


/ Perfect Welding / Solar Energy / Perfect Charging
FPA 3020 Orbital
Přeložený dokument:
Návod k obsluze,
Seznam náhradních dílů
CS
Svařovací zdroj TIG
42,0426,0232,CS
V11 - 07042020


Vážený zákazníku,
Úvod
předložený návod k obsluze vám pomůže při seznámení se svařovacím systémem. Je
ve vašem zájmu, abyste si tento návod k obsluze pozorně přečetli a dodržovali uvedené
pokyny. Zabráníte tak poruchám a chybám obsluhy, nebo dokonce možnému poškození
instalovaných systémových komponent.
Dodržujte prosím bezpečnostní předpisy a zajistěte co nejvyšší míru bezpečnosti na
pracovišti. Pečlivé zacházení s celým systémem přispěje k jeho dlouhodobé kvalitě
a spolehlivosti, což jsou nezbytné předpoklady k dosažení vynikajících pracovních
výsledků.
3

4

Obsah
Bezpečnostní předpisy ....................................................................................................................................9
Všeobecné informace ................................................................................................................................9
Předpisové použití ......................................................................................................................................9
Okolní podmínky ...................................................................................................................................... 10
Povinnosti provozovatele ......................................................................................................................... 10
Povinnosti obsluhy ................................................................................................................................... 10
Síťové připojení ........................................................................................................................................10
Vlastní ochrana a ochrana jiných osob .................................................................................................... 11
Údaje k hodnotám hlučnosti ..................................................................................................................... 11
Nebezpečí síťového a svařovacího proudu..............................................................................................12
Klasikace přístrojů podle EMC ............................................................................................................... 12
Opatření EMC .......................................................................................................................................... 13
Opatření EMF u implantátů ......................................................................................................................13
Místa, kde hrozí zvláštní nebezpečí ......................................................................................................... 14
Nepříznivý vliv na výsledky svařování ......................................................................................................14
Nebezpečí související s lahvemi s ochranným plynem ............................................................................ 15
Bezpečnostní opatření na místě instalace a při přepravě .......................................................................15
Bezpečnostní opatření za normálního provozu ........................................................................................16
Údržba a opravy ....................................................................................................................................... 16
Bezpečnostní technická kontrola .............................................................................................................16
Likvidace odpadu ..................................................................................................................................... 16
Bezpečnostní označení ............................................................................................................................ 17
Zálohování dat .........................................................................................................................................17
Autorské právo .........................................................................................................................................17
Všeobecné informace 19
Všeobecné informace ....................................................................................................................................21
Princip ...................................................................................................................................................... 21
Koncepce přístroje ................................................................................................................................... 21
Oblasti použití ..........................................................................................................................................21
Varovná upozornění na přístroji ...............................................................................................................22
Ovládací prvky ...............................................................................................................................................23
Ovládací panel ........................................................................................................................................ 23
Lišta se symboly .......................................................................................................................................25
Přípojky, vypínače a rozšíření systému .........................................................................................................27
Bezpečnost ..............................................................................................................................................27
Svařovací zdroj FPA 3020 ........................................................................................................................ 27
Dálkový ovladač .......................................................................................................................................29
Indikace v klidovém stavu ........................................................................................................................ 33
Indikace po spuštění svařování v případě, že došlo k polohování ........................................................... 33
Indikace po polohování, před předfukem plynu .......................................................................................33
Indikace během předfuku plynu ............................................................................................................... 34
Indikace během fáze UpSlope ................................................................................................................. 34
Indikace během svařování ....................................................................................................................... 34
Indikace během fáze Down Slope ............................................................................................................34
Indikace během dofuku ............................................................................................................................35
Indikace po přerušení svařovacího procesu ............................................................................................35
5

Uvedení do provozu 37
Před uvedením do provozu ........................................................................................................................... 39
Předpisové použití ....................................................................................................................................39
Předpisy pro umístění .............................................................................................................................. 39
Elektrické přípojky ....................................................................................................................................39
Provoz s elektrocentrálou .........................................................................................................................39
Uvedení do provozu ...................................................................................................................................... 40
Bezpečnost ..............................................................................................................................................40
Poznámka k chladicímu modulu ..............................................................................................................40
Připojení lahví s ochranným a formovacím plynem .................................................................................40
Vytvoření propojení se svařencem ...........................................................................................................41
Připojení orbitálních svařovacích kleští .................................................................................................... 41
Technické údaje .............................................................................................................................................42
Zvláštní napětí ..........................................................................................................................................42
Svařovací zdroj.........................................................................................................................................42
Integrovaný chladicí modul ......................................................................................................................43
Výkonový štítek ........................................................................................................................................43
Režim 45
Nabídky s přímou volbou ...............................................................................................................................47
Princip ...................................................................................................................................................... 47
Nabídka „Ochranný plyn a chlazení“ ........................................................................................................ 47
Nabídka „Přenos dat“ ...............................................................................................................................48
Nabídka „Kongurace tiskárny“ ................................................................................................................ 49
Zobrazení alarmů a specických údajů zařízení ......................................................................................54
Hlavní nabídka ..............................................................................................................................................57
Bezpečnost ..............................................................................................................................................57
Zadání hesla ............................................................................................................................................57
Okno výběru ............................................................................................................................................. 58
Nabídka Orbitální svařovací kleště ................................................................................................................59
Otevření nabídky „Orbitální svařovací kleště“ ..........................................................................................59
Volba typu orbitálních svařovacích kleští .................................................................................................59
Výběr typového označení orbitálních svařovacích kleští a podavače drátu .............................................59
Výběr typu ručního svařovacího hořáku ...................................................................................................60
Synergie ........................................................................................................................................................ 61
Otevření nabídky „Synergie“ .................................................................................................................... 61
Princip ...................................................................................................................................................... 61
Zadání parametrů .....................................................................................................................................61
Parametry bodovacího programu .............................................................................................................62
Setup a systémové parametry .......................................................................................................................63
Otevření nabídky „Setup a systémové parametry“ ...................................................................................63
Princip ...................................................................................................................................................... 63
Otevření nastavení „OBSLUHA“ .............................................................................................................. 63
Práva uživatele .........................................................................................................................................63
Změna hesla ............................................................................................................................................64
Přihlášení jiného uživatele a změna hesla ...............................................................................................65
Uživatelsky specická nastavení ..............................................................................................................65
Jas a kontrast ........................................................................................................................................... 66
Zapalovací parametry ..............................................................................................................................66
Sváření AC ............................................................................................................................................... 67
Přestavení hodnot ....................................................................................................................................68
Další parametry ........................................................................................................................................ 68
Směr svařování a podávání drátu ............................................................................................................69
Start R-L měření .......................................................................................................................................69
Zavedení drátu .........................................................................................................................................69
Datum, čas a kalibrace dotykové obrazovky ............................................................................................ 70
6

Nastavení parametrů ..................................................................................................................................... 71
Otevření nabídky „Nastavení parametrů“ ................................................................................................. 71
Parametry průběhu proudu pro ruční svařovací hořák TIG ......................................................................71
Parametry průběhu proudu orbitálních svařovacích kleští .......................................................................72
Parametry pulzů a rychlosti svařování ..................................................................................................... 72
Parametry pro bod startu .........................................................................................................................73
Parametry energie ....................................................................................................................................74
Vyvolání parametrů podávání drátu nebo parametrů svařování AC ........................................................75
Parametry podávání drátu ........................................................................................................................75
Parametry pro svařování AC ................................................................................................................... 76
Ukládání parametrů ..................................................................................................................................76
Následné programy .................................................................................................................................. 76
Orbitální svařování a svařování TIG ..............................................................................................................78
Bezpečnost ..............................................................................................................................................78
Otevření nabídky „Svařování“ .................................................................................................................. 78
Řízení a monitorování svařovacího procesu ............................................................................................ 78
Stav vnosu energie ..................................................................................................................................79
Stav svařovacího procesu ........................................................................................................................ 80
Korekce svařovacího procesu .................................................................................................................. 80
Diagnostikaaodstraňovánízávad 81
Diagnostika a odstraňování závad ................................................................................................................ 83
Všeobecné informace ..............................................................................................................................83
Bezpečnost ..............................................................................................................................................83
Otevření seznamu alarmů ........................................................................................................................ 83
Alarmy a chybová hlášení ........................................................................................................................84
Seznam závad servomotoru ....................................................................................................................88
Hlášení alarmu a informace pro servisního technika ............................................................................... 89
Zobrazené servisní kódy ..........................................................................................................................90
Servisní kódy svařovacího zdroje ............................................................................................................91
Údržbaalikvidace 95
Údržba ........................................................................................................................................................... 97
Všeobecné informace ..............................................................................................................................97
Při každém uvedení do provozu ...............................................................................................................97
Symboly pro péči a údržbu chladicího modulu .........................................................................................98
Příprava k údržbě ..................................................................................................................................... 98
Týdenní údržba ........................................................................................................................................ 98
Každé 2 měsíce .......................................................................................................................................99
Každých 6 měsíců .................................................................................................................................... 99
Každých 12 měsíců .................................................................................................................................. 99
Demontáž a likvidace .................................................................................................................................. 100
Demontáž ............................................................................................................................................... 100
Likvidace součástí .................................................................................................................................. 100
Seznamnáhradníchdílů 101
Prohlášení o shodě EU ............................................................................................................................... 11 3
7

8
Bezpečnostní předpisy
Všeobecné
informace
Přístroj je vyroben podle současného stavu techniky a v souladu s uznávanými
bezpečnostně technickými předpisy. Přesto při neodborné obsluze nebo nesprávném
použití hrozí nebezpečí, které se týká:
- ohrožení zdraví a života obsluhy nebo dalších osob,
- poškození přístroje a jiného majetku provozovatele,
- zhoršení efektivnosti práce s přístrojem.
Všechny osoby, které provádějí uvedení do provozu, údržbu a opravy přístroje, musí:
- mít odpovídající kvalikaci,
- mít znalosti ze svařování a
- v plném rozsahu přečíst a pečlivě dodržovat tento návod k obsluze.
Návod k obsluze přechovávejte vždy na místě, kde se s přístrojem pracuje.
Kromě tohoto návodu k obsluze je nezbytné dodržovat příslušné všeobecně platné
i místní předpisy týkající se předcházení úrazům a ochrany životního prostředí.
Všechna bezpečnostní a varovná upozornění na přístroji je nutno:
- udržovat v čitelném stavu,
- nepoškozovat,
- neodstraňovat,
- nezakrývat, nepřelepovat ani nezabarvovat.
Umístění bezpečnostních a varovných upozornění na přístroji najdete v návodu k obsluze vašeho přístroje v kapitole „Všeobecné informace“. Závady, které by mohly narušit
bezpečný provoz, musí být odstraněny před zapnutím přístroje.
Předpisové
použití
Přístroj je určen výhradně pro práce odpovídající jeho určení.
Přístroj je určen výlučně pro svařovací postupy uvedené na výkonovém štítku. Jakékoliv jiné a tento rámec přesahující použití se nepovažuje za předpisové. Za takto vzniklé
škody výrobce neručí.
K předpisovému používání přístroje patří rovněž
- přečtení a dodržování pokynů obsažených v tomto návodu k obsluze,
- přečtení a dodržování bezpečnostních a varovných pokynů,
- provádění pravidelných revizních a údržbářských prací.
Přístroj nikdy nepoužívejte k následujícím činnostem:
- rozmrazování potrubí,
- nabíjení baterií/akumulátorů,
- startování motorů.
Přístroj je určen pro použití v průmyslu a v komerční oblasti. Výrobce nepřebírá
odpovědnost za škody vzniklé v důsledku používání přístroje v obytných oblastech.
Výrobce rovněž nepřebírá odpovědnost za nedostatečné či chybně provedené svarové
spoje.
9
Okolní
podmínky
Provozování nebo uložení přístroje v podmínkách, které vybočují z dále uvedených
mezí, se považuje za nepředpisové. Za takto vzniklé škody výrobce neručí.
Teplotní rozmezí okolního vzduchu:
- při provozu: -10 °C až + 40 °C (14 °F až 104 °F)
- při přepravě a uskladnění: -20 °C až +55 °C (-4 °F až 131 °F)
- nesmí obsahovat prach, kyseliny, korozivní plyny či látky apod.
Relativní vlhkost vzduchu:
- do 50 % při 40 °C (104 °F)
- do 90 % při 20 °C (68 °F)
Nadmořská výška:
- do 2000 m (6561 ft. 8.16 in.)
Prostředí:
- přístroj se za žádných okolností nesmí provozovat v dešti nebo sněhu.
Povinnosti
provozovatele
Provozovatel se zavazuje, že s přístrojem budou pracovat pouze osoby, které
- jsou seznámeny se základními předpisy týkajícími se pracovní bezpečnosti
a předcházení úrazům a jsou zaškoleny v zacházení s přístrojem,
- přečetly tento návod k obsluze, zvláště kapitolu „Bezpečnostní předpisy“, porozuměly
všemu a stvrdily toto svým podpisem,
- jsou vyškoleny v souladu s požadavky na výsledky práce.
V pravidelných intervalech je třeba ověřovat, zda pracovní činnost personálu odpovídá
zásadám bezpečnosti práce.
Povinnosti
obsluhy
Všechny osoby, které jsou pověřeny pracovat s tímto přístrojem, jsou povinny před
zahájením práce
- dodržet všechny základní předpisy o bezpečnosti práce a předcházení úrazům,
- přečíst si tento návod k obsluze, zvláště kapitolu „Bezpečnostní předpisy“ a stvrdit
svým podpisem, že všemu náležitě porozuměly a že budou pokyny dodržovat.
Před opuštěním pracoviště je zapotřebí učinit taková opatření, aby nedošlo
v nepřítomnosti pověřeného pracovníka k újmě na zdraví ani k věcným škodám.
Síťové připojení Vysoce výkonné přístroje mohou na základě vlastního odběru proudu ovlivnit kvalitu
energie v síti. Dopad na některé typy přístrojů se může projevit:
- omezením přípojek
- požadavky ohledně maximální přípustné síťové impedance *)
- požadavky ohledně minimálního potřebného zkratového výkonu *)
*) vždy na rozhraní s veřejnou elektrickou sítí, viz Technické údaje
V tomto případě se provozovatel nebo uživatel přístroje musí ujistit, zda přístroj smí být
připojen, případně může problém konzultovat s dodavatelem energie.
UPOZORNĚNÍ! Dbejte na bezpečné uzemnění síťového připojení.
10

Vlastní ochrana
a ochrana jiných
osob
Svařování doprovází řada bezpečnostních rizik, mezi něž patří:
- poranění očí a pokožky zářením oblouku
- škodlivá elektromagnetická pole, která mohou představovat nebezpečí pro osoby
s kardiostimulátory
- ohrožení elektrickým proudem ze síťového rozvodu a svařovacího okruhu
- zvýšená hladina hluku
- škodlivý svařovací kouř a plyny
Osoby pracující v průběhu svařování na svařenci musí nosit vhodné ochranné oblečení
s těmito vlastnostmi:
- nehořlavé
- dobře izoluje a je suché
- zakrývá celé tělo, je nepoškozené a v dobrém stavu
- je doplněno ochrannou helmou (kuklou)
- kalhoty nemají záložky
K ochrannému oděvu pro svářeče patří mimo jiné:
- Ochrana očí a obličeje před UV zářením, tepelným sáláním a odletujícími jiskrami
vhodným ochranným štítem s předepsaným ltrem.
- Předepsané ochranné brýle s bočnicemi, které se nosí pod ochranným štítem.
- Pevná obuv, která izoluje také ve vlhku.
- Ochrana rukou vhodnými ochrannými rukavicemi (elektricky izolujícími a chránícími
před horkem).
- Sluchové chrániče pro snížení hlukové zátěže a jako ochrana před poškozením sluchu.
Údaje
k hodnotám
hlučnosti
V průběhu práce se svařovacím přístrojem nepouštějte do blízkosti svařovacího procesu
jiné osoby, především děti. Pokud se přesto nacházejí v blízkosti další osoby, je nutno
- poučit je o všech nebezpečích (nebezpečí oslnění obloukem, zranění odletujícími jiskrami, zdraví nebezpečný svařovací kouř, hluková zátěž, možnost ohrožení síťovým
a svařovacím proudem atd.),
- dát jim k dispozici vhodné ochranné prostředky nebo
- postavit ochranné zástěny, resp. závěsy.
Přístroj vykazuje maximální hladinu akustického výkonu <80 dB (A) (ref. 1 pW) při chodu
naprázdno a ve fázi ochlazování po provozu podle maximálního přípustného pracovního
bodu při normálním zatížení ve shodě s normou EN 11201.
11
Nebezpečí
síťového a
svařovacího
proudu
- Úraz elektrickým proudem je velmi nebezpečný a může být smrtelný.
- Nedotýkejte se částí pod napětím, a to ani uvnitř, ani vně přístroje.
- Při svařování TIG je pod napětím také svařovací drát, cívka s drátem, podávací
kladky a rovněž všechny kovové díly, které jsou ve styku se svařovacím drátem.
- Podavač drátu stavte vždy na dostatečně izolovaný podklad, nebo použijte izolované
uchycení podavače drátu.
- Zabezpečte vhodnou vlastní ochranu i ochranu jiných osob před uzemňovacím potenciálem (kostra) dostatečně izolovanou suchou podložkou nebo krytem. Podložka,
popř. kryt musí kompletně pokrývat celou oblast mezi tělem a uzemňovacím potenciálem.
- Všechny kabely a vedení musí být pevné, nepoškozené, izolované a dostatečně
dimenzované. Uvolněné spoje, spálené nebo jinak poškozené či poddimenzované
kabely, hadice a další vedení ihned vyměňte.
- Dbejte na to, aby se vám kabely či vedení neovinuly kolem těla nebo jeho částí.
- Elektrodu (obalenou, wolframovou, svařovací drát, ...) nikdy neponořujte do kapalin
za účelem ochlazení.
- Nikdy se nedotýkejte elektrody, je-li svařovací zdroj zapnutý.
- Mezi elektrodami dvou svařovacích zdrojů může např. vzniknout rozdíl potenciálů
rovný dvojnásobku napětí svařovacího zdroje naprázdno. Současný dotyk obou elektrod může být za určitých okolností životu nebezpečný.
- U síťového a vlastního přívodního kabelu nechte elektrotechnickým odborníkem
v pravidelných intervalech přezkoušet funkčnost ochranného vodiče.
- Přístroj provozujte pouze v rozvodné síti s ochranným vodičem a zásuvkou s ochranným kontaktem.
- Provozování přístroje v síti bez ochranného vodiče a jeho zapojení do zásuvky
bez ochranného kontaktu se považuje za hrubou nedbalost. Za takto vzniklé škody
výrobce neručí.
- V případě potřeby zajistěte dostatečné uzemnění svařence pomocí vhodných
prostředků.
- Přístroje, které právě nepoužíváte, vypněte.
- Při práci ve větší výšce používejte zabezpečovací prostředky proti uklouznutí.
- Před zahájením práce na vlastním přístroji jej vypněte a vytáhněte síťovou zástrčku.
- Přístroj zabezpečte proti zapojení síťové zástrčky a proti opětovnému zapnutí dobře
čitelným a srozumitelným varovným štítkem.
- Po otevření přístroje:
- vybijte všechny součástky, na kterých se hromadí elektrický náboj,
- přesvědčte se, že všechny součásti přístroje jsou bez napětí.
- Pokud je nutné provádět práce na vodivých dílech, přizvěte další osobu, která včas
vypne hlavní vypínač.
Klasikace
přístrojů podle
EMC
Klasikace přístrojů dle EMC podle výkonového štítku nebo technických údajů.
Přístroje emisní třídy A:
- Jsou určeny pouze pro použití v průmyslových oblastech.
- V jiných oblastech mohou způsobovat problémy související s vedením a zářením.
Přístroje emisní třídy B:
- Splňují emisní požadavky pro obytné a průmyslové oblasti.
Toto platí také pro obytné oblasti s přímým odběrem energie z veřejné nízkonapěťové
sítě.
12

Opatření EMC Ve zvláštních případech může i přes dodržení normovaných mezních hodnot emisí dojít
k ovlivnění ve vyhrazené oblasti použití (např. v případě, že jsou v prostoru umístění
citlivé přístroje nebo se v blízkosti nachází rozhlasové a televizní přijímače).
V tomto případě je provozovatel povinen přijmout vhodná opatření, která rušení odstraní.
Odolnost proti rušení u konkrétních zařízení v okolí přístroje ověřte a vyhodnoťte podle
národních a mezinárodních předpisů. Příklady citlivých zařízení, která mohou být
přístrojem nepříznivě ovlivněna:
- bezpečnostní zařízení
- síťové a signální vedení a vedení pro přenos dat
- zařízení výpočetní a telekomunikační techniky
- měřicí a kalibrační zařízení
Opatření, kterými se zabrání vzniku problémů s elektromagnetickou kompatibilitou:
1. Napájení
- Pokud se i v případě předpisově provedené síťové přípojky vyskytne elektromag
netické rušení, přijměte dodatečná opatření
(např. použití vhodného typu síťového ltru).
2. Svářecí kabely
- Používejte co nejkratší.
- Veďte těsně u sebe (také pro předcházení problémům s EMF).
- Položte daleko od ostatního vedení.
3. Vyrovnání potenciálu
4. Uzemnění svařence
- Je-li to nutné, vytvořte uzemnění pomocí vhodných kondenzátorů.
5. Případné odstínění
- Proveďte odstínění ostatních zařízení v okolí.
- Proveďte odstínění celé svařovací instalace.
Opatření EMF
u implantátů
Elektromagnetická pole mohou způsobit škody na zdraví, které nejsou dosud známé:
- Negativní účinky na zdraví osob pohybujících se v okolí, např. uživatele
kardiostimulátorů a naslouchadel.
- Uživatelé kardiostimulátorů se musí poradit se svým lékařem, dříve než se začnou
zdržovat v bezprostřední blízkosti svařovacího procesu.
- Z bezpečnostních důvodů je třeba dodržovat co největší vzdálenost mezi svařovacími
kabely a hlavou nebo tělem svářeče.
- Nenoste svařovací kabely a hadicová vedení přes ramena a neomotávejte si je kolem
těla.
13
Místa, kde
hrozí zvláštní
nebezpečí
Dbejte na to, aby se do blízkosti pohybujících se částí nedostaly vaše ruce, vlasy, části
oděvu a nářadí. Jedná se např. o tyto části přístroje:
- ventilátory
- ozubená kola
- cívky s drátem a svařovací dráty
► Nesahejte do otáčejících se ozubených kol pohonu drátu ani do jeho rotujících
hnacích součástí.
► Kryty a bočnice mohou být otevřeny či odstraněny pouze po dobu trvání
údržbářských prací a oprav.
Během provozu
► Zajistěte, aby byly všechny kryty zavřené a všechny bočnice řádně namontované.
► Udržujte všechny kryty a bočnice zavřené.
Výstup svařovacího drátu ze svařovacího hořáku představuje značné riziko úrazu
(propíchnutí ruky, zranění obličeje, očí apod.).
► Nedívejte se do kontaktní trubice.
► Používejte vhodné ochranné brýle.
- Nedotýkejte se svařence v průběhu svařování ani po jeho ukončení - nebezpečí popálení.
- Před započetím práce nechte svařovací hořák a ostatní části zařízení s vysokou provozní teplotou vychladnout.
- V prostorách s nebezpečím požáru a výbuchu platí zvláštní předpisy - dodržujte
příslušná národní i mezinárodní ustanovení.
- Svařovací zdroje určené pro práce v prostorách se zvýšeným elektrickým ohrožením
(např. kotle) musí být označeny značkou S (Safety). Vlastní svařovací zdroj však musí
být umístěn mimo tyto prostory.
- Vytékající chladicí médium může způsobit opaření. Před odpojením přípojek
chladicího okruhu proto vypněte chladicí modul.
- Při manipulaci s chladicím médiem respektujte informace uvedené v bezpečnostním
datovém listu chladicího média. Bezpečnostní datový list chladicího média získáte
v servisním středisku, příp. na domovské stránce výrobce.
- Přístroj je vybaven nosným držadlem. Toto držadlo je určeno výhradně pro ruční
přenos. Není vhodné pro přepravu přístroje pomocí jeřábu, vidlicového zdvižného
vozíku anebo podobného mechanického zdvihacího zařízení.
- Intervaly a rozsah kontrol musí odpovídat alespoň aktuálně platným národním normám a směrnicím.
- Při použití adaptéru pro připojení ochranného plynu hrozí nebezpečí nepozorovaného
úniku ochranného plynu, který je bez barvy a bez zápachu. Před montáží opatřete
závity adaptéru pro připojení ochranného plynu, které budou ve styku se závity
přístroje, odpovídajícím teonovým těsněním.
Nepříznivý vliv
na výsledky
svařování
Pro správnou a bezpečnou funkci svařovacího systému je nutné dodržet následující
parametry týkající se kvality ochranného plynu:
- velikost pevných částic < 40 μm
- tlakový rosný bod < -20 °C
- max. obsah oleje < 25 mg/m³
V případě potřeby použijte ltry.
UPOZORNĚNÍ! Nebezpečí znečištění hrozí zvláště u okružních vedení.
14
Nebezpečí
související
s lahvemi
s ochranným
plynem
Lahve s ochranným plynem obsahují stlačený plyn a při poškození
mohou vybuchnout. Jelikož lahve s ochranným plynem jsou součástí svařovacího vybavení,
musí se s nimi zacházet velmi opatrně.
- Chraňte tlakové lahve s ochranným plynem před vysokými teplotami, mechanickými
nárazy, struskou, otevřeným plamenem, jiskrami a elektrickým obloukem.
- Lahve s ochranným plynem montujte ve svislé poloze a upevněte je podle návodu,
aby se nemohly převrhnout.
- Udržujte lahve s ochranným plynem v dostatečné vzdálenosti od svařovacích vedení
či jiných elektrických obvodů.
- Nikdy nezavěšujte svařovací hořák na lahev s ochranným plynem.
- Používejte vždy předepsaný typ lahví s ochranným plynem a k tomu určené
příslušenství (redukční ventil, hadice a spojky apod.). Používejte pouze bezvadné
lahve s ochranným plynem a příslušenství.
- Při otevírání ventilu na lahvi s ochranným plynem odvraťte obličej od vývodu plynu.
- V případě, že se nesvařuje, uzavřete ventil lahve s ochranným plynem.
- V případě, že lahev s ochranným plynem není připojená, ponechte na ventilu lahve
s ochranným plynem krytku.
- Dodržujte údaje výrobce a příslušné národní i mezinárodní předpisy pro lahve
s ochranným plynem a jejich příslušenství.
Bezpečnostní
opatření na
místě instalace
a při přepravě
- Přístroj stavte na rovný a pevný podklad. Úhel náklonu maximálně 10° je přípustný.
- V prostorách s nebezpečím požáru a výbuchu platí zvláštní předpisy - dodržujte
příslušná národní i mezinárodní ustanovení.
- Prostřednictvím vnitropodnikových směrnic a kontrol zajistěte, aby bylo okolí
pracoviště stále čisté a přehledné.
- Umístění a provoz přístroje musí odpovídat stupni krytí uvedenému na jeho
výkonovém štítku.
- Přístroj umístěte tak, aby kolem něho byl volný prostor do vzdálenosti 0,5 m
(1 ft. 7.69 in) volný prostor, tím se zaručí dostatečný přísun a odvádění chladicího
vzduchu.
- Při přepravě přístroje dbejte na dodržení platných národních a místních směrnic
a předpisů pro předcházení úrazům. To platí zejména pro směrnice, které zajišťují
bezpečnost v oblasti dopravy.
- Před každým transportem přístroje zcela vyfoukejte chladicí médium.
- Před opětovným uvedením přístroje do provozu po přepravě bezpodmínečně vizuálně
zkontrolujte, zda přístroj není poškozen. Pokud zjistíte jakékoliv poškození, nechte je
před uvedením do provozu odstranit proškolenými servisními pracovníky.
15

Bezpečnostní
opatření
za normálního
provozu
Používejte přístroj pouze tehdy, jsou-li všechna bezpečnostní zařízení plně
funkční. Pokud tato bezpečnostní zařízení nejsou zcela funkční, existuje nebezpečí
- ohrožení zdraví a života obsluhy nebo dalších osob,
- poškození přístroje a jiného majetku provozovatele,
- zhoršení efektivnosti práce s přístrojem.
Před zapnutím přístroje opravte bezpečnostní zařízení, která nejsou plně funkční.
Bezpečnostní zařízení nikdy neobcházejte ani nevyřazujte z funkce.
Před zapnutím přístroje se přesvědčte, že nemůžete nikoho ohrozit.
Nejméně jednou týdně prohlédněte přístroj, zda nevykazuje vnější viditelná poškození,
a přezkoušejte funkčnost bezpečnostních zařízení.
Lahev s ochranným plynem vždy dobře zajistěte proti pádu.
Pro použití v našich přístrojích je z důvodu fyzikálně chemických vlastností (elektrická
vodivost, mrazuvzdornost, snášenlivost s ostatními materiály apod.) vhodné pouze originální chladicí médium výrobce.
Používejte pouze originální chladicí médium výrobce.
Nemíchejte originální chladicí médium výrobce s jinými chladicími médii.
Dojde-li při použití jiného chladicího média k jakékoliv škodě, výrobce nepřebírá záruku
a všechny ostatní záruční nároky zanikají.
Chladicí médium je za určitých okolností vznětlivé. Chladicí médium
přenášejte pouze v uzavřených originálních nádobách a udržujte mimo dosah zápalných
zdrojů.
Po skončení upotřebitelnosti chladicího média je odborně zlikvidujte v souladu s národními a mezinárodními předpisy. Bezpečnostní datový list chladicího média získáte v servisním středisku, příp. na domovské stránce výrobce.
Před každým započetím svařovacích prací zkontrolujte stav chladicího média.
Údržba a opravy
Bezpečnostní
technická
kontrola
U dílů jiných výrobců není zaručeno, že jejich konstrukce a výroba
odpovídají zátěžovým a bezpečnostním požadavkům.
Používejte pouze originální náhradní a spotřební díly (platí i pro normalizované součásti).
Bez svolení výrobce neprovádějte na přístroji žádné změny, vestavby ani přestavby.
Součásti, které vykazují nějakou vadu, ihned vyměňte.
V objednávkách uvádějte přesné pojmenování a číslo podle seznamu náhradních dílů
a rovněž sériové číslo vašeho přístroje.
- Výrobce doporučuje nechat provést alespoň jednou za 12 měsíců bezpečnostní
přezkoušení přístroje.
- Stejný interval 12 měsíců doporučuje výrobce pro kalibraci svařovacích zdrojů.
- Doporučujeme bezpečnostní přezkoušení kvalikovaným elektrikářem
- po provedení změny,
- po vestavbách a přestavbách,
- po opravě a údržbě,
- alespoň jednou za dvanáct měsíců.
- Při bezpečnostních přezkoušeních respektujte odpovídající národní a mezinárodní
předpisy.
- Bližší informace o bezpečnostních přezkoušeních a kalibraci získáte v servisním
středisku, které vám na přání poskytne požadované podklady, normy a směrnice.
Likvidace odpadu
Nevyhazujte tento přístroj s komunálním odpadem! Podle evropské směrnice
2012/19/ES o odpadních elektrických a elektronických zařízeních a její implementace
do národního práva se musí elektrická zařízení, která dosáhla konce své životnosti,
shromažďovat odděleně a odevzdávat k ekologické recyklaci. Zajistěte, aby použitý
přístroj byl předán zpět prodejci, nebo získejte informace o schváleném místním
sběrném systému či systému likvidace odpadu. Nedodržování této evropské směrnice
může mít negativní dopad na životní prostředí a vaše zdraví!
16

Bezpečnostní
označení
Svařovací přístroje s označením CE splňují základní požadavky směrnic pro
nízkonapěťovou a elektromagnetickou kompatibilitu (odpovídající výrobkovým normám
řady EN 60 974).
Přístroje s označením CSA splňují požadavky obdobných norem platných pro USA
a Kanadu.
Zálohování dat
Autorské právo
Uživatel je odpovědný za zálohování dat při změně nastavení oproti továrnímu
nastavení přístroje. Výrobce neručí za ztrátu či vymazání vašich uživatelských nastavení
uložených v tomto zařízení.
Autorské právo na tento návod k obsluze zůstává výrobci.
Text a vyobrazení odpovídají technickému stavu v době zadání do tisku.
Změny vyhrazeny. Obsah tohoto návodu k obsluze nezakládá
žádné nároky ze strany kupujícího. Uvítáme jakékoliv návrhy týkající se zlepšení dokumentace a upozornění
na případné chyby v návodu k obsluze.
17

18

Všeobecné informace
19
20

Všeobecné informace
Princip Zařízení FPA 3020 představuje zcela digitalizovaný, mikroprocesorem řízený inverto-
rový zdroj pro orbitální svařování. Interaktivní manažer svařovacího zdroje je propojen
s digitálním signálním procesorem a spolu s ním řídí a reguluje celý svařovací proces.
Aktuální údaje se průběžně měří a na jakékoliv změny zařízení ihned reaguje.
Regulační algoritmy zaručují, že
požadovaný provozní stav zůstává
nepřetržitě zachován. Tím se dosahuje
nesrovnatelně vyšší přesnosti celého
svařovacího procesu, exaktní reprodukovatelnosti pracovních výsledků a vynikajících svařovacích vlastností. Kromě
svařovacích vlastností stojí za pozornost
také vysoká účinnost nového orbitálního
svařovacího zdroje.
Práci usnadňuje intuitivní koncepce
ovládání. Podstatné funkce jsou na první
pohled zřejmé a snadno nastavitelné, a to
díky umístění ovládacích prvků na velkoryse dimenzované dotykové obrazovce.
Svařovací zdroj FPA 3020
Koncepce
přístroje
Oblasti použití Pro zařízení FPA 3020 existují rozsáhlé možnosti použití jak při řemeslných činnostech,
Pro nový svařovací zdroj je typická možnost přizpůsobení nejrůznějším požadavkům
orbitálního svařování. K tomu významně přispívá sériově integrovaný chladicí modul.
Kromě mnoha orbitálních svařovacích kleští pro nejrůznější oblasti použití podporuje
svařovací zdroj také ruční svařovací hořáky. Další nárůst komfortu přináší dálkové ovládání se všemi funkcemi pro ovládání orbitální svařovacího systému z místa svařování.
tak i v průmyslu. V této souvislosti stojí za zmínku zvláště farmaceutický a potravinářský
průmysl s vysokými kvalitativními požadavky na výrobu potrubí a zásobníků. Z hlediska
materiálů jsou zdroje vhodné jak pro nelegovanou a nízkolegovanou ocel, tak i pro
vysokolegovanou chrom/niklovou ocel. Tyto všestranné vlastnosti jsou podporovány
optimálním průběhem zapalování.
Při svařování TIG AC nezohledňuje zařízení FPA 3020 pouze průměr elektrody, ale i její
aktuální teplotu podmíněnou předchozí dobou svařování a přestávkou mezi svařovacími
operacemi. Svařovací zdroj navíc poskytuje vynikající služby v oblasti svařování hliníku,
hliníkových slitin, slitin mědi, hořčíku a titanu. Frekvenci AC můžete ve velmi širokém
rozpětí optimálně přizpůsobit svým požadavkům.
21

Varovná
P
1l/min
500 W
4.3 bar (0.43 MPa)
I
1 eff
I
1 max
230 V 23 A 14 A16A
U
1
1~
50-60Hz
35%
145 A
5 A / 10.2 V - 200 A / 18.0 V
200 A110 A
15.8 V 14.4 V18.0 V
I
2
U
2
U
0
X(40°C) 60% 100%
44 V
9.5 kV
U
p
IP 23
IEC 60974-1/-10 Cl.A
f1
f2
f1
f2
1~
FPA 3020
8,040,098
XXXXXXXX
Ser.No.
Part No.
www.fronius.com
upozornění na
přístroji
Na výkonovém štítku přístroje jsou uvedeny bezpečnostní symboly. Tyto bezpečnostní
symboly nesmí být odstraněny ani zabarveny.
Výkonový štítek
22

Ovládací prvky
Ovládací panel
VAROVÁNÍ!
Chybná obsluha může způsobit závažné zranění a materiální škody!
Popsané funkce používejte teprve poté, co si přečtete následující dokumenty
a porozumíte jejich obsahu:
- tento návod k obsluze
- všechny návody k obsluze systémových komponent, zejména bezpečnostní
předpisy
UPOZORNĚNÍ! Na základě aktualizace rmwaru vašeho přístroje mohou být
na přístroji k dispozici funkce, které nejsou v tomto návodu k obsluze popsány, a naopak. Některá vyobrazení ovládacích prvků se mohou mírně lišit od
prvků na vašem přístroji. Funkce těchto ovládacích prvků je však totožná.
(3)
(2)
(4)
(1)
(5)
(6)
(7)
Ovládací panel
Č. FUNKCE
(1) Zadávací kolečko
Volba položky nabídky:
1. Otáčejte zadávacím kolečkem, až je požadovaná položka nabídky označena
modře.
2. Pro přechod na položku nabídky stiskněte zadávací kolečko.
Výběr parametru:
1. Otáčejte zadávacím kolečkem, až bude požadovaný parametr označen modře.
2. Stiskněte zadávací kolečko; zvolený parametr je nyní označen alově.
3. Otáčením zadávacího kolečka nastavte parametr na požadovanou hodnotu.
4. Chcete-li převzít hodnotu, stiskněte zadávací kolečko. Modré označení se
přesune k následujícímu parametru.
DŮLEŽITÉ! V případě, že nechcete převzít nastavenou hodnotu, stiskněte tlačít-
ko „Esc“ (8).
DŮLEŽITÉ! Popsané funkce lze provádět i pomocí dotykové obrazovky (3). Stačí
pouhý dotyk na položku nabídky nebo parametr. Kde je to zapotřebí, otevře se
po dotyku seznam pro přímou volbu z více hodnot nastavení. Pro zadání číselné
hodnoty je však v každém případě zapotřebí použít zadávací kolečko. Použití
pouze zadávacího kolečka doporučujeme především v prašných prostorách v případě, že je dotyková obrazovka chráněna folií.
(10)
(9)
(8)
23
Ovládací panel
(pokračování)
Č. FUNKCE
(2) Tlačítko Next (Další)
Pro přechod do dalšího okna nabídky.
(3) Dotyková obrazovka
Zobrazovací jednotka se situačními klávesnicemi pro přímé ovládání zařízení.
(4) Tlačítko F1
Volně programovatelné funkční tlačítko (v nabídce „Setup a systémové parametry“).
(5) Tlačítko pro ochranný plyn a chlazení
Pro otevření nabídky „Ochranný plyn a chlazení“.
(6) Tlačítko pro výměnu dat
Pro otevření nabídky pro přenos dat.
(7) Tlačítko pro konguraci tiskárny
Pro nastavení specických údajů pro tisk na papír nebo pro ukládání na paměťovou kartu.
(8) Tlačítko ESC
- Návrat do předchozího okna nabídky.
- Potvrzení alarmů.
- Odchod z nastavení parametrů bez převzetí změněné hodnoty.
(9)
Tlačítko i (Informace)
Pro indikaci verzí, alarmů a informací pro servisní techniky.
(10) Tlačítko Menu
Pro návrat do hlavní nabídky.
24
Lišta se symboly
VAROVÁNÍ!
Chybná obsluha může způsobit závažné zranění a materiální škody!
Popsané funkce používejte teprve poté, co si přečtete následující dokumenty
a porozumíte jejich obsahu:
- tento návod k obsluze
- všechny návody k obsluze systémových komponent, zejména bezpečnostní
předpisy
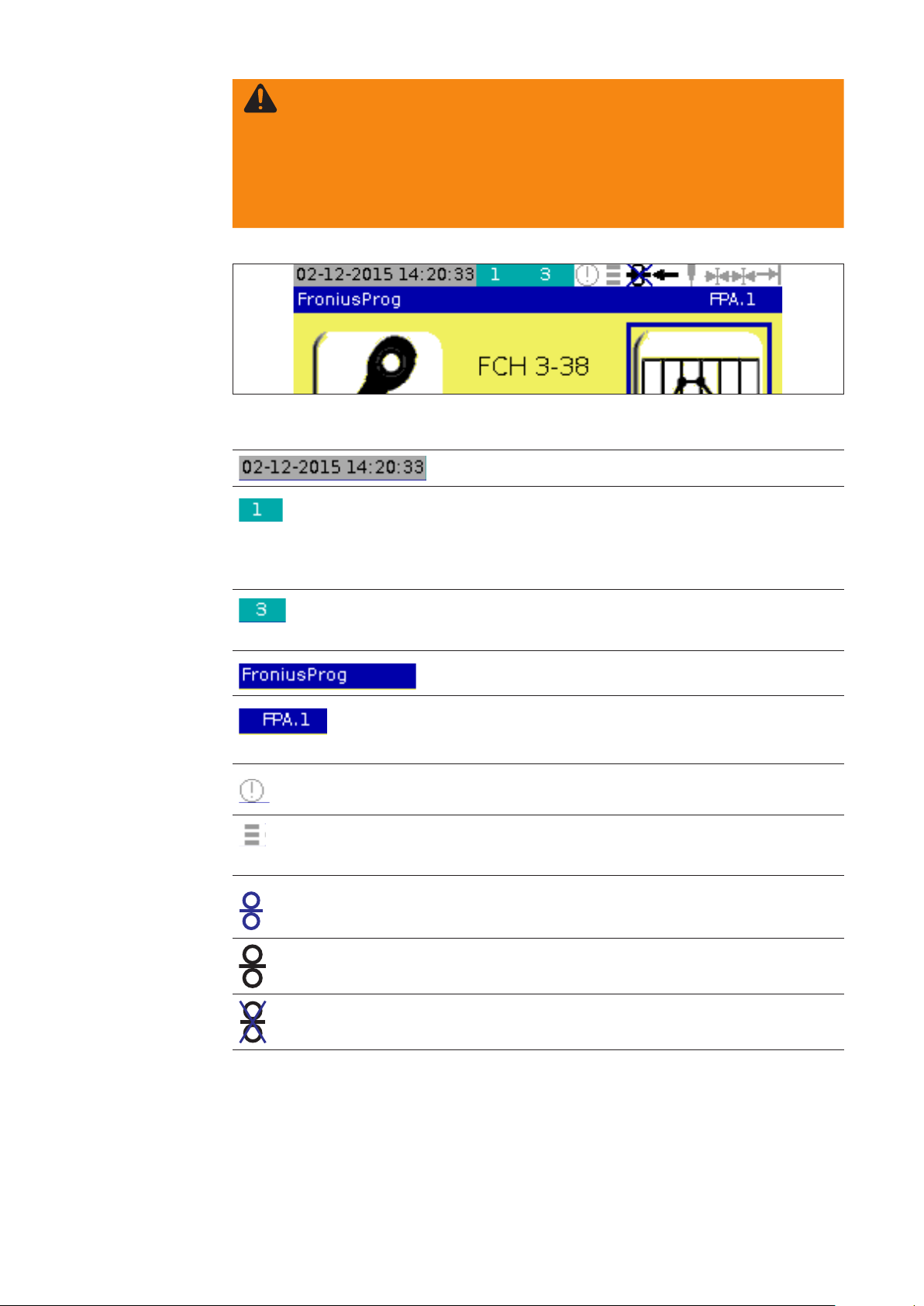
Zobrazovací prvky na displeji
Čas a datum
Segment 1–10
Pro zobrazení, ve kterém segmentu dráhy svařování se momentálně nachází
orbitální svařovací kleště.
DŮLEŽITÉ! Bližší informace k tématu „Segmenty“ naleznete v kapitole
„Nastavení parametrů“.
Stránka v průběhu programu
Každé dialogové okno ve struktuře nabídek má své číslo stránky, např. pro
identikaci při údržbářských pracích.
Název aktuálního načteného programu.
Jméno uživatele
Přesnější informace k tomuto tématu naleznete
v kapitole „Setup a systémové parametry“.
Aktivní alarm
Klepnutím na symbol otevřete seznam aktivních alarmů.
3: signál hlavního proudu
2: signál zapnutého svařování
1: signál aktivního procesu
Podavač drátu je zvolený a aktivní (modrá).
Podavač drátu je zvolený, ale neaktivní (černá).
Podavač drátu není zvolený (černá, modře přeškrtnuto).
25
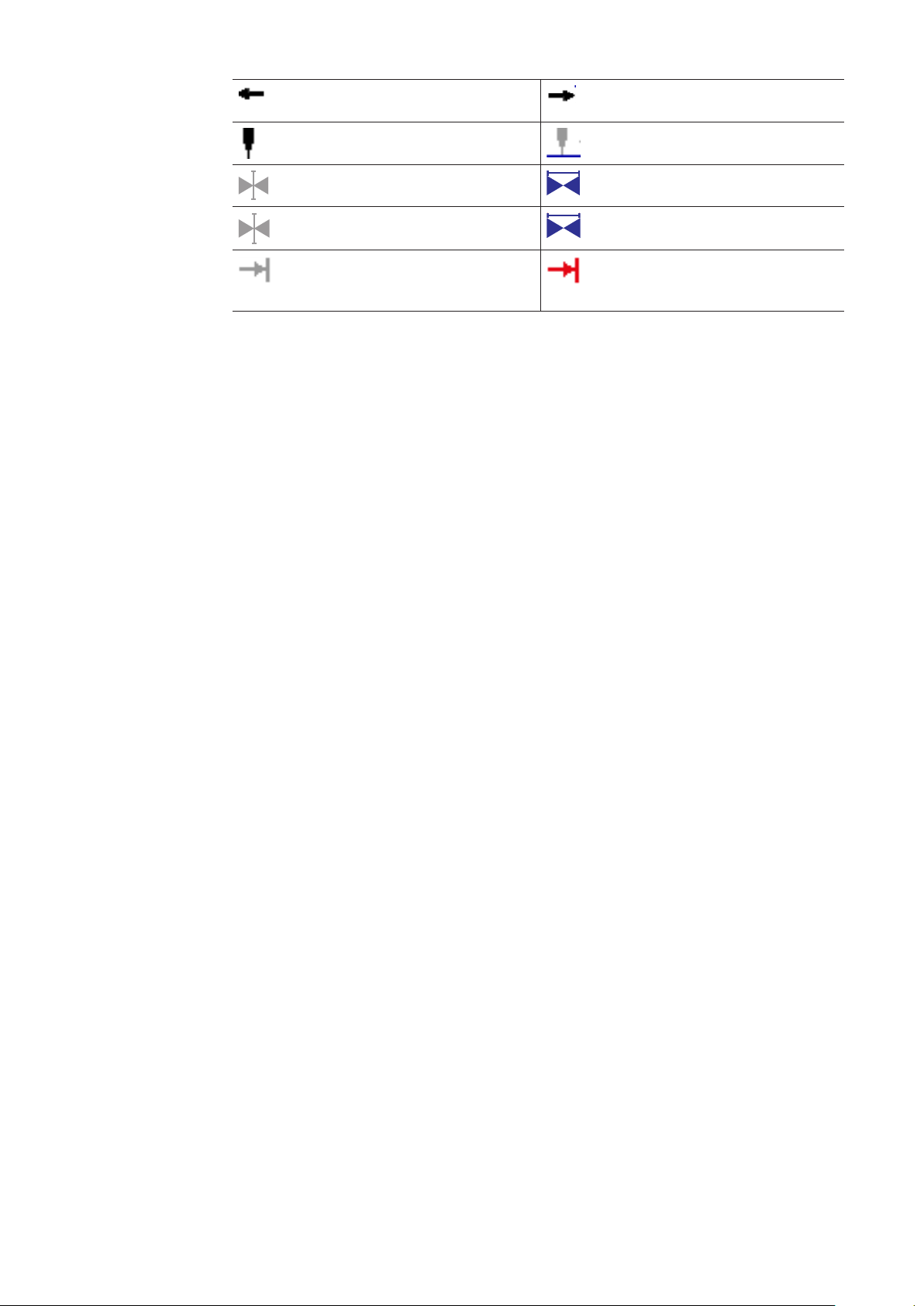
Lišta se symboly
(pokračování)
Směr svařování po směru hodinových ručiček
Svařování vypnuto / bez oblouku
(černá – testovací provoz)
Směr svařování proti směru hodinových ručiček
Svařování zapnuto / s obloukem
(modrá)
Ventil ochranného plynu neaktivní Ventil ochranného plynu aktivní
(modrá)
Ventil formovacího plynu neaktivní Ventil formovacího plynu aktivní
(modrá)
Koncový spínač pro uzavřené orbitální svařovací kleště neaktivní
Koncový spínač pro uzavřené
orbitální svařovací kleště aktivní
(červená)
26

Přípojky, vypínače a rozšíření systému
Bezpečnost
Svařovací zdroj
FPA 3020
(4)
(5)
(6)
(7)
VAROVÁNÍ!
Chybná obsluha může způsobit závažné zranění a materiální škody!
Popsané funkce používejte teprve poté, co si přečtete následující dokumenty
a porozumíte jejich obsahu:
- tento návod k obsluze
- všechny návody k obsluze systémových komponent, zejména bezpečnostní
předpisy
Pohled zepředu
(3)
(2)
(1)
(18)
(19)
(20)
(21)
(22)
Pohled zezadu
(17)
(16)
(15)
(14)
(13)
(12)
(8)
(9) (10) (11)
Přípojky a přepínače na svařovacím zdroji FPA 3020
Č. Funkce
(1) Přípojka svařovacího proudu orbitálních svařovacích kleští
Záporná (-) proudová zásuvka s bajonetovým zajištěním; také pro běžný
svařovací hořák TIG.
(2) Přípojka zemnicího kabelu
Kladná (+) proudová zásuvka s bajonetovým zajištěním.
(3) Přípojka USB
Pro uložení a načtení jednotlivých svařovacích programů nebo všech dat
svařovacího zdroje pomocí USB ash disku.
(4) Tlačítko posuvu papíru
Pro ruční posuv papíru integrované tiskárny.
(5) Indikace připravenosti tiskárny
Signalizuje, kdy je tiskárna připravena k provozu.
(6) Tiskárna
Pro protokolování důležitých procesních parametrů a postupů.
(7) Přípojka dálkového ovladače
27
Svařovací zdroj
FPA 3020
(pokračování)
Č. Funkce
(8) Přípojka řízení orbitálních svařovacích kleští
Pro záznam dat, řízení a napájení motoru orbitálních svařovacích kleští.
(9) Přípojka přívodu vody
Pro orbitální svařovací kleště nebo ruční svařovací hořák TIG.
(10) Přípojka zpětného toku vody
Pro orbitální svařovací kleště nebo ruční svařovací hořák TIG.
(11) Přípojka ovládání hořáku
Pro běžný svařovací hořák TIG nebo orbitální svařovací kleště s dodatečnými
ovládacími prvky.
(12) Přípojka pro externí zařízení
Pro přístroj na měření zbytkového kyslíku.
(13) Přípojka přívodu vody
Pro vodní ltr (15).
(14) Přípojka zpětného toku vody
Pro vodní ltr (15).
(15) Vodní ltr
(16) Přípojka výstupu formovacího plynu
Pro orbitální svařovací kleště.
(17) Přípojka vstupu formovacího plynu
Pro redukční ventil.
(18) Síťový vypínač
Pro zapnutí a vypnutí svařovacího zdroje.
(19) Pojistka čerpadla chladicího média
(20) Síťový kabel s příchytkou
(21) Přípojka vstupu ochranného plynu
Pro redukční ventil.
(22) Přípojka podavače drátu
Pro podavač studeného drátu.
28

________________
CrNi_21,0x1, 5
DAUERTEST
FOH-10-76
________________
FRONIUS
Dálkový ovladač
VAROVÁNÍ!
Nebezpečí poranění osob a materiálních škod automaticky se rozbíhajícími zařízeními.
Zařízení s automatickým rozběhem mohou způsobit závažná
zranění a materiální škody zachycením, vtažením nebo přiskřípnutím částí těla.
- Kromě tohoto návodu k obsluze je nutné dodržovat také bezpečnostní předpisy výrobce robota a svařovacího systému.
- Pro vaši osobní bezpečnost se přesvědčte, že jsou splněna veškerá
bezpečnostní opatření v pracovní oblasti orbitálních svařovacích kleští a že
potrvají po celou dobu vašeho pobytu v této oblasti!
(15)
(13) (14)
(1) (2)
(3) (4)
(5) (7)
(6)
(8) (10)
(9)
(11) (12)
Č. Funkce
(1) Tlačítko zkoušky plynu
Pro nastavení požadovaného
množství ochranného plynu na
redukčním ventilu. Po stisknutí
tohoto tlačítka se otevře na dobu
30 s průtok ochranného plynu.
Opakovaným stisknutím lze průtok
plynu předčasně uzavřít.
(2) Funkční tlačítko F2
Volně programovatelné
funkční tlačítko (v nabídce „Setup
a systémové parametry“).
Dálkový ovladač FPA 3020
29
(a)
(3) Tlačítko výběru skupin
Stisknutím tlačítek (+) nebo (-)
vstupte do nabídky výběru skupin
programů.
Zobrazí se naposledy zvolená
skupina (a).
Dalším stisknutím tlačítek (+) nebo
(-) zvolte požadovanou skupinu (a)
svařovacích programů.
Dálkový ovladač
________________
CrNi_21,0x1, 5
DAUERTEST
FOH-10-76
________________
FRONIUS
CrNi_21,0x1,5
2015/12/02 10:19:02
FPA.1
FCH-6-76
PRIPRAVEN
Poz 0/
Rychlost drat
Seg 1
0.0
0
04.12.15 10:20:57
CrNi_21.0x1.5
(pokračování)
(b)
(b)
(a)
(4) Tlačítko výběru programu
Z předem zvolené
skupiny (a) vyberte pomocí tlačítek
(+) nebo (-) požadovaný svařovací
program (b).
Načtěte zvolený svařovací program pomocí tlačítka
„Start/Stop“ (11).
Během procesu načítání se na displeji zobrazí název (b) zvoleného
svařovacího programu k potvrzení.
Po úspěšném načtení se
v klidovém stavu na displeji zobrazuje název nového programu (b).
(b)
DŮLEŽITÉ! Chcete-li opustit nabídku výběru beze změny původního nastavení,
stiskněte tlačítko „Stop“ (12).
(5) Tlačítko Svařovací proud
Pro změnu proudu během svařování; podle parametru
„Proud“ v dialogovém okně 233 „Přestavení hodnot“ kapitoly „Setup a systémové
parametry“.
(6) Tlačítko rychlosti svařování
Pro změnu rychlosti rotace svařovací hlavy během svařování; podle parametru
„Rychlost rotace“ v dialogovém okně 233 „Přestavení hodnot“ kapitoly „Setup
a systémové parametry“.
(7) Tlačítko rychlosti drátu
Mimo svařovací proces slouží tlačítko (6) k nastavení polohy
svařovací hlavy při provádění seřizovacích prací.
Pro změnu rychlosti drátu během svařování; podle parametru „Rychlost drátu“
v dialogovém okně 233 „Přestavení hodnot“ kapitoly „Setup a systémové parametry“.
Mimo svařovací proces slouží tlačítko (7) k nastavení polohy
svařovacího drátu při provádění seřizovacích prací.
30

Dálkový ovladač
(pokračování)
(8) Tlačítko „Oblouk zap./vyp.“
Pokud svítí kontrolka LED tlačítka (8), probíhá svařovací proces s obloukem.
Oblouk lze volitelně vypnout za účelem provádění seřizovacích prací. V dialogovém okně 1 kapitoly „Diagnostika a odstraňování závad“ je zobrazen
odpovídající záznam.
(9) Tlačítko Formovací plyn
Pro otevření ventilu formovacího plynu za účelem testování. Po opětovném stisknutí tlačítka (9) se ventil formovacího plynu znovu uzavře.
DŮLEŽITÉ! V případě, že nedojde k opětovnému stisknutí tlačítka (9) před
uplynutím doby zpoždění, uzavře se ventil formovacího plynu automaticky sám.
Doba zpoždění odpovídá parametru „Doba předfuku formovacího plynu“ z nabídky s přímou volbou „Ochranný plyn a chlazení“.
(10) Tlačítko Podavač drátu zap./vyp.
Pro zapnutí a vypnutí podavače drátu během svařování.
(11) Tlačítko Start / Stop
Pro spuštění a ukončení svařovacího procesu.
V případě uzavřených svařovacích kleští bez přívodu drátu dojde po stisknutí
tlačítka Start/Stop k okamžitému spuštění svařování.
V případě otevřených svařovacích kleští s přívodem drátu je průběh následující:
► Pokud je v dialogovém okně 221 „Parametry pro bod startu“ kapitoly
„Nastavení parametrů“ parametr „NAVINUTÍ“ nastaven na „AKTIVNÍ“, dojde
při příštím stisknutí tlačítka (11) k navinutí hadicového vedení. Po dosažení
bodu startu dojde po opětovném stisknutí tlačítka (11) k vlastnímu spuštění
svařování.
► Pokud je v dialogovém okně 221 „Parametry pro bod startu“ kapitoly
„Nastavení parametrů“ parametr „NAVINUTÍ“ nastaven na „AUTOSTART“,
stačí k aktivaci svařovacího procesu jedno stisknutí tlačítka (11). K vlastnímu
spuštění svařovacího procesu dojde po automatickém navinutí hadicového
vedení a po dosažení bodu startu.
► Pokud je v dialogovém okně 221 „Parametry pro bod startu“ kapitoly
„Nastavení parametrů“ parametr „NAVINUTÍ“ nastaven na „NEAKTIVNÍ“,
stačí k aktivaci svařovacího procesu jedno stisknutí tlačítka (11). Nedojde ani
k najetí do denované výchozí polohy ani nebude navinuto hadicové vedení.
Dojde ke startu v naposledy dosažené poloze.
DŮLEŽITÉ! U otevřených orbitálních svařovacích kleští hrozí poškození hadicového vedení, pokud dojde ke spuštění svařování bez předchozího navinutí
Pokud bude svařovací proces ukončen pomocí tlačítka (11), následuje doběh
Down Slope podle parametru „Doběh do klidu“ v dialogovém okně 221 „Parametry pro bod startu“ kapitoly „Nastavení parametrů“.
Mimo svařovací proces je možné současným stisknutím tlačítka (11) a tlačítka
„vlevo“ (13) vrátit orbitální svařovací kleště do základní polohy.
31

Dálkový ovladač
(pokračování)
(12) Tlačítko Stop
Po stisknutí tlačítka (12) dojde k okamžitému zastavení svařovacího procesu.
DŮLEŽITÉ! Nezávisle na nastavení v nabídce „Nastavení parametrů“ následuje
po stisknutí tlačítka (12) konec svařování bez funkce Down Slope.
Všechny orbitální svařovací kleště:
Po současném stisknutí tlačítka (12) a tlačítka „vlevo“ (13) dojde k nastavení
aktuální polohy orbitálních svařovacích kleští na nulu.
(13) Tlačítko vlevo
Po současném stisknutí tlačítka START/STOP (11) a tlačítka „vlevo“ (13) je
možné vrátit orbitální svařovací kleště do základní polohy.
Po současném stisknutí tlačítka STOP (12) a tlačítka „vlevo“ (13) dojde
k nastavení aktuální polohy orbitálních svařovacích kleští na nulu.
(14) Tlačítko vpravo
Po současném stisknutí tlačítka STOP (12) a tlačítka „vpravo“ (14) bude
svařovací proces ihned ukončen, poslední poloha však bude smazána.
Obnovený svařovací proces začne v původní startovní poloze.
Současné stisknutí tlačítka STOP (12) a tlačítka „vpravo“ (14) po přerušení
v důsledku alarmu, stisknutí tlačítka Start/Stop, Stop nebo nouzového vypnutí
má za následek okamžitý odchod z automatického průběhu programu.
(15) Tlačítko nouzového vypnutí
Pro okamžité přerušení svařovacího procesu bez funkce Down Slope, např. pro
zamezení nehody.
DŮLEŽITÉ! Po současném stisknutí tlačítka „vlevo“ (13) a tlačítka „vpravo“ (14)
proběhne kalibrace dotykové obrazovky.
Podrobné informace: viz dialogové okno 263 „Datum, čas a kalibrace dotykové obrazovky“, kapitola „Setup a systémové parametry“.
32

Indikace
FCH-6-76
PRIPRAVEN
Poz 0/
Rychlost drat
Seg 1
0.0
0
04.12.15 10:20:57
CrNi_40.0x1.5
Poz/D
Rych
I
V
0
0.0
0
0.0
Seg 1
cm/min
A
V
POZICE 12.0
FCH-6-76
Start--> DALE
Stop --> PRERUSENO
Poz 0 / 0.0
Seg 1
04.12.15 10:20:57
v klidovém stavu
- Datum a čas
- Název aktuálního načteného
svařovacího programu
- Typ orbitálních svařovacích kleští
- PŘIPRAVEN / NEPŘIPRAVEN
Svařovací zdroj je připraven ke
svařování nebo je nutné odstranit
chybu.
- Seg 1:
zobrazení stavu aktuálního segmentu
- Poz:
pozice orbitálních svařovacích kleští [°]
/ rychlost svařování [cm/min]
- Rychlost drátu [cm/min]
Indikace po
spuštění
svařování
v případě,
že došlo
k polohování
Indikace po
polohování, před
předfukem plynu
- Hodnota vedle „POZICE“:
doba od počátku svařování
- Poz:
pozice orbitálních svařovacích kleští [°]
- Seg 1:
zobrazení stavu aktuálního segmentu
- Rych:
rychlost svařování [cm/min]
- I:
svařovací proud [A]
- V:
svařovací napětí [V]
DŮLEŽITÉ! V případě, že je v dialogovém okně 221 „Parametry pro bod startu“ kapitoly
„Nastavení parametrů“ parametr NAVINUTÍ“ nastaven na „AUTOSTART“, dojde k automatickému přechodu z polohování na předfuk plynu.
- Datum a čas
- Typ orbitálních svařovacích kleští
- Start --> DÁLE:
spuštění svařování pomocí tlačítka
Start/Stop
- Stop --> PŘERUŠENO:
okamžitý konec svařování pomocí
tlačítka Stop
- Poz:
pozice orbitálních svařovacích kleští [°]
/ rychlost svařování [cm/min]
- Seg 1:
zobrazení stavu aktuálního segmentu
V případě, že je u otevřených orbitálních svařovacích kleští k dispozici aktivovaný
svařovací drát, zobrazí se také parametr „Rych“ pro rychlost drátu [cm/min].
33

Poz/D
Rych
I
V
0
0.0
0
0.0
Seg 1
cm/min
A
V
START, NABEH 3.0
Poz/D
Rych
I
V
0
0.0
0
0.0
Seg 1
cm/min
A
V
SVAROVANI 12.0
Poz/D
Rych
I
V
0
0.0
0
0.0
Seg 1
cm/min
A
V
POKLES 3.0
Indikace během
Poz/D
Rych
I
V
0
0.0
0
0.0
Seg 1
cm/min
A
V
PREDFUK 6.0
předfuku plynu
- Hodnota vedle textu „PŘEDFUK“:
doba od počátku svařování
- Poz:
pozice orbitálních svařovacích kleští [°]
- Seg 1:
zobrazení stavu aktuálního segmentu
- Rych:
rychlost svařování [cm/min]
- I:
svařovací proud [A]
- V:
svařovací napětí [V]
Indikace během
fáze UpSlope
Indikace během
svařování
- Hodnota vedle textu „START, NÁBĚH“
doba od počátku svařování
- Poz
poloha orbitálních svařovacích kleští [°]
- Seg 1:
zobrazení stavu aktuálního segmentu
- Rych
rychlost svařování [cm/min]
- I
svařovací proud [A]
- V
svařovací napětí [V]
- Hodnota vedle textu „SVAŘOVÁNÍ“:
doba od počátku svařování
- Poz:
pozice orbitálních svařovacích kleští [°]
- Seg 1:
zobrazení stavu aktuálního segmentu
- Rych:
rychlost svařování [cm/min]
- I:
svařovací proud [A]
- V:
svařovací napětí [V]
Indikace během
fáze Down Slope
- Hodnota vedle textu „POKLES“:
doba od počátku svařování
- Poz:
pozice orbitálních svařovacích kleští [°]
- Seg 1:
zobrazení stavu aktuálního segmentu
- Rych:
rychlost svařování [cm/min]
- I:
svařovací proud [A]
- V:
svařovací napětí [V]
34

Start -->DALE
R.Stop-->PRERUSENO
Poz 0 / 0.0
Seg 1
FCH-6-76
04.12.15 10:20:57
Indikace během
Poz/D
Rych
I
V
0
0.0
0
0.0
Seg 1
cm/min
A
V
DOFUK 6.0
dofuku
- Hodnota vedle textu „DOFUK“:
doba od počátku svařování
- Poz:
pozice orbitálních svařovacích kleští [°]
- Seg 1:
zobrazení stavu aktuálního segmentu
- Rych:
rychlost svařování [cm/min]
- I:
svařovací proud [A]
- V:
svařovací napětí [V]
Indikace po
přerušení
svařovacího
procesu
V případě, že došlo k přerušení svařovacího procesu z důvodu alarmu nebo pomocí
tlačítka Start/Stop, Stop nebo tlačítka nouzového vypnutí, zobrazí se následující údaje:
- Datum a čas
- Typ orbitálních svařovacích kleští
- Start --> DÁLE:
spuštění svařování pomocí tlačítka
„Start/Stop“ (11)
- R.Stop --> PŘERUŠENO:
opuštění automatického průběhu programu po současném stisknutí tlačítek
„vpravo“ (14) a „Stop“ (12)
- Poz:
pozice orbitálních svařovacích kleští [°]
/ rychlost svařování [cm/min]
- Seg 1:
zobrazení stavu aktuálního segmentu
35

36

Uvedení do provozu
37

38

Před uvedením do provozu
Předpisové
použití
Předpisy pro
umístění
Svařovací zdroj je určen výhradně pro svařování TIG s orbitálními kleštěmi a svařovacími
hořáky TIG schválenými k tomuto účelu.
Jakékoliv jiné a tento rámec přesahující použití se nepovažuje za předpisové.
Za škody vzniklé nepředpisovým použitím výrobce neručí.
K předpisovému používání přístroje patří rovněž
- dodržování všech pokynů obsažených v tomto návodu k obsluze
- provádění pravidelných revizních a údržbářských prací.
Svařovací zdroj je odzkoušen pro krytí IP 23, to znamená:
- ochranu proti vniknutí cizích těles větších než Ø 12,5 mm (.49 in.)
- ochranu proti vodě stříkající pod úhlem 60° od svislé roviny
VAROVÁNÍ!
Nebezpečí poranění v důsledku pádu, resp. převrácení přístroje!
- Přístroje stavte vždy na rovný a pevný podklad!
- Zajistěte stabilitu přístrojů!
UPOZORNĚNÍ! Vzduchový kanál v řídicí skříni (přívod vzduchu, výstup
vzduchu) představuje významný bezpečnostní konstrukční prvek. Při volbě
umístění přístroje proto dbejte, aby chladící vzduch mohl bočními vzduchovými štěrbinami nerušeně vcházet a vycházet. Vznikající elektrický prach (např.
při smirkování) nesmí být přímo nasáván do systému. Provozovatel zařízení
je povinen zajistit dostatečnou výměnu vzduchu v okolí celého svařovacího
systému.
Elektrické
přípojky
Provoz
s elektrocentrálou
NEBEZPEČÍ!
Ohrožení života v důsledku nebezpečného elektrického napětí.
Úraz elektrickým proudem může být smrtelný!
- Připojení síťového vedení smí provádět pouze odborný personál společnosti
Fronius. Výrobce neručí za poranění osob a materiální škody vzniklé
v důsledku nesprávně nebo nedostatečně provedených připojovacích prací
ze strany zákazníka.
POZOR!
Nebezpečí vzniku závažných materiálních škod v důsledku nedostatečně
dimenzované elektroinstalace.
Dbejte na správné dimenzování síťového vedení a pojistek. Určující jsou technické údaje uvedené na výkonovém štítku.
Svařovací zdroj lze provozovat s elektrocentrálou, pokud maximální výstupní zdánlivý
výkon elektrocentrály je alespoň 10 kVA.
Výstupní napětí elektrocentrály nesmí v žádném případě podkročit nebo
překročit oblast tolerance síťového napětí. Údaj o toleranci síťového napětí je
uveden v kapitole „Technické údaje“.
39

Uvedení do provozu
Bezpečnost
NEBEZPEČÍ!
Ohrožení života v důsledku nebezpečného elektrického napětí.
Úraz elektrickým proudem může být smrtelný!
Všechny práce na přístroji provádějte pouze za těchto podmínek:
- síťový vypínač je v poloze O,
- přístroj je odpojen od elektrické sítě.
Uvedení svařovacího zdroje do provozu je popsáno následovně:
- pro hlavní použití, tj. orbitální svařování,
- na základě standardní kongurace pro orbitální svařovací systém.
Standardní kongurace sestává z následujících součástí:
- svařovací zdroj s integrovaným chladicím modulem,
- orbitální svařovací kleště,
- redukční ventil pro ochranný a formovací plyn,
- lahve s ochranným a formovacím plynem.
Následující pracovní kroky poskytují základní přehled o uvedení svařovacího zdroje do
provozu.
Podrobné informace k jednotlivým pracovním úkonům naleznete v návodech
k příslušným součástem systému.
Poznámka
k chladicímu
modulu
Připojení lahví
s ochranným
a formovacím
plynem
Chladicí modul je napájen prostřednictvím svařovacího zdroje. Je-li síťový vypínač
svařovacího zdroje v poloze - I -, chladicí modul je připraven k provozu.
VAROVÁNÍ!
Lahev se stlačeným plynem zajistěte řetězem!
Neodborná manipulace s lahvemi se stlačeným plynem může znamenat
nebezpečí.
- Lahve postavte rovně a chraňte před horkem!
- Vždy zajistěte lahve řetězem nebo bezpečnostním popruhem proti
převrácení a pádu.
- Bezpečnostní popruh upevněte v horní části lahve s ochranným plynem.
- Nikdy neupevňujte popruh na hrdlo lahve.
1. Připevněte plynovou lahev na určeném místě instalace.
2. Připojte plynovou lahev:
- Odšroubujte ochrannou krytku plynové lahve.
- Krátce pootočte ventil plynové lahve doleva, aby se odstranily usazené
nečistoty.
- Překontrolujte těsnění na redukčním ventilu.
- Našroubujte redukční ventil na plynovou lahev a pevně dotáhněte.
40

Připojení lahví
s ochranným
a formovacím
plynem
(pokračování)
Při použití orbitálních svařovacích kleští s integrovanou přípojkou ochranného
plynu:
3. Redukční ventil ochranného plynu připojte pomocí plynové hadice k přípojce pro
vstup ochranného plynu.
4. Dotáhněte převlečnou matici.
5. V případě, že je k dispozici či zapotřebí, připojte redukční ventil formovacího
plynu pomocí plynové hadice k přípojce pro vstup formovacího plynu.
Při použití orbitálních svařovacích kleští bez integrované přípojky ochranného
plynu:
3. Hadici ochranného plynu spojte s redukčním ventilem ochranného plynu.
4. V případě, že je k dispozici či zapotřebí, připojte hadici formovacího plynu k
redukčnímu ventilu formovacího plynu.
Vytvoření
propojení se
svařencem
Připojení
orbitálních
svařovacích
kleští
1. Přepněte síťový vypínač do polohy - O -.
2. Zasuňte zemnicí kabel do kladné proudové zásuvky (+) a zajistěte ho.
3. Připojte druhý konec zemnicího kabelu na svařenec.
1. Přepněte síťový vypínač do polohy - O -.
2. Zasuňte svařovací kabel orbitálních svařovacích kleští do záporné proudové
zásuvky (-) a
otočením doprava jej zajistěte.
3. Orbitální svařovací kleště připojte do přípojky řízení orbitálních svařovacích kleští.
4. Pokud je k dispozici řídicí konektor orbitálních svařovacích kleští, zasuňte jej do
přípojky řízení svařovacího hořáku a zajistěte.
DŮLEŽITÉ! Připojení svařovacího hořáku TIG se rovněž provádí na záporné proudové
zásuvce (-) tak, jak je popsáno v případě orbitálních svařovacích kleští. Řídicí konektor
svařovacího hořáku TIG připojte k přípojce řízení orbitálních svařovacích kleští nebo
k přípojce řízení svařovacího hořáku.
5. Sestavte svařovací hořák (viz návod k obsluze svařovacího hořáku).
Při použití orbitálních svařovacích kleští s integrovanou přípojkou ochranného
plynu:
6. Připojte hadici ochranného plynu k přípojce pro výstup ochranného plynu.
7. Je-li k dispozici, propojte hadici formovacího plynu s přípojkou pro výstup formovacího plynu.
Pouze při použití vodou chlazených orbitálních svařovacích kleští nebo vodou
chlazeného svařovacího hořáku TIG:
8. Vodní přípojky orbitálních svařovacích kleští nebo svařovacího hořáku TIG
připojte k přípojkám pro přívod a odtok vody.
41

Technické údaje
U přístrojů vybavených pro zvláštní napětí platí technické údaje z výkonového štítku.Zvláštní napětí
Svařovací zdroj
Síťové napětí 230 V
Maximální efektivní primární proud (I1eff) 13,2 A
Maximální primární proud (I1max) 22,2 A
Síťové jištění 16 A zpožděný typ
Tolerance síťového napětí -10 / +15 %
Frekvence sítě 50 / 60 Hz
Cos phi (1) 0,99
Doporučený proudový chránič B
Rozsah svařovacího proudu (I2)
TIG 5 – 200 A
Svařovací proud při 10 min / 40 °C (104 °F)
U1 230 V
Svařovací napětí podle normované charakteristiky (U2)
TIG 10,2 – 18,0 V
Napětí naprázdno 44 V
Redukované jmenovité napětí naprázdno (Ur) nelze aplikovat
Špičkové napětí (Up) 9,5 kV
Krytí IP 23
Druh chlazení AF
Kategorie přepětí III
Stupeň znečištění podle IEC 60664 3
Emisní třída EMC A
Certikace S, CE
Rozměry DxŠxV 650 x 290 x 480 mm
Hmotnost 38 kg
Chladič originální Fronius
Hladina akustického výkonu (LWA) ---
35 % 60 % 100%
200 A 145 A 110 A
25.6 x 11.4 x 18.9 in
84 lb
42

A1
Integrovaný
chladicí modul
Chladicí výkon chladicího modulu závisí
- na typu čerpadla
- na okolní teplotě
- na čerpací výšce
- na průtoku Q (l/min)
Průtok Q závisí na délce hadicového vedení, popř. na průměru hadice.
Napájecí napětí 1 x 230 V
Frekvence sítě 50 / 60 Hz
Jištění 16 A zpožděný typ
Odběr proudu 1,3 A
Dodávané množství (Q
max
)
max. 3,0 l/min
Chladicí výkon při 40 °C / 104 °F, 1 l/min 500 W
1706 BTU/h
Čerpací výška max. 30 m
max. 98 ft. 5 in.
Tlak čerpadla max. 4,3 baru
max. 62.37 psi
Typ čerpadla Rotační čerpadlo
Objem chladicího média 1,8 l
Výkonový štítek
www.fronius.com
1~
f2
f1
44 V
U0
IP 23
U
p
9.5 kV
1~
50-60Hz
FPA 3020
Part No.
Ser.No.
f2
f1
X(40°C) 60% 100%
230 V 23 A 14 A16A
IEC 60974-1/-10 Cl.A
5 A / 10.2 V - 200 A / 18.0 V
35%
200
I2
U2
U1
4.3 bar (0.43 MPa)
8,040,098
XXXXXXXX
145 A
15.8 V 14.4 V18.0 V
P1l/min
10 A
I1 effI1 max
500 W
43

44

Režim
45

46

Nabídky s přímou volbou
Princip
Tlačítko F1
Nabídka
„Ochranný plyn
a chlazení“
Pomocí tlačítek na ovládacím panelu lze přímo otevřít jednotlivé nabídky.
Podrobný popis těchto nabídek najdete na následujících stranách.
Pomocí tlačítka F1 lze otevřít uživatelem denovanou funkci. K dispozici jsou následující
funkce:
- Aktivní alarm
- Historie alarmů
- Najet do základní polohy
- Screenshot na USB
- Chlazení ZAP/VYP
Bližší informace k obsazení tlačítka F1 se nachází v nabídce „Setup a systémové parametry“, odstavec: „Uživatelská nastavení“.
Otevřete nabídku pomocí tlačítka „Ochranný plyn a chlazení“.
(1)
(2)
Proveďte následující nastavení:
Ochranný plyn
- GPr:
Doba předfuku ochranného plynu [s]
- GPo:
Doba dofuku ochranného plynu [s]
(4)
Formovací plyn:
- Není form. plyn:
Formovací plyn je deaktivován nebo není připojen.
- S ventilem:
Formovací plyn je řízen společně s ochranným plynem v závislosti na předem
nastavené době předfuku a dofuku ochranného plynu.
- S předfukem:
Pro předfuk a dofuk formovacího plynu platí nastavená doba předfuku a dofuku formovacího plynu.
- Předfuk:
Doba předfuku formovacího plynu [min]
- Dofuk:
Doba dofuku formovacího plynu [min]
Chcete-li provést zkoušku proudění formovacího plynu, klepněte na tlačítko
„Formovací plyn“ (2).
Čerpadlo
- ZAP.
Čerpadlo chladicího média po zapnutí svařovacího zdroje je stále zapnuté
- VYP.
Čerpadlo chladicího média je vypnuté
- AUTO
Čerpadlo chladicího média se zapíná jen v případě potřeby
(3)
- Chcete-li provést zkoušku proudění
ochranného plynu, klepněte na tlačítko
„Zkouška plynu“ (1).
47

Nabídka
„Ochranný plyn
a chlazení“
(pokračování)
DŮLEŽITÉ! Při nastavení „VYP“ v případě, že není připojen žádný svařovací hořák
chlazený plynem, je čerpadlo chladicího média po každém dalším spuštění svařovacího
zdroje v poloze „AUTO“.
Zkouška čerpadla chladicího média
1. V zobrazeném okně (3) vyberte možnost „AUTO“
2. Klepněte na tlačítko (4)
Nabídka „Přenos
dat“
Otevřete nabídku pomocí tlačítka „Přenos dat“
Ukládání všech dat orbitálního systémového řízení na USB ash disk
1. Vyberte symbol šipky (a) směřující
k USB ash disku (b)
2. Klepnutím na tlačítko „OK“ spusťte
ukládání
(d)
(c)
Načítání všech dat z USB ash disku do
orbitálního systémového řízení
1. Vyberte symbol šipky (c) směřující
(e)
(a)
(b)
k orbitálnímu systémovému řízení (d)
2. Klepnutím na tlačítko „OK“ spusťte
ukládání
S / Bez parametrů systému (e): Uloží buď celkové systémové parametry vč. svařovacího programu, nebo jen svařovací program.
Načítání zvoleného svařovacího programu z interní paměti svařovacího zdroje nebo
ukládání na USB ash disk:
1. Vyberte symbol pro svařovací zdroj
(d)
2. V zobrazeném dialogovém okně
zvolte svařovací program, který
chcete přenést. >
3. Svařovací program přeneste do
pracovní paměti svařovacího zdroje
klepnutím na tlačítko „NAHRÁT“.
4. Svařovací program přeneste na USB
ash disk klepnutím na tlačítko „FPA
->USB“.
Načítání zvoleného svařovacího programu z USB ash disku nebo ukládání do interní
paměti svařovacího zdroje:
1. Vyberte symbol pro USB ash disk
(b).
2. V zobrazeném dialogovém okně
zvolte svařovací program, který
chcete přenést. >
3. Svařovací program přeneste do
pracovní paměti svařovacího zdroje
klepnutím na tlačítko „NAHRÁT“.
4. Svařovací program přeneste do
interní paměti zdroje klepnutím na
tlačítko „USB ->FPA“.
48

Nabídka
„Kongurace
tiskárny“
Otevřete nabídku pomocí tlačítka „Kongurace tiskárny“
Proveďte následující zadání:
1. Tisk aktuální hodnoty důležitých
procesních dat
Volitelně
► Bez tisku
► Tiskárna
Tisk na papír pomocí integrované tiskárny
► USB ash disk
Bez tisku na papír, odpovídající
údaje jsou ukládány na USB
ash disk.
► Tiskárna a USB
Tisk na papír a současně uložení
dat na USB ash disk.
Všechny xx stupňů - tisk je prováděn v následujících intervalech úhlů:
- „VYP“ ... bez protokolování
- „5 stupňů“ ... protokolování každých 5°
- „10 stupňů“ ... protokolování každých 10°
- „15 stupňů“ ... protokolování každých 15°
- „20 stupňů“ ... protokolování každých 20°
- „45 stupňů“ ... protokolování každých 45°
a současně pro každý xx. svarový šev v souladu se zadáním „Všechny xx svary“
2. Tisk alarmu
Nastavení je stejné jako v případě tisku aktuální hodnoty, platí však pro tisk hlášení
alarmu
3. Tisk parametru
Nastavení je stejné jako v případě tisku aktuální hodnoty, platí však pro tisk relevantních
procesních parametrů načteného programu.
4. Tisk Start-Stop
Nastavení je stejné jako v případě tisku aktuální hodnoty, platí však pro tisk důležitých údajů pro počátek a konec svařovacího procesu.
DŮLEŽITÉ! Při výměně papíru
- Sejměte kryt tiskárny.
- Vyjměte zbytek papíru.
- Do tepelné sublimační tiskárny vložte vhodnou roli papíru.
- Nasaďte kryt.
49

Nabídka
„Kongurace
tiskárny“
(pokračování)
Příklad tisku aktuálních hodnot na papír:
Příklad tisku aktuálních hodnot v podobě souboru .txt pro USB ash disk:
50

„Kongurace
tiskárny“
(pokračování)
Příklad tisku parametrů na papír:Nabídka
51

Nabídka
„Kongurace
tiskárny“
(pokračování)
Příklad tisku parametrů v podobě souboru .txt pro kartu USB
Příklad tisku alarmu a tisku start-stop na papír
52

Nabídka
„Kongurace
tiskárny“
(pokračování)
Příklad tisku alarmu a tisku start-stop v podobě souboru txt pro kartu USB
Při výběru položky „Tisk Start-Stop“ dochází každou hodinu k tisku vyobrazeného hodinového hlášení.
53

a specických
údajů zařízení
- Otevřete nabídku pomocí tlačítka „i“Zobrazení alarmů
Čísla verzí hlavních skupin
- Chcete-li zobrazit aktuální alarmy,
klepněte na tlačítko „ALARMY“.
Momentálně aktuální alarmy
Mohou to být jak poruchy, tak také chyby
užívání, které ještě nebyly odstraněny.
- Chcete-li zobrazit uložené alarmy,
klepněte na tlačítko „HISTORIE“.
Uložené alarmy s časem a číslem závady
Mohou to být již odstraněné, ale také
ještě neodstraněné poruchy nebo chyby
užívání.
- Pro zobrazení dostupných alarmů
klepněte na tlačítko „KONFIG.“
1. Klepnutím na tlačítko „DALŠÍ“
můžete procházet seznamem
alarmů.
2. Pro návrat k aktuálním alarmům
klepněte na tlačítko „AKTIVNÍ“.
3. Pro návrat k uloženým alarmům
klepněte na tlačítko „HISTORIE“.
54

Zobrazení alarmů
a specických
údajů zařízení
(pokračování)
Pro zobrazení údajů orbitálních
svařovacích kleští klepněte v prvním zobrazeném poli tlačítka „i“ na tlačítko „INFO
HLAVA“.
DŮLEŽITÉ! Zde obsažená pole
nepředstavují žádné ovládací prvky,
slouží pouze k indikaci.
- Min. průměr - minimální průměr svařovaného potrubního spojení [mm]
- Max. průměr - maximální průměr svařovaného potrubního spojení [mm]
- Impulsy na otáčku
- Sync. přepínač - poloha v 1/10 stupně synchronizačního přepínače
Indikace 0 znamená, že není připojen žádný synchronizační přepínač.
Indikace 3600 například znamená, že je koncový spínač namontován na poloze 360°
- Max. rychlost - maximální rychlost rotace [cm/min]
- Úprava rychl. - korekční koecient rychlosti rotace
VYP - bez korekčního koecientu
- Drát - maximální rychlost drátu [cm/min]
Obrázek vlevo ukazuje rozložení pinů
přípojky svařovacího hořáku z čelního
6
7
1
2
3
8
4
pohledu.
Níže uvedená tabulka ukazuje, kterou
číslici obsahuje pole „Hořák připojení“
v závislosti na právě nastavených pinech. Kromě toho tabulka vysvětluje
význam indikace v poli „Hořák připojení“
u svařovacího hořáku a orbitálních
9
5
svařovacích kleští.
Pin Zobrazení Svařovací hořák Up/Down Orbitální svařovací kleště
2 4 Down 2 5 - Alarm zbytkového vzduchu
3 8 Spustit 3 9 - Externí zastavení
4 2 Up -
5 16 Start 5 17 - Externí start
8 1/0* Up/Down -
9 - GND GND
* Při zavření kontaktu pin 8 - pin 9 (=GND) bude hodnota 0
- Svařovací hořák Up/Down: zavřený kontakt
- Orbitální svařovací kleště: otevřený kontakt
55

Zobrazení alarmů
a specických
údajů zařízení
(pokračování)
VAROVÁNÍ!
Chybná obsluha může způsobit závažné zranění a materiální
škody!
Popsané funkce používejte teprve poté, co si přečtete následující dokumenty
a porozumíte jejich obsahu:
- tento návod k obsluze
- všechny návody k obsluze systémových komponent, zejména bezpečnostní
předpisy
VAROVÁNÍ!
Nebezpečí poranění osob a materiálních škod automaticky se rozbíhajícími zařízeními.
Zařízení s automatickým rozběhem mohou způsobit závažná
zranění a materiální škody zachycením, vtažením nebo přiskřípnutím částí těla.
- Kromě tohoto návodu k obsluze je nutné dodržovat také bezpečnostní předpisy výrobce robota a svařovacího systému.
- Pro vaši osobní bezpečnost se přesvědčte, že jsou splněna veškerá
bezpečnostní opatření v pracovní oblasti orbitálních svařovacích kleští a že
potrvají po celou dobu vašeho pobytu v této oblasti!
Na následujícím obrázku je uvedeno možné uspořádání tlačítek na orbitálních
svařovacích kleštích s údajem, které piny tím budou řízeny a jaké číslo se zobrazí v indikaci.
(1) (2) (3) (4)
Ovládací prvky orbitálních svařovacích kleští
Č. Funkce
(1) Tlačítko Stop/Test
- Pro okamžité zastavení
svařovacího procesu.
- Zkouška plynu: podržte stisknuté 2 sekundy.
(2) Tlačítko rotace
Svařovací hořák rotuje
v nastaveném směru otáčení.
(3) Tlačítko Start/Stop
Pro spuštění a zastavení
svařovacího procesu.
(4) Kontrolka LED koncového
spínače
Koncový spínač pro polohu 360
stupňů.
56

Hlavní nabídka
Bezpečnost
Zadání hesla V případě, že je v nabídce „Setup a systémové parametry“ přednastavené zadání hesla,
dojde při každém zapnutí svařovacího zdroje k vyslání požadavku na zadání platného
hesla.
VAROVÁNÍ!
Nebezpečí ohrožení elektrickým napětím.
Jakmile je síťový vypínač přepnut do polohy - I -, wolframová elektroda orbitálních svařovacích kleští je pod napětím.
- Dbejte, aby se žádná osoba nedotkla wolframové elektrody.
- Dbejte, aby se wolframová elektroda nedotýkala žádné elektricky vodivé
součásti nebo součásti pod napětím (kryt apod.).
1. Přepněte síťový vypínač do polohy
ON.
2. Zobrazí se okno s požadavkem na
zadání hesla.
3. Klepněte na plochu (1).
(1)
DŮLEŽITÉ! Při stisku tlačítka „STORNO“ (2) se svařovací zdroj nachází ve
stavu „zablokováno“ a je podporován
(2)
pouze vlastní svařovací provoz. Změny
nastavení nelze provádět.
4. Zobrazí se klávesnice se symboly.
5. Zadejte heslo a potvrďte je klepnutím na tlačítko ENTER (3).
DŮLEŽITÉ! Standardně je heslo
nastaveno na „.“(tečka). V případě, že
standardní heslo bylo změněno a nové
(3)
Pomocí tlačítka „STORNO“ jsou dostupné pouze následující funkce:
- nabídka „Setup a systémové parametry“, avšak pouze pro přihlášení,
- nabídka svařování,
- načítání programů z pracovní paměti svařovacího zdroje nebo USB ash disku,
- tisk procesních dat.
není známo, není přihlášení pomocí
„.“(tečka) možné.
57

Okno výběru
(6)
(5)
(4)
(3)
Okno výběru nabízí následující nabídky:
(1) Nastavení parametrů
(2) Setup a systémové parametry
(3) Synergie (charakteristika)
(4) Svařování
(5) Orbitální svařovací kleště / ruční svařovací hořák
DŮLEŽITÉ! V případě, že je místo orbitálních svařovacích kleští zvolen svařovací
hořák TIG, vypadá symbol (5) takto:
(1)
(2)
(6) Aktuálně zvolené orbitální svařovací kleště nebo ruční svařovací hořák
Podrobný popis nabídek najdete v následujících kapitolách.
58

Nabídka Orbitální svařovací kleště
Otevření nabídky
„Orbitální
svařovací kleště“
Volba typu
orbitálních
svařovacích
kleští
(c)
Pro výběr orbitálních svařovacích kleští nebo svařovacího hořáku
otevřete nabídku Orbitální svařovací kleště.
Zvolte požadovaný typ orbitálních
svařovacích kleští:
(a)
(b)
(a) Orbitální svařovací kleště pro spoje
trubka-dno
(b) Zavřené orbitální svařovací
kleště
(c) Ruční svařovací hořák
Další informace o výběru orbitálních svařovacích kleští najdete v odstavci „Výběr
typového označení orbitálních svařovacích
kleští a podavače drátu“.
Informace o výběru ručního svařovacího
hořáku najdete v odstavci „Výběr typu
ručního svařovacího hořáku“.
Výběr
typového
označení
orbitálních
svařovacích
kleští a podavače
drátu
Informace o výběru ručního svařovacího hořáku najdete v kapitole „Výběr typu ručního
svařovacího hořáku“.
1. Zvolte požadovaný typ orbitálních
svařovacích kleští.
2. Je-li k dispozici, zvolte použitý
podavač drátu:
- Bez drátu,
- KD 4000 (podavač studeného
drátu pro externí drát).
3. - Stisknutím tlačítka „ZPĚT“
se vraťte k výběru orbitálních
svařovacích kleští.
nebo
- pomocí tlačítka „Menu“ se vraťte
do hlavní nabídky.
59

Výběr typu
ručního
svařovacího
hořáku
1. U svařovacích hořáků chlazených
plynem otevřete položku „RUČNÍ
HOŘÁK VZDUCH“.
2. U svařovacích hořáků chlazených
vodou zvolte položku „RUČNÍ
HOŘÁK VODA“.
3. DŮLEŽITÉ! Pro svařovací hořáky
chlazené plynem nebo vodou:
- Chlazení plynem: Standardní
nastavení čerpadla chladicího
média je „VYP“.
- Chlazení vodou: Standardní
nastavení čerpadla chladicího
média je „AUTO“.
4. - Stisknutím tlačítka „ZPĚT“ se vraťte k výběru orbitálních svařovacích kleští.
nebo
- pomocí tlačítka „Menu“ se vraťte do hlavní nabídky.
60

Synergie
Otevření nabídky
„Synergie“
Princip V synergickém provozu postačuje pro obloukový proces zadání několika málo
všeobecně známých nastavení. Svařovací zdroj na základě těchto údajů vypočítá
všechna ostatní nastavení pro optimální výsledek svařování.
Zadání parametrů
Otevřete nabídku „Synergie“.
Proveďte následující zadání:
1. Typ základního materiálu:
- CrNi
- Ocel
- Titan
- Al
2. PLYN – ochranný plyn
- argon
3. Síla stěny
Síla stěny potrubního spojení [mm]
4. Průměr
Vnější průměr potrubního spojení [mm]
5. Potvrďte nastavení pomocí tlačítka OK.
Proběhne výpočet parametrů.
DŮLEŽITÉ! Pro nastavení programu bodování klepněte na tlačítko „BODOV.PR.“.
61

Parametry
bodovacího
programu
V dialogovém okně „Bodovací program“
jsou následující možností volby:
- Body
Vyp.: stehování deaktivováno
1 .... 20: počet bodů stehování
- Čas bodování:
doba svařování jednoho bodu [s]
- Pozice 1. bodu:
pozice prvního bodu stehování
[stupeň]
- Předfuk bodování:
předfuk ochranného plynu před bodováním
- Proud bodování:
svařovací proud pro bodování
- Dofuk bodování:
dofuk ochranného plynu pro bodování
DŮLEŽITÉ! U uzavřených orbitálních svařovacích kleští probíhá předfuk a dofuk ochranného plynu pouze u prvního a posledního bodu.
62

Setup a systémové parametry
Otevření
nabídky „Setup
a systémové
parametry“
Princip
Otevření
nastavení
„OBSLUHA“
Otevření nabídky Setup a systémové parametry
Podrobný popis nabídek se nachází v následujících kapitolách.
Nabídka „Setup a systémové parametry“ umožňuje specické přizpůsobení svařovacího
zdroje a orbitálních svařovacích kleští.
1. V okně „Zapalovací parametry“
klepněte na tlačítko „OBSLUHA“.
2. Zobrazí se dialogové okno pro specická nastavení.
Práva uživatele
Chcete-li změnit jméno uživatele:
- Klepnutím na pole (1) otevřete klávesnici se symboly, pomocí které můžete
(1)
(3)
(4)
(5)
Zadejte práva uživatele:
1. Klepněte na pole (2) a zvolte jednu z následujících možností:
- UZAVŘENO ... Svařovací zdroj se od tohoto okamžiku nachází ve stavu
„zablokováno“, podporován je pouze vlastní svařování. Změny nastavení nelze
provádět.
- ZÁKLADNÍ ... Uživatel nemá žádná práva a svařovací parametry smí měnit
pouze v přípustných mezích.
- ULOŽIT ... Uživatel smí také ukládat svařovací parametry, které změnil.
- PAR. HLEDAT ... Uživatel rovněž smí měnit parametry i nad rámec
předdenovaných mezí.
- ADMIN ... Uživatel také smí resetovat parametry svařování a nastavovat parametry v nabídce Setup a systémové parametry.
(2)
změnit uživatelské jméno.
Chcete-li změnit heslo:
- Klepnutím na pole (2) otevřete klávesnici se symboly, pomocí které můžete
změnit heslo.
63

Práva uživatele
(pokračování)
2. V případě nutnosti pomocí tlačítka „SMAZAT UŽIVATELE“ (4) vraťte nastavení do
původního stavu.
3. Pomocí tlačítka „Uživ -“ a „Uživ +“ (5) otevřete nastavení pro další uživatele.
4. Pomocí tlačítka „ZPĚT“ se vraťte do okna „Uživatelé“.
5. V okně „Uživatelé“ otevřete pomocí tlačítka „>>“ okno pro uživatelsky specická
nastavení.
Změna hesla
1. Klepněte na tlačítko ZMĚNA HESLA
(1).
Zobrazí se požadavek na zadání
nového hesla.
(1)
2. Klepněte na plochu (2). Zobrazí se
klávesnice se symboly pro zadání
nového hesla.
(2)
64

Přihlášení jiného
uživatele a změna
hesla
Přihlášení jiného, již uloženého uživatele
pod jeho jménem se provádí klepnutím
na tlačítko „Uživatel ++“.
Chcete-li změnit heslo takto
přihlášeného uživatele:
1. Klepněte na tlačítko (1).
(1)
(3)
2. Bližší informace naleznete v odstavci „Změna hesla“.
(2)
Zadání práv pro uživatele:
3. Klepněte na tlačítko „Editovat uživatele“ (2).
4. Bližší informace naleznete v odstavci „Práva uživatele“.
DŮLEŽITÉ! Zadávání uživatelských práv smí provádět pouze administrátor.
V případě změny údajů uživatele není pozdější přihlášení pod původními údaji
možné.
Ochrana svařovacího zdroje před změnami parametrů:
5. Klepněte na symbol visacího zámku (3). Svařovací zdroj se uzamkne.
DŮLEŽITÉ! Svařovací zdroj se od tohoto okamžiku nachází ve stavu „zablokováno“. Podporováno je pouze vlastní svařování. Změny nastavení nelze provádět.
Odemknutí svařovacího zdroje
6. Znovu klepněte na symbol visacího zámku (3).
7. Klepněte na požadavek na zadání hesla a pomocí klávesnice se symboly zadejte
heslo.
Uživatelsky
specická
nastavení
8. Pomocí tlačítka „>>“ otevřete nastavení pro uživatelsky specická nastavení.
Proveďte následující zadání:
1. Výběr jazyka
Vyberte jazyk pro nabídku funkcí.
2. F1
Výběr uživatelsky denované funkce tlačítka F1.
3. F2
Výběr uživatelsky denované funkce tlačítka F2 dálkového ovládání.
4. Pro tlačítka s uživatelsky denovanými funkcemi jsou k dispozici následující
funkce:
- Bez funkce
- Aktivní alarm
- Historie alarmů
- Najet do základní polohy
- Screenshot na USB
- Chlazení ZAP/VYP
- Načtení dalšího programu
65

Uživatelsky
specická
nastavení
(pokračování)
5. Převzít
Před přepsání dat se při výběru „S potvrzením“ zobrazí
bezpečnostní dotaz.
6. Pomocí tlačítka „>>“ otevřete nastavení jasu a kontrastu.
Jas a kontrast
1. Pomocí tlačítek (1) a (2) nastavte
(1)
jas a kontrast dotykové obrazovky.
2. Ve vstupní oblasti (3) proveďte
následující nastavení:
(2)
(3)
Číselné hodnoty zadání odpovídají pořadí řádku s barevnými políčky vlevo. Příklad:
- „0“ znamená černá
- „16“ znamená bílá
Pozadí: Obecná barva pozadí
Zadání: Barva písma a pozadí zvolených textů při stisknutém zadávacím
kolečku
Výběr: Barva písma a pozadí textů během výběru
Text: Barva písma a pozadí textů všeobecně
Pole: Barva písma a pozadí textů jako textových polí
Zapalovací
parametry
DŮLEŽITÉ! „Fg“ představuje vždy barvu písma v popředí, „Bg“ barvu plochy pozadí.
V případě potřeby navraťte zobrazení do továrního nastavení pomocí tlačítka „DEFAULT“.
Proveďte následující zadání:
1. Obrácená polarita
Reverse Polarity Ignition – zapalování s obrácenou polaritou
- ZAP.: aktivovat
- VYP.: deaktivovat
2. tAC-Tacking – pulzní zapálení
Pulzní zapálení se automaticky
aktivuje v případě volby programu
stehování.
DŮLEŽITÉ! Bližší informace k programu bodování naleznete v kapitole „Synergie“.
► 0,1 - 9,9: Doba pulzního svařovacího proudu na počátku svařovacího procesu [s]
- ZAP.: aktivovat
- VYP.: deaktivovat
DŮLEŽITÉ! Funkce stehování je k dispozici pouze pro svařovací postup „Svařování TIG
DC“.
66

Zapalovací
parametry
(pokračování)
3. Chyba zapálení
Doba do vypnutí v případě, že nedojde k zapálení [s].
Pro opětovný pokus o zapálení je zapotřebí nový start svařování.
4. Odtržení oblouku
Doba do vypnutí po odtržení oblouku [s].
V případě reakce funkce odtržení oblouku vyčistěte povrch svařence a zopakujte
start svařování.
5. HF - ČAS [s]
- Doba trvání impulzů vysokého napětí pro zapálení s vysokým napětím
- Ext-HF: Zapálení s vysokým napětím s externím zdrojem napětí
- NO HF: Zapálení s vysokým napětím deaktivováno
6. Pomocí tlačítka „>>“ otevřete okno „Sváření AC“.
Sváření AC
Proveďte následující zadání:
1. Provozní režim
- AC
- DC-
2. Průměr elektrody
Průměr wolframové elektrody [mm].
3. Poz. vlna
Pro svařování AC: Druh proudu
pozitivní půlvlny
- Trojúhelník
4. Neg. vlna
Pro svařování AC: Druh proudu negativní půlvlny
- Trojúhelník: trojúhelníkový průběh
- Sinus: sinusový průběh (standardní nastavení pro tichý a stabilní oblouk)
- Soft obdélník: obdélníkový průběh se sníženou strmostí hran, pro sníženou
hlučnost oproti obdélníkovému průběhu
- Obdélník: čistě obdélníkový průběh (stabilní, ale hlučný svařovací oblouk)
5. Kalota
Pomocí tlačítka KALOTA aktivujte tvorbu kaloty.
Automatická tvorba kaloty na začátku svaru zajišťuje vytvoření optimální kaloty.
Samostatné vytvoření kaloty na pokusném svařenci není nutné.
DŮLEŽITÉ! Při dalším svaru už není zapotřebí vytvářet novou kalotu. Po
vytvoření kaloty se tvorba kaloty pro každý další začátek svaru deaktivuje.
6. Pomocí tlačítka „>>“ otevřete okno „Přestavení hodnot“
67

Přestavení
hodnot
Následující hodnoty nastavení umožňují
jak zadání šíře kroku, tak také maximální
hodnoty:
1. Svařovací proud [A]
2. Rychlost rotace
Rychlost otáčení orbitálních svařovacích kleští [cm/min].
3. Rychlost drátu
Rychlost drátu [cm/min].
4. Pomocí tlačítka „>>“ otevřete okno
„Další parametry“.
DŮLEŽITÉ! Hodnoty nejsou aktivní, pokud jsou vybrána práva uživatele „PAR. HLEDAT“
a „ADMIN“. Bližší informace k uživatelským nastavením najdete v odstavci „Uživatelská
nastavení“.
Další parametry
Proveďte následující zadání:
1. Čas zatmavení
Doba do vypnutí podsvícení dotykové obrazovky po posledním provedeném kroku obsluhy [min:s].
Při nastavené možnosti Vyp. se
podsvícení dotykové obrazovky
vypne po dvou hodinách.
(a)
2. Číslo svaru
Zadání čísla pro právě aktivní svarový šev.
3. Zadání hesla / start
► Otevřeno
Po zapnutí svařovacího zdroje dojde k automatickému přihlášení posledního
přihlášeného uživatele bez zadání hesla.
► PW VLOŽIT
Po zapnutí svařovacího zdroje se zobrazí požadavek na zadání hesla.
► UZAVŘENO
Po zapnutí svařovacího zdroje se nezobrazí požadavek na zadání hesla.
Svařovací zdroj se okamžitě nachází ve stavu „zablokováno“ a je podporováno
pouze vlastní svařování. Změny nastavení nelze provádět. Informace pro
odemknutí naleznete v odstavci „Přihlášení jiného uživatele a změna hesla“.
4. Auto Reset Energie
- Pokud je funkce „Auto Reset Energie“ aktivní, energie při spuštění nového
svařování se automaticky smaže.
- Pokud je funkce „Auto Reset Energie“ neaktivní, je třeba energii (obr. 300)
po svařování ručně smazat pomocí tlačítka Stop > tak je možné realizovat
několikavrstvá svařování s různými programy.
Pole „Fronius Automation“ (a)
5.
Po klepnutí na pole (a) se zobrazí klávesnice se symboly pro zadání textu.
Pomocí tlačítka „OTÁČENÍ“ otevřete okno s parametry otáčení a rychlosti svařo-
6.
vání.
68

Směr svařování
a podávání drátu
Proveďte následující zadání:
1. Směr svařování
Ve směru hod. ruček: ve směru
hodinových ručiček,
Proti hod.ručkám: proti směru hodinových ručiček.
DŮLEŽITÉ! Svařování proti směru hodi-
nových ručiček podporují pouze uzavřené svařovací kleště bez přívodu drátu.
2. Rychlost ručně
Rychlost svařování v manuálním
provozu [cm/min].
3. Zrychlené otáčení
Rychlost svařování při rychloposuvu [v % maximální rychlosti svařování orbitálních kleští].
4. Úprava dráhy
Slouží pro přizpůsobení dráhy mezi zobrazenou a fyzikální polohou.
5. Indukčnost svařovacího okruhu
Zobrazení zjištěných hodnot po provedeném měření.
6. Odpor svařovacího okruhu
Zobrazení zjištěných hodnot po provedeném měření.
Start R-L měření
Zavedení drátu
Pomocí tlačítka „Start R-L MĚŘENÍ“
otevřete okno nabídky:
1. Start
Bude provedeno automatické měření odporu a indukčnosti svařovacího
obvodu. Výsledek se automaticky
vloží do zobrazení.
2. Zrušit
Měření se přeruší a okno se zavře.
Pomocí tlačítka „DRÁT“ otevřete
nastavení pro zavedení drátu.
Proveďte následující zadání:
1. Rychlost drátu
Počáteční rychlost při
zavádění drátu [cm/min].
2. Čas startu drátu
Doba do přechodu od náběhové
rychlosti do rychloposuvu.
3. Zrychlený posuv drátu
Rychlost drátu při zrychleném posuvu [cm/min].
4. Čas náběhu drátu
Přechod z počáteční rychlosti drátu na rychloposuv je plynulý a je označován jako
náběh. Dobu přechodu lze nastavit zde.
5. Pomocí tlačítka „ČAS“ otevřete nastavení data, času a kalibrace dotykové obrazovky.
69

Datum, čas
a kalibrace
dotykové
obrazovky
Chcete-li například synchronizovat hodiny
s časovým signálem, proveďte následující
zadání v okně „Uložit čas“:
- Rok
- Měsíc
- Den
- Hodiny
- Minuty
- Sekundy
Chcete-li nastavený čas převzít, klepněte
na tlačítko „Nastavit hod.“
Kalibrace dotykové obrazovky:
1. Klepněte na tlačítko „Kalibrovat“.
2. Klepněte přesně na zaměřovací kříž.
3. Tento postup opakujte tak dlouho, než se opět zobrazí okno „Uložit čas“.
4. Pomocí tlačítka „SETUP“ se vraťte do nabídky Setup.
70

Nastavení parametrů
Otevření nabídky
„Nastavení
parametrů“
Princip
Parametry
průběhu proudu
pro ruční
svařovací hořák
TIG
Otevřete nabídku „Nastavení parametrů“.
Nastavení parametrů umožňuje zadání nebo opravu nejdůležitějších
parametrů pro orbitální svařovací proces.
Existují následující možnosti:
Druh provozu
režim 2takt
režim 4takt
Pulzní provoz
pulzní obloukové svařování Zap/Vyp
I-P ... Pulzní proud [A]
t-P ... Čas pulzního proudu [ms]
I-G ... Základní proud [A]
t-G ... Čas základního proudu [ms]
Klepněte na tlačítko „Strana 2“, otevře se
dialogové okno pro další nastavení.
Indikace při provozním režimu 2takt
DŮLEŽITÉ! V případě, že byl v předchozím okně nastaven provozní režim „2takt“, platí
levé dialogové okno. Pro provozní režim „ 4takt“ platí pravé dialogové okno.
I-S startovací proud [A]
t-S čas startovacího proudu [s]
UPS čas pro UpSlope [s]
dSL čas pro Down Slope [s]
I-E závěrný proud [A]
t-E čas závěrného proudu [s]
Snížení proudu snížení proudu během svařování [A]
Množství plynu množství plynu za minutu [l/m]
Indikace při provozním režimu 4takt
71

Parametry
průběhu proudu
orbitálních
svařovacích
kleští
Proveďte následující zadání:
1. Dráha [stupně]
(a)
2. Průměr
Vnější průměr potrubního spojení
[mm].
3. Offset [stupně]
Posunutí nulového bodu.
Ovlivňuje pouze optické zobrazení
(b)
dráhy svařování, ale nemá vliv na
svařování.
DŮLEŽITÉ! Zadání hodnoty vyšší než 360° znamená překrytí svarového švu na konci
svařování.
4. I-S startovací proud [A]
5. t-S čas startovacího proudu [s]
6. UPS čas pro UpSlope [s]
7. Hlavní proud nastavte výběrem pole (a) nebo (b).
DŮLEŽITÉ! Bližší informace pro nastavení hlavního proudu naleznete v následující kapitole „Parametry pulzu a rychlosti svařování“.
8. dSL čas pro Down Slope [s]
Závisí na nastavené hodnotě „Doběh do klidu“, kterou je možné nastavit až do
hodnoty minimálního času zadaného systémem.
9. I-E závěrný proud [A]
10. t-E čas závěrného proudu [s]
Parametry pulzů
a rychlosti
svařování
Okno umožňuje rozdělení svařovací dráhy
na více segmentů. Pro každý z těchto
segmentů lze jednotlivě nastavit dále
(b)
uvedené parametry týkající se pulzu a
(a)
rychlosti svařování.
Při založení více segmentů postupujte takto:
1. V zadávacím poli „Dráha seg.“ určete dráhu segmentu, která musí být kratší než
aktuální dráha svařování
2. Automaticky dojde k založení dalšího segmentu, který pokrývá zbytek dráhy až po
úplný konec dráhy svařování.
3. Pomocí tlačítek se šipkami „<<“ a „>>“ přejděte na nový segment.
DŮLEŽITÉ! Číslice (a) ukazuje počet momentálně založených segmentů. Číslice (b)
ukazuje aktuální segment. Počet segmentů smí být maximálně 10.
4. V případě snížení hodnoty pro tento segment vznikne opět nový segment, který
dosahuje až na konec dráhy svařování.
5. Tento postup opakujte tak dlouho, dokud nedosáhnete požadovaného počtu
segmentů.
72

Parametry pulzů
a rychlosti
svařování
(pokračování)
6. V případě potřeby ještě jednou upravte dráhu každého segmentu. Pro segmenty
lze jednotlivě nastavit následující parametry:
- I-P: Pulzní proud [A]
- t-P: Čas pulzního proudu [ms]
- I-G: Základní proud [A]
- t-G: Čas základního proudu [ms]
- v-svař.: Rychlost svařování [cm/min]
- Slope: Segment času poklesu [sek]
7. Pomocí tlačítka „ZPĚT“ se vraťte k ostatním parametrům průběhu proudu.
8. Po kompletním zadání parametrů „BODU STARTU“ pro průběh proudu otevřete
okno pro nastavení bodu startu pomocí tlačítka „BOD STARTU“.
Parametry pro
bod startu
Proveďte následující zadání:
1. NAVINUTÍ
Pro navinutí hadicového vedení
u otevřených orbitálních svařovacích kleští s přívodem drátu
► NEAKTIVNÍ
Orbitální svařovací kleště
nenajíždí na žádný bod startu.
► AKTIVNÍ
Orbitální svařovací kleště
najíždí na bod startu denovaný pomocí parametru „Dráha
svinutí“.
► AUTOSTART
Orbitální svařovací kleště
najíždí na bod startu a ihned
automaticky spustí svařovací
proces.
2. Dráha svinutí [stupně]
Dráha svinutí hadicového vedení proti směru hodinových ručiček, ve stupních vůči
obratišti.
3. Zpoždění startu [s]
Čas od spuštění svařovacího proudu až po začátek pohybu drátu orbitálních
svařovacích kleští.
4. Doběh do klidu [stupně]
Plynulý pokles rychlosti svařování, dodatečně k již nastavenému poklesu
svařovacího proudu Down Slope:
- Nastavená hodnota přímo ovlivňuje dSL (čas pro Down Slope).
5. v-SYNCHRON
Pro denování chování orbitálních svařovacích kleští během fáze pulzního prou-
du.
- POMALU ... Pojezd orbitálních svařovacích kleští se sníženou rychlostí.
DŮLEŽITÉ! Tato rychlost je určena systémem a nelze ji změnit.
- RYCHLE ... Pojezd orbitálních svařovacích kleští nastavenou rychlostí
svařování „v-svař.“.
- NEAKTIVNÍ ... Synchronní provoz deaktivován. Orbitální svařovací kleště
jedou stále (fáze pulzního i základního proudu) nastavenou rychlostí
svařování „v-svař.“.
73

Parametry pro
bod startu
(pokračování)
6. NÁVRAT ZPĚT
► CHYBÍ
► S NÁVRATEM ZPĚT
Orbitální svařovací kleště se po ukončení svařování vrátí do startovní polohy.
► ES-360
Pro uzavřené svařovací kleště bez externího přívodu drátu. Orbitální svařovací
kleště se po ukončení svařování vrátí ke koncovému spínači.
► X-360
Orbitální svařovací kleště se po ukončení svařování vrátí nejkratší cestou na
start a nastaví úhel pro dráhu svařování na nulu.
► NASTAVIT NULU
Nastavení úhlu pro dráhu svařování na nulu v místě ukončení svařování
a současné určení bodu startu pro další svařování.
7. Pomocí tlačítka „ENERGIE“ se vraťte k parametrům průběhu proudu.
DŮLEŽITÉ! Bližší informace pro nastavení naleznete v následující kapitole „Parametry energie“.
8. Pomocí tlačítka „ZPĚT“ se vraťte k parametrům průběhu proudu.
Parametry
energie
Proveďte následující zadání:
1. Kvalikovaná Energie
Zadání požadované hodnoty, ze
které se vypočtou meze. Zadání
hodnoty „0“ deaktivuje analýzu
energie.
2. Minusová tolerance %
Zadání dolní meze v procentech
požadované hodnoty (požadované
energie). Rozsah nastavení: 0 až
30 %
3. Minusová tolerance kJ
Zadání dolní meze v kilojoulech [kJ]
požadované hodnoty (požadované
energie).
4. Plusová tolerance %
Zadání dolní meze v procentech požadované hodnoty (požadované energie).
Rozsah nastavení: 0 až 30 %
5. Plusová tolerance kJ
Zadání dolní meze v kilojoulech [kJ] požadované hodnoty (požadované energie).
6. Korekce energie
Korekční koecient pro vstup energie svařování v [%].
Příklad použití:
Vložená korekce energie: -10 %
Interní změřená energie: 100 kJ
Výsledek měření: 90 kJ
7. Tisk Energie
NEAKTIVNÍ ... Tisk parametru a aktuální hodnoty bez parametru energie svařování
AKTIVNÍ ... Tisk parametru a aktuální hodnoty s parametrem energie svařování
74

Vyvolání
parametrů
podávání drátu
nebo parametrů
svařování AC
DŮLEŽITÉ! Pokud byl namísto orbitálních svařovacích kleští připojen ruční svařovací
hořák TIG, příslušná zobrazená okna se od následujících obrázků mírně liší. Parametry
jsou však podobné.
1. Výběrem pole (a) znovu otevřete
nastavení hlavního proudu.
(a)
DŮLEŽITÉ! V závislosti na dostupných funkcích se může namísto tlačítka
„VÝKON“ zobrazit také některé z následujících tlačítek:
- „DRÁT - parametry podávání drátu“
- „AC - parametry svařování AC“
Parametry
podávání drátu
Proveďte následující zadání:
1. Výběr segmentu
přecházení pomocí tlačítek „<<“ a
„>>“
2. Start drátu (Slope)
Doba zpoždění od spuštění
svařovacího proudu po začátek
podávání drátu [s].
3. v-puls
Rychlost drátu během fáze pulzu
[cm/min].
4. v-zákl.
Rychlost drátu během fáze základního proudu [cm/min].
5. Stop drátu
Dráha zpoždění od konce hlavního proudu do zastavení drátu [stupně].
Závisí na nastavené hodnotě „dSL“ (čas Down Slope) a na „Doběhu do klidu“.
6. Čas způsob
Úsek zatažení drátu po skončení hlavního proudu.
7. V případě potřeby pomocí tlačítka „Další“ otevřete okno pro nastavení parametrů
AC.
75

Parametry pro
svařování AC
Proveďte následující zadání:
1. Frekvence AC [Hz]
SYNC k síťové synchronizaci dvou
svařovacích zdrojů pro oboustranné
současné svařování.
2. Vyvážení AC
-5: nejvyšší odtavný výkon, nejnižší
čisticí účinek
+5: nejvyšší čisticí účinek, nejnižší
odtavný výkon
3. Pomocí tlačítka „VÝKON“ znovu otevřete nastavení hlavního proudu.
Pomocí tlačítka „ZPĚT“ se vraťte k parametrům průběhu proudu.
4. V jednom z výše uvedených oken otevřete pomocí tlačítka „ULOŽIT“ okno „Uložit
parametry“.
Ukládání
parametrů
Následné
programy
Zadání názvu pro uložení předem zvolených parametrů v podobě svařovacího
programu.
► Po klepnutí na tlačítko „JMÉNO=“ se
zobrazí tlačítka, která umožní sestavení názvu z jednotlivých procesních
údajů.
(a)
DŮLEŽITÉ! Po výběru pruhu (a) se zobrazí klávesnice se symboly, pomocí níž můžete
vytvořit název programu a rovněž smazat nebo změnit text.
Jako následné programy jsou označovány svařovací programy, které vytváří spojení
s původními svařovacími programy.
Je zapotřebí dbát, aby všechny svařovací programy pocházely ze stejné skupiny. Prokládání programů z různých skupin není v zásadě možné. Programy rovněž ztratí své
propojení v okamžiku, kdy jsou uloženy do nové skupiny.
(a)
(b)
Postup
Na základě zobrazeného svařovacího
programu (a) lze pomocí tlačítka „Vybrat“
(b) zvolit a propojit další programy.
76

Následné
programy
(pokračování)
Po klepnutí na tlačítko „Vybrat“ se otevře
obrazovka s tou skupinou, která obsahuje
původní svařovací program. Zde lze volit
následné programy (c).
(c)
(f)
(e)
(d)
(g) (h)
Zvolené následné programy se zobrazují
pod původním programem (d).
Pro navigaci mezi programy tiskněte
tlačítka << resp. >> (e).
Po zvolení všech programů lze propojení
provést dvěma způsoby. Nejprve klepněte
na tlačítko „START.BOD“ (f). Na obrazovce „Pozice“ lze pomocí možnosti nastavení funkce „NÁVRAT ZPĚT“ (g) ovlivnit
chování následných programů.
Program 1
Program 1
Varianta 1
Program 2
Varianta 2
Program 2
Program 3
Program 3
77
Varianta 1:
Návrat zpět „Není“ (h)
V tomto režimu jsou všechny zvolené programy spojeny do jediného programu.
Varianta 2:
NÁVRAT ZPĚT „........“ Libovolný režim,
s výjimkou „Není“ (h)
V tomto režimu jsou všechny zvolené
programy otevírány postupně. Zastavení svařování mezi programy, opětovné
spuštění svařovacího procesu a všechny
potřebné pohyby, jako je otočení hadicového vedení, probíhají automaticky.

Orbitální svařování a svařování TIG
Bezpečnost
Otevření nabídky
„Svařování“
NEBEZPEČÍ!
Ohrožení života v důsledku nebezpečného elektrického napětí.
Úraz elektrickým proudem může být smrtelný! Připojení přístroje k elektrické síti
během instalace představuje závažné ohrožení osob a majetku. Všechny práce
na přístroji provádějte pouze za těchto podmínek:
- síťový vypínač je v poloze O,
- přístroj je odpojen od elektrické sítě.
VAROVÁNÍ!
Chybná obsluha může způsobit závažné zranění a materiální
škody!
Popsané funkce používejte teprve poté, co si přečtete následující dokumenty
a porozumíte jejich obsahu:
- tento návod k obsluze
- všechny návody k obsluze systémových komponent, zejména bezpečnostní
předpisy
VAROVÁNÍ!
Nebezpečí ohrožení elektrickým napětím.
Jakmile je síťový vypínač přepnut do polohy - I -, wolframová elektroda orbitálních svařovacích kleští je pod napětím.
- Dbejte, aby se žádná osoba nedotkla wolframové elektrody.
- Dbejte, aby se wolframová elektroda nedotýkala žádné elektricky vodivé
součásti nebo součásti pod napětím (kryt apod.).
Řízení
a monitorování
svařovacího
procesu
Otevřete nabídku „Svařování“. Zobrazí se první okno stavu
svařovacího procesu.
VAROVÁNÍ!
Nebezpečí poranění osob a materiálních škod automaticky se rozbíhajícími zařízeními.
Zařízení s automatickým rozběhem mohou způsobit závažná
zranění a materiální škody zachycením, vtažením nebo přiskřípnutím částí těla.
- Kromě tohoto návodu k obsluze je nutné dodržovat také bezpečnostní předpisy výrobce robota a svařovacího systému.
- Pro vaši osobní bezpečnost se přesvědčte, že jsou splněna veškerá
bezpečnostní opatření v pracovní oblasti orbitálních svařovacích kleští a že
potrvají po celou dobu vašeho pobytu v této oblasti!
78

Řízení
a monitorování
svařovacího
procesu
(pokračování)
1. START
spustí svařovací proces.
(e)
2. STOP
ukončí svařovací proces s funkcí
Down Slope.
DŮLEŽITÉ! V případě potřeby
(c)
(a)
(b)
(d)
okamžitého přerušení svařovacího procesu z bezpečnostních důvodů, postupujte následovně: Klepněte na tlačítko
„PŘERUŠENÍ“, svařovací proces se
ihned zastaví bez funkce Down Slope.
Dofuk ochranného plynu zůstane zachován.
DŮLEŽITÉ! V případě hlášení „Není připraveno“: Klepněte na hlášení „Není připraveno“
a zobrazí se stav, který není v pořádku.
Zobrazí se následující parametry:
Celkový čas: Doba od počátku aktuálního svařovacího programu [min].
Sektor. čas: Aktuální doba aktuálního úseku svařování [min].
DŮLEŽITÉ! Nový úsek svařování začíná po každé události -
např. předfuku plynu nebo nájezdu na bod startu.
Pozice: Pozice elektrody [stupně]
v-svařování: Rychlost svařování [cm/min]
Zobrazí se následující pole zobrazení:
(a) Zobrazení aktuálního svařovacího proudu [A]
(b) Zobrazení aktuálního svařovacího napětí [V]
(c) Číslo svaru
DŮLEŽITÉ! Číslo svaru představuje rovněž část názvu souboru
při záznamu aktuálních hodnot. V případě, že je číslo svaru ozna-
čeno oranžově, představuje zobrazená hodnota číslo aktuálně
svařovaného bodu stehování.
(d) Vnos energie [kJ]
Pomocí tlačítka (d) otevřete okno „Stav svařovacího procesu“.
Stav vnosu
energie
Zelené zobrazení: Dodaná svařovací
energie se pohybuje mezi nastavenými
mezními hodnotami.
Červené zobrazení: Dodaná svařovací
energie se pohybuje nad nebo pod
nastavenými mezními hodnotami.
Stisknete-li 2x tlačítko STOP na dálkovém ovladači, hodnota bude resetována.
79

Stav svařovacího
procesu
Zobrazení stavu následujících parametrů:
► Proces aktiv. stav
► Zdroj – stav
► Konc. vypínač aktiv.
► Chyba – stav FPA
Korekce
svařovacího
procesu
Okno se zobrazí v případě provedení změny pomocí dálkového ovladače. U každého
segmentu, např. S1, se zobrazí poslední změna oproti původní hodnotě.
Pokud byl například „Proud“ pro segment „S1“ změněn o 4 A, zobrazí se zde „4“.
Převzetí změněných parametrů:
1. Klepněte na tlačítko „ >> “ (a)
a přejdete na další stranu.
(a)
2. Klepněte na tlačítko „Segment 9/10“
(b) a přejdete na další stranu.
3. Klepněte na tlačítko „ZMĚNA“
(c) nebo na tlačítko Start/Stop na
dálkovém ovladači.
4. Pomocí tlačítka ZPĚT nebo pomocí
tlačítka Stop na dálkovém ovladači
zavřete okno bez převzetí případně
změněných hodnot.
(c) (b)
DŮLEŽITÉ! Parametry se
převezmou pouze v případě, že
jsou zvolena oprávnění uživatele
„ULOŽIT“, „PAR. HLEDAT“ a „ADMIN“.
Bližší informace k uživatelským
nastavením najdete v odstavci
„Uživatelská nastavení“.
80

Diagnostika a odstraňování závad
81

82

Diagnostika a odstraňování závad
Všeobecné
informace
Bezpečnost
Digitální svařovací zdroje jsou vybaveny inteligentním bezpečnostním systémem. Z toho
důvodu mohlo být celkově upuštěno od použití tavných pojistek (s výjimkou jištění
čerpadla chladicího média). Po odstranění případné poruchy se může svařovací zdroj bez nutnosti výměny tavných pojistek – opět normálně používat.
VAROVÁNÍ!
Nebezpečí poranění osob a věcných škod během nebo v důsledku neodborných údržbářských činností.
Dodržování opatření a intervalů údržby je bezpodmínečně nutné. Za škody
vzniklé z důvodu nedostatečné nebo neodborné údržby výrobce neručí.
Před zahájením údržbářských prací:
- přepněte hlavní vypínač systémového řízení do polohy „0“ (OFF)
- odpojte systémové řízení od sítě
- deaktivujte a odpojte od sítě všechny systémové komponenty
- zajistěte, aby všechny pohyblivé agregáty byly v klidu
- Všechny údržbářské práce na systému smí vykonávat výhradně vyškolení
odborní pracovníci.
VAROVÁNÍ!
Nebezpečí poranění osob a materiálních škod v důsledku chybného
připojení ochranného vodiče.
Nedostatečné připojení ochranného vodiče může způsobit závažná zranění
a materiální škody. Šrouby pláště představují vhodné vodivé spojení s ochranným vodičem pro uzemnění pláště.
- Po skončení údržbářských prací znovu použijte originální šrouby!
- Originální šrouby nelze v žádném případě nahradit jinými šrouby bez spole-
hlivého připojení ochranného vodiče!
Otevření
seznamu alarmů
Zobrazení nalezených alarmů může pomoci při diagnostice závad.
- Tlačítko F1 obsaďte funkcí „Aktivní alarm“.
- Pomocí tlačítka F1 zobrazte seznam aktivních alarmů.
- Pro zobrazení hlavního okna klepněte
na tlačítko (1) na liště se symboly.
(1)
83

Otevření
seznamu alarmů
(pokračování)
V základním okně můžete provádět
následující akce:
- Pomocí tlačítka „Seznam alarmů“
otevřete seznam aktivních alarmů.
DŮLEŽITÉ! Bližší informace ohledně
alarmů naleznete v odstavci „Alarmy
a chybová hlášení“.
- Veškeré alarmy potvrďte pomocí tlačítka „Potvrdit vše“.
- Pomocí tlačítka „Po směru“ nebo „Proti směru“ zadejte směr svařování.
- Pomocí tlačítka „Svařování zap.“ spusťte zkušební provoz bez oblouku a proudění
ochranného nebo formovacího plynu.
- Pomocí tlačítka „S drátem“ aktivujte nebo deaktivujte podávání drátu.
- Pomocí tlačítka „Vlevo“ nebo „Vpravo“ vysuňte nebo zatáhněte svařovací drát.
- Pomocí tlačítka „Vlevo“ nebo „Vpravo“ naveďte orbitální svařovací kleště do
požadovaného směru.
Alarmy a chybová
hlášení
Skupina 001
001 Chyba převedena
002 Interní chyba spojení
Interní problém komunikace
procesorů
003 Gateway Timeout
Chybné spojení s bránou
004 DATA
Problém s otevíráním dat z USB
ash disku
005 Hlídač průtoku plynu
Alarm hlídače průtoku ochranného plynu
006 Síťový zdroj
Alarm síťového zdroje
007 Chyba svař. hlavy
Chyba regulátoru motoru
008 Chyba drátu
Chyba regulátoru motoru
009 Nouz. vyp. aktiv.
Bezpečnostní vypnutí s tlačítkem nouzového vypnutí
--- SA: Interní chyby
Alarm dle zobrazení nekódovaného textu
84

Alarmy a chybová
hlášení
(pokračování)
Skupina 002
001 Zdroj není připraven
LocalNet vysílá
002 Limit překročen
LocalNet: Překročení limitu
003 Havárie hořáku
LocalNet: Havárie hořáku
004 Brána není v provozu
LocalNet: Brána není v provozu
005 Drát přilepen
Drát je přilepen
006 PS servisní kódy
Detailní popis servisních kódů se nachází v odstavci „Zobrazované servisní
kódy“.
--- SA: Výkonový díl
Alarm dle zobrazení nekódovaného textu
Skupina 003
Skupina 004
DŮLEŽITÉ! Alarmy a chybová hlášení
skupiny 3 představují interní chyby, jejichž
odstranění vyžaduje zákrok servisního
technika.
DŮLEŽITÉ! Alarmy a chybová hlášení
skupiny 4 se objevují při přerušení svařovacího procesu.
001 AB: PŘERUŠENÍ chyba na UST
LocalNet: Číslo chyby
002 AB: PŘERUŠENÍ zdroj
nepřipraven
LocalNet: Chybí signál Power
Source Ready - svařovací zdroj
připraven.
003 AB: ROB připraven chybí
FPA-2020 není připraven
85

Alarmy a chybová
hlášení
(pokračování)
Skupina 004 (pokračování)
004 AB: Nouzový vyp.
Následuje bezpečnostní vypnutí pomocí tlačítka nouzového vypnutí.
005 AB: Tlačítko Stop ->Přerušit
Svařovací proces byl přerušen pomocí tlačítka Stop
006 AB: Alarm (viz seznam)
Jiný alarm
007 AB: HP není signál
Chybí signál hlavního proudu.
008 AB: Není signál oblouku
Chybí signál OK oblouku.
009 AB: Ta Start -> H (0)
Tlačítko Start -> zastavení je aktivní
--- SA WeldManager
Alarm dle zobrazení nekódovaného textu.
Skupina 005
001 Hlava se neotáčí
Nedochází k rotaci, řízení je
aktivní.
002 Podavač drátu
Nedochází k podávání drátu,
ačkoli řízení je aktivní.
003 Motorový proud svařovací hlavy
Analogový vstup proudu motoru
vykazuje příliš vysokou hodnotu.
Přezkoušejte otáčení.
004 Motorový proud podavače
Analogový vstup proudu motoru vykazuje příliš vysokou hodnotu. Přezkoušejte
podavač drátu.
005 Chyba kyslíku
Přípojka svařovacího hořáku podporuje přípojku digitálního signálu přístroje na
měření kyslíku. Pokud je vstup aktivní, následuje alarm.
006 Problém tisku na USB
Při tisku souboru na USB ash disk došlo k problému. Přezkoušejte USB ash
disk nebo změňte parametry tisku.
007 OSC Problém krok. motoru 0
viz seznam závad řízení servomotoru
008 AVC Problém krok. motoru 0
viz seznam závad řízení servomotoru
009 AVC Prodleva T&R
Překročení doby u funkce T&R. Příčina: Svařenec není uzemněn; svařenec je
silně znečištěn.
--- SA: Interní chyba.A
Alarm dle zobrazení nekódovaného textu.
86

Alarmy a chybová
hlášení
(pokračování)
Skupina 006
001 Mez pulzního proudu
002 Mez základního proudu
003 Mez napětí hořáku
004 Mez rychlosti otáčení
005 Mez rychlosti drátu
--- SA: Limit high/low
Platí pro všechny alarmy: Zkontrolujte, jak dlouho a jak silně byla mezní hodnota
překročena. Mezní hodnota může být příliš restriktivní. Je nutná obecná kontrola
mezních hodnot.
Skupina 007
001 Kolísání pulzního proudu
002 Kolísání základního proudu
003 Kolísání napětí hořáku
004 Kolísání rychlosti otáčení
005 Kolísání rychlosti drátu
--- SA: Limits icker
Platí pro všechny alarmy: Zkontrolujte kontakt proti zemi. Zkontrolujte, zda elektroda není
znečištěná.
87

Alarmy a chybová
hlášení
(pokračování)
(a) (b) (c)
Pokud chcete v chybovém případě
potlačit také další alarmy:
1. Klepněte na dotykovou obrazovku.
Zobrazí se lišta se symboly (a).
2. Pomocí tlačítek se šipkami (b)
zvolte odpovídající alarm.
3. Na liště se symboly zvolte symbol
visacího zámku (c).
4. Odpovídající alarmu bude deaktivován a zobrazen světle šedým
písmem.
Pokud chcete znovu aktivovat alarm:
5. Vyberte alarm pomocí tlačítek se šipkami (b).
6. Klepněte na symbol visacího zámku (c). Alarm bude znovu aktivován a opět se
zobrazí černým písmem.
Seznam závad
servomotoru
V případě, že závadu nelze potvrdit, systém vypněte a opět zapněte. Vysvětlení závady
viz seznam závad servomotoru.
88

Hlášení alarmu
a informace
pro servisního
technika
Chcete-li vyvolat hlášení alarmu pro servisního technika, stiskněte tlačítko „i“.
1. Chcete-li zobrazit další informace
ohledně servisu, klepněte v prvním
zobrazeném okně tlačítka „i“ na
tlačítko „SYSTÉM“.
2. Chcete-li zobrazit další údaje
následujících oken, klepněte na
tlačítko „INTERNÍ“.
89

Zobrazené
servisní kódy
DŮLEŽITÉ! Pokud se na displejích objeví jiné, zde neuvedené chybové hlášení, může
závadu odstranit pouze servisní služba. Opište toto chybové hlášení, sériové číslo a konguraci svařovacího zdroje a předejte vše spolu s detailním popisem závady servisní
službě.
tP1 | xxx, tP2 | xxx, tP3 | xxx, tP4 | xxx, tP5 | xxx, tP6 | xxx
Příčina: Přehřátí v primárním okruhu svařovacího zdroje.
Odstranění: Vychladnutí svařovacího zdroje.
tS1 | xxx, tS2 | xxx, tS3 | xxx
Příčina: Přehřátí v sekundárním okruhu svařovacího zdroje.
Odstranění: Vychladnutí svařovacího zdroje.
tSt | xxx
Příčina: Přehřátí v řídicím obvodu.
Odstranění: Vychladnutí svařovacího zdroje.
Err | 051
Příčina: Podpětí sítě Síťové napětí kleslo pod dolní hranici tolerančního rozmezí
(viz kapitola „Technické údaje“).
Odstranění: Kontrola síťového napětí
Err | 052
Příčina: Přepětí sítě Síťové napětí překročilo horní hranici tolerančního rozmezí
(viz kapitola „Technické údaje“).
Odstranění: Kontrola síťového napětí.
no | IGn
Příčina: Aktivní funkce Ignition Time-Out: Během doby nastavené v nabídce
Setup nenastal průtok proudu. Došlo k bezpečnostnímu vypnutí
svařovacího zdroje.
Odstranění: Opětovné spuštění svařování; vyčištění povrchu svařence
Err | PE
Příčina: Kontrola zemnicího proudu vedla k bezpečnostnímu vypnutí
svařovacího zdroje.
Odstranění: Vypnutí svařovacího zdroje, opětovné zapnutí po uplynutí 10 s; pokud
se závada objeví i po opakovaných pokusech, je třeba informovat
servisní službu.
Err | IP
Příčina: Příliš vysoký proud
Odstranění: Informujte servisní službu.
Err | bPS
Příčina: Závada výkonového dílu.
Odstranění: Informujte servisní službu.
dSP | Axx, dSP | Cxx, dSP | Exx, dSP | Sy, dSP | nSy
Příčina: Chyba centrální řídicí a regulační jednotky
Odstranění: Informujte servisní službu.
90

Servisní kódy
svařovacího
zdroje
no | Arc
Příčina: Odtržení oblouku
Odstranění: Opětovné spuštění svařování; vyčištění povrchu svařence.
no | H2O
Příčina: Zareagování snímače průtoku v chladicím modulu.
Odstranění: Kontrola chladicího modulu; popř. doplnění chladicího média, resp.
odvzdušnění přívodu vody, viz kapitola „Zprovoznění chladicího modulu“.
hot | H2O
Příčina: Zareagování hlídače teploty v chladicím modulu.
Odstranění: Vyčkejte, než se zařízení ochladí a nebude již zobrazen údaj Hot | H2O.
-St | oP- (při provozu svařovacího zdroje s rozhraním robota nebo sběrnicí)
Příčina: Robot není připraven.
Odstranění: Vyslání signálu „Roboter ready“, vyslání signálu „Potvrdit resetování
závady na svařovacím zdroji“ (Source error reset) (potvrdit resetování
závady na svařovacím zdroji pouze u zařízení ROB 5000 a konektoru
sběrnice pro řízení robota).
Svařovací zdroj nefunguje
Síťový vypínač je zapnutý, indikace nesvítí.
Příčina: Přerušené síťové vedení, síťová zástrčka není správně zasunutá.
Odstranění: Prověření síťového vedení, event. zasunutí síťové zástrčky do zásuvky
Příčina: Vadná zásuvka nebo síťová zástrčka
Odstranění: Výměna vadných součástek
Svařovací zdroj nefunguje
Síťový vypínač je zapnutý, indikace nesvítí.
Příčina: Vadné síťové jištění
Odstranění: Výměna síťového jištění
Neprochází svařovací proud
Síťový vypínač je zapnutý, svítí kontrolka přehřátí.
Příčina: Přetížení, bylo překročeno dovolené zatížení přístroje.
Odstranění: Respektování dovoleného zatížení přístroje
Příčina: Teplotní bezpečnostní automatika vypnula zařízení.
Odstranění: Vychladnutí zdroje; svařovací zdroj se po krátké době automaticky opět
zapne.
Příčina: Vadný ventilátor svařovacího zdroje
Odstranění: Výměna ventilátoru
91

Servisní kódy
svařovacího
zdroje
(pokračování)
Neprochází svařovací proud
Síťový vypínač je zapnutý, indikace svítí
Příčina: Nevyhovující uzemnění
Odstranění: Kontrola polarity uzemnění a přípojné svorky
Příčina: Přerušený proudový kabel orbitálních svařovacích kleští nebo
svařovacího hořáku
Odstranění: Výměna orbitálních svařovacích kleští nebo svařovacího hořáku
Žádná funkce po začátku svařování
Síťový vypínač je zapnutý, indikace svítí
Příčina: Řídicí konektor hořáku není zasunutý
Odstranění: Zasunutí řídicího konektoru
Příčina: Vadné orbitální svařovací kleště, svařovací hořák nebo řídicí vedení
Odstranění: Výměna orbitálních svařovacích kleští nebo svařovacího hořáku.
Žádný ochranný nebo formovací plyn
Všechny ostatní funkce jsou k dispozici
Příčina: Prázdná lahev s ochranným plynem
Odstranění: Výměna lahve s plynem
Příčina: Vadný redukční ventil
Odstranění: Výměna redukčního ventilu
Příčina: Poškozená nebo nenamontovaná plynová hadice
Odstranění: Výměna nebo montáž plynové hadice
Příčina: Vadné orbitální svařovací kleště nebo svařovací hořák
Odstranění: Výměna orbitálních svařovacích kleští nebo svařovacího hořáku
Příčina: Vadný plynový magnetický ventil
Odstranění: Výměna plynového magnetického ventilu
Nevyhovující svařovací vlastnosti
Příčina: Chybně nastavené parametry svařování
Odstranění: Prověření nastavení
Příčina: Nevyhovující uzemnění
Odstranění: Kontrola polarity uzemnění a přípojné svorky
92

Servisní kódy
svařovacího
zdroje
(pokračování)
Orbitální svařovací kleště nebo svařovací hořák jsou příliš horké
Příčina: Příliš slabě dimenzované orbitální svařovací kleště nebo svařovací
hořák
Odstranění: Respektujte dovolené zatížení a povolený výkon hořáku
Příčina: Jen u vodou chlazených systémů: nedostatečný průtok chladicího média
Odstranění: Viz následně uvedená diagnostika „Malý, resp. žádný průtok chladicího
média“
Příčina: Jen u vodou chlazených systémů: Parametr C-C je nastaven na hodnotu
„Vyp“.
Odstranění: Nastavení parametru C-C na hodnotu „Aut“ nebo „Zap“ v nabídce Setup
Malý, resp. žádný průtok chladicího média
Příčina: Příliš nízký stav chladicího média
Odstranění: Doplňte chladicí médium
Příčina: Zúžení, resp. cizí těleso v okruhu chlazení
Odstranění: Odstraňte zúžení, resp. cizí těleso
Příčina: Vadná pojistka čerpadla chladicího média
Odstranění: Vyměňte pojistku čerpadla chladicího média
Příčina: Vadné čerpadlo chladicího média
Odstranění: Vyměňte čerpadlo chladicího média
Příčina: Zaseknutí čerpadla chladicího média
Odstranění: - Odstraňte pojistku čerpadla chladicího média
- Protáhněte vhodný plochý šroubovák zvenku průchodkou k hřídeli
čerpadla chladicího média
- Pootočte hřídelí
- Vyměňte pojistku čerpadla chladicího média
Příčina: Zanesený ltr chladicího média (rozšířená výbava) u přípojky odtoku
vody
Odstranění: Vyčistěte ltr chladicího média v čisté vodě nebo vyměňte vložku ltru
Příčina: Reakce kontroly průtoku (FK 4000 Rob), dotaz na parametr F3 na
svařovacím systému však ještě udává nízký průtok: Zalomená hadice
nebo ucpaný ltr chladicího média u přípojky zpětného toku vody
Odstranění: Zprovoznit hadice, vyčistit ltr chladicího média v čisté vodě nebo
vyměnit vložku ltru
Příčina: Reakce průtokového čidla, dotaz na parametr F3 na svařovacím sys-
tému neudává žádný průtok: Vadné čerpadlo chladicího média
Odstranění: Výměna čerpadla chladicího média
Příčina: Bylo překročeno dovolené zatížení přístroje
Odstranění: Vyčkejte vychladnutí chladicího média
93

Servisní kódy
svařovacího
zdroje
(pokračování)
Příliš nízký chladicí výkon
Příčina: Vadný ventilátor
Odstranění: Vyměňte ventilátor
Příčina: Vadné čerpadlo chladicího média
Odstranění: Vyměňte čerpadlo chladicího média
Příčina: Znečištěný chladič
Odstranění: Vyčistěte chladič suchým stlačeným vzduchem
Hlasitý provoz modulu
Příčina: Příliš nízký stav chladicího média
Odstranění: Doplňte chladicí médium
Příčina: Vadné čerpadlo chladicího média
Odstranění: Vyměňte čerpadlo chladicího média
no | H2O
Reakce snímače průtoku chladicího modulu (rozšířená výbava). Chybové hlášení se
zobrazí na ovládacím panelu svařovacího zdroje.
Příčina: Chyba v průtoku chladicího média
Odstranění: Kontrola chladicího modulu; popř. doplnění chladicího média, resp.
odvzdušnění přívodu vody, viz kapitola „Zprovoznění chladicího modulu“.
Příčina: Ucpaný ltr chladicího média
Odstranění: Vyčistěte nebo vyměňte ltrační trubku.
hot | H2O
Reakce hlídače teploty chladicího modulu. Chybové hlášení se zobrazí na ovládacím
panelu svařovacího zdroje.
Příčina: Teplota chladicího média je příliš vysoká
Odstranění: Vyčkejte, než se zařízení ochladí a nebude již zobrazen údaj Hot | H2O.
94

Údržba a likvidace
95

96

Údržba
Všeobecné
informace
Při každém
uvedení do
provozu
Při normálních provozních podmínkách vyžaduje svařovací zdroj pouze minimum péče
a údržby. Pokud chcete udržet svařovací systém v provozuschopném stavu po řadu let,
je však bezpodmínečně nutné dodržovat následující pokyny.
NEBEZPEČÍ!
Ohrožení života v důsledku nebezpečného elektrického napětí.
Úraz elektrickým proudem může být smrtelný! Před otevřením přístroje:
- Nastavte síťový vypínač do polohy O.
- Odpojte přístroj od sítě.
- Opatřete přístroj srozumitelným štítkem s varováním před opětovným
zapojením.
- Použitím vhodného měřicího přístroje se ujistěte, že součástky, které mohou
mít elektrický náboj (kondenzátory), jsou vybité.
- Překontrolujte síťovou zástrčku, síťový kabel, orbitální svařovací kleště nebo
svařovací hořák, propojovací hadicové vedení a uzemnění, zda nejsou poškozené.
- Zkontrolujte, zda je kolem zařízení volný prostor 0,5 m (1ft. 8in.), který zaručí
dostatečný přísun a odvod chladicího vzduchu.
UPOZORNĚNÍ! Větrací otvory zařízení nesmějí být v žádném případě
zakryty, a to ani částečně.
VAROVÁNÍ!
Nebezpečí opaření příliš horkou chladicí kapalinou.
Chladicí médium se při dlouhodobějším provozu zahřívá. Při kontaktu může
dojít k popálení rukou nebo jiných částí těla.
- Vodní přípojky kontrolujte až po vychladnutí chladicího média.
Při použití vodou chlazených svařovacích hořáků:
- Přezkoušejte těsnost vodních přípojek.
- Kontrolujte recirkulované množství chladicího média v zásobníku chladicího média.
- Pokud není patrný zpětný tok chladicího média, přezkoušejte chladicí modul, popř. jej
odvzdušněte.
UPOZORNĚNÍ! V případě uvedení vodou chlazených svařovacích hořáků
do provozu bez chladicího média dochází většinou k poškození těla hořáku
nebo hadicového vedení. Za škody vzniklé takovým používáním výrobce
neručí a všechny ostatní záruční nároky zanikají.
97

Symboly pro
péči a údržbu
chladicího
modulu
Kontrola stavu
vody
Vysvětlení symbolů
Výměna chladicího média
Přečtení návodu k obsluze
Čištění chladiče stlačeným
vzduchem
Symboly a odpovídající intervaly údržby
jsou detailně popsány na následujících
stránkách.
Příprava k údržbě
1. Přepněte síťový vypínač do polohy O.
2. Odpojte přístroj od sítě.
3. Odmontujte levou bočnici.
(1) (2) (3)
Filtr chladicího média a plnicí otvor Zásobník chladicího média
Na obrázcích jsou znázorněny následující prvky vestavěného chladicího modulu:
(1) Filtr chladicího média
(2) Plnicí hrdlo pro chladicí médium
(3) Zásobník chladicího média
Týdenní údržba
Před každým uvedením chladicího modulu do provozu
je třeba překontrolovat hladinu chladicího média a jeho
čistotu.
Je-li hladina chladicího média pod značkou „min“: doplňte
chladicí médium.
UPOZORNĚNÍ! K plnění chladicích modulů používejte pouze originální chladicí médium výrobce. Jiná chladicí média nejsou vhodná vzhledem ke své
elektrické vodivosti a nedostatečné materiálové snášenlivosti.
98

Každé 2 měsíce
- Přezkoušejte čistotu zpětného toku a popřípadě jej vyčistěte.
- Pokud je k dispozici: Přezkoušejte funkci a čistotu vodního ltru a snímače průtoku,
popř. je vyčistěte nebo vyměňte ltrační trubku.
- Pokud je k dispozici: Vyčistěte vzduchový ltr
Každých 6
měsíců
Každých 12
měsíců
Je-li svařovací hořák během svařování příliš horký, chladicí výkon nedostačuje. Příčinou
může být znečištění chladiče prachem. Chladicí médium není dostatečně chlazeno.
- Demontujte boční díly přístroje a vyčistěte jeho vnitřek pomocí suchého redukovaného stlačeného vzduchu.
- V případě většího množství prachu vyčistěte také kanály chladicího vzduchu.
UPOZORNĚNÍ! Nebezpečí poškození elektronických součástek. Nefoukejte
vzduch na elektronické součástky z příliš malé vzdálenosti.
Po 12 měsících vypusťte chladicí médium a zlikvidujte jej podle předpisů.
DŮLEŽITÉ! Chladicí médium nesmí být vypuštěno do kanalizace!
K doplnění chladicího modulu používejte jen originální chladicí médium výrobce (výr. č.
40,0009,0046)!
99

Demontáž a likvidace
Demontáž
Likvidace
součástí
Elektrická zařízení:
NEBEZPEČÍ!
Ohrožení života v důsledku nebezpečného elektrického napětí.
Označené oblasti obsahují díly, které jsou pod nebezpečným elektrickým
napětím. Díly napájené elektrickým proudem (kondenzátory) mohou být po
odpojení ještě delší dobu nabité. Úraz elektrickým proudem může být smrtelný!
Před otevřením řídicích skříní a přístrojů:
- Přepněte síťový vypínač do polohy „O“
- Všechny přívody přepněte do beznapěťového stavu a odpojte od sítě
- Počkejte alespoň 10 minut (doba vybíjení kondenzátorů)
- Opatřete přístroj srozumitelným štítkem s varováním před opětovným zapo-
jením.
- Ověřte stav bez napětí
- Uzemněte a zkratujte
VAROVÁNÍ!
Nebezpečí ekologických škod
Nesprávná demontáž a likvidace jednotlivých součástí zařízení může vést
k závažným ekologickým škodám.
- Likvidaci jednotlivých součástí zařízení smí provádět pouze příslušný odborný personál.
Je třeba zajistit:
- roztřídění všech součástí zařízení a elektronických součástek podle druhů a jejich
odbornou likvidaci
- roztřídění použitých provozních látek podle jejich vlastností
- specickou ekologickou likvidaci všech dílů a provozních látek (mazacích prostředků,
chladicího média, elektrovodivé pasty apod.) v souladu s místními zákony a předpisy
UPOZORNĚNÍ! V případě nejasností ohledně likvidace/recyklace kontaktujte
výrobce!
100
 Loading...
Loading...