

Page 1

/ Perfect Charging / Perfect Welding / Solar Energy
FTV 20
FTV 50
Instrukcja obsługi
PL
Wózki do spawania wzdłużnego
42,0426,0096,PL V02-19012015
Page 2

Page 3

Spis treści
Informacje ogólne ............................................................................................................................................ 3
Zasada działania ........................................................................................................................................ 3
Koncepcja urządzenia ................................................................................................................................ 3
Obszary zastosowań .................................................................................................................................. 3
Użytkowanie zgodne z przeznaczeniem FTV 20 ....................................................................................... 3
Użytkowanie zgodne z przeznaczeniem FTV 50 ....................................................................................... 4
Ostrzeżenia na tabliczce znamionowej ...................................................................................................... 5
Komponenty wózka ......................................................................................................................................... 6
Wyposażenie seryjne ................................................................................................................................. 6
Wyposażenie opcjonalne i akcesoria ......................................................................................................... 6
Elementy obsługi i przyłącza ........................................................................................................................... 7
Przyłącza wózka FTV 20 ............................................................................................................................ 7
Przyłącza wózka FTV 50 ............................................................................................................................ 7
Regulator zdalny FRC-40 ........................................................................................................................... 8
Pozycja spawania i prowadzenie spoiny ......................................................................................................... 9
Pozycje spawania FTV 20 .......................................................................................................................... 9
Pozycje spawania FTV 50 .......................................................................................................................... 9
Przygotowanie wózka .................................................................................................................................... 10
Sprawdzanie czystości powierzchni elementu spawanego i wózka ......................................................... 10
Odciążanie wózka .................................................................................................................................... 10
Kontrola mimośrodowych krążków prowadzących ................................................................................... 10
Zastosowanie stopek z włączanym polem magnetycznym ...................................................................... 11
Użycie stopek próżniowych z dźwigniami ręcznymi ................................................................................. 11
Zastosowanie wyposażenia próżniowego ................................................................................................ 12
Pozycje spawania wyposażenia próżniowego ......................................................................................... 12
Demontaż wyposażenia próżniowego ...................................................................................................... 12
Wymiana szyny prowadzącej ................................................................................................................... 13
Ustawienie mimośrodowych krążków prowadzących .............................................................................. 14
Ustawienie silnika ..................................................................................................................................... 15
Uruchamianie ................................................................................................................................................ 16
Kontrola połączeń i przyłączy ................................................................................................................... 16
Włączanie komponentów systemu ........................................................................................................... 16
Deniowanie parametrów wózka ............................................................................................................. 16
Wczytywanie programu spawania ............................................................................................................ 16
Wykonywanie procedury testowej ............................................................................................................ 17
Uruchamianie procedury spawania .......................................................................................................... 17
Lokalizacja i usuwanie usterek ...................................................................................................................... 18
Informacje ogólne ..................................................................................................................................... 18
Podstawowe wymogi działania systemu .................................................................................................. 18
Wózek ...................................................................................................................................................... 18
Komunikaty o błędach sterownika ............................................................................................................ 19
Konserwacja, czyszczenie ............................................................................................................................ 20
Personel ................................................................................................................................................... 20
Poświadczenie konserwacji ..................................................................................................................... 20
Czynności konserwacyjne i terminy konserwacji ..................................................................................... 20
Zalecane środki smarowe ........................................................................................................................ 20
Komponenty wózka .................................................................................................................................. 21
Dane techniczne ............................................................................................................................................ 22
Wózek FTV 20..........................................................................................................................................22
Wymiary FTV 20 .......................................................................................................................................22
Wózek FTV 50..........................................................................................................................................23
Wymiary FTV 50 .......................................................................................................................................23
1
Page 4

Osprzęt i wyposażenie opcjonalne ................................................................................................................ 24
Przegląd systemu ..................................................................................................................................... 24
Zestaw do montażu .................................................................................................................................. 24
Lista części zamiennych .................................................................................................................................. 1
Schemat połączeń FTV 20 ............................................................................................................................ 10
Schemat połączeń FTV 50 ............................................................................................................................ 16
2
Page 5

Informacje ogólne
Zasada działania Wózki FTV 20 i FTV 50 to mobilne wózki do spawania wzdłużnego, prowadzone na
szynie wyposażonej w listwę zębatą. Wózki służą do spawania mechanicznego spoin
pachwinowych i doczołowych.
Koncepcja
urządzenia
Obszary
zastosowań
Użytkowanie
zgodne z
przeznaczeniem
FTV 20
Wózek FTV 20
Wózki zostały skonstruowane w celu zapewnienia dużej elastyczności i wzrostu wydajności produkcji w procesach wykonywania spoin wzdłużnych.
Osprzęt różnego typu, taki jak stopki magnetyczne lub stopki próżniowe, umożliwiają
łatwe i szybkie pozycjonowanie na elemencie spawanym.
Wózek jest zasilany przez kabel zasilania.
Do sterowania i obsługi wózka służy regulator zdalny.
Wózki FTV 20 i FTV 50 można stosować wszędzie tam, gdzie wymagana jest duża elastyczność podczas wykonywania spoin wzdłużnych, np.:
- do spawania wsporników wzdłużnych,
- w stoczniach,
- w halach produkcyjnych,
- na placach budowy.
Wózek FTV 20 jest przeznaczony wyłącznie do wykonywania w sposób zmechanizowany spoin doczołowych i pachwinowych w podolnej pozycji spawania PA.
Zastosowanie inne lub też wykraczające poza ten zakres uznaje się za niezgodne
z przeznaczeniem — producent nie ponosi żadnej odpowiedzialności za powstałe w ten
sposób szkody.
Możliwe jest zastosowanie następujących metod spawania:
- proces MIG/MAG,
- proces TIG,
- proces plazmowy.
3
Page 6

Użytkowanie
zgodne z
przeznaczeniem
FTV 50
Wózek FTV 50 jest przeznaczony wyłącznie do wykonywania w sposób zmechanizowany spoin doczołowych i pachwinowych w:
- pozycji podolnej PA;
- pozycji naściennej PC;
- pozycji pionowej z góry na dół PG;
- pozycji pionowej z dołu do góry PF.
Zastosowanie inne lub też wykraczające poza ten zakres uznaje się za niezgodne
z przeznaczeniem — producent nie ponosi żadnej odpowiedzialności za powstałe w ten
sposób szkody.
Możliwe jest zastosowanie następujących metod spawania:
- proces MIG/MAG,
- proces TIG,
- proces plazmowy.
Do zastosowania zgodnego z przeznaczeniem obu wózków zalicza się również:
- wykonywanie zalecanych czynności konserwacyjnych oraz przestrzeganie częstotliwości konserwacji;
- prowadzenie książki serwisowej wraz z niezbędnymi wpisami (data, operator, wykonana czynność);
- stosowanie części zamiennych zalecanych przez rmę Fronius;
- przestrzeganie wszystkich wskazówek podanych w instrukcji obsługi;
- używanie niniejszego dokumentu razem z instrukcjami obsługi
zintegrowanych komponentów systemu (źródło prądu spawania, podajnik drutu itd.).
WSKAZÓWKA! Wszelkie użytkowanie odbiegające od użytkowania zgodnego
z przeznaczeniem, samowolne przebudowy lub modykacje są traktowane jako
niedozwolone użytkowanie niezgodne z przeznaczeniem.
W takim przypadku wygasa wszelka odpowiedzialność i rękojmia producenta.
4
Page 7

Ostrzeżenia
na tabliczce
znamionowej
Na wózku zamocowana jest tabliczka znamionowa z przedstawionymi na niej symbolami
bezpieczeństwa. Zabronione jest usuwanie lub zamalowywanie symboli bezpieczeństwa.
FTV 20
U
1
230 V
2
U
Art.No.:
Ser.No.:
A-4600 Wels
www.fronius.com
YM:2010
1~
50/60 Hz
42/24 VDC
L x W x H max. load
440 x 500 x 355 mm
EN 12100
I1
1 A
2
I
6,3/0,4 ADC
20 kg
8,045,279
v
max
300 cm/min
P
230 VA
weight
18 kg
Z funkcji urządzenia można korzystać dopiero po dokładnym przeczytaniu instrukcji
obsługi.
Nie wyrzucać zużytych urządzeń razem z odpadami komunalnymi, lecz utylizować je
zgodnie z przepisami dotyczącymi bezpieczeństwa.
Tabliczka znamionowa wózka FTV 20
5
Page 8

Komponenty wózka
Wyposażenie
seryjne
Wyposażenie
opcjonalne
i akcesoria
- napęd za pośrednictwem koła zębatego i listwy zębatej;
- funkcja wykrywania położenia końcowego w obu kierunkach;
- kabel zasilania z wtyczką (12 m);
- przewód sterujący źródła prądu spawania (10 m).
- regulator zdalny FRC-40 z kablem (3 m);
- uchwyt regulatora zdalnego FRC-40;
- suport krzyżakowy FGU 4;
- przegub krzyżowy FSU 7 z uchwytem palnika spawalniczego FTH;
- uchwyt podajnika drutu;
- system szynowy z listwą zębatą;
- system montażowy stopek magnetycznych trwałych, z płytką montażową do montażu
w pozycji podolnej PA;
- system montażowy stopek z włączanym polem magnetycznym (pozycja podolna PA);
- system montażowy stopek próżniowych z dźwignią ręczną;
- komplet wyposażenia próżniowego.
Wyposażenie
próżniowe
Stopki magne-
tyczne
z włączanym
polem magne-
tycznym
Podajnik drutu
Sterownik
FRC-40
FGU 4
Stopki próżniowe
z dźwignią ręczną
FSU 7
6
Page 9

Elementy obsługi i przyłącza
Przyłącza wózka
FTV 20
OSTRZEŻENIE! Nieprawidłowa obsługa może spowodować poważne obrażenia i straty materialne. Z opisanych funkcji można korzystać dopiero po
dokładnym zapoznaniu się z następującymi dokumentami:
- niniejszą instrukcją obsługi;
- wszystkimi instrukcjami obsługi komponentów systemu, zwłaszcza przepisami dotyczącymi bezpieczeństwa.
Przyłącza wózka FTV 20
(1)
(2)
(3)
(4)
Nr Funkcja
(1) Przyłącze sieciowe
z bezpiecznikiem
do podłączenia kabla zasilania
(2) Wyłącznik zasilania wł./wył.
do włączania i wyłączania
wózka i podłączonego
regulatora zdalnego
(3) Przyłącze regulatora zdalnego
(sterownika)
do podłączenia ręcznego regulatora
zdalnego
(4) Sterownik źródła prądu spawania
Przyłącza wózka
FTV 50
(1)
(2)
(3)
(4)
(5)
Nr Funkcja
(1) Przyłącze sieciowe
z bezpiecznikiem
do podłączenia kabla zasilania
(2) Wyłącznik zasilania wł./wył.
do włączania i wyłączania wózka
i podłączonego regulatora zdalnego
(3) Przyłącze regulatora zdalnego
(sterownika)
do podłączenia ręcznego regulatora
zdalnego
(4) Sterownik źródła prądu spawania
(5) Sterownik zestawu do montażu
startu zewnętrznego
7
Page 10

Regulator zdalny
FRC-40
Regulator zdalny FRC-40 umożliwia zapisanie i ponowne wczytanie maks. 99 kompletnych list parametrów.
Parametry robocze przygotowane dla danego elementu można zapisać pod żądanym
numerem programu.
Listy parametrów można w każdej chwili wczytać i w razie potrzeby skorygować. Zapis
i odczyt programów jest możliwy na każdej stronie z parametrami.
W przypadku zastosowania interfejsu robota, za pomocą regulatora zdalnego FRC-40
istnieje możliwość wywołania gotowych zadań ze źródła prądu spawania.
(1)
Nr Funkcja
(1) Wyświetlacz dotykowy
do nawigacji w menu
(2) Przycisk wyłącznika awaryjnego
(2)
(3) Pokrętło wielofunkcyjne
do wyboru ustawiania parametrów
(3)
spawania
(4) Przycisk „STOP”
zatrzymuje automatyczny przebieg
programu
(5) Przełącznik wyboru „Spawanie
WŁ./WYŁ.”
(4)
(5)(6)(7)
wybór automatycznego przebiegu
programu ze spawaniem lub bez
Regulator zdalny FRC-40
(6) Przycisk „Tryb pracy ręcznej”
do ręcznego pozycjonowania wózka
(7) Przycisk „START”
do uruchamiania automatycznego przebiegu programu
WSKAZÓWKA! Szczegółowe informacje dotyczące wczytywania i zapisywania
programów oraz obsługi regulatora ręcznego można znaleźć w instrukcji obsługi
FRC-40.
8
Page 11

Pozycja spawania i prowadzenie spoiny
Pozycje spawania
FTV 20
Pozycje spawania
FTV 50
Możliwe są niżej wymienione pozycje spawania:
- pozycja podolna PA.
Możliwe są niżej wymienione pozycje spawania:
- pozycja podolna PA,
- pozycja naścienna PC,
- pozycja pionowa z góry na dół PG,
- pozycja pionowa z dołu do góry PF.
9
Page 12
Przygotowanie wózka
Sprawdzanie
czystości
powierzchni
elementu
spawanego
i wózka
Odciążanie
wózka
Przed ustawieniem wózka sprawdzić następujące warunki:
- Powierzchnia elementu spawanego musi być czysta (bez piasku, wiórów itp.).
- Podstawa wózka musi być czysta i wolna od wiórów.
- Zębate koło napędowe i prowadnice muszą być nieuszkodzone i czyste.
- Szyny prowadzące i listwy zębate muszą być czyste, nieuszkodzone i wolne od rozprysków spawalniczych.
W przypadku zastosowania stopek próżniowych:
- Stopki z przyssawkami muszą być czyste, nieuszkodzone i wolne od rozprysków
spawalniczych.
W przypadku użycia magnetycznego systemu montażowego:
- Stopki magnetyczne muszą być czyste i wolne od brudu oraz wiórów, które mogłyby
być przyciągnięte przez magnesy.
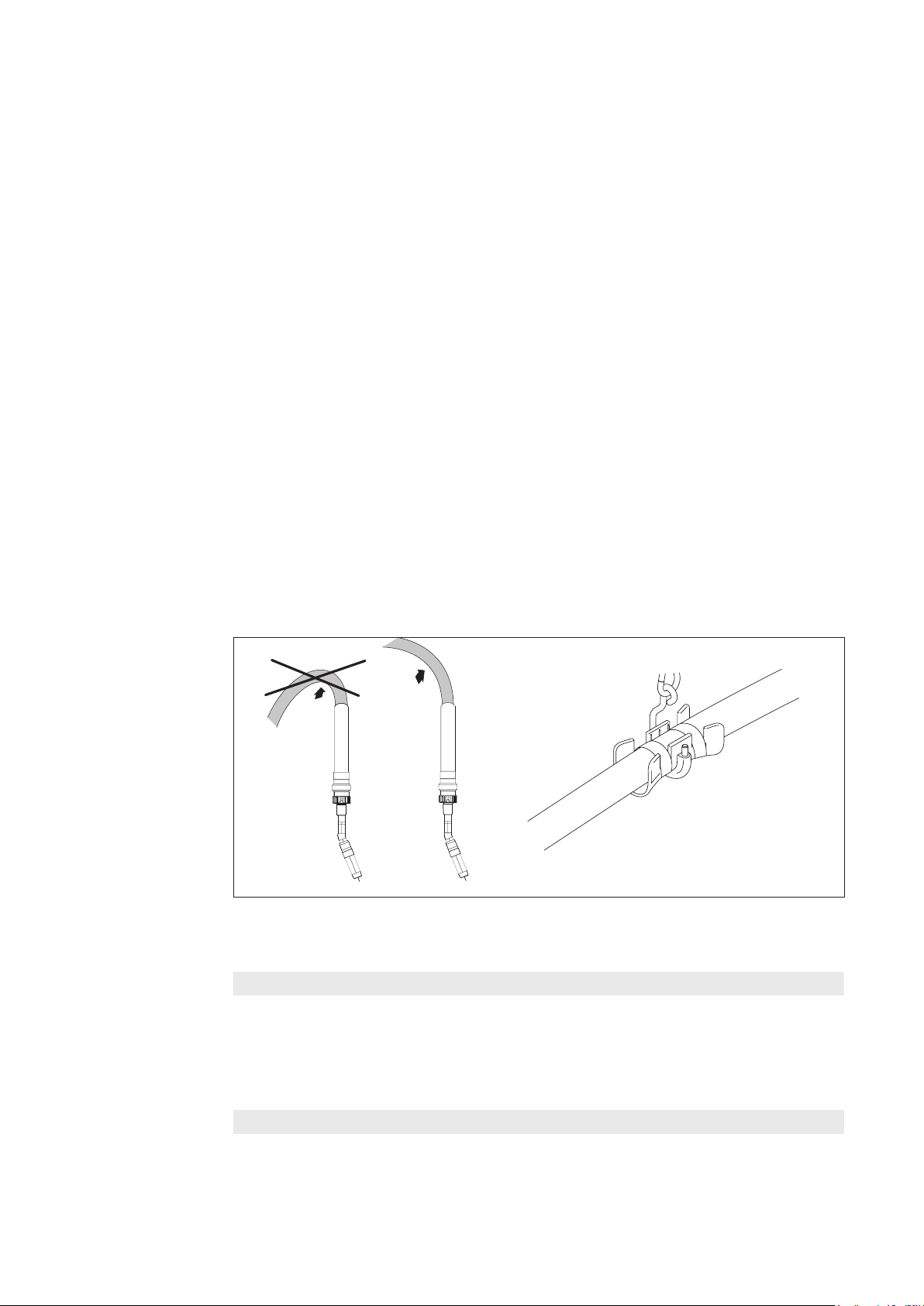
Aby uzyskać optymalne doprowadzenie drutu, podczas układania wiązki uchwytu należy
pamiętać o tym, że
- Nie wolno zginać wiązki uchwytu.
- Układać wiązkę uchwytu w miarę możliwości zawsze prosto.
- Zawiesić wiązkę uchwytu (nie może ona stykać się z podstawą wózka), zastosować
balanser i mocowanie wiązki uchwytu (np. uniwersalne mocowanie wiązki uchwytu).
Kontrola
mimośrodowych
krążków
prowadzących
Układanie wiązki uchwytu
Wózek jest dostarczany bez szyny:
Zamontować wózek na szynie i przygotować zgodnie z opisem zawartym w poniższych
ustępach:
- wymiana szyny prowadzącej,
- ustawienie mimośrodowych krążków prowadzących,
- ustawienie silnika.
Wózek jest dostarczany w stanie zamontowanym na szynie:
Skontrolować rolki prowadzące i koło zębate silnika, zgodnie z opisem zawartym
w poniższych ustępach:
- ustawienie mimośrodowych krążków prowadzących,
- ustawienie silnika.
10
Page 13

Zastosowanie
stopek
z włączanym
polem
magnetycznym
W przypadku zastosowania stopek
(1)
z włączanym polem magnetycznym, szynę
z wózkiem można najpierw precyzyjnie
ustawić na elemencie.
Teraz należy włączyć pole magnetyczne
stopek (1).
Szyna przylega do elementu.
Aby zdjąć szynę, należy ponownie
(1)
wyłączyć pole magnetyczne stopek (1).
Na jeden metr szyny potrzeba 2–3 par
stopek magnetycznych.
WSKAZÓWKA! Siła przyciągania stopek z włączanym polem magnetycznym
jest obliczona wyłącznie dla podolnej pozycji spawania PA!
Użycie stopek
próżniowych
z dźwigniami
ręcznymi
Ustawić szynę z wózkiem na żądanej
pozycji.
Założyć dźwignie ręczne (2) na stopki
próżniowe.
(2)
Na jeden metr szyny potrzeba 2–3 par
stopek próżniowych.
WSKAZÓWKA! Siła przyciągania stopek próżniowych z dźwigniami ręcznymi
jest obliczona wyłącznie dla pozycji spawania podolnej PA!
11
Page 14

Zastosowanie
wyposażenia
próżniowego
OSTRZEŻENIE!
Niebezpieczeństwo odniesienia obrażeń ciała i strat materialnych spowodowane niezabezpieczoną szyną wózka!
Przewracająca się lub spadająca szyna wózka może spowodować poważne
obrażenia oraz znaczne straty materialne.
Należy zawsze zabezpieczyć szynę odpowiednim środkiem bezpieczeństwa
(pasem lub łańcuchem) o minimalnej obciążalności 200 kg.
Producent nie ponosi żadnej odpowiedzialności za obrażenia ciała lub straty
materialne powstałe wskutek zastosowania pionowego bez użycia zabezpieczenia ładunku!
(2)
(1)
(2)
Pozycje spawania
wyposażenia
próżniowego
Demontaż
wyposażenia
próżniowego
1. Podłączyć przewód próżniowy do zaworu przesuwnego (1).
2. Ustawić szynę na żądanej pozycji na elemencie.
Zabezpieczyć szynę przed przewróceniem / spadnięciem!
3. Włączyć pompę próżniową, aby szyna mogła się przyssać.
4. Zamocować szynę wózka do punktów mocowań (2) pasem lub łańcuchem tak, aby
zabezpieczyć ją przed spadnięciem.
WAŻNE! Środek bezpieczeństwa musi być przystosowany do obciążenia wynoszącego
co najmniej 200 kg!
Wyposażenie próżniowe jest przystosowane do użytku w następujących pozycjach
spawania:
pozycja podolna PA (FTV 20 i FTV 50);
pozycja naścienna PC (tylko FTV 50);
pozycja pionowa z góry na dół PG (tylko FTV 50);
pozycja pionowa z dołu do góry PF (tylko FTV 50).
1. Upewnić się, że szyna wózka jest zabezpieczona przed przewróceniem lub
spadnięciem.
2. Wyłączyć pompę próżniową.
3. Otworzyć zawór przesuwny (1) i odłączyć przewód próżniowy.
4. Zdjąć szynę wózka z elementu i usunąć zabezpieczenie ładunku.
12
Page 15

Wymiana szyny
prowadzącej
Wózek jest dostarczany w stanie zamontowanym na szynie prowadzącej.
Ponieważ do szyny można przykręcić parami różne typy stopek, wózek może pozostać
na stale zamontowany na szynie.
Jeżeli wskutek uszkodzeń konieczna jest wymiana szyny, należy wykonać następujące
czynności:
1. Zdemontować z szyny krzywkę
(1)
wyłącznika krańcowego (1).
2. Zwolnić silnik:
- Zdjąć pokrywę wózka.
- Odkręcić cztery śruby z łbem
o gnieździe sześciokątnym
(patrz fotograa).
(2) (2)
3. - Zwolnić mimośrodowe krążki
prowadzące (2) na spodniej
stronie wózka.
4. - Wyciągnąć szynę z prowadnic
wózka.
13
Page 16

Wymiana szyny
prowadzącej
(kontynuacja)
5. Od nowej szyny również odkręcić krzywkę wyłącznika krańcowego.
6. W celu zamontowania nowej szyny, chwytacz zabrudzeń ostrożnie przycisnąć
palcem do prowadnicy.
7. Druga osoba powinna ostrożnie wsunąć nową szynę w prowadnice.
8. Ponownie zamontować krzywkę wyłącznika krańcowego.
WSKAZÓWKA! Koło zębate silnika i listwa zębata muszą zazębiać się bez
luzu. Patrz również ustęp „Ustawienie silnika”.
Ustawienie
mimośrodowych
krążków
prowadzących
Po montażu szyny należy ponownie dokręcić mimośrodowe krążki prowadzące (a):
(a)
(a)
1. Umieścić mimośrodowe krążki
prowadzące w otworach szyny.
(a)
14
Page 17

Ustawienie
mimośrodowych
krążków
prowadzących
(kontynuacja)
2. Przytrzymać krążek kluczem
płaskim.
Wsunąć wąskie szczypce do obu
zewnętrznych otworów śruby
nastawczej i przykręcić krążek.
Ustawienie
silnika
Silnik napędowy jest zamocowany czterema śrubami z łbem o gnieździe sześciokątnym
tkwiącymi w otworach podłużnych.
Podczas wymiany szyny, przed jej demontażem należy zwolnić mocowanie silnika.
Jeżeli zachodzi konieczność regulacji wyłącznie koła zębatego, bez wymiany szyny,
należy poluzować cztery śruby z łbem o gnieździe sześciokątnym (patrz fotograa).
1. Przesunąć silnik w kierunku listwy
zębatej, aż koło zębate i listwa
zębata szyny będą się ponownie
zazębiać bez luzu.
2. Ponownie dokręcić cztery śruby
z łbem o gnieździe sześciokątnym
(fotograa).
3. Zamontować ponownie pokrywę
wózka.
15
Page 18

Uruchamianie
Kontrola
połączeń
i przyłączy
Włączanie
komponentów
systemu
OSTRZEŻENIE! Nieprawidłowa obsługa może spowodować poważne obrażenia i straty materialne. Z opisanych funkcji można korzystać dopiero po
dokładnym zapoznaniu się z następującymi dokumentami:
- niniejszą instrukcją obsługi;
- wszystkimi instrukcjami obsługi komponentów systemu, zwłaszcza przepisami dotyczącymi bezpieczeństwa.
Niżej opisane czynności i kroki robocze odnoszą się do gotowego, zainstalowanego
systemu. Muszą być wykonane wszystkie połączenia. Przed uruchomieniem sprawdzić
wszystkie połączenia i przyłącza następujących komponentów systemu:
- źródła prądu spawania,
- chłodnicy,
- butli z gazem,
- podajnika drutu,
- palnika spawalniczego z wiązką uchwytu,
- elementu spawanego.
Dokładne informacje na temat montażu i podłączania komponentów systemu można
znaleźć w odpowiednich instrukcjach obsługi komponentów systemu.
WAŻNE! Nie określono kolejności włączania komponentów systemu. Mogą być one
włączane w dowolnej kolejności.
Ustawić w pozycji „ON - 1” wyłączniki główne następujących komponentów systemu:
- sterownika wózka;
- źródła prądu spawania,
- podajnika drutu (jeśli nie jest zasilany za pośrednictwem źródła prądu spawania).
Deniowanie
parametrów
wózka
Wczytywanie
programu
spawania
Należy wprowadzić następujące ustawienia dla procedury spawania:
- prędkość przesuwu,
- droga,
- wybór prawidłowego programu spawania.
WAŻNE! Dla każdego elementu spawanego należy utworzyć odpowiedni program
spawania. Zawiera on listę parametrów spawania, która jest zapisana pod określonym
numerem programu (numer zadania — JOB). Programy można w każdej chwili wczytać
i w razie potrzeby skorygować.
Zarządzanie programami odbywa się za pomocą regulatora zdalnego FRC-40.
Wczytać odpowiedni program spawania.
Dokładne informacje na temat „zarządzania programami spawania” można znaleźć w instrukcji obsługi regulatora zdalnego FRC-40.
16
Page 19

Wykonywanie
procedury
testowej
Za pomocą procedury testowej należy sprawdzić, czy wszystkie komponenty systemu
współpracują ze sobą bez problemów. Ta procedura jest wykonywana bez łuku spawalniczego i umożliwia w ten sposób skontrolowanie wszystkich ruchów, wykonywanych
podczas procedury.
1. Ustawić przełącznik wyboru
„Spawanie WŁ./WYŁ” (1) w pozycji
„WYŁ.”.
2. Nacisnąć przycisk „START” (2).
Zostanie uruchomiony automatyczny
przebieg programu.
WAŻNE! Urządzenia nie należy nigdy
pozostawiać bez nadzoru, zwłaszcza
gdy porusza się ono samoczynnie.
WSKAZÓWKA! Po naciśnięciu
(2)
(1)
przycisku „START” ruch wózka
rozpoczyna się dopiero po
upływie czasu ustalonego dla
opóźnienia rozruchu!
Regulator zdalny FRC-40
3. W trakcie ruchu należy dokonywać oględzin.
Uruchamianie
procedury
spawania
4. Jeżeli to konieczne, wykonać odpowiednie korekty (pozycji palnika spawalniczego,
kierunku ruchu wózka, prędkości przesuwu itp.).
5. Po wykonaniu przebiegu testowego należy ustawić wózek ponownie na pozycji wyjściowej.
Uruchomić procedurę spawania:
1. Ustawić przełącznik wyboru „Spawanie WŁ./WYŁ” (1) w pozycji „WŁ.”.
2. Nacisnąć przycisk „START” (2). Zostanie uruchomiony automatyczny przebieg pro-
gramu.
17
Page 20

Lokalizacja i usuwanie usterek
Informacje
ogólne
Podstawowe
wymogi działania
systemu
Wózek
W razie wystąpienia usterek należy pamiętać o tym, że działanie całego systemu zależy
od wielu elementów dodatkowych (źródła prądu spawania, podajnika drutu itp.), które
również należy wziąć pod uwagę jako przyczynę usterki.
- Wykonane są połączenia poszczególnych komponentów systemu.
- Komponenty systemu są zasilane prądem przy zachowaniu odpowiednich wartości
napięcia sieciowego (patrz tabliczka znamionowa).
Wózek jest włączony, ale się nie porusza.
Przyczyna: Zbyt duże obciążenie wózka (np. przewody palnika spawalniczego
odciągają wózek od podłoża).
Usuwanie: Odciążyć przewody (podwiesić).
Przyczyna: Koło zębate napędu wózka nie zazębia się prawidłowo z listwą
zębatą szyny prowadzącej.
Usuwanie: Skontrolować, czy wózek jest prawidłowo zamontowany na szynie
prowadzącej.
Przyczyna: Brud, wióry lub rozpryski spawalnicze na szynie prowadzącej,
listwie zębatej lub kole zębatym na spodzie wózka
Usuwanie: Skontrolować wymienione podzespoły i oczyścić je w razie potrze-
by.
Przyczyna: Uszkodzenie podwozia wózka
Usuwanie: Skontaktować się z serwisem rmy Fronius.
Luz w palniku spawalniczym
Przyczyna: Luzy w rękojeściach
Usuwanie: Dokręcić rękojeści.
Przyczyna: Luzy w szynach prowadzących
Usuwanie: Dokręcić śruby dociskowe.
18
Page 21

Komunikaty
o błędach
sterownika
Zatrzymanie awaryjne
Przyczyna: Sygnał wyłączenia awaryjnego, wywołanego przez wyłącznik
awaryjny. W przypadku wystąpienia stanu wyłączenia awaryjnego
następuje blokada wszystkich elementów obsługi.
Usuwanie: Zlikwidować sytuację wyłączenia awaryjnego i odblokować przycisk
wyłącznika awaryjnego.
Brak sygnału przepływu prądu
Przyczyna: Brak zajarzenia łuku spawalniczego
Usuwanie: Oczyścić powierzchnię elementu spawanego i ponownie zajarzyć
łuk spawalniczy.
Przyczyna: Usterka w źródle prądu spawania
Usuwanie: Skontrolować ustawienia źródła prądu spawania.
W razie potrzeby skorygować.
Przyczyna: Nie zastosowano interfejsu robota
Usuwanie: Podłączyć interfejs robota ROB 3000.
Przyczyna: Nieprawidłowe połączenia ze źródłem prądu spawania
Usuwanie: Skontrolować połączenie ze źródłem prądu spawania.
Położenie końcowe osiągnięte — skorygować przyciskiem „Tryb pracy ręcznej”.
Przyczyna: Dany wyłącznik krańcowy wózka jest aktywny
Usuwanie: Wyjechać z położenia końcowego przyciskiem „Tryb pracy ręcznej”.
Przyczyna: Wyłącznik krańcowy zostały uaktywniony przez pomyłkę.
Usuwanie: Wyjechać z położenia końcowego przyciskiem „Tryb pracy ręcznej”.
Przyczyna: Mechaniczne uszkodzenie wyłącznika krańcowego
Usuwanie: Wymienić wyłącznik krańcowy (lista części zamiennych wózka).
19
Page 22

Konserwacja, czyszczenie
Personel
Poświadczenie
konserwacji
Czynności
konserwacyjne
i terminy
konserwacji
OSTRZEŻENIE! Niebezpieczeństwo odniesienia obrażeń lub strat materialnych w następstwie nieprawidłowego wykonania czynności konserwacyjnych.
Wszelkie prace konserwacyjne dotyczące wózków FTV 20 i FTV 50 mogą być
wykonywane wyłącznie przez przeszkolony personel specjalistyczny. Bezwzględnie konieczne jest przestrzeganie czynności konserwacyjnych i terminów konserwacji. Producent nie ponosi odpowiedzialności za szkody powstałe
na skutek nieodpowiedniej konserwacji lub też jej braku.
W związku z konserwacją, użytkownik jest zobowiązany zastosować następujące działania organizacyjne:
- prowadzenie książki serwisowej wraz z niezbędnymi wpisami (data, operator, wykonana czynność).
WSKAZÓWKA! Przed wykonaniem czynności konserwacyjnych należy wyłączyć urządzenie i odłączyć je od sieci elektrycznej!
Poz. Element Działanie Termin
Prowadnice liniowe Czyszczenie, kontrola powłoki
A
M
oleju
B
Luz gwintu Oczyścić, nasmarować M
C
Koło zębate / listwa zębata Oczyścić, nasmarować M
D
Pasek zębaty Naprężenie, kontrola pęknięć M
E
Rolki i szyny Oczyścić, sprawdzić pozycję M
F
Otwory wentylacyjne Oczyścić W
G
Styki przyłączeniowe Oczyścić W
Kółka/krążki, podstawa, szyny
H
Oczyścić T
prowadzące
Zalecane środki
smarowe
T Codziennie
W Co tydzień
M Co miesiąc
1/2J Co pół roku
J Co roku
Ważne! Środki smarowe z dodatkami smarów stałych (np.: MoS2, grat i PTFE) nie
nadają się do systemów prowadnic.
Środek smarowy DIN Numer DIN Uwagi
Smar KP 2-K 51502/51825 Smar na bazie mydła
litowego
Olej smarowy CLP32-100 51517 cz. 3 ISO VG 32-100
Pasta
--- --- Nr kat. 48,0009,0157
przewodząca
20
Page 23

Komponenty
wózka
H
C
A
B
G
A
B
A
C
H
G
E
E
C
E
E
21
Page 24

Dane techniczne
Wózek
FTV 20
Wymiary FTV 20
Maks. obciążalność 20 kg
Sygnał spawania Tryb 2-/4-taktowy
Pozycja spawania PA
Prędkość 1–300 cm/min
Rozstaw kółek 110 mm
Moc przyłączowa 230 VA
Napięcie sieciowe 230 V / 50–60 Hz
Napięcie sterownicze 24 V
Masa własna bez pilota zdalnej obsługi 18 kg
Masa własna szyny (1 m) 10,2 kg
B
D
C
A
A 440 mm
B 230 mm
C 260 mm
D 353 mm
E 500 mm
E
22
Page 25

Wózek
FTV 50
Maks. obciążalność w pozycji PA i PC 50 kg
Maks. obciążalność w pozycji PG i PF 20 kg
Sygnał spawania Tryb 2-/4-taktowy
Prędkość 1–180 cm/min
Rozstaw kółek 110 mm
Moc przyłączowa 230 VA
Napięcie sieciowe 230 V / 50–60 Hz
Napięcie sterownicze 24 V
Masa własna bez pilota zdalnej obsługi 25 kg
Masa własna szyny (1 m) 10,2 kg
Wymiary FTV 50
D
A
A 440 mm
B 230 mm
C 375 mm
D 469 mm
E 500 mm
B
C
E
23
Page 26

Osprzęt i wyposażenie opcjonalne
Przegląd systemu
For starting
external
device
FRC40
Pneumatic cylinder
FPT100 8,045,228
or
FPT150 8,045,227
38,0100,0188
FCU11/FCU12/FRC12:
KD4010:
38,0100,0128
1
38,0100,0035
Rob
3000
38,0101,0014
Power source
TUCHEL
38,0100,0018
38,0100,0281
2
Rob
3000
38,0101,0014
Power source
24V+DC
38,0100,0081
Zestaw do
montażu
A
B
Installation kits in
FTV20/FTV50:
1
Installation kit
2
Installation kit
Zestaw do montażu ROB A
Nr kat.: 8,100,138
Zestaw do montażu ROB A/B do sterowania dwoma źródłami prądu spawania:
Nr kat.: 8,100,142
ROB
A: 8,100,138
ROB
A/B: 8,100,142
24
LE GEN D:
---------Option
______ Standard
(included in scope of supply)
Page 27

/ Perfect Charging / Perfect Welding / Solar Energy
FTV 20
FTV 50
Lista części zamiennych,
schemat połączeń
PL
Wózki do spawania wzdłużnego
1
Page 28

2
Page 29

48-0489-0001 wózek FTV 20
43,0002,0305
38,0006,0091
38,0102,0044
48,0489,1000
38,0003,0114
38,0003,0109
43,0003,0255
48,0489,0309
48,0489,0101
48,0489,0307
38,0102,0047
48,0008,0054
48,0006,0046
38,0102,0044
4,085,183
1
Page 30

48-0489-0001 wózek FTV 20
Oznaczenie: Nr kat.:
Koło zębate czołowe 48,0489,0101
Prol z rowkiem 8 AL 48,0489,0307
Uchwyt silnika 48,0489,0309
Dodatkowa pokrywa 48,0489,1000
Obudowa gniazda Amphenol 43,0003,0255
Wyłącznik główny zielony 43,0002,0305
Kołnierz gniazda (KEBA) 38,0003,0109
Jednostka łożyska 8D14z 48,0008,0054
Wtyczka EB z ltrem 230 V 38,0003,0114
Silnik krokowy CSK264-BT 38,0102,0044
Tłumik silnika krokowego 48,0006,0046
Płytka drukowana silnika krokowego 4,085,142
Płytka drukowana SMP 4,085,183
Zasilacz 38,0006,0091
PLC 38,0102,0047
48-0490-0001 wózek FTV 50
Oznaczenie: Nr kat.:
Prol z rowkiem 8 AL 48,0489,0307
Szyna prolowana 48,0489,0315
Dodatkowa pokrywa 48,0489,1000
Blacha montażowa FPA-NT 1 48,0490,0315
Obudowa gniazda Amphenol 10-stykowa 43,0003,0255
Wyłącznik główny zielony 43,0002,0305
Kołnierz gniazda (KEBA) 38,0003,0109
Jednostka łożyska 8D14z 48,0008,0054
Silnik krokowy
Stały hamulec jednotarczowy
Kotwa hamulca
38,0102,0042
48,0006,0061
48,0006,0062
Wtyczka EB z ltrem 230 V 38,0003,0114
Płytka drukowana SMP 4,085,183
Sterownik PLC 38,0102,0047
Zasilacz 4,085,158
Pulse motor - PC board 38,0102,0041
2
Page 31

48-0489-0001 wózek FTV 50
48,0489,100
430002,0305
38,0102,0041
38,0003,0114
38,0003,0109
48,0006,0062
48,0006,0061
0
38,0102,0047
43,00030255
48,0490,0315
4,085,158
4,085,183
38,0102,0042
48,0489,0315
48,0008,0054
48,0489,0307
3
Page 32

48,0490,D000 Szyna prowadząca FTV/1/L1
48,0490,D304
48,0490,D305
48,0003,0251
Oznaczenie: Nr kat.:
Listwa zębata 15x15x1000 m=1,5 48,0490,D304
Prol z rowkiem L1 48,0490,D305
Prol zaciskowy wałka 1000 mm 48,0003,0251
4
Page 33

48,0490,H000 Szyna prowadząca FTV/1/L2
48,0490,H301
48,0003,0252
48,0490,H302
Oznaczenie: Nr kat.:
Listwa zębata 15x15x2000 m=1,5 48,0490,H301
Prol z rowkiem L2 48,0490,H302
Prol zaciskowy wałka 2000 mm 48,0003,0252
5
Page 34

48,0490,E000 Szyna prowadząca FTV/1/L3
48,0490,D304
48,0490,D305
48,0490,H301
48,0490,H302
DIN912_M4X20
Oznaczenie: Nr kat.:
Listwa zębata 15x15x2000 m=1,5 48,0490,H301
Listwa zębata 15x15x1000 m=1,5 48,0490,D304
Prol z rowkiem L1 48,0490,D305
Prol z rowkiem L2 48,0490,H302
Prol zaciskowy wałka 3000 mm 48,0003,0253
Śruba z łbem walcowym o gnieździe sześciokątnym DIN912_M4X20
48,0003,0253
6
Page 35

48,0004,0039
5
48,0490,C000 łańcuch przekazywania energii szyny prowadzącej
48,0490,C301
48,0490,9302
48,0004,0040
48,0489,0314
48,0489,030
Oznaczenie: Nr kat.:
Płyta mocująca 48,0489,0305
Kątownik montażowy łańcucha przekazywania energii 48,0489,0314
Płyta mocująca 48,0490,9302
Rynna łańcucha przekazywania energii 48,0490,C301
Element łączący 1PZB 48,0004,0040
Ogniwo łańcucha E2 medium 48,0004,0039
7
Page 36

58,1250,1500 System montażowy 5/Szyna FTV/1 magnetyczny/obracalny
4
5
5
68-0000-0776
Oznaczenie: Nr kat.:
Śruba z łbem walcowym o gnieździe sześciokątnym
42,0401,0384
Wpust przesuwny z gwintem M8 Item 48,0007,0054
Pomost magnetyczny FTV 48,0005,1755
Śruba z łbem walcowym o gnieździe sześciokątnym
42,0401,0392
Płyta adaptera Flextrack-FTV 58,1250,1106
58,0147,0000 System montażowy 4/Szyna FTV/1 stopka podciśnieniowa z dźwignią ręczną
8,0490,9302
8-0147-0301
8-0147-0302
Oznaczenie: Nr kat.:
Uchwyt 1 58-0147-0301
Uchwyt 2 58-0147-0302
Płytka montażowa montowana w późniejszym czasie 48,0490,9302
2-głowicowa aluminiowa dźwignia zasysania 68-0000-0776
8
Page 37

58,1250,1600 Pomost podciśnieniowy /1 Szyna wózka FTV 20 /FTV 50
Oznaczenie: Nr kat.:
Wpust przesuwny z gwintem M8 Item 48,0007,0054
Pomost podciśnieniowy Flextrack 58,1250,1100
Śruba z łbem walcowym o gnieździe sześciokątnym 42,0401,0392
Płyta adaptera Flextrack-FTV 58,1250,1106
Śruba z łbem walcowym o gnieździe sześciokątnym 42,0401,0384
48,0490,F000 I-kit Krzywka uruchamiająca 1 szyna FTV/1
48,0489,0311
48,0007,0049
Oznaczenie: Nr kat.:
Krzywka 4 48,0489,0311
Wpust przesuwny z gwintem 8 St M5 48,0007,0049
9
Page 38

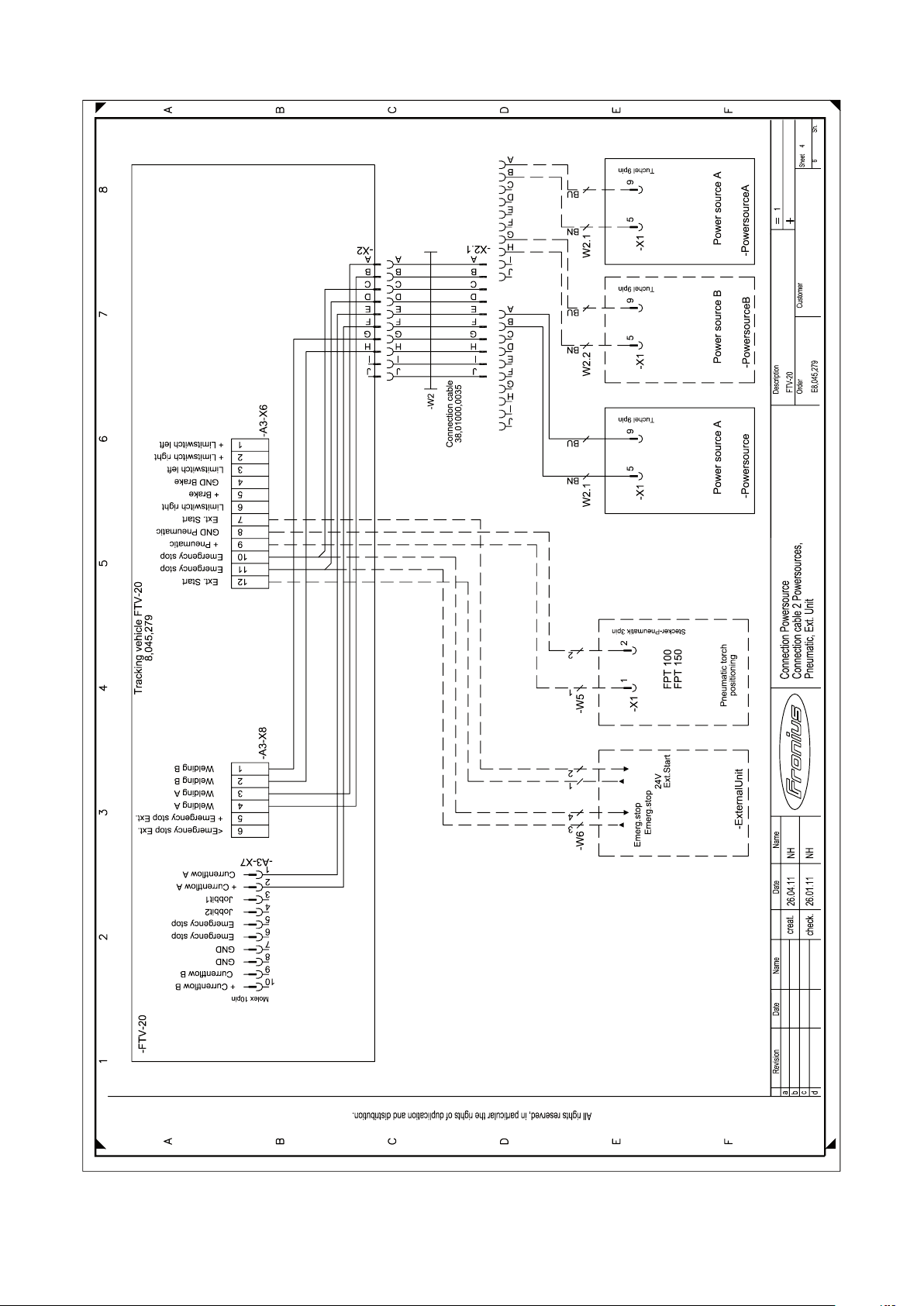
Schemat połączeń FTV 20
10
Page 39

1112131415
Page 40

Page 41
Page 42

Page 43

Page 44

Schemat połączeń FTV 50
16
Page 45

1718192021
Page 46

Page 47

Page 48

Page 49

Page 50

FCP 600 - II
Spare parts recommendation,
D
Mechanical spare parts
Page 51

FRONIUS INTERNATIONAL GMBH
TechSupport Automation
)URQLXVSODW]$:HOV$XVWULD
7HO)D[
(0DLOVDOHV#IURQLXVFRP
www.fronius.com
8QGHUKWWSZZZIURQLXVFRPDGGUHVVHV\RXZLOOIiQGDOODGGUHVVHV
www.fronius.com/addresses
RIRXU6DOHVVHUYLFHSDUWQHUVDQG/RFDWLRQV
Page 52

FCP 600 - II
Spare parts recommendation,
D
Mechanical spare parts
 Loading...
Loading...