


Operating
Instructions
iWave 190i AC/DC
iWave 230i AC/DC
iWave 230i DC
UK
інструкції з експлуатації
42,0426,0250,UK 013-29082022


Зміст
Правила техніки безпеки 8
Пояснення попереджень щодо безпеки 8
Загальні відомості 8
Належне використання 9
Умови навколишнього середовища 9
Обов'язки компанії, що експлуатує пристрій 10
Обов'язки персоналу 10
Підключення до електромережі 10
Захист зварювальника та інших осіб 10
Небезпека отруєння токсичними газами й випарами 11
Небезпека, пов'язана з іскрами 12
Ризик ураження мережевим і зварювальним струмом 12
Блукаючі зварювальні струми 13
Класифікація електромагнітної сумісності (ЕМС) пристроїв 14
Заходи із забезпечення ЕМС 14
Заходи для запобігання електромагнітним перешкодам 15
Зони підвищеної небезпеки 15
Вимоги до захисного газу 16
Балони із захисним газом є джерелом підвищеної небезпеки 16
Небезпека через витік захисного газу. 17
Заходи безпеки в місці встановлення та під час транспортування 17
Заходи безпеки під час звичайної експлуатації 18
Рівень шуму 18
Уведення до експлуатації, обслуговування та ремонт 19
Перевірка безпеки 19
Утилізація 19
Маркування безпеки 19
Захист даних 20
Авторське право 20
UK
Загальні відомості 21
Загальні відомості 23
Концепція пристрою 23
Принцип роботи 23
Застосування 23
Відповідність стандартам 24
Bluetooth trademarks 24
Попереджувальні знаки на пристрої 25
Системні компоненти 27
Загальні відомості 27
Огляд 27
Опції 27
Органи керування та роз'єми 29
Панель керування 31
Загальні відомості 31
Безпека 31
Панель керування 32
Кнопка «Обране». 34
Призначення параметрів на кнопку «Обране» 34
Виклик обраного параметра 34
Видалення обраного параметра 35
Призначення завдань EasyJob на кнопку «Обране». 35
Роз'єми, вимикачі та механічні компоненти 37
Роз’єми, вимикачі та механічні компоненти 37
Встановлення і введення до експлуатації 39
Мінімальний набір обладнання, необхідного для зварювальних робіт 41
3

Загальні відомості 41
Зварювання TIG змінним струмом 41
Зварювання TIG постійним струмом 41
Зварювання металевим стрижневим електродом (MMA) 41
Перед встановленням і введенням до експлуатації 42
Безпека 42
Використання за призначенням 42
Інструкції з монтажу 42
Підключення до електромережі 43
Режим роботи від генератора 43
Підключення мережевого кабелю 44
Загальні відомості 44
Безпека 44
Підключення мережевого кабелю 44
Запуск 45
Безпека 45
Зауваження стосовно охолоджувального модуля 45
Загальні відомості 45
Встановлення системних компонентів 45
Під’єднання газового балона 46
Приєднання зварювального пальника до джерела живлення й охолоджувального
модуля.
Під'єднання кабелю заземлення до деталі 47
Блокування та розблокування джерела струму за допомогою ключа NFC 48
Загальні відомості 48
Обмеження 48
Блокування та розблокування джерела струму за допомогою ключа NFC 48
46
Режим зварювання 49
Режими TIG 51
Безпека 51
Символи та їхні значення 51
2-тактний режим 52
4-тактний режим 52
Спеціальний 4-тактний режим: варіант 1 53
Спеціальний 4-тактний режим: варіант 2 54
Спеціальний 4-тактний режим: варіант 3 55
Спеціальний 4-тактний режим: варіант 4 56
Спеціальний 4-тактний режим: варіант 5 57
Спеціальний 4-тактний режим: варіант 6 58
Точкове зварювання 59
CycleTIG 60
Зварювання TIG 61
Безпека 61
Підготовка 61
Зварювання TIG 62
Параметри зварювання TIG постійним струмом 63
Параметри зварювання CycleTIG 66
Параметри зварювання TIG змінним струмом 67
Підпалювання дуги 72
Загальні відомості 72
Підпалювання зварювальної дуги за допомогою високої частоти(ВЧ-підпал) 72
Контактне підпалювання 73
Перевантаження електрода 74
Завершення зварювання 74
Спеціальні функції зварювання TIG 75
Функція затримки підпалювання 75
Імпульсне зварювання TIG 75
Функція виконання прихоплення 76
CycleTIG 78
Ручне зварювання стрижневим електродом або CEL 79
4

Безпека 79
Підготовка 79
Ручне зварювання стрижневим електродом або CEL 81
Параметри режиму ручного зварювання стрижневим електродом 83
Параметри зварювання стрижневими електродами із целюлозним покриттям 85
Стартовий струм > 100 % (HotStart) 87
Стартовий струм < 100 % (SoftStart) 87
Функція Anti-Stick 88
Режим EasyJob 89
Збереження робочих точок EasyJob 89
Виклик робочих точок EasyJob 90
Видалення робочих точок EasyJob 90
Зварювальне завдання 91
Безпека 91
Підготовка 91
Виконання зварювання 92
Меню налаштування 93
Меню налаштування 95
Загальні відомості 95
Доступ до меню налаштування 95
Огляд 96
Вибір пунктів меню і параметрів 97
Меню TIG 99
Параметри в меню зварювання TIG постійним струмом 99
Параметри в меню зварювання TIG змінним струмом 102
Меню зварювання стрижневим електродом 107
Параметри в меню зварювання стрижневим електродом 107
Меню зварювання стрижневим електродом із целюлозним покриттям 111
Параметри зварювання стрижневим електродом із целюлозним покриттям 111
Налаштування підпалювання та режиму роботи 112
Параметри підпалювання 112
Моніторинг розриву зварювальної дуги 113
Стандартні параметри режиму роботи 114
Меню налаштування подачі газу 116
Параметри в меню налаштування подачі газу 116
Меню налаштування компонентів 117
Параметри в меню налаштування компонентів 117
Спорожнення шлангового пакета зварювального пальника 118
Заповнення зварювального пальника 119
Меню реєстрації даних 121
Меню реєстрації даних 121
Меню Job 123
Збереження завдань 123
Збереження параметрів за допомогою меню Job 123
Збереження параметрів за допомогою регулювальної ручки 124
Завантаження завдання 124
Видалення завдання 125
Налаштування параметрів процесу для оптимізації виконання завдання 125
Стандартні налаштування для збереження завдання 128
Функція EasyJobs на кнопці «Обране» 130
Системні налаштування 131
Огляд 131
Display (Дисплей) 132
Підсвічування 132
Мови 132
Дата і час 132
Системні дані 133
Відображення додаткових параметрів 134
Відображення параметрів iJob 135
System (Система) 136
UK
5

Power source congurations (Конфігурація джерела струму) 136
Відновлення заводських налаштувань 136
Reset website password (Скидання пароля до веб-сайту) 136
Кнопка пальника I2 - режим утворення кульки 136
Performing R/L alignment (Калібрування зварювального контуру) 137
Мережеві налаштування 139
Загальні відомості 139
Увімкнення Bluetooth 139
Налаштування пристроїв Bluetooth 140
Налаштування мережі 141
Активація бездротової мережі 141
Налаштування бездротової мережі 142
Керування користувачами 143
Основні відомості 143
Загальні відомості 144
Загальні зауваження 144
Пояснення термінів 144
Задані ролі та користувачі 144
Поради щодо створення ролей і користувачів 145
Створення користувачів і ролей 146
Створення користувача 146
Створення ролей 147
Змінення користувачів / ролей, деактивація адміністрування користувача 148
Змінення користувачів 148
Змінення ролей 148
Вимкнення функції керування користувачами 148
CENTRUM: централізоване керування користувачами 150
Активація сервера CENTRUM 150
Керування 151
Ознайомлювальна ліцензія 151
Активація ознайомлювальної ліцензії 151
Інформація про систему 152
Інформація про пристрій 152
SmartManager — веб-сайт джерела струму 153
SmartManager — веб-сайт джерела струму 155
Загальні відомості 155
Доступ до веб-сайту SmartManager джерела струму 155
Fronius 155
Зміна пароля / вихід із системи 155
Мова 156
Поточні системні дані. 157
Поточні системні дані 157
Реєстраційний журнал документації 158
Журнал 158
Основні налаштування 159
Job-Data 160
Job data 160
Огляд завдань 160
Зміна завдання 160
Імпорт завдання 161
Експорт завдання 161
Експортувати завдання як... 161
Резервне копіювання і відновлення 163
Загальні відомості 163
Резервне копіювання і відновлення 163
Керування користувачами 164
Загальні відомості 164
Користувачі 164
Ролі користувачів 164
Експорт та імпорт 165
6

CENTRUM 165
Основні відомості 166
Огляд 166
Розгортання / згортання всіх груп 166
Експорт даних про системні компоненти в різних форматах 166
Оновлення 167
Оновлення 167
Функціональні пакети 168
Функціональні пакети 168
Інсталяція функціонального пакета 168
Знімок екрана 169
Знімок екрана 169
Обслуговування і усунення несправностей 171
Усунення несправностей 173
Загальні відомості 173
Безпека 173
Усунення несправностей джерела струму 174
Догляд, обслуговування та утилізація 176
Загальні відомості 176
Безпека 176
Перед кожним запуском 176
Раз на 2 місяці 176
Що 6 місяців 177
Утилізація 177
UK
Додаток 179
Середні значення витрати під час зварювання 181
Середні витрати захисного газу під час зварювання TIG 181
Технічні дані 182
Огляд важливих вихідних матеріалів і відомості про рік випуску пристрою 182
Спеціальні напруги 182
Версії виконання апарата 182
iWave 190i AC/DC 182
iWave 190i AC/DC /MV 184
iWave 230i AC/DC 186
iWave 230i AC/DC /MV 188
iWave 230i DC 190
iWave 230i DC /MV 192
Пояснення до виносок 193
Радіопараметри 194
7

Правила техніки безпеки
Пояснення
попереджень
щодо безпеки
ПОПЕРЕДЖЕННЯ!
Означає безпосередню небезпеку.
Якщо її не уникнути, вона призведе до загибелі або серйозного
▶
травмування персоналу.
НЕБЕЗПЕЧНО!
Означає потенційно небезпечну ситуацію.
Якщо її не уникнути, вона може призвести до загибелі або серйозного
▶
травмування персоналу.
ОБЕРЕЖНО!
Означає ситуацію, яка може призвести до травмування або пошкодження
майна.
Якщо її не уникнути, вона може призвести до незначного травмування та
▶
(або) пошкодження майна.
УВАГА!
Означає ризик виробничого браку або пошкодження обладнання.
Загальні
відомості
Цей пристрій виготовлено з використанням найновіших технологій і
дотриманням визнаних стандартів безпеки. Неправильне використання або
використання не за призначенням може призвести до:
-
травмування або загибелі оператора або сторонніх осіб;
-
пошкодження пристрою та іншого майна компанії, що експлуатує
пристрій;
-
неефективної роботи пристрою.
Усі особи, що виконують введення в експлуатацію, саму експлуатацію, технічне
та сервісне обслуговування, повинні:
-
мати належну кваліфікацію;
-
мати достатній рівень знань щодо автоматичного зварювання;
-
уважно ознайомитися із цією інструкцією з експлуатації, а також з
інструкціями з експлуатації системних компонентів і дотримуватися вимог,
наведених у цих інструкціях.
Інструкція з експлуатації має завжди бути доступною в місці використання
пристрою. Окрім інструкції з експлуатації, потрібно дотримуватися загальних і
місцевих нормативних вимог, що стосуються запобігання нещасним випадкам
і захисту навколишнього середовища.
Вимоги до попереджувального та застережного маркування на пристрої:
-
маркування має бути чітко видимим;
-
маркування не повинне бути пошкодженим;
-
забороняється видаляти маркування;
-
забороняється закривати, заклеювати або зафарбовувати маркування.
Місця нанесення попереджувального та застережного маркування вказані в
інструкції з експлуатації пристрою, розділ «Загальні відомості».
8

Перед увімкненням пристрою потрібно усунути всі несправності, що можуть
становити небезпеку.
Це потрібно для вашої ж безпеки!
UK
Належне
використання
Пристрій повинен використовуватися лише за прямим призначенням.
Пристрій призначений лише для зварювальних процесів, що вказані на
заводській табличці.
Використання для будь-яких інших цілей вважається неналежним. Виробник
не несе жодної відповідальності за будь-яку шкоду, заподіяну внаслідок такого
використання.
Належне використання передбачає:
-
уважне ознайомлення з цією інструкцією з експлуатації та виконання всіх
викладених у ній вимог;
-
знання та ретельне дотримання всіх вимог, вказаних у
попереджувальному та застережному маркуванні;
-
виконання всіх передбачених інспекцій і робіт із технічного
обслуговування.
Забороняється використовувати пристрій для перелічених нижче цілей:
-
розмороження труб;
-
заряджання акумуляторів;
-
запуску двигунів.
Пристрій призначено для використання у виробничих цехах і майстернях.
Виробник не несе відповідальності за будь-яку шкоду, заподіяну внаслідок
використання в побутових умовах.
Виробник також не несе відповідальності за неочікувані чи неправильні
результати робіт.
Умови
навколишнього
середовища
Експлуатація або зберігання пристрою в умовах, що відрізняються від
прописаних тут, вважається неналежним використанням. Виробник не несе
жодної відповідальності за будь-яку шкоду, заподіяну внаслідок такого
використання.
Діапазон температур навколишнього середовища
-
під час експлуатації: -10 °C …+ 40 °C (+14 °F…+104 °F)
-
під час транспортування та зберігання: -20 °C…+55 °C (-4 °F…+131 °F)
Відносна вологість:
-
до 50 % для 40 °C (104 °F)
-
до 90 % для 20 °C (68 °F)
У навколишньому повітрі не повинно бути пилу, кислот, корозійних газів або
речовин тощо.
Пристрій можна використовувати на висотах до 2000 м (6561 фут 8,16 дюйма)
над рівнем моря.
9

Обов'язки
компанії, що
експлуатує
пристрій
Компанія, що експлуатує пристрій, повинна допускати до роботи з ним лише
осіб, які:
-
знайомі з базовими правилами техніки безпеки на робочому місці та
запобігання нещасним випадкам і пройшли інструктаж із використання
пристрою;
-
ознайомилися з цією інструкцією з експлуатації, особливо з
розділом «Правила техніки безпеки», і розписалися в журналі техніки
безпеки;
-
пройшли належне навчання, щоб забезпечити потрібні результати робіт.
Необхідно проводити регулярні інспекції, щоб переконатися, що оператори
дотримуються правил техніки безпеки під час роботи.
Обов'язки
персоналу
Підключення до
електромережі
Перед використанням пристрою всі працівники повинні:
-
ознайомитися з основними правилами техніки безпеки на робочому місці
та запобігання нещасним випадкам;
-
ознайомитися з цією інструкцією з експлуатації, зокрема з
розділом «Правила техніки безпеки», а також розписатися в журналі
техніки безпеки, що вони розуміють ці правила і будуть дотримуватися їх.
Перш ніж залишити робоче місце, забезпечте такі умови, щоб за вашої
відсутності не сталося травм або пошкодження майна.
Потужні пристрої можуть знизити якість напруги в мережі через високий
споживаний струм.
Це може впливати на кількість підключених пристроїв через зазначені нижче
фактори:
-
обмеження кількості підключених пристроїв;
-
критерії, що стосуються максимального допустимого повного
електричного опору мережі *);
-
критерії, що стосуються мінімальної допустимої потужності короткого
замикання *);
*)
у точці підключення до електромережі спільного користування,
див. розділ «Технічні дані».
Захист
зварювальника
та інших осіб
10
У цьому разі компанія або особа, що використовує пристрій, повинна
переконатися, що пристрій можна підключати до електромережі, за потреби
порадившись із представниками енергопостачальної компанії.
ВАЖЛИВО! Переконайтеся, що для підключення до електромережі
встановлено належне заземлення.
Усі особи, що працюють із пристроєм, наражають себе на небезпеку з огляду
на численні фактори ризику, серед яких:
-
іскри та розжарені частинки металу;
-
випромінення дуги, яке може пошкодити очі та шкіру;
-
електромагнітні поля, які можуть становити небезпеку для осіб з
імплантованими кардіостимуляторами;
-
ризик ураження мережевим і зварювальним струмом;
-
підвищений рівень шуму;
-
шкідливі випари та гази, що виділяються під час зварювання.

Під час роботи з пристроєм потрібно надягати відповідний захисний одяг.
Захисний одяг повинен мати такі характеристики:
-
вогнестійкість;
-
відсутність вологи й електропровідності;
-
одяг має закривати все тіло, бути непошкодженим і в хорошому стані;
-
наявність захисної каски;
-
штанини не повинні бути закочені.
Захисний одяг складається з багатьох елементів. Оператори повинні:
-
захищати очі та обличчя від УФ-випромінювання, високих температур та
іскор за допомогою захисного шолома зі світлофільтром;
-
надягати під шолом захисні окуляри з бічними щитками;
-
носити міцне взуття, що забезпечує ізоляцію навіть в умовах підвищеної
вологості;
-
захищати руки за допомогою спеціальних рукавичок (що забезпечують
електроізоляцію й захист від високих температур);
-
носити захисні навушники, щоб зменшити вплив шуму та захистити
органи слуху від пошкодження.
Не допускайте сторонніх осіб, особливо дітей, у робочу зону, коли ввімкнено
пристрій або триває зварювання. Якщо, незважаючи на це, поблизу
перебувають сторонні:
-
попередьте їх про всі фактори небезпеки (ризик осліплення світлом дуги,
опіків від іскор, вдихання шкідливих зварювальних випарів, ураження
мережевим і зварювальним струмом, високий рівень шуму тощо);
-
забезпечте їх необхідним захисним спорядженням;
-
або ж встановіть необхідні захисні екрани або штори.
UK
Небезпека
отруєння
токсичними
газами й
випарами
Дим, що виникає під час зварювання, містить отруйні гази та випари.
Зварювальний дим містить речовини, що спричиняють рак. Про це йдеться у
монографії № 118 Міжнародної агенції з дослідження раку.
Під час роботи необхідно вмикати пристрій для відведення диму,
встановлений безпосередньо на його джерелі, та систему відсмоктування,
якою обладнано приміщення.
За можливості використовуйте зварювальний пальник із вбудованим
димовідсмоктувачем.
Пильнуйте, щоб зварювальний дим і гази не потрапляли в обличчя.
Для усунення випарів та шкідливих газів необхідно вживати перелічених далі
запобіжних заходів:
-
слід уникати вдихання випарів;
-
потрібно відводити їх від робочої зони за допомогою належного приладдя;
слід стежити за тим, аби до приміщення надходило достатньо свіжого повітря;
необхідно, щоб рівень вентиляції приміщення становив щонайменше 20 м³ на
годину;
за недостатнього рівня вентилювання слід на час зварювання надівати
зварювальний шолом із функцією подавання свіжого повітря.
У разі виникнення сумнівів щодо достатності рівня відсмоктування потрібно
порівняти заміряні рівні шкідливих викидів із граничними значеннями.
Рівень токсичності зварювального диму визначають такі чинники:
-
метали, з яких виготовлено деталь;
-
електроди;
-
покриття;
-
мийні засоби, знежирювачі тощо;
-
застосовуваний процес зварювання.
11

Характеристики перелічених вище компонентів наведено в їх паспортах
безпеки та відповідних інструкціях виробника.
Рекомендації щодо сценаріїв впливу, заходів з урахування чинників ризиків та
визначення умов праці містяться на веб-сайті Європейської асоціації з питань
зварювання European Welding Association у розділі Health & Safety (Здоров’я та
безпека) (https://european-welding.org).
Легкозаймисті випари (наприклад розчинника) потрібно відводити від зони
випромінення дуги.
Після завершення зварювання закрийте вентиль балона із захисним газом або
газопроводу.
Небезпека,
пов'язана з
іскрами
Іскри можуть призвести до пожежі або вибуху.
Зварювання поблизу від легкозаймистих матеріалів забороняється.
Легкозаймисті матеріали повинні перебувати на відстані щонайменше
11 метрів (36 футів 1,07 дюйма) від зварювальної дуги. Якщо це неможливо,
такі матеріали потрібно накрити відповідним покриттям.
На робочому місці потрібно тримати перевірений вогнегасник належного
типу, який має бути готовим до використання.
Іскри та частинки розжареного металу також можуть потрапити в прилеглі
зони через маленькі щілини або отвори. Потрібно вжити необхідних заходів
для запобігання пожежі або травмуванню.
Забороняється проводити зварювання в пожежонебезпечних і
вибухонебезпечних місцях або поблизу від герметичних балонів, ємностей або
труб, якщо ці балони, ємності або труби не підготовлені відповідно до вимог
державних чи міжнародних стандартів.
Забороняється виконувати зварювання ємностей, що містили гази, пальне,
мінеральні оливи або подібні продукти. Залишки цих речовин можуть
спричинити вибух.
Ризик ураження
мережевим і
зварювальним
струмом
12
Ураження електричним струмом може призвести до смерті.
Не торкайтеся внутрішніх і зовнішніх компонентів пристрою, що перебувають
під напругою.
Під час зварювання MIG/MAG і TIG зварювальний дріт, котушка з дротом,
подавальні ролики й усі металеві елементи, що контактують зі зварювальним
дротом, перебувають під напругою.
Обов'язково встановлюйте механізм подавання дроту на поверхню з
достатніми ізоляційними властивостями або використовуйте для механізму
подавання дроту відповідний ізольований тримач.
Захистіть себе та інших від потенціалу заземлення за допомогою належним
чином ізольованої сухої платформи або екрана. Платформа або екран повинні
закривати всю ділянку, на якій людину може уразити потенціал заземлення.
Усі кабелі та проводи мають бути правильно підібрані, без пошкоджень,
належним чином ізольовані та зафіксовані. З'єднання зі слабким контактом,
обпалені, пошкоджені кабелі й кабелі неналежного розміру слід відразу
замінювати.
Щоразу перед застосуванням надійно закріплюйте з'єднання за допомогою

рукоятки.
У разі використання силових кабелів із байонетним роз'ємом проверніть
силовий кабель навколо поздовжньої осі щонайменше на 180° та перевірте
натяганням.
Не намотуйте кабелі та проводи на себе.
Правила поводження з електродами (пруток, вольфрамовий електрод,
зварювальний дріт тощо):
-
забороняється занурювати електрод у рідину для охолодження;
-
забороняється торкатись електрода, коли ввімкнуто джерело струму.
Між зварювальними електродами двох джерел струму може бути подвійна
напруга холостого ходу. За певних умов одночасний контакт тіла з двома
електродами під напругою може призвести до смерті.
Мережевий кабель має регулярно перевіряти кваліфікований електрик, щоб
переконатися, що з’єднання із заземленням функціонує належним чином.
Для належного функціонування пристрої з класом захисту І можна підключати
лише до електромереж, що мають з’єднання із заземленням, та до роз’ємів, які
оснащені з’єднанням із заземленням.
Підключати пристрій для живлення до електромережі без з’єднання із
заземленням та до розетки без з’єднання із заземленням можна лише в тому
разі, якщо виконуються всі державні нормативні вимоги щодо захисного
розділення електричного кола.
Інакше такий спосіб вважатиметься грубим недбальством. Виробник не несе
жодної відповідальності за будь-яку шкоду, заподіяну внаслідок такого
використання.
UK
Блукаючі
зварювальні
струми
За потреби забезпечте достатнє заземлення деталі.
Вимикайте пристрої, що не використовуються.
Під час роботи на висоті використовуйте захисне спорядження.
Перед виконанням будь-яких робіт із пристроєм вимкніть його та відключіть
від електромережі.
Прикріпіть до пристрою чітко видимий і зрозумілий застережний знак, що
забороняє підключати пристрій до електромережі та вмикати його.
Після відкриття корпусу пристрою:
-
розрядіть усі компоненти, що мають залишковий заряд;
-
переконайтеся, що всі компоненти пристрою розряджені.
Якщо потрібно виконувати роботи з компонентами під напругою, доручіть ще
одній людині від’єднати пристрій від електромережі в потрібний момент.
Якщо не дотримуватися наведених нижче інструкцій, блукаючі зварювальні
струми можуть призвести до таких наслідків
-
пожежа:
-
перегрівання компонентів, що під'єднані до деталі;
-
незворотне пошкодження проводів заземлення;
-
пошкодження пристрою та іншого електричного обладнання.
Переконайтеся, що деталь надійно закріплено за допомогою хомута.
Закріпіть хомут якомога ближче до зони зварювання.
13

Належним чином ізолюйте пристрій від струмопровідного середовища,
наприклад, забезпечте ізолювання зварвального середовища від
струмопровідної підлоги або струмопровідних підставок.
У разі використання розподільних коробок або пристроїв для підключення
двох зварювальних пальників потрібно враховувати таку інформацію:
Електрод зварювального пальника / тримача електрода, що не
використовується, також перебуває під струмом. Під час зберігання
зварювальний пальник / тримач електрода, що не використовується, має бути
належно ізольовано.
Класифікація
електромагнітно
ї сумісності (ЕМС)
пристроїв
Заходи із
забезпечення
ЕМС
Пристрої, що належать до класу ЕМС A:
-
призначено для використання лише у виробничих зонах;
-
можуть створювати лінійні та випромінювані перешкоди в інших місцях.
Пристрої, що належать до класу ЕМС B:
-
мають рівні випромінювань, що дають змогу використовувати їх у
житлових і виробничих зонах. Це також стосується житлових зон із
постачанням електроенергії з електромереж спільного користування, що
мають низьку напругу.
Клас ЕМС пристрою вказаний на його заводській табличці або в технічних
даних
У певних випадках, незважаючи на те, що рівні електромагнітних
випромінювань пристрою не перевищують стандартних граничних значень,
пристрій може створювати перешкоди в зоні використання (наприклад, якщо в
цьому місці розташоване чутливе обладнання або пристрій розміщено
поблизу радіо- чи телевізійних приймачів).
У такому разі компанія, що експлуатує пристрій, має вжити належних заходів
для виправлення ситуації.
Перевірте та оцініть стійкість обладнання, що розташоване поблизу, до
електромагнітних перешкод згідно з державними чи міжнародними
нормативними вимогами. Приклади обладнання, що може бути чутливим до
перешкод, створюваних пристроєм:
-
захисні пристрої;
-
лінії електропередачі, кабелі для передавання сигналів і даних;
-
комп’ютерні та телекомунікаційні пристрої;
-
вимірювальні та калібрувальні пристрої.
14
Додаткові заходи забезпечення електромагнітної сумісності:
1. Підключення до мережі:
-
якщо електромагнітні перешкоди виникають попри належне
підключення до електромережі, потрібно вжити додаткових заходів
(наприклад, установити відповідний мережний фільтр).
2. Зварювальні кабелі:
-
повинні бути якомога коротшими;
-
повинні прокладатися якомога ближче один до одного (щоб запобігти
виникненню електромагнітного поля);
-
повинні розташовуватися якомога далі від інших кабелів.
3. Вирівнювання потенціалів
4. Заземлення деталі:
-
за потреби встановіть заземлення з використанням відповідних
конденсаторів.
5. Екранування (за потреби):
-
екрануйте інші пристрої поблизу;
-
екрануйте всю зону, де проводиться зварювання.

Заходи для
запобігання
електромагнітни
м перешкодам
Електромагнітні поля можуть здійснювати шкідливий для здоров’я вплив, який
ще не до кінця вивчено медициною:
-
вони можуть негативно впливати на здоров’я людей, що перебувають
поблизу, наприклад осіб з імплантованими кардіостимуляторами або тих,
хто користується слуховими апаратами;
-
особи з імплантованими кардіостимуляторами повинні порадитися з
лікарем, перш ніж наближатися до пристрою чи місця, де проводиться
зварювання;
-
з міркувань безпеки стежте за тим, щоб відстань між зварювальними
кабелями та головою/торсом зварювальника була якомога більшою;
-
не переносьте зварювальні кабелі та шлангові пакети на плечах і не
намотуйте їх навкруги частин тіла.
UK
Зони підвищеної
небезпеки
Бережіть руки, волосся, вільний одяг та інструменти від контактів із рухомими
деталями, такими як:
-
вентилятори;
-
шестерні;
-
ролики;
-
осі;
-
зварювальні дроти та котушки для них.
Не торкайтеся шестерень механізму подавання дроту або інших компонентів
механізму, що обертаються.
Кришки та бічні панелі слід відкривати або знімати лише під час технічного
обслуговування та ремонту.
Під час експлуатації
-
Переконайтеся, що всі кришки закриті й усі бічні панелі встановлені
належним чином.
-
Не відкривайте кришки та бічні панелі.
Виступання зварювального дроту зі зварювального пальника створює високий
ризик отримання травм (порізів рук, травм обличчя, очей тощо).
Тому не спрямовуйте зварювальний пальник (у пристроях із механізмом
подавання дроту) на тіло та використовуйте відповідні захисні окуляри.
Не торкайтеся деталі в процесі та після зварювання для уникнення опіків.
Від деталей, що охолоджуються, може відлітати шлак. Тому використовуйте
захисні пристрої, що відповідають вимогам, під час робіт із деталями та
переконайтеся, що усі присутні особи також захищені належним чином.
Перед виконанням робіт зі зварювальним пальником та іншими
компонентами, що нагріваються до високих температур, потрібно дати їм
охолонути.
У пожежонебезпечних і вибухонебезпечних зонах потрібно вживати
спеціальних заходів. Дотримуйтеся відповідних
державних і міжнародних нормативних вимог.
Джерела струму для роботи в зонах із підвищеною небезпекою ураження
електричним струмом (наприклад, на котлах) повинні бути позначені
символом (Безпека). Проте саме джерело струму не повинне розміщуватися в
таких зонах.
Існує ризик опіків внаслідок витоку охолоджувальної рідини. Вимкніть
охолоджувальний модуль, перш ніж від’єднати магістралі подачі та
повернення охолоджувальної рідини.
15

Під час роботи з охолоджувальною рідиною дотримуйтеся вказівок, наведених
у її паспорті безпеки. Паспорт безпеки охолоджувальної рідини можна
отримати у сервісному центрі або на веб-сайті виробника.
У разі переміщення пристроїв за допомогою крана використовуйте лише
призначений для цього вантажозахватний пристрій.
-
Ланцюги або троси потрібно фіксувати до всіх точок підвісу
вантажозахватного пристрою.
-
Ланцюги та троси повинні мати мінімальний можливий кут відхилення
відносно вертикалі.
-
Зніміть газовий балон і пристрій подавання дроту (пристрої MIG/MAG і
TIG).
Під час приєднання крану до механізму подавання дроту в процесі
зварювання завжди використовуйте відповідний ізоляційний підвіс для
пристрою подавання дроту (пристрої MIG/MAG і TIG).
Якщо пристрій оснащено ременем або ручкою для перенесення, їх можна
використовувати лише для перенесення вручну. Ремінь для перенесення не
призначений для транспортування пристрою за допомогою крана,
автонавантажувача й інших механічних підйомників.
Усе підйомне обладнання (ремені, скоби, ланцюги тощо), що використовується
разом із пристроєм і його компонентами, повинно регулярно перевірятися
(зокрема, на предмет механічних пошкоджень, корозії та змін, спричинених
іншими зовнішніми факторами).
Інтервал і обсяг перевірки повинні відповідати щонайменше вимогам чинних
державних стандартів і директив.
Вимоги до
захисного газу
Балони із
захисним газом
є джерелом
підвищеної
небезпеки
Існує ризик несподіваного витоку захисного газу, що не має кольору та запаху,
у разі використання адаптера роз'єму для подачі захисного газу. Перед
встановленням використовуйте відповідну тефлонову стрічку для ущільнення
різьби адаптера роз'єму для подачі захисного газу на боковій панелі пристрою.
Забруднений захисний газ, особливо в кільцевих проводах, може спричинити
пошкодження обладнання та зниження якості зварювання.
Дотримуйтеся таких вимог до якості захисного газу:
-
Зернистість: < 40 мкм.
-
Точка роси під тиском: < −20 °C.
-
Макс. вміст оливи: < 25 мг/м³.
Використовуйте фільтри за потреби.
Балони містять захисний газ під тиском і можуть вибухнути в разі
пошкодження. Балони із захисним газом є частиною зварювального
обладнання й потребують обережного ставлення.
Балони зі стисненим захисним газом потрібно захищати від надлишкового
тепла, механічних ударів, окалини, відкритого полум'я, іскор і дуги.
16
Щоб запобігти падінню, установлюйте балони із захисним газом вертикально
та закріплюйте згідно з інструкціями.
Тримайте балони із захисним газом подалі від місць, де проводиться
зварювання, та від електричних мереж.
Не підвішуйте зварювальний пальник до балона із захисним газом.
Не торкайтесь електродом балона із захисним газом.

За жодних обставин не намагайтеся зварювати балон із захисним газом, що
перебуває під тиском, через небезпеку вибуху.
Використовуйте лише балони з газом, призначені для поточних робіт, разом із
необхідним та правильно підібраним приладдям (регулятор, шланги та
фітинги). Балони із захисним газом і приладдя, що використовується для
заварювання, мають бути в хорошому стані.
Відкриваючи вентиль балона із захисним газом, відвертайте обличчя вбік.
Після закінчення зварювання закрийте вентиль на балоні із захисним газом.
Якщо балон із захисним газом не під'єднаний до магістралі, не знімайте
кришку вентиля.
Потрібно дотримуватись інструкцій виробника, а також чинних державних і
міжнародних нормативних вимог стосовно використання балонів із захисним
газом і приладдя.
UK
Небезпека через
витік захисного
газу.
Заходи безпеки
в місці
встановлення та
під час
транспортуванн
я
Існує небезпека задихнутися через неконтрольований витік захисного газу.
Захисний газ не має ні кольору, ні запаху і в разі витоку може витіснити кисень
із навколишнього повітря.
-
Забезпечте достатнє подавання чистого повітря з інтенсивністю вентиляції
щонайменше 20 м³/год.
-
Дотримуйтеся інструкцій із безпеки та технічного обслуговування до
газових балонів або газопроводів.
-
Після закінчення зварювання закрийте вентиль на балоні або газопроводі
із захисним газом.
-
Перед початком роботи перевірте балон із захисним газом або газопровід
щодо неконтрольованого витоку газу.
Падіння пристрою може призвести до загибелі людини. Розміщуйте пристрій
на твердій рівній поверхні, щоб забезпечити його стійкість.
-
Максимальний допустимий кут нахилу становить 10°.
У приміщеннях із високою небезпекою вибуху діють спеціальні правила.
-
Виконуйте відповідні державні й міжнародні нормативні вимоги.
Запровадьте внутрішні інструкції та інспекції, щоб підтримувати чистоту та
порядок на робочому місці.
Встановлюйте та використовуйте пристрій лише згідно з класом захисту,
вказаним на заводській табличці.
Під час встановлення пристрою забезпечте проміжок навколо нього шириною
0,5 м (1 фут 7,69 дюйма) для вільної циркуляції охолоджувального повітря.
Під час транспортування пристрою дотримуйтеся чинних державних і
міжнародних нормативних вимог, а також правил техніки безпеки. Це
особливо стосується правил запобігання ризикам під час транспортування.
Забороняється піднімати чи транспортувати пристрої, що працюють. Перед
транспортуванням або підйомними роботами вимкніть пристрої.
Перед транспортуванням пристрою повністю злийте охолоджувальну рідину
та від'єднайте такі компоненти:
-
механізм подачі дроту;
-
котушку з дротом;
-
балон із захисним газом.
17

Після транспортування перед введенням в експлуатацію огляньте пристрій на
наявність пошкоджень. Перед введенням пристрою в експлуатацію будь-які
пошкодження потрібно усунути силами кваліфікованих техніків сервісної
служби.
Заходи безпеки
під час
звичайної
експлуатації
Використовуйте пристрій, лише якщо всі захисні пристрої повністю справні.
Використання в разі несправності захисних пристроїв може призвести до:
-
травмування або загибелі оператора або сторонніх осіб;
-
пошкодження пристрою та іншого майна компанії, що експлуатує
пристрій;
-
неефективної роботи пристрою.
Перед увімкненням обладнання всі несправні захисні пристрої потрібно
відремонтувати.
Забороняється вимикати або обходити захисні пристрої.
Перед увімкненням обладнання переконайтеся, що жодній особі не загрожує
небезпека.
Щонайменше раз на тиждень перевіряйте обладнання на предмет явних
пошкоджень і належної роботи захисних пристроїв.
Обов'язково надійно закріплюйте балон із захисним газом і знімайте його,
перш ніж переміщувати пристрій за допомогою крану.
Для використання з нашими пристроями підходить лише оригінальна
охолоджувальна рідина від виробника завдяки її властивостям
(електропровідність, антифриз, сумісність із матеріалами, горючість тощо).
Використовуйте лише належну оригінальну охолоджувальну рідину від
виробника.
Не змішуйте оригінальну охолоджувальну рідину від виробника з іншими
видами охолоджувальних рідин.
Виробник не несе відповідальності за пошкодження в результаті використання
неоригінальної охолоджувальної рідини. Крім того, у разі використання
неоригінальної охолоджувальної рідини гарантія скасовується.
Охолоджувальна рідина FCL 10/20 не займається. За певних умов
охолоджувальна рідина на основі етанолу може зайнятися. Транспортуйте
охолоджувальну рідину лише в оригінальних герметичних контейнерах і
тримайте її подалі від будь-яких джерел вогню.
Використану охолоджувальну рідину потрібно утилізувати належним чином
згідно з відповідними державними та міжнародними нормативними
вимогами. Паспорт безпеки охолоджувальної рідини можна отримати у
вашому сервісному центрі або завантажити з веб-сайту виробника.
Перевіряйте рівень охолоджувальної рідини перед початком зварювання,
поки система ще холодна.
Рівень шуму Максимальний рівень звукової потужності пристрою вищий за 80 дБ(А) (від.
1 пВт) під час простою й у фазі охолодження після роботи в максимальній
допустимій робочій точці та за максимального номінального навантаження
згідно з EN 60974-1.
18
Рівень шуму на робочому місці під час зварювання (чи різання) оцінити
неможливо, оскільки він залежить як від виробничого процесу, так і від

оточення. На рівень шуму впливають різні параметри зварювання, зокрема
процес зварювання (MIG/MAG, TIG), тип джерела живлення (постійний чи
змінний), діапазон потужностей, тип металу, що зварюється, резонансні
характеристики деталі, фоновий шум на робочому місці тощо.
UK
Уведення до
експлуатації,
обслуговування
та ремонт
Перевірка
безпеки
Неможливо гарантувати, що запчастини інших виробників сконструйовані та
вироблені згідно з технічними вимогами або вимогами безпеки.
-
Використовуйте лише оригінальні запасні частини та деталі, що швидко
зношуються (це також стосується стандартних деталей).
-
Не робіть жодних модифікацій і не вносьте жодних змін до пристрою без
згоди виробника.
-
Компоненти, стан яких не є ідеальним, потрібно негайно замінити.
-
У замовленні вказуйте точне призначення й номер за каталогом,
зазначений у списку запасних частин, а також серійний номер вашого
пристрою.
Гвинти корпусу забезпечують з'єднання його елементів із заземленням.
Використовуйте лише оригінальні гвинти корпусу в необхідній кількості,
дотримуючись указаного моменту затягування.
Виробник рекомендує проводити перевірку безпеки пристрою принаймні раз
на 12 місяців.
Також виробник рекомендує виконувати калібрування джерела струму з таким
самим 12-місячним інтервалом.
Кваліфікований електрик має виконувати перевірку безпеки:
-
після внесення будь-яких змін;
-
після встановлення будь-яких додаткових компонентів або модифікацій
пристрою;
-
після ремонту, догляду чи технічного обслуговування;
-
принаймні раз на 12 місяців.
Під час перевірки безпеки виконуйте вимоги відповідних державних і
міжнародних стандартів і нормативів.
Більш докладну інформацію про перевірку безпеки та калібрування можна
отримати у вашому сервісному центрі. Там вам нададуть усі потрібні
документи за запитом.
Утилізація Не утилізуйте пристрій разом із побутовим сміттям! Згідно з вимогами
Європейської директиви з утилізації електричного та електронного
обладнання та її імплементаціями в державному законодавстві, електричне
обладнання, строк служби якого вийшов, повинне збиратися окремо та
повертатися на сертифіковане підприємство з утилізації. Будь-який пристрій,
що більше вам не потрібен, необхідно повернути дилеру або на одне із
сертифікованих підприємств зі збору та утилізації у вашому регіоні.
Ігнорування вимог Європейської директиви може завдати шкоди
навколишньому середовищу та вашому здоров'ю.
Маркування
безпеки
Пристрої зі знаком CE відповідають основним вимогам директив стосовно
низьковольтного обладнання та електромагнітної сумісності (наприклад,
відповідним стандартам на продукти із серії EN 60974).
19

Компанія Fronius International GmbH підтверджує, що цей пристрій відповідає
вимогам директиви 2014/53/EU. Повний текст сертифіката відповідності
вимогам ЕС доступний на нашому веб-сайті http://www.fronius.com.
Пристрої зі знаком CSA відповідають вимогам застосовних стандартів Канади
та США.
Захист даних Користувач несе відповідальність за безпеку будь-яких змін до заводських
налаштувань. Виробник не несе відповідальності за видалення будь-яких
індивідуальних налаштувань.
Авторське право Авторське право на цю інструкцію з експлуатації належить виробнику.
Текст та ілюстрації є технічно вірними на момент публікації. Ми залишаємо за
собою право на внесення змін. Вміст цієї інструкції з експлуатації не може
служити обґрунтуванням жодних претензій з боку покупця. Якщо у вас є
пропозиції стосовно покращання цієї інструкції або ви знайшли в ній помилки,
ми будемо вдячні за інформацію.
20

Загальні відомості
21

22

Загальні відомості
UK
Концепція
пристрою
Джерела живлення TIG iWave 230i DC,
iWave 190i AC/DC й iWave 230i AC/DC це інверторні джерела живлення з
повністю цифровим
мікропроцесорним керуванням.
Завдяки модульній конструкції та
здатності розширювати систему за
допомогою додаткових компонентів
вони забезпечують необхідний
рівень гнучкості. Пристрої можна
адаптувати до будь-якої ситуації.
Джерела живлення можуть
працювати від генератора. Завдяки
захищеним елементам керування й
корпусам із порошковим покриттям
вони надзвичайно міцні та придатні
до повсякденної експлуатації.
iWave-Stromquellen sind mit der Funktion eines має режим імпульсної
зварювальної дуги TIG із широким діапазоном частот.
Для оптимізації процедури підпалу під час зварювання TIG змінним струмом
модель iWave AC/DC враховує не лише діаметр електрода, а і його поточну
температуру, розраховану відносно попередньої тривалості зварювання та
простою.
Принцип роботи Центральний блок контролю та керування джерелом струму об'єднано із
цифровим сигнальним процесором. Центральний блок контролю та керування
джерелом струму разом із цифровим сигнальним процесором контролюють
увесь процес зварювання.
Під час зварювання фактичні параметри неперервно вимірюються, і пристрій
негайно реагує на будь-які зміни. Алгоритми керування сприяють
підтриманню необхідного режиму.
Це забезпечує:
-
точний процес зварювання;
-
точну відтворюваність результатів;
-
чудові характеристики шва.
Застосування Ці пристрої використовуються в майстернях і на промислових підприємствах
для ручного зварювання нелегованої, низьколегованої, а також
високолегованої хромонікелевої сталі за допомогою процесу TIG.
Завдяки регулюванню частоти змінного струму джерела живлення iWave AC/DC
особливо гарно зарекомендували себе під час зварювання алюмінію та його
сплавів, а також магнезиту.
23

Відповідність
стандартам
FCC
Це обладнання відповідає граничним значенням, встановленим для
цифрового пристрою класу ЕМС А відповідно до Частини 15 Правил FCC. Ці
граничні значення мають забезпечувати достатню ступінь захисту від
шкідливих випромінювань у разі використання пристрою в промислових
зонах. Цей пристрій генерує та використовує високочастотну енергію, що може
створювати перешкоди для радіозв’язку в разі монтажу та використання з
порушенням вимог цієї інструкції з експлуатації.
Використання пристрою в житлових районах може створювати шкідливі
перешкоди. У такому разі користувач має компенсувати будь-яку шкоду
власним коштом.
Ідентифікатор FCC: QKWSPBBCU1
Специфікації радіостандартів Міністерства промисловості Канади
Цей пристрій відповідає специфікаціям радіостандартів Міністерства
промисловості Канади на прилади, що не потребують ліцензування. Ним
можна користуватися за дотримання таких умов:
(1) пристрій не повинен створювати шкідливих перешкод;
(2) пристрій повинен витримувати будь-які перешкоди, зокрема такі, що
можуть негативно вплинути на його роботу.
IC: 12270A-SPBBCU1
EU (нормативно-правова база ЄС)
Відповідність Директиві 2014/53/EU Ради ЄС та Європарламенту щодо
радіотехнічного обладнання (RED)
Під час установлення антен, що використовуються для цього передавача,
необхідно стежити, аби відстань між монтажниками була не менше 20 см. Ці
антени потрібно встановлювати й експлуатувати окремо від будь-яких інших
антен чи передавачів.
Фахівці зі складання комплектного обладнання й кінцеві користувачі мають
бути обізнані з умовами роботи передавача та стежити за відповідністю
нормативним вимогам до радіочастотного випромінювання.
NOM / Мексика
Для експлуатації цього пристрою необхідне дотримання таких двох умов:
(1) пристрій не має створювати шкідливих перешкод;
і
(2) пристрій має витримувати будь-які перешкоди, зокрема ті, які можуть
призвести до небажаної роботи пристрою.
Bluetooth trade‐
marks
24
Маркування Bluetooth® і логотипи Bluetooth® є зареєстрованими торговими
марками та власністю Bluetooth SIG, Inc.. Використання цих знаків
здійснюється відповідно до умов ліцензії. Інші торгові знаки та торгові назви
належать відповідним власникам.

Попереджувальн
і знаки на
пристрої
Попереджувальні знаки та маркування безпеки нанесено на джерела
живлення зі знаком CSA, які призначено для використання в країнах Північної
Америки (США та Канада). Попереджувальні знаки та маркування безпеки
забороняється видаляти або зафарбовувати. Вони застерігають від
неправильного використання пристрою, яке може призвести до серйозного
травмування персоналу та пошкодження обладнання.
UK
* Джерела живлення MV: 1 ~ 100-230 В
Маркування безпеки на заводській табличці:
Зварювання – це складний і небезпечний процес. Щоб убезпечити себе та
інших осіб під час роботи, потрібно:
-
допускати до пристрою лише зварювальників із відповідною
кваліфікацією;
-
використовувати належне захисне обладнання;
-
подбати про те, щоб не задіяні в процесі зварювання працівники
трималися на безпечній відстані.
25

Використовуйте описані тут функції, лише уважно ознайомившись із такими
документами:
-
ця інструкція з експлуатації;
-
усі інструкції з експлуатації до системних компонентів, зокрема правила
техніки безпеки.
26

Системні компоненти
(4)
UK
Загальні
відомості
Огляд
Джерела живлення iWave DC та iWave AC/DC можуть використовуватись із
широким набором додаткових компонентів системи й опцій.
(1) Зварювальний пальник TIG
(2) Джерела живлення
(3) Охолоджувальні модулі (лише
для iWave 230i DC й iWave 230i
AC/DC)
(4) Візок із кріпленням газового
балона
Не показано:
-
пульти дистанційного керування;
-
педалі дистанційного керування;
-
кабель електрода;
-
кабель заземлення.
Опції OPT/i Ethernet iWave 190i/230i
Опція для постійного підключення до мережі.
Додатковий ремінь для перенесення
OPT/i Pulse Pro
Функціональний пакет для розширеної підтримки імпульсного зварювання
(можливість налаштування параметрів базового струму та періоду включення,
розширений діапазон частоти імпульсів).
OPT/i Jobs
Функціональний пакет для режиму завдань (комірки пам'яті EasyJob,
зберігання й редагування параметрів у комірках пам'яті).
OPT/i Documentation
Опція для реєстрації даних.
OPT/i Limit Monitoring
Опція для встановлення граничних значень для зварювального струму,
зварювальної напруги та швидкості подавання дроту.
OPT/i CycleTIG
Розширене точкове зварювання TIG.
OPT/i Custom NFC - ISO 14443A
Опція для використання користувацького діапазону частот для карт-ключів.
OPT/i OPC-UA
Стандартний протокол інтерфейсу даних.
OPT/i MQTT
Стандартний протокол інтерфейсу даних.
27

28

Органи керування та роз'єми
29

30

Панель керування
UK
Загальні
відомості
Безпека
УВАГА!
Після оновлення програмного забезпечення може виявитися, що деякі функції
пристрою не описано в цій інструкції з експлуатації або, навпаки, у ній наявний
опис тих функцій, які відсутні в пристрої.
Наявні елементи керування також можуть відрізнятися від зображених на
ілюстраціях, але вони працюють таким самим чином.
НЕБЕЗПЕЧНО!
Неправильна експлуатація приладу може бути небезпечною.
Це може призвести до серйозного травмування або пошкодження майна.
Описані в цьому документі роботи й операції має виконувати лише
▶
кваліфікований технічний персонал, що пройшов курс належного
навчання.
Уважно ознайомтеся з усіма відомостями цього документа.
▶
Уважно ознайомтеся з правилами техніки безпеки та документацією
▶
користувача для цього обладнання й усіх системних компонентів.
31

Панель
(1)(2)(3)(4)(5)(6)
(7) (8) (10)(9)
керування
№ Функція
(1) Кнопка процесу зварювання / режиму роботи
для вибору процесів зварювання та режиму роботи.
(2) Кнопка перевірки газу
Для встановлення потрібної швидкості подавання захисного газу на
регуляторі тиску.
Після натискання цієї кнопки газ подається протягом 30 секунд. Щоб
припинити подавання газу раніше, натисніть кнопку ще раз.
(3) Зчитувач карток-ключів NFC
Лише для країн, у яких його сертифіковано.
Для блокування/розблокування джерела живлення за допомогою
ключів NFC.
Ключ NFC – це картка або брелок NFC.
32

(4) Регулювальна ручка з функціями повороту та натискання
-
Для вибору пунктів меню, встановлення значень і прокручування
списків.
-
Для збереження параметрів у комірки пам’яті за наявності
функціонального пакета FP Job:
якщо натиснути регулювальну ручку та утримувати її довше ніж
3 секунди, вибрані параметри зварювання зберігаються в комірці
пам’яті.
Буде показано перелік найважливіших параметрів.
Щоб ознайомитися з докладною інформацією про збереження
параметрів у комірки, див. розділ «Меню налаштування» / «Меню
Job» / «Збереження в комірку», починаючи зі стор. 123
(5) Кнопка «Меню»
Забезпечує доступ до меню налаштування.
(6) Кнопка «Обране»
Для збереження та виклику вибраних налаштувань.
(7) Дисплей
(8) Індикатор HOLD – зварювальний струм
Наприкінці кожної зварювальної операції фактичні значення
зварювального струму та зварювальної напруги зберігаються й
починає світитися індикатор HOLD.
UK
(9) Панель стану
Панель стану відображає таку інформацію:
-
поточний процес зварювання;
-
поточний режим роботи;
-
вибраний тип струму;
-
активні функції (наприклад, високочастотний підпал, прихоплення,
імпульсне зварювання тощо);
-
індикатор перевантаження електрода;
-
стан джерела живлення (заблоковано / розблоковано);
-
активне підключення Bluetooth;
-
час;
-
дата.
Перелік інформації, що відображається на панелі стану, залежить від
вибраного процесу зварювання.
(10) Індикатор HOLD – зварювальна напруга
Наприкінці кожної зварювальної операції фактичні значення
зварювального струму та зварювальної напруги зберігаються й
починає світитися індикатор HOLD.
33

Кнопка «Обране».
xxxx
* *
xxx xxx
Призначення
параметрів на
кнопку «Обране»
На кнопку «Обране» можна призначити параметр із таких пунктів меню
налаштування:
Цей параметр можна викликати та регулювати безпосередньо з панелі
керування.
Виберіть потрібний параметр у меню налаштування.
1
Докладнішу інформацію про меню налаштування можна знайти на стор.
93 і далі.
Щоб призначити вибраний параметр на кнопку «Обране», натисніть її та
2
утримуйте протягом приблизно 5 секунд.
З'явиться повідомлення з підтвердженням.
Виклик обраного
параметра
Для підтвердження натисніть регулювальну ручку.
3
Вибраний параметр буде призначено на кнопку «Обране».
ВАЖЛИВО! Після призначення нового параметра на кнопку «Обране» старий
параметр буде видалено без попередження.
Натисніть кнопку «Обране» на короткий час.
1
Буде відображено призначений параметр:
Викликаний параметр можна змінити, повертаючи регулювальну ручку (синє
тло).
34
Нове значення буде застосоване відразу.

Натисніть регулювальну ручку і повертайте її, щоб вибрати один із доступних
50 A
**
параметрів зварювання.
UK
Видалення
обраного
параметра
Призначення
завдань EasyJob
на
кнопку «Обране»
.
Натисніть кнопку «Обране» і утримуйте її протягом більш ніж 5 секунд.
1
Призначений параметр буде видалено, і з'явиться повідомлення.
Для підтвердження натисніть регулювальну ручку.
2
Якщо в джерелі струму встановлено функціональний пакет FP Job, на
кнопку «Обране» можна призначати завдання EasyJob.
ВАЖЛИВО! У разі призначення завдань EasyJob кнопці «Обране» раніше
збережений параметр стане недоступним.
Виберіть меню Job у меню налаштування.
1
Докладнішу інформацію про меню налаштування можна знайти на стор.
123 і далі.
У меню Job для параметра EasyJobs to Favourites button (EasyJob на
2
кнопку «Обране») встановіть значення «on» (увімкн.).
Натисніть кнопку «Меню».
3
Відобразяться п’ять кнопок EasyJob для параметрів зварювання у вигляді
піктограм.
35

Натисніть кнопку «Обране».
50 A
**
1 2 3 4 5
4
Буде відображено 5 кнопок EasyJob, які можна вибрати, повертаючи та
натискаючи регулювальну ручку.
Докладнішу інформацію про використання комірок EasyJob можна знайти в
розділі «Режим EasyJob» на стор. 89 і далі.
36

Роз'єми, вимикачі та механічні компоненти
Роз’єми,
вимикачі та
механічні
компоненти
Передня панель Задня панель
№ Функція
(1) Роз’єм для подачі струму (-) із вбудованим роз’ємом для подачі захисного
газу
Для підключення:
-
зварювального пальника TIG;
-
кабелю електрода під час ручного зварювання стрижневим
електродом.
UK
Символи на джерелах живлення iWave DC:
Символи на джерелах живлення iWave AC/DC :
(2) Роз’єм TMC (TIG Multi Connector)
-
для підключення роз’єму керування зварювальним пальником TIG;
-
для підключення педалі дистанційного керування;
-
для підключення пульта дистанційного керування під час ручного
зварювання стрижневим електродом.
(3) Роз’єм USB
Забезпечує підключення USB-накопичувачів (наприклад, сервісних
накопичувачів і ліцензійних ключів).
ВАЖЛИВО! Роз’єм USB не має електричної розв’язки зі зварювальним
контуром.
Це означає, що до роз’єму USB не можна підключати пристрої, що
мають електричний контакт з іншими приладами.
37

(4) Роз’єм для подачі струму (+)
Для підключення кабелю заземлення.
Символи на джерелах живлення iWave DC:
Символи на джерелах живлення iWave AC/DC :
(5) Мережевий вимикач
Забезпечує ввімкнення та вимкнення джерела живлення.
Мережевий вимикач для пристроїв із підтримкою кількох напруг:
(6) Мережний кабель із фіксатором
Для пристроїв із підтримкою кількох напруг:
роз’єм для мережного кабелю.
(7) Роз’єм для подачі захисного газу
(8) Заглушка
для додаткового роз’єму Ethernet.
38

Встановлення і введення до
експлуатації
39

40

Мінімальний набір обладнання, необхідного для
зварювальних робіт
UK
Загальні
відомості
Зварювання TIG
змінним
струмом
Зварювання TIG
постійним
струмом
Зварювання
металевим
стрижневим
електродом
(MMA)
Залежно від використовуваного процесу зварювання для роботи із джерелом
струму знадобиться певний мінімальний набір обладнання.
Далі описані зварювальні процеси і мінімально необхідний для них набір
обладнання.
-
Джерело живлення iWave AC/DC.
-
Кабель заземлення.
-
Зварювальний пальник TIG із кулісним перемикачем.
-
Роз'єм для подачі захисного газу з регулятором тиску.
-
Необхідні присадні матеріали.
-
Джерело струму
-
Кабель заземлення
-
Зварювальний пальник TIG
-
Подання захисного газу із регулятором тиску
-
Необхідні присадні матеріали.
-
Джерело струму.
-
Кабель заземлення.
-
Електродотримач.
-
Необхідні стрижневі електроди.
41

Перед встановленням і введенням до
експлуатації
Безпека
Використання за
призначенням
НЕБЕЗПЕЧНО!
Неправильна експлуатація приладу може бути небезпечною.
Це може призвести до серйозного травмування або пошкодження майна.
Описані в цьому документі роботи й операції має виконувати лише
▶
кваліфікований технічний персонал, що пройшов курс належного
навчання.
Уважно ознайомтеся з усіма відомостями цього документа.
▶
Уважно ознайомтеся з правилами техніки безпеки та документацією
▶
користувача для цього обладнання й усіх системних компонентів.
Це джерело струму призначено лише для зварювання металевим стрижневим
електродом і зварювання MMA.
Використання для будь-яких інших цілей у будь-який інший спосіб вважається
неналежним.
Виробник не несе відповідальності за будь-яку шкоду внаслідок такого
неналежного використання.
Належне використання передбачає:
-
дотримання всіх вимог інструкції з експлуатації;
-
виконання всіх встановлених інспекцій і сервісних робіт.
Інструкції з
монтажу
Пристрій випробувано на відповідність класу захисту IP 23, який передбачає:
-
захист від проникних пошкоджень твердими сторонніми предметами
діаметром понад 12,5 мм (0,49 дюйма);
-
захист від водяних бризок під будь-яким кутом до 60 ° до вертикалі.
Пристрій можна встановлювати й експлуатувати за межами приміщення
відповідно до класу захисту IP 23.
Уникайте прямого попадання води (наприклад, крапель дощу).
НЕБЕЗПЕЧНО!
Перекидання або падіння механізмів становить небезпеку.
Це може призвести до серйозного травмування або пошкодження майна.
Надійно закріпіть пристрій на рівній твердій поверхні.
▶
Після цього перевірте, чи всі з’єднання затягнуто належним чином.
▶
Вентиляційний отвір також є надзвичайно важливим засобом безпеки.
Вибираючи місце для встановлення, забезпечте безперешкодну циркуляцію
охолоджувального повітря крізь вентиляційні отвори на передній і задній
панелях пристрою. Металевий пил, який проводить електричний струм
(наприклад, такий, що утворюється під час шліфувальних робіт), не має
потрапляти безпосередньо в пристрій.
42

Підключення до
електромережі
Пристрої розраховано на напругу мережі, величину якої наведено на
заводській табличці. Якщо ваша версія виконання апарата постачається без
мережних кабелів і штекерів, їх потрібно встановити відповідно до державних
стандартів і нормативних документів. Детальну інформацію про плавкий
запобіжник для захисту мережного кабелю див. у розділі «Технічні дані».
ОБЕРЕЖНО!
Використання електричного обладнання неправильного розміру може
становити небезпеку.
Це може призвести до пошкодження майна.
Параметри мережного кабелю та його плавкого запобіжника мають
▶
відповідати характеристикам мережі живлення в місці встановлення.
Потрібно дотримуватися технічних даних, вказаних на заводській
табличці.
UK
Режим роботи
від генератора
Джерело струму може працювати від генератора.
Максимальна повна потужність S
джерела струму потрібна для визначення
1max
необхідної потужності генератора.
Максимальна повна потужність S
джерела струму розраховується за
1max
формулою:
S
= I
1max
Значення I
1max
x U
1
і U1 вказано на табличці з паспортними даними та в технічних
1max
характеристиках пристрою.
Повна потужність генератора S
розраховується за такою емпіричною
GEN
формулою:
S
GEN
= S
1max
x 1,35
За меншого значення потужності зварювання можна використовувати
генератор із меншою вихідною потужністю.
ВАЖЛИВО! Повна потужність генератора S
максимальну повну потужність S
джерела струму!
1max
має бути нижчою за
GEN
Зверніть увагу, що під час використання однофазного пристрою з трифазним
генератором для заявленої потужності генератора часто вказується загальне
значення на всіх трьох його фазах. За потреби отримайте інформацію про
потужність однієї фази генератора від його виробника.
УВАГА!
Напруга генератора ніколи не має виходити за межі допустимого допуску на
напругу в мережі.
Допуск на напругу в мережі вказаний у розділі з технічними характеристиками.
43

Підключення мережевого кабелю
Загальні
відомості
Безпека
Підключення
мережевого
кабелю
Якщо джерело струму постачається без мережевого кабелю, перед введенням
до експлуатації потрібно приєднати мережевий кабель, розрахований на
напругу в електромережі.
Мережевий кабель входить до комплекту поставки джерела струму.
НЕБЕЗПЕЧНО!
Неправильна експлуатація приладу може бути небезпечною.
Це може призвести до серйозного травмування або пошкодження майна.
Описані в цьому документі роботи й операції має виконувати лише
▶
кваліфікований технічний персонал, що пройшов курс належного
навчання.
Уважно ознайомтеся з усіма відомостями цього документа.
▶
Уважно ознайомтеся з правилами техніки безпеки та документацією
▶
користувача для цього обладнання й усіх системних компонентів.
Підключення мережевого кабелю:
1
-
Підключіть мережевий
кабель.
-
Поверніть його праворуч на
45° до клацання, яке означає,
що кабель зафіксовано.
44

Запуск
UK
Безпека
НЕБЕЗПЕЧНО!
Електричний струм становить небезпеку.
Це може призвести до серйозного травмування або пошкодження майна.
Перед початком робіт вимкніть усі пристрої та компоненти й від’єднайте їх
▶
від електромережі.
Захистіть усі задіяні пристрої та компоненти, щоб увімкнути їх знову було
▶
не можна.
Відкривши корпус пристрою, перевірте за допомогою відповідних
▶
вимірювальних приладів, чи розряджено компоненти, що накопичують
заряд (наприклад, конденсатори).
НЕБЕЗПЕЧНО!
Існує небезпека ураження електричним струмом через електропровідний пил,
який міститься в пристрої.
Це може призвести до серйозного травмування людей і пошкодження
обладнання.
Використовуйте пристрій лише зі встановленим фільтром повітря.
▶
Повітряний фільтр пристрою відіграє важливу роль для забезпечення
класу захисту IP 23.
Зауваження
стосовно
охолоджувально
го модуля
Загальні
відомості
Джерела живлення iWave 230i DC й iWave 230i AC/DC можуть працювати з
охолоджувальним модулем.
Використання охолоджувального модуля рекомендується, якщо:
-
довжина шлангових пакетів перевищує 5 м;
-
для зварювання TIG використовується змінний струм;
-
зварювання виконується з використанням діапазону високих потужностей.
Живлення охолоджувального модуля здійснюється за допомогою джерела
живлення. Охолоджувальний модуль готовий до роботи після переведення
мережевого вимикача джерела живлення в положення «І».
Докладнішу інформацію про охолоджувальний модуль можна знайти в його
інструкції з експлуатації.
Цей розділ описує порядок введення джерела струму в експлуатацію:
-
для типового зварювання TIG;
-
з урахуванням стандартної конфігурації зварювальної системи TIG.
Стандартна конфігурація складається з таких системних компонентів:
-
джерело струму;
-
ручний пальник для зварювання TIG;
-
регулятор тиску;
-
газовий балон.
Встановлення
системних
компонентів
Докладнішу інформацію про встановлення та підключення системних
компонентів можна знайти у відповідних інструкціях з експлуатації.
45

Під’єднання
газового балона
НЕБЕЗПЕЧНО!
Падіння газового балона може призвести до серйозного травмування
персоналу та пошкодження майна.
Газові балони слід встановлювати на твердій рівній поверхні так, щоб вони
▶
розміщувалися максимально стійко.
Газові балони потрібно закріплювати, щоб вони не впали. Закріплюйте
▶
пасок безпеки на рівні верхньої частини балона.
Не обмотуйте пасок безпеки навколо горловини балона.
▶
Дотримуйтеся правил техніки безпеки, які встановив виробник газового
▶
балона.
1 2
Приєднання
зварювального
пальника до
джерела
живлення й
охолоджувально
го модуля.
Під час використання зварювального пальника TIG із вбудованим роз’ємом
для подачі захисного газу:
З’єднайте регулятор тиску з роз’ємом для подачі захисного газу на задній
3
панелі джерела струму за допомогою газового шланга.
Затягніть фіксувальну гайку на газовому шлангу.
4
Під час використання зварювального пальника TIG без вбудованого роз’єму
для подачі захисного газу:
Приєднайте газовий шланг зварювального пальника TIG до регулятора
3
тиску.
УВАГА!
У разі використання охолоджувального модуля MultiControl (MC) опис роз’єму
для подачі захисного газу можна знайти в інструкції з експлуатації модуля.
УВАГА!
Не використовуйте електроди із чистого вольфраму (позначені зеленим
кольором) разом із джерелами живлення iWave DC.
Налаштуйте зварювальний пальник згідно з його інструкцією з
1
експлуатації.
46

2
1
3
5
6
4
2
Під час зварювання через регулярні
проміжки часу перевіряйте
циркуляцію охолоджувальної рідини.
UK
УВАГА!
Перед кожним введенням в
експлуатацію виконуйте зазначені
нижче дії:
Перевіряйте стан кільцевої
▶
прокладки в місці під’єднання
зварювального пальника.
Перевірте рівень
▶
охолоджувальної рідини.
Під'єднання
кабелю
заземлення до
деталі
Переведіть мережевий вимикач в положення «О».
1
2
47

Блокування та розблокування джерела струму за
1
допомогою ключа NFC
Загальні
відомості
Обмеження Функція блокування та розблокування джерела живлення доступна лише в
Блокування та
розблокування
джерела струму
за допомогою
ключа NFC
Ключ NFC – це картка або брелок NFC.
Джерело живлення можна заблокувати за допомогою ключа NFC, наприклад,
щоб запобігти неавторизованому доступу або зміні параметрів зварювання
без дозволу.
Джерело живлення можна заблокувати та розблокувати за допомогою
безконтактної системи на панелі керування.
Для блокування або розблокування джерело живлення потрібно ввімкнути.
країнах, де її сертифіковано.
Блокування джерела струму
Прикладіть ключ NFC до
1
зчитувача ключів NFC.
Піктограма ключа на панелі стану
почне світитися.
Джерело струму заблоковано.
За допомогою регулювальної ручки
можна переглядати та налаштовувати
лише параметри зварювання.
Після кожної спроби активувати
заблоковану функцію з’явиться
відповідне сповіщення.
Розблокування джерела струму
Прикладіть ключ NFC до зчитувача ключів NFC.
1
Піктограма ключа на панелі стану перестане світитися.
Усіма функціями джерела струму знову можна користуватися без обмежень.
УВАГА!
Додаткову інформацію щодо блокування та розблокування джерела струму
можна знайти в розділі «Системні налаштування: керування й
адміністрування» на стор. 144.
48

Режим зварювання
49

50

Режими TIG
(1) (2) (3)
(4) (5)
UK
Безпека
Символи та їхні
значення
НЕБЕЗПЕЧНО!
Неправильна експлуатація може бути небезпечною.
Це може призвести до серйозного травмування людей і пошкодження
обладнання.
Використовуйте описані тут функції, лише уважно ознайомившись з
▶
інструкціями з експлуатації.
Не використовуйте описані тут функції, якщо уважно не ознайомилися з
▶
інструкціями щодо використання системних компонентів, особливо з
правилами техніки безпеки.
Дотримуйтесь інструкцій із налаштування, діапазону налаштування та
одиниць вимірювання для доступних параметрів у розділі «Меню
налаштування».
(1) Відтягніть кнопку пальника назад і утримуйте її (2) Відпустіть кнопку пальника (3) Відтягніть
кнопку пальника назад (на < 0,5 с) і швидко відпустіть
(4) Посуньте вперед і утримуйте кнопку пальника (5) Відпустіть кнопку пальника
GPr Попереднє подавання газу
SPt Тривалість точкового зварювання
I
S
I
E
t
UP
t
DOWN
Стартовий струм:
Забезпечує прогрівання низьким зварювальним струмом для
правильного розміщення присадного матеріалу.
Струм заварювання кратера:
Дає змогу уникнути локального перегрівання основного матеріалу
через накопичення тепла наприкінці зварювання. Це усуває ризик
наскрізного проплавлення зварювального шва.
Наростання струму:
стартовий струм поступово підвищується, поки не досягне значення
основного (зварювального) струму I
Спадання струму:
зварювальний струм постійно знижується, поки не досягне рівня струму
заварювання кратера.
1
51

I
I
t
I
1
GPo
GPr t
DOWN
t
UP
I
t
I
1
GPr
I
S
t
DOWN
t
UP
I
E
I
2
GPo
I
1
*)
1
Основний струм (зварювальний струм):
Забезпечує стабільний тепловий вплив на основний метал,
температура якого зростає за рахунок накопичення тепла.
2-тактний режим
I
2
Знижений струм:
Забезпечує тимчасове зниження сили зварювального струму для
запобігання локальному перегріванню основного металу.
GPO Продувка газу
-
Зварювання: Відтягніть кнопку пальника назад і утримуйте її.
-
Завершення зварювання: Відпустіть кнопку пальника.
2-тактний режим
4-тактний режим
-
Початок зварювання зі стартовим струмом IS: Відтягніть кнопку пальника
назад і утримуйте її.
-
Зварювання з основним струмом I1: Відпустіть кнопку пальника.
-
Зниження до струму заварювання кратера IE: Відтягніть кнопку пальника
назад і утримуйте її.
-
Завершення зварювання: Відпустіть кнопку пальника.
4-тактний режим
52

*) тимчасове зниження сили струму
I
t
I
1
GPr
I
S
t
down
I
E
GPo
I
1
I
2
t
up
Спеціальний 4тактний режим:
варіант 1
Тимчасове зниження сили струму під час фази основного струму до вказаної
величини зменшеного струму I-2.
-
Щоб активувати тимчасове зниження, просуньте вперед кнопку пальника
та утримуйте її.
-
Щоб повернутися до основного струму, відпустіть кнопку пальника.
Ненадовго відведіть кнопку пальника назад, щоб розпочати тимчасове
зниження сили струму до встановленого значення I2. Вдруге відведіть кнопку
пальника назад, щоб відновити подання основного струму I1.
UK
Спеціальний 4-тактний режим: варіант 1
Щоб активувати варіант 1 спеціального 4-тактного режиму, використовуйте
такі параметри:
-
тривалість подавання стартового струму = вимкн.;
-
тривалість подавання струму заварювання кратера = вимкн.;
-
знижений струм, нахил 1 = вимкн.;
-
знижений струм, нахил 2 = вимкн.
Стандартні параметри режиму роботи
-
Зниження струму (I2) через натискання кнопки пальника = увімкн.
-
Функція кнопки зниженого струму = I2.
53

Спеціальний 4-
I
t
I
1
GPr
I
S
t
down
I
E
GPo
I
1
I
2
t
up
тактний режим:
варіант 2
Варіант 2 передбачає тимчасове зниження сили струму внаслідок змінення
значення для нахилів 1 і 2 зниженого струму:
-
Посуньте кнопку пальника вперед і утримуйте її. Значення зварювального
струму, вибране для нахилу 1 зниженого струму, почне безперервно
зменшуватися, доки не сягне рівня зниженого струму, визначеного для I2.
Значення зниженого струму I2 зберігатиметься, аж поки ви не відпустите
кнопку пальника.
-
Якщо кнопку пальника відпустити, значення зварювального струму,
вибране для нахилу 2 зниженого струму, почне зростати, доки не сягне
рівня основного струму I1.
Спеціальний 4-тактний режим: варіант 2
Щоб активувати варіант 2 спеціального 4-тактного режиму, використовуйте
такі параметри:
-
тривалість подавання стартового струму = вимкн.;
-
тривалість подавання струму заварювання кратера = вимкн.;
-
знижений струм, нахил 1 = увімкн.;
-
знижений струм, нахил 2 = увімкн.
Стандартні параметри режиму роботи
-
Зниження струму (I2) шляхом натискання кнопки пальника = вимкн.
-
Функція кнопки зниженого струму = I2.
54

Спеціальний 4-
I
t
I
1
GPr
I
S
GPo
I
1
I
2
t
up
тактний режим:
варіант 3
Посуньте кнопку пальника вперед і утримуйте її, щоб розпочати тимчасове
зниження сили зварювального струму. Відпустіть кнопку пальника, щоб
відновити подавання основного струму I1.
Якщо відвести кнопку пальника назад, процес зварювання завершиться
негайно, минаючи фазу спадання струму та фазу струму заварювання кратера.
Спеціальний 4-тактний режим: варіант 3
UK
Щоб активувати варіант 3 спеціального 4-тактного режиму, використовуйте
такі параметри:
-
тривалість подавання стартового струму = вимкн.;
-
тривалість подавання струму заварювання кратера = 0,01 с;
-
знижений струм, нахил 1 = вимкн.;
-
знижений струм, нахил 2 = вимкн.
Стандартні параметри режиму роботи
-
Зниження струму (I2) шляхом натискання кнопки пальника = вимкн.
-
Функція кнопки зниженого струму = I2.
55

Спеціальний 4-
I
t
I
1
GPr
I
S
t
down
I
E
GPo
I
1
I
2
t
up
t
E
t
S
тактний режим:
варіант 4
-
Початок зварювального процесу та власне процес зварювання: ненадовго
відведіть кнопку пальника назад, а потім відпустіть її. Після цього значення
зварювального струму, вибране для наростання, почне збільшуватися,
починаючи з рівня стартового струму IS, доки не сягне рівня основного
струму I1.
-
Посуньте кнопку пальника вперед і утримуйте її, щоб розпочати тимчасове
зниження сили струму.
-
Відпустіть кнопку пальника, щоб відновити подавання основного струму
I1.
-
Завершення процесу зварювання: ненадовго відведіть кнопку пальника
назад і відпустіть її.
Спеціальний 4-тактний режим: варіант 4
Щоб активувати варіант 4 спеціального 4-тактного режиму, використовуйте
такі параметри:
-
тривалість подавання стартового струму = увімкн.;
-
тривалість подавання струму заварювання кратера = увімкн.;
-
знижений струм, нахил 1 = вимкн.;
-
знижений струм, нахил 2 = вимкн.
Стандартні параметри режиму роботи
-
Зниження струму (I2) шляхом натискання кнопки пальника = вимкн.
-
Функція кнопки зниженого струму = I2.
56

Спеціальний 4-
GPr t
down
GPo
t
up
I
t
I
1
I
S
I
E
I1 >
I1 <
тактний режим:
варіант 5
Варіант 5 дає змогу збільшити та зменшити силу зварювального струму без
зварювального пальника Up/Down.
-
Що довше кнопка пальника утримується в зміщеному вперед положенні
під час зварювання, то дужче збільшується сила зварювального струму (до
максимального значення).
-
Якщо відпустити кнопку пальника, значення зварювального струму
залишатиметься тим самим.
-
Якщо кнопку пальника знову змістити вперед і утримувати, сила
зварювального струму зменшуватиметься.
UK
Спеціальний 4-тактний режим: варіант 5
Щоб активувати варіант 5 спеціального 4-тактного режиму, використовуйте
такі параметри:
-
тривалість подавання стартового струму = вимкн.;
-
тривалість подавання струму заварювання кратера = вимкн.;
-
знижений струм, нахил 1 = вимкн.;
-
знижений струм, нахил 2 = вимкн.
Стандартні параметри режиму роботи
-
Зниження струму (I2) шляхом натискання кнопки пальника = вимкн. або
увімкн.
-
Функція кнопки зниженого струму = I1.
57

Спеціальний 4-
GPr
t
down
GPo
t
up
I
I
1
I
S
I
E
I
1
I
1
I
2
t
< 0,5 s
< 0,5 s
< 0,5 s
< 0,5 s
> 0,5 s
тактний режим:
варіант 6
-
Процес зварювання, що розпочинається із застосування стартового струму
IS та наростання: відтягніть кнопку пальника назад і утримуйте її.
-
Тимчасове зниження сили струму до значення I2 та зворотне перемикання
з величини I2 на значення основного струму I1: швидко натисніть
(утримуйте не більш ніж 0,5 с) і відпустіть кнопку пальника.
-
Завершення процесу зварювання: натисніть і утримуйте понад 0,5 с, а
потім відпустіть кнопку пальника.
Процес автоматично припиняється після фази спадання струму та фази струму
заварювання кратера.
Якщо під час фази спадання струму або фази струму заварювання кратера
натиснути, утримуючи не більш ніж 0,5 с, а потім відпустити кнопку пальника,
струм наростання почне збільшуватися, доки не перейде в основний струм,
після чого процес зварювання продовжиться.
Спеціальний 4-тактний режим: варіант 6
Щоб активувати варіант 6 спеціального 4-тактного режиму, використовуйте
такі параметри:
-
тривалість подавання стартового струму = вимкн.;
-
тривалість подавання струму заварювання кратера = увімкн.;
-
знижений струм, нахил 1 = вимкн.;
-
знижений струм, нахил 2 = вимкн.
Стандартні параметри режиму роботи
-
Зниження струму (I2) через натискання кнопки пальника = увімкн.
-
Функція кнопки зниженого струму = I2.
58

Точкове
I
t
I
1
GPr
t
UP
t
DOWN
SPt
GPo
зварювання
Після вибору режиму точкового зварювання на індикаторі стану поруч із
символом процесу зварювання з’являється відповідний знак:
-
Зварювання: ненадовго відтягніть кнопку пальника назад.
Тривалість зварювання відповідає налаштованому значенню параметра
тривалості точкового зварювання.
-
Для дострокового завершення процесу зварювання: ще раз відтягніть
кнопку пальника назад.
UK
59

CycleTIG
(1)(2)
(3)
(4)
I [A]
t [ms]
(2)
(2)
(1)
I
1
CycleTIG
Покращений процес точкового зварювання постійним струмом.
Якщо активувати функцію CycleTIG,
стануть доступними такі параметри:
(1) тривалість інтервалу;
(2) тривалість перерв між
інтервалами;
Функцію CycleTIG активовано
(3) цикли інтервалів;
(4) базовий струм.
УВАГА!
Докладну інформацію про CycleTIG див. на стор. 78.
Параметри CycleTIG описано на стор. 66.
60

Зварювання TIG
UK
Безпека
НЕБЕЗПЕЧНО!
Неправильна експлуатація приладу може бути небезпечною.
Це може призвести до серйозного травмування або пошкодження майна.
Описані в цьому документі роботи й операції має виконувати лише
▶
кваліфікований технічний персонал, що пройшов курс належного
навчання.
Уважно ознайомтеся з усіма відомостями цього документа.
▶
Уважно ознайомтеся з правилами техніки безпеки та документацією
▶
користувача для цього обладнання й усіх системних компонентів.
НЕБЕЗПЕЧНО!
Електричний струм становить небезпеку.
Це може призвести до серйозного травмування або пошкодження майна.
Перед початком робіт вимкніть усі пристрої та компоненти й від’єднайте їх
▶
від електромережі.
Захистіть усі задіяні пристрої та компоненти, щоб увімкнути їх знову було
▶
не можна.
Відкривши корпус пристрою, перевірте за допомогою відповідних
▶
вимірювальних приладів, чи розряджено компоненти, що накопичують
заряд (наприклад, конденсатори).
Підготовка
Підключіть мережевий штекер.
1
ОБЕРЕЖНО!
Ураження електричним струмом може призвести до травмування персоналу
або пошкодження майна.
Поки мережевий штекер у положенні І, вольфрамовий електрод у
зварювальному пальнику перебуває під напругою.
Пильнуйте, щоб випадково не торкнутися вольфрамовим електродом
▶
людей або електропровідних чи заземлених компонентів (наприклад
корпусів).
Переведіть мережевий вимикач у положення «І».
2
На дисплеї з'явиться логотип Fronius.
61

Зварювання TIG
Натисніть кнопку «Процес зварювання / режим роботи».
1
На дисплеї буде показано процеси зварювання та режими роботи.
Повертаючи регулювальну ручку, виберіть потрібний процес зварювання.
2
Підтвердьте вибір, натиснувши регулювальну ручку.
3
Повертаючи регулювальну ручку, виберіть потрібний режим роботи.
4
Підтвердьте вибір, натиснувши регулювальну ручку.
5
Після натискання кнопки «Процес зварювання / режим роботи» на дисплеї
на короткий час з’являться доступні параметри зварювання TIG.
Повертаючи регулювальну ручку, виберіть потрібний параметр.
6
Натисніть регулювальну ручку.
7
Значення параметра зварювання буде виділено синім кольором, і після
цього його можна буде змінити.
Повертаючи регулювальну ручку, змініть значення параметра.
8
Натисніть регулювальну ручку.
9
За потреби задайте інші параметри в меню налаштування
10
(докладну інформацію див. у розділі «Меню налаштування» на стор. 93 і
далі).
Відкрийте вентиль газового балона
11
Натисніть кнопку перевірки газу.
12
62
Під час перевірки газ подається протягом 30 секунд. Щоб припинити
подавання газу раніше, натисніть кнопку ще раз.
Повертайте регулювальний гвинт на нижній частині регулятора тиску,
13
поки на манометрі не буде встановлено потрібну швидкість подачі
захисного газу.

УВАГА!
50%
+
-
xxA
+
-
50%
xxA
0.5 s
+
-
0.5 s
+
-
Параметри
зварювання TIG
постійним
струмом
Усі задані значення параметрів зварювання, які було встановлено за
допомогою регулювальної ручки, зберігаються до наступної їх зміни.
Вимикання та вмикання джерела живлення не впливають на збереження
параметрів.
Почніть зварювання (запаліть зварювальну дугу).
14
Функція регулювання полярності доступна лише в джерелах живлення iWave
AC/DC .
Коли вибрано полярність DC (постійний струм), доступні описані нижче
параметри зварювання:
xxA = фактичне значення струму залежно від встановленої величини
основного струму.
Стартовий струм
UK
Стартовий струм, 2-тактний режим і точкове
зварювання
Діапазон налаштувань: 0-200 % (основного струму).
Заводське налаштування: 50 %.
ВАЖЛИВО! Величина стартового струму зберігається окремо для
зварювання TIG змінним і постійним струмом.
Наростання струму
Наростання струму, 2-тактний режим і точкове
зварювання
Діапазон налаштувань: o (вимкн.); 0,1-30,0 с.
Заводське налаштування: 0,5 с.
ВАЖЛИВО! Збережене значення наростання струму застосовується і для 2тактного, і для 4-тактного режимів.
Стартовий струм, 4-тактний режим
Наростання струму, 4-тактний режим
63

Основний струм (I1)
50 A
+
-
50 A
+
-
+
-
50%
xxA
+
-
150%
xxA
Slope1 Slope2
I
I < 100 %
I > 100 %
Slope1
Slope2
Основний струм, 2-тактний режим і точкове
зварювання
Діапазон налаштувань: 3-190 А (iWave 190i), 3-230 А (iWave 230i).
Заводське налаштування: -
ВАЖЛИВО! У зварювальних пальниках із функцією Up/Down увесь діапазон
налаштувань можна вибрати, коли пристрій перебуває в режимі очікування.
Знижений струм (I2)
лише в 4-тактному режимі
Знижений струм I2 < основний струм I
Діапазон налаштувань: 0-200 % (основного струму I1).
Заводське налаштування: 50 %.
1
Основний струм, 4-тактний режим
Знижений струм I2 > основний струм I
1
I2 < 100 %
короткочасне адаптоване зниження зварювального струму
(наприклад, для зміни дротового електрода в процесі зварювання)
I2 > 100 %
короткочасне адаптоване підвищення зварювального струму
(наприклад, для зварювання за більшої потужності в точках прихоплення)
Значення для нахилів Slope1 і Slope2 можна встановити в меню
зварювання TIG.
64

Спадання струму
0.5 s
+
-
0.5 s
+
-
+
-
30%
xxA
+
-
30%
xxA
2.4mm
+
-
UK
Спадання струму, 2-тактний режим і точкове
зварювання
Діапазон налаштувань: o (вимкн.); 0,1-30,0 с.
Заводське налаштування: 1,0 с.
ВАЖЛИВО! Збережене значення спадання струму застосовується і для 2тактного, і для 4-тактного режимів.
Струм заварювання кратера
Струм заварювання кратера, 2-тактний режим і
точкове зварювання
Діапазон налаштувань: 0-100 % (основного струму).
Заводське налаштування: 30 %.
Діаметр електрода
Спадання струму, 4-тактний режим
Струм заварювання кратера, 4-тактний режим
Діапазон налаштувань: o (вимкн.); 1,0-4,0 мм.
Заводське налаштування: 2,4 мм.
65

Полярність
DC-
+
-
Діапазон налаштувань: DC- / AC.
Заводське налаштування: DC-.
Параметри
зварювання Cy‐
cleTIG
Якщо активовано функцію CycleTIG, параметри зварювання CycleTIG
відображаються після значення основного струму, вказаного для параметрів
зварювання TIG постійним струмом:
Цикли інтервалів
Установлення кількості повторюваних циклів.
Діапазон налаштувань: постійний / від 1 до 2000.
Заводське налаштування: постійний.
Тривалість інтервалу
Установлення тривалості подання зварювального струму I1.
Діапазон налаштувань: 0,02-2,00 с.
Заводське налаштування: 0,5 с.
Тривалість перерв між інтервалами
Установлення тривалості подання базового струму.
Діапазон налаштувань: 0,02-2,00 с.
Заводське налаштування: 0,5 с.
Базовий струм
Установлення значення інтервалу базового струму, до якого знижується струм
під час перерви між інтервалами.
Діапазон налаштувань: o (вимкн.) / 3-макс. А.
Заводське налаштування: o (вимкн.).
66

Параметри
50%
xxA
50%
xxA
0.5 s
0.5 s
50 A
50 A
зварювання
TIG змінним
струмом
Функція регулювання полярності доступна лише в джерелах живлення iWave
AC/DC .
Коли вибрано полярність AC (змінний струм), доступні описані нижче
параметри зварювання:
xxA = фактичне значення струму залежно від встановленої величини
основного струму.
Стартовий струм
UK
Стартовий струм, 2-тактний режим і точкове
зварювання
Діапазон налаштувань: 0-200 % (основного струму).
Заводське налаштування: 50 %.
ВАЖЛИВО! Величина стартового струму зберігається окремо для
зварювання TIG змінним і постійним струмом.
Наростання струму
Наростання струму, 2-тактний режим і точкове
зварювання
Діапазон налаштувань: o (вимкн.); 0,1-30,0 с.
Заводське налаштування: 0,5 с.
ВАЖЛИВО! Збережене значення наростання струму застосовується і для 2тактного, і для 4-тактного режимів.
Стартовий струм, 4-тактний режим
Наростання струму, 4-тактний режим
Основний струм (I1)
Основний струм, 2-тактний режим і точкове
зварювання
Діапазон налаштувань: 3-190 А (iWave 190i), 3-230 А (iWave 230i).
Заводське налаштування: -
Основний струм, 4-тактний режим
67

ВАЖЛИВО! У зварювальних пальниках із функцією Up/Down увесь діапазон
50%
xxA
150%
xxA
Slope1 Slope2
I
I < 100 %
I > 100 %
Slope1
Slope2
0.5 s
0.5 s
налаштувань можна вибрати, коли пристрій перебуває в режимі очікування.
Знижений струм (I2)
лише в 4-тактному режимі
Знижений струм I2 < основний струм I
Діапазон налаштувань: 0-200 % (основного струму I1).
Заводське налаштування: 50 %.
I2 < 100 %
короткочасне адаптоване зниження зварювального струму
(наприклад, для зміни дротового електрода в процесі зварювання)
I2 > 100 %
короткочасне адаптоване підвищення зварювального струму
(наприклад, для зварювання за більшої потужності в точках прихоплення)
Значення для нахилів Slope1 і Slope2 можна встановити в меню
зварювання TIG.
1
Знижений струм I2 > основний струм I
1
Спадання струму
Спадання струму, 2-тактний режим і точкове
зварювання
Діапазон налаштувань: o (вимкн.); 0,1-30,0 с.
Заводське налаштування: 1,0 с.
ВАЖЛИВО! Збережене значення спадання струму застосовується і для 2тактного, і для 4-тактного режимів.
Спадання струму, 4-тактний режим
68

Струм заварювання кратера
30%
xxA
30%
xxA
15%
+
-
35%
+
-
50%
+
-
+
-
t (s)
I (A)
35% 50% 15%
UK
Струм заварювання кратера, 2-тактний режим і
точкове зварювання
Діапазон налаштувань: 0-100 % (основного струму).
Заводське налаштування: 30 %.
Баланс
(лише для iWave AC/DC)
Баланс = 15 %
Струм заварювання кратера, 4-тактний режим
Баланс = 35 %
Баланс = 50 %
Діапазон налаштувань: 15-50 %.
Заводське налаштування: 35 %.
15: найвища потужність проплавлення, найнижча ступінь очищення.
50: найвища ступінь очищення, найнижча потужність проплавлення.
Вплив балансу на форму кривої струму:
69

Діаметр електрода
2.4mm
off
(2)(1)
Діапазон налаштувань: o (вимкн.); 1,0-4,0 мм.
Заводське налаштування: 2,4 мм.
Режим утворення кульки
(лише для iWave AC/DC)
Діапазон налаштувань: o (вимкн.) / on (увімкн.).
Заводське налаштування: o (вимкн.).
o (вимкн.)
Функцію автоматичного утворення кульки на кінці електрода вимкнено.
on (увімкн.)
На початку зварювання формується оптимального розміру кулька для
вказаного діаметра вольфрамового електрода.
Формувати кульку на тестовій деталі в такому разі вже не потрібно.
Після цього функцію автоматичного утворення кульки на кінці електрода буде
вимкнено.
70
(1) ... перед підпалюванням
(2) ... після підпалювання
Режим формування кульки потрібно активувати окремо для кожного
вольфрамового електрода.
УВАГА!
AC
Автоматичне утворення кульки на кінці електрода не потрібне, якщо на кінці
вольфрамового електрода вже сформована достатньо велика кулька.
Полярність
Діапазон налаштувань: DC- / AC.
Заводське налаштування: DC-.
UK
71

Підпалювання дуги
Загальні
відомості
Підпалювання
зварювальної
дуги за
допомогою
високої частоти
(ВЧ-підпал)
Для забезпечення найоптимальнішої послідовності запалювання під час
процесу зварювання TIG змінним струмом у джерелах живлення iWave AC/DC
необхідно враховувати:
-
діаметр вольфрамового електрода;
-
поточну температуру вольфрамового електрода відносно попередніх
інтервалів зварювання і простою.
ОБЕРЕЖНО!
Ураження електричним струмом може призвести до травмування.
Хоча пристрої Fronius відповідають усім галузевим стандартам,
високочастотний підпал за певних обставин може спричинити нешкідливе,
але відчутне ураження електричним струмом.
Перед початком роботи слід надіти відповідний захисний одяг, перш за
▶
все – рукавиці.
Використовуйте шлангові пакети для зварювання TIG лише належного
▶
типу. Переконайтеся, що вони справні й не мають пошкоджень.
Не працюйте на вологих або заводнених ділянках.
▶
Будьте особливо обережні під час роботи на будівельному риштуванні,
▶
підмостках, у положенні, що потребує додаткових зусиль (зварювання у
незручній позі), на тісних, важкодоступних і відкритих ділянках!
ВЧ-підпал активується, якщо в меню налаштування ВЧ встановити затримку
підпалювання.
У рядку стану панелі керування загоряється індикатор ВЧ-підпалу.
На відміну від контактного підпалювання, ВЧ-підпал усуває ризик забруднення
вольфрамового електрода та деталі.
Процедура ВЧ-підпалу:
Піднесіть газове сопло до місця
1
підпалювання таким чином, щоб
між вольфрамовим електродом і
деталлю залишався проміжок
близько 2-3 мм (5/64-1/8 дюйма).
72

Збільште кут нахилу
2
зварювального пальника та
натисніть на ньому кнопку, що
відповідає вибраному режиму.
Зварювальна дуга підпалюється без
контакту електрода з деталлю.
Відхиліть зварювальний пальник
3
назад у нормальне положення.
Виконайте зварювання.
4
UK
Контактне
підпалювання
Якщо затримку підпалювання в меню налаштування вимкнено, ВЧ-підпал
деактивується. Зварювальна дуга підпалюється під час торкання
вольфрамовим електродом деталі.
Процедура контактного підпалювання зварювальної дуги:
Піднесіть газове сопло до місця
1
підпалювання таким чином, щоб
між вольфрамовим електродом і
деталлю залишався проміжок
близько 2-3 мм (5/64-1/8 дюйма).
73

Натисніть кнопку пальника.
2
Розпочнеться подача захисного газу.
Повільно опустіть зварювальний
3
пальник, щоб вольфрамовий
електрод торкнувся деталі.
Підніміть зварювальний пальник і
4
поверніть його в стандартне
положення.
Зварювальна дуга загориться.
Виконайте зварювання.
5
Перевантаження
електрода
Завершення
зварювання
Якщо вольфрамовий електрод перевантажено, метал може відокремитися від
електрода та забруднити зварювальну ванну.
Якщо вольфрамовий електрод перевантажено, на панелі стану панелі
керування загоряється відповідний індикатор.
Робота індикатора перевантаження електрода залежить від діаметра
електрода та вибраного зварювального струму.
Залежно від вибраного режиму закінчіть зварювання, відпустивши кнопку
1
пальника.
Дочекайтеся продування газу та утримуйте зварювальний пальник над
2
кінцем зварного шва.
74

Спеціальні функції зварювання TIG
(1)
I [A]
t [s]
(2)
(3)
(4)
(5)
(6)
(7)
(8)
UK
Функція
затримки
підпалювання
Імпульсне
зварювання TIG
Джерело струму оснащено функцією затримки підпалювання.
Після натискання кнопки пальника негайно починається попереднє
подавання газу. Після цього починається підпалювання. Якщо дуга не
з'являється протягом часу, встановленого в меню налаштування, джерело
струму автоматично вимикається.
Налаштування параметра затримки підпалювання описано в розділі «Меню
HF», починаючи зі стор. 112.
Значення зварювального струму, яке було задано на початку зварювання, не
завжди найкращим чином відповідає вимогам процесу зварювання в цілому:
-
якщо сила струму надто мала, основний метал не розплавиться як слід;
-
якщо станеться перегрів, із рідкої зварювальної ванни можуть витікати
краплі.
Імпульсне зварювання TIG (зварювання TIG імпульсним зварювальним
струмом) пропонує вихід:
низький базовий струм (2) повільно підвищується до значно більшої величини
імпульсного струму залежно від вибраного періоду включення (5), а потім
знову знижується до базового струму (2).
У процесі імпульсного зварювання TIG малі ділянки зони зварювання швидко
розплавляються та застигають.
Під час ручного імпульсного зварювання TIG зварювальний дріт
прикладається у фазі максимального струму (можливо лише в нижній частині
діапазону частот: 0,25–5 Гц). Вищі частоти імпульсів використовуються
переважно в автоматичному режимі зварювальної дуги.
Імпульсне зварювання TIG застосовують для зварювання сталевих труб у
незручному положенні або для зварювання тонких листів.
Режим роботи імпульсного зварювання TIG під час зварювання TIG постійним
струмом:
Імпульсне зварювання TIG – графік зварювального струму
Позначки:
(1) – основний струм, (2) – базовий струм, (3) – стартовий струм, (4) – наростання
75
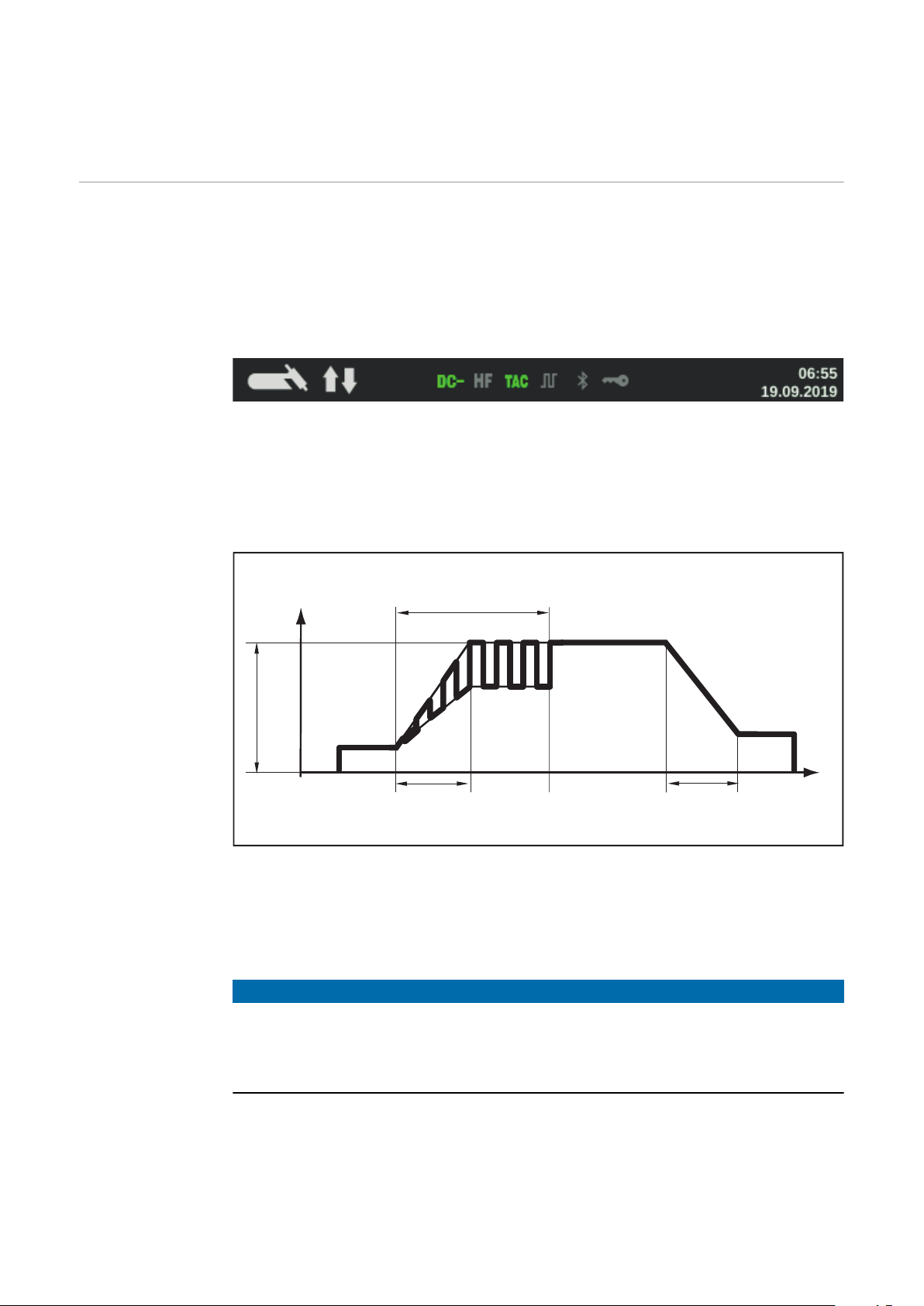
струму, (5) – частота імпульсів *)
I [A]
t [s]
(1)
(2)
(3)
(4)
(5)
(6)
(6) – період включення, (7) – спадання струму, (8) – струм заварювання кратера
*) (1/F-P = інтервал часу між двома імпульсами)
Функція
виконання
прихоплення
У режимі зварювання TIG постійним струмом доступна функція виконання
прихоплення.
Коли для параметра виконання прихоплення (4) вказують період часу, функція
виконання прихоплення призначається для 2-тактного і 4-тактного режимів.
Робоча послідовність режимів не змінюється.
На дисплеї починає світитися індикатор виконання прихоплення (TAC):
Під час цього інтервалу подається імпульсний зварювальний струм, який
забезпечує кращу концентрацію зварювальної ванни в разі виконання
прихоплення двох деталей.
Режим роботи функції виконання прихоплення під час зварювання TIG
постійним струмом:
76
Функція виконання прихоплення – графік зварювального струму.
Позначки:
(1) – основний струм, (2) – стартовий струм, (3) – наростання струму, (4) –
тривалість подавання імпульсного зварювального струму для здійснення
прихоплення, (5) – спадання струму, (6) – струм заварювання кратера
УВАГА!
Особливості подавання імпульсного зварювального струму:
Джерело струму автоматично регулює параметри імпульсів як функцію від
основного струму (1).
Не потрібно задавати жодних параметрів подавання імпульсів.
Імпульсний зварювальний струм подається:
-
наприкінці фази стартового струму (2);
-
одночасно з фазою наростання струму (3).

Залежно від встановленого інтервалу виконання прихоплення імпульсний
зварювальний струм може подаватися аж до фази заварювання кратера (6)
(для параметра виконання прихоплення (4) вибрано значення «on»).
Після закінчення інтервалу виконання прихоплення зварювання
продовжується з постійним струмом, і всі задані параметри імпульсного
зварювального струму залишаються доступними.
UK
77

CycleTIG Для зварювання TIG постійним струмом доступний процес точкового
зварювання CycleTIG.
Впливати на результати зварювання та контролювати їх можна за допомогою
різних комбінацій параметрів.
Основними перевагами CycleTIG є легкий контроль зварювальної ванни, чітко
спрямований тепловий вплив і менша кількість мінливих кольорів.
Варіанти поєднання із CycleTIG
CycleTIG + низький базовий струм
-
використовується для зварювання у важкодоступних місцях і на кутах та
орбітального зварювання;
-
добре підходить для з’єднання товстих і тонких листів;
-
чудові характеристики шва;
-
активація ВЧ-підпалу лише на початку зварювання;
-
довгий термін служби електрода;
-
якісний контроль зварювальної ванни;
-
чітко спрямований тепловий вплив.
CycleTIG + запалювання зі зворотною полярністю = увімкн. + базовий струм =
вимкн.
-
використовується для проведення ремонтних робіт (наприклад,
зварювання кутів);
-
чітко спрямований тепловий вплив;
-
максимальна продуктивність у поєднанні з налаштуванням ВЧ-підпалу =
контактним запалюванням;
-
ВЧ-підпал на кожному циклі (!);
-
дуже короткий термін служби електрода (!).
Рекомендація: установіть для iWave AC/DC із запалюванням зі зворотною
полярністю значення auto (авто).
CycleTIG + прихоплення
-
використовується для прихоплення тонких листів, орбітального
зварювання та з’єднання товстих і тонких листів;
-
активація ВЧ-підпалу лише на початку зварювання;
-
довгий термін служби електрода;
-
якісний контроль зварювальної ванни;
-
чітко спрямований тепловий вплив;
-
відмінний зовнішній вигляд шва;
-
функція виконання прихоплення генерує автоматичне налаштування
імпульсу.
CycleTIG + імпульс
CycleTIG можна використовувати окремо з усіма параметрами імпульсів. Це
дає змогу генерувати імпульси у фазі і високого, і низького рівнів потужності.
-
використовується для прихоплення тонких листів і наплавлення;
-
використовується для з’єднання товстих і тонких листів;
-
активація ВЧ-підпалу лише на початку зварювання;
-
довгий термін служби електрода;
-
якісний контроль зварювальної ванни;
-
чітко спрямований тепловий вплив;
-
відмінний зовнішній вигляд шва;
-
можна встановити індивідуальні налаштування імпульсу;
-
можливість встановити додаткові параметри.
78

Ручне зварювання стрижневим електродом або
CEL
UK
Безпека
НЕБЕЗПЕЧНО!
Неправильна експлуатація приладу може бути небезпечною.
Це може призвести до серйозного травмування або пошкодження майна.
Описані в цьому документі роботи й операції має виконувати лише
▶
кваліфікований технічний персонал, що пройшов курс належного
навчання.
Уважно ознайомтеся з усіма відомостями цього документа.
▶
Уважно ознайомтеся з правилами техніки безпеки та документацією
▶
користувача для цього обладнання й усіх системних компонентів.
НЕБЕЗПЕЧНО!
Електричний струм становить небезпеку.
Це може призвести до серйозного травмування або пошкодження майна.
Перед початком робіт вимкніть усі пристрої та компоненти й від’єднайте їх
▶
від електромережі.
Захистіть усі задіяні пристрої та компоненти, щоб увімкнути їх знову було
▶
не можна.
Відкривши корпус пристрою, перевірте за допомогою відповідних
▶
вимірювальних приладів, чи розряджено компоненти, що накопичують
заряд (наприклад, конденсатори).
Підготовка
Переведіть мережевий вимикач у положення «О».
1
Від’єднайте мережевий штекер.
2
Від'єднайте зварювальний пальник TIG.
3
ВАЖЛИВО! Щоб вибрати тип струму та правильно підключити кабель
електрода і кабель заземлення, дотримуйтесь інструкцій на упаковці
стрижневих електродів.
Приєднайте та зафіксуйте кабель заземлення:
4
в роз'єм для подачі струму (+) для зварювання постійним струмом DC- (=/-)
в роз'єм для подачі струму (-) для зварювання постійним струмом DC+ (=/+).
Другий кінець кабелю заземлення приєднайте до деталі.
5
Приєднайте кабель електрода й поверніть його за годинниковою стрілкою,
6
щоб зафіксувати його:
в роз'єм для подачі струму (-) для зварювання постійним струмом DC- (=/-)
в роз'єм для подачі струму (+) для зварювання постійним струмом DC+ (=/+).
Підключіть мережевий штекер.
7
79

ОБЕРЕЖНО!
Ураження електричним струмом може призвести до травмування персоналу
або пошкодження майна.
Поки мережевий штекер у положенні «І», стрижневий електрод в
електродотримачі перебуває під напругою.
Не допускайте контакту стрижневого електрода з частинами тіла людей
▶
або електропровідними чи заземленими компонентами (корпусом тощо).
Переведіть мережевий вимикач у положення «І».
8
На дисплеї з'явиться логотип Fronius.
80

Ручне
зварювання
стрижневим
електродом або
CEL
Натисніть кнопку «Режим».
1
На дисплеї буде показано процеси зварювання та режими роботи.
Обертаючи та натискаючи регулювальну ручку, виберіть процес
2
зварювання звичайним стрижневим електродом (Stick / MMA) або
електродом із целюлозним покриттям CEL.
UK
Якщо вибрано метод ручного зварювання стрижневим електродом, усі
охолоджувальні модулі автоматично вимкнуться. Увімкнути їх буде
неможливо.
Повертаючи регулювальну ручку, виберіть значення параметра Polarity
3
(Полярність):
DC- / DC+ / AC – для ручного зварювання стрижневим електродом,
DC- / DC+ – для зварювання електродом із целюлозним покриттям.
Натисніть регулювальну ручку.
4
Повертаючи регулювальну ручку, виберіть полярність стрижневого
5
електрода.
Підтвердьте вибір, натиснувши регулювальну ручку.
6
Повертаючи регулювальну ручку, виберіть інші параметри зварювання.
7
Натисніть регулювальну ручку.
8
Значення параметра буде виділено синім кольором, і після цього його
можна змінити.
Повертаючи регулювальну ручку, змініть значення параметра.
9
Натисніть регулювальну ручку.
10
За потреби задайте інші параметри в меню налаштування
11
(докладну інформацію див. у розділі «Меню налаштування» на стор. 93 і
далі).
УВАГА!
Усі задані значення параметрів зварювання, які було встановлено за
допомогою регулювальної ручки, зберігаються до наступної їх зміни.
Вимикання та вмикання джерела живлення не впливають на збереження
параметрів.
81

Починайте зварювання.
12
82

Параметри
* *
50%
xxA
* *
100%
xxA
* *
150%
xxA
130 A
* *
130 A
* *
130 A
* *
режиму ручного
зварювання
стрижневим
електродом
* Залежно від вибраного типу струму на дисплеї відображається символ
(+), (-) або символ змінного струму.
xxA = фактичне значення струму залежно від встановленої величини
основного струму.
Стартовий струм
UK
Стартовий струм: стартовий струм менший за
основний струм (SoftStart)
Стартовий струм: стартовий струм більший за основний струм (HotStart)
Діапазон налаштувань: 0-200 % (основного струму).
Заводське налаштування: 150 %.
Основний струм
Стартовий струм: стартовий струм дорівнює
основному струму
Основний струм: стартовий струм менший за
основний струм (SoftStart)
Основний струм: стартовий струм більший за основний струм (HotStart)
Діапазон налаштувань: 0-190 А (iWave 190i), 0-230 А (iWave 230i).
Заводське налаштування:-
Основний струм: стартовий струм дорівнює
основному струму
83

Динаміка дуги
20
* *
DC-
+
-
DC+
+
-
AC
Щоб досягти оптимальних результатів зварювання, інколи необхідно
регулювати динаміку дуги.
Діапазон налаштувань: 0-100 % (основного струму).
Заводське налаштування: 20.
0 – м’яка дуга з низьким утворенням бризок.
100 – жорсткіша та стабільніша зварювальна дуга.
Принцип дії
У момент переходу краплі металу або під час короткого замикання сила струму
на короткий час збільшується. Для стабілізації дуги зварювальний струм
тимчасово підвищується. Це запобігає застиганню зварювальної ванни, коли
стрижневий електрод може зануритись у зварювальну ванну, а також
тривалому короткому замиканню зварювальної дуги. Разом ці заходи не дають
стрижневому електроду прилипнути до деталі.
Полярність
Полярність DC-
Полярність AC
Діапазон налаштувань: DC- / DC+ / AC.
Заводське налаштування: DC-.
Полярність DC+
84

Параметри
* *
50%
xxA
* *
100%
xxA
* *
150%
xxA
130 A
* *
130 A
* *
130 A
* *
зварювання
стрижневими
електродами із
целюлозним
покриттям
* Залежно від обраної полярності струму тут відображається символ (+)
або (-).
xxA = фактичне значення струму залежно від встановленої величини
основного струму.
Стартовий струм
UK
Стартовий струм: стартовий струм менший за
основний струм (SoftStart)
Стартовий струм: стартовий струм більший за основний струм (HotStart)
Діапазон налаштувань: 0-200 % (основного струму).
Заводське налаштування: 150 %.
Основний струм
Стартовий струм: стартовий струм дорівнює
основному струму
Основний струм: стартовий струм менший за
основний струм (SoftStart)
Основний струм: стартовий струм більший за основний струм (HotStart)
Діапазон налаштувань: 0-190 А (iWave 190i), 0-230 А (iWave 230i).
Заводське налаштування: -
Основний струм: стартовий струм дорівнює
основному струму
85

Динаміка дуги
20
* *
DC-
+
-
DC+
+
-
Щоб досягти оптимальних результатів зварювання, інколи необхідно
регулювати динаміку дуги.
Діапазон налаштувань: 0-100 % (основного струму).
Заводське налаштування: 20.
0 – м’яка дуга з низьким утворенням бризок.
100 – жорсткіша та стабільніша зварювальна дуга.
Принцип дії
У момент переходу краплі металу або під час короткого замикання сила струму
на короткий час збільшується. Для стабілізації дуги зварювальний струм
тимчасово підвищується. Це запобігає застиганню зварювальної ванни, коли
стрижневий електрод може зануритись у зварювальну ванну, а також
тривалому короткому замиканню зварювальної дуги. Разом ці заходи не дають
стрижневому електроду прилипнути до деталі.
Полярність
Полярність DC-
Діапазон налаштувань: DC- / DC+.
Заводське налаштування: DC-.
Полярність DC+
86

Стартовий струм
I (A)
t (s)
0,5 1 1,5
(1)
(3)
(2)
100
150
I (A)
t
90A
30A
(1)
(3)
(2)
> 100 % (HotStart)
Переваги:
-
покращує характеристики запалювання навіть під час використання
електродів із низьким рівнем запалювання;
-
забезпечує кращий рівень проплавлення базового металу в початковій
фазі, що зменшує нещільності шва;
-
значною мірою запобігає потраплянню шлаку.
(1) Тривалість подавання
стартового струму:
0–2 с; заводське налаштування:
0,5 с.
(2) Стартовий струм:
0–200 %, заводське
налаштування: 150 %.
(3) Основний струм = попередньо
заданий зварювальний
струм I1.
UK
Стартовий струм
< 100 %
(SoftStart)
Приклад стартового струму > 100 % (HotStart)
Під час встановленого інтервалу
подавання стартового струму (1)
зварювальний струм I1 (3)
підвищується до величини стартового
струму (2).
Тривалість подавання стартового
струму задають в меню
налаштування.
Стартовий струм < 100 % (SoftStart) використовується для основних електродів.
Підпалювання відбувається за низького зварювального струму. Після
стабілізації дуги зварювальний струм продовжує підвищуватися до
встановленого значення.
Переваги
Режим роботи
-
Поліпшене підпалювання
електродів, що підпалюються за
низького зварювального струму.
-
Значною мірою запобігає
потраплянню шлаку.
-
Зменшує утворення
зварювальних бризок.
Приклад стартового струму < 100 % (SoftStart)
(1) Стартовий струм.
(2) Тривалість стартового струму.
(3) Основний струм.
Інтервал стартового струму
встановлюється в меню
налаштування зварювання
стрижневим електродом.
87

Функція AntiStick
Зі скороченням дуги зварювальна напруга може знижуватися, і внаслідок
цього виникає небезпека прилипання електрода. Це також може спричинити
вигорання стрижневого електрода.
Вигоранню стрижневого електрода можна запобігти, увімкнувши функцію AntiStick. Якщо стрижневий електрод починає прилипати, джерело струму негайно
вимикає зварювальний струм. Після відділення стрижневого електрода від
деталі процес зварювання можна продовжити без проблем.
Функцію Anti-Stick можна увімкнути та вимкнути в меню налаштування
зварювання стрижневим електродом.
88

Режим EasyJob
UK
Збереження
робочих точок
EasyJob
УВАГА!
Робочі точки EasyJob можна зберегти під номерами завдань 1–5 і відкрити в
меню Job.
Після збереження робочої точки EasyJob буде перезаписано параметри,
збережені в цій комірці.
Попередня умова:
функцію EasyJobs потрібно призначити кнопці «Обране» (див.
розділ «Призначення завдань EasyJob кнопці "Обране"» на стор. 35 і далі).
Виберіть процес зварювання, режим і параметри зварювання.
1
Натисніть кнопку «Обране».
2
З’являться 5 кнопок EasyJob.
Виберіть потрібну комірку, повертаючи регулювальну ручку.
3
Щоб зберегти поточні параметри зварювання, натисніть регулювальну
4
ручку та утримуйте її приблизно 3 секунди.
Зміняться розмір і колір кнопки.
Приблизно через 3 секунди кнопка стане зеленою.
Це означає, що налаштування збережено. Останні збережені
налаштування стануть активними. Активну комірку EasyJob позначено
прапорцем на відповідній кнопці.
Зайняту комірку пам’яті позначено чорним кольором, наприклад:
Комірка 1 – зайнята й активна
Комірка 2 – вибрана
Комірка 3 – вільна
Комірка 4 – вільна
Комірка 5 – вільна
89

Виклик робочих
точок EasyJob
Натисніть кнопку «Обране».
1
З’являться 5 кнопок EasyJob.
Виберіть потрібну комірку, повертаючи регулювальну ручку.
2
Для виклику збереженої робочої точки EasyJob короткочасно натисніть
3
регулювальну ручку (< 3 с).
Зміняться розмір і колір кнопки.
Кнопки EasyJob зменшаться, й активну кнопку буде позначено прапорцем.
Видалення
робочих точок
EasyJob
Натисніть кнопку «Обране».
1
З’являться 5 кнопок EasyJob.
Повертаючи регулювальну ручку, виберіть комірку, вміст якої потрібно
2
видалити.
Щоб видалити робочу точку EasyJob, натисніть регулювальну ручку та
3
утримуйте її приблизно 5 секунд.
Далі кнопка зазнає певних змін:
-
спочатку зміняться колір і розмір;
-
приблизно за 3 секунди набуде зеленого кольору;
поточні значення замінять собою раніше збережену робочу точку;
-
приблизно за 5 секунд колір підсвічування зміниться на червоний
(видалення).
90
Робочу точку EasyJob видалено.

Зварювальне завдання
UK
Безпека
НЕБЕЗПЕЧНО!
Неправильна експлуатація приладу може бути небезпечною.
Це може призвести до серйозного травмування або пошкодження майна.
Описані в цьому документі роботи й операції має виконувати лише
▶
кваліфікований технічний персонал, що пройшов курс належного
навчання.
Уважно ознайомтеся з усіма відомостями цього документа.
▶
Уважно ознайомтеся з правилами техніки безпеки та документацією
▶
користувача для цього обладнання й усіх системних компонентів.
НЕБЕЗПЕЧНО!
Електричний струм становить небезпеку.
Це може призвести до серйозного травмування або пошкодження майна.
Перед початком робіт вимкніть усі пристрої та компоненти й від’єднайте їх
▶
від електромережі.
Захистіть усі задіяні пристрої та компоненти, щоб увімкнути їх знову було
▶
не можна.
Відкривши корпус пристрою, перевірте за допомогою відповідних
▶
вимірювальних приладів, чи розряджено компоненти, що накопичують
заряд (наприклад, конденсатори).
Підготовка
Встановіть і налаштуйте джерело живлення відповідно до виконуваних
1
зварювальних робіт.
Підключіть мережевий штекер.
2
ОБЕРЕЖНО!
Ураження електричним струмом може призвести до травмування персоналу
або пошкодження майна.
Поки мережевий штекер у положенні І, вольфрамовий електрод у
зварювальному пальнику перебуває під напругою.
Пильнуйте, щоб випадково не торкнутися вольфрамовим електродом
▶
людей або електропровідних чи заземлених компонентів (наприклад
корпусів).
Переведіть мережевий вимикач у положення І.
3
91

Виконання
зварювання
Натисніть кнопку «Режим».
1
На дисплеї буде показано процеси зварювання та режими роботи.
Виберіть JOB (для цього поверніть і натисніть регулювальну ручку).
2
На короткий час буде показано параметри зварювання з раніше відкритої
комірки пам’яті. Буде вибрано номер завдання.
Натисніть регулювальну ручку.
3
Тепер номер завдання можна змінити.
Виберіть номер завдання зі зварювання (для цього поверніть і натисніть
4
регулювальну ручку).
Відобразяться параметри зварювання з вибраної комірки, які тепер можна
застосувати під час зварювання.
92

Меню налаштування
93

94

Меню налаштування
1
UK
Загальні
відомості
Доступ до меню
налаштування
Меню налаштування забезпечує простий доступ до бази знань джерела струму
та додаткових функцій. Меню налаштування можна використати, щоб
виконувати прості коригування параметрів зварювання згідно з
характеристиками різноманітних робіт.
Меню налаштування містить:
-
усі параметри, що безпосередньо впливають на процес зварювання;
-
усі параметри, необхідні для попереднього налаштування зварювальної
системи.
Перелік параметрів на дисплеї та можливість їх регулювання залежать від
вибраного пункту меню, поточних налаштувань зварювального процесу та
режиму роботи.
Параметри, що не стосуються поточних налаштувань, виділені сірим
кольором, і їх неможливо вибрати.
Натисніть кнопку «Меню».
1
З'явиться меню налаштування.
Для виходу з меню налаштування натисніть кнопку «Меню» ще раз.
2
Відобразяться поточні параметри зварювання.
95

Огляд
(1) (2) (3) (4) (5) (6)
(11)
(7)
(14)(15) (13)
(12)
(9)
(10)(8)
**
*
Пункт Опис
(1) Меню TIG
для налаштування параметрів зварювання TIG постійним і змінним
струмом.
(2) Меню зварювання стрижневим електродом
для налаштування параметрів зварювання стрижневим електродом.
(3) Меню зварювання стрижневим електродом із целюлозним покриттям
для налаштування параметрів ручного зварювання стрижневим
електродом із целюлозним покриттям.
(4) Налаштування підпалювання та режиму роботи
для таких компонентів:
-
параметри підпалювання;
-
моніторинг розриву зварювальної дуги;
-
стандартні параметри режиму роботи.
(5) Меню налаштування подачі газу
для налаштування параметрів подачі захисного газу.
96
(6) Налаштування компонента
для налаштування режиму роботи охолоджувального модуля.

(7) Меню реєстрації даних
(доступне лише за наявності опції OPT/i documentation)
-
для відображення зварювальних операцій, подій, реєстраційного
журналу;
-
для встановлення частоти реєстрації та моніторингу граничних
значень.
(8) Меню Job
(доступне лише за наявності функціонального пакета OPT/i Jobs)
-
для збереження, завантаження та видалення завдань;
-
для призначення завдань EasyJob на кнопку «Обране».
(9) Параметри за замовчуванням
для налаштування таких компонентів:
-
дисплей (підсвічування, мови, дата й час тощо);
-
система (налаштування джерела живлення, заводські налаштування
тощо);
-
мережеві налаштування (Bluetooth, мережа, Wi-Fi тощо);
-
керування користувачами (створення користувачів, ролей тощо);
-
керування (ознайомлювальна ліцензія).
Детальний огляд параметрів за замовчуванням див. на стор. 131.
UK
(10) Інформація про систему
для відображення інформації про пристрій, наприклад версії
програмного забезпечення або IP-адреси (якщо джерело живлення
підключено до мережі).
(11) Смуга прокручування
(якщо потрібно вибрати з кількох параметрів)
(12) Доступні пункти меню
Кількість доступних пунктів меню залежить від версії мікропрограмного
забезпечення та доступних опцій.
(13) Значення, одиниця виміру
(14) Параметри налаштування
Залежать від вибраного пункту меню, поточних налаштувань процесу
зварювання та режиму роботи. Параметри, що не стосуються поточних
налаштувань, позначено сірим кольором, і їх неможливо вибрати.
(15) Відкритий наразі пункт меню
З урахуванням поточних налаштувань процесу зварювання та режиму
роботи.
* Вибраний пункт меню (синє тло).
** Розташування відкритого наразі пункту меню.
Вибір пунктів
меню і
параметрів
Вибраний пункт меню
Виділення пункту меню
Вибраний параметр
Налаштування параметра
97

Вибір пункту меню
Якщо вибрано параметр (синя рамка, біле тло):
Повертайте регулювальну ручку, поки не буде вибрано пункт меню, де
1
розташований потрібний параметр.
Натисніть регулювальну ручку.
2
Тло вибраного пункту меню стане синім.
Повертаючи регулювальну ручку, виберіть потрібний пункт меню (синє
3
тло).
Налаштування параметрів
Повертайте регулювальну ручку у вибраному пункті меню.
4
Буде вибрано перший параметр у цьому пункті меню.
Повертайте регулювальну ручку, щоб вибрати потрібний параметр.
5
Натисніть регулювальну ручку, щоб змінити параметр.
6
Колір тла значення параметра зміниться на синій.
Повертаючи регулювальну ручку, встановіть значення параметра.
7
Нове значення буде застосоване негайно.
Натисніть регулювальну ручку, щоб вибрати інші параметри.
8
98

Меню TIG
UK
Параметри в
меню
зварювання TIG
постійним
струмом
Прихоплення
Функція виконання прихоплення – тривалість імпульсного зварювального
струму на початку зварювання.
o (вимкн.) / 0,1-9,9 с / on (увімкн.)
Заводське налаштування: o (вимкн.).
on (увімкн.)
Імпульсний зварювальний струм подається до завершення операції
прихоплення.
0,1-9,9 с
Заданий інтервал починається з фази наростання струму. Після закінчення
заданого інтервалу зварювання триває з постійним струмом; усі задані
параметри імпульсного струму (якщо такі є) залишаються доступними.
o (вимкн.)
Функцію виконання прихоплення вимкнено.
Коли функцію увімкнено, на дисплеї в рядку стану відображається символ
операції прихоплення (TAC).
Частота імпульсів
o (вимкн.) / 0,20-2000 Гц (10 000 Гц з опцією FP Pulse Pro)
Заводське налаштування: o (вимкн.).
ВАЖЛИВО! Якщо для параметра частоти імпульсів вибрано значення o
(вимкн.), параметри базового струму та періоду включення вибрати
неможливо.
Встановлена частота імпульсів також застосовується до зниженого струму.
Якщо встановлено частоту імпульсів, на дисплеї в рядку стану відображається
індикатор імпульсного зварювання.
OPT/i Pulse Pro
Використовується для встановлення параметрів базового струму, періоду
включення, форми кривої імпульсного струму та форми кривої базового
струму.
Базовий струм
0-100 % (основного струму I1)
Заводське налаштування: 50 %.
99

Період включення
Відношення тривалості імпульсу до тривалості інтервалу базового струму,
якщо встановлено частоту імпульсів.
10-90 %
Заводське налаштування: 50 %.
Форма кривої імпульсного струму
Слугує для оптимізації тиску зварювальної дуги.
Hard rectangle (правильний прямокутник) / Soft rectangle (округлений
прямокутник) / Sine (синусоїда)
Заводське налаштування: hard rectangle (правильний прямокутник).
Hard rectangle (правильний прямокутник):
правильна прямокутна форма хвилі;
зварювальна дуга з підвищеним рівнем шуму. Швидке змінення струму
використовується, наприклад, для орбітального зварювання.
Soft rectangle (округлений прямокутник):
прямокутна форма хвилі з округленими кутами забезпечує нижчий рівень
шуму порівняно з правильною прямокутною формою;
застосовується для всіх типів зварювання.
Sine (синусоїда):
синусоїдна крива струму (стандартне налаштування для тихої стабільної
зварювальної дуги);
використовується, наприклад, для кутових швів і наплавлення.
Оптимізація тиску зварювальної дуги забезпечує:
-
покращене змочування зварювальної ванни (удосконалений процес
зварювання стикових або кутових швів);
-
повільне зростання або спад струму (зокрема, під час використання
кутових швів, високолегованої сталі або наплавлення, присадний матеріал
або зварювальна ванна не будуть відсуватися);
-
зварювання зі зниженим рівнем шуму завдяки згладженим формам
кривих.
Форма кривої базового струму
Забезпечує оптимізацію тиску зварювальної дуги.
Hard rectangle (правильний прямокутник) / Soft rectangle (округлений
прямокутник) / Sine (синусоїда)
Заводське налаштування: hard rectangle (правильний прямокутник).
Hard rectangle (правильний прямокутник):
правильна прямокутна форма хвилі;
зварювальна дуга з підвищеним рівнем шуму. Швидке змінення струму
використовується, наприклад, для орбітального зварювання.
Soft rectangle (округлений прямокутник):
прямокутна форма хвилі з округленими кутами забезпечує нижчий рівень
шуму порівняно з правильною прямокутною формою;
застосовується для всіх типів зварювання.
100
Sine (синусоїда):
синусоїдна крива струму (стандартне налаштування для тихої стабільної
зварювальної дуги);
використовується, наприклад, для кутових швів і наплавлення.
 Loading...
Loading...