


/ Perfect Charging / Perfect Welding / Solar Energy
FTV 20
FTV 50
Mode d’emploi
FR
Chariots longitudinaux
42,0426,0096,FR V06-19012015


Sommaire
Généralités ...................................................................................................................................................... 3
Principe ......................................................................................................................................................3
Concept de l’appareil .................................................................................................................................3
Domaines d’application .............................................................................................................................. 3
Utilisation conforme à l’emploi du FTV 20 ..................................................................................................3
Utilisation conforme à l’emploi du FTV 50 ..................................................................................................4
Avertissements sur la plaque signalétique ................................................................................................. 5
Composants du chariot ...................................................................................................................................6
Équipement de série ..................................................................................................................................6
Options et accessoires ............................................................................................................................... 6
Éléments de commande et raccords ............................................................................................................... 7
Raccords chariot FTV 20 ...........................................................................................................................7
Raccords chariot FTV 50 ...........................................................................................................................7
Commande à distance FRC-40 ..................................................................................................................8
Positions de soudage FTV 20 .................................................................................................................... 9
Positions de soudage FTV 50 .................................................................................................................... 9
Préparatifs du chariot .................................................................................................................................... 10
Vérication de la propreté de la surface de la pièce à usiner et du chariot .............................................. 10
Soulager le chariot ...................................................................................................................................10
Utilisation des pieds magnétiques commutables ..................................................................................... 11
Utilisation des pieds à vide avec leviers manuels .................................................................................... 11
Utilisation de l’équipement à vide .............................................................................................................12
Position de soudage équipement à vide ..................................................................................................12
Retirer l’équipement à vide ......................................................................................................................12
Remplacement du rail de guidage ...........................................................................................................13
Ajustement des roulettes de guidage excentriques .................................................................................14
Ajustement du moteur .............................................................................................................................. 15
Mise en service .............................................................................................................................................16
Contrôler les raccords et les connexions .................................................................................................16
Connecter les composants périphériques ................................................................................................ 16
Déterminer les paramètres du chariot ...................................................................................................... 16
Chargement du programme de soudage .................................................................................................16
Effectuer un test de fonctionnement .........................................................................................................17
Démarrer le processus de soudage ......................................................................................................... 17
Diagnostic d’erreur, élimination de l’erreur .................................................................................................... 18
Généralités ............................................................................................................................................... 18
Conditions préalables au fonctionnement du système .............................................................................18
Chariot ......................................................................................................................................................18
Messages d’erreur sur la commande ....................................................................................................... 19
Maintenance, entretien .................................................................................................................................. 20
Personnel ................................................................................................................................................. 20
Documentation de la maintenance ...........................................................................................................20
Opérations et intervalles de maintenance ................................................................................................ 20
Lubriants recommandés ......................................................................................................................... 20
Composants du chariot ............................................................................................................................21
Caractéristiques techniques .......................................................................................................................... 22
Chariot FTV 20 ......................................................................................................................................... 22
Dimensions FTV 20 ..................................................................................................................................22
Chariot FTV 50 ......................................................................................................................................... 23
Dimensions FTV 50 ..................................................................................................................................23
1

Accessoires et options ..................................................................................................................................24
Vue d’ensemble du système ....................................................................................................................24
Kits d’installation ......................................................................................................................................24
Liste de pièces de rechange ...........................................................................................................................1
Schéma de circuits, FTV 20 .......................................................................................................................... 10
Schéma de circuits, FTV 50 .......................................................................................................................... 16
2

Généralités
Principe Les chariots FTV 20 et FTV 50 sont des chariots longitudinaux qui se déplacent sur un
rail avec crémaillère. Ces chariots sont destinés à la réalisation de soudures bout à bout
et de soudures d’angle mécanisées.
Concept de l’appareil
Domaines d’application
Utilisation
conforme à l’emploi du FTV 20
Chariot FTV 20
Les chariots ont été conçus pour une grande exibilité et pour accroître la productivité
dans l’exécution de soudages longitudinaux.
Divers accessoires, tels que pieds magnétiques ou pieds à vide permettent un positionnement simple et rapide sur la pièce à usiner.
L’alimentation électrique du chariot s’effectue à l’aide d’un câble secteur.
Une commande à distance permet de commander et d’utiliser le dispositif.
Les chariots FTV 20 et FTV 50 trouvent leur application lorsqu’une grande exibilité est
exigée dans l’exécution de soudages longitudinaux :
- Soudage de longerons
- Chantiers navals
- Halls de production
- Chantiers
Le chariot FTV 20 doit exclusivement être utilisé pour la réalisation de soudures bout à
bout et de soudures d’angle mécanisées en position PA.
Toute autre utilisation sera considérée comme étant non conforme à l’emploi - le fabricant décline toute responsabilité pour les dommages en résultant.
L’utilisation est possible dans le mode opératoire de soudage suivant :
- Processus MIG/MAG
- Processus TIG
- Processus plasma
3

Utilisation
conforme à l’emploi du FTV 50
Le chariot FTV 50 doit exclusivement être utilisé pour la réalisation de soudures bout à
bout et de soudures d’angle mécanisées en
- Position PA
- Position PC
- Position PG
- Position PF
Toute autre utilisation sera considérée comme étant non conforme à l’emploi - le fabricant décline toute responsabilité pour les dommages en résultant.
L’utilisation est possible dans le mode opératoire de soudage suivant :
- Processus MIG/MAG
- Processus TIG
- Processus plasma
Font également partie de l’utilisation conforme des deux chariots :
- l’exécution des opérations d’entretien prescrites en respectant les intervalles de
maintenance
- la tenue d’un livret de service avec les données indispensables (date, opérateur,
opération effectuée)
- l’utilisation des pièces de rechange prescrites par Fronius
- le respect de toutes les indications des instructions de service
- l’utilisation du présent document conjointement avec les instructions de service des
composants périphériques intégrés (source de courant, dévidoir, ...)
REMARQUE ! Toute application divergente de l’utilisation conforme à l’emploi
ainsi que toute transformation ou modication réalisée sans autorisation sont
considérées comme emploi non autorisé.
La responsabilité et la garantie du constructeur perdent alors leur validité.
4

Avertissements
sur la plaque
signalétique
Le chariot est muni de symboles de sécurité apposés sur la plaque signalétique. Ces
symboles de sécurité ne doivent pas être retirés, ni recouverts.
FTV 20
U
1
230 V
2
U
Art.No.:
Ser.No.:
A-4600 Wels
www.fronius.com
YM:2010
1~
50/60 Hz
42/24 VDC
L x W x H max. load
440 x 500 x 355 mm
EN 12100
I1
1 A
2
I
6,3/0,4 ADC
20 kg
8,045,279
v
max
300 cm/min
P
230 VA
weight
18 kg
N’utiliser ces fonctions qu’après avoir lu l’intégralité des instructions de service.
Ne pas jeter les appareils usagés avec les ordures ménagères, mais les éliminer
conformément aux prescriptions de sécurité en vigueur.
Plaque signalétique FTV 20
5

Composants du chariot
Équipement de
série
Options et accessoires
- Entraînement par pignon et crémaillère
- Fonction position nale dans les deux sens
- Câble secteur (12 m) avec connecteur
- Câble de commande source de courant (10 m)
- Commande à distance FRC-40 avec câble (3 m)
- Support pour la commande à distance FRC-40
- Support en croix à broche FGU 4
- Rotule FSU 7 avec porte-torche FTH
- Support pour dévidoir
- Système de rails avec crémaillère
- Système de montage pieds magnétiques permanents, avec plaque de montage
pour position PA
- Système de montage pieds magnétiques permanents (Position PA)
- Système de montage pieds à vide avec leviers manuels
- Équipement à vide complet
Équipement à
vide
Pieds magnétiques
commutables
Dévidoir
Appareil de
commande
FRC-40
FGU 4
Pieds à vide
avec leviers
manuels
FSU 7
6

Éléments de commande et raccords
Raccords chariot
FTV 20
AVERTISSEMENT ! Les erreurs de manipulation peuvent entraîner des dom-
mages corporels et matériels graves. N’utiliser les fonctions décrites qu’après
avoir lu et compris l’intégralité des documents suivants :
- les présentes instructions de service
- toutes les instructions de service des composants périphériques, en particulier les consignes de sécurité
(1)
(2)
(3)
(4)
N° Fonction
(1) Raccordement au réseau avec
fusible
pour le branchement du câble secteur
(2) Interrupteur secteur Marche/Arrêt
pour la connexion et la déconnexion
du chariot et de la commande à
distance raccordée
(3) Raccord commande à distance
(appareil de commande)
Pour le raccordement de la
commande à distance manuelle
(4) Commande source de courant
Raccords chariot
FTV 50
Raccords chariot FTV 20
(1)
(2)
(3)
(4)
(5)
N° Fonction
(1) Raccordement au réseau avec
fusible
pour le branchement du câble secteur
(2) Interrupteur secteur Marche/Arrêt
pour la connexion et la déconnexion
du chariot et de la commande à
distance raccordée
(3) Raccord commande à distance
(appareil de commande)
Pour le raccordement de la
commande à distance manuelle
(4) Commande source de courant
(5) Commande kit d’installation
démarrage externe
7

Commande à
distance
FRC-40
La commande à distance FRC-40 offre la possibilité d’enregistrer et de recharger jusqu’à
99 listes de paramètres.
Les paramètres de travail élaborés pour un composant particulier peuvent être enregis-
trés sous le numéro de programme souhaité.
Ces listes de paramètres peuvent être chargées à tout instant et modiées au besoin.
L’enregistrement et le chargement de programmes est possible à partir de toutes les
pages de paramètres.
En cas d’utilisation d’une interface robot, vous avez la possibilité d’afcher les jobs créés
à partir de la source de courant à l’aide de la commande à distance FRC-40.
(1)
N° Fonction
(1) Écran tactile
pour la navigation dans le menu
(2) Bouton d’arrêt d’urgence
(2)
(3) Bouton tournant multifonctionnel
(3)
pour la sélection et le traitement des
paramètres de soudage.
(4) Touche STOP
arrête le déroulement automatique du
programme
(5) Sélecteur « Soudage MARCHE /
ARRÊT »
(4)
(5)(6)(7)
Sélection du déroulement automa-
tique du programme avec ou sans
soudage.
Commande à distance FRC-40
(6) Touche « Mode manuel »
pour le positionnement manuel du chariot.
(7) Touche « START »
pour le démarrage d’un déroulement automatique de programme.
REMARQUE ! Toutes les informations détaillées relatives au chargement et à
l’enregistrement de programmes ainsi qu’à l’utilisation de la commande à dis-
tance gurent dans les instructions de service FRC-40.
8

- Position de soudage et guidage de la soudure
Positions de
soudage
FTV 20
Positions de
soudage
FTV 50
Les positions de soudage suivantes sont possibles :
- Position PA
Les positions de soudage suivantes sont possibles :
- Position PA
- Position PC
- Position PG
- Position PF
9
Préparatifs du chariot
Vérication de
la propreté de
la surface de la
pièce à usiner et
du chariot
Soulager le chariot
Avant le positionnement du chariot, vérier les éléments suivants :
- la surface de la pièce à usiner doit être propre (pas de sable, pas de copeaux, ...)
- la plaque inférieure du chariot doit être propre et exempt de copeaux
- le pignon d’entraînement et les guidages doivent être en bon état et propres
- les rails de guidage et les crémaillères doivent être propres, en bon état et exempts
de projections de soudage
En cas d’utilisation de pieds à vide :
- les pieds ventouse doivent être en bon état, propres et exempts de copeaux ou de
projections de soudage
En cas d’utilisation d’un système de montage magnétique :
- les pieds magnétiques doivent être propres et exempts de copeaux et de saletés
susceptibles d’être attirés par les aimants
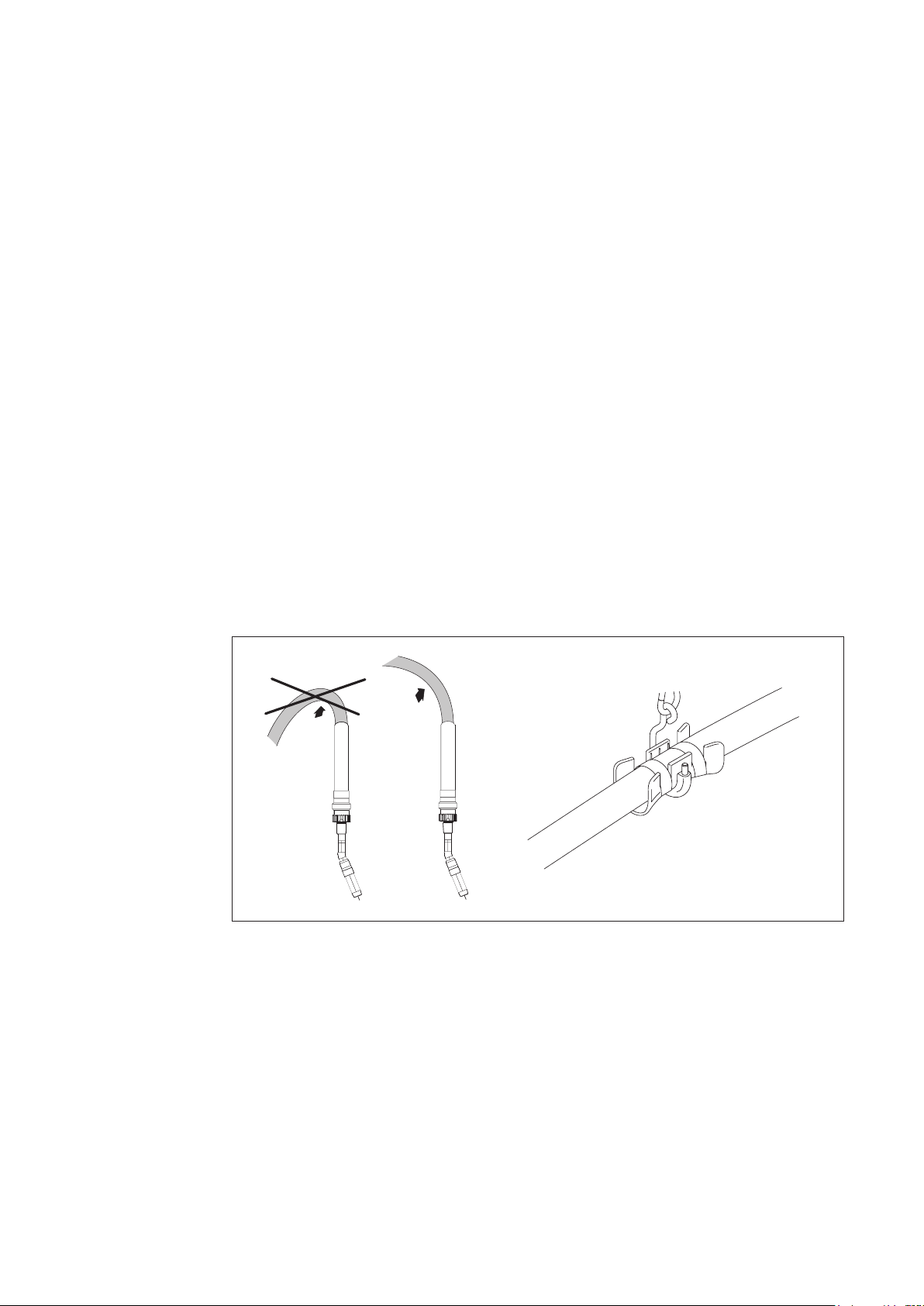
Pour une utilisation optimale du guide-l, respectez les instructions ci-dessous lors de la
pose du faisceau de liaison :
- ne pas plier le faisceau de liaison
- maintenir le faisceau de liaison le plus rectiligne possible
- suspendre le faisceau de liaison (il ne doit pas entrer en contact avec le sol), utiliser
un équilibreur et un support de faisceau de liaison (p. ex. support de faisceau de
liaison universel)
Manipulation du faisceau de liaison
10
Utilisation des
pieds magnétiques commutables
(1)
En cas d’utilisation de pieds magnétiques
permanents, le rail peut être d’abord positionné avec précision sur le composant.
Connectez les pieds magnétiques (1).
Le rail adhère au composant.
Pour retirer le rail, déconnecter les pieds
magnétiques (1).
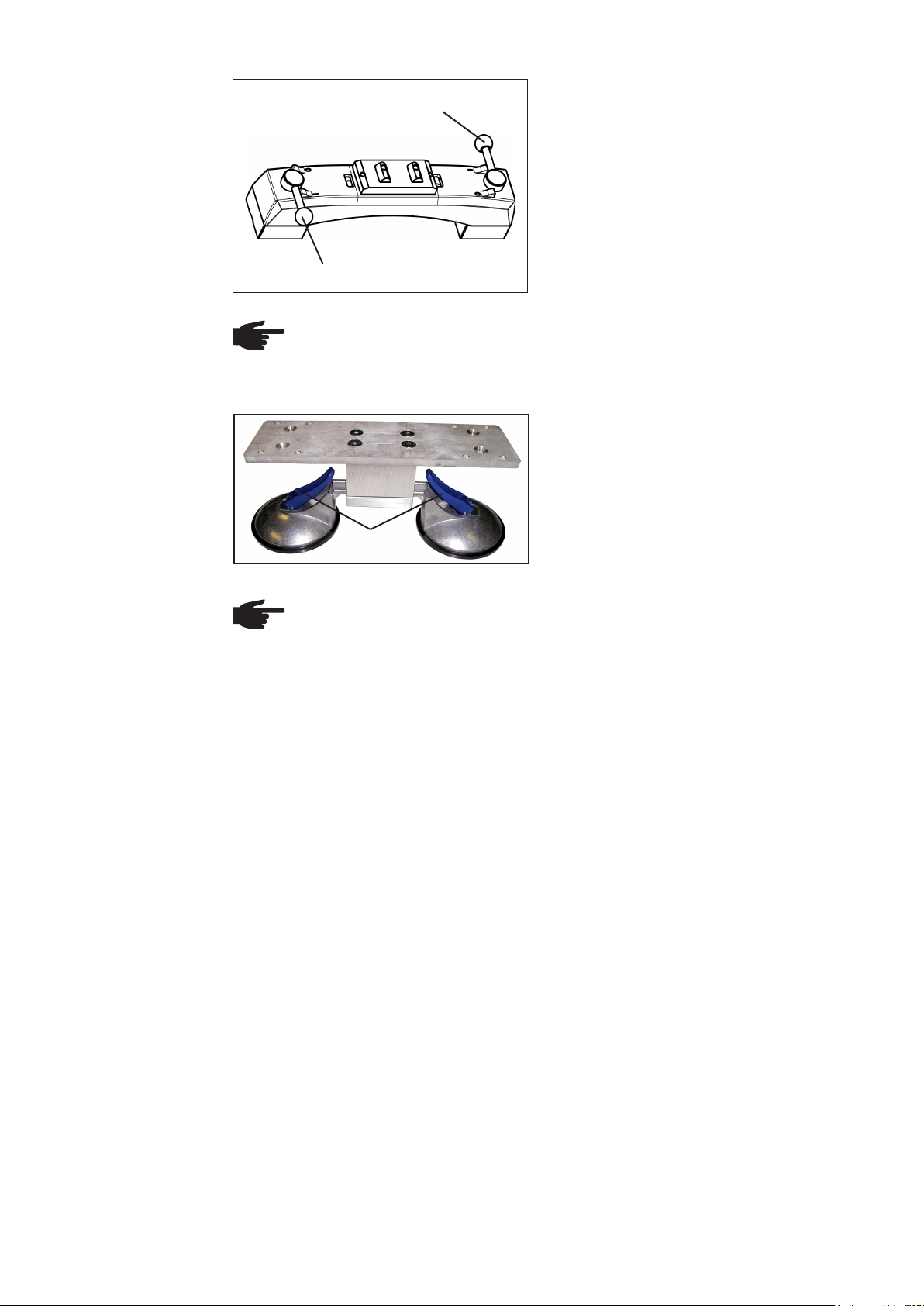
Utilisation des
pieds à vide
avec leviers
manuels
(1)
2 à 3 paires de pieds magnétiques sont
nécessaires par mètre de rail.
REMARQUE ! La force d’adhésion des pieds magnétiques commutables n’est
prévue que pour la position de soudage PA !
Positionner le rail avec le chariot dans la
position souhaitée.
Placer les leviers manuels (2) sur les pieds
à vide.
(2)
2 à 3 paires de pieds à vide sont néces-
saires par mètre de rail.
REMARQUE ! La force d’adhésion des pieds à vide avec leviers manuels n’est
prévue que pour la position de soudage PA !
11

Utilisation de
l’équipement à
vide
AVERTISSEMENT !
Risque de dommages corporels et matériels par un rail de chariot non
sécurisé !
La chute ou le basculement d’un rail de chariot peut entraîner de graves
blessures et occasionner d’importants dégâts matériels.
Toujours bloquer le rail avec un dispositif de sécurité (sangle ou chaîne) conçu
pour une capacité de charge minimale de 200 kg.
Le fabricant décline toute responsabilité pour les dégâts aux personnes ou
aux biens causés par une utilisation verticale sans mise en place d’un dispositif de sécurisation de charge !
(2)
(1)
(2)
Position de soudage équipement
à vide
Retirer l’équipement à vide
1. Insérer le tuyau de vide dans la valve coulissante (1).
2. Positionner le rail sur le composant dans la position souhaitée.
Bloquer le rail pour éviter tout basculement/toute chute !
3. Connecter la pompe à vide an que le rail puisse se xer par aspiration.
4. Bloquer le rail de chariot aux points de butée (2) avec une sangle ou une chaîne
pour éviter toute chute.
IMPORTANT ! Le dispositif de sécurité doit être conçu pour capacité de charge minimale
de 200 kg !
L’équipement à vide est adapté aux positions de soudage suivantes :
Position PA (FTV 20 et FTV 50)
Position PC (uniquement FTV 50)
Position PG (uniquement FTV 50)
Position PF (uniquement FTV 50)
1. S’assurer que le rail de chariot est bien bloqué pour éviter toute chute ou tout
basculement.
2. Déconnecter la pompe à vide.
3. Ouvrir la valve coulissante (1) et retirer le tuyau de vide.
4. Retirer le rail de chariot du composant et enlever le dispositif de sécurisation de
charge.
12

Remplacement
du rail de
guidage
Le chariot est déjà ajusté sur le rail de guidage à la livraison.
Les divers pieds agrippant pouvant être vissés sur le rail par paires, le chariot peut rester
attaché en permanence au rail.
Si le rail doit être remplacé pour cause d'endommagement ou autre, procédez comme
suit :
1. Retirez les actionneurs (1) du rail.
(1)
2. Desserrez le moteur :
- Retirez le capot du chariot.
- Desserrez les quatre vis à tête à
six pans creux (voir la photo).
3. - Desserrez les roulettes de
guidage excentriques (2) sur la
partie inférieure du chariot.
4. - Retirez le rail.
(2) (2)
5. Retirez les actionneurs du nouveau rail.
6. Pour ajuster le nouveau rail, pressez le collecteur d'impuretés du rail dans les
guides avec vos doigts.
13
Remplacement
du rail de
guidage
(suite)
7. Demandez à une seconde personne d'enfoncer avec précaution le rail dans les
guides du chariot, jusqu'à ce que la dent située sur le côté inférieur du chariot
agrippe la crémaillère du rail.
8. Réajustez les actionneurs sur le nouveau rail.
REMARQUE ! La dent et la crémaillère doivent s'engrener proprement de sorte
qu'il n'y ait pas de jeu.
Si la dent ne s'engrène pas proprement dans la crémaillère, arrêtez le
mouvement du chariot immédiatement pour éviter tout dommage.
Ajustement des
roulettes de
guidage excentriques
Après le montage d'un nouveau rail, les roulettes de guidage excentriques (a) doivent
être ajustées :
(a)
(a)
1. Vissez les roulettes sur le rail.
(a)
14

Ajustement des
roulettes de
guidage excentriques
(suite)
2. Fixez la roulette avec la clé pour
vis à tête six pans creux.
Saisissez les trous extérieurs de
la roulette excentrique avec de
nes pinces et xez la roulette
excentrique.
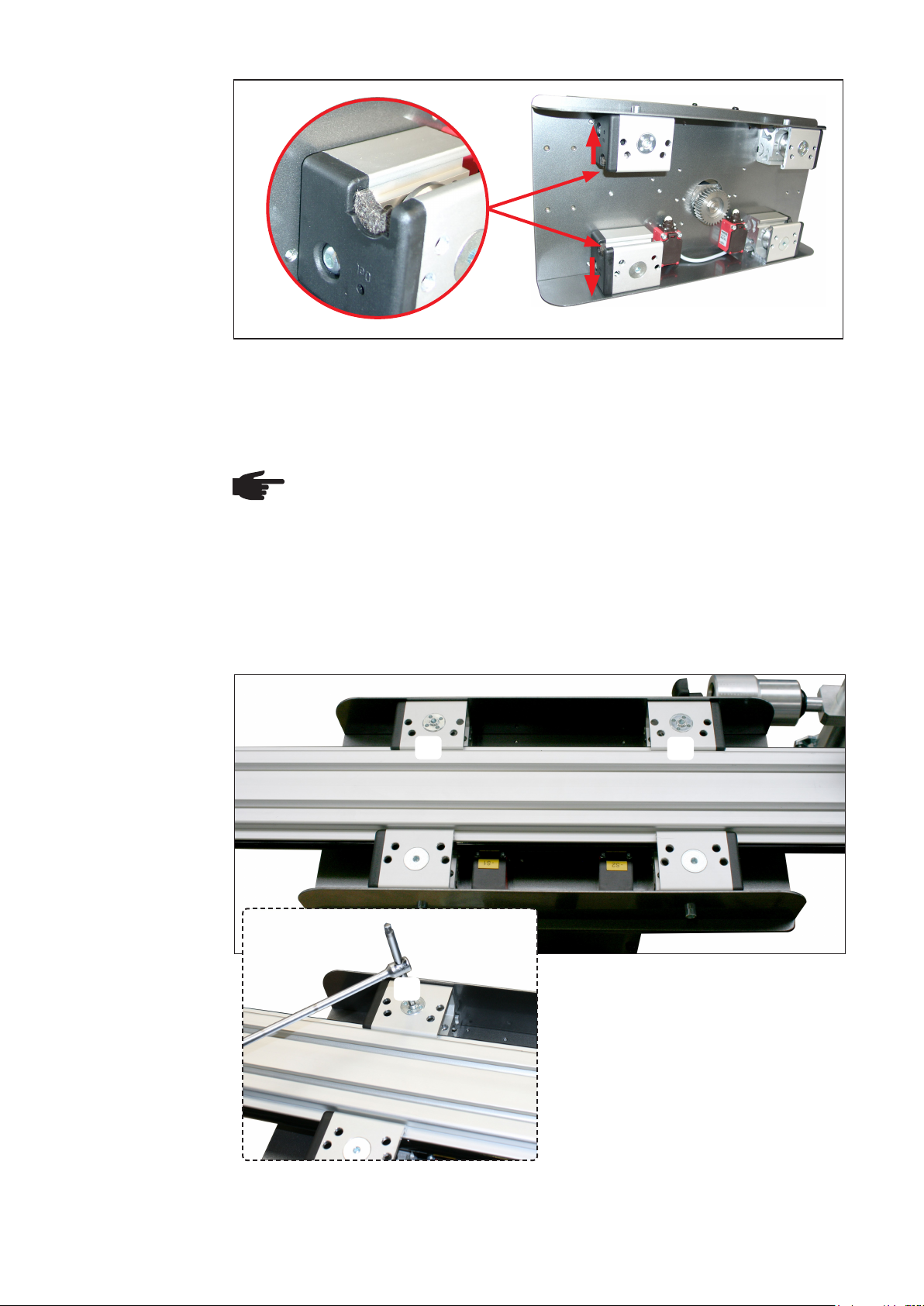
Ajustement du
moteur
Le moteur est ajusté dans des fentes allongées avec quatre vis à tête six pans creux.
Lors du remplacement du rail, le moteur doit être desserré avant de retirer le rail.
Si seule la roue dentée doit être ajustée, sans changer le rail, les quatre vis à tête à six
pans creux doivent être desserrées (voir la photo).
1. Déplacez le moteur en direction
de la crémaillère jusqu'à ce que
la dent et la crémaillère du rail
s'engrènent proprement sans
aucun jeu.
2. Serrez les quatre vis à tête six
pans creux.
3. Replacez le capot du chariot.
15

Mise en service
Contrôler les
raccords et les
connexions
Connecter les
composants périphériques
AVERTISSEMENT ! Les erreurs de manipulation peuvent entraîner des dom-
mages corporels et matériels graves. N’utiliser les fonctions décrites qu’après
avoir lu et compris l’intégralité des documents suivants :
- les présentes instructions de service
- toutes les instructions de service des composants périphériques, en particulier les consignes de sécurité
Les opérations et étapes de travail décrites ci-après se rapportent au système déjà installé. Tous les raccordements doivent avoir été établis. Avant la mise en service, vérier
les raccords et les connexions des composants
périphériques suivants :
- Source de courant
- Circuit de refroidissement
- Bouteille de gaz
- Dévidoir
- Torche avec faisceau de liaison
- Pièce à usiner
Des informations détaillées relatives au montage et au branchement des composants
périphériques gurent dans les instructions de service des composants périphériques
correspondants.
IMPORTANT ! L’ordre de raccordement des composants du système est libre. Ils
peuvent être raccordés dans l’ordre que vous souhaitez.
Placer l’interrupteur principal des composants suivants du système sur la position
« ON - 1 » :
- Commande chariot
- Source de courant
- Dévidoir (si aucune alimentation via la source de courant)
Déterminer les
paramètres du
chariot
Chargement du
programme de
soudage
Pour le processus de soudage, effectuer les réglages suivants :
- Vitesse de déplacement
- Trajet
- Sélectionner le bon programme de soudage
IMPORTANT ! Un programme de soudage correspondant à chaque pièce à usiner doit
être élaboré. Ce programme comprend une liste avec les paramètres qui sont enregis-
trés sous un certain numéro de programme (Numéro de JOB). Les programmes peuvent
être chargés à tout instant et modiés au besoin.
La gestion des programmes s’effectue via la commande à distance FRC-40.
Charger le programme de soudage correspondant.
Des informations précises relatives au sujet « Gestion des programmes de soudage »
gurent dans les instructions de service de la commande à distance FRC-40.
16

Effectuer un test
de fonctionnement
En procédant à un test, vériez que tous les composants périphériques fonctionnent bien
ensemble. Ce test s’effectue sans arc électrique et permet ainsi le contrôle de tous les
mouvements durant le processus.
1. Placer le sélecteur « Soudage
MARCHE / ARRÊT » (1) sur la position « OFF ».
2. Appuyer sur la touche « START » (2).
Le déroulement automatique du programme démarre.
IMPORTANT ! Ne jamais laisser
l’appareil sans surveillance, particulièrement lorsqu’il se déplace automatiquement.
Démarrer le
processus de
soudage
(2)
(1)
REMARQUE ! Après avoir ap-
puyé sur la touche « START », le
déplacement du chariot démarre
après écoulement du temps de
retard déterminé !
Commande à distance FRC-40
3. Effectuer un contrôle visuel pendant le déroulement du programme.
4. Si nécessaire, apporter les corrections nécessaires (position de la torche, sens de
déplacement du chariot, vitesse de déplacement, ...).
5. Après le déroulement du test, replacer le chariot dans sa position initiale.
Démarrez le processus de soudage :
1. Placer le sélecteur « Soudage MARCHE / ARRÊT » (1) sur la position « ON ».
2. Appuyer sur la touche « START » (2). Le déroulement automatique du programme
démarre.
17

Diagnostic d’erreur, élimination de l’erreur
Généralités
Conditions préalables au fonctionnement du
système
Chariot
En cas de problèmes, ne pas oublier que la fonction de l’ensemble du système dépend
de nombreux composants complémentaires (source de courant, dévidoir, ...) qui constituent également des sources de dysfonctionnement.
- Les raccordements des différents composants périphériques ont été réalisés
- Les composants périphériques sont sous tension, en respectant les différentes indications de tension du secteur (voir la plaque signalétique)
Le chariot est connecté, mais il ne se déplace pas.
Cause : La charge sur le chariot est trop importante (p. ex. les exibles de la
torche tirent le chariot vers le haut).
Remède : Soulager les exibles (suspendre).
Cause : Le pignon d’entraînement du chariot ne s’enclenche pas correcte-
ment dans la crémaillère du rail de guidage.
Remède : Vérier si le chariot est correctement monté sur le rail de guidage.
Cause : Saletés, copeaux ou projections de soudage sur le rail de guidage,
dans la crémaillère ou sur le pignon des la face inférieure du chariot.
Remède : Contrôler les composants cités et les nettoyer si nécessaire.
Cause : L’entraînement du chariot est endommagé.
Remède : Contacter le service après-vente Fronius.
Jeu sur la torche
Cause : Jeu dans les poignées
Remède : Serrer les poignées
Cause : Jeux dans les rails de guidage
Remède : Serrer les vis de pression
18

Messages d’erreur sur la commande
Arrêt d’urgence
Cause : Signal d’arrêt d’urgence, provoqué par le dispositif de protection
d’arrêt d’urgence. Tous les éléments de commande sont bloqués
pendant l’état d’arrêt d’urgence.
Remède : Éliminer la situation d’arrêt d’urgence et déverrouiller le bouton
d’arrêt d’urgence.
Pas de signal de débit de courant
Cause : Pas d’amorçage de l’arc
Remède : Nettoyer la surface de la pièce à usiner et procéder à un nouvel
amorçage de l’arc.
Cause : Problème sur la source de courant
Remède : Contrôler les réglages de la source de courant..
Procéder aux ajustements éventuellement nécessaires.
Cause : Aucune interface robot utilisée
Remède : Intégrer l’interface robot ROB 3000
Cause : Connexion défectueuse vers la source de courant
Remède : Contrôler la connexion vers la source de courant.
Position nale atteinte - corriger avec la touche manuelle
Cause : L’interrupteur de n de course correspondant sur le chariot est
activé
Remède : Quitter la position nale avec la touche Mode manuel
Cause : L’interrupteur de n de course a été involontairement activé
Remède : Quitter la position nale avec la touche Mode manuel.
Cause : Défaut mécanique de l’interrupteur de n de course
Remède : Remplacer l’interrupteur de n de course (Liste de pièces de re-
change chariot)
19

Maintenance, entretien
Personnel
Documentation de la
maintenance
Opérations et
intervalles de
maintenance
AVERTISSEMENT ! Risque de dommages aux personnes et aux biens en
raison de travaux de maintenance mal exécutés.
Tous les travaux de maintenance sur le chariot FTV 20 et FTV 50 doivent être
exécutés exclusivement par du personnel formé à cet effet. Le respect des
opérations et des intervalles de maintenance est absolument nécessaire. Le
fabricant décline toute responsabilité quant aux dommages pouvant survenir
en raison d’une maintenance insufsante ou d’une absence de maintenance.
Concernant la maintenance, l’exploitant est tenu de prendre les mesures organisationnelles suivantes :
- la tenue d’un livret de service avec les données indispensables (date, opérateur,
opération de maintenance effectuée)
REMARQUE : Avant d’exécuter les opérations de maintenance, débrancher
l’appareil du réseau d’alimentation !
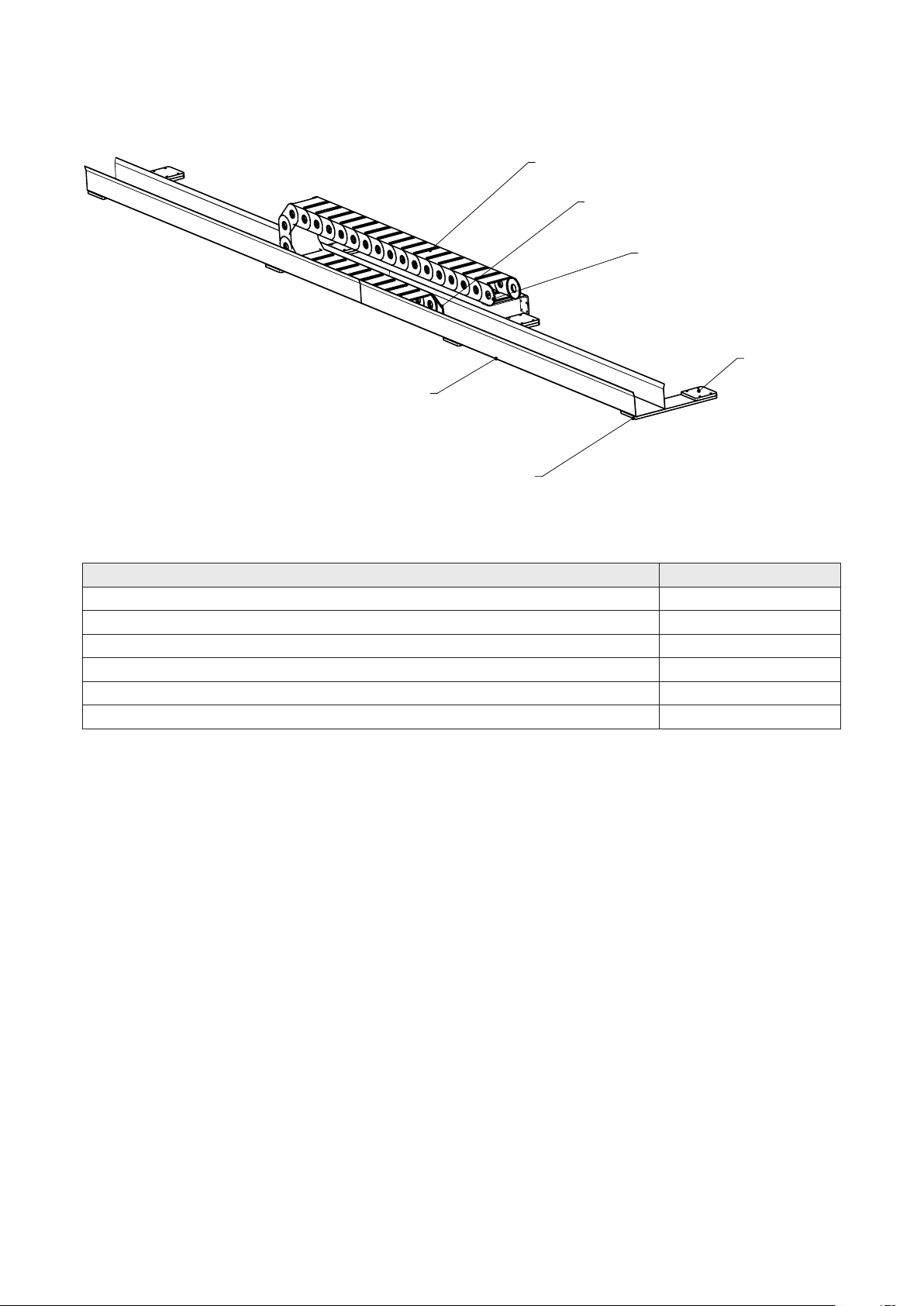
Pos. Composant Action Inter-
valle
Guidages linéaires Nettoyer, contrôler le lm d’huile M
A
B
Jeu de letage Nettoyer, regraisser M
Pignon / Crémaillère Nettoyer, regraisser M
C
F
Courroie dentée Procéder à une pré-tension, véri-
M
er les ssures
Galets & rails Nettoyer, vérier la position M
E
F
Orices d’arrivée d’air Nettoyer H
Contacts Nettoyer H
G
H
Roues / galets, fond de caisse,
Nettoyer Q
guidages linéaires
Lubriants recommandés
Q Quotidien
H Hebdomadaire
M Mensuel
1/2 A Semestriel
A Annuel
Important ! Les lubriants avec additifs de lubriants solides (p. ex. : MoS2, graphite et
PTFE) ne conviennent pas aux systèmes de guidage.
Lubriant DIN Numéro DIN Remarque
Graisse de lubrication
Huile de lubrica-
KP 2-K 51502 / 51825 Graisse au savon de
lithium
CLP32-100 51517 Partie 3 ISO VG 32-100
tion
Pâte conductrice --- --- Réf. 48,0009,0157
20

Composants
du chariot
H
C
A
B
G
A
B
A
C
H
G
E
E
C
E
E
21

Caractéristiques techniques
Chariot
FTV 20
Dimensions
FTV 20
Charge admissible max. 20 kg
Signal de soudage Mode 2 temps / 4 temps
Position de soudage PA
Vitesse 1-300 cm/min
Largeur de voie 110 mm
Puissance de connexion 230 VA
Tension secteur 230 V / 50 - 60 Hz
Tension de commande 24 V
Poids propre sans commande à distance 18 kg
Poids propre du rail (1 mètre) 10,2 kg
B
D
C
A
A 440 mm
B 230 mm
C 260 mm
D 353 mm
E 500 mm
E
22

Chariot
FTV 50
Capacité de charge max. Position PA et PC 50 kg
Capacité de charge max. Position PG et PF 20 kg
Signal de soudage Mode 2 temps / 4 temps
Vitesse 1-180 cm/min
Largeur de voie 110 mm
Puissance de connexion 230 VA
Tension secteur 230 V / 50 - 60 Hz
Tension de commande 24 V
Poids propre sans commande à distance 25 kg
Poids propre du rail (1 mètre) 10,2 kg
Dimensions
FTV 50
D
A
A 440 mm
B 230 mm
C 375 mm
D 469 mm
E 500 mm
B
C
E
23

Accessoires et options
Vue d’ensemble
du système
For starting
external
device
FRC40
Pneumatic cylinder
FPT100 8,045,228
or
FPT150 8,045,227
38,0100,0188
FCU11/FCU12/FRC12:
KD4010:
38,0100,0128
1
38,0100,0035
Rob
3000
38,0101,0014
Power source
TUCHEL
38,0100,0018
38,0100,0281
2
Rob
3000
38,0101,0014
Power source
24V+DC
38,0100,0081
Installation kits in
FTV20/FTV50:
1
Installation kit
2
Installation kit
Kits d’installation Kit d’installation ROB A
Référence : 8,100,138
Kit d’installation ROB A/B pour la commande de deux sources de courant :
Référence : 8,100,142
A
ROB
A: 8,100,138
ROB
A/B: 8,100,142
24
B
LE GEND:
---------Option
______ Standard
(included in scope of supply)

25
/ Perfect Charging / Perfect Welding / Solar Energy
FTV 20
FTV 50
Liste de pièces de rechange,
Schéma de connexions
FR
Chariots longitudinaux
1

2

48-0489-0001 Chariot FTV 20
43,0002,0305
38,0006,0091
38,0102,0044
48,0489,1000
38,0003,0114
38,0003,0109
43,0003,0255
48,0489,0309
48,0489,0101
48,0489,0307
38,0102,0047
48,0008,0054
48,0006,0046
38,0102,0044
4,085,183
1

48-0489-0001 Chariot FTV 20
Désignation : Référence :
Roue dentée droite 48,0489,0101
Prol rainuré 8 AL 48,0489,0307
Support moteur 48,0489,0309
Couvercle ZUS 48,0489,1000
Boîtier de prise Amphenol 43,0003,0255
Interrupteur principal vert 43,0002,0305
Bride douille (KEBA) 38,0003,0109
Unité palier 8D14z 48,0008,0054
Connecteur EB avec ltre 230 V 38,0003,0114
Moteur pas-à-pas CSK264-BT 38,0102,0044
Amortisseur pour moteur pas-à-pas 48,0006,0046
Circuit imprimé moteur pas-à-pas 4,085,142
Circuit imprimé SMP 4,085,183
Bloc d’alimentation 38,0006,0091
SPS 38,0102,0047
48-0490-0001 Chariot FTV 50
Désignation : Référence :
Prol rainuré 8 AL 48,0489,0307
Rail de montage 48,0489,0315
Couvercle ZUS 48,0489,1000
Tôle de montage FPA-NT 1 48,0490,0315
Boîtier de prise Amphenol 10 pôles 43,0003,0255
Interrupteur principal vert 43,0002,0305
Bride douille (KEBA) 38,0003,0109
Unité palier 8D14z 48,0008,0054
Moteur pas à pas
Frein monodisque permanent
Ancre de frein
38,0102,0042
48,0006,0061
48,0006,0062
Connecteur EB avec ltre 230 V 38,0003,0114
Circuit imprimé SMP 4,085,183
Commande SPS 38,0102,0047
Bloc d’alimentation 4,085,158
Carte PC (moteur pas à pas) 38,0102,0041
2

48-0489-0001 Chariot FTV 50
48,0489,100
430002,0305
38,0102,0041
38,0003,0114
38,0003,0109
48,0006,0062
48,0006,0061
0
38,0102,0047
43,00030255
48,0490,0315
4,085,158
4,085,183
38,0102,0042
48,0489,0315
48,0008,0054
48,0489,0307
3

48,0490,D000 Rail de guidage FTV/1/L1
48,0490,D304
48,0490,D305
48,0003,0251
Désignation : Référence :
Crémaillère 15x15x1000 m=1,5 48,0490,D304
Prol rainuré L1 48,0490,D305
Prol support rail 1000 mm 48,0003,0251
4

48,0490,H000 Rail de guidage FTV/1/L2
48,0490,H301
48,0003,0252
48,0490,H302
Désignation : Référence :
Crémaillère 15x15x2000 m=1,5 48,0490,H301
Prol rainuré L2 48,0490,H302
Prol support rail 2000 mm 48,0003,0252
5

48,0490,E000 Rail de guidage FTV/1/L3
48,0490,D304
48,0490,D305
48,0490,H301
48,0490,H302
DIN912_M4X20
Désignation : Référence :
Crémaillère 15x15x2000 m=1,5 48,0490,H301
Crémaillère 15x15x1000 m=1,5 48,0490,D304
Prol rainuré L1 48,0490,D305
Prol rainuré L2 48,0490,H302
Prol support rail 3000 mm 48,0003,0253
Vis à tête cylindrique à six pans creux DIN912_M4X20
48,0003,0253
6
48,0004,0039
5
48,0490,C000 Chaîne porte-câbles rail de guidage
48,0490,C301
48,0004,0040
48,0489,0314
48,0489,030
48,0490,9302
Désignation : Référence :
Plaque support 48,0489,0305
Équerre de montage chaîne porte-câbles 48,0489,0314
Plaque support 48,0490,9302
Canal chaîne porte-câbles 48,0490,C301
Élément raccord 1PZB 48,0004,0040
Segment de chaîne E2 médian 48,0004,0039
7

58,1250,1500 Systeme de montage 5/Rail FTV/1 magnètique / rèversible
4
5
5
68-0000-0776
Désignation : Référence :
Vis à tête cylindrique à six pans creux
42,0401,0384
Ecrou Prisonnier M8 48,0007,0054
Pour magnétique FTV 48,0005,1755
Vis à tête cylindrique à six pans creux
42,0401,0392
Plaque d`adaption Fleytrack-FTV 58,1250,1106
58,0147,0000 Système de montage 4/Rail FTV/1 Pied ventouse avec levier
8,0490,9302
8-0147-0301
8-0147-0302
Désignation : Référence :
Support 1 58-0147-0301
Support 2 58-0147-0302
Plaque support travaux de nition 48,0490,9302
Ventouse 2 têtes alu 68-0000-0776
8

58,1250,1600 Pieds à vide permanents /1 Rail carriage FTV 20 /FTV 50
Désignation : Référence :
Ecrou Prisonnier M8
Pour vide Flextrack-FTV
Vis à tête cylindrique à six pans creux 42,0401,0392
Plaque d`adaption Fleytrack-FTV
Vis à tête cylindrique à six pans creux 42,0401,0384
48,0007,0054
58,1250,1100
58,1250,1106
48,0490,F000 -Kit d‘installation came d‘actionnement 1 Rail FTV/1
48,0489,0311
48,0007,0049
Désignation : Référence :
Came 4 48,0489,0311
Ecrou Prisonnier 8 St M5
48,0007,0049
9

Schéma de circuits, FTV 20
10

1112131415




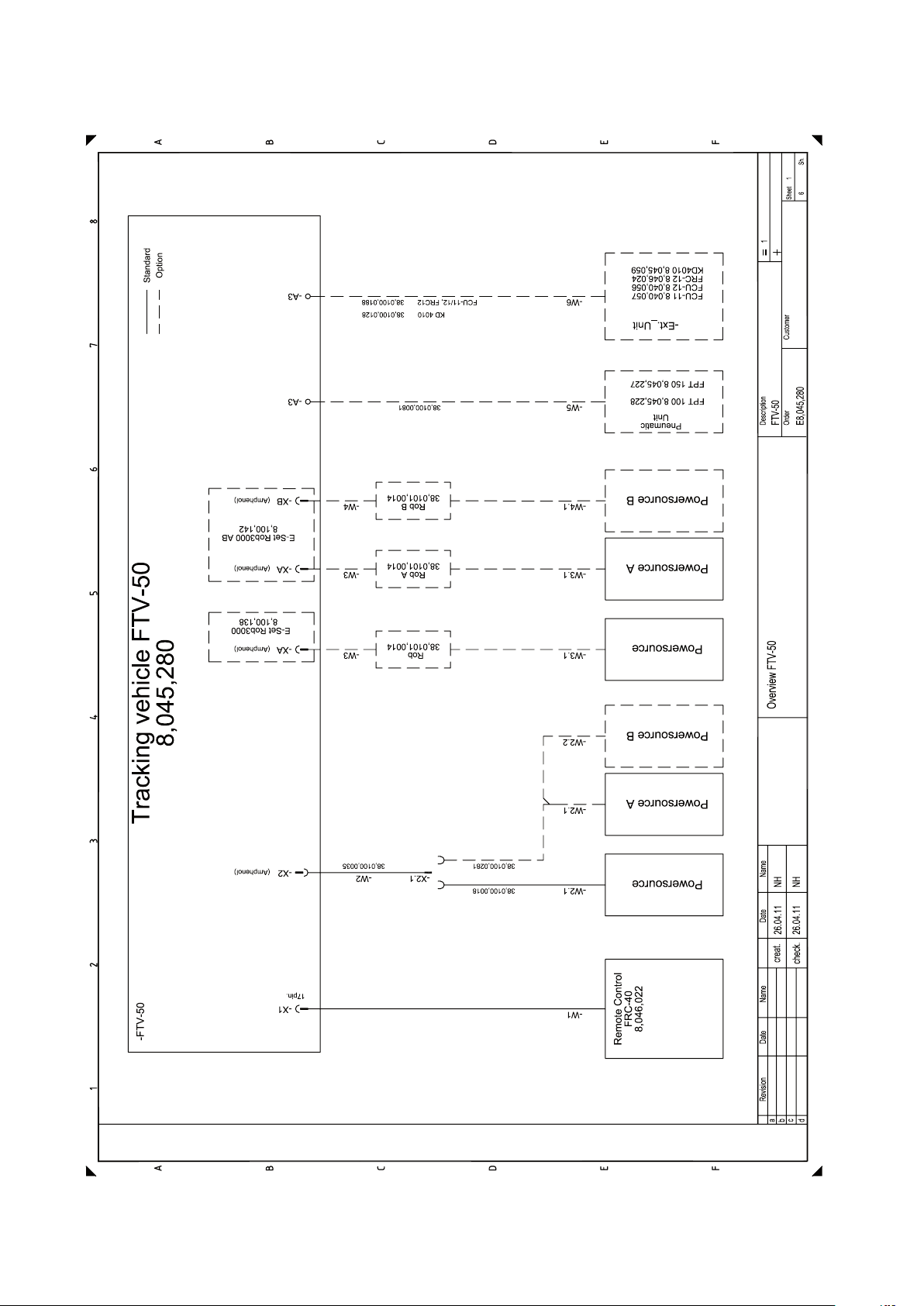
Schéma de circuits, FTV 50
16

1718192021




FRONIUS INTERNATIONAL GMBH
TechSupport Automation
Froniusplatz 1, A-4600 Wels, Austria
Tel: +43 (0)7242 241-3520, Fax: +43 (0)7242 241-3900
E-Mail: sales@fronius.com
www.fronius.com
Under http://www.fronius.com/addresses you will find all addresses
www.fronius.com/addresses
of our Sales & service partners and Locations.

 Loading...
Loading...