

Page 1

/ Battery Charging Systems / Welding Technology / Solar Electronics
FPA 2030 Orbital Servo-Control
Instrucciones de uso
ES
Mando de sistema
42,0426,0106,ES V01-11042012
Page 2

Page 3

Índice
Generalidades .................................................................................................................................................3
Principio de funcionamiento .......................................................................................................................3
Diseño de los aparatos ..............................................................................................................................3
Campos de aplicación ................................................................................................................................ 4
Advertencias en el aparato ........................................................................................................................4
Elementos de manejo y conexiones ................................................................................................................5
Panel de control ........................................................................................................................................ 5
Barra de símbolos ......................................................................................................................................7
Conexiones, interruptores y ampliaciones del sistema ................................................................................... 8
Descripción.................................................................................................................................................9
Regulador a distancia FPA 2030RC .............................................................................................................. 10
Seguridad ................................................................................................................................................. 10
Elementos de manejo ..............................................................................................................................10
Descripción de las indicaciones ...............................................................................................................15
Antes de la puesta en servicio ......................................................................................................................18
Seguridad ................................................................................................................................................. 18
Utilización prevista ................................................................................................................................... 18
Condiciones de emplazamiento ...............................................................................................................18
Conexión ..................................................................................................................................................18
Puesta en servicio .........................................................................................................................................19
Seguridad ................................................................................................................................................. 19
Conectar las bombonas de gas para gas protector y gas de formación .................................................. 19
Establecer la unión con la pieza de trabajo .............................................................................................20
Conectar las pinzas de soldadura Orbital ................................................................................................ 20
Calibración de las pinzas de soldadura Orbital .............................................................................................21
Generalidades .......................................................................................................................................... 21
Personal técnico cualicado ..................................................................................................................... 21
Calibración de trayecto para la rotación ................................................................................................... 21
Calibración de trayecto para el transporte de hilo .................................................................................... 22
Calibración de trayecto para el movimiento pendular (OSC) ...................................................................23
Menús con selección directa .........................................................................................................................24
Principio de funcionamiento .....................................................................................................................24
Tecla F1 .................................................................................................................................................... 24
Menú "Gas protector y refrigeración" ....................................................................................................... 24
Menú "Transmisión de datos" .................................................................................................................. 25
Menú "Conguración de la impresora" ..................................................................................................... 26
Indicación de alarmas y datos especícos del aparato ............................................................................ 29
Menú principal ...............................................................................................................................................31
Introducir la contraseña ............................................................................................................................ 31
¿Ha olvidado su contraseña? ..................................................................................................................31
Cuadro de selección ................................................................................................................................32
Menú "Pinzas de soldadura Orbital/antorcha manual" ..................................................................................33
Abrir el menú ............................................................................................................................................ 33
Seleccionar el tipo de las pinzas de soldadura Orbital ............................................................................33
Seleccionar la designación de tipo de las pinzas de soldadura Orbital ................................................... 33
Seleccionar el tipo de la antorcha manual ............................................................................................... 34
Menú "Synergic" ............................................................................................................................................35
Visualizar el menú "Synergic" .................................................................................................................. 35
Principio de funcionamiento .....................................................................................................................35
Introducir parámetros ...............................................................................................................................35
Menú "Conguración y parámetros del sistema" ..........................................................................................37
Visualizar el menú "Conguración y parámetros del sistema" ................................................................. 37
Principio de funcionamiento .....................................................................................................................37
Visualizar los ajustes "OPERARIO" ......................................................................................................... 37
3
Page 4

Dar de alta otro operario y cambio de contraseña ...................................................................................37
Cambiar la contraseña .............................................................................................................................38
Derechos de usuario ................................................................................................................................38
Ajustes especícos del usuario ................................................................................................................ 39
Luminosidad y contraste .......................................................................................................................... 39
Parámetros de cebado ............................................................................................................................. 40
Modo de soldadura y AC .......................................................................................................................... 40
Ajuste de valores ...................................................................................................................................... 41
Otros parámetros ..................................................................................................................................... 41
Ajuste de valores AVC, OSC .................................................................................................................... 42
Sentido de soldadura y transporte de hilo ................................................................................................ 42
Enhebrar hilo ............................................................................................................................................ 42
Parámetros OSC ...................................................................................................................................... 43
Parámetros AVC ....................................................................................................................................... 43
Fecha, hora y calibración de la pantalla táctil .......................................................................................... 43
Menú "Ajustes de parámetros" ......................................................................................................................44
Visualizar el menú "Ajustes de parámetros" ............................................................................................44
Principio de funcionamiento .....................................................................................................................44
Parámetro curva de corriente para antorchas manuales TIG ..................................................................44
Parámetro curva de corriente para pinzas de soldadura Orbital .............................................................. 45
Parámetro para impulsos y velocidad de soldadura ................................................................................ 46
Parámetro para el transporte de hilo ........................................................................................................ 46
Parámetro para soldadura AC .................................................................................................................47
Parámetros para el movimiento pendular de antorcha OSC ..................................................................47
Parámetros para la regulación de distancia de antorcha AVC ................................................................. 47
Visualizar el parámetro para el punto de inicio ........................................................................................ 48
Parámetro para el punto de arranque ......................................................................................................48
Parámetro para el punto de arranque - OSC ...........................................................................................49
Parámetro para el punto de inicio - AVC ..................................................................................................51
Guardar parámetros ................................................................................................................................. 51
Programas sucesivos ............................................................................................................................... 52
Menú "Soldadura Orbital y TIG" .................................................................................................................... 54
Seguridad ................................................................................................................................................. 54
Visualizar el menú "Soldadura" ................................................................................................................ 54
Control, monitorización, valores reales ....................................................................................................55
Estado del proceso de soldadura ............................................................................................................. 56
Corrección del proceso de soldadura ......................................................................................................56
Valores límite ............................................................................................................................................ 57
Diagnóstico de errores, solución de errores ..................................................................................................58
Generalidades .......................................................................................................................................... 58
Alarmas y mensajes de error ................................................................................................................... 59
Lista de errores de los servoreguladores ................................................................................................. 63
Códigos de servicio mostrados ................................................................................................................65
Mando de sistema Orbital ........................................................................................................................ 66
Mantenimiento, cuidado ................................................................................................................................ 68
Generalidades .......................................................................................................................................... 68
Con cada puesta en servicio .................................................................................................................... 68
Datos técnicos ............................................................................................................................................... 69
Mando de sistema Orbital ........................................................................................................................ 69
Piezas de recambio ....................................................................................................................................... 70
4
Page 5

Generalidades
Principio de
funcionamiento
El FPA 2030 es un mando de sistema Orbital para la soldadura Orbital, completamente
digitalizado y controlado por microprocesador. Un gestor activo de fuentes de corriente
está acoplado a un procesador digital de señales y conjuntamente controlan y regulan el
proceso de soldadura. Los datos reales se miden continuamente, reaccionando inmediatamente a los cambios.
Los algoritmos de regulación cuidan que
en cada caso se preserve el estado nominal deseado. Así se obtiene una precisión
sin igual en el proceso de soldadura, una
reproducibilidad exacta de todos los resultados, así como excelentes propiedades
de soldadura. Además de las propiedades
de soldadura, otra característica esencial
del nuevo mando de sistema Orbital es su
alto rendimiento.
El concepto de manejo autoexplicativo
facilita el trabajo. Gracias a que se han
reubicado los elementos de manejo más
importantes en la pantalla táctil de generosas dimensiones, ahora las funciones más
relevantes se pueden observar y ajustar
Mando de sistema Orbital FPA 2030
de un sólo vistazo.
Diseño de los
aparatos
El FPA 2030 es un mando de sistema Orbital de 6 ejes y sirve para la conexión a las
fuentes de corriente TIG digitales de Fronius TT/ MW 2500 y 3000. Por mando de sistema Orbital de 6 ejes se entienden la programación y la activación de los siguientes 6
parámetros:
- Gas protector
- Corriente de soldadura
- Movimiento de rotación del cabezal de soldadura
- Parámetro de hilo
- Parámetro AVC (regulación de distancia de antorcha)
- Parámetro OSC (movimiento pendular de antorcha)
Colocando el mando de sistema encima de la fuente de corriente en el carro de desplazamiento Pick-Up, se facilita una altura de trabajo agradable. La cubierta frontal del
mando de sistema protege tanto al panel de control como a la impresora y, cuando está
abierta, sirve como protección antideslumbramiento para la pantalla táctil.
Además de un gran número de pinzas de soldadura Orbital para los más diversos campos de aplicación, el mando de sistema soporta también antorchas manuales.
El regulador a distancia manual permite el manejo completo del sistema de soldadura
Orbital directamente en la pieza de trabajo.
5
Page 6

Campos de
I
1
U
1
4 A55 V
IEC 60974-1
A-4600 Wels
www.fronius.com
Type:
Ser.No.:
Art.No.:
P
1max
220 W
U
2
42 V
FPA 2030
8,040,067
I
2
4 A
24 V 4 A
IP 23
19449503
This machine includes following additional parts (options):
8,100,133 Adressing AVC/ Touch & retract
8,100,134 Adressing OSC/ Electrode- centering
aplicación
Son muchos los campos de aplicación para el FPA 2030 en la industria y para los profesionales. En este sentido, hay que mencionar la industria farmacéutica y alimenticia con
sus altas exigencias de calidad en lo que a la construcción de tuberías y aparatos se
reere. En cuanto a los materiales, el control es apto para acero sin aleación o de baja
aleación, al igual que para acero de alta aleación de cromo níquel. Estas propiedades
completas se ven apoyadas por un desarrollo óptimo del cebado.
Para la soldadura TIG-AC, el FPA 2030 no sólo tiene en cuenta el diámetro del electrodo, sino también la temperatura actual de éste, en base a la duración precedente
de soldadura y la pausa de soldadura. Además, el mando de sistema ofrece servicios
excelentes en el campo de la soldadura de aluminio, aleaciones de aluminio, aleaciones
de cobre, magnesio y titanio. La frecuencia AC puede adaptarse dentro de un margen
muy amplio de forma óptima a las necesidades de cada caso.
Advertencias en
el aparato
El aparato está equipado con símbolos de seguridad en la placa de características. Los
símbolos de seguridad no se deben quitar ni hacer que resulten ilegibles.
Placa de características FPA-2030
6
Page 7

Elementos de manejo y conexiones
Panel de control
¡OBSERVACIÓN! Debido a las actualizaciones de rmware, el aparato puede
contar con funciones que no se describan en este manual de instrucciones o
viceversa. Además, alguna ilustración puede variar ligeramente con respecto a
los elementos de manejo de su aparato. No obstante, el funcionamiento de los
elementos de manejo es idéntico.
¡ADVERTENCIA! El manejo incorrecto puede causar graves daños personales y materiales. No se deben utilizar las funciones descritas antes de haber
leído y comprendido, en su totalidad, los siguientes documentos:
- Este manual de instrucciones.
- Todos los manuales de instrucciones de los componentes del sistema, en
particular, las indicaciones de seguridad.
(3)
(2)
(4)
(1)
(5)
(6)
(7)
Panel de control
Nº Función
(1) Rueda de ajuste
Seleccionar un punto de menú
1. Girar la rueda de ajuste hasta que el punto de menú deseado aparezca
marcado en azul.
2. Pulsar la rueda de ajuste para seleccionar el punto de menú.
Seleccionar y ajustar un parámetro
1. Girar la rueda de ajuste hasta que el parámetro deseado aparezca marcado en azul.
2. Pulsar la rueda de ajuste; el parámetro seleccionado aparece ahora marcado en color violeta.
3. Ajustar el parámetro al valor deseado girando la rueda de ajuste.
4. Pulsar la rueda de ajuste para aceptar el valor; al mismo tiempo, la marca
de color azul salta al parámetro siguiente.
¡Importante! Pulsar la tecla "Esc" (8) si no se desea aceptar el valor ajustado.
(10)
(9)
(8)
¡Importante! También la pantalla táctil (3) soporta directamente las funciones
descritas. Es suciente con pulsar el punto de menú o el parámetro. En caso necesario, se abre una lista para la selección directa entre varios valores de ajuste
después de la pulsación. No obstante, para la introducción de un valor numérico
se requiere en cualquier caso la rueda de ajuste. Se recomienda el uso exclusivo de la rueda de ajuste, por ejemplo, en caso de un entorno polvoriento cuando
la pantalla táctil está protegida con una lámina.
7
Page 8

Panel de control
(continuación)
Nº Función
(2) Tecla "Next"
Sirve para abrir el cuadro del menú siguiente.
(3) Pantalla táctil
Pantalla con botones que cambian en función de la situación y que permiten un
manejo directo.
(4) Tecla "F1"
Tecla de control de libre programación (en el menú "Conguración y parámetros
del sistema").
(5) Tecla "Gas protector y refrigeración"
Para abrir el menú "Gas protector y refrigeración".
(6) Tecla "Intercambio de datos"
Para abrir el menú para la transmisión de datos.
(7) Tecla "Conguración de la impresora"
Para ajustar los datos especícos para la impresión en papel o la memorización
en una tarjeta memory stick.
(8) Tecla "ESC"
- Retorno al cuadro del menú anterior
- Conrmación de alarmas
- Para salir de un ajuste de parámetros sin aceptar el valor cambiado
(9) Tecla "i"
Para indicar versiones, alarmas e informaciones para el técnico de servicio.
(10) Tecla "Menú"
Para volver al menú principal; al volver a pulsar se abre la ventana para la entrada directa del número de página (ver abajo).
8
Page 9

Barra de
símbolos
¡ADVERTENCIA! El manejo incorrecto puede causar graves daños persona-
les y materiales. No se deben utilizar las funciones descritas antes de haber
leído y comprendido, en su totalidad, los siguientes documentos:
- Este manual de instrucciones.
- Todos los manuales de instrucciones de los componentes del sistema, en
particular, las indicaciones de seguridad.
Elementos de indicación en la pantalla
Hora / Fecha
Segmentos 1-10
Indica el segmento del recorrido de la soldadura en el que se encuentran actualmente las pinzas de soldadura Orbital.
¡Importante! La información detallada sobre el tema "Segmentos" gura en el
capítulo "Ajustes de parámetros".
Página del desarrollo de programa: cada cuadro de diálogo de la estructura del
menú está identicado con un número de página, por ejemplo, para identicar los
trabajos de mantenimiento.
Nombre del programa actualmente cargado
Nombre de usuario: información detallada en el capítulo "Conguración y parámetros del sistema"
Pulsando el símbolo se abre la página de alarmas activa
3: Señal corriente general
2: Señal arco conectado
1: Señal proceso activo
Avance de hilo seleccionado y activo (azul)
Avance de hilo seleccionado pero no activo (negro)
Avance de hilo no seleccionado (negro, azul tachado)
Soldadura en el sentido de las
agujas del reloj
Soldadura en el sentido contrario al
de las agujas del reloj
Soldadura activaSoldadura preseleccionada
Modo de prueba preseleccionado
Válvula de gas protector no activa
Válvula de gas de formación no
activa
Interruptor nal para pinzas de soldadura Orbital cerradas no activo
9
Válvula de gas protector activa
(azul)
Válvula de gas de formación activa
(azul)
Interruptor nal para pinzas de
soldadura Orbital cerradas activo
(azul)
Page 10

Conexiones, interruptores y ampliaciones del
sistema
Generalidades
Conexiones
¡ADVERTENCIA! El manejo incorrecto puede causar graves daños persona-
les y materiales. No se deben utilizar las funciones descritas antes de haber
leído y comprendido, en su totalidad, los siguientes documentos:
- Este manual de instrucciones.
- Todos los manuales de instrucciones de los componentes del sistema, en
particular, las indicaciones de seguridad.
(1)
(2)
(3)
(4a)
(4b)
(4)
(7)
Lado frontal del mando de sistema FPA 2030
(5)
(6)
(8)
(9)
(13)
Lado posterior del mando de sistema FPA 2030
(12)
10
(10)
(11)
Page 11

Descripción
Nº Función
(1) Conexión USB
Para guardar y cargar los diferentes programas de soldadura o todos los datos
del mando de sistema Orbital mediante una memoria USB.
(2) Conexión Ethernet
El interfaz de Ethernet conecta el control FPA 2030 a un PC. El software "FPA
Explorer" permite efectuar registros de datos de medición durante el proceso de
soldadura.
(3) Conexión RS 232
El interfaz de serie sirve para el mantenimiento a distancia y el diagnóstico de
errores para el soporte técnico de Fronius. A tal n, debe conectarse el control a
un PC que disponga de un módem analógico o digital.
(4) Impresora
Permite la protocolización de los parámetros de proceso.
(4a) Tecla "Abrir la cubierta/disposición para el uso"
Sirve para desbloquear la cubierta del rollo de papel. La tecla parpadea en verde cuando se encuentra en estado desbloqueado.
La tecla está iluminada en verde en caso de disposición para el uso de la impresora.
(4b) Tecla "Avance de papel"
Sirve para bobinar el papel de la impresora hacia delante.
(5) Conexión de las pinzas de soldadura Orbital
Se activan las funciones siguientes: AVC / OSC / Rotación / Avance de hilo
interno.
(6) Conexión del regulador a distancia
Aquí se conecta el regulador a distancia FPA 2030-RC al sistema.
(7) Conexión de la salida de gas protector
Para las pinzas de soldadura Orbital y la antorcha manual TIG.
(8) Conexión del gas de formación (entrada)
Alimentación del gas de formación desde la bombona de gas o el conducto
anular.
(9) Conexión del gas de formación (salida)
Conexión de las pinzas de soldadura Orbital.
(10) Conexión del gas protector (entrada)
Alimentación del gas protector desde la bombona de gas o el conducto anular.
(11) Válvula reguladora de presión
Conexión a la "Entrada de gas protector".
¡OBSERVACIÓN! Peligro para la salud debido al gas protector
incoloro e inodoro.
Después del nal de la soldadura existe el peligro de que alguna válvula de ajuste no esté completamente cerrada. De este modo podría
escapar el gas protector que es incoloro e inodoro.
• En ningún caso se debe desajustar el tornillo de ajuste de la
válvula reguladora de presión. En caso de cualquier desajuste del
tornillo de ajuste, Fronius no asume ninguna responsabilidad por
los daños resultantes.
• No sobrepasar la máxima presión de entrada de la alimentación de
gas protector. La máxima presión de entrada es de 9 bar (130 psi).
(12) Conexión LocalNet
Conexión con la fuente de corriente para:
• La alimentación de potencia del control
• La comunicación con la fuente de corriente
(13) Conexión externa
Conexión al aparato de medición de oxígeno restante SGI-3.
11
Page 12

t
s
v
AVC
ON
Regulador a distancia FPA 2030RC
Seguridad
Elementos de
manejo
¡ADVERTENCIA!
El manejo incorrecto puede causar graves daños personales y
materiales.
No se deben utilizar las funciones descritas antes de haber leído y
comprendido, en su totalidad, los siguientes documentos:
- Este manual de instrucciones.
- Todos los manuales de instrucciones de los componentes del sistema, en
particular, las indicaciones de seguridad.
(23)
(22)
(21)
(20)
(19)
(18)
(17)
(16)
(15)
(14)
(4)
(1)
(2)
(3)
(5)
(6)
(7)
(8)
(9)
(10)
(11)
Mando a distancia FPA 2030-RC
(13)
12
(12)
Page 13

Elementos de
manejo
(continuación)
Pantalla Descripción de las teclas
(1) Tecla "Selección de grupo"
(a)
Entrar al menú para la selección del
grupo de programas pulsando (+) o (-).
Se muestra el último grupo
seleccionado (a).
Seleccionar el grupo deseado
manteniendo pulsadas (+) o (-).
¡Observación! Pulsar la tecla STOP (12) para salir del menú de selección sin cambiar
los ajustes originales.
(2) Tecla "Selección de programa"
Pulsando (+) o (-) se selecciona el
(b)
programa de soldadura deseado (b).
Durante el proceso de carga aparece
el nombre (b) del programa de solda-
(b)
dura seleccionado a modo de conrmación en la pantalla.
Después de la carga con éxito, la
pantalla muestra el nuevo nombre del
(b)
programa (b) en estado de reposo.
¡Observación! Pulsar la tecla "Stop“ (12) para salir del menú de selección sin cambiar
los ajustes originales.
13
Page 14
Elementos de
manejo
(continuación)
Descripción de las teclas
(3) Tecla "F2"
Tecla de control de libre programación (ver el menú "Conguración y parámetros
del sistema").
(4) Tecla "Izquierda"
Sirve para activar diferentes funciones en combinación con las siguientes teclas:
• Tecla "Stop" (12): sirve para poner a cero la posición actual de las pinzas de
soldadura.
• Tecla "Start/Stop" (13): desplazar las pinzas de soldadura a la posición cero.
• Tecla "Aproximación automática de la antorcha" (6): sirve para activar la
aproximación automática de la antorcha.
• Tecla "Derecha" (5): sirve para abrir la ventana para la calibración de la
pantalla táctil.
(5) Tecla "Derecha"
Sirve para activar diferentes funciones en combinación con las siguientes teclas:
• Tecla "Stop" (12): interrumpe el proceso de soldadura inmediatamente,
con la tecla "Start/Stop" (13) se realiza el retorno a la posición de arranque
original.
• Tecla "Izquierda" (4): sirve para abrir la ventana para la calibración de la
pantalla táctil.
(6) Tecla "Aproximación automática de la antorcha"
En combinación con la "Tecla izquierda" (4) sirve para activar la aproximación
automática de la antorcha "Touch & Retract". La antorcha se mueve por medio
del eje AVC en sentido hacia la pieza de trabajo (velocidad "AVC v-TuR",
ver "Parámetro para el punto de arranque - AVC" en el capítulo "Ajustes de
parámetros" para detalles) hasta que establezca contacto con la pieza de
trabajo. Si el electrodo entra en contacto con la pieza de trabajo, se detiene
inmediatamente el movimiento hacia abajo y se inicia un movimiento hacia
arriba. Una vez transcurrido el tiempo "AVC TuR arriba", se detiene la AVC.
¡OBSERVACIÓN! Peligro de que la antorcha sufra daños.
En caso de que falten uniones (por ejemplo, contacto a masa), no se
detecta el contacto entre el electrodo y la pieza de trabajo ni se realiza
ningún movimiento hacia arriba.
Tanto la antorcha como el sistema mecánico de las pinzas de soldadura
Orbital pueden sufrir daños en caso de una colisión de la antorcha.
Asegúrese antes de iniciar la aproximación automática de la antorcha
de que se hayan establecido todas las uniones de las pinzas de
soldadura Orbital.
(7) Tecla "Antorcha arriba/abajo"
Para subir y bajar la antorcha.
Trabajo de soldadura:
Para subir y bajar la antorcha en caso de que no se haya activado la función
AVC.
Para incrementar o reducir la tensión de antorcha (valor nominal de la regulación
AVC).
(8) Tecla "AVC ON"
Para activar o desactivar la regulación AVC (regulación de distancia de
antorcha).
(9) Tecla "Avance de hilo conectado/desconectado"
Para activar y desactivar el avance de hilo. También se puede desactivar durante
el proceso de soldadura.
(10) Tecla "Movimiento pendular izquierda/derecha"
Desplazar el movimiento pendular hacia la izquierda o hacia la derecha.
Trabajo de soldadura: para desplazar la compensación del recorrido pendular,
el cordón pendular se desplaza con el mismo recorrido pendular (anchura de
péndulo) hacia la izquierda o hacia la derecha.
(11)
Tecla "Recorrido pendular + / -"
Para incrementar o reducir el recorrido pendular (anchura de péndulo). El
recorrido pendular sólo puede ajustarse con el movimiento pendular en marcha.
14
Page 15

Elementos de
manejo
(continuación)
Descripción de las teclas
(12) Tecla "Stop"
Para detener el proceso de soldadura inmediatamente. El proceso de soldadura
interrumpido se pueden continuar con la tecla "Start/Stop" (13).
Pone a cero la posición actual de las pinzas de soldadura Orbital en combinación
con la tecla izquierda (4).
¡Importante! Independientemente de los ajustes en el menú "Ajustes de
parámetros", la parada de soldadura con la tecla "Stop" (12) se realiza sin
Downslope.
¡OBSERVACIÓN! Peligro de que la antorcha sufra daños.
En caso de que falten uniones (por ejemplo, contacto a masa), no se
detecta el contacto entre el electrodo y la pieza de trabajo ni se realiza
ningún movimiento hacia arriba.
Tanto la antorcha como el sistema mecánico de las pinzas de soldadura
Orbital pueden sufrir daños en caso de una colisión de la antorcha.
Asegúrese antes de iniciar la aproximación automática de la antorcha
de que se hayan establecido todas las uniones de las pinzas de
soldadura Orbital.
(13) Tecla "Start/Stop"
Sirve para iniciar y nalizar el proceso de soldadura:
Para las pinzas de soldadura cerradas sin alimentación de hilo la soldadura
se inicia inmediatamente después de pulsar esta tecla. En caso de pinzas de
soldadura abiertas con alimentación de hilo es aplicable el desarrollo siguiente:
• Si en el cuadro de diálogo 221 se encuentra el parámetro "DESENREDAR"
en "ACTIVO", con la primera pulsación de esta tecla se desenreda el
paquete de mangueras. Después de alcanzar el punto de arranque, se
realiza el inicio de soldadura propiamente dicho pulsando repetidamente
esta tecla.
• Si en el cuadro de diálogo 221 se encuentra el parámetro "DESENREDAR"
en "ARRANQUE AUTOM.", con una única pulsación de esta tecla se activa
el proceso de soldadura. El inicio de soldadura propiamente dicho se realiza
después de enroscar automáticamente el paquete de mangueras y después
de alcanzar el punto de arranque.
Otra función:
Desplazar las pinzas de soldadura Orbital a la posición 0 en combinación con la
tecla izquierda (4).
(14) Tecla "Intervalos de permanencia"
Sirve para incrementar o reducir el intervalo de permanencia de la antorcha
en la posición de inversión del movimiento pendular. El ajuste es aplicable a
la posición de inversión izquierda y derecha. El intervalo de permanencia sólo
puede ajustarse con el movimiento pendular en marcha.
(15) Tecla "Velocidad del movimiento pendular"
Sirve para incrementar o reducir la velocidad del movimiento pendular. El ajuste
sólo es posible con el movimiento pendular en marcha.
(16) Tecla "Arco voltaico conectado/desconectado"
Pulsando esta tecla se desconecta y conecta la soldadura. El LED se ilumina
cuando la soldadura está activada. Tiene la misma función que el botón
"Soldadura conectada" en el capítulo "Diagnóstico de errores, solución de
errores".
15
Page 16

Elementos de
1
2
3
manejo
(continuación)
Descripción de las teclas
(17) Tecla "Centraje automático de antorcha"
Pulsando al mismo tiempo la tecla "Izquierda" (4), se activa el centraje
automático de antorcha "Touch & Retract". En este proceso se posiciona la
antorcha automáticamente en el centro del cordón de soldadura.
¡Importante! Si sólo hay una limitación de la pieza de trabajo, se calcula el
centro entre la pieza de trabajo y la posición del interruptor nal. Si en los dos
lados no existe ninguna limitación de la pieza de trabajo, se calcula el centro
entre las dos posiciones del interruptor nal.
¡Importante! Para la compensación T&R es imprescindible introducir un valor
mayor que cero, ya que de lo contrario la antorcha colisiona con la pieza de
trabajo. Información detallada en el capítulo "Menú de ajustes de parámetros" en
"Parámetro para el punto de arranque - OSC".
Unidad pendular
Posición nal de la
antorcha
Pieza de trabajo
Centro del cordón
Posición de arranque
de antorcha
Contactos a la derechaContactos a la izquierda
Antorcha centrada
Posición de arranque de
antorcha
(18) Tecla "Velocidad de soldadura"
Sirve para incrementar o reducir la velocidad del movimiento de rotación de
la cabeza de antorcha durante el proceso de soldadura. Ver el parámetro "v
rotación" de la ilustración "Ajuste de valores" (ilustración 233) en el capítulo
"Conguración y parámetros del sistema".
(19) Tecla "Corriente de soldadura"
Sirve para incrementar o reducir la corriente de soldadura durante el proceso de
soldadura. Ver el parámetro "v rotación" de la ilustración "Corriente de soldadura"
(ilustración 233) en el capítulo "Conguración y parámetros del sistema".
(20) Tecla "Velocidad de hilo"
Sirve para incrementar o reducir la velocidad de hilo durante el proceso de
soldadura. Ver el parámetro "v hilo" de la ilustración "Corriente de soldadura"
(ilustración 233) en el capítulo "Conguración y parámetros del sistema".
Durante los trabajos de preparación y mantenimiento, esta tecla sirve para
posicionar el hilo de soldadura.
(21) Tecla "Gas de formación"
Sirve para abrir la válvula de gas de formación para nalidades de
comprobación. Volver a cerrar la válvula pulsando repetidamente esta tecla.
¡Importante! Si no se cierra la válvula pulsando la tecla, ésta se cierra
automáticamente después de que haya transcurrido el tiempo de retardo. Ver
el parámetro "Gas de formación" del menú con la selección directa de "Gas
protector y refrigeración".
16
Page 17

Elementos de
manejo
(continuación)
Descripción de las teclas
(22) Tecla "Comprobar gas"
Sirve para la comprobación acústica de la cantidad de gas protector ajustada.
Después de pulsar la tecla, el gas protector uye durante 30 segundos.
Volviendo a pulsar la tecla se interrumpe el proceso prematuramente. Ver el
parámetro "Gas protector" del menú con la selección directa de "Gas protector y
refrigeración".
(23) Tecla "Parada de emergencia"
¡Accionar sólo en un caso de emergencia! El proceso de soldadura, así como
todos los demás movimientos en la instalación (rotación, movimiento pendular,
etc.) se detienen inmediatamente.
Descripción de
las indicaciones
Indicación en
estado de reposo
Indicación
después
del inicio de
soldadura, si
se realiza un
posicionamiento
A continuación, se describen por líneas las pantallas durante los diferentes estados de
servicio.
- Fecha y hora
- Nombre del programa de soldadura
actualmente cargado
- Tipo de pinzas de soldadura Orbital
- PREPARADO/NO PREPARADO: la
fuente de corriente está preparada
para soldar o se requiere una solución
de errores
- Segmento 1: indicación del estado del
segmento actual
- Posición: posición de las pinzas de
soldadura Orbital [°] / velocidad de
soldadura [cm/min]
- Velocidad de hilo [cm/min]
- Indicación al lado del tiempo de
"POSICIONAR" desde el inicio de
soldadura
- Segmento 1: indicación del estado del
segmento actual
- Posición: posición de las pinzas de
soldadura Orbital [°]
- Velocidad: velocidad de soldadura
[cm/min]
- Corriente: corriente de soldadura [A]
- Tensión: tensión de soldadura [V]
17
Page 18

Indicación
después del
posicionamiento
y antes del ujo
previo de gas
¡Importante! Si en el cuadro de diálogo 221 se encuentra el parámetro "DESENRE-
DAR" en "ARRANQUE AUTOM.", se realiza una transición automática del posicionamiento al ujo previo de gas.
- Fecha y hora
- Tipo de pinzas de soldadura Orbital
- Arranque --> CONTINUAR: inicio de
soldadura con la tecla "Arranque/
parada"
- Parada --> CANCELAR: parada de
soldadura inmediata con la tecla
"Parada"
- Posición: posición de las pinzas de
soldadura Orbital [°] / velocidad de
soldadura [cm/min]
- Segmento 1: indicación del estado del
segmento actual
¡Importante! Si en caso de pinzas de soldadura Orbital abiertas hay un hilo de
soldadura disponible y activado, adicionalmente aparece la indicación "Velocidad hilo."
para la velocidad de hilo [cm/min].
Indicación
durante el ujo
previo de gas
Indicación
durante el
Upslope
- Indicación al lado de "FLUJO PREVIO
DE GAS" - Tiempo desde el inicio de
soldadura
- Segmento 1: indicación del estado del
segmento actual
- Posición: posición de las pinzas de
soldadura Orbital [°]
- Velocidad: velocidad de soldadura
[cm/min]
- Corriente: corriente de soldadura [A]
- Tensión: tensión de soldadura [V]
- Indicación al lado del tiempo de
"ARRAN., UPSLO" desde el inicio de
soldadura
- Posición: posición de las pinzas de
soldadura Orbital [°]
- Segmento 1: indicación del estado del
segmento actual
- Velocidad: velocidad de soldadura
[cm/min]
- Corriente: corriente de soldadura [A]
- Tensión: tensión de soldadura [V]
18
Page 19

Indicación
durante la
soldadura
- Indicación al lado del tiempo de
"SOLDADURA" desde el inicio de
soldadura
- Posición: posición de las pinzas de
soldadura Orbital [°]
- Segmento 1: indicación del estado del
segmento actual
- Velocidad: velocidad de soldadura
[cm/min]
- Corriente: corriente de soldadura [A]
- Tensión: tensión de soldadura [V]
Indicación
durante el
Downslope
Indicación
durante el ujo
posterior de gas
- Indicación al lado del tiempo de
"DOWNSLOPE" desde el inicio de
soldadura
- Posición: posición de las pinzas de
soldadura Orbital [°]
- Segmento 1: indicación del estado del
segmento actual
- Velocidad: velocidad de soldadura
[cm/min]
- Corriente: corriente de soldadura [A]
- Tensión: tensión de soldadura [V]
- Indicación al lado del tiempo de
"FLUJO POSTERIOR DE GAS"
desde el inicio de soldadura
- Posición: posición de las pinzas de
soldadura Orbital [°]
- Segmento 1: indicación del estado del
segmento actual
- Velocidad: velocidad de soldadura
[cm/min]
- Corriente: corriente de soldadura [A]
- Tensión: tensión de soldadura [V]
Indicación
después de una
interrupción
del proceso de
soldadura
Si se ha interrumpido el proceso de soldadura debido a una alarma o con la tecla
"Arranque/parada", "Parada" o "Parada de emergencia", aparece la siguiente indicación:
- Fecha y hora
- Tipo de pinzas de soldadura Orbital
- Arranque --> CONTINUAR: inicio de
soldadura con la tecla "Arranque/
parada" (13)
- Derecha/parada --> CANCELAR: salir
del estado de alarma pulsando al
mismo tiempo las teclas "Derecha" (5)
y "Parada" (12)
- Posición: posición de las pinzas de
soldadura Orbital [°] / velocidad de
soldadura [cm/min]
- Segmento 1: indicación del estado del
segmento actual
19
Page 20

Antes de la puesta en servicio
Seguridad
Utilización prevista
¡ADVERTENCIA!
El manejo incorrecto puede causar graves daños personales y materiales.
No se deben utilizar las funciones descritas antes de haber leído y comprendido, en su totalidad, los siguientes documentos:
- Este manual de instrucciones.
- Todos los manuales de instrucciones de los componentes del sistema, en
particular, las indicaciones de seguridad.
El mando de sistema Orbital FPA 2030 sirve exclusivamente para la conexión a las fuentes de corriente TIG digitales de Fronius TT/MW 2500 y 3000. La conexión del aparato
se realiza mediante el montaje en el carro de desplazamiento Pick-Up con la opción
"Refuerzo Pick-Up".
La alimentación del mando de sistema Orbital se realiza a través de la conexión de LocalNet de la fuente de corriente TIG utilizada.
El aparato sirve para el control y la supervisión del proceso de soldadura TIG con las
pinzas Orbital y las antorchas TIG admisibles a tal n (se puede visualizar la lista en el
control: ver el capítulo "Menú pinzas de soldadura Orbital/antorcha manual").
Cualquier otro uso se considera como no previsto por el diseño constructivo. El fabricante declina cualquier responsabilidad frente a los daños que se pudieran originar.
También forman parte de la utilización prevista:
- El cumplimiento de las indicaciones del manual de instrucciones.
- El cumplimiento de los trabajos de inspección y mantenimiento.
- El empleo de las piezas de recambio prescritas por Fronius.
- La utilización del presente documento en relación con los manuales de instrucciones de los componentes del sistema integrados (fuente de corriente, circuito de
refrigeración, pinzas de soldadura, avance de hilo, etc.).
Condiciones de
emplazamiento
Conexión
El mando de sistema Orbital está certicado en la clase de protección IP23, lo que
signica:
- Protección contra la entrada de cuerpos sólidos mayores de Ø 12,5 mm (.49 in.).
- Protección contra rociadura de agua hasta un ángulo de 60° con respecto a la
vertical.
¡ADVERTENCIA!
La caída de un aparato puede representar un peligro mortal.
Emplazar el sistema de soldadura (mando de sistema Orbital y fuente de
corriente) sobre una base nivelada y rme.
La alimentación del mando de sistema Orbital FPA 2030 se realiza a través de la conexión de LocalNet de la fuente de corriente TIG utilizada. La conexión de LocalNet
sirve también como conexión de comunicación. Una alimentación del mando de sistema
Orbital a través de otras instalaciones y otros aparatos no es admisible.
20
Page 21

Puesta en servicio
Seguridad
¡ADVERTENCIA!
Una descarga eléctrica puede causar daños personales de carácter
grave.
Si el aparato está enchufado a la fuente de corriente durante la instalación,
hay peligro de que ocurran graves daños personales y materiales.
Realizar todos los trabajos en el aparato sólo cuando el interruptor de red de
la fuente de corriente está conmutado a la posición - O -.
La puesta en servicio del sistema de soldadura se describe de la siguiente manera:
- para el tipo de aplicación principal soldadura Orbital,
- por medio de una conguración estándar para equipos de soldadura Orbital.
La conguración estándar incluye los componentes siguientes:
- Mando de sistema Orbital
- Fuente de corriente con unidad de refrigeración y KD Supply
- Carro de desplazamiento Pick-Up
- Pinzas de soldadura Orbital
- Regulador de presión para gas protector y gas de formación
- Bombonas de gas para gas protector y gas de formación
Los pasos de trabajo mencionados a continuación le proporcionan una vista general de
la puesta en servicio del sistema de soldadura.
Encontrará información detallada sobre los diferentes pasos de trabajo en los manuales
de los aparatos correspondientes.
Conectar las
bombonas de
gas para gas
protector y gas
de formación
¡PRECAUCIÓN!
Peligro de lesiones originado por la caída de la bombona de gas.
- Utilizar una correa de seguridad
- Fijar la correa de seguridad a la altura del tercio superior de la bombona
de gas
- Jamás se debe jar la correa de seguridad en el cuello de la bombona
1. Fijar la bombona de gas en el carro de desplazamiento Pick-Up
2. Conectar la bombona de gas:
- Quitar el tapón de la bombona de gas
- Girar la válvula de la bombona de gas brevemente hacia la izquierda para quitar
la suciedad
- Comprobar la junta del regulador de presión
- Enroscar el regulador de presión a la bombona de gas y apretarlo
Al utilizar unas pinzas de soldadura Orbital con conexión de gas integrada:
3. Conectar un regulador de presión para gas protector mediante una manguera de
gas a la conexión "Entrada de gas protector"
4. Apretar el racor
5. Si estuviera disponible o si fuera necesario, conectar un regulador de presión para
gas de formación mediante una manguera de gas a la conexión "Entrada de gas de
formación"
Al utilizar unas pinzas de soldadura Orbital sin conexión de gas integrada:
3. Conectar la manguera de gas protector al regulador de presión para gas protector
4. Si estuviera disponible o si fuera necesario, conectar una manguera de gas de
formación al regulador de presión para gas de formación
21
Page 22

Establecer la
unión con la
pieza de trabajo
1. Poner el interruptor de red de la fuente de corriente en la posición - O -.
2. Enchufar y bloquear el cable de masa en el zócalo de corriente negativo identicado
con (+).
3. Con el otro extremo del cable de masa establecer la unión con la pieza de trabajo.
Conectar las
pinzas de
soldadura Orbital
1. Poner el interruptor de red de la fuente de corriente en la posición - O -.
2. Enchufar el cable de soldar de las pinzas de soldadura Orbital en el zócalo de
corriente identicado con (-) y bloquear girando hacia la derecha.
3. Conectar las pinzas de soldadura Orbital a la conexión "Control de las pinzas de
soldadura Orbital".
4. Si estuviera disponible:
- Conectar la clavija de control para el avance de hilo externo KD 4000 D-11 a la
conexión "Avance de hilo" (a).
(a)
¡Importante! La conexión de una antorcha manual TIG se realiza también en el zócalo
de corriente identicado con (-) siguiendo las explicaciones anteriores para las pinzas de
soldadura Orbital.
Conectar la clavija de control de la antorcha manual TIG al zócalo de conexión "Control
de las pinzas de soldadura Orbital" o al zócalo de conexión "Control de antorcha" en la
fuente de corriente.
5. Equipar la antorcha (ver el manual de instrucciones de la antorcha).
Al utilizar unas pinzas de soldadura Orbital con conexión de gas integrada:
6. Conectar la manguera de gas protector a la conexión "Salida de gas protector".
7. Si estuviera disponible, conectar una manguera de gas de formación a la conexión
"Salida de gas de formación".
Sólo al utilizar unas pinzas de soldadura Orbital refrigeradas por agua o una antorcha
TIG refrigerada por agua:
8. Enchufar las conexiones de agua de las pinzas de soldadura Orbital o de la
antorcha TIG a las conexiones "Alimentación de agua" y "Retorno de agua".
22
Page 23

Calibración de las pinzas de soldadura Orbital
t
s
v
AVC
ON
Generalidades Según el modelo y la versión de las pinzas de soldadura, las señales que se envían al
control están sujetas a ciertas desviaciones. Por este motivo, antes de la primera puesta
en servicio de las pinzas de soldadura, es necesario efectuar una calibración de trayecto
para la rotación, el transporte de hilo y el movimiento pendular (OSC).
Personal técnico
cualicado
Calibración de
trayecto para la
rotación
Estas descripciones van dirigidas a personal técnico formado o a personas con experiencia práctica en el campo de la técnica de soldadura. El fabricante no asume ninguna
responsabilidad por daños que se produzcan debido al desconocimiento por parte del
usuario.
A continuación se describe la calibración del movimiento de rotación del cabezal de
soldadura.
1. Marcar la posición de arranque del
cabezal de soldadura, por ejemplo,
con cinta adhesiva, tal y como se
muestra en la foto a la izquierda.
Cinta adhesiva
Posición de arranque
Marca de la posición de arranque
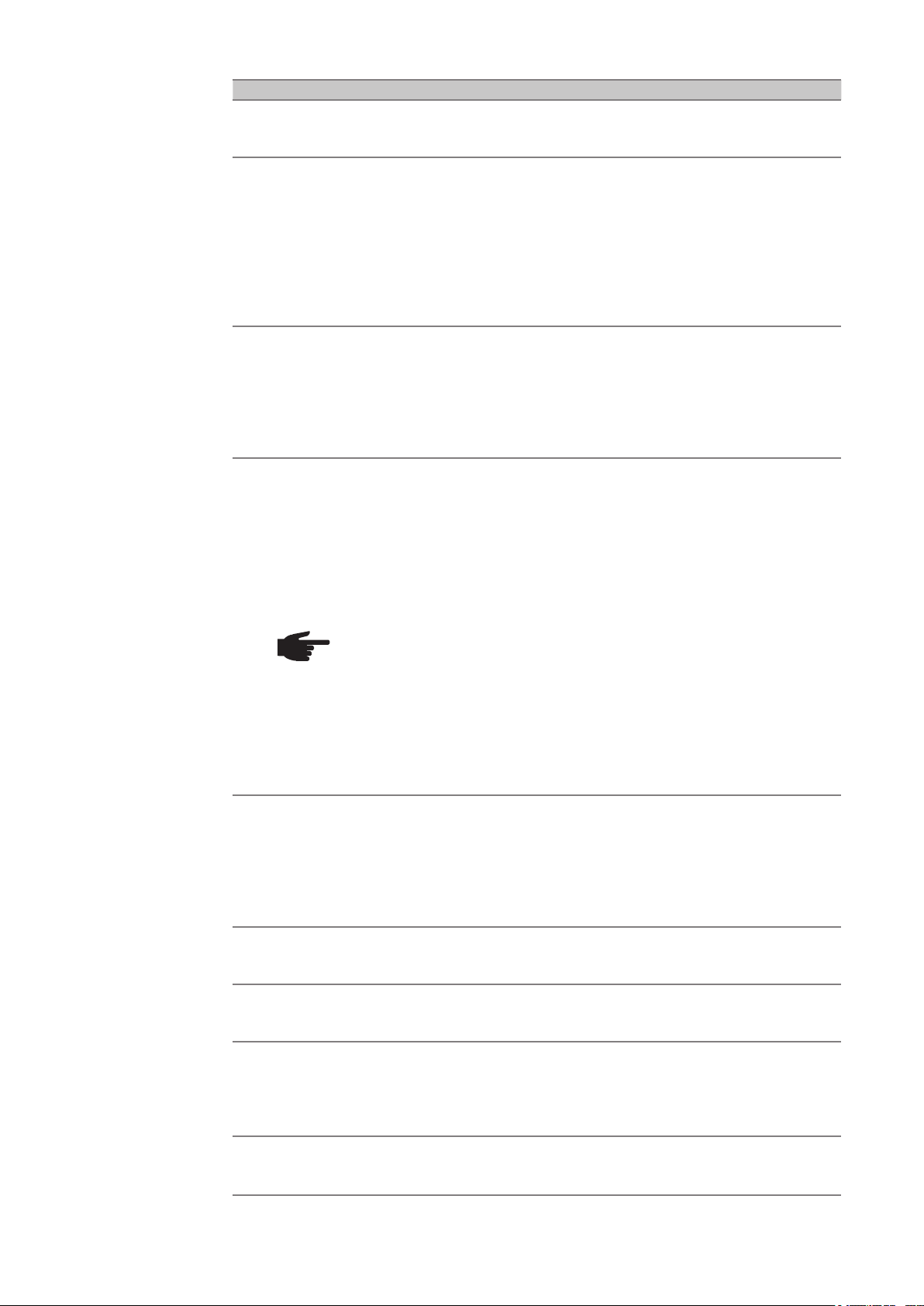
2. Poner la posición a cero: mantener
pulsada la "Tecla L." y pulsar
adicionalmente la tecla "STOP".
Controlar que el registro se haya
modicado correctamente en la
pantalla.
Pulsar la "Tecla L." y la tecla "Stop“
23
Page 24
Calibración de
AVC
ON
AVC
ON
trayecto para
la rotación
(continuación)
Desplazar el cabezal de soldadura manualmente
(a)
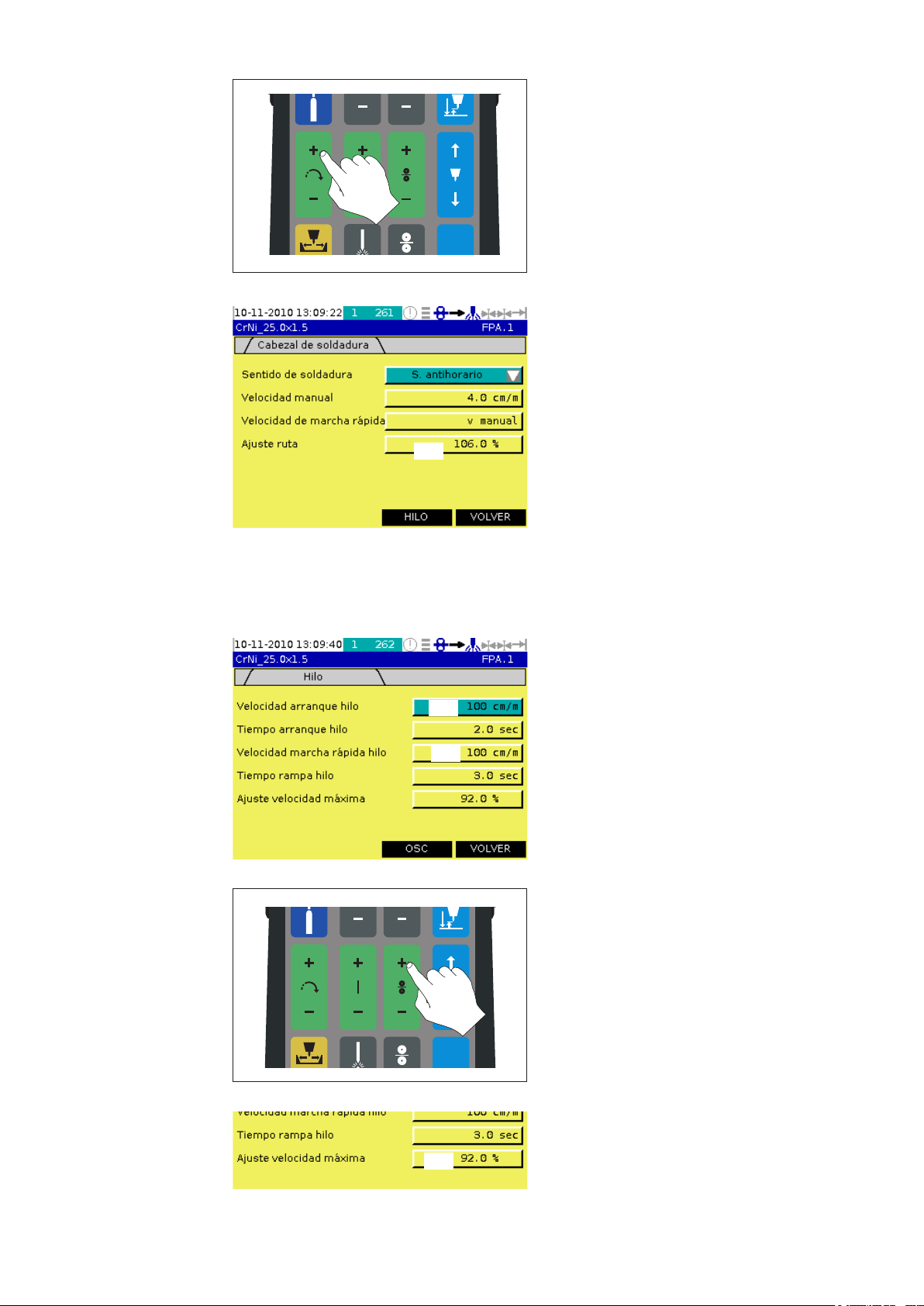
Seleccionar "Ajuste ruta"
3. ¡Desplazar el cabezal de soldadura
manualmente 360° y, para ello, tener
en cuenta la marca previamente
aplicada! A continuación, leer el valor
en la pantalla.
4. En caso de una desviación de 360°
cambiar en el control a la página 261.
Seleccionar aquí el parámetro "Ajuste
ruta" (a). Girar la rueda de selección
hasta que se muestre el valor de
"360°" en la pantalla del regulador a
distancia.
La calibración de trayecto para la rotación
ha nalizado con éxito.
Calibración de
trayecto para el
transporte de hilo
A continuación se describe la calibración del transporte de hilo.
1. Poner "Velocidad arranque hilo" (b)
y "Velocidad marcha rápida hilo" (c)
en cada caso al valor máximo de 100
(b)
cm/min.
(c)
Seleccionar "Ajuste ruta"
2. Pulsar la tecla "Desplazar el hilo de
soldadura" exactamente durante
un minuto. A continuación, medir la
longitud del hilo desbobinado con una
cinta métrica. La longitud de hilo debe
ser de 100 cm.
Desplazar el hilo de soldadura manualmente
Desplazar el hilo de soldadura manualmente
(d)
3. En caso de una desviación, debe
corregirse la diferencia con el punto de
menú "Ajuste velocidad máxima" (d).
Ejemplo: longitud de hilo medida = 108 cm
Ajustar "Ajuste velocidad máxima" al 92%
24
Page 25

Calibración de
t
s
v
AVC
ON
trayecto para
el movimiento
pendular (OSC)
A continuación se describe la calibración del movimiento pendular del cabezal de soldadura.
1. Desplazar el movimiento pendular
manualmente con la tecla
"Movimiento pendular izquierda/
derecha" hasta un valor par, por
ejemplo, 3.0 mm.
Desplazar el movimiento pendular manualmente
2. Realizar el desplazamiento con la
AVC en sentido hacia la pieza de
trabajo y marcar la posición del
cabezal en la pieza de trabajo.
Desplazar el movimiento pendular
hasta la posición nal y poner otra
< Marca
marca aquí.
< Marca
Marcar el trayecto de desplazamiento
Parámetro "OSC Inc/mm"
3. Medir la distancias entre las marcas
y comparar con la indicación en la
pantalla ("OSC Posición actual").
4. Corregir una posible desviación
mediante el parámetro "OSC Inc/
mm" (a) hasta que el parámetro
"OSC Posición actual" coincida con
la distancia medida en la pieza de
trabajo (b).
(a)
(b)
25
Page 26
Menús con selección directa
Principio de
funcionamiento
Tecla F1
Menú "Gas
protector y
refrigeración"
Los diferentes menús se pueden abrir directamente con las teclas del panel de control.
Con la tecla F1 se puede abrir una función denida por el usuario. Se pueden elegir las
siguientes funciones:
- Alarmas activas
- Historial de alarmas
- Desplazar a posición inicial
- Guardar pantallazo en USB
- Bomba de agua ACTIVO/INACTIVO
La informaciones más detallada sobre la ocupación de la tecla F1 gura en el menú
"Conguración y parámetros del sistema", apartado: "Ajustes especícos del usuario".
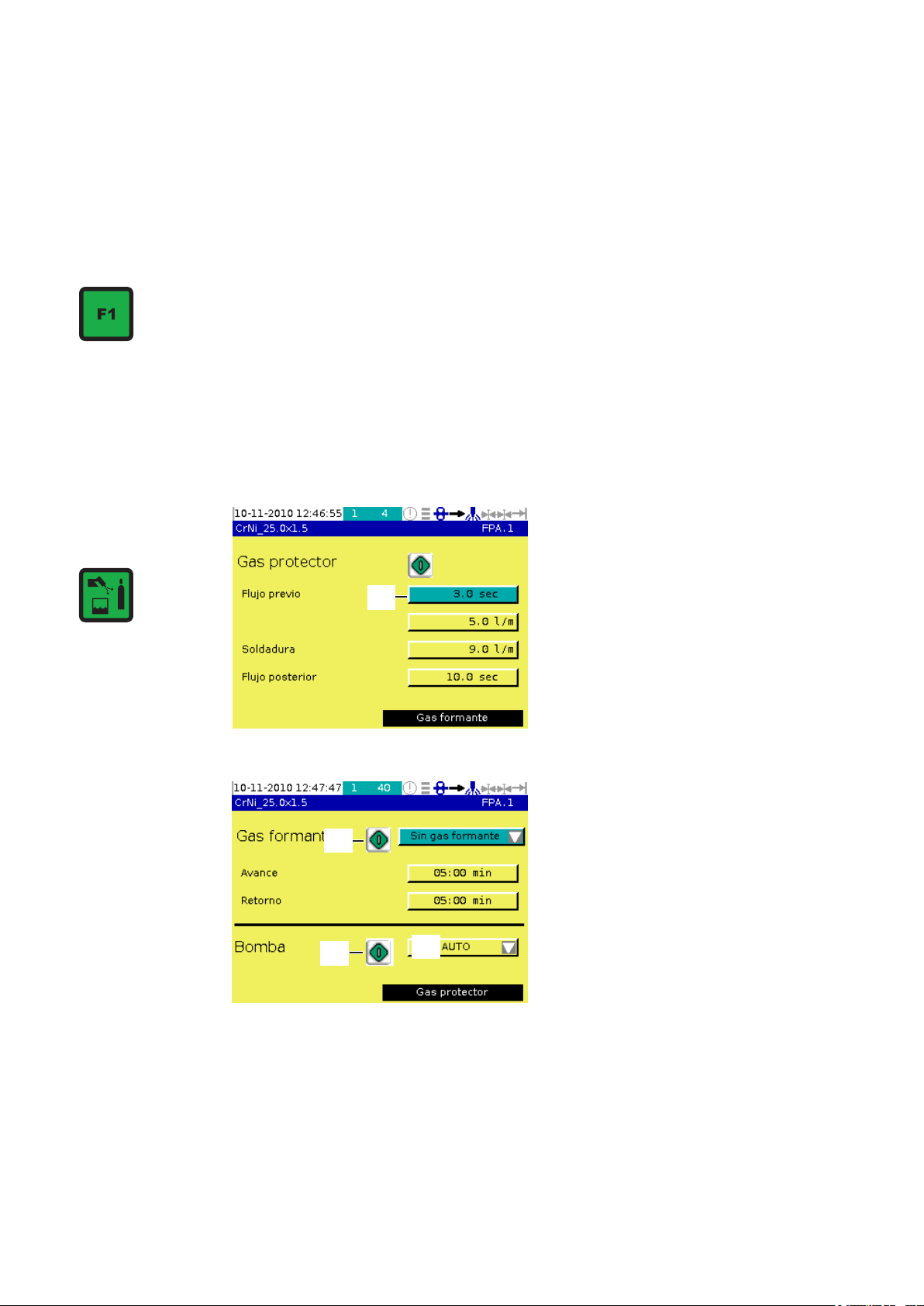
La entrada a este menú se realiza con la
tecla "Gas protector y refrigeración".
Gas protector
- Flujo previo: tiempo de ujo previo de
(a)
gas protector en segundos, así como
caudal en litros/minuto
- Soldadura: caudal en litros/minuto
- Flujo posterior: indicación de tiempo
en segundos
Pulsar el botón "Comprobar gas" (a) para
comprobar los ajustes para el gas protector.
Gas de formación
- No hay gas de formación: el gas de
formación está desactivado o sin
conectar
(b)
(d)
- Avance: tiempo de ujo previo de gas de formación [min]
- Retorno: tiempo de ujo posterior de gas de formación [min]
- Pulsar el botón "Gas de formación" para efectuar una prueba del ujo de gas de
formación (b)
Bomba
- ACTIVO: bomba de refrigerante encendida constantemente después de la conexión
- INACTIVO: bomba de refrigerante apagada
- AUTO: la bomba de refrigerante sólo se enciende en caso de necesidad
(c)
- Con válvula de gas: el gas de formación
se controla junto con el gas protector
en función del tiempo de ujo previo
de gas protector y del tiempo de ujo
posterior de gas protector previamente
ajustados
- Con avance: para el ujo previo y el
ujo posterior del gas de formación se
aplica el tiempo de avance de gas de
formación y el tiempo de ujo posterior
de gas de formación ajustados
26
Page 27

Menú "Gas
protector y
refrigeración"
(continuación)
¡Importante! Si se ha seleccionado el ajuste "INACTIVO", la bomba de refrigerante se
encuentra en "AUTO" después de cada arranque del proceso de soldadura si no hay
ninguna antorcha refrigerada por gas conectada.
Para realizar una prueba de la bomba de refrigerante
1. Seleccionar el registro "AUTO" en la ventana de indicación (c)
2. Pulsar el botón (d)
Menú
"Transmisión de
datos"
Abrir el menú con la tecla "Transmisión de datos"
Guardar todos los datos del mando de
sistema Orbital en la memoria USB
1. Seleccionar el símbolo de echa (e)
orientado hacia la memoria USB (f)
2. Iniciar el proceso de guardado con el
botón "OK"
(g)
Cargar todos los datos de la memoria
USB en el mando de sistema Orbital
1. Seleccionar el símbolo de echa (g)
(h)
(e)
(f)
orientado hacia el mando de sistema
Orbital (h)
2. Iniciar el proceso de guardado con el
botón "OK"
Cargar el programa de soldadura seleccionado desde la memoria interna del mando de
sistema Orbital o guardar en la memoria USB.
1. Seleccionar el símbolo para el mando
de sistema Orbital (h)
2. Seleccionar el programa de soldadura
que se va a transmitir en el cuadro de
diálogo representado
3. Transmitir el programa de soldadura
con el botón "CARGAR" a la memoria
de trabajo del mando de sistema
Orbital
4. Transmitir el programa de soldadura
con el botón "FPA ->USB" a la
memoria USB
Cargar el programa de soldadura seleccionado desde la memoria USB o guardar en la
memoria interna del mando de sistema Orbital.
1. Seleccionar el símbolo para la
memoria USB (f)
2. Seleccionar el programa de soldadura
que se va a transmitir en el cuadro de
diálogo representado
3. Transmitir el programa de soldadura
con el botón "CARGAR" a la memoria
de trabajo del mando de sistema
Orbital
4. Transmitir el programa de soldadura
mediante el botón "USB ->FPA" a
la memoria interna de la fuente de
corriente
27
Page 28
Menú
"Conguración
de la impresora"
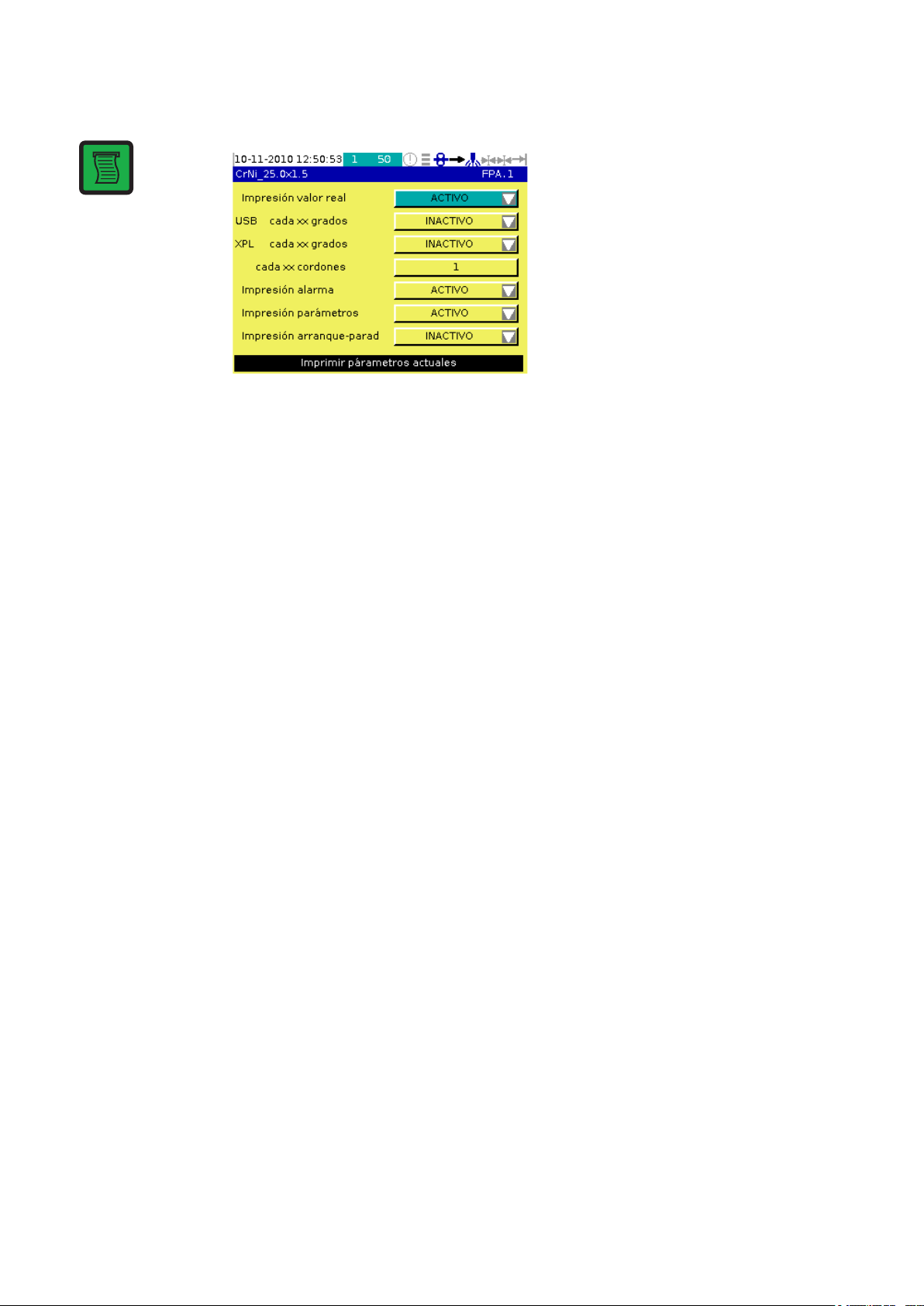
Abrir el menú con la tecla "Conguración de la impresora"
Introducir las siguientes indicaciones:
1. Impresión del valor real para los datos
de proceso más relevantes, a elegir
entre:
- Sin impresión
- Impresora
Impresión en papel con la
impresora integrada.
- Memoria USB
No se realiza ninguna impresión
en papel, sino que se guardan
los datos correspondientes en la
memoria USB.
- Impresora y USB
Se realiza la impresión en papel y
se guarda en la memoria USB.
Cada xx grados; la impresión se realiza en los siguientes intervalos de ángulo:
- "INACTIVO" ... sin protocolización
- "5 grados" ... Protocolización cada 5°
- "10 grados" ... Protocolización cada 10°
- "15 grados" ... Protocolización cada 15°
- "20 grados" ... Protocolización cada 20°
- "45 grados" ... Protocolización cada 45°
Y por cada xx cordones, según el registro "cada xx cordones"
2. Impresión alarma
Los ajustes son los mismos que para la impresión de valores reales, pero para la
impresión de mensajes de alarma
3. Impresión parámetros
Los ajustes son los mismos que para la impresión de valores reales, pero para la
impresión de los parámetros de proceso relevantes del programa cargado
4. Impresión arranque-parada
Los ajustes son los mismos que para la impresión de valores reales, pero para
la impresión de los datos relevantes para el inicio de soldadura y la parada de
soldadura
¡Importante! Para cambiar el papel de la impresora:
- Retirar la cubierta de la impresora
- Sacar el resto de papel de la impresora
- Colocar un rollo de papel adecuado para la impresora térmica
- Colocar la cubierta
28
Page 29

Menú
"Conguración
de la impresora"
(continuación)
Ejemplo para una impresión de parámetros como archivo txt para una memoria
USB:
Ejemplo para una impresión de valores
reales como archivo txt para una memoria
USB:
29
Page 30

Menú
"Conguración
de la impresora"
(continuación)
Ejemplo para la impresión de alarmas
y la impresión de inicio y parada como
archivo txt para una memoria USB:
Si se ha seleccionado "Impresión inicio y
parada", se realiza cada hora la impresión
horaria indicada a continuación.
30
Page 31

alarmas y datos
especícos del
aparato
Abrir el menú con la tecla "i"Indicación de
Números de versión de los módulos
principales
- Pulsar el botón "ALARMA" para
mostrar las alarmas actuales
Alarmas actuales
Pueden tratarse tanto de perturbaciones
como también de errores de aplicación
que aún no se han eliminado.
- Pulsar el botón "HISTORIAL" para
mostrar las alarmas que
ya no están activas
Alarmas memorizadas con indicación de
hora y número de error
Pueden tratarse tanto de perturbaciones
como también de errores de aplicación
que ya se han eliminado o que aún no se
han eliminado.
- Pulsar el botón "CONFIG" para
obtener un listado de las alarmas
disponibles
1. Examinar la lista de alarmas con el
botón "SIGUIENTE"
2. Retorno a las alarmas actuales con el
botón "ACTIVO"
3. Retorno a las alarmas memorizadas
con el botón "HISTORIAL"
4. Si fuera necesario, abrir las cuatro
ventanas para alarmas adicionales
con el botón "Siguiente" que se
muestran a continuación
31
Page 32

Indicación de
alarmas y datos
especícos del
aparato
(continuación)
1. Pulsar el botón "INFORMACIÓN
CABEZAL" en la primera ventana
de indicación de la tecla "i" para
visualizar las pinzas de soldadura
Orbital.
¡Importante! Los campos incluidos
aquí no son elementos de manejo,
sino que sirven sólo para nes de
indicación.
- Diámetro mín.: diámetro mínimo de las uniones de tubo que se van a soldar [mm]
- Diámetro máx.: diámetro máximo de las uniones de tubo que se van a soldar [mm]
- Impulsos por vuelta
- Impulsos actuales: cantidad de impulsos contados para el programa de soldadura
actual
- Interruptor Sync: posición en 1/10 grados del interruptor de sincronización
La indicación 0 signica que no hay ningún interruptor de sincronización conectado
La indicación 3600 signica, por ejemplo, que el interruptor de posición nal está
montado en la posición de 360°
- Máx. velocidad: máxima velocidad de rotación [cm/min]
- Adaptación velocidad: factor de corrección para la velocidad de rotación
INACTIVO: sin factor de corrección
- Hilo: máxima velocidad de hilo [cm/min]
32
Page 33
Menú principal
Introducir la
contraseña
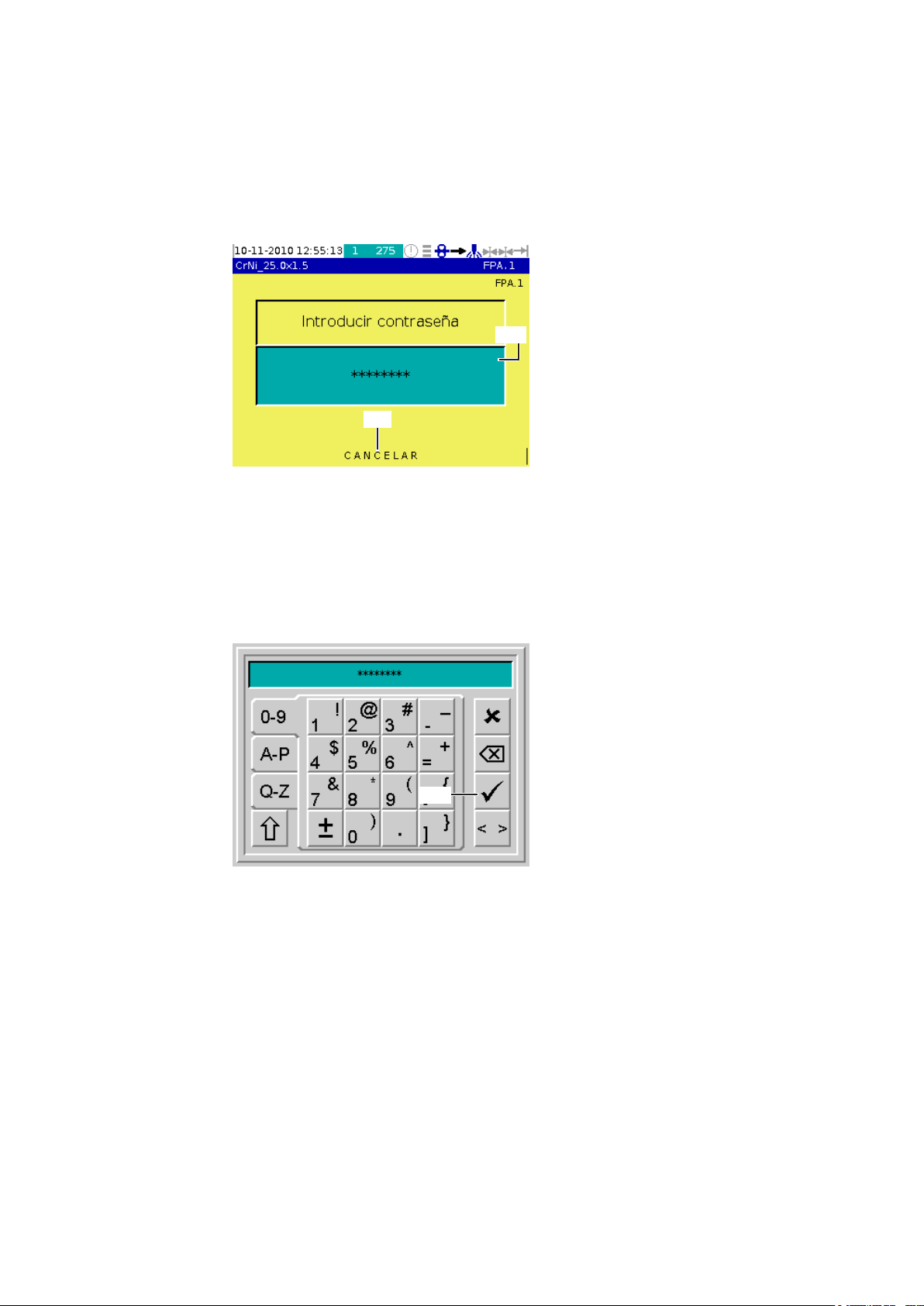
Si está preajustada la introducción de contraseña en el menú "Conguración y parámetros del sistema", cada vez que se conecte la fuente de corriente se emite la solicitud de
introducir la contraseña válida.
1. Poner el interruptor de red en la
posición - ON -
2. Aparece una ventana con la solicitud
de introducir la contraseña
3. Pulsar la supercie (a)
(a)
¡Importante! Al pulsar la supercie "Cancelar“ (b), el mando de sistema Orbital se
encuentra en el estado "Locked" y sólo
(b)
Después de pulsar el botón "Cancelar" sólo se encuentran disponibles las funciones
siguientes:
- Menú "Conguración y parámetros del sistema", pero sólo para darse de alta
- Menú de soldadura
- Cargar programas desde la memoria de trabajo del mando de sistema Orbital o
desde la memoria USB
- Impresión de los datos de proceso
soporta el trabajo de soldadura propiamente dicho. La posibilidad de modicar
ajustes está desactivada.
¿Ha olvidado
su contraseña?
4. Aparece un teclado simbolizado
5. Introducir y conrmar aquí la
contraseña con la tecla <c>
¡Importante! Como contraseña por defecto sirve un punto ".“ (punto). Si se cambia
esta contraseña por defecto y no se cono-
(c)
Si se ha olvidado la contraseña, debe ponerse en contacto con el FRONIUS TechSupport. Ver la última página de este documento para los datos de contacto.
ce la nueva contraseña, tampoco se podrá
iniciar una sesión con el punto "." (punto).
33
Page 34

Cuadro de
selección
(1)
(6)
(5)
(2)
(3)
(4)
El cuadro de selección ofrece la siguiente indicación y los siguientes menús:
(1) Indicación de las pinzas de soldadura Orbital seleccionadas o de la antorcha
manual
(2) Menú "Ajustes de parámetros"
(3) Menú "Conguración y parámetros del sistema"
(4) Menú "Soldadura"
(5) Menú "Synergic (curva característica)"
(6) Menú "Pinzas de soldadura Orbital/antorcha manual"
Si en vez de las pinzas de soldadura Orbital se ha seleccionado una antorcha manual
TIG, el símbolo (2) tendrá el siguiente aspecto:
Una explicación detallada de los menús aparece en las siguientes páginas.
34
Page 35

Menú "Pinzas de soldadura Orbital/antorcha manual"
Abrir el menú 1. Abrir el menú de pinzas de soldadura
Orbital para seleccionar unas pinzas
de soldadura Orbital o una antorcha.
Seleccionar el
tipo de las pinzas
de soldadura
Orbital
Seleccionar la
designación de
tipo de las pinzas
de soldadura
Orbital
(e)
(a)
(b)
(c)
(f)
2. Seleccionar el tipo de las pinzas de
soldadura Orbital deseadas
(a) Pinzas de soldadura Orbital
cerradas
(b) Antorcha manual
(c) Pinzas de soldadura Orbital de
fondo de tubo
En caso de seleccionar unas pinzas de
soldadura Orbital, continuar leyendo en
el párrafo "Seleccionar la designación de
tipo de las pinzas de soldadura Orbital y el
avance de hilo".
En caso seleccionar una antorcha manual,
continuar leyendo en el párrafo "Seleccionar el tipo de la antorcha manual".
3. Seleccionar el tipo de pinzas de soldadura Orbital deseado (e)
4. Si estuviera disponible, activar el OSC
(movimiento pendular de antorcha) (f)
OSC activado
(g)
OSC desactivado
5. Si estuviera disponible, activar la AVC
(h)
6. Si estuviera disponible, seleccionar el avance de hilo utilizado (h)
- Sin hilo
- Hilo interno
- KD 4000 D-11 (avance de hilo frío para hilo externo)
7. Utilizar el botón "VOLVER" para la selección de las pinzas de soldadura Orbital o la
tecla "Menú" para volver al menú principal
35
(regulación de distancia de antorcha)
(g)
AVC activada
AVC desactivada
Page 36

Seleccionar
el tipo de la
antorcha manual
3. Visualizar el registro "AM GAS" para
antorchas manuales refrigeradas por
gas
- Seleccionar el registro "AM AGUA"
para antorchas manuales refrigeradas
por agua
¡Importante! Para antorchas refrigeradas
por gas o por agua:
- Refrigeradas por gas: el ajuste estándar para la bomba de refrigerante es
"INACTIVO".
- Refrigeradas por agua: el ajuste estándar para la bomba de refrigerante
es "AUTO".
4. Utilizar el botón "VOLVER" para la
selección de las pinzas de soldadura
Orbital o la tecla "Menú" para volver
al menú principal
36
Page 37

Menú "Synergic"
Visualizar el
menú "Synergic"
Principio de
funcionamiento
Introducir
parámetros
1. Visualizar el menú "Synergic"
En el servicio Synergic es suciente con la introducción de algunos ajustes, generalmente menos conocidos, para el proceso de arco voltaico. En base a estas indicaciones,
la fuente de corriente calcula un resultado óptimo de soldadura para todos los demás
ajustes.
Introducir las siguientes indicaciones:
2. Tipo de material del material base
- CrNi
- Acero
- Aluminio
- Titanio
- NiBas (en preparación)
- Duplex (en preparación)
- Cobre (en preparación)
3. Gas: gas protector
- Argón
- Argón H2 (argón e hidrógeno, en
preparación)
- Argón helio (en preparación)
- Helio (en preparación)
4. Espesor de pared de la unión de tubo
[mm]
5. Diámetro: diámetro exterior de la
unión de tubo [mm]
6. Conrmar los ajustes con la tecla OK
Se realiza un cálculo de los paráme-
tros
¡Importante! Pulsar el botón "Fijación PR" para efectuar ajustes del programa de soldadura de jación.
37
Page 38

Introducir parámetros
(continuación)
Efectuar los siguientes ajustes en el cuadro de diálogo "Prog. de sold. de.jación":
- Puntos de jación
INACTIVO: soldadura de jación des-
activada
1 .... 20: cantidad de puntos de ja-
ción de soldadura
- Tiempo soldadura de jación: duración de la corriente de soldadura para
un punto de jación de soldadura [s]
- Posición primer punto jación: posición del primer punto de jación de
soldadura [grados]
- Flujo previo de gas de jación: ujo
previo de gas protector previo al proceso de soldadura de jación
- Corr. de soldadura de jación: corriente de soldadura para el proceso de
soldadura de jación
- Flujo posterior de gas de jación: ujo
posterior de gas protector para el
proceso de soldadura de jación
¡Importante! Con las pinzas de soldadura Orbital cerradas, el ujo previo de gas y el
ujo posterior de gas sólo se realizan en el primer y en el último punto de jación de
soldadura.
38
Page 39

Menú "Conguración y parámetros del sistema"
Visualizar
el menú
"Conguración
y parámetros del
sistema"
Principio de
funcionamiento
Visualizar
los ajustes
"OPERARIO"
1. Visualizar el menú "Conguración y
parámetros del sistema"
En los apartados siguientes se ofrece una
explicación detallada de los menús.
El menú "Conguración y parámetros del sistema" permite la adaptación especíca del
mando de sistema Orbital y de las pinzas de soldadura Orbital para el usuario.
1. Pulsar el botón "OPERARIO" en la
ventana "Parámetros de cebado"
2. Aparece el cuadro de diálogo para los
ajustes especícos del usuario
Dar de alta
otro operario
y cambio de
contraseña
- Pulsar el botón "USUARIO ++“
(c) para visualizar un usuario
memorizado.
Para cambiar la contraseña de este usuario:
1. Pulsar el botón (a)
(a)
(b)
(c)
Asignación de los derechos para los usuarios:
1. Pulsar el botón "EDITAR USUARIO" (b)
2. La información detallada al respecto gura en el apartado "Derechos de usuario"
39
(d)
2. La información detallada al respecto
gura en el apartado "Cambiar la
contraseña"
Page 40

Dar de alta otro
operario y cambio de contraseña
(continuación)
¡Importante! Sólo el administrador puede asignar derechos de manejo. Si las indicaciones para un operario han cambiado, posteriormente no se podrá iniciar una sesión con
las entradas de usuario anteriores.
Bloquear el mando de sistema Orbital:
- Pulsar el "Símbolo de candado" (d)
El mando de sistema Orbital se encuentra inmediatamente en el estado "Locked" y sólo
se soporta el trabajo de soldadura propiamente dicho. La posibilidad de modicar ajustes está desactivada.
Desbloquear el mando de sistema Orbital:
1. Volver a pulsar el "Símbolo de candado" (d)
2. Hacer clic en la solicitud para introducir la contraseña e introducirla a través del
teclado simbólico que aparece.
Cambiar la
contraseña
Derechos de
usuario
(f)
(g)
(e)
(h)
1. Aparece la solicitud para introducir
una nueva contraseña
2. Al pulsar la supercie (e), aparece
un teclado simbolizado para la
introducción de la nueva contraseña
Para cambiar el nombre del usuario
- Abrir el teclado simbolizado para
cambiar el nombre del usuario
pulsando el campo (f)
Para cambiar la contraseña
- Abrir el teclado simbolizado para
cambiar la contraseña pulsando el
campo (g)
Asignación de los derechos de operario
1. Pulsar el campo (h) y seleccionar uno de los siguientes registros
- BLOQUEADO ... El mando de sistema Orbital se encuentra inmediatamente en el
estado "Locked" y sólo se soporta el trabajo de soldadura propiamente dicho. La
posibilidad de modicar ajustes está desactivada.
- BASICO ... El operario no tiene derechos y sólo puede modicar los parámetros de
soldadura dentro de los límites admisibles para él.
- GUARDAR ... El operario puede guardar además los parámetros de soldadura que
han sido modicados por él.
- ENCONTRAR PAR. ... Adicionalmente, el operario puede modicar los parámetros
más allá de los límites predenidos.
- ADMIN ... Además, el usuario puede restaurar parámetros y ajustar parámetros de
conguración y del sistema.
2. Si fuera necesario, restaurar el estado original de los ajustes con el botón
"RESTAURAR USUARIO"
40
Page 41

Derechos de
usuario
(continuación)
3. Visualizar los ajustes de otros operarios con el botón "Op. -" y "Op. +"
4. Volver a la ventana "Cambiar operario" con el botón "VOLVER"
5. Visualizar los ajustes especícos del usuario en la ventana "Cambiar operario" con
el botón ">>"
Ajustes
especícos del
usuario
Introducir las siguientes indicaciones:
1. Selección actual del idioma:
seleccionar el idioma para la guía del
usuario
2. F1: selección de una función denida
por el operario para la tecla F1
3. F2: selección de una función denida
por el operario para la tecla F2 del
mando a distancia
4. Aceptar: antes de sobrescribir los
datos se muestra la consulta de
seguridad "Con conrmación" en el
momento de efectuar la selección
5. Las siguientes funciones denidas por el operario están disponibles para los
botones:
- Sin función
- Página de alarmas activa
- Historial de alarmas
- Desplazar a posición inicial
- Guardar pantallazo en USB
- Bomba de agua ACTIVO/INACTIVO
- Cargar el programa siguiente
6. Visualizar los ajustes para la luminosidad y el contraste con el botón ">>"
Luminosidad y
contraste
1. Adaptar la luminosidad y el contraste
con los botones (a) y (b)
(a)
2. Efectuar los siguientes ajustes en la
zona de entrada (c):
(c)
(b)
¡Importante! "PP" es el color de la
letra en primer plano y "FO" el color
de la supercie que aparece como
fondo de la letra.
Los valores numéricos a introducir corresponden al orden de secuencia contado por
líneas del cuadro de colores representado a la izquierda. Ejemplo:
- "0" signica negro
- "16" signica blanco
- Fondo ... Color de fondo general
- Entrada ... Color de letra y color de fondo de los textos
seleccionados con la rueda de ajuste pulsada
- Selección ... Color de letra y color de fondo de los textos
durante la selección
- Texto ... Color de letra y color de fondo de los textos en
general
- Campo ... Color de letra y color de fondo de los textos como
campos de texto
¡Importante!
Si fuera necesario, restaurar los ajustes de fábrica con el botón "POR DEFECTO".
41
Page 42

Parámetros de
cebado
Introducir las siguientes indicaciones:
1. Polaridad invertida cebado (Reverse
Polarity Ignition): cebado con
polaridad invertida.
- ACTIVO: activar
- INACTIVO: desactivar
2. Tecla de arranque -> Rot: Arranque
por separado de la rotación mediante
la tecla "Arranque".
3. tAC-Tacking: cebado pulsado.
El cebado pulsado se activa
automáticamente al seleccionar un
programa de soldadura de jación.
¡Importante! La información detallada sobre el programa de soldadura de jación gura
en el capítulo "Synergic".
- 0,1 - 9,9: Período de tiempo de una corriente pulsada de soldadura al comienzo de
un proceso de soldadura [s]
- ACTIVO: activar
- INACTIVO: desactivar
¡Importante! La función de soldadura de jación sólo está disponible para el procedimiento "Soldadura TIG-DC".
Modo de
soldadura y AC
4. Timeout de cebado ... tiempo que transcurre hasta la conexión si no se produce el
cebado [s]
Se requiere un nuevo inicio de soldadura para un nuevo intento de cebado
5. Rotura del arco ... tiempo que transcurre hasta la desconexión después de la rotura
del arco voltaico [s]
Si se activa la función de ruptura del arco voltaico, limpiar la supercie de la pieza y
repetir el inicio de soldadura
6. Tiempo entre impulsos AF [s]
... Duración de impulso de la alta tensión para el cebado de alta tensión
... Ext-HF: cebado de alta tensión con fuente de tensión externa
... Sin HF: cebado de alta tensión desactivado
7. Visualizar la ventana "Modo de soldadura y AC" con el botón ">>"
Introducir las siguientes indicaciones:
1. Modo de soldadura ... Modo de
servicio
- AC
- DC-
2. Diámetro de electrodo ... Diámetro del
electrodo de tungsteno [mm]
3. Para soldadura AC: tipo de corriente
de la semionda positiva / negativa
- Triángulo
- Seno
- Rect. suave
- Rectángulo
- Triángulo ... Curva triangular
- Seno ... Curva senoidal (ajuste estándar para arco voltaico silencioso y estable)
- Rectángulo suave ... Curva rectangular con pendiente de anco reducida, para la
reducción de ruido con respecto a la curva puramente rectangular
- Rectángulo ... Curva puramente rectangular (arco voltaico estable pero ruidoso)
42
Page 43

Modo de soldadura y AC
(continuación)
5. Activar la formación de calota con la tecla CALOTA
La formación automática de calota proporciona en cada caso una formación óptima
durante el inicio de soldadura. No es necesaria la formación de calota separada en una
pieza de prueba.
¡Importante! Al volver a iniciar la soldadura no es necesaria otra formación de calota.
Después de realizarse la formación de calota, ésta se desactiva para cada inicio de
soldadura subsiguiente.
6. Visualizar la ventana "Regulación de valor" con el botón ">>"
Ajuste de valores
Otros parámetros
La anchura de paso dene el importe de
la corrección (incrementar o reducir) por
cada pulsación de tecla. Sólo se puede
corregir durante un desarrollo. Los siguientes valores de ajuste permiten tanto
la indicación de la anchura de paso como
también del valor máximo:
1. Corriente de soldadura [A]
2. Vel rotación ... Velocidad de rotación
de las pinzas de soldadura Orbital
[cm/min]
3. Vel hilo ... Velocidad de hilo [cm/min]
4. Abrir la ventana "Otros parámetros"
con el botón ">>"
¡Importante! Los valores máximos sólo se pueden cambiar cuando los derechos de
usuario "PAR.", "ENCONTRAR PAR." y "ADMIN" están seleccionados. La información
detallada sobre los ajustes del usuario gura en el apartado "Ajustes del usuario".
Introducir las siguientes indicaciones:
1. Hora salvapantallas ... Tiempo que
transcurre desde la última operación
de manejo [min:s] hasta que se
desconecta la iluminación de pantalla
táctil. En el ajuste INACTIVO, la
iluminación de pantalla se apaga al
cabo de dos horas.
2. Número de cordón ... Asignación de
un número al cordón de soldadura
(a)
actualmente activo.
3. Inicio del sistema
... ABIERTO: después de conectar
la fuente de corriente se conecta
automáticamente el último usuario
que ha iniciado una sesión, sin tener
que introducir la contraseña.
... ENTRADA CONTRASEÑA: al conectar la fuente de corriente se realiza una
consulta de contraseña.
... BLOQUEADO: al conectar la fuente de corriente no se realiza ninguna consulta
de contraseña. La fuente de corriente se encuentra inmediatamente en el estado
"Locked" y sólo se soporta el trabajo de soldadura propiamente dicho. La posibilidad
de modicar ajustes está desactivada. El desbloqueo se realiza según el apartado
"Dar de alta otro operario y cambio de contraseña".
4. Al pulsar la supercie (a) aparece un teclado simbolizado para la introducción de
texto.
5. Visualizar la ventana "Ajuste de valores" para AVC, OSC con el botón ">>".
43
Page 44

Ajuste de valores
AVC, OSC
La anchura de paso dene el importe de
la corrección (incrementar o reducir) por
cada pulsación de tecla. Sólo se puede
corregir durante un desarrollo.
1. Avc Tensión ... Valor nominal de la
regulación AVC [V].
2. OSC Desvio ... Compensación del
recorrido pendular [mm].
3. OSC camino ... Recorrido pendular
[mm].
4. OSC velocidad ... Velocidad del
movimiento pendular [mm/min].
5. OSC pausa ... Intervalo de permanencia del movimiento pendular en las posiciones
de inversión [s].
6. Visualizar la ventana para los parámetros de rotación y velocidad de soldadura con
el botón "ROTACIÓN".
Sentido de
soldadura y
transporte de hilo
Enhebrar hilo
Introducir las siguientes indicaciones:
1. Sentido de soldadura
S. horario ... En el sentido de las
agujas del reloj
S. antihorario ... En el sentido
contrario al de las agujas del reloj
¡Importante! Sólo las pinzas de
soldadura cerradas sin alimentación
de hilo soportan la soldadura en el
sentido contrario al de las agujas del
reloj.
2. Velocidad manual ... Velocidad de soldadura en el modo manual [cm/min].
3. Velocidad de marcha rápida ... Velocidad de soldadura en marcha rápida [en % de
la velocidad de soldadura máxima de las pinzas Orbital].
En caso de una entrada de 0 se visualiza "Manual" (0% ... velocidad manual).
4. Visualizar los ajustes para enhebrar hilo con el botón "HILO".
Introducir las siguientes indicaciones:
1. Velocidad arranque hilo ... Velocidad
inicial al enhebrar hilo [cm/min].
2. Tiempo arranque hilo ... Tiempo hasta
la transición de la velocidad inicial a la
velocidad de marcha rápida.
3. Velocidad marcha rápida hilo ...
Velocidad de enhebrado de hilo en
marcha rápida [cm/min].
4. Tiempo rampa hilo ... La transición de la velocidad inicial a la velocidad de marcha
rápida se realiza de forma continua y se conoce como "Rampa". Aquí se puede
ajustar la duración de la transición.
5. Adaptación de la velocidad en porcentaje (ver "Calibración del transporte de hilo").
6. El botón "OSC" permite visualizar los ajustes para el movimiento pendular de
antorcha OSC.
44
Page 45

Parámetros OSC
Introducir las siguientes indicaciones:
1. OSC v-Manual. ... Velocidad inicial
del movimiento pendular de antorcha
OSC para el desplazamiento manual
[mm/min].
2. OSC v-rápido ... Velocidad de marcha
rápida del movimiento pendular de
antorcha OSC para el desplazamiento
manual [mm/min].
3. OSC v-rampa ... Parámetros del
sistema para la inclinación de la
rampa. Se reere al comportamiento
de aceleración y frenada del
movimiento pendular durante la
aproximación y el abandono de un
punto de inversión.
4. OSC Inc/mm ... Para adaptar el sistema de recorrido del movimiento pendular con
un motor paso a paso integrado.
5. Indicación de valor real de la posición actual del movimiento pendular (ver
"Calibración del movimiento pendular").
6. El botón "AVC" permite visualizar los ajustes para la regulación de distancia de
antorcha AVC.
Parámetros AVC Introducir las siguientes indicaciones:
1. AVC v-Manual. ... Velocidad inicial
de la AVC para el desplazamiento
manual [mm/min].
2. AVC v-rápido ... Velocidad de
marcha rápida de la AVC para el
desplazamiento manual [mm/min].
3. AVC v-rampa ... Parámetros del
sistema para la inclinación de la
rampa. Se reere al comportamiento
de aceleración y frenada de la
regulación de distancia de antorcha
AVC durante la regulación.
4. AVC inc/mm ... Para adaptar el sistema de recorrido de la unidad AVC con un motor
paso a paso integrado.
5. Visualizar los ajustes de los valores límite con el botón "LIMIT" (ver la página 57).
Fecha, hora y
calibración de la
pantalla táctil
Introducir las siguientes indicaciones en la
ventana "Ajustar hora":
1. Año
2. Mes
3. Día
4. Hora
5. Minuto
6. Segundo
7. Pulsar al botón "Ajustar reloj" para
aceptar la hora ajustada
Para calibrar la pantalla táctil:
8. Pulsar el botón "Calibrar"
9. Pulsar exactamente la cruz reticular
10. Repetir este proceso hasta que vuelva a aparecer la ventana "Ajustar hora"
11. Volver al menú de conguración con el botón "CONFIGURACIÓN"
45
Page 46

Menú "Ajustes de parámetros"
Visualizar el
menú "Ajustes de
parámetros"
Principio de
funcionamiento
Parámetro curva
de corriente
para antorchas
manuales TIG
1. Visualizar el menú "Ajustes de
parámetros"
Los ajustes de parámetros permiten la indicación o corrección de los parámetros más
importantes para el proceso de soldadura Orbital.
Introducir las siguientes indicaciones:
1. Modo de servicio
Operación de 2 tiempos
Operación de 4 tiempos
2. Modo de Impulsos ... Soldadura por
arco voltaico pulsado
ACTIVO
INACTIVO
3. I-P ... Corriente de pulsado [A]
4. t-P ... Tiempo de corriente de pulsado
[ms]
5. I-G ... Corriente básica [A]
6. t-G ... Tiempo de corriente básica [ms]
7. Pulsar el botón "Página 2" para
abrir el cuadro de diálogo para otros
ajustes
46
Page 47

Parámetro curva
de corriente para
antorchas manuales TIG
(continuación)
Parámetro curva
de corriente
para pinzas de
soldadura Orbital
Indicación para modo de operación de 2 tiempos
Indicación para modo de operación de 4 tiempos
¡Importante! Si en el cuadro de diálogo anterior se ha ajustado el modo de operación
"Operación de 2 tiempos", es válido el cuadro de diálogo a la izquierda. Para el modo de
operación "Operación de 4 tiempos", es válido el cuadro de diálogo a la derecha.
1. I-S ... Corriente inicial [A]
2. t-S ... Tiempo para corriente inicial [s]
3. UPS ... Tiempo para Upslope [s]
4. dSL ... Tiempo para Downslope [s]
5. I-E ... Corriente nal [A]
6. t-E ... Tiempo para corriente nal [s]
7. Corriente de descenso [A]
Introducir las siguientes indicaciones:
1. Recorrido de soldadura [grados]
(a)
¡Importante! Una indicación de más de
360° signica que se solapa el cordón de
soldadura al nal de la soldadura.
(b)
2. Diámetro ... Diámetro exterior de la
unión de tubo [mm]
3. 12 h de compensación ... Para
desplazar el punto de arranque en
grados [°]
(c)
4. I-S ... Corriente inicial [A]
5. t-S ... Tiempo para corriente inicial [s]
6. UPS ... Tiempo para Upslope [s]
7. Ajustar la corriente principal mediante la selección de la supercie (b) o (c)
¡Importante! Informaciones más detalladas sobre los ajustes para la corriente principal
guran en el siguiente capítulo "Parámetros para impulsos y velocidad de soldadura“.
8. dSL ... Tiempo para Downslope [s]
9. I-E ... Corriente nal [A]
10. t-E ... Tiempo para corriente nal [s]
47
Page 48
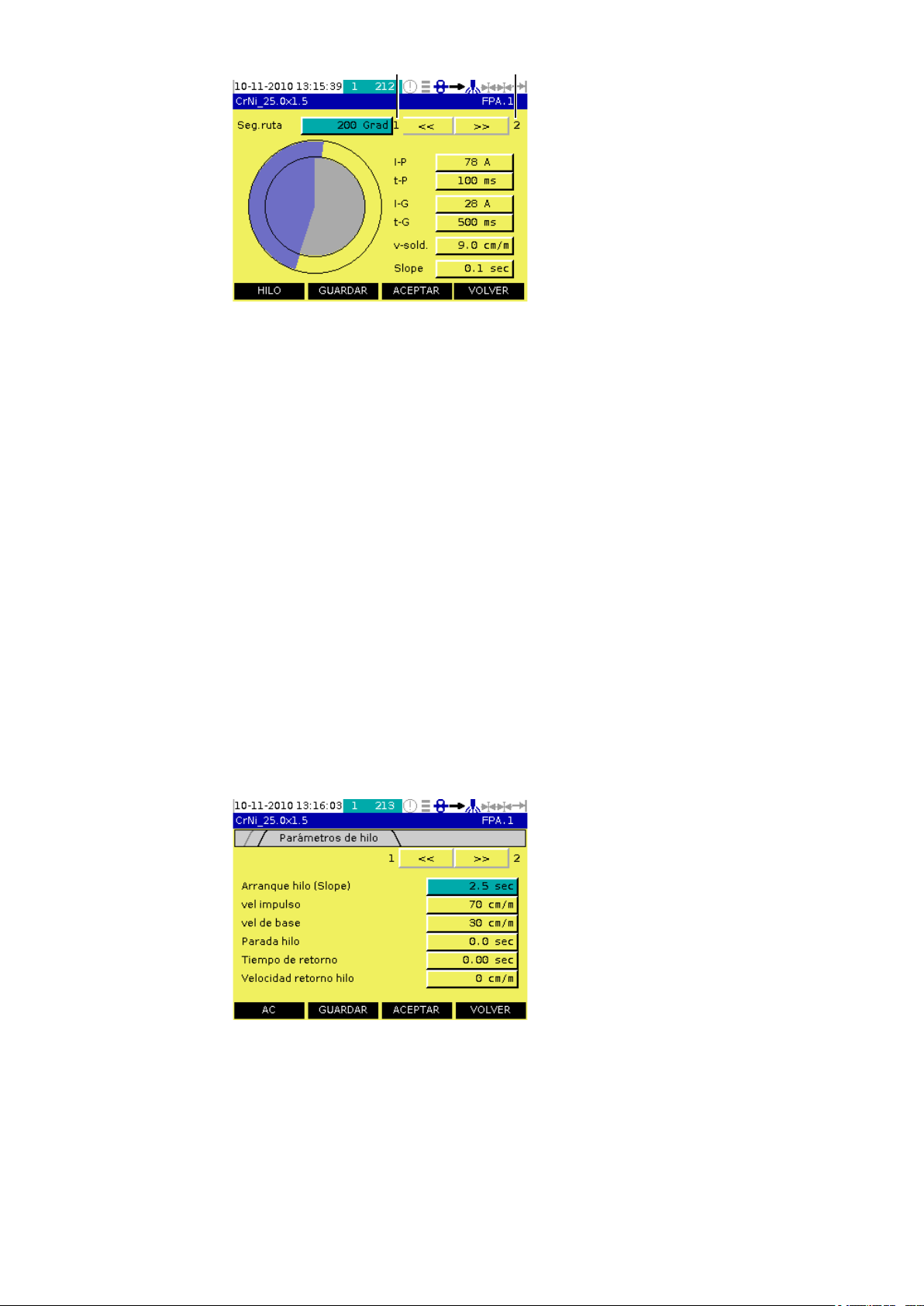
Parámetro para
impulsos y
velocidad de
soldadura
(b) (a)
La ventana permite la división del recorrido de la soldadura en varios segmentos.
Para cada uno de estos segmentos se
pueden ajustar individualmente los parámetros indicados a continuación para
impulsos y velocidad de soldadura.
Proceder como sigue para crear varios
segmentos:
1. En el campo de entrada "Seg.ruta",
indicar un recorrido de segmento que
sea inferior al recorrido de soldadura
actual
2. Automáticamente se crea un segmento adicional que llena el resto hasta alcanzar el
recorrido de soldadura completo
3. Cambiar al nuevo segmento con las teclas de echa "<<" y ">>"
¡Importante! La cifra (a) muestra la cantidad de los segmentos actualmente creados. La
cifra (b) muestra el segmento actual. La máxima cantidad de segmentos es de 10.
4. Si se reduce el valor para este segmento, se crea otro segmento nuevo que a su
vez llega hasta el nal del recorrido de la soldadura
5. Continuar este proceso hasta alcanzar la cantidad deseada de segmentos
6. Si fuera necesario, volver a adaptar el recorrido de segmento por cada segmento
Parámetro para el
transporte de hilo
Los parámetros siguientes de la corriente principal se pueden ajustar individualmente
para los segmentos:
- I-P ... Corriente de pulsado [A]
- t-P ... Tiempo de corriente de pulsado [ms]
- I-G ... Corriente básica [A]
- t-G ... Tiempo de corriente básica [ms]
- vel sold. ... Velocidad de soldadura [cm/min]
7. Con el botón "VOLVER" se vuelve a los parámetros para la curva de corriente
8. Con el botón "HILO" se vuelve a los parámetros para el transporte de hilo
Introducir las siguientes indicaciones:
1. Cambiar la selección de segmento
con la tecla "<<" o ">>"
2. Arranque hilo ... Tiempo de retardo
desde el comienzo de la corriente
de soldadura hasta el comienzo del
transporte de hilo [s]
3. vel impulso ... Velocidad de hilo
durante la fase de impulso [cm/min]
4. vel de base ... Velocidad de hilo
durante la fase de corriente básica
[cm/min]
5. Parada hilo ... Tiempo de retardo desde el comienzo del Downslope para la
corriente de soldadura hasta el nal del transporte de hilo [s]
6. Tiempo de retorno ... Duración de la retirada de hilo después del Downslope [s]
7. Velocidad retorno hilo ... Velocidad de retirada de hilo después de una parada de
hilo, mientras dure el tiempo de retirada de hilo [cm/min]
8. Con el botón "VOLVER" se vuelve a los parámetros para la "POTENCIA"
9. Abrir la ventana para ajustar los parámetros AC con la tecla "AC" (cuando AC está
preseleccionado).
48
Page 49

Parámetro para
soldadura AC
Introducir las siguientes indicaciones:
1. Cambiar la selección de segmento
con la tecla "<<" o ">>"
2. Frecuencia AC [Hz]
SINC ... Para la sincronización de red
de dos fuentes de corriente para la
soldadura simultánea en ambos lados
3. Balance AC
- 5: máxima potencia de fusión,
mínimo efecto de limpieza
+ 5: máximo efecto de limpieza,
mínima potencia de fusión
4. Con el botón "VOLVER" se vuelve a los parámetros para el transporte de hilo
5. Abrir la ventana para ajustar los parámetros OSC con la tecla "OSC"
Parámetros para
el movimiento
pendular de
antorcha OSC
Introducir las siguientes indicaciones:
1. Cambiar la selección de segmento
con la tecla "<<" o ">>"
2. Movimiento pendular de antorcha
activo/inactivo
OSC activo
OSC inactivo
3. OSC s-derecha ... Recorrido pendular
partiendo de la posición central hasta
la posición de inversión derecha [mm]
4. OSC-izquierda ... Recorrido pendular partiendo de la posición central hasta la
posición de inversión izquierda [mm]
5. OSC pausa derecha ... Intervalo de permanencia del movimiento pendular en la
posición nal a la derecha [s]
6. OSC pausa izda ... Intervalo de permanencia del movimiento pendular en la
posición nal a la izquierda [s]
7. OSC v-izquierda ... Velocidad pendular desde la izquierda hacia la derecha [mm/
min]
8. OSC v-derecha ... Velocidad pendular desde la derecha hacia la izquierda [mm/
min]
9. Con el botón "VOLVER" se vuelve a los parámetros para la soldadura AC
10. Abrir la ventana para ajustar los parámetros AVC con la tecla "AVC"
49
Page 50

Parámetros para
la regulación
de distancia de
antorcha AVC
Introducir las siguientes indicaciones:
1. Cambiar la selección de segmento
con la tecla "<<" o ">>"
2. Regulación de distancia de antorcha
AVC activa/inactiva
AVC activa
AVC inactiva
3. AVC U-antorcha SW ... Valor nominal
de la tensión de antorcha para la
regulación de distancia de antorcha
AVC [V]
4. Volver a visualizar los ajustes para la corriente principal con el botón "POTENCIA"
5. Con el botón "VOLVER" se vuelve a los parámetros para OSC
6. Visualizar la ventana "Guardar parámetros" en una de las dos ventanas
mencionadas con el botón "GUARDAR"
Visualizar el
parámetro para el
punto de inicio
En la ventana de la curva de corriente de
las pinzas de soldadura Orbital:
Pulsar el botón "P.ARRANQUE" (a) para
visualizar los parámetros para el ajuste del
punto de arranque.
(a)
50
Page 51

Parámetro para
el punto de
arranque
Introducir las siguientes indicaciones:
1. DESENREDAR ... Para desenredar el
paquete de mangueras en las pinzas
de soldadura Orbital abiertas con
alimentación de hilo.
- INACTIVO
Las pinzas de soldadura Orbital
no se desplazan a ningún punto
de arranque
- ACTIVO
Las pinzas de soldadura Orbital
se desplazan al punto de arranque que se dene con "Recorrido
de desenredar"
- ARRANQUE AUTOM.
Las pinzas de soldadura Orbital se desplazan al punto de arranque y comien-
zan inmediatamente y de forma automática con el proceso de soldadura
2. Posición de punto de arranque [°] ... Recorrido de desenredar para el paquete
de mangueras en sentido contrario al de las agujas del reloj, en grados frente al
vértice.
3. Retardo de arranque [s] ... Período de tiempo entre el arranque de la corriente de
soldadura y el comienzo del movimiento de giro de las pinzas de soldadura Orbital.
4. Downslope en movimiento [s] ... Período de tiempo que debe durar el movimiento
de soldadura en la fase de Downslope de la corriente de soldadura.
- INACTIVO
- 0,1 hasta dSL (tiempo de Downslope para la corriente de soldadura, ajustado
en los parámetros para la curva de corriente)
5. v-SYNCHRON ... Para denir el comportamiento de las pinzas de soldadura Orbital
durante la fase de corriente de pulsado.
- P.LENTO ... Las pinzas de soldadura Orbital se desplazan con una velocidad
reducida.
¡Importante! Esta velocidad viene predeterminada por el sistema y no puede
ser modicada.
- P.RÁPIDO ... Las pinzas de soldadura Orbital se desplazan con la velocidad
ajustada de soldadura "vel sold.".
- INACTIVO ... Servicio de sincronización desactivado. Las pinzas de soldadura
Orbital se desplazan siempre (fase de corriente de pulsado y de corriente básica) con la velocidad ajustada de soldadura "vel sold.".
6. RETORNO
- NINGUNO
- CON RETORNO ... Las pinzas de soldadura Orbital vuelven a la posición de
arranque después de llegar al nal de la soldadura.
- ES-360 ... Para pinzas de soldadura cerradas sin alimentación de hilo externa.
Las pinzas de soldadura Orbital vuelven al interruptor nal después de llegar al
nal de la soldadura.
- X-360 ... Después de llegar al nal de la soldadura, las pinzas de soldadura
Orbital se desplazan por el recorrido más corto al arranque y ponen a cero la
indicación de ángulo para el después de llegar al nal de la soldadura.
- PONER A CERO ... En el punto en el que se detiene el proceso de soldadura,
se pone a cero la indicación de ángulo para el recorrido de soldadura y, al mismo tiempo, se obtiene el punto de arranque para el próximo proceso de soldadura.
7. Con el botón “VOLVER” se vuelve a los parámetros para la curva de corriente
8. Abrir la ventana para ajustar los parámetros OSC con la tecla “OSC”
51
Page 52

Parámetro para
el punto de
arranque - OSC
Introducir las siguientes indicaciones:
1. OSC I-Sinc. ... El pulsado de la
máquina de soldadura está controlado
por el movimiento pendular. En este
proceso, se emite la corriente de
pulsado en los tiempos de pausa a la
izquierda y a la derecha, y la corriente
básica se emite durante el movimiento
pendular de un lado a otro.
¡Importante! Los parámetros de
pulsado "tP" y "tG" están desactivados
si "OSC I-Sinc." está activo. Éstos son
predeterminados por el movimiento
pendular.
2. OSC t-inicio ... Retardo del arranque del movimiento pendular de antorcha OSC [s]
Pausa izquierda
"OSC pausa izda"
"OSC
"OSC
camino
izdo"
vel. izda"
"OSC
camino
izdo"
Recorrido pendular
RotaciónCorriente de soldadura
Hilo
Diagrama del movimiento pendular que controla el desarrollo de soldadura (OSC I-sinc)
Retardo del arranque
"OSC t-inicio"
Rotación de las pinzas de soldadura Orbital "vel rot"
Corriente de
pulsado "IP"
Inicio de hilo
"vel impulso"
Corriente básica
"IG"
"vel de base"
"OSC
camino
derecho"
Pausa derecha
"OSC pausa derecha"
"OSC
vel. derecha"
t
t
t
t
52
Page 53

Parámetro para el
punto de arranque - OSC
(continuación)
3. OSC T&R Offset ... Sirve para denir la distancia entre la pieza de trabajo y la
posición de inversión del movimiento pendular [mm]
¡Importante! Una vez transcurrido el centraje automático de antorcha "Touch &
Retract", el sistema resta el valor para "OSC T&R Offset" del valor de la anchura de
péndulo.
¡OBSERVACIÓN! Peligro de daños materiales debido a una colisión
entre la antorcha y la pieza de trabajo.
Si el valor para "OSC T&R Offset" es 0 (cero), en cada movimiento pendular se produce una colisión entre el electrodo de tungsteno de la antorcha y
la pieza de trabajo.
Asegurarse de que el valor sea siempre mayor que 0 (cero).
Unidad pendular
Antorcha con electrodo de
tungsteno
"OSC T&R Offset""OSC T&R Offset"
Pieza de trabajo
Anchura de
péndulo
menos "OSC
T&R Offset"
Anchura de
péndulo
tras T&R
Offset "Touch & Retract"
4. AUTO T&R ... El desarrollo automático de la función Touch & Retract tiene las
siguientes posibilidades de ajuste:
- INACTIVO ... Auto T&R no se ejecuta
- AVC ... T&R sólo se ejecuta con la AVC
- OSC ... T&R sólo se ejecuta con el movimiento pendular
- AVC - OSC ... T&R se ejecuta primero con la AVC y, a continuación, con el
movimiento pendular
- OSC - AVC ... T&R se ejecuta primero con el movimiento pendular y, a
continuación, con la AVC
5. Con el botón "VOLVER" se vuelve a los parámetros para el punto de arranque
6. Abrir la ventana para ajustar los parámetros AVC con el botón "AVC"
53
Page 54

Parámetro para
el punto de inicio
- AVC
Introducir las siguientes indicaciones:
1. AVC refuerzo ... Factor de refuerzo de
la regulación de distancia de antorcha
[%]. Cuanto mayor sea el valor
ajustado, tanto más rápido realizará
la AVC la corrección en caso de
cambios de distancia.
¡Importante! Un valor porcentual
excesivo para el refuerzo AVC puede
provocar una sobreoscilación de la
AVC.
Valor recomendado para un
comportamiento de regulación óptimo
... 100%.
2. AVC t- inicio ... Retardo del arranque de la AVC [s]
3. AVC t- nal ... Duración del movimiento hacia arriba de la AVC al nal del proceso de
soldadura [s]
4. AVC v-T&R ... Velocidad AVC durante la realización de la aproximación automática de
la antorcha "Touch & Retract" [mm/min]
5. AVC T&R up ... Tiempo para el movimiento hacia arriba de la función AVC "Touch &
Retract" [s]
¡Importante! Si se introduce el valor 0 para "AVC T&R up", entonces la función
"Touch & Retract" está desactivada.
6. AUTO T&R
Guardar
parámetros
7. Con el botón "VOLVER" se vuelve a los parámetros para OSC
8. Volver a la ventana "P.ARRANQUE" con el botón "P.ARRANQUE"
Asignación de un nombre para guardar
el parámetro previamente seleccionado
como programa de soldadura.
1. Después de pulsar el botón
"NOMBRE=", los botones dispuestos
inmediatamente encima permiten la
composición de un nombre en base a
los diferentes datos de proceso.
(a)
¡Importante! Seleccionando la barra (a) aparece un teclado simbolizado para congurar
libremente un nombre de programa, así como para borrar o cambiar el texto.
54
Page 55
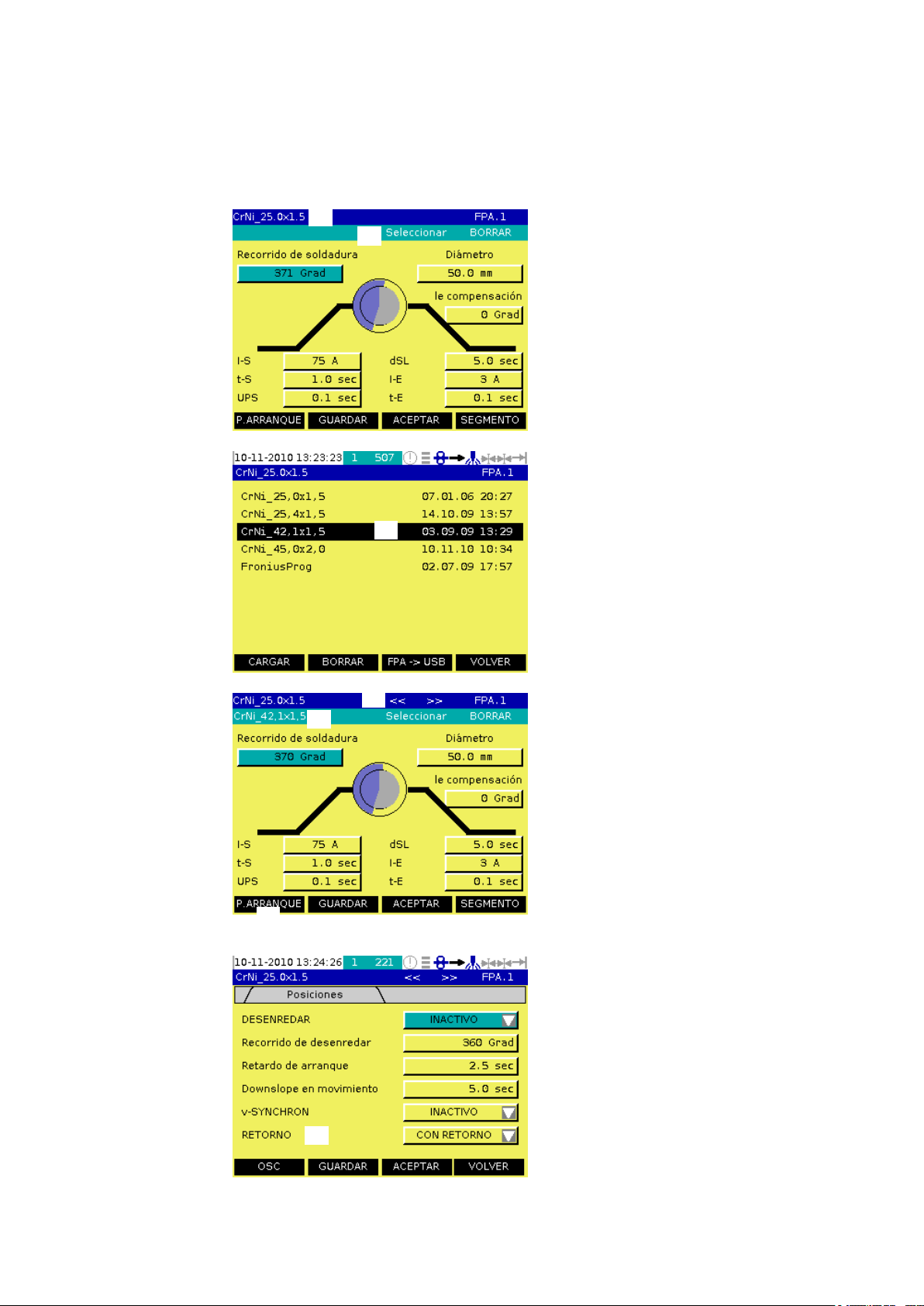
Programas
sucesivos
Como programas sucesivos se designan aquellos programas de soldadura que estén
vinculados al programa de soldadura original.
En este sentido, tener en cuenta que todos los programas de soldadura deben proceder
del mismo grupo. Por lo general, no se pueden imbricar los programas de diferentes
grupos. De igual modo, los programas pierden su vinculación cuando se guardan en un
grupo nuevo.
(a)
(b)
(c)
Procedimiento
Partiendo del programa de soldadura
mostrado (a) pueden seleccionarse y vincular otros programas mediante el botón
"Seleccionar" (b).
Después de pulsar el botón "Seleccionar"
se visualiza una imagen del grupo que
incluye el programa de soldadura original.
Aquí se seleccionan los programas sucesivos (c).
(f)
(d)
(g)
(e)
Los programas sucesivos seleccionados
se indican en una lista debajo del programa original (d).
Pulsar los botones << o >> (e) para navegar entre los programas.
Después de haber seleccionado todos los
programas, hay disponibles dos variantes
de la vinculación para su selección. Pulsar
primero el botón "Punto de arranque" (f).
En la imagen "Posiciones", se puede inuir
sobre el comportamiento de los programas
sucesivos a través de la posibilidades de
ajuste de la función "Retorno" (g).
55
Page 56

Programas sucesivos (continua-
ción)
(h)
Variante 1:
Retorno "NINGUNO" (h)
En este modo se imbrican todos los programas seleccionados para formar un sólo
programa.
Programa 1
Programa 1
Variante 1
Programa 2
Variante 2
Programa 2
Programa 3
Programa 3
Variante 2:
Retorno "........" Cualquier modo con la
excepción de "NINGUNO" (h)
En estos modos se visualizan todos los
programas seleccionados de uno en uno.
La parada de soldadura entre los programas, el nuevo arranque del proceso de
soldadura, así como todos los movimientos necesarios como, por ejemplo, para
desenredar el paquete de mangueras, se
realizan automáticamente.
56
Page 57

Menú "Soldadura Orbital y TIG"
Seguridad
Visualizar
el menú
"Soldadura"
¡ADVERTENCIA!
El manejo incorrecto puede causar graves daños personales y materiales.
No se deben utilizar las funciones descritas antes de haber leído y comprendido, en su totalidad, los siguientes documentos:
- Este manual de instrucciones.
- Todos los manuales de instrucciones de los componentes del sistema, en
particular, las indicaciones de seguridad.
¡ADVERTENCIA!
Una descarga eléctrica puede ser mortal.
Si el aparato está conectado a la red durante la instalación, hay peligro de
que ocurran graves daños personales y materiales.
Realizar todos los trabajos en el aparato sólo cuando el interruptor de red de
la fuente de corriente está conmutado a la posición - O -.
¡PRECAUCIÓN!
Peligro de daños personales y materiales originado por descarga eléctrica. En cuanto se conmuta el interruptor de red en la posición - I -, el electrodo
de tungsteno de las pinzas de soldadura Orbital está bajo tensión.
Prestar atención a que el electrodo de tungsteno no entre en contacto con
personas o con piezas con conductividad eléctrica o conectadas a tierra (por
ejemplo, caja del aparato, etc.).
1. Visualizar el menú "Soldadura"
2. Aparece la primera ventana para el
estado del proceso de soldadura
57
Page 58

Control,
monitorización,
valores reales
¡ADVERTENCIA!
Las máquinas de arranque automático pueden causar graves daños
personales y materiales.
De forma complementaria al presente manual de instrucciones, se deben
tener en cuenta las indicaciones de seguridad del fabricante del robot y del
sistema de soldadura.
Para la seguridad personal debe estar seguro de que se hayan tomado todas
las medidas de protección en la zona de trabajo de las pinzas de soldadura
Orbital y de que las mismas estén en funcionamiento mientras dure la estancia en esta zona.
1. Hacer clic en el botón "ARRANQUE"
para iniciar el proceso de soldadura
(d)
2. Finalizar el proceso de soldadura con
el botón "PARADA", con Downslope
¡Importante! Si se desea interrumpir el
proceso de soldadura inmediatamente, por
(b)
ejemplo, por motivos de seguridad, proceder como sigue:
- Hacer clic en el botón "CANCELAR":
(a)
el proceso de soldadura se detiene
inmediatamente con ujo posterior de
(c)
gas protector, pero sin Downslope
¡Importante! Si en el cuadro de diálogo aparece el mensaje "No preparado", al pulsar la
letra, el siguiente cuadro de diálogo muestra el estado que no es correcto.
Se muestran los siguientes parámetros:
1. Tiempo total ... Tiempo de marcha desde el comienzo del actual programa de soldadura [min]
2. Sección ... Actual tiempo de marcha para la actual sección de soldadura [min]
¡Importante! Una nueva sección de soldadura comienza después de cada suceso, por
ejemplo, "Flujo previo de gas" o "Desplazamiento al punto de arranque“.
3. Posición ... Posición del electrodo [grados]
4. v-soldar ... Velocidad de soldadura [cm/min]
(a) Indicación instantánea de la tensión de soldadura [V]
(b) Indicación instantánea de la corriente de soldadura [A]
(c) Número de cordón
¡Importante! El número de cordón también forma parte del nombre de archivo durante
el registro del valor real. Si el número de cordón está marcado con color naranja, el valor
indicado signica el número del punto de jación de soldadura actualmente soldado.
Visualizar la ventana "Estado del proceso de soldadura" con el botón (d).
58
Page 59

Estado del
proceso de
soldadura
Indicación del estado de los siguientes
parámetros:
1. ESTADO PROCESO EN MARCHA
2. ESTADO FUENTES DE CORRIENTE
3. INTERR.FIN DE CARR.ACTIVO
4. ALARMA - ESTADO FPA
Corrección del
proceso de
soldadura
La ventana aparece cuando se ha efectuado alguna modicación en el mando a
distancia.
- Pulsar el botón ">>" para mostrar las
modicaciones.
Por cada segmento (máximo 10), se indica la última modicación frente al valor original.
La indicación se realiza en las unidades correspondientes del formato de entrada. Se
muestran los siguientes parámetros:
1. Corriente ... Corriente de soldadura (corriente de pulsado + corriente básica)
2. vel rot ... Velocidad de rotación de las pinzas de soldadura Orbital
3. Vel hilo ... Velocidad de hilo
4. OSC.s ... Recorrido pendular (izquierda + derecha)
5. OSC.v ... Velocidad pendular (izquierda + derecha)
6. OSC.t ... Intervalo de permanencia del movimiento pendular (izquierda + derecha)
7. AVC.U ... Valor nominal de la regulación de distancia de antorcha AVC
59
Modicaciones de segmento 1 - 8:
Se ha cambiado la "Corriente" para el segmento "S1" en 4 A. En el campo correspondiente se muestra un "4".
- Pulsar la tecla "Segmento 9/10" para
mostrar las modicaciones para el
segmento 9 y 10.
Page 60

Corrección del
proceso de soldadura
(continuación)
Modicaciones de segmento 9 - 10:
Se ha cambiado la "Corriente" para el segmento "S9" en 5 A. En el campo correspondiente se muestra un "5".
- Pulsar la tecla "Segmento 9/10" para
mostrar las modicaciones para el
segmento 9 y 10.
Si se deben adoptar los parámetros modicados:
- Pulsar el botón "CORRECCIÓN" o la tecla "Arranque/parada" del mando a
distancia.
- Cerrar la ventana con la tecla "VOLVER" o con la tecla "Parada" del mando a
distancia sin adoptar los valores modicados.
¡Importante! Sólo se adoptan los parámetros si los siguientes derechos de usuario
están seleccionados:
- "GUARDAR",
- "ENCONTRAR PAR "
- "ADMIN"
La información más detallada sobre los ajustes del usuario gura en el apartado
"Ajustes del usuario".
Valores límite
Los siguientes ajustes pueden efectuarse
en caso de necesidad:
Porcentaje:
Indicación porcentual de la tolerancia admisible del valor básico, tanto en el margen positivo como en el negativo.
Tiempo:
Período de tiempo admisible en el cual
puede sobrepasarse esta tolerancia antes
de que se je una alarma.
60
Page 61

Diagnóstico de errores, solución de errores
Generalidades
En caso de perturbaciones, se debe tener en cuenta que el funcionamiento del mando
de sistema Orbital depende de muchos componentes adicionales (fuente de corriente,
pinzas de soldadura Orbital, avance de hilo, etc.) que también pueden ser fuentes de
perturbaciones. Todos los códigos de servicio que se visualizan en la pantalla de la fuente de corriente aparecen también en la pantalla táctil del mando de sistema Orbital.
¡ADVERTENCIA!
Una descarga eléctrica puede ser mortal.
Antes de abrir el aparato:
- Poner el interruptor de red de la fuente de corriente en la posición - O -.
- Separar el aparato de la red.
- Colocar un rótulo de aviso claro y legible para impedir cualquier
reconexión.
- Asegurarse con un medidor adecuado de que los componentes con
carga eléctrica (por ejemplo, condensadores) estén descargados.
¡PRECAUCIÓN! Una conexión inapropiada del conductor de protección
puede causar graves daños personales y materiales. Los tornillos de la caja
del aparato constituyen una conexión adecuada del conductor de protección
para la puesta a tierra de la caja, y nunca deben ser sustituidos por otros
tornillos sin una conducción del conductor de protección able.
Para el diagnóstico de errores resulta muy útil la indicación de las alarmas que se han
producido.
¡Importante! La información más
detallada sobre la ocupación de
la tecla F1 gura en el capítulo
"Conguración y parámetros del
sistema".
(a)
- Asignar la tecla F1 con "Página de
alarmas activa"
- Visualizar la página de alarmas activa
con la tecla F1
- También se puede pulsar el botón (a)
en la barra de símbolos para abrir la
página de conguración.
La página de conguración permite las
siguientes acciones:
- Lista de alarmas: abrir la página de
alarmas activa (ver también la página
siguiente)
- Aceptar: aceptar todas las alarmas
- S. del reloj o S. contrario reloj:
indicar el sentido de soldadura
- Soldadura conectada: activar un
proceso de prueba
- Con hilo: activar o desactivar el
transporte de hilo
- Izquierda o Derecha: hacer avanzar
o retroceder el hilo
- Izquierda o Derecha: dirigir las
pinzas de soldadura Orbital en el
sentido deseado
61
Page 62

Alarmas y
mensajes de
error
(a)
(b) (c) (d)
Página "Alarmas activas"
Visualización de imagen a través del botón
Lista de alarmas.
(a) Indicación de las alarmas activas
(b) Historial: visualización del historial de
alarmas
(c) Servo Info: visualización de la información detallada acerca de las alarmas de
los servoreguladores
(d) Cong: visualización de la conguración de alarmas (para activar/desactivar
las alarmas: "puentear")
Grupo 001
Este grupo incluye las alarmas generales
para toda la estructura del sistema.
Nº de
alarma
001 Las alarmas están puen-
002 Fallo de conexión interno No hay comunicación entre la pantalla y el control
003 Gateway Timeout EC21 GWLa conexión al Gateway es defectuosa. Comprobar si
004 DATA: ERR_FILE_DEVI-CEProblema durante el acceso a los datos de la memo-
005 Presostato Alarma para el presostato de gas protector
006 Fuente de alimentación Alarma de la fuente de alimentación. Comprobar si se
007 Cabezal de soldadura
008 Hilo error Error de los servoreguladores del hilo: ver la lista de
009 Parada de emergencia
--- SA: alarmas internas Alarma según la indicación de texto claro.
Indicación Descripción
(sólo para los técnicos de servicio de Fronius)
teadas
X20. Comprobar la alimentación de tensión del PLC y
las uniones enchufables.
se ilumina el LED DE ERROR en el Gateway.
ria USB. Causas: (a) Memoria USB defectuosa.
(b) El control no puede procesar los datos en la memoria USB.
(c) El sitio de memoria del control es demasiado
pequeño.
iluminan todos los LEDs y comprobar la alimentación
de tensión de la fuente de alimentación.
Error de los servoreguladores del cabezal de solda-
error
activada
dura: ver la lista de errores de los servoreguladores.
errores de los servoreguladores.
Se ha pulsado una parada de emergencia que está
activa.
62
Page 63

Alarmas y mensajes de error
(continuación)
Grupo 002
Este grupo incluye las alarmas en relación
con el tema "Fuente de corriente".
Nº de
alarma
001 Fuente de corriente no
002 Límite sobrepasado LocalNet: exceder la gama límite.
003 Colisión de antorcha LocalNet: colisión de la antorcha.
004 Gateway no preparado Gateway no preparado. Comprobar el Tipswitch en el
005 Hilo adherido El hilo se pega.
006 PS=0 sin error Ver el documento "Service codes UST" para una
--- SA: parte de potencia Alarma según la indicación de texto claro.
Indicación Descripción
Comprobar el estado de la fuente de corriente.
preparada
Gateway y controlar el LED de error.
explicación detallada de los códigos de servicio.
Grupo 003
Las alarmas y los mensajes de error del
grupo 3 son errores internos cuya solución
requiere la presencia de un técnico de
servicio.
63
Page 64

Alarmas y mensajes de error
(continuación)
Grupo 004
Las alarmas y los mensajes de error del
grupo 4 aparecen en caso de interrupción
del proceso de soldadura.
Nº de
alarma
001 CANC: RECEP error de UST LocalNet: número de error.
002 CANC: RECEP PS Ready
003 CANC: ENVIANDO Rob
004 CANC: parada de
005 CANC: tecla parada ->
006 CANC: alarma (ver página
007 CANC: arco sin corriente
008 CANC: sin señal de arco Falta la señal "Arco voltaico OK".
009 CANC: Ta arranque -> H (1) Sólo emisión de impresora.
--- SA: WeldManager Alarma según la indicación de texto claro.
Indicación Descripción
LocalNet: la siguiente señal falta: "Power Source
falta
Ready falta
emergencia pulsada
cancelación
de alarmas)
principal
ready - Fuente de corriente preparada".
FPA 2030 no preparado.
Se ha interrumpido el proceso mediante PARADA DE
EMERGENCIA.
Sólo emisión de impresora.
Otra alarma.
Falta la señal de corriente principal.
64
Page 65

Grupo 005
Este grupo incluye las alarmas generales
para toda la estructura del sistema.
Nº de
alarma
001 Cabezal de soldadura sin
002 Hilo avance Ver la lista de errores de los servoreguladores.
003 Corriente de motor cabezal
004 Corriente de motor hilo Ver la lista de errores de los servoreguladores.
005 Oxígeno restante alarma El aparato de medición de oxígeno restante mide el
006 Impresión en USB problema Durante la impresión como archivo en la memoria
007 OSC motor paso a paso
008 AVC motor paso a paso
009 AVC T&R Timeout Rebasamiento de tiempo en la función T&R. Causa:
--- SA: alarmas internas Alarmas internas.
Indicación Descripción
Ver la lista de errores de los servoreguladores.
movimiento
Ver la lista de errores de los servoreguladores.
de soldadura
oxígeno restante en el punto de soldadura.
USB ha aparecido un problema. Comprobar la
memoria USB o cambiar el parámetro para la
impresión.
Ver la lista de errores de los servoreguladores.
problema 0
Ver la lista de errores de los servoreguladores.
problema 0
la masa no está conectada a la pieza de trabajo o la
pieza de trabajo está muy sucia.
65
Page 66

Alarmas y mensajes de error
(continuación)
Grupo 006
Este grupo incluye las alarmas generales
en relación con el tema "Limit high/low".
Nº de
alarma
001 Corriente de pulsado límite Para todas las alarmas es aplicable lo siguiente:
002 Corriente básica límite
003 Tensión de antorcha límite
004 Velocidad rotación límite
005 Velocidad hilo límite
--- SA: Limit high/low
Indicación Descripción
Comprobar la duración ajustada y la magnitud de
la desviación de los valores límite. Puede que sean
insucientes. Se requiere un control general de los
valores.
Grupo 007
Este grupo incluye las alarmas generales
en relación con el tema "Limits icker".
Nº de
alarma
001 Corriente de pulsado intermi-
002 Corriente básica intermitente
003 Tensión de antorcha intermi-
004 Velocidad rotación límite
005 Velocidad hilo límite
--- SA: Limits icker
Indicación Descripción
tente
tente
Para todas las alarmas es aplicable lo siguiente:
Controlar el asiento rme de la masa. Comprobar el componente y el electrodo con respecto a
suciedad.
66
Page 67

Alarmas y mensajes de error
(continuación)
Grupo 008
Este grupo incluye las alarmas generales
en relación con el tema "Servoreguladores".
Nº de
alarma
000 Timeout servo rotación Timeout en la comunicación con el servoregulador "Rota-
001 Servo alarma rotación: 0Alarma servoregulador "Rotación" con número de error.
002 Timeout servo hilo Timeout en la comunicación con el servoregulador "Hilo".
003 Servo alarma hilo: 0 Alarma servoregulador "Hilo" con número de error. Ver la
004 Timeout servo AVC Timeout en la comunicación con el servoregulador "AVC".
005 Servo alarma AVC: 0 Alarma servoregulador "AVC" con número de error. Ver la
006 Timeout Servo OSC Timeout en la comunicación con el servoregulador "OSC".
007 Servo Alarm OSC: 0 Alarma servoregulador "OSC" con número de error. Ver la
---
Indicación Descripción
ción".
Ver la página 58 para detalles.
página 58 para detalles.
página 58 para detalles.
página 58 para detalles.
67
Page 68

Lista de
errores de los
servoreguladores
Si no es posible aceptar el error, desconectar y volver a conectar la instalación. Ver la
lista de errores de los servoreguladores para una explicación de errores.
68
Page 69

Alarmas y mensajes de error
(continuación)
(b)(a)
(a) Barra de símbolos Para editar alarmas
(b) Teclas de echa arriba/abajo Para mover el cursor hacia arriba y hacia abajo
(c) Tecla "Aceptar" Para aceptar una alarma
(d) Tecla "Activar, desactivar" Para activar o desactivar una alarma
(e) Tecla "Cerrar" Para cerrar la barra de símbolos
(c)
(d)
(e)
Editar alarmas:
1. Pulsar la pantalla táctil
2. Aparece la siguiente barra de símbolos (a)
3. Seleccionar la alarma correspondiente con las teclas de echa (b)
4. Seleccionar el "Símbolo de candado" (d) en la barra de símbolos (a)
5. La alarma correspondiente aparece en color gris
6. Para volver a activar la alarma, volver a seleccionar la misma con las teclas de
echa (b) y pulsar el "Símbolo de candado" (d)
7. Pulsar el botón "Cerrar" (e)
1. En la primera ventana de indicación,
pulsar la tecla "i" del botón
"SISTEMA" para visualizar otras
informaciones relevantes para el
servicio
2. Con el botón "INTERNO" (f) se
puede abrir la ventana mostrada
a continuación para mostrar datos
adicionales
(f)
69
Page 70

Códigos
de servicio
mostrados
Cuando los indicadores muestren un mensaje de error que no gure entre los enumerados aquí, el error sólo podrá ser solucionado por el Servicio Técnico. Apunte el
mensaje de error mostrado, junto con el número de serie y la conguración de la fuente
de corriente y llame al Servicio Técnico de FRONIUS proporcionando una descripción
detallada del error.
tP1 | xxx, tP2 | xxx, tP3 | xxx, tP4 | xxx, tP5 | xxx, tP6 | xxx
Causa: Exceso de temperatura en el circuito primario de la fuente de corriente.
Solución: Dejar enfriar la fuente de corriente.
tS1 | xxx, tS2 | xxx, tS3 | xxx
Causa: Exceso de temperatura en el circuito secundario de la fuente de corriente.
Solución: Dejar enfriar la fuente de corriente.
tSt | xxx
Causa: Exceso de temperatura en el circuito de control.
Solución: Dejar enfriar la fuente de corriente.
Err | 051
Causa: Falta de tensión de red: la tensión de red ha quedado por debajo del
margen de tolerancia (ver el capítulo "Datos técnicos“).
Solución: Controlar la tensión de red.
Err | 052
Causa: Sobretensión de red: la tensión de red ha sobrepasado el margen de
tolerancia (ver el capítulo "Datos técnicos“).
Solución: Controlar la tensión de red.
no | IGn
Causa: La función Ignition Time-Out está activa: no se ha producido el ujo
de corriente dentro del período de tiempo ajustado en el menú de
conguración. La desconexión de seguridad de la fuente de corriente se ha
disparado.
Solución: Inicio de soldadura repetido; limpieza de la supercie de la pieza de
trabajo.
Err | PE
Causa: La supervisión de corriente de tierra ha disparado la desconexión de
seguridad de la fuente de corriente.
Solución: Apagar brevemente la fuente de corriente, esperar 10 segundos y volver a
encenderla; si el error se repite a pesar de varios intentos, contactar con el
Servicio Técnico
Err | IP
Causa: Exceso de corriente primaria.
Solución: Avisar al Servicio Técnico.
Err | bPS
Causa: Error de pieza conductora.
Solución: Avisar al Servicio Técnico.
dSP | Axx, dSP | Cxx, dSP | Exx, dSP | Sy, dSP | nSy
Causa: Error de la unidad central de control y regulación.
Solución: Avisar al Servicio Técnico.
70
Page 71

Mando de
sistema Orbital
no | Arc
Causa: Ruptura del arco voltaico.
Solución: Inicio de soldadura repetido; limpieza de la supercie de la pieza de
trabajo.
no | H2O
Causa: El caudalímetro de la unidad de refrigeración se dispara.
Solución: Controlar la unidad de refrigeración, si fuera necesario, añadir líquido
refrigerante o purgar la alimentación de agua, según el capítulo "Puesta
en servicio de la unidad de refrigeración".
hot | H2O
Causa: El controlador térmico de la unidad de refrigeración se dispara.
Solución: Esperar la fase de enfriamiento, hasta que se deje de mostrar "Hot | H2O".
-St | oP- (Al utilizar la fuente de corriente con un interfaz de robot o un bus de
campo)
Causa: El robot no está listo.
Solución: Establecer la señal "Robot ready", colocar la señal "Conrmar error
fuente" (Source error reset) ("Conrmar error fuente" sólo con ROB 5000 y
acoplador de bus de campo para control de robot).
La fuente de corriente no tiene función
Interruptor de red conectado, indicadores no se iluminan
Causa: Alimentación de red interrumpida, clavija para la red no enchufada.
Solución: Comprobar la alimentación de red, si fuera necesario, enchufar la clavija
para la red.
Causa Caja de enchufe de red o clavija para la red defectuosa.
Solución: Sustituir las piezas defectuosas.
La fuente de corriente no tiene función
Interruptor de red conectado, indicadores no se iluminan
Causa: Fusible de red defectuoso.
Solución: Cambiar el fusible de red.
No hay corriente de soldadura
Interruptor de red conectado, indicación exceso de temperatura iluminada
Causa: Sobrecarga, se ha excedido la duración de ciclo de trabajo.
Solución: Observar la duración de ciclo de trabajo.
Causa: El automático de protección térmica se ha desconectado.
Solución: Esperar la fase de enfriamiento; después de un tiempo breve, la fuente de
corriente se pone en marcha automáticamente.
Causa: Ventilador de la fuente de corriente defectuoso.
Solución: Cambiar el ventilador.
No hay corriente de soldadura
Interruptor de red conectado, indicadores iluminados
Causa: Conexión de masa errónea.
Solución: Comprobar la polaridad de la conexión de masa y del borne.
Causa: Cable de corriente interrumpido en las pinzas de soldadura Orbital o en la
antorcha.
Solución: Cambiar las pinzas de soldadura Orbital o la antorcha.
71
Page 72

Mando de sistema Orbital
(continuación)
No hay función después del inicio de soldadura
Interruptor de red conectado, indicadores iluminados
Causa: Clavija de control no está enchufada.
Solución: Enchufar la clavija de control.
Causa: Pinzas de soldadura Orbital, antorcha o cable de control defectuoso.
Solución: Cambiar las pinzas de soldadura Orbital o la antorcha.
No hay gas protector o gas de formación
Todas las demás funciones están disponibles
Causa: Bombona de gas vacía.
Solución: Cambiar la bombona de gas.
Causa: Regulador de presión de gas defectuoso.
Solución: Cambiar el regulador de presión de gas.
Causa: Manguera de gas dañada o no montada.
Solución: Cambiar o montar la manguera de gas.
Causa: Pinzas de soldadura Orbital o antorcha defectuosa.
Solución: Cambiar las pinzas de soldadura Orbital o la antorcha.
Causa: Electroválvula de gas defectuosa.
Solución: Cambiar la electroválvula de gas.
Propiedades de soldadura pobres
Causa: Parámetros de soldadura incorrectos.
Solución: Comprobar los ajustes.
Causa: Conexión de masa errónea.
Solución: Comprobar la polaridad de la conexión de masa y del borne.
Las pinzas de soldadura Orbital o la antorcha se calientan mucho
Causa: Dimensiones insucientes de las pinzas de soldadura Orbital o de la
antorcha.
Solución: Observar la duración de ciclo de trabajo y los límites de carga.
Causa: Sólo para equipos refrigerados por agua: caudal de agua insuciente.
Solución: Ver el siguiente diagnóstico de errores "No hay caudal de agua o el caudal
es insuciente".
Causa: Sólo para equipos refrigerados por agua: el parámetro C-C se encuentra en
"OFF".
Solución: En el menú de conguración, poner el parámetro C-C en "Aut" o en "ON".
no | H2O
El controlador de ujo del aparato refrigerador (opción) se dispara. El mensaje de error
se muestra en el panel de control de la fuente de corriente.
Causa: Error en el caudal de refrigerante.
Solución: Controlar la unidad de refrigeración, si fuera necesario, añadir líquido
refrigerante o purgar la alimentación de agua, según el capítulo "Puesta
en servicio de la unidad de refrigeración".
Causa: Filtro de líquido refrigerante obstruido.
Solución: Limpiar o sustituir el tubo de ltro.
hot | H2O
El controlador térmico del aparato refrigerador se dispara. El mensaje de error se
muestra en el panel de control de la fuente de corriente.
Causa: La temperatura del líquido refrigerante es excesiva.
Solución: Esperar la fase de enfriamiento, hasta que se deje de mostrar hot | H2O.
72
Page 73

Mantenimiento, cuidado
Generalidades
Con cada puesta
en servicio
En condiciones normales, el mando de sistema Orbital sólo requiere un mínimo de
cuidados y mantenimiento. No obstante, es imprescindible observar algunos puntos para
conservar el aparato a punto a lo largo de los años.
- Comprobar respecto a daños el cable de red, así como las pinzas de soldadura
Orbital o la antorcha, el paquete de mangueras de conexión y la conexión de masa
- Comprobar que haya un espacio de 0,5 m (1 ft. 8 in.) alrededor del aparato, para
que el aire refrigerante pueda circular libremente
¡OBSERVACIÓN! Las entradas y salidas de aire del aparato nunca deben estar
tapadas, ni siquiera parcialmente.
73
Page 74

Datos técnicos
Mando de
sistema Orbital
Tensión de alimentación 55 V DC
Corriente nominal 4 A
Potencia de conexión 220 VA
Tensión de control 24 V
Tensión de motor 24 V
Tipo de protección IP 23
Certicación CE
Dimensiones longitud x anchura x altura 500 x 390 x 320 mm
19.7 x 15.3 x 12.6 in.
Peso 15 kg
33 lb.
Longitud del cable de conexión hasta la fuente de corriente 3,5 m
74
Page 75

Piezas de recambio
(13)
(1)
(3)
(4)
(5)
(12)
(6)
(7)
(8)
(9)
(14)
(10)(11)
(2)
(20)
(19)
(16)
(17)
(18a)
(18b)
75
Page 76

Piezas de
recambio
(continuación)
(21) (22) (23) (24)
(25)
(26) (27)
76
Page 77

Piezas de
recambio
(continuación)
(28) (28) (28)(29) (28)
(31)
(38)
(35)(36)(37)
(30)
(33)
(34) (32)
77
Page 78

Pos. Designación Tipo Número de artículo
Mando de sistema Orbital FPA 2030 Servo-Control 8,040,067,630
1 Regulador a distancia FPA 2030 (incluido cable de 10 m) 8,046,028
2 Cable de conexión a la fuente de corriente 3,5 m 43,0004,2737
3 Bisagra 44,0001,1309
4 Conexión USB 38,0009,0139
5 Conexión de Ethernet 38,0009,0140
6 Zócalo Sub-D 38,0003,0006
6 Caperuza antipolvo Sub-D 38,0004,0106
7 Transmisor de impulsos de rotación 24 V 38,0009,0124
7 Botón giratorio 42,0406,0315
7 Tapa rojo 42,0406,0093
8 Impresora térmica 38,0009,0111
8 Cable de la impresora 38,0009,0112
8 Papel de la impresora (1 rollo) 38,0008,0025
9 Carcasa de la caja de enchufe Amphenol 24 polos 38,0003,0196
10 Conector enchufable de brida 12 polos 38,0003,0173
11 Conexión rápida 44,0001,1417
12 Panel de potencia incluido el transmisor de impulsos
de rotación
13 Vidrio protector 58,0563,0313
14 Memoria USB 40,0006,2908
15 Electroválvula 43,0013,0015
16 Electroválvula 44,0001,1300
17 Conexión rápida 44,0001,0473
18a Electroválvula 44,0001,1300
18b Limitador de gas sensor de gas, gas 44,0001,1299
19 Caja de montar, clavija 32,0405,0230
20 Caja de montar, zócalo 32,0405,0159
21 Circuito impreso FR18A 4,085,192
22 Circuito impreso FU 10 4,070,770
23 Circuito impreso FU 50 4,070,942
24 Circuito impreso KD 4010 4,085,166
25 Tarjeta ash, panel de potencia 38,0102,0014
26 Circuito impreso FU10 4,070,770
27 Circuito impreso básico FPA FR21A 4,085,198
28 Regulador de motor 38,0006,0136
29 Kit I para el sensor de gas digital 4,100,374
30 Convertidor de señales 38,0007,0035
31 Circuito impreso Gateway 43,0001,1243
32 Módulo X20DC4395 38,0009,0134
Módulo de bus BM11 X20BM11 38,0009,0138
Borne de campo 12 polos 38,0009,0182
33 Módulo X20CS1020 38,0009,0132
Módulo de bus BM11 X20BM11 38,0009,0138
Borne de campo 12 polos 38,0009,0182
34 Borne de campo 12 polos 38,0009,0182
35 Módulo de interfaces X20 IF 1072 38,0009,0131
36 Unidad central CPU 38,0102,0030
37 Convertidor de valores de medición 38,0006,0045
38 Tarjeta ash CPU 38,0102,0013
38,0102,0036
78
Page 79

FRONIUS INTERNATIONAL GMBH
TechSupport Automation
)URQLXVSODW]$:HOV$XVWULD
7HO)D[
(0DLOVDOHV#IURQLXVFRP
www.fronius.com
8QGHUKWWSZZZIURQLXVFRPDGGUHVVHV\RXZLOOIiQGDOODGGUHVVHV
www.fronius.com/addresses
RIRXU6DOHVVHUYLFHSDUWQHUVDQG/RFDWLRQV
Page 80

 Loading...
Loading...