


Operating
Instructions
iWave 190i AC/DC
iWave 230i AC/DC
iWave 230i DC
NO
Bruksanvisning
42,0426,0250,NO 013-29082022


Innholdsfortegnelse
Sikkerhetsforskrifter 8
Forklaring sikkerhetsanvisninger 8
Generelt 8
Forskriftsmessig bruk 9
Omgivelsesbetingelser 9
Operatørens forpliktelser 9
Personalets forpliktelser 9
Strømnettilkobling 10
Verneutstyr 10
Fare på grunn av skadelige gasser og damper 10
Fare på grunn av gnistsprut 11
Fare på grunn av nett- og sveisestrøm 12
Vagabonderende sveisestrømmer 13
Klassifisering av EMV-apparater 13
EMC-tiltak 13
EMF-tiltak 14
Spesielle faresteder 14
Krav til beskyttelsesgassen 15
Fare på grunn av beskyttelsesgassflasker 15
Fare på grunn av beskyttelsesgass som strømmer ut 16
Sikkerhetstiltak på oppstillingsplassen og under transport 16
Sikkerhetstiltak ved normal drift 17
Angivelser om støyutslippsverdier 17
Idriftsetting, vedlikehold og reparasjon 17
Sikkerhetsteknisk kontroll 18
Avhending 18
Sikkerhetsmerking 18
Datasikkerhet 18
Opphavsrett 18
NO
Generell informasjon 21
Generelt 23
Apparatkonsept 23
Funksjonsprinsipp 23
Bruksområder 23
Samsvar 24
Bluetooth trademarks 24
Advarsler på apparatet 24
Systemkomponenter 26
Generelt 26
Oversikt 26
Alternativer 26
Betjeningselementer og tilkoblinger 27
Betjeningspanel 29
Generelt 29
Sikkerhet 29
Betjeningspanel 29
Tasten Favoritt 32
Programmere tasten Favoritt 32
Åpne favoritt 32
Slette favoritt 33
Programmere tasten Favoritt med EasyJobs 33
Tilkoblinger, brytere og mekaniske komponenter 35
Tilkoblinger, brytere og mekaniske komponenter 35
Installering og idriftsetting 37
Minsteutstyr for sveisedrift 39
3

Generelt 39
TIG AC-sveising 39
TIG DC-sveising 39
Stavelektrodesveising 39
Før installering og idriftsetting 40
Sikkerhet 40
Forskriftsmessig bruk 40
Forskrifter for oppstilling 40
Strømnettilkobling 40
Generatordrift 41
Koble til strømledning 42
Generelt 42
Sikkerhet 42
Koble til strømledning 42
Idriftsetting 43
Sikkerhet 43
Merknader om kjøleapparatet 43
Generelt 43
Montering av systemkomponenter 43
Koble til gassflaske 44
Koble sveisepistolen til strømkilden og kjøleapparatet 44
Sørg for jordforbindelse til arbeidsemnet 45
Sperre og åpne strømkilde med NFC-nøkkel 46
Generelt 46
Begrensninger 46
Sperre og åpne strømkilde med NFC-nøkkel 46
Sveisedrift 47
TIG-driftstyper 49
Sikkerhet 49
Symboler og forklaring 49
2-takts drift 50
4-takts drift 50
Spesiell 4-taktsdrift: Variant 1 51
Spesiell 4-taktsdrift: Variant 2 52
Spesiell 4-taktsdrift: Variant 3 53
Spesiell 4-taktsdrift: Variant 4 54
Spesiell 4-taktsdrift: Variant 5 55
Spesiell 4-taktsdrift: Variant 6 56
Punktsveising 57
CycleTIG 58
TIG-sveising 59
Sikkerhet 59
Forberedelse 59
TIG-sveising 60
Sveiseparametere for TIG DC-sveising 61
CycleTIG sveiseparameter 64
Sveiseparametere for TIG AC-sveising 65
Tenne lysbuen 70
Generelt 70
Tenne lysbuen ved hjelp av høyfrekvens(HF-tenning) 70
Berøringstenning 71
Overbelastning av elektrode 72
Sveiseslutt 72
TIG-spesialfunksjoner 73
Funksjon Tidsavbrudd for tenning 73
TIG-puls 73
Heftfunksjon 73
CycleTIG 75
Stavelektrodesveising, CEL-sveising 76
Sikkerhet 76
4

Forberedelse 76
Stavelektrodesveising, CEL-sveising 77
Sveiseparameter for stavelektrodesveising 78
Sveiseparametre for stavelektrodesveising med CEL-elektroder 79
Startstrøm > 100 % (Hotstart) 82
Startstrøm < 100 % (Softstart) 82
Funksjonen anti-stick 83
EasyJob-modus 84
Lagre EasyJob-arbeidspunkter 84
Åpne EasyJob-arbeidspunkter 85
Slette EasyJob-arbeidspunkter 85
Jobbsveising 86
Sikkerhet 86
Forberedelse 86
Jobb Sveising 87
Setup-innstillinger 89
Setup-menyen 91
Generelt 91
Åpne setup-menyen 91
Oversikt 92
Endre menyer og parametere 93
TIG-menyen 95
Parametere i TIG DC-menyen 95
Parametere i TIG AC-menyen 98
Stavelektrodemenyen 102
Parametere i stavelektrodemenyen 102
CEL-menyen 105
Parametere i CEL-menyen 105
Tennings- og driftstypeinnstillinger 106
Tenningsparametere 106
Lysbueovervåkning 107
Forhåndsinnstillinger av driftstype 108
Gassmenyen 110
Parametere i gassmenyen 110
Komponentmenyen 111
Parametere i komponentmenyen 111
Tømme sveisepistol-slangepakken 112
Fylle på sveisepistol-slangepakken 113
Dokumentasjonsmenyen 115
Dokumentasjonsmenyen 115
Jobbmenyen 117
Lagre Jobb 117
Lagre jobb via jobbmeny 117
Lagre jobb ved hjelp av stillhjulet 117
Laste inn jobb 118
Slett jobb 118
Optimere prosessparametere for jobb 119
Forhåndsinnstillinger for “lagre jobb” 121
EasyJobs på tasten “Favoritt” 123
Forhåndsinnstillinger 124
Oversikt 124
Visning 125
Bakgrunnsbelysning 125
Språk 125
Dato og klokkeslett 125
Vis systemdata 126
Utvide parametervisning 127
Parametervisning iJob 128
System 129
Konfigurasjon av strømkilde 129
NO
5

Tilbakestilling til fabrikkinnstillinger 129
Tilbakestille passord for nettsider 129
Brennertast I2 - Kalottmodus 129
Utføre R/L-utligning 130
Nettverksinnstillinger 131
Generelt 131
Bluetooth på 131
Konfigurer Bluetooth-enheter 132
Nettverk setup 132
Aktivere WLAN 133
WLAN-innstillinger 133
Brukeradministrasjon 134
Oversikt 134
Generelt 135
Generelt 135
Begrepsforklaringer 135
Forhåndsdefinerte roller og brukere 135
Anbefaling om å legge til roller og brukere 136
Legge til brukere og roller 137
Legge til bruker 137
Legg til rolle 137
Redigere brukere/roller, deaktivere brukeradministrasjon 139
Endre bruker 139
Redigere roller 139
Deaktivere brukeradministrasjonen 139
CENTRUM - Central User Management 141
Aktivere CENTRUM-server 141
Administrasjon 142
Prøvelisens 142
Aktiver prøvelisens 142
Systeminformasjon 143
Apparatinformasjon 143
SmartManager - nettsiden til strømkilden 145
SmartManager - nettsiden til strømkilden 147
Generelt 147
Åpne strømkildens SmartManager 147
Fronius 147
Endre passord / logge ut 147
Språk 148
Gjeldende systemdata 149
Gjeldende systemdata 149
Dokumentasjon, loggbok 150
Loggbok 150
Grunninnstillinger 151
Jobbdata 152
Jobbdata 152
Jobboversikt 152
Redigere jobb 152
Importere jobb 153
Eksportere jobb 153
Eksporter jobb(er) som ... 153
Backup & gjenoppretting 154
Generelt 154
Backup og gjenoppretting 154
Brukeradministrasjon 155
Generelt 155
Bruker 155
Brukerroller 155
Eksport og import 156
CENTRUM 156
6
Oversikt 157
Oversikt 157
Utvid alle grupper / reduser alle grupper 157
Eksporter komponentoversikt som ... 157
Oppdater 158
Oppdatering 158
Funksjonspakker 159
Funksjonspakker 159
Last opp funksjonspakke 159
Screenshot (skjermdump) 160
Skjermdump 160
Feilutbedring og vedlikehold 161
Feildiagnose, feilutbedring 163
Generelt 163
Sikkerhet 163
Feildiagnose strømkilde 163
Pleie, vedlikehold og avhending 166
Generelt 166
Sikkerhet 166
Ved hver bruk 166
Annenhver måned 166
Hvert halvår 167
Avhending 167
NO
Vedlegg 169
Gjennomsnittlige forbruksverdier ved sveising 171
Gjennomsnittlig beskyttelsesgassforbruk ved TIG-sveising 171
Tekniske data 172
Oversikt over kritiske råstoffer, produksjonsår for apparatet 172
Spesialspenning 172
Apparatutførelser 172
iWave 190i AC/DC 172
iWave 190i AC/DC /MV 174
iWave 230i AC/DC 176
iWave 230i AC/DC /MV 178
iWave 230i DC 180
iWave 230i DC /MV 182
Forklaring til fotnotene 183
Radioparametere 184
7
Sikkerhetsforskrifter
Forklaring sikkerhetsanvisninger
ADVARSEL!
Betegner en umiddelbart truende fare.
Hvis den ikke unngås, fører den til død eller alvorlige skader.
▶
FARE!
Betegner en situasjon som kan være farlig.
Hvis den ikke unngås, kan den føre til død eller alvorlige skader.
▶
FORSIKTIG!
Betegner en situasjon som kan være skadelig.
Hvis den ikke unngås, kan den føre til lette eller begrensede skader samt ma-
▶
terielle skader.
MERKNAD!
Betegner muligheten for reduserte arbeidsresultater og mulige skader på utstyret.
Generelt Apparatet er produsert i henhold til dagens teknikk og kjente sikkerhetstekniske
regler. Likevel kan det ved feilbetjening eller misbruk være fare for
liv og helse til bruker eller tredjemann
-
apparatet og andre materielle verdier hos bruker
-
apparatets effektivitet
-
Alle personer som skal ha noe med idriftsetting, betjening, vedlikehold eller reparasjon av apparatet å gjøre, må
være kvalifisert for jobben
-
ha kunnskap om automatisert sveising
-
ha lest og nøye følge denne bruksanvisningen samt alle bruksanvisningene til
-
systemkomponentene
Brukanvisningen skal alltid oppbevares der apparatet er i bruk. I tillegg til bruksanvisningen skal også generelle samt lokale regler for ulykkesforebygging samt
miljøvern overholdes.
Alle sikkerhets- og varselmerknader på apparatet skal
være i lesbar stand
-
ikke være skadet
-
ikke fjernes
-
ikke tildekkes, klistres eller males over
-
Du finner informasjon om plassering av sikkerhets- og varselmerknadene på apparatet i kapittelet "Generelt" i bruksanvisningen til apparatet.
Feil som kan påvirke sikkerheten, må utbedres før apparatet tas i bruk.
Det gjelder din egen sikkerhet!
8

Forskriftsmessig
bruk
Apparatet skal utelukkende brukes til arbeider i henhold til forskriftsmessig
bruk.
Apparatet er utelukkende beregnet for sveiseprosessene som er angitt på effektskiltet.
Annen bruk eller bruk som går ut over dette, gjelder som ikke-forskriftsmessig.
Produsentens garanti gjelder ikke for skader som oppstår ved ikke-forskriftsmessig bruk.
Med til forskriftsmessig bruk regnes også
at hele bruksanvisningen leses og at alle henvisninger i den følges
-
at alle sikkerhets- og fareanvisninger leses og følges
-
at kontrollarbeid og vedlikeholdsarbeid overholdes
-
Bruk aldri apparatet til følgende bruk:
opptining av rør
-
lading av batterier / akkumulatorer
-
starting av motorer
-
Apparatet er konstruert for bruk innen industri og anlegg. Produsenten tar ikke
noe ansvar for skader som har oppstått som følge av bruk i bebodde rom.
Produsenten tar heller intet ansvar for mangelfulle eller feil arbeidsresultater.
NO
Omgivelsesbetingelser
Operatørens forpliktelser
Bruk eller oppbevaring av apparatet utenfor angitt område gjelder som ikke-forskriftsmessig. Produsentens garanti gjelder ikke for skader som oppstår ved ikkeforskriftsmessig bruk.
Lufttemperatur i omgivelsen:
ved bruk: -10 °C til + 40 °C (14 °F til 104 °F)
-
ved transport og oppbevaring: -20 °C til + +55 °C (-4 °F til 131 °F)
-
Relativ luftfuktighet:
inntil 50 % ved 40 °C (104 °F)
-
inntil 90 % ved 20 °C (68 °F)
-
Omgivelsesluft: fri for støv, syrer, korrosive gasser eller substanser osv.
Høyde over havet: inntil 2000 m (6561 ft. 8.16 in.)
Operatøren er forpliktet til å sørge for at apparatet bare brukes av personer som
er fortrolige med de grunnleggende forskriftene om arbeidssikkerhet og
-
ulykkesforbygging og har fått opplæring i håndteringen av apparatet
har lest og forstått denne bruksanvisningen, spesielt kapittelet "Sikkerhets-
-
forskrifter", og har underskrevet på dette
er utdannet i henhold til kravene til arbeidsresultatet
-
Kontroller jevnlig at personalet arbeider sikkerhetsbevist.
Personalets forpliktelser
Alle personer som har fått i oppgave å utføre arbeider på apparatet, er før arbeidet påbegynnes forpliktet til å
følge de grunnleggende forskriftene om arbeidssikkerhet og ulykkesforebyg-
-
ging
lese denne bruksanvisningen, spesielt kapittelet "Sikkerhetsforskrifter" og
-
skrive under på at de har forstått og følger denne
9
Før arbeidsplassen forlates, må personalet forsikre seg om at det ikke kan oppstå
skader på personer eller materiell.
Strømnettilkobling
Apparater med høy effekt kan påvirke energikvaliteten til strømnettet på grunn
av sitt strømopptak.
Det kan påvirke noen apparattyper i form av:
tilkoblingsbegrensninger
-
-
krav med hensyn til maksimal tillatt nettimpedans
-
krav med hensyn til minimalt nødvendig kortslutningseffekt
*)
alltid ved grensesnittet til det offentlige strømnettet
*)
*)
, se tekniske data
I tilfelle må driftsansvarlig eller bruker av apparatet forsikre seg om at apparatet
kan kobles til, eventuelt ved å ta kontakt med strømleverandøren.
VIKTIG! Pass på at strømnettilkoblingen er sikkert jordet.
Verneutstyr Ved håndtering av apparatet er du utsatt for mange farer, som for eksempel:
sprutende gnister, varme, flyvende metalldeler
-
øye- og hudskadelig lysbuestråling
-
skadelige elektromagnetiske felt som er livsfarlige for personer med pace-
-
maker
elektrisk fare på grunn av nett- og sveisestrøm
-
økt støybelastning
-
skadelige sveiserøyk og gasser
-
Bruk egnet verneutstyr ved håndtering av apparatet. Verneutstyret må ha følgende egenskaper:
vanskelig antennelig
-
isolerende og tørt
-
heldekkende, uskadd og i god stand
-
vernehjelm
-
bukse uten oppbrett
-
Som verneutstyr regnes blant annet:
Beskyttelse av øyne og ansikt med beskyttelsesvisir med forskriftsmessig fil-
-
terinnsats mot UV-stråling, varme og gnister.
Bak visiret brukes forskriftsmessige vernebriller med sidebeskyttelse.
-
Faste sko som isolerer også ved fuktighet.
-
Vernehansker (elektrisk isolering, varmebeskyttelse).
-
Bruk hørselvern for å redusere støybelastningen og beskytte ørene.
-
Personer, spesielt barn, skal holdes unna under bruk av apparatene og sveiseprosessen. Hvis det likevel oppholder seg personer i nærheten
må disse informeres om alle farene (blendingsfare fra lysbuen, fare for skade
-
på grunn av sprutende gnister, helsefarlig sveiserøyk, støybelastning, mulig
fare pga. nett- og sveisestrøm)
må egnet beskyttelsesutstyr stilles til rådighet eller
-
egnet beskyttelsesvegg eller -forheng monteres
-
Fare på grunn av
skadelige gasser
og damper
10
Røyken som oppstår under sveising inneholder helseskadelige gasser og damper.
Sveiserøyk inneholder substanser som kan virke kreftfremkallende i henhold til
monografi 118 fra International Agency for Research on Cancer.

Bruk punktvis oppsuging og romluftsoppsuging.
Bruk en sveisepistol med integrert avgassuger hvis mulig.
Hold hodet unna sveiserøyk og gasser.
Røyken og de skadelige gassene
skal ikke pustes inn
-
suges ut av arbeidsområdet med egnede midler
-
Sørg for tilstrekkelig tilførsel av frisk luft. Sørg for en ventilasjonshastighet på
minst 20 m³/time til enhver tid.
Bruk sveisehjelm med lufttilførsel ved manglende lufting.
Hvis du er usikker på om oppsugingseffekten er god nok, sammenligner du de
målte skadestoff-utslippsverdiene med tillatte grenseverdier.
Følgende komponenter er blant annet avgjørende for hvor skadelig sveiserøyken
er:
metallene som brukes til arbeidsemnet
-
elektrodene
-
beleggingene
-
rengjøringsmidler, fettfjerner og lignende
-
sveiseprosessen som brukes
-
Ta derfor hensyn til databladene om materialsikkerhet og produsentopplysningene for de nevnte komponentene.
NO
Fare på grunn av
gnistsprut
Du finner anbefalinger for eksponeringsscenarier, risikostyringstiltak og identifisering av arbeidsforhold på nettstedet til European Welding Association i
området Health & Safety (https://european-welding.org).
Hold antennelige damper (f.eks. løsemiddeldamp) unna strålingsområdet til lysbuen.
Steng ventilen på beskyttelsesgassflasken eller hovedgasstilførselen når du ikke
sveiser.
Gnistsprut kan forårsake brann og eksplosjon.
Sveis aldri i nærheten av brennbart materiale.
Det må være en avstand på minst 11 meter (36 ft. 1.07 in.) mellom brennbart materiale og lysbuen, eller brennbart materiale må tildekkes med et godkjent deksel.
Ha en egnet, testet brannslukker tilgjengelig.
Gnister og varme metalldeler kan også komme ut i området rundt gjennom små
sprekker og åpninger. Iverksett treffende tiltak for å unngå fare for skader og
brann.
Sveis ikke på ild- og eksplosjonsfarlige områder og på lukkede tanker, beholdere
eller rør, dersom disse ikke er klargjort i henhold til gjeldende nasjonale og internasjonale standarder.
Det er ikke tillatt å sveise på beholdere som inneholder/har inneholdt gass, drivstoff, mineralolje og lignende. Det er eksplosjonsfare på grunn av restforekomster.
11
Fare på grunn av
nett- og
sveisestrøm
Elektrisk støt er i prinsippet livsfarlig og kan være dødelig.
Ta ikke på spenningsførende deler inni og utenpå apparatet.
Ved MIG/MAG- og TIG-sveising er også sveisetråden, trådspolen, materullene
samt alle metalldeler som står i forbindelse med sveisetråden, spenningsførende.
Sett alltid opp trådmateren på et tilstrekkelig isolert underlag eller bruk en egnet, isolerende trådmaterfatning.
Sørg for tilstrekkelig isolerende, tørt underlag eller deksel for jordpotensiale for
å oppnå egnet selv- eller personbeskyttelse. Underlaget eller dekselet må dekke
hele området mellom kropp og jordpotensiale fullstendig.
Alle kabler og ledninger må være sikkert tilkoblet, uskadd, isolert og tilstrekkelig
dimensjonert. Skift ut løse tilkoblinger samt forbrente, skadede eller underdimensjonerte kabler og ledninger.
Før hver bruk må du kontroller for hånd om strømtilførselen sitter ordentlig.
Ved strømkabler med bajonettkontakt må du dreie kabelen med min. 180° i
lengderetningen og stramme den.
Ikke slyng kabler eller ledninger rundt kroppen eller kroppsdeler.
Elektroden (stavelektrode, wolframelektrode, sveisetråd ...)
må aldri dykkes i væske
-
må aldri berøres når strømkilden er slått på
-
Mellom elektrodene fra to sveiseapparater kan det for eksempel oppstå dobbel
tomgangsspenning på et sveiseapparat. Hvis potensialene til begge elektrodene
berøres samtidig, kan det medføre livsfare.
Få funksjonen til jordledningen i strømledningen kontrollert regelmessig av elektriker.
Enheter i beskyttelsesklasse I krever et nettverk med jordledning og et pluggsystem med jordledningskontakt for forskriftsmessig bruk.
Bruk av enheten i et nettverk uten jordledning og med en stikkontakt uten jordledningskontakt er bare tillatt dersom alle nasjonale forskrifter for galvanisk skille overholdes.
Ellers regnes dette som grov uaktsomhet. Produsentens garanti gjelder ikke for
skader som oppstår ved ikke-forskriftsmessig bruk.
Sørg om nødvendig for tilstrekkelig jording av arbeidsemnet med et egnet middel.
Slå av apparater som ikke er i bruk.
Bruk sikkerhetsutstyr for fallsikring ved arbeid i store høyder.
Slå av apparatet og trekk ut strømledningen før du utfører arbeider på apparatet.
Sikre apparatet med et godt lesbart og forståelig varselskilt mot innsetting av
strømpluggen og gjeninnkobling.
12
Etter at du har åpnet apparatet:
lad ut den elektriske ladingen på alle komponenter
-
forsikre deg om at alle komponenter i apparatet er strømløse
-
Dersom det er nødvendig med arbeid på strømførende deler, må du få hjelp av en
person som kan slå av hovedbryteren i tide.
Vagabonderende
sveisestrømmer
Hvis de følgende anvisningene ikke følges, kan det oppstå vagabonderende
sveisestrømmer som kan forårsake følgende:
brannfare
-
overoppheting av komponenter som er i kontakt med arbeidsemnet
-
skader på jordledere
-
skader på apparatet og andre elektriske innretninger
-
Sørg for en fast forbindelse mellom arbeidsemnet og festeklemmen.
Fest festeklemmen så nærme stedet som skal sveises som mulig.
Sett opp apparatet med tilstrekkelig isolering mot elektrisk ledende omgivelser,
for eksempel isolering mot elektrisk ledende gulv eller isolering mot elektrisk ledende stativ.
Ta hensyn til følgende ved bruk av strømfordelere, dobbelthode-opptak osv:
Også elektroden til sveisepistolen / elektrodeholderen som ikke er i bruk, er potensialledende. Sørg for en tilstrekkelig isolerende oppbevaring av sveisepistolen / elektrodeholderen som ikke er i bruk.
NO
Klassifisering av
EMV-apparater
EMC-tiltak I spesielle tilfeller kan bruksområdet påvirkes selv om de standardiserte ut-
Apparater i utslippsklasse A:
er bare konstruert for bruk innen industri
-
kan forårsake ledningsbundede feil og strålefeil i andre områder
-
Apparater i utslippsklasse B:
oppfyller utslippskravene for bolig- og industriområder. Dette gjelder også
-
for boligområder, der energitilførselen stammer fra det offentlige lavspenningsnettet.
Klassifisering av EMV-apparater i henhold til effektskilt eller tekniske data.
slipps-grenseverdiene overholdes (f.eks. hvis det finnes ømfintlige apparater eller
oppstillingsplassen er i nærheten av radio- eller fjernsynsmottakere).
I slike tilfeller er operatøren forpliktet til å iverksette tilpassede tiltak for å oppheve feilen.
Kontroller og vurder interferensstabiliteten til innretninger i apparatets omgivelser i henhold til nasjonale og internasjonale bestemmelser. Eksempler på innretninger som kan bli påvirket av apparatet:
sikkerhetsinnretninger
-
nett-, signal- og dataoverføringsledninger
-
IKT-innretninger
-
innretninger for måling og kalibrering
-
Støttende tiltak for å unngå EMC-problemer:
Nettforsyning
1.
Dersom det oppstår elektromagnetisk interferens tross forskriftsmessig
-
strømnettilkobling, må det iverksettes ekstra tiltak (f.eks. bruk av egnet
nettfilter).
Sveiseledninger
2.
må holdes så korte som mulig
-
må legges så tett sammen som mulig (også for å unngå EMI-problemer)
-
må forlegges langt borte fra andre ledninger
-
Potensialutligning
3.
13

Jording av arbeidsemnet
4.
Hvis nødvendig må det opprettes jordforbindelse ved hjelp av egnede
-
kondensatorer.
Avskjerming, hvis nødvendig
5.
andre innretninger i omgivelsene avskjermes
-
hele sveiseinstallasjonen avskjermes
-
EMF-tiltak Elektromagnetiske felt kan forårsake helseskader som ennå ikke er kjent:
påvirkning på helsen til personer i nærheten, f.eks. bærere av pacemakere og
-
høreapparat
bærere av pacemaker må rådføre seg med legen sin før de oppholder seg i
-
nærheten av apparatet og sveiseprosessen
av sikkerhetsgrunner må avstanden mellom sveisekabler og sveiserens hode/
-
kropp holdes så stor som mulig
ikke bær sveisekabel og slangepakke over skulderen og ikke vikle dem rundt
-
kroppen eller kroppsdeler
Spesielle
faresteder
Hold hender, hår, klær og verktøy unna bevegelige deler som for eksempel:
vifter
-
tannhjul
-
ruller
-
aksler
-
trådspoler og sveisetråder
-
Grip ikke inn i roterende tannhjul i tråddriften eller i roterende drivdeler.
Deksler og sidedeler skal bare åpnes/demonteres for vedlikehold eller reparasjoner.
Under drift
Forsikre deg om at alle deksler er lukket og at alle sidedeler er forskriftsmes-
-
sig montert.
Hold alle deksler og sidedeler lukket.
-
Det er økt fare for skader når sveisetråden kommer ut av sveisepistolen (gjennomboring av hånden, skader på ansikt og øyne).
Hold derfor alltid sveisepistolen bort fra kroppen (apparat med trådmater) og
bruk egnede sveisebriller.
Ta ikke på arbeidsemnet under og etter sveisingen – fare for forbrenning.
Det kan løsne slagg fra arbeidsemner som avkjøles. Bruk derfor også forskriftsmessig sveiseutstyr ved etterarbeiding av arbeidsemnet og sørg for tilstrekkelig
beskyttelse av andre personer.
14
La sveisepistol og andre utstyrskomponenter med høy driftstemperatur avkjøles
før de bearbeides.
I brann- og eksplosjonsfarlige rom gjelder spesielle forskrifter
– følg nasjonale og internasjonale bestemmelser.
Strømkilder for arbeid i rom med økt elektrisk fare (eksempelvis kjeler) må være
merket med tegnet (Safety). Selve strømkilden må likevel ikke befinne seg inne i
slike rom.
Fare for skålding på grunn av lekkende kjølemiddel. Slå av kjøleapparatet før tilkoblingen av kjølemiddeltilførsel eller -retur plugges ut.

Ta hensyn til informasjonen i sikkerhetsdatabladet for kjølemiddel ved håndtering av kjølemiddel. Du får tak i sikkerhetsdatabladet for kjølemiddel ved å ta
kontakt med serviceverkstedet eller på produsentens hjemmeside.
Bruk bare egnet last-opptaksmiddel fra produsenten ved krantransport av apparater.
Hekt inn kjetting eller tau på alle hektepunktene som er beregnet på dette
-
på det egnede last-opptaksmiddelet.
Kjetting eller tau må ha minst mulig vinkel fra loddrett.
-
Fjern gassflaske og trådmater (MIG/MAG- og TIG-apparater).
-
Ved kranoppheng av trådmateren under sveising må det alltid brukes et egnet,
isolerende trådmateroppheng (MIG/MAG- og TIG-apparater).
Hvis apparatet er utstyrt med en bæresele eller bærehåndtak, skal disse utelukkende brukes til transport for hånd. Bæreselen er ikke egnet til transport med
kran, gaffeltruck eller annet mekanisk løfteutstyr.
Alle festemidler (sele, sneller, kjettinger osv.) som brukes sammen med apparatet
eller dets komponenter, skal kontrolleres regelmessig (eksempelvis for mekaniske skader, korrosjon eller forandringer forårsaket av andre påvirkninger fra omgivelsene).
Kontrollintervaller og kontrollomfang skal minst tilsvare gjeldende nasjonale
standarder og retningslinjer.
Fare for ubemerket lekkasje av farge- og luktløs beskyttelsesgass ved bruk av en
adapter for beskyttelsesgasstilkoblingen. Gjengene til adapteren på apparatsiden
som er beregnet på tilkobling av beskyttelsesgass, må før montering tettes med
teflonbånd.
NO
Krav til beskyttelsesgassen
Fare på grunn av
beskyttelses-
gassflasker
Spesielt ved ringledninger kan forurenset beskyttelsesgass føre til skader på utstyret og dårligere sveisekvalitet.
Overhold følgende retningslinjer med tanke på kvaliteten til beskyttelsesgassen:
faststoffpartikkelstørrelse < 40 µm
-
trykk-duggpunk < -20 °C
-
maks. oljeinnhold < 25 mg/m³
-
Bruk filter ved behov.
Beskyttelsesgassflasker inneholder gass som står under trykk, og kan eksplodere
ved skader. Siden beskyttelsesgassflaskene er en del av sveiseutstyret, må de behandles ytterst forsiktig.
Beskyttelsesgassflasker med fortettet gass må beskyttes mot høy varme, mekaniske slag, slagg, åpen ild, gnister og lysbuer.
Beskyttelsesgassflaskene skal monteres loddrett og festes i henhold til anvisningene slik at de ikke kan velte.
Hold beskyttelsesgassflaskene på god avstand fra sveise- eller andre elektriske
strømkretser.
Heng aldri en sveisepistol på en beskyttelsesgassflaske.
Berør aldri en beskyttelsesgassflaske med en elektrode.
Eksplosjonsfare – sveis aldri på en beskyttelsesgassflaske som står under trykk.
15

Bruk bare beskyttelsesgassflasker som egner seg til den tiltenkte bruken og utstyr som passer og er egnet til (regulator, slanger og armatur osv.). Bruk bare beskyttelsesgassflasker og tilbehør som er i feilfri stand.
Hvis ventilen på en beskyttelsesgassflaske åpnes, må du vende ansiktet bort fra
utslippet.
Steng ventilen på beskyttelsesgassflasken når du ikke sveiser.
La hetten på ventilen være på beskyttelsesgassflasken når den ikke er tilkoblet.
Følg produsentens anvisninger samt nasjonale og internasjonale bestemmelser
for beskyttelsesgassflasker og tilbehørsdeler.
Fare på grunn av
beskyttelsesgass
som strømmer
ut
Sikkerhetstiltak
på oppstillingsplassen og under
transport
Fare for kvelning på grunn av beskyttelsesgass som strømmer ukontrollert ut
Beskyttelsesgassen er farge- og luktfri, og kan fortrenge oksygenet i luften i omgivelsene.
Sørg for tilstrekkelig tilførsel av frisk luft – gjennomstrømningen må være på
-
minst 20 m³/time.
Følg retningslinjene for sikkerhet og vedlikehold for beskyttelsesgassflasken
-
eller hovedgasstilførselen.
Steng ventilen på beskyttelsesgassflasken eller hovedgasstilførselen når du
-
ikke sveiser.
Kontroller beskyttelsesgassflasken eller hovedgasstilførselen for ukontrol-
-
lert gassutstrømming før hver idriftsetting.
Et apparat som velter, kan bety livsfare! Sett apparatet på et jevnt, stabilt underlag og sørg for at det ikke kan velte.
Tillatt helningsvinkel er maks. 10°.
-
Det gjelder spesielle forskrifter for brann- og eksplosjonsfarlige rom,
følg nasjonale og internasjonale bestemmelser.
-
Sikre at omgivelsene på arbeidsplassen alltid er rene og oversiktlige ved hjelp av
interne anvisninger og kontroller.
Sett opp og bruk bare apparatet i henhold til beskyttelsesklassen som er angitt
på effektskiltet.
16
Det må alltid være en avstand på 0,5 m (1 ft. 7.69 in.) rundt apparatet, slik at
kjøleluften kan strømme uhindret ut og inn.
Ved transport av apparatet må du sørge for at de gjeldende nasjonale og regionale retningslinjene og ulykkesforebyggende forskriftene overholdes. Dette gjelder
spesielt retningslinjer som omhandler farer ved transport og forflytning.
Ikke løft eller transporter aktive apparater. Koble ut apparater før transport eller
løfting!
Før hver transport må kjølemiddelet tappes helt ut, og følgende komponenter
demonteres:
trådmating
-
trådspole
-
beskyttelsesgassflaske
-
Før apparatet tas i bruk etter transport, må det foretas en visuell kontroll av apparatet for å kontrollere det for skader. Eventuelle skader må utbedres av
opplært servicepersonale før apparatet tas i bruk igjen.

Sikkerhetstiltak
ved normal drift
Bruk bare apparatet når alle sikkerhetsinnretninger fungerer som de skal. Hvis
ikke sikkerhetsinnretningene fungerer ordentlig, er det fare for
liv og helse til bruker eller tredjemann
-
materielle skader på apparat og andre gjenstander hos operatøren
-
apparatets effektivitet i arbeid
-
Reparer sikkerhetsinnretninger som ikke fungerer ordentlig, før apparatet slås
på.
Du må aldri ignorere sikkerhetsinnretningene eller sette dem ut av drift.
Forsikre deg om at ingen er i fare før du slår på apparatet.
Kontroller apparatet for synlige skader og sjekk at sikkerhetsinnretningene fungerer minst én gang i uken.
Fest alltid beskyttelsesgassflasken ordentlig og ta den av før krantransport.
Kun originalt kjølemiddel fra produsenten er egnet for bruk med våre apparater
på grunn av sine egenskaper (elektrisk ledningsevne, frostbeskyttelse, materialkompatibilitet, brennbarhet osv.).
Bruk kun originalt kjølemiddel fra produsenten.
Bland ikke originalt kjølemiddel fra produsenten med andre kjølemidler.
Koble kun systemkomponenter fra produsenten til kjøleapparatet.
NO
Angivelser om
støyutslippsverdier
Dersom bruk av andre systemkomponenter eller annet kjølemiddel fører til skader, tar produsenten ikke noe ansvar for dette og alle garantikrav slettes.
Cooling Liquid FCL 10/20 er ikke antennelig. Det etanolbaserte kjølemiddelet
kan antenne under bestemte forhold. Kjølemiddelet skal bare transporteres i original beholder og holdes unna tennkilder.
Gammelt kjølemiddel avhendes i henhold til nasjonale og internasjonale forskrifter. Du får tak i sikkerhetsdatabladet for kjølemiddel ved å ta kontakt med serviceverkstedet eller på produsentens hjemmeside.
Kon0troller kjølemiddelnivået før du begynner å sveise og mens anlegget fortsatt
er kaldt.
Apparatet genererer et maksimalt lydeffektnivå > 80 dB(A) (ref. 1pW) ved tomgang samt i kjølefasen etter drift tilsvarende maksimalt tillatt arbeidspunkt ved
normert belastning iht. EN 60974-1.
Det kan ikke angis noen utslippsverdi ved sveising (og skjæring) for arbeidsplassen, fordi denne er prosess- og omgivelsesbetinget. Det avhenger av de forskjelligste parametere som f.eks. sveiseprosess (MIG/MAG-, TIG-sveising), valgt
strømtype (likestrøm, vekselstrøm), effektområde, type avsatt materiale, resonansforholdet til arbeidsemnet, arbeidsplassomgivelsene osv.
Idriftsetting,
vedlikehold og
reparasjon
Ved bruk av deler fra andre produsenter er det ikke sikkert at de er konstruert og
produsert i henhold til kravene og sikkerhetsforskriftene.
17

Bruk bare originale reserve- og forbruksdeler (gjelder også for normdeler).
-
Foreta ingen endringer, på- eller ombygginger på apparatet uten tillatelse fra
-
produsenten.
Komponenter som ikke er i teknisk feilfri stand, må byttes ut umiddelbart.
-
Oppgi nøyaktig betegnelse og delenummer iht. reservedelslisten, samt serie-
-
nummeret til apparatet.
Skruene på huset fungerer som jordingsforbindelse for delene på huset.
Bruk alltid riktig antall originale skruer med det oppgitte dreiemomentet på huset.
Sikkerhetsteknisk kontroll
Avhending Kast ikke apparatet i vanlig restavfall. I henhold til det europeiske rådsdirektivet
Produsenten anbefaler å få gjennomført en sikkerhetsteknisk kontroll minst én
gang i året.
Innen samme årlige intervall anbefaler produsenten en kalibrering av strømkilden.
Det anbefales å få sikkerhetsteknisk kontroll utført av godkjent elektriker
etter forandringer
-
etter på- og ombygging
-
etter reparasjon, pleie og vedlikehold
-
minst én gang i året
-
Følg de gjeldende nasjonale og internasjonale standardene og retningslinjene for
sikkerhetsteknisk kontroll.
Ta kontakt med serviceverkstedet for nærmere informasjon om sikkerhetsteknisk
kontroll og kalibrering. Her kan du på forespørsel få de nødvendige dokumentene.
for elektro- og elektronikkavfall og nasjonale lover skal gammelt elektroverktøy
samles inn og gjenvinnes på en miljøvennlig måte. Forsikre deg om at du kan levere tilbake ditt brukte apparat hos forhandleren eller ta kontakt med et lokalt
gjenvinningsanlegg for nærmere informasjon. Dersom dette EU-direktivet ikke
følges, kan det ha negativ virkning på miljøet og helsen din!
Sikkerhetsmerking
Datasikkerhet Brukeren er ansvarlig for datasikkerheten ved endringer i forhold til fabrikkinn-
Opphavsrett Produsenten har opphavsretten til denne bruksanvisningen.
18
Apparater med CE-merking oppfyller de grunnleggende kravene i direktivet for
lavspenning og elektromagnetisk kompatibilitet (eksempelvis relevante produktstandarder i standard EN 60 974).
Fronius International GmbH erklærer herved at apparatet samsvarer med direktiv 2014/53/EU. Du finner hele EU-samsvarserklæringen på følgende Internettadresse: http://www.fronius.com
Apparater som er merket med CSA-kontrollmerke oppfyller kravene i relevante
standarder i Canada og USA.
stillingene. Produsenten har intet ansvar ved sletting av personlige innstillinger.

Tekst og bilder fyller de tekniske kravene på tidspunktet for trykking. Med forbehold om endringer. Innholdet i bruksanvisningen gir ingen rett til krav fra kjøper.
Vi er takknemlige for forbedringsforslag og henvisninger om feil i bruksanvisningen.
NO
19

20

Generell informasjon
21

22
Generelt
Apparatkonsept TIG-strømkildene iWave 230i DC, iWa-
ve 190i AC/DC og iWave 230i AC/DC
er fulldigitaliserte, mikroprosessorstyrte vekselretter-strømkilder.
Modulær utforming og enkel mulighet
for systemutvidelse sikrer høy fleksibi-
litet. Strømkildene kan tilpasses til ethvert behov.
Strømkildene kan brukes med generator. Takket være den beskyttede plasseringen av betjeningselementer og
huset med pulverbelegg er det svært
robuste i bruk.
iWave-strømkildene er utstyrt med funksjonen til TIG pulslysbue med bredt frekvensområde.
NO
For å få optimal tenningssekvens under TIG-AC-sveising vurderer iWave AC/DC
både elektrodediameteren og den aktuelle elektrodetemperaturen, avhengig av
forrige sveisevarighet og sveiseavbrudd.
Funksjonsprinsipp
Bruksområder Apparatene brukes på kommersielle og industrielle områder for manuelle TIG-
Den sentrale styre- og reguleringsenheten til strømkilden er koblet med en digital signalprosessor. En sentral styre- og reguleringsenhet og signalprosessor styrer hele sveiseprosessen.
Under sveiseprosessen måles de faktiske dataene kontinuerlig, og det reageres
umiddelbart på forandringer. Regulatoralgoritmer sørger for at ønsket nominell
tilstand opprettholdes.
Resultatet blir:
en presis sveiseprosess
-
en nøyaktig reproduserbarhet for alle resultater
-
fremragende sveiseegenskaper
-
applikasjoner med ulegert og lavlegert stål samt med høylegert krom/nikkel-stål.
iWave AC/DC -strømkildene egner seg svært godt til sveising av aluminium, aluminiumslegeringer og magnesium takket være den justerbare vekselstrømfrekvensen.
23

Samsvar FCC
Dette apparatet samsvarer med grenseverdiene for digitale apparater i EMC-maskinklasse A, del 15 i FCC-bestemmelsene. Disse grenseverdiene skal gi egnet
beskyttelse mot skadelige forstyrrelser når apparatet brukes i kommersielle omgivelser. Dette apparatet genererer og bruker radiofrekvensenergi og kan forårsake skadelig interferens med radiokommunikasjon hvis det ikke installeres og brukes i samsvar med bruksanvisningen.
Bruk av apparatet i boligområder vil trolig forårsake skadelige forstyrrelser; i dette tilfellet er brukeren forpliktet til å rette opp forstyrrelsene for egen kostnad.
FCC ID: QKWSPBBCU1
Industry Canada RSS
Dette apparatet samsvarer med de lisensfrie Industry Canada RSS-standardene.
Bruken er underlagt følgende betingelser:
(1) Apparatet må ikke forårsake skadelige forstyrrelser.
(2) Apparatet må være motstandsdyktig overfor all mottatt interferens, inklu-
IC: 12270A-SPBBCU1
EU
dert forstyrrelser som kan påvirke bruken negativt.
Bluetooth trademarks
Samsvar med direktiv 2014/53/EU – Radio Equipment Directive (RED)
Antennene som brukes til denne senderen, må installeres slik at de overholder
en minsteavstand på 20 cm til alle personer. De må ikke settes opp eller brukes
med en annen antenne eller en annen sender.
OEM-integratorer og sluttbrukere må sikre bruksbetingelsene til senderen for å
overholde retningslinjene for belastning på grunn av radiofrekvenser.
NOM / Mexico
Bruk av dette apparatet er underlagt følgende to betingelser:
(1) Dette apparatet må ikke forårsake skadelig interferens.
(2) Dette apparatet må kunne tåle all interferens, inkludert forstyrrelser som
kan forårsake uønsket drift.
Varemerket Bluetooth® og Bluetooth®-logoene er registrerte varemerker som
tilhører Bluetooth SIG, Inc. og brukes på lisens fra produsenten. Andre varemerker og handelsbetegnelser tilhører de respektive rettighetshaverne.
Advarsler på apparatet
24
Strømkilder med CSA-kontrollmerke for bruk i Nord-Amerika (USA og Canada)
er utstyrt med advarsler og sikkerhetssymboler. Disse advarslene og sikkerhetssymbolene må verken fjernes eller males over. Advarslene og symbolene advarer
om feilbetjening som kan føre til alvorlige personskader eller materielle skader.

NO
* MV-strømkilder: 1 ~ 100–230 V
Sikkerhetssymboler på effektskiltet:
Sveising medfører fare. Følgende grunnforutsetninger må være oppfylt:
brukeren må være kvalifisert til sveising
-
det må brukes egnet verneutstyr
-
uvedkommende personer må holdes på avstand
-
Ikke ta de beskrevne funksjonene i bruk før du har lest og forstått følgende dokumenter:
denne bruksanvisningen
-
alle bruksanvisningene til systemkomponentene, spesielt sikkerhetsforskrif-
-
tene
25

Systemkomponenter
(4)
Generelt Strømkildene iWave DC og iWave AC/DC kan brukes i kombinasjon med mange
systemutvidelser og alternativer.
Oversikt
Alternativer OPT/i Ethernet iWave 190i/230i
Alternativ for permanent nettverksforbindelse
Alternativ bæresele
OPT/i Pulse Pro
Funksjonspakke for utvidet pulsfunksjon (parameterne grunnstrøm og Duty Cycle kan stilles inn, utvidet pulsfrekvensområde)
(1) TIG-sveisepistol
(2) Strømkilder
(3) Kjøleapparat (kun for iWave
230i DC og iWave 230i AC/DC)
(4) Tralle og gassflaskeholder
Ikke på bildet:
Fjernkontroll
-
Fotfjernkontroller
-
Elektrodekabel
-
Jordkabel
-
OPT/i Jobs
Funksjonspakke for jobbdrift (EasyJobs, lagre og redigere jobber)
OPT/i Documentation
Alternativ for dokumentasjonsfunksjon
OPT/i Limit Monitoring
Alternativ for å angi grenseverdier for sveisestrøm, sveisespenning og trådhastighet
OPT/i CycleTIG
Utvidet TIG-intervallsveising
OPT/i Custom NFC - ISO 14443A
Alternativ for bruk av kundespesifikke frekvensbånd for nøkkelkort
OPT/i OPC-UA
Standardisert grensesnittprotokoll
OPT/i MQTT
Standardisert grensesnittprotokoll
26

Betjeningselementer og tilkoblin-
ger
27

28

Betjeningspanel
(1)(2)(3)(4)(5)(6)
(7) (8) (10)(9)
NO
Generelt
Sikkerhet
Betjeningspanel
MERKNAD!
På grunn av programvareoppdateringer kan funksjoner som ikke er beskrevet i
denne bruksanvisningen, være tilgjengelig på ditt apparat eller omvendt.
I tillegg kan enkelte bilder avvike fra betjeningselementene på ditt apparat. Disse
betjeningselementene fungerer likevel på samme måte.
FARE!
Fare på grunn av feilbetjening og mangelfullt utført arbeid.
Følgene kan bli alvorlige personskader og materielle skader.
Alt arbeid og alle funksjonene som er beskrevet i dette dokumentet, skal
▶
utelukkende utføres av teknisk opplært fagpersonale.
Les og forstå dette dokumentet fullstendig.
▶
Les og forstå alle sikkerhetsforskrifter og all brukerdokumentasjon til dette
▶
apparatet og alle systemkomponentene.
29
Nr. Funksjon
(1) Tast for sveiseprosess/driftstype
for valg av sveiseprosess og driftstype
(2) Tast for gassprøver
for innstilling av nødvendig mengde beskyttelsesgass på reduksjonsventilen
Etter at du har trykket på tasten for gassprøver, strømmer det ut beskyttelsesgass i 30 sekunder. Trykker du en gang til, avsluttes prosessen før tiden.
(3) Lesesone for NFC-nøkler
kun i sertifiserte land
For åpning/sperring av strømkilden med NFC-nøkler
NFC-nøkkel = NFC-kort eller NFC-nøkkelring
(4) Stillhjul med vri-/trykkefunksjon
Til valg av elementer, innstilling av verdier og rulling gjennom lister
-
Når man har funksjonspakken FP Job for lagring av jobber:
-
Hvis du trykker på stillhjulet og holder det inne i mer enn tre sekunder, blir de innstilte sveiseparameterne lagret som jobb.
De viktigste parameterne vises i en oversikt.
Mer informasjon om lagring av jobb i setup-innstillingene / jobbmenyen / lagre jobben finner du fra side 117
(5) Meny-tast
For å åpne setup-menyen
(6) Tasten for Favoritter
For å lagre / hente opp foretrukne innstillinger
(7) Display
(8) Visningen Hold - sveisestrøm
Ved hver sveiseslutt lagres de gjeldende, faktiske verdiene for
sveisestrøm, sveisespenning - i displayet vises HOLD.
(9) Statuslinje
Statuslinjen inneholder følgende informasjon:
innstilt sveiseprosess
-
innstilt driftstype
-
innstilt strømkilde
-
aktive funksjoner (eksempelvis høyfrekvens-tenning, hefting, puls
-
osv.)
visning ved overbelastning av elektrode
-
sperrestatus for strømkilde (sperret/åpen)
-
aktive Bluetooth-forbindelse
-
klokkeslett
-
dato
-
30

Informasjonen som vises i statuslinjen, avhenger av den innstilte sveiseprosessen.
(10) Visningen Hold - sveisespenning
Ved hver sveiseslutt lagres de gjeldende, faktiske verdiene for
sveisestrøm, sveisespenning - i displayet vises HOLD.
NO
31
Tasten Favoritt
xxxx
* *
xxx xxx
Programmere
tasten Favoritt
Tasten Favoritt kan programmeres med en parameter fra følgende setup-menyer:
Denne parameteren kan da hentes opp og endres direkte via betjeningspanelet.
Velg ønsket parameter i setup-menyen
1
Nærmere informasjon om setup-menyen finner du fra side 89
Hold inne tasten Favoritt i ca. fem sekunder for å programmere tasten Favo-
2
ritt med den valgte parameteren.
En tilsvarende bekreftelsesmelding vises.
Trykk på stillhjulet for å bekrefte
3
Den valgte parameteren er nå lagret på tasten Favoritt.
Åpne favoritt
VIKTIG! Når du lagrer en favoritt, blir en tidligere lagret favoritt overskrevet
uten varsel.
Trykk kort på tasten Favoritt
1
Den lagrede parameteren vises:
Den opphentede parameteren kan endres direkte ved å dreie på stillhjulet (blå
bakgrunn).
En verdiendring tas i bruk umiddelbart.
32
For å kunne velge de tilgjengelige sveiseparameterne må du trykke på og dreie
stillhjulet.
Slette favoritt
50 A
**
Hold inne tasten Favoritt i mer enn fem sekunder
1
Den lagrede parameteren slettes, den tilsvarende meldingen vises.
Trykk på stillhjulet for å bekrefte
2
NO
Programmere
tasten Favoritt
med EasyJobs
Hvis funksjonspakken FP Job finnes på strømkilden, kan tasten Favoritt programmeres med EasyJobs.
VIKTIG! Hvis tasten Favoritt programmeres med EasyJob, kan en tidligere lagret
favorittparameter ikke lenger hentes opp ved hjelp av tasten Favoritt.
Velg jobbmenyen i setup-menyen
1
Nærmere informasjon om setup-menyen finner du fra side 117
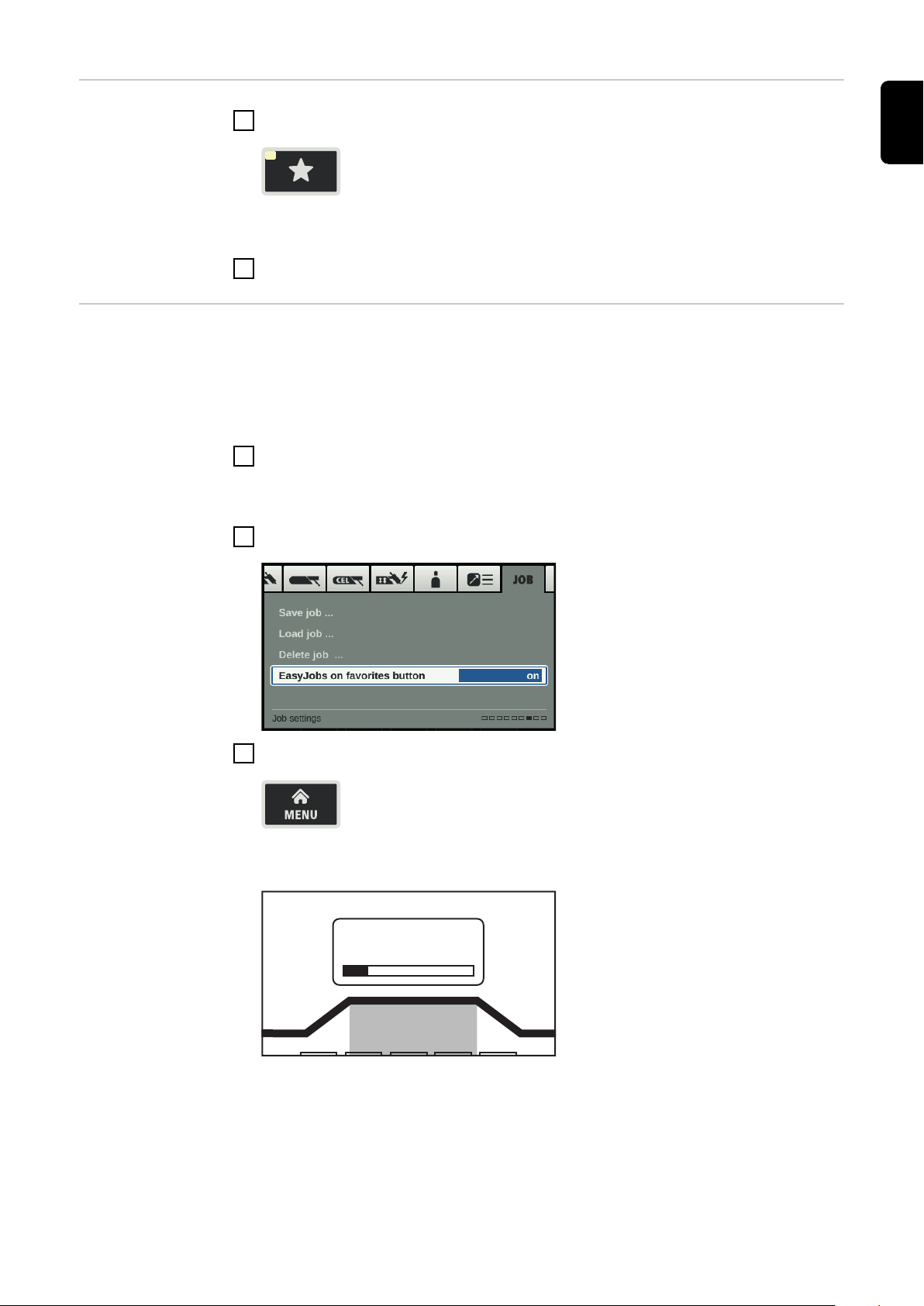
Still parameteren “EasyJobs på tasten Favoritt til “på” i jobbmenyen
2
Trykk på tasten Meny
3
Ved sveiseparametrene vises de 5 EasyJob-knappene minimert.
33
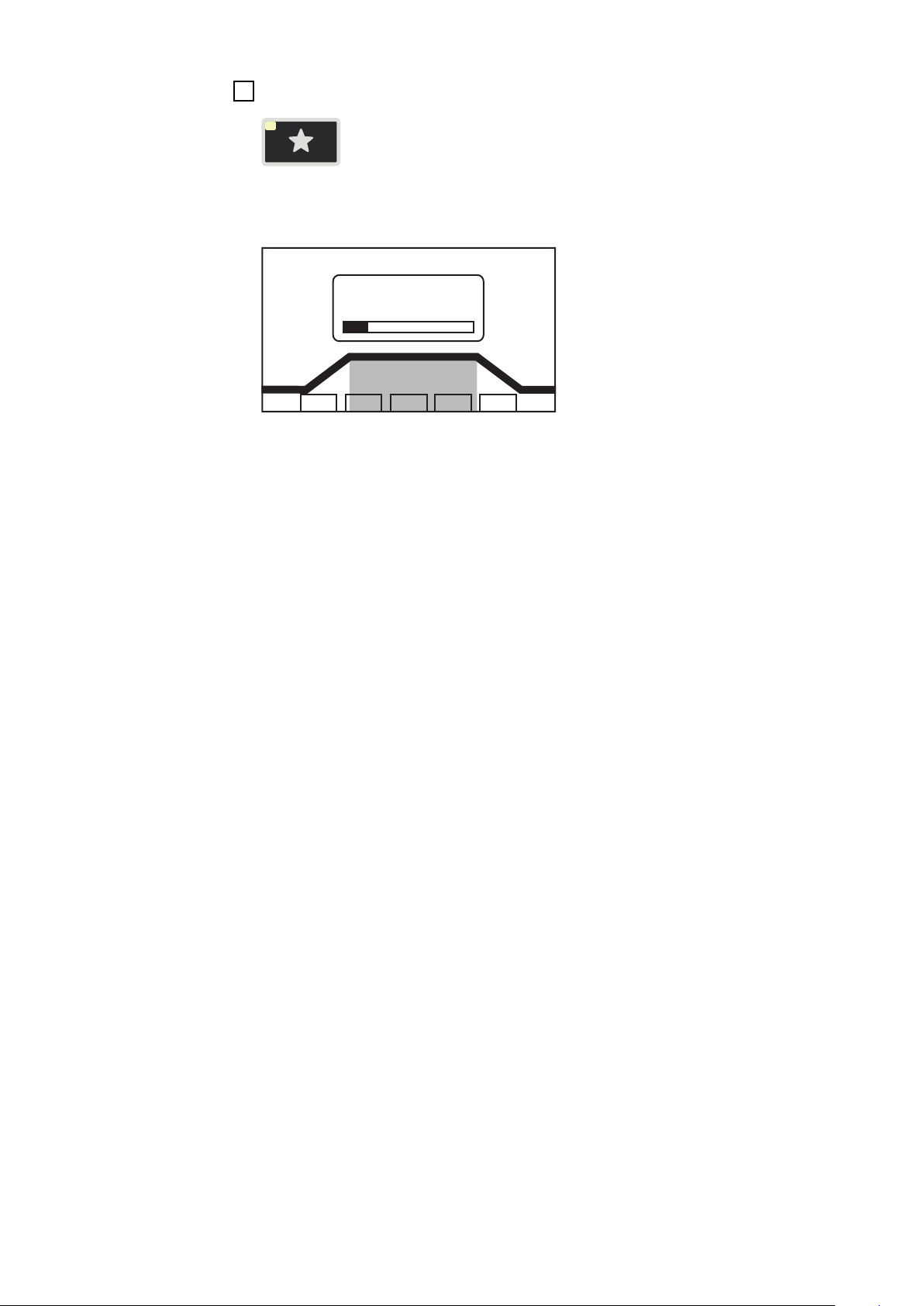
Trykk på tasten Favoritt
50 A
**
1 2 3 4 5
4
De 5 EasyJob-knappene åpnes og kan velges ved at du dreier og trykker på
stillhjulet.
Mer informasjon om jobbing med EasyJobs finner du i avsnittet “EasyJob-modus”
fra side 84.
34
Tilkoblinger, brytere og mekaniske komponenter
Tilkoblinger, brytere og mekaniske komponenter
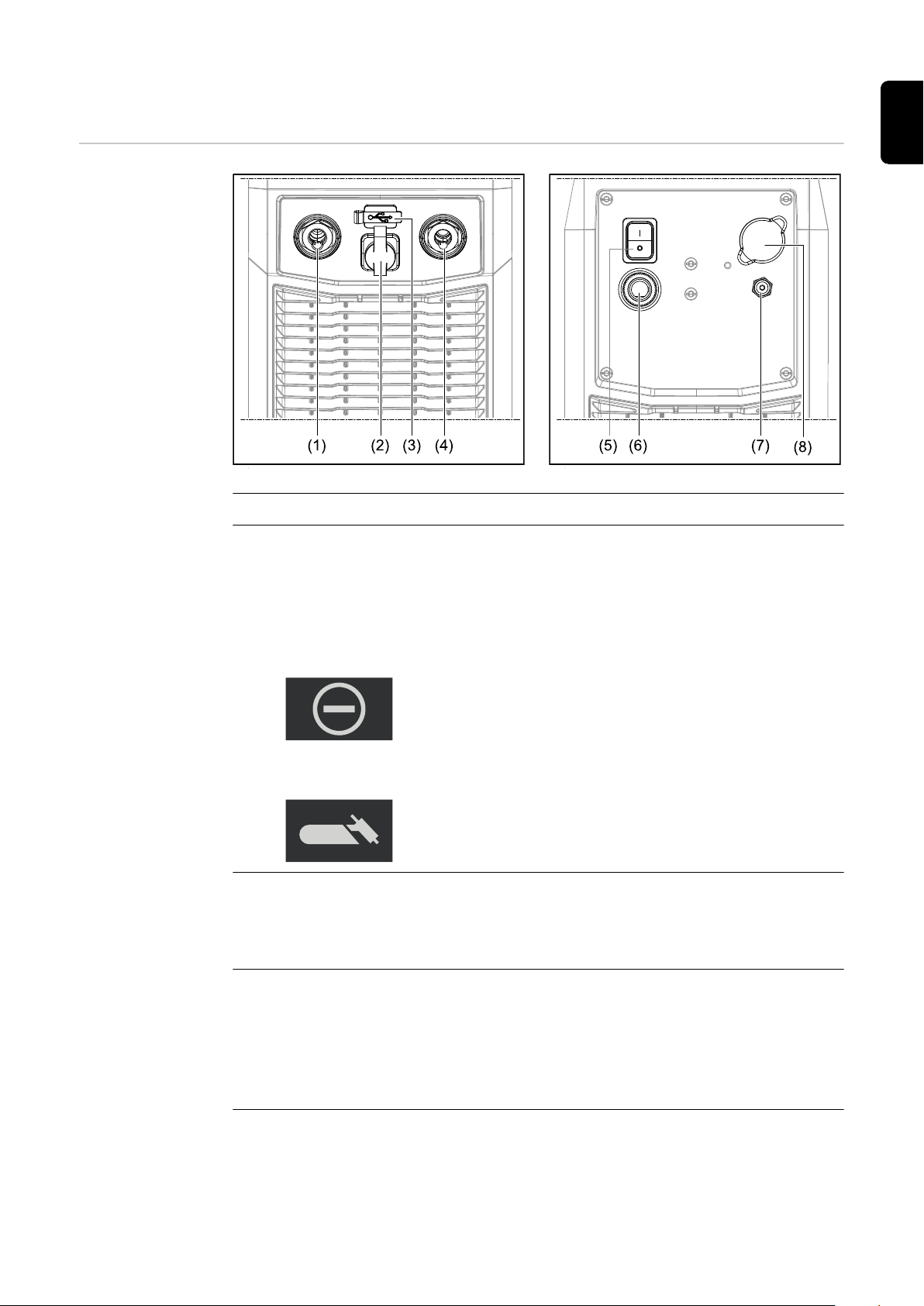
Forside Bakside
Nr. Funksjon
(1) (-)-strømkontakt med integrert tilkobling for beskyttelsesgass
for tilkobling av:
TIG-sveisepistolen
-
elektrodekabelen ved stavelektrodesveising
-
NO
Symboler på iWave DC strømkilder:
Symboler på iWave AC/DC strømkilder:
(2) Tilkobling TMC (TIG Multi Connector)
for tilkobling av styrpluggen til TIG-sveisepistolen
-
for tilkobling av fotfjernkontrollen
-
for tilkobling av fjernbetjeninger ved stavelektrodesveising
-
(3) Tilkobling USB
For tilkobling av USB-minnepinner (eksempelvis servicenøkkel, lisensnøkkel osv.).
VIKTIG! Tilkoblingen for USB har ikke galvanisk skille til sveisekretsen.
Apparater som oppretter en elektrisk forbindelse til et annet apparat, skal
derfor ikke kobles til USB-porten!
(4) (+)-strømkontakt
for tilkobling av jordkabel
Symboler på iWave DC strømkilder:
35
Symboler på iWave AC/DC strømkilder
(5) Nettbryter
til å slå strømkilden på og av
Nettbryter ved MV-apparater:
(6) Strømledning med trekkavlastning
ved MV-apparater:
Tilkobling strømledning
(7) Tilkobling beskyttelsesgass
(8) Blinddeksel
for alternativet Ethernet
36

Installering og idriftsetting
37

38

Minsteutstyr for sveisedrift
Generelt Avhengig av sveiseprosess er det nødvendig med et minimum av utstyr for å kun-
ne arbeide med strømkilden.
Nedenfor beskrives sveiseprosessene og tilsvarende minsteutstyr for sveisedriften.
NO
TIG AC-sveising
TIG DC-sveising
Stavelektrodesveising
Strømkilde iWave AC/DC
-
Jordkabel
-
TIG-sveisepistol med vippebryter
-
Tilkobling for beskyttelsesgass (forsyning av beskyttelsesgass) med reduk-
-
sjonsventil
Tilsatsmateriale avhengig av bruk
-
Strømkilde
-
jordkabel
-
TIG-sveisepistol
-
Forsyning av beskyttelsesgass med reduksjonsventil
-
Tilsatsmateriale avhengig av bruk
-
strømkilde
-
jordkabel
-
elektrodeholder
-
stavelektroder avhengig av bruk
-
39
Før installering og idriftsetting
Sikkerhet
Forskriftsmessig
bruk
Forskrifter for
oppstilling
FARE!
Fare på grunn av feilbetjening og mangelfullt utført arbeid.
Følgene kan bli alvorlige personskader og materielle skader.
Alt arbeid og alle funksjonene som er beskrevet i dette dokumentet, skal
▶
utelukkende utføres av teknisk opplært fagpersonale.
Les og forstå dette dokumentet fullstendig.
▶
Les og forstå alle sikkerhetsforskrifter og all brukerdokumentasjon til dette
▶
apparatet og alle systemkomponentene.
Strømkilden er utelukkende konstruert for TIG- og stavelektrodesveising.
Annen bruk eller bruk utover dette gjelder som ikke forskriftsmessig.
Produsenten tar intet ansvar for skader som oppstår som følge av dette.
Til forskriftsmessig bruk regnes også
at alle anvisninger i bruksanvisningen følges
-
at kontrollarbeid og vedlikeholdsarbeid overholdes
-
Apparatet er testet i henhold til beskyttelsesklasse IP23, som betyr:
Beskyttelse mot inntrenging av faste fremmedlegemer med en diameter på
-
over 12,5 mm (0.49 in.)
Beskyttelse mot vanndusj inntil en vinkel på 60° vertikalt
-
Strømnettilkobling
Apparatet kan i henhold til beskyttelsesklasse IP23 settes opp og brukes
utendørs.
Unngå direkte væskepåvirkning (eksempelvis regn).
FARE!
Fare på grunn av fallende eller veltende apparater.
Følgene kan bli alvorlige personskader og materielle skader.
Sett apparatet på et jevnt, stabilt underlag og sørg for at det ikke kan velte.
▶
Kontroller at alle skruforbindelser sitter ordentlig fast etter montering.
▶
Luftekanalen er en viktig sikkerhetsinnretning. Når du velger oppstillingsplass må
du passe på at kjøleluften kan strømme uhindret inn og ut av lufteåpningene på
for- og baksiden. Eventuelt elektriske ledende støv skal ikke suges direkte inn i
anlegget (eksempelvis ved slipearbeid).
Apparatene er konstruert for nettspenningen som står oppført på effektskiltet.
Dersom det ikke er montert strømledning eller nettplugg på din apparatutførelse, må disse monteres i henhold til nasjonale standarder. Du finner informasjon
om sikring av strømledningen i de tekniske dataene.
40

FORSIKTIG!
Fare på grunn av utilstrekkelig dimensjonerte elektriske installasjoner.
Følgene kan bli materielle skader.
Strømledningen samt sikringen skal dimensjoneres i henhold til
▶
strømtilførselen.
De tekniske dataene på effektskiltet gjelder.
Generatordrift Strømkilden kan brukes med generator.
For dimensjonering av nødvendig generatoreffekt er det nødvendig med maksimal syneffekt S
Strømkildens maksimale syneffekt S
S
= I
1max
I
og U1 i henhold til apparatets effektskilt eller tekniske data
1max
1max
x U
Nødvendig generator-syneffekt S
i strømkilden.
1max
1
1max
regnes ut etter følgende tommelfingerre-
GEN
gel:
S
GEN
= S
1max
x 1,35
Hvis det ikke sveises med full effekt, kan det brukes en liten generator.
NO
beregnes som følger:
VIKTIG! Generator-syneffekten S
syneffekten S
for strømkilden.
1max
må ikke være mindre enn den maksimale
GEN
Ved bruk av enfaseapparater på trefasegeneratorer må du være oppmerksom på
at den angitte generator-syneffekten ofte bare er tilgjengelig totalt for alle tre
fasene til generatoren. Ta eventuelt kontakt med generatorprodusenten for
nærmere informasjon om enkeltfaseeffekten til generatoren.
MERKNAD!
Den angitte spenningen for generatoren skal ikke under noen omstendigheter
under- eller overskride området for nettspenningstoleransen.
Nettspenningstoleransen er angitt i avsnittet "Tekniske data".
41

Koble til strømledning
Generelt Hvis strømkildene leveres uten montert strømledning, må det før idriftsetting
monteres en strømledning som passer til tilkoblingsspenningen.
Strømledningen følger med strømkilden.
Sikkerhet
Koble til
strømledning
FARE!
Fare på grunn av feilbetjening og mangelfullt utført arbeid.
Følgene kan bli alvorlige personskader og materielle skader.
Alt arbeid og alle funksjonene som er beskrevet i dette dokumentet, skal
▶
utelukkende utføres av teknisk opplært fagpersonale.
Les og forstå dette dokumentet fullstendig.
▶
Les og forstå alle sikkerhetsforskrifter og all brukerdokumentasjon til dette
▶
apparatet og alle systemkomponentene.
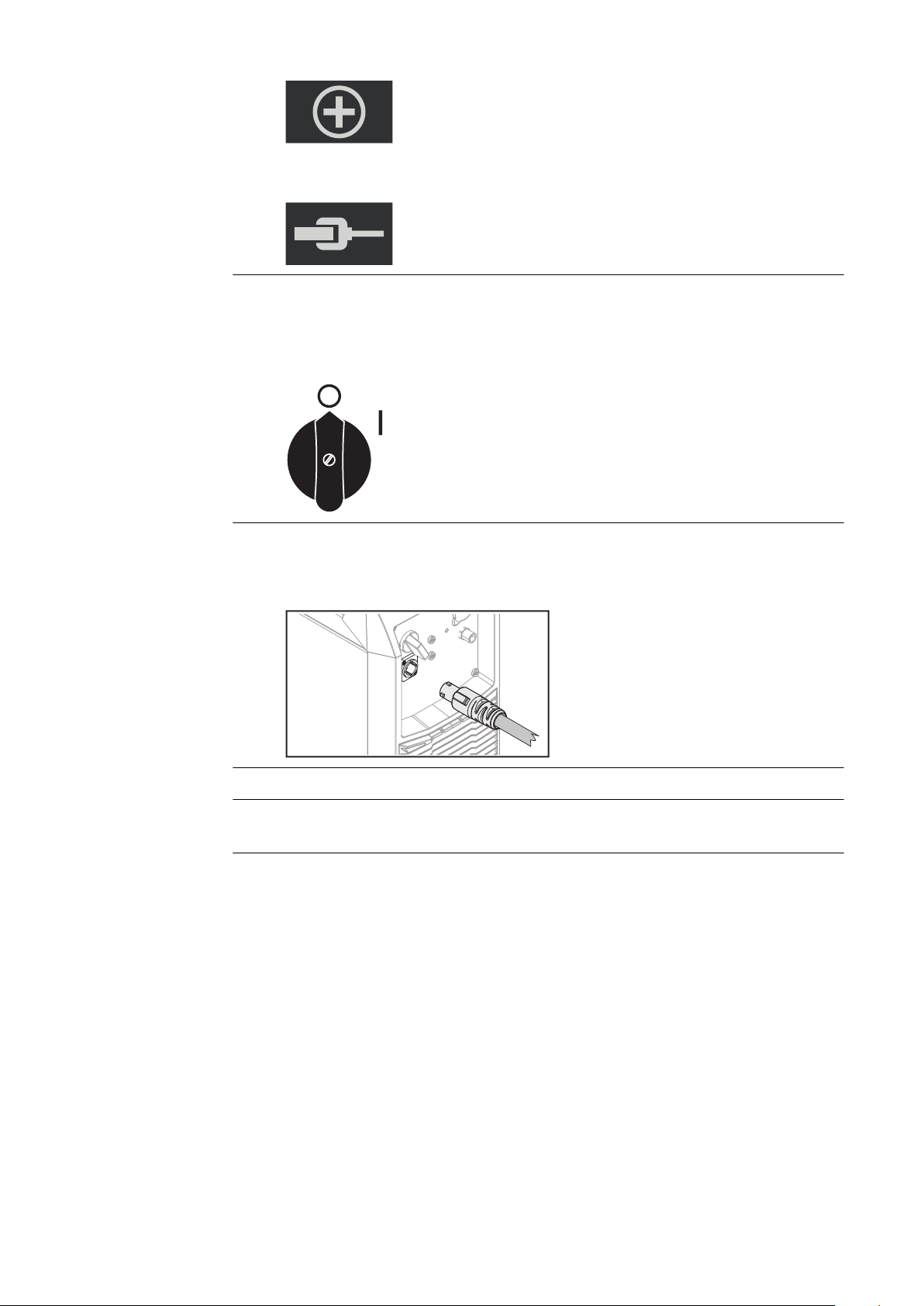
Koble til strømledning:
1
sette i strømledningen
-
vri strømledningen 45° mot
-
høyre, helt til låsemekanismen
smekker hørbart på plass
42

Idriftsetting
NO
Sikkerhet
Merknader om
kjøleapparatet
FARE!
Fare på grunn av elektrisk strøm.
Følgene kan bli alvorlige personskader og materielle skader.
Før du starter arbeidet, må du slå av alle involverte enheter og komponenter
▶
og koble dem fra strømnettet.
Sikre alle involverte apparater og komponenter mot gjeninnkobling.
▶
Når du har åpnet apparatet, må du forsikre deg om at elektrisk ladede kom-
▶
ponenter (f.eks. kondensatorer) er utladet ved hjelp av et egnet måleapparat.
FARE!
Fare på grunn av elektrisk strøm på grunn av elektrisk ledende støv i apparatet.
Følgene kan bli alvorlige personskader og materielle skader.
Apparatet må bare brukes med montert luftfilter. Luftfilteret er en viktig sik-
▶
kerhetsinnretning for å oppnå kapslingsgrad IP23.
Strømkildene iWave 230i DC og iWave 230i AC/DC kan brukes med et kjøleapparat.
For følgende applikasjoner anbefales det å bruke et kjøleapparat:
slangepakke mer enn 5 m lang
-
TIG AC-sveising
-
Sveising i høyere effektområder generelt
-
Kjøleapparatet forsynes med strøm av strømkilden. Hvis nettbryteren til
strømkilden er satt i stillingen - I -, er kjøleapparatet klart til bruk.
Mer informasjon om kjøleapparatet finner du i bruksanvisningen til kjøleapparatet.
Generelt Idriftsettingen av strømkilden beskrives som følger:
for hovedbrukstilfellet TIG-sveising,
-
ved hjelp av en standardkonfigurasjon for et TIG-sveisesystem.
-
Standardkonfigurasjonen består av følgende systemkomponenter:
strømkilde
-
manuell TIG-sveisepistol
-
reduksjonsventil
-
gassflaske
-
Montering av
systemkomponenter
Du finner nærmere informasjon om montering og tilkobling av systemkomponentene i bruksanvisningene som følger med systemkomponentene.
43

Koble til gass-
flaske
FARE!
Fare for alvorlige personskader og materielle skader på grunn av gassflasker
som kan velte.
Sett opp gassflasker på et jevnt og stabilt underlag!
▶
Sikre gassflasker mot å velte: Fest sikringsbåndet på høyde med den øvre de-
▶
len av gassflasken!
Fest aldri sikringsbåndet på flaskehalsen!
▶
Følg sikkerhetsforskriftene fra produsenten av gassflaskene!
▶
1 2
Koble sveisepistolen til
strømkilden og
kjøleapparatet
Ved bruk av TIG-sveisepistol med integrert tilkobling for beskyttelsesgass:
Koble reduksjonsventilen og tilkoblingen for beskyttelsesgass til baksiden av
3
strømkilden ved hjelp av en gasslange
Stram overfalsmutteren til gasslangen
4
Ved bruk av TIG-sveisepistol uten integrert tilkobling for beskyttelsesgass:
Koble gasslangen på TIG-sveisepistolen til reduksjonsventilen
3
MERKNAD!
Tilkoblingen av beskyttelsesgass ved bruk av et MultiControl (MC)-kjøleapparat
står beskrevet i bruksanvisningen til kjøleapparatet.
MERKNAD!
Ikke bruk rene wolframelektroder for strømkildene iWave DC (fargemerking:
grønn).
Monter sveisepistolen i henhold til bruksanvisningen for sveisepistolen.
1
44

2
1
3
5
6
4
2
Kontroller kjølemiddelgjennomstrømningen med jevne mellomrom mens du sveiser.
NO
MERKNAD!
Før hver bruk:
Kontroller pakningen på tilkoblin-
▶
gen til sveisepistolen,
kontroller kjølemiddelnivået!
▶
Sørg for jordforbindelse til arbeidsemnet
Sett nettbryteren i stilling - O -
1
2
45

Sperre og åpne strømkilde med NFC-nøkkel
1
Generelt NFC-nøkkel = NFC-kort eller NFC-nøkkelring
Strømkilden kan sperres med NFC-nøkkel, eksempelvis for å hindre uønsket tilgang til eller endring av sveiseparametere.
Sperringen og åpningen skjer berøringsfritt på betjeningspanelet for strømkilden.
For å kunne sperre og åpne strømkilden må strømkilden være slått på.
Begrensninger Sperring og opplåsing av strømkilden fungerer kun i sertifiserte land.
Sperre og åpne
strømkilde med
NFC-nøkkel
Sperre strømkilde
Hold NFC-nøkkel på lesesonen for
1
NFC-nøkler
Nøkkelsymbolet i statuslinjen lyser.
Strømkilden er nå sperret.
Bare sveiseparameterne kan vises og
stilles inn ved hjelp av stillhjulet.
Hvis en sperret funksjon åpnes, vises
en informasjonsmelding.
Åpne strømkilde
Hold NFC-nøkkel på lesesonen for NFC-nøkler
1
Nøkkelsymbolet i statuslinjen lyser ikke lenger.
Alle funksjonene til strømkilden er nå tilgjengelige igjen uten begrensninger.
46
MERKNAD!
Du finner mer informasjon om låsing av strømkilden i kapitlet “Forhåndsinnstilling - behandling / administrasjon” fra side 135.

Sveisedrift
47

48
TIG-driftstyper
(1) (2) (3)
(4) (5)
NO
Sikkerhet
Symboler og forklaring
FARE!
Fare ved feilbetjening.
Fare for personskader og materielle skader.
Ikke ta de beskrevne funksjonene i bruk før du har lest og forstått denne
▶
bruksanvisningen.
Ikke ta de beskrevne funksjonene i bruk før samtlige bruksanvisningen for
▶
systemkomponentene, især sikkerhetsforskriftene, er lest i sin helhet og
forstått.
Du finner opplysninger om innstilling, innstillingsområde og måleenheter for de
tilgjengelige parameterne i avsnittet “Setup-menyen”.
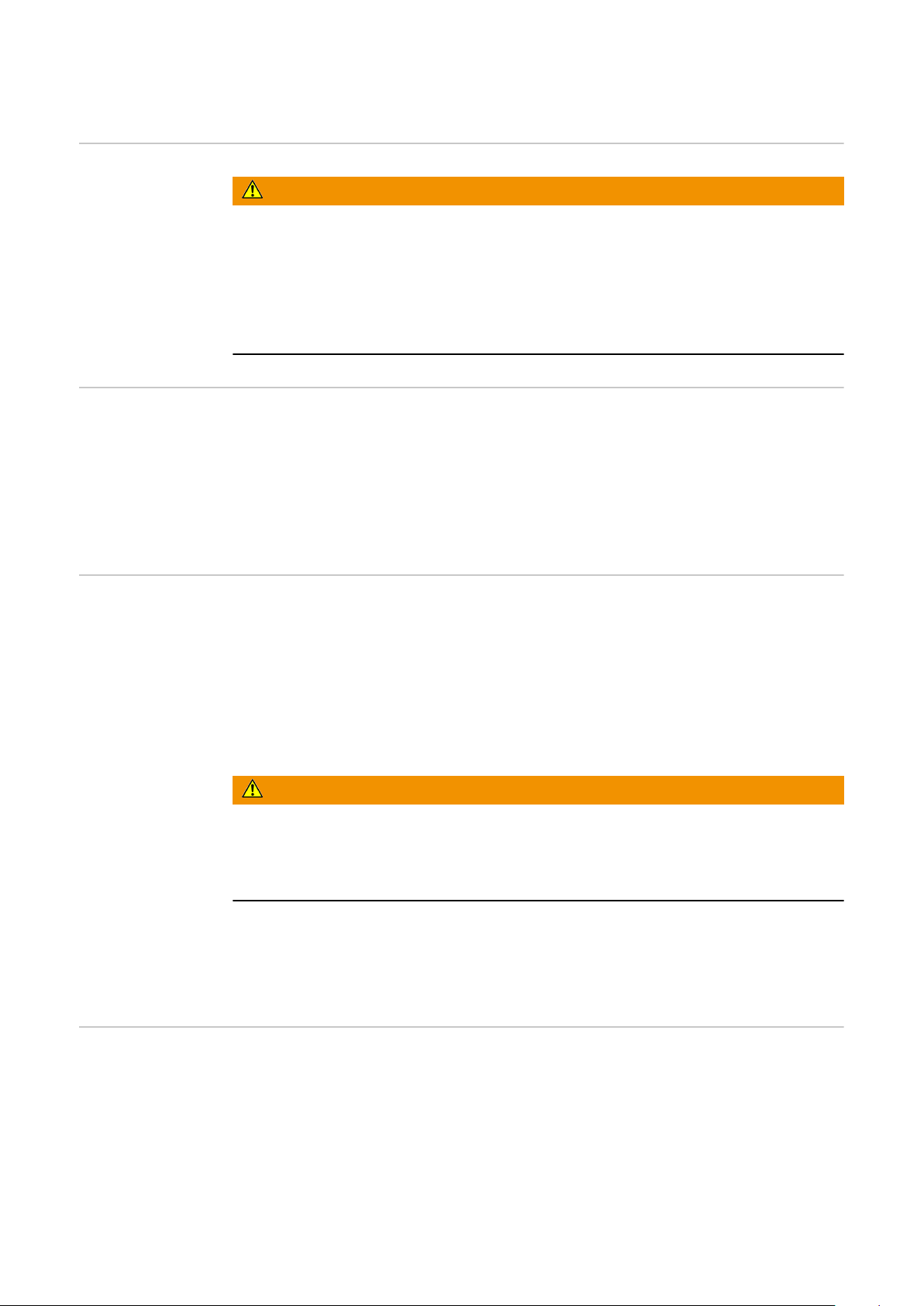
(1) Trekk brennertasten tilbake og hold den. (2) Slipp opp brennertasten. (3) Trekk brennertasten kort
tilbake (< 0,5 s).
(4) Trykk brennertasten fremover og hold den inne. (5) Slipp opp brennertasten.
GPr Gassforstrømming
SPt Punktertid
I
I
t
t
I
Startstrøm:
S
forsiktig oppvarming med lav sveisestrøm slik at tilsatsmaterialet posisjoneres korrekt
Sluttstrøm:
E
for å unngå lokal overoppheting av grunnmaterialet gjennom varmeopphopning ved sveiseslutt. Slik unngås mulig gjennomfall av sveisesømmen.
UpSlope:
UP
kontinuerlig økning fra startstrøm til hovedstrøm (sveisestrøm) I
DownSlope:
DOWN
kontinuerlig senking av sveisestrømmen på endekraterstrømmen
Hovedstrøm (sveisestrøm):
1
jevn temperaturpåføring i grunnmaterialet som varmes opp
1
49
I
I
t
I
1
GPo
GPr t
DOWN
t
UP
I
t
I
1
GPr
I
S
t
DOWN
t
UP
I
E
I
2
GPo
I
1
*)
2
Senkestrøm:
Mellomreduksjon av sveisestrømmen for å unngå lokal overoppheting av
grunnmaterialet
GPO Gassetterstrømming
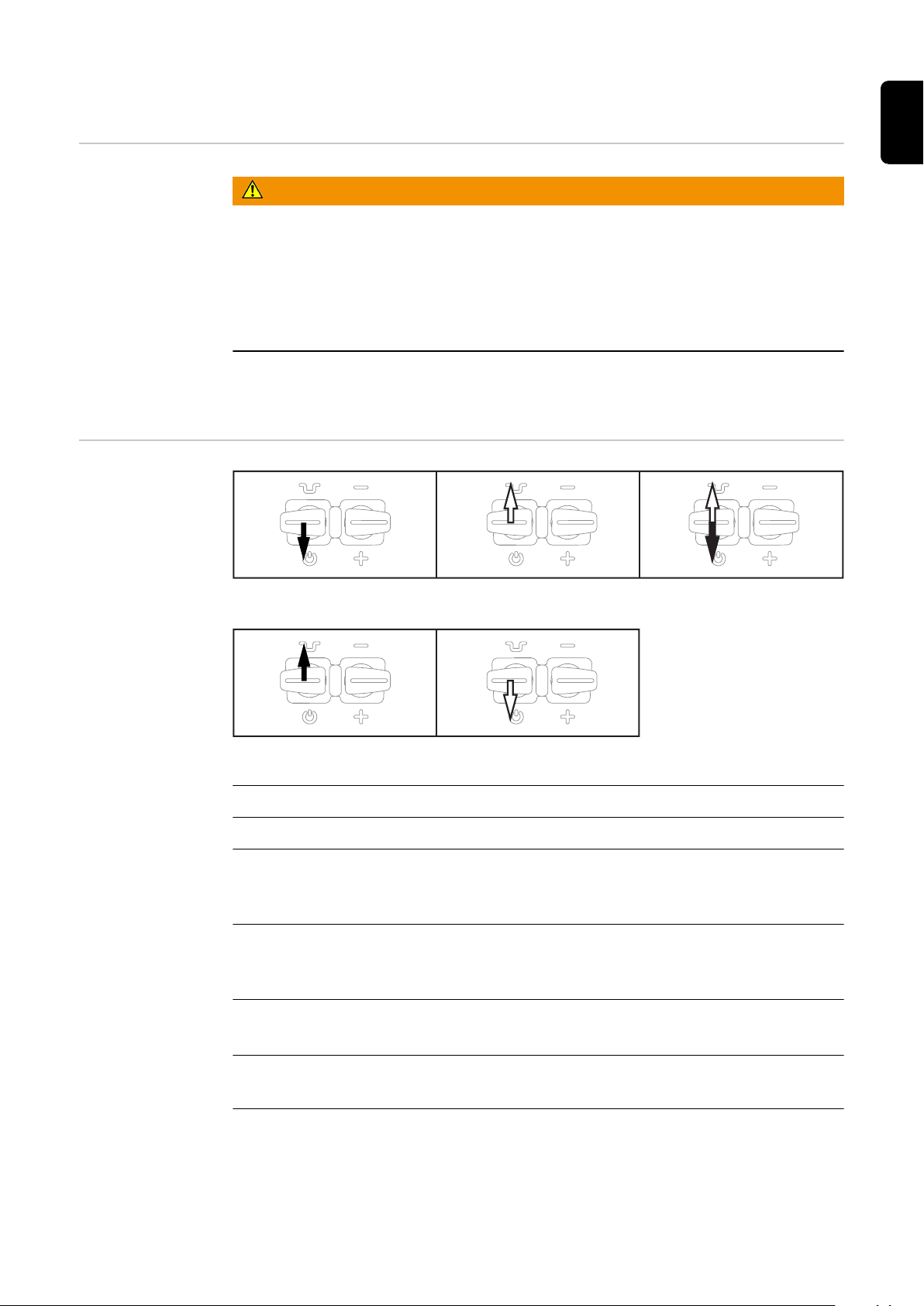
2-takts drift
4-takts drift
Sveising: Trekk brennertasten tilbake og hold den der
-
Sveiseslutt: Slipp brennertasten
-
2-takts drift
Sveisestart med startstrøm IS: Trekk brennertasten tilbake og hold den der
-
Sveising med hovedstrøm I1: Slipp brennertasten
-
Senking av sluttstrøm IE: Trekk brennertasten tilbake og hold den der
-
Sveiseslutt: Slipp brennertasten
-
4-takts drift
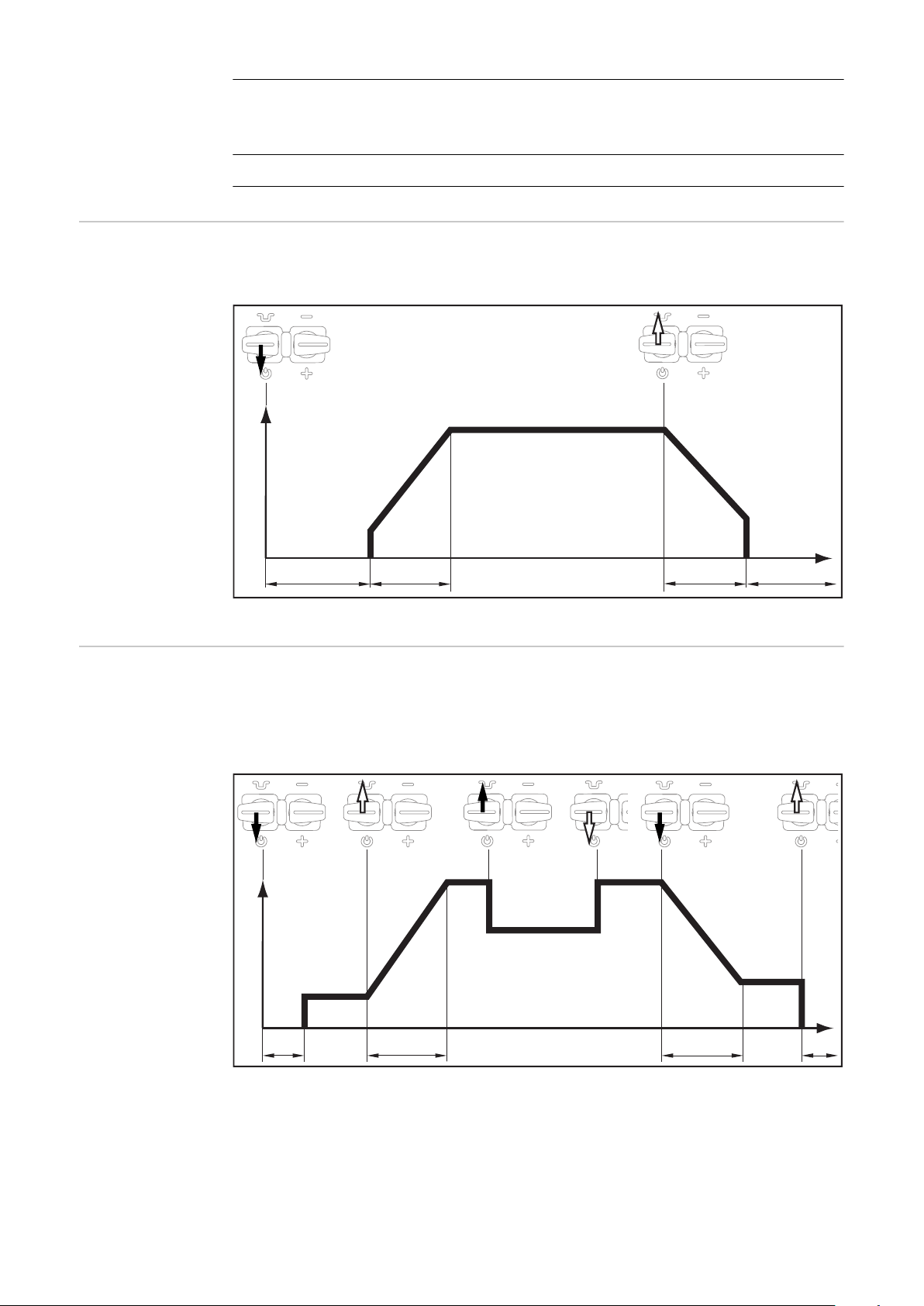
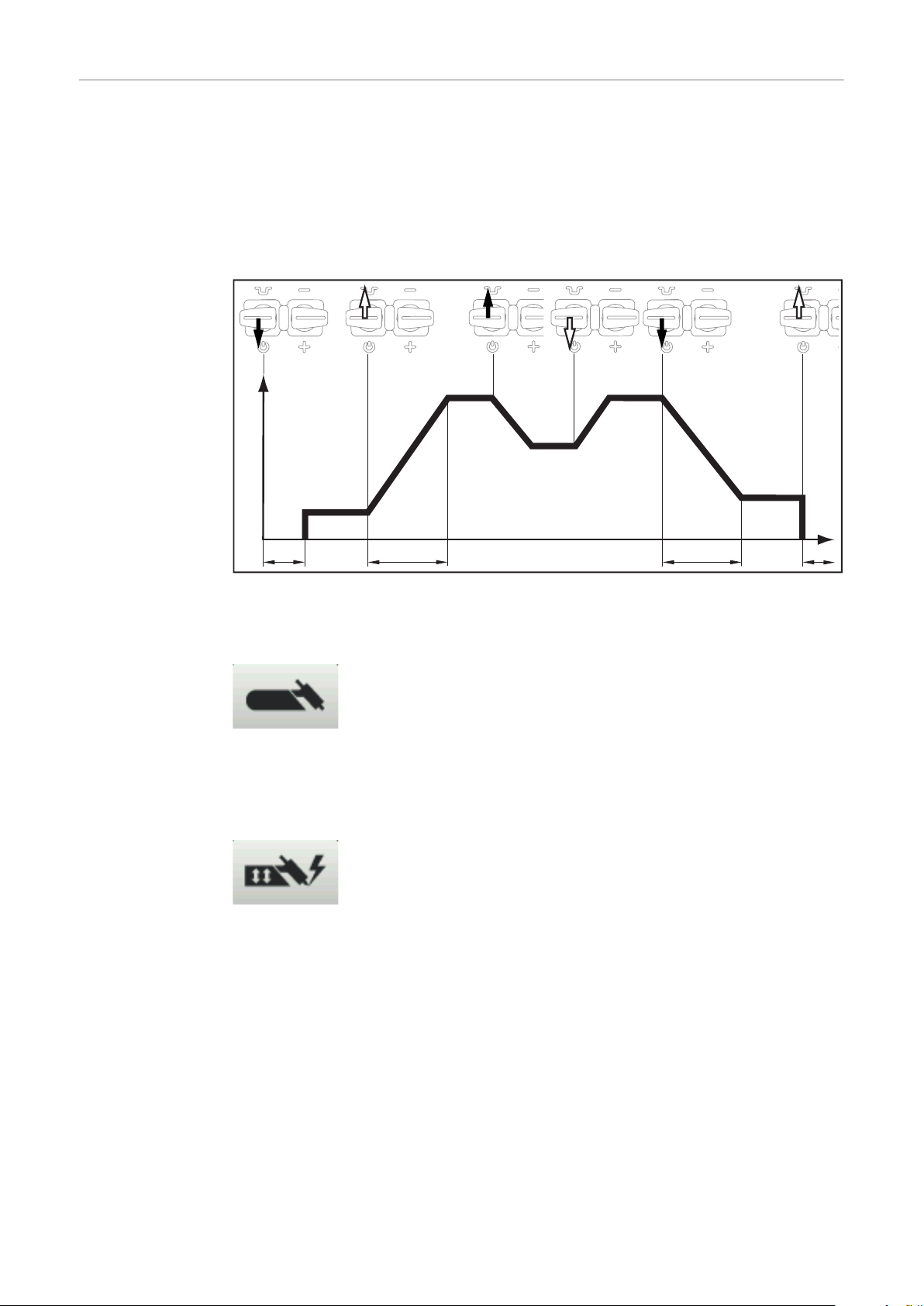
*) mellomreduksjon
Ved mellomreduksjon reduseres sveisestrømmen til innstilt reduksjonsstrøm I-2 i
hovedstrømfasen.
50
for å aktivere mellomreduksjonen må du trykke brennertasten fremover og
I
t
I
1
GPr
I
S
t
down
I
E
GPo
I
1
I
2
t
up
-
holde den der
for å gjenoppta hovedstrømmen må du slippe opp brennertasten
-
NO
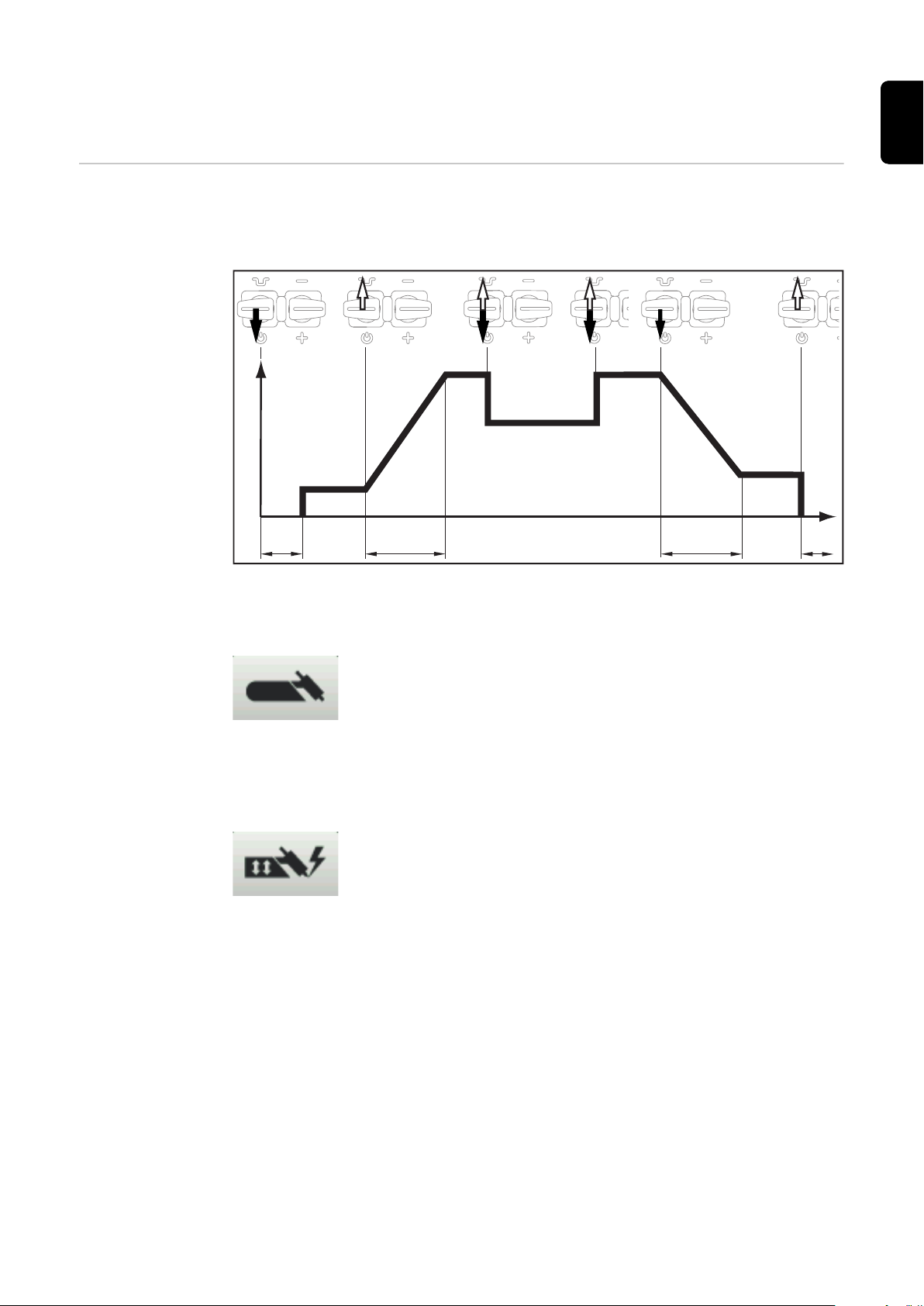
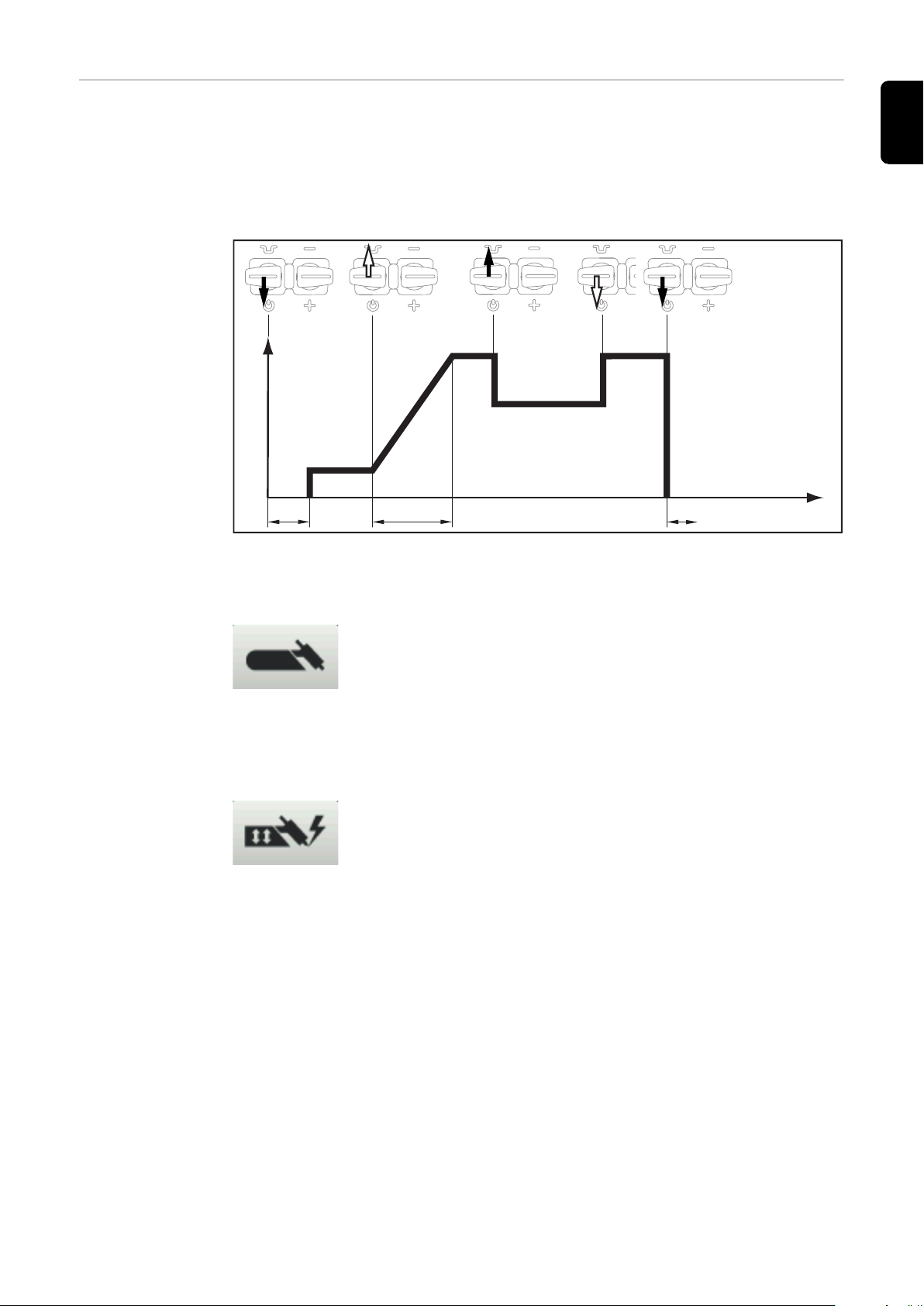
Spesiell 4-taktsdrift:
Variant 1
Mellomreduksjonen til den innstilte senkestrømmen I2 foregår ved å trekke brennertasten kort bakover. Ved å trekke brennertasten kort bakover igjen er ho-
vedstrømmen I1 tilgjengelig.
Spesiell 4-taktsdrift: Variant 1
Variant 1 av den spesielle 4-taktsdriften aktiveres med følgende parameterinnstilling:
Startstrømtid = av
-
Sluttstrømtid = av
-
Senkestrøm Slope 1 = av
-
Senkestrøm Slope 2 = av
-
Forhåndsinnstillinger av driftstype
I2 via brennertast = på
-
Funksjon senkestrømtast = I2
-
51
Spesiell 4-takts-
I
t
I
1
GPr
I
S
t
down
I
E
GPo
I
1
I
2
t
up
drift:
Variant 2
Mellomreduksjonen foregår med variant 2 også via de innstilte senkestrøm Slope
1/2-verdiene:
Trykk brennertasten frem og hold den i stillingen: Sveisestrømmen synker
-
kontinuerlig fra innstilt senkestrøm Slope 1 til verdien for den innstilte
senkestrømmen I2. Senkestrømmen I2 holder seg slik til brennertasten slip-
pes igjen.
Etter at brennertasten er sluppet opp: Sveisestrømmen stiger over den inn-
-
stilte senkestrømmen Slope 2 til hovedstrømmen I1.
Spesiell 4-taktsdrift: Variant 2
Variant 2 av den spesielle 4-taktsdriften aktiveres med følgende parameterinnstilling:
Startstrømtid = av
-
Sluttstrømtid = av
-
Senkestrøm Slope 1 = på
-
Senkestrøm Slope 2 = på
-
Forhåndsinnstillinger av driftstype
I2 via brennertast = av
-
Funksjon senkestrømtast = I2
-
52
Spesiell 4-takts-
I
t
I
1
GPr
I
S
GPo
I
1
I
2
t
up
drift:
Variant 3
Mellomreduksjonen av sveisestrømmen foregår i variant 3 ved at brennertasten
trykkes frem og holdes. Når brennertasten slippes opp, er igjen hovedstrømmen
I1 tilgjengelig.
Når brennertasten trekkes bakover, slutter sveisingen med en gang, uten DownSlope og endekraterstrøm.
Spesiell 4-taktsdrift: Variant 3
NO
Variant 3 av den spesielle 4-taktsdriften aktiveres med følgende parameterinnstilling:
Startstrømtid = av
-
Sluttstrømtid = 0,01 s
-
Senkestrøm Slope 1 = av
-
Senkestrøm Slope 2 = av
-
Forhåndsinnstillinger av driftstype
I2 via brennertast = av
-
Funksjon senkestrømtast = I2
-
53

Spesiell 4-takts-
I
t
I
1
GPr
I
S
t
down
I
E
GPo
I
1
I
2
t
up
t
E
t
S
drift:
Variant 4
Sveisestart og sveising: Trekk brennertasten kort bakover og slipp –
-
sveisestrømmen stiger fra startstrøm IS via innstilt UpSlope til hovedstrømmen I1.
Mellomreduksjon ved å trykke brennertasten frem og holde den i stillingen
-
Når brennertasten slippes opp, er igjen hovedstrømmen I1 tilgjengelig
-
Sveiseslutt: Trekk brennertasten kort bakover og slipp
-
Spesiell 4-taktsdrift: Variant 4
Variant 4 av den spesielle 4-taktsdriften aktiveres med følgende parameterinnstilling:
Startstrømtid = på
-
Sluttstrømtid = på
-
Senkestrøm Slope 1 = av
-
Senkestrøm Slope 2 = av
-
Forhåndsinnstillinger av driftstype
I2 via brennertast = av
-
Funksjon senkestrømtast = I2
-
54

Spesiell 4-takts-
GPr t
down
GPo
t
up
I
t
I
1
I
S
I
E
I1 >
I1 <
drift:
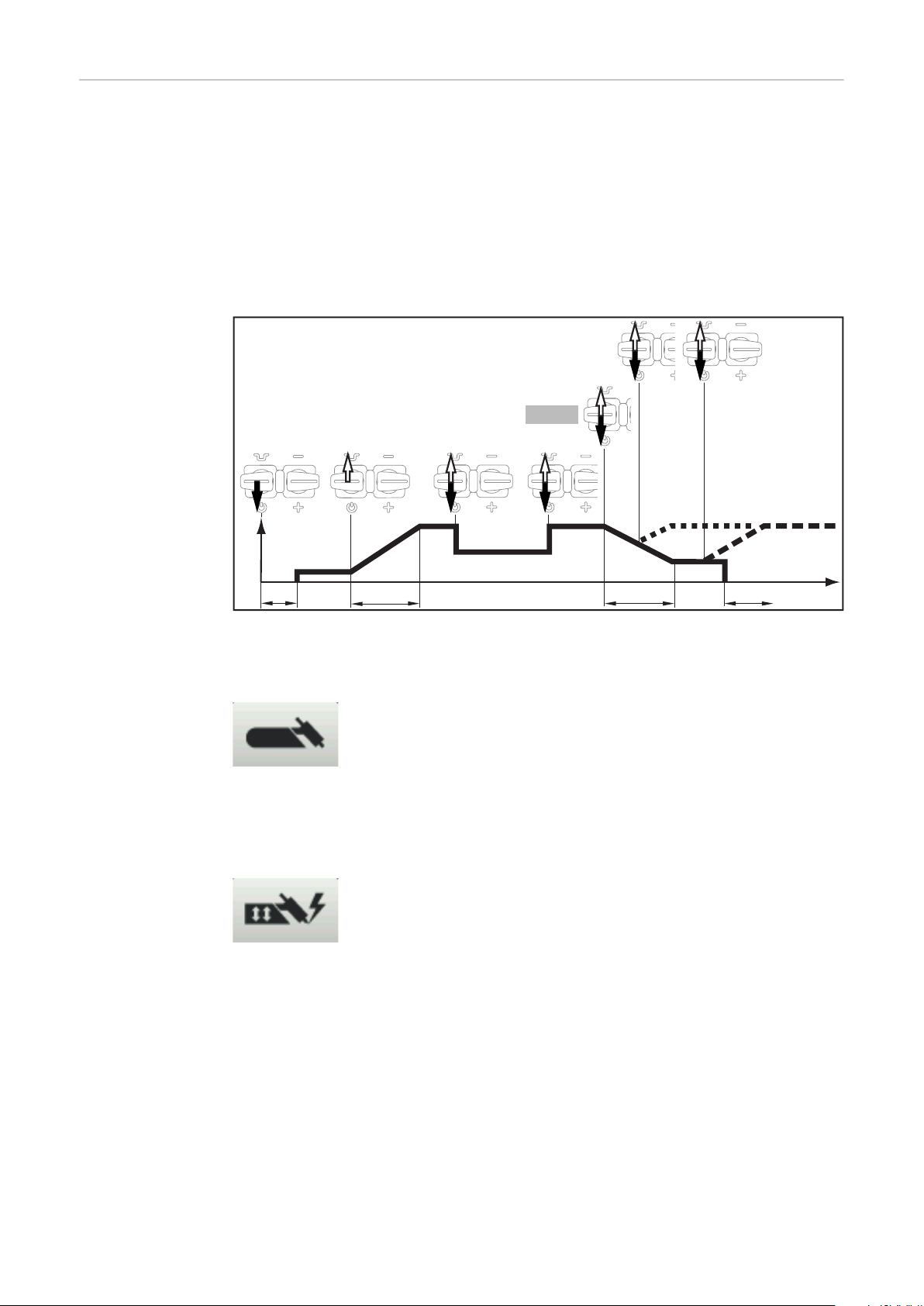
Variant 5
Variant 5 gjør det mulig å øke og redusere sveisestrømmen uten sveisepistol med
up/down-funksjon.
Jo lenger brennertasten trykkes fremover under sveising, jo mer økes
-
sveisestrømmen (opp til maks.).
Når brennertasten slippes, forblir sveisestrømmen konstant.
-
Jo lenger brennertasten igjen trykkes fremover, jo mer reduseres
-
sveisestrømmen.
Spesiell 4-taktsdrift: Variant 5
NO
Variant 5 av den spesielle 4-taktsdriften aktiveres med følgende parameterinnstilling:
Startstrømtid = av
-
Sluttstrømtid = av
-
Senkestrøm Slope 1 = av
-
Senkestrøm Slope 2 = av
-
Forhåndsinnstillinger av driftstype
I2 via brennertast = av eller på
-
Funksjon senkestrømtast = I1
-
55
Spesiell 4-takts-
GPr
t
down
GPo
t
up
I
I
1
I
S
I
E
I
1
I
1
I
2
t
< 0,5 s
< 0,5 s
< 0,5 s
< 0,5 s
> 0,5 s
drift:
Variant 6
Sveisestart med startstrøm IS og UpSlope: Trekk brennertasten tilbake og
-
hold den der
Mellomreduksjon til I2 og bytte fra I2 tilbake til hovedstrøm I1: kort trykk (<
-
0,5 s) og slipp av brennertasten
Avslutte sveiseprosessen: langt trykk (> 0,5 s) og slipp av brennertasten
-
Etter DownSlope-fasen og sluttstrømfasen avsluttes prosessen automatisk.
Hvis brennertasten trykkes kort (< 0,5 s) og slippes, innledes en UpSlope på hovedstrømmen og sveiseprosessen opprettholdes.
Spesiell 4-taktsdrift: Variant 6
Variant 6 av den spesielle 4-taktsdriften aktiveres med følgende parameterinnstilling:
Startstrømtid = av
-
Sluttstrømtid = på
-
Senkestrøm Slope 1 = av
-
Senkestrøm Slope 2 = av
-
Forhåndsinnstillinger av driftstype
I2 via brennertast = på
-
Funksjon senkestrømtast = I2
-
56
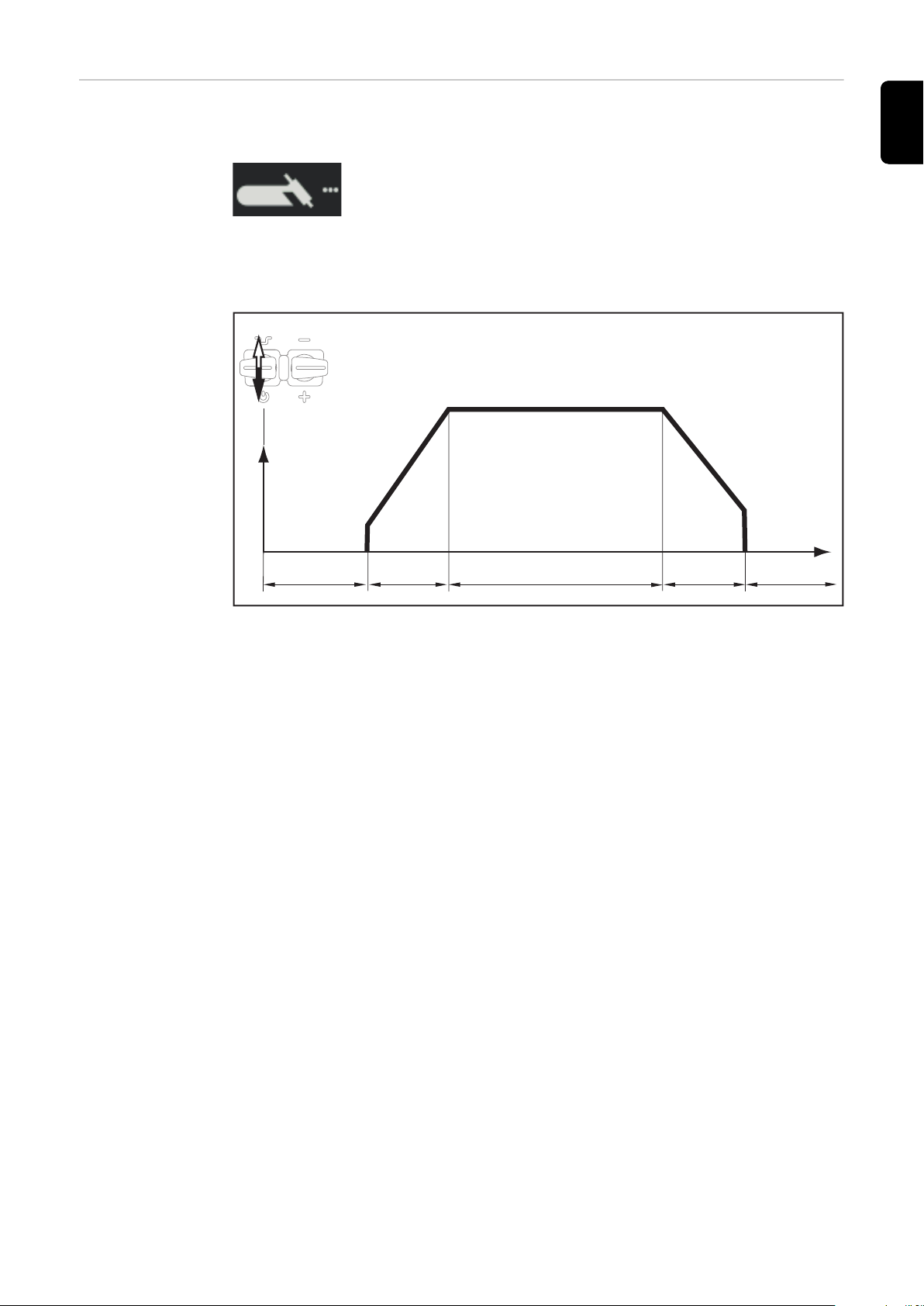
Punktsveising Hvis driftstypen punktsveising er valgt, vises symbolet for punktsveising i status-
I
t
I
1
GPr
t
UP
t
DOWN
SPt
GPo
visningen ved siden av symbolet for sveiseprosessen:
Sveising: Trekk brennertasten kort tilbake
-
Sveisetiden er verdien som er angitt i parameteren for punktertiden.
Tidlig avslutning av sveiseprosessen: Trekk brennertasten tilbake igjen
-
NO
57

CycleTIG
(1)(2)
(3)
(4)
I [A]
t [ms]
(2)
(2)
(1)
I
1
CycleTIG
utvidet intervall-sveiseprosess for DC-sveising
Når funksjonen CycleTIG er aktivert,
er følgende parametere tilgjengelige:
(1) Intervalltid
(2) Intervallpausetid
(3) Intervallsykluser
CycleTIG aktivert
(4) Grunnstrøm
MERKNAD!
Nærmere informasjon om CycleTIG står fra side 75.
Beskrivelse av CycleTIG-parameterne står fra side 64.
58

TIG-sveising
NO
Sikkerhet
FARE!
Fare på grunn av feilbetjening og mangelfullt utført arbeid.
Følgene kan bli alvorlige personskader og materielle skader.
Alt arbeid og alle funksjonene som er beskrevet i dette dokumentet, skal
▶
utelukkende utføres av teknisk opplært fagpersonale.
Les og forstå dette dokumentet fullstendig.
▶
Les og forstå alle sikkerhetsforskrifter og all brukerdokumentasjon til dette
▶
apparatet og alle systemkomponentene.
FARE!
Fare på grunn av elektrisk strøm.
Følgene kan bli alvorlige personskader og materielle skader.
Før du starter arbeidet, må du slå av alle involverte enheter og komponenter
▶
og koble dem fra strømnettet.
Sikre alle involverte apparater og komponenter mot gjeninnkobling.
▶
Når du har åpnet apparatet, må du forsikre deg om at elektrisk ladede kom-
▶
ponenter (f.eks. kondensatorer) er utladet ved hjelp av et egnet måleapparat.
Forberedelse
Sett i strømpluggen
1
FORSIKTIG!
Fare for personskader og materielle skader på grunn av elektrisk støt.
Så snart strømbryteren står i stillingen - I -, er wolframelektroden på sveisepistolen spenningsførende.
Pass på at wolframelektroden ikke kommer i berøring med personer, elekt-
▶
risk ledende eller jordede deler (f.eks. huset osv.).
Sett strømbryteren i stilling - I -.
2
I displayet vises Fronius-logoen.
59

TIG-sveising
Trykk på tasten for sveiseprosess/driftstype
1
Sveiseprosessene og driftstypene vises.
Velg ønsket sveiseprosess ved å dreie på stillhjulet
2
Bekreft valg ved å trykke på stillhjulet
3
Velg ønsket driftstype ved å dreie på stillhjulet
4
Bekreft valg ved å trykke på stillhjulet
5
Etter kort tid, eller etter at du har trykket på tasten Sveiseprosess / Driftstype, vises de tilgjengelige TIG-sveiseparameterne.
Drei på stillhjulet: velg ønsket parameter.
6
Trykk på stillhjulet
7
Verdien for parameteren vises i blått og kan nå endres.
Drei på stillhjulet: Endre parameterens verdi
8
Trykk på stillhjulet
9
Still inn flere parametere i setup-menyen ved behov
10
(mer informasjon i kapittelet setup-innstilling fra side 89)
Åpne gassflaskeventilen
11
Trykk på tasten for gassprøver
12
Test-gasstrømningen varer i maks. 30 sekunder. Trykker du en gang til, avsluttes prosessen før tiden.
60
Drei på stillskruen på undersiden av reduksjonsventilen inntil manometeret
13
viser ønsket gassmengde

MERKNAD!
50%
+
-
xxA
+
-
50%
xxA
0.5 s
+
-
0.5 s
+
-
Sveiseparametere for TIG DCsveising
Prinsipielt vil alle nominelle verdier for parametere som er stilt inn med stillhjul,
være lagret til neste endring.
Dette gjelder også selv om strømkilden har blitt slått av og på igjen i mellomtiden.
Innled sveiseprosessen (tenn lysbuen).
14
Sveiseparameteren Polaritet er kun tilgjengelig for iWave AC/DC -strømkilder.
Hvis sveiseparameteren Polaritet er stilt på DC, er følgende sveiseparametere tilgjengelig.
xxA = faktisk strømverdi, avhengig av innstilt hovedstrøm
Startstrøm
NO
Startstrøm, 2-taktsdrift og punktsveising
Innstillingsområde: 0–200 % (av hovedstrømmen)
Fabrikkinnstilling: 50 %
VIKTIG! Startstrømmen lagres separat for TIG AC-sveising og TIG DC–-sveising.
UpSlope
UpSlope, 2-taktsdrift og punktsveising
Innstillingsområde: off; 0,1–30,0 s
Fabrikkinnstilling: 0,5 s
VIKTIG! Den lagrede UpSlope-verdien gjelder for driftstypene 2-taktsdrift og 4taktsdrift.
Startstrøm, 4-taktsdrift
UpSlope, 4-taktsdrift
61

Hovedstrøm (I1)
50 A
+
-
50 A
+
-
+
-
50%
xxA
+
-
150%
xxA
Slope1 Slope2
I
I < 100 %
I > 100 %
Slope1
Slope2
Hovedstrøm, 2-taktsdrift og punktsveising
Innstillingsområde: 3–190 A ... iWave 190i, 3–230 A ... iWave 230i
Fabrikkinnstilling: -
VIKTIG! Ved sveisepistoler med Up/Down-funksjon kan du velge hele innstillingsområdet under tomgangen til apparatet.
Senkestrøm (I2)
kun i 4-takts drift
Senkestrøm I2 < hovedstrøm I
Innstillingsområde: 0–200 % (av hovedstrømmen I1)
Fabrikkinnstilling: 50 %
1
Hovedstrøm, 4-taktsdrift
Senkestrøm I2 > hovedstrøm I
1
I2 < 100 %
kortvarig, tilpasset reduksjon av sveisestrømmen
(for eksempel ved bytte av sveisetråd under sveiseprosessen)
I2 > 100 %
kortvarig, tilpasset økning av sveisestrømmen
(for eksempel ved oversveising av heftepunkter med høyere ytelse)
Verdiene for Slope1 og Slope2 kan stilles inn i TIG-menyen.
62

DownSlope
0.5 s
+
-
0.5 s
+
-
+
-
30%
xxA
+
-
30%
xxA
2.4mm
+
-
NO
DownSlope, 2-taktsdrift og punktsveising
Innstillingsområde: off; 0,1–30,0 s
Fabrikkinnstilling: 1,0 s
VIKTIG! Den lagrede DownSlope-verdien gjelder for driftstypene 2-taktsdrift og
4-taktsdrift.
Sluttstrøm
Sluttstrøm, 2-taktsdrift og punktsveising
Innstillingsområde: 0–100 % (av hovedstrømmen)
Fabrikkinnstilling: 30 %
Elektrodediameter
DownSlope, 4-taktsdrift
Sluttstrøm, 4-taktsdrift
Innstillingsområde: off; 1,0–4,0 mm
Fabrikkinnstilling: 2,4 mm
63

Polaritet
DC-
+
-
Innstillingsområde: DC– / AC
Fabrikkinnstilling: DC–
CycleTIG sveiseparameter
Når funksjonen CycleTIG er aktivert, vises CycleTIG sveiseparameterne ved TIG
DC sveiseparameterne etter hovedstrømmen:
Intervallsykluser
for innstilling av hvor mange sykluser som skal gjentas
Innstillingsområde: Permanent / 1–2000
Fabrikkinnstilling: Permanent
Intervalltid
for innstilling av hvor lang tid sveisestrømmen I1 skal være aktiv
Innstillingsområde: 0,02–2,00 s
Fabrikkinnstilling: 0,5 s
Intervallpausetid
for innstilling av tiden som grunnstrømmen skal være aktiv
Innstillingsområde: 0,02–2,00 s
Fabrikkinnstilling: 0,5 s
Grunnstrøm
for innstilling av intervall-grunnstrøm som det senkes til i intervallpausetiden
Innstillingsområde: av / 3–maks. A
Fabrikkinnstilling: av
64
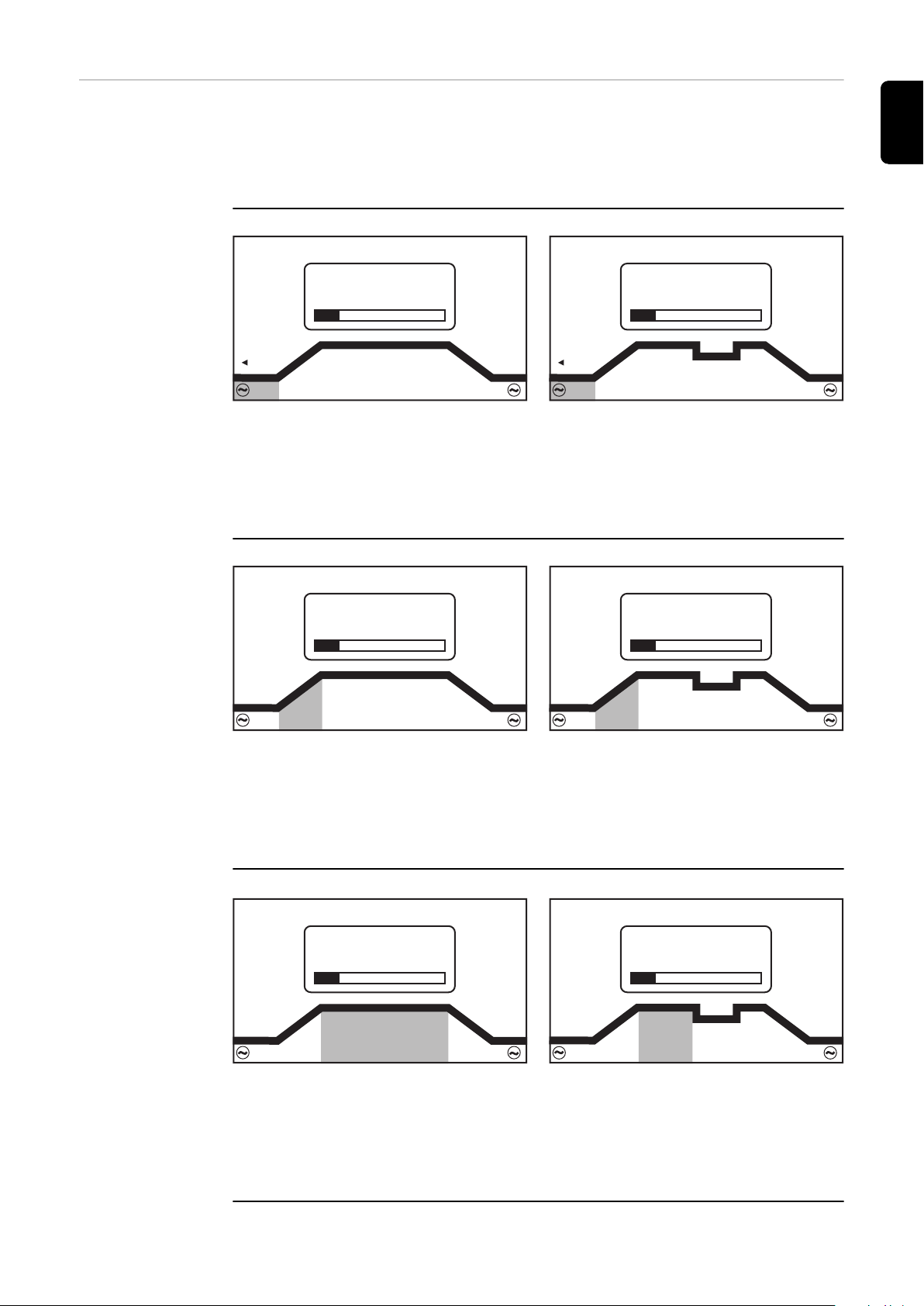
Sveiseparamete-
50%
xxA
50%
xxA
0.5 s
0.5 s
50 A
50 A
re for TIG ACsveising
Sveiseparameteren Polaritet er kun tilgjengelig for iWave AC/DC -strømkilder.
Hvis sveiseparameteren Polaritet er stilt på AC, er følgende sveiseparametere tilgjengelig.
xxA = faktisk strømverdi, avhengig av innstilt hovedstrøm
Startstrøm
NO
Startstrøm, 2-taktsdrift og punktsveising
Innstillingsområde: 0–200 % (av hovedstrømmen)
Fabrikkinnstilling: 50 %
VIKTIG! Startstrømmen lagres separat for TIG AC-sveising og TIG DC–-sveising.
UpSlope
UpSlope, 2-taktsdrift og punktsveising
Innstillingsområde: off; 0,1–30,0 s
Fabrikkinnstilling: 0,5 s
VIKTIG! Den lagrede UpSlope-verdien gjelder for driftstypene 2-taktsdrift og 4taktsdrift.
Startstrøm, 4-taktsdrift
UpSlope, 4-taktsdrift
Hovedstrøm (I1)
Hovedstrøm, 2-taktsdrift og punktsveising
Innstillingsområde: 3–190 A ... iWave 190i, 3–230 A ... iWave 230i
Fabrikkinnstilling: -
VIKTIG! Ved sveisepistoler med Up/Down-funksjon kan du velge hele innstillingsområdet under tomgangen til apparatet.
Hovedstrøm, 4-taktsdrift
65

Senkestrøm (I2)
50%
xxA
150%
xxA
Slope1 Slope2
I
I < 100 %
I > 100 %
Slope1
Slope2
0.5 s
0.5 s
kun i 4-taktsdrift
Senkestrøm I2 < hovedstrøm I
Innstillingsområde: 0–200 % (av hovedstrømmen I1)
Fabrikkinnstilling: 50 %
I2 < 100 %
kortvarig, tilpasset reduksjon av sveisestrømmen
(for eksempel ved bytte av sveisetråd under sveiseprosessen)
I2 > 100 %
kortvarig, tilpasset økning av sveisestrømmen
(for eksempel ved oversveising av heftepunkter med høyere ytelse)
Verdiene for Slope1 og Slope2 kan stilles inn i TIG-menyen.
DownSlope
1
Senkestrøm I2 > hovedstrøm I
1
66
DownSlope, 2-taktsdrift og punktsveising
Innstillingsområde: off; 0,1–30,0 s
Fabrikkinnstilling: 1,0 s
VIKTIG! Den lagrede DownSlope-verdien gjelder for driftstypene 2-taktsdrift og
4-taktsdrift.
DownSlope, 4-taktsdrift
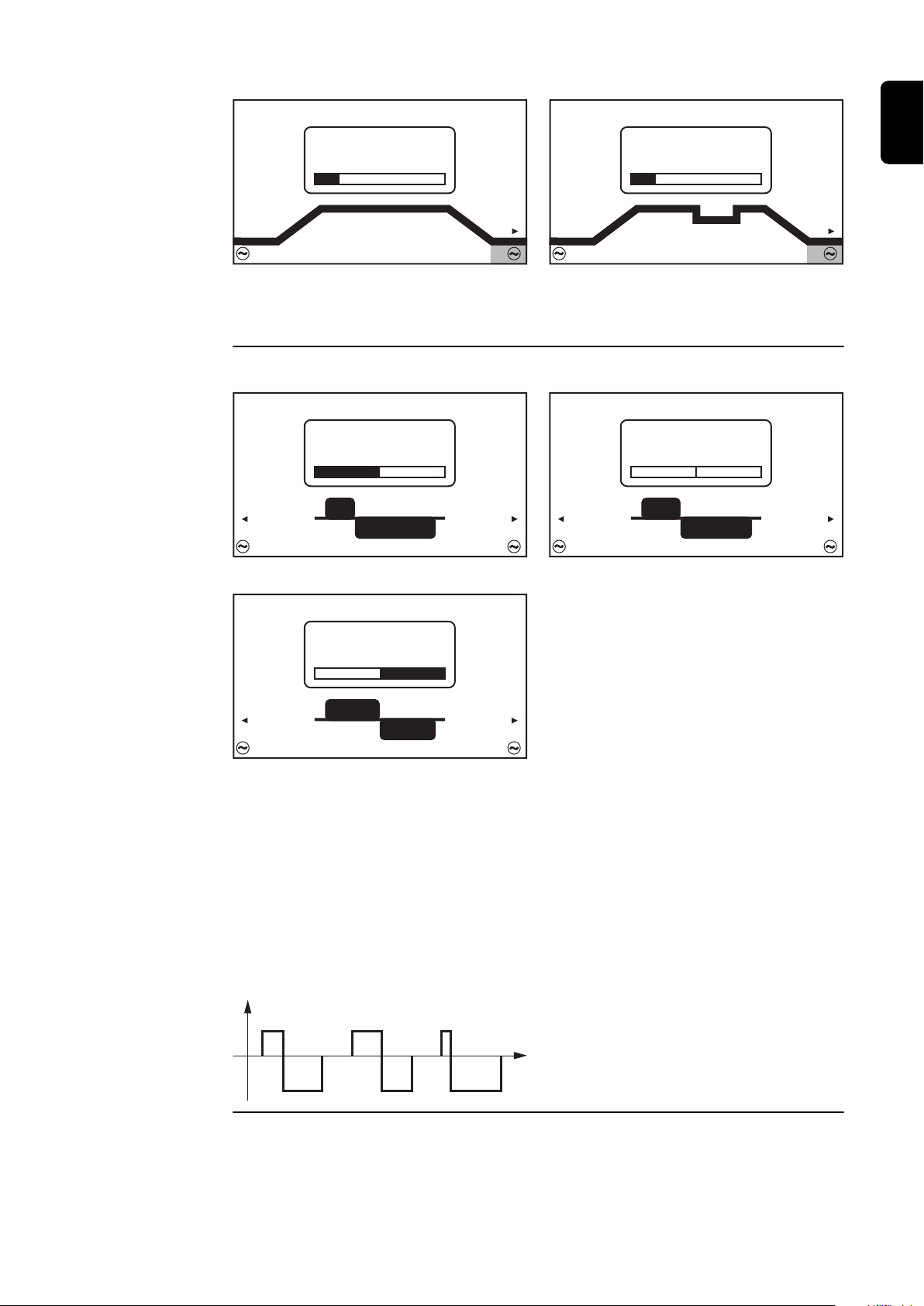
Sluttstrøm
30%
xxA
30%
xxA
15%
+
-
35%
+
-
50%
+
-
+
-
t (s)
I (A)
35% 50% 15%
NO
Sluttstrøm, 2-taktsdrift og punktsveising
Innstillingsområde: 0–100 % (av hovedstrømmen)
Fabrikkinnstilling: 30 %
Balanse
kun på iWave AC/DC
Balanse = 15 %
Sluttstrøm, 4-taktsdrift
Balanse = 35 %
Balanse = 50 %
Innstillingsområde: 15–50 %
Fabrikkinnstilling: 35 %
15: høyeste smelteeffekt, laveste rengjøringseffekt
50: høyeste rengjøringseffekt, laveste smelteeffekt
Balansens påvirkning på strømforløpet:
67
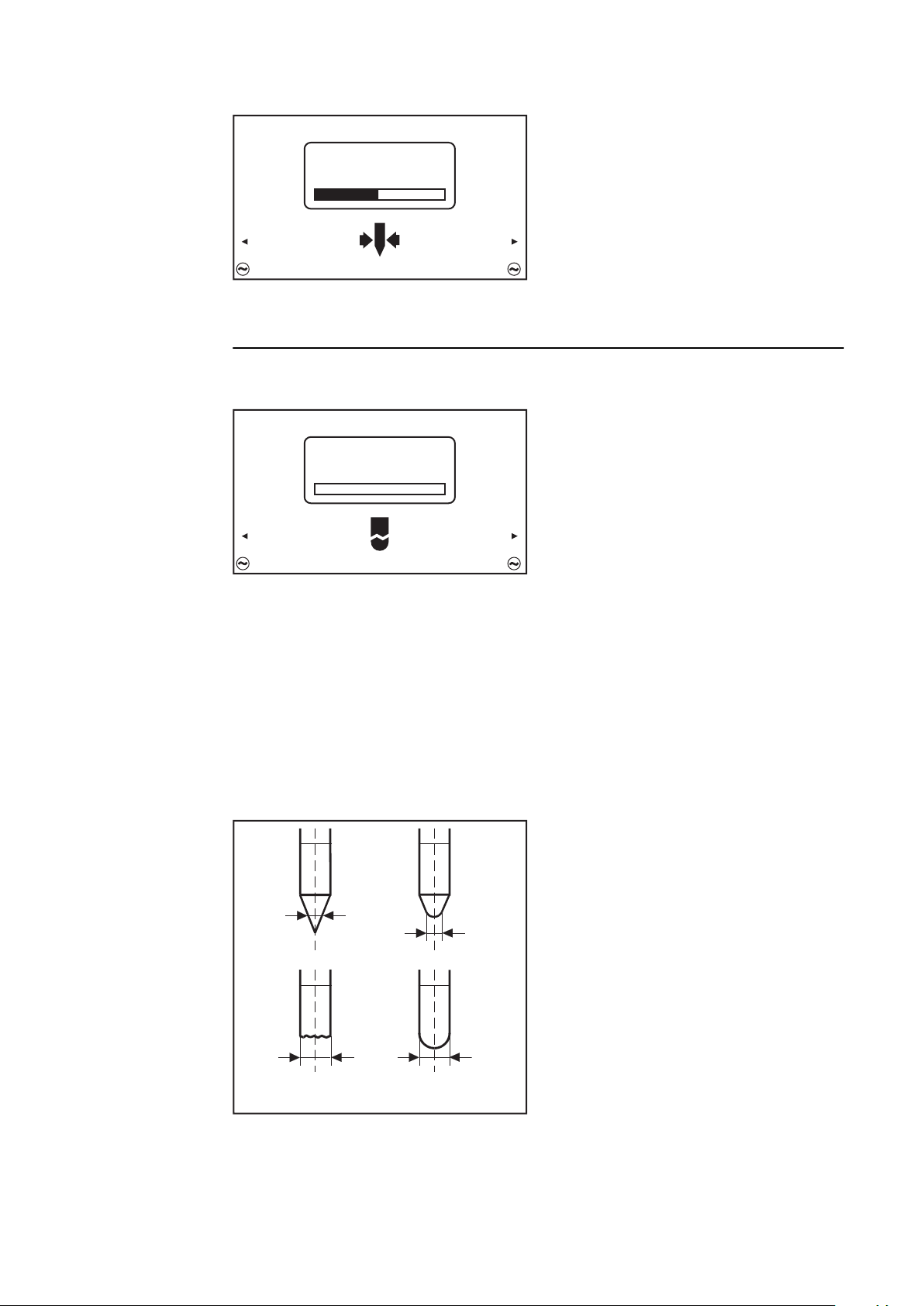
Elektrodediameter
2.4mm
off
(2)(1)
Innstillingsområde: off; 1,0–4,0 mm
Fabrikkinnstilling: 2,4 mm
Kalottmodus
kun på iWave AC/DC
Innstillingsområde: off / on
Fabrikkinnstilling: off
off
Funksjon for automatisk kalottdannelse er deaktivert
on
Det dannes en optimal kalott for den angitte diameteren til wolframelektroden
under sveisestart.
Separat kalottdannelse på prøvearbeidsemnet er ikke nødvendig.
Deretter tilbakestilles og deaktiveres funksjonen for automatisk kalottdannelse.
68
(1) ... før tenning
(2) ... etter tenning
Kalottmodusen må aktiveres separat for hver wolframelektrode.
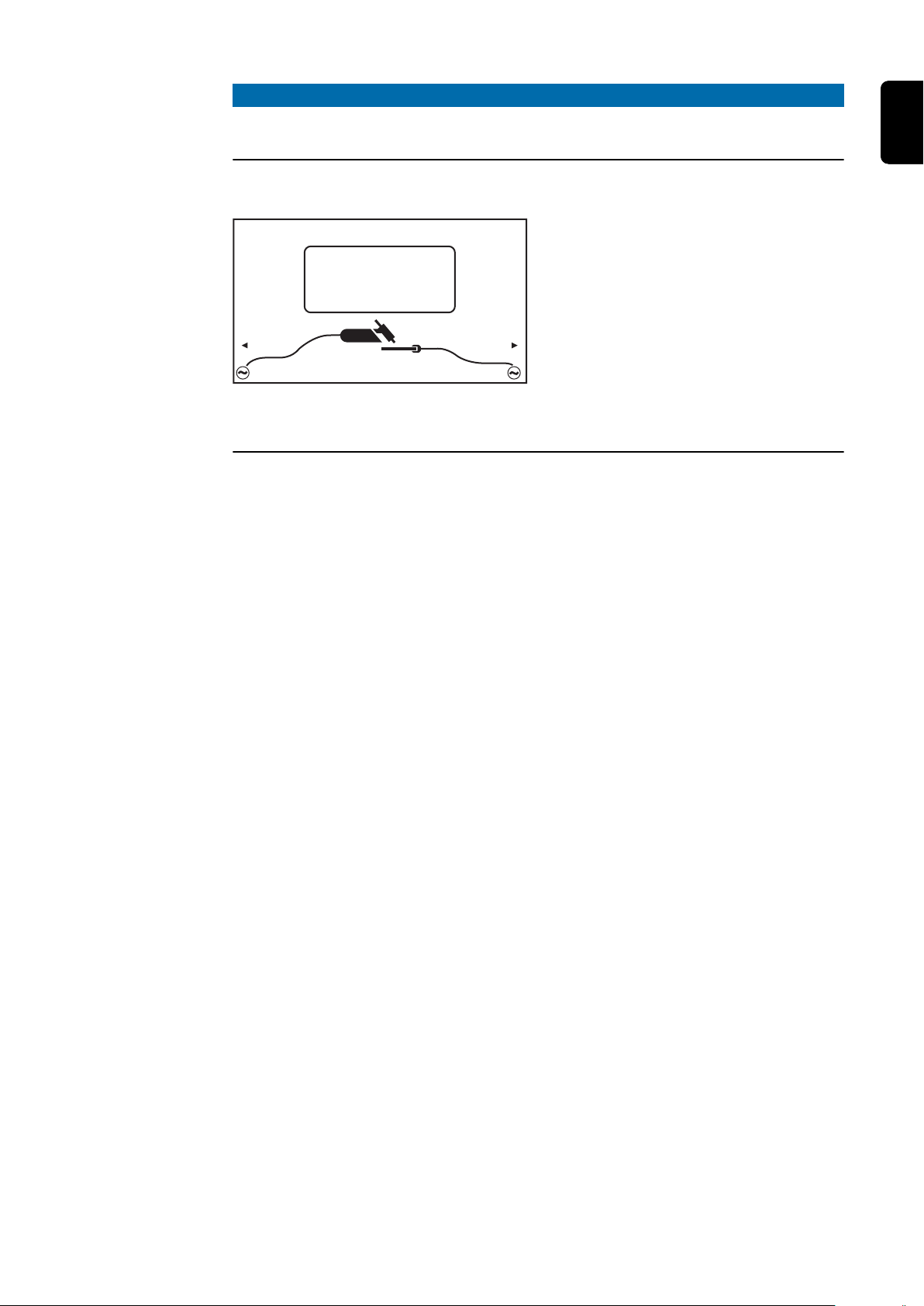
MERKNAD!
AC
Funksjonen for automatisk kalottdannelse er ikke nødvendig dersom wolframelektroden har dannet en tilstrekkelig stor kalott.
Polaritet
Innstillingsområde: DC– / AC
Fabrikkinnstilling: DC–
NO
69
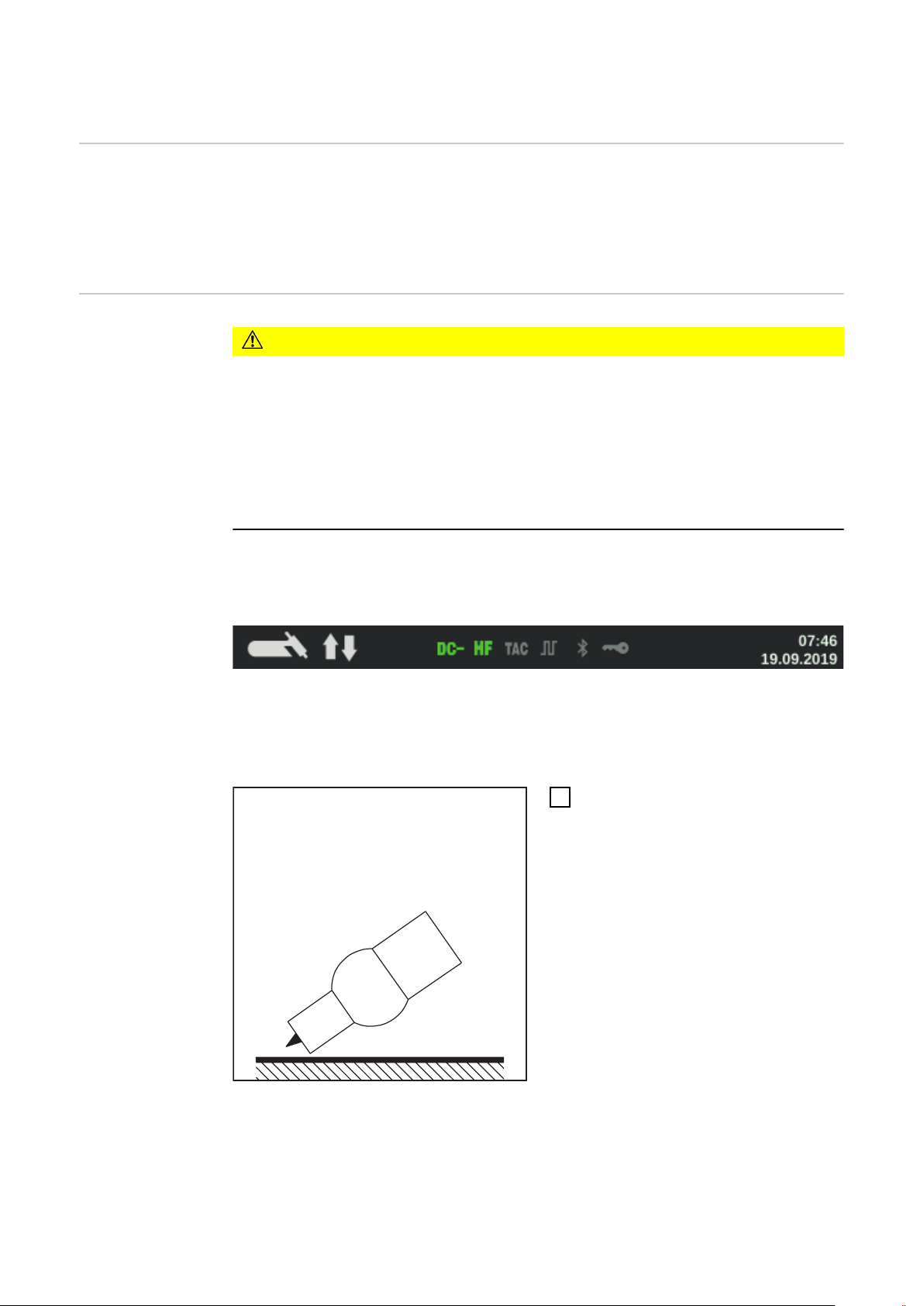
Tenne lysbuen
Generelt For optimalt tenningsforløp ved prosessen TIG AC-sveising tar iWave AC/DC-
strømkildene hensyn til:
diameteren til wolframelektroden
-
den gjeldende temperaturen til wolframelektrode med hensyn til tidligere
-
sveisetid og sveisepause
Tenne lysbuen
ved hjelp av
høyfrekvens
(HF-tenning)
FORSIKTIG!
Fare for personskader på grunn av brå bevegelser etter elektrisk støt
Selv om Fronius-apparater oppfyller alle relevante krav, kan HF-tenningen
overføre ufarlige, men følbare elektrisk støt under visse omstendigheter.
Bruk det foreskrevne verneutstyret, især hansker!
▶
Bruk kun egnede, fullstendig intakte og uskadde TIG-slangepakker!
▶
Ikke utfør arbeid i fuktige eller våte omgivelser!
▶
Vær spesielt forsiktig når du jobber på stillaser, arbeidsplattformer, i vanske-
▶
lige posisjoner, trange, vanskelig tilgjengelige eller utsatte steder!
HF-tenning er aktivert når det er stilt inn en tidsverdi for setup-parameteren
Tenningstid i HF-menyen.
I displayet lyser visningen HF-tenning i statuslinjen.
Sammenlignet med berøringstenning er det lavere risiko for forurensning av wolframelektroden og arbeidsemnet ved HF-tenning.
Fremgangsmåte for HF-tenning:
Sett opp gasshylsen på tennstedet
1
slik at det er ca. 2–3 mm (5/64–
1/8 in.) mellom wolframelektroden
og arbeidsemnet Avstanden er lik.
70
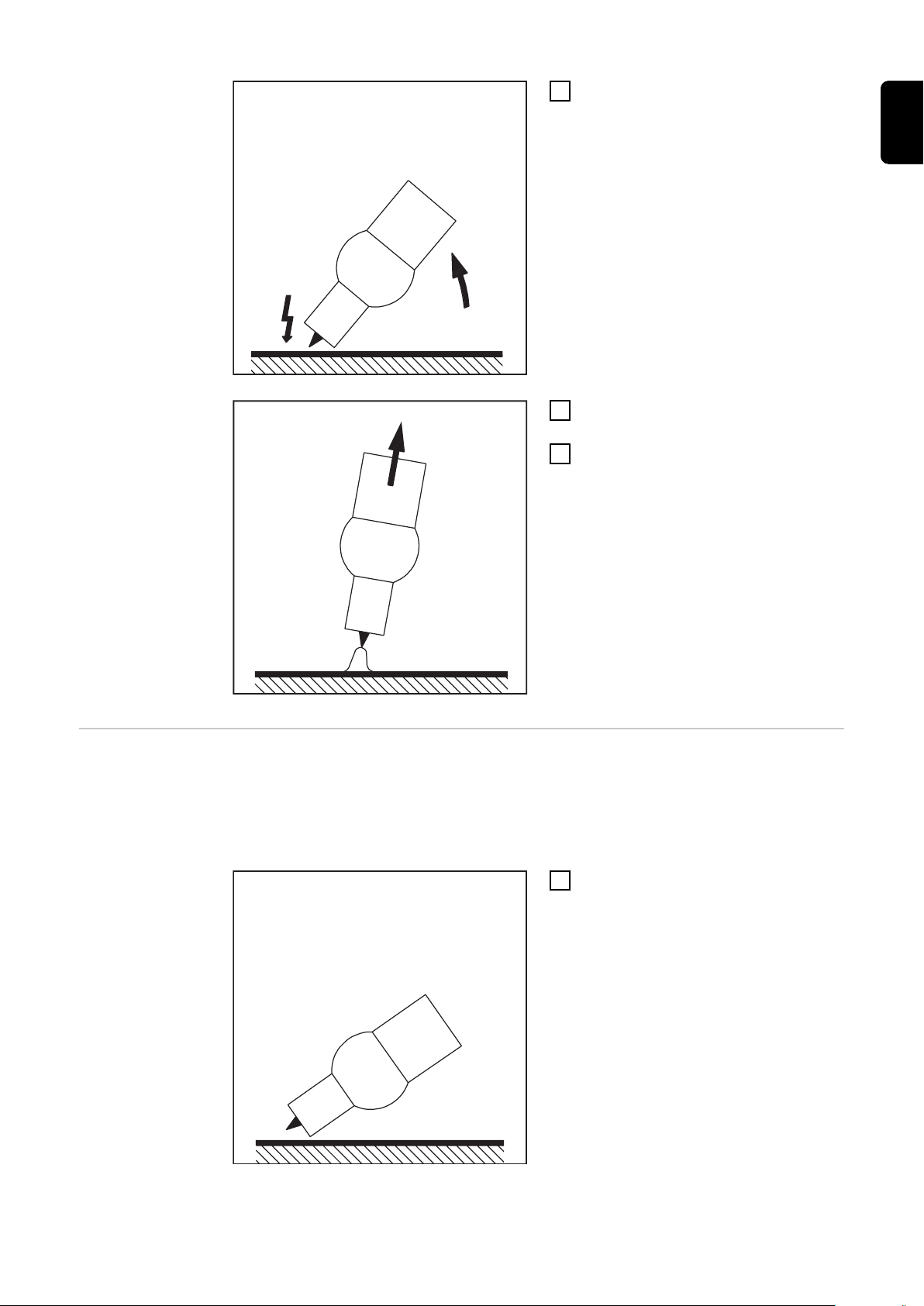
Øk helningen til sveisepistolen, og
2
bruk brennertasten iht. valgt
driftstype
Lysbuen tenner uten berøring av arbeidsemnet.
Hold sveisepistolen i normal posi-
3
sjon
Gjennomfør sveisingen
4
NO
Berøringstenning
Hvis setup-parameteren Tenningstid er satt på off (av), vil HF-tenning være deaktivert. Tenning av lysbuen utføres ved å berøre arbeidsemnet med wolframelektroden.
Fremgangsmåten for tenning av lysbuen ved hjelp av berøringstenning:
Sett opp gasshylsen på tennstedet
1
slik at det er ca. 2 eller 3 mm (5/64
til 1/8 in.) mellom wolframelektrode og arbeidsemne Avstanden er
lik
71
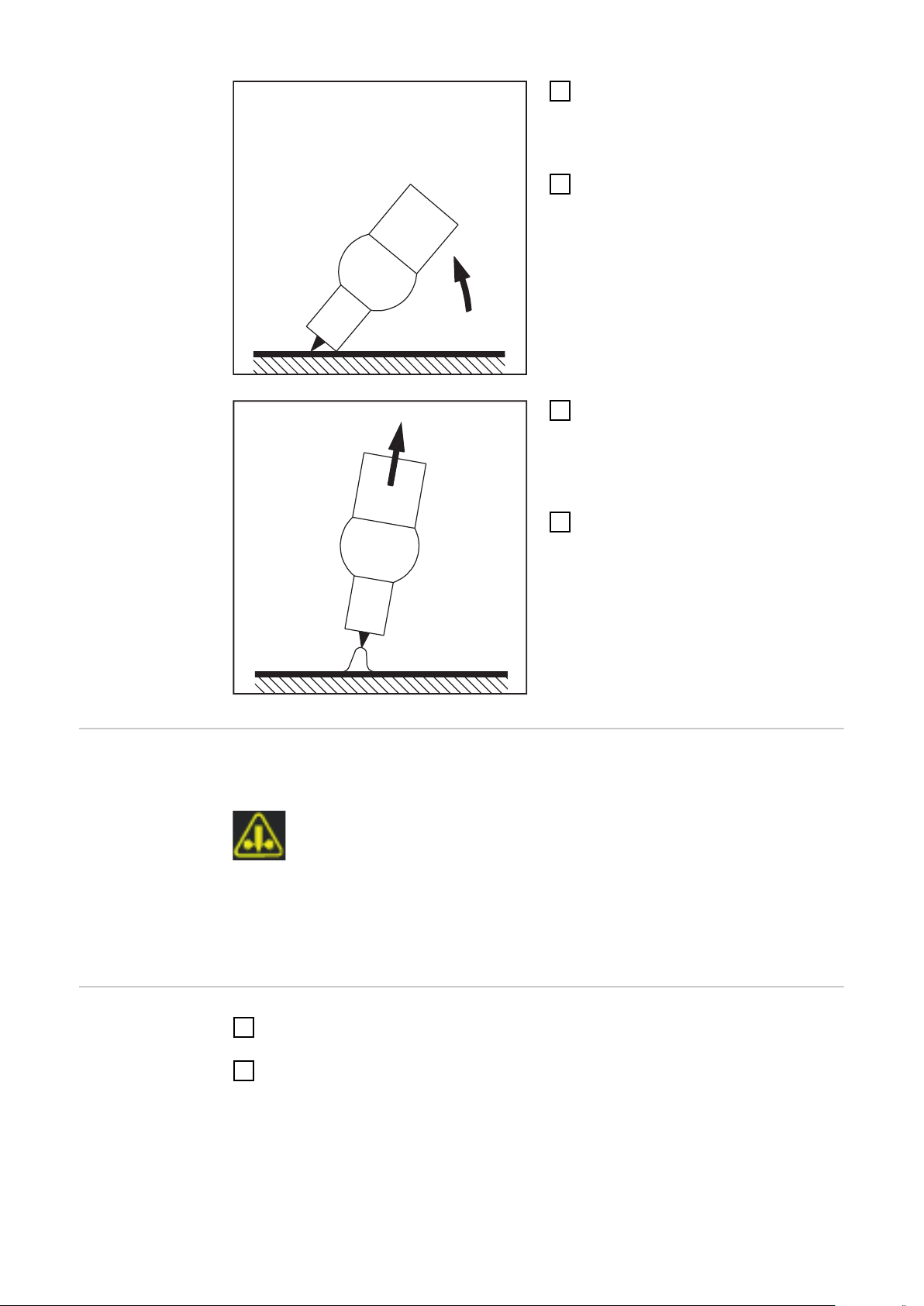
Bruk brennertast
2
Beskyttelsesgassen strømmer
Rett langsomt opp sveisepistolen
3
inntil wolframelektroden berører
arbeidsemnet.
Løft sveisepistolen og sving i nor-
4
mal posisjon
Lysbuen tennes
Gjennomfør sveisingen
5
Overbelastning
av elektrode
Sveiseslutt
Overbelastning av wolframelektroden kan føre til materialløsning på elektroden,
som igjen kan føre til at det kommer urenheter i smeltebadet.
Ved overbelastning av wolframelektroden lyser visningen “Elektrode overbelastet” i statuslinjen til betjeningspanelet.
Visningen “Elektrode overbelastet” avhenger av den innstilte elektrodediameteren og den innstilte sveisestrømmen.
Avhengig av innstilt driftstype kan du avslutte sveisingen ved å slippe opp
1
brennertasten
Avvent innstilt gassetterstrømming, hold sveisepistolen i posisjon over enden
2
av sveisesømmen.
72
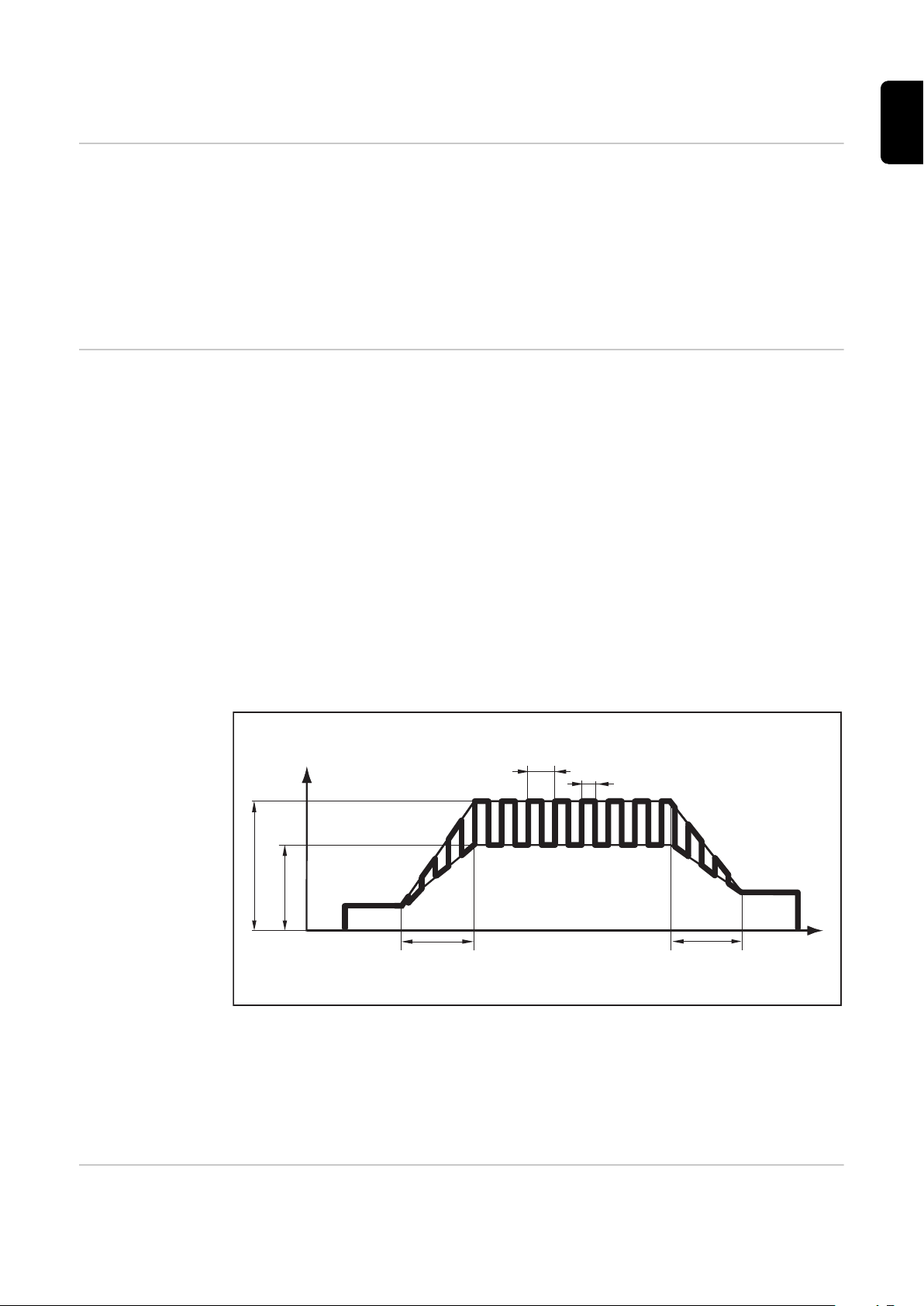
TIG-spesialfunksjoner
(1)
I [A]
t [s]
(2)
(3)
(4)
(5)
(6)
(7)
(8)
NO
Funksjon Tidsav-
Strømkilden har funksjonen Tidsavbrudd for tenning
brudd for tenning
Hvis man trykker på brennertasten, begynner gassforstrømmingen umiddelbart.
Deretter startes tenningsprosessen. Hvis det ikke oppstår en lysbue i løpet av
den tiden som er stilt inn i setup-menyen, slår strømkilden seg automatisk av.
Innstillingen av parameteren Tidsavbrudd for tenning er beskrevet i avsnittet
“HF-menyen” fra side 106.
TIG-puls Sveisestrømmen som stilles inn ved begynnelsen av sveisingen, er ikke alltid like
optimal for hele sveiseprosessen:
ved for lav strømstyrke smeltes ikke grunnmaterialet godt nok,
-
ved overoppheting er det fare for at det flytende smeltebadet drypper.
-
Da er TIG-puls-funksjonen nyttig (TIG-sveising med pulserende sveisestrøm):
En lav grunnstrøm (2) stiger med bratt kurve til tydelig høyere pulsstrøm og faller avhengig av innstilt Dutycycle (5) tilbake til grunnstrømmen (2) igjen.
Ved TIG-puls smeltes små avsnitt av sveisestedet raskt, og de stivner raskt igjen.
I TIG-puls tilføres sveisetråden ved manuell bruk i maksimalstrømfasen (kun mulig i lavt frekvensområde på 0,25–5 Hz). Høyere pulsfrekvenser brukes mest i
automatisert drift og hovedsakelig for å stabilisere lysbuen.
Pulssveising brukes ved sveising av stålrør i tvangsposisjon eller ved sveising av
tynne plater.
Virkemåten til TIG-puls når sveiseprosessen TIG DC-sveising er valgt:
Pulssveising – sveisestrømmens forløp
Tegnforklaring:
(1) hovedstrøm, (2) grunnstrøm, (3) startstrøm, (4) UpSlope, (5) pulsfrekvens*)
(6) Dutycycle, (7) DownSlope, (8) sluttstrøm
*) (1/F-P = tidsavstand mellom to impulser)
Heftfunksjon For sveiseprosessen TIG DC-sveising er det mulig å bruke heftfunksjonen.
73

Så snart det stilles inn en varighet i setup-parameteren Hefte (4), er driftstypene
I [A]
t [s]
(1)
(2)
(3)
(4)
(5)
(6)
2-takts drift og 4-takts drift programmert med heftfunksjonen. Prosessen for
driftstypene forblir uendret.
I displayet lyser visningen Hefte (TAC) i statuslinjen:
I denne perioden pulserer sveisestrømmen og sikrer optimal sammensmeltning
av smeltebadet ved hefting av to komponenter.
Virkemåten til heftfunksjonen ved TIG DC-sveising:
Heftfunksjon – sveisestrømmens forløp
Tegnforklaring:
(1) hovedstrøm, (2) startstrøm, (3) UpSlope, (4) varighet av den pulsede
sveisestrømmen under hefting, (5) DownSlope, (6) sluttstrøm
MERKNAD!
For den pulserende sveisestrømmen gjelder:
Strømkilden regulerer automatisk puls-parameterne avhengig av den innstilte
hovedstrømmen (1).
Det er ikke nødvendig å stille inn noen pulsparametre.
Pulserende sveisestrøm begynner
etter endt startstrømfase (2)
-
med UpSlope-fasen (3)
-
Avhengig av innstilt hefttid kan pulserende sveisestrøm vare til og med
sluttstrømfasen (6) (setup-parameter Hefte (4) på “on”).
Når heftetiden er utløpt, sveises det videre med konstant sveisestrøm, eventuelt
innstilte puls-parametere er tilgjengelig.
74

CycleTIG For prosessen TIG DC-sveising er intervall-sveiseprosessen CycleTIG tilgjengelig.
Sveiseresultatet påvirkes og styres av forskjellige parameterkombinasjoner.
De viktigste fordelene med CycleTIG er enkel kontroll av smeltebadet, målrettet
varmetilførsel og lite anløpingsfarge.
CycleTIG-varianter
CycleTIG + lavere grunnstrøm
For tvangsposisjonssveising, kantpåleggssveising og orbitalsveising
-
Godt egnet for sammenføyninger med tykke og tynne plater
-
Utmerket sveisesømkarakteristikk
-
HF-tenning kun ved sveisestart
-
Lang levetid på elektroden
-
God behersking av smeltebadet
-
Målrettet varmetilførsel
-
CycleTIG + tenning med Reversed Polarity Ignition = på + grunnstrøm = av
For reparasjonsarbeider (eksempelvis kantpåleggssveising)
-
Målrettet varmetilførsel
-
Størst fordel i kombinasjon med tenningsinnstillingen HF-tenning= touch HF
-
HF-tenning ved hver syklus (!)
-
Svært kort levetid på elektroden (!)
-
Anbefaling: iWave AC/DC med tenningsinnstillingen Reversed Polarity Ignition =
auto
NO
CycleTIG + heft
For heft av tynne plater, orbital-bruk og sammenføyninger med tykke og tyn-
-
ne plater
HF-tenning kun ved sveisestart
-
Lang levetid på elektroden
-
God behersking av smeltebadet
-
Målrettet varmetilførsel
-
Utmerket sveisesøm
-
Heft-funksjonen genererer automatisk pulsinnstilling
-
CycleTIG + Puls
CycleTIG kan brukes individuelt med alle pulsinnstillinger. Dette gjør det mulig
med pulsering i høy- og lavstrømsfasen.
For hefte av tynne plater og påleggssveising
-
For sammenføyninger med tykke og tynne plater
-
HF-tenning kun ved sveisestart
-
Lang levetid på elektroden
-
God behersking av smeltebadet
-
Målrettet varmetilførsel
-
Utmerket sveisesøm
-
Individuelle pulsinnstillinger mulig
-
Flere parametere for innstilling
-
75

Stavelektrodesveising, CEL-sveising
Sikkerhet
FARE!
Fare på grunn av feilbetjening og mangelfullt utført arbeid.
Følgene kan bli alvorlige personskader og materielle skader.
Alt arbeid og alle funksjonene som er beskrevet i dette dokumentet, skal
▶
utelukkende utføres av teknisk opplært fagpersonale.
Les og forstå dette dokumentet fullstendig.
▶
Les og forstå alle sikkerhetsforskrifter og all brukerdokumentasjon til dette
▶
apparatet og alle systemkomponentene.
FARE!
Fare på grunn av elektrisk strøm.
Følgene kan bli alvorlige personskader og materielle skader.
Før du starter arbeidet, må du slå av alle involverte enheter og komponenter
▶
og koble dem fra strømnettet.
Sikre alle involverte apparater og komponenter mot gjeninnkobling.
▶
Når du har åpnet apparatet, må du forsikre deg om at elektrisk ladede kom-
▶
ponenter (f.eks. kondensatorer) er utladet ved hjelp av et egnet måleapparat.
Forberedelse
Sett strømbryteren i stilling - O -
1
Trekk ut støpselet
2
Fjern TIG-sveisepistol
3
VIKTIG! For valg av egnet strømtype og for riktig tilkobling av elektrodekabel og
jordkabel må du følge instruksjonene på stavelektrodens emballasje!
Sett inn og lås jordkabelen:
4
i (+) strømkontakten ... for DC- sveising (=/-)
i (-) strømkontakten ... for DC+ sveising (=/+)
Opprett forbindelse til arbeidsemnet med den andre enden av jordkabelen
5
Sett inn elektrodekabelen, og lås den ved å vri den mot høyre:
6
i (-) strømkontakten ... for DC- sveising (=/-)
i (+) strømkontakten ... for DC+ sveising (=/+)
Sett i strømpluggen
7
FORSIKTIG!
Fare for personskader og materielle skader på grunn av elektrisk støt.
Så snart strømbryteren står i stilling - I -, er stavelektroden i elektrodeholderen
spenningsførende.
Pass på at stavelektroden ikke kommer i berøring med personer, elektrisk le-
▶
dende eller jordede deler (f.eks. huset, ...).
76
Sett strømbryteren i stilling - I -.
8
I displayet vises Fronius-logoen.

Stavelektrodesveising, CELsveising
Trykk på tasten Driftstype
1
Sveiseprosessene og driftstypene vises.
Velg sveiseprosessen Elektrode (Stick / MMA) eller CEL (drei og trykk på
2
stillhjulet)
Dersom stavelektrodesveising er valgt, blir kjøleapparatet – dersom det foreligger – automatisk deaktivert. Det er ikke mulig å koble dette inn.
NO
Velg parameteren "Polaritet" ved å dreie på stillhjulet:
3
DC- / DC+ / AC ... ved stavelektrodesveising
DC- / DC+ ... ved stavelektrodesveising med CEL-elektroder
Trykk på stillhjulet
4
Still inn polariteten for stavelektrodene som skal sveises, ved å dreie på still-
5
hjulet.
Bekreft valg ved å trykke på stillhjulet
6
Velg andre sveiseparametere ved å dreie på stillhjulet
7
Trykk på stillhjulet
8
Verdien for parameteren vises i blått og kan nå endres.
Drei på stillhjulet: Endre parameterens verdi
9
Trykk på stillhjulet
10
Still inn flere parametere i setup-menyen ved behov
11
(mer informasjon i kapittelet setup-innstilling fra side 89)
MERKNAD!
Prinsipielt vil alle nominelle verdier for parametere som er stilt inn med stillhjul,
være lagret til neste endring.
Dette gjelder også selv om strømkilden har blitt slått av og på igjen i mellomtiden.
Starte sveiseprosessen
12
77

Sveiseparameter
* *
50%
xxA
* *
100%
xxA
* *
150%
xxA
130 A
* *
130 A
* *
130 A
* *
for stavelektrodesveising
* Avhengig av innstilt strømtype vises (+), (-) eller symbolet for vekselstrøm
i denne posisjonen.
xxA = faktisk strømverdi, avhengig av innstilt hovedstrøm
Startstrøm
Startstrøm: Startstrøm < hovedstrøm (“Softstart”)
Startstrøm: Startstrøm > hovedstrøm (“Hotstart”)
Innstillingsområde: 0–200 % (av hovedstrømmen)
Fabrikkinnstilling: 150 %
Hovedstrøm
Startstrøm: Startstrøm = hovedstrøm
Hovedstrøm: Startstrøm < hovedstrøm (“Softstart”)
Hovedstrøm: Startstrøm > hovedstrøm (“Hotstart”)
Innstillingsområde: 0–190 A ... iWave 190i, 0–230 A ... iWave 230i
Fabrikkinnstilling:-
78
Hovedstrøm: Startstrøm = hovedstrøm

Dynamikk
20
* *
DC-
+
-
DC+
+
-
AC
I noen tilfeller må dynamikken stilles inn for å oppnå et optimalt sveiseresultat.
Innstillingsområde: 0–100 % (av hovedstrømmen)
Fabrikkinnstilling: 20
0 ... myk og sprutfattig lysbue
100 ... hardere og mer stabil lysbue
Funksjonsprinsipp:
I øyeblikket for dråpeovergangen eller i tilfelle av kortslutning følger en midlertidig økning av strømstyrken. For å opprettholde en stabil lysbue økes
sveisestrømmen midlertidig. Hvis stavelektroden truer med å synke inn i smeltebadet, forhindrer dette tiltaket at smeltebadet størkner, i tillegg til å forhindre en
lengre kortslutning av lysbuen. Dermed kan det nesten utelukkes at stavelektroden setter seg fast.
NO
Polaritet
Polaritet, stilt inn på DC-
Polaritet, stilt inn på AC
Innstillingsområde: DC– / DC+ / AC
Fabrikkinnstilling: DC–
Polaritet, stilt inn på DC+
Sveiseparametre
for stavelektrodesveising
med CEL-elektroder
* Avhengig av innstilt strømtype vises (+) eller (-) i denne posisjonen.
xxA = faktisk strømverdi, avhengig av innstilt hovedstrøm
79
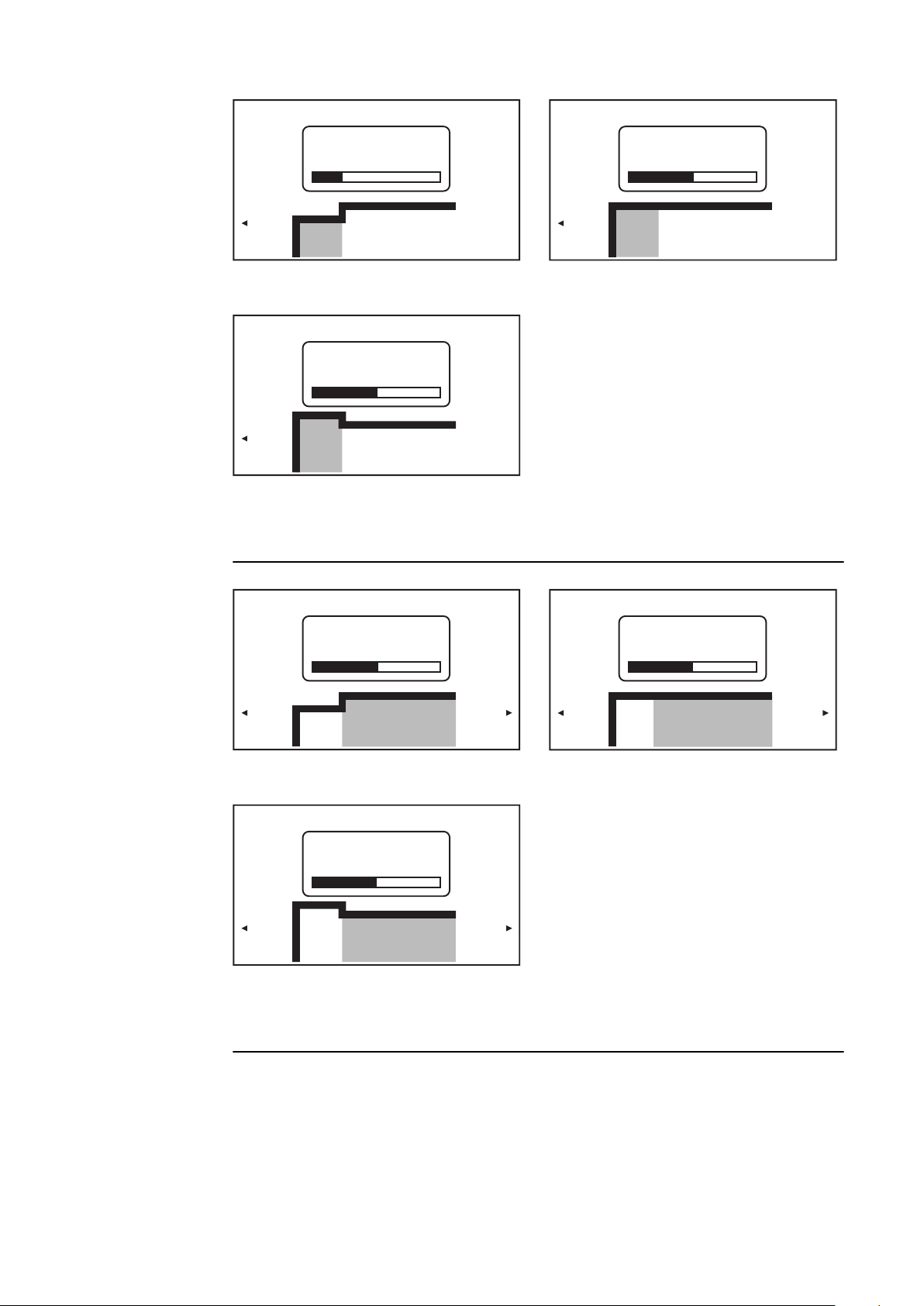
Startstrøm
* *
50%
xxA
* *
100%
xxA
* *
150%
xxA
130 A
* *
130 A
* *
130 A
* *
Startstrøm: Startstrøm < hovedstrøm (“Softstart”)
Startstrøm: Startstrøm > hovedstrøm (“Hotstart”)
Innstillingsområde: 0–200 % (av hovedstrømmen)
Fabrikkinnstilling: 150 %
Hovedstrøm
Startstrøm: Startstrøm = hovedstrøm
Hovedstrøm: Startstrøm < hovedstrøm (“Softstart”)
Hovedstrøm: Startstrøm > hovedstrøm (“Hotstart”)
Innstillingsområde: 0–190 A ... iWave 190i, 0–230 A ... iWave 230i
Fabrikkinnstilling: -
Hovedstrøm: Startstrøm = hovedstrøm
80

Dynamikk
20
* *
DC-
+
-
DC+
+
-
I noen tilfeller må dynamikken stilles inn for å oppnå et optimalt sveiseresultat.
Innstillingsområde: 0–100 % (av hovedstrømmen)
Fabrikkinnstilling: 20
0 ... myk og sprutfattig lysbue
100 ... hardere og mer stabil lysbue
Funksjonsprinsipp:
I øyeblikket for dråpeovergangen eller i tilfelle av kortslutning følger en midlertidig økning av strømstyrken. For å opprettholde en stabil lysbue økes
sveisestrømmen midlertidig. Hvis stavelektroden truer med å synke inn i smeltebadet, forhindrer dette tiltaket at smeltebadet størkner, i tillegg til å forhindre en
lengre kortslutning av lysbuen. Dermed kan det nesten utelukkes at stavelektroden setter seg fast.
NO
Polaritet
Polaritet, stilt inn på DC-
Innstillingsområde: DC- / DC+
Fabrikkinnstilling: DC–
Polaritet, stilt inn på DC+
81
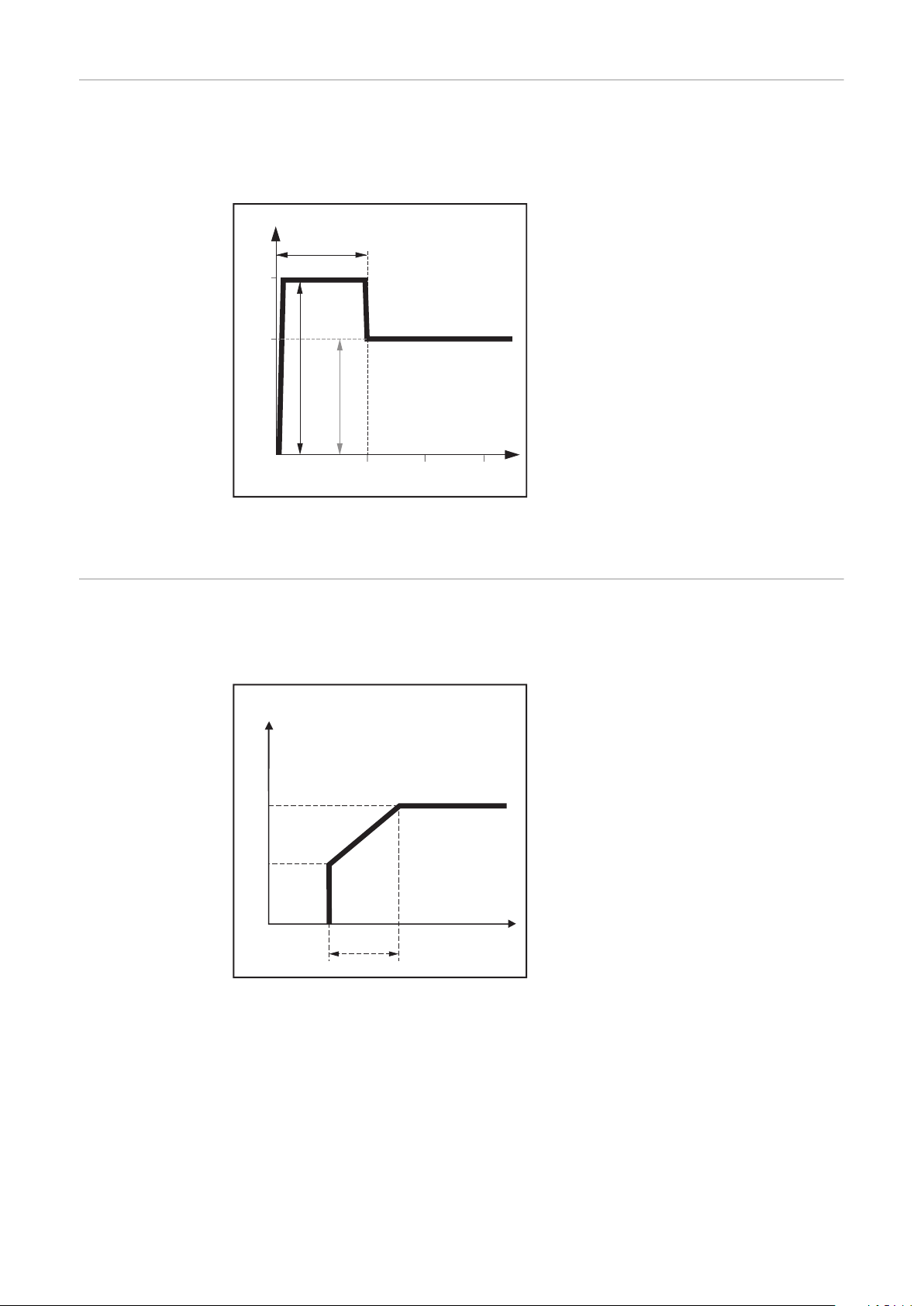
Startstrøm
I (A)
t (s)
0,5 1 1,5
(1)
(3)
(2)
100
150
I (A)
t
90A
30A
(1)
(3)
(2)
> 100 % (Hotstart)
FORDELER
Forbedrer tennegenskapene, også ved elektroder med dårlig tennegenskaper
-
Bedre smeltegrad av grunnmaterialet i startfasen, derfor mindre kaldpunkter
-
Unngår i stor grad innkapsling av slagg
-
(1) Startstrømtid
0–2 s, fabrikkinnstilling 0,5 s
(2) Startstrøm
0–200 %, fabrikkinnstilling
150 %
(3) Hovedstrøm = innstilt
sveisestrøm I
1
Virkemåte
I løpet av den innstilte startstrømtiden
(1) økes sveisestrømmen I1 (3) til
startstrømmen (2).
Eksempel på startstrøm > 100 % (Hotstart)
Innstilling av startstrømtid gjøres i setup-menyen.
Startstrøm
< 100 %
(Softstart)
En startstrøm < 100 % (Softstart) egner seg for basiske elektroder. Tenningen
skjer med lav sveisestrøm. Så snart lysbuen er stabil, stiger sveisestrømmen kontinuerlig helt til den innstilte, nominelle verdien for sveisestrømmen.
Fordeler:
Forbedrede tenningsegenskaper
-
ved elektroder som tenner ved lavere sveisestrøm
Unngår i stor grad innkapsling av
-
slagg
Reduksjon av sveisesprut
-
(1) Startstrøm
(2) Startstrømtid
(3) Hovedstrøm
Innstilling av startstrømtid gjøres i
stavelektrodemenyen.
Eksempel på startstrøm < 100 % (Softstart)
82

Funksjonen antistick
Dersom lysbuen blir kortere, kan sveisespenningen synke så lavt at stavelektrodene har en tendens til å klebe seg fast. Dessuten kan stavelektroden gløde ut.
Når anti-stick-funksjonen er aktivert, forhindres utgløding. Dersom stavelektroden begynner å klebe seg fast, kobler strømkilden ut sveisestrømmen umiddelbart. Når stavelektroden er tatt bort fra arbeidsemnet, kan sveiseprosessen fortsette uten problemer.
Aktivering og deaktivering av funksjonen anti-stick gjøres i stavelektrodemenyen.
NO
83
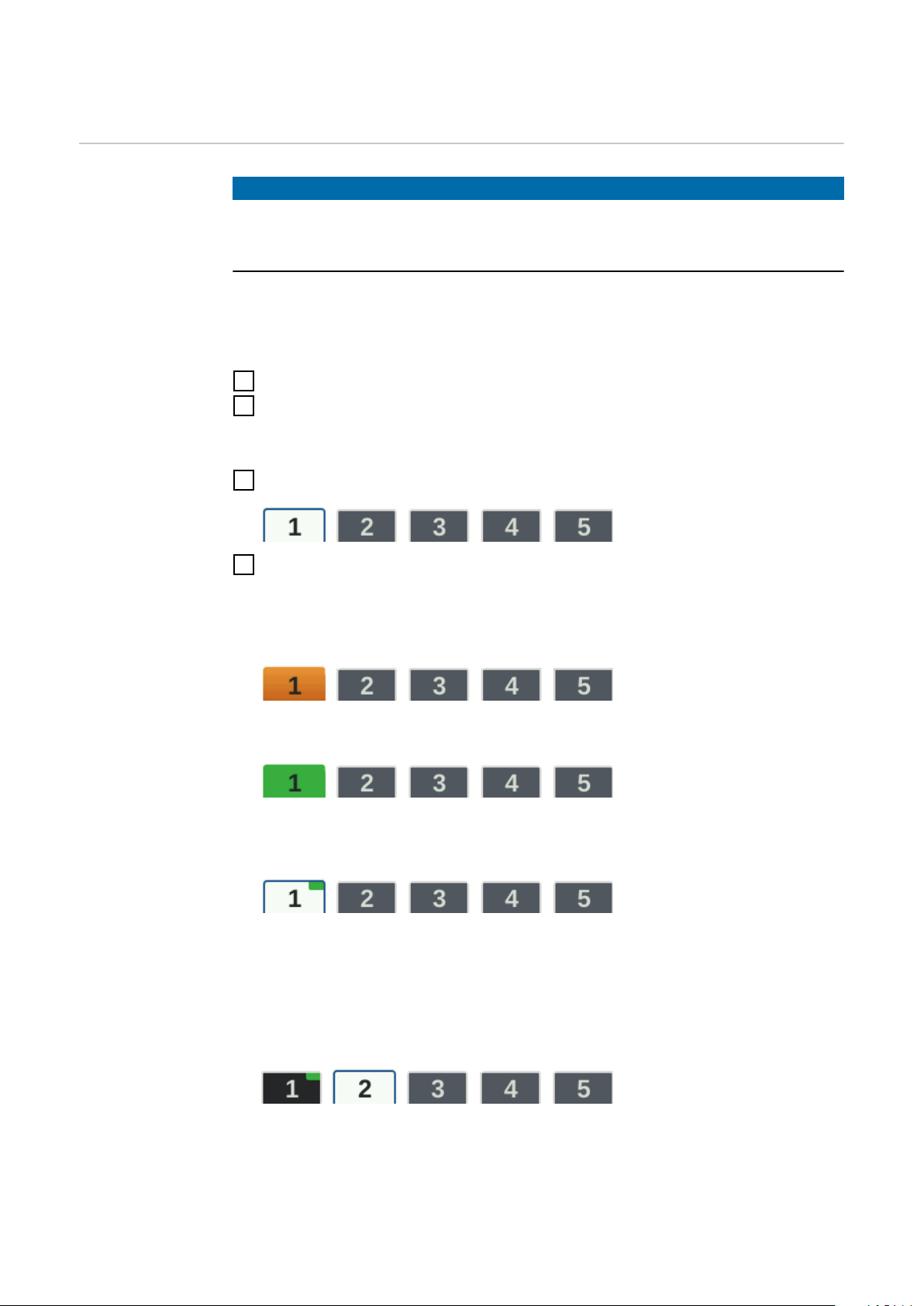
EasyJob-modus
Lagre EasyJobarbeidspunkter
MERKNAD!
EasyJob-ene lagres under jobbnummer 1–5 og kan også åpnes via jobbmenyen.
Lagringen av en EasyJob overskriver jobben som allerede er lagret på samme
jobbnummer!
Forutsetning:
Tasten Favoritt må være programmert med EasyJobs (se “Programmere tasten
Favoritt med EasyJobs”, fra side 33.
Stille inn sveiseprosess, driftstype og sveiseparametere
1
Trykk på tasten Favoritt
2
De fem EasyJob-knappene åpnes.
Drei på stillhjulet og velg ønsket lagringsplass
3
For å lagre de gjeldende sveiseinnstillingene må du trykke inn stillhjulet i ca.
4
tre sekunder.
Da endrer knappen størrelse og farge.
Etter ca. tre sekunder blir knappen grønn.
Innstillingene er lagret. De sist lagrede innstillingene er aktivert. Når en EasyJob er aktivert, vises knappen med en markør.
En lagringsplass som er opptatt, vises i sort, f.eks.:
Lagringsplass 1 ... opptatt og aktiv
Lagringsplass 2 ... valgt
Lagringsplass 3 ... ledig
Lagringsplass 4 ... ledig
Lagringsplass 5 ... ledig
84
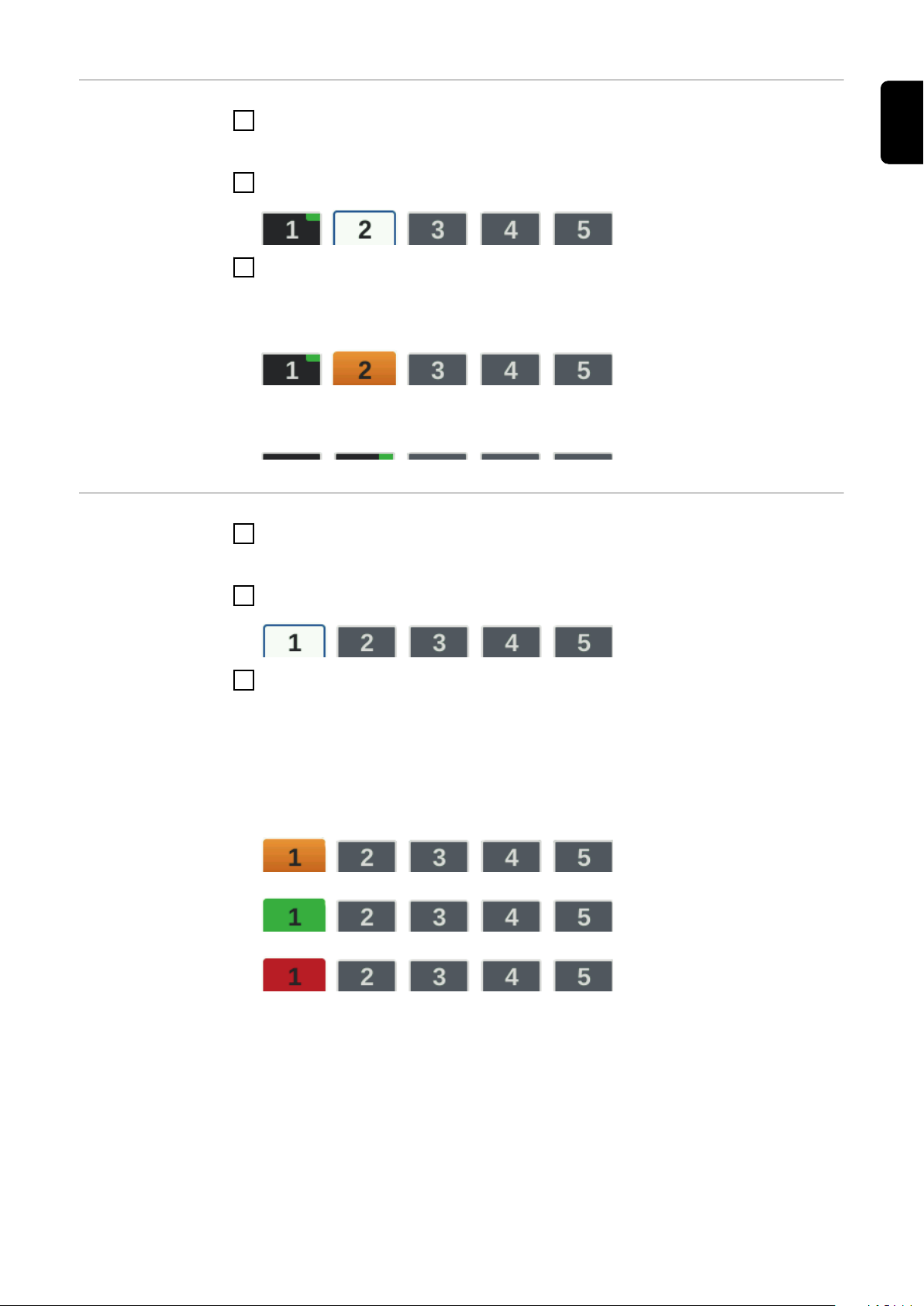
Åpne EasyJobarbeidspunkter
Trykk på tasten Favoritt
1
De fem EasyJob-knappene åpnes.
Drei på stillhjulet og velg ønsket lagringsplass
2
For å åpne et lagret EasyJob-arbeidspunkt må du trykke kort på stillhjulet (<
3
tre sekunder)
Da endrer knappen størrelse og farge.
Deretter minimeres EasyJob-knappene, aktiv EasyJob vises med markøren.
NO
Slette EasyJobarbeidspunkter
Trykk på tasten Favoritt
1
De fem EasyJob-knappene åpnes.
Drei på stillhjulet og velg lagringsplassen som skal slettes
2
For å slette et EasyJob-arbeidspunkt må du trykke inn stillhjulet i ca. fem se-
3
kunder.
Knappen:
endrer først størrelse og farge;
-
vises etter ca. tre sekunder i grønt;
-
Det lagrede arbeidspunktet overskrives med de aktuelle innstillingene.
vises etter ca. fem sekunder med rød bakgrunn ( = slette).
-
EasyJob-arbeidspunktet er blitt slettet.
85
Jobbsveising
Sikkerhet
FARE!
Fare på grunn av feilbetjening og mangelfullt utført arbeid.
Følgene kan bli alvorlige personskader og materielle skader.
Alt arbeid og alle funksjonene som er beskrevet i dette dokumentet, skal
▶
utelukkende utføres av teknisk opplært fagpersonale.
Les og forstå dette dokumentet fullstendig.
▶
Les og forstå alle sikkerhetsforskrifter og all brukerdokumentasjon til dette
▶
apparatet og alle systemkomponentene.
FARE!
Fare på grunn av elektrisk strøm.
Følgene kan bli alvorlige personskader og materielle skader.
Før du starter arbeidet, må du slå av alle involverte enheter og komponenter
▶
og koble dem fra strømnettet.
Sikre alle involverte apparater og komponenter mot gjeninnkobling.
▶
Når du har åpnet apparatet, må du forsikre deg om at elektrisk ladede kom-
▶
ponenter (f.eks. kondensatorer) er utladet ved hjelp av et egnet måleapparat.
Forberedelse
Monter og installer strømkilden i henhold til jobben som skal sveises
1
Sett i strømpluggen
2
FORSIKTIG!
Fare for personskader og materielle skader på grunn av elektrisk støt.
Så snart strømbryteren står i stillingen - I -, er wolframelektroden på sveisepistolen spenningsførende.
Pass på at wolframelektroden ikke kommer i berøring med personer, elekt-
▶
risk ledende eller jordede deler (f.eks. huset osv.).
Sett strømbryteren i stilling - I -.
3
86
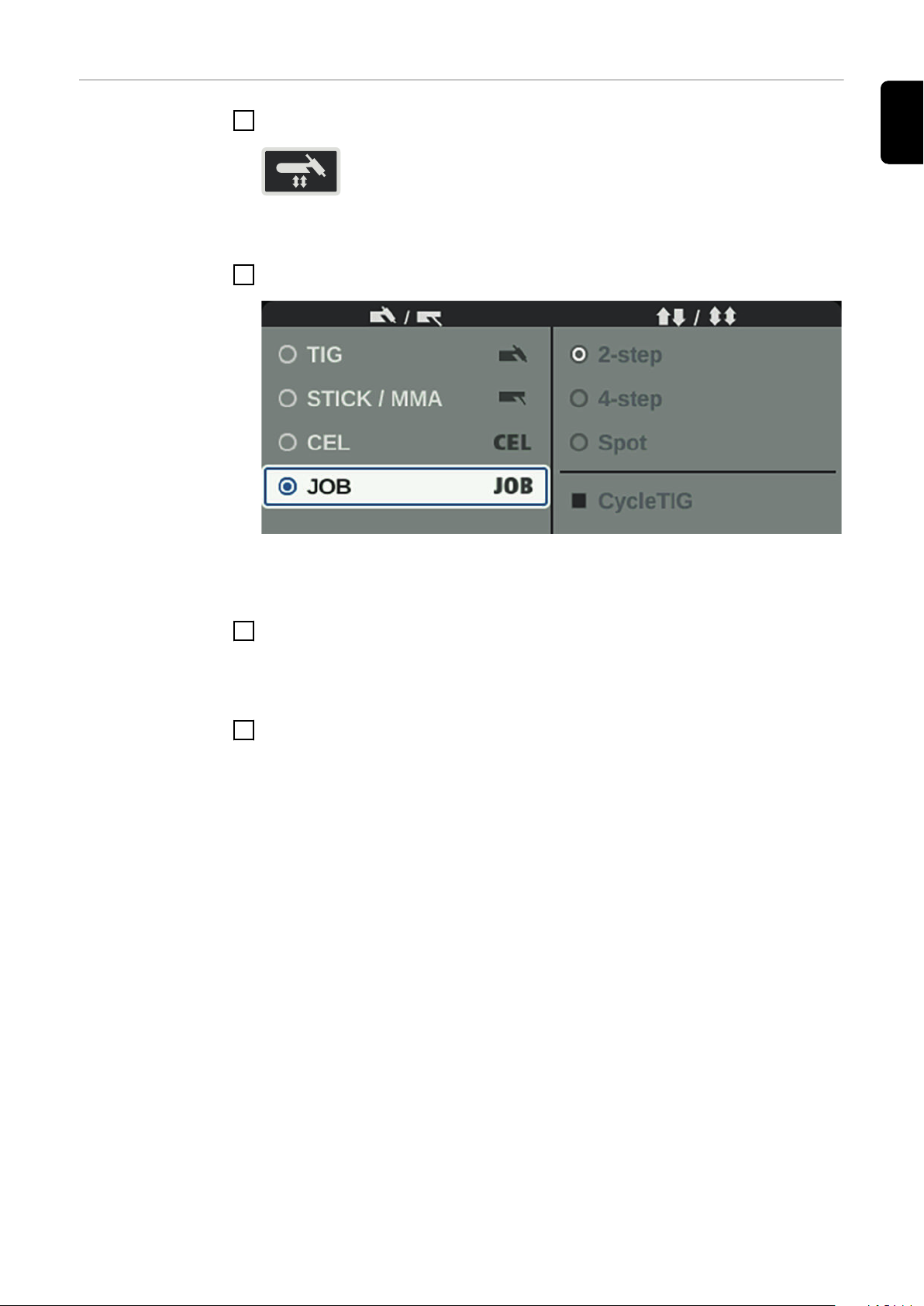
Jobb Sveising
Trykk på tasten Driftstype
1
Sveiseprosessene og driftstypene vises.
Velg “JOB” (drei og trykk på stillhjulet)
2
Etter kort tid vises sveiseparameterne for siste opphentede jobb, jobbnummeret er valgt.
NO
Trykk på stillhjulet
3
Jobbnummeret kan nå endres.
Velg jobbnummer for jobben som skal sveises (drei og trykk på stillhjulet)
4
Sveiseparameterne til den valgte jobben vises, jobben kan nå sveises.
87

88

Setup-innstillinger
89

90

Setup-menyen
1
Generelt Setup-menyen gir enkelt tilgang til ekspertkunnskapen i strømkilden og tilleggs-
funksjoner. I setup-menyen er det mulig å tilpasse parametrene etter de forskjellige oppgavene på enkelt vis.
I setup-menyen finner du
alle setup-parameterne med umiddelbar innvirkning på sveiseprosessen,
-
alle setup-parameterne for forhåndsinnstilling av sveisesystemet.
-
Visningen og redigerbarheten til parameterne avhenger av den valgte menyen og
de gjeldende innstillingene for sveiseprosesser og driftstype.
Parametere som ikke er relevante for de gjeldende innstillingene, vises i grått og
kan ikke velges.
Åpne setup-menyen
NO
Trykk på tasten Meny
1
Setup-menyen vises.
For å gå ut av setup-menyen må du trykke på tasten Meny på nytt
2
De innstilte sveiseparameterne vises.
91

Oversikt
(1) (2) (3) (4) (5) (6)
(11)
(7)
(14)(15) (13)
(12)
(9)
(10)(8)
**
*
Pos. Betegnelse
(1) TIG-meny
for innstilling av TIG-parametere for TIG-DC og TIG-AC
(2) Stavelektrodemeny
for innstilling av stavelektrodeparametere
(3) CEL-meny
for innstilling av parametre ved stavelektrodesveising med CEL-elektroder
(4) Tennings- og driftstypeinnstillinger
for innstilling av
Tenningsparametere
-
lysbueovervåkning
-
Forhåndsinnstillinger av driftstype
-
(5) Gassmeny
for innstilling av beskyttelsesgassparametere
(6) Komponentinnstillinger
for innstilling av kjøleapparat-driftstype
92
(7) Dokumentasjonsmeny
(kun ved alternativet OPT/i dokumentasjon)

for visning av sveisesømmer, resultater, loggbok
-
for innstilling av samplingsrate og grenseverdiovervåkning
-
(8) Jobbmeny
(kun på funksjonspakken OPT/i Jobs)
til lagring, lasting og sletting av jobber
-
til programmering av tasten Favoritt med EasyJobs
-
(9) Forhåndsinnstillinger
for innstilling av
Visning (bakgrunnsbelysning, språk, dato og klokkeslett osv.)
-
System (konfigurasjon strømkilde, fabrikkinnstilling osv.)
-
Nettverksinnstillinger (Bluetooth, Nettverk setup, WLAN osv.)
-
Brukeradministrasjon (opprette bruker, tildele rolle osv.)
-
Administrasjon (prøvelisens)
-
For en detaljert oversikt over forhåndsinnstillingene se side 124.
(10) Systeminformasjon
for visning av apparatinformasjon, som f.eks. programvareversjon eller IPadresse (dersom strømkilden er integrert i et nettverk)
(11) Rulleliste
(Ved flere parametere)
NO
Endre menyer og
parametere
(12) Tilgjengelige menyer
Antallet tilgjengelige menyer kan variere avhengig av fastvareversjon og
tilgjengelige alternativer.
(13) Verdi, enhet
(14) Setup-parametere
Avhengig av den valgte menyen og de gjeldende innstillingene for sveiseprosesser og driftstype vises irrelevante parametere i grått, og disse kan
ikke velges.
(15) Visning av valgt meny
med hensyn til gjeldende innstillinger for sveiseprosesser og driftstype
* Meny som er valgt til behandling (blå bakgrunn)
** Posisjonen til gjeldende valgte meny
Meny valgt
Bytte meny
Parameter valgt
Stille inn parameter
93

Velge meny
Hvis en parameter er valg (blå ramme, hvit bakgrunn):
Drei på stillhjulet helt til menyen som er overordnet parameteren, er valgt
1
Trykk på stillhjulet
2
Den valgte menyen vises med blå bakgrunn.
Drei på stillhjulet og velg ønsket meny (blå bakgrunn)
3
Stille inn parameter
Trykk på stillhjulet i den valgte menyen
4
Den første parameteren i menyen velges.
Drei på stillhjulet for å velge ønsket parameter.
5
Trykk på stillhjulet for å endre parameteren
6
Verdien til parameteren vises med blå bakgrunn.
Drei på stillhjulet, og endre verdien til parameteren
7
Verdiendringen av parameteren tas i bruk umiddelbart.
Trykk på stillhjulet for å kunne velge flere parametere
8
94

TIG-menyen
NO
Parametere i TIG
DC-menyen
Hefte
Heftefunksjon – varighet av pulserende sveisestrøm ved starten av hefteprosessen
av / 0,1–9,9 s / på
Fabrikkinnstilling: av
på
Den pulserende sveisestrømmen blir værende til slutten av hefteprosessen
0,1–9,9 s
Den innstilte tiden begynner med UpSlope-fasen Når den innstilte tiden er
utløpt, sveises det videre med konstant sveisestrøm, eventuelt innstilte puls-parametere er tilgjengelige
av
Heftfunksjon slått av
I displayet lyser visningen Hefte (TAC) i statuslinjen så lenge det har blitt stilt inn
en verdi.
Pulsfrekvens
av / 0,20–2000 Hz (10000 Hz med alternativet FP Pulse Pro)
Fabrikkinnstilling: av
VIKTIG! Hvis pulsfrekvensen er satt til "av", kan ikke parameterne Grunnstrøm
og Dutycycle velges.
Den innstilte pulsfrekvensen tas også i bruk for senkestrømmen.
I displayet lyser visningen Puls i statuslinjen så lenge det har blitt stilt inn en verdi for pulsfrekvensen.
OPT/i Pulse Pro
For innstilling av parameterne Grunnstrøm, Dutycycle, Kurveform Puls og Kurveform Grunnstrøm
Grunnstrøm
0–100 % (av hovedstrømmen I1)
Fabrikkinnstilling: 50 %
Dutycycle
Forholdet mellom pulsvarighet og grunnstrømvarighet ved innstilt pulsfrekvens
10–90 %
Fabrikkinnstilling: 50 %
95
Kurveform puls
For optimering av lysbuetrykket
Rektangel hardt / rektangel mykt / sinus
Fabrikkinnstilling: Rektangel hardt
Rektangel hardt:
rent rektangelformet forløp;
noe økt lysbuestøy, raske strømendringer.
Brukes for eksempel ved orbitalsveising.
Rektangel mykt:
rektangelformet forløp med redusert helning på flankene, redusert støy sammenlignet med rent rektangelformet forløp;
universell bruk.
Sinus:
sinusformet forløp (standardinnstilling for stabil lysbue med lite støy);
Bruk for eksempel ved hjørnesømmer og cladding.
Optimering av lysbuetrykket bidrar til:
bedre flyt av smeltebadet (bedre sveising av butt- eller hjørnesømmer)
-
langsom strømøkning eller strømreduksjon (særlig ved kilesveising, høylegert
-
stål eller pletteringer skyves ikke sveisetilsetningen eller smeltebadet bort)
reduksjon av støynivået ved sveising takket være avrundede kurveformer
-
Kurveform grunnstrøm
For optimering av lysbuetrykket
Rektangel hardt / rektangel mykt / sinus
Fabrikkinnstilling: Rektangel hardt
Rektangel hardt:
rent rektangelformet forløp;
noe økt lysbuestøy, raske strømendringer.
Brukes for eksempel ved orbitalsveising.
Rektangel mykt:
rektangelformet forløp med redusert helning på flankene, redusert støy sammenlignet med rent rektangelformet forløp;
universell bruk.
Sinus:
sinusformet forløp (standardinnstilling for stabil lysbue med lite støy);
Bruk for eksempel ved hjørnesømmer og cladding.
Startstrømtid
Startstrømtiden bestemmer varigheten for startstrømfasen.
av / 0,01–30,0 s
Fabrikkinnstilling: av
96
VIKTIG! Startstrømtiden gjelder kun for 2-taktsdrift og punktsveising. I 4-taktsdrift bestemmes varigheten for startstrømfasen ved hjelp av brennertasten.
Sluttstrømtid
Sluttstrømtiden bestemmer varigheten for sluttstrømfasen.
av / 0,01–30,0 s
Fabrikkinnstilling: av
VIKTIG! Sluttstrømtiden gjelder kun for 2-taktsdrift og punktsveising. I 4-taktsdrift bestemmes varigheten for sluttstrømfasen ved hjelp av brennertasten (avsnittet "TIG-driftstyper").
Slope-senkestrøm
Til å stille inn parameterne senkestrøm Slope1 og senkestrøm Slope2
Senkestrøm Slope1
av / 0,01–30,0 s
Fabrikkinnstilling: av
Dersom det er lagt inn en tidsverdi for parameteren senkestrøm Slope1, skjer
ikke den kortvarige strømreduksjonen eller strømøkningen brått, men sakte og
tilpasset det ønskede strømforløpet.
Dermed reduseres negative innvirkninger på sveisesømmen og komponenten,
spesielt ved aluminiumsapplikasjoner.
Senkestrøm Slope2
av / 0,01–30,0 s
Fabrikkinnstilling: av
Dersom det er lagt inn en tidsverdi for parameteren senkestrøm Slope2, skjer
ikke tilpasningen av senkestrømmen etter sveisestrømmen brått, men sakte og
tilpasset.
NO
For eksempel ved strømøkning vil smeltebadet varmes sakte og ikke brått. Det
gjør det mulig å gasse ut smeltebadet, og det reduserer poredannelse ved aluminiumssveising.
Punktertid
(kun når driftstypen Punktsveising er stilt inn)
0,02–120 s
Fabrikkinnstilling: 5,0 s
97
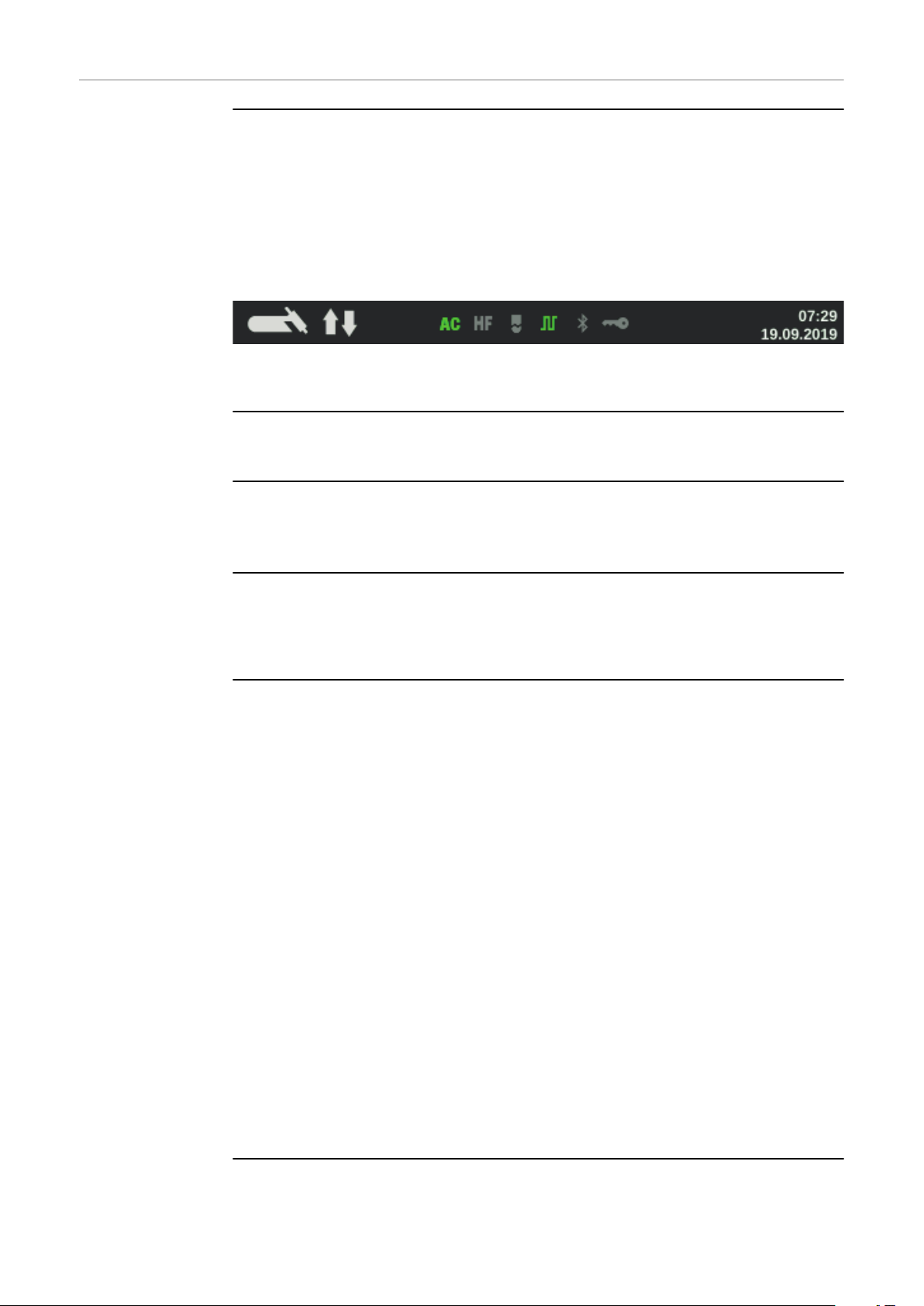
Parametere i TIG
AC-menyen
Pulsfrekvens
av / 0,20–2000 Hz (10000 Hz med alternativet FP Pulse Pro)
Fabrikkinnstilling: av
VIKTIG! Hvis pulsfrekvensen er satt til "av", kan ikke parameterne Grunnstrøm
og Dutycycle velges.
Den innstilte pulsfrekvensen tas også i bruk for senkestrømmen.
I displayet lyser visningen Puls i statuslinjen så lenge det har blitt stilt inn en verdi for pulsfrekvensen.
OPT/i Pulse Pro
For innstilling av parameterne Grunnstrøm, Dutycycle, Kurveform Puls og Kurveform Grunnstrøm
Grunnstrøm
0–100 % (av hovedstrømmen I1)
Fabrikkinnstilling: 50 %
Dutycycle
Forholdet mellom pulsvarighet og grunnstrømvarighet ved innstilt pulsfrekvens
10–90 %
Fabrikkinnstilling: 50 %
Kurveform puls
For optimering av lysbuetrykket
Rektangel hardt / rektangel mykt / sinus
Fabrikkinnstilling: Rektangel hardt
Rektangel hardt:
rent rektangelformet forløp;
noe økt lysbuestøy, raske strømendringer.
Brukes for eksempel ved orbitalsveising.
Rektangel mykt:
rektangelformet forløp med redusert helning på flankene, redusert støy sammenlignet med rent rektangelformet forløp;
universell bruk.
Sinus:
sinusformet forløp (standardinnstilling for stabil lysbue med lite støy);
Bruk for eksempel ved hjørnesømmer og cladding.
98
Optimering av lysbuetrykket bidrar til:
bedre flyt av smeltebadet (bedre sveising av butt- eller hjørnesømmer)
-
langsom strømøkning eller strømreduksjon (særlig ved kilesveising, høylegert
-
stål eller pletteringer skyves ikke sveisetilsetningen eller smeltebadet bort)
reduksjon av støynivået ved sveising takket være avrundede kurveformer
-
Kurveform grunnstrøm
For optimering av lysbuetrykket
Rektangel hardt / rektangel mykt / sinus
Fabrikkinnstilling: Rektangel hardt
Rektangel hardt:
rent rektangelformet forløp;
noe økt lysbuestøy, raske strømendringer.
Brukes for eksempel ved orbitalsveising.
Rektangel mykt:
rektangelformet forløp med redusert helning på flankene, redusert støy sammenlignet med rent rektangelformet forløp;
universell bruk.
Sinus:
sinusformet forløp (standardinnstilling for stabil lysbue med lite støy);
Bruk for eksempel ved hjørnesømmer og cladding.
Startstrømtid
(kun i 2-takts drift og punktsveising)
Startstrømtiden bestemmer varigheten for startstrømfasen.
av / 0,01–30,0 s
Fabrikkinnstilling: av
NO
VIKTIG! Startstrømtiden gjelder kun for 2-taktsdrift og punktsveising. I 4-takts-
drift bestemmes varigheten for startstrømfasen ved hjelp av brennertasten.
Sluttstrømtid
(kun i 2-takts drift og punktsveising)
Sluttstrømtiden bestemmer varigheten for sluttstrømfasen.
av / 0,01–30,0 s
Fabrikkinnstilling: av
VIKTIG! Sluttstrømtiden gjelder kun for 2-taktsdrift og punktsveising. I 4-taktsdrift bestemmes varigheten for sluttstrømfasen ved hjelp av brennertasten (avsnittet "TIG-driftstyper").
Slope-senkestrøm
Til å stille inn parameterne senkestrøm Slope1 og senkestrøm Slope2
Senkestrøm Slope1
av / 0,01–30,0 s
Fabrikkinnstilling: av
Dersom det er lagt inn en tidsverdi for parameteren senkestrøm Slope1, skjer
ikke den kortvarige strømreduksjonen eller strømøkningen brått, men sakte og
tilpasset det ønskede strømforløpet.
Dermed reduseres negative innvirkninger på sveisesømmen og komponenten,
spesielt ved aluminiumsapplikasjoner.
Senkestrøm Slope2
av / 0,01–30,0 s
Fabrikkinnstilling: av
99

Dersom det er lagt inn en tidsverdi for parameteren senkestrøm Slope2, skjer
+
t (s)
I (A)
60 Hz 120 Hz
ikke tilpasningen av senkestrømmen etter sveisestrømmen brått, men sakte og
tilpasset.
For eksempel ved strømøkning vil smeltebadet varmes sakte og ikke brått. Det
gjør det mulig å gasse ut smeltebadet, og det reduserer poredannelse ved aluminiumssveising.
Punktertid
(kun når driftstypen Punktsveising er stilt inn)
0,02–120 s
Fabrikkinnstilling: 5,0 s
AC-frekvens
Syn / 40–250 Hz
Fabrikkinnstilling: 60 Hz
Syn
Innstilling for synkronsveising (tosidig sveising, samtidig sveising med 2 strømkilder)
For synkronsveising må AC-frekvensen på begge strømkildene være stilt til "Syn".
Synkronsveising brukes ved tykke materialtykkelser for å oppnå høyere avsmeltingseffekt og for å minimere innkapsling.
VIKTIG! På grunn av faseposisjonen til inngangspenningen kan det noen ganger
hende at synkroniseringen av strømkildene ikke utføres på riktig måte.
Dersom dette skjer, må strømpluggen til strømkilden trekkes ut, dreies 180° og
kobles til strømnettet igjen.
Lav frekvens
myk, bred lysbue med grunn varmetilførsel
Høy frekvens
fokusert lysbue med dyp varmetilførsel
AC-frekvensen innvirkning på strømforløpet:
AC-strømoffset
-70 til +70 %
Fabrikkinnstilling: 0 %
100
+70 %
Bred lysbue med lav varmetilførsel
høy belastning av wolframelektroden
mye rengjøring av overflaten.
-70 %
Smal lysbue med høy varmetilførsel
lav belastning av wolframelektroden
svært lite rengjøring av overflaten.
 Loading...
Loading...