


Operating
Instructions
iWave 300i / 400i / 500i DC
iWave 300i / 400i / 500i c.a./DC
RO
Manualul de utilizare
42,0426,0360,RO 004-23022023


Cuprins
Prevederi de siguranţă 10
Explicarea instrucțiunilor de securitate 10
Generalităţi 10
Utilizarea conformă 11
Alimentare de la reţea 11
Condiţii privind mediul ambiant 11
Obligaţii ale utilizatorului 12
Obligaţiile personalului 12
Întrerupător de protecţie împotriva curenţilor vagabonzi 12
Protecţie individuală şi a persoanelor 12
Date privind valorile emisiilor de zgomot 13
Pericole generate de gaze şi vapori toxici 13
Pericol din cauza scânteilor 14
Pericole generate de curentul de la rețea și curentul de sudare 14
Curenți vagabonzi de sudare 15
Clasicarea aparatelor din punct de vedere al compatibilităţii electromagnetice 16
Măsuri referitoare la compatibilitatea electromagnetică 16
Măsuri CEM 17
Puncte de pericol maxim 17
Cerințe privind gazul de protecție 18
Pericol din cauza buteliilor de gaz protector 18
Pericol din cauza emanaţiilor de gaz protector 19
Măsuri de siguranţă la locul de instalare şi la transport 19
Măsuri de siguranţă în regimul normal de funcţionare 20
Punere în funcțiune, întreţinere şi reparaţii 20
Vericarea din punct de vedere al tehnicii siguranţei 21
Eliminarea ca deşeu 21
Simboluri de siguranță 21
Siguranţa datelor 21
Dreptul de autor 21
Utilizarea conformă 22
RO
Informaţii generale 23
Generalităţi 25
Conceptul aparatului 25
Principiu de funcţionare 25
Domenii de utilizare 25
Conformități 26
Bluetooth trademarks 27
Avertismente pe aparat 27
Opțiuni 29
Opţiune OPT/i Safety Stop PL d 30
Elemente de operare, racorduri şi componente mecanice 31
Panou de operare 33
Generalități 33
Panou de operare 33
Posibilități de introducere 34
Ecran 36
Ecran 36
Aşare pe tot ecranul 38
Racorduri, întrerupătoare şi componente mecanice 39
Racorduri și componente mecanice 39
Înainte de instalare şi punere în funcţiune 43
Înainte de instalare şi punere în funcţiune 45
Siguranță 45
Utilizarea conformă 45
3

Prescripții de instalare 45
Alimentare de la rețea 45
Funcționarea pe generator 46
Racordarea cablului de alimentare 47
Generalităţi 47
Siguranță 47
Cabluri de alimentare prevăzute 47
Racordarea cablului de alimentare la surse de curent nc 49
Racordarea cablului de alimentare la sursele de curent multivoltage 50
Blocarea şi deblocarea sursei de curent cu ajutorul codului NFC 54
Generalități 54
Blocarea şi deblocarea sursei de curent cu ajutorul codului NFC 54
WIG 57
Componentele sistemului 59
Componente de sistem 59
Observaţii privind aparatul de răcire 59
Dotare minimă pentru sudare WIG 60
Dotare minimă pentru sudare WIG c.a. 60
Dotare minimă pentru sudare WIG DC 60
Procedee de sudare WIG 61
WIG DynamicWire 61
Punerea în funcţiune 62
Siguranță 62
Generalități 62
Montarea componentelor de sistem (vedere de ansamblu) 63
Racordarea buteliei de gaz 65
Racordarea pistoletului de sudare la sursa de curent şi la aparatul de răcire 66
Realizarea conexiunii la masă cu piesa 67
Alte activităţi 68
Moduri de funcţionare WIG 69
SIGURANŢĂ 69
Simboluri și explicații 69
Funcționare în 2 tacte 70
Funcționare în 4 tacte 70
Funcționare specială în 4 tacte: Varianta 1 71
Funcționare specială în 4 tacte: Varianta 2 72
Funcționare specială în 4 tacte: Varianta 3 73
Funcționare specială în 4 tacte: Varianta 4 74
Funcționare specială în 4 tacte: Varianta 5 75
Funcționare specială în 4 tacte: Varianta 6 76
Sudare în puncte 77
Sudura WIG 78
SIGURANŢĂ 78
Sudare WIG 78
Parametri de sudare pentru sudare WIG 80
Aprinderea arcului electric 86
Generalități 86
Amorsarea arcului electric prin ÎF(Amorsare ÎF) 86
Amorsare la contact 87
Aprinderea arcului electric prin contact cu înaltă frecvență(Touch-HF) 88
Suprasolicitarea electrodului 89
Sfârşitul sudării 89
Funcţii speciale WIG 90
Funcţia timeout amorsare 90
WIG cu impulsuri 90
Funcţie de heftuire 91
CycleTIG 92
Parametri de proces WIG 93
Parametri de proces WIG 93
Parametri de proces pentru WIG Puls 93
4

Parametri de proces pentru WIG c.a. 95
Parametri de proces generali WIG 97
Parametri de proces pentru mod de amorsare şi mod de funcționare 98
CycleTIG 102
Setare viteza de avans a sârmei 103
Setări gaz WIG 104
Efectuarea calibrării R/L 105
Electrod, CEL, Crăițuire arc-aer 107
Dotare minimă pentru sudare cu electrod învelit şi sudare CEL şi pentru crăițuire arc-aer 109
Dotare minimă pentru sudare cu electrod învelit şi sudare CEL 109
Dotare minimă pentru crăițuire arc-aer 109
Punerea în funcţiune 110
Pregătire 110
Sudare cu electrod învelit 111
SIGURANŢĂ 111
Sudare cu electrod învelit 111
Parametri de sudare pentru sudare cu electrod învelit şi pentru sudare CEL 113
Funcţii HotStart, Soft-Start, Anti-Stick 115
Curent de start > 100 % (HotStart) 115
Curent de start < 100 % (Soft-Start) 115
Funcţia Anti-Stick 116
Parametri de proces Electrod / CEL 117
Parametri de proces Electrod / CEL 117
Parametri de proces pentru electrod 117
Parametri de proces pentru CEL 120
Crăițuire arc-aer (iWave 500 DC şi iWave 500 c.a./DC) 122
Descriere succintă a crăițuirii cu arc electric (Arc Air Gouging) 122
SIGURANŢĂ 122
Pregătire 122
Crăițuire arc-aer 123
RO
Multiproces PRO - MIG/MAG 125
Multiproces PRO 127
Generalități 127
Componente de sistem 127
Dotare minimă pentru sudare cu arc electric cu electrod fuzibil în mediu de gaz inert 129
Dotare minimă pentru sudare cu arc electric cu electrod fuzibil în mediu de gaz inert 129
Procedee de sudare MIG/MAG 130
Sudare MIG/MAG în curent pulsat sinergică 130
Sudare MIG/MAG standard sinergică 130
Procedeu PMC 130
Procedeu LSC 130
Sudură Synchropuls 130
Procedeu CMT 130
Procedeu de sudare CMT Cycle Step 131
Welding Packages MIG/MAG 132
Generalități 132
Welding Packages 132
Linii sinergice pentru sudare cu arc electric cu electrod fuzibil în mediu de gaz inert 133
Setări linii sinergice pentru sudare 133
Moduri de funcţionare MIG/MAG 137
Generalităţi 137
Simboluri și explicații 137
Funcționare în 2 tacte 138
Funcționare în 4 tacte 138
Funcționare specială în 4 tacte 139
Funcționare specială în 2 tacte 139
Sudare în puncte 140
Pregătire pentru sudare cu arc electric cu electrod fuzibil în mediu de gaz inert 141
Siguranță 141
5

Pozarea corectă a pachetului de furtunuri de legătură 141
Situația inițială 142
Montare componente de sistem MIG/MAG (vedere de ansamblu) 143
Sudare MIG/MAG şi CMT 145
SIGURANŢĂ 145
Setarea procedurii de sudare şi a modului de funcţionare 145
Selectaţi materialul de adaos şi gazul de protecţie 146
Reglarea parametrilor de sudare 147
Reglarea cantităţii de gaz de protecţie 148
Sudare MIG/MAG sau CMT 149
Parametrii de sudare MIG/MAG şi CMT 150
Parametri de sudare pentru sudarea MIG/MAG Puls-Synergic, CMT şi PMC 150
Parametri de sudare pentru sudare MIG/MAG standard sinergică şi sudarea LSC 151
Parametru de sudare pentru sudare MIG/MAG standard manuală 152
Explicarea notelor de subsol 152
Sudare în puncte 153
Sudare în puncte 153
Parametri de proces MIG/MAG 156
Parametri de proces MIG/MAG 156
Parametri de proces pentru Începutul sudării / Sfârșitul sudării 156
Parametri proces pentru congurare gaz 158
Parametri de proces pentru reglarea procesului 158
FUNCŢIE DE STABILIZARE A ADÂNCIMII DE PĂTRUNDERE 159
Stabilizarea lungimii arcului electric 160
Combinaţie dintre funcţia de stabilizare a adâncimii de pătrundere şi lungimile arcului elec‐
tric
Parametri de proces pentru SynchroPuls 164
Parametri de proces pentru Mix proces 166
Parametri de proces pentru CMT Cycle Step 169
Parametri de proces pentru sudarea în puncte 169
Autoreglare în funcție de R/L exterior 169
163
Modul Job 171
Regimul EasyJob 173
Generalităţi 173
Activarea regimului EasyJob 173
Salvarea punctelor de funcționare EasyJob 173
Apelarea punctelor de funcționare EasyJob 174
Ștergerea punctelor de funcționare EasyJob 174
Modul Job 175
Generalităţi 175
Salvarea setărilor ca job 175
Job Sudare - apelare job-uri 176
Optimizare job 177
Redenumire Job 178
Ştergerea job-ului 179
Încărcare job 180
Parametri de proces Job 181
Parametri de proces JOB 181
Parametri proces pentru optimizare job 181
Setarea limitelor de corectare pentru un job 186
Presetare pentru "Salvare ca job" 187
Parametri de proces 189
Privire de ansamblu 191
Privire de ansamblu 191
Parametri de proces componente & monitorizare 192
Parametri de proces componente & monitorizare 192
Parametri proces pentru componente 192
Golire / umplere pachet de furtunuri pistolet de sudare 195
Calibrare sistem 196
6

Monitorizare întreruperea arcului electric 197
Sârmă topită şi blocată duză de curent 197
Sârmă topită şi blocată piesă 198
Cuplare circuit de sudare 198
Monitorizare capăt sârmă 199
Monitorizare gaz 200
Monitorizare forță motor 201
Presetări 203
Presetări 205
Generalităţi 205
Privire de ansamblu 205
Presetări - aşare 206
Presetări - aşare 206
Setare limbă 206
Reglare Unități / Norme 206
Setarea datei și a orei 206
Apelare date ale sistemului 207
Aşarea liniilor sinergice 209
Congurare aşare parametri 210
Aşare parametri iJob 211
Presetări - sistem 212
Presetări - sistem 212
Apelarea informațiilor despre aparat 212
Restabilirea setărilor din fabrică 212
Restabilire parolă pagină Web 213
Mod de funcționare Congurare 213
Reglarea manuală a parametrilor de rețea 215
Congurare WLAN 216
Congurare Bluetooth 216
Congurare sursă de curent 219
Congurare dispozitiv avans sârmă 219
Congurare interfață 219
Congurare TWIN 220
Presetări - documentaţie 221
Presetări - documentaţie 221
Setarea frecvenței de palpare 221
Vizualizarea jurnalului 221
Activarea/dezactivarea monitorizării valorii limită 222
Presetări - Administrare 223
Presetări Administrare 223
Administrarea utilizatorilor 224
Generalităţi 224
Deniţii 224
Roluri predenite și utilizatori predeniţi 224
Vedere de ansamblu Administrare utilizatori 225
Crearea administratorului şi rolurilor 226
Recomandare de creare de roluri şi utilizatori 226
Crearea codului de administrator 227
Crearea rolurilor 227
Copierea rolurilor 228
Crearea utilizatorilor 229
Crearea utilizatorilor 229
Copierea utilizatorilor 229
Editarea rolurilor / utilizatorilor, dezactivarea administrării utilizatorilor 231
Editarea rolurilor 231
Ştergerea rolurilor 231
Editarea utilizatorilor 231
Ştergerea utilizatorilor 232
Dezactivarea administrării utilizatorilor 232
Aţi pierdut codul NFC de administrator? 233
RO
7

CENTRUM - Central User Management 234
Activare server CENTRUM 234
SmartManager - Pagina Web a sursei de curent 235
SmartManager - Pagina Web a sursei de curent 237
Generalități 237
Apelaţi SmartManager-ul sursei de curent şi autenticaţi-vă 237
Funcţii auxiliare, dacă autenticarea nu funcţionează 238
Modicarea parolei / delogarea 238
Setări 239
Selectarea limbii 239
Aşare stare 240
FRONIUS 240
Date actuale ale sistemului 241
Date actuale ale sistemului 241
Documentaţie, jurnal 242
centralizată 242
Date job 244
Date job 244
Privire de ansamblu asupra job-urilor 244
Editare job 244
Importarea job-ului 245
Exportarea job-ului 245
Export job(uri) ca ... 245
Setări sursă de curent 247
Parametri de proces 247
Denumire & locație 247
Backup & restore 248
Generalităţi 248
Asigurare & restaurare 248
Salvare automată 249
Administrarea utilizatorilor 250
Generalităţi 250
Utilizator 250
Rolurile utilizatorilor 250
Export & Import 251
CENTRUM 251
Privire de ansamblu 252
Privire de ansamblu 252
Extindere toate grupele / Reducere toate grupele 252
Salvare ca şier xml 252
Update / Actualizare 253
Actualizare 253
Căutare şier actualizare (efectuare actualizare) 253
Fronius WeldConnect 254
Pachete funcţionale 255
Pachete funcţionale 255
Welding Packages 255
Opţiuni 255
Executare pachet funcţional 255
Screenshot 256
Screenshot 256
Remedierea defecţiunilor şi întreţinere 257
Diagnoza erorilor, remedierea defecţiunilor 259
Generalităţi 259
Siguranță 259
Diagnoza erorilor la sursa de curent 259
Întreţinere, îngrijire şi eliminare 263
Generalităţi 263
Siguranță 263
8

La ecare punere în funcţiune 263
La ecare 2 luni 263
La ecare 6 luni 263
Actualizare Firmware 263
Eliminarea ca deşeu 264
Anexă 265
Valori medii de consum la sudare 267
Consum mediu de gaz de protecţie la sudarea WIG 267
Consum mediu de gaz de protecţie la sudarea cu arc electric cu electrod fuzibil în mediu de
gaz inert
Consum mediu de sârmă pentru sudare, la sudarea cu arc electric cu electrod fuzibil în me‐
diu de gaz inert
Date tehnice 268
Explicaţia noţiunii de "durată activă" 268
Tensiune specială 268
iWave 300i DC 269
iWave 300i DC /nc 271
iWave 300i DC /multivoltage/nc 273
iWave 400i DC 275
iWave 400i DC /nc 277
iWave 400i DC /MV/nc 279
iWave 500i DC 281
iWave 500i DC /nc 283
iWave 500i DC /MV/nc 285
iWave 300i AC/DC 287
iWave 300i c.a./DC /nc 289
iWave 300i c.a./DC /multivoltage/nc 291
iWave 400i AC/DC 293
iWave 400i AC/DC /nc 295
iWave 400i AC/DC /MV/nc 297
iWave 500i AC/DC 299
iWave 500i AC/DC /nc 301
iWave 500i AC/DC /MV/nc 303
Parametri radio 305
Listă cu materii prime critice, anul de producţie al aparatului 305
267
267
RO
9

Prevederi de siguranţă
Explicarea in‐
strucțiunilor de
securitate
AVERTIZARE!
Indică un pericol iminent.
Dacă acesta nu este evitat, urmările pot decesul sau răniri extrem de grave.
▶
PERICOL!
Indică o situaţie posibil periculoasă.
Dacă aceasta nu este evitată, urmările pot decesul şi răniri extrem de grave.
▶
ATENŢIE!
Indică o situaţie care poate genera prejudicii.
Dacă aceasta nu este evitată, urmările pot răniri uşoare sau minore, precum
▶
şi pagube materiale.
REMARCĂ!
Indică posibilitatea afectării rezultatelor muncii şi al unor posibile defecţiuni ale
echipamentului.
Generalităţi Aparatul este produs conform stadiului actual de dezvoltare al tehnicii şi potrivit
normelor de siguranţă tehnică recunoscute. Cu toate acestea, operarea greşită sau
necorespunzătoare pot genera pericole pentru
-
viaţa şi sănătatea operatorului sau a unor terţi,
-
aparat şi alte bunuri materiale ale utilizatorului,
-
lucrul ecient cu aparatul.
Toate persoanele care sunt implicate în montarea, punerea în funcţiune, operarea,
revizia şi întreţinerea aparatului trebuie
-
să e calicate în mod corespunzător,
-
să aibă cunoştinţe despre sudură şi
-
să citească în totalitate şi să respecte cu stricteţe prezentul manual de utilizare.
Manualul de utilizare trebuie păstrat tot timpul în locaţia de utilizare a aparatului. În
plus faţă de conţinutul manualului de utilizare trebuie respectate toate regle‐
mentările general valabile, precum şi cele locale privind prevenirea accidentelor şi
protecţia mediului înconjurător.
Toate instrucţiunile de siguranţă şi indicaţiile de avertizare asupra pericolelor de pe
aparat
-
trebuie păstrate în stare lizibilă
-
nu trebuie deteriorate
-
nu trebuie îndepărtate
-
nu trebuie acoperite sau vopsite.
Poziţia instrucţiunilor de siguranţă şi a indicaţiilor de avertizare de pe aparat este
specicată în capitolul „Generalităţi“ al manualului de utilizare al aparatului.
Defecţiunile care pot afecta siguranţa trebuie remediate înainte de pornirea apara‐
tului.
10
Este vorba despre propria dumneavoastră siguranţă!

Utilizarea con‐
formă
Aparatul este destinat exclusiv folosirii în sensul prevederilor privind utilizarea con‐
formă.
Aparatul este destinat exclusiv pentru metoda de sudură indicată pe plăcuţa indica‐
toare.
Orice altă utilizare este considerată ca ind neconformă. Producătorul nu este res‐
ponsabil pentru daunele astfel rezultate.
Utilizarea conformă presupune şi
-
citirea şi respectarea tuturor indicaţiilor din manualul de utilizare
-
citirea completă şi respectarea tuturor instrucţiunilor de siguranţă şi a indicaţii‐
lor de avertizare
-
respectarea operaţiunilor de inspecţie şi revizie.
A nu se utiliza niciodată acest aparat pentru următoarele aplicaţii:
-
dezgheţarea ţevilor
-
încărcarea bateriilor/acumulatorilor
-
pornirea motoarelor
Aparatul este conceput pentru utilizarea în domeniul industrial şi comercial. Pro‐
ducătorul nu îşi asumă nicio răspundere pentru daunele rezultate în urma utilizării
aparatului în spaţiul locativ.
Producătorul nu îşi asumă de asemenea nicio răspundere pentru rezultatele defec‐
tuoase sau eronate ale lucrărilor.
RO
Alimentare de la
reţea
Condiţii privind
mediul ambiant
Aparatele de mare putere pot inuenţa calitatea energiei din cadrul reţelei datorită
consumului mare de curent.
În cazul anumitor tipuri de aparate această situaţie poate duce la următoarele:
-
Limitări în ceea ce priveşte racordul
-
Cerinţe privind impedanţa maximă admisă de rețea
-
Cerinţe privind puterea minimă de scurtcircuit necesară
*)
la interfaţa cu reţeaua publică
*)
*)
vezi Datele tehnice
În acest caz este necesar ca exploatatorul sau utilizatorul aparatului să se asigure că
este permisă racordarea aparatului, consultându-se eventual cu operatorul rețelei
de distribuție.
IMPORTANT! Se va asigura împământarea sigură a alimentării de la rețea!
Operarea sau depozitarea aparatului în afara zonelor specicate este considerată ca
ind neconformă. Producătorul nu este responsabil pentru daunele astfel rezultate.
Intervalul de temperatură ambiantă:
-
în timpul funcţionării: -10 °C până la + 40 °C (14 °F până la 104 °F)
-
în timpul transportului şi depozitării: -20 °C până la +55 °C (-4 °F până la 131 °F)
Umiditatea relativă a aerului:
-
până la 50 % la 40 °C (104 °F)
-
până la 90 % la 20 °C (68 °F)
Aerul ambiant: fără conţinut de praf, acizi, gaze sau substanţe corozive etc.
Altitudinea peste nivelul mării: până la 2000 m (6561 ft. 8.16 in.)
11

Obligaţii ale utili‐
zatorului
Utilizatorul se obligă să permită utilizarea aparatului doar persoanele care
-
şi-au însuşit normele de bază privind siguranţa muncii şi protecţia împotriva ac‐
cidentelor şi au fost instruite în ceea ce priveşte manevrarea aparatului
-
au citit şi au înţeles prezentul manual de utilizare, în special capitolul „Indicaţii
de siguranţă“ şi le-au conrmat prin semnătură
-
deţin calicările corespunzătoare cerinţelor cu privire la rezultatele lucrărilor.
Modul de lucru în siguranţă al personalului trebuie vericat periodic.
Obligaţiile perso‐
nalului
Întrerupător de
protecţie împotri‐
va curenţilor va‐
gabonzi
Protecţie indivi‐
duală şi a persoa‐
nelor
Toate persoanele însărcinate cu efectuarea de lucrări la aparat se obligă ca înainte
de începerea lucrărilor
-
să urmeze prevederile generale privind siguranţa muncii şi protecţia împotriva
accidentelor
-
să citească prezentul manual de utilizare, în special capitolul „Indicaţii de sigu‐
ranţă“ şi să conrme prin semnătură faptul că au înţeles conţinutul şi îl vor res‐
pecta.
Înainte de părăsirea zonei de lucru asiguraţi-vă că nici în lipsa dumneavoastră nu
pot apărea vătămări corporale sau pagube materiale.
Dispoziţiile locale şi directivele locale pot impune, la conectarea unui aparat la
reţeaua electrică publică, montarea unui întrerupător de protecţie împotriva cu‐
renţilor vagabonzi.
Tipul întrerupătorului de protecţie împotriva curenţilor vagabonzi recomandat de
producător pentru respectivul aparat este indica în datele tehnice.
Când utilizaţi aparatul vă expuneţi unor numeroase pericole, cum ar :
-
scântei împrăştiate, piese metalice propulsate în jur
-
radiaţia arcului electric, periculoasă pentru ochi şi piele
-
câmpuri electromagnetice nocive, care reprezintă un pericol letal pentru per‐
soanele care utilizează stimulatoare cardiace
-
pericole de natură electrică, generate de curentul de la reţea şi curentul de
încărcare
-
poluare sonoră ridicată
-
fum şi gaze nocive, care se degajă în timpul sudării
12
Când utilizaţi aparatul trebuie să purtaţi îmbrăcăminte de protecţie corespunzătoa‐
re. Îmbrăcămintea de protecţie trebuie să prezinte următoarele caracteristici:
-
să e greu inamabilă
-
să e izolantă şi uscată
-
să acopere întreg corpul, să nu e deteriorată şi să se ae în stare bună
-
cască de protecţie
-
pantaloni fără manşoane
Din îmbrăcămintea de protecţie fac parte, printre altele:
-
Protejaţi-vă ochii şi faţa de razele UV, de căldură şi scânteile împrăştiate, cu o
mască de protecţie cu ltru conform specicaţiilor.
-
Pe sub mască purtaţi ochelari de protecţie conformi specicaţiilor, cu protecţie
laterală.
-
Purtaţi încălţăminte solidă, care izolează şi în condiţii de umiditate.
-
Protejaţi-vă mâinile cu mânuşi adecvate (izolate electric şi termic).
-
Purtaţi căşti de urechi pentru reducerea expunerii la poluare sonoră şi pentru a
vă proteja de accidentări.
Nu permiteţi apropierea persoanelor, în special a copiilor, de aparat şi de zona de
lucru, în timpul funcţionării aparatului. Dacă totuşi se mai aă persoane în apropie‐
re
-
informaţi-le cu privire la toate pericolele existente (pericol de pierdere a vederii
din cauza arcului electric, pericol de accidentare din cauza împrăştierii scântei‐
lor, gaze toxice degajate în timpul sudării, poluare sonoră, posibile pericole ge‐
nerate de curentul de la reţea şi curentul de încărcare, ...),
-
puneţi-le la dispoziţie mijloace de protecţie adecvate sau
-
instalaţi pereţi de protecţie şi cortine de protecţie adecvate.
RO
Date privind valo‐
rile emisiilor de
zgomot
Pericole generate
de gaze şi vapori
toxici
Aparatul emite un nivel de putere acustică maxim <80dB(A) (ref. 1pW) la funcţiona‐
rea în gol precum şi în faza de răcire după funcţionare în conformitate cu punctul
de funcționare maxim admis la capacitatea standard conform EN 60974-1.
O valoare a emisiei raportată la locul de muncă nu poate indicată la sudură (şi
tăiere), deoarece acestea sunt condiţionate de metodă şi mediul ambiant. Aceasta
depinde de diverşii parametri de sudare, de exemplu de procedeul de sudare (suda‐
re MIG/MAG, WIG), de tipul de curent ales (curent continuu, c.a.), de intervalul de
putere, de tipul de material sudat, de rezonanţa piesei, de mediul ambiant al spațiu‐
lui de lucru și de alți factori.
Fumul generat la sudură conţine gaze şi vapori dăunători pentru sănătate.
Fumul de sudare conţine substanţe care, conform Studiului 118 al Agenţiei Inter‐
naţionale de Cercetare în Domeniul Cancerului, declanşează cancer.
Utilizaţi un sistem de aspiraţie punctual şi un sistem de aspiraţie al încăperii.
Dacă este posibil, utilizaţi pistolete de sudare cu dispozitive de aspiraţie proprii.
Păstraţi distanţa faţă de fumul de sudare şi gazele generate.
Fumul şi gazele dăunătoare rezultate
-
nu se inhalează
-
se aspiră din perimetrul de lucru folosind mijloace adecvate.
Se asigură alimentarea sucientă cu aer proaspăt. Asiguraţi-vă că în orice moment
este garantată o rată de ventilaţie de minimum 20 m³ / oră.
În cazul ventilării insuciente utilizaţi o mască pentru sudare cu alimentare cu aer.
În cazul în care aveţi dubii legate de puterea de aspirație, comparaţi nivelul de emi‐
sii poluante cu valorile limită admise.
Următoarele componente sunt responsabile, printre altele, pentru toxicitatea fumu‐
lui de sudură:
-
Metalele utilizate pentru piesă
-
Electrozii
-
Acoperirile
-
Produsele de curăţare, degresare sau similare
-
Procedeu de sudare utilizat
Prin urmare este obligatorie respectarea şelor de date de siguranţă a materialelor
şi informaţiile producătorului privind componentele enumerate.
Recomandări pentru scenarii de expunere, măsuri de management al riscurilor şi
pentru identicarea condiţiilor de lucru se găsesc pe pagina web European Welding
Association la secţiunea Health & Safety (https://european-welding.org).
Vaporii inamabili (de exemplu vapori de solvenţi) se vor menţine la distanţă de ra‐
za de acţiune a arcului electric.
13

În cazul în care nu se efectuează suduri, supapa buteliei de gaz de protecție sau ad‐
misia principală de gaz se menţin închise.
Pericol din cauza
scânteilor
Pericole generate
de curentul de la
rețea și curentul
de sudare
Scânteile purtate în aer pot declanşa incendii şi explozii.
Nu sudaţi niciodată în apropierea materialelor inamabile.
Materialele inamabile trebuie să se ae la o distanţă de minim 11 metri (36 ft. 1.07
in.) de arcul electric sau trebuie să e acoperite cu un material adecvat.
Păstraţi la îndemână extinctoare adecvate, vericate.
Scânteile şi particule metalice erbinţi pot ajunge în perimetrul învecinat şi prin mici
fante sau deschideri. Luaţi măsurile corespunzătoare pentru a evita riscul de acci‐
dentare şi incendiu.
Nu sudaţi în zone cu risc de incendiu şi explozie sau la rezervoare, butoaie sau ţevi
închise, atunci când acestea nu au fost pregătite în prealabil conform normelor
naţionale şi internaţionale specice.
Este interzisă efectuarea de lucrări de sudură la rezervoarele în care sunt sau au
fost depozitate gaze, combustibili, uleiuri minerale sau alte substanţe similare. Res‐
turile din aceste rezervoare pot provoca explozii.
Electrocutarea este de regulă foarte periculoasă și poate letală.
Nu atingeți componente aate sub tensiune din interiorul și exteriorul aparatului.
La sudarea MIG/MAG și WIG, sârma pentru sudare, bobina de sârmă, rolele de
avans precum și toate piesele metalice care vin în contact cu sârma pentru sudare
se aă sub tensiune.
Dispozitivul de avans sârmă se amplasează întotdeauna pe un suport izolat su‐
cient sau se utilizează un suport adecvat, izolat pentru dispozitivul de avans sârmă.
Protecția proprie și a altor persoane se asigură prin utilizarea unui suport la
rădăcină temporar sau a unei acoperiri uscate, izolate sucient față de potențialul
de împământare sau de masă. Suportul la rădăcină temporar sau masca trebuie să
acopere complet întreaga zonă dintre corp și potențialul de împământare sau de
masă.
Toate cablurile și conductorii trebuie să e xe, nedeteriorate, izolate și dimensiona‐
te sucient. Conexiunile slăbite, cablurile topite, deteriorate sau subdimensionate
precum și conductorii se vor înlocui imediat.
Înainte de orice utilizare vericaţi xarea fermă a conexiunilor electrice, prin control
cu mâna.
La cablurile de curent cu conector tip baionetă, răsuciți cablul de curent cu min.
180° în jurul axei longitudinale și tensionați-l.
Este interzisă înfășurarea cablurilor și conductorilor în jurul corpului sau în jurul
unor părți ale corpului.
Electrodul (electrod învelit, electrod de wolfram, sârmă pentru sudare, ...)
-
nu se scufundă niciodată în lichide în vederea răcirii
-
nu se atinge niciodată atunci când sursa de alimentare cu energie este pornită.
Între electrozii a două aparate de sudură se poate forma de ex. tensiunea dublă de
mers în gol a unui aparat se sudură. Atingerea simultană a potențialelor celor doi
electrozi prezintă uneori un pericol de moarte.
14

Branșamentul la rețea și alimentarea aparatului trebuie vericate regulat de către
un electrician specializat în ceea ce privește ecienţa funcțională a conductorului de
protecție.
Pentru funcționarea corectă, aparatele din clasa de protecție 1 necesită o rețea cu
conductor de protecție și un sistem cu şă cu contact cu conductor de protecție.
Funcționarea aparatului la o rețea fără conductor de protecție și la o priză fără con‐
tact cu conductor de protecție nu este permisă, atunci când sunt respectate toate
dispozițiile naționale pentru separarea de protecție.
Nerespectarea acestei reguli se consideră neglijență crasă. Producătorul nu este
responsabil pentru daunele astfel rezultate.
În cazul în care este necesar, asigurați împământarea corespunzătoare a piesei prin
mijloace adecvate.
Deconectați aparatele care nu sunt utilizate.
La efectuarea lucrărilor la înălțime purtați echipament de protecție împotriva căderii
accidentale.
Înainte de efectuarea lucrărilor opriți aparatul și scoateți ștecherul din priză.
Asigurați aparatul împotriva cuplării ștecherului de rețea și a repornirii prin aplica‐
rea unui panou de avertizare lizibil și clar.
După deschiderea aparatului:
-
descărcați toate componentele care acumulează sarcini electrice
-
asigurați-vă că toate componentele aparatului sunt scoase de sub tensiune.
RO
Curenți vaga‐
bonzi de sudare
În cazul în care sunt necesare lucrări la componentele aate sub tensiune, apelați la
ajutorul unui coleg care să deconecteze la timp întrerupătorul principal.
În cazul nerespectării indicațiilor de mai jos există riscul apariției curenților vaga‐
bonzi de sudare, care pot cauza următoarele:
-
Pericol de incendiu
-
Supraîncălzirea componentelor conectate cu piesa
-
Distrugerea conductorilor de protecție
-
Deteriorarea aparatului și a altor dispozitive electrice
Asigurați îmbinarea xă a bornei de racordare a piesei cu piesa.
Fixați borna de racordare a piesei cât mai aproape de punctul de sudură.
Instalați aparatul cu o izolare sucientă față de un mediu ambiental conductor elec‐
tric, de exemplu cu izolare față de pardoselile conductoare sau izolare față de batiu‐
rile conductoare.
În cazul utilizării distribuitoarelor de curent, a suporturilor pentru cap dublu etc., se
vor reține următoarele: Chiar și electrodul pistoletului de sudare / portelectrodului
neutilizat este conductor de potențial. Asigurați depozitarea sucient de izolată a
pistoletului de sudare/portelectrodului neutilizat.
La aplicațiile MIG/MAG automatizate, conduceți sârma pentru sudare doar izolat de
butoiul pentru sârma pentru sudare, bobina mare sau bobina de sârmă până la dis‐
pozitivul de avans sârmă.
15

Clasicarea apa‐
ratelor din punct
de vedere al com‐
patibilităţii elec‐
tromagnetice
Aparate din clasa de emisie A:
-
sunt prevăzute doar pentru utilizarea în zone industriale
-
în alte zone pot provoca perturbaţii legate de performanţă şi radiaţii.
Aparate din clasa de emisie B:
-
Îndeplinesc condiţiile privitoare la emisii pentru zone locuite şi industriale.
Acest lucru este valabil şi pentru zone locuite în care alimentarea cu energie se
face de la reţeaua publică de joasă tensiune.
Clasicarea aparatelor din punct de vedere al compatibilităţii electromagnetice con‐
form panoului indicator de putere sau datelor tehnice.
Măsuri referitoa‐
re la compatibili‐
tatea electromag‐
netică
În cazuri speciale, în ciuda respectării limitelor de emisie standardizate, pot apărea
inuenţe pentru zona de utilizare prevăzută (de exemplu dacă în locaţia de ampla‐
sare se aă aparate sensibile sau dacă zona de amplasare se aă în apropierea re‐
ceptorilor radio sau TV).
În acest caz exploatatorul este obligat să ia măsuri adecvate pentru eliminarea per‐
turbaţiilor.
Vericaţi şi evaluaţi rezistenţa la perturbaţii a dispozitivelor aate în vecinătatea
aparatului, în conformitate cu dispoziţiile naţionale şi internaţionale. Exemple de
dispozitive expuse la perturbaţii, care pot inuenţate de către aparat:
-
dispozitive de siguranță
-
cabluri de rețea, de semnal sau cabluri de transfer date
-
echipamente IT și de comunicații
-
echipamente de măsură și calibrare
Măsuri de protecție în vederea evitării problemelor de compatibilitate electromag‐
netică:
1. Alimentarea de la rețea
-
În cazul în care intervin perturbații electromagnetice în ciuda alimentării
corecte de la rețea, luați măsuri suplimentare (de ex. utilizați ltre de rețea
adecvate).
2. Cablurile de sudură
-
se menţin cât mai scurte
-
se pozează pe trasee comune, cât mai apropiate (pentru evitarea proble‐
melor legate de câmpurile electromagnetice - CEM)
-
se pozează la distanţă cât mai mare de alte cabluri
3. Echilibrarea de potenţial
4. Împământarea piesei
-
Dacă este necesar, se va realiza o legătură la masă prin condensatori adec‐
vaţi.
5. Ecranare, dacă este necesar
-
Se ecranează alte echipamente din zonă
-
Se ecranează întreaga instalaţie de sudură
16

Măsuri CEM Câmpurile electromagnetice pot cauza daune pentru sănătate, care nu sunt cunos‐
cute încă:
-
Efecte asupra sănătăţii persoanelor învecinate, de exemplu a persoanelor
purtătoare de stimulatoare cardiace sau aparate auditive
-
Persoanele purtătoare de stimulatoare cardiace trebuie să consulte medicul cu‐
rant înainte de a staţiona în imediata vecinătate a aparatului sau procedeului
de sudare
-
Distanţele între cablurile de sudură şi capul/trunchiul sudorului trebuie să e
cât mai mari, din motive de siguranţă
-
Cablul de sudură şi pachetele de furtunuri nu se poartă pe umeri şi nu se
înfăşoară în jurul corpului sau a părţilor corpului
RO
Puncte de pericol
maxim
Mențineți mâinile, părul, obiectele de vestimentație și uneltele la distanță de piesele
aate în mișcare, ca de exemplu:
-
ventilatoare
-
roți dințate
-
role
-
axuri
-
bobine de sârmă și sârme pentru sudare
Nu introduceți mâinile în roțile dințate aate în mișcare ale mecanismului de avans
sârmă sau în angrenajele rotative.
Măștile și panourile laterale pot deschise / îndepărtate doar pe durata lucrărilor
de întreținere și reparații.
În timpul funcționării
-
Asigurați-vă că toate măștile sunt închise și toate panourile laterale sunt monta‐
te corect.
-
Mențineți toate măștile și panourile laterale în stare închisă.
Ieșirea sârmei pentru sudare din pistoletul de sudare reprezintă un pericol ridicat
de accidentare (înțeparea mâinii, rănire la nivelul feței sau al ochilor, ...).
Prin urmare nu orientați niciodată pistoletul de sudare spre corp (aparate cu dispo‐
zitiv de avans sârmă) și purtați ochelari de protecție adecvați.
Nu atingeți piesa în timpul sudării și după aceea - pericol de arsuri.
În timpul răcirii piesei, de pe aceasta poate sări zgură. De aceea, chiar și la prelucra‐
rea ulterioară a pieselor continuați să purtați echipamentul de protecție prescris și
să asigurați protecția celorlalte persoane din zonă.
Lăsați pistoletele de sudare și celelalte componente ale echipamentelor prelucrate
la temperaturi înalte să se răcească înainte de a lucra la acestea.
În încăperile cu risc de incendiu și explozie se aplică prevederi speciale
- respectați normele naționale și internaționale specice.
Sursele de curent pentru lucrările din încăperi cu risc electric ridicat (de exemplu în
cazane) trebuie să e marcate cu un simbol corespunzător (Safety). Sursa de curent
însă nu trebuie să se ae în astfel de încăperi.
Pericol de opărire din cauza scurgerilor de lichid de răcire. Înainte de decuplarea ra‐
cordurilor pentru turul și returul lichidului de răcire, opriți aparatul de răcire.
La manevrarea lichidului de răcire, respectați datele din şa tehnică de securitate a
lichidului de răcire. Fișa tehnică de securitate a lichidului de răcire este disponibilă la
centrul de service sau de pe pagina de Internet a producătorului.
17

Pentru transportul cu macaraua al aparatelor se utilizează doar accesorii de ridicare
adecvate, de la producător.
-
Lanţurile sau cablurile se agaţă doar în punctele de suspendare prevăzute ale
accesoriului de ridicare.
-
Lanţurile şi cablurile trebuie să e dispuse cât mai aproape de verticală.
-
Îndepărtaţi butelia de gaz şi dispozitivul de avans sârmă (aparate MIG/MAG şi
WIG).
La suspendarea cu macaraua a dispozitivului de avans sârmă în timpul sudării folo‐
siți întotdeauna un inel pentru ridicare adecvat, izolat pentru dispozitivul de avans
sârmă (aparate MIG/MAG și WIG).
În cazul în care aparatul este echipat cu o curea sau un mâner de purtare, acestea
sunt destinate doar transportului manual al aparatului. Pentru transportul cu maca‐
raua, motostivuitorul sau alte dispozitive mecanice de ridicare, cureaua nu este ne‐
cesară.
Toate accesoriile de ridicare (curele, catarame, lanțuri,...) care se utilizează în
legătură cu aparatul sau componentele acestuia se verică periodic (de exemplu în
ceea ce privește deteriorările mecanice, coroziunea sau modicări produse de alte
inuenţe ale mediului).
Intervalul de vericare și volumul vericării trebuie să corespundă cel puțin norme‐
lor și directivelor naționale în vigoare.
Pericol de emisii insesizabile de gaz protector incolor și inodor, la utilizarea unui
adaptor pentru racordul de gaz de protecție. Filetul adaptorului de pe partea apara‐
tului, aferent racordului pentru gaz de protecție, se etanșează înainte de montaj cu
ajutorul unei benzi adecvate din teon.
Cerințe privind
gazul de protecție
Pericol din cauza
buteliilor de gaz
protector
În special la conductele inelare, gazul de protecție cu impurități poate cauza deteri‐
orări ale echipamentului și o diminuare a calității sudurii.
Trebuie îndeplinite următoarele norme referitoare la calitatea gazului de protecție:
-
Dimensiunea particulelor solide < 40 µm
-
Punct de condensare sub presiune < -20 °C
-
Conținut max. de ulei < 25 mg/m³
Dacă este necesar utilizați un ltru!
Buteliile de gaz protector conţin gaz sub presiune şi pot exploda în caz de deteriora‐
re. Deoarece buteliile de gaz protector sunt o componentă a echipamentului de su‐
dură, acestea trebuie tratate cu maximă precauţie.
Protejaţi buteliile de gaz protector umplute cu gaz comprimat împotriva căldurii ex‐
cesive, a şocurilor mecanice, a zgurii, focului deschis, scânteilor şi arcurilor electrice.
Montaţi buteliile de gaz protector în poziţie verticală şi xaţi-le conform instrucţiuni‐
lor, pentru ca acestea să nu poată cădea.
Menţineţi buteliile de gaz protector la distanţă de circuitele de sudură sau alte circu‐
ite electrice.
Nu agăţaţi niciodată un arzător de sudură pe o butelie de gaz protector.
18
Nu atingeţi niciodată o butelie de gaz protector cu un electrod.
Pericol de explozie - nu efectuaţi niciodată suduri la o butelie de gaz protector aată
sub presiune.

Folosiţi întotdeauna doar buteliile de gaz protector adecvate pentru respectiva apli‐
caţie şi accesoriile adecvate (dispozitive de reglare, furtunuri şi ttinguri, ...). Utilizaţi
doar buteliile de gaz protector şi accesoriile aate în stare perfectă de funcţionare.
În cazul în care se deschide o supapă a unei butelii de gaz protector, întoarceţi faţa
dinspre oriciul de ieşire.
În cazul în care nu se efectuează suduri, supapa buteliei de gaz protector se
menţine închisă.
În cazul în care butelia de gaz protector nu este racordată, capacul de la supapa bu‐
teliei de gaz protector se lasă montat.
A se respecta indicaţiile producătorului precum şi dispoziţiile naţionale şi internaţio‐
nale privind buteliile de gaz protector şi accesoriile.
RO
Pericol din cauza
emanaţiilor de
gaz protector
Măsuri de sigu‐
ranţă la locul de
instalare şi la
transport
Pericol de asxiere din cauza emanaţiilor necontrolate de gaz protector
Gazul protector este inodor şi insipid, având totodată capacitatea de a dislocui oxi‐
genul din aerul ambiant.
-
Asiguraţi un ux sucient de aer proaspăt - rată de ventilaţie de minim 20 m³ /
oră
-
Respectaţi instrucţiunile de siguranţă şi întreţinere de pe butelia de gaz protec‐
tor sau de la sursa principală de alimentare cu gaz
-
În cazul în care nu se efectuează suduri, supapa buteliei de gaz protector sau
admisia principală de gaz se menţin închise.
-
Vericaţi sticla de gaz protector sau sursa de alimentare cu gaz înainte de eca‐
re punere în funcţiune, în ceea ce priveşte scurgerile necontrolate de gaz.
Un aparat în cădere poate reprezenta un pericol de moarte! Plasaţi aparatul în
poziţie stabilă pe o suprafaţă plană şi solidă
-
Este permis un unghi de înclinare de maximum 10°.
În încăperile cu risc de incendiu şi explozie se aplică norme speciale
-
a se respecta normele naţionale şi internaţionale specice.
Prin instrucţiunile şi controalele interne se va asigura ca perimetrul din jurul postu‐
lui de lucru este mereu în stare de ordine şi curăţenie.
Instalaţi şi operaţi aparatul doar în conformitate cu tipul de protecţie specicat pe
plăcuţa indicatoare.
La instalarea aparatului asiguraţi o distanţă perimetrală de 0,5 m (1 ft. 7.69 in.), pen‐
tru ca aerul de răcire să poată intra şi ieşi nestingherit.
La transportul aparatului aveţi grijă ca directivele şi normele de protecţie a muncii
naţionale şi regionale să e respectate. Acest lucru este valabil în special pentru di‐
rectivele privind deteriorările produse în timpul transportului.
Nu ridicaţi şi nu transportaţi aparate active. Deconectaţi aparatele înainte de trans‐
port sau de ridicare.
Înainte de ecare transport al aparatului evacuaţi complet lichidul de răcire şi de‐
montaţi următoarele componente:
-
Dispozitiv de avans sârmă
-
Bobină de sârmă
-
Butelie de gaz protector
19

Înainte de punerea în funcţiune, după transport efectuaţi obligatoriu o examinare
vizuală a aparatului în ceea ce priveşte deteriorările. Înainte de punerea în funcţiu‐
ne solicitaţi repararea daunelor de către personalul de service calicat.
Măsuri de sigu‐
ranţă în regimul
normal de
funcţionare
Exploataţi aparatul numai atunci când toate dispozitivele de siguranţă sunt complet
funcţionale. Dacă dispozitivele de siguranţă nu sunt perfect funcţionale, acest lucru
poate reprezenta un pericol pentru
-
viaţa şi sănătatea operatorului sau a unor terţi,
-
aparat şi alte bunuri materiale ale utilizatorului
-
lucrul ecient cu aparatul.
Dispozitivele de siguranţă care nu prezintă o ecienţă funcţională completă trebuie
reparate înainte de pornirea aparatului.
Nu evitaţi şi nu scoateţi niciodată din funcţiune dispozitivele de siguranţă.
Înainte de pornirea aparatului asiguraţi-vă că se exclude orice pericol la care ar pu‐
tea expuse persoanele.
Vericaţi aparatul cel puţin o dată pe săptămână în ceea ce priveşte daunele vizibile
şi funcţionarea dispozitivelor de siguranţă.
Fixaţi întotdeauna butelia de gaz protector şi îndepărtaţi-o în prealabil la transpor‐
tul cu macaraua.
Datorită caracteristicilor sale (conductivitate electrică, protecţie împotriva
îngheţului, toleranţa materialului, inamabilitate, ...) doar lichidul de răcire original
de la producător este adecvat pentru utilizarea în aparatele noastre.
A se utiliza doar lichidul de răcire original de la producător.
Punere în funcțiu‐
ne, întreţinere şi
reparaţii
A nu se amesteca lichidul de răcire original de la producător cu alte lichide de răcire.
Racordaţi la sistemul de răcire doar componentele de sistem de la producător.
Dacă prin utilizarea altor componente de sistem sau a altor lichide de răcire se pro‐
duc daune, producătorul nu răspunde pentru aceasta iar eventualele pretenţii de
garanţie se anulează.
Cooling Liquid FCL 10/20 nu este inamabil. În anumite condiţii, lichidul de răcire pe
bază de etanol este inamabil. Lichidul de răcire se transportă doar în recipiente
originale închise şi se menţine la distanţă de sursele de aprindere.
Lichidul de răcire uzat se elimină în conformitate cu prevederile naţionale şi inter‐
naţionale, în mod corespunzător. Fişa tehnică de securitate a lichidului de răcire es‐
te disponibilă la centrul de service sau de pe pagina de Internet a producătorului.
La instalaţia răcită, înainte de începerea lucrării de sudură se verică nivelul lichidu‐
lui de răcire.
În cazul pieselor unor terţi producători nu garantăm că acestea construite şi fabri‐
cate pentru a face faţă diverselor solicitări şi cerinţe de siguranţă.
-
Utilizaţi doar piese de schimb şi consumabile originale (valabil şi pentru piese
standard).
-
Nu aduceţi modicări, nu montaţi piese suplimentare şi nu reechipaţi aparatul
fără aprobarea producătorului.
-
Piesele care nu sunt în stare ireproșabilă trebuie înlocuite imediat.
-
Când comandați piesele, indicați denumirea exactă și numărul articolului con‐
form listei pieselor de schimb, precum și numărul de serie al aparatului dvs.
20

Şuruburile carcasei reprezintă sistemul de conectare a conductorilor de protecţie
pentru împământarea carcasei.
Utilizaţi întotdeauna şuruburi de carcasă originale, în cantitatea corespunzătoare şi
strânse cu cuplul indicat.
RO
Vericarea din
punct de vedere
al tehnicii sigu‐
ranţei
Eliminarea ca
deşeu
Producătorul recomandă efectuarea cel târziu la ecare 12 luni a unei vericări a
aparatului din punct de vedere al tehnicii siguranţei.
În acelaşi interval de 12 luni, producătorul recomandă o calibrare a surselor de ali‐
mentare cu energie.
Se recomandă efectuarea unei vericări din punct de vedere al tehnicii siguranţei,
de către un electrician specializat şi autorizat
-
după o modicare
-
după montarea de piese suplimentare sau reechipare
-
după lucrări de reparaţie şi întreţinere
-
cel puţin la ecare douăsprezece luni.
În cadrul vericării din punct de vedere al tehnicii siguranţei trebuie respectate nor‐
mele şi directivele naţionale şi internaţionale corespunzătoare.
Pentru informaţii amănunţite referitoare la vericarea din punct de vedere al tehni‐
cii siguranţei şi la calibrare vă rugăm să consultaţi unitatea de service. La cerere,
aceasta vă va pune la dispoziţie documentele necesare.
Echipamentele electrice și electronice vechi trebuie colectate separat conform direc‐
tivei europene și legislației naționale și trebuie să facă obiectul unei reciclări ecolo‐
gice. Aparatele uzate trebuie returnate distribuitorului sau la un centru local autori‐
zat de colectare și reciclare. O eliminare corectă a aparatului vechi stimulează o re‐
valoricare sustenabilă a resurselor reciclabile. Ignorarea poate duce la efecte po‐
tențiale asupra sănătății/mediului înconjurător.
Ambalaje
Colectare separată. Vericaţi prevederile valabile la nivel local. Reduceți volumul
cartonului.
Simboluri de sigu‐
ranță
Siguranţa datelor Utilizatorul este responsabil pentru asigurarea datelor care conţin modicări faţă
Aparatele cu marcajul CE îndeplinesc cerințele fundamentale ale Directivei privitoa‐
re la joasa tensiune și compatibilitatea electromagnetică (de exemplu standarde re‐
levante ale produselor din seria de standarde EN 60 974).
Fronius International GmbH declară că aparatul corespunde directivei 2014/53/CE.
Textul integral al declarației de conformitate CE este disponibil la următoarea
adresă de Internet: http://www.fronius.com
Aparatele prevăzute cu marcajul de vericare CSA îndeplinesc cerințele standarde‐
lor relevante pentru Canada și SUA.
de setările din fabrică. Producătorul nu este responsabil în cazul ştergerii setărilor
personale.
Dreptul de autor Dreptul de autor asupra prezentului manual de utilizare îi revine producătorului.
21

Textele şi gurile corespund nivelului tehnic din momentul tipăririi. Ne rezervăm
dreptul de a aduce modicări. Conţinutul manualului de utilizare nu poate repre‐
zenta baza nici unor pretenţii din partea cumpărătorului. Vă suntem recunoscători
pentru eventuale propuneri de îmbunătăţire şi pentru indicarea unor eventuale
erori în manualul de utilizare.
Utilizarea con‐
formă
Aparatul este destinat exclusiv folosirii în sensul prevederilor privind utilizarea con‐
formă.
Aparatul este destinat exclusiv pentru procedura de sudare indicată pe plăcuţa indi‐
catoare şi în MU.
Orice altă utilizare este considerată ca ind neconformă. Producătorul nu este res‐
ponsabil pentru daunele astfel rezultate.
Utilizarea conformă presupune și
-
citirea în întregime și respectarea tuturor indicaţiilor din MU
-
citirea completă și respectarea tuturor instrucțiunilor de securitate și a indicații‐
lor de avertizare asupra pericolelor
-
respectarea activităților de vericare și a lucrărilor de întreținere.
A nu se utiliza niciodată acest aparat pentru următoarele aplicaţii:
-
dezghețarea țevilor
-
încărcarea bateriilor/acumulatorilor
-
pornirea motoarelor
Aparatul este conceput pentru utilizarea în domeniul industrial şi comercial. Pro‐
ducătorul nu îşi asumă nicio răspundere pentru daunele rezultate în urma utilizării
aparatului în spaţiul locativ.
Producătorul nu își asumă de asemenea nicio răspundere pentru rezultatele defec‐
tuoase sau eronate ale lucrărilor.
22

Informaţii generale
23

24

Generalităţi
RO
Conceptul apara‐
tului
Principiu de
funcţionare
Sursele de curent iWave 300i / 400i /
500i DC şi iWave 300i / 400i / 500i AC/DC
sunt surse de curent pe bază de inver‐
tor, complet digitalizate, comandate de
un microprocesor.
Designul modular și posibilitatea simplă
de extensie a sistemului garantează un
grad ridicat de exibilitate. Aparatele se
pot adapta oricăror condiții.
Unitatea centrală de comandă şi reglare a surselor de curent este cuplată cu un pro‐
cesor digital de semnal. Unitatea centrală de comandă şi reglare şi procesorul de
semnal comandă întregul proces de sudare.
În timpul procesului de sudare, valorile reale sunt măsurate în mod continuu,
permiţând reacţii prompte la orice modicare. Algoritmii de reglare asigură
menţinerea oricărei stări nominale dorite.
Domenii de utili‐
zare
Prin aceasta se obţine:
-
Un proces de sudare precis
-
O reproductibilitate exactă a tuturor rezultatelor
-
proprietăţi excepţionale de sudare.
Aparatele sunt destinate uzului profesional şi industrial, pentru aplicaţii WIG şi
MIG/MAG manuale și automatizate pentru sudare cu oţel nealiat şi oţel slab aliat,
oţel crom-nichel înalt aliat, aluminiu, aliaje de aluminiu şi magneziu. Sursele de cu‐
rent sunt concepute pentru:
-
Industria automobilelor şi furnizorii acesteia,
-
Construcţia de maşini şi autovehicule feroviare,
-
Construcţia de instalaţii chimice,
-
Construcţia de aparate,
-
Şantiere navale,
-
etc
25

Conformități FCC
Prezentul dispozitiv corespunde valorilor limită pentru un dispozitiv digital din clasa
de aparate CEM A conform dispozițiilor FCC partea 15. Aceste valori limită au rolul
de a oferi o protecție adecvată împotriva interferențelor dăunătoare, atunci când
dispozitivul este utilizat în domeniul industrial. Dispozitivul generează și utilizează
energie de înaltă frecvență și poate cauza interferențe în comunicarea radio, în ca‐
zul în care nu este instalat și utilizat în conformitate cu MU.
Utilizarea acestui dispozitiv în zone rezidențiale va cauza probabil interferențe
dăunătoare; în acest caz utilizatorul are obligația să înlăture perturbațiile pe propria
cheltuială.
FCC ID: QKWSPBMCU2
Industry Canada RSS
Acest dispozitiv corespunde normelor Industry Canada RSS care nu necesită licență.
Utilizarea se supune următoarelor condiții:
(1) Dispozitivul nu are voie să cauzeze interferențe dăunătoare.
(2) Dispozitivul trebuie să facă față oricăror inuenţe perturbatoare, inclusiv ce‐
IC: 12270A-SPBMCU2
EU
Conformiatea cu directiva 2014/53 / UE - Radio Equipment Directive (RED)
lor care ar putea duce la afectarea funcționării.
Antenele utilizate pentru acest emițător trebuie instalate astfel încât să e respec‐
tată o distanță minimă de 20 cm față de orice persoană. Acestea nu pot instalate
sau exploatate împreună cu altă antenă sau cu un alt emițător. Integratorii OEM și
utilizatorii nali trebuie să dispună de condițiile de exploatare a emițătorului, pen‐
tru a îndeplini directivele referitoare la afectarea prin frecvența radio.
ANATEL / Brazilia
Acest dispozitiv este utilizat secundar. Acesta nu are pretenția de a proteja împotriva
perturbațiilor dăunătoare, nici chiar generate de dispozitive de același tip.
Aparatul nu poate cauza defecțiuni la sistemele utilizate primar.
Acest dispozitiv corespunde valorilor limită stabilite de ANATEL pentru rata de ab‐
sorbție specică în legătură cu expunerea la câmpuri ÎF electrice, magnetice și elec‐
tromagnetice.
IFETEL / Mexic
Utilizarea acestui dispozitiv se supune următoarelor două condiții:
(1) Dispozitivul nu are voie să cauzeze interferențe dăunătoare;
(2) Dispozitivul trebuie să accepte toate interferențele, chiar și cele care ar pu‐
tea cauza funcționarea nedorită.
NCC / Taiwan
În conformitate cu prevederile NCC pentru motoarele cu emisii radio cu putere re‐
dusă:
Articolul 12
Un motor certicat cu emisii radio cu putere redusă nu poate modica frecvența, nu
poate crește puterea și nu poate modica proprietățile și funcțiile construcției iniția‐
le fără o aprobare prealabilă.
26
Articolul 14
Utilizarea motoarelor cu emisii radio cu putere redusă nu poate afecta siguranța
zborului și comunicarea legitimă.
O interferență detectată trebuie dezactivată și remediată imediat, până la elimina‐
rea ei totală.

Comunicarea legitimă în sensul paragrafului de mai sus se referă la legăturile radio
care funcționează în conformitate cu dispozițiile stipulate de legislația telecomuni‐
cațiilor. Motoarele cu emisii radio cu putere redusă trebuie să facă față interfe‐
rențelor produse de comunicarea legitimă sau de către dispozitivele radiologice, cu
radiații electrice pentru aplicații industriale, ştiinţice și medicale.
Thailanda
RO
Bluetooth trade‐
marks
Avertismente pe
aparat
Marca Bluetooth® şi siglele Bluetooth® sunt mărci înregistrate aparținând Bluetoo‐
th SIG, Inc. și sunt utilizate de producător cu licență. Alte mărci și denumiri comerci‐
ale sunt proprietatea respectivilor deținători ai drepturilor.
Pe sursele de curent cu marcaj de vericare CSA pentru utilizarea în spațiul nordamerican (SUA și Canada) sunt aşate avertismente și simboluri de siguranță. Aces‐
te avertismente și simboluri de siguranță nu trebuie îndepărtate sau acoperite cu
vopsea. Indicaţiile și simbolurile avertizează asupra situațiilor de operare necores‐
punzătoare care pot cauza vătămări corporale și daune materiale grave.
27
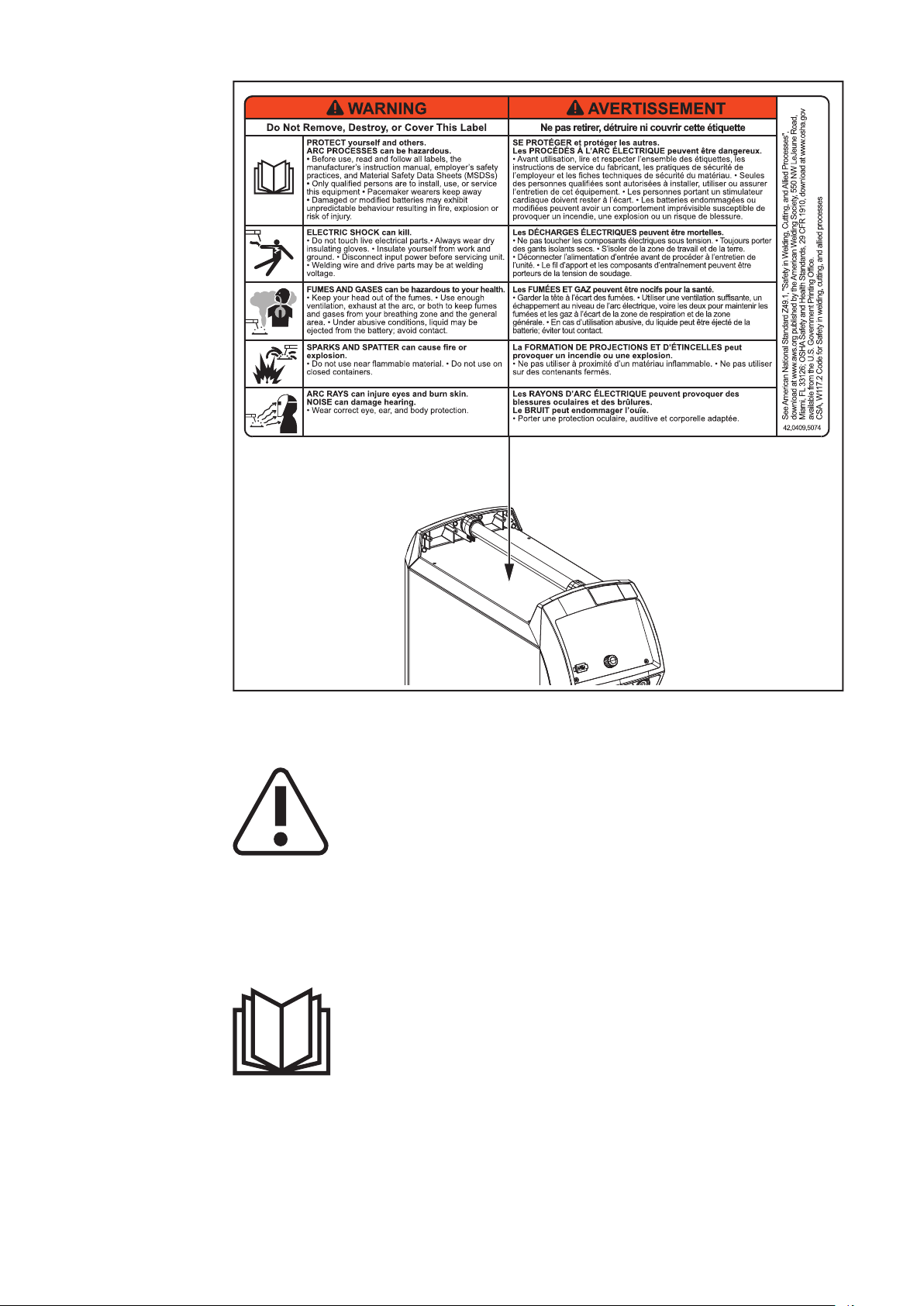
Simboluri de siguranță pe plăcuța indicatoare:
Sudarea este periculoasă. Următoarele premise de bază trebuie îndeplinite:
-
Calicare sucientă pentru efectuarea lucrărilor de sudare
-
Echipament de protecție corespunzător
-
Menținerea la distanță a persoanelor străine
Utilizați funcțiile descrise doar dacă ați citit în totalitate și ați înțeles următoarele do‐
cumente:
-
prezentul MU
-
toate MU ale componentelor de sistem, în special prescripțiile de securitate
28

Opțiuni
WP TIG DynamicWire
Welding Package permite procedeul TIG DynamicWire.
OPT/i TIG regulator de gaz
OPT/i TIG 4 Switch SpeedNet
Opțional, în cazul în care este necesară mai mult de un racord auxiliar SpeedNet.
OPT/i TIG senzor de debit de gaz
OPT/i TIG senzor extern
OPT/i TIG PowerConnector
2. Bornă de curent pe partea posterioară a sursei de curent
OPT/i TIG comutare gaz
OPT/i TIG 2nd SpeedNet
al doilea racord SpeedNet
OPT/i TIG DC MultiProzess PRO
OPT/i TIG AC MultiProzess PRO
OPT/i TIG 2nd NT242
La utilizarea unui aparat de răcire CU 1400 în sursele de curent trebuie să e
montată opţiunea OPT/i TIG 2nd NT242.
RO
OPT/i TIG NT601
OPT/i TPS ltru de praf
IMPORTANT! Utilizarea opțiunii OPT/i TPS ltru de praf la sursele de curent iWave
determină o reducere a duratei active!
OPT/i CycleTIG
sudare în linie continuă prin puncte WIG extinsă
OPT/i Synergic Lines *
Opțiune pentru deblocarea tuturor liniilor sinergice speciale disponibile ale surselor
de curent;
se autorizează automat inclusiv linii sinergice speciale create în viitor.
OPT/i GUN Trigger *
Opțiune pentru funcții speciale în legătură cu tasta pistoletului
OPT/i Jobs
Opțiune pentru mod de funcţionare Job
OPT/i Documentation
Opțiune pentru funcția de documentare
OPT/i Puls Pro
OPT/i Interface Designer *
Opțiune pentru congurarea individuală a interfeței
OPT/i WebJobEdit
Opțiune pentru editarea Job-urilor prin SmartManager-ul sursei de curent
OPT/i Limit Monitoring
Opțiune pentru prestabilirea valorilor limită pentru curent de sudare, tensiune de
sudare și viteza de avans a sârmei
29

OPT/i Custom NFC - ISO 14443A
Opțiune pentru utilizarea unei benzi de frecvență specice clientului pentru carduri‐
le cu cod
OPT/i CMT Cycle Step *
Opțiune pentru procedeul de sudare CMT ciclic, reglabil
OPT/i OPC-UA
protocol standardizat pentru interfață de date
OPT/i MQTT
protocol standardizat pentru interfață de date
OPT/i SpeedNet Repeater
Amplicator de semnal, atunci când pachetele de furtunuri de legătură sau conexiu‐
nile de la sursa de curent la dispozitivul de avans sârmă au o lungime de peste 50 m
Aparat de crăițuire cu arc electric KRIS 13
Port-electrod cu racord de aer comprimat pentru crăițuire cu arc electric
OPT/i Wire Sense *
Căutare îmbinare sudată / detectare muchii cu ajutorul sârmei pentru sudare la
aplicații automatizate
doar în combinaţie cu hardware CMT
OPT/i Synchropulse 10 Hz *
pentru creşterea frecvenţei Synchropuls de la 3 Hz la 10 Hz
Opţiune OPT/i Sa‐
fety Stop PL d
* Opţiuni MIG/MAG - doar în combinaţie cu opţiunile OPT/i TIG DC MultiPro‐
zess PRO sau OPT/i TIG AC MultiProzess PRO
IMPORTANT! Funcţia de siguranţă OPT/i Safety Stop PL d a fost dezvoltată conform
EN ISO 13849-1:2008 + AC:2009 sub forma categoriei 3.
În acest sens, alimentarea pe două canale a semnalului de intrare este o premisă.
O şuntare a celor două canale (de ex. cu ajutorul unei punţi de scurtcircuit) este ne‐
permisă şi duce la pierderea PL d.
Descrierea funcţionării
Opţiunea OPT/i Safety Stop PL d garantează o oprire de siguranţă a sursei de curent
după PL d cu sfârşit controlat al sudării în mai puţin de o secundă.
La ecare conectare a sursei de curent, funcţia de siguranţă Safety Stop PL d efectu‐
ează un autotest.
IMPORTANT! Acest autotest trebuie efectuat cel puţin o dată pe an pentru a verica
funcţia de oprire de siguranţă.
Dacă la cel puţin una din cele 2 intrări se înregistrează o cădere de tensiune, Safety
Stop PL d opreşte procesul de sudare în curs, iar motorul dispozitivului de avans
sârmă şi tensiunea de sudare sunt deconectate.
Sursa de curent emite un cod de eroare. Comunicarea prin interfaţa robotului sau
sistemul de magistrală buss se menţine.
Pentru a reporni sistemul de sudare, este necesară restabilirea tensiunii. Cu ajutorul
butonului pistoletului, al display-ului sau al interfeţei trebuie conrmată eroarea, iar
pornirea procesului de sudare trebuie repetată.
30
O deconectare nesimultană a celor două intrări (> 750 ms) este indicată de sistem
ca ind o eroare critică, neconrmabilă.
Sursa de curent rămâne deconectată permanent.
O resetare se realizează prin oprirea/pornirea sursei de curent.

Elemente de operare, racorduri şi
componente mecanice
31

32

Panou de operare
(1)
(2)
(5) (6)
(4)(3)
RO
Generalități
Panou de operare
REMARCĂ!
Datorită actualizărilor de rmware este posibil ca aparatul dumneavoastră să dis‐
pună de funcţii care nu sunt descrise în prezentul MU sau invers.
În plus, este posibil să existe mici diferențe între imagini și elementele de operare
de pe aparat. Modul de funcționare al acestor elemente de operare este însă iden‐
tic.
PERICOL!
Operarea greşită poate cauza vătămări corporale grave sau pagube materiale majo‐
re.
Utilizaţi funcţiile descrise doar după ce aţi citit în totalitate şi aţi înţeles prezen‐
▶
tul MU.
Utilizaţi funcţiile descrise doar după ce aţi citit în totalitate şi aţi înţeles MU ale
▶
componentelor de sistem, în mod special prescripţiile de securitate.
43,0001,3547
33

Nr. Funcție
(1) Racord USB
Pentru racordul stick-urilor USB (de ex. dongle service, cod licență, etc.).
IMPORTANT! Racordul USB nu prezintă o separare galvanică faţă de circuitul
de sudare. De aceea, aparatele care realizează legătură electrică la un alt
aparat, nu pot conectate la racordul USB!
(2) Roată de reglare cu funcție de rotire/apăsare
Pentru selectarea elementelor, setarea valorilor și derularea listelor
(3) Display (cu funcţie tactilă)
-
pentru operarea directă a sursei de curent prin atingerea display-ului
-
pentru aşarea valorilor
-
pentru navigarea în meniu
(4) Zonă de citire pentru coduri NFC
-
pentru deschiderea/blocarea sursei de curent cu codurile NFC
-
pentru logarea diverşilor utilizatori (cu Administrare utilizatori activată şi
coduri NFC alocate)
Cod NFC = card NFC sau breloc NFC
(5) Buton introducere sârmă
pentru introducerea sârmei pentru sudare în pachetul de furtunuri fără con‐
sum de gaz sau energie electrică
Posibilități de in‐
troducere
(6) Butonul Test gaz
Pentru reglarea cantității necesare la reductorul de presiune pentru gaz.
După apăsarea butonului Test gaz se emite gaz timp de 30 s. Printr-o nouă
apăsare se încheie procedeul înainte de termen.
Atingerea display-ului
Comanda tactilă a display-ului se utilizează
-
pentru navigare,
-
pentru declanşarea funcţiilor,
-
pentru selectarea opţiunilor
Prin atingerea şi selectarea unui element de pe display se marchează respectivul
element.
Rotirea roţii de reglare
34
Selectarea elementelor de pe display:
-
O rotire spre dreapta marchează următorul element dintr-o succesiune.
-
O rotire spre stânga marchează elementul anterior dintr-o succesiune.
-
Într-o listă verticală, o rotire spre dreapta marchează elementul inferior, o rotire
spre stânga marchează elementul superior.

Modicarea valorilor:
-
O rotire spre dreapta majorează valoarea de reglat.
-
O rotire spre stânga reduce valoarea de reglat.
-
Rotirea lentă a butonului de reglare determină o modicare lentă a valorii de
reglat, de ex. pentru setări ne de precizie.
-
Rotirea rapidă a butonului de reglare determină modicarea supraproporţio‐
nală a valorii de setare, modicările mari ale valorii putând astfel introduse cu
rapiditate.
La unii parametri de sudare, valoarea modicată printr-o rotire a roţii de reglare es‐
te preluată automat, fără să e necesară apăsarea roţii.
Apăsarea roţii de reglare
-
Preluarea elementelor marcate, de ex. pentru a modica o valoare a unui para‐
metru de sudare.
-
Preluarea valorilor anumitor parametri de sudare.
RO
35

Ecran
(1)
(2)
(4)
(5)
(3)
Ecran
Nr. Funcție
(1) Rând de stare
conţine informaţii despre:
-
Procedura de sudare actualmente setată
-
Modul de funcționare actualmente setat
-
Polaritatea actualmente setată
-
Procedura de amorsare actualmente setată
-
Mod calotă
-
Mod de funcţionare în impulsuri
-
Suprasolicitarea electrodului
-
Aşare stare Bluetooth
-
Utilizatorul actualmente autenticat (cu Administrare utilizatori activată)
sau
simbolul cheie cu sursa de curent blocată (de ex. dacă este activat pro‐
l / rol utilizator „locked“)
-
Ora și data
Conţinutul rândului de stare variază în funcţie de procedura de sudare se‐
tată.
36
(2) Bara din stânga paginii
Pe bara din stânga paginii se aă butoanele:
-
Sudare
-
Procedură de sudare
-
Parametri de proces
-
Presetări
Operarea barei din stânga a paginii se realizează prin atingerea display-ului.
(3) Bară indicatoare
Vedere de ansamblu a parametrilor de sudare actualmente disponibili;
parametrii de sudare individuali pot selectaţi direct prin atingerea displayului. Parametrul de sudare actualmente selectat are fundal albastru.

Parcursul curentului de sudare
(2)
RO
Balans
(1)
Diametru electrod
Mod calotă
Polaritate
(1)
doar la surse de curent iWave c.a./DC
(2)
doar la surse de curent iWave c.a./DC şi dacă polaritatea este setată pe
(1)
(1)
c.a..
(4) Zona principală
În zona principală sunt prezentaţi parametrii de sudare, EasyJobs, gracele,
listele sau elementele de navigare. În funcţie de setare, zona principală este
împărţită şi completată cu elemente în mod diferit.
Operarea zonei principale se realizează
-
prin roata de reglare,
-
prin atingerea display-ului.
(5) Bara din dreapta paginii
Bara din dreapta paginii poate utilizată în funcţie de butonul selectat pe
bara din stânga paginii, după cum urmează:
-
ca bară de funcţii, constând din butoane de aplicaţii şi butoane de
funcţii
-
pentru navigarea în al 2-lea Nivel al meniului
Operarea barei din dreapta a paginii se realizează prin atingerea displayului.
37

Aşare pe tot
1
2
ecranul
1
Display-ul va aşat pe întreg ecranul:
Încheierea modului de aşare pe tot ecranul:
2
38

Racorduri, întrerupătoare şi componente mecanice
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(11)
(9)
(10)
(16)
(15)
(14)
(13)
(12)
iWave DC iWave AC/DC
Racorduri și com‐
ponente mecani‐
ce
Parte frontală / partea din spate
Nr. Funcție
(1) Racord TIG Multi Connector
-
Pentru conectarea ștecherului de comandă al pistoletului de sudare WIG
-
Pentru conectarea telecomenzilor de picior
-
Pentru conectarea telecomenzilor
RO
(2) Bornă de curent (-) cu racord de gaz de protecţie integrat
Pentru conectarea pistoletului de sudare WIG
Simboluri:
(3) Racord TIG Multi Connector 4 poli
Pentru conectarea unui cablu CrashBox
(4) Panou de operare cu display şi capac al panoului de operare
pentru operarea sursei de curent
39

(5) Bornă de curent (-) cu închizător-baionetă
iWave DC iWave AC/DC
iWave DC iWave AC/DC
Bornă de curent fără ÎF pentru sudare cu electrod învelit
Simboluri:
(6) Bornă de curent (+)
pentru conectare cablu de masă WIG
Simboluri:
(7) Racord SpeedNet
Pentru conectarea
-
Telecomenzilor şi a senzorilor externi
-
Dispozitivelor de avans sârmă (pentru aplicaţii automatizate)
Simbol:
(8) Cablu de rețea cu dispozitiv de detensionare
În funcţie de versiune
(9) Întrerupătorul de rețea
pentru activarea și dezactivarea sursei de curent
(10) Capac orb / opţiuni interfaţă robot RI FB Inside /i sau racorduri SpeedNet
sau senzor extern
(11) Racord Ethernet
(12) Capac orb / a doua (-) bornă de curent cu închizător-baionetă (opţional)
Masă MIG/MAG pentru dispozitiv de avans sârmă
(13) Racord de gaz de protecție WIG
Electrovalvă de gaz principală
(14) Capac orb / racord gaz auxiliar
Electrovalvă de gaz suplimentară
(15) Capac orb / al doilea racord SpeedNet (opțional) sau senzor extern (opțional)
40
(16) Capac orb / al doilea racord SpeedNet (opțional) sau senzor extern (opțional)

(17)
iWave 300i - 500i c.a./DC
(17) Invertor c.a.
(doar la surse de curent iWave
c.a./DC)
RO
41

42

Înainte de instalare şi punere în
funcţiune
43
44

Înainte de instalare şi punere în funcţiune
RO
Siguranță
Utilizarea con‐
formă
Prescripții de in‐
stalare
PERICOL!
Pericol din cauza utilizării greșite și a lucrărilor executate defectuos.
Urmarea o pot reprezenta vătămări corporale grave și pagube materiale majore.
Toate lucrările și funcțiile descrise în acest document pot executate doar de
▶
către personal de specialitate cu calicare tehnică.
Citiți și înțelegeți în întregime acest document.
▶
Citiți și înțelegeți toate prescripțiile de securitate și documentațiile pentru utili‐
▶
zator care însoțesc acest aparat și toate componentele de sistem.
Sursa de curent este destinată exclusiv sudării WIG, sudării cu arc electric cu elec‐
trod fuzibil în mediu de gaz inert şi sudării cu electrod învelit. Orice altă utilizare, ca‐
re depășește cadrul acestor prevederi este considerată ca ind neconformă. Pro‐
ducătorul nu este responsabil pentru daunele astfel rezultate.
Utilizarea conformă presupune și
-
respectarea tuturor indicaţiilor din MU
-
respectarea activităților de vericare și a lucrărilor de întreținere
Aparatul este vericat conform clasei de protecție IP 23,ceea ce înseamnă:
-
protecţie împotriva pătrunderii corpurilor străine cu Ø peste 12,5 mm (0.49 in.)
-
Protecție împotriva apei pulverizate până la un unghi de 60° față de verticală
Alimentare de la
rețea
Aparatul poate instalat şi poate funcţiona în aer liber, conform IP23. A se evita ex‐
punerea directă la umezeală (de ex. prin precipitații).
PERICOL!
Pericol din cauza căderii sau răsturnării obiectelor.
Urmarea o pot reprezenta vătămări corporale grave și pagube materiale majore.
Plasaţi aparatul în poziţie stabilă pe o suprafaţă plană şi solidă.
▶
După montaj, vericaţi ca toate îmbinările cu șurub să e xate corect.
▶
Canalul de aerisire este un dispozitiv de siguranță important. La alegerea locului de
instalare se va avea grijă ca aerul de răcire să poată circula liber prin fantele de ven‐
tilare amplasate pe partea din față și pe partea din spate a aparatului. Pulberile cu
conductibilitate electrică (formate de ex. prin lucrări de polizare cu hârtie abrazivă)
nu trebuie să e aspirate direct în instalaţie.
-
Aparatele sunt concepute exclusiv pentru tensiunea de rețea marcată pe
plăcuța indicatoare.
-
Aparatele cu o tensiune nominală de 3 x 575 V pot funcționa doar în rețele trifa‐
zate cu împământare în stea.
-
În cazul în care cablurile de rețea sau ștecherele de rețea nu sunt echipate la
modelul dumneavoastră de aparat, acestea trebuie montate de către o per‐
soană calicată, în conformitate cu normele naționale.
-
Protecția branșamentului la rețea este prezentată în datele tehnice.
45

ATENŢIE!
Instalația electrică subdimensionată poate cauza pagube materiale majore.
Branșamentul la rețea, precum și protecția acestuia trebuie dimensionate con‐
▶
form alimentării cu energie electrică existente.
Se aplică datele tehnice de pe panoul indicator de putere.
Funcționarea pe
generator
Sursa de curent poate alimentată de la un generator.
Pentru dimensionarea puterii necesare a generatorului este necesară puterea apa‐
rentă maximă S
Puterea aparentă maximă S
a sursei de curent.
1max
a sursei de curent se calculează pentru aparatele
1max
trifazice după cum urmează:
S
= I
1max
I
și U1 conform plăcuței indicatoare a aparatului sau datelor tehnice
1max
Puterea aparentă necesară a generatorului S
1max
x U1 x √3
se calculează cu următoarea for‐
GEN
mulă:
S
GEN
= S
1max
x 1,35
În cazul în care nu se sudează cu puterea maximă, se poate utiliza un generator
electric mai mic.
IMPORTANT! Puterea aparentă a generatorului electric S
decât puterea aparentă maximă S
a sursei de curent!
1max
nu poate mai mică
GEN
REMARCĂ!
Tensiunea indicată a generatorului electric nu trebuie să depășească sau să scadă în
niciun caz sub toleranţa tensiunii de reţea.
Toleranța tensiunii de rețea este indicată în secțiunea „Date tehnice”.
46

Racordarea cablului de alimentare
Generalităţi În cazul în care nu este racordat niciun cablu de alimentare, înainte de punerea în
funcţiune trebuie montat un cablu de alimentare corespunzător tensiunii de racor‐
dare.
La sursa de curent este montat un dispozitiv universal de detensionare pentru dia‐
metrul cablului de 12 - 30 mm (0,47 - 1,18 in.).
Dispozitivele de detensionare pentru secţiuni mai mari ale cablului trebuie dimen‐
sionate corespunzător.
RO
Siguranță
Cabluri de ali‐
mentare prevăzu‐
te
PERICOL!
Pericol din cauza lucrărilor executate defectuos.
Urmarea o pot reprezenta vătămări corporale și daune materiale grave.
Toate lucrările prezentate mai jos pot efectuate doar de către personalul de
▶
specialitate calicat.
Urmați normele și directivele naționale.
▶
ATENŢIE!
Pericol din cauza cablului de alimentare pregătit inadecvat.
Urmarea o pot reprezenta afectări ale scurtcircuite și daune materiale.
Montați manșoane de protecție de capăt de sârmă pe conductorii de fază pre‐
▶
cum și conductorul de protecție ai cablului de alimentare dezizolat.
Europa:
Sursă de curent
Tensiune de reţea Cablu de alimentare
iWave 300i /nc DC
3 x 400 V
3 x 460 V
H07RN-F 4G4
H07RN-F 4G4
iWave 300i /multivoltage/nc DC
3 x 200 - 230 V
3 x 400 - 575 V
iWave 300i /nc c.a./DC
3 x 400 V
3 x 460 V
iWave 300i /multivoltage/nc c.a./DC
3 x 200 - 230 V
3 x 400 - 575 V
iWave 400i /nc DC
3 x 400 V
3 x 460 V
iWave 400i /multivoltage/nc DC
3 x 200 - 230 V
3 x 400 - 575 V
H07RN-F 4G6
H07RN-F 4G4
H07RN-F 4G4
H07RN-F 4G4
H07RN-F 4G6
H07RN-F 4G4
H07RN-F 4G4
H07RN-F 4G4
H07RN-F 4G10
H07RN-F 4G4
47

Sursă de curent
Tensiune de reţea Cablu de alimentare
iWave 400i /nc c.a./DC
3 x 400 V
3 x 460 V
iWave 400i /multivoltage/nc c.a./DC
3 x 200 - 230 V
3 x 400 - 575 V
iWave 500i /nc DC
3 x 400 V
3 x 460 V
iWave 500i /multivoltage/nc DC
3 x 200 - 230 V
3 x 400 - 575 V
iWave 500i /nc c.a./DC
3 x 400 V
3 x 460 V
iWave 500i /multivoltage/nc c.a./DC
3 x 200 - 230 V
3 x 400 - 575 V
H07RN-F 4G4
H07RN-F 4G4
H07RN-F 4G10
H07RN-F 4G4
H07RN-F 4G4
H07RN-F 4G4
H07RN-F 4G10
H07RN-F 4G4
H07RN-F 4G4
H07RN-F 4G4
H07RN-F 4G10
H07RN-F 4G4
SUA & Canada:
Sursă de curent
Tensiune de reţea Cablu de alimentare
iWave 300i /nc DC
3 x 400 V
3 x 460 V
iWave 300i /multivoltage/nc DC
3 x 200 - 230 V
3 x 400 - 575 V
iWave 300i /nc c.a./DC
3 x 400 V
3 x 460 V
iWave 300i /multivoltage/nc c.a./DC
3 x 200 - 230 V
3 x 400 - 575 V
iWave 400i /nc DC
3 x 400 V
3 x 460 V
iWave 400i /multivoltage/nc DC
3 x 200 - 230 V
3 x 400 - 575 V
4 x AWG 10
4 x AWG 10
4 x AWG 8
4 x AWG 10
4 x AWG 10
4 x AWG 10
4 x AWG 8
4 x AWG 10
4 x AWG 10
4 x AWG 10
4 x AWG 6
4 x AWG 10
48
iWave 400i /nc c.a./DC
3 x 400 V
3 x 460 V
iWave 400i /multivoltage/nc c.a./DC
3 x 200 - 230 V
3 x 400 - 575 V
iWave 500i /nc DC
3 x 400 V
3 x 460 V
4 x AWG 10
4 x AWG 10
4 x AWG 6
4 x AWG 10
4 x AWG 8
4 x AWG 8

Sursă de curent
100 mm
3.9 inch
min. 8 mm
min. 0.3 inch
min. 8 mm
min. 0.3 inch
140 mm
5.5 inch
1
2
Tensiune de reţea Cablu de alimentare
iWave 500i /multivoltage/nc DC
3 x 200 - 230 V
3 x 400 - 575 V
4 x AWG 4
4 x AWG 8
iWave 500i /nc c.a./DC
3 x 400 V
3 x 460 V
4 x AWG 8
4 x AWG 8
iWave 500i /multivoltage/nc c.a./DC
3 x 200 - 230 V
3 x 400 - 575 V
4 x AWG 4
4 x AWG 8
RO
Racordarea cablu‐
lui de alimentare
la surse de curent
nc
1
3
2
49

1
5
2
3
4
4
1
150 mm
5.9 inch
min. 8 mm
min. 0.3 inch
min. 8 mm
min. 0.3 inch
170 mm
6.7 inch
GND - L1 - L2 - L3; 4x TX20, 1,5 Nm / 1.11 lb-ft
6
5
Racordarea cablu‐
lui de alimentare
la sursele de cu‐
rent multivoltage
1
2
50

3
Scurtaţi dispozitivul anti-tracţiune în funcţie de diametrul exterior al cablului de ali‐
mentare
4
RO
IMPORTANT! La introducerea cablului de alimentare ţi atenţi ca mantaua cablului
să pătrundă cca. 5 - 10 mm, dincolo de dispozitivul anti-tracţiune, în aparat.
5
*
Desfaceţi doar cele 4 şuruburi TX20, fără să le îndepărtaţi
51

6
Împingeţi cablul de alimentare în di‐
recţia laturii deschise, astfel încât şuru‐
bul de prindere al dispozitivului antitracţiune să devină accesibil.
7
8
52

9 10
RO
53

Blocarea şi deblocarea sursei de curent cu ajutorul
codului NFC
Generalități Cod NFC = card NFC sau breloc NFC
Sursa de curent poate blocată cu ajutorul codului NFC, de exemplu pentru a
împiedica accesul nedorit sau modicarea parametrilor de sudare.
Blocarea şi deblocarea se realizează fără contact, la panoul de operare a sursei de
curent.
Pentru blocarea şi deblocarea sursei de curent, sursa de curent trebuie să e cu‐
plată.
Blocarea şi deblo‐
carea sursei de
curent cu ajutorul
codului NFC
Blocarea sursei de curent
54
Ţineţi codul NFC pe zona de citire pentru coduri NFC
1
Pe aşaj apare simbolul cheii.
Apoi este aşat simbolul cheii pe bara de stare.
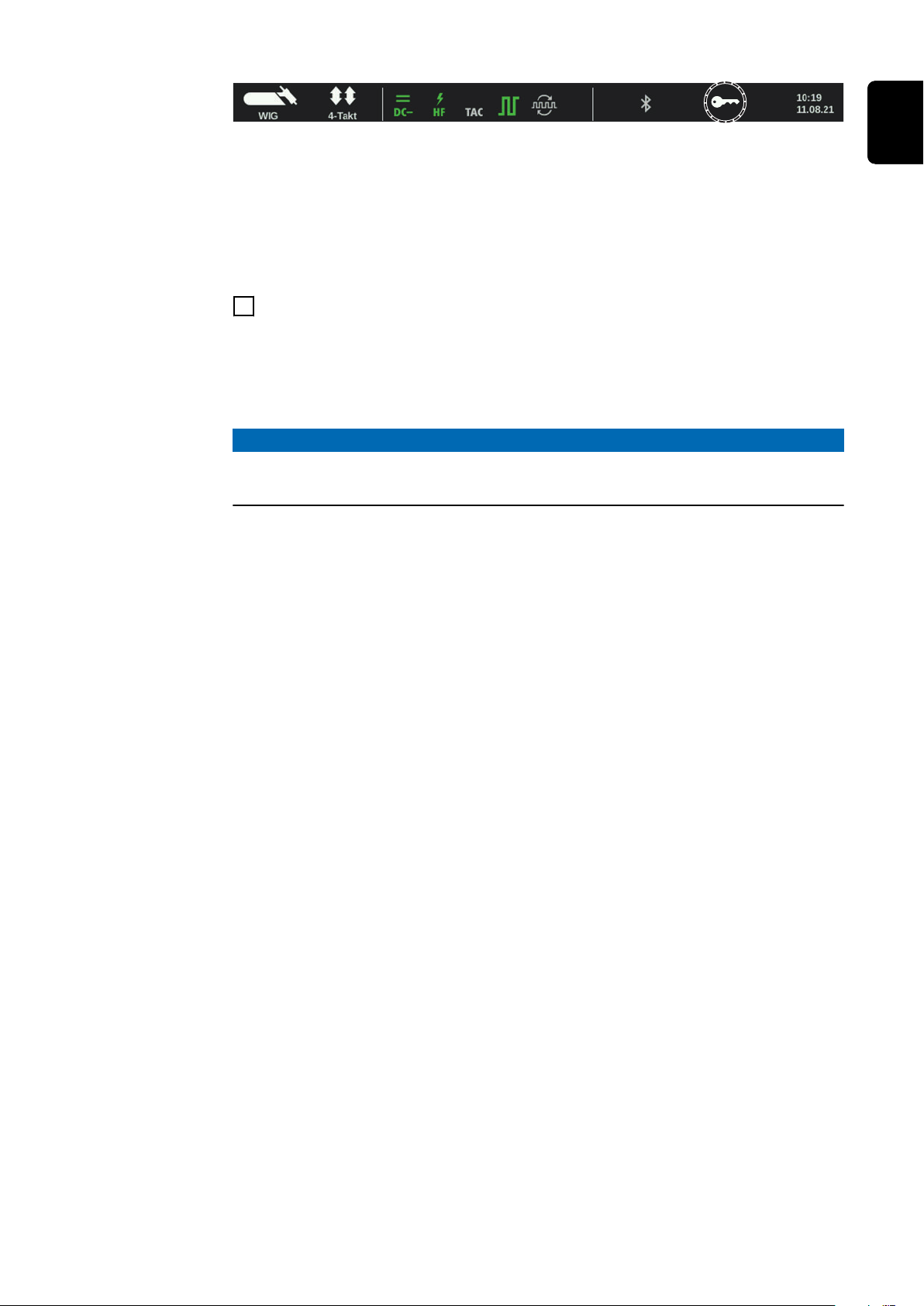
Sursa de curent este acum blocată.
Doar parametrii de sudare pot vizualizaţi şi setaţi cu ajutorul butonului de reglare.
În cazul în care este apelată o funcţie blocată, este aşat un mesaj indicator cores‐
punzător.
Deblocarea sursei de curent
Ţineţi codul NFC pe zona de citire pentru coduri NFC
1
Pe aşaj apare scurt simbolul cheii tăiat cu o linie.
Simbolul cheii nu mai este aşat în rândul de stare.
Toate funcţiile sursei de curent sunt disponibile din nou în mod nelimitat.
REMARCĂ!
Informații suplimentare legate de blocarea sursei de curent se găsesc în capitolul
„Presetări - Administrare / Administration” de la pagina 223.
RO
55

56

WIG
57

58

Componentele sistemului
(8)
(9)
(1)
(2b)
(3)
(4)
(5)
(6)
(7)
(2a)
Componente de
sistem
RO
Observaţii privind
aparatul de răcire
(1) Aparat de răcire
(2a) Sursă de curent iWave DC
(2b) Sursă de curent iWave c.a./DC
(3) Cablu de masă
(4) Cărucior şi suport butelie de gaz
(5) Suport cu pivot rotativ
(6) Dispozitiv de avans sârmă rece
(7) Pistolet de sudare
(8) Telecomenzi
(9) Telecomenzi de picior
Pentru următoarele aplicaţii se recomandă un aparat de răcire:
-
Pistolet de sudare JobMaster TIG
-
Funcţionare robotizată
-
Pachete de furtunuri cu lungime de peste 5 m
-
Sudare WIG AC
-
Sudări în intervalul superior de putere în general
Alimentarea cu energie electrică a aparatului de răcire se realizează prin sursa de
curent. Dacă întrerupătorul de reţea al sursei de curent este comutat în poziţia - I,
aparatul de răcire este în starea de funcţionare.
Informaţii suplimentare privind aparatul de răcire sunt disponibile în instrucţiunile
de utilizare ale acestuia.
Alte componente de sistem (fără ilus‐
traţie):
-
Avans al sârmei reci
-
Dispozitiv de avans sârmă
MIG/MAG
-
Pistolet de sudare MIG/MAG
-
Suport cu cap dublu
-
Pachete de furtunuri de legătură
-
Prelungiri pachet de furtunuri
-
Interfaţă robot
59

Dotare minimă pentru sudare WIG
Dotare minimă
pentru sudare
WIG c.a.
Dotare minimă
pentru sudare
WIG DC
-
Sursă de curent iWave c.a./DC
-
Cablu de masă
-
Pistolet de sudare WIG
-
Alimentare cu gaz de protecție cu regulator de presiune
-
Material de adaos în funcție de aplicație
-
Sursă de curent
-
Cablu de masă
-
Pistolet de sudare WIG
-
Alimentare cu gaz de protecție cu regulator de presiune
-
Material de adaos în funcție de aplicație
60

Procedee de sudare WIG
WIG DynamicWire În cazul WIG DynamicWire este măsurată tensiunea dintre piesă şi sârma pentru su‐
dare şi astfel viteza de avans a sârmei poate reglată în mod activ.
Viteza sârmei se adaptează automat în funcţie de intensitatea curentului, lungimea
arcului electric, tipul îmbinării sudate sau de rostul la sudare care trebuie depăşit.
WIG DynamicWire funcţionează în mod de funcţionare Synergic. Curentul şi viteza
de avans a sârmei nu trebuie reglate separat.
Prin intermediul parametrului de proces „Corecţie sârmă WIG” poate optimizată
viteza sârmei.
Cu Welding Package WIG DynamicWire sunt disponibile linii sinergice pentru cele
mai uzuale materiale de adaos.
RO
61

Punerea în funcţiune
Siguranță
Pericol de electrocutare.
Urmarea o pot reprezenta vătămări corporale grave și pagube materiale majore.
▶
▶
▶
Pericol de electrocutare în urma pătrunderii prafului conductiv în aparat.
Urmarea o pot reprezenta vătămări corporale și daune materiale grave.
▶
Generalități Punerea în funcţiune a surselor de curent pentru sudare WIG este descrisă pe baza
unei aplicaţii manuale WIG cu răcire pe apă.
PERICOL!
Înainte de efectuarea lucrărilor deconectaţi toate aparatele și componentele
implicate și separaţi-le de la reţeaua electrică.
Asiguraţi toate aparatele și componentele implicate împotriva reconectării acci‐
dentale.
După deschiderea aparatului asiguraţi-vă cu ajutorul unui aparat de măsură co‐
respunzător că piesele încărcate electric (de ex. condensatorii) sunt descărcate.
PERICOL!
Utilizați aparatul numai cu ltrul de aer montat. Filtrul de aer este un dispozitiv
de siguranță important pentru atingerea IP 23.
Figurile de mai jos trebuie să vă ofere o vedere de ansamblu asupra structurii com‐
ponentelor individuale ale sistemului.
Informaţiile detaliate despre respectivele etape ale lucrărilor sunt descrise în MU
corespunzătoare ale componentelor de sistem.
62

Montarea compo‐
5
2
3
1
4x
4
nentelor de sis‐
tem (vedere de
ansamblu)
REMARCĂ!
Informaţii precise cu privire la montajul şi racordarea componentelor de sistem
sunt disponibile în MU corespunzătoare ale componentelor de sistem.
Surse de curent DC iWave
RO
63

Surse de curent c.a./DC iWave
6
2
1
3
4
4x
5
64

Racordarea bute‐
4
3
4
liei de gaz
PERICOL!
Pericol de vătămări corporale și daune materiale grave prin căderea buteliilor de
gaz.
Plasați buteliile de gaz în poziție stabilă pe o suprafață plană şi solidă!
▶
Asigurați buteliile de gaz împotriva căderii: Fixați banda de siguranță la
▶
înălțimea părții superioare a buteliei de gaz!
Nu xaţi niciodată banda de siguranță la gâtul buteliei!
▶
Respectați prescripțiile de securitate ale producătorilor buteliilor de gaz!
▶
Așezați butelia de gaz pe platforma
1
căruciorului
Asigurați butelia de gaz împotriva
2
căderii cu ajutorul unei chingi în
partea superioară a buteliei (însă
fără a o xa pe gâtul buteliei)
RO
Îndepărtați clapeta de protecție a
3
buteliei de gaz
Deschideți ușor supapa buteliei de
4
gaz, pentru a îndepărta impuritățile
acumulate în jurul acestuia
65

6
5
7
Vericaţi garnitura la regulatorul de
5
presiune
Înșurubați și strângeți regulatorul
6
de presiune pe butelia de gaz
La utilizarea unui pistolet de sudare WIG
cu racord de gaz de protecție integrat:
Conectați regulatorul de presiune şi
7
racordul de gaz de protecție pe par‐
tea posterioară a sursei de curent cu
furtunul de gaz
Strângeți piulița furtunului de gaz
8
La utilizarea unui pistolet de sudare WIG
fără racord de gaz de protecție integrat:
Conectați furtunul de gaz al pistole‐
6
tului de sudare WIG la regulatorul
de presiune
REMARCĂ!
Racordul de gaz de protecție pentru utilizarea unui aparat de răcire MultiControl
(MC) este descris în MU al aparatului de răcire.
Racordarea pisto‐
letului de sudare
la sursa de curent
şi la aparatul de
răcire
REMARCĂ!
Pentru sursele de curent TIG DC nu utilizați electrozi de wolfram puri (culoare de
identicare: verde).
REMARCĂ!
Înainte de ecare punere în funcțiune:
Controlați inelul de etanşare la racordul pistoletului de sudare,
▶
Controlați nivelul lichidului de răcire!
▶
Echipați pistoletul de sudare conform MU al acestuia
1
2
IMPORTANT! În timpul regimului de su‐
dare controlaţi periodic debitul lichidu‐
lui de răcire.
66

Realizarea cone‐
xiunii la masă cu
piesa
REMARCĂ!
La realizarea conexiunii la masă respectați următoarele puncte:
Utilizați pentru ecare sursă de curent un cablu de masă propriu
▶
Mențineți pachetul de furtunuri și cablul de masă cât mai mult timp și cât mai
▶
aproape posibil unul de altul
Separați între ele cablurile circuitelor de sudură
▶
Nu pozați mai multe cabluri de masă în paralel;
▶
dacă nu poate evitată pozarea în paralel, lăsați o distanță de minim 30 cm
între cablurile circuitului de sudură
Mențineți cablul de masă cât mai scurt, cu o secțiune de cablu cât mai mare
▶
Nu intersectați cablurile de masă
▶
evitați materialele feromagnetice între cablul de masă și pachetul de furtunuri
▶
de legătură
nu înfășurați cablurile de masă lungi - efect de bobină!
▶
pozați cablurile de masă lungi în bucle
RO
Nu pozați cablurile de masă în conducte de er, jgheaburi metalice pentru ca‐
▶
bluri sau traverse de oțel, evitați canalele de cablu;
(pozarea comună a cablului plus și a cablului de masă nu cauzează probleme)
La mai multe cabluri de masă separați punctele de masă de la piesă la o dis‐
▶
tanță cât mai mare între ele și evitați intersectarea traseelor electrice sub arcu‐
rile electrice individuale.
utilizați pachete de furtunuri de legătură (pachete de furtunuri de legătură cu
▶
cablu de masă integrat)
Comutați întrerupătorul de rețea în poziția - O -
1
67

1
3
2
2
Alte activităţi Pentru un dispozitiv de avans sârmă WIG cu sârmă rece
Montaţi la cărucior componentele necesare pentru sudare WIG (de ex. suport
1
cu pivot rotativ etc.)
Conectaţi cablul de comandă la dispozitivul de avans sârmă
2
Conectaţi cablul de comandă la racordul TIG Multi Connector de pe partea fron‐
3
tală a sursei de curent
Doar dacă dispozitivul de avans sârmă dispune de opţiunea pistolet de sudare
4
OPT/i CWF TIG Multi Connector:
conectaţi dispozitivul de avans sârmă la sursa de curent cu ajutorul pachetului
de furtunuri de legătură
Montaţi avansul sârmei reci la pistoletul de sudare WIG
5
Conectaţi furtunul pentru avansul sârmei la dispozitivul de avans sârmă
6
Introduceţi în dispozitivul de avans sârmă rolele de avans corespunzătoare apli‐
7
caţiei WIG
Montaţi la pistoletul de sudare consumabilele corespunzătoare aplicaţiei WIG
8
Introduceţi bobina de sârmă sau bobina-coş cu adaptorul pentru bobină-coş în
9
dispozitivul de avans sârmă
REMARCĂ!
Detalii privind montajul și racordarea componentelor WIG sunt disponibile în II
şi MU ale respectivelor componente de sistem.
Racordaţi sursa de curent la reţeaua electrică și porniţi-o
10
Introduceţi sârma pentru sudare
11
Reglați presiunea de apăsare
12
Reglarea frânei
13
Efectuați calibrarea R/L
14
Detalii de la pagina 105.
68

Moduri de funcţionare WIG
(1) (2) (3)
(4) (5)
RO
SIGURANŢĂ
Simboluri și expli‐
cații
PERICOL!
Pericol din cauza operării greşite.
Sunt posibile răniri şi daune materiale grave.
Utilizaţi funcţiile descrise doar după ce aţi citit în totalitate şi aţi înţeles prezen‐
▶
tul MU.
Utilizaţi funcţiile descrise doar după ce aţi citit în totalitate şi aţi înţeles MU ale
▶
componentelor de sistem, în mod special prescripţiile de securitate!
Datele referitoare la setare, domeniu de reglare şi unităţi de măsură ale parametri‐
lor disponibili sunt indicate în secţiunea „Meniu de congurare”.
(1) Trageți în spate și mențineți tasta pistoletului (2) Eliberați tasta pistoletului (3) Trageți ușor în spate
tasta pistoletului (< 0,5 s)
(4) Apăsați în față și mențineți tasta pistoletului (5) Eliberați tasta pistoletului
GPr Pre-curgere gaz
SPt Durata sudării în puncte
I
S
I
E
t
UP
t
DOWN
I
1
Faza curentului de start:
încălzirea precaută cu un curent de sudare mai redus, pentru a poziționa co‐
rect materialul de adaos
Faza de curent nal:
pentru evitarea unei supraîncălziri locale a materialului de bază prin acumu‐
larea de căldură la sfârșitul sudării. Astfel se evită un posibil eșec al cusăturii
sudate.
Faza Up-Slope:
creșterea continuă a curentului de start până la curentul principal (curent de
sudare) I
Faza Down-Slope:
reducerea continuă a curentului de sudare până la curentul de crater nal
Faza curentului principal (curent de sudare):
aplicarea constantă a temperaturii în materialul de bază încălzit cu căldura
alimentată
1
69

I
I
t
I
1
GPo
GPr t
DOWN
t
UP
I
t
I
1
GPr
I
S
t
DOWN
t
UP
I
E
I
2
GPo
I
1
*)
2
Curent redus:
Reducerea intermediară a curentului de sudare pentru evitarea unei su‐
praîncălziri locale a materialului de bază
GPO Faza de post-curgere gaz
Funcționare în 2
tacte
Funcționare în 4
tacte
-
Sudare: Trageți în spate și mențineți tasta pistoletului
-
Sfârșitul sudării: Eliberați tasta pistoletului
Funcționare în 2 tacte
-
Începerea sudării cu curent de start IS: Trageți în spate și mențineți tasta pisto‐
letului
-
Sudare cu curent principal I1: Eliberați tasta pistoletului
-
Reducere la curent nal IE: Trageți în spate și mențineți tasta pistoletului
-
Sfârșitul sudării: Eliberați tasta pistoletului
Funcționare în 4 tacte
*) Reducere intermediară
La reducerea intermediară, curentul de sudare este redus în timpul fazei de curent
principal la curentul redus setat I-2.
70
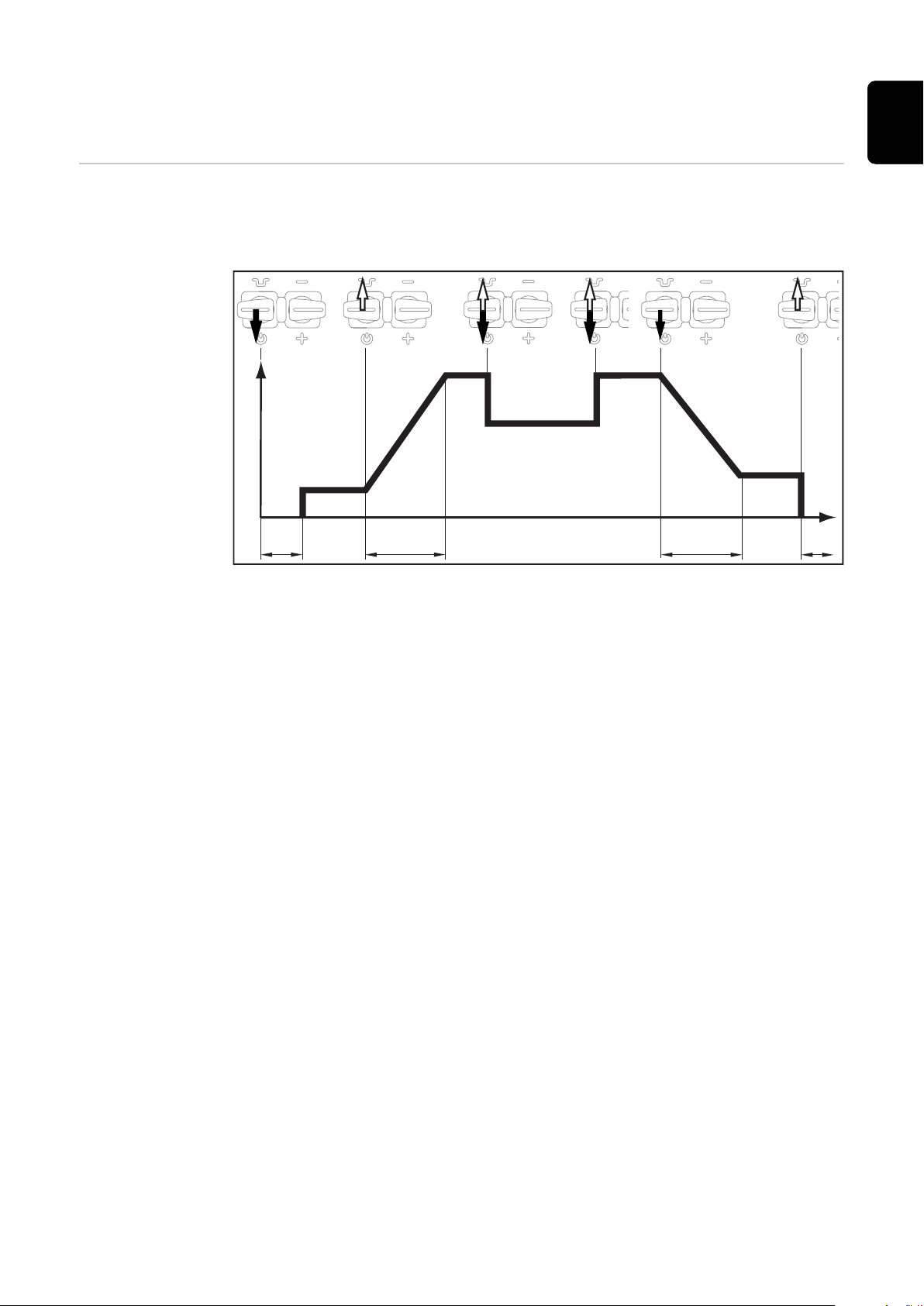
-
I
t
I
1
GPr
I
S
t
down
I
E
GPo
I
1
I
2
t
up
Pentru activarea reducerii intermediare împingeți în față tasta pistoletului și
mențineți-o în această poziție
-
Pentru revenirea la curentul principal, eliberați tasta pistoletului
RO
Funcționare spe‐
cială în 4 tacte:
Varianta 1
Reducerea intermediară la curentul de reducere I2 se realizează trăgând scurt îna‐
poi de tasta pistoletului. După o nouă tragere scurtă înapoi de tasta pistoletului re‐
devine disponibil curentul principal I1.
Funcționare specială în 4 tacte: Varianta 1
Varianta 1 a funcționării speciale în 4 tacte se activează cu următoarea setare a pa‐
rametrilor de sudare:
Parametri de proces / Generalităţi / Setări 2 tacte
-
Durată curent de start = oprit
-
Durată curent nal = oprit
Parametri de proces / Generalităţi / Setări 4 tacte
-
Curent de reducere Slope 1 = oprit
-
Curent de reducere Slope 2 = oprit
Parametri de proces / mod de amorsare & mod de funcționare / setări mod de
funcționare
-
I2 prin tasta pistoletului = pornit
-
Funcţie tastă curent de reducere = I2
71

Funcționare spe‐
I
t
I
1
GPr
I
S
t
down
I
E
GPo
I
1
I
2
t
up
cială în 4 tacte:
Varianta 2
Reducerea intermediară se realizează în varianta 2 şi prin intermediul valorilor Slo‐
pe 1/2 pentru curent de reducere setate:
-
Apăsarea și menținerea apăsată a tastei pistoletului: curentul de sudare scade
continuu, de la valoarea Slope 1 setată pentru curentul de reducere până la va‐
loarea pentru curentul de reducere setat I2. Curentul redus I2 se menține până
la eliberarea tastei pistoletului.
-
După eliberarea tastei pistoletului: curentul de sudare creşte de la valoarea Slo‐
pe 2 setată pentru curentul de reducere până la curentul principal I1.
Funcționare specială în 4 tacte: Varianta 2
Varianta 2 a funcționării speciale în 4 tacte se activează cu următoarea setare a pa‐
rametrilor de sudare:
Parametri de proces / Generalităţi / Setări 2 tacte
-
Durată curent de start = oprit
-
Durată curent nal = oprit
Parametri de proces / Generalităţi / Setări 4 tacte
-
Curent de reducere Slope 1 = pornit
-
Curent de reducere Slope 2 = pornit
Parametri de proces / mod de amorsare & mod de funcționare / setări mod de
funcționare
-
I2 prin tasta pistoletului = oprit
-
Funcţie tastă curent de reducere = I2
72

Funcționare spe‐
I
t
I
1
GPr
I
S
GPo
I
1
I
2
t
up
cială în 4 tacte:
Varianta 3
Reducerea intermediară a curentului de sudare se realizează în varianta 3 prin
apăsarea și menținerea apăsată a tastei pistoletului. După eliberarea tastei pistole‐
tului, curentul principal I1 este din nou disponibil.
La tragerea înapoi a tastei pistoletului se comandă sfârșitul imediat al sudării, fără
DownSlope (reducerea controlată a curentului de sudare la nalul sudării) și curent
de crater nal.
Funcționare specială în 4 tacte: Varianta 3
RO
Varianta 3 a funcționării speciale în 4 tacte se activează cu următoarea setare a pa‐
rametrilor de sudare:
Parametri de proces / Generalităţi / Setări 2 tacte
-
Durată curent de start = oprit
-
Durată curent nal = 0,01 s
Parametri de proces / Generalităţi / Setări 4 tacte
-
Curent de reducere Slope 1 = oprit
-
Curent de reducere Slope 2 = oprit
Parametri de proces / mod de amorsare & mod de funcționare / setări mod de
funcționare
-
I2 prin tasta pistoletului = oprit
-
Funcţie tastă curent de reducere = I2
73

Funcționare spe‐
I
t
I
1
GPr
I
S
t
down
I
E
GPo
I
1
I
2
t
up
t
E
t
S
cială în 4 tacte:
Varianta 4
-
Începerea sudării și sudarea: Trageți scurt înapoi tasta pistoletului și eliberați-o
- curentul de sudare crește de la curentul de start IS cu UpSlope (creșterea con‐
trolată a curentului de sudare la începutul sudării) setat până la curentul princi‐
pal I1.
-
Reducere intermediară prin apăsarea prealabilă și menținerea apăsată a tastei
pistoletului
-
după eliberarea tastei pistoletului, curentul principal I1 este din nou disponibil
-
Sfârșitul sudării: Trageţi puţin înapoi tasta pistoletului și eliberați-o
Funcționare specială în 4 tacte: Varianta 4
Varianta 4 a funcționării speciale în 4 tacte se activează cu următoarea setare a pa‐
rametrilor de sudare:
Parametri de proces / Generalităţi / Setări 2 tacte
-
Durată curent de start = pornit
-
Durată curent nal = pornit
Parametri de proces / Generalităţi / Setări 4 tacte
-
Curent de reducere Slope 1 = oprit
-
Curent de reducere Slope 2 = oprit
Parametri de proces / mod de amorsare & mod de funcționare / setări mod de
funcționare
-
I2 prin tasta pistoletului = oprit
-
Funcţie tastă curent de reducere = I2
74

Funcționare spe‐
GPr t
down
GPo
t
up
I
t
I
1
I
S
I
E
I1 >
I1 <
cială în 4 tacte:
Varianta 5
Varianta 5 permite o creştere şi diminuare a curentului de sudare fără pistolet de
sudare Up/Down.
-
Cu cât este apăsată pentru mai mult timp tasta pistoletului în timpul sudării, cu
atât mai mult crește curentul de sudare (până la maximum).
-
După eliberarea tastei pistoletului, curentul de sudare rămâne constant.
-
Cu cât tasta pistoletului este apăsată în mod repetat, cu atât mai mult se reduce
curentul de sudare.
Funcționare specială în 4 tacte: Varianta 5
RO
Varianta 5 a funcționării speciale în 4 tacte se activează cu următoarea setare a pa‐
rametrilor de sudare:
Parametri de proces / Generalităţi / Setări 2 tacte
-
Durată curent de start = oprit
-
Durată curent nal = oprit
Parametri de proces / Generalităţi / Setări 4 tacte
-
Curent de reducere Slope 1 = oprit
-
Curent de reducere Slope 2 = oprit
Parametri de proces / mod de amorsare & mod de funcționare / setări mod de
funcționare
-
I2 prin tasta pistoletului = oprit sau pornit
-
Funcţie tastă curent de reducere = I1
75
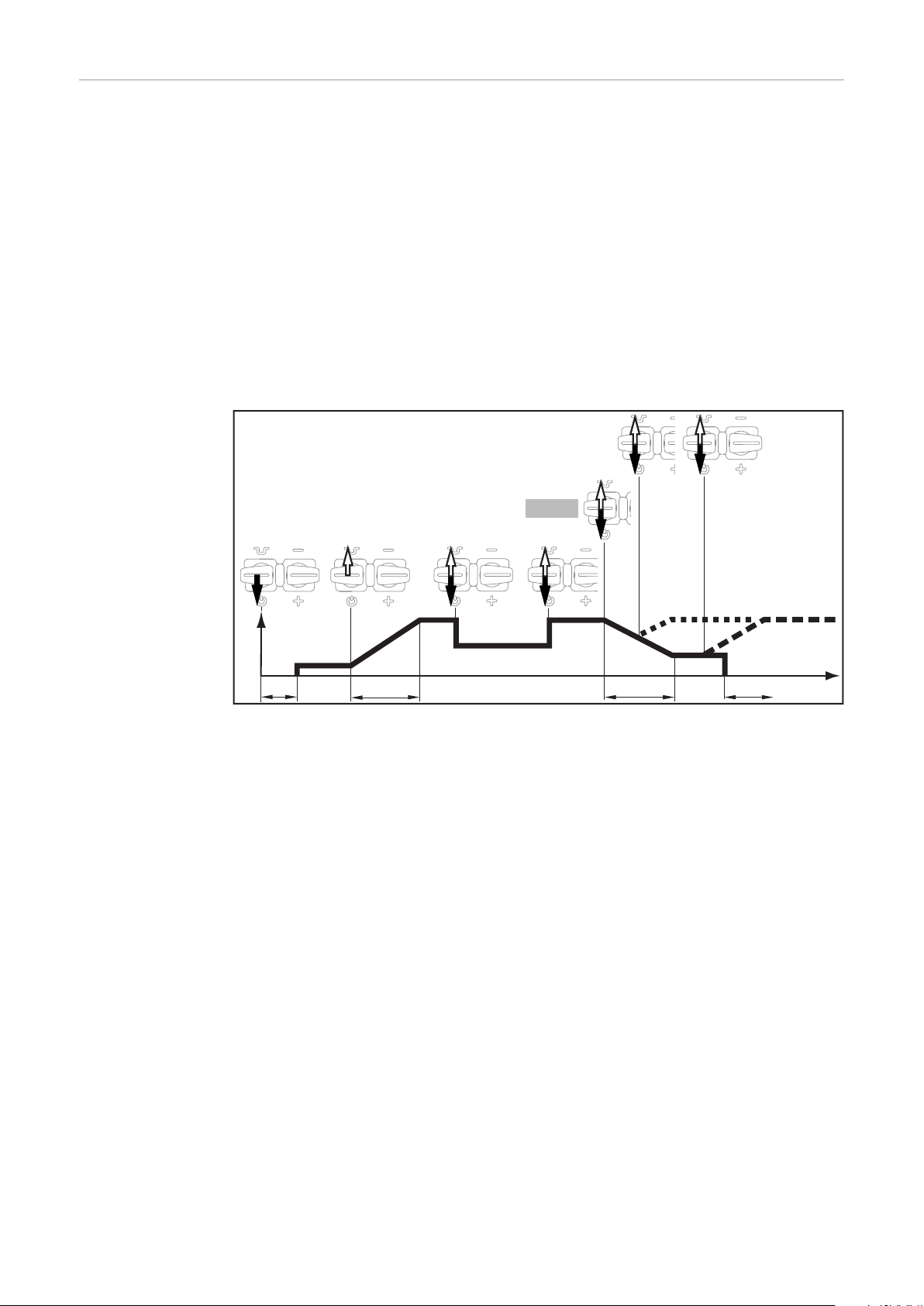
Funcționare spe‐
GPr
t
down
GPo
t
up
I
I
1
I
S
I
E
I
1
I
1
I
2
t
< 0,5 s
< 0,5 s
< 0,5 s
< 0,5 s
> 0,5 s
cială în 4 tacte:
Varianta 6
-
Începerea sudării cu curent de start IS și UpSlope (creșterea controlată a curen‐
tului de sudare la începutul sudării): Trageți în spate și mențineți tasta pistoletu‐
lui
-
Reducerea intermediară la I2 și trecerea de la I2 înapoi la curentul principal I1:
apăsare scurtă (< 0,5 s) și eliberare a tastei pistoletului
-
Terminarea procedeului de sudare: apăsare lungă (> 0,5 s) și eliberare a tastei
pistoletului.
Procesul este terminat automat după faza DownSlope (reducerea controlată a cu‐
rentului de sudare la nalul sudării) și faza de curent nal.
Dacă în timpul fazei DownSlope (reducerea controlată a curentului de sudare la ‐
nalul sudării) sau a fazei de curent nal este apăsată scurt tasta pistoletului (< 0,5 s)
și apoi este eliberată, se inițiază o UpSlope (creșterea controlată a curentului de su‐
dare la începutul sudării) iar procedeul de sudare este menținut.
Funcționare specială în 4 tacte: Varianta 6
Varianta 6 a funcționării speciale în 4 tacte se activează cu următoarea setare a pa‐
rametrilor de sudare:
Parametri de proces / Generalităţi / Setări 2 tacte
-
Durată curent de start = oprit
-
Durată curent nal = pornit
Parametri de proces / Generalităţi / Setări 4 tacte
-
Curent de reducere Slope 1 = oprit
-
Curent de reducere Slope 2 = oprit
Parametri de proces / mod de amorsare & mod de funcționare / setări mod de
funcționare
-
I2 prin tasta pistoletului = pornit
-
Funcţie tastă curent de reducere = I2
76

Sudare în puncte
I
t
I
1
GPr
t
UP
t
DOWN
SPt
GPo
-
Sudare: Trageți puțin înapoi tasta pistoletului
Durata de sudare corespunde valorii introduse la parametrul de congurare a
duratei sudării în puncte.
-
Încheiere prematură a operației de sudare: trageți din nou înapoi tasta pistole‐
tului
RO
77
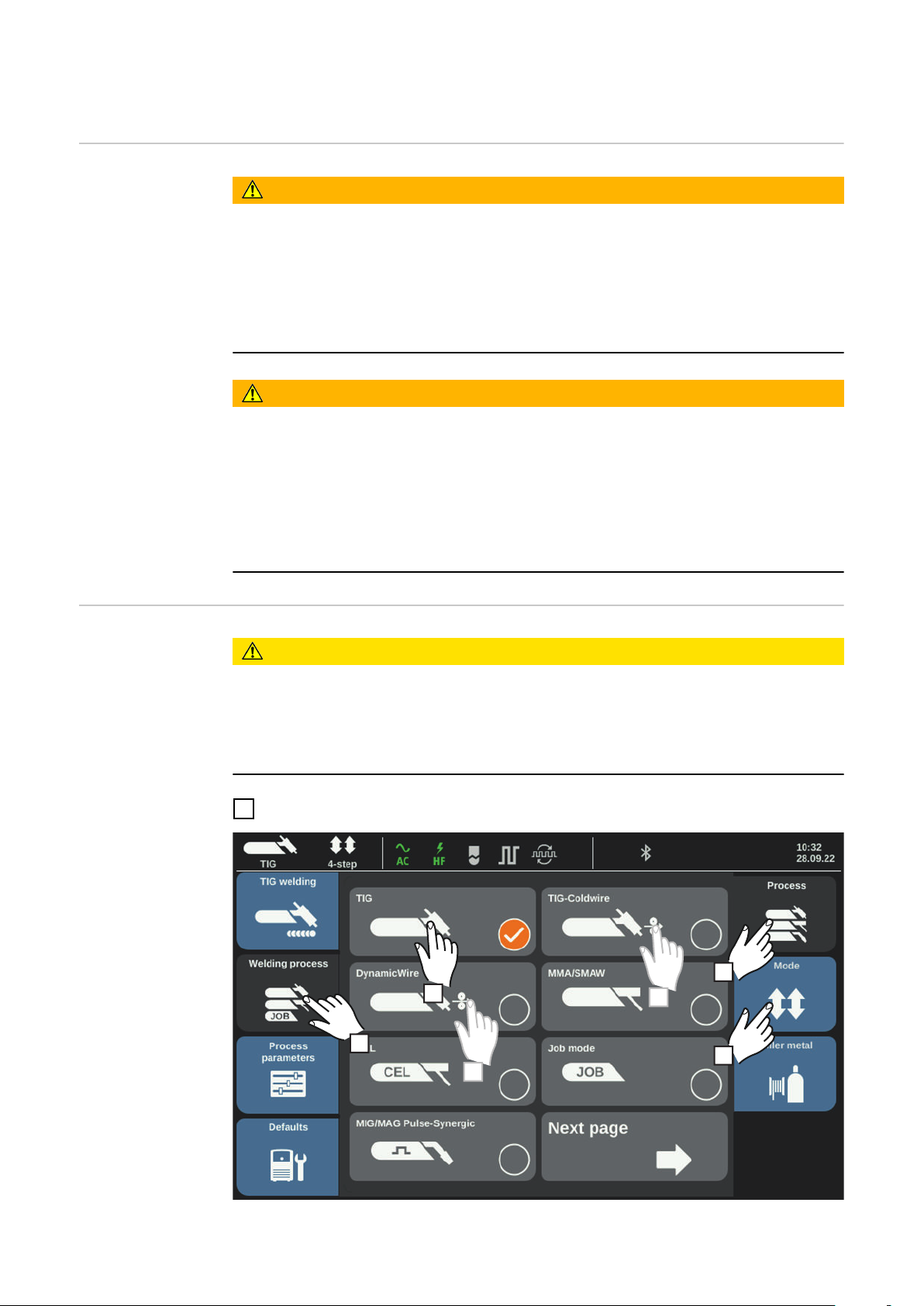
Sudura WIG
4
2
3
5
4
4
SIGURANŢĂ
PERICOL!
Pericol din cauza utilizării greșite și a lucrărilor executate defectuos.
Urmarea o pot reprezenta vătămări corporale grave și pagube materiale majore.
Toate lucrările și funcțiile descrise în acest document pot executate doar de
▶
către personal de specialitate cu calicare tehnică.
Citiți și înțelegeți în întregime acest document.
▶
Citiți și înțelegeți toate prescripțiile de securitate și documentațiile pentru utili‐
▶
zator care însoțesc acest aparat și toate componentele de sistem.
PERICOL!
Pericol de electrocutare.
Urmarea o pot reprezenta vătămări corporale grave și pagube materiale majore.
Înainte de efectuarea lucrărilor deconectaţi toate aparatele și componentele
▶
implicate și separaţi-le de la reţeaua electrică.
Asiguraţi toate aparatele și componentele implicate împotriva reconectării acci‐
▶
dentale.
După deschiderea aparatului asiguraţi-vă cu ajutorul unui aparat de măsură co‐
▶
respunzător că piesele încărcate electric (de ex. condensatorii) sunt descărcate.
Sudare WIG
ATENŢIE!
Pericol de rănire sau daune materiale datorită șocului electric.
De îndată ce întrerupătorul de rețea este comutat pe poziția - I -, electrodul de wol‐
fram al pistoletului de sudare este alimentat cu tensiune.
Aveți grijă ca electrodul de wolfram să nu vină în contact cu părți conductoare
▶
sau împământate (de ex. carcasă etc.)
Comutați întrerupătorul de rețea în poziția - I -
1
78
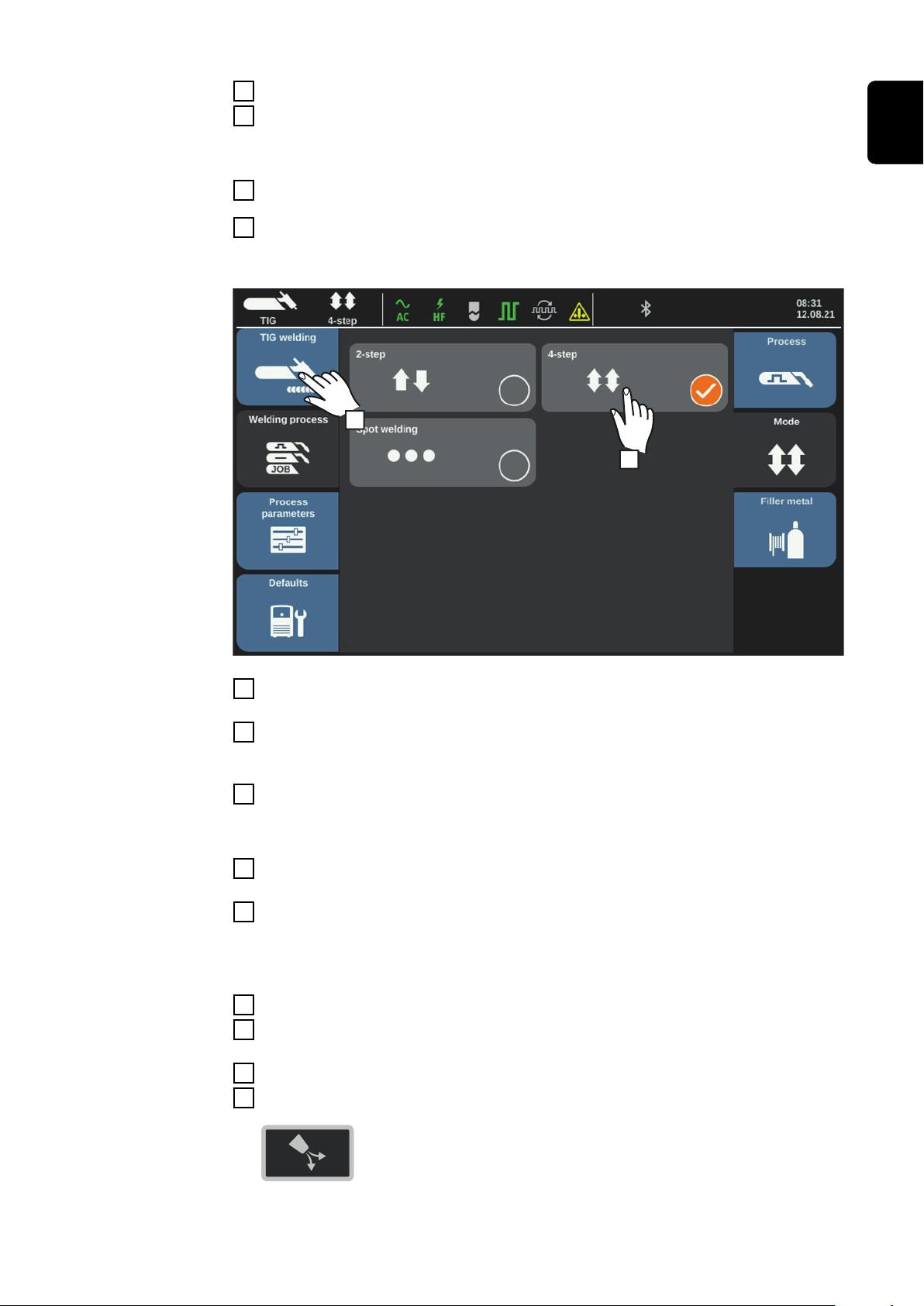
Selectați „Procedură de sudare”
6
7
2
Selectați „Procedură”
3
Este aşată o privire de ansamblu a procedurilor de sudare disponibile.
Selectaţi „WIG” sau „WIG cu sârmă rece” sau DynamicWire
4
Selectați „Mod de funcționare“
5
Este aşată o vedere de ansamblu a modurilor de funcţionare.
RO
Selectați modul de funcționare dorit
6
Doar la aplicaţii cu sârmă rece şi DynamicWire:
7
selectaţi „material de adaos” şi reglaţi
Selectați „Sudare WIG”
8
Se aşează parametrii de sudare WIG.
Rotiţi roata de reglare (sau atingeţi simbolul-parametru din bara indicatoare):
9
Selectare parametru de sudare
Apăsați roata de reglare
10
Valoarea parametrului de sudare este aşată pe fundal albastru și poate acum
modicată.
Rotirea roții de reglare: modicarea valorii parametrului de sudare
11
Pentru setările specice utilizatorilor sau aplicației setați de asemenea parame‐
12
trii de proces la sistemul de sudare
Deschideți supapa buteliei de gaz
13
Apăsați butonul Test gaz
14
79

Debitul de pre-curgere gaz de test este eliberat pentru maximum 30 secunde. Prin‐
tr-o nouă apăsare se încheie procedeul înainte de termen.
Rotiți șurubul de reglare pe partea inferioară a regulatorului de presiune, până
15
când manometrul aşează cantitatea de gaz dorită
Inițiați procedeul de sudare (amorsare arc electric)
16
REMARCĂ!
În anumite situaţii parametrii de sudare care au fost setați la o componentă de sis‐
tem, ca de exemplu dispozitiv de avans sârmă sau telecomandă, nu pot modicaţi
la panoul de operare al sursei de curent.
Parametri de su‐
dare pentru suda‐
re WIG
c.a. Parametru de sudare WIG c.a.
CC- Parametru de sudare WIG CC-
Curent de start (c.a. / CC-)
Curent de start: Funcționare în 2 tacte | 4 tacte
Domeniu de setare: 0 - 200 % (din curent principal)
Setare din fabrică: 50 %
IMPORTANT! Curentul de start este salvat separat pentru sudarea WIG c.a. și suda‐
rea WIG CC-.
UpSlope (creșterea controlată a curentului de sudare la începutul sudării) (c.a. / CC-)
80
UpSlope (creșterea controlată a curentului de sudare la începutul sudării): Funcționare în 2 tacte şi suda‐
re în puncte| funcţionare în 4 tacte
Domeniu de setare: o; 0,1 - 30,0 s
Setare din fabrică: 0,5 s
IMPORTANT! Valoarea UpSlope (creșterea controlată a curentului de sudare la înce‐
putul sudării) salvată este valabilă pentru modurile de funcționare în 2 tacte și în 4
tacte.
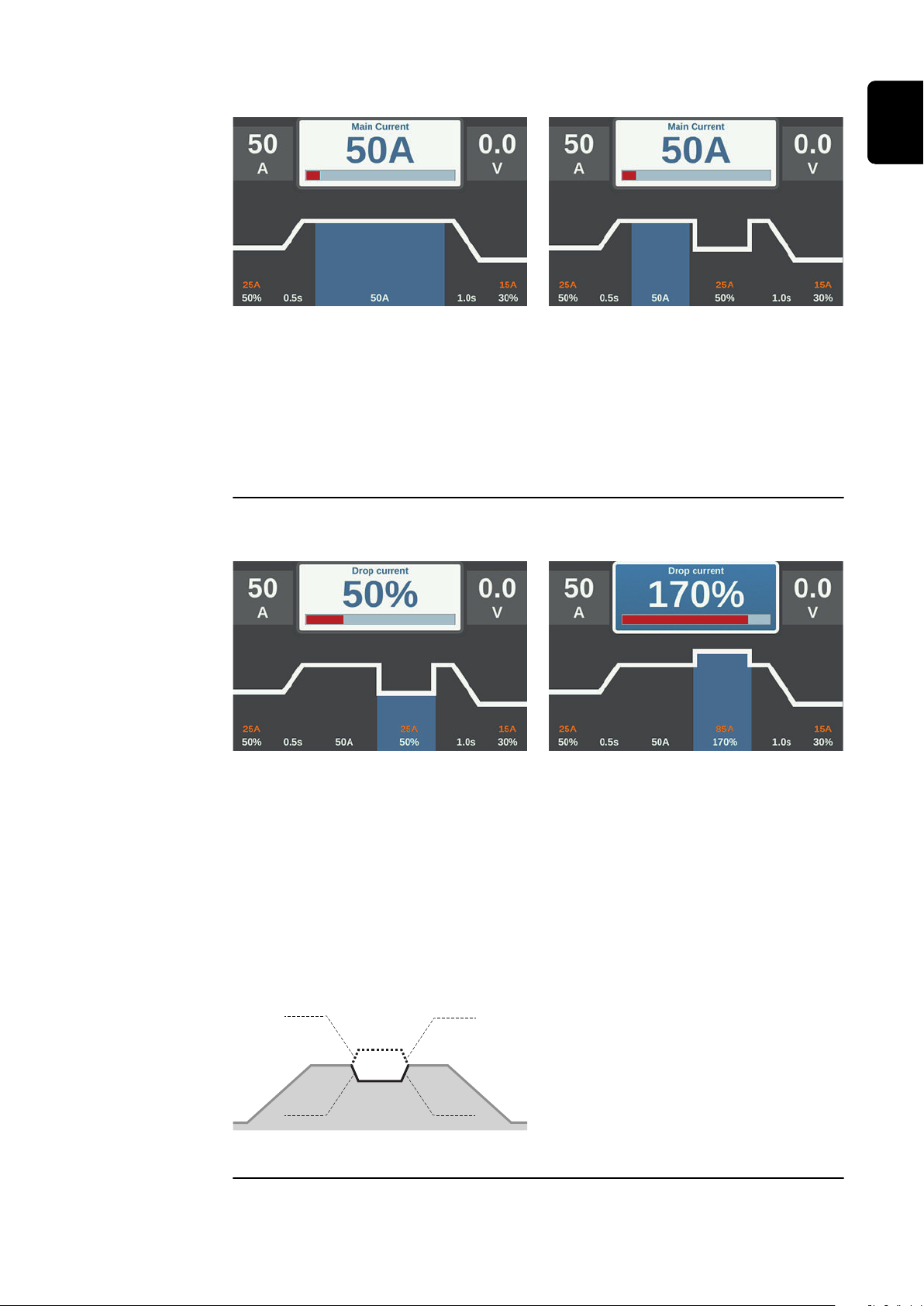
Curent principal I1 (c.a. / CC-)
Slope1 Slope2
I
I < 100 %
I > 100 %
Slope1
Slope2
Curent principal: Funcționare în 2 tacte şi sudare în puncte| funcţionare în 4 tacte
Domeniu de reglare:
iWave 300i DC, iWave 300i c.a./DC: 3 - 300 A
iWave 400i DC, iWave 400i c.a./DC: 3 - 400 A
iWave 500i DC, iWave 500i c.a./DC: 3 - 500 A
Setare din fabrică: -
IMPORTANT! La pistoletele de sudare cu funcţie Up/Down, în timpul funcționării în
gol a aparatului poate selectat întregul domeniul de setare.
Curent de reducere I2 (c.a. / CC-)
doar la funcţionare în 4 tacte
RO
Curent de reducere I2 < curent principal I1 | curent de reducere I2 > curent principal I
1
Domeniu de setare: 0 - 250 % (din curent principal I1)
Setare din fabrică: 50 %
I2 < 100 %
reducere adaptată, de scurtă durată, a curentului de sudare
(de exemplu la schimbarea sârmei pentru sudare în timpul procedeului de sudare)
I2 > 100 %
creșterea pentru scurt timp, adecvată a curentului de sudare
(de exemplu pentru resudarea punctelor de heftuire cu putere mai mare)
Valorile pentru Slope1 și Slope2 pot setate în parametrii de proces.
81

DownSlope (reducerea controlată a curentului de sudare la nalul sudării) (c.a. / CC-)
DownSlope (reducerea controlată a curentului de sudare la nalul sudării): Funcționare în 2 tacte şi suda‐
re în puncte| funcţionare în 4 tacte
Domeniu de setare: o; 0,1 - 30,0 s
Setare din fabrică: 1,0 s
IMPORTANT! Valoarea salvată a DownSlope (reducerea controlată a curentului de
sudare la nalul sudării) este valabilă pentru modurile de funcționare în 2 tacte și în
4 tacte.
Curent nal (c.a. / CC-)
Curent nal: Funcționare în 2 tacte şi sudare în puncte| funcţionare în 4 tacte
Domeniu de setare: 0 - 100 % (din curent principal)
Setare din fabrică: 30 %
82

Balans c.a. (c.a.)
+
-
t (s)
I (A)
35% 50% 15%
DC- AC
numai la iWave c.a./DC
Balans = 15 % Balans = 35 %
RO
Balans = 50 %
Domeniu de setare: 15 - 50 %
Setare din fabrică: 35 %
15: cea mai mare putere de topire, cel mai redus efect de curățare
50: cel mai mare efect de curățare, cea mai redusă putere de topire
Efectul balansului asupra parcursului curentului:
Diametru electrod (c.a. / CC-)
Setare din fabrică: 2,4 mm
Domeniu de setare: oprit; 1,0 - 6,4 mm
83

Regim calotă (c.a.)
(2)(1)
numai la iWave c.a./DC
Domeniu de setare: oprit / pornit
Setare din fabrică: o
oprit
Funcția pentru formarea automată a calotei este dezactivată
pornit
Pentru diametrul indicat al electrodului de wolfram este realizată la începutul
sudării calota optimă.
Apoi funcţia pentru formarea automată a calotei este din nou resetată şi dezacti‐
vată.
84
(1) ... înaintea amorsării
(2) ... după amorsare
Regimul calotă trebuie activat separat pentru ecare electrod de wolfram.
REMARCĂ!
Funcția pentru formarea automată a calotei nu este necesară dacă la electrodul de
wolfram s-a format o calotă sucient de mare.

Polaritate (c.a.)
numai la iWave c.a./DC
PERICOL!
Pericol din cauza existenţei bornelor de curent la sursele de curent MultiProzessPRO şi atunci când există dispozitiv de avans sârmă cu cap dublu WF 25i Dual!
Urmarea o pot reprezenta vătămări corporale grave și pagube materiale majore.
Decuplaţi dispozitivul de avans sârmă cu cap dublu de la sistemul de sudare
▶
înainte de a seta polaritatea pe c.a.!
Domeniu de setare: CC-/ c.a.
Setare din fabrică: CC-
Polaritate
REMARCĂ!
RO
La Presetări / Aşare / Congurare aşare parametri pot adăugaţi alţi parametri la
parametrii de sudare.
Pentru detalii vezi de la pagina 210.
▶
85

Aprinderea arcului electric
Generalități Pentru o derulare optimă a amorsării la procedura de sudare WIG c.a., sursele de
curent TIG c.a./DC ţin seama de:
-
diametrul electrodului de wolfram
-
temperatura curentă a electrodului de wolfram, în funcţie de durata de sudare
anterioară şi de pauza de sudare
Amorsarea arcu‐
lui electric prin ÎF
(Amorsare ÎF)
ATENŢIE!
Pericol de accidentare prin efectul de spaimă produs de șocul electric
Deși aparatele Fronius îndeplinesc toate normele relevante, în unele circumstanțe
amorsarea ÎF poate transmite un șoc electric sesizabil dar nepericulos.
Utilizați vestimentația de protecție prevăzută, în special mănuși!
▶
Utilizați doar pachete de furtunuri WIG adecvate, intacte și nedeteriorate!
▶
Nu lucrați în medii umede sau ude!
▶
Atenție specială la lucrările efectuate pe schele, platforme de lucru, în poziții
▶
constrânse, în spații înguste, greu accesibile sau expuse!
Amorsarea cu înaltă frecvenţă este activată dacă în meniul Parametri de proces /
Parametri amorsare parametrul de congurare Amorsare cu înaltă frecvenţă a fost
setată pe „pornit”.
Pe aşaj este aprins în rândul de stare indicatorul Amorsare cu înaltă frecvenţă.
Față de amorsarea la contact, în cazul amorsării ÎF nu mai există riscul murdăririi
electrodului de wolfram și al piesei.
Procedură pentru amorsarea ÎF:
Plasați duza de gaz pe punctul de
1
amorsare, astfel încât între electro‐
dul de wolfram și piesă să existe cca.
2 până la 3 mm (5/64 - la 1/8 in.) dis‐
tanță.
86

Măriți gradul de înclinare al pistole‐
2
tului de sudare și acționați tasta pis‐
toletului conform modului de
funcționare selectat
Arcul electric se amorsează fără atinge‐
rea piesei.
Înclinați pistoletul de sudare în
3
poziție normală
Efectuați sudarea
4
RO
Amorsare la con‐
tact
Dacă parametrul de congurare Amorsare cu înaltă frecvenţă este setat pe „oprit”,
amorsarea cu înaltă frecvenţă este dezactivată. Amorsarea arcului electric se reali‐
zează prin atingerea piesei cu electrodul de wolfram.
Procedură pentru amorsarea arcului electric prin amorsare la contact:
Aplicați duza de gaz pe punctul de
1
amorsare, astfel încât între electro‐
dul de wolfram și piesă să existe cca.
2 până la 3 mm (5/64 până la 1/8 in.)
distanță
87

Acţionaţi tasta pistoletului
2
Se declanșează uxul de gaz de pro‐
tecție
Deplasați lent pistoletul de sudare
3
până când electrodul de wolfram
atinge piesa
Ridicați pistoletul de sudare și raba‐
4
tați-l în poziția normală
Arcul electric se amorsează.
Efectuați sudarea
5
Aprinderea arcu‐
lui electric prin
contact cu înaltă
frecvență
(Touch-HF)
ATENŢIE!
Pericol de accidentare prin efectul de spaimă produs de șocul electric
Deși aparatele Fronius îndeplinesc toate normele relevante, în unele circumstanțe
aprinderea ÎF poate transmite un șoc electric sesizabil dar nepericulos.
Utilizați vestimentația de protecție prevăzută, în special mănuși!
▶
Utilizați doar pachete de furtunuri WIG adecvate, intacte și nedeteriorate!
▶
Nu lucrați în medii umede sau ude!
▶
Atenție specială la lucrările efectuate pe schele, platforme de lucru, în poziții
▶
constrânse, în spații înguste, greu accesibile sau expuse!
Procedeul de sudare este inițiat prin atingerea scurtă a piesei cu electrodul de wol‐
fram. Amorsarea cu înaltă frecvență se realizează după expirarea timpului de
întârziere a amorsării ÎF.
88

Suprasolicitarea
electrodului
La o suprasolicitare a electrodului de wolfram se poate observa o desprindere a ma‐
terialului de pe electrod, iar impurităţile pot ajunge în baia de metal topit.
În cazul suprasolicitării electrodului de wolfram se aprinde aşarea „Electrod supra‐
solicitat” în rândul de stare al panoului de operare.
Aşarea „Electrod suprasolicitat” depinde de setările pentru diametrul electrodului
şi pentru curentul de sudare.
RO
Sfârşitul sudării
Finalizaţi sudarea în funcţie de modul de funcţionare setat, prin eliberarea tastei
1
pistoletului
Aşteptaţi încheierea post-curgerii de gaz, ţineţi pistoletul de sudare pe poziţie
2
deasupra capătului cusăturii sudate.
89
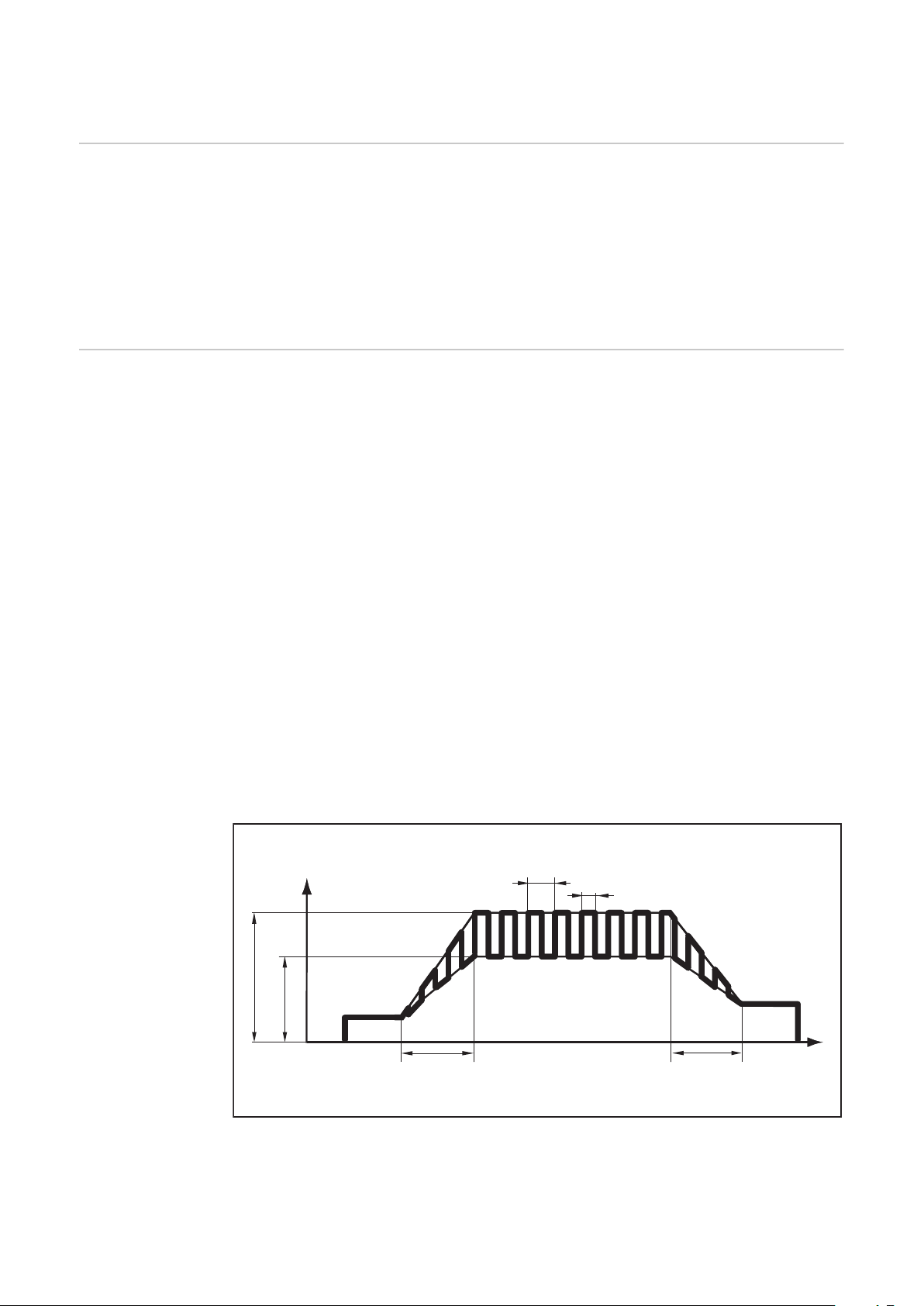
Funcţii speciale WIG
(1)
I [A]
t [s]
(2)
(3)
(4)
(5)
(6)
(7)
(8)
Funcţia timeout
Sursa de curent dispune de funcţia timeout amorsare.
amorsare
La apăsarea tastei pistoletului începe imediat pre-curgerea gazului. Apoi este iniţiat
procesul de amorsare. Dacă în decursul unui interval de timp setat la parametrii de
amorsare nu este generat un arc electric, sursa de curent de opreşte automat.
Setarea parametrului de sudare timeout amorsare este descrisă în secţiunea Para‐
metri de proces / setări de amorsare și moduri de funcționare de la pagina 98.
WIG cu impulsuri Curentul de sudare setat la începutul sudării nu este întotdeauna avantajos pentru
întreaga operațiune de sudare:
-
dacă intensitatea electrică este prea redusă materialul de bază nu se topește
sucient,
-
în caz de supraîncălzire există pericolul ca baia de metal topit să picure.
Un ajutorul în acest sens oferă funcția WIG cu impulsuri (sudare WIG cu curent de
sudare pulsatoriu):
un curent de bază de intensitate redusă (2) are o creștere abruptă până la curentul
pulsat, sensibil mai mare și, în funcție de un Dutycycle setat (5) scade din nou la
nivelul curentului de bază (2).
În cazul WIG cu impulsuri sunt topite rapid mici secțiuni ale punctului de sudare, ca‐
re se întăresc apoi rapid.
În cazul aplicațiilor manuale, la utilizarea WIG cu impulsuri are loc încărcarea sârmei
pentru sudare în faza de curent maxim (posibil numai în domeniul de frecvențe joa‐
se între 0,25 - 5 Hz). Frecvențe mai mari ale pulsului se utilizează de cele mai multe
ori în regim automat și servesc cu precădere stabilizării arcului electric.
WIG cu impulsuri se utilizează la sudarea tuburilor din oțel aate în poziție forțată
sau la sudarea tablelor subțiri.
Modul de funcționare al WIG cu impulsuri în cazul procedeului de sudare selectat sudare WIG DC:
WIG cu impulsuri - parcursul curentului de sudare
Legendă:
(1) Curent principal, (2) Curent de bază, (3) Curent de start, (4) Up-Slope, (5) Frec‐
90

vență a pulsului *)
I [A]
t [s]
(1)
(2)
(3)
(4)
(5)
(6)
(6) Dutycycle, (7) Down-Slope, (8) Curent nal
*) (1/F-P = intervalul de timp între două impulsuri)
Funcţie de heftui‐rePentru procedura de sudare WIG DC este disponibilă funcția de heftuire.
Din momentul în care la Parametri de proces / Setări WIG DC este setat un interval
de timp pentru parametrul de sudare heftuire (4), toate modurile de funcționare în
2 tacte și funcționare în 4 tacte sunt prevăzute cu funcția de heftuire. Derularea mo‐
durilor de funcționare rămâne neschimbat.
Pe aşaj se aprinde în rândul de stare aşarea heftuire (TAC):
Pe parcursul acestui interval este disponibil un curent de sudare cu impulsuri care
optimizează întrepătrunderea băii de metal topit la heftuirea a două piese.
Mod de funcționare al funcției de heftuire la sudare WIG DC:
RO
Funcție de heftuire - parcursul curentului de sudare
Legendă:
(1) Curent principal, (2) Curent de start, (3) UpSlope (creșterea controlată a curentu‐
lui de sudare la începutul sudării), (4) Durata curentului de sudare cu impulsuri pen‐
tru operațiunea de heftuire, (5) DownSlope (reducerea controlată a curentului de
sudare la nalul sudării), (6) Curent nal
REMARCĂ!
Pentru curentul de sudare cu impulsuri se aplică următoarele:
Sursa de curent reglează automat parametrii impulsurilor în funcție de curentul
principal setat (1).
Nu este necesară setarea parametrilor de sudare cu impulsuri.
Curentul de sudare cu impulsuri începe
-
după încheierea fazei curentului de start (2)
-
odată cu faza UpSlope (creșterea controlată a curentului de sudare la începutul
sudării) (3)
91

În funcție de intervalul de heftuire setat, curentul de sudare cu impulsuri poate opri
până la inclusiv faza de curent nal (6) (parametru de sudare heftuire (4) WIG DC pe
„pornit”).
După încheierea intervalului de heftuire se sudează în continuare cu curent de su‐
dare constant, eventual sunt disponibili parametrii setați ai impulsurilor.
CycleTIG Pentru procedura de sudare WIG DC este disponibil procedeul de sudare în linie
continuă prin puncte CycleTIG.
Astfel, rezultatul sudării este inuenţat şi controlat prin diverse combinaţii de para‐
metri.
Avantajele esenţiale ale CycleTIG sunt controlul facil al băii de metal topit, o energie
liniară direcţionată şi mai puţină culoare de revenire.
Variaţii CycleTIG
CycleTIG + curent de bază redus
-
Pentru sudări în poziţii incomode, aplicări pe muchii şi sudări orbitale
-
foarte adecvat pentru îmbinări cu tablă groasă/tablă subţire
-
Formă excelentă a cordonului de sudare
-
Amorsare cu înaltă frecvenţă doar la începerea sudării
-
Durata lungă de viaţă a electrodului
-
Bun control al băii de metal topit
-
Energie liniară direcţionată
CycleTIG + amorsare cu polaritate inversată = pornit + curent de bază = oprit
-
Pentru lucrări de reparaţie (de exemplu aplicări pe muchii)
-
Energie liniară direcţionată
-
Cel mai mare avantaj în combinaţie cu setare amorsare cu înaltă frecvenţă = to‐
uch ÎF
-
Amorsare cu înaltă frecvenţă la ecare ciclu (!)
-
Durata de viaţă a electrodului foarte scurtă (!)
Recomandare: iWave c.a./DC cu setare amorsare cu polaritate inversă = auto
CycleTIG + heftuire
-
Pentru heftuirea tablelor subţiri, aplicaţii orbitale şi pentru îmbinări cu tablă
groasă/tablă subţire
-
Amorsare cu înaltă frecvenţă doar la începerea sudării
-
Durata lungă de viaţă a electrodului
-
Bun control al băii de metal topit
-
Energie liniară direcţionată
-
Aspect excepţional al sudurii
-
Funcţia de heftuire generează reglarea automată a impulsurilor
CycleTIG + Puls
CycleTIG poate utilizat individual cu toate setările de impuls. Acest lucru permite
generarea de impulsuri în faza de curent ridicat şi în faza de curent redus.
-
Pentru heftuirea tablelor subţiri şi pentru aplicaţii de placare
-
Pentru îmbinări cu tablă groasă/tablă subţire
-
Amorsare cu înaltă frecvenţă doar la începerea sudării
-
Durata lungă de viaţă a electrodului
-
Bun control al băii de metal topit
-
Energie liniară direcţionată
-
Aspect excepţional al sudurii
-
Sunt posibile reglaje individuale ale impulsurilor
-
Mai mulţi parametri de sudare pentru reglare
92

Parametri de proces WIG
1
2
Parametri de pro‐
ces WIG
RO
Parametri de pro‐
ces pentru WIG
Puls
Parametri de proces WIG:
WIG Puls, c.a., Generalităţi, Mod de amorsare & mod de funcționare, CycleTIG, Seta‐
re dispozitiv de avans sârmă, Gaz, Calibrare R/L
Pentru parametri proces pentru componente şi monitorizare a se vedea pagina 192.
Heftuire
Funcție de heftuire - durata curentului de sudare cu impulsuri la începutul procesu‐
lui de heftuire
o / 0,1 - 9,9 s / on
Setare din fabrică: o
o
Funcție de heftuire dezactivată
0,1 - 9,9 s
Intervalul setat începe cu faza UpSlope (creșterea controlată a curentului de sudare
la începutul sudării). După încheierea intervalului setat se continuă sudarea cu cu‐
rent de sudare constant, eventualii parametri setați ai impulsurilor sunt disponibili
on
curentul de sudare cu impulsuri este menținut până la nalul procesului de heftuire
Pe aşaj se aprinde în rândul de stare aşarea heftuire (TAC), câtă vreme a fost se‐
tată o valoare.
93

Frecvență a pulsului
oprit / 0,20 - 2000 Hz (10000 Hz cu opțiunea OPT/i-Puls Pro)
Setare din fabrică: oprit
IMPORTANT! Dacă frecvența pulsului este setată pe „oprit”, parametrii de sudare cu‐
rent de bază și durată de funcţionare nu pot selectați.
Frecvența pulsului setată este preluată și pentru curentul redus.
Pe aşaj se aprinde în rândul de stare aşarea puls, câtă vreme a fost introdusă o
valoare pentru frecvența pulsului.
Curent de bază *
0 - 100 % (din curent principal I1)
Setare din fabrică: 50 %
Durată de funcţionare *
Raportul duratei impulsului față de durata curentului de bază la frecvența pulsului
setată
10 - 90 %
Setare din fabrică: 50 %
Forma curbei de curent pulsat *
pentru optimizarea presiunii arcului electric
Dreptunghi rigid / Dreptunghi non-rigid / Sinus
Setare din fabrică: Dreptunghi rigid
Dreptunghi rigid:
parcurs pur dreptunghiular;
zgomot mai ridicat al arcului electric. modicare rapidă a curentului
Aplicație în special la suduri orbitale
Dreptunghi non-rigid:
parcurs dreptunghiular cu pantă mai redusă a frontului, pentru reducerea zgomo‐
tului față de parcursul pur dreptunghiular;
aplicații universale
Sinus:
parcurs sinusoidal (setare standard pentru arc electric cu zgomot redus și stabil);
Utilizare în special la cusături de colț și placări
Optimizarea presiunii arcului electric determină:
-
o mai bună curgere din baia de metal topit (sudare mai bună a sudurilor cap la
cap și a cordoanelor de sudură de colț)
-
o creștere sau o scădere lentă a curentului (în special la sudurile în colț, oțeluri
înalt aliate sau aplicații de placare, materialul de adaos sau baia de metal topit
nu sunt împinse la o parte)
-
o reducere a nivelului de zgomot la sudare datorită formelor rotunjite ale cur‐
bei
94
Forma curbei curentului de bază *
pentru optimizarea presiunii arcului electric
Dreptunghi rigid / Dreptunghi non-rigid / Sinus
Setare din fabrică: Dreptunghi rigid
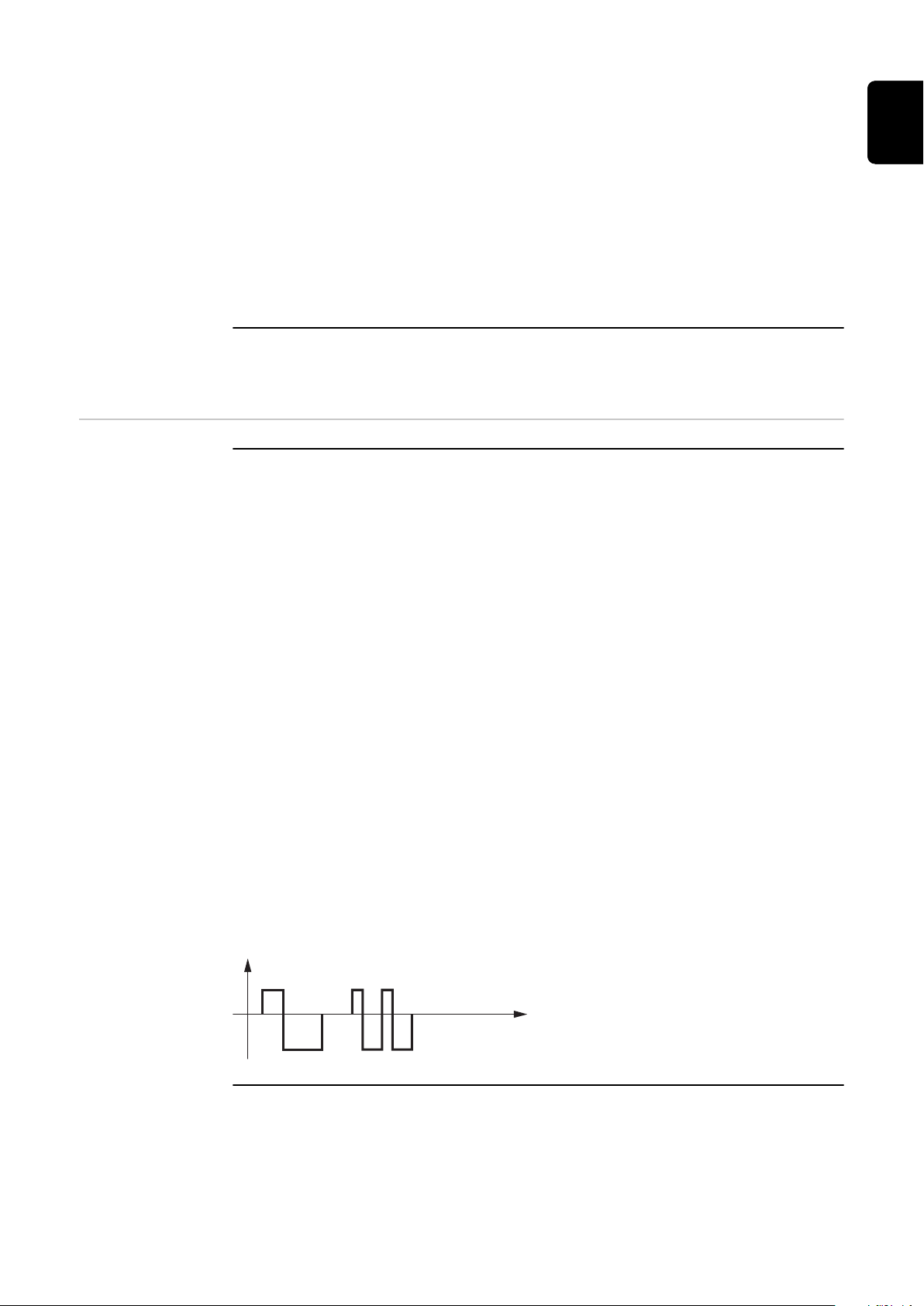
Dreptunghi rigid:
+
t (s)
I (A)
60 Hz 120 Hz
parcurs pur dreptunghiular;
zgomot mai ridicat al arcului electric. modicare rapidă a curentului
Aplicație în special la suduri orbitale
Dreptunghi non-rigid:
parcurs dreptunghiular cu pantă mai redusă a frontului, pentru reducerea zgomo‐
tului față de parcursul pur dreptunghiular;
aplicații universale
Sinus:
parcurs sinusoidal (setare standard pentru arc electric cu zgomot redus și stabil);
Utilizare în special la cusături de colț și placări
* Parametrii de sudare sunt disponibili dacă sursa de curent dispune de opţiu‐
nea OPT/i Puls Pro.
RO
Parametri de pro‐
ces pentru WIG
c.a.
Frecvență AC
Syn / 40 - 250 Hz
Setare din fabrică: 60 Hz
Syn
Setare pentru sudare sincronă (sudare din ambele părți, simultană, cu 2 surse de
curent)
Pentru sudarea sincronă, frecvența c.a. trebuie setată la ambele surse de curent pe
„Syn”.
Sudarea sincronă se utilizează la materialele de grosime mare, pentru a obține o
rată de depunere ridicată și pentru a minimiza incluziunile în timpul sudării.
IMPORTANT! Datorită poziției de fază a tensiunii de intrare, în numeroase cazuri sin‐
cronizarea celor două surse de curent nu poate efectuată corect.
În acest caz decuplați ștecherul de la rețea al sursei de curent, rotiți-l cu 180° și co‐
nectați-l din nou la rețeaua electrică.
Frecvență joasă
arc electric mai slab, neconcentrat, cu energie liniară supercială
Frecvență înaltă
arc electric concentrat cu energie liniară puternică
Efectul frecvenței c.a. asupra parcursului curentului:
Oset curent c.a.
-70 până la +70 %
Setare din fabrică: 0 %
+70 %
arc electric neconcentrat cu energie liniară supercială
95

-70 %
I (A)
t (s)
-70%+70%
+
-
0
*
arc electric îngust, energie liniară puternică, viteză de sudare ridicată
Efectul oset-ului de curent c.a. asupra parcursului curentului:
* Setare din fabrică: 0 (corespunde unei deplasări de 10% în domeniul negativ)
Forma curbei semiundă pozitivă
Dreptunghi rigid / Dreptunghi non-rigid / Triunghi / Sinus
Setare din fabrică: Sinus
Dreptunghi rigid
parcurs pur dreptunghiular (arc electric stabil, însă zgomotos)
Dreptunghi non-rigid:
parcurs dreptunghiular cu pantă mai redusă a frontului, pentru reducerea zgomo‐
tului față de parcursul pur dreptunghiular
Triunghi
parcurs triunghiular
Sinus
parcurs sinusoidal (setare standard pentru arc electric silențios)
Forma curbei semiundă negativă
Dreptunghi rigid / Dreptunghi non-rigid / Triunghi / Sinus
Setare din fabrică: Dreptunghi non-rigid
Dreptunghi rigid
parcurs pur dreptunghiular (arc electric stabil, însă zgomotos)
Dreptunghi non-rigid:
parcurs dreptunghiular cu pantă mai redusă a frontului, pentru reducerea zgomo‐
tului față de parcursul pur dreptunghiular
Triunghi
parcurs triunghiular
Sinus
parcurs sinusoidal (setare standard pentru arc electric silențios și stabil)
Sincronizare fază
Sincronizează două surse de curent c.a. (simultan pe ambele laturi)
0 - 5
Setare din fabrică: 0
96

Parametri de pro‐
ces generali WIG Setări începutul sudării / sfârşitul sudării
Durată curent de start
Durata curentului de start indică durata fazei curentului de start.
Setarea parametrului de sudare Durată curent de start inuenţează şi variantele 1 6 des funcționării speciale în 4 tacte (vezi de la pagina 71).
o / 0,01 - 30,0 s
Setare din fabrică: o
IMPORTANT! Durata curentului de start se aplică numai pentru funcționare în 2 tac‐
te și pentru sudare în puncte. La funcționare în 4 tacte durata fazei curentului de
start este stabilită cu tasta pistoletului.
Durată curent nal
Indică durată fazei curentului nal.
Setarea parametrului de sudare Durată curent nal inuenţează şi variantele 1 - 6
des funcționării speciale în 4 tacte (vezi de la pagina 71).
o / 0,01 - 30 s
Setare din fabrică: o
RO
IMPORTANT! Durata curentului nal se aplică numai pentru funcționare în 2 tacte și
pentru sudare în puncte. La funcționare în 4 tacte durata fazei curentului nal este
stabilită cu tasta pistoletului (secțiunea „Moduri de funcționare WIG”).
Setări 4 tacte
Curent de reducere Slope 1
Setarea parametrului de sudare Curent de reducere Slope 1 inuenţează şi variante‐
le 1 - 6 ale funcționării speciale în 4 tacte (vezi de la pagina 71).
o / 0,01 - 30 s
Setare din fabrică: o
Dacă pentru parametrul de sudare curent redus Slope1 este indicată o valoare de
timp, reducerea sau creșterea temporară a curentului nu se realizează abrupt, ci
lent și adecvat.
Astfel se diminuează inuenţele negative asupra cusăturii sudate și asupra piesei, în
special la aplicațiile pentru aluminiu.
Curent de reducere Slope 2
Setarea parametrului de sudare Curent de reducere Slope 2 inuenţează şi variante‐
le 1 - 6 des funcționării speciale în 4 tacte (vezi de la pagina 71).
o / 0,01 - 30 s
Setare din fabrică: o
Dacă pentru parametrul de sudare curent redus Slope2 este indicată o valoare de
timp, adaptarea curentului redus la curentul de sudare nu se realizează abrupt, ci
lent și adecvat.
97

De exemplu, la creșterea curentului baia de metal topit este încălzită lent, nu
abrupt. Aceasta permite degazicarea băii de metal topit și evită formarea porilor la
sudarea aluminiului.
Setări sudare în puncte
Durata sudării în puncte
(doar la modul de funcționare setat pe sudare în puncte)
0,02 - 120 s
Setare din fabrică: 5,0 s
Parametri de pro‐
ces pentru mod
de amorsare şi
mod de funcțio‐
nare
Parametri de amorsare
Amorsare cu înaltă frecvență
on / o / Touch-ÎF / Extern
Setare din fabrică: on
on
Este activată amorsarea cu ÎF la începerea sudării
o
Fără amorsare cu ÎF la începerea sudării.
În acest caz începerea sudării se face prin amorsare la contact.
Touch-ÎF
Procedeul de sudare este inițiat prin atingerea scurtă a piesei cu electrodul de wol‐
fram. Amorsarea cu înaltă frecvență se realizează după expirarea timpului de
întârziere a amorsării ÎF.
Extern
Start cu mijloace ajutătoare externe pentru amorsare de ex. sudare cu plasmă
98
Pe aşaj se aprinde în rândul de stare aşarea amorsare ÎF (HF), câtă vreme amor‐
sarea cu înaltă frecvență este setată pe pornit.
ATENŢIE!
Pericol de accidentare prin efectul de spaimă produs de șocul electric
Deși aparatele Fronius îndeplinesc toate normele relevante, în unele circumstanțe
amorsarea ÎF poate transmite un șoc electric sesizabil dar nepericulos.
Utilizați vestimentația de protecție prevăzută, în special mănuși!
▶
Utilizați doar pachete de furtunuri WIG adecvate, intacte și nedeteriorate!
▶
Nu lucrați în medii umede sau ude!
▶
Atenție specială la lucrările efectuate pe schele, platforme de lucru, în poziții
▶
constrânse, în spații înguste, greu accesibile sau expuse!

Timp de întârziere a amorsării ÎF
Durata după atingerea piesei cu electrodul de wolfram după care are loc amorsarea
cu înaltă frecvență.
0,1 - 5,0 s
Setare din fabrică: 1,0 s
Amorsare cu polaritate inversată
(numai la surse de curent iWave c.a./DC)
Pentru derularea optimă a procesului de sudare WIG DC, la începerea sudării are
loc pentru scurt timp on inversare a polarității. Electronii ies din piesă și se întâlnesc
cu electrodul de wolfram. Rezultă astfel o încălzire rapidă a electrodului de wolfram
- o condiție esențială pentru proprietăți de amorsare optime.
oprit / pornit / auto
Setare din / fabrică: oprit
Amorsarea cu polaritate inversată nu este recomandată pentru sudarea în zone cu
tablă foarte subțire.
Monitorizare arc electric
RO
Timeout amorsare
Durată până la deconectarea de siguranţă după o amorsare eşuată.
0,1 - 9,9 s
Setare din fabrică: 5 s
IMPORTANT! Timeout amorsare este o funcţie de siguranţă şi nu poate dezacti‐
vată.
Descrierea funcţiei timeout amorsare este disponibilă în capitolul „Sudare WIG“.
Timp pt. întreruperea arcului electric
Durată până la deconectarea de siguranţă după întreruperea arcului electric
Dacă după întreruperea arcului electric, în decursul unui interval de timp setat nu
este generat un ux de curent, sursa de curent de opreşte automat.
Pentru reluarea procedeului de sudare apăsaţi orice buton de pe panoul de operare
sau tasta pistoletului.
0,00 - 2,00 s
Setare din fabrică: 0,20 s
Monitorizare întrerupere arc electric
Reacţie, dacă în decursul timpului pentru întreruperea arcului electric nu este gene‐
rat un ux de curent
ignorare / eroare
Setare din fabrică: ignorare
ignorare
Întreruperea este ignorată.
Eroare
La sursa de curent este aşat un mesaj de eroare cu posibilitate de conrmare.
Setări mod de funcționare
99

Tasta pistoletului
Începerea sudării cu tasta pistoletului
on / o
Setare din fabrică: on
on
Începerea sudării este declanșată de la tasta pistoletului
o
Începerea sudării este declanșată prin atingerea piesei cu electrodul de wolfram;
adecvată în special pentru pistoletele de sudare fără tasta pistoletului, desfășurarea
amorsării în funcție de parametrii de amorsare
Pe aşaj, în rândul de stare este aşat simbolul pentru tasta dezactivată a pistoletu‐
lui, selectarea modului de funcționare este dezactivată.
I2 cu tasta pistoletului
pentru a activa / dezactiva posibilitatea de comutare pe curentul de reducere I2 cu
tasta pistoletului
Setarea parametrului de sudare I2 cu tasta pistoletului inuenţează şi variantele 1 6 des funcționării speciale în 4 tacte (vezi de la pagina 71).
pornit / oprit
Setare din fabrică: oprit
Funcţie tastă curent de reducere
Setarea parametrului de sudare Funcţie tastă curent de reducere inuenţează şi va‐
riantele 1 - 6 des funcționării speciale în 4 tacte (vezi de la pagina 71).
I1 / I2
Setare din fabrică: I2
Tensiune de rupere a arcului electric
pentru reglarea unei valori a tensiunii la care procesul de sudare poate terminat
printr-o ridicare ușoară a pistoletului de sudare WIG.
Cu cât este mai mare valoarea pentru tensiunea de rupere, cu atât poate mai înalt
poate arcul electric.
Valoarea pentru tensiunea pentru întreruperea arcului electric se salvează în comun
pentru funcționarea în 2 tacte, funcționarea în 4 tacte și funcționarea cu o teleco‐
mandă de picior.
Dacă parametrul de sudare „Tasta pistoletului” este setat pe „o”, valoarea este sal‐
vată separat.
o / 6,0 - 90,0 V
Setare din fabrică: o
Sensibilitate Confort Stop
Parametrul de sudare este disponibil numai dacă parametrul „Tasta pistoletului” es‐
te setat pe „o”.
100
o / 0,1 - 10,0 V
Setare din fabrică: o
La sfârșitul sudării, după o creștere semnicativă a lungimii arcului electric are loc
deconectarea automată a curentului de sudare. Prin aceasta se împiedică alungirea
inutilă a arcului electric la ridicarea pistoletului de sudare WIG.
 Loading...
Loading...