


/ Perfect Welding / Solar Energy / Perfect Charging
FPA 3020 Orbital
Document traduit :
Instructions de service,
FR
Liste de pièces de rechange
Source de courant TIG
42,0426,0232,FR
V11 - 07042020


Cher lecteur
Introduction
Les présentes Instructions de service doivent vous permettre de vous familiariser avec
l'installation de soudage. Il vous est recommandé de lire avec attention ces Instructions de service et de suivre scrupuleusement les consignes qu'elles contiennent. Vous
éviterez ainsi des dysfonctionnements et des erreurs de commande, voire d'éventuels
dégâts sur les composants périphériques.
Respectez les consignes de sécurité et veillez ainsi à garantir une sécurité maximale sur
le lieu d'utilisation du produit. Une manipulation appropriée du système dans son ensem-
ble garantit sa qualité et sa abilité à long terme. Ces deux critères sont des conditions
essentielles pour un résultat optimal.
3

4

Sommaire
Consignes de sécurité ..................................................................................................................................... 9
Généralités ................................................................................................................................................. 9
Utilisation conforme ....................................................................................................................................9
Conditions environnementales ................................................................................................................. 10
Obligations de l'exploitant ........................................................................................................................10
Obligations du personnel .........................................................................................................................10
Couplage au réseau ................................................................................................................................. 10
Protection de l'utilisateur et des personnes .............................................................................................. 11
Données relatives aux valeurs des émissions sonores ........................................................................... 11
Risques liés au courant d'alimentation et à l'intensité de soudage .......................................................... 12
Classication CEM des appareils .............................................................................................................12
Mesures relatives à la CEM .....................................................................................................................13
Mesures liées aux champs électromagnétiques en présence d'implants ................................................ 13
Emplacements particulièrement dangereux ............................................................................................. 14
Problèmes avec les résultats de soudage ...............................................................................................14
Danger au niveau des bouteilles de gaz de protection ............................................................................ 15
Mesures de sécurité sur le site d'installation et pour le transport ............................................................. 15
Mesures de sécurité en fonctionnement normal ......................................................................................16
Maintenance et remise en état ................................................................................................................. 16
Contrôle technique de sécurité ................................................................................................................17
Élimination ................................................................................................................................................17
Marquage de sécurité ..............................................................................................................................17
Sécurité des données ..............................................................................................................................17
Droits d'auteur .......................................................................................................................................... 17
Informations générales 19
Informations générales .................................................................................................................................. 21
Principe ....................................................................................................................................................21
Concept d'appareil ...................................................................................................................................21
Domaines d'application ............................................................................................................................ 21
Avertissements sur l'appareil ...................................................................................................................22
Éléments de commande ................................................................................................................................23
Panneau de commande .......................................................................................................................... 23
Barre de symboles ...................................................................................................................................25
Raccords, commutateurs et extensions système .......................................................................................... 27
Sécurité .................................................................................................................................................... 27
Source de courant FPA 3020 ...................................................................................................................27
Télécommande ........................................................................................................................................29
Afchage en mode repos .........................................................................................................................33
Afchage après démarrage du soudage, pendant le positionnement ...................................................... 33
Afchage après le positionnement, avant le pré-débit de gaz ................................................................. 33
Afchage pendant le pré-débit de gaz .....................................................................................................34
Afchage pendant une upslope ................................................................................................................34
Afchage pendant le soudage ..................................................................................................................34
Afchage pendant une downslope ........................................................................................................... 35
Afchage pendant le post-débit de gaz .................................................................................................... 35
Afchage après interruption du soudage .................................................................................................35
5

Mise en service 37
Avant la mise en service ...............................................................................................................................39
Utilisation conforme ..................................................................................................................................39
Instructions d'installation .......................................................................................................................... 39
Connecteurs d'alimentation ...................................................................................................................... 39
Alimentation par générateur ..................................................................................................................... 39
Mise en service .............................................................................................................................................40
Sécurité .................................................................................................................................................... 40
Remarque concernant le refroidisseur ..................................................................................................... 40
Branchement des bouteilles de gaz de protection et de gaz de formation .............................................. 40
Liaison avec la pièce à usiner .................................................................................................................. 41
Raccordement de la pince de soudage orbital ......................................................................................... 41
Caractéristiques techniques .......................................................................................................................... 42
Tension spéciale .......................................................................................................................................42
Source de courant .................................................................................................................................... 42
Refroidisseur intégré ................................................................................................................................ 43
Plaque signalétique .................................................................................................................................. 43
Fonctionnement 45
Menus à sélection directe ..............................................................................................................................47
Principe ....................................................................................................................................................47
Menu « Gaz de protection et refroidissement » .......................................................................................48
Menu « Transfert de données » ............................................................................................................... 49
Menu « Conguration d'impression » ....................................................................................................... 50
Indication des alarmes et des données spéciques de l'appareil ............................................................ 55
Menu principal ............................................................................................................................................... 58
Sécurité .................................................................................................................................................... 58
Saisir le mot de passe .............................................................................................................................. 58
Fenêtre de sélection .................................................................................................................................59
Menu pince de soudage orbital ..................................................................................................................... 60
Afcher le menu « Pince de soudage orbital » .........................................................................................60
Sélectionner le type de pince de soudage orbital ....................................................................................60
Sélectionner le modèle de pince de soudage orbital et le dévidoir .......................................................... 60
Sélectionner le type de torche de soudage manuelle .............................................................................. 61
Synergic ........................................................................................................................................................62
Afcher le menu « Synergic » ..................................................................................................................62
Principe ....................................................................................................................................................62
Saisir les paramètres................................................................................................................................62
Paramètres du programme de pointage ..................................................................................................63
Setup et paramètres système .......................................................................................................................64
Afcher le menu « Setup et paramètres système » .................................................................................64
Principe ....................................................................................................................................................64
Afcher les réglages « OPÉRATEUR » .................................................................................................... 64
Droits d'opérateur ..................................................................................................................................... 64
Modier le mot de passe .......................................................................................................................... 65
Inscrire un autre opérateur et modier le mot de passe ...........................................................................65
Réglages spéciques à l'opérateur .......................................................................................................... 66
Luminosité et contraste ............................................................................................................................ 67
Paramètre d'amorçage ............................................................................................................................. 67
Mode de soudage & AC ........................................................................................................................... 68
Ajustement de la valeur ............................................................................................................................69
Autres paramètres ....................................................................................................................................69
Sens de soudage et avance l ................................................................................................................. 70
Début mesure L-R .................................................................................................................................... 70
Insertion du l ........................................................................................................................................... 71
Date, heure et calibrage de l'écran tactile ................................................................................................ 71
6

Réglage des paramètres ............................................................................................................................... 72
Afcher le menu « Réglage des paramètres » ......................................................................................... 72
Paramètres courbe de courant pour torche de soudage manuelle TIG ................................................... 72
Paramètres courbe de courant pour pince de soudage orbital ................................................................ 73
Paramètres des impulsions et de la vitesse de soudage ......................................................................... 73
Paramètres du point de départ .................................................................................................................74
Paramètres de l'énergie ........................................................................................................................... 75
Afcher les paramètres de l'avance du l ou les paramètres du soudage AC .........................................76
Paramètres de l'avance du l ................................................................................................................... 76
Paramètres du soudage AC .................................................................................................................... 77
Enregistrer les paramètres ....................................................................................................................... 77
Programmes de séquences .....................................................................................................................77
Soudage orbital et TIG ..................................................................................................................................79
Sécurité .................................................................................................................................................... 79
Afcher le menu « Soudage » .................................................................................................................. 79
Commande et surveillance du process de soudage ................................................................................79
État de l'apport d'énergie..........................................................................................................................80
État du process de soudage ....................................................................................................................81
Correction du process de soudage ..........................................................................................................81
Diagnostic d'erreur, élimination
d'erreur 83
Diagnostic d'erreur, élimination d'erreur ........................................................................................................ 85
Généralités ............................................................................................................................................... 85
Sécurité .................................................................................................................................................... 85
Afcher la liste des alarmes .....................................................................................................................85
Alarmes et messages d'erreur .................................................................................................................86
Liste d'erreurs servo ................................................................................................................................. 90
Messages d'alarme et informations destinées aux techniciens de maintenance ..................................... 91
Codes de service afchés ........................................................................................................................ 92
Codes de service .....................................................................................................................................93
Source de courant .................................................................................................................................... 93
Maintenance, élimination 97
Maintenance .................................................................................................................................................. 99
Généralités ............................................................................................................................................... 99
À chaque mise en service ........................................................................................................................ 99
Symboles pour l'entretien et la maintenance du refroidisseur ................................................................ 100
Préparation à la maintenance ................................................................................................................100
Maintenance hebdomadaire ...................................................................................................................100
Tous les 2 mois.......................................................................................................................................101
Tous les 6 mois.......................................................................................................................................101
Tous les 12 mois ....................................................................................................................................101
Démontage et élimination ............................................................................................................................102
Démontage .............................................................................................................................................102
Élimination des composants ..................................................................................................................102
Listes de pièces de rechange 103
Déclaration UE de conformité ..................................................................................................................... 115
7

8

Consignes de sécurité
Généralités
Cet appareil est fabriqué selon l'état actuel de la technique et conformément aux règles
techniques de sécurité en vigueur. Cependant, en cas d'erreur de manipulation ou de
mauvaise utilisation, il existe un risque :
- de blessure et de mort pour l'utilisateur ou des tiers,
- de dommages pour l'appareil et les autres biens de l'utilisateur,
- d'inefcacité du travail avec l'appareil.
Toutes les personnes concernées par la mise en service, la maintenance et la remise en
état de l'appareil doivent :
- posséder les qualications correspondantes,
- avoir des connaissances en soudage et
- lire attentivement et suivre avec précision les prescriptions des présentes Instructions
de service.
Les Instructions de service doivent être conservées en permanence sur le lieu
d'utilisation de l'appareil.
En complément des présentes Instructions de service, les règles générales et locales
en vigueur concernant la prévention des accidents et la protection de l'environnement
doivent être respectées.
Concernant les avertissements de sécurité et de danger présents sur l'appareil, veiller à :
- leur lisibilité permanente
- ne pas les détériorer
- ne pas les retirer
- ne pas les recouvrir, ni coller d'autres autocollants par-dessus, ni les peindre.
Utilisation
conforme
Les emplacements des avertissements de sécurité et de danger présents sur l'appareil
se trouvent au chapitre « Généralités » des Instructions de service de l'appareil. Éliminer
les pannes qui peuvent menacer la sécurité avant de mettre l'appareil en marche.
Cet appareil est exclusivement destiné à des travaux dans le cadre d'une utilisation
conforme aux règles en vigueur.
L'appareil est exclusivement conçu pour le mode opératoire de soudage indiqué sur la
plaque signalétique. Toute autre utilisation est considérée comme
non-conforme. Le fabricant ne saurait être tenu pour responsable des dommages
consécutifs. Font également partie de l'utilisation conforme
- la lecture attentive et le respect de toutes les indications des Instructions de service,
- la lecture attentive et le respect de tous les avertissements de sécurité et de danger,
- le respect des travaux d'inspection et de maintenance.
Ne jamais utiliser cet appareil pour les applications suivantes :
- dégeler des conduites
- charger des batteries / accumulateurs
- démarrer des moteurs
Cet appareil est conguré pour une utilisation dans le secteur industriel et artisanal. Le
fabricant ne saurait être tenu pour responsable des dommages dus à une utilisation dans
les zones résidentielles.
Le fabricant décline toute responsabilité en cas de résultats défectueux ou insatisfaisants
9

Conditions
environnementales
Tout fonctionnement ou stockage de l'appareil en dehors du domaine indiqué est
considéré comme non conforme. Le fabricant ne saurait être tenu pour responsable des
dommages consécutifs.
Plage de température pour l'air ambiant :
- lors du fonctionnement : -10 °C à +40 °C (14 °F à 104 °F)
- lors du transport et du stockage : -20 °C à +55 °C (-4 °F à 131 °F)
- absence de poussières, acides, gaz ou substances corrosives, etc.
Humidité relative de l'air :
- jusqu'à 50 % à 40 °C (104 °F)
- jusqu'à 90 % à 20 °C (68 °F)
Altitude au-dessus du niveau de la mer :
- jusqu'à 2 000 m (6 561 ft. 8.16 in.)
Environnement :
- l'appareil ne doit en aucun cas être utilisé sous la pluie ou la neige.
Obligations
de l'exploitant
Obligations
du personnel
L'exploitant s'engage à laisser travailler sur l'appareil uniquement des personnes qui
- connaissent les dispositions de base relatives à la sécurité du travail et à la prévention des accidents et sont formées à la manipulation de l'appareil,
- ont attesté par leur signature avoir lu et compris les présentes instructions de service,
en particulier le chapitre « Consignes de sécurité »,
- ont suivi une formation conforme aux exigences relatives aux résultats de travail.
La sécurité de travail du personnel doit être contrôlée à intervalles réguliers.
Toutes les personnes qui sont habilitées à travailler avec l'appareil s'engagent, avant de
commencer à travailler
- à respecter les dispositions de base relatives à la sécurité du travail et à la prévention
des accidents,
- à lire les présentes instructions de service, en particulier le chapitre « Consignes de
sécurité », et à conrmer par leur signature qu'elles les ont comprises et vont les
respecter.
Avant de quitter le poste de travail, s'assurer qu'aucun dommage corporel ou matériel ne
peut survenir,
même en cas d'absence.
Couplage au
réseau
En raison de leur absorption de courant élevée, les appareils de forte puissance inuent
sur la qualité énergétique
du réseau d'alimentation. Certains types d'appareils peuvent être touchés sous la forme :
- de restrictions de raccordement
- d'exigences relatives à l'impédance maximale autorisée du secteur *)
- d'exigences relatives à la puissance de court-circuit minimale nécessaire *)
*) à l'interface avec le réseau public, voir caractéristiques techniques
Dans ce cas, l'exploitant ou l'utilisateur de l'appareil doit s'assurer que l'appareil peut être
raccordé au réseau, au besoin en prenant contact avec le
fournisseur d'énergie.
REMARQUE ! Il faut veiller à la bonne mise à la terre du couplage au réseau
10

Protection de
l'utilisateur et des
personnes
Le soudage expose à de nombreux risques, par ex. :
- rayonnement d'arc électrique nocif pour les yeux et la peau
- champs magnétiques nocifs pouvant être à l'origine d'un risque vital pour les porteurs
de stimulateurs cardiaques
- risque électrique lié au courant d'alimentation et à l'intensité de soudage
- nuisances sonores élevées
- fumées de soudage et gaz nocifs
Les personnes travaillant sur la pièce à souder doivent porter des vêtements de
protection adaptés présentant les caractéristiques suivantes :
- difcilement inammables
- isolants et secs
- couvrant tout le corps, sans dommage et en bon état
- avec un casque de protection
- avec pantalon sans revers
Font également partie des vêtements de protection :
- protéger les yeux et le visage au moyen d'un écran de protection muni d'une
cartouche ltrante conforme avec protection contre les rayons UV, la chaleur et les
projections d'étincelles
- derrière l'écran de protection, porter des lunettes de protection conformes avec
protection latérale
- chaussures solides et isolantes, y compris en milieu humide
- gants adaptés (isolation électrique, protection contre la chaleur)
- protection auditive pour réduire les nuisances sonores et se prémunir contre les
lésions
Données
relatives
aux valeurs des
émissions
sonores
Tenir à distance les autres personnes, en particulier les enfants, pendant le fonctionnement de l'appareil et lors du process de soudage. Si des personnes se trouvent malgré tout à proximité
- les informer de tous les risques qu'elles encourent (risque de blessure dû aux
projections d'étincelles, risque d'éblouissement dû aux arcs électriques, fumées de
soudage nocives, nuisances sonores, danger potentiel dû au courant d'alimentation
et à l'intensité de soudage, etc),
- mettre à leur disposition des moyens de protection appropriés ou
- mettre en place des écrans et des rideaux de protection.
L'appareil émet un niveau de puissance acoustique < 80 dB(A) (réf. 1 pW) en marche à
vide ainsi que dans la phase de refroidissement après fonctionnement au point de travail
maximal autorisé en charge normale, conformément à la norme EN 11201
11

Risques liés au
courant
d'alimentation et
à l'intensité de
soudage
- Une décharge électrique est fondamentalement dangereuse et peut être mortelle.
- Éviter tout contact avec des pièces conductrices à l'intérieur et à l'extérieur de
l'appareil.
- En soudage TIG, le l d'apport, la bobine de l, les galets d'entraînement ainsi que
toutes les pièces métalliques en liaison avec le l d'apport sont également conducteurs de courant.
- Toujours placer le dévidoir sur un support sufsamment isolé ou sur un support pour
dévidoir isolant adapté.
- Veiller à se protéger soi-même et à protéger les autres personnes de manière adé-
quate, au moyen d'une couverture ou d'un support sec et sufsamment isolant par
rapport au potentiel de terre ou de masse. La couverture ou le support doit recouvrir
entièrement l'ensemble de la zone située entre le corps et le potentiel de terre ou de
masse.
- Tous les câbles et toutes les conduites doivent être solides, intacts, isolés et de
dimension sufsante. Remplacer sans délai les connexions lâches, les câbles et conduites encrassés, endommagés ou sous-dimensionnés.
- Ne pas enrouler les câbles et les tuyaux autour du corps ou de parties du corps.
- Ne jamais tremper les électrodes (électrodes enrobées, électrodes en tungstène, l
d'apport) dans un liquide pour les refroidir,
- ne jamais les toucher lorsque la source de courant est activée.
- La double tension à vide d'une source de courant peut se produire, par exemple,
entre les électrodes de soudage de deux sources de courant. Le contact simultané
des potentiels des deux électrodes peut, dans certaines circonstances, entraîner un
danger de mort.
- Faire contrôler régulièrement le câble secteur par un électricien spécialisé an de
vérier le bon fonctionnement du conducteur de terre.
- L'appareil doit être utilisé uniquement sur un réseau avec conducteur de terre et une
prise avec contact de terre.
- Si l'appareil est utilisé sur un réseau sans conducteur de terre et une prise sans
contact de terre, il s'agit d'une négligence grossière. Le fabricant ne saurait être tenu
pour responsable des dommages consécutifs.
- Si nécessaire, effectuer une mise à la terre sufsante de la pièce à souder par des
moyens adéquats.
- Débrancher les appareils non utilisés.
- Pour les travaux en hauteur, utiliser un harnais de sécurité an d'éviter les chutes.
- Avant de réaliser des travaux sur l'appareil, éteindre l'appareil et débrancher la che
secteur.
- Placer un écriteau parfaitement lisible et compréhensible sur l'appareil pour que per-
sonne ne le rallume ou ne rebranche la che secteur.
- Après avoir ouvert l'appareil :
- décharger tous les composants qui emmagasinent des charges électriques,
- s'assurer de l'absence de courant dans tous les composants de l'appareil.
- Si des travaux sont nécessaires sur des éléments conducteurs, faire appel à une
deuxième personne qui déconnectera le commutateur principal en temps voulu.
Classication
CEM des
appareils
Classication CEM des appareils conformément à la plaque signalétique ou aux caractéristiques techniques.
Les appareils de la classe d'émissions A :
- ne sont prévus que pour une utilisation dans les zones industrielles,
- peuvent entraîner dans d'autres zones des perturbations de rayonnement liées à leur
puissance.
Les appareils de la classe d'émissions B :
- répondent aux exigences d'émissions pour les zones habitées et les zones industrielles,
ainsi que pour les zones habitées dans lesquelles l'alimentation énergétique
s'effectue à partir du réseau public basse tension.
12

Mesures relatives
à la CEM
Dans certains cas, des inuences peuvent se manifester dans la zone d'application prévue malgré le respect des valeurs limites d'émissions normalisées (p. ex. en présence
d'appareils sensibles sur le site d'installation ou lorsque ce dernier est situé à proximité
de récepteurs radio ou TV).
L'exploitant est alors tenu de prendre les mesures nécessaires pour
éliminer les dysfonctionnements.
Vérier et évaluer l'immunité des dispositifs dans l'environnement de l'appareil selon les
dispositions nationales et internationales. Exemples de dispositifs sensibles pouvant être
inuencés par l'appareil :
- dispositifs de sécurité
- câbles d'alimentation, de transmission de signaux et de transfert de données
- équipements informatiques et équipements de télécommunication
- équipements de mesure et d'étalonnage
Mesures de base visant à éviter les problèmes de compatibilité électromagnétique :
1. Alimentation secteur
- si des perturbations électromagnétiques se produisent malgré la réalisation
d'un couplage réglementaire au réseau, prendre des mesures supplémentaires
(utiliser par ex. un ltre secteur approprié).
2. Câbles de soudage
- utiliser des câbles d'une longueur aussi courte que possible
- les placer en veillant à ce qu'ils soient bien groupés le long de leur parcours
(également pour éviter les problèmes de champs électromagnétiques)
- les poser loin des autres câbles
3. Compensation de potentiel
4. Mise à la terre de la pièce à souder
- le cas échéant, réaliser une connexion de terre à l'aide des condensateurs adéquats.
5. Blindage, le cas échéant
- blinder les autres équipements à proximité.
- blinder l'ensemble de l'installation de soudage
Mesures liées
aux champs
électromagnétiques
en présence
d'implants
Les champs électromagnétiques peuvent provoquer des problèmes de santé qui ne sont
pas encore bien connus :
- Répercussions sur l'état de santé des personnes se trouvant à proximité, par ex. porteurs de stimulateurs cardiaques et d'appareils auditifs
- Les porteurs de stimulateurs cardiaques doivent consulter leur médecin avant de pouvoir se tenir à proximité immédiate de l'appareil et du process de soudage
- Pour des raisons de sécurité, les distances entres les câbles de soudage et la tête /
le corps de la torche doivent être aussi importantes que possible.
- Ne pas porter le câble de soudage et les faisceaux de liaison sur l'épaule et ne pas
les enrouler autour du corps ou de certaines parties du corps
13

Emplacements
particulièrement
dangereux
Tenir les mains, cheveux, vêtements et outils à l'écart des pièces en mouvement,
telles que :
- ventilateurs
- pignons
- bobines de l et ls d'apport
► Ne pas intervenir manuellement dans les pignons en rotation de l'entraînement du l
ou dans des pièces d'entraînement en rotation.
► Les capots et les panneaux latéraux peuvent être ouverts / enlevés uniquement
pendant la durée des opérations de maintenance et de réparation.
Lors de l'utilisation
► S'assurer que tous les capots sont fermés et que tous les panneaux latéraux sont
montés correctement.
► Maintenir fermés tous les capots et panneaux latéraux.
La sortie du l d'apport hors de la torche de soudage représente un risque de blessure
élevé (perforation de la main, blessures au visage et aux yeux, ...).
► Ne pas regarder dans le tube de contact.
► Utiliser des lunettes de protection adaptées.
- Ne pas toucher la pièce à usiner pendant et après le soudage – Risque de brûlure.
- Laisser refroidir la torche de soudage et les autres composants d'installation ayant
une forte température de service avant de les traiter.
- Dans les locaux exposés aux risques d'incendie et d'explosion, des dispositions
spéciales s'appliquent. Respecter les dispositions nationales et internationales en
vigueur.
- Les sources de courant destinées au travail dans des locaux présentant un fort risque
électrique (par exemple chaudières) doivent être identiées au moyen de l'indication
(Safety). Toutefois, la source de courant ne doit pas se trouver dans de tels locaux.
- Risque de brûlure en cas d'écoulement de réfrigérant. Éteindre le refroidisseur avant
de déconnecter les connecteurs d'arrivée de réfrigérant et de retour de réfrigérant.
- Lors de la manipulation du réfrigérant, respecter les indications de la che technique
de sécurité du réfrigérant. Vous pouvez demander la che technique de sécurité du
réfrigérant auprès de votre service après-vente ou sur la page d'accueil du fabricant.
- L'appareil est équipé d'une poignée de transport. Elle sert exclusivement au transport
à la main. Elle n'est pas adaptée au transport par grue, chariot élévateur ou autres
engins de levage.
- L'intervalle et l'étendue du contrôle doivent au moins correspondre aux normes et
directives nationales applicables.
- En cas d'utilisation d'un adaptateur pour le connecteur du gaz de protection, une
éventuelle fuite de gaz de protection, incolore et inodore, peut ne pas être détectée.
À l'aide d'une bande en Téon, procéder à l'étanchéication du letage de
l'adaptateur pour le connecteur du gaz de protection côté appareil.
Problèmes avec
les résultats de
soudage
Pour un fonctionnement sûr et conforme de l'installation de soudage, respecter les prescriptions ci-dessous concernant la qualité du gaz de protection :
- taille des particules solides < 40 μm
- point de rosée < -20 °C
- teneur en huile max. < 25 mg/m³
En cas de besoin, utiliser des ltres.
REMARQUE ! Les conduites en circuit fermé présentent un risque plus élevé
d'encrassement.
14

Danger au niveau
des bouteilles de
gaz de protection
Les bouteilles de gaz de protection contiennent un gaz sous pression et elles peuvent
exploser en cas de dommage. Comme les bouteilles de gaz de protection sont des
composants du matériel de soudage,
elles doivent être traitées avec précaution.
- Protéger les bouteilles de gaz de protection avec gaz comprimé d'une chaleur trop
importante, des chocs mécaniques, des scories, des ammes vives, des étincelles et
des arcs électriques.
- Installer verticalement les bouteilles de gaz de protection et les xer conformément à
la notice an qu'elles ne tombent pas.
- Tenir les bouteilles de gaz de protection éloignées des circuits de soudage et autres
circuits électriques.
- Ne jamais accrocher une torche de soudage à une bouteille de gaz de protection.
- N'utiliser que des bouteilles de gaz de protection adaptées à l'application correspondante ainsi que les accessoires adaptés (régulateur, tuyaux et raccords, ...).
N'utiliser que des bouteilles de gaz de protection et des accessoires en parfait état de
fonctionnement.
- Si une soupape d'une bouteille de gaz de protection est ouverte, détourner le visage.
- Fermer la soupape de la bouteille de gaz de protection si aucun soudage n'est en
cours.
- Laisser le capuchon sur la soupape de la bouteille de gaz de protection si celleci n'est pas utilisée.
- Respecter les indications du fabricant ainsi que les directives nationales et
internationales relatives aux bouteilles de gaz de protection et aux accessoires.
Mesures de
sécurité sur le
site d'installation
et pour le
transport
- Installer l'appareil de manière bien stable sur un sol ferme et plat.
Un angle d'inclinaison de 10° au maximum est admis.
- Dans les locaux exposés aux risques d'incendie et d'explosion, des dispositions
spéciales s'appliquent.
Respecter les dispositions nationales et internationales en vigueur.
- Veiller à ce que la zone autour du poste de travail reste en permanence propre et
dégagée, au moyen de consignes et de contrôles internes à l'entreprise.
- Installer et utiliser l'appareil uniquement en conformité avec l'indice de protection
indiqué sur la plaque signalétique.
- Lors de la mise en place de l'appareil, vérier si la distance périphérique de 0,5 m
(1 ft. 7.69 in.) par rapport à l'appareil est bien respectée, an que l'air de refroidissement puisse circuler sans problème.
- Lors du transport de l'appareil, veiller à ce que les directives nationales et régionales
en vigueur et les consignes de prévention des accidents soient respectées. Ceci
s'applique tout particulièrement aux directives relatives aux risques inhérents au
transport.
- Avant tout transport de l'appareil, vidanger la totalité du réfrigérant.
- Après le transport et avant la mise en service, effectuer impérativement un contrôle
visuel de l'appareil an de détecter tout dommage. Avant la mise en service, faire
remettre en état les éventuels dommages par du personnel de service formé.
15

Mesures de
sécurité en
fonctionnement
normal
Mettre en service l'appareil uniquement si tous les dispositifs de sécurité sont entièrement opérationnels. Si les dispositifs de sécurité ne sont pas entièrement opérationnels,
risques
- de blessure et de mort pour l'utilisateur ou des tiers,
- de dommages pour l'appareil et les autres biens de l'utilisateur,
- d'inefcacité du travail avec l'appareil.
Remettre en état les dispositifs de sécurité non opérationnels avant de mettre l'appareil
en marche.
Ne jamais mettre les dispositifs de sécurité hors circuit ou hors service.
Avant de mettre l'appareil en marche, s'assurer que personne ne peut être mis en
danger.
Contrôler au moins une fois par semaine l'appareil an de détecter les dommages
visibles à l'extérieur et l'aptitude de fonctionnement des dispositifs de sécurité.
Toujours bien xer les bouteilles de gaz de protection pour qu'elles ne tombent pas.
Utiliser exclusivement le réfrigérant d'origine du fabricant qui, en raison de ses propriétés
(conductivité électrique, protection contre le gel, compatibilité des matériaux, combustibilité, ...) est adapté à l'utilisation avec nos appareils.
Utiliser exclusivement le réfrigérant d'origine du fabricant.
Ne pas mélanger le réfrigérant d'origine du fabricant avec d'autres produits réfrigérants.
Le fabricant décline toute responsabilité et toutes les garanties sont annulées en cas de
dommages consécutifs à l'utilisation d'autres produits réfrigérants.
Dans certaines conditions, le produit réfrigérant est inammable. Ne transporter le réfrigérant que dans les conteneurs d'origine et les tenir éloignés des sources d'ignition.
Éliminer le réfrigérant usagé conformément aux dispositions nationales et internationales
en vigueur. Vous pouvez demander la che technique de sécurité du réfrigérant auprès
de votre service après-vente ou sur la page d'accueil du fabricant.
L'installation étant froide, vérier le niveau de réfrigérant avant tout démarrage du
soudage.
Maintenance et
remise en état
Les pièces provenant d'autres fournisseurs n'offrent pas de garantie de construction et
de fabrication conformes aux exigences de qualité et de sécurité.
Utiliser uniquement les pièces de rechange et d'usure d'origine
(valable également pour les pièces standardisées).
Ne réaliser aucune modication, installation ou transformation sur l'appareil sans autorisation du fabricant.
Remplacer immédiatement les composants qui ne sont pas en parfait état.
Lors de la commande, indiquer la désignation précise et la référence selon la liste de
pièces de rechange, ainsi que le numéro de série de l'appareil.
16

Contrôle
technique
de sécurité
- Le fabricant recommande de faire effectuer au moins tous les 12 mois un contrôle
technique de sécurité de l'appareil.
- Au cours de ce même intervalle de 12 mois, le fabricant recommande un calibrage
des sources de courant.
- Un contrôle technique de sécurité réalisé par un électricien spécialisé agréé est
recommandé
- après modication
- après montage ou transformation
- après toute opération de réparation, entretien et maintenance
- au moins tous les douze mois.
- Pour le contrôle technique de sécurité, respecter les normes et les directives nationales et internationales en vigueur.
- Vous obtiendrez des informations plus précises concernant le contrôle technique de
sécurité et le calibrage auprès de votre service après-vente. Sur demande, ce service
tient les documents requis à disposition.
Élimination
Marquage
de sécurité
Sécurité des
données
Ne pas jeter cet appareil avec les ordures ménagères ! Conformément à la directive européenne 2012/19/CE relative aux déchets d'équipements électriques et électroniques et
sa transposition dans le droit national, les équipements électriques usagés doivent être
collectés de manière séparée et faire l'objet d'un recyclage conforme à la protection de
l'environnement. Veiller à rapporter l'appareil usagé auprès du revendeur ou se renseigner sur l'existence d'un
système de collecte et d'élimination local autorisé. Le non-respect de cette directive européenne peut avoir des conséquences sur l'environnement et votre santé !
Les appareils portant le marquage CE répondent aux exigences essentielles des directives basse tension et compatibilité électromagnétique (par ex. normes produits correspondantes de la série de normes EN 60 974).
Les appareils portant la marque CSA répondent aux exigences des normes applicables
au Canada et aux États-Unis.
L'utilisateur est responsable de la sécurité des données liées à des modications
par rapport aux réglages d'usine. Le fabricant décline toute responsabilité en cas
de perte de réglages personnels.
Droits d'auteur
Les droits de reproduction des présentes Instructions de service sont réservés au
fabricant.
Les textes et les illustrations correspondent à l'état de la technique au moment de
l'impression.
Sous réserve de modications. Le contenu de ces Instructions de service ne peut
justier aucune réclamation de la part de l'acheteur. Nous vous remercions de nous faire
part de vos propositions d'amélioration et de nous signaler les
éventuelles erreurs contenues dans les Instructions de service.
17

18

Informations générales
19

20

Informations générales
Principe La FPA 3020 est une source de courant à onduleur entièrement numérique et comman-
dée par microprocesseur, destinée au soudage orbital. Un gestionnaire de source de
courant actif est couplé à un processeur à signaux numérique ; ensemble, ils
commandent et règlent le processus de soudage. Les données réelles sont mesurées en
permanence et les modications sont prises en compte immédiatement.
Les algorithmes de réglage veillent au
maintien de l'état de consigne souhaité.
Ceci permet une précision incomparable
du processus de soudage, la reproductibilité exacte de l'ensemble des résultats
et des caractéristiques de soudage excellentes. Outre les caractéristiques de
soudage, le rendement élevé est une
propriété essentielle des nouvelles
sources de courant orbital.
Un concept de commande clair facilite
la réalisation des travaux. Le regroupement des éléments de commande liés aux
tâches sur l'écran tactile de grande taille
permet de visualiser et de régler très
facilement les principales fonctions.
Source de courant FPA 3020
Concept
d'appareil
Domaines
d'application
Cette nouvelle source de courant est caractérisée par sa faculté d'adaptation aux
exigences multiples du soudage orbital. Le refroidisseur intégré de série est le composant essentiel de cette faculté. En plus de pouvoir gérer un grand nombre de pinces
de soudage orbital pour les domaines d'application les plus divers, la source de courant
peut également supporter une torche de soudage manuelle. Une télécommande pourvue de toutes les fonctions requises pour la commande sur site du système de soudage
orbital permet une utilisation encore plus confortable.
Les domaines d'application de la FPA 3020 sont multiples dans le domaine de l'industrie
et de l'artisanat. Dans ce cadre, il convient de mentionner tout spécialement l'industrie
pharmaceutique et agroalimentaire, qui établissent des exigences qualitatives élevées
en termes de construction des conduites et des conteneurs. En ce qui concerne les
matériaux, la source de courant est aussi bien adaptée à l'acier non allié ou faiblement
allié qu'à l'acier chromé/nickelé hautement allié. Ces propriétés polyvalentes sont
assistées par un déroulement optimal de l'amorçage.
Pour le soudage TIG-AC, la commande FPA 3020 ne tient pas seulement compte du
diamètre de l'électrode, mais aussi de sa température réelle en fonction de la durée de
soudage et des pauses préalables. De plus, la source de courant rend d'excellents
services dans le domaine du soudage de l'aluminium, des alliages d'aluminium, des
alliages de cuivre, du magnésium et du titane. Vous pouvez adapter la fréquence AC à
vos besoins dans le cadre d'une plage très vaste.
21

Avertissements
P
1l/min
500 W
4.3 bar (0.43 MPa)
I
1 eff
I
1 max
230 V 23 A 14 A16A
U
1
1~
50-60Hz
35%
145 A
5 A / 10.2 V - 200 A / 18.0 V
200 A110 A
15.8 V 14.4 V18.0 V
I
2
U
2
U
0
X(40°C) 60% 100%
44 V
9.5 kV
U
p
IP 23
IEC 60974-1/-10 Cl.A
f1
f2
f1
f2
1~
FPA 3020
8,040,098
XXXXXXXX
Ser.No.
Part No.
www.fronius.com
sur l'appareil
L'appareil est muni de symboles de sécurité apposés sur la plaque signalétique.
Ces symboles de sécurité ne doivent pas être retirés, ni recouverts.
Plaque signalétique
22

Éléments de commande
Panneau de
commande
REMARQUE ! En raison des mises à jour de micrologiciel, il est possible que
certaines fonctions non décrites dans les présentes Instructions de service
soient disponibles sur votre appareil ou inversement. En outre, certaines
illustrations peuvent différer légèrement des éléments de commande disponibles sur votre appareil. Toutefois, le fonctionnement de ces éléments de
commande reste identique.
AVERTISSEMENT !
Les erreurs de manipulation peuvent entraîner des dommages corporels
et matériels graves !
Utiliser les fonctions décrites uniquement après avoir lu et compris l'intégralité
des documents suivants :
- les présentes Instructions de service
- toutes les Instructions de service des composants périphériques, en
particulier les consignes de sécurité.
(3)
(2)
(4)
(1)
(5)
(6)
(7)
Panneau de commande
Nº Fonction
(1) Molette de réglage
Sélection d'un point de menu :
1. Tourner la molette de réglage jusqu'à ce que le point de menu souhaité soit
marqué en bleu
2. Appuyer sur la molette de réglage pour conrmer le point de menu.
Sélection d'un paramètre :
1. Tourner la molette de réglage jusqu'à ce que le paramètre souhaité soit marqué en bleu.
2. Appuyer sur la molette de réglage ; le paramètre sélectionné est désormais
marqué en violet.
3. Régler le paramètre à la valeur souhaitée en tournant la molette de réglage.
4. Appuyer sur la molette de réglage pour conrmer la valeur. Le marquage bleu
passe sur le paramètre suivant.
IMPORTANT ! Si la valeur dénie ne doit pas être conrmée, appuyer sur la
touche « Esc » (8).
(10)
(9)
(8)
23

Panneau de
commande
(suite)
Nº Fonction
IMPORTANT ! Les fonctions décrites peuvent également être assurées direc-
tement par l’écran tactile (3). Il suft de toucher un point de menu ou un paramètre. Si nécessaire, lors de ce contact, une liste permettant la sélection directe
de plusieurs valeurs de réglage apparaît. Néanmoins, l’indication d’une valeur
chiffrée nécessite dans tous les cas l’utilisation de la molette de réglage. L’activation exclusive de la molette de réglage est tout particulièrement conseillée
dans les environnements poussiéreux par exemple, lorsque l’écran tactile est
protégé par un lm plastique.
(2) Touche Next (Suivant)
Pour passer à la fenêtre de menu suivante.
(3) Écran tactile
Unité d'afchage avec des claviers représentés à des ns d'activation directe en
fonction des situations.
(4) Touche F1
Touche de fonction librement programmable (dans le menu « Setup et paramètres système »).
(5) Touche Gaz de protection et refroidissement
Ouvre le menu « Gaz de protection et refroidissement ».
(6) Touche Échange de données
Ouvre le menu de transfert de données.
(7) Touche Conguration d'impression
Pour le réglage de données spéciques pour l'impression papier ou la sauvegarde sur la carte mémoire.
(8) Touche ESC
- Retour à la fenêtre de menu précédente
- Validation des alarmes
- Sortie d'un réglage de paramètre sans conrmer la valeur modiée
(9)
Touche i (information)
Pour afcher les versions, alarmes et informations destinées aux techniciens de
maintenance.
(10) Touche menu
Pour revenir au Menu principal.
24

Barre de
symboles
AVERTISSEMENT !
Les erreurs de manipulation peuvent entraîner des dommages corporels
et matériels
graves !
Utiliser les fonctions décrites uniquement après avoir lu et compris l'intégralité
des documents suivants :
- les présentes Instructions de service
- toutes les Instructions de service des composants périphériques, en particulier les consignes de sécurité.
Éléments d'afchage à l'écran
Heure et date
Segment 1-10
Indique dans quel segment de la course de soudage se trouve la pince de
soudage orbital.
IMPORTANT ! De plus amples informations concernant les « Segments »
gurent dans le chapitre « Réglage des paramètres ».
Page du déroulement du programme
Chaque fenêtre de dialogue de la structure des menus est identiée par un
numéro de page, par exemple pour permettre son identication dans le cadre
des travaux de maintenance.
Nom du programme actuellement chargé.
Nom d'utilisateur
Des informations plus détaillées gurent au
chapitre « Setup et paramètres système ».
Page alarme active
En appuyant sur le symbole, la page des alarmes actives s'ouvre.
3 : Signal Main current (signal Courant principal)
2 : Signal Arc on (signal Soudage déclenché)
1 : Signal Process actif
Dévidoir sélectionné et actif (en bleu)
Dévidoir sélectionné mais inactif (en noir)
Dévidoir non sélectionné (en noir, barré en bleu)
25

Barre de
symboles
(suite)
Sens de soudage : sens horaire Sens de soudage : sens anti-
horaire
Soudage inactif / sans arc électrique
(en noir - mode test)
Soudage activé / avec arc électrique
(en bleu)
Vanne de gaz de protection inactive Vanne de gaz de protection active
(en bleu)
Vanne de gaz de formation inactive Vanne de gaz de formation active
(en bleu)
Interrupteur de n de course pour
pince de soudage orbital fermée
inactif
Interrupteur de n de course pour
pince de soudage orbital fermée
actif (en rouge)
26

Raccords, commutateurs et extensions système
Sécurité
Source de
courant
FPA 3020
(4)
(5)
(6)
(7)
AVERTISSEMENT !
Les erreurs de manipulation peuvent entraîner des dommages corporels
et matériels
graves !
Utiliser les fonctions décrites uniquement après avoir lu et compris l'intégralité
des documents suivants :
- les présentes Instructions de service
- toutes les Instructions de service des composants périphériques,
en particulier les consignes de sécurité.
Vue avant
(3)
(2)
(1)
(18)
(19)
(20)
(21)
(22)
Vue arrière
(17)
(16)
(15)
(14)
(13)
(12)
(8)
(9) (10) (11)
Raccords et commutateurs de la source de courant FPA 3020
Nº Fonction
(1) Connecteur Courant de soudage de la pince de soudage orbital
Connecteur (-) à verrouillage à baïonnette, également adapté à une torche de
soudage TIG traditionnelle.
(2) Connecteur Câble de mise à la masse
Connecteur (+) à verrouillage à baïonnette.
(3) Connecteur USB
Pour l'enregistrement et le chargement de programmes de soudage individuels
ou de toutes les données de la source de courant avec une clé USB.
(4) Touche Alimentation papier
Pour l'alimentation papier manuelle de l'imprimante intégrée.
(5) Voyant Imprimante prête à fonctionner
Indique quand l'imprimante est prête à fonctionner.
(6) Imprimante
Pour consigner les paramètres de procédé et déroulements importants.
(7) Connecteur Télécommande
27

Source de
courant
FPA 3020
(suite)
Nº Fonction
(8) Connecteur Commande de la pince de soudage orbital
Pour la collecte de données, la commande et l'alimentation moteur de la pince
de soudage orbital.
(9) Connecteur Arrivée d'eau
Pour la pince de soudage orbital ou la torche de soudage TIG.
(10) Connecteur Retour d'eau
Pour la pince de soudage orbital ou la torche de soudage TIG.
(11) Connecteur Commande de la torche
Pour une torche de soudage TIG traditionnelle ou une pince de soudage orbital
avec des éléments de commande supplémentaires.
(12) Connecteur Externe
Pour l'appareil de mesure d'oxygène résiduel.
(13) Connecteur Arrivée d'eau
Pour le ltre à eau (15).
(14) Connecteur Retour d'eau
Pour le ltre à eau (15).
(15) Filtre à eau
(16) Connecteur Sortie du gaz de formation
Pour la pince de soudage orbital.
(17) Connecteur Admission du gaz de formation
Pour le robinet détendeur.
(18) Interrupteur secteur
Pour la mise en service et hors service de la source de courant.
(19) Fusible de la pompe à réfrigérant
(20) Câble secteur avec anti-traction
(21) Connecteur Admission du gaz de protection
Pour le robinet détendeur.
(22) Connecteur Dévidoir
Pour un dévidoir à l froid.
28

________________
CrNi_21,0x1,5
DAUERTEST
FOH-10-76
________________
FRONIUS
Télécommande
AVERTISSEMENT !
Risque de dommages corporels et matériels en raison de machines à
fonctionnement automatique.
Les machines à fonctionnement automatique peuvent entraîner
de graves dommages corporels et matériels par accrochage, coincement ou
écrasement des parties du corps.
- En complément des présentes Instructions de service, les consignes de
sécurité du fabricant du robot et du système de soudage doivent également
être respectées.
- Vériez scrupuleusement, pour votre sécurité personnelle, que toutes les
mesures de sécurité ont été prises dans la zone de travail de la pince de
soudage et qu'elles restent actives en permanence pendant la durée de
votre présence dans cette zone !
(15)
(13) (14)
(1) (2)
(3) (4)
(5) (7)
(6)
(8) (10)
(9)
(11) (12)
Nº Fonction
(1) Touche Contrôle gaz
Pour régler le débit de gaz de
protection nécessaire au niveau
du robinet détendeur. Après avoir
appuyé sur la touche, du gaz de
protection est diffusé pendant
30 s. Pour arrêter cette opération
plus tôt, appuyer une nouvelle fois
sur cette touche.
(2) Touche de fonction F2
Touche de fonction
librement programmable (dans
le menu « Setup et paramètres
système »).
Télécommande FPA 3020
29
(a)
(3) Touche Sélection de groupe
Pour accéder au menu de sélection du groupe de programme,
appuyer sur la touche (+) ou (-).
Le dernier groupe sélectionné (a)
s'afche.
En appuyant à nouveau sur (+) ou
(-), sélectionner le groupe souhaité
(a) des programmes de soudage.

Télécommande
________________
CrNi_21,0x1,5
DAUERTEST
FOH-10-76
________________
FRONIUS
CrNi_21,0x1,5
2015/12/02 10:19:02
FPA.1
FCH-6-76
Pret
Pos 23/
Vitesse Fil
Seg 1
0.0
0
04.12.15 10:20:57
CrNi_21.0x1.5
(suite)
(b)
(b)
(a)
(4) Touche Sélection de programme
Dans le groupe (a) sélectionné
au préalable, choisir le programme
de soudage (b) souhaité avec les
touches (+) ou (-).
Charger le programme de soudage sélectionné en appuyant sur
la touche
« Start / Stop » (11).
Pendant le processus de chargement, le nom (b) du programme de
soudage sélectionné apparaît sur
l'écran pour conrmation.
Une fois le chargement terminé,
l'afchage indique en mode repos
le nouveau nom de programme
(b)
IMPORTANT ! Pour sortir du menu de sélection sans modier les réglages initiaux, ap-
puyer sur la touche « Stop » (12).
(5) Touche Intensité de soudage
Pour modier l'intensité pendant le soudage, conformément au paramètre
« Intensité de soudage » de la fenêtre de dialogue 233 « Ajustement de la
valeur » du chapitre « Setup et paramètres système ».
(6) Touche Vitesse de soudage
Pour modier la vitesse de rotation de la tête de soudage pendant le soudage, conformément au paramètre « v-Rotation » de la fenêtre de dialogue 233
« Ajustement de la valeur » du chapitre « Setup et paramètres système ».
(b).
(7) Touche Vitesse d'avance du l
En dehors du mode soudage, la touche (6) sert à positionner la
tête de soudage pour des travaux de réglage.
Pour modier la vitesse d'avance du l pendant le soudage, conformément au
paramètre « v-Fil » de la fenêtre de dialogue 233 « Ajustement de la valeur » du
chapitre « Setup et paramètres système ».
En dehors du mode soudage, la touche (7) sert à positionner le
l d'apport pour des travaux de réglage.
30

Télécommande
(suite)
(8) Touche Arc électrique on / off
Si la DEL de la touche (8) est allumée, le process de soudage se déroule avec
un arc électrique. L'arc peut également être éteint pour les travaux de réglage.
En outre la fenêtre de dialogue 1 du chapitre « Diagnostic d'erreur, élimination
d'erreur » contient l'information correspondante.
(9) Touche Gaz de formation
Ouvre la vanne de gaz de formation à des ns d'essai. Pour refermer la vanne
de gaz de formation, appuyer à nouveau sur la touche (9).
IMPORTANT ! Si aucune autre pression n'est effectuée sur la touche (9) avant
expiration du temps de retard du démarrage, la soupape de gaz de formation se
ferme automatiquement. Le temps de retard du démarrage correspond au para-
mètre « Temps pré-débit gaz de formation » du menu à sélection directe « Gaz
de protection et refroidissement ».
(10) Touche Dévidoir on / off
Pour activer et désactiver le dévidoir pendant le soudage.
(11) Touche Start / Stop
Pour démarrer et arrêter le processus de soudage.
Pour les pinces de soudage fermées sans guide-l, le soudage démarre immédiatement après l'activation de la touche Start / Stop.
Sur les pinces de soudage ouvertes avec guide-l, les opérations se déroulent
comme suit :
► Si, dans la fenêtre de dialogue 221, « Paramètres du point de départ » du
chapitre « Réglage des paramètres », le paramètre « ENROULER » est positionné sur « ACTIF », le faisceau de liaison est enroulé à la première activation de la touche (11). Une fois le point de départ atteint, le soudage proprement dit démarre grâce à une activation supplémentaire de la touche (11).
► Si, dans la fenêtre de dialogue 221, « Paramètres du point de départ » du
chapitre « Réglage des paramètres », le paramètre « ENROULER » est
positionné sur « AUTOSTART », une seule pression sur la touche (11) suft
à activer le process de soudage. Le soudage proprement dit démarre après
l'enroulement automatique du faisceau de liaison et une fois le point de
départ atteint.
► Si, dans la fenêtre de dialogue 221, « Paramètres du point de départ » du
chapitre « Réglage des paramètres », le paramètre « ENROULER » est
positionné sur « INACTIF », une seule pression sur la touche (11) suft à
activer le process de soudage. La position de démarrage dénie n'est pas
recherchée, le faisceau de liaison n'est pas enroulé. Le démarrage se produit
à la position atteinte en dernier lieu.
IMPORTANT ! Avec une pince de soudage orbital ouverte, il existe un risque
d'endommager le faisceau de liaison si le soudage démarre sans enroulement
préalable.
Si le procédé de soudage est interrompu avec la touche (11), une downslope
conductrice s'applique conformément au paramètre « Downslope conductrice »
de la fenêtre de dialogue 221 « Paramètres du point de départ » du chapitre
« Réglage des paramètres ».
En dehors du mode soudage, une pression simultanée sur la touche (11) et sur
la touche « gauche » (13) permet de ramener la pince de soudage orbital en
position de départ.
31

Télécommande
(suite)
(12) Touche Stop
La touche (12) permet d'interrompre immédiatement le soudage.
IMPORTANT ! Indépendamment des réglages dans le menu « Réglage des
paramètres », le soudage est interrompu sans évanouissement avec la touche
(12).
Valable pour toutes les pinces de soudage orbital :
En appuyant simultanément sur la touche (12) et sur la touche « gauche » (13),
la position actuelle de la pince de soudage orbital est réinitialisée.
(13) Touche gauche
Une pression simultanée sur la touche START/STOP (11) et sur la touche
« gauche » (13) permet de ramener la pince de soudage orbital en position de
départ.
Une pression simultanée sur la touche STOP (12) et sur la touche « gauche »
(13), permet de réinitialiser la position actuelle de la pince de soudage orbital.
(14) Touche droite
Une pression simultanée sur la touche STOP (12) et sur la touche « droite »
(14) interrompt immédiatement le soudage, la dernière position est néanmoins
supprimée.
Un nouveau soudage commence à la position de départ initiale.
Une pression simultanée sur la touche STOP (12) et sur la touche « droite »
(14), après une interruption due à une alarme, à une pression sur la touche
Start / Stop, Stop ou Arrêt d'urgence, permet de sortir immédiatement du déroulement automatique.
(15) Bouton ARRÊT D'URGENCE
Pour interrompre immédiatement le soudage sans évanouissement, par exemple
pour éviter un accident
IMPORTANT ! Une pression simultanée sur la touche « gauche » (13) et sur la touche
« droite » (14) permet de calibrer l'écran tactile.
Pour plus d'informations, voir la fenêtre de dialogue 263 « Date, heure et calibrage de
l'écran tactile » du chapitre « Setup et paramètres système ».
32

Afchage en
FCH-6-76
Pret
Pos 0/
Vitesse Fil
Seg 1
0.0
0
04.12.15 10:20:57
CrNi_40.0x1.5
Pos/D
Speed
Curr
Volt
0
0.0
0
0.0
Seg 1
cm/min
A
V
Positionnement 2.0
FCH-6-76
Start --> Cont.
Stop --> Arret
Pos 0 / 0.0
Seg 1
04.12.15 10:20:57
mode repos
- Date et heure
- Nom du programme de soudage
actuellement chargé
- Modèle de pince de soudage orbital
- PRÊT / PAS PRÊT :
Source de courant prête à l'emploi ou
élimination d'erreur nécessaire
- Seg 1 :
Afchage d'état du segment actuel
- Pos :
Position de la pince de soudage orbital
[°] / Vitesse de soudage [cm/min]
- Vitesse de l [cm/min]
Afchage après
démarrage
du soudage,
pendant le
positionnement
Afchage
après le
positionnement,
avant le pré-débit
de gaz
- Valeur à côté de « POSITIONNEMENT » :
Durée écoulée depuis le début du
soudage
- Pos :
Position de la pince de soudage orbital
[°]
- Seg 1 :
Afchage d'état du segment actuel
- Speed :
Vitesse de soudage [cm/min]
- Curr :
Intensité de soudage [A]
- Volt :
Tension de soudage [V]
IMPORTANT ! Si, dans la fenêtre de dialogue 221, « Paramètres du point de départ » du
chapitre « Réglage des paramètres », le paramètre « ENROULER » est positionné sur
« AUTOSTART », une transition automatique est opérée entre le positionnement et le
pré-débit de gaz.
- Date et heure
- Modèle de pince de soudage orbital
- Start --> CONT. :
Démarrage du soudage avec la touche
Start / Stop
- Stop --> ARRÊT :
Interruption immédiate du soudage
avec la touche Stop
- Pos :
Position de la pince de soudage orbital
[°] / Vitesse de soudage [cm/min]
- Seg 1 :
Afchage d'état du segment actuel
Si, avec une pince de soudage orbital ouverte, un l de soudage est disponible et activé,
l'afchage « Vitesse l » apparaît encore pour la vitesse du l [cm/min].
33

Pos/D
Speed
Curr
Volt
0
0.0
0
0.0
Seg 1
cm/min
A
V
Amorc. Montee 3.0
Pos/D
Speed
Curr
Volt
0
0.0
0
0.0
Seg 1
cm/min
A
V
Soudage 12.0
Afchage
Pos/D
Speed
Curr
Volt
0
0.0
0
0.0
Seg 1
cm/min
A
V
Pre-gaz 6.0
pendant le prédébit de gaz
- Valeur à côté de « PRE-GAZ » :
Durée écoulée depuis le début du
soudage
- Pos :
Position de la pince de soudage orbital
[°]
- Seg 1 :
Afchage d'état du segment actuel
- Speed :
Vitesse de soudage [cm/min]
- Curr :
Intensité de soudage [A]
- Volt :
Tension de soudage [V]
Afchage
pendant une
upslope
Afchage
pendant le
soudage
- Valeur à côté de « AMORC. MONTEE »
Durée écoulée depuis le début du
soudage
- Pos
Position de la pince de soudage orbital
[°]
- Seg 1 :
Afchage d'état du segment actuel
- Speed
Vitesse de soudage [cm/min]
- Curr
Intensité de soudage [A]
- Volt
Tension de soudage [V]
- Valeur à côté de « SOUDAGE » :
Durée écoulée depuis le début du
soudage
- Pos :
Position de la pince de soudage orbital
[°]
- Seg 1 :
Afchage d'état du segment actuel
- Speed :
Vitesse de soudage [cm/min]
- Curr :
Intensité de soudage [A]
- Volt :
Tension de soudage [V]
34

Start --> Cont.
R.Stop --> Arret
Pos 0 / 0.0
Seg 1
FCH-6-76
04.12.15 10:20:57
Afchage
Pos/D
Speed
Curr
Volt
0
0.0
0
0.0
Seg 1
cm/min
A
V
Evanouissement 3.0
Pos/D
Speed
Curr
Volt
0
0.0
0
0.0
Seg 1
cm/min
A
V
Post-gaz 6.0
pendant une
downslope
- Valeur à côté de « ÉVANOUISSEMENT » :
Durée écoulée depuis le début du
soudage
- Pos :
Position de la pince de soudage orbital
[°]
- Seg 1 :
Afchage d'état du segment actuel
- Speed :
Vitesse de soudage [cm/min]
- Curr :
Intensité de soudage [A]
- Volt :
Tension de soudage [V]
Afchage
pendant le postdébit de gaz
Afchage après
interruption du
soudage
- Valeur à côté de « POST-GAZ » :
Durée écoulée depuis le début du
soudage
- Pos :
Position de la pince de soudage orbital
[°]
- Seg 1 :
Afchage d'état du segment actuel
- Speed :
Vitesse de soudage [cm/min]
- Curr :
Intensité de soudage [A]
- Volt :
Tension de soudage [V]
Si le soudage a été interrompu en raison d'une alarme ou par l'activation de la touche
Start / Stop, Stop ou Arrêt d'urgence, l'afchage suivant apparaît :
- Date et heure
- Modèle de pince de soudage orbital
- Start --> CONT. :
Démarrage du soudage avec la touche
« Start / Stop » (11)
- R.Stop --> ARRÊT :
Sortie du déroulement automatique en
appuyant simultanément sur les touches « droite » (14) et « Stop » (12)
- Pos :
Position de la pince de soudage orbital
[°] / Vitesse de soudage [cm/min]
- Seg 1 :
Afchage d'état du segment actuel
35

36

Mise en service
37

38

Avant la mise en service
Utilisation
conforme
Instructions
d'installation
La source de courant est exclusivement destinée au soudage TIG avec les pinces
orbitales et les torches de soudage TIG autorisées à cette n.
Toute autre utilisation sera considérée comme non conforme. Le fabricant ne saurait être
tenu responsable des dommages consécutifs.
Font également partie de l'utilisation conforme
- le respect de toutes les indications des Instructions de service,
- le respect des travaux d'inspection et de maintenance.
AVERTISSEMENT !
Risque de blessure en cas de basculement ou de chute des appareils !
- Toujours installer les appareils sur un sol ferme et plan !
- Installer les appareils de manière bien stable !
La source de courant a été contrôlée d'après la classe de protection IP23, à savoir :
- Protection contre l'entrée de corps étrangers solides d'un diamètre supérieur à
12,5 mm (0.49 in.)
- Protection contre les projections d'eau jusqu'à un angle de 60° par rapport à la
verticale
REMARQUE ! Le canal d'aération dans l'armoire de commande (entrée
d'air, sortie d'air) est un dispositif de sécurité essentiel. Lorsque vous choisissez l'emplacement de l'appareil, vous devez vous assurer que l'air de
refroidissement peut entrer et sortir sans problème par les fentes latérales de
l'appareil. Les poussières électriques (produites par exemple lors de travaux
d'abrasion) ne doivent pas être directement aspirées dans l'installation.
L'exploitant de l'installation est tenu d'assurer une aération sufsante autour
de l'ensemble de l'installation de soudage.
Connecteurs
d'alimentation
Alimentation par
générateur
DANGER !
Danger de mort en raison de la tension électrique.
Une décharge électrique peut être mortelle !
- Le raccordement du câble secteur doit être effectué uniquement par du personnel technique Fronius. Le fabricant décline toute responsabilité pour les
dommages corporels et matériels résultant d'opérations de raccordement
erronées ou décientes de la part du client.
ATTENTION !
Risque de dommages matériels importants en cas de dimensionnement
insufsant de l'installation électrique.
Le câble secteur et ses fusibles doivent être dimensionnés de manière adéquate. Les spécications techniques valables sont celles de la plaque signalétique.
La source de courant est compatible avec un générateur à condition que la puissance
apparente maximale produite par le générateur corresponde au moins à 10 kVA.
La tension émise par le générateur ne doit en aucun cas se trouver en de-
hors de la plage de tolérance de la tension du secteur. Les tolérances pour la
tension du secteur gurent dans le chapitre « Caractéristiques techniques ».
39

Mise en service
Sécurité
DANGER !
Danger de mort en raison de la tension électrique.
Une décharge électrique peut être mortelle !
Réaliser l'ensemble des travaux sur l'appareil uniquement lorsque :
- l'interrupteur du secteur est positionné sur « O »,
- l'appareil est déconnecté du secteur.
La mise en service de la source de courant est décrite comme suit :
- pour le cas de gure principal, à savoir le soudage orbital,
- au moyen d'une conguration standard d'installation de soudage orbital.
Composantes de la conguration standard :
- Source de courant avec refroidisseur intégré
- Pince de soudage orbital
- Robinets détendeurs pour gaz de protection et gaz de formation
- Bouteilles de gaz de protection et de gaz de formation
Les opérations décrites ci-après sont destinées à vous donner une vue d'ensemble de la
mise en service de la source de courant.
Vous trouverez des informations détaillées sur les différentes étapes de travail dans les
Instructions de service des appareils correspondants.
Remarque
concernant le
refroidisseur
Branchement
des bouteilles de
gaz de protection
et de gaz de
formation
Le refroidisseur est alimenté en courant par la source de courant. Le refroidisseur est
prêt au fonctionnement en mettant l'interrupteur d'alimentation
en position « I ».
AVERTISSEMENT !
Sécuriser les bouteilles de gaz comprimé avec une chaîne !
Si les bouteilles de gaz comprimé sont mal manipulées, elles peuvent
représenter un danger.
- Placer les bouteilles en position verticale et les protéger de la chaleur !
- Toujours sécuriser les bouteilles avec une chaîne ou une courroie de sécurité pour les empêcher de basculer ou de tomber !
- Fixer la courroie de sécurité au niveau de la partie supérieure de la bouteille
de gaz.
- Ne jamais xer la courroie au niveau du col de la bouteille
1. Fixer la bouteille de gaz à l'emplacement prévu à cet effet.
2. Raccorder la bouteille de gaz :
- Enlever le bouchon de protection de la bouteille de gaz
- Tourner brièvement la soupape de la bouteille de gaz vers la gauche pour en
retirer la saleté
- Vérier le joint au niveau du robinet détendeur
- Visser et serrer le robinet détendeur sur la bouteille de gaz
40

Branchement
des bouteilles de
gaz de protection
et de gaz de
formation
(suite)
En cas d'utilisation d'une pince de soudage orbital avec raccord de gaz intégré :
3. Brancher le robinet détendeur pour la gaz de protection à l'aide d'un tuyau de gaz
sur le raccord « Admission du gaz de protection ».
4. Serrer l'écrou-raccord.
5. Le cas échéant / si nécessaire, brancher le robinet détendeur pour le gaz de
formation à l'aide d'un tuyau de gaz sur le raccord « Admission du gaz de formation ».
En cas d'utilisation d'une pince de soudage orbital sans raccord de gaz intégré :
3. Relier le tuyau de gaz de protection au robinet détendeur pour le gaz de protection.
4. Le cas échéant / si nécessaire, relier le tuyau de gaz de formation au robinet
détendeur pour le gaz de formation.
Liaison avec la
pièce à usiner
Raccordement
de la pince de
soudage orbital
1. Basculer l'interrupteur d'alimentation en position « O ».
2. Brancher le câble de mise à la masse dans le connecteur (+) et le verrouiller.
3. Avec l'autre extrémité du câble de mise à la masse, établir la connexion avec la
pièce à souder.
1. Basculer l'interrupteur d'alimentation en position « O ».
2. Brancher le câble de soudage de la pince de soudage orbital dans le connecteur
(+) et
le tourner vers la droite pour le verrouiller.
3. Brancher la pince de soudage orbital sur le connecteur « Commande de la pince
de soudage orbital ».
4. Le cas échéant, brancher la che de commande de la pince de soudage orbital
au connecteur de la commande de la torche et verrouiller.
IMPORTANT ! Une torche de soudage TIG doit également être branchée dans le
connecteur (-), conformément aux explications relatives aux pinces de soudage orbital. Brancher la che de commande de la torche de soudage TIG sur le connecteur
« Commande de la pince de soudage orbital » ou sur le connecteur « Commande de la
torche ».
5. Équiper la torche de soudage (cf. mode d'emploi de la torche de soudage).
En cas d'utilisation d'une pince de soudage orbital avec raccord de gaz intégré :
6. Brancher le tuyau de gaz de protection sur le raccord « Sortie du gaz de
protection ».
7. Le cas échéant, brancher le tuyau de gaz de formation sur le raccord
« Sortie du gaz de formation ».
Uniquement en cas d'utilisation d'une pince de soudage orbital refroidie par eau
ou d'une torche de soudage TIG refroidie par eau :
8. Brancher les raccords d'eau de la pince de soudage orbital ou de la torche de
soudage TIG sur les connecteurs « Arrivée d'eau » et « Retour d'eau ».
41

Caractéristiques techniques
Tension spéciale
Source de
courant
Les caractéristiques techniques valables sont celles de la plaque signalétique dans le
cas d'appareils conçus pour des tensions spéciales.
Tension du secteur 230 V
Courant primaire effectif maximal (I1eff) 13,2 A
Courant primaire maximal (I1max) 22,2 A
Protection par fusible du réseau 16 A à action retardée
Tolérance de la tension du secteur - 10 / + 15 %
Fréquence de réseau 50 / 60 Hz
Cos Phi (1) 0,99
Indice de protection de courant résiduel recomman-
dée
Plage de courant de soudage (I2)
TIG 5 – 200 A
Intensité de soudage à 10 min / 40 °C (104 °F)
U1 230 V
Plage de tension de soudage selon la courbe carac-
téristique normalisée (U2)
TIG
Tension à vide 44 V
Tension nominale à vide réduite (Ur) Non applicable
Tension crête (Up) 9,5 kV
Indice de protection IP 23
Type de refroidissement AF
Catégorie de surtension III
Degré d'encrassement selon la norme IEC 60664 3
Classe d'émissions CEM A
Marque de conformité S, CE
Dimensions L x l x h 650 x 290 x 480 mm
Poids 38 kg
Refroidisseur Produit d'origine Fronius
Niveau de puissance acoustique (LWA) ---
35 % 60 % 100 %
200 A 145 A 110 A
10,2 – 18,0 V
25.6 x 11.4 x 18.9 in
84 lb
B
42

A1
Refroidisseur
intégré
La puissance de refroidissement d'un refroidisseur dépend :
- du type de pompe
- de la température ambiante
- de la hauteur de refoulement
- du débit Q (l/min)
Le débit Q dépend de la longueur du faisceau de liaison ou du diamètre des exibles.
Tension d'alimentation 1 x 230 V
Fréquence de réseau 50 / 60 Hz
Fusible 16 A à action retardée
Absorption de courant 1,3 A
Débit (Q
max
)
max. 3,0 l / min
Plaque
signalétique
Puissance de refroidissement à 40 °C / 104 °F
1 l / min
1706 BTU / h
500 W
Hauteur de refoulement max. 30 m
max. 98 ft. 5 in.
Pression de la pompe max. 4,3 bar
max. 62.37 psi
Type de pompe Pompe centrifuge
Volume de réfrigérant 1,8 l
FPA 3020
www.fronius.com
1~
f2
f1
44 V
U0
IP 23
U
p
9.5 kV
1~
50-60Hz
Part No.
Ser.No.
f2
f1
X(40°C) 60% 100%
230 V 23 A 14 A16A
IEC 60974-1/-10 Cl.A
5 A / 10.2 V - 200 A / 18.0 V
35%
200
I2
U2
U1
4.3 bar (0.43 MPa)
8,040,098
XXXXXXXX
145 A
15.8 V 14.4 V18.0 V
P1l/min
10 A
I1 effI1 max
500 W
43

44

Fonctionnement
45

46

Menus à sélection directe
Principe
Touche F1
Certains menus peuvent être afchés directement grâce à des touches du panneau de
commande.
Une description détaillée de ces menus gure dans les pages suivantes.
La touche F1 permet d'afcher une fonction dénie par l'opérateur. Les fonctions suivantes sont disponibles :
- Page alarme active
- Historique des alarmes
- Revenir en position de départ
- Enregistrer la capture d'écran sur USB
- Pompe à eau MARCHE/ARRÊT
De plus amples informations relatives à l'affectation de la touche F1 gurent dans le
menu « Setup et paramètres système », section : « Réglages spéciques à l'opérateur »
47

Menu « Gaz de
protection et
refroidissement »
(1)
(2)
Ouvrir le menu avec la touche « Gaz de
protection et refroidissement ».
Dénir les paramètres suivant :
Gaz de protection
- GPr :
Pré-débit de gaz de protection [s]
- GPo :
Post-débit de gaz de protection [s]
(4)
(3)
- Pour tester le débit de gaz de protection, appuyer sur le bouton « Contrôle
gaz » (1)
Gaz de formation :
- Pas de gaz de formation :
Gaz de formation désactivé ou non raccordé
- Avec vanne de gaz :
Gaz de formation commandé avec le gaz de protection, conformément au pré-débit et
au post-débit de gaz de protection pré-dénis
- Avec pré-débit :
Le pré-débit et le post-débit du gaz de formation sont conformes aux valeurs dénies
pour le pré-débit et le post-débit du gaz de formation
- Prédébit :
Pré-débit de gaz de formation [min]
- Postdébit :
Post-débit de gaz de formation [min]
Pour tester le débit de gaz de formation, appuyer sur le bouton « Gaz de formation » (2)
Pompe
- ON
Pompe à réfrigérant activée en continu lorsque la source de courant est allumée
- OFF
Pompe à réfrigérant éteinte
- AUTO
Pompe à réfrigérant activée uniquement en cas de besoin
IMPORTANT ! Si le réglage « OFF » est sélectionné, la pompe à réfrigérant se trouve en
mode « AUTO » à chaque nouveau démarrage de la source de courant si aucune torche
de soudage refroidie par gaz n'est raccordée.
Pour un test de la pompe à réfrigérant
1. Dans la fenêtre d'afchage (3), sélectionner l'entrée « AUTO »
2. Appuyer sur le bouton (4)
48

Menu « Transfert
de données »
Ouvrir le menu grâce à la touche « Transfert de données »
Enregistrer toutes les données de la commande de système orbital sur la clé USB
1. Sélectionner le symbole éché (a) vers
la clé USB (b)
2. Lancer le processus d'enregistrement
avec le bouton « OK »
(d)
(c)
Charger toutes les données de la clé USB
dans la commande de système orbital
1. Sélectionner le symbole éché (c) vers
(e)
(a)
(b)
la commande de système orbital (d)
2. Lancer le processus d'enregistrement
avec le bouton « OK »
Avec / Sans paramètres système (e) : enregistre soit l'ensemble des paramètres système, y compris le programme de soudage, soit le programme de soudage seul.
Charger le programme de soudage sélectionné de la mémoire interne de la source de
courant ou l'enregistrer sur la carte USB :
1. Sélectionner le symbole de la source
de courant (d)
2. Dans la fenêtre de dialogue représentée, sélectionner le programme de
soudage à transférer. >
3. Transférer le programme de soudage
dans la mémoire de travail de la
source de courant à l'aide du bouton
« CHARGER ».
4. Transférer le programme de soudage sur la clé USB à l'aide du bouton
« FPA ->USB ».
Charger le programme de soudage sélectionné de la clé USB ou l'enregistrer dans la
mémoire interne de la source de courant :
1. Sélectionner le symbole de la clé
USB (b).
2. Dans la fenêtre de dialogue
représentée, sélectionner le programme de soudage à transférer. >
49
3. Transférer le programme de soudage dans la mémoire de travail
de la source de courant à l'aide du
bouton « CHARGER ».
4. Transférer le programme de soudage dans la mémoire interne de la
source de courant à l'aide du bouton
« USB ->FPA ».

Menu
«Conguration
d'impression »
Ouvrir le menu grâce à la touche « Conguration d'impression »
Renseigner les informations suivantes :
1. Impression des valeurs réelles
des principales données de processus
Au choix
► Pas d'impression
► Imprimante
Impression sur papier grâce à
l'imprimante intégrée
► Clé USB
Aucune impression sur papier
mais enregistrement des données correspondantes sur la clé
USB.
► Imprimante & USB
Une impression sur papier est
réalisée, ainsi qu'un enregistrement sur la clé USB.
Tous les xx degrés - l'impression est réalisée sur la base des intervalles d'inclinaison suivants :
- « OFF » ... Données non consignées
- « 5 degrés » ... Données consignées tous les 5°
- « 10 degrés » ... Données consignées tous les 10°
- « 15 degrés » ... Données consignées tous les 15°
- « 20 degrés » ... Données consignées tous les 20°
- « 45 degrés » ... Données consignées tous les 45°
et uniquement toutes les xxèmes soudures, conformément à la mention dénies
dans «Toutes les xx soudures ».
2. Impression alarmes
Réglages identiques à ceux de l'impression des valeurs réelles, mais pour l'impression des alarmes émises.
3. Impression paramètres
Réglages identiques à ceux de l'impression des valeurs réelles, mais pour l'impression des principaux
paramètres de procédé du programme chargé.
4. Impression Start / Stop
Réglages identiques à ceux de l'impression des valeurs réelles, mais pour l'impression des principales données concernant le démarrage et l'arrêt du soudage.
IMPORTANT ! Pour remplacer le papier de l'imprimante
- Retirer le cache de l'imprimante
- Retirer le papier restant
- Insérer un rouleau de papier approprié pour imprimante à sublimation thermique
- Remettre le cache en place
50

Menu
«Conguration
d'impression »
(suite)
Exemple d'impression de valeurs réelles sur papier :
Exemple d'impression de valeurs réelles sous la forme de chier.txt pour clé USB
51

«Conguration
d'impression »
(suite)
Exemple d'impression de paramètres sur papier :Menu
52

Menu
«Conguration
d'impression »
(suite)
Exemple d'impression de paramètres sous la forme de chier.txt pour clé USB
Exemple d'impression des alarmes et d'impression Start / Stop sur papier
53

Menu
«Conguration
d'impression »
(suite)
Exemple d'impression des alarmes et d'impression Start / Stop sous la forme de chier
.txt pour clé USB
Si « Impression Start / Stop » est sélectionné, l'impression illustrée ci-dessous est effectuée toutes les heures.
54

alarmes et
des données
spéciquesde
l'appareil
- Ouvrir le menu avec la touche « i »Indication des
Numéros de version des principaux composants
- Pour afcher les alarmes actuelles, appuyer sur le bouton « ALARME »
Alarmes actuelles
Concerne aussi bien des défauts que des
erreurs d'utilisation, qui n'ont pas encore
été corrigés.
- Pour afcher les alarmes enregistrées, appuyer sur le bouton « HISTORIQUE »
Alarmes enregistrées avec l'heure et le
numéro de l'erreur
Concerne aussi bien des défauts que des
erreurs d'utilisation, qui ont déjà ou n'ont
pas encore été corrigés.
- Pour obtenir une liste des alarmes
disponibles, appuyer sur le bouton
« CONFIG »
1. À l'aide du bouton « SUIVANT »,
passer en revue la liste des
alarmes.
2. Pour revenir aux alarmes actuelles,
utiliser le bouton « ACTIVES ».
3. Pour revenir aux alarmes enregistrées, utiliser le bouton « HISTORIQUE »
55

Indication des
alarmes et
des données
spéciquesde
l'appareil
(suite)
Dans la première fenêtre d'afchage, appuyer sur le bouton « INFO TÊTE » an de
consulter les données relatives à la pince
de soudage orbital.
IMPORTANT ! Les champs de cette section ne sont pas des éléments de commande et sont afchés
pour information uniquement.
- Diam. min. - Diamètre minimal des raccords tubulaires à souder [mm]
- Diam. max. - Diamètre maximal des raccords tubulaires à souder [mm]
- Impulsions par rotation
- Commutateur Sync - Position en 1/10 de degré du commutateur de synchronisation
0 signie qu'aucun commutateur de synchronisation n'est branché
3600, par exemple, signie que le commutateur de n de course est monté en position 360 °
- Vitesse max - Vitesse de rotation maximale [cm/min]
- Ajust.vitesse - Facteur de correction de la vitesse de rotation
OFF - Aucun facteur de correction
- Fil - Vitesse maximale du l [cm/min]
L'illustration de gauche présente
l'affectation des broches pour le raccor-
6
1
dement de la torche de soudage, vue de
face.
7
8
2
Le tableau ci-dessous indique les chiffres
3
qui gurent dans le champ « Fiche de la
torche », en fonction des broches ainsi
4
activées. En outre, ce tableau explique
la signication des afchages du champ
9
5
« Fiche de la torche » en cas de raccordement d'une torche de soudage et d'une
pince de soudage orbital.
Bro-
Afchage TorchedesoudageUp/Down Pincedesoudageorbital
che
2 4 Down 2 5 - Alarme Air résiduel
3 8 Baisse 3 9 - Arrêt externe
4 2 Up 5 16 Démarrage 5 17 - Démarrage externe
8 1/0* Up/Down 9 - GND GND
* Lorsque le contact broche 8 - broche 9 (=GND) est fermé, la valeur correspond à 0
- Torche de soudage Up / Down : Contact fermé
- Pince de soudage orbital : Contact ouvert
56

Indication des
alarmes et
des données
spéciquesde
l'appareil
(suite)
AVERTISSEMENT !
Leserreursdemanipulationpeuvententraînerdesdommagescorporels
et matériels
graves!
Utiliser les fonctions décrites uniquement après avoir lu et compris l'intégralité
des documents suivants :
- les présentes Instructions de service
- toutes les Instructions de service des composants périphériques, en particu-
lier les consignes de sécurité.
AVERTISSEMENT !
Risquededommagescorporelsetmatérielsenraisondemachinesà
fonctionnementautomatique.
Les machines à fonctionnement automatique peuvent entraîner
de graves dommages corporels et matériels par accrochage, coincement ou
écrasement des parties du corps.
- En complément des présentes Instructions de service, les consignes de
sécurité du fabricant du robot et du système de soudage doivent également
être respectées.
- Vériez scrupuleusement, pour votre sécurité personnelle, que toutes les
mesures de sécurité ont été prises dans la zone de travail de la pince de
soudage et qu'elles restent actives en permanence pendant la durée de
votre présence dans cette zone !
L'illustration ci-dessous présente une affectation possible des touches de la pince de
soudage orbital, en précisant les broches qui sont ainsi activées et le chiffre qui apparaît
alors sur l'afchage.
(1) (2) (3) (4)
Nº Fonction
(1) Touche Stop / Test
- Pour un arrêt immédiat du process de soudage.
- Maintenir appuyé pendant
2 secondes pour le test de gaz
(2) Touche Rotation
La torche de soudage tourne dans
le sens de rotation paramétré.
(3) Touche Start / Stop
Pour démarrer et arrêter le process
de soudage.
Éléments de commande sur la pince de soudage
orbital
(4) DELd'interrupteurdende
course
Interrupteur de n de course pour
la position 360 degrés.
57

Menu principal
Sécurité
Saisir le mot de
passe
AVERTISSEMENT !
Danger en raison de la tension électrique.
Dès que l'interrupteur principal est en position « I », l'électrode tungstène de la
pince de soudage orbital est conductrice de courant.
- Veiller à ce que personne ne touche l'électrode tungstène.
- Veiller à ce que l'électrode en tungstène n'entre pas en contact avec des
pièces conductrices d'électricité ou de tension (boîtier, etc.).
Si l'indication d'un mot de passe est requise dans le menu « Setup et paramètres système », un mot de passe valide est demandé après chaque mise en service de la source
de courant.
1. Basculer l'interrupteur secteur sur
ON.
2. Une fenêtre demandant l'indication
du mot de passe s'afche.
3. Appuyer sur le champ (1).
(1)
IMPORTANT ! En appuyant sur le
champ « Interrompre » (2), la source
de courant est placée en état « Ver-
(2)
rouillée », et seul le mode soudage pro-
prement dit est possible. La modication
des réglages est désactivée.
4. Un clavier virtuel s'afche.
5. Saisir le mot de passe et valider
avec la touche « ENTRÉE » (3).
IMPORTANT ! Le mot de passe par
défaut est un « . »(point). Si ce mot de
(3)
Le bouton « Interrompre » ne permet que l'utilisation des fonctions suivantes :
- Menu « Setup et paramètres système », mais uniquement à des ns de consultation
- Menu « Soudage »
- Chargement de programmes de la mémoire de travail de la source de courant ou
d'une clé USB
- Impression des données de processus
passe par défaut est modié, même si le
nouveau mot de passe n'est pas connu,
l'activation au moyen de « . »(point) n'est
plus possible.
58

Fenêtre de
sélection
(6)
(5)
(4)
(3)
La fenêtre de sélection propose les menus suivants :
(1) Réglage des paramètres
(2) Setup et paramètres système
(3) Synergic (courbe caractéristique)
(4) Soudage
(5) Pince de soudage orbital / Torche de soudage manuelle
IMPORTANT ! Si, au lieu de la pince de soudage orbital, une torche de soudage
TIG est sélectionnée, le symbole (5) se présente sous l'aspect suivant :
(1)
(2)
(6) Pince de soudage orbital ou torche de soudage manuelle actuellement sélection-
née
Une description détaillée des menus gure dans les chapitres suivants.
59

Menu pince de soudage orbital
Afcher le menu
« Pince de
soudage orbital »
Sélectionner le
type de pince de
soudage orbital
(c)
Pour sélectionner une pince de soudage orbital ou une torche de
soudage, afcher le menu « Pince de soudage orbital ».
Sélectionner le type de pince de soudage
orbital souhaité
(a)
(b)
(a) Pince de soudage orbital tube-plaque
(b) Pince de soudage orbital
fermée
(c) Torche de soudage manuelle
Si une pince de soudage est sélectionnée,
se reporter au point « Sélectionner le modèle de pince de soudage orbital ».
Si une torche de soudage manuelle est
sélectionnée, se reporter au point « Sélectionner le modèle de torche de soudage
manuelle ».
Sélectionner
le modèle de
pince de
soudage orbital
et le dévidoir
Si une torche de soudage manuelle est sélectionnée, se reporter au chapitre « Sélectionner le modèle de torche de soudage manuelle ».
1. Sélectionner le modèle de pince de
soudage orbital souhaité.
2. Le cas échéant, sélectionner le
dévidoir utilisé :
- Pas de l
- KD 4000 (dévidoir à l froid pour
l externe)
3. - Avec le bouton « RETOUR »,
revenir à la sélection des pinces
de soudage orbital
ou
- avec la touche « Menu », revenir
au menu principal.
60

Sélectionner le
type de torche
de soudage
manuelle
1. Pour les torches de soudage refroidies par gaz, sélectionner le bouton
« TM GAZ ».
2. Pour les torches de soudage refroidies par eau, sélectionner le bouton
« TM EAU ».
3. IMPORTANT ! Pour les torches de
soudage refroidies par air ou par
eau :
- Refroidies par air : le réglage
standard pour la pompe à réfrigérant est « OFF ».
- Refroidies par eau : le réglage
standard pour la pompe à réfrigérant est « AUTO ».
4. - Avec le bouton « RETOUR », revenir à la sélection des pinces de soudage
orbital
ou
- avec la touche « Menu », revenir au menu principal
61

Synergic
Afcher le menu
« Synergic »
Principe En mode Synergic, le renseignement de quelques réglages connus de manière géné-
rale suft pour le procédé à arc électrique. Sur la base de ces informations, la source de
courant calcule toute seule tous les autres réglages requis pour un résultat de soudage
optimal.
Saisir les
paramètres
Afcher le menu « Synergic ».
Renseigner les informations suivantes :
1. Type du matériau de base :
- CrNi
- Acier
- Titane
- Alu
Gaz - Gaz de protection :
2.
- argon
3. Épaisseur de paroi
Épaisseur de paroi du raccord tubulaire [mm]
4. Diamètre
Diamètre extérieur du raccord tubulaire [mm]
5.
Valider les réglages avec la touche « OK »
Cette validation entraîne un calcul des paramètres
IMPORTANT ! Pour renseigner les réglages pour le programme de pointage, cliquer
sur le bouton « PR.POINT. ».
62

Paramètres du
programme de
pointage
Dans la fenêtre de dialogue « Programme de pointage », les options
suivantes s'afchent :
- Points
OFF : Pointage désactivé
1 .... 20 : nombre de points
- Pointage. Tps soudage :
Durée d'application de l'intensité de
soudage pour un point [s]
- Position 1. Point :
Position du premier point [degrés]
- Pré-débit de gaz pointage :
Pré-débit de gaz de protection avant le pointage
- Intensité de soudage pointage :
Intensité de soudage pour le pointage
- Post-débit de gaz pointage :
Post-débit de gaz de protection pour le pointage
IMPORTANT ! Avec une pince de soudage orbital fermée, le pré-débit et le post-débit de
gaz ne sont appliqués que pour le premier et le dernier point.
63

Setup et paramètres système
Afcher le menu
« Setup
et paramètres
système »
Principe
Afcher les
réglages
« OPÉRATEUR »
Afcher le menu « Setup et paramètres système »
Une explication détaillée des menus gure dans les chapitres suiv-
ants.
Le menu « Setup et paramètres système » permet l'adaptation spécique à l'opérateur
de la source de courant et de la pince de soudage orbital.
1. Dans la fenêtre « Paramètre
d'amorçage », cliquer sur le bouton
« OPÉRATEUR ».
2. Une fenêtre de dialogue concernant
les réglages spéciques à l'opérateur apparaît.
Droits
d'opérateur
Si le nom de l'opérateur doit être modié :
- En appuyant sur le champ (1), ouvrir le
clavier virtuel an de modier le nom
(1)
(3)
(4)
(5)
Attribuer des droits d'opérateur :
1. Appuyer sur le champ « DROITS » (2) et sélectionner l'une des possibilités ci-
dessous :
- VERROUILLÉ ... La source de courant passe immédiatement en état « Ver-
rouillée » et seul le mode soudage proprement dit est possible. La modication
des réglages est désactivée.
- SIMPLE ... L'opérateur ne dispose d'aucun droit et ne peut modier les paramètres de soudage que dans les limites qui lui sont affectées.
- ENREGIS. ... Par ailleurs, l'opérateur peut enregistrer les paramètres de soud-
age qu'il modie.
- TROUVER PAR. ... Par ailleurs, l'opérateur peut modier les paramètres même
en dehors des limites prédénies.
- ADMIN ... Par ailleurs, l'opérateur peut réinitialiser les paramètres et dénir les
paramètres Setup et système.
(2)
de l'opérateur
Si le mot de passe doit être modié :
- En appuyant sur le champ (2), ouvrir le
clavier virtuel an de modier le mot de
passe
64

Droits
d'opérateur
(suite)
2. En cas de besoin, réinitialiser les réglages avec le bouton « RÉINITIALISER OPÉRAT. » (4).
3. Avec les boutons « Opérat. - » et « Opérat. + » (5), afcher les réglages pour les
autres opérateurs.
4. Le bouton « RETOUR » permet de revenir à la fenêtre « Opérateur ».
5. Dans la fenêtre « Opérateur », utiliser le bouton « >> » pour afcher les réglages
spéciques à un opérateur.
Modier le mot
de passe
1. Appuyer sur le bouton « MODIFIER
MOT DE PASSE » (1).
Il est demandé d'indiquer un nouveau mot de passe.
(1)
2. Appuyer sur le champ (2). Un
clavier virtuel apparaît pour saisir le
nouveau mot de passe.
(2)
Inscrire un autre
opérateur et
modier le mot
de passe
(1)
(2)
65
(3)
Pour inscrire un autre opérateur déjà enregistré an de l'inscrire sous son nom,
appuyer sur le bouton « OPÉRAT. ++ ».
Si le mot de passe de l'opérateur inscrit
doit être modié :
1. Appuyer sur le bouton (1)
2. Pour de plus amples informations
à ce sujet, consulter le chapitre
« Modier le mot de passe ».

Inscrire un autre
opérateur et
modier le mot
de passe
(suite)
Pour attribuer les droits d'opérateurs :
3. Appuyer sur le bouton « ÉDITION OPÉRATEUR » (2).
4. Pour de plus amples informations à ce sujet, consulter le chapitre « Droits
d'opérateur ».
IMPORTANT ! Seul un administrateur peut conférer des droits à un opérateur. Si
les données afférentes à un opérateur sont modiées, une inscription ultérieure
avec les données initiales ne sera plus possible.
Protéger la source de courant contre toute modication des paramètres :
5. Appuyer sur le symbole de cadenas (3). La source de courant est verrouillée.
IMPORTANT ! La source de courant passe immédiatement en état « Verrouillée ».
Seul le mode soudage proprement dit est possible. La modication des réglages
est désactivée.
Déverrouiller la source de courant :
6. Appuyer à nouveau sur le symbole de cadenas (3).
7. Cliquer sur la mention demandant l'indication du mot de passe et renseigner ce
dernier à l'aide du clavier virtuel qui apparaît alors.
8. Afcher les réglages spéciques à l'opérateur avec le bouton « >> ».
Réglages
spéciques à
l'opérateur
Renseigner les informations suivantes :
1. Langue actuellement sélection-
née
Sélectionner la langue pour le guidage de l'opérateur.
2. F1
Sélection d'une fonction dénie par
l'opérateur pour la touche F1.
3. F2
Sélection d'une fonction dénie par
l'opérateur pour la touche F2 de la
télécommande.
4. L'opérateur peut choisir d'affecter les fonctions ci-dessous aux
touches :
- Pas de fonction
- Page alarme active
- Historique des alarmes
- Revenir en position de départ
- Enregistrer la capture d'écran sur USB
- Pompe à eau MARCHE/ARRÊT
- Charge le programme suivant
5. Appliquer
Avant d'écraser des données, une demande de conrmation s'afche lors de la
sélection « Avec conrmation ».
6. Afcher les réglages pour la luminosité et le contraste avec le bouton « >> ».
66

Luminosité et
contraste
1. Adapter la luminosité et le contraste
(1)
de l'écran tactile avec les boutons
(1) et (2).
2. Renseigner les réglages suivants
(2)
dans la zone à compléter (3) :
(3)
La valeurs chiffrées correspondent aux cases colorées représentées à gauche, comp-
tées dans l'ordre par ligne. Exemple :
- « 0 » signie noir
- « 16 » signie blanc
Arrière plan : Couleur générale d'arrière-plan
Entrées : Couleur des caractères et couleur de fond des textes sélectionnés en
appuyant sur la molette de réglage
Sélection : Couleur des caractères et couleur de fond des textes pendant la
sélection
Texte : Couleur des caractères et couleur de fond des textes de manière
générale
Champs : Couleur des caractères et couleur de fond des textes sous la forme
de champs textuels
Paramètre
d'amorçage
IMPORTANT ! « PP » désigne la couleur du premier plan et « AP » celle de la surface
placée en arrière plan ou en fond derrière les caractères.
Si nécessaire, remettre en place les réglages d'usine avec le bouton « DÉFAUT ».
Renseigner les informations suivantes :
1. Pol. inversée amorçage
Reverse Polarity Ignition - Amorçage avec polarité inversée
- ON : activer
- OFF : désactiver
2. Pointage tAC - Amorçage pulsé
L'amorçage pulsé est automatiquement activé en cas de sélection
d'un programme de pointage.
IMPORTANT ! De plus amples informations concernant le programme de pointage gurent dans le chapitre « Synergic ».
► 0,1 - 9,9 : Durée d'une intensité de soudage pulsée au début du processus de soud-
age [s]
- ON : activer
- OFF : désactiver
IMPORTANT ! La fonction de pointage n'est disponible que pour le mode opératoire de
soudage « Soudage TIG DC ».
67

Paramètre
d'amorçage
(suite)
3. Dép tps amorç
Temps avant arrêt lorsqu'aucun amorçage ne se produit [s]
Pour un nouvel essai d'amorçage, il faut redémarrer le soudage.
4. Interruption arc
Temps avant arrêt, avant lequel l'arc électrique est interrompu [s]
Si la fonction Coupure de l'arc électrique réagit, nettoyer la surface de la pièce à
souder et redémarrer le soudage.
5. Durée d'impulsions HF [s]
- Durée d'impulsions de la haute tension pour l'amorçage à haute tension
- HF Ext : Amorçage à haute tension avec une source de tension externe
- NO HF : Amorçage à haute tension désactivé
6. Afcher la fenêtre « Mode de soudage & AC » avec le bouton « >> ».
Mode de soudage
& AC
Renseigner les informations suivantes :
1. Mode de soudage - Mode de
service
- AC
- DC-
2. Diamètre de l'électrode
Diamètre de l'électrode en tungstène [mm].
3. Onde pos.
En soudage AC : Type de courant
de la demi-onde positive
- Triangulaire
4. Onde nég.
En soudage AC : Type de courant de la demi-onde négative
- Triangulaire : Cours triangulaire
- Sinus : Cours sinusoïdal (réglage standard pour un arc électrique silencieux et
stable)
- Rectangulaire adoucie : Cours rectangulaire à raideur de anc réduite, pour la
réduction du bruit par rapport au cours purement rectangulaire
- Rectangulaire : Cours purement rectangulaire (arc électrique plus stable mais
aussi plus bruyant)
5. Calotte
La touche « CALOTTE » active la formation de calotte.
La formation automatique de calottes veille à la formation de la calotte optimale
au lancement du soudage. Il n'est pas nécessaire de faire un essai sur une pièce
à usiner.
IMPORTANT ! Il n'est plus nécessaire de former de calotte au lancement du
soudage suivant. Une fois la calotte formée, la formation de calotte est désactivée
pour les débuts de soudage suivants.
6. Avec le bouton « >> », afcher la fenêtre « Ajustement de la valeur ».
68

Ajustement de la
valeur
Les valeurs de réglage ci-dessous permettent d'indiquer aussi bien l'incrément
d'ajustement que la valeur maximale :
1. Intensité de soudage [A]
2. v-Rotation
Vitesse de rotation de la pince de
soudage orbital [cm/min].
3. v-Fil
Vitesse d'avance du l en [cm/min].
4. Avec le bouton « >> », ouvrir la
fenêtre « Autres paramètres ».
IMPORTANT ! Les valeurs ne sont pas actives si les droits d'opérateur «TROUVER
PAR. » et « ADMIN » sont sélectionnés. De plus amples informations concernant les
réglages des opérateurs gurent dans le chapitre « Réglages spéciques à l'opérateur ».
Autres
paramètres
Renseigner les informations suivantes :
1. Durée économiseur d'écran
Durée jusqu'à ce que l'éclairage
de l'écran tactile se désactive, à
compter de la dernière utilisation de
l'opérateur [min:s]
Si OFF est sélectionné, l'éclairage
de l'écran s'éteint après deux heu-
(a)
res.
2. Numéro de soudure
Indication du numéro de soudure
actuellement actif
3. Mot de passe On / Start
► OUVERT
Le dernier opérateur inscrit est automatiquement inscrit après le démarrage de
la source de courant sans indication du mot de passe.
► INDICATION MP
Lorsque la source de courant est allumée, un mot de passe est demandé.
► VERROUILLÉ
Aucun mot de passe n'est demandé lorsque la source de courant est allumée.
La source de courant passe immédiatement en état « Verrouillée » et seul le
mode soudage proprement dit est possible. La modication des réglages est
désactivée. Pour la déverrouiller, suivre les instructions du chapitre « Inscrire
un autre opérateur et modier le mot de passe ».
4. Réinitialisation de l'énergie
- Si « Réinitialisation de l'énergie » est actif, l'énergie est automatiquement ef-
facée au début d'un nouveau soudage.
- Si « Réinitialisation de l'énergie » est inactif, l'énergie (page 300) doit être
effacée à la main après le soudage, avec la touche Stop > Des soudages en
multipasse avec différents programmes peuvent ainsi être réalisés.
Champ « Fronius Automation » (a)
5.
En appuyant sur le champ (a), un clavier virtuel apparaît an d'ajouter du texte.
Le bouton « ROTATION » permet d'afcher la fenêtre des paramètres Rotation et
6.
Vitesse de soudage.
69

Sens de soudage
et avance l
Renseigner les informations suivantes :
1. Sens de soudage
Sens horaire : dans le sens horaire
Sens anti-horaire : dans le sens
anti-horaire.
IMPORTANT ! Seules les pinces de
soudage fermées sans guide-l peuvent
réaliser un soudage en sens anti-ho-
raire.
2. Vitesse manuelle
Vitesse de soudage en mode
manuel [cm/min].
3. Vitesse rapide
Vitesse de soudage en marche rapide [en % de la vitesse de soudage maximale
de la pince orbitale].
4. Ajustement course
Pour ajuster la course entre la position afchée et la position physique.
5. Inductance circuit soud.
Afchage de la valeur déterminée après une mesure
6. Résistance circuit soud.
Afchage de la valeur déterminée après une mesure
Début mesure
L-R
Ouvrir la fenêtre de menu avec le bouton
« DÉBUT MESURE L-R » :
1. Démarrage
Une mesure automatique de la
résistance et de l'inductance du
circuit de soudage est effectuée. Le
résultat est automatiquement saisi
dans l'afchage.
2. Annuler
Annuler la mesure et fermer la
fenêtre.
70

Insertion du l
Afcher les réglages pour l'insertion du
l avec le bouton « FIL ».
Renseigner les informations suivantes :
1. Vitesse de démarrage l
Vitesse de démarrage lors de
l'insertion du l [cm/min].
2. Durée de démarrage l
Durée de transition entre la vitesse
de démarrage et la vitesse rapide.
3. Vitesse rapide l
Vitesse rapide d'insertion du l [cm/min].
4. Durée de rampe l
La transition entre la vitesse de démarrage et la vitesse rapide est effectuée en
continu et est appelée rampe. La durée de cette transition peut être réglée ici.
5. Avec le bouton « DURÉE », afcher les réglages pour la date, l'heure et le calibrage de l'écran tactile.
Date, heure et
calibrage de
l'écran tactile
Pour démarrer l'horloge par exemple en
synchronisation avec un signal temporel,
renseigner les informations suivantes dans
la fenêtre « Régler l'heure » :
- Année
- Mois
- Jour
- Heure
- Minute
- Seconde
Pour conrmer l'heure réglée, appuyer sur
le bouton « Régler l'horloge ».
Pour calibrer l'écran tactile :
1. Appuyer sur le bouton « Calibrer ».
2. Appuyer très précisément sur le réticule.
3. Recommencer plusieurs fois, jusqu'à ce que la fenêtre « Régler l'heure » apparaisse.
4. Revenir dans le menu Setup avec le bouton « SETUP ».
71
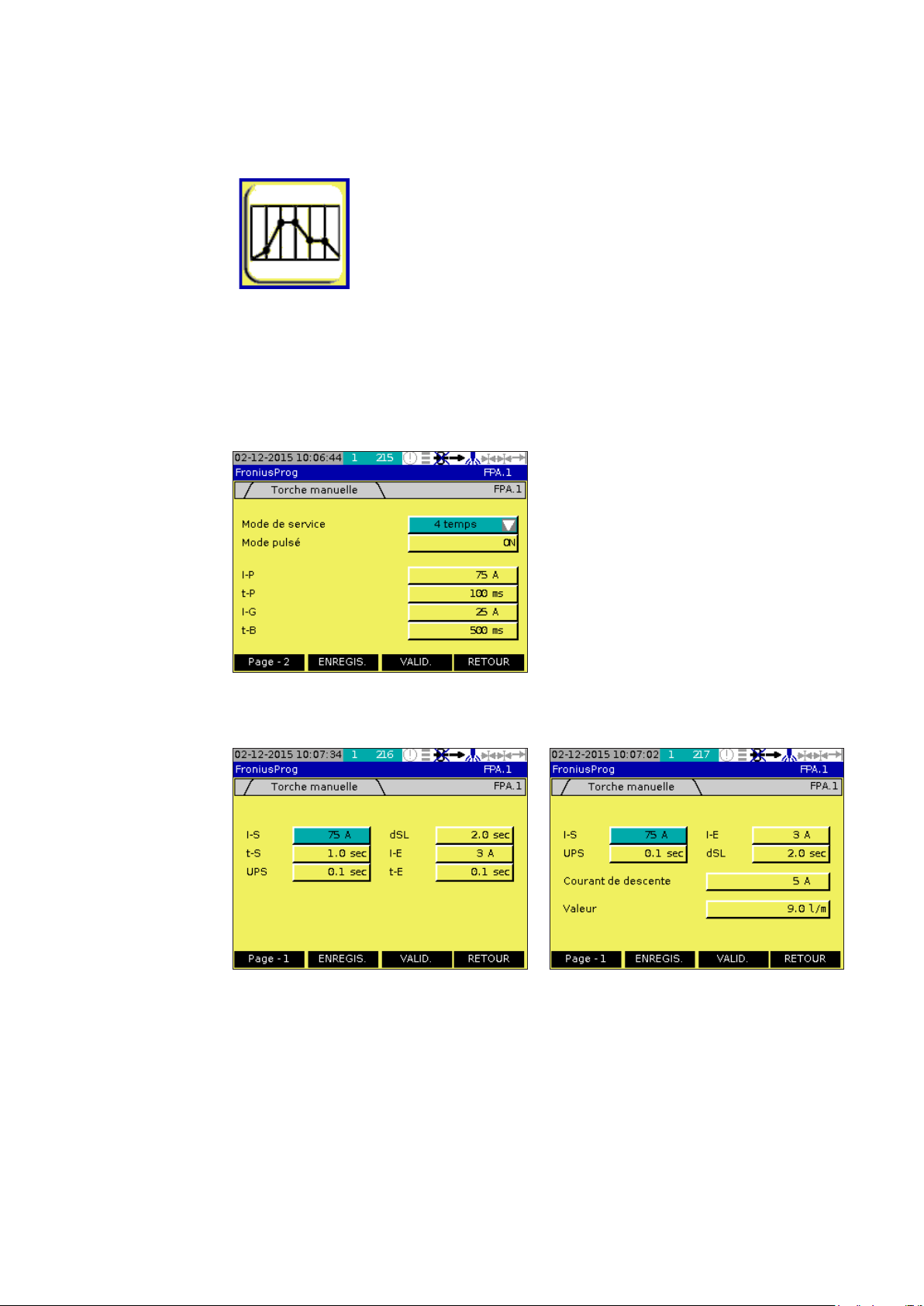
Réglage des paramètres
Afcher le menu
« Réglage des
paramètres »
Principe
Paramètres
courbe de
courant
pour torche
de soudage
manuelle TIG
Afcher le menu « Réglage des paramètres ».
Le réglage des paramètres permet d'indiquer ou de corriger les principaux paramètres
du process de soudage orbital.
Les options suivantes sont disponibles :
Mode de service
Mode 2 temps
Mode 4 temps
Mode pulsé
Soudage à l'arc pulsé ON / OFF
I-P ... Courant d'impulsion [A]
t-P ... Durée courant d'impulsion [ms]
I-G ... Courant de base [A]
t-B ... Durée courant de base [ms]
Appuyer sur le bouton « Page - 2 » pour
appeler la fenêtre de dialogue des paramètres suivants
Afchage avec mode 2 temps
IMPORTANT ! Si, dans la fenêtre de dialogue précédente, le mode de service « Mode
2 temps » est réglé, la fenêtre de dialogue de gauche apparaît. La fenêtre de droite
concerne le mode de service « Mode 4 temps ».
I-S Courant d'amorçage [A]
t-S Durée du courant d'amorçage [s]
UPS Durée upslope [s]
dSL Durée downslope [s]
I-E Courant nal [A]
t-E Durée du courant nal [s]
Courant de descente Courant de descente lors du soudage [A]
Valeur Quantité de gaz par minute [l/m]
Afchage avec mode 4 temps
72

Paramètres
courbe de
courant pour
pince de soudage
orbital
Renseigner les informations suivantes :
1. Course de soudage [degrés]
(a)
2. Diamètre
Diamètre extérieur du raccord tubulaire [mm].
3. Offset [degrés]
Déplacement du point zéro.
Fonctionne exclusivement sur la
(b)
représentation visuelle de la course
de soudage et n'a aucune inuence
sur le soudage.
IMPORTANT ! Une indication supérieure à 360° implique un recouvrement de la sou-
dure en n de soudage.
4. I-S Courant d'amorçage [A]
5. t-S Durée du courant d'amorçage [s]
6. UPS Durée upslope [s]
7. Régler le courant principal en sélectionnant le bouton (a) ou (b).
IMPORTANT ! De plus amples informations concernant les réglages du courant
principal gurent dans le chapitre suivant « Paramètres des impulsions et de la
vitesse de soudage ».
8. dSL Durée downslope [s]
Dépend de la valeur « Downslope conductrice » réglée. Elle peut être réglée
jusqu'à la durée minimale prescrite par le système.
9. I-E Courant nal [A]
10. t-E Durée de courant nal [s]
Paramètres des
impulsions et
de la vitesse de
soudage
Cette fenêtre permet de diviser la course
de soudage en plusieurs segments. Les
paramètres listés ci-après peuvent alors
(b)
être réglés individuellement pour chacun
(a)
de ces segments, en ce qui concerne les
impulsions et la vitesse de soudage.
Procéder comme suit pour créer plusieurs segments :
1. Dans le champ « Course seg. , indiquer une course de segment moins étendue
que la course de soudage réelle.
2. Un segment supplémentaire qui couvre le reste du trajet, jusqu'à la n de la
course de soudage, se crée automatiquement.
3. Avec les touches échées « << » et « >> », passer dans le nouveau segment.
IMPORTANT ! Le chiffre (a) indique le nombre de segments créés jusqu'à présent. Le
chiffre (b) signale le segment actuel. Le nombre de segments est limité à 10.
4. Si la valeur de ce segment est réduite, un nouveau segment allant jusqu'à la n de
la course de soudage est à nouveau automatiquement généré.
5. Recommencer cette opération jusqu'à ce que le nombre souhaité de segments
soit atteint.
73

Paramètres des
impulsions et
de la vitesse de
soudage
(suite)
6. Si nécessaire, adapter à nouveau la course de segment pour chaque segment.
Les paramètres suivants peuvent être réglés individuellement pour chaque seg-
ment :
- I-P : Courant d'impulsion [A]
- t-P : Durée courant d'impulsion [ms]
- I-G : Courant de base [A]
- t-B : Durée courant de base [ms]
- V-Soud. : Vitesse de soudage [cm/min]
- Slope : Segment durée slope [sec.]
7. Avec le bouton « RETOUR », revenir aux autres paramètres de la courbe de
courant.
8. Lorsque tous les paramètres de la courbe de courant ont été renseignés, ouvrir la
fenêtre de réglage du point de départ avec le bouton « P.DÉPART ».
Paramètres du
point de départ
Renseigner les informations suivantes :
1. ENROULER
pour l'enroulement du faisceau de
liaison à la pince de soudage orbital
ouverte avec guide-l :
► INACTIF
La pince de soudage orbital ne
rejoint aucun point de départ.
► ACTIF
La pince de soudage orbital se rend au point de dé-
part déni par la « Course
d'enroulement ».
► AUTOSTART
La pince de soudage orbital rejoint le point de départ et démarre immédiatement et automatiquement le processus de soudage.
2. Course d'enroulement [degrés]
Course d'enroulement du faisceau de liaison contraire au sens horaire, en degrés
par rapport au sommet.
3. Retard au démarrage [s]
Durée du démarrage de l'intensité de soudage jusqu'au début de mouvement de
rotation de la pince de soudage orbital.
4. Downslope cond. [degrés]
Abaissement continu de la vitesse de soudage, en plus de l'évanouissement déjà
réglé pour l'intensité de soudage :
- La valeur réglée inuence directement la dSL (durée de downslope).
5. v-SYNCHRON
... dénit le comportement de la pince de soudage orbital durant la phase de
courant d'impulsion.
- P.LENT ... La pince de soudage orbital se déplace à vitesse réduite.
IMPORTANT ! Cette vitesse est prescrite par le système et ne peut pas
être modiée.
- P.RAPIDE ... La pince de soudage orbital se déplace à la vitesse de soudage réglée « V-Soud. ».
- INACTIVE ... Mode synchrone désactivé. La pince de soudage orbital
se déplace toujours (phase de courant pulsé et courant de base) avec la
vitesse de soudage réglée « V-Soud. ».
74

Paramètres du
point de départ
(suite)
6. RETOUR
► AUCUN
► AVEC RETOUR
À la n du soudage, la pince de soudage orbital revient en position de départ
► ES-360
pour les pinces de soudage fermées sans guide-l externe. À la n du soudage, la pince de soudage orbital revient à l'interrupteur de n de course.
► X-360
À la n du soudage, la pince de soudage orbital revient au point de départ par
le chemin le plus court et réinitialise à zéro l'indication de l'angle de la course
de soudage.
► DÉFINIR À ZÉRO
À l'endroit où le processus de soudage s'achève, l'indication de l'angle de la
course de soudage est remis à zéro ; en même temps, le point de départ de la
prochaine opération de soudage est déni.
7. Avec le bouton « ÉNERGIE », aller aux paramètres de la courbe de courant.
IMPORTANT ! De plus amples informations concernant les paramètres gurent
dans le chapitre suivant « Paramètres de l'énergie ».
8. Avec le bouton « RETOUR », revenir aux paramètres de la courbe de courant.
Paramètres de
l'énergie
Renseigner les informations suivantes :
1. Énergie spéciée
Indication de la valeur de consigne
à partir de laquelle les limites
sont calculées. Si « 0 » est saisi,
l'analyse de l'énergie est désactivée.
2. Limite inférieure %
Indication en % de la limite inférieure de la valeur de consigne
(énergie spéciée). Plage de ré-
glage : 0 à 30 %
3. Limite inférieure kJ
Indication en kilojoule [kJ] de la
limite inférieure de la valeur de consigne (énergie spéciée).
4. Limite supérieure %
Indication en % de la limite supérieure de la valeur de consigne (énergie spéciée).
Plage de réglage : 0 à 30 %
5. Limite supérieure kJ
Indication en kilojoule [kJ] de la limite supérieure de la valeur de consigne (énergie
spéciée).
6. Correction Énergie
Facteur de correction pour l'entrée d'énergie de soudage en [%].
Exemple d'application :
Correction d'énergie saisie : -10 %
Énergie mesurée à l'intérieur : 100 kJ
Résultat de mesure : 90 kJ
7. Impression énergie
INACTIF ... Impression des paramètres et de la valeur réelle sans paramètres de
l'énergie de soudage
ACTIF ... Impression des paramètres et de la valeur réelle avec paramètres de
l'énergie de soudage
75

Afcher les
paramètres de
l'avance du l
ou les paramètres
du soudage AC
IMPORTANT ! Si une torche de soudage manuelle TIG est branchée au lieu d'une pince
de soudage orbital, les fenêtres d'afchage correspondantes diffèrent légèrement des
illustrations représentées ci-après. Néanmoins, les paramètres sont identiques.
1. En sélectionnant le bouton (a), les
paramètres du courant principal
sont à nouveau afchés.
(a)
IMPORTANT ! Selon les fonctions dis-
ponibles, l'un des boutons ci-dessous peut
également apparaître au lieu du bouton
« PUISSANCE » :
- « FIL - Paramètres de l'avance du l »
- « AC - Paramètres du soudage AC »
Paramètres de
l'avance du l
Renseigner les informations suivantes :
1. Sélection de segment
à l'aide des touches « << »
et « >> »
2. Démarrage l
Temps de retard du début de
l'intensité de soudage au démarrage de l'avance du l [s].
3. v-Impulsion
Vitesse d'avance du l pendant la
phase d'impulsion [cm/min].
4. v-Base
Vitesse d'avance du l pendant la
phase de courant de base [cm/min].
5. Arrêt l
Course de retard depuis la n du courant principal jusqu'à la n d'amenée de l
[degré].
Dépend de la « dSL » (durée de downslope) réglée et de la « downslope conductrice ».
6. Manière de retour l
Chemin de retour du l après la n du courant principal.
7. Si nécessaire, afcher la fenêtre de réglage des paramètres AC à l'aide de la
touche « Suivant ».
76

Paramètres du
soudage AC
Renseigner les informations suivantes :
1. Fréquence AC [Hz]
SYNC sert à la synchronisation du
réseau de deux sources de courant
pour le soudage simultané sur deux
côtés.
2. Balance AC
-5 : performance de fusion maxi-
mum, effet de nettoyage minimum
+5 : effet de nettoyage maximum,
performance de fusion minimum
3. Afcher à nouveau les réglages pour le courant principal avec le bouton « PUIS-
SANCE ».
Avec le bouton « RETOUR », revenir aux paramètres de la courbe de courant.
4. Dans l'une des deux fenêtres mentionnées, afcher la fenêtre « Enregistrer les
paramètres » avec le bouton « ENREGIS. ».
Enregistrer les
paramètres
Programmes de
séquences
Indication d'un nom pour l'enregistrement
des paramètres préalablement sélectionnés sous la forme d'un programme de
soudage.
► Après avoir appuyé sur le bouton
« NOM= », les boutons qui apparais-
sent permettent de composer un nom
(a)
avec plusieurs données de procédé.
IMPORTANT ! En sélectionnant la barre (a), un clavier virtuel s'afche, qui permet de
composer librement un nom de programme et de supprimer ou de modier ce texte.
Les programmes de séquence désignent les programmes de soudage qui représentent
un lien avec le programme de soudage initial.
S'assurer que tous les programmes de soudage proviennent du même groupe. Une
imbrication de programmes provenant de différents groupes est par principe impossible.
De même, les programmes perdent leur lien lorsque ceux-ci sont enregistrés dans un
nouveau groupe.
(a)
(b)
Procédure
En partant du programme de soudage
afché (a), le bouton « Sélectionner » (b)
permet de sélectionner et d'interconnecter
d'autres programmes.
77

Programmes de
séquences
(suite)
(c)
Après avoir activé le bouton « Sélectionner », une illustration du groupe contenant
le programme de soudage initial s'afche.
Les programmes de séquences s'afchent
ici (c).
(f)
(e)
(d)
(g) (h)
Les programmes de séquences sélectionnés sont listés sous le programme initial
(d).
Appuyer sur les boutons « << » ou « >> »
(e) pour naviguer dans les programmes.
Une fois que tous les programmes sont
sélectionnés, deux variantes d'interconnexion sont possibles. Appuyer d'abord
sur le bouton « P. DEPART » (f). Dans la
page « Positions », les possibilités de réglage de la fonction « Retour » (g) inuent
sur le comportement des programmes de
séquences.
Programme 1
Programme 1
Variante 1
Programme 2
Variante 2
Programme 2
Programme 3
Programme 3
78
Variante 1 :
Retour « AUCUN » (h)
Dans ce mode, tous les programmes
sélectionnés sont imbriqués en un seul
programme.
Variante 2 :
Retour « ........ » Mode au choix, excepté
« AUCUN » (h)
Dans ces modes, tous les programmes sélectionnés sont afchés individuellement.
L'arrêt du soudage entre les programmes,
le redémarrage du soudage ainsi que tous
les mouvements nécessaires, comme le
retournement du faisceau de liaison, s'effectuent automatiquement.

Soudage orbital et TIG
Sécurité
Afcher le menu
« Soudage »
DANGER !
Danger de mort en raison de la tension électrique.
Une décharge électrique peut être mortelle ! Si l'appareil est branché sur le
secteur pendant l'installation, il existe un risque de dommages corporels et
matériels graves. Réaliser l'ensemble des travaux sur l'appareil uniquement
lorsque :
- l'interrupteur principal est sur « O »,
- l'appareil est déconnecté du secteur.
AVERTISSEMENT !
Les erreurs de manipulation peuvent entraîner des dommages corporels
et matériels graves !
Utiliser les fonctions décrites uniquement après avoir lu et compris l'intégralité
des documents suivants :
- les présentes Instructions de service
- toutes les Instructions de service des composants périphériques, en particulier les consignes de sécurité.
AVERTISSEMENT !
Danger en raison de la tension électrique.
Dès que l'interrupteur principal est en position « I », l'électrode tungstène de la
pince de soudage orbital est conductrice de courant.
- Veiller à ce que personne ne touche l'électrode tungstène.
- Veiller à ce que l'électrode en tungstène n'entre pas en contact avec des
pièces conductrices d'électricité ou de tension (boîtier, etc.).
Commande et
surveillance
du process de
soudage
Afcher le menu « Soudage ». La première fenêtre d'état du
process de soudage s'ouvre.
AVERTISSEMENT !
Risque de dommages corporels et matériels en raison de machines à
fonctionnement automatique.
Les machines à fonctionnement automatique peuvent entraîner
de graves dommages corporels et matériels par accrochage, coincement ou
écrasement des parties du corps.
- En complément des présentes Instructions de service, les consignes de
sécurité du fabricant du robot et du système de soudage doivent également
être respectées.
- Vériez scrupuleusement, pour votre sécurité personnelle, que toutes les
mesures de sécurité ont été prises dans la zone de travail de la pince de
soudage et qu'elles restent actives en permanence pendant la durée de
votre présence dans cette zone !
79

Commande et
surveillance
du process de
soudage
(suite)
1. START
démarre le soudage.
(e)
2. STOP
arrête le soudage avec un évanouissement
IMPORTANT ! Si le soudage doit être
(c)
(a)
(b)
(d)
arrêté immédiatement pour des raisons de sécurité : Cliquer sur le bouton
« INTERROMPRE », le soudage s'arrête
immédiatement, sans évanouissement.
Le post-débit de gaz de protection est
maintenu.
IMPORTANT ! Si le message « Pas prêt » apparaît : cliquer sur le message pour afcher
l'état incorrect.
Les paramètres suivants sont afchés :
Durée totale : Durée écoulée depuis le début du programme de soudage actuel
[min].
Section : Durée écoulée pour la section de soudage actuelle [min].
IMPORTANT ! Une nouvelle section de soudage démarre après
les événements de tout type - par exemple pré-débit de gaz ou
positionnement sur le point de départ.
Position : Position de l'électrode [degrés]
v- Soudage : Vitesse de soudage [cm/min]
Les champs d'afchage suivants s'afchent :
(a) Afchage de l'intensité de soudage actuelle [A]
(b) Afchage de la tension de soudage actuelle [V]
(c) Numéro de soudure
IMPORTANT ! Le numéro de soudure fait également partie du
nom du chier en cas d'enregistrement des valeurs réelles. Si
le numéro de soudure est marqué en orange, la valeur afchée
correspond au numéro du point actuellement soudé.
(d) Apport d'énergie [kj]
Afcher la fenêtre « État du process de soudage » avec le bouton (e).
État de l'apport
d'énergie
Afchage vert : l'énergie de soudage ap-
portée se trouve dans les valeurs limites
réglées.
Afchage rouge : l'énergie de soudage
apportée se trouve au dessus ou en dessous des valeurs limites réglées.
Appuyer 2 fois sur la touche « STOP » de la télécommande pour réinitialiser la valeur.
80

État du process
de soudage
Afchage de l'état des paramètres suivants :
► ETAT PROCEDE EN COURS
► ETAT SOURCES COURANT
► INTERR. FIN DE COURSE ACTIF
► ETAT ALARME FPA
Correction du
process de
soudage
Cette fenêtre apparaît dès qu'une modication est réalisée au niveau de la télécommande. La dernière modication s'afche en regard de la valeur initiale pour chaque
segment, par exemple S1.
Ainsi, par exemple, si le « Courant » pour le segment « S1 » a été remplacé par 4 A,
« 4 » apparaît ici.
Application des paramètres modiés :
1. Appuyer sur le bouton « >> » (a)
pour arriver à la page suivante.
(a)
2. Appuyer sur le bouton « Segment
9/10 » (b) pour arriver à la page
suivante.
3. Appuyer sur le bouton « CORRECTION » (c) ou actionner la touche
Start / Stop de la télécommande.
4. Avec la touche « Retour » ou la
touche « Stop » de la télécommande, fermer la fenêtre sans con-
(c) (b)
rmer les valeurs éventuellement
modiées.
IMPORTANT ! Les paramètres ne
seront appliqués que si les droits
d'opérateur « ENREGISTRER »,
« TROUVER PAR. » et « ADMIN »
sont sélectionnés.
De plus amples informations concernant les réglages des opérateurs
gurent dans le chapitre « Réglages
spéciques à l'opérateur ».
81

82

Diagnostic d'erreur, élimination
d'erreur
83

84

Diagnostic d'erreur, élimination d'erreur
Généralités
Sécurité
Les sources de courant numériques sont équipées d'un système de sécurité intelligent,
il n'a pas été nécessaire d'utiliser de fusibles (hormis le fusible de la pompe à
réfrigérant). La source de courant peut être exploitée normalement suite à l'élimination
d'une panne éventuelle, ceci sans avoir à remplacer de fusibles.
AVERTISSEMENT !
Risque de dommages corporels et matériels durant les opérations de
maintenance ou à cause d'opérations de maintenance mal effectuées.
Le respect des opérations et des intervalles de maintenance est absolument
nécessaire. Le fabricant décline toute responsabilité pour les dommages résult-
ant d'une maintenance insufsante ou déciente.
Avant de commencer les travaux de maintenance :
- basculer l'interrupteur principal de la commande du système en position
« 0 » (OFF),
- débrancher la commande du système du secteur,
- désactiver tous les composants périphériques et les débrancher du secteur,
- s'assurer que tous les équipements techniques mobiles sont arrêtés.
- Tous les travaux de maintenance sur l'installation doivent être réalisés
uniquement par du personnel technique formé à cet effet.
AVERTISSEMENT !
Risque de dommages corporels et matériels en raison d'une connexion à
la terre insufsante.
Une connexion insufsante à la terre peut entraîner de graves dommages corporels et matériels. Les vis du boîtier constituent une connexion de protection
appropriée pour la mise à la terre du corps de l'appareil.
- Une fois les travaux de maintenance effectués, utiliser à nouveau les vis
d'origine !
- Les vis d'origine ne doivent en aucun cas être remplacées par d'autres vis
qui n'offriraient pas ce type de connexion à la terre autorisée !
Afcher la liste
des alarmes
L'afchage des alarmes produites est utile pour le diagnostic d'erreur.
- Affecter la fonction « Page alarme active » à la touche F1
- Grâce à la touche F1, ouvrir la page des alarmes actives
- Ou appuyer sur le bouton (1) de la
barre de symboles an d'afcher la
(1)
85
page de récapitulation

Afcher la liste
des alarmes
(suite)
La page de récapitulation permet les
actions suivantes :
- Avec le bouton « Liste des alarmes »,
ouvrir la page des alarmes actives
IMPORTANT ! De plus amples informa-
tions concernant les alarmes gurent
dans le chapitre « Alarmes et messages
d'erreur ».
- Valider toutes les alarmes avec le bouton « Valider tout »
- Indiquer le sens de soudage avec le bouton « Sens horaire » ou « Sens anti-horaire »
- Lancer un test sans arc électrique et sans ux de gaz de protection ou de gaz de
formation avec le bouton « Soudage déclenché »
- Activer ou désactiver l'avance du l avec le bouton « Avec l »
- Avancer ou reculer le l d'apport avec les boutons « Gauche » ou « Droite »
- Diriger la pince de soudage orbital dans le sens souhaité avec les boutons
« Gauche » ou « Droite »
Alarmes et
messages
d'erreur
Groupe 001
001 Les alarmes sont pontées
002 Problème de connexion interne
Problème de communication
interne des processeurs
003 Temps écoulé passerelle
Liaison avec la passerelle défectueuse
004 DATA :
Problème au niveau de l'afchage
des données à partir de la clé
USB
005 Pressostat
Alarme pour le pressostat de gaz de protection
006 Bloc d'alimentation
Alarme du bloc d'alimentation
007 Erreur tête de soudage
Erreur au niveau du régulateur de moteur
008 Erreur l
Erreur au niveau du régulateur de moteur
009 Arrêt d'urgence activé
Coupure de sécurité déclenchée par la touche « Arrêt d'urgence »
--- SA : Alarme interne
Alarme en fonction de l'afchage en texte clair
86

Alarmes et
messages
d'erreur
(suite)
Groupe 002
001 Source de courant pas fonc-
tionnelle
Envoi par LocalNet
002 Plage limite dépassée
LocalNet : Dépassement de la
plage limite
003 Collision torche
LocalNet : Collision torche
004 Passerelle pas fonctionnelle
LocalNet : Passerelle pas fonctionnelle
005 Fil collé
Le l reste collé
006 Codes de service PS
Une explication détaillée des codes de service gure dans le chapitre « Codes
de service afchés ».
--- SA : Étage de puissance
Alarme en fonction de l'afchage en texte clair
Groupe 003
Groupe 004
IMPORTANT ! Les alarmes et messages
d'erreur du groupe 3 sont des erreurs
internes dont la réparation nécessite
l'intervention d'un technicien de maintenance.
IMPORTANT ! Les alarmes et messages d'erreur du groupe 4 apparaissent
en cas d'interruption du soudage.
001 INT : RÉCEP. Erreur UST
LocalNet : Numéro de l'erreur
002 INT : RÉCEP. Absence PS
Ready
LocalNet : Absence du signal
Power Source Ready - Source de
courant fonctionnelle.
003 INT : ÉMISS. Absence Rob
Ready
FPA-2020 pas fonctionnel
87

Alarmes et
messages
d'erreur
(suite)
Groupe 004 (suite)
004 INT : Arrêt d'urgence activé
Mise hors circuit de sécurité déclenchée par la touche « Arrêt d'urgence ».
005 INT : Touche stop -> Interruption
Le process de soudage a été interrompu à l'aide de la touche Stop.
006 INT : Alarme (voir page Alarme)
Autre alarme.
007 INT : Arc sans signal Courant Princ.
Absence du signal de courant principal.
008 INT : Pas de signal Arc
Absence du signal Arc électrique OK.
009 INT : Start-Key -> H (0)
La touche Start -> Stop est activée.
--- SA Weld Manager
Alarme en fonction de l'afchage en texte clair.
Groupe 005
001 Tête de soudage immobile
Aucune rotation ne se produit bien
qu'une commande soit appliquée.
002 Avancée l
Aucun transport du l ne se produit bien qu'une commande soit
appliquée.
003 Courant moteur tête de soud-
age
L'entrée analogique pour le courant moteur indique une valeur
trop élevée. Vérier la rotation.
004 Courant moteur l
L'entrée analogique pour le courant moteur indique une valeur trop élevée. Véri-
er le dévidoir.
005 Alarme oxygène résiduel
Le connecteur de la torche de soudage assure la liaison au signal numérique
d'un appareil de mesure de l'oxygène. Si l'entrée est active, une alarme est
émise.
006 Problème d'impression USB
Un problème s'est produit en relation avec l'impression sous la forme d'un chier
sur la clé USB. Contrôler la clé USB ou modier les paramètres d'impression.
007 Problème moteur pas-à-pas OSC 0
voir liste des erreurs du servorégulateur
008 Problème moteur pas-à-pas AVC 0
voir liste des erreurs du servorégulateur
009 AVC T&R Timeout
Dépassement du temps pour la fonction T&R. Cause : la masse n'est pas reliée
à la pièce à usiner ; la pièce à usiner est très sale.
--- SA : Alarme interne
Alarme en fonction de l'afchage en texte clair.
88

Alarmes et
messages
d'erreur
(suite)
Groupe 006
001 Limit Courant pulsé
002 Limit Courant base
003 Limit Tension torche
004 Limit Vitesse rot.
005 Limit Vitesse l
--- SA : Limit high/low
Valable pour toutes les alarmes : Vérier la longueur et l'intensité du dépassement de la
valeur limite. Il est possible que la valeur limite soit trop restrictive. Une vérication géné-
rale des valeurs limites est nécessaire.
Groupe 007
001 Vacill. courant pulsé
002 Vacill. courant base
003 Vacill. tension torche
004 Vacill. vitesse rot.
005 Vacill. vitesse l
--- SA : Limits icker
Valable pour toutes les alarmes : Vérier le contact avec la terre.
Vérier l'état d'encrassement de l'électrode.
89

Alarmes et
messages
d'erreur
(suite)
(a) (b) (c)
Pour mettre un terme aux nouvelles
alarmes, y compris en cas d'erreur :
1. Appuyer sur l'écran tactile. Une
barre de symboles apparaît (a).
2. Sélectionner l'alarme appropriée
avec les touches échées (b).
3. Dans la barre de symboles, sélectionner le symbole de cadenas (c).
4. L'alarme correspondante est désac-
tivée et s'afche en gris clair.
Pour réactiver l'alarme :
5. Sélectionner l'alarme avec les touches échées (b).
6. Appuyer sur le symbole de cadenas (c). L'alarme est réactivée et s'afche à nouveau en noir.
Liste d'erreurs
servo
S'il est impossible de valider l'erreur, connecter et déconnecter l'installation. Pour l'explication de l'erreur, voir la liste d'erreurs servo.
90

Messages
d'alarme et
informations
destinées aux
techniciens de
maintenance
Pour afcher les messages d'alarme destinés aux techniciens de maintenance, appuyer sur la touche « i ».
1. Dans la première fenêtre d'afchage
de la touche « i », appuyer sur le
bouton « SYSTÈME » an d'afcher
d'autres informations nécessaires
pour la maintenance.
2. Le bouton « INTERNE » permet
d'afcher la fenêtre représentée
ci-dessous pour l'afchage de
données supplémentaires.
91

Codes de service
afchés
IMPORTANT ! Si un message d'erreur non décrit ci-dessous s'afchait, il conviendrait de
faire appel à nos services pour remédier à la panne. Noter le message d'erreur afché
ainsi que le numéro de série et la conguration de la source de courant et informer notre
service de réparation en lui fournissant une description détaillée de la panne.
tP1 | xxx, tP2 | xxx, tP3 | xxx, tP4 | xxx, tP5 | xxx, tP6 | xxx
Cause : Surcharge thermique dans le circuit primaire de la source de courant.
Solution : Laisser refroidir la source de courant.
tS1 | xxx, tS2 | xxx, tS3 | xxx
Cause : Surcharge thermique dans le circuit secondaire de la source de courant.
Solution : Laisser refroidir la source de courant.
tSt | xxx
Cause : Surcharge thermique dans le circuit de commande.
Solution : Laisser refroidir la source de courant.
Err | 051
Cause : Sous-tension du secteur : Tension du secteur inférieure à la plage de
tolérance (voir chapitre « Caractéristiques techniques »).
Solution : Vérier la tension du secteur
Err | 052
Cause : Surtension du secteur : Tension du secteur supérieure à la plage de
tolérance (voir chapitre « Caractéristiques techniques »).
Solution : Vérier la tension du secteur.
no | IGn
Cause : La fonction Ignition Time-Out est active : pas de ux de courant dans
le temps réglé au menu Setup. La mise hors circuit de sécurité de la
source de courant a été déclenchée.
Solution : Redémarrer le soudage ; nettoyer la surface de la pièce à souder.
Err | PE
Cause : La surveillance du courant de fuite a déclenché la mise hors circuit de
sécurité de la source de courant.
Solution : Mettre hors circuit la source de courant, attendre 10 secondes et la rem-
ettre en service ; contacter le service après-vente si l'erreur se reproduit.
Err | IP
Cause : Surintensité primaire.
Solution : Contacter le service après-vente.
Err | bPS
Cause : Défaut de l'étage de puissance
Solution : Contacter le service après-vente.
dSP | Axx, dSP | Cxx, dSP | Exx, dSP | Sy, dSP | nSy
Cause : Défaut de l'unité centrale de commande et de régulation
Solution : Contacter le service après-vente.
92

Codes de service
Source de
courant
no | Arc
Cause : Coupure de l'arc électrique
Solution : Redémarrer le soudage ; nettoyer la surface de la pièce à souder.
no | H2O
Cause : Le contrôleur de débit du refroidisseur réagit
Solution : Vérier le refroidisseur ; remettre du réfrigérant si nécessaire ou purger
l'arrivée d'eau, cf. chapitre « Mettre le refroidisseur en service ».
hot | H2O
Cause : Le contrôleur thermique du refroidisseur réagit
Solution : Attendre la phase de refroidissement, jusqu'à ce que « Hot | H2O » ne
s'afche plus.
-St | oP- (en cas d'exploitation de la source de courant avec interface robot ou
bus de terrain)
Cause : Robot pas fonctionnel.
Solution : Émettre le signal « Roboter ready », émettre le signal « Valider panne
de source » (Source error reset) (« Valider panne de source » uniquement pour ROB 5000 et le coupleur de bus de terrain pour la commande
robot).
La source de courant ne fonctionne pas
Interrupteur d'alimentation commuté mais les indicateurs ne s'allument pas
Cause : Ligne d'alimentation du réseau interrompue, che secteur non branchée
Solution : Vérier la ligne d'alimentation du secteur, brancher le cas échéant la
che secteur
Cause : Prise ou che secteur défectueuse
Solution : Remplacer les pièces défectueuses
La source de courant ne fonctionne pas
Interrupteur d'alimentation commuté mais les indicateurs ne s'allument pas
Cause : Protection par fusibles du réseau défectueuse
Solution : Remplacer la protection par fusibles du réseau
Pas d'intensité de soudage
Interrupteur d'alimentation commuté, voyant de surcharge thermique allumé
Cause : Surcharge, facteur de marche dépassé
Solution : Prendre en compte le facteur de marche
Cause : Le dispositif thermique automatique de sécurité s'est mis hors service
Solution : Attendre la phase de refroidissement, la source de courant se remet en
service automatiquement au bout d'un bref laps de temps
Cause : Ventilateur de la source de courant défectueux
Solution : Remplacer le ventilateur
93

Codes de service
Source de
courant
(suite)
Pas d'intensité de soudage
Interrupteur d'alimentation commuté, indications allumées
Cause : Connexion à la masse incorrecte
Solution : Vérier la polarité de la connexion à la masse et de la borne de raccor-
dement
Cause : Câble électrique de la pince de soudage orbital ou de la torche de soud-
age interrompu
Solution : Remplacer la pince de soudage orbital ou la torche de soudage
Absence de fonctionnement après le démarrage du soudage
Interrupteur d'alimentation commuté, indications allumées
Cause : Fiche de commande non branchée
Solution : Brancher la che de commande
Cause : Pince de soudage orbital, torche de soudage ou câble de commande
défectueux
Solution : Remplacer la pince de soudage orbital ou la torche de soudage.
Pas de gaz de protection ou de gaz de formation
Toutes les autres fonctions sont disponibles
Cause : Bouteille de gaz vide
Solution : Remplacer la bouteille de gaz
Cause : Robinet détendeur défectueux
Solution : Remplacer le robinet détendeur
Cause : Le tuyau de gaz n'est pas monté ou est endommagé
Solution : Monter ou remplacer le tuyau de gaz
Cause : Pince de soudage orbital ou torche de soudage défectueuse
Solution : Remplacer la pince de soudage orbital ou la torche de soudage
Cause : Électrovanne de gaz défectueuse
Solution : Remplacer l'électrovanne de gaz
Mauvaises caractéristiques de soudage
Cause : Paramètres de soudage incorrects
Solution : Vérier les réglages
Cause : Connexion à la masse incorrecte
Solution : Vérier la polarité de la connexion à la masse et de la borne de raccor-
dement
94

Codes de service
Source de
courant
(suite)
La pince de soudage orbital ou la torche de soudage devient très chaude
Cause : Pince de soudage orbital ou torche de soudage de dimensions trop
faibles
Solution : Respecter le facteur de marche et les limites de charge
Cause : Uniquement pour les installations refroidies par eau : débit d'eau trop
faible
Solution : Voir le diagnostic d'erreur ci-dessous « Pas ou pas assez de débit
d'eau »
Cause : Uniquement pour les installations refroidies par eau : le paramètre C-C
est réglé sur « OFF »
Solution : Placer le paramètre C-C sur « Aut » ou « ON » dans le menu Setup
Pas ou pas assez de débit d'eau
Cause : Niveau de réfrigérant trop faible
Solution : Rajouter du réfrigérant
Cause : Goulot d'étranglement ou corps étranger dans le circuit du refroidisseur
Solution : Éliminer le goulot d'étranglement ou le corps étranger
Cause : Fusible de la pompe à réfrigérant défectueux
Solution : Remplacer le fusible de la pompe à réfrigérant
Cause : Pompe à réfrigérant défectueuse
Solution : Remplacer la pompe à réfrigérant
Cause : Pompe à réfrigérant bloquée
Solution : - Enlever le fusible de la pompe à réfrigérant
- Passer un tournevis plat approprié de l'extérieur au travers du passage de sortie de l'arbre du moteur
- Lancer l'arbre du moteur
- Remplacer le fusible de la pompe à réfrigérant
Cause : Filtre de réfrigérant (option) installé lors du connecteur de retour d'eau
Solution : Rincer le ltre de réfrigérant à l'eau claire ou remplacer la cartouche
ltrante.
Cause : Le capteur de débit s'est déclenché (FK 4000 Rob), mais l'appel du
paramètre F3 sur le système de soudage ne génère qu'un débit faible :
Tuyaux coudés ou ltre de réfrigérant installé lors du raccordement du
retour d'eau.
Solution : Remettre le tuyau en état, rincer le ltre à réfrigérant à l'eau claire ou
remplacer la cartouche ltrante.
Cause : Le capteur de débit s'est déclenché, mais l'appel du paramètre F3 sur
le système de soudage ne génère aucun débit : Pompe à réfrigérant
défectueuse.
Solution : Remplacer la pompe à réfrigérant
Cause : Facteur de marche maximal dépassé
Solution : Attendre la phase de refroidissement du réfrigérant
95

Codes de service
Source de
courant
(suite)
Puissance de refroidissement trop faible
Cause : Ventilateur défectueux
Solution : Remplacer le ventilateur
Cause : Pompe à réfrigérant défectueuse
Solution : Remplacer la pompe à réfrigérant
Cause : Refroidisseur encrassé
Solution : Soufer de l'air comprimé sec au travers du refroidisseur
Fonctionnement bruyant
Cause : Niveau de réfrigérant trop faible
Solution : Rajouter du réfrigérant
Cause : Pompe à réfrigérant défectueuse
Solution : Remplacer la pompe à réfrigérant
no | H2O
Le contrôleur de débit du refroidisseur (option) réagit. Le message d'erreur s'afche sur
le panneau de commande de la source de courant.
Cause : Défaillance du débit de réfrigérant
Solution : Vérier le refroidisseur ; remettre du réfrigérant si nécessaire ou purger
l'arrivée d'eau, cf. chapitre « Mettre le refroidisseur en service ».
Cause : Filtre de réfrigérant bouché
Solution : Nettoyer ou remplacer le tube-ltre.
hot | H2O
Le contrôleur thermique du refroidisseur réagit. Le message d'erreur s'afche sur le
panneau de commande de la source de courant.
Cause : Température excessive du réfrigérant
Solution : Attendre la phase de refroidissement, jusqu'à ce que hot | H2O ne
s'afche plus.
96

Maintenance, élimination
97

98

Maintenance
Généralités
À chaque mise en
service
Dans des conditions de fonctionnement normales, la source de courant ne nécessite
qu'un minimum d'entretien et de maintenance. Il est toutefois indispensable de respecter
certaines consignes, an de garder l'installation de soudage en bon état de marche
pendant des années.
DANGER !
Danger de mort en raison de la tension électrique.
Une décharge électrique peut être mortelle ! Avant d'ouvrir l'appareil :
- Placer l'interrupteur principal en position « O ».
- Débrancher l'appareil du secteur
- Apposer un panneau d'avertissement compréhensible an de prévenir toute
remise en marche
- S'assurer, à l'aide d'un appareil de mesure approprié, que les composants
avec charge électrique (condensateurs, par ex.) sont déchargés.
- Vérier les éventuels dommages sur le câble secteur, la che secteur, la torche de
soudage ou la pince de soudage orbital, le faisceau de liaison et la connexion de
mise à la masse.
- Vérier que la distance périphérique de 0,5 m (1 ft. 8 in.) par rapport à l'appareil est
bien respectée, an que l'air de refroidissement circule sans problème.
REMARQUE ! Les orices d'admission et de sortie d'air sur l'appareil ne
doivent en aucun cas être recouverts, pas même partiellement.
AVERTISSEMENT !
Risque de brûlure si le réfrigérant est trop chaud.
Le réfrigérant chauffe en cas d'utilisation prolongée. Risque de brûlures en cas
de contact avec les mains ou d'autres parties du corps.
- Vérier les raccords d'eau uniquement lorsque le réfrigérant a refroidi.
En cas d'utilisation de torches de soudage refroidies par eau :
- vérier l'étanchéité des raccords d'eau
- Surveiller le débit de retour de réfrigérant dans le réservoir de réfrigérant
- En l'absence de retour du réfrigérant, contrôler le refroidisseur et le purger
éventuellement.
REMARQUE ! Si des torches refroidies par eau sont mises en marche sans
réfrigérant, une défaillance du corps de la torche ou du faisceau de liaison
en est généralement la conséquence. Le fabricant n'assume aucune responsabilité pour les dommages consécutifs ; tous les droits de garantie sont
annulés.
99

Symboles pour
l'entretien et la
maintenance du
refroidisseur
Vérier le niveau
d'eau
Explication des symboles
Remplacer le
réfrigérant
Lire les Instructions de service
Nettoyer le
refroidisseur à
l'air comprimé
Les symboles et les intervalles de maintenance correspondants sont décrits dans
les pages suivantes.
Préparation à la
maintenance
1. Commuter l'interrupteur d'alimentation en position « O ».
2. Débrancher l'appareil du secteur.
3. Démonter le panneau latéral gauche
(1) (2) (3)
Filtre et tubulure de remplissage du réfrigérant Réservoir de réfrigérant
Les illustrations représentent les éléments suivants du refroidisseur intégré :
(1) Filtre de réfrigérant
(2) Tubulure de remplissage du réfrigérant
(3) Réservoir de réfrigérant
Maintenance
hebdomadaire
Avant chaque mise en service du refroidisseur, vérier le
niveau du réfrigérant et sa pureté.
Si le niveau du réfrigérant se trouve sous le repère
« min » : rajouter du réfrigérant.
REMARQUE ! Utiliser exclusivement le réfrigérant d'origine pour remplir les
refroidisseurs. D'autres réfrigérants ne conviennent pas en raison de leur
conductivité électrique et de leur compatibilité matérielle insufsante.
100
 Loading...
Loading...