A készülékek
elektromágneses
összeférhetőség
besorolásai
Elektromágneses
összeférhetőségintézkedések
„A” zavarkibocsátási osztályú készülékek:
- csak ipari területen történő használatra szolgálnak
- más területen vezetéken terjedő és sugárzott zavarokat okozhatnak.
„B” zavarkibocsátási osztályú készülékek:
- teljesítik az ipari és a lakóterületek zavarkibocsátási követelményeit. Ez érvényes
olyan lakóterületekre is, ahol az energiaellátás a nyilvános kisfeszültségű hálózatból
történik.
A készülékek elektromágneses összeférhetőség besorolása a típustábla vagy a műszaki
adatok alapján.
Különleges esetekben a készülék a szabványban rögzített zavarkibocsátási határértékek
betartása ellenére is befolyással lehet a tervezett alkalmazási területre (pl. ha a felállítás
helyén érzékeny készülékek vannak, vagy ha a felállítás helye rádió- vagy televízió-vevőkészülékek közelébe esik).
Ebben az esetben az üzemeltető köteles a zavar elhárítására megfelelő intézkedéseket
tenni.
Végezze el a készülék környezetében lévő berendezések zavartűrésének vizsgálatát és
értékelését a nemzeti és nemzetközi rendelkezések szerint. Példák olyan zavarérzékeny
berendezésekre, amelyeket a készülék befolyásolhat:
- biztonsági berendezések
- hálózat-, jel- és adatátviteli vezetékek
- elektronikus adatfeldolgozó és telekommunikációs berendezések
- mérő és kalibráló berendezések
12
EMC-problémák elkerülését elősegítő intézkedések:
1. Hálózati ellátás
- Amennyiben az előírásszerű hálózati csatlakozás ellenére elektromágneses za-
varok lépnek fel, tegyen kiegészítő intézkedéseket (pl. megfelelő hálózati szűrő
használata).
2. Hegesztőáram vezetők
- a lehető legrövidebbek legyenek
- szorosan együtt legyenek vezetve (az elektromágneses mezőkkel (EMF) kapcso-
latos problémák elkerülése érdekében is)
- legyenek távol más vezetékektől
3. Potenciál-kiegyenlítés
4. Munkadarab földelése
- Szükség esetén megfelelő kondenzátorok segítségével hozzon létre földcsatla-
kozást.
5. Árnyékolás, szükség esetén
- Árnyékolja le a környezetben található más berendezéseket
- Árnyékolja le a teljes hegesztőrendszert
Page 13

EMF-intézkedések
Az elektromágneses mezők eddig nem ismert egészségkárosodást okozhatnak:
- A szomszédban lévő, pl. szívritmus-szabályozót vagy hallásjavító készüléket viselő
személyekre gyakorolt hatások
- A szívritmus-szabályozót viselőknek orvosi tanácsot kell kérniük, mielőtt a készülék és
a hegesztési eljárás közvetlen közelébe mennek
- A hegesztőkábelek és a hegesztő feje/törzse közötti távolságot biztonsági okokból a
lehető legnagyobbra kell választani
- A hegesztőkábeleket és a tömlőkötegeket ne vigye a vállán és ne tekerje a teste vagy
testrészei köré
HU
Különösen veszélyes helyek
Kezét, haját, ruhadarabjait és szerszámait tartsa távol a mozgó alkatrészektől, mint például:
- ventilátorok
- fogaskerekek
- görgők
- tengelyek
- Huzaltekercsek és hegesztőhuzalok
Ne nyúljon a huzalelőtoló forgó fogaskerekei vagy a hajtás forgó alkatrészei közé.
A burkolatokat és oldalelemeket csak a karbantartási és javítási munkák idejére nyissa ki/
távolítsa el.
Üzem közben
- Gondoskodjon róla, hogy az összes burkolat zárva legyen és az összes oldalelem
szabályszerűen fel legyen szerelve.
- Tartsa zárva az össze fedelet és oldalelemet.
A hegesztőhuzal hegesztőpisztolyból történő kilépése nagy sérülési kockázatot jelent (kéz
átszúródása, arc vagy szem sérülése, ...).
Ezért mindig tartsa el a testétől a hegesztőpisztolyt (huzalelőtolásos készülékek) és viseljen megfelelő védőszemüveget.
Hegesztés közben és után ne érintse meg a munkadarabot - égési sérülés veszélye.
A lehűlő munkadarabról salak pattanhat le. Ezért a munkadarab utómunkálataihoz is elő-
írásszerű védőfelszerelést kell viselni és más személyek megfelelő védelméről is gondoskodni kell.
Hagyja lehűlni a hegesztőpisztolyt és a többi magas üzemi hőmérsékletű felszerelési elemet, mielőtt dolgozni kezd rajtuk.
Tűz- és robbanásveszélyes helyiségekben különleges előírások érvényesek
- vegye figyelembe a megfelelő nemzeti és nemzetközi rendelkezéseket.
A fokozott elektromos veszélyeztetettségnek kitett helyiségekben (pl. kazánok) végzendő
munkához használt áramforrásokat a (Safety) jellel kell megjelölni. Az áramforrásnak
azonban nem szabad ilyen helyiségekben lennie.
Forrázásveszély a kifolyó hűtőközeg következtében. A hűtőközeg előremenő és visszatérő köre csatlakozóinak leválasztása előtt kapcsolja le a hűtőegységet.
A hűtőközeggel végzett munkához vegye figyelembe a hűtőközeg biztonsági adatlapjának
adatait. A hűtőközeg biztonsági adatlapja a szerviztől vagy a gyártó honlapjáról szerezhető
be.
13
Page 14

Készülékek daruval történő szállításához csak a gyártó megfelelő teherfüggesztő szerkezetét használja.
- Akassza be a láncokat vagy köteleket a megfelelő teherfüggesztő szerkezet felfüggesztési pontjain.
- A láncoknak vagy köteleknek a lehető legkisebb szöget kell bezárniuk a függőlegessel.
- Távolítsa el a gázpalackot és a huzalelőtolót (AFI/VFI- és AWI-készülékek).
A huzalelőtoló hegesztés közbeni darus felfüggesztéséhez mindig megfelelő, szigetelt huzalelőtoló-felfüggesztőt használjon (MIG/MAG- és AWI-készülékek).
Ha a készülék tartóhevederrel vagy hordozófogantyúval van felszerelve, az kizárólag kézzel történő szállításra szolgál. Daruval, villás targoncával vagy más mechanikus emelőeszközzel történő szállításra a tartóheveder nem alkalmas.
Minden függesztéket (hevederek, csatok, láncok, stb.), amely a készülékkel vagy komponenseivel kapcsolatban kerül felhasználásra, rendszeresen ellenőrizni kell (pl. mechanikai
sérülések, korrózió vagy egyéb környezeti hatások miatt bekövetkező változások szempontjából).
a vizsgálati intervallumnak és a vizsgálat terjedelmének legalább a mindenkori hatályos
nemzeti szabványoknak és irányelveknek megfelelőnek kell lennie.
Színtelen és szagtalan védőgáz észrevétlen kiömlésének veszélye védőgázcsatlakozó
adapter használata esetén. A védőgázcsatlakozó adapter készülékoldali menetét a szerelés előtt megfelelő teflonszalaggal kell tömíteni.
Védőgázra vonatkozó követelmény
Védőgáz palackok által okozott veszély
A szennyezett védőgáz - különösen körvezetékeknél - károkat okozhat a felszerelésen és
a hegesztés minőségének csökkenéséhez vezethet.
A védőgáz minőségét tekintve a következő előírásokat kell teljesíteni:
- szilárd anyagok részecskenagysága < 40 µm
- nyomás alatti harmatpont < -20 °C
- max. olajtartalom < 25 mg/m³
Szükség esetén használjon szűrőt!
A védőgáz palackok nyomás alatt álló gázt tartalmaznak és sérülés esetén felrobbanhatnak. Mivel a védőgáz palackok a hegesztő felszerelés részei, nagyon óvatosan kell kezelni
őket.
Védje a sűrített gázt tartalmazó védőgáz palackokat a túl nagy hőségtől, mechanikus ütésektől, salaktól, nyílt lángtól, szikrától és ívtől.
Szerelje függőlegesen és rögzítse az utasítás szerint a védőgáz palackokat, hogy ne borulhassanak fel.
Hegesztő vagy más elektromos áramköröktől tartsa távol a védőgáz palackokat.
Soha ne akassza a hegesztőpisztolyt a védőgáz palackra.
Soha ne érintsen elektródát a védőgáz palackhoz.
14
Robbanásveszély - soha ne hegesszen nyomás alatt álló védőgáz palackon.
Mindig csak a mindenkori alkalmazáshoz megfelelő védőgáz palackot és hozzávaló, alkal-
mas tartozékokat (szabályozókat, tömlőket és csőszerelvényeket, ...) használjon. Csak jó
állapotban lévő védőgáz palackokat és tartozékokat használjon.
Ha kinyitja egy védőgáz palack szelepét, fordítsa el az arcát a kieresztőnyílástól.
Ha nem hegeszt, zárja el a védőgáz palack szelepét.
Page 15

Nem csatlakoztatott védőgáz palack esetén a hagyja a sapkát a védőgáz palack szelepén.
Biztonsági intézkedések a felállítás helyén és a
szállítás során
Tartsa be a védőgáz palackokra és tartozékalkatrészekre vonatkozó gyártói utasításokat,
valamint a megfelelő nemzeti és nemzetközi rendelkezéseket.
A felboruló készülék életveszélyes lehet! Az akkumulátort sík és szilárd alapfelületen kell
stabilan felállítani.
- Maximum 10°-os dőlésszög megengedett.
Tűz- és robbanásveszélyes helyiségekben különleges előírások érvényesek
- Vegye figyelembe a megfelelő nemzeti és nemzetközi rendelkezéseket.
Üzemen belüli utasításokkal és ellenőrzésekkel biztosítsa, hogy a munkahely környezete
mindig tiszta és áttekinthető legyen.
A készüléket csak az adattáblán megadott IP-védettséggel állítsa fel és üzemeltesse.
A készülék felállításakor biztosítson 0,5 m (1 láb 7.69 hüvelyk) körkörös távolságot, hogy
a hűtőlevegő akadálytalanul beáramolhasson és távozhasson.
A készülék szállításakor gondoskodjon arról, hogy a hatályos nemzeti és nemzetközi
irányelveket és balesetvédelmi előírásokat betartsák. Ez speciálisan a szállítás és fuvarozás során fennálló veszélyekre vonatkozó irányelveket jelenti.
Ne emeljen fel vagy szállítson aktív készülékeket. Szállítás vagy emelés előtt kapcsolja ki
a készülékeket!
HU
Biztonsági intézkedések normál
üzemben
A készülék minden szállítása előtt eressze le teljesen a hűtőközeget, valamint szerelje le
a következő komponenseket:
- huzalelőtoló
- huzaltekercs
- védőgáz palack
Az üzembe helyezés előtt, a szállítás után feltétlenül végezze el a készülék sérülésekre
vonatkozó szemrevételezését. Az esetleges sérüléseket az üzembe helyezés előtt képzett
szervizszemélyzettel hozassa rendbe.
A készüléket csak akkor üzemeltesse, ha valamennyi biztonsági berendezés működőképes. Ha a biztonsági berendezések nem teljesen működőképesek, akkor az veszélyezteti
- a kezelő vagy harmadik személy testi épségét és életét,
- az üzemeltető készülékét és egyéb anyagi értékeit
- a készülékkel végzett hatékony munkát.
A készülék bekapcsolása előtt hozassa rendbe a nem teljesen működőképes biztonsági
berendezéseket.
A biztonsági berendezéseket soha ne kerülje meg és ne helyezze üzemen kívül.
A készülék bekapcsolása előtt biztosítsa, hogy senki se legyen veszélyben.
Legalább hetente egyszer ellenőrizze a készüléket a biztonsági berendezések külsőleg
felismerhető károsodásai szempontjából.
Mindig rögzítse jól és darus szállítás esetén előtte vegye le a védőgáz palackot.
Tulajdonságai (elektromos vezetőképesség, fagyállóság, anyag-összeférhetőség, gyúl-
ékonyság, ...) alapján csak a gyártó eredeti hűtőközege alkalmas készülékeinkben történő
felhasználásra.
Csak a gyártó megfelelő eredeti hűtőközegét használja.
15
Page 16

Ne keverje más hűtőközeggel a gyártó eredeti hűtőközegét.
Csak a gyártó rendszerelemeit csatlakoztassa a hűtőkörhöz.
Más rendszerelemek vagy más hűtőközegek használata során keletkező károkért a gyártó
nem vállal felelősséget és minden szavatossági igény elvész.
A Cooling Liquid FCL 10/20 folyadék nem gyúlékony. Az etanol alapú hűtőközeg bizonyos
feltételek mellett gyúlékony. A hűtőközeget csak zárt eredeti göngyölegben szállítsa és
tartsa távol a gyújtóforrásoktól
Az elhasználódott hűtőközeget ártalmatlanítsa szakszerűen, a nemzeti és nemzetközi rendelkezések megfelelően. A hűtőközeg biztonsági adatlapja a szerviztől vagy a gyártó honlapjáról szerezhető be.
Lehűlt berendezés esetén a hegesztés kezdete előtt mindig ellenőrizze a hűtőközegszintet.
Üzembe helyezés,
karbantartás és
javítás
Biztonságtechnikai ellenőrzés
Idegen forrásból beszerzett alkatrészek esetén nem garantált, hogy az igénybevételnek és
a biztonsági igényeknek megfelelően tervezték és gyártották őket.
- Csak eredeti pót- és kopó alkatrészeket használjon (ez érvényes a szabványos alkatrészekre is).
- A gyártó beleegyezése nélkül ne végezzen a készüléken semmiféle változtatást, bevagy átépítést.
- A nem kifogástalan állapotú alkatrészeket azonnal cserélje ki.
- A rendelésnél adja meg az alkatrészjegyzék szerinti pontos megnevezést és cikkszámot, valamint a készülék sorozatszámát.
A ház csavarjai védővezető-csatlakozást biztosítanak a ház részeinek földeléséhez.
Mindig megfelelő számú eredeti házcsavart használjon a megadott forgatónyomatékkal.
A gyártó javasolja, hogy legalább 12 havonta végeztesse el a gép biztonságtechnikai ellenőrzését.
Ugyanazon 12 hónapos intervallumon belül javasolja a gyártó az áramforrások kalibrálását.
Ajánlatos a biztonságtechnikai ellenőrzést minősített villamos szakemberrel elvégeztetni
- módosítás után
- beszerelés vagy átépítés után
- javítás, ápolás és karbantartás után
- legalább tizenkét havonta.
A biztonságtechnikai ellenőrzés során követni kell a megfelelő nemzeti és nemzetközi
szabványok és irányelvek előírásait.
A biztonságtechnikai ellenőrzéssel és a kalibrálással kapcsolatban közelebbi tájékoztatást
a szerviz nyújt. A szerviz kérésre a szükséges dokumentumokat rendelkezésre bocsátja.
Ártalmatlanítás Ne tegye a háztartási hulladékba a készüléket! Az elhasználódott elektromos és elektroni-
kus berendezésekről szóló európai irányelv és az azt végrehajtó nemzeti jogszabály értelmében az elhasználódott elektromos szerszámokat külön kell gyűjteni, és gondoskodni
kell a környezetvédelmi szempontból megfelelő újrahasznosításukról. Elhasználódott készülékét adja le a viszonteladónál vagy tájékozódjon a lakóhelyén működő engedélyezett
gyűjtési és ártalmatlanítási rendszerről. Ennek az EU-irányelvnek a betartása a környezet
védelmét és az Ön egészségének megőrzését szolgálja!
16
Page 17

Biztonsági jelölés A CE-jellel ellátott készülékek teljesítik a kisfeszültségre és az elektromágneses összefér-
hetőségre vonatkozó irányelv (pl. az EN 60 974 szabványsor fontos termékszabványai)
alapvető követelményeit.
A Fronius International GmbH kijelenti, hogy a készülék megfelel a 2014/53/EU irányelv
előírásainak. Az EU megfelelőségi nyilatkozat teljes szövege a következő Internet-címen
áll rendelkezésre: http://www.fronius.com
A CSA vizsgálati jellel jelölt készülékek teljesítik a Kanadában és az USA-ban érvényes
releváns szabványok előírásait.
Adatbiztonság A gyári beállítások megváltoztatása esetén az adatok biztonságáért (mentéséért) a fel-
használó felelős. A személyes beállítások kitörlődéséért a gyártó nem felel.
Szerzői jog A jelen kezelési útmutató szerzői joga a gyártóé.
A szöveg és az ábrák a nyomdába adás időpontjában fennálló műszaki állapotnak felelnek
meg. A változtatás jogát fenntartjuk. A kezelési útmutató tartalma semmiféle igényre nem
adhat alapot. Újítási javaslatokat és a kezelési útmutatóban előforduló hibák közlését köszönettel vesszük.
HU
17
Page 18

Általános tudnivalók
Készülék-koncepció
A KD 7000 hideghuzal-előtolót speciálisan
a MagicWave 2600 / 2600 CEL és TransTig
2600 CEL / 3000 áramforráshoz fejlesztettük ki.
Ugyanakkor saját hálózati kábelével és beépített előtolás-vezérlésével a KD 7000
gyakorlatilag minden TIG áramforrással
vagy lézeres hegesztőrendszerrel lehetővé
teszi a kombinálást.
A huzalsebesség megadása vagy közvetlenül a KD 7000 kezelőelemein vagy pedig
egy külső robot- vagy automata-vezérlésen
keresztül történik. A megadott huzalsebesség pontos betartásáról a KD 7000-ban
lévő előtolás-vezérlés gondoskodik.
A kézi TIG hideghuzalos hegesztés TIG-KD kézi hegesztőpisztollyal lehetséges.
Robotos alkalmazásoknál a TIG hideghuzalos hegesztéshez a TIG-KD csatlakozódoboz
szolgál központi csomópontként a robotvezérlésnek az áramforrással és a KD 7000-vel
történő hálózatba kötéséhez. Az áramforrás hegesztési paramétereinek robotoldali beállításához a TIG-KD csatlakozódoboz különböző távszabályozók szimulációját támogatja.
Az áramforrással szokásos kommunikáció az analóg / digitális robot interfészen keresztül
történik, amire a MagicWave 2600 / 2600 CEL és TransTig 2600 CEL / 3000 TIG áramforrásokhoz van szükség.
Alkalmazási területek
Lézeres hegesztőrendszerekkel végzendő hideghuzalos hegesztési alkalmazásokhoz a
TIG-KD csatlakozódoboz nem használható. A KD 7000 külső vezérlése ebben az esetben
közvetlenül a robotvezérlésen keresztül történik.
Alumínium-alkalmazásokhoz a Robacta Drive KD készüléket ajánljuk huzalhajtásként a
KD 7000 számára. Ez a készülék közvetlenül a hegesztési eljárásnál lévő, külső, a huzalt
húzó huzaltovábbító rendszer A Robacta Drive készülék különösen egyenletes huzaltovábbítást biztosít.
Ötvözetlen / erősen ötvözött acélok feldolgozásához a KD 7000-be beépített, a huzalt toló
4-görgős huzalelőtoló áll rendelkezésre. Ötvözetlen / erősen ötvözött acéllal végzett robotos alkalmazások esetén a VR 1530 KD 4 görgős huzalelőtoló használata javasolt.
A KD 7000 külső huzalelőtolóval és külső huzaltekercstartóval történő kombinálása eseten
a KD 7000 térben rugalmas vezérlő- és szabályozóként szolgál.
A tömlőköteggel való összeköttetés elmaradásának köszönhetően a KD 7000 gyakorlatilag tetszőleges pozícióban fel lehet állítani.
A KD 7000 hideghuzal-előtoló mindenek előtt automatizált és robotos alkalmazásokhoz
használható a legjobban, de a kézi hegesztés speciális alkalmazásainál is használható. A
KD 7000 mind a TIG-hegesztésnél, mind pedig a lézerhegeszténél a nagyon sokféle feladathoz beállítható.
18
Page 19

A hegesztőautomata vagy hegesztőrobot és a rendszerelemek kivitelétől függően a KD
7000 rugalmas koncepciója a huzaltovábbító komponensek méretre szabott elrendezését
teszi lehetővé. A különböző konfigurációs lehetőségeket az „Alkalmazás“ című fejezetben
ismertetjük.
HU
Figyelmeztető információk a készüléken
A huzalelőtoló adattáblája biztonsági szimbólumokkal van ellátva. A biztonsági szimbólumokat nem szabad eltávolítani vagy átfesteni. A szimbólumok figyelmeztetnek a helytelen
kezelésre, melynek súlyos személyi sérülések és anyagi károk lehetnek a következményei.
A hegesztés veszélyes tevékenység. A készülékkel végzett szabályszerű
munkához a következő alapfeltételeknek kell teljesülniük:
- megfelelő hegesztői képzettség
- megfelelő védőfelszerelés
- illetéktelen személyek távoltartása a huzalelőtolótól és a hegesztési eljá-
rástól
A leírt funkciókat csak akkor alkalmazza, ha a következő dokumentumokat teljesen átolvasta és megértette:
- jelen kezelési útmutató
- a rendszerelemek összes kezelési útmutatója, különösen a biztonsági
előírások
19
Page 20
Alkalmazás
(1) (2) (3)
(4)(5)(6)(7)(8)
Általános tudnivalók
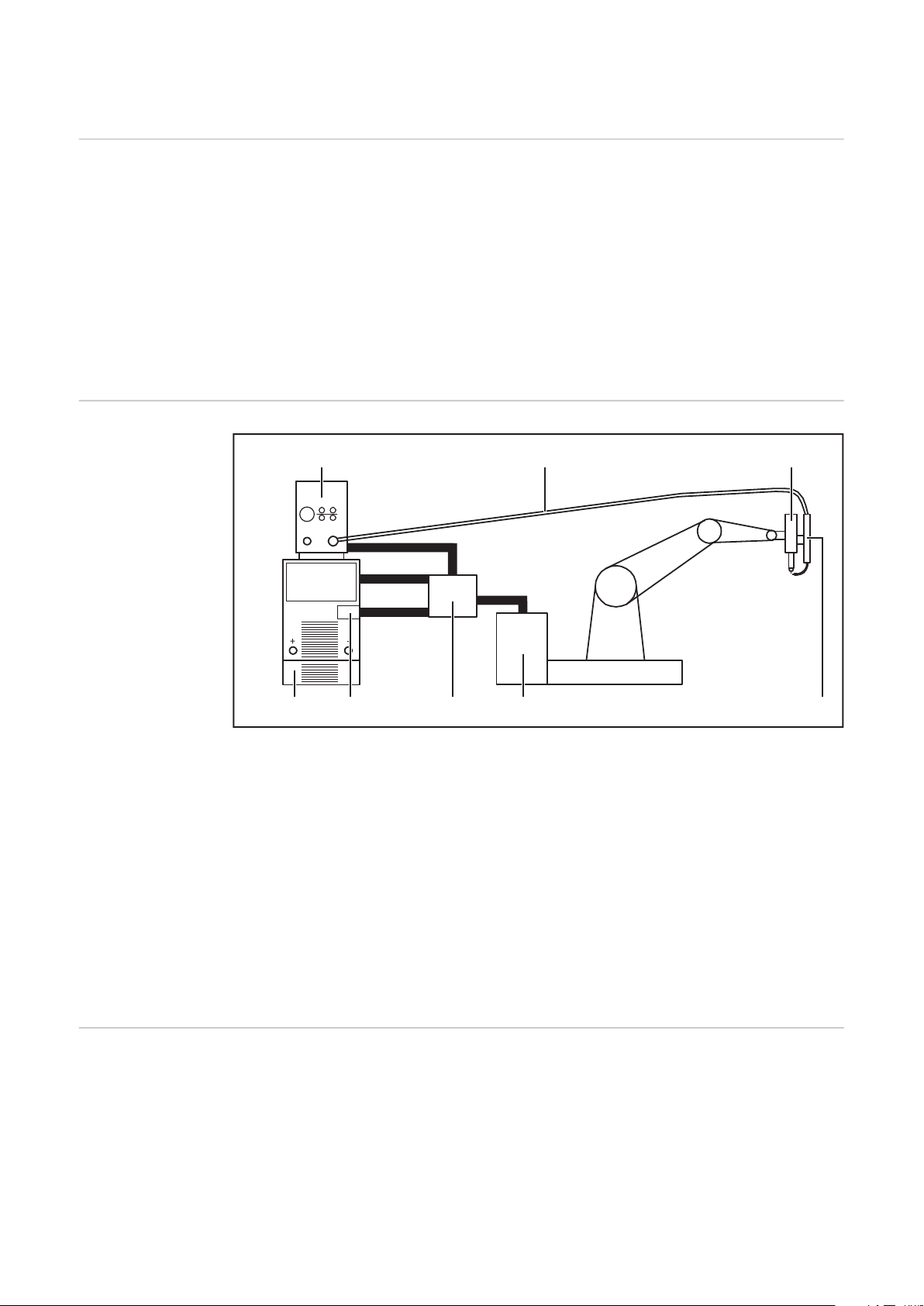
1. konfiguráció:
ötvözetlen / erősen ötvözött acélok (push (tol) /
belső)
FONTOS! A következő ábrák a KD 7000 ipai robottal és egy Fronius TIG áramforrással
alkotott konfigurációs példáit mutatják. A bemutatott konfigurációs példák értelemszerűen
hegesztő automatákra vagy lézeres hegesztőrendszerekkel végzett hideghuzalos hegesztési alkalmazásokra is érvényesek.
A kézi TIG-hegesztésre értelemszerűen az 1. és a 2. ábra érvényes.
Hegesztő automatákhoz javasolt
- huzaltekercs és 4-görgős huzalelőtoló a KD 7000-be beépítve
- huzaltolás beépített 4 görgős huzalelőtolóval
- a huzaladagoló tömlőkötegének hossza: max. 3,5 m
1. konfiguráció - huzaltekercs és huzalelőtoló a KD 7000-ben, tolt huzal
(1) KD 7000 huzaltekercstartóval és 4-görgős huzelelőtolóval
(2) Tömlőköteg a huzaladagolóhoz
(3) Hegesztőpisztoly
(4) Huzaladagoló
(5) Robotvezérlés
(6) TIG-KD csatlakozódoboz
(7) Robot interfész az áramforráshoz
(8) Áramforrás
Korlátozások alumínium esetén:
- A tömlőköteg hosszának nem szabad túllépnie az 1 m-t.
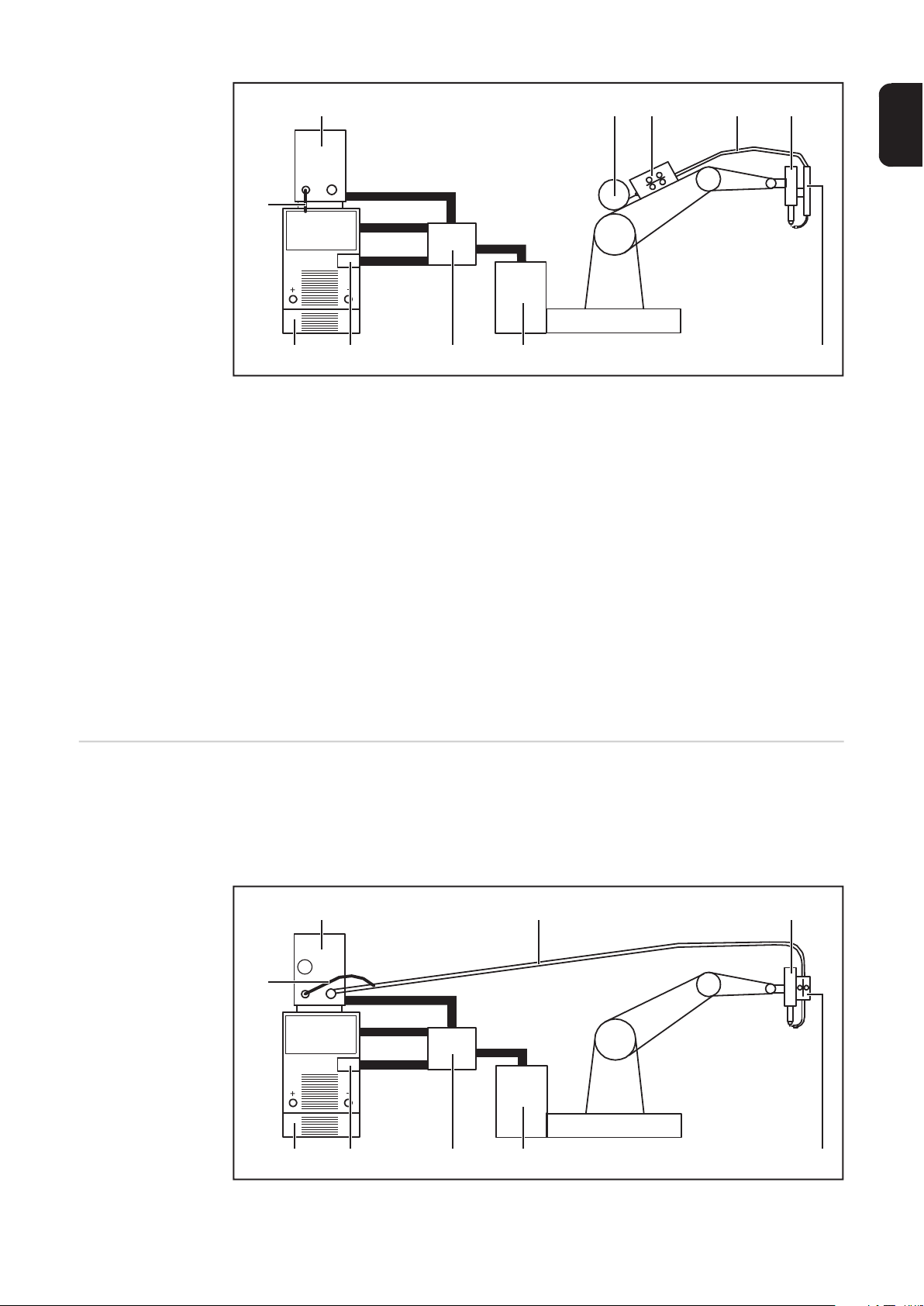
2. konfiguráció:
ötvözetlen / erősen ötvözött acélok (push (tol) VR
1530 / külső)
Robotokhoz javasolt
- KD 7000 huzaltekercs és huzalelőtoló nélkül
- huzaltekercs külső huzaltekercstartón a roboton
- huzaltolás külső 4 görgős huzalelőtolóval (VR 1530 KD)
- a huzaladagoló tömlőkötegének hossza: max. 3,5 m
20
Page 21
(1) (3) (5)
(2) (4)
(11)
2. konfiguráció - huzaltekercs és huzalelőtoló kívül, tolt huzal
(1) KD 7000
(2) huzaltekercstartó és huzaltekercs kívül
(3) VR 1530 KD 4 görgős huzalelőtoló kívül
(4) Tömlőköteg a huzaladagolóhoz
(5) Hegesztőpisztoly
(6) Huzaladagoló
(7) Robotvezérlés
(8) TIG-KD csatlakozódoboz
(9) Robot interfész az áramforráshoz
(10) Áramforrás
(11) Összekötő kábel a külső huzalelőtoló (VR 1530 KD) vezérléséhez
HU
(6)(7)(8)(9)(10)
3. konfiguráció:
alumínium (pull
(húz) / belső)
Korlátozások alumínium esetén:
- A tömlőköteg hosszának nem szabad túllépnie az 1 m-t.
Hegesztő automatákhoz javasolt
- KD 7000 beépített huzaltekerccsel, huzalelőtoló nélkül
- külső, 2-görgős huzalelőtolóval (Robacta Drive KD) közvetlenül a hegesztési eljárás-
nál húzott huzal
- a Robacta Drive KD tömlőkötegének hossza: max. 3,5 m
(1) (3)(2)
(9)
3. konfiguráció - huzaltekercs a KD 7000-ben, külső huzalelőtolóval, húzott huzal
(4)(5)(6)(7)(8)
21
Page 22

(1) KD 7000 huzaltekercstartóval
(2) Robacta Drive KD tömlőköteg
(3) Hegesztőpisztoly
(4) Robacta Drive KD 2-görgős huzalelőtoló kívül
(5) Robotvezérlés
(6) TIG-KD csatlakozódoboz
(7) Robot interfész az áramforráshoz
(8) Áramforrás
(9) Összekötő kábel a külső huzalelőtoló (Robacta Drive KD) vezérléséhez
Korlátozások ötvözetlen / gyengén ötvözött acélok esetén:
- A tömlőköteg hosszának nem szabad túllépnie a 2 m-t.
- A huzalsebességnek nem szabad túllépnie az 5 m/perc értéket.
- A huzaltekercs-fék fékhatását annyira le kell csökkenteni, hogy a huzaltekercs még
éppen ne fusson túl a hegesztés végén.
4. konfiguráció:
alumínium (pull
(húz) / külső)
Robotokhoz javasolt
- KD 7000 huzaltekercs és huzalelőtoló nélkül
- huzaltekercs külső huzaltekercstartón a roboton
- külső, 2-görgős huzalelőtolóval (Robacta Drive KD) közvetlenül a hegesztési eljárásnál húzott huzal
- a Robacta Drive KD tömlőkötegének hossza: max. 3,5 m
(1) (3)(2)
(10)
(5)
4. konfiguráció - huzaltekercs és huzalelőtoló kívül, húzott huzal
(4)(6)(7)(8)(9)
22
(1) KD 7000
(2) Robacta Drive KD tömlőköteg
(3) Hegesztőpisztoly
(4) Robacta Drive KD 2-görgős huzalelőtoló kívül
(5) huzaltekercstartó és huzaltekercs kívül
(6) Robotvezérlés
(7) TIG-KD csatlakozódoboz
(8) Robot interfész az áramforráshoz
(9) Áramforrás
(10) Összekötő kábel a külső huzalelőtoló (Robacta Drive KD) vezérléséhez
Page 23

Korlátozások ötvözetlen / gyengén ötvözött acélok esetén:
- A tömlőköteg hosszának nem szabad túllépnie a 2 m-t.
- A huzalsebességnek nem szabad túllépnie az 5 m/perc értéket.
- A huzaltekercs-fék fékhatását annyira le kell csökkenteni, hogy a huzaltekercs még
éppen ne fusson túl a hegesztés végén.
HU
23
Page 24

Kezelőelemek, csatlakozók és mechanikai kompo-
(1)
(2)
(3)
(4)
(5)
(6)
(16)(15)(14)(13)
nensek
KD 7000
(7)
(8)
(9)
(10)
(11)
Elölnézet Hátulnézet
(12)
24
Oldalnézet
Page 25

Poz. Megnevezés
1
2
3
(1) A huzalsebesség kijelzése / beállítása
a huzalsebesség kijelzéséhez és beállításához
FONTOS! A tényleges huzalsebesség az alkalmazott huzalelőtolástól függ.
Állapítsa meg a KD 7000-en lévő matrica alapján, milyen huzalelőtolás van
használatban (pl. huzalelőtolás „0 - 10 m/perc“)
Határozza meg a tényleges huzalsebességet a következő táblázat alapján
pl.:
A „719“ kijelzőérték jelentése 7,19 m/perc, ha a huzalelőtolás „0 - 10 m/perc“
Beállítási tartomány: 0,2 m/perc-től a maximális huzalsebességig
A beállított huzalsebesség átvétele:
állítsa a Belső / Külső (2) kiválasztó kapcsolót „Belső“ állásra
(2) Belső / külső kiválasztó kapcsoló
a huzalsebesség belső / külső kiválasztása, megadása
- a KD 7000-en („Belső“) vagy
- automata- vagy robotvezérlésen keresztül („Külső“)
(3) Huzalvisszahúzási hossz beállító szabályozó
a hegesztés végén szükséges huzalvisszahúzási hossz beállításához
Skála 0-tól 10-ig:
- 0 .........................1 mm
- 10 .......................50 mm
(4) Csatlakozó a külső huzalelőtoló számára (14 pólusú CPC aljzat műanyagból)
külső huzalelőtoló (VR 1530 KD / Robacta Drive KD) vezérléséhez
(5) Pisztolyvezérlés csatlakozó
a csatlakozó a TIG-KD kézi hegesztőpisztoly vezérlődugasza számára
(6) Központi csatlakozó hegesztőpisztolyhoz (csak belső huzaltekercstartóval
vagy beépített 4-görgős huzalelőtolóval kombinálva)
a huzaladagoló / a Robacta Drive KD / a TIG-KD kézi hegesztőpisztoly tömlőkötegének tartásához
(7) Hálózati biztosító, 2 A
(8) Hálózati kapcsoló
bekapcsolt KD 7000 esetén világít
(9) Helyi hálózati csatlakozó
sorozatkivitelű csatlakozó előzetes rendszerbeállításokhoz
(10) Interfész KD-vezérléshez (37 pólusú CPC-aljzat műanyagból)
a KD 7000 külső, analóg és digitális jelekkel történő vezérléséhez
(11) Hálózati kábel
(12) Átvezető külső hegesztőhuzalhoz
külső huzaladagolás esetén használható
(13) Huzaltekercstartó fékszerkezettel
szabványos hegesztőhuzal-tekercsek tartásához max. 16 kg-ig (belső huzaltekercstartó esetén)
(14) 4 görgős huzalelőtoló (csak belső huzalelőtoló esetén)
HU
25
Page 26

Poz. Megnevezés
(15) Huzalbefűzés / kifűzés gomb
a huzal tömlőkötegből történő befűzéséhez és kifűzéséhez
- Huzalbefűzés: Nyomja lefelé és tartsa nyomva a gombot
- Huzalkifűzés: Nyomja felfelé és tartsa nyomva a gombot
A huzalbefűzési- és kifűzési sebesség a huzalbefűzési sebesség beállító szabályozójával határozható meg
(16) Huzalbefűzési sebesség beállító szabályozó
a huzalbefűzési és -kifűzési sebesség kijelzéséhez és beállításához
(0,2 m/perc-től a maximális huzalsebességig)
Huzalelőtoló 0 - 5 m/perc 0 - 10 m/perc 0 - 22 m/perc
Huzalsebesség (m/
perc)
Beállítási érték
1 200 100 45
2 400 200 90
3 600 300 136
4 800 400 181
5 1000 500 227
6 - 600 272
7 - 700 318
8 - 800 363
9 - 900 409
10 - 1000 454
11 - - 500
12 - - 545
13 - - 591
14 - - 636
15 - - 682
16 - - 727
17 - - 773
18 - - 818
19 - - 864
20 - - 909
21 - - 955
22 - - 1000
Tényleges huzalsebesség
TIG-KD csatlakozódoboz
26
A TIG-KD csatlakozódoboz a TIG hideghuzalos hegesztési eljárást használó robotos alkalmazásoknál központi csomópontként szolgál a robotvezérlésnek az áramforrással és a
KD 7000-rel történő hálózatba kötéséhez.
FONTOS! Ha az áramforrást nem kell vezérelni a robotvezérlésen keresztül, akkor nincs
szükség a TIG KD csatlakozódobozra (közvetlen kapcsolat van a robotvezérlés és a KD
7000 között). A további kezelési lehetőség az, hogy csak kézzel kezelik KD 7000-et.
Page 27

X1
X4
X2
Remote Control
X3
A nyitott TIG-KD csatlakozódoboz
Wire Mode
Csatlakozók
X1 A robot interfészhez az áramforrás számára:
jelátvitel a robot- vagy automatavezérlés és az áramforrás között analóg és digitális jelekkel
X2 A KD vezérlés interfészhez:
a KD 7000 vezérlése
- analóg és digitális jelekkel
- a robot- vagy automatavezérlésen és az áramforráson keresztül
X3 A robot- vagy automatavezérléshez:
az X3 a következőkhöz tartozó jelvezetékeket fogja össze
- analóg vagy digitális jelek X1-től vagy X1-hez
- analóg vagy digitális jelek X2-höz
- analóg jelek X4-hez
X4 Az áramforrás „csatlakozó távszabályozós üzemmódhoz“ nevű interfészé-
hez:
a hegesztési paramétereknek az áramforráson történő beállításához
- analóg jelekkel
- a robot- vagy automatavezérlésen keresztül
- különböző áramforrás-távszabályozó szimulálásával
HU
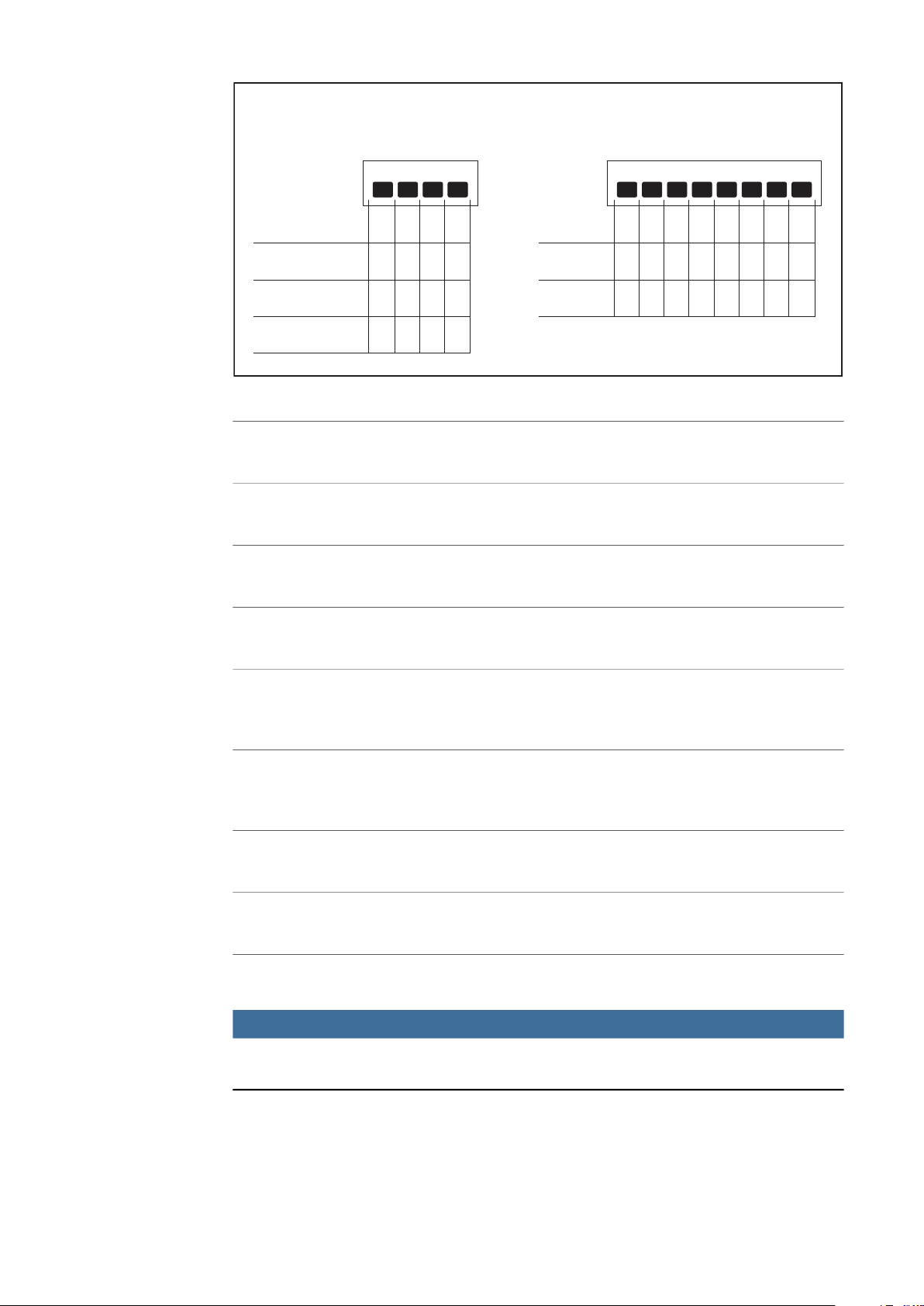
Beállítások a „Wire Mode“ DIP kapcsolókon
MEGJEGYZÉS!
A „Wire Mode“ DIP kapcsolókon csak a következőkben ismertetett beállításokat
szabad elvégezni.
FONTOS! A beállítás elvégzése előtt minden DIP kapcsolót „off“ állásba kell állítani
Az egyes DIP kapcsolók funkciójának magyarázata a lehetséges beállítások felsorolása
után található.
27
Page 28
Beállítások a „Wire Mode“ és „Remote Control“ DIP kapcsolókon
1234
on off
on
Puls Robot
Puls Synch TIG
off
Start Robot
Start TIG
Remote ControlWire Mode
TR 55 r
TR 50 mc
TP mc
on/
off
off/
on
off
on
off
12345678
off on
on/
off
off/
on
on/
off
off/
on
on off
on/
off
off/
on
off on
on
off offoffoffoffoff
offoffoffoffoff
offoffoffoffoffoff
on
on on
on on
„Puls Robot“ és „Start Robot“ beállítása:
- „Puls Robot“-hoz tartozó DIP kapcsoló „on“-ra
- - „Start Robot“-hoz tartozó DIP kapcsoló „on“-ra
„Puls Synch TIG“ és „Start TIG“ beállítása:
- „Puls Synch TIG“-hez tartozó DIP kapcsoló „on“-ra
- „Start TIG“-hez tartozó DIP kapcsoló „on“-ra
„Puls Robot“ és „Start TIG“ beállítása:
- „Puls Robot“-hoz tartozó DIP kapcsoló „on“-ra
- „Start TIG“-hez tartozó DIP kapcsoló „on“-ra
„Puls Synch TIG“ és „Start Robot“ beállítása:
- „Puls Synch TIG“-hez tartozó DIP kapcsoló „on“-ra
- „Start Robot“-hoz tartozó DIP kapcsoló „on“-ra
„Puls Robot“:
A hideghuzal pulzálásához tartozó jelet a robot- vagy automatavezérlés adja.
- A huzalsebesség 0 és az előírt érték között, a pulzáláshoz tartozó jel szerint váltako-
zik.
„Puls Synch TIG“:
A hideghuzal pulzálását az áramforrás adja meg.
- A huzalsebesség 0 és az előírt érték között, a hegesztőáram pulzálásával szinkron-
ban váltakozik.
„Start Robot“:
A huzaltovábbítást a robotvezérlés indítja el.
- Az áramforrás üzemállapotától függetlenül
„Start TIG“:
A huzaltovábbítás akkor kezdődik, ha a hegesztőáram elérte a főáram-fázist.
- A főáram-fázis a start-áram fázis és a befejezési áram fázis között van
28
Beállítások a „Remote Control“ DIP kapcsolókon
MEGJEGYZÉS!
Csak a „Remote Control“ szerinti DIP kapcsolóállásokat használja.
Page 29

A „Remote Control“ DIP kapcsolókon az az áramforrás-távszabályozó kerül kiválasztásra,
amelyiknek a működését szimulálni kell a robot- vagy automatavezérlés számára. A következő távszabályozók paramétereit lehet szimulálni:
- TR 55 r
- TR 50 mc
- TransPocket Micro Control
HU
29
Page 30

A huzalsebesség külső megadása
1
A huzalsebesség
külső megadása
Ha a Belső / külső kiválasztó kapcsoló „Külső“ állásra van állítva, akkor a huzalsebesség
megadása analóg jelen keresztül történik
A „Vd Command Value+“ és „Vd Command Value-“ analóg jel csatlakoztatása az „A TIGKD csatlakozódoboz csatlakoztatási rajza“ című fejezetben látható.
Az alábbi táblázat a megfelelő huzalsebességhez tartozó jelfeszültséget mutatja.
FONTOS! A huzalsebesség az alkalmazott huzalelőtolástól függ.
Állapítsa meg a KD 7000-en lévő matrica alapján, milyen huzalelőtolás van használatban (pl. huzalelőtolás „0 - 10 m/perc“)
Határozza meg a megfelelő huzalsebességhez tartozó jelfeszültséget az alábbi táblá-
2
zat alapján
pl.:
10 V a 10 m/perc értékhez, „0 - 10 m/perc“ huzalelőtolás esetén
Huzalelőtoló 0 - 5 m/perc 0 - 10 m/perc 0 - 22 m/perc
Huzalsebesség (m/
perc)
1 2,0 V 1,0 V 0,454 V
2 4,0 V 2,0 V 0,909 V
3 6,0 V 3,0 V 1,364 V
4 8,0 V 4,0 V 1,819 V
5 10,0 V 5,0 V 2,274 V
6 - 6,0 V 2,729 V
7 - 7,0 V 3,184 V
8 - 8,0 V 3,639 V
9 - 9,0 V 4,094 V
10 - 10,0 V 4,549 V
11 - - 5,004 V
12 - - 5,459 V
13 - - 5,914 V
14 - - 6,369 V
15 - - 6,824 V
16 - - 7,279 V
17 - - 7,734 V
18 - - 8,189 V
19 - - 8,644 V
20 - - 9,099 V
21 - - 9,554 V
22 - - 10,009 V
Előírt érték
30
Page 31
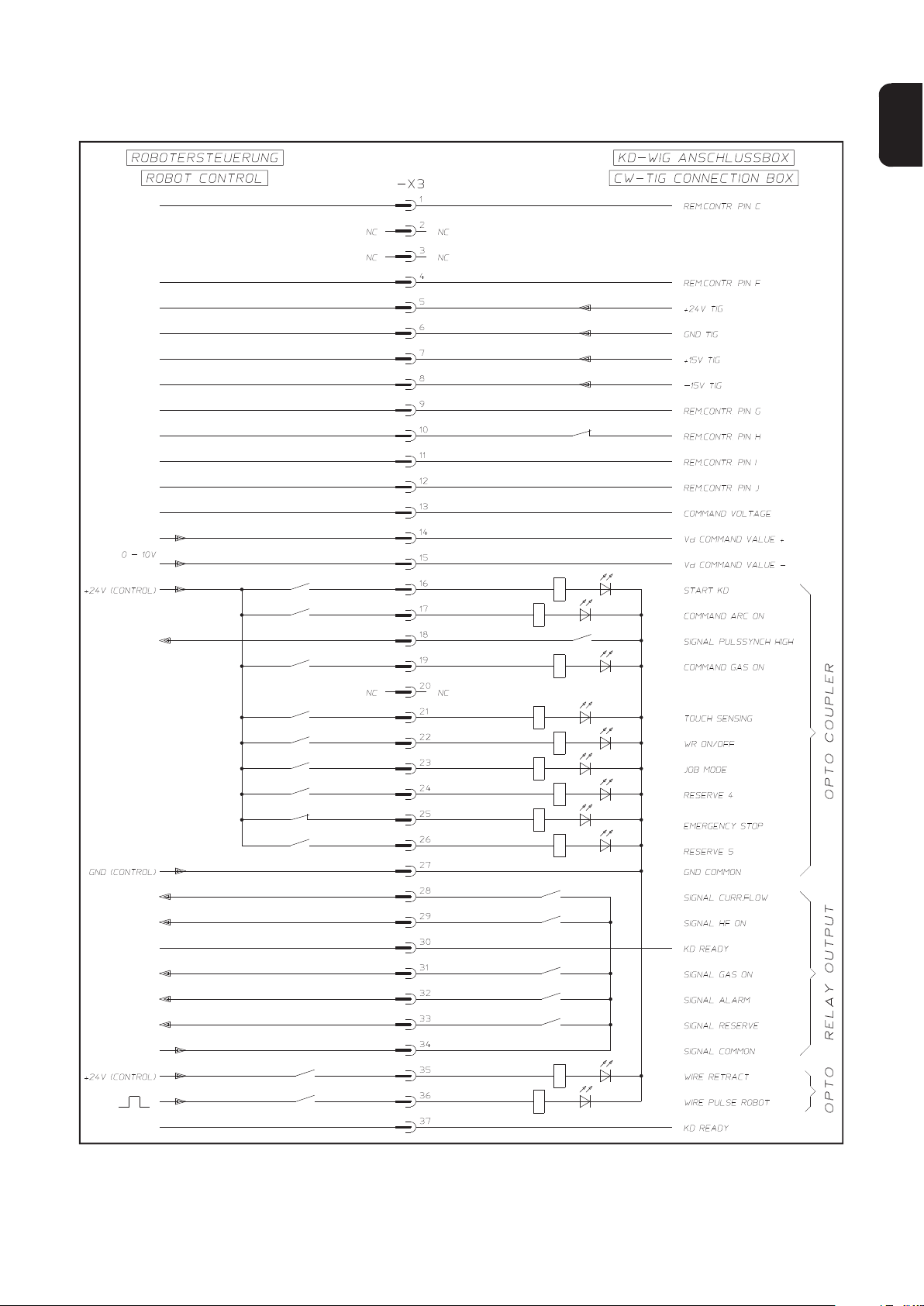
A TIG-KD csatlakozódoboz csatlakoztatási rajza
HU
31
Page 32
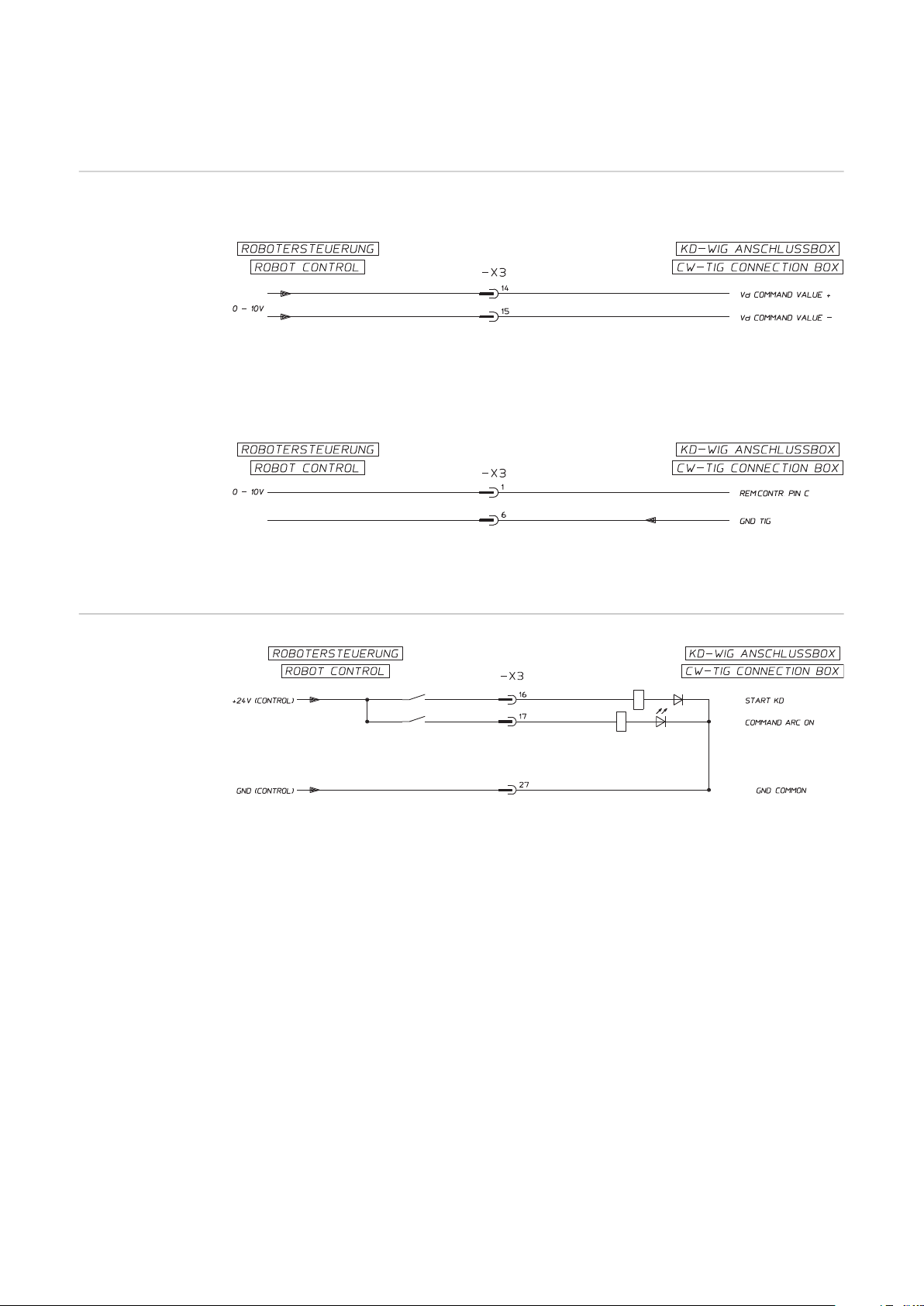
„Minimális követelmény az üzembe helyezéshez“
csatlakoztatási rajz
Analóg jelek Analóg bemenő jel a huzalsebesség külső megadásához
X3:14 ... Vd Command Value +
X3:15 ... Vd Command Value -
Analóg bemenő jel a főáram külső megadásához
Digitális jelek
X3:1 ... Rem.contr. Pin C
X3:6 ... GND TIG
Digitális bemenő jel „Ív be” számára
X3:17 ... Command Arc on
X3:27 ... GND Common
Digitális bemenő jel „Huzaltovábbítás indítása“ számára
X3:16 ... Start KD
X3:27 ... GND Common
32
Page 33

A KD 7000 csatlakoztatási rajza
HU
33
Page 34

Tápfeszültségek
Tápfeszültségek
FIGYELMEZTETÉS!
Az áramütés halálos lehet.
Semmiképpen ne kösse össze a robotvezérlés áramellátását a KD 7000 vagy az áramforrás áramellátásával.
X3 dugasz / pin 5 („+24 V TIG“) 24 V
X3 dugasz / pin 6 („GND TIG“) GND (áramellátás)
X3 dugasz / pin 7 („+15 V TIG“) 15 V
X3 dugasz / pin 8 („- 15 V TIG“) - 15 V
FONTOS! A fent felsorolt feszültségek kizárólag a robotvezérlés kimeneti kártyájának ellátására szolgálnak. Legtöbb esetben a robotvezérlés belső tápegysége látja el a kimeneti
kártyákat. Ezért szokásosan az 5-től 8-ig számozott pinek szabadok maradnak.
34
Page 35

Digitális bemenő jelek (jelek a robottól)
Jelszint - LOW 0 - 2,5 V
- HIGH 18 - 30 V
HU
Vonatkoztatási
potenciál
Start KD TIG-KD csatlakozódoboz:
A TIG-KD csatlakozódobozra történő csatlakoztatás esetén:
GND Common = X3 / pin 27
Közvetlenül a KD7000-re történő csatlakoztatás esetén:
GND Common = X2 / pin 27
Az összes digitális bemenet optocsatolóval galvanikusan le van választva.
X3 dugasz / pin 16 24 V
X3 dugasz / pin 27 GND
Csatlakoztatási lehetőség közvetlenül a KD 7000-re:
X2 dugasz / pin 17 24 V
X2 dugasz / pin 27 GND
A „Start KD“ jel elindítja a huzaltovábbítást a megadott huzalsebességgel, ha a „Wire-Mode“ DIP kapcsolókon ki van választva a „Start Robot“ üzemmód.
Ív be (Command
arc on)
Gáz be (Command gas on)
FONTOS! Ha a „Wire-Mode“ DIP kapcsolókon a „Start TIG“ üzemmód van kiválasztva, ak-
kor
- nem lehetséges a huzaltovábbítás elindítása a „Start KD“ jellel,
- a huzaltovábbítás akkor kezdődik, ha a hegesztőáram elérte a főáram-fázist.
A főáram-fázis a start-áram fázis és a befejezési áram fázis között van
TIG-KD csatlakozódoboz:
X3 dugasz / pin 17 24 V
X3 dugasz / pin 27 GND
Az „Arc on“ jel elindítja az áramforrást. A gázáramlás vezérlése az áramforráson keresztül
történik. A „Gáz be“ jelet ezért nem kell külön bekapcsolni.
TIG-KD csatlakozódoboz:
X3 dugasz / pin 19 24 V
X3 dugasz / pin 27 GND
A “Gáz be” jel aktiválja az áramforrás “Gázellenőrzés” funkcióját. A szükséges gázmennyiség a gázpalackon lévő nyomáscsökkentőn állítható be.
35
Page 36

A “Gáz be” jel gáz előáramlásra is használható a pozicionálás közben.
FONTOS! Amíg a hegesztési eljárás aktív, addig az áramforrás vezérli a gáz-előáramlási
és gáz-utánáramlási időt. A “Gas Test” jelet nem kell bekapcsolni a hegesztési eljárás
alatt!
TouchSensing TIG-KD csatlakozódoboz:
X3 dugasz / pin 21 24 V
X3 dugasz / pin 27 GND
FONTOS! Ha távszabályozót csatlakoztattak közvetlenül az áramforrásra, akkor a „Pozíció-keresés“ funkció nem aktív.
A “Pozíció-keresés” jellel meg lehet állapítani a wolfrámelektróda érintkezését a munkadarabbal (rövidzár van a munkadarab és a wolfrámelektróda között).
Ha be van kapcsolva a “Pozíció-keresés” jel, akkor az áramforrás a „TouchSensing“ üzemmódba vált. A wolfrámelektródára kis feszültséget kapcsol az áramforrás (az áram kis értékre van korlátozva).
A rövidzár fellépését az áramjelen keresztül (lásd “Digitális kimenő jelek” című fejezet) jut
el a robotvezérléshez.
Huzalvisszahúzás be / ki (WR on
/ Off)
Amíg a “Pozíció-keresés” jel bekapcsolva marad, addig nem lehet hegesztést végezni. Ha
a robotvezérlés hegesztés közben beállítja a “Pozíció-keresés” jelet, akkor megszakad a
hegesztés. A pozíció-felismerést el lehet végezni.
TIG-KD csatlakozódoboz:
X3 dugasz / pin 22 24 V (csatlakozódoboz)
X3 dugasz / pin 27 GND
Csatlakoztatási lehetőség közvetlenül a KD 7000-re:
X2 dugasz / pin 21 24 V
X2 dugasz / pin 27 GND
A “Huzalvisszahúzás be” LOW szinttel aktív
- 24 V feszültség van: a huzalvisszahúzás a hegesztés végén automatikusan lezajlik.
A “Huzalvisszahúzás ki” HIGH szinttel aktív
- 24 V-ra van szükség ahhoz, hogy az automatikus huzalvisszahúzás deaktiválva legyen.
Joblehívás (Job
mode)
36
A “Huzalvisszahúzás be / ki” más jelentéssel bír, mint a „Huzalvisszahúzás“ jel, ami a hegesztés végétől függetlenül a huzalvisszahúzás közvetlen aktiválására szolgál.
TIG-KD csatlakozódoboz:
X3 dugasz / pin 23 24 V
X3 dugasz / pin 27 GND
Page 37

Ha be van kapcsolva a “Joblehívás” jel, akkor az áramforrás bekapcsolt „Jobtároló“ esetén
a „Job üzemmód“-ba kapcsol.
Tartalék 4, Tartalék 5
A Job üzemmód előfeltétele a „Jobtároló“ opció (4,100,189).
Általában az alkalmazásokhoz a KD 7000-rel használt robotpisztolyok nem rendelkeznek
pisztolyvezérlő gombbal, amire a jobok programozásához van szükség.
Ahhoz hogy jobokat lehessen programozni, a pisztolyvezérlő gomb szimulátor (4,100,560)
kínálkozik.
A letárolt jobok robotvezérlésen keresztüli lehívása a beállított „Joblehívás“ jel esetén történik. A lehívandó jobok kiválasztásához két analóg csatornára van szükség.
Ezeket a következőképpen kell összekötni a TIG-KD csatlakozódoboz X3 dugaszával:
- X3 / pin 1........................GND
- X3 / pin 1........................ tízes helyiérték lehívása
- X3 / pin 9........................ egyes helyiérték lehívása
Egy job lehívása 1 V-os lépésekben történik. Ha pl. a 24. jobot kell lehívni, akkor a következő feszültséget kell kapcsolni a C és a G pinre:
- X3 / pin 1........................ 2 V (tízes helyiérték)
- X3 / pin 9........................ 4 V (egyes helyiérték)
A hegesztési folyamat alatt át lehet váltani az egyes jobok között.
TIG-KD csatlakozódoboz:
HU
Vész-stop (Emergency stop)
X3 dugasz / pin 24/26 24 V
X3 dugasz / pin 27 GND
Ezeket a pineket nem használjuk, ezért nincs is funkciójuk.
TIG-KD csatlakozódoboz:
X3 dugasz / pin 25 24 V
X3 dugasz / pin 27 GND
A “Vész-stop” LOW szinttel aktív
- Nincs 24 V: „Vész-stop“ be van kapcsolva
A „Vész-stop“ jel azonnal leállítja a hegesztési eljárást.
Alternatíva: Vész-stop a Setup menün keresztül
Ha az áramforrás Setup menüjében „E-S“ „on“ állásban van, akkor a Vész-stop aktiválható
a pisztolyvezérlő gomb dugaszoló aljzatán.
Pin 7 ............................... 24 V
Pin 9 ...............................GND
Huzalvisszahúzás (Wire retract)
TIG-KD csatlakozódoboz:
X3 dugasz / pin 35 24 V
X3 dugasz / pin 27 GND
Csatlakoztatási lehetőség közvetlenül a KD 7000-re:
37
Page 38

X2 dugasz / pin 22 24 V
X2 dugasz / pin 27 GND
Amíg a „Huzalvisszahúzás“ jel be van kapcsolva, addig a huzal a megadott sebességgel
hátrafelé mozog.
FONTOS! A KD 7000-nek a „Start KD“ vagy a „Robot huzalpulzálás“ jelekkel történő vezérlése mindaddig nem lehetséges, amíg a „Huzalvisszahúzás“ jel fennáll.
A „Huzalvisszahúzás“ más jelentéssel bír, mint a “Huzalvisszahúzás be / ki“ jel, ami az automatikus huzalvisszahúzás deaktiválására szolgál a hegesztés végén.
Robot huzalpulzálás (Wire pulse
robot)
TIG-KD csatlakozódoboz:
X3 dugasz / pin 36 24 V
X3 dugasz / pin 27 GND
Csatlakoztatási lehetőség közvetlenül a KD 7000-re:
X2 dugasz / pin 24 24 V
X2 dugasz / pin 27 GND
A „Robot huzalpulzálás“ jellel a hideghuzal robotvezérléssel történő pulzálása adható
meg.
- A „Wire-Mode“ DIP kapcsolókon a „Puls Robot“ üzemmódnak kiválasztva kell lennie.
- A huzalsebesség 0 és az előírt érték között, a pulzáláshoz tartozó jel szerint váltakozik.
- 24 V bekapcsolva ==> a huzalelőtolás leáll
- Nincs 24 V ==> huzalelőtolás előírt huzalsebességgel
FONTOS! Ha a „Wire-Mode“ DIP kapcsolókon a „Puls Synch Tig“ üzemmód van kiválasztva, akkor
- a KD 7000 vezérlése nem lehetséges a „Robot huzalpulzálás“ jelen keresztül,
- a hideghuzal pulzálását az áramforrás határozza meg .
A huzalsebesség a 0 és a megadott előírt érték között, a hegesztőáram pulzálásával
szinkronban váltakozik.
38
Page 39

Analóg bemenő jelek (jelek a robottól)
HU
Általános tudnivalók
Huzalsebesség
(„Vd command
value“ vagy
„VD1“)
FIGYELMEZTETÉS!
Az áramütés halálos lehet.
Semmiképpen ne kösse össze a robotvezérlés analóg kimenő jeléhez tartozó GND pint a
digitális bemenő és kimenő jelekhez tartozó GND Common pinnel.
Vonatkoztatási potenciál: GND = X3 / pin 6
A robotinterfészen lévő analóg bemenet saját negatív vagy GND-potenciállal rendelkezik.
FONTOS! Kösse össze a robotvezérlés analóg kimenő jeléhez tartozó GND pint a „Huzalsebesség előírt értéke” analóg bemenő jel negatív potenciáljával („Vd command value -“
ill. „VD1 -“).
A következőkben ismertetett „Huzalsebesség előírt értéke“ analóg bemenő jel a 0-10 V feszültségtartományban aktív.
TIG-KD csatlakozódoboz:
X3 dugasz / pin 14 Analóg be +0 ... +10 V
X3 dugasz / pin 15 Analóg be - (mínusz)
Az áramforrás
előírt értékének
megadása standard hegesztéshez
Csatlakoztatási lehetőség közvetlenül a KD 7000-re:
X2 dugasz / pin 1 Analóg be +0 ... +10 V
X2 dugasz / pin 2 Analóg be - (mínusz)
A “Huzalsebesség előírt értéke” jel 0 - 10 V feszültséggel adható meg.
0 V ........ Minimális huzalsebesség (0,2 m/perc)
10 V...... Maximális huzalsebesség (10 m/perc)
FONTOS! A kívánt huzalsebességhez szükséges jelfeszültség meghatározásához tartozó
táblázat az „A huzalsebesség külső megadása“ című fejezetben található.
Válassza ki a „Remote Control“ DIP kapcsolókon a TransPocket Micro Control távszabályozó szimulálását (lásd „TIG-KD kapcsolódoboz“ című fejezet).
TIG-KD csatlakozódoboz:
X3 dugasz / pin 1 Főáram (+0 ... +10 V)
X3 dugasz / pin 6 GND
A “Főáram előírt értéke” jel 0 - 10 V feszültséggel adható meg.
0 V ........ Minimális főáram
10 V ...... Maximális főáram
39
Page 40
Az áramforrás
előírt értékének
megadása impulzusíves hegesztéshez
Ha a robotvezérlés legalább 5 vezérfeszültséggel (0 - 10 V) rendelkezik, akkor az impulzusíves hegesztéshez szükséges összes paraméter megadható a robotvezérléssel.
TransTig ... áramforrás 5 analóg vezérfeszültség
MagicWave ... áramforrás 6 analóg vezérfeszültség
Válassza ki a „Remote Control“ DIP kapcsolókon a TR 55 r távszabályozó szimulálását
(lásd „TIG-KD kapcsolódoboz“ című fejezet).
TIG-KD csatlakozódoboz:
X3 dugasz / pin 1 Főáram vagy impulzusáram (+0 ... +10 V)
X3 dugasz / pin 4 AC-balansz (csak MagicWave) (+0 ... +10 V)
X3 dugasz / pin 9 Alapáram (+0 ... +10 V)
X3 dugasz / pin 10 frekvenciatartomány-átkapcsolás (+0 ... +10 V)
FONTOS! A frekvenciatartomány-átkapcsolás 0,8 V-os lépésekben történik.
X3 dugasz / pin11 Impulzus-frekvencia (+0 ... +10 V)
X3 dugasz / pin 12 Impulzusszélesség (+0 ... +10 V)
X3 dugasz / pin 6 GND
Csatlakoztatási lehetőség közvetlenül a KD 7000-re:
X2 dugasz / pin 17 24 V
X2 dugasz / pin 27 GND
A felsorolt paraméterekhez tartozó előírt értékek megadása 0 - 10 V feszültséggel történik.
0 V ........ Minimális előírt paraméterérték
10 V ...... Maximális előírt paraméterérték
40
Page 41

Digitális kimenő jelek (jelek a robothoz)
HU
Általános tudnivalók
Impulzus-szinkron HIGH (Pulssynch High)
Gyűjtő-jel (Signal
common)
A digitális kimenetek relés kivitelben készültek. Ezért a digitális kimenő jeleknél van galvanikus elválasztás.
TIG-KD csatlakozódoboz:
X3 dugasz / pin 18 24 V
X3 dugasz / pin 27 GND
Az „Impulzus-szinkron High“ jellel az a pillanat közölhető a robotvezérléssel, amikor a hegesztőáram az impulzusáram fázisban van.
Az „Impulzus-szinkron High“ jelhez tartozó digitális kimenet „open collector“ kimenet. Ezért
az „Impulzus-szinkron High“ jel digitális kimenetéhez egy „10 kOhm-os Pull-up ellenállást“
kell összekötni a robotvezérlés 24 V feszültségével.
TIG-KD csatlakozódoboz:
X3 dugasz / pin 34 24 V
A 34-es pin közös gyökérként szolgál az „Áramjel“, „HF be“, „Gáz be“, „Riasztás“ és „Tartalék“ digitális jelekhez (lásd „Digitális kimenő jelek“ című fejezet).
Áramjel (Signal
current flow)
HF be jel (Signal
HF on)
Gáz be jel (Signal
gas on)
TIG-KD csatlakozódoboz:
X3 dugasz / pin 28 24 V
X3 dugasz / pin 27 GND
Az áramjel bekapcsol, ha az ívgyújtás kezdete után stabil ív ég.
TIG-KD csatlakozódoboz:
X3 dugasz / pin 29 24 V
X3 dugasz / pin 27 GND
Amíg a nagyfrekvenciás keresőív a tulajdonképpeni ív gyújtása előtt aktiválva van, addig
a „HF be“ jel be van kapcsolva.
A „HF be“ jel pl. egy külső nagyfrekvenciás generátor vezérlését teszi lehetővé.
TIG-KD csatlakozódoboz:
X3 dugasz / pin 31 24 V
X3 dugasz / pin 27 GND
41
Page 42

Ha a robotvezérlés bekapcsolja az “Ív be” („Command arc on“) digitális bemenő jelet, akkor
a gáz előáramlással elkezdődik a hegesztési eljárás.
A gáz-előáramlás kezdetétől a gáz-utánáramlás végéig az áramforás bekapcsolja a “Gáz
be” jelet.
A „Gáz be“ jel segítségével optimális gázvédelem biztosítható, ha a robot állásideje a hegesztővarrat elején és végén megfelelő.
Továbbá a „Gáz be“ jel külső gáz-mágnesszelep vezérlését is lehetővé teszi (hosszú hegesztőpisztolypisztoly tömlőkötegek használata esetén észszerű).
A „Gáz be“ jel további alkalmazási lehetősége az „Eljárás-aktív“ jelként történő használat.
Riasztás jel TIG-KD csatlakozódoboz:
X3 dugasz / pin 32 24 V
X3 dugasz / pin 27 GND
A „Riasztás“ jel akkor kapcsol be, ha az áramforrás túlhőmérséklet vagy hálózati túlfeszültség / túl alacsony feszültség miatt lekapcsol. A „Riasztás“ jellel a robot vészleállítása vagy
egy hibaüzenet kiadása kezdeményezhető.
Tartalék jel TIG-KD csatlakozódoboz:
X3 dugasz / pin 33 24 V
X3 dugasz / pin 27 GND
Ezt a pint nem használjuk, ezért nincs is funkciója.
KD ready jel TIG-KD csatlakozódoboz:
X3 dugasz / pin 30 Potenciálmentes csatlakozó
X3 dugasz / pin 37 Potenciálmentes csatlakozó
Csatlakoztatási lehetőség közvetlenül a KD 7000-re:
X2 dugasz / pin 30 Potenciálmentes csatlakozó
X2 dugasz / pin 37 Potenciálmentes csatlakozó
A „KD ready“ digitális analóg kimenő jel jelentése:
a KD 7000 be van kapcsolva és üzemkész
Ha a „KD ready“ jel bekapcsolt berendezés ellenére nem aktív, akkor a következő hibák
állhatnak fenn:
- motor-túláram
- rövidzár / szakadás a tényleges érték jeladónál
- hibás tényleges érték jeladó
- működésbe lépett a földáram-felügyelet
42
Visszaállítás: Kapcsolja ki majd újra be a hálózati kapcsolót
Page 43

Főáram-jel Digitális kimenő jel, közvetlenül az áramforrás robot interfészétől a TIG-KD csatlakozódo-
(1)
(2)
(3) (4) (5) (6) (7) (8) (9)
I
t
bozhoz.
A főáram-jel a start-áram fázis és a befejezési áram fázis között kapcsol be. Ha a „Wire
Mode“ DIP kapcsolókon ki van választva a „Start TIG“ beállítás, akkor a főáram-jellel elindul a huzaltovábbítás.
MEGJEGYZÉS!
Válassza ki a „Wire Mode“ DIP kapcsolón a „Start TIG“ üzemmódot.
Ha ehelyett „Start KD“ van beállítva, akkor a főáram-jellel nem lehetséges a huzaltovábbítás.
HU
„Gáz be“ (1) és „Főáram-jel“ (2) digitális kimenő jelek
(1) Gáz be
(2) Főáram-jel
(3) Gáz előbeáramlási idő
(4) Start áram
(6) Hegesztőáram
(7) Slope
(8) Befejezési áram
(9) Gáz utánáramlási idő
(5) Slope
43
Page 44

Üzembe helyezés
1
Biztonság
Rendeltetésszerű
használat
Felállítási utasítások
FIGYELMEZTETÉS!
Hibás kezelés és hibásan elvégzett munkák miatti veszély.
Súlyos személyi sérülés és anyagi kár lehet a következmény.
► Az ismertetett összes funkciót csak képzett szakszemélyzet alkalmazhatja.
► Olvassa el és értse meg teljesen ezt a dokumentumot.
► Olvassa el és értse meg teljesen a rendszerelemek összes kezelési útmutatóját, külö-
nösen a biztonsági előírásokat.
A KD 7000 hideghuzal-előtoló kizárólag TIG hideghuzalos és lézeres hideghuzalos hegesztéshez használható huzalelőtoló készülékként.
Az egyéb vagy ezen túlmenő használat nem rendeltetésszerűnek minősül.
Az ebből eredő károkért a gyártó nem vállal felelősséget.
A rendeltetésszerű használathoz tartozik még:
- a kezelési útmutatóban szereplő minden tudnivaló figyelembevétele,
- az ellenőrzési és karbantartási munkák elvégzése
FIGYELMEZTETÉS!
A felboruló huzalelőtoló életveszélyt jelenthet.
A KD 7000-et csak megfelelő tartószerkezetre szabad ráhelyezni vagy szerelni vagy sík
és szilárd alapfelületre szabad felállítani.
A KD 7000 az IP23-as védettség szempontjából be van vizsgálva, ami a következőt jelenti:
- Védelem Ø 12 mm-nél nagyobb idegen testek behatolása ellen
- Védelem vízpermet ellen a függőlegeshez képest 60°-os szögig
A KD 7000 az IP23 védettség alapján szabadtérben felállítható és üzemeltethető.
A beépített elektromos alkatrészeket azonban védeni kell a közvetlen nedvesség hatásától.
A hűtés fontos biztonsági berendezés. A felállítás helyének kiválasztásakor ügyelni kell arra, hogy a hűtőlevegő akadálytalanul be- és kiléphessen az arra szolgáló nyílásokon. A keletkező elektromosan vezető pornak (pl. csiszolási munkáknál) nem szabad bejutnia a ház
belsejébe.
Hálózati csatlako-zóA KD 7000 a teljesítménytáblán megadott hálózati feszültségre készült.
A hálózati kábel és a hálózati dugasz már fel van szerelve. A hálózati kábel biztosítása a
műszaki adatokban található.
A VR 1530 KD huzalelőtoló csatlakoztatása
44
Dugja be az összekötő kábel vezérlődugaszát a KD 7000 külső huzalelőtolóhoz tartozó csatlakozójába.
Rögzítéshez húzza meg kézzel a hollandi anyát
2
Page 45
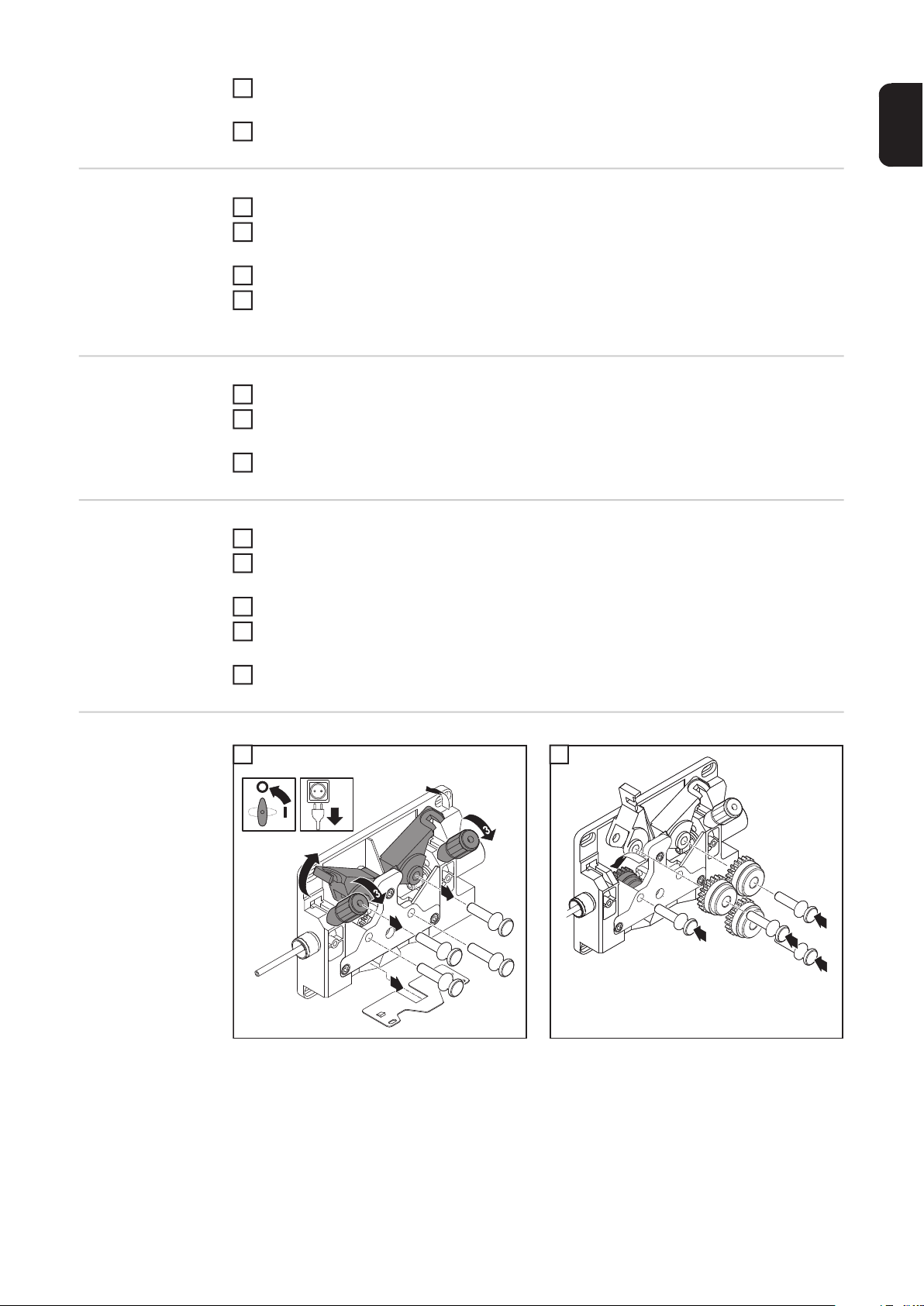
Dugja be és reteszelje az összekötő kábel vezérlődugaszát a VR 1500 KD vezérlő
1
4
3
3
4
4
5
2
1
6
6
1
2
3
csatlakozójába
Rögzítéshez húzza meg kézzel a hollandi anyát
4
HU
A TIG-KD kézi hegesztőpisztoly
csatlakoztatása
A TIG-robotpisztolyhoz tartozó
huzaladagoló
csatlakoztatása
A Robacta Drive
KD huzalelőtoló
csatlakoztatása
Kapcsolja - O - állásba a hálózati kapcsolót
Tolja be előre mutató huzal bevezetőcsővel a komplett felszerelt hegesztőpisztolyt a
2
központi csatlakozóba
Rögzítéshez húzza meg kézzel a hollandi anyát
3
Csatlakoztassa a hegesztőpisztoly vezérlődugaszát a hegesztőpisztoly-vezérlő csatlakozóba és reteszelje be
Kapcsolja - O - állásba a hálózati kapcsolót
1
Tolja be előre mutató huzal bevezetőcsővel a huzaladagoló tömlőkötegét a központi
2
csatlakozóba
Rögzítéshez húzza meg kézzel a hollandi anyát
Kapcsolja - O - állásba a hálózati kapcsolót
1
Tolja be előre mutató huzal bevezetőcsővel a Robacta Drive KD tömlőkötegét a köz-
2
ponti csatlakozóba, és rögzítse a külső huzalelőtoló-befogójára
Rögzítéshez húzza meg kézzel a hollandi anyát
Dugja be a Robacta Drive KD vezérlődugaszát a külső huzalelőtolóhoz tartozó csat-
4
lakozóba
Rögzítéshez húzza meg kézzel a hollandi anyát
5
Az előtoló görgők
behelyezése / kicserélése
1 2
1
2
5
4
3
45
Page 46

3
1
2
3
1
2
1
3
A huzaltekercs
behelyezése
A kosártekercs
behelyezése
1
MEGJEGYZÉS!
Kosártekercsekkel végzett munka esetén kizárólag a huzalelőtoló szállítási terjedelmében lévő kosártekercs-adaptert használja! Az USA-huzalelőtolókat kosártekercsadapter nélkül szállítjuk ki.
VIGYÁZAT!
Sérülésveszély a leeső kosártekercs miatt.
A kosártekercset úgy kell felhelyezni a készülékkel szállított kosártekercs-adapterre, hogy
a kosártekercs bordái a kosártekercs-adapter vezetőhornyain belül legyenek.
46
Page 47

1 2
2
4
4
1
2
2
1
HU
A hegesztőhuzal
bevezetése
VIGYÁZAT!
Sérülésveszély a feltekert hegesztőhuzal rugóhatása miatt.
A hegesztőhuzal 4 görgős huzalelőtolóba történő behelyezésekor fogja erősen a hegesztőhuzal végét, hogy a visszaugró hegesztőhuzal okozta sérülések elkerülhetők legyenek.
VIGYÁZAT!
A hegesztőpisztoly megsérülésének veszélye a hegesztőhuzal éles vége miatt.
A bevezetés előtt sorjátlanítsa alaposan a hegesztőhuzal végét.
1 2
1
1
2
47
Page 48

3 4
2
2
3
3
1
4
1
2
2
5
3
1
3
2
4
5
VIGYÁZAT!
Sérülésveszély a kilépő hegesztőhuzal miatt.
Tartsa távol arcától és testétől a hegesztőpisztolyt, és használjon megfelelő védőszemüveget.
1
A fék beállítása
MEGJEGYZÉS!
A pisztolyvezérlő gomb elengedése után a huzaltekercs nem haladhat tovább.
Szükség esetén állítsa be a féket.
48
Page 49

1 2
4
3
STOP
6
7
5
1
2
2
2
1
4
STOP
OK
3
3
1
2
PVC
1
4
3
PVC
KLEBER,
GLUE,
COLLE
1
3
HU
2
1
A fék felépítése
VIGYÁZAT!
Veszély a leeső huzaltekercs miatt.
A huzaltekercs stabil helyzete és az optimális fékhatás biztosítása érdekében a fék szerelését a következő ábra szerint kell elvégezni.
49
Page 50
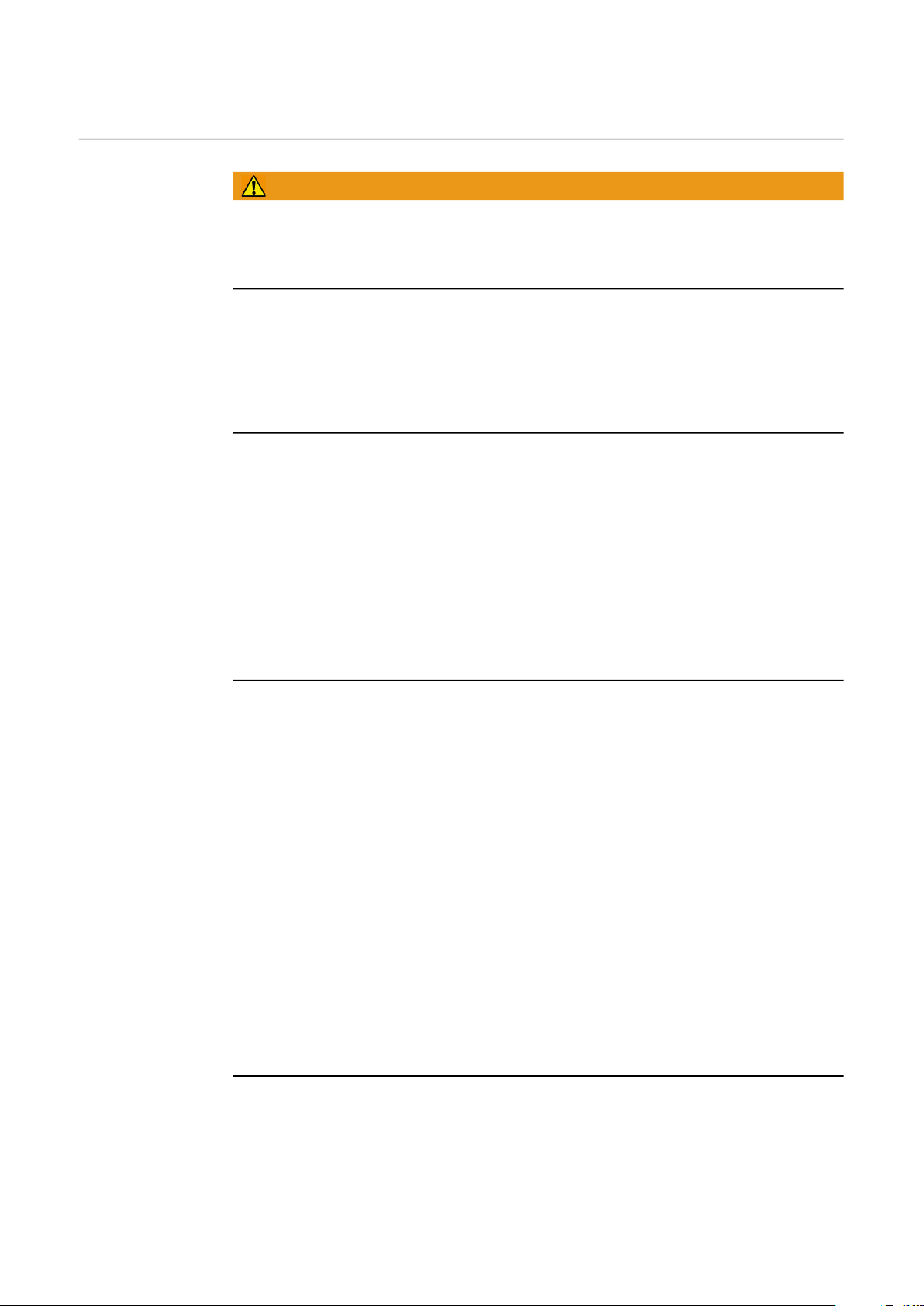
Hibadiagnosztika, hibaelhárítás
Hibadiagnosztika, hibaelhárítás
FIGYELMEZTETÉS!
Az áramütés halálos lehet.
A KD 7000 kinyitása előtt kapcsolja a hálózati kapcsolót - O - állásba, húzza ki a hálózati
dugaszt és helyezzen fel egy figyelmeztető táblát - szükség esetén süsse ki az elektrolitkondenzátorokat.
Jegyezze fel a készülék sorozatszámát és konfigurációját, valamint részletes hibaleírással
értesítse a szervizszolgálatot, ha
- a következőkben fel nem sorolt hibák lépnek fel
- a felsorolt elhárítási intézkedések nem vezetnek eredményre
Nem működik a KD 7000
Be van kapcsolva a hálózati kapcsoló
Ok: Elszakadt a hálózati vezeték, nincs bedugva a hálózati dugasz
Elhárítás: Ellenőrizze a hálózati vezetéket, szükség esetén dugja be a hálózati dugaszt
Ok: Hibás a hálózati biztosító
Elhárítás: Cserélje ki a hálózati biztosítót
Ok: Hibás a hálózati csatlakozó aljzat vagy dugasz
Elhárítás: Elhárítás: cserélje ki a hibás alkatrészeket
Egyenetlen huzalsebesség
A hegesztőhuzal hurkot képez az előtológörgők és a hegesztőpisztoly bevezetője között
Ok: Túl erősre van állítva a fék
Elhárítás: Lazítsa meg a féket
Ok: Túl szűk a huzal-központosító furata
Elhárítás: Használjon megfelelő huzal-központosítót
Ok: Hibás a huzalvezető bélés a hegesztőpisztolyban
Elhárítás: Ellenőrizze a huzalvezető bélést megtörés, szennyezettség stb. szempontjá-
ból
Ok: Nem megfelelőek az előtoló görgők az alkalmazott hegesztőhuzalhoz
Elhárítás: Használjon megfelelő előtoló görgőket
Ok: Nem megfelelő az előtoló görgők szorítónyomása
Elhárítás: Optimalizálja a szorítónyomást
50
Page 51

Ápolás, karbantartás és ártalmatlanítás
HU
Általános tudnivalók
Ápolás és karbantartás
Szokásos üzemeltetési feltételek mellett a készülék csak minimális ápolást és karbantartást igényel. Néhány pont betartása azonban elengedhetetlen ahhoz, hogy éveken át működőképes állapotban maradjon a hegesztőrendszer.
FIGYELMEZTETÉS!
Az áramütés halálos lehet.
A KD 7000 kinyitása előtt kapcsolja ki a KD 7000-et a hálózati kapcsolóval, húzza ki a hálózati dugaszt és a visszakapcsolás ellen helyezzen fel egy figyelmeztető táblát - szükség
esetén süsse ki az elektrolit-kondenzátorokat.
Annak érdekében, hogy a KD 7000 évekig használható maradjon, figyelembe kell venni a
következőket:
- Végezze el a biztonságtechnikai ellenőrzést a megadott időközök szerint (lásd „Biztonsági előírások“ című fejezet)
- A felállítási helytől függően, de legalább évente kétszer távolítsa el a készülék oldalelemeit, és fújja tisztára a KD 7000-at száraz, csökkentett nyomású sűrített levegővel.
Ne fúvassa rövid távolságból az elektronikus alkatrészeket.
Ártalmatlanítás Az ártalmatlanítást a hatályos nemzeti és regionális előírásoknak megfelelően végezze el.
51
Page 52

MŰSZAKI ADATOK
KD 7000
Hálózati feszültség 200 - 240 V AC
Névleges áram 1,2 A
Hálózati biztosító lomha, 2 A
Huzaltekercs típusok minden szabványos típus
Maximális megengedett huzaltekercssúly 16 kg ( 35.27 font)
Huzaltekercs-átmérő 300 mm (11,81 hüvelyk)
Huzalsebesség 0,2 - max. m/perc
7.87 - max. hüvelyk/perc
Huzalelőtoló 4-görgős huzalelőtoló
Huzalátmérő 0,8 - 1,6 mm
0.03 - 0.06 hüvelyk
Huzaltekercs-átmérő max. 300 mm
max. 11.81 hüvelyk
IP-védettség IP 23
Méretek (h × sz × ma) 640 / 260 / 430 mm
25.2 / 10.2 / 16.9 hüvelyk
Súly 17 kg
37.4 font
EMC készülékosztály (az EN/IEC 60974-10 szerint) A
Hálózati csatlakozó Korlátozások lehetségesek
52
Page 53

HU
53
Page 54

54
Page 55

HU
55
Page 56

FRONIUS INTERNATIONAL GMBH
Froniusstraße 1
A-4643 Pettenbach
AUSTRIA
contact@fronius.com
www.fronius.com
Under www.fronius.com/contact you will find the addresses
of all Fronius Sales & Service Partners and locations.
 Loading...
Loading...