

Operating
Instructions
iWave 300i / 400i / 500i DC
iWave 300i / 400i / 500i AC/DC
ZH
操作说明书
42,0426,0360,ZH 004-23022023

目录
安全规范 10
安全标志说明 10
概述 10
符合规定的使用 10
电源连接 11
环境条件 11
运营商的责任 11
操作人员的责任 11
剩余电流动作保护装置 12
保护您自己和他人 12
噪声排放值数据 12
来自有毒气体和蒸汽的危险 12
火花飞溅产生的危险 13
由电源电流和焊接电流产生的危险 13
弯曲焊接电流 14
EMC 设备分级 14
EMC 措施 15
EMF 措施 15
特殊危险区域 15
保护气体要求 16
来自保护气体气瓶的危险 16
逸出的保护气体产生的危险 17
安装位置和运输期间的安全措施 17
正常操作中的安全措施 17
调试、维护和维修 18
安全技术检查 18
废料处理 18
安全标识 18
数据保护 19
版权 19
预期用途 19
ZH
一般信息 21
概述 23
设备设计方案 23
功能原理 23
应用领域 23
合规性 24
Bluetooth trademarks 25
设备上的警告标志 25
选件 26
OPT/i Safety Stop PL d 选件 27
操作元件、接口和机械组件 29
控制面板 31
概要 31
控制面板 31
输入选项 32
显示屏 34
显示屏 34
切换至全屏 36
接口、开关和机械组件 37
接口和机械部件 37
安装和调试之前 41
安装和调试之前 43
安全标识 43
预期用途 43
3
安装规定 43
电源连接 43
发电机运行 44
连接电源线 45
概要 45
安全标识 45
指定的电源线 45
为数控电源连接电源线 47
为 MV 电源连接电源线 48
使用 NFC 钥匙锁定/解锁电源 52
概要 52
使用 NFC 钥匙锁定/解锁电源 52
TIG 55
系统组件 57
系统组件 57
冷却器说明 57
TIG 焊接最低配备 58
TIG 交流焊接最低配备 58
TIG 直流焊接最低配备 58
TIG 焊接工艺 59
TIG DynamicWire 59
调试 60
安全标识 60
概要 60
组装系统组件(概览) 61
连接气瓶 63
将焊枪连接至电源和冷却器 64
与工件构成接地连接 65
其他活动 66
TIG 模式 67
安全 67
符号及其说明 67
二步模式 68
四步模式 68
特殊四脉冲模式:版本 1 68
特殊四步模式:版本 2 70
特殊四步模式:版本 3 71
特殊四步模式:版本 4 72
特殊四步模式:版本 5 73
特殊四步模式:版本 6 74
点焊 75
TIG 焊 76
安全 76
TIG 焊接 76
用于 TIG 焊接的焊接参数 78
引弧 84
概要 84
使用高频引弧(高频引弧) 84
接触引弧 85
通过高频接触引弧(接触式高频引弧) 86
电极过载 87
焊接结束 87
TIG 特殊功能 88
起弧超时功能 88
TIG 脉冲 88
定位焊功能 88
CycleTIG 89
TIG 工艺参数 91
TIG 工艺参数 91
TIG 脉冲工艺参数 91
4
TIG 交流工艺参数 93
一般 TIG 工艺参数 94
引弧和操作模式的工艺参数 95
CycleTIG 99
送丝速度设置 100
TIG 气体设置 101
执行 R/L 校准 102
手工电弧焊、CEL、电弧气刨 105
用于 MMA 和 CEL 焊接以及电弧气刨的最低配备 107
MMA 和 CEL 焊接最低配备 107
电弧气刨最低配备 107
调试 108
准备工作 108
焊条电弧焊 109
安全 109
手工电弧焊 109
手工电弧焊和 CEL 焊接的焊接参数 111
热起弧、软起弧、防粘功能 112
起弧电流 > 100 %(热起弧) 112
起弧电流 < 100 %(软启动) 112
防粘功能 113
电焊条/CEL 工艺参数 114
电焊条/CEL 工艺参数 114
电焊条工艺参数 114
CEL 的工艺参数 116
电弧气刨(iWave 500 DC 和 iWave 500 AC/DC) 118
电弧气刨简介 118
安全 118
准备工作 118
电弧气刨 119
ZH
多工艺 PRO - MIG/MAG 121
多工艺 PRO 123
概要 123
系统组件 123
MIG/MAG 焊接最低配备 124
MIG/MAG 焊接最低配备 124
MIG/MAG 焊接工艺 125
MIG/MAG 脉冲 Synergic 焊接 125
MIG/MAG 标准 Synergic 焊接 125
PMC 工艺 125
LSC 工艺 125
SynchroPulse 焊接 125
CMT 工艺 125
CMT Cycle Step 焊接工艺 126
MIG/MAG 焊接产品包 127
概要 127
焊接产品包 127
MIG/MAG 焊接特性数据 128
焊接特性数据 128
MIG/MAG 操作模式 131
概要 131
符号及其说明 131
二步模式 132
四步模式 132
特殊四步模式 133
特殊二步模式 133
点焊 134
MIG/MAG 焊接准备 135
安全 135
5
正确布置中继线 135
背景 136
设置 MIG/MAG 系统组件(概览) 136
MIG/MAG 和 CMT 焊接 138
安全 138
选择焊接工艺和操作模式 138
选择填充金属和保护气体 139
设置焊接参数 140
设置保护气体流量 141
MIG/MAG 或 CMT 焊接 142
MIG/MAG 和 CMT 焊接参数 143
MIG/MAG 脉冲 Synergic 焊接、CMT 焊接和 PMC 焊接的焊接参数 143
MIG/MAG 标准 Synergic 焊接和 LSC 焊接的焊接参数 144
MIG/MAG 标准手工焊接的焊接参数 145
脚注说明 145
点焊 146
点焊 146
MIG/MAG 工艺参数 149
MIG/MAG 工艺参数 149
焊接开始/焊接结束工艺参数 149
气体设置的工艺参数 151
过程控制的参数设置 151
熔深稳定器 151
弧长稳定器 153
熔深稳定器和弧长稳定器结合 155
SynchroPulse 的工艺参数 156
“混合工艺”的工艺参数 158
CMT Cycle Step 的工艺参数 160
点焊的工艺参数 160
R/L 校准 160
作业模式 163
EasyJob 模式 165
概要 165
激活 EasyJob 模式 165
存储 EasyJob 作业点 165
检索 EasyJob 作业点 166
删除 EasyJob 作业点 166
作业模式 167
概要 167
将设置另存为 Job 167
焊接 Job - 检索 Job 168
优化 Job 169
重命名 Job 170
删除 Job 171
加载 Job 172
参数设置,JOB 173
JOB 工艺参数 173
“优化 Job”的工艺参数 173
设置 Job 的修正范围 178
“另存为 Job”的预设置 179
工艺参数 181
概览 183
概览 183
部件和监控装置工艺参数 184
工艺参数 - 工件 & 监控 184
部件的工艺参数 184
排放/填灌焊枪中继线 187
系统调节 188
断弧监控 189
6

焊丝与导电嘴粘连 189
焊丝与工件粘连 189
焊接回路耦合 190
焊丝端头监控装置 191
气体监控装置 192
电动力监控装置 193
默认 195
默认 197
一般说明 197
概览 197
预设 - 查看 198
默认屏幕 198
选择语言 198
选择“单位/标准” 198
设置日期和时间 198
检索系统数据 199
显示特性数据 201
参数视图设置 202
参数视图 iJob 202
预设 - 系统 204
预设 - 系统 204
检索设备信息 204
恢复出厂设置 204
恢复网站密码 205
设置模式 205
手动设置网络参数 206
设置 WLAN 208
蓝牙设置 208
电源配置 210
送丝机设置 210
通讯接口设置 210
Twin 设置 211
预设 - 数据归档 212
预设 - 数据归档 212
设置采样率 212
查看日志 212
开关极限值监控装置 213
默认管理 214
默认管理 214
User management(用户管理) 215
一般说明 215
术语说明 215
预定义的角色和用户 215
用户管理概览 216
管理员和创建角色 217
关于创建角色和用户的建议 217
创建管理员钥匙 218
创建角色 218
复制角色 219
创建用户 220
创建用户 220
复制用户 220
编辑角色/用户,停用用户管理 222
编辑角色 222
删除角色 222
编辑用户 222
删除用户 223
停用用户管理 223
NFC 管理员钥匙丢失? 224
CENTRUM - Central User Management 225
ZH
7

激活 CENTRUM 服务器 225
SmartManager - 电源网站 227
SmartManager - 电源网站 229
概要 229
打开并登录电源的 SmartManager 229
无法登录时的帮助功能 230
更改密码/注销 230
设置 231
语言选择 231
状态显示 232
伏能士 232
当前系统数据 233
当前系统数据 233
数据归档、日志 234
归档 234
Job-Data 236
Job data(Job 数据) 236
Job 概览 236
编辑 Job 236
导入 Job 237
导出 Job 237
将 Job 导出为... 237
Power source settings(电源设置) 238
工艺参数 238
名称和位置 238
备份 & 恢复 239
一般说明 239
Backup & Restore(备份和恢复) 239
自动备份 240
User management(用户管理) 241
概要 241
用户 241
用户角色 241
导出和导入 242
CENTRUM 242
概览 243
概览 243
展开所有组/收起所有组 243
保存为 XML 文件 243
更新 244
Update(更新) 244
搜索更新文件(执行更新) 244
Fronius WeldConnect 245
功能包 246
功能包 246
焊接包 246
选件 246
安装功能包 246
截图 247
Screenshot(屏幕截图) 247
故障排除和维修 249
错误诊断和错误排除 251
概要 251
安全 251
焊接电源错误诊断 251
维护、保养和废料处理 255
概述 255
安全 255
每次启动时 255
8

每 2 个月 255
每 6 个月 255
更新固件 255
废料处理 255
附录 257
焊接期间的平均消耗值 259
TIG 焊接期间的平均保护气体消耗 259
MIG/MAG 焊接期间的平均保护气体消耗 259
MIG/MAG 焊接期间的平均焊丝消耗 259
技术数据 260
术语暂载率的解释 260
特殊电压 260
iWave 300i DC 261
iWave 300i DC /nc 263
iWave 300i DC /MV/nc 265
iWave 400i DC 267
iWave 400i DC /nc 269
iWave 400i DC /MV/nc 271
iWave 500i DC 273
iWave 500i DC /nc 275
iWave 500i DC /MV/nc 277
iWave 300i AC/DC 279
iWave 300i AC/DC /nc 281
iWave 300i AC/DC /MV/nc 283
iWave 400i AC/DC 285
iWave 400i AC/DC /nc 287
iWave 400i AC/DC /MV/nc 289
iWave 500i AC/DC 291
iWave 500i AC/DC /nc 293
iWave 500i AC/DC /MV/nc 295
无线电参数 297
关键原料和设备生产年份概述 297
ZH
9

安全规范
安全标志说明
警告!
表示存在直接危险。
若不予以避免,将导致死亡或严重的人身伤害。
▶
危险!
表示存在潜在危险的情况。
若不予以避免,可能会导致死亡或严重的人身伤害。
▶
小心!
表示可能导致财产损失或人身伤害的情况。
若不予以避免,可能会导致轻微的人身伤害和/或财产损失。
▶
注意!
表示可能会导致不良后果及设备损坏。
概述 该设备按照当前技术水平以及公认的安全技术规范制造。但是如果错误操作或错误使用,
仍将
-
威胁操作人员或第三方人员的人身安全、
-
造成设备损坏和操作人员的其他财产损失、
-
影响设备的高效运作。
所有与设备调试、操作、保养和维修相关的人员都必须
-
训练有素、
-
具备焊接方面的知识且
-
完整阅读并严格遵守本操作说明书。
应始终将操作说明书保存在设备的使用场所。作为对操作说明书的补充,还应遵守与事故
防范和环境保护相关的通用及当地的现行规定。
设备上的所有安全和危险提示
-
保持为可读状态
-
不得损坏
-
不得去除
-
不得遮盖,覆盖或涂盖。
安全和危险提示在设备上的位置,参见设备操作说明书的“概述”一章。
接通设备前要排除可能威胁安全的故障。
这关系到您的切身安全!
符
合规定的使用 只能按照“符合规定的使用”一章所述的内容使用该设备。
设备仅限使用功率铭牌上指定的焊接工艺。
其他用途或其他使用方式都被视为不符合规定。制造商对由此产生的损失不负有责任。
10

符合规定的使用还包括
-
完整阅读并遵守操作说明书中的所有提示
-
完整阅读并遵守所有安全和危险提示
-
坚持检修和保养工作。
设备不得用于以下用途:
-
管道除霜
-
电池/蓄电池充电
-
发动机启动
设备仅限工商企业使用。制造商不对在家庭使用引起的损失负责。
制造商对焊接缺陷或焊接错误不负有责任。
电源连接 具有较高额定值的设备可能会因其电流消耗而影响电源的供电质量。
这可能会在以下几个方面对许多设备类型造成影响:
-
连接限制
*)
-
最大许用电源阻抗的相关标准
*)
-
最小短路功率要求的相关标准
*)
公共电网接口处
请参阅“技术数据”
ZH
在这种情况下,工厂操作人员或使用该设备的人员应检查设备是否能够正常连接,并在适
当情况下与供电公司就此事进行沟通。
重要!请确保电源连接已正确接地
环境条件 在指定的范围以外使用或存放设备都被视为不符合规定。制造商对由此产生的损失不负有
责任。
环境温度范围:
-
运行时:-10 °C 至 + 40 °C(14 °F 至 104 °F)
-
运输和存放时:-20 °C 至 + +55 °C(-4 °F 至 131 °F)
相对空气湿度:
-
40 °C (104 °F) 时,最高为 50 %
-
20 °C (68 °F) 时,最高为 90 %
环境空气:无尘、无酸、无腐蚀性气体或物质等。
海拔:最高 2000 米 (6561 ft.8.16 in.)
运营商的责任 运营商需保证只由下列专人使用设备:
-
熟悉操作安全和事故防范基本规定并接受过设备操作指导
-
阅读、理解该操作说明书中内容,尤其是“安全规程”一章,并签字确认
-
接受过焊接效果要求的相关培训。
必须定期检查该操作人员是否具备安全操作意识。
操作人员的责任 所有被授权开展与该设备相关工作的人员,都有责任在开始工作之前
-
了解操作安全和事故防范基本规定
-
阅读该操作说明书中内容,尤其是“安全规程”一章,并签字确认本人已充分理解并
将确实遵守。
11

离开工作场所前确保即使在无人值守的状况下也不会出现人员伤亡和财产损失。
剩余电流动作保护
装置
保护您自己和他人 操作设备的人员可能面临诸多危险,例如:
根据当地法规和国家政策,将设备连接到公共电网时,可能需要配备剩余电流动作保护装
置。
技术数据中包含了制造商推荐的设备剩余电流动作保护装置类型。
-
火花及金属碎片飞溅
-
电弧辐射,会造成眼部及皮肤损伤
-
身处具有危害性的电磁场中可能危及心脏起搏器使用者的生命
-
由于电源电流和焊接电流而引起触电死亡
-
更大的噪音污染
-
有害的焊接烟尘和气体
操作设备时必须穿着合适的防护服。防护服必须具备以下特性:
-
防火
-
绝缘且干燥
-
覆盖全身、无破损且状态良好
-
安全头盔
-
无卷脚的长裤
防护服包含多种不同的物品。操作人员应:
-
使用防护面罩或正规滤光镜以保护眼部和面部,防止受到紫外线、高温及火花损伤
-
佩戴具备侧面保护(防护面罩后方)功能的正规护目镜
-
穿着结实且在潮湿环境下也能提供绝缘保护的鞋
-
佩戴合适的手套(绝缘且隔热)以保护双手
-
佩戴耳部护具以降低噪音危害并防止受伤
任何设备运行过程中或进行焊接时,应使所有人员(特别是儿童)远离工作区域。但是,
如果附近有人,应当:
-
确保其注意到全部危险(电弧刺眼危险、火花飞溅致伤危险、有害焊接烟尘、噪音、
由电源电流和焊接电流产生的潜在危险等)
-
提供适合的保护装置
-
或者,布设适当的安全网/安全幕。
噪声排放值数据 根据 EN 60974-1,设备在标准负载条件下于最大允许作业点处完成作业后,在空转和冷
却阶段所产生的最大噪声级为 <80 dB(A) (参考值 1pW)。
无法为焊接(和切割)指定特定于工作场所的排放值,因为该值取决于具体的焊接工艺和
环境条件。其自身会受到各种参数的影响,例如焊接工艺本身(MIG/MAG、TIG 焊接)、
所选择的电流类型(直流、交流)、功率范围、焊缝金属类型、工件的共振特性、工作环
境以及其他诸多因素。
来自有毒气体和蒸
汽的危险
焊接期间产生的烟尘含有有害气体和蒸汽。
国际癌症研究机构的 118 种致癌因子专题论文中指出,焊接烟尘含有致癌物质。
使用烟源排烟系统和室内排烟系统。
若可能,请使用带有综合排烟装置的焊枪。
12
让您的头部远离焊接烟尘和气体。
针对烟尘和有害气体采取以下预防措施:
-
切勿吸入烟尘和有害气体。
-
使用适当的装置将烟尘和有害气体从工作区域中排出。

确保足够的新鲜空气供应量。确保通风流量至少为每小时 20 m³。
如果通风不足,请佩戴具有供氧功能的焊接面罩。
如果对抽吸能力是否足够存有任何疑问,应将测得的有害物质排放值与允许的极限值进行
比较。
以下组成部分是确定焊接烟尘毒性的主要因素:
-
用于工件的金属
-
电极
-
药皮
-
清洁剂、脱脂剂等
-
所使用的焊接工艺
有关上面列出的组成部分,请查阅相应材料安全数据表和制造商说明书。
有关暴露场景、风险管理措施以及确定工作条件的建议,请参阅 European Welding
Association 网站 (https://european-welding.org) 中的 Health & Safety 部分。
将易燃蒸汽(例如溶剂蒸气)置于电弧辐射范围之外。
如果未进行焊接操作,请关闭保护气体气瓶阀或主供气源。
火花飞溅产生的危险火花飞溅会引发火灾和爆炸。
不得在可燃材料附近焊接。
ZH
由电源电流和焊接
电流产生的危险
可燃材料必须远离电弧至少 11 米 (36 ft. 1.07 in.) ,或使用经过检验的覆盖物遮盖起来。
准备好适当的、经过检查的灭火器。
火花和灼热的金属部件也可能通过细小裂缝和开口进入邻近区域。采取相应的措施,避免
由此产生的受伤和火灾危险。
如果没有按照相应的国家和国际标准进行预处理,则不得在有火灾和爆炸危险的区域以及
封闭的罐、桶或管道中进行焊接。
不允许在存放过气体、燃料、矿物油和类似物品的容器上进行焊接。这些物质的残留会造
成爆炸危险。
电击可能会危及生命或致人死亡。
切勿触摸设备内外的带电装备组件。
进行 MIG/MAG 焊接和 TIG 焊接时,焊丝、焊丝盘、送丝辊和所有与焊丝接触的金属件均
带电。
应始终将送丝机置于充分绝缘的表面上,或始终使用适当的绝缘送丝机支架。
请确保放置具有良好绝缘性的干燥底座或防护罩,以保护您和他人远离大地或接地电位。
该底座或防护罩必须足以覆盖身体与大地或接地电位之间的整个区域。
所有电缆和引线必须连接牢固、完好无损、绝缘并且尺寸适当。立即更换松动的连接以及
烧焦、损坏或尺寸不足的电缆和引线。
每次使用前,请通过手柄确保电源紧密连接。
如果电源线带有卡口式接头,则需围绕纵轴将电源线至少旋转 180° 并予以预紧。
切勿在身体或身体各部位的周围缠绕电缆和引线。
13

电极(电焊条、钨极、焊丝等)
-
不得浸入冷却液体中
-
不得在接通电源时触摸电极。
在两个电源的焊接电极之间,其中一个电源的开路电压可能会翻倍。在某些情况下,同时
触摸两个电极的电位可能会致人死亡。
安排有资格的电工定期检查电源线,以保证保护接地线能正常工作。
防护等级为 1 的设备需要一个带有保护接地线的电源和一个带有保护接地线触点的连接系
统才能正常工作。
只有在遵守所有有关保护隔离的国家法规时,才允许使用无保护接地线的电源和无保护接
地线触点的插座操作设备。
否则,将视为重大过失。对于因此类误用所导致的任何损失,制造商概不负责。
如有必要,请为工件提供适当的接地。
关闭未使用的设备。
高空作业时,请系好安全带。
操作设备之前,请将其关闭并拔出电源插头。
为设备附上清晰易懂的警告标识,以防他人再次插上电源插头而重新开启该设备。
打开设备之后
-
为所有带电部件放电
-
确保设备中的所有部件均处于断电状态。
如果需要使用带电装备组件,则应指定另一个人在适当的时候关闭电源开关。
弯曲
焊接电流 如果忽略以下说明,则会产生弯曲焊接电流并导致以下后果:
-
火灾隐患
-
连接至工件的零件过热
-
保护接地线的损坏
-
设备及其它电气设备的损坏
确保使用工件夹具夹紧工件。
将工件夹具尽可能固定在靠近焊接区域的位置。
将设备放置在与导电环境充分绝缘的位置,例如与导电地板或导电支架绝缘。
如果要使用配电板、双头支架等,请注意以下事项:未使用焊枪/焊钳的焊条同样带电。确
保未使用的焊枪/焊钳具有充分的绝缘保护。
在自动化 MIG/MAG 应用领域中,确保只将绝缘后的焊丝从焊丝筒、大型送丝机卷盘或焊
丝盘引至送丝机。
:
EMC 设备分级 放射等级 A 的设备:
-
规定仅用于工业区
-
如果应用于其他区域,可能引发线路连接和放射故障。
放射等级 B 的设备:
-
满足居民区和工业区的放射要求。也适用于使用公用低压线路供电的居民区。
根据功率铭牌或技术数据对 EMC 设备进行分级。
14
EMC 措施 在某些情况下,即使某一设备符合标准的排放限值,它仍可能影响到其设计应用区域(例
如,当同一位置存在敏感性装置或设备的安装地点附近设有无线电或电视接收机时)。
此时,运营公司必须采取适当措施来整顿这种局面。
根据国家和国际规定测试及评估装置附近设备的抗扰度。可能受本设备影响易受干扰的设
备示例:
-
安全装置
-
输电线、信号线和数据传输线
-
信息技术及通讯设备
-
测量及校准设备
避免 EMC 问题的支持性措施:
1.电网电源
-
若在电源连接符合相关规定的情况下仍发生了电磁干扰,则应采取一些附加措施
(例如使用适当的电网滤波器)。
2.焊接用输电线
-
使用尽可能短的控制线
-
布设时应使控制线彼此靠近(这样做还可同时避免 EMF 问题)
-
布设时应使控制线远离其他类型的线路
3.电位均衡
4.工件接地
-
如有必要,可使用合适的电容器建立接地连接。
5.可根据需要采取屏蔽措施
-
屏蔽附近的其他设备
-
遮蔽整个焊接装置
ZH
EMF 措
特殊危险区域 请保持手、头发、宽松衣物和工具远离运转中的装备组件,例如:
施 电磁场可能会引起未知的健康问题:
-
心脏起搏器使用者、助听器使用者等在靠近设备时会对健康产生不良影响
-
心脏起搏器使用者在靠近设备和焊接作业区前必须征求医生的意见
-
为了安全起见,应使焊接用输电线与焊工头部/躯干之间的距离尽可能的远
-
切勿将焊接用输电线和中继线扛在肩上或缠绕在整个身体或某些身体部位上
-
风扇
-
齿轮
-
滚轮
-
轴
-
焊丝盘和焊丝
请勿将手伸入旋转中的送丝驱动器齿轮或驱动部件中。
仅当进行保养或维修时方可打开/取下盖板和侧板。
操作期间
-
请确保关闭所有防护罩且已安装好所有侧面零件。
-
使所有防护罩和侧面零件保持关闭状态。
焊丝从焊枪中伸出时极有可能导致人身伤害(例如划伤手部、面部、眼部等)。
因此,请务必使焊枪(带有送丝机的设备)远离身体并佩戴合适的护目镜。
焊接期间或焊接完成后,请勿触摸工件 - 存在灼伤风险。
冷却工件可能会溅出焊接残渣。因此,在工件返工期间也要穿戴符合规定的保护装置,并
确保其他人员得到充分的保护。
在操作焊枪和其他工作温度较高的装备组件前,需进行冷却。
15
对于存在火灾或爆炸危险的区域,应采用特殊规定
- 遵守相关的国家及国际法规。
在电气事故多发区域(例如锅炉附近)使用的电源必须贴有“安全”标识。且电源不得位
于上述区域。
冷却剂泄漏时存在烫伤风险。在断开冷却剂供应或回流接口前,请先关闭冷却器。
在处理冷却剂时,请遵守冷却剂安全数据表上的信息。冷却剂安全数据表可通过服务中心
或制造商网站获取。
通过起重机运输这些设备时,只能使用制造商提供的合适承载装置。
-
将链条或绳索连接到合适承载装置上的所有指定连接点。
-
链条或绳索与垂直方向的角度尽量保持最小。
-
拆除气瓶和送丝机(MIG/MAG 和 TIG 设备)。
如果焊接期间送丝机与起重机相连,则应始终使用合适且绝缘的送丝机悬挂设备(MIG/
MAG 和 TIG 设备)。
如果设备配备了输送带或手柄,则该设备将专用于手动输送。输送带不适用于起重机、平
衡重叉车或其他机械起重工具的输送。
必须定期检查与设备或其部件连接的所有起重装备(例如皮带、带扣、链条等)的情况
(例如是否存在机械损坏、腐蚀或由于其他环境影响而引起的变化)。
测试间隔与测试范围必须至少符合各自适用的国家标准和准则。
如果保护气体接口采用了转接头,则无色、无味的保护气体可能会在不知不觉中泄漏。安
装前请使用合适的铁氟龙胶带密封设备保护气体接口转接头上的螺纹。
保护
气体要求 受污染的保护气体不但会损坏设备,而且还会降低焊接质量,尤其是在使用环形干线的情
况下。
请满足下列保护气体质量要求:
-
固体颗粒大小 < 40 µm
-
压力凝点 < -20 °C
-
最大含油量 < 25 mg/m³
必要时使用滤清器。
来自保护气体气瓶
的危险
保护气体气瓶包括加压气体,并且如果受到损坏时能够爆炸。因为保护气体气瓶是焊接设
备的一部分,所以操作时必须极为小心。
保护好含有压缩气体的保护气体气瓶,以使其远离环境过热、机械碰撞、残渣、明火、火
花和电弧。
根据说明书垂直安装保护气体气瓶且连接牢固,以防止其翻倒。
请保持保护气体气瓶远离任何焊接电路或其他电路。
切勿在保护气体气瓶上悬挂焊枪。
切勿触摸带有电极的保护气体气瓶。
存在爆炸的隐患 - 切勿尝试焊接增压的保护气体气瓶。
16
仅使用适于手动应用的保护气体气瓶和正确适当的附件(调节器、软管和管接头)。仅使
用状态良好的保护气体气瓶和附件。
当打开保护气体气瓶的阀时,请将面部转向一侧。
如果未进行焊接操作,请关闭保护气体气瓶阀。
如果未连接保护气体气瓶,则请将阀截球形保留在气瓶的原位上。
逸出的保护气体产
生的危险
安装位置和运输期
间的安全措施
必须遵守制造商的说明书和关于保护气体气瓶和附件适用的国家及国际法规。
保护气体不受控制的逸出所产生的窒息风险
保护气体无色无味,泄漏时可使周围环境缺少氧气。
-
确保至少按照 20 立方米/小时的通风量供应充足的新鲜空气。
-
遵守保护气体气瓶或主供气源上的安全和维修提示。
-
如果未进行焊接操作,请关闭保护气体气瓶阀或主供气源。
-
每次启动前都应检查保护气体气瓶或主供气源是否存在不受控制的气体泄漏。
倾倒的设备可轻易致死。将该设备放置在坚实、平整的表面上使其保持平稳
-
所允许的最大倾角为 10°。
适用于存在火灾或爆炸危险的室内的特殊规定
-
遵守相关的国家和国际规定。
采用内部规范和检查程序,确保工作场所环境整洁,布局井然有序。
只能安装和操作防护等级符合功率铭牌所示要求的设备。
安装设备时,应确保留有 0.5 m (1 ft. 7.69 in.) 的周围间距,以保证冷却空气的自由流通。
ZH
正常操作中的安全
措施
运输设备时,请遵守相关的国家及本地指导方针以及事故防范规定。尤其应遵守针对运输
期间产生的风险而制定的指导方针。
不要抬起或运输运行的设备。请在运输或抬起前关闭设备。
运输设备之前,请排出所有冷却剂,然后拆下以下部件:
-
送丝机
-
焊丝盘
-
保护气体气瓶
在运输设备之后与调试设备之前,必须目检设备有无损坏。在设备试运行之前,必须由经
培训的技术服务人员对所有损坏部位进行维修。
只在所有安全装置完全有效时操作设备。如果有任何安全装置无法正常工作,则将产生以
下风险
-
操作人员或第三方伤亡
-
设备损坏以及操作员的其它物资损失
-
设备工作效率低下
启动设备之前,必须对所有不能正常工作的安全装置进行维修。
切勿略过或禁用安全装置。
启动设备之前,需确保不会对他人造成危险。
至少每周对设备进行一次检查,主要检查有无明显的损坏以及安全装置的功能是否正常。
始终安全地固定好保护气体气缸,且如果使用起重机运输设备,则需事先将气缸移除。
只有制造商的原装冷却剂适用于我们的设备,这是其属性(电传导性、防冻剂、材料兼容
性、阻燃性等)决定的。
仅使用制造商提供的适用原装冷却剂。
不要将制造商提供的原装冷却剂与其它冷却剂相混合。
17
仅将制造商的系统组件连接到冷却回路。
制造商对因使用其他系统组件或其他冷却剂而造成的损失不承担任何责任。此外,也不会
受理任何保修索赔。
冷却液 FCL 10/20 未点燃。在一定条件下,乙醇基冷却剂可能会点燃。将冷却剂置于其原
装、密封的容器中运输并远离所有着火源。
使用过的冷却剂必须根据相关国家和国际法规进行合理处置。冷却剂安全数据表可从服务
中心处获取或从制造商的网站下载。
在开始焊接之前且系统仍处于已冷却状态时检查冷却剂液位。
调试、维护和维修 无法保证外购件在设计和制造上都符合对其所提要求,或者无法保证其符合安全要求。
-
只能使用原厂备用件和磨损件(此要求同样适用于标准零件)。
-
不要在未经生产商同意的情况下对设备进行任何改造、变更等。
-
必须立即更换状况不佳的工件。
-
订购时,请指定设备的准确名称和部件编号(如备件清单所示),以及序列号。
可使用压紧螺钉实现保护接地线的连接,以使壳体部件接地。
仅使用编号正确的原装压紧螺钉,并使用规定的扭矩拧紧。
安全技术检查 制造商有责任每 12 个月至少进行一次设备安全检查。
制造商建议,以相同的时间间隔(每 12 个月)定期进行焊接电源校准。
以下情况,建议由经过认证的专业电工进行安全检查:
-
更改之后
-
加装或改装之后
-
修理、维护和保养之后
-
至少每 12 个月。
在安全检查时须遵照国家和国际标准及条例。
您可以在服务站点索取有关安全检查和校准的详细信息。服务点将根据您的需求提供必要
的资料。
废料处理 废弃的电气和电子设备必须单独收集,并按照欧洲指令和国家相关法律法规以无害于环境
的方式回收。使用过的设备必须归还经销商或通过当地批准的收集和处理设施进行处置。
正确处置使用过的设备可促进材料资源的可持续循环利用。未能正确处置使用过的设备可
能会对健康和/或环境造成不利影响。
包装材料
需根据材料分类收集,并检查当地政府的规章制度,同时,挤压容器以缩小体积。
安全标识 带有 CE 标志的设备符合低压和电磁兼容性指令的基本要求(例如 EN 60974 系列的相关
产品标准)。
伏能士特此声明该设备符合指令 2014/53/EU。可通过以下网站获取欧盟一致性声明全
文:http://www.fronius.com
带有 CSA 验证标记的设备符合加拿大和美国相关标准的要求。
18

数据保护 如果用户对装置出厂前的设置进行了更改,则由用户自己负责对该数据进行安全保护。生
产商对个人设置被删除的情况不承担任何责任。
版权 该操作说明书的版权归制造商所有。
文字和插图在操作说明书付印时符合当时的技术水平。生产商保留更改权。本操作说明书
的内容不构成顾客的任何权利。我们非常欢迎有关操作说明书的改进建议以及对其中错误
的提示。
预期用途 本设备只能用于其预期用途。
本设备仅用于功率铭牌和操作说明书中指定的焊接工艺。
将本设备用于任何其他目的或采用任何其他方式使用本设备,都将被视为“不符合指定用
途的操作”。对于不当使用所导致的任何损失,制造商概不负责。
预期用途亦指
-
阅读并遵循操作说明书中的所有说明
-
认真阅读并遵守所有安全提示及危险标识
-
执行所有指定的检查和保养作业。
切勿将本设备用于以下用途:
-
融解管道
-
为蓄电池充电
-
启动电机
ZH
本设备专为商业应用而设计。对于因在住宅区使用本设备所导致的任何损失,制造商概不
负责。
对于作业结果存在缺陷或错误,制造商亦不负责。
19

20

一般信息
21

22

概述
设备设计方案 iWave 300i / 400i / 500i DC 和 iWave
300i / 400i / 500i AC/DC 电源均为采用全数
字化微处理器控制的逆变式焊接电源。
其模块化设计及轻松扩展系统的功能确保了
高度的灵活性。这些设备可适应任何情况。
功能原理 焊接电源的中央控制系统采用数字信号处理器。中央控制系统与信号处理器一起控制整个
焊接过程。
焊接过程中连续测量实际数据,对任何变化都能及时做出反应。控制算法系统确保焊机始
终保持在所需的额定状态。
ZH
由此得到:
-
精确的焊接过程、
-
全体结果的准确再现、
-
和出色的焊接性能。
应用领域 本设备适用于商业和工业领域的手动和自动 TIG 和 MIG/MAG 焊接,焊接对象可为非合金
钢、低合金钢、高合金钢/镍钢、铝、铝合金及镁。电源设计适用于:
-
汽车与供应行业,
-
机械工程和轨道车辆制造,
-
化工设备建造,
-
机器建造,
-
造船厂,
-
等
23

合规性 FCC
根据 FCC 技术法规第 15 部分,本设备符合 EMC 设备类别 A - 数字设备的极限值。这些极
限值旨在为工业环境下运行的设备提供有效的防护等级以应对有害排放。若未按照操作说
明书进行安装和使用,则该设备将产生并使用高频能量,并可能对无线电通信造成干扰。
在住宅区使用本设备可能会造成有害干扰,此时用户需自费纠正此类干扰。
FCC ID: QKWSPBMCU2
加拿大工业部无线电产品标准规范 (RSS)
此设备符合加拿大工业部免许可 RSS 标准。其使用需符合以下条件:
(1) 该设备不得造成任何有害干扰。
(2) 该设备必须能够抵抗任何干扰,包括可能会对其操作造成不良影响的干扰。
IC: 12270A-SPBMCU2
EU
符合欧盟无线电设备指令 (RED) 2014/53/EU
在安装用于该发射机的天线时,必须与所有人保持至少 20 cm 的距离。不得与其他天线或
发射机一同安装或操作。为符合无线电频率接触指南,OEM 集成商和最终用户必须能够获
得发射机的操作条件。
ANATEL 认证/巴西
该设备为辅助运行设备。其对于有害干扰无任何保护措施,哪怕这种干扰源自同一型号的
设备。
该设备不会对主系统造成干扰。
该设备符合 ANATEL 认证关于高频电场、磁场和电磁场暴露的特定吸收率极限值。
IFETEL 认证/墨西哥
操作该设备时需满足以下两个条件:
(1) 该设备不得造成任何有害干扰。
(2) 该设备必须能够承受所接收到的任何干扰,包括可能导致不良操作的干扰。
NCC 认证/台湾
據 NCC 低功率電波輻射性電機管理辦法規定:
第十二條 經型式認證合格之低功率射頻電機,非經許可,公司、商號或使用者均不得擅
自變更頻率、加大功率或變更原設計之特性及功能。
第十四條 低功率射頻電機之使用不得影響飛航安全及干擾合法通信;經發現有干擾現象
時,應立即停用,並改善至無干擾時方得繼續使用。前項合法通信,指依電信法規定作業
之無線電通信。低功率射頻電機須忍受合法通信或工業、科學及醫療用電波輻射性電機設
備之干擾
泰国
24

Bluetooth
trademarks
设备上的警告标志 电源上贴有警告标志和安全标识以及北美地区(美国和加拿大)使用的 CSA 验证标记。不
Bluetooth® 文字符号及标识为 Bluetooth SIG, Inc. 所拥有的注册商标,奥地利伏能士焊
接技术国际有限公司/伏能士智能设备(上海)有限公司已获得使用此类标识的许可。其他
商标和品牌名称属于其各自的所有者。
得移除或涂盖这些警告标志和安全标识。这些警告旨在避免可能导致严重人身伤害和财产
损失的误操作。
ZH
功率铭牌上的安全标识:
焊接操作存在危险。必须满足以下基本要求:
-
合乎需要的焊接资格
-
适当的保护装置
-
防止未授权人员进入焊接区域
25

在使用此处所介绍的功能前,请务必完整阅读并充分理解以下文档:
-
本操作说明书
-
所有系统组件操作说明书,尤其是安全规程
选件
WP TIG DynamicWire
焊接产品包支持 TIG DynamicWire 工艺。
OPT/i TIG 气体调节器
OPT/i TIG 4 Switch SpeedNet
需要多个额外 SpeedNet 接口时的选件。
OPT/i TIG 气体流速传感器
OPT/i TIG 外部传感器
OPT/i TIG PowerConnector
2. 安装于电源后部的电流插口
OPT/i TIG 气体更换
OPT/i TIG 2nd SpeedNet
第二个 SpeedNet 接口
OPT/i TIG DC MultiProzess PRO
OPT/i TIG AC MultiProzess PRO
OPT/i TIG 2nd NT242
在使用 CU 1400 冷却器的情况下,必须于电源中安装 OPT/i TIG 2nd NT242 选件。
OPT/i TIG NT601
OPT/i TPS 灰尘过滤器
重要!在 iWave 电源上使用 OPT/i TPS 灰尘过滤器选件将缩短暂载率!
OPT/i CycleTIG
先进的 TIG 叠焊
OPT/i Synergic Lines *
启用 TPSi 电源所有可用特殊特性曲线的选件;
因此,将来创建的所有特殊特性曲线均将自动启用。
OPT/i GUN Trigger *
与焊枪起动装置搭配使用以实现特殊功能的选件
OPT/i Jobs
Job 模式选件
OPT/i Documentation
文档功能选件
OPT/i Puls Pro
OPT/i Interface Designer *
单独接口配置选件
26
OPT/i WebJobEdit
用于通过电源的 SmartManager 编辑 Job 的选件
OPT/i Limit Monitoring
用于设定焊接电流、焊接电压和送丝速度极限值的选件
OPT/i Custom NFC - ISO 14443A
为钥匙卡使用自定义频段设置选件
OPT/i CMT Cycle Step *
可调周期 CMT 焊接工艺选件
OPT/i OPC-UA
标准化数据接口协议
OPT/i MQTT
标准化数据接口协议
OPT/i SpeedNet Repeater
如果综合管线或电源与送丝机之间的连接长度超过 50 m 则使用信号放大器
KRIS 13 气刨机
带压缩空气接口用于电弧气刨的焊钳
OPT/i Wire Sense *
在自动化应用场合中通过焊丝进行焊缝追踪/边缘检测
(仅能与 CMT 硬件搭配使用)
ZH
OPT/i Safety Stop
PL d 选件
OPT/i Synchropulse 10 Hz *
将 SynchroPulse 频率从 3 Hz 增加到 10 Hz
* MIG/MAG 选件 - 仅与 OPT/i TIG DC MultiProzess PRO 或 OPT/i TIG AC
MultiProzess PRO 搭配使用
重要!安全功能 OPT/i Safety Stop PL d 的设计符合 EN ISO 13849-1:2008 + AC:2009 类
别 3 的要求。
这需要输入信号的双通道触感。
不允许双通道桥接操作(例如通过短路棒),该操作将导致 PL d 损耗。
功能介绍
OPT/i Safety Stop PL d 选件保证电源的安全停止符合 PL d,其焊接端可在不到一秒的时
间内得到控制。
每次打开电源时,安全功能 Safety Stop PL d 均会执行自测试。
重要!必须每年执行一次自测试以检查安全关闭是否工作。
如果 2 个输入中至少其一存在电压降,则 Safety Stop PL d 将停止当前焊接操作,随即关
闭送丝机马达并切断焊接电压。
电源将输出一条故障代码。通过机器人接口的通讯或总线系统将不会受影响。
要重新启动焊接系统,必须重新连接电源。必须通过焊枪起动装置确认故障,并且必须再
次启用显示屏或界面以及焊接开始。
两个输入的非同时关闭 (> 750 ms) 将被系统输出为严重且不可恢复的故障。
电源将长期关闭。
关闭电源并再次打开即可进行重置。
27

28

操作元件、接口和机械组件
29

30

控制面板
(1)
(2)
(5) (6)
(4)(3)
ZH
概要
控制面板
注意!
由于固件更新,本操作说明书中可能未介绍在您所用设备上的某些可用功能,反之亦然。
此外,个别图片也可能与您所用设备的操作元件稍显不同。不过,这些操作元件的运行方
式几乎相同。
危险!
设备操作不当可能会造成严重的人身伤害和财产损失。
在使用此处所介绍的功能前,请务必完整阅读并充分理解本操作说明书。
▶
在使用此处所介绍的功能前,请务必完整阅读并充分理解有关系统组件的所有操作说
▶
明书,尤其是安全规程。
43,0001,3547
编号 功能
(1) USB 接口
用于连接 U 盘(服务硬件解密器、许可证密钥等)。
31
重要!USB 接口与焊接电路间并未采取电气隔离措施。因此,与其他设备存在电
气连接的设备不得连接至 USB 接口!
(2) 带有旋钮/按钮功能的选择拨盘
用于选择所需内容、设置相关值以及在各列表之间进行滚动
(3) 显示屏(带触控功能)
-
通过触摸显示屏直接操作电源
-
用于显示相关值
-
用于在菜单中导航
(4) NFC 钥匙的读取区
-
用于使用 NFC 钥匙锁定/解锁电源
-
用于登录不同的用户(通过活动用户管理和分配的 NFC 钥匙)
NFC 钥匙 = NFC 卡或 NFC 遥控钥匙
(5) 穿丝键
在无气体或电流的情况下将焊丝穿入焊枪中继线
(6) 气体检测键
用于在气体压力调节器上设置所需的气体量。
按下气体检测键后,会释放气体 30 秒。再次按下该键可提早结束此过程。
输入
选项 触摸显示屏
触摸显示屏以
-
-
-
触摸并选择显示屏上某一元素后,该元素将高亮显示。
转动选择拨盘
选择显示屏上的各个项:
-
-
-
导航,
激活功能,
选择选项
顺时针转动拨盘可依次选择下一个项目。
逆时针转动拨盘可依次选择上一个项目。
在垂直列表中,顺时针转动拨盘可突出显示下一项;逆时针转动拨盘可突出显示上一
项。
32
更改值:
-
顺时针转动拨盘会增加所要设置的值。
-
逆时针转动拨盘会减少所要设置的值。
-
缓慢转动选择拨盘可慢慢更改所要设置的值,例如用于微调。
-
快速转动选择拨盘可不成比例地更改所要设置的值,这意味着可快速输入较大的变化
值。
对于某些参数而言,通过转动选择拨盘更改的值将自动应用,而无需按动选择拨盘。
按动选择拨盘

-
应用选定元素,例如更改焊接参数值。
-
应用特定参数的值。
ZH
33
显示屏
(1)
(2)
(4)
(5)
(3)
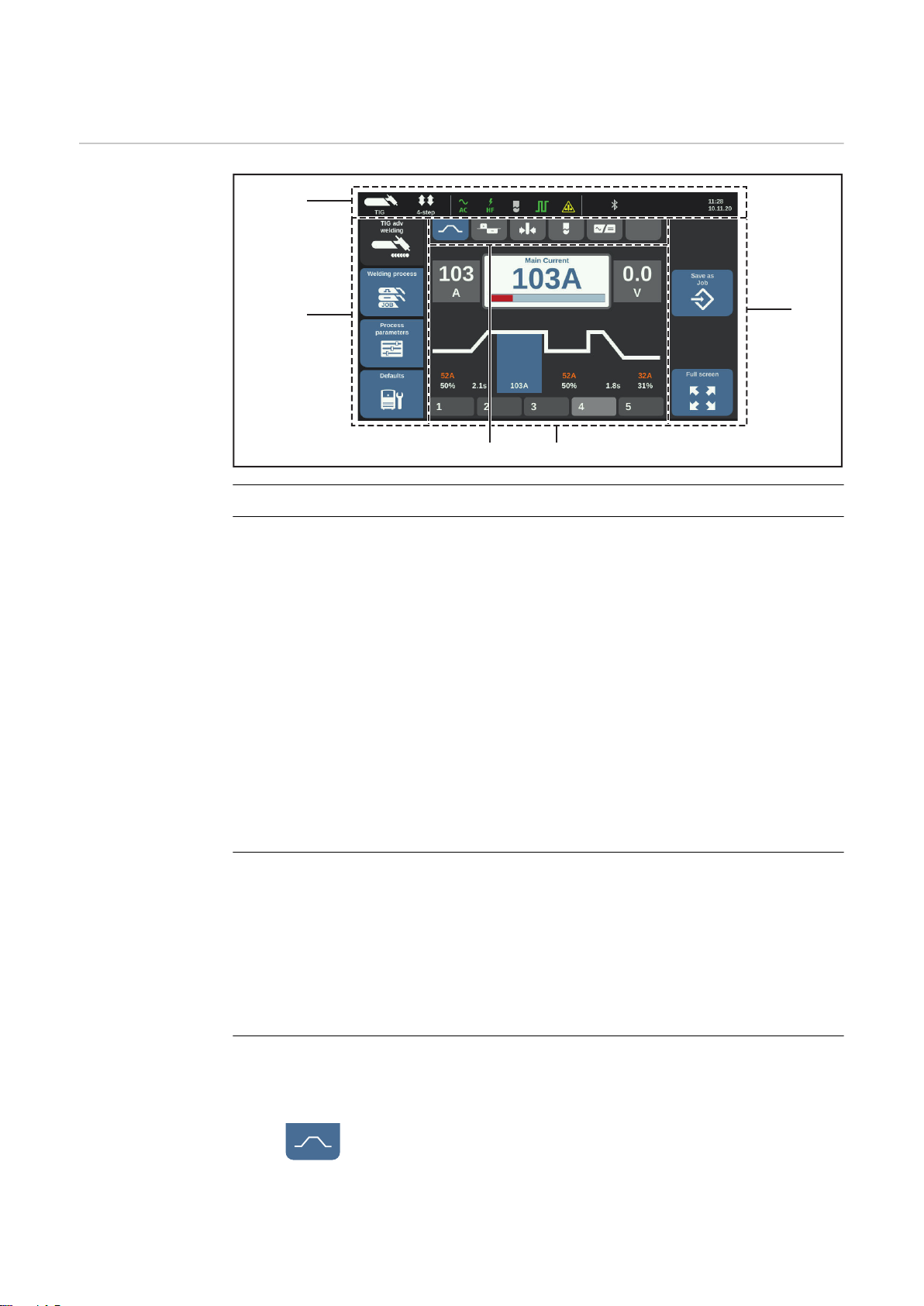
显示屏
编号 功能
(1) 状态栏
包含有关如下内容的信息:
-
当前选择的焊接工艺
-
当前选择的操作模式
-
当前选择的极性
-
当前选择的引弧程序
-
截球形模式
-
脉冲模式
-
电极过载
-
蓝牙状态显示
-
当前登录用户(当激活用户管理时)
或
关闭电源时的钥匙标志(例如若激活了配置文件/角色“锁定”)
-
时间和日期
状态栏内容会因所选的焊接工艺而异。
34
(2) 左边栏
左边栏包含下列按键:
-
焊接
-
焊接工艺
-
工艺参数
-
默认
可通过触摸显示屏来操作左边栏。
(3) 指示栏
当前可用焊接参数概览;
各焊接参数可通过触摸显示屏直接选择。当前选择的参数将以蓝色突出显示。
焊接电流曲线
(1)
(2)
平衡
电极直径
ZH
截球形模式
极性
(1)
仅适用于 iWave AC/DC 电源
(2)
仅适用于 iWave TIG AC/DC 电源并将极性设置为 AC。
(4) 主区域
主区域显示焊接参数、EasyJob、图形、列表或导航元素。主区域根据应用程序进
行不同的划分,并填充相应的元素。
主区域的操作方式
-
通过选择拨盘,
-
触摸显示屏。
(5) 右边栏
右边栏的用途如下,具体取决于在左边栏中选择的按键:
-
作为一个包含应用程序和功能键的功能条
-
用于导航至二级菜单
可通过触摸显示屏来操作右边栏。
(1)
(1)
35

切换至全屏
1
2
1
显示屏将以全屏模式显示:
退出全屏模式:
2
36
接口、开关和机械组件
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(11)
(9)
(10)
(16)
(15)
(14)
(13)
(12)
iWave DC iWave AC/DC
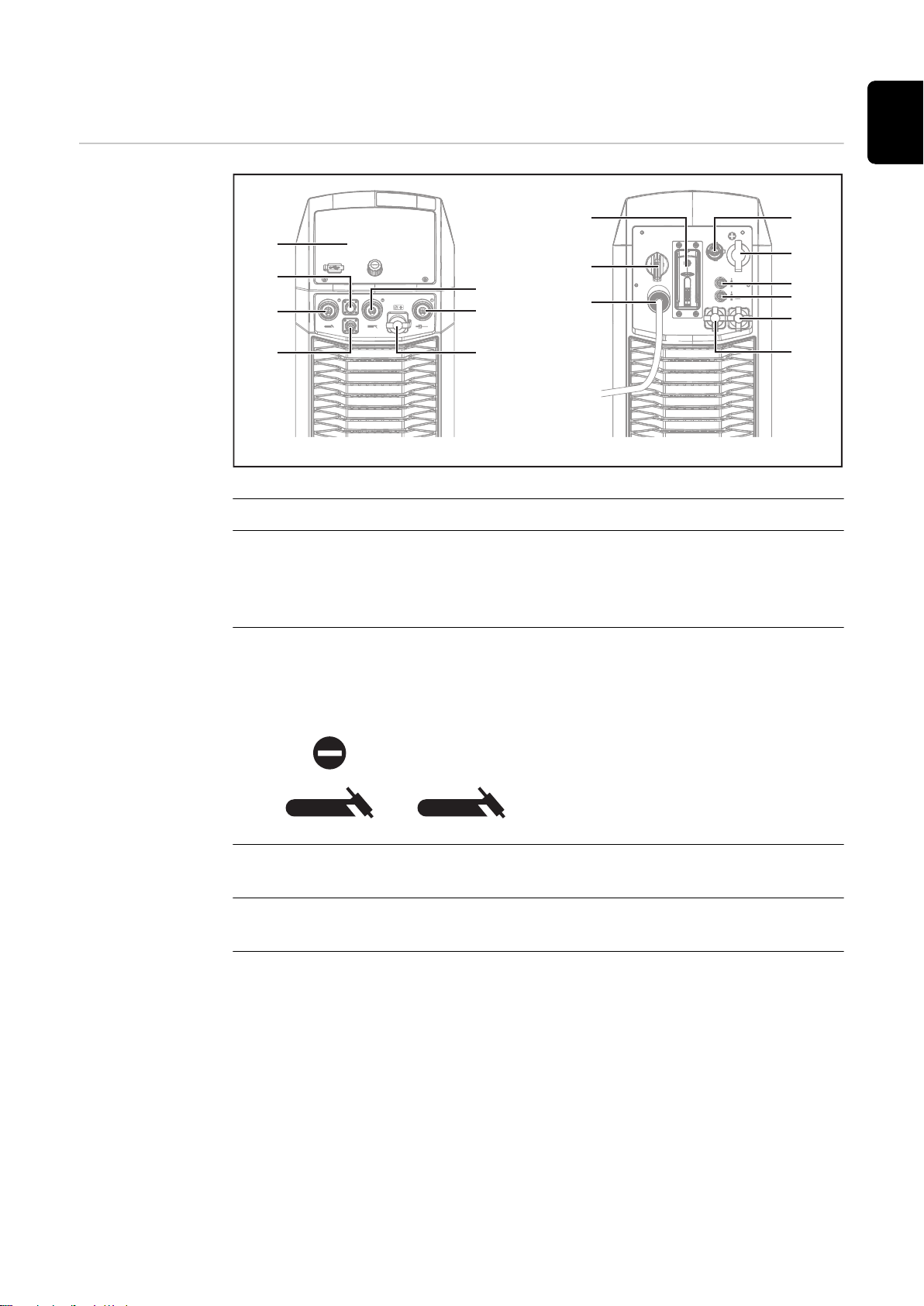
接口和机械部件
前/后
编号 功能
(1) TMC 接口
-
用于连接 TIG 焊枪的控制插头
-
用于连接脚踏式遥控器
-
用于连接遥控器
ZH
(2) 带有集成式保护气体接口的 (-) 电流插口
用于连接 TIG 焊枪
符号:
(3) TMC 4-焊针接口
连接 CrashBox 线路
(4) 带有显示屏的控制面板及控制面板防护盖
用于操作电源
37

(5) (-) 采用卡口式连接的电流插口
iWave DC iWave AC/DC
iWave DC iWave AC/DC
用于手工电弧焊的无高频电流插口
符号:
(6) (+) 电流插口
用于连接 TIG 接地电缆
符号:
(7) SpeedNet 接口
用于连接
-
遥控器和外部传感器
-
送丝机(用于自动化应用场合)
符号:
(8) 带应变消除装置的电源电缆
取决于版本
(9) 电源开关
用于接通或关闭电源
(10) 遮盖板/机器人接口 RI FB Inside/i 或 SpeedNet 接口或外部传感器选件
(11) 以太网接口
(12) 遮盖板/采用卡口式连接的第二个 (-) 电流插口(选件)
将 MIG/MAG 接地电缆连接到送丝机
(13) TIG 保护气体接口
主气路电磁阀
(14) 遮盖板/辅助保护气体接口
附加气路电磁阀
(15) 遮盖板/第二个 SpeedNet 接口(选件)或外部传感器(选件)
38
(16) 遮盖板/第二个 SpeedNet 接口(选件)或外部传感器(选件)

(17)
iWave 300i - 500i AC/DC
(17) AC 逆变器
(仅适用于 iWave AC/DC 电源)
ZH
39

40

安装和调试之前
41

42

安装和调试之前
ZH
安全标识
误操作和工作不当时存在危险。
此时可能导致严重的人身伤害和财产损失。
▶
▶
▶
预期用途 该电源专用于 TIG 焊接、MIG/MAG 焊接和 MMA 焊接。任何其他用途都将视为“不符合预
期用途”。对于因此类不当使用所导致的任何损失,制造商概不负责。
预期用途亦指
-
-
安装规定 已依照防护等级 IP23 对本设备进行了测试。这表示本设备:
-
-
危险!
仅接受过技术培训且有资质人员方可执行本文档中所述的全部操作和功能。
完整阅读并充分理解本文档。
阅读并理解本设备以及全部系统组件的所有安全规程和用户文档。
遵守本操作说明书中的所有操作说明
执行所有指定的检查和保养作业
可防止直径超过 12.5 mm (0.49 in.) 的坚硬异物侵入
可防止产生任何与垂直方向所呈角度高达 60° 的喷水
电源连接
该设备可依据 IP23 防护等级的规定在户外安装和操作。必须避免直接受潮(例如雨
淋)。
危险!
机器翻倒或掉落时存在危险。
此时可能导致严重的人身伤害和财产损失。
将设备牢固地安置在平坦的坚硬表面上。
▶
安装后,请检查所有螺钉连接是否已紧固到位。
▶
通风管道是非常重要的安全装置。在为本设备选择安装位置时,请确保冷却空气能够畅通
无阻地流入和流出设备前后的通风口。系统内不得直接吸入任何导电粉尘(例如来自金刚
砂作业)。
-
所有设备均根据功率铭牌上指定的电源电压而设计。
-
额定电压为 3 x 575 V 的设备必须在中性点接地的三相系统上操作。
-
如果设备规格与所配备的电源线和电源插头不匹配,那么必须由有资质人员按照国家
标准安装这些部件。
-
技术数据中包含了电源引线的保险丝信息。
小心!
电气装置尺寸不足时会造成严重损害。
电源引线及其保险丝的尺寸必须与当地电源相适应。
▶
请遵守功率铭牌上的技术数据。
43

发电机运行 电源与发电机兼容。
要想选择正确的发电机输出功率,就必须求得电源的最大视在功率 S
三相设备的电源最大视在功率 S
S
= I
1 最大
I
和 U1 同设备功率铭牌和技术数据保持一致
1max
1 最大
x U1 x √3
使用下列经验公式计算所需的发电机视在功率 S
S
GEN
= S
1 最大
x 1.35
的计算方法如下:
1 最大
GEN
:
在非满功率下焊接时可使用较小的发电机。
重要!发电机视在功率 S
不得小于电源的最大视在功率 S
GEN
1 最大
!
注意!
发电机输出的电压绝不能超出电源电压公差范围。
有关电源电压公差的信息,请参见“技术数据”部分。
1 最大
。
44

连接电源线
概要 如果未连接电源线,则必须在调试之前安装与连接电压相匹配的电源线。
为电源安装电缆直径为 12 - 30 mm (0.47 - 1.18 in.) 的通用应变消除装置。
也必须针对其他尺寸的截面设计相应的应变消除装置。
ZH
安全标识
工作不当时存在危险。
此时可能导致严重的人身伤害和财产损失。
▶
▶
电源线敷设不当时存在危险。
此时可能会导致短路和设备损坏。
▶
指定的电源线 欧洲标准:
危险!
下述工作必须由接受过培训且有资质的人员执行。
遵守国家标准和指令。
小心!
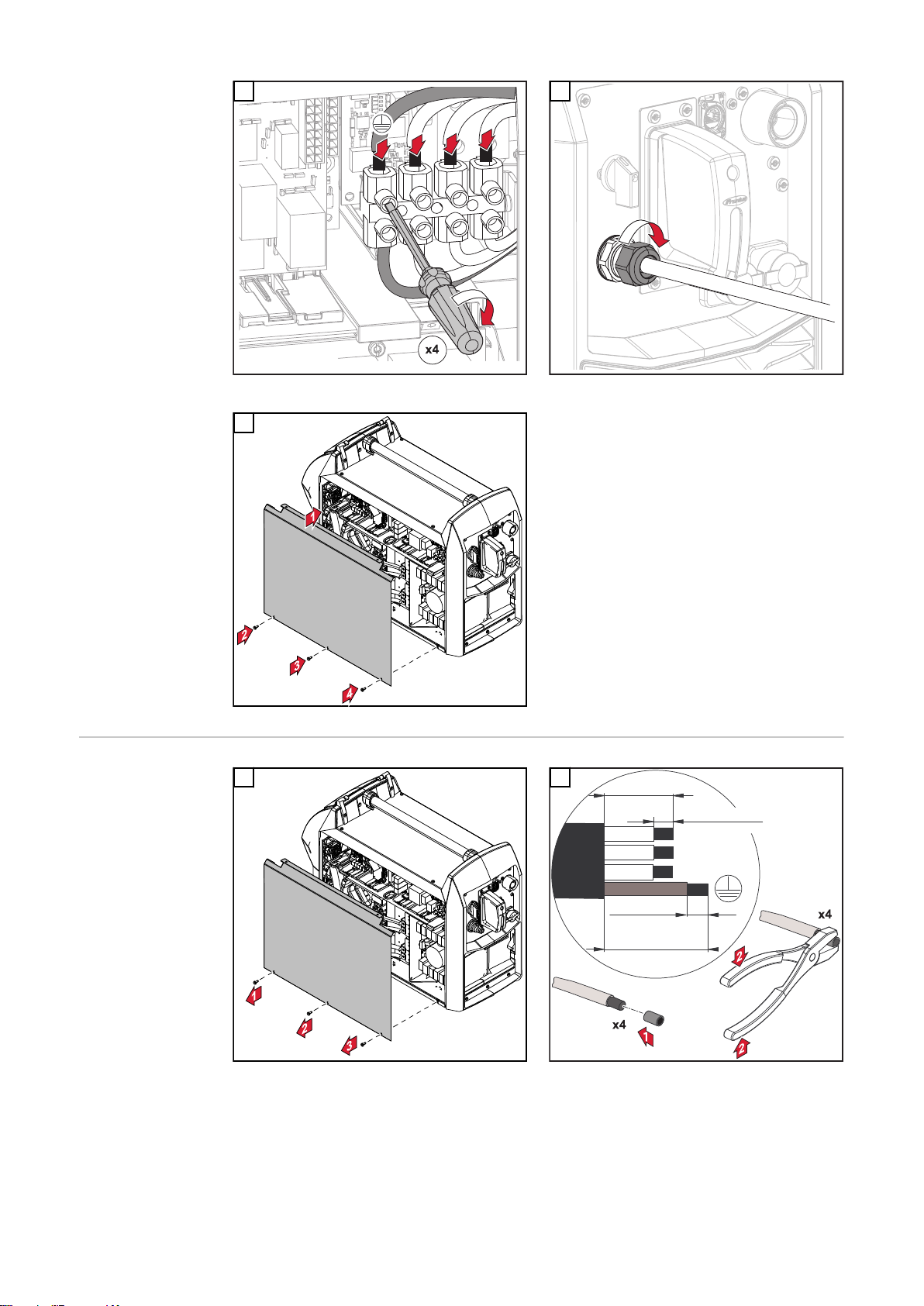
为所有相导体和外皮剥落电源线的保护接地线安装套圈。
电源
电源电压 电源线
iWave 300i /nc DC
3 x 400 V
3 x 460 V
H07RN-F 4G4
H07RN-F 4G4
iWave 300i /MV/nc DC
3 x 200 - 230 V
3 x 400 - 575 V
iWave 300i /nc AC/DC
3 x 400 V
3 x 460 V
iWave 300i /MV/nc AC/DC
3 x 200 - 230 V
3 x 400 - 575 V
iWave 400i /nc DC
3 x 400 V
3 x 460 V
iWave 400i /MV/nc DC
3 x 200 - 230 V
3 x 400 - 575 V
iWave 400i /nc AC/DC
3 x 400 V
3 x 460 V
H07RN-F 4G6
H07RN-F 4G4
H07RN-F 4G4
H07RN-F 4G4
H07RN-F 4G6
H07RN-F 4G4
H07RN-F 4G4
H07RN-F 4G4
H07RN-F 4G10
H07RN-F 4G4
H07RN-F 4G4
H07RN-F 4G4
45

电源
电源电压 电源线
iWave 400i /MV/nc AC/DC
3 x 200 - 230 V
3 x 400 - 575 V
iWave 500i /nc DC
3 x 400 V
3 x 460 V
iWave 500i /MV/nc DC
3 x 200 - 230 V
3 x 400 - 575 V
iWave 500i /nc AC/DC
3 x 400 V
3 x 460 V
iWave 500i /MV/nc AC/DC
3 x 200 - 230 V
3 x 400 - 575 V
美国和加拿大标准:
电源
电源电压 电源线
H07RN-F 4G10
H07RN-F 4G4
H07RN-F 4G4
H07RN-F 4G4
H07RN-F 4G10
H07RN-F 4G4
H07RN-F 4G4
H07RN-F 4G4
H07RN-F 4G10
H07RN-F 4G4
iWave 300i /nc DC
3 x 400 V
3 x 460 V
iWave 300i /MV/nc DC
3 x 200 - 230 V
3 x 400 - 575 V
iWave 300i /nc AC/DC
3 x 400 V
3 x 460 V
iWave 300i /MV/nc AC/DC
3 x 200 - 230 V
3 x 400 - 575 V
iWave 400i /nc DC
3 x 400 V
3 x 460 V
iWave 400i /MV/nc DC
3 x 200 - 230 V
3 x 400 - 575 V
iWave 400i /nc AC/DC
3 x 400 V
3 x 460 V
4 x AWG 10
4 x AWG 10
4 x AWG 8
4 x AWG 10
4 x AWG 10
4 x AWG 10
4 x AWG 8
4 x AWG 10
4 x AWG 10
4 x AWG 10
4 x AWG 6
4 x AWG 10
4 x AWG 10
4 x AWG 10
46
iWave 400i /MV/nc AC/DC
3 x 200 - 230 V
3 x 400 - 575 V
iWave 500i /nc DC
3 x 400 V
3 x 460 V
iWave 500i /MV/nc DC
3 x 200 - 230 V
3 x 400 - 575 V
4 x AWG 6
4 x AWG 10
4 x AWG 8
4 x AWG 8
4 x AWG 4
4 x AWG 8

电源
100 mm
3.9 inch
min. 8 mm
min. 0.3 inch
min. 8 mm
min. 0.3 inch
140 mm
5.5 inch
1
2
电源电压 电源线
iWave 500i /nc AC/DC
3 x 400 V
3 x 460 V
4 x AWG 8
4 x AWG 8
iWave 500i /MV/nc AC/DC
3 x 200 - 230 V
3 x 400 - 575 V
4 x AWG 4
4 x AWG 8
ZH
为数控电源连接电
源线
1
3
2
47
1
5
2
3
4
4
1
150 mm
5.9 inch
min. 8 mm
min. 0.3 inch
min. 8 mm
min. 0.3 inch
170 mm
6.7 inch
接地 - L1 - L2 - L3;4 颗 TX20 螺钉,1.5 Nm / 1.11 lbft
6
5
为 MV 电源连接电
源线
1
2
48

3
根据电源线外径将应变消除装置切至所需长度
4
ZH
重要!插入电源线时,请确保电源线护套伸出应变消除装置约 5 - 10 mm 进入设备内。
5
* 仅旋松 4 颗 TX20 螺钉,切勿拆卸。
49
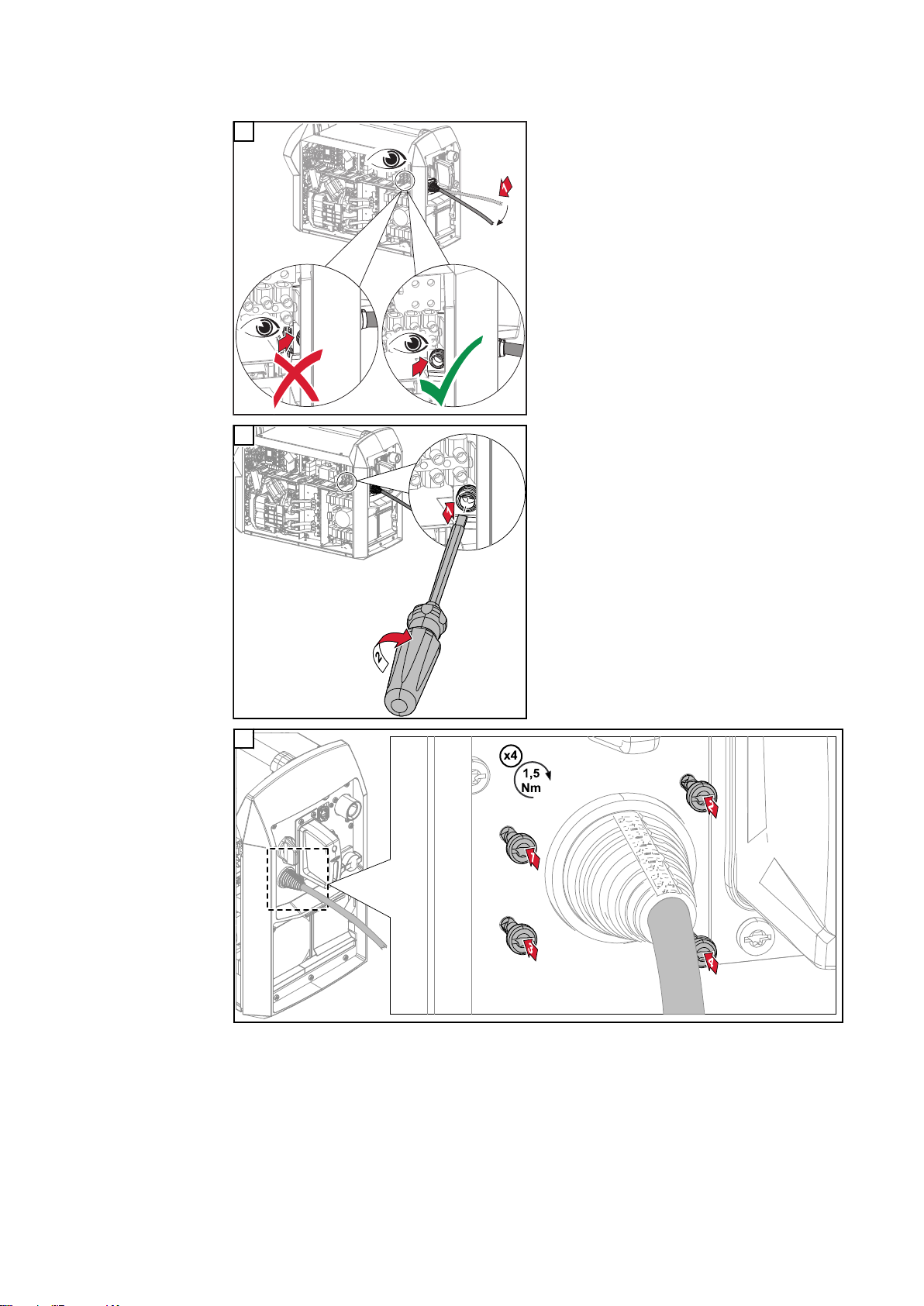
6
将电源线推向开口侧,以便接近应变消除装
置的夹紧螺栓。
7
8
50

9 10
ZH
51
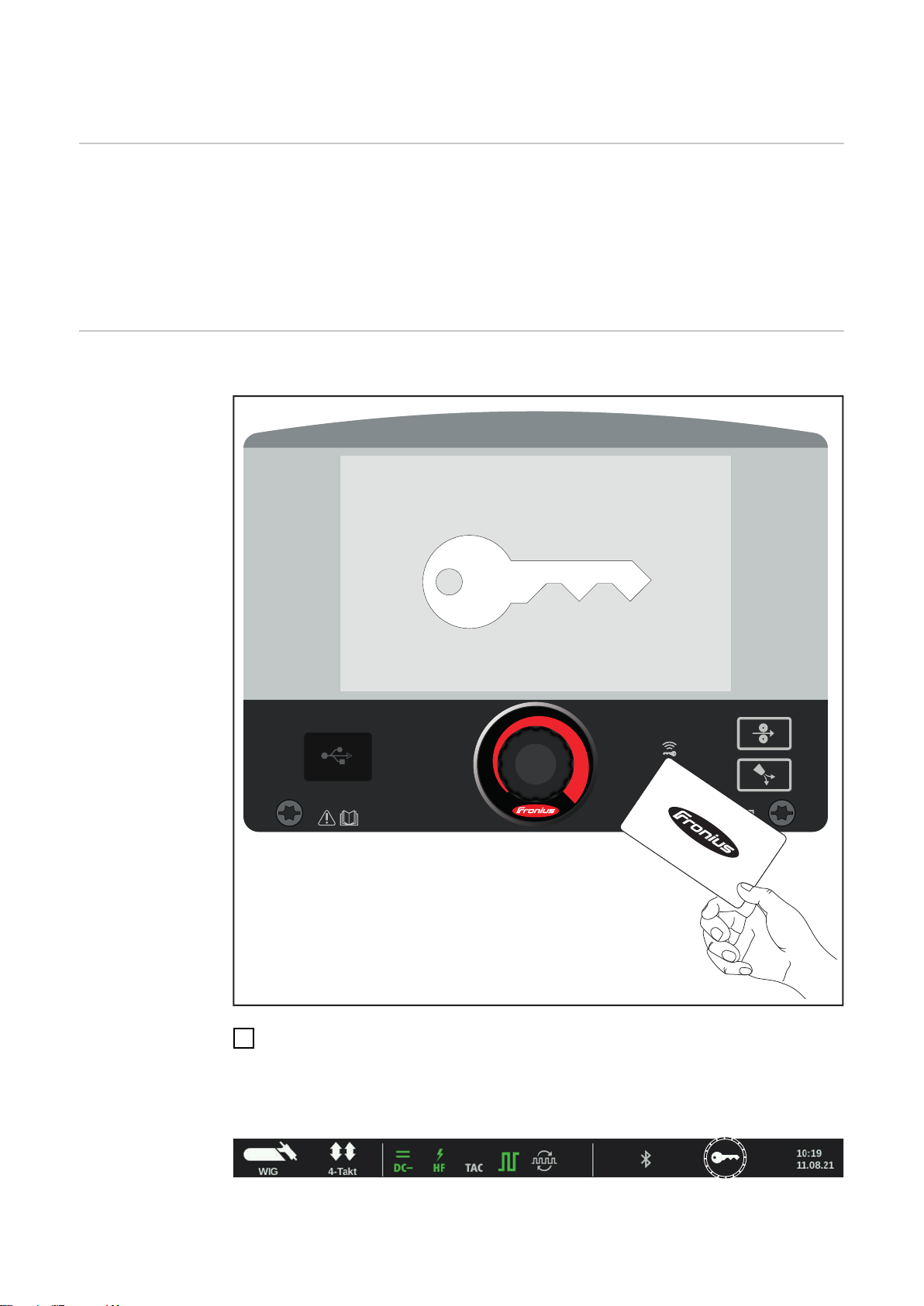
使用 NFC 钥匙锁定/解锁电源
概要 NFC 钥匙 = NFC 卡或 NFC 钥匙环
可使用 NFC 钥匙锁定电源,以防止未经授权的访问或擅自更改焊接参数等行为。
利用控制面板上的非接触式系统可以锁定/解锁电源。
必须先开启电源,之后才能对其进行锁定或解锁操作。
使用 NFC 钥匙锁
定/解锁电源
锁定电源
52
将 NFC 钥匙置于 NFC 钥匙读取区上方
1
显示屏上会短暂显示钥匙标志。
钥匙标志随后会显示在状态栏中。

电源现已锁定。
通过选择拨盘只能查看和设置焊接参数。
如果操作员试图访问一个锁定的功能,则会显示相应的消息。
解锁电源
将 NFC 钥匙置于 NFC 钥匙读取区上方
1
显示屏上会短暂显示交叉钥匙标志。
钥匙标志不再显示于状态栏中。
所有电源功能会再次变为可用,不受任何限制。
注意!
有关电源锁定的详细信息,请参见第 214 页的“默认 - 管理”部分。
ZH
53

54

TIG
55

56

系统组件
(8)
(9)
(1)
(2b)
(3)
(4)
(5)
(6)
(7)
(2a)
系统组件
ZH
(1) 冷却器
(2a) iWave DC 电源
(2b) iWave AC/DC 电源
(3) 接地电缆
(4) 移动小车和气瓶固定架
(5) 转向销支架
(6) 冷焊丝送丝机
(7) 焊枪
(8) 遥控器
(9) 脚踏式遥控器
冷却器说明 建议在以下情况中使用冷却器:
-
JobMaster TIG 焊枪
-
机器人模式
-
综合管线长度大于 5 m
-
TIG AC 焊
-
在较高的功率范围内进行的常规焊接
冷却器通过焊接电源供电。如果焊接电源的总开关拨到“I”位,则表示冷却器准备就绪。
有关冷却器的更多信息请参阅冷却器的操作说明书。
其他系统组件(未显示):
-
冷焊丝送丝机
-
MIG/MAG 送丝机
-
MIG/MAG 焊枪
-
双头送丝机支架
-
综合管线
-
加长综合管线
-
机器人接口
57

TIG 焊接最低配备
TIG 交流焊接最低
配备
TIG 直流焊接最低
配备
-
iWave AC/DC 电源
-
接地电缆
-
TIG 焊枪
-
带气体压力调节器的保护气体供应
-
视应用场合而定的填充金属
-
电源
-
接地电缆
-
TIG 焊枪
-
带气体压力调节器的保护气体供应
-
视应用场合而定的填充金属
58

TIG 焊接工艺
TIG DynamicWire 使用 TIG DynamicWire 时将测量工件和焊丝之间的电压,以主动控制送丝机。
焊丝速度自动适应电流强度、弧长、焊缝类型或要桥接的间隙。
TIG DynamicWire 适用于 Synergic 操作。电流和送丝速度不必单独设置。
送丝速度可通过“TIG 焊丝校正”工艺参数进行优化。
TIG DynamicWire 焊接产品包提供了最常见填充金属的特性数据。
ZH
59

调试
安全标识
电流存在危险。
此时可能导致严重的人身伤害和财产损失。
▶
▶
▶
由设备内导电粉尘产生的电流存在危险。
此时可能导致严重的人身伤害和财产损失。
▶
概要 在手动水冷 TIG 焊接应用的基础上介绍了 TIG 焊接电源的启动方法。
通过下图可以概览各个系统组件组装到一起的方法。
有关各个步骤的详细信息,请参阅对应系统组件的操作说明书。
危险!
在开始工作之前,关闭所有相关的设备和部件,并将它们同电网断开。
保护所有相关设备和部件以使其无法重新开启。
打开设备后,使用合适的测量仪器检查带电部件(如电容器)是否已放电。
危险!
仅在安装有空气滤清器的情况下才能操作本设备。空气滤清器达到 IP 23 防护等级所
需的极为重要的安全装置。
60

组装系统组件(概
5
2
3
1
4x
4
览)
注意!
有关安装和连接系统组件的更多详细信息,请参阅系统组件的相应操作说明书。
iWave DC 电源
ZH
61

iWave AC/DC 电源
6
2
1
3
4
4x
5
62

连接气瓶
4
3
4
6
5
7
危险!
气瓶翻倒可能会造成严重的人身伤害和财产损失。
将气瓶放置在坚实、平整的表面上以使其保持平稳。
▶
紧固气瓶以防止其翻倒:将安全带固定在气瓶上部高处。
▶
切勿将安全带固定到气瓶颈部。
▶
请遵守气瓶制造商的安全规程。
▶
1
2
ZH
将气瓶放置在移动小车的基座上
将安全带固定到气瓶上部(但不要固定
到气瓶颈部)以防止气瓶翻倒
取下气瓶保护盖
3
快速打开气瓶阀以清除所有污垢
4
检查压力调节器上的封印
5
将压力调节器旋拧到气瓶上并将其紧固
6
当使用配有集成式保护气体接口的 TIG 焊
枪时:
使用气管将气体压力调节阀和保护气体
7
接口连接至电源后部
拧紧气管的锁紧螺母
8
当使用未配备集成式保护气体接口的 TIG
焊枪时:
将 TIG 焊枪的气管连接至气体压力调节
6
器
63
注意!
有关使用多控式 (MC) 冷却器时的保护气体接口,请参阅冷却器的操作说明书。
将焊枪连接至电源
和冷却器
注意!
请勿针对 TIG DC 焊接电源(颜色编码:绿色)使用纯钨极。
注意!
每次启动前:
检查焊枪接口处的 O 形圈,
▶
检查冷却剂液位
▶
按照焊枪操作说明书将零件安装到焊枪上
1
2
重要!请在焊接期间定期检查冷却剂流量。
64

与工件构成接地连
1
3
2
接
注意!
在建立接地连接时,请注意以下几点:
为每个电源使用单独的接地电缆
▶
使焊枪综合管线和接地电缆尽可能靠近并保持尽可能长的时间
▶
对各个电源的焊接电路进行物理隔离
▶
切勿平行敷设多条接地电缆;
▶
如果平行敷设无法避免,那么请在各焊接电路间至少保持 30 cm 的距离
使接地电缆尽可能短,并使用横截面较大的电缆
▶
切勿使接地电缆交叉
▶
避免在接地电缆和综合管线之间使用铁磁性材料
▶
切勿卷起长接地电缆,否则会产生电磁效应!
▶
将长接地电缆敷设成环形
ZH
切勿在铁管、金属电缆托盘中或钢梁上敷设接地电缆,避免使用电缆管道;
▶
(但可将正极电缆和接地电缆同时敷设在铁管内)
如果使用多条接地电缆,请尽可能远地分开部件的接地点,且不允许在各电弧下出现
▶
交叉电流路径。
使用补偿式综合管线(带综合接地电缆的综合管线)
▶
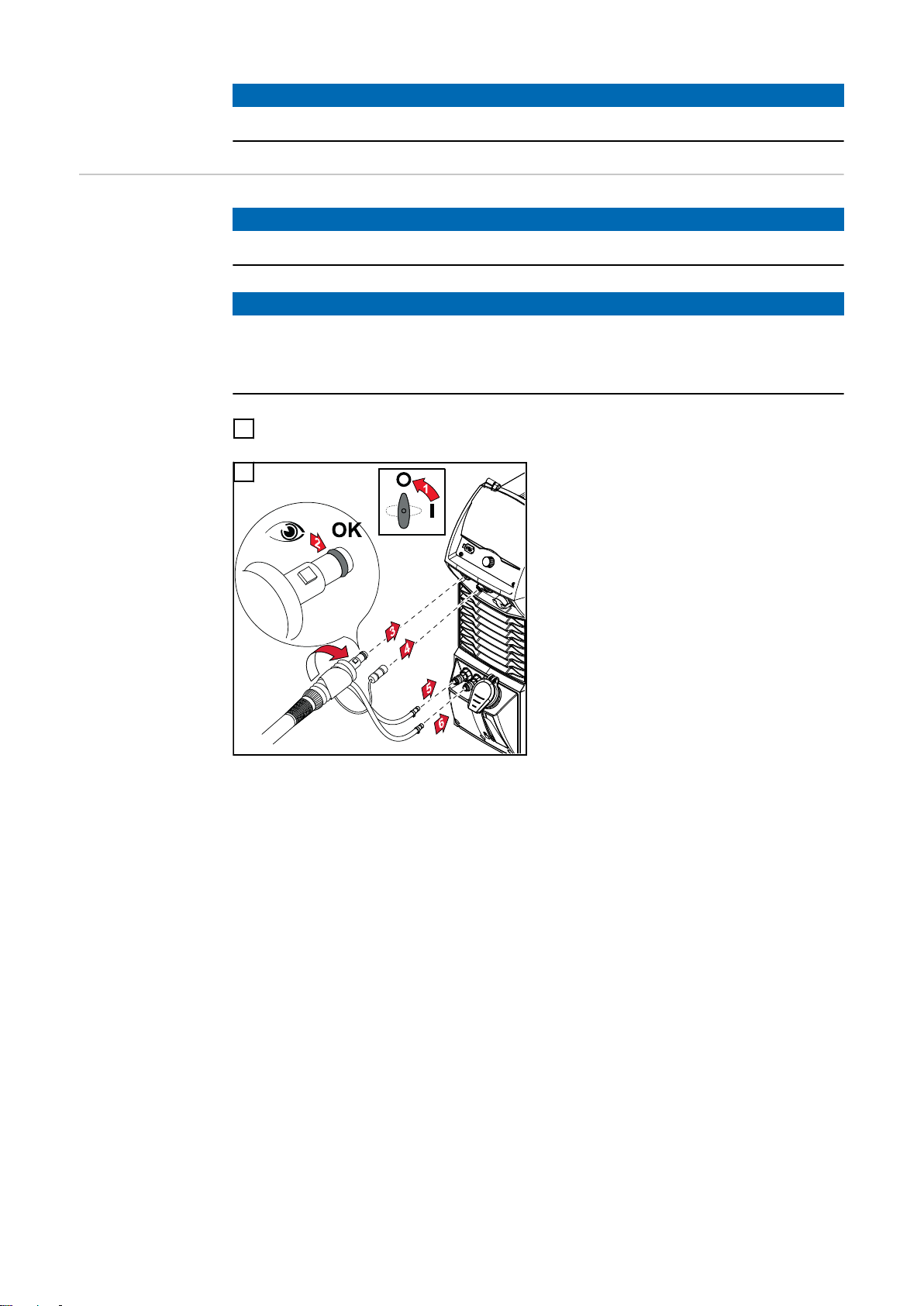
将电源开关设置为 - O -
1
2
65
其他活动 用于 TIG 冷焊丝送丝机
在移动小车上安装 TIG 焊接所需的部件(例如,转向销支架等)
1
将控制线路连接至送丝机
2
将控制线路连接至电源前部的 TMC 插座
3
仅当送丝机具有 OPT/i CWF TMC 焊枪选件时:
4
使用综合管线将送丝机连接到电源
将冷焊丝送丝机安装到 TIG 焊枪上
5
将送丝管连接至送丝机
6
将适用于 TIG 应用的送丝轮插入送丝机
7
在焊枪上安装适用于 TIG 应用的磨损部件
8
将焊丝盘或篮形焊丝盘及转接器插入送丝机中
9
注意!
有关安装或连接 TIG 部件的详细信息,请参阅相应系统组件的安装说明书和操作说明
书。
将电源连接至电网后开启
10
送入焊丝
11
设置压紧力
12
调节制动装置
13
执行 R/L 校准
14
有关详细信息,请参阅自第 102 页起的内容。
66

TIG 模式
(1) (2) (3)
(4) (5)
ZH
安全
符号及其说明
危险!
误操作会导致危险。
此时可能导致严重的人身伤害和财产损失。
在使用此处所介绍的功能前,请务必完整阅读并充分理解本操作说明书。
▶
在使用此处所介绍的功能前,请务必完整阅读并充分理解有关系统组件的所有操作说
▶
明书,尤其是安全规程。
请遵守“设置菜单”部分中关于可用参数的设置、设置范围和测量单位的指南。
(1) 向后拉住焊枪起动装置 (2) 释放焊枪起动装置 (3) 短暂向后拉住焊枪起动装置 (< 0.5 s)
(4) 向前顶住焊枪起动装置 (5) 释放焊枪起动装置
GPr 提前送气
SPt 打点时间
I
S
I
E
t
UP
t
DOWN
I
1
I
2
GPO 滞后停气
起弧电流:
用低强度焊接电流小心预热以正确定位填充金属
收弧电流:
避免焊接结束时因蓄热造成母材局部过热。这样可以消除焊缝烧穿危险。
上升斜率:
起弧电流稳定增加,直至达到主电流(焊接电流)I
下降斜率:
焊接电流持续减小,直至达到收弧电流
主电流(焊接电流):
均匀地向母材输入热量,随着热量的累积,母材温度将随之升高
降低电流:
中途降低焊接电流,以防母材出现任何局部过热情况
1
67
二步模式
I
t
I
1
GPo
GPr t
DOWN
t
UP
I
t
I
1
GPr
I
S
t
DOWN
t
UP
I
E
I
2
GPo
I
1
*)
-
焊接:向后拉住焊枪起动装置
-
焊接结束:释放焊枪起动装置
二步模式
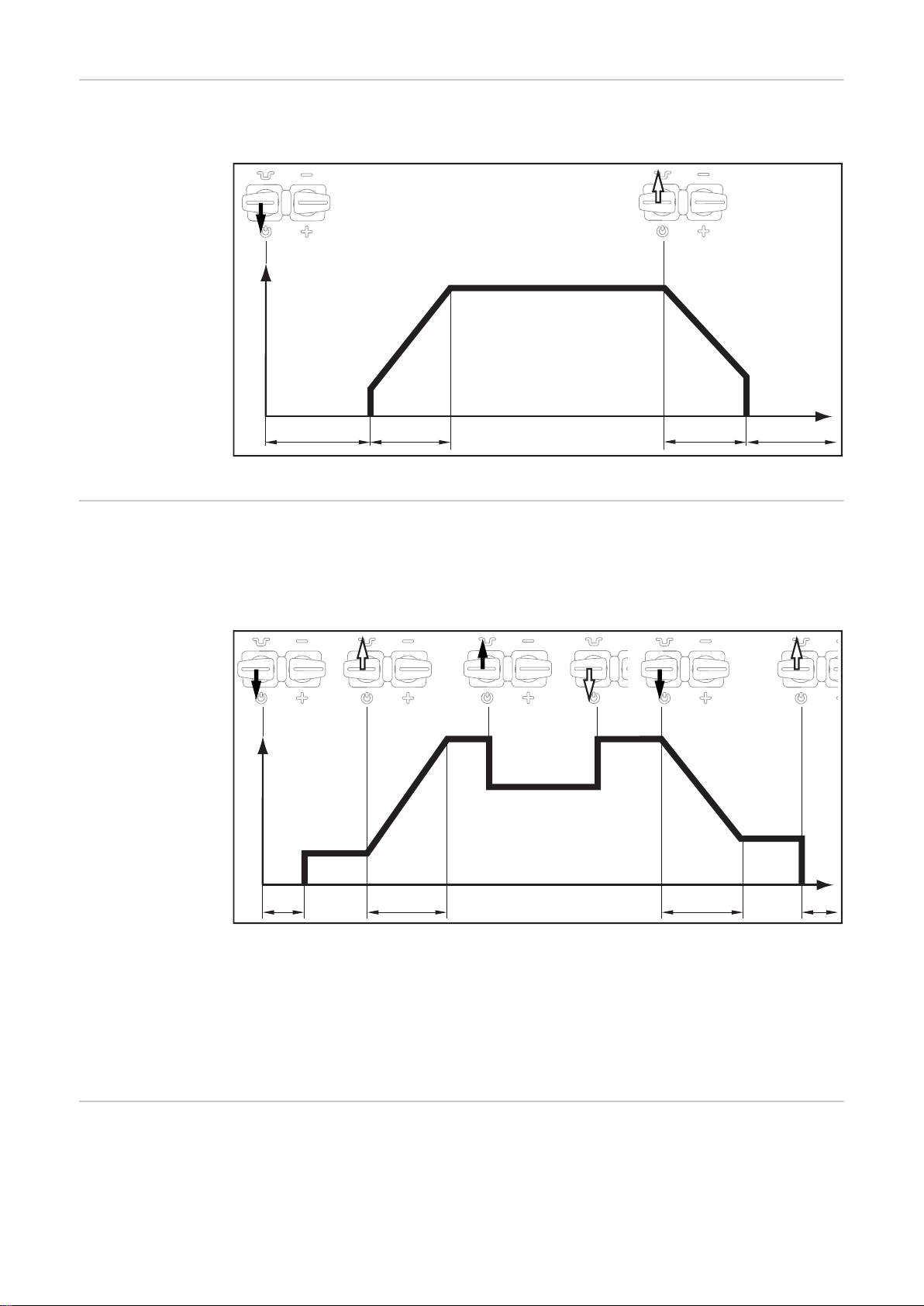
四步模式
-
以起弧电流 IS 开始焊接:向后拉住焊枪起动装置
-
以主电流 I1 进行焊接:释放焊枪起动装置
-
降至收弧电流 IE:向后拉住焊枪起动装置
-
焊接结束:释放焊枪起动装置
四步模式
*) 中途降低焊接电流
在主电流阶段将焊接电流降至指定的降低电流 I-2。
-
欲中途降低焊接电流,请向前推住焊枪起动装置
-
要恢复到主电流,请释放焊枪起动装置
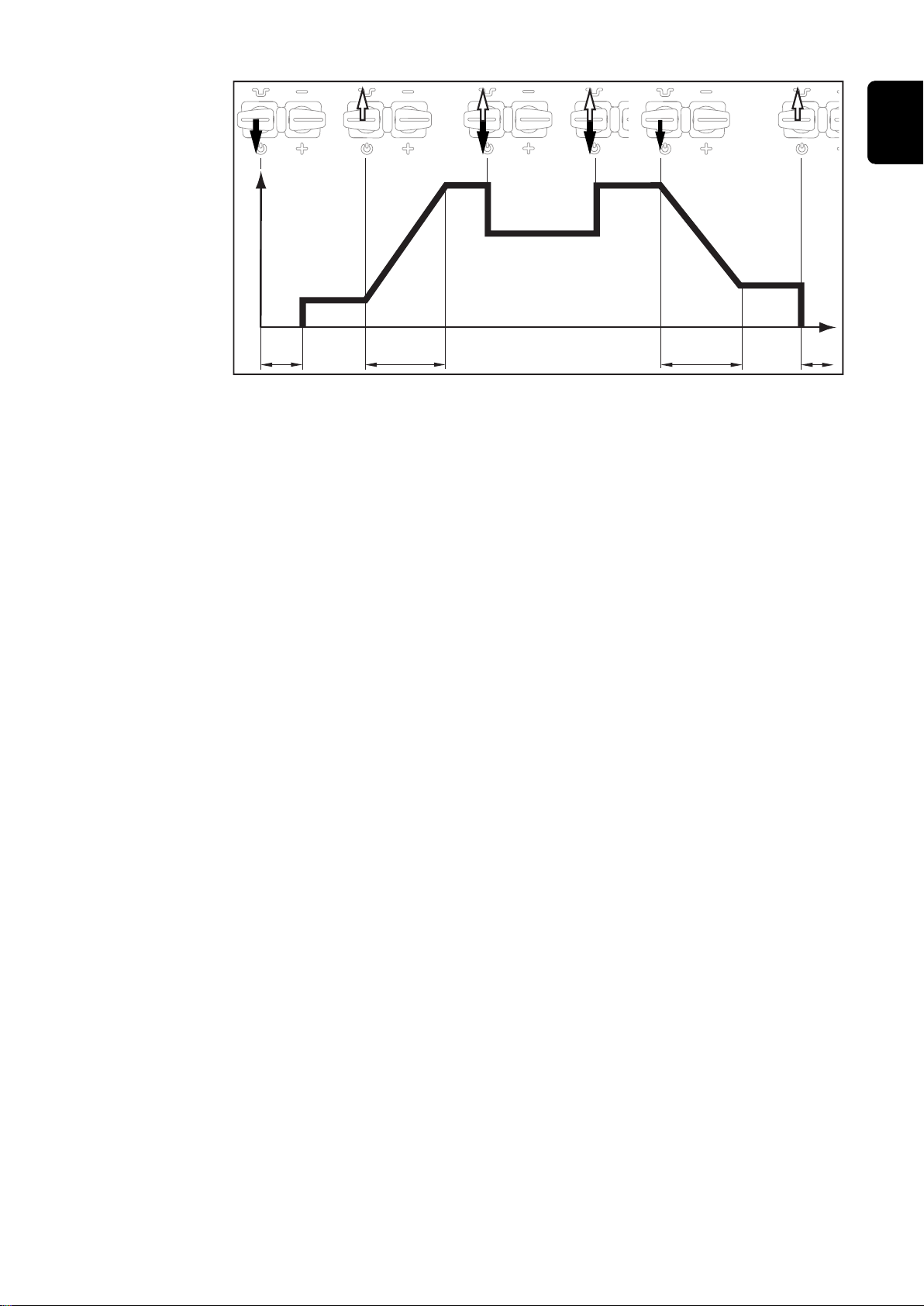
特殊
四脉冲模式:
版本 1
68
通过短暂向后拉动焊枪起动装置可中途降低至设定的降低电流 I2。再次短暂向后拉动焊枪
起动装置可恢复主电流 I1。
I
t
I
1
GPr
I
S
t
down
I
E
GPo
I
1
I
2
t
up
特殊四脉冲模式:版本 1
可通过以下参数设置激活特殊四脉冲模式的版本 1:
工艺参数/常规/双脉冲设置
-
起弧电流时间 = 关
-
收弧电流时间 = 关
工艺参数/常规/四脉冲设置
-
降低电流斜度 1 = 关
-
降低电流斜度 2 = 关
ZH
工艺参数/引弧和操作模式/操作模式设置
-
通过焊枪起动装置的 I2 = 开
-
降低电流按键功能 = I2
69
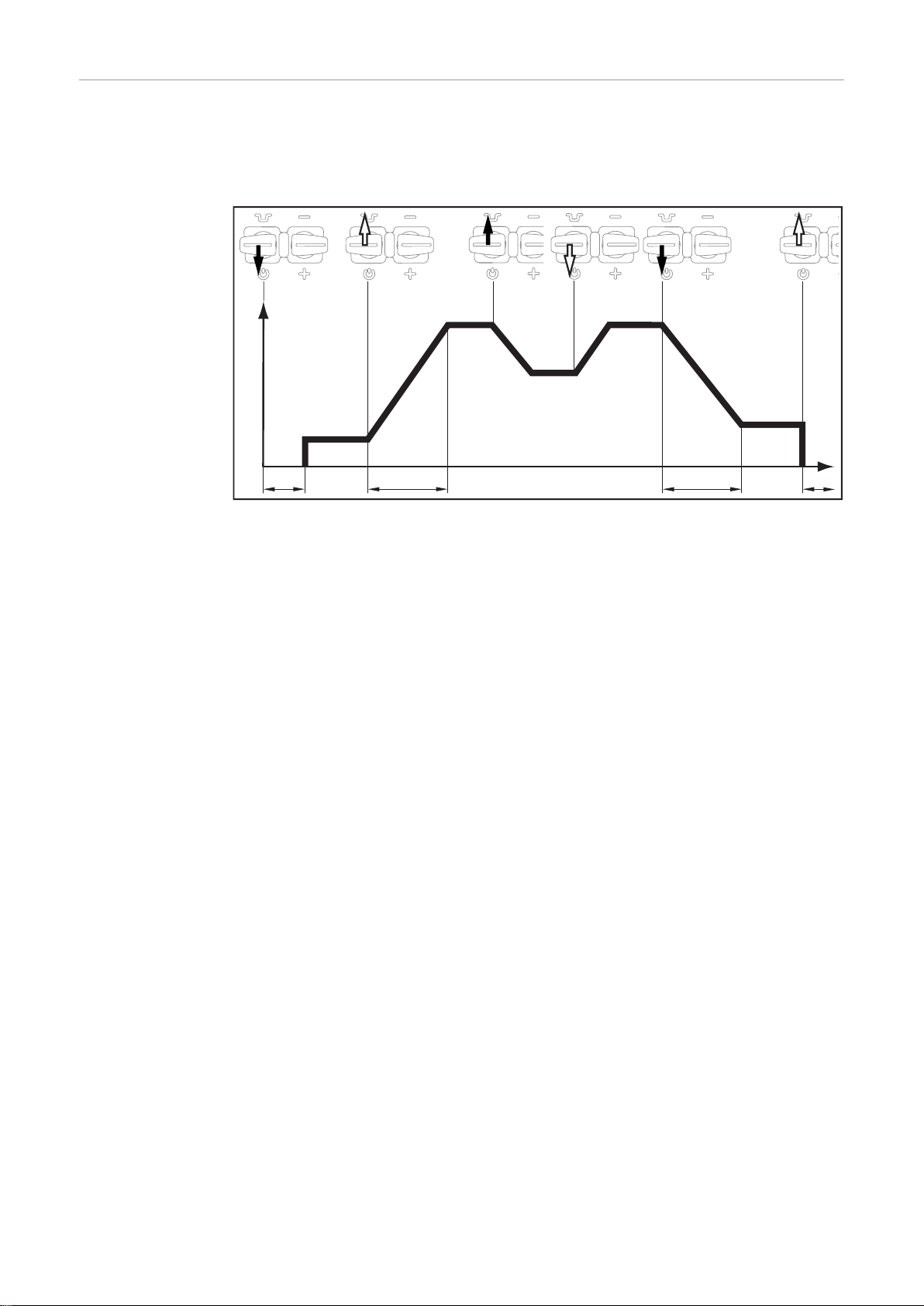
特殊四步模式:
I
t
I
1
GPr
I
S
t
down
I
E
GPo
I
1
I
2
t
up
版本 2
在版本 2 中,还可通过所设置的降低电流斜度 1/2 值实现中途降低焊接电流:
-
向前推动焊枪起动装置并保持此位置:焊接电流将按所设定的降低电流斜度 1 稳步下
降至所设置的降低电流值 I2。降低电流 I2 将持续至焊枪起动装置被释放。
-
释放焊枪起动装置后,焊接电流将按所设定的降低电流斜度 2 上升至主电流 I1。
特殊四步模式:版本 2
可通过以下参数设置激活特殊四步模式的版本 2:
工
艺参数/常规/二步设置
-
起弧电流时间 = 关
-
收弧电流时间 = 关
工艺参数/常规/四步设置
-
降低电流斜度 1 = 开
-
降低电流斜度 2 = 开
工艺参数/引弧和操作模式/操作模式设置
-
通过焊枪起动装置的 I2 = 关
-
降低电流按键功能 = I2
70
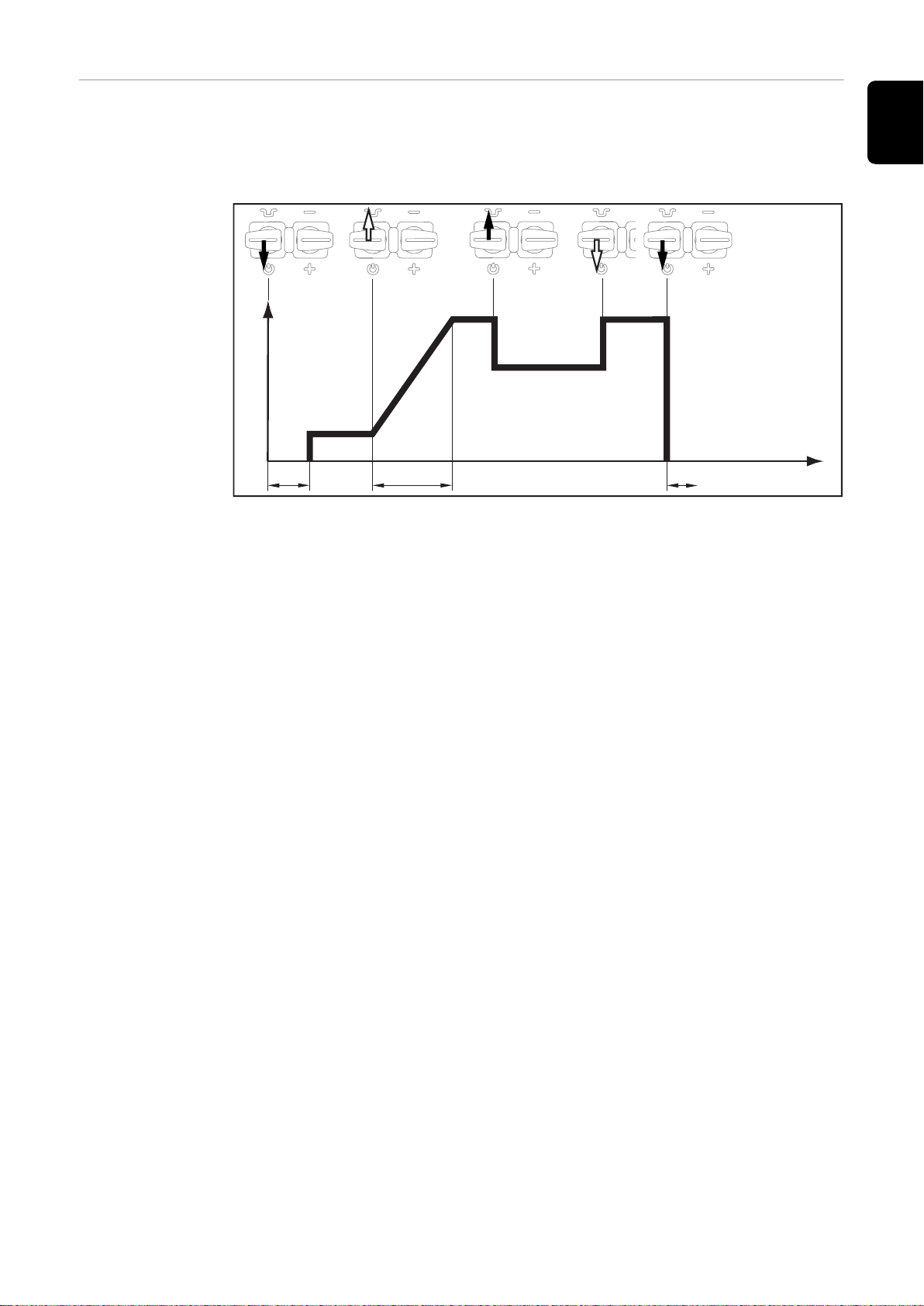
特殊四步模式:
I
t
I
1
GPr
I
S
GPo
I
1
I
2
t
up
版本 3
在版本 3 中,可通过向前推动焊枪起动装置并将其保持在此位置来触发焊接电流的中途降
低。释放焊枪起动装置后,可再次恢复主电流 I1。
向后拉动焊枪起动装置可在无下降斜率和收弧电流的情况下立即结束焊接。
特殊四步模式:版本 3
可通过以下参数设置激活特殊四步模式的版本 3:
ZH
工
艺参数/常规/二步设置
-
起弧电流时间 = 关
-
收弧电流时间 = 0.01 s
工艺参数/常规/四步设置
-
降低电流斜度 1 = 关
-
降低电流斜度 2 = 关
工艺参数/引弧和操作模式/操作模式设置
-
通过焊枪起动装置的 I2 = 关
-
降低电流按键功能 = I2
71
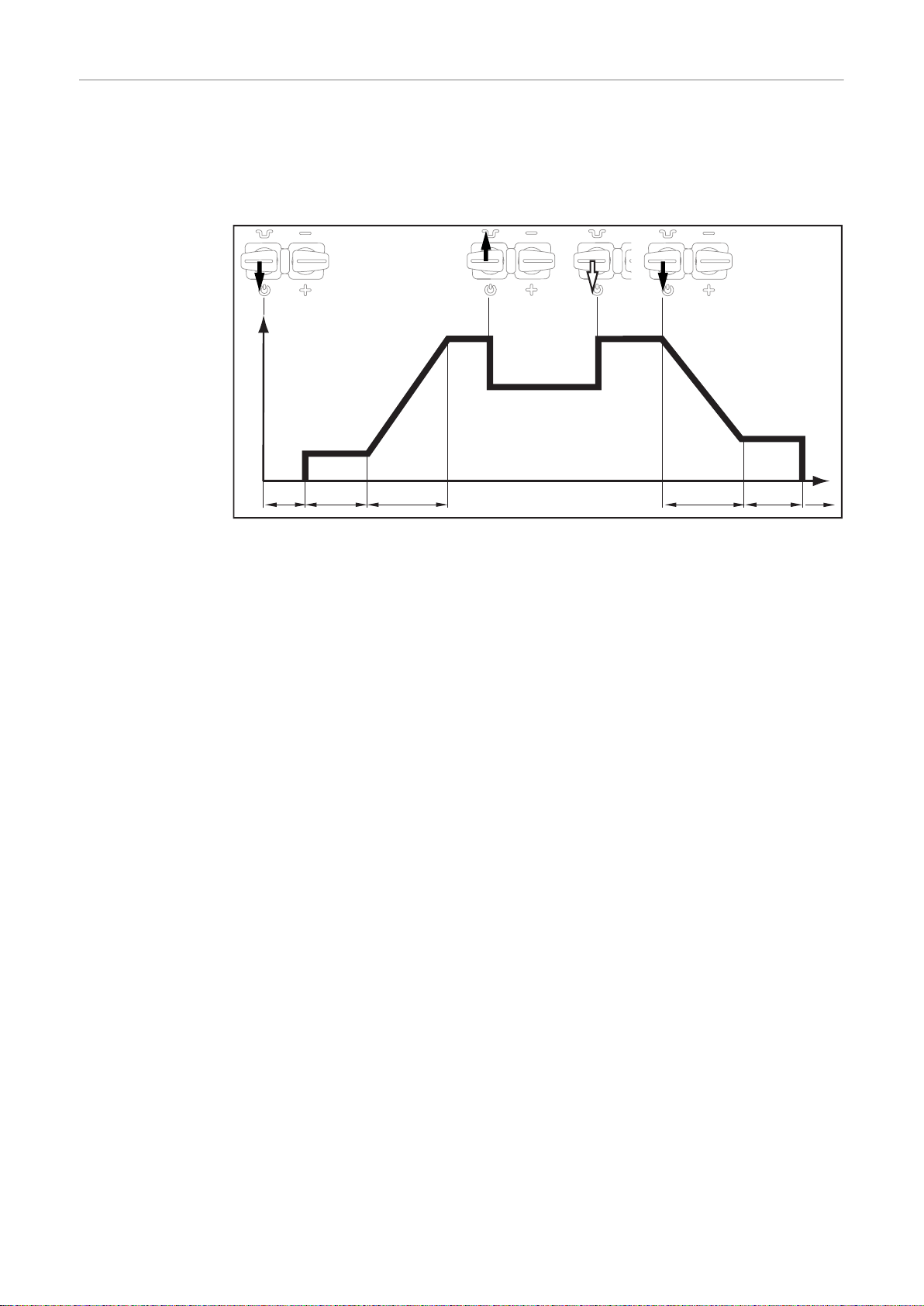
特殊四步模式:
I
t
I
1
GPr
I
S
t
down
I
E
GPo
I
1
I
2
t
up
t
E
t
S
版本 4
-
焊接开始:短暂向后拉动焊枪起动装置并释放 - 焊接电流按所设置的上升斜率从起弧
电流 IS 上升至主电流 I1。
-
向前推动焊枪起动装置并将其固定在此位置以实现中途降低焊接电流
-
释放焊枪起动装置后,可再次恢复主电流 I
-
焊接结束:快速向后拉动焊枪起动装置并释放
特殊四步模式:版本 4
1
可通过以下参数设置激活特殊四步模式的版本 4:
工
艺参数/常规/二步设置
-
起弧电流时间 = 开
-
收弧电流时间 = 开
工艺参数/常规/四步设置
-
降低电流斜度 1 = 关
-
降低电流斜度 2 = 关
工艺参数/引弧和操作模式/操作模式设置
-
通过焊枪起动装置的 I2 = 关
-
降低电流按键功能 = I2
72

特殊四步模式:
GPr t
down
GPo
t
up
I
t
I
1
I
S
I
E
I1 >
I1 <
版本 5
版本 5 允许在不使用 Up/Down 焊枪的情况下增加和减小焊接电流。
-
焊接期间焊枪起动装置向前按下得越长,焊接电流增加得越大(不超过最大值)。
-
释放焊枪起动装置后,焊接电流保持恒定。
-
焊枪起动装置向前按下得越长,焊接电流降低得越大。
特殊四步模式:版本 5
可通过以下参数设置激活特殊四步模式的版本 5:
ZH
工
艺参数/常规/二步设置
-
起弧电流时间 = 关
-
收弧电流时间 = 关
工艺参数/常规/四步设置
-
降低电流斜度 1 = 关
-
降低电流斜度 2 = 关
工艺参数/引弧和操作模式/操作模式设置
-
通过焊枪起动装置的 I2 = 关或开
-
降低电流按键功能 = I1
73

特殊四步模式:
GPr
t
down
GPo
t
up
I
I
1
I
S
I
E
I
1
I
1
I
2
t
< 0,5 s
< 0,5 s
< 0,5 s
< 0,5 s
> 0,5 s
版本 6
-
以起弧电流 IS 和上升斜率开始焊接:向后拉动焊枪起动装置,并将其固定在此位置
-
中途降低至 I2 并由 I2 变回主电流 I1:短按 (< 0.5 s) 并释放焊枪起动装置
-
结束焊接工艺:长按 (> 0.5 s) 并释放手焊枪起动装置。
该过程将在下降斜率阶段和收弧电流阶段结束后自动终止。
如果在下降斜率或收弧电流阶段短按 (< 0.5 s) 并释放焊枪起动装置,则会启动主电流的上
升斜率并继续焊接工艺。
特殊四步模式:版本 6
可通过以下参数设置激活特殊四步模式的版本 6:
工
艺参数/常规/二步设置
-
起弧电流时间 = 关
-
收弧电流时间 = 开
工艺参数/常规/四步设置
-
降低电流斜度 1 = 关
-
降低电流斜度 2 = 关
工艺参数/引弧和操作模式/操作模式设置
-
通过焊枪起动装置的 I2 = 开
-
降低电流按键功能 = I2
74

点焊
I
t
I
1
GPr
t
UP
t
DOWN
SPt
GPo
-
焊接:短暂向后拉动焊枪起动装置
焊接持续时间与打点时间设置参数中输入的值相对应。
-
焊接工艺提前结束:再次向后拉动焊枪起动装置
ZH
75

TIG 焊
4
2
3
5
4
4
安全
TIG 焊接
危险!
误操作和工作不当时存在危险。
此时可能导致严重的人身伤害和财产损失。
仅接受过技术培训且有资质人员方可执行本文档中所述的全部操作和功能。
▶
完整阅读并充分理解本文档。
▶
阅读并理解本设备以及全部系统组件的所有安全规程和用户文档。
▶
危险!
电流存在危险。
此时可能导致严重的人身伤害和财产损失。
在开始工作之前,关闭所有相关的设备和部件,并将它们同电网断开。
▶
保护所有相关设备和部件以使其无法重新开启。
▶
打开设备后,使用合适的测量仪器检查带电部件(如电容器)是否已放电。
▶
小心!
电击可能会造成人身伤害和财产损失。
当电源开关切换至 I 位置时,焊枪的钨极处于通电状态。
确保钨极不会碰触到任何人、导电零件或接地零件(例如壳体等)。
▶
将电源开关设置为 - I -
1
选择“Welding process”(焊接工艺)
2
选择“Process”(工艺)
3
随即会显示可用焊接工艺概览。
76
选择“TIG”或“TIG-Coldwire”或“DynamicWire”
4

选择“Mode”(模式)
6
7
5
随即会显示操作模式概览。
选择所需操作模式
6
ZH
仅适用于冷焊丝和 DynamicWire 应用:
7
选择并设置“填充金属”
选择“TIG 焊接”
8
随即会显示 TIG 焊接参数。
转动选择拨盘(或触摸指示栏上的焊接参数符号):选择焊接参数
9
按动选择拨盘
10
参数值以蓝色突出显示,现可对其加以更改。
转动选择拨盘:更改参数值
11
根据需要为焊接系统上的用户或应用程序特定设置选择工艺参数
12
打开气瓶阀
13
按下“气体检测”键
14
提前送气测试最多持续 30 秒。再次按下该键可提前终止气流。
转动压力调节阀底部的调整螺钉,直到压力表显示所需的保护气体量
15
开始焊接工艺(起弧)
16
注意!
某些情况下,在某个系统组件(如送丝机或遥控器)的已设置焊接参数可能无法在电源的
控制面板上进行更改。
77

用于 TIG 焊接的焊
接参数
AC 用于 TIG 交流焊接的焊接参数
DC- 用于 TIG 直流焊接的焊接参数
起弧电流 (AC / DC-)
起弧电流:双脉冲模式 | 四脉冲模式
设置范围:0 - 200%(主电流)
出厂设置:50 %
重要!TIG 交流焊接和 TIG 直流焊接的起弧电流将分别存储。
上升斜度 (AC / DC-)
上升斜度:双脉冲模式和点焊 | 四脉冲模式
设置范围:关;0.1 - 30.0 s
出厂设置:0.5 s
重要!存储的上升斜率值适用于双脉冲和四脉冲模式。
主电流 I1 (AC / DC-)
流:双脉冲模式和点焊 | 四脉冲模式
主电
设置范围:
iWave 300i DC,iWave 300i AC/DC: 3 - 300 A
iWave 400i DC,iWave 400i AC/DC:3 - 400 A
iWave 500i DC,iWave 500i AC/DC:3 - 500 A
出厂设置:-
78

重要!对于具有 Up/Down 功能的焊枪,可以在设备待机时选择整个设置范围。
Slope1 Slope2
I
I < 100 %
I > 100 %
Slope1
Slope2
降低电流 I2 (AC / DC-)
仅适于四脉冲模式
降低电流 I2 < 主电流 I1 | 降低电流 I2 > 主电流 I
设置范围:0 - 250 %(主电流 I1)
出厂设置:50 %
I2 < 100%
短期内适当减小焊接电流
(例如在焊接工艺中更换焊丝时)
I2 > 100%
短期内适当增加焊接电流
(例如以较大功率焊接定位焊点时)
ZH
1
可在工艺参数中设置斜度 1 和斜度 2 的值。
下降斜率 (AC / DC-)
降斜率:双脉冲模式和点焊 | 四脉冲模式
下
设置范围:关;0.1 - 30.0 s
出厂设置:1.0 s
重要!存储的下降斜率值适用于双脉冲和四脉冲模式。
79
收弧电流 (AC / DC-)
收弧电流:双脉冲模式和点焊 | 四脉冲模式
设置范围:0 - 100 %(主电流)
出厂设置:30 %
80
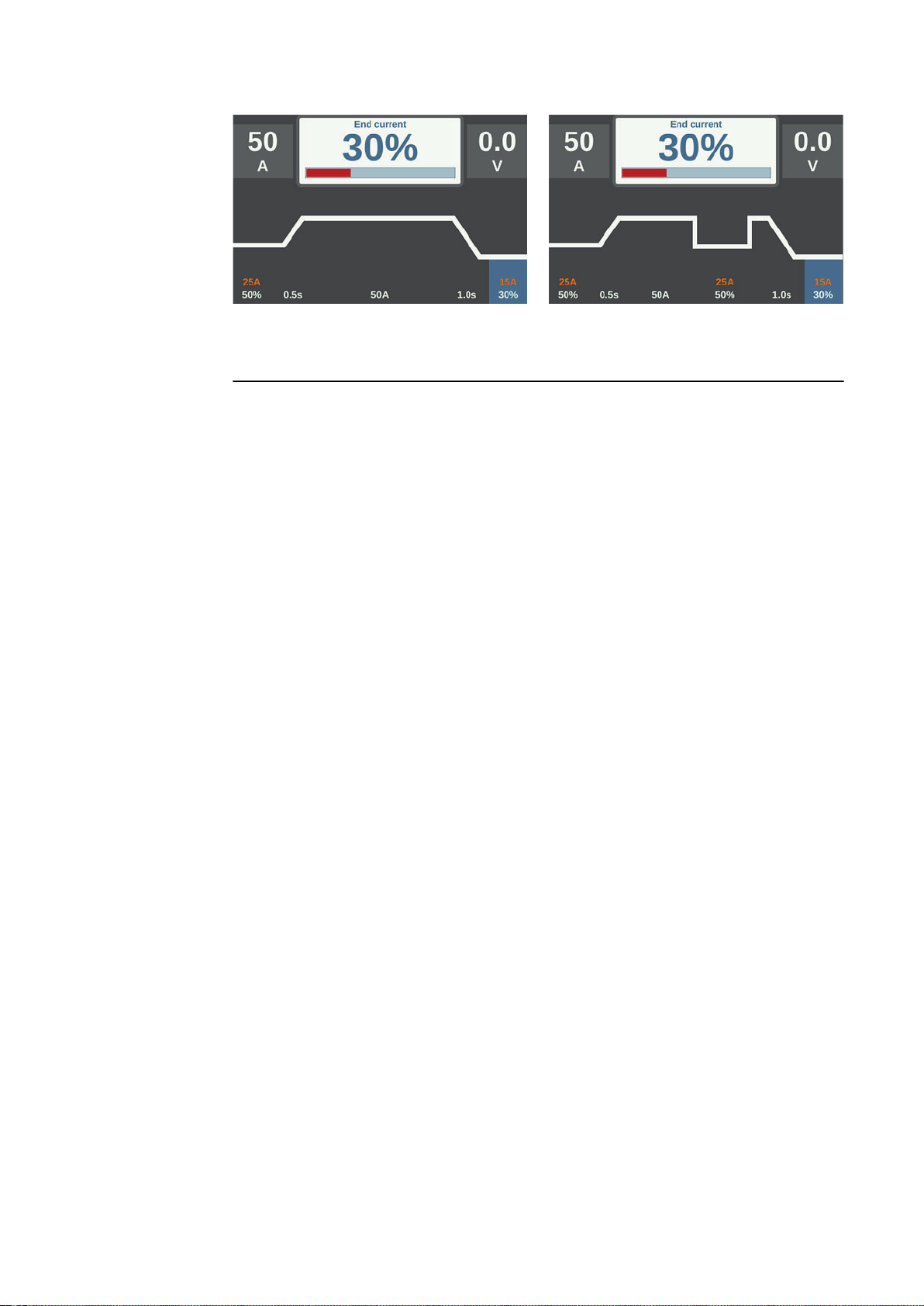
AC 平衡 (AC)
+
-
t (s)
I (A)
35% 50% 15%
DC- AC
仅适用于 iWave AC/DC
平衡 = 15% 平衡 = 35 %
平衡 = 50 %
ZH
设置范围:15 - 50 %
出厂设置:35 %
15:熔化能力最强,清洗效果最差
50:清洗效果最佳,熔化能力最差
平衡对电流的影响:
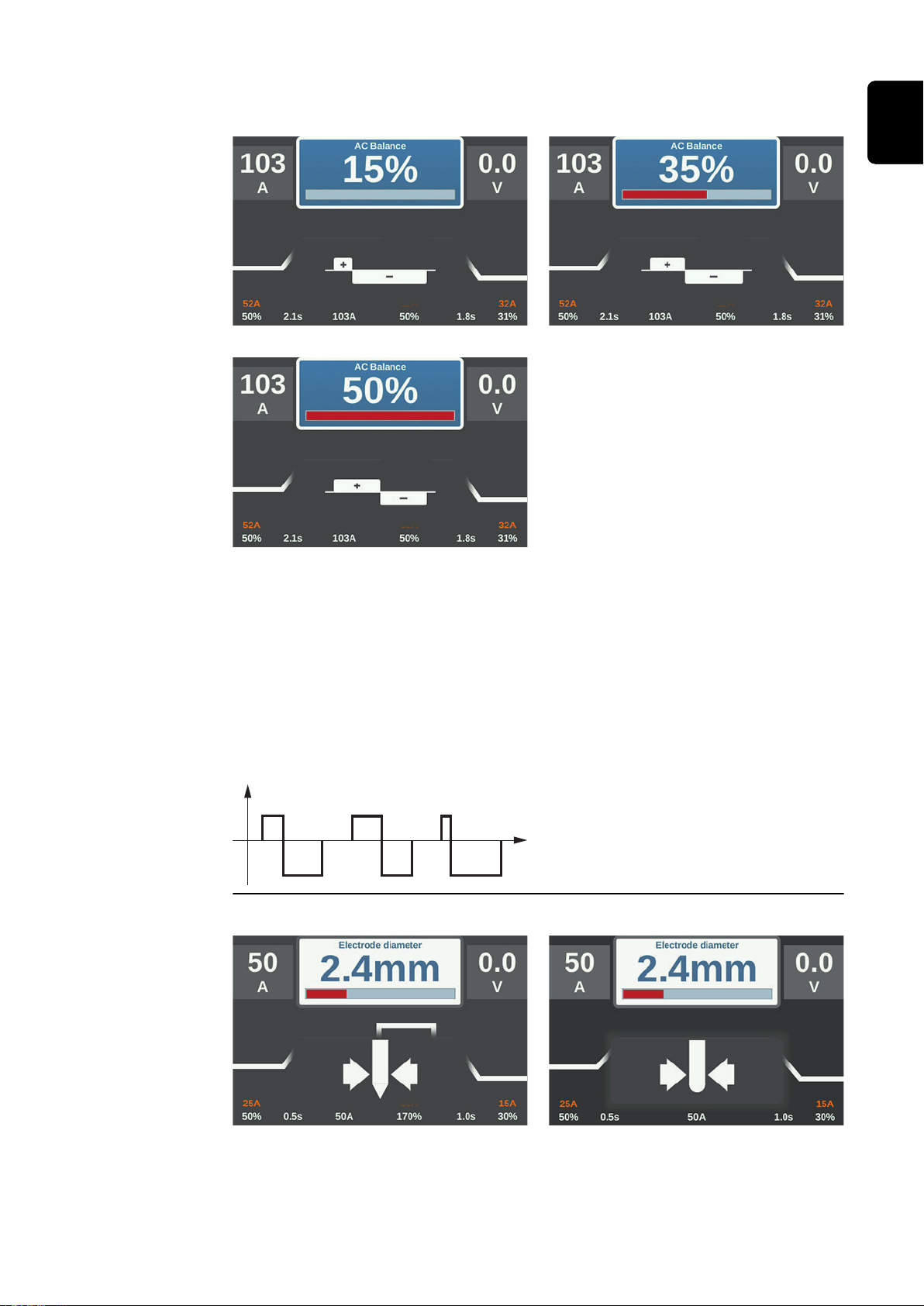
焊条直径 (AC / DC-)
设置范围:关;1.0 - 6.4 mm
出厂设置:2.4 mm
81

削球 (AC)
(2)(1)
仅适用于 iWave AC/DC
设置范围:关/开
出厂设置:关
关
自动削球功能停用
开
对于所输入的钨极直径,理想截球形会在焊接开始期间形成。
自动削球功能随后会被重置并禁用。
(1) ... 引弧前
(2) ... 引弧后
对于每个钨极,必须分别激活削球功能。
注意!
如果钨极上已经形成了足够大的截球形,则无需自动削球功能。
极性 (AC)
仅适用于 iWave AC/DC
危险!
MultiProzess-PRO 电源和现有双头送丝机 WF 25i Dual 施加的焊接电位可能导致危险!
此时可能导致严重的人身伤害和财产损失。
先断开双头送丝机与焊接系统的连接,然后再将极性设置为 AC!
▶
82

设置范围:DC- / AC
出厂设置:DC-
极性
注意!
欲添加更多焊接参数,请转至默认/视图/参数视图设置。
有关详细信息,请参阅自第 202 页起的内容。
▶
ZH
83

引弧
概要 为确保在 TIG 交流焊接期间获得最佳的引弧顺序,TIG 交流/直流电源会考虑以下因素:
-
钨极的直径
-
钨极的当前温度,兼顾之前的焊接时间和中断
使用高频引弧
(高频引弧)
小心!
存在因电击造成人身伤害的风险
虽然伏能士设备符合所有相关标准,但高频引弧在某些情况下会导致明显但无害的触电
感。
请穿戴规定的防护服,尤其是防护手套!
▶
仅使用合适且完好无损的 TIG 中继线!
▶
切勿在潮湿环境中作业!
▶
在脚手架、工作台、别位焊接或紧密、难以接近或暴露的区域内作业时要格外小心!
▶
在工艺参数/引弧参数下将高频引弧设置参数设置为“开”时,将激活高频引弧。
状态栏上的高频引弧指示灯将点亮。
与接触引弧不同,高频引弧期间没有污染钨极和工件的危险。
高频引弧程序:
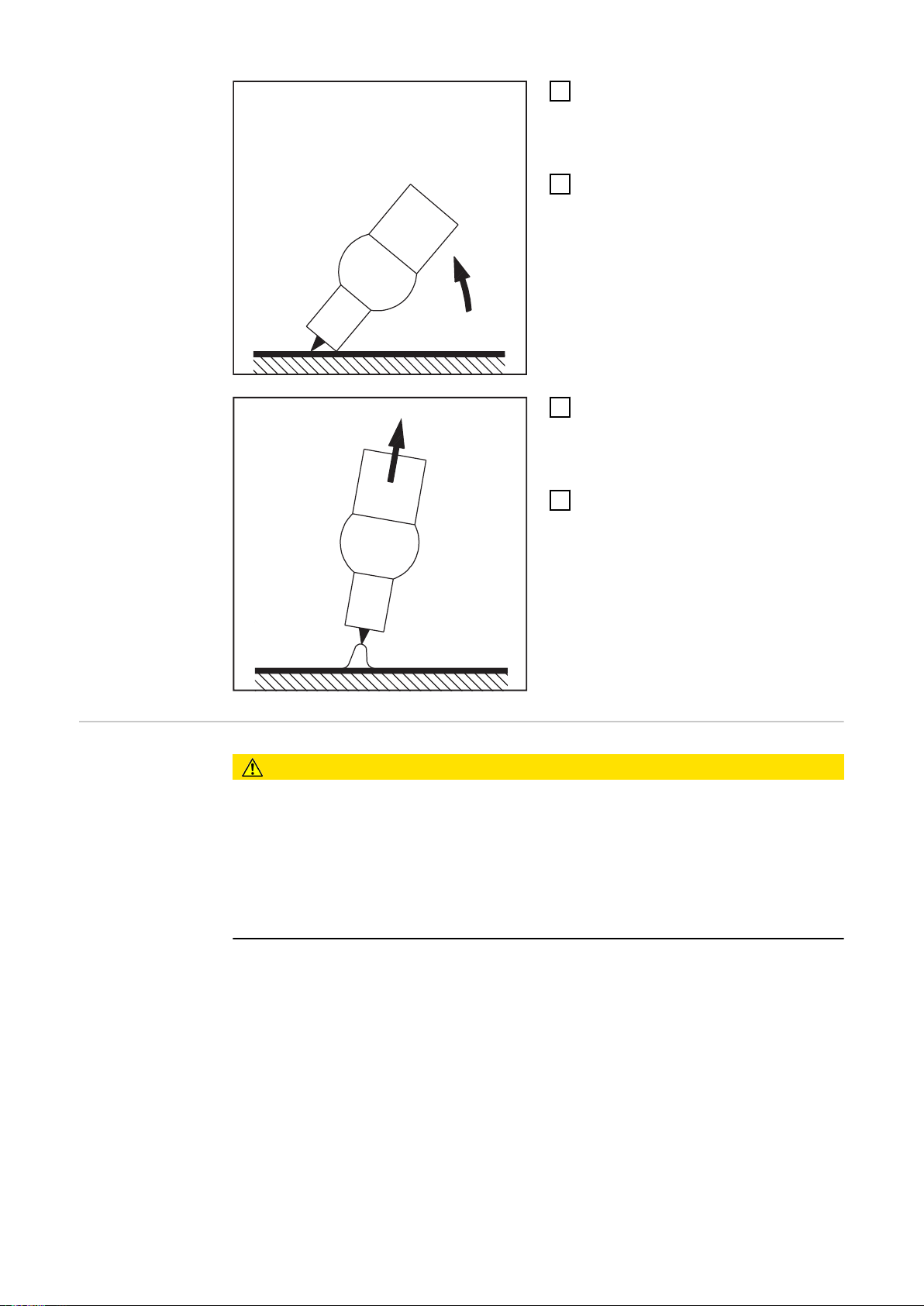
将气体喷嘴放置于引弧位置,确保钨极
1
与工件之间的间隙约为 2 到 3 mm
(5/64 - 1/8 in.)。存在间隙。
84

根据所选操作模式,增加焊枪的倾角并
2
按下焊枪起动装置
电弧将在不与工件接触的情况下引燃。
将焊枪倾斜到正常位置
3
进行焊接
4
ZH
接触引弧 如果将高频引弧设置参数设置为关,则高频引弧会被禁用。当工件与钨极发生接触时,电
弧将引燃。
使用接触引弧来引燃电弧的程序:
将气体喷嘴放置于引弧位置,确保钨极
1
与工件之间的间隙约为 2 到 3 mm
(5/64 至 1/8 in.)。存在间隙
85
按下焊枪起动装置
2
保护气体流出
逐渐向上倾斜焊枪,直至钨极接触到工
3
件
提升焊枪并将其旋转到其正常位置
4
电弧引燃。
进行焊接
5
通过高频接触引弧
(接触式高频引
弧)
小心!
存在因电击造成人身伤害的风险
虽然伏能士设备符合所有相关标准,但高频引弧在某些情况下会导致明显但无害的触电
感。
请穿戴规定的防护服,尤其是防护手套!
▶
仅使用合适且完好无损的 TIG 中继线!
▶
切勿在潮湿环境中作业!
▶
在脚手架、工作台、强迫体位、紧密、难以接近或暴露的区域内作业时要格外小心!
▶
用钨极短暂接触工件即可启动焊接工艺。高频引弧在所设定的高频引弧延迟时间结束后进
行。
86

电极过载 若钨极过载,则可能导致焊条材料脱落,从而使污染物进入熔池。
若钨极过载,则控制面板状态栏中的“电极过载”指示灯便会点亮。
是否配有“电极过载”指示灯取决于所设置的电极直径及焊接电流。
ZH
焊接结束
根据所设的操作模式松开焊枪键结束焊接
1
等待设定的滞后停气时间;焊枪保持在焊缝末端之上。
2
87

TIG 特殊功能
(1)
I [A]
t [s]
(2)
(3)
(4)
(5)
(6)
(7)
(8)
起弧超时功能 电源具有起弧超时功能。
按下焊枪起动装置后,会立即开始提前送气,然后启动引弧程序。如果在引弧参数下指定
的某一时间段内未形成电弧,则电源将自动关闭。
有关“引弧超时”参数的设置信息,请参阅自第 95.页起的工艺参数/引弧和操作模式设
置部分。
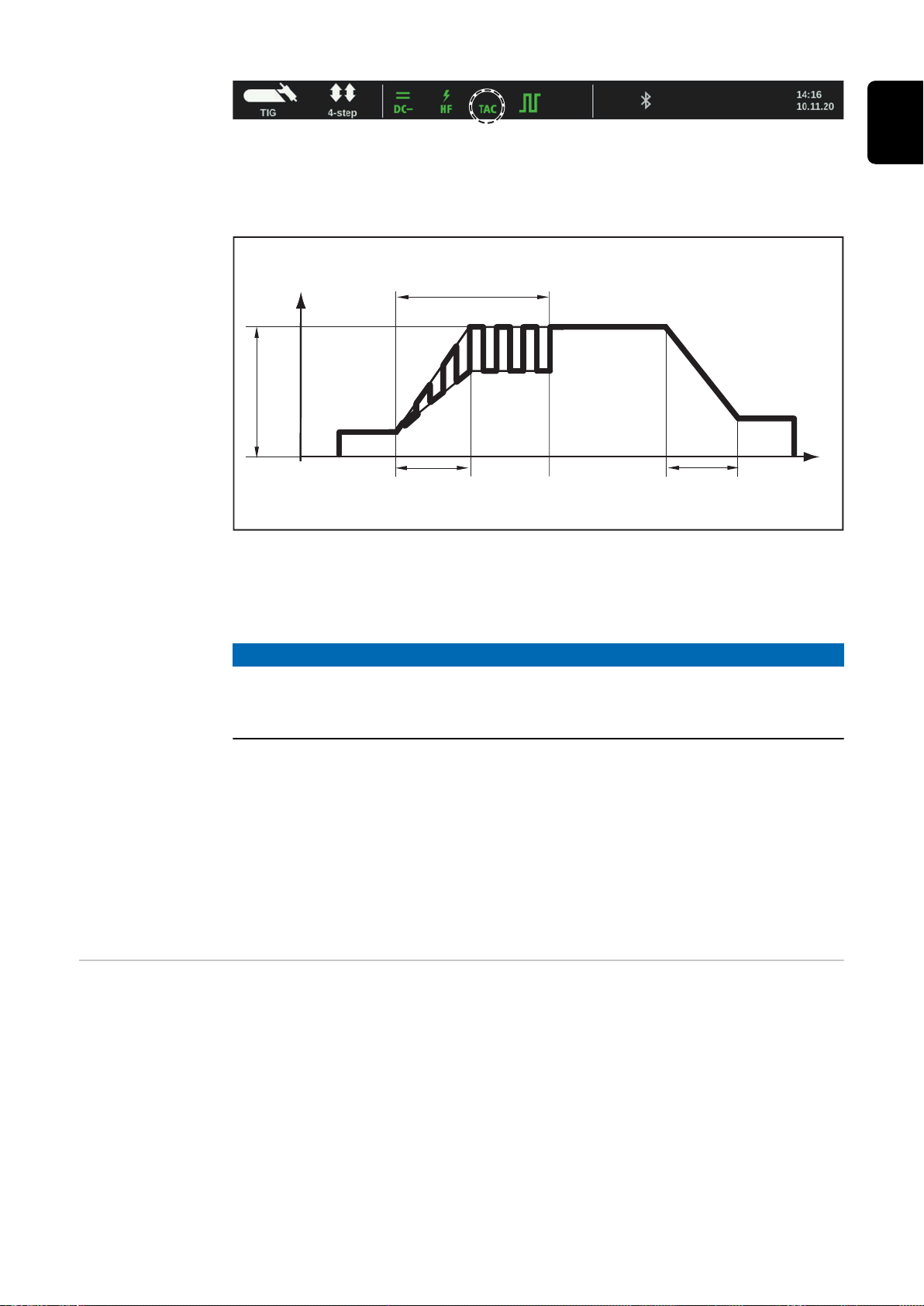
TIG 脉冲 在焊接起始阶段设置的焊接电流往往并不适用于整个焊接工艺:
-
如果电流强度过低,则母材不会充分熔化
-
如果出现过热现象,液态熔池会溢出
TIG 脉冲功能(具有脉冲焊接电流的 TIG 焊接)为此提供了补救措施:
低基础电流 (2) 急剧上升至更高的脉冲电流,并且根据设置的暂载率 (5),下降回基础电流
(2)。
在 TIG 脉冲中,焊接位置处的一小部分材料会快速熔化,随后又会快速凝固。
在使用 TIG 脉冲进行手动操作的过程中,将在最大电流阶段应用焊丝(仅适用于低频率范
围:0.25 - 5 Hz)。高脉冲频率主要用于自动模式,以使电弧保持稳定。
TIG 脉冲适用于钢管特殊位置焊接或薄板件焊接。
选择 TIG 直流焊接时 TIG 脉冲的操作模式:
TIG 脉冲 - 焊接电流曲线
图片说明:
(1) 主电流、(2) 基础电流、(3) 起弧电流、(4) 上升斜率、(5) 脉冲频率 *)
(6) 暂载率、(7) 下降斜率、(8) 收弧电流
*) (1/F-P = 两次脉冲间的时间间隔)
定位
焊功能 定位焊功能可用于 TIG 直流焊接工艺。
在工艺参数/TIG 直流设置下为“定位焊”参数设定某一时间段后,会为二步和四步模式分
配定位焊功能。操作模式的顺序保持不变。
状态栏上的定位焊 (TAC) 指示灯亮起:
88
在该时间段内,脉冲焊接电流处于可用状态,这样可优化对两个工件进行定位焊时的熔池
I [A]
t [s]
(1)
(2)
(3)
(4)
(5)
(6)
合并效果。
TIG 直流焊接期间定位焊功能的工作原理:
定位焊功能 - 焊接电流曲线
图片说明:
(1) 主电流、(2) 起弧电流、(3) 上升斜率、(4) 定位焊工艺脉冲焊接电流的持续时间、(5) 下
降斜率、(6) 收弧电流
ZH
CycleTIG
注意!
在使用脉冲焊接电流时:
电源会根据所设定的主电流 (1) 自动控制脉冲参数。
无需设置任何脉冲参数。
脉冲焊接电流会在以下情况出现
-
在起弧电流阶段 (2) 结束后
-
在上升斜率阶段 (3)
脉冲焊接电流可能会在收弧电流阶段 (6)(“定位焊”(4) TIG 直流参数设为“开”)停
止,具体取决于所设置的定位焊持续时间。
定位焊时间过后,将以恒定焊接电流进一步执行焊接。如果适用,可使用设置的脉冲参
数。
CycleTIG 间隔焊工艺可用于 TIG 直流焊接。
焊接效果取决于不同的参数组合。
CycleTIG 的主要优点是熔池易于控制、可产生有针对性的热输入以及回火颜色较少。
CycleTIG 变体
89

CycleTIG + 低基础电流
-
适用于别位焊接、边缘补焊和轨道式焊接
-
尤其适用于厚板/薄板连接
-
优良的焊接特性
-
仅在焊接开始时进行高频引弧
-
电极使用时间长
-
熔池易于控制
-
可产生有针对性的热输入
CycleTIG + RPI = 开 + 基础电流 = 关
-
用于维修(例如边缘补焊)
-
可产生有针对性的热输入
-
与高频引弧设置结合的最大优点 = 接触式高频引弧
-
每个循环均需进行高频引弧 (!)
-
电极使用时间极短 (!)
推荐:带反向极性引弧设置的 iWave AC/DC = 自动
CycleTIG + 定位焊
-
适用于薄板定位焊、轨道式焊接和厚板/薄板连接
-
仅在焊接开始时进行高频引弧
-
电极使用时间长
-
熔池易于控制
-
可产生有针对性的热输入
-
优质焊缝外观
-
定位焊功能会产生自动脉冲设置
CycleTIG + 脉冲
CycleTIG 可单独用于所有脉冲设置。这样一来,无论在高电流还是低电流阶段,均可进行
脉冲焊。
-
适用于薄板定位焊和堆焊
-
适用于厚板/薄板连接
-
仅在焊接开始时进行高频引弧
-
电极使用时间长
-
熔池易于控制
-
可产生有针对性的热输入
-
优质焊缝外观
-
可单独进行脉冲设置
-
可设置更多焊接参数
90

TIG 工艺参数
1
2
TIG 工艺参数
ZH
TIG
脉冲工艺参数
TIG 工艺参数:
TIG 脉冲、AC、常规、引弧和触发模式、CycleTIG、送丝机设置、气体、R/L 检查/校准
有关部件和监控装置的工艺参数,请参阅第 184 页。
定位焊
定位焊功能 - 定位焊开始时,脉冲焊接电流的持续时间
关 / 0.1 - 9.9 s / 开
出厂设置:关
关
定位焊功能关闭
0.1 - 9.9 s
选定时间从上升斜率阶段开始。选定时间过后,将以恒定焊接电流进一步执行焊接。如果
适用,可使用设置的脉冲参数。
开
脉冲焊接电流持续有效,直至定位焊工艺结束为止
如果已设置某一值,则状态栏上的定位焊 (TAC) 指示灯将点亮。
脉冲频率
关/0.20 - 2000 Hz(配有 OPT/I-Puls Pro 选件时为 10,000 Hz)
出厂设置:关
重要!如果将脉冲频率设置为“关”,则无法选择基础电流和暂载率参数。
91

选定的脉冲频率也将用于降低电流。
如果已输入脉冲频率值,则状态栏上的脉冲指示灯将点亮。
基础电流 *
0 - 100%(主电流 I1)
出厂设置:50%
暂载率 *
设定脉冲频率下,脉冲持续时间与基础电流持续时间之间的关系
10 - 90%
出厂设置:50%
脉冲波形 *
用于优化电弧压力
硬矩形/软矩形/正弦波
出厂设置:硬矩形
硬矩形:
纯矩形曲线;
电弧噪声稍大,电流变化迅速
适用于轨道式焊接等
软矩形:
边沿陡度较小的矩形曲线,与纯矩形曲线相比噪声得到了降低;
通用
正弦波:
正弦波形(默认设置以降低噪音并稳定电弧);
例如可用于角接焊缝和堆焊
优化电弧压力的好处:
-
熔池流动性更佳(改善对接焊缝或角接焊缝的焊接效果)
-
电流缓慢上升或下降(特别是对于角焊缝、高合金钢或堆焊应用,填充材料或熔池不
会被冲开)
-
得益于圆形波形,焊接时的噪声级得到降低
基础电流波形 *
用于优化电弧压力
硬矩形/软矩形/正弦波
出厂设置:硬矩形
硬矩形:
纯矩形曲线;
电弧噪声稍大,电流变化迅速
适用于轨道式焊接等
92
软矩形:
边沿陡度较小的矩形曲线,与纯矩形曲线相比噪声得到了降低;
通用
正弦波:
正弦波形(默认设置以降低噪音并稳定电弧);
例如可用于角接焊缝和堆焊

* 在电源上配有 OPT/I-Puls Pro 选件时可用。
+
t (s)
I (A)
60 Hz 120 Hz
I (A)
t (s)
-70%+70%
+
-
0
*
ZH
TIG 交流工艺参数
交流频率
同步/40 - 250 Hz
出厂设置:60 Hz
同步
同步焊接设置(使用两个电源双侧同步焊接)
同步焊接时,两个电源的交流频率必须设置为“同步”。
同步焊接可在焊接期间获得较高的熔敷效率并尽可能减少夹渣,因此适用于较厚的材料。
重要!由于输入电压的相位调整,两个电源有时无法正确实现同步。
在这种情况下,可断开电源插头,将其旋转 180°,然后重新连接回电网。
低频率
柔和、宽电弧,浅层热输入
高频率
集中式电弧,深层热输入
交流频率对电流的影响:
交流电流偏移
-70 - +70%
出厂设置:0 %
+70%
宽电弧,浅层热输入
-70%
窄弧,深层热输入,焊接速度更快
交流电流偏移对电流的影响:
* 出厂设置:0(对应于 10% 的负位移)
93

正半波波形
硬矩形/软矩形/三角形/正弦波
出厂设置:正弦波
硬矩形
纯矩形曲线(电弧稳定但噪声稍大)
软矩形:
边沿陡度较小的矩形曲线,与纯矩形曲线相比噪声得到了降低
三角形
三角形曲线
正弦波
正弦曲线(默认设置以降低电弧噪音)
负半波波形
硬矩形/软矩形/三角形/正弦波
出厂设置:软矩形
硬矩形
纯矩形曲线(电弧稳定但噪声稍大)
一
般 TIG 工艺参数
软矩形:
边沿陡度较小的矩形曲线,与纯矩形曲线相比噪声得到了降低
三角形
三角形曲线
正弦波
正弦曲线(默认设置以降低噪音并稳定电弧)
相位同步
同步两个交流电源(同时在两侧同步)
0 - 5
出厂设置:0
焊接开始/结束设置
起弧电流时间
起弧电流时间指示了起弧电流阶段的持续时间。
起弧电流时间参数的设置也会影响版本 1 - 6 的特殊四步模式(请参阅自第 68 页起的内
容)。
94
关/0.01 - 30.0 s
出厂设置:关
重要!起弧电流时间仅适用于二步模式和点焊。在四步模式下,起弧电流阶段的持续时间
由焊枪起动装置来确定。

收弧电流时间
收弧电流时间指示了收弧电流阶段的持续时间。
收弧电流时间参数的设置也会影响版本 1 - 6 的特殊四步模式(请参阅自第 68 页起的内
容)。
关/0.01 - 30 s
出厂设置:关
重要!收弧电流时间仅适用于二步模式和点焊。在四步模式下,收弧电流阶段的持续时间
由焊枪起动装置来确定(请参阅“TIG 操作模式”部分)。
4 模式设置
降低电流斜度 1
降低电流斜度 1 参数的设置也会影响版本 1 - 6 的特殊四步模式(请参阅自第 68 页起的内
容)。
关/0.01 - 30 s
出厂设置:关
如果为降低电流斜度 1 参数输入了一个时间值,则短期内电流将相当缓慢的平稳降低或增
加,并与理想电流曲线相适应。
这可减小对于焊缝和工件的负作用,尤其是在焊接铝材时。
ZH
降低电流斜度 2
降低电流斜度 2 参数的设置也会影响版本 1 - 6 的特殊四步模式(请参阅自第 68 页起的内
容)。
关/0.01 - 30 s
出厂设置:关
如果为降低电流斜度 2 参数输入了一个时间值,则降低电流将相当缓慢的平稳适应焊接电
流,并与理想电流曲线相适应。
例如,在电流增加的情况下,熔池将缓慢平稳加热。这不但有利于熔池排气,同时还减少
了铝合金焊接期间所形成的细孔。
点焊设置
点焊时间
(仅适用于将模式设置为点焊时)
0.02 - 120 s
出厂设置: 5.0 s
引
弧和操作模式的
工艺参数
引弧参数
高频引弧
开/关/接触式高频引弧/外部
出厂设置:开
95

开
焊接开始时激活高频引弧
关
焊接开始时无高频引弧。
在这种情况下,可通过接触引弧启动焊接。
接触式高频引弧
用钨极短暂接触工件即可启动焊接工艺。高频引弧在所设定的高频引弧延迟时间结束后进
行。
外部
借助外部引弧设备启动焊接工艺,例如等离子焊
如果将高频引弧设置为“开”,则状态栏中的高频引弧指示灯将点亮。
小心!
存在因电击造成人身伤害的风险
虽然伏能士设备符合所有相关标准,但高频引弧在某些情况下会导致明显但无害的触电
感。
请穿戴规定的防护服,尤其是防护手套!
▶
仅使用合适且完好无损的 TIG 中继线!
▶
切勿在潮湿环境中作业!
▶
在脚手架、工作台、别位焊接或紧密、难以接近或暴露的区域内作业时要格外小心!
▶
高频引弧延迟时间
用钨极接触工件后高频引弧发生前的持续时间。
0.1 - 5.0 s
出厂设置:1.0 s
反向极性起弧
(仅适用于 iWave AC/DC 电源)
为确保 TIG 直流焊接期间的最佳引弧顺序,在焊接工艺开始时,会短时间反向极性。电子
从工件中溢出并撞击钨极。这将导致钨极快速升温 - 而这一点恰是获得最佳引弧性能的基
本前提条件。
关/开/自动
出厂设置:关
焊接薄钢板时建议使用反向极性起弧。
电弧监控
引弧超时
引弧失败后直至启动断路保护的时间段。
96
0.1 - 9.9 s
出厂设置:5 s
重要!引弧超时是一项安全功能,无法禁用。
有关引弧超时功能的说明,请参阅“TIG 焊接”部分。
断弧监控
断弧后直至启动断路保护的时间段
断弧后,如果在所设定的时间段内无电流流过,则电源将自动关闭。
按下控制面板上的任意按钮或焊枪起动装置可重新启动焊接工艺。
0.00 - 2.00 s
出厂设置:0.20 s
断弧监督
在断弧时间内无电流流过时所作出的响应
忽略/故障
出厂设置:忽略
忽略
中断被忽略。
故障
电源上显示的故障信息,必须予以确认。
操作模式设置
ZH
焊枪起动装置
通过按下焊枪起动装置开始焊接
开/关
出厂设置:开
开
通过焊枪起动装置启动焊接工艺
开
用钨极接触工件启动焊接工艺;
尤其适用于无焊枪起动装置的焊枪,引弧顺序取决于引弧参数
显示屏的状态栏中显示了已停用焊枪起动装置的符号,选择操作模式的选项遭停用。
使用焊枪起动装置的 I2
激活/停用是否可使用焊枪起动装置切换至降低电流 I
2
“使用焊枪起动装置的 I2”参数的设置也会影响版本 1 - 6 的特殊四脉冲模式(请参阅自
第 68 页起的内容)。
开/关
出厂设置:关
降低电流按键功能
降低电流按键功能参数的设置也会影响版本 1 - 6 的特殊四脉冲模式(请参阅自第 68 页起
的内容)。
I1 / I2
出厂设置:I2
97
断弧电压
1
2
3
4 5
用于设定可以通过稍微抬起 TIG 焊枪结束焊接工艺的电压值。
断弧电压值越高,电弧提升得就越高。
双脉冲模式、四脉冲模式和脚踏式遥控器操作的断弧电压值均存储在一起。
如果“焊枪起动装置”参数设置为“关”,则将单独存储值。
关/6.0 - 90.0 V
出厂设置:关
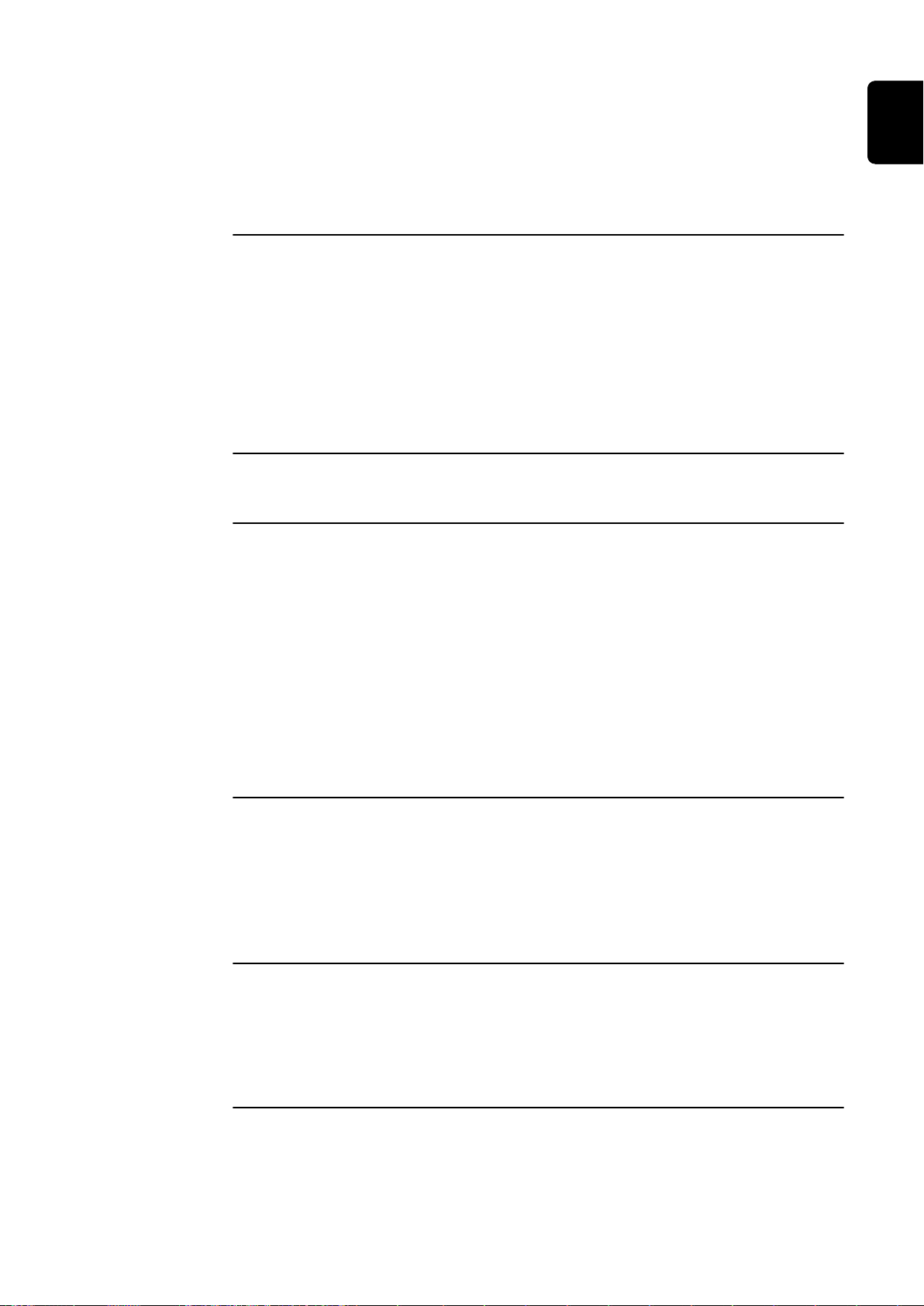
Comfort Stop 灵敏度
此参数仅在“焊枪起动装置”参数设置为“关”时可用。
关/0.1 - 10.0 V
出厂设置:关
在焊接工艺结束时,弧长将显著增加,然后焊接电流将自动关闭。由此可防止在提起 TIG
焊枪时不必要地延长电弧。
工艺:
焊接
1
在焊接结束时短暂提起焊枪
2
弧长显著增加。
压低焊枪
3
-
弧长显著缩短
-
Comfort Stop 功能已激活
保持焊枪高度
4
-
焊接电流会不断降低(下降斜率)。
-
电弧熄灭。
重要!下降斜率是固定的,无法进行调整。
从工件上抬起焊枪
5
98
CycleTIG
(1)(2)
(3)
(4)
I [A]
t [ms]
(2)
(2)
(1)
I
1
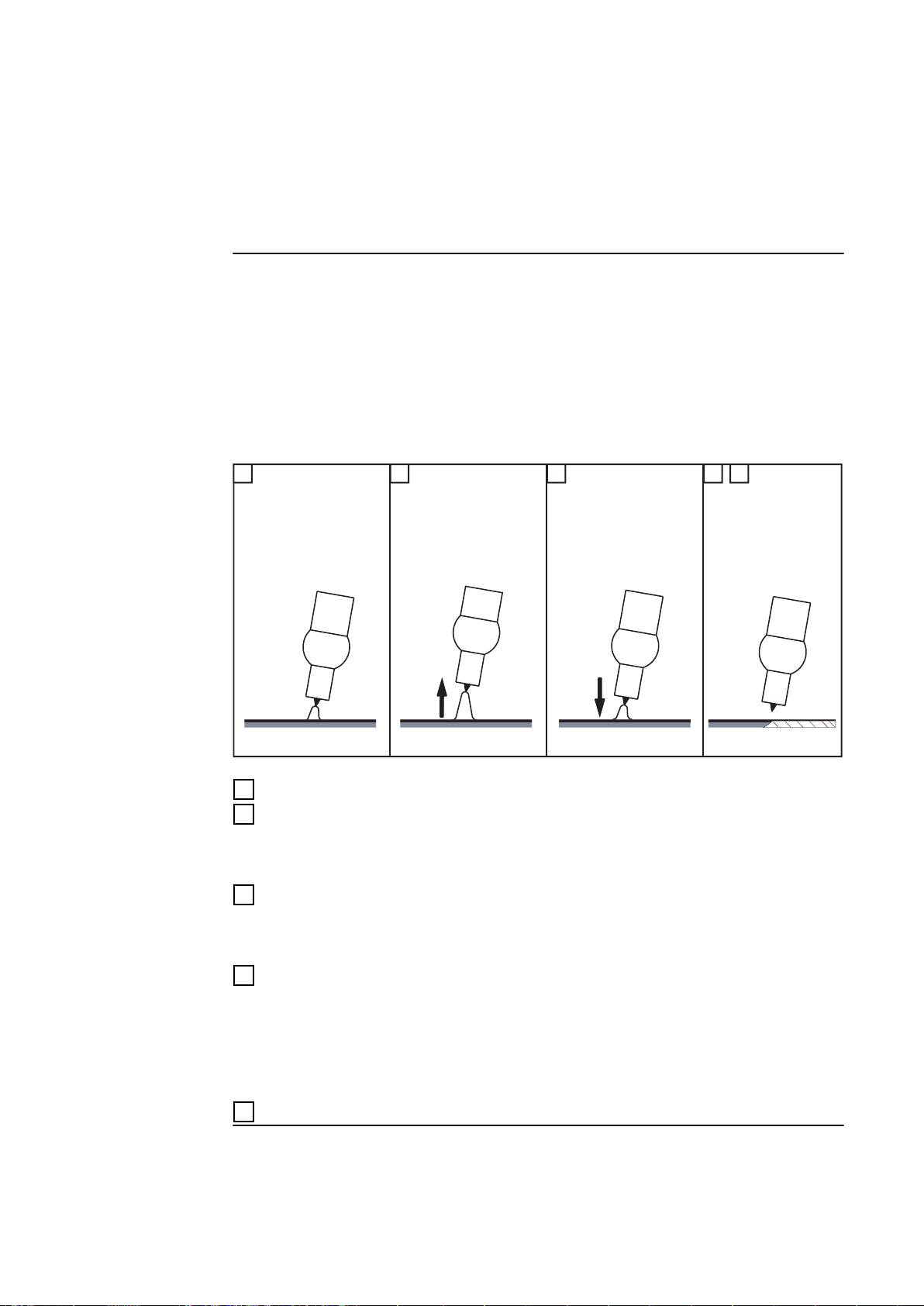
CycleTIG
用于激活/停用 CycleTIG 功能
(直流焊接的延长间隔焊工艺)
设置范围:开/关
出厂设置:关
(1) 间隔时间
用于设置焊接电流 I1 的激活时间
ZH
设置范围:0.02 - 2.00 s
出厂设置:0.5 s
(2) 间隔暂停时间
用于设置基础电流 (4) 的激活时间
设置范围:0.02 - 2.00 s
出厂设置:0.5 s
(3) 间隔周期
用于设置欲重复的周期数
设置范围:恒定/1 - 2000
出厂设置:恒定
(4) 基础电流 (DC-)
用于设置间隔基础电流 (4),电流在间隔暂停时间 (2) 会降至此间隔基础电流
设置范围:关/3 - 最大 A
出厂设置:关
注意!
有关 CycleTIG 的详细信息,请参阅自第 89 页起的内容。
99
送丝速度设置
送丝速度校正
用于微调 TIG DynamicWire 的送丝速度
校正值表示短路断开后焊丝重新进入熔池的速度。
-10 - +10
出厂设置:0
-10 = 慢浸,+10 = 快浸
送丝速度 1
设置送丝速度值
关/0.1 - 50.0 m/min
出厂设置:5 m/min
送丝速度 2
送丝速度 2
0 - 100%(送丝速度 1)
出厂设置:50 %
如果为每个“送丝速度 2”和“脉冲频率”设置参数均设置一个值,则送丝速度将随焊接
电流的脉冲频率同步于送丝速度 1 和送丝速度 2 之间变化。
主电流
焊接电流 I
1
iWave 300i DC,iWave 300i AC/DC: 3 - 300 A
iWave 400i DC,iWave 400i AC/DC:3 - 400 A
iWave 500i DC,iWave 500i AC/DC:3 - 500 A
出厂设置:-
脉冲频率
关/0.20 - 5000 Hz,5000 - 10,000 Hz
出厂设置:关
焊丝启动延迟
进入主电流相位后延迟送丝
关/0.1 - 9.9 s
出厂设置:5.0 s
停丝延迟
主电流相位结束后延迟送丝
关/0.1 - 9.9 s
出厂设置:5.0 s
焊丝回抽结束
焊接结束后的焊丝回抽长度
100
关/1 - 50 mm
出厂设置:3 mm
焊丝开始位置
焊接开始前焊丝距工件的距离
关/1 - 50 mm
出厂设置:3 mm
 Loading...
Loading...