


/ Battery Charging Systems / Welding Technology / Solar Electronics
FPA 2030 Orbital Servo-Control
Návod k obsluze
CS
Systémové řízení
42,0426,0106,CS V01-11042012


Obsah
Všeobecné informace ......................................................................................................................................3
Princip ........................................................................................................................................................ 3
Koncepce přístroje ..................................................................................................................................... 3
Oblasti použití ............................................................................................................................................4
Varovná upozornění na přístroji .................................................................................................................4
Ovládací prvky a připojení ............................................................................................................................... 5
Ovládací panel .......................................................................................................................................... 5
Lišta se symboly ......................................................................................................................................... 7
Přípojky, vypínače a rozšíření systému ...........................................................................................................8
Popis .......................................................................................................................................................... 9
Dálkový ovladač FPA 2030RC ......................................................................................................................10
Bezpečnost ..............................................................................................................................................10
Ovládací prvky..........................................................................................................................................10
Popis indikací ...........................................................................................................................................15
Před uvedením do provozu ........................................................................................................................... 18
Bezpečnost ..............................................................................................................................................18
Předpisové použití přístroje ...................................................................................................................... 18
Předpisy pro umístění .............................................................................................................................. 18
Přípojka ....................................................................................................................................................18
Uvedení do provozu ...................................................................................................................................... 19
Bezpečnost ..............................................................................................................................................19
Připojení lahve s ochranným a formovacím plynem ................................................................................19
Vytvoření propojení se svařencem ........................................................................................................... 20
Připojení orbitálních svařovacích kleští .................................................................................................... 20
Seřízení orbitálních svařovacích kleští .......................................................................................................... 21
Všeobecné ............................................................................................................................................... 21
Kvalikovaní odborní pracovníci ..............................................................................................................21
Seřízení dráhy otáčení .............................................................................................................................21
Seřízení dráhy podávání drátu ................................................................................................................. 22
Seřízení dráhy rozkyvu (OSC) ................................................................................................................. 23
Nabídky s přímou volbou ...............................................................................................................................24
Princip ...................................................................................................................................................... 24
Tlačítko F1................................................................................................................................................24
Nabídka „Ochranný plyn a chlazení“ ........................................................................................................ 24
Nabídka „Přenos dat“ ...............................................................................................................................25
Nabídka „Kongurace tisku“ ..................................................................................................................... 26
Zobrazení alarmů a specických údajů zařízení ......................................................................................29
Hlavní nabídka ..............................................................................................................................................31
Zadání hesla ............................................................................................................................................31
Zapomenuté heslo ...................................................................................................................................31
Okno výběru ............................................................................................................................................. 32
Nabídka „Orbitální svařovací kleště / ruční svařovací hořák“ ........................................................................ 33
Otevření nabídky ...................................................................................................................................... 33
Volba typu orbitálních svařovacích kleští .................................................................................................33
Výběr typového označení orbitálních svařovacích kleští .........................................................................33
Výběr typu ručního svařovacího hořáku ................................................................................................... 34
Nabídka „Synergic“ ........................................................................................................................................35
Otevření nabídky „Synergic“ ....................................................................................................................35
Princip ...................................................................................................................................................... 35
Zadání parametrů ..................................................................................................................................... 35
Nabídka „Setup a systémové parametry“ ...................................................................................................... 37
Otevření nabídky „Setup a systémové parametry“ ................................................................................... 37
Princip ...................................................................................................................................................... 37
Otevření nastavení „OBSLUHA“ .............................................................................................................. 37
3

Přihlášení jiného uživatele a změna hesla ...............................................................................................37
Změnit heslo ............................................................................................................................................. 38
Práva uživatele ......................................................................................................................................... 38
Uživatelsky specická nastavení .............................................................................................................. 39
Jas a kontrast ........................................................................................................................................... 39
Parametr zapálení .................................................................................................................................... 40
Svařování a AC ........................................................................................................................................40
Přestavení hodnot ....................................................................................................................................41
Další parametry ........................................................................................................................................ 41
Přestavení hodnot AVC, OSC .................................................................................................................. 42
Směr svařování a podávání drátu ............................................................................................................42
Zavedení drátu .........................................................................................................................................42
Parametry OSC ........................................................................................................................................ 43
Parametry AVC ......................................................................................................................................... 43
Datum, čas a kalibrace dotykové obrazovky ............................................................................................43
Nabídka „Nastavení parametrů“ ....................................................................................................................44
Otevření nabídky „Nastavení parametrů“ ................................................................................................. 44
Princip ...................................................................................................................................................... 44
Parametry průběhu proudu pro ruční svařovací hořák WIG ....................................................................44
Parametry průběhu proudu orbitálních svařovacích kleští .......................................................................45
Parametry pulzů a rychlosti svařování ..................................................................................................... 46
Parametry podávání drátu ........................................................................................................................ 46
Parametry pro svařování AC ................................................................................................................... 47
Parametry pro rozkyv hořáku OSC ......................................................................................................... 47
Parametry řízení vzdálenosti hořáku AVC ................................................................................................ 47
Otevření parametrů bodu startu ...............................................................................................................48
Parametry pro bod startu .........................................................................................................................48
Parametry pro bod startu - OSC ..............................................................................................................49
Parametry pro bod startu - AVC ............................................................................................................... 51
Ukládání parametrů .................................................................................................................................. 51
Následné programy .................................................................................................................................. 52
Nabídka „Orbitální svařování a svařování WIG“ ............................................................................................54
Bezpečnost ..............................................................................................................................................54
Otevření nabídky „Svařování“ .................................................................................................................. 54
Řízení, kontrola, aktuální hodnoty ............................................................................................................ 55
Stav svařovacího procesu ........................................................................................................................ 56
Korekce svařovacího procesu .................................................................................................................. 56
Mezní hodnoty .......................................................................................................................................... 57
Diagnostika a odstraňování závad ................................................................................................................ 58
Všeobecné informace ..............................................................................................................................58
Alarmy a chybová hlášení ........................................................................................................................59
Seznam závad servomotoru ....................................................................................................................63
Zobrazované servisní kódy ...................................................................................................................... 65
Orbitální systémové řízení .......................................................................................................................66
Údržba, péče .................................................................................................................................................68
Všeobecné informace ..............................................................................................................................68
Při každém uvedení do provozu ............................................................................................................... 68
Technické údaje .............................................................................................................................................69
Orbitální systémové řízení .......................................................................................................................69
Náhradní díly .................................................................................................................................................70
4

Všeobecné informace
Princip Zařízení FPA 2030 představuje zcela digitalizované, mikroprocesorem řízené systémové
řízení pro orbitální svařování. Aktivní manažer svařovacího zdroje je propojen s digitálním
signálovým procesorem a spolu s ním řídí a reguluje celý svařovací proces. Aktuální údaje
se průběžně měří a na jakékoliv změny zařízení ihned reaguje.
Regulační algoritmy zaručují, že
požadovaný provozní stav zůstává
nepřetržitě zachován. Tím se dosahuje
nesrovnatelně vyšší přesnosti
celého svařovacího procesu, exaktní
reprodukovatelnosti pracovních výsledků
a vynikajících svařovacích vlastností.
Kromě svařovacích vlastností stojí za
pozornost také vysoká účinnost nového
orbitálního systémového řízení.
Práci usnadňuje intuitivní koncepce
ovládání. Podstatné funkce jsou
na první pohled zřejmé a snadno
nastavitelné, zejména díky umístění
důležitých ovládacích prvků na velkoryse
dimenzovanou dotykovou obrazovku.
Orbitální systémové řízení FPA 2030
Koncepce
přístroje
Zařízení FPA 2030 je šestiosé orbitální systémové řízení určené pro připojení k digitálním
svařovacím zdrojům Fronius WIG TT/ MW 2500 a 3000. Pod pojmem šestiosé orbitální
systémové řízení se rozumí programování a řízení následujících 6 parametrů:
- ochranný plyn
- svařovací proud
- rotační pohyb svařovací hlavy
- parametr drátu
- parametr AVC (regulace vzdálenosti hořáku)
- parametr OSC (rozkyv hořáku)
Umístění systémového řízení nad svařovacím zdrojem na podvozku Pick-Up umožňuje
příjemnou pracovní výšku. Přední kryt systémového řízení chrání ovládací panel
a tiskárnu, po otevření slouží jako stínítko dotykové obrazovky.
Kromě mnoha orbitálních svařovacích kleští pro nejrůznější oblasti použití podporuje
systémové řízení také ruční svařovací hořáky.
Ruční dálkový ovladač umožňuje úplné ovládání orbitálního svařovacího systému přímo
od svařence.
5

Oblasti použití Zařízení FPA 2030 nalezne své široké uplatnění v dílnách i v průmyslu. V této souvislosti
I
1
U
1
4 A55 V
IEC 60974-1
A-4600 Wels
www.fronius.com
Type:
Ser.No.:
Art.No.:
P
1max
220 W
U
2
42 V
FPA 2030
8,040,067
I
2
4 A
24 V 4 A
IP 23
19449503
This machine includes following additional parts (options):
8,100,133 Adressing AVC/ Touch & retract
8,100,134 Adressing OSC/ Electrode- centering
je zapotřebí zmínit především farmaceutický a potravinářský průmysl, který se vyznačuje
vysokými nároky na kvalitu při výrobě potrubí a zásobníků. Z hlediska materiálů je
řízení vhodné jak pro nelegovanou a nízkolegovanou ocel, tak i pro vysokolegovanou
chrom/niklovou ocel. Tyto všestranné vlastnosti jsou podporovány optimálním průběhem
zapalování.
Při svařování WIG AC nezohledňuje zařízení FPA 2030 pouze průměr elektrody, ale i její
aktuální teplotu podmíněnou předchozí dobou svařování a přestávkou mezi svařovacími
operacemi. Systémová řízení navíc poskytují vynikající služby v oblasti svařování hliníku,
hliníkových slitin, slitin mědi, hořčíku a titanu. Frekvenci AC lze ve velmi širokém rozpětí
optimálně přizpůsobit požadavkům.
Varovná
upozornění na
přístroji
Na výkonovém štítku přístroje jsou uvedeny bezpečnostní symboly. Bezpečnostní
symboly nesmí být odstraněny ani znečitelněny.
Výkonový štítek zařízení FPA-2030
6

Ovládací prvky a připojení
Ovládací panel
UPOZORNĚNÍ! Na základě aktualizace rmwaru mohou být v přístroji
k dispozici funkce, které nejsou v tomto návodu k obsluze popsány, a naopak.
Některá vyobrazení ovládacích prvků se mohou mírně lišit od prvků na vašem
přístroji. Jejich funkce je však totožná.
VAROVÁNÍ! Chybná obsluha může způsobit závažná zranění a materiální
škody. Popsané funkce používejte teprve poté, co si přečtete následující
dokumenty a porozumíte jejich obsahu:
- tento návod k obsluze
- všechny návody k obsluze systémových komponent, zejména
bezpečnostní předpisy
(3)
(2)
(4)
(1)
(5)
(6)
(7)
Ovládací panel
Č. Funkce
(1) Zadávací kolečko
Volba položky nabídky
1. Otáčejte zadávacím kolečkem, až je požadovaná položka nabídky
označena modře
2. Stisknutím zadávacího kolečka vyberte položku nabídky
Volba a nastavení parametru
1. Otáčejte zadávacím kolečkem, až je požadovaný parametr označen modře
2. Stiskněte zadávací kolečko; zvolený parametr je nyní označen alově
3. Otáčením zadávacího kolečka nastavte parametr na požadovanou hodnotu
4. Stisknutím zadávacího kolečka převezmete nastavenou hodnotu; modré
označení se zároveň přesune na následující parametr
Důležité! V případě, že nechcete převzít nastavenou hodnotu, stiskněte tlačítko
„Esc“ (8).
(10)
(9)
(8)
Důležité! Popsané funkce lze provádět i pomocí dotykové obrazovky (3). Stačí
pouhý dotyk na položku nabídky nebo parametr. Kde je to zapotřebí, otevře se
po dotyku seznam pro přímou volbu z více hodnot nastavení. Pro zadání číselné
hodnoty je však v každém případě zapotřebí použít zadávací kolečko. Použití
pouze zadávacího kolečka doporučujeme například v prašných prostorách
v případě, že je dotyková obrazovka chráněna fólií.
(2) Tlačítko „Další“
Pro přechod na následující okno nabídky
7

Ovládací panel
(pokračování)
Č. Funkce
(3) Dotyková obrazovka
Obrazovka s tlačítky zobrazenými v závislosti na situaci pro přímé ovládání
zařízení
(4) Tlačítko „F1“
Volně programovatelné funkční tlačítko (v nabídce „Setup a systémové
parametry“)
(5) Tlačítko „Ochranný plyn a chlazení“
Pro otevření nabídky „Ochranný plyn a chlazení“
(6) Tlačítko „Výměna dat“
Pro otevření nabídky pro přenos dat
(7) Tlačítko „Kongurace tiskárny“
Pro nastavení specických údajů pro tisk na papír nebo pro ukládání na
paměťovou kartu Memory Stick.
(8) Tlačítko „ESC“
- Pro návrat na předchozí okno nabídky
- Pro potvrzení alarmů
- Pro opuštění nastavení parametrů bez převzetí změněné hodnoty
(9) Tlačítko „i“
Pro indikaci verzí, alarmů a informací pro servisní techniky
(10) Tlačítko „Menu“
Pro návrat do hlavní nabídky; opětovným stisknutím otevřete okno pro přímé
zadání čísla stránky (viz níže).
8

Lišta se symboly
VAROVÁNÍ! Chybná obsluha může způsobit závažná zranění a materiální
škody. Popsané funkce používejte teprve poté, co si přečtete následující
dokumenty a porozumíte jejich obsahu:
- tento návod k obsluze
- všechny návody k obsluze systémových komponent, zejména
bezpečnostní předpisy
Zobrazovací prvky na displeji
Datum a čas
Segment 1-10
pro zobrazení, ve kterém segmentu svařovacího procesu se momentálně nachází
orbitální svařovací kleště.
Důležité! Bližší informace k tématu „Segmenty“ naleznete v kapitole „Nastavení
parametrů“.
Stránka v průběhu programu - každé dialogové okno ve struktuře nabídek má své
číslo stránky, např. pro identikaci při údržbě
Název aktuálního načteného programu
Uživatelské jméno - bližší informace naleznete v kapitole „Setup
a systémové parametry“
Klepnutím na symbol se otevře
seznam aktivních alarmů
3: Signál hlavní proud
2: Signál svařování zapnuto
1: Signál proces aktivní
Podavač drátu zvolený a aktivní (modrá)
Podavač drátu zvolený, ale neaktivní (černá)
Podavač drátu nezvolený (černá, modře přeškrtnuto)
Směr svařování po směru
hodinových ručiček
Směr svařování proti směru
hodinových ručiček
Svařování aktivníSvařování předvolené
Zkušební režim předvolený
Ventil ochranného plynu neaktivní
Ventil formovacího plynu neaktivní
Koncový spínač pro uzavřené
orbitální svařovací kleště neaktivní
9
Ventil ochranného plynu aktivní
(modrá)
Ventil formovacího plynu aktivní
(modrá)
Koncový spínač pro uzavřené
orbitální svařovací kleště aktivní
(modrá)

Přípojky, vypínače a rozšíření systému
Všeobecné
Přípojky
VAROVÁNÍ! Chybná obsluha může způsobit závažná zranění a materiální
škody. Popsané funkce používejte teprve poté, co si přečtete následující
dokumenty a porozumíte jejich obsahu:
- tento návod k obsluze
- všechny návody k obsluze systémových komponent, zejména
bezpečnostní předpisy
(1)
(2)
(3)
(4a)
(4b)
(4)
(7)
Přední strana systémového řízení FPA 2030
(5)
(6)
(8)
(9)
(13)
Zadní strana systémového řízení FPA 2030
(12)
10
(10)
(11)

Popis
Č. Funkce
(1) Přípojka USB
Pro ukládání a načítání jednotlivých svařovacích programů nebo všech údajů
orbitálního systémového řízení pomocí karty USB
(2) Přípojka Ethernet
Rozhraní ethernet spojuje řízení FPA 2030 s PC. Software „FPA Explorer“
umožňuje záznam měřených údajů během svařovacího procesu.
(3) Přípojka RS 232
Sériové rozhraní slouží technické podpoře společnosti Fronius pro údržbu na
dálku a diagnostiku chyb. Pro tento účel propojte řízení s PC, který je vybaven
analogovým nebo digitálním modemem.
(4) Tisk
Umožňuje protokolování procesních parametrů
(4a) Tlačítko „Otevřít kryt / indikace připravenosti k provozu“
Pro odjištění krytu role papíru. V odjištěném stavu tlačítko bliká zeleně.
Je-li tiskárna připravena k provozu, tlačítko svítí zeleně.
(4b) Tlačítko „Posuv papíru“
Pro odvinutí papíru
(5) Přípojka orbitálních svařovacích kleští
Pro řízení následujících funkcí: AVC / OSC / rotace / interní podávač drátu.
(6) Přípojka dálkového ovladače
Dálkový ovladač FPA 2030-RC je zde spojen se systémem.
(7) Přípojka výstupu ochranného plynu
Pro orbitální svařovací kleště nebo ruční svařovací hořák WIG.
(8) Přípojka formovacího plynu (vstup)
Přívod formovacího plynu od plynové lahve nebo okružního vedení.
(9) Přípojka formovacího plynu (výstup)
Přípojka orbitálních svařovacích kleští
(10) Přípojka ochranného plynu (vstup)
Přívod ochranného plynu od plynové lahve nebo okružního vedení.
(11) Redukční ventil
Přípojka ke „vstupu ochranného plynu“
UPOZORNĚNÍ! Nebezpečí ohrožení zdraví ochranným plynem,
který je bezbarvý a bez zápachu.
Po ukončení svařování hrozí nebezpečí nedostatečně uzavřeného
ovládacího ventilu. Může dojít k neregistrovanému úniku ochranného
plynu, který je bezbarvý a bez zápachu.
• V žádném případě nepřestavujte stavěcí šroub na redukčním
ventilu. V případě přenastavení stavěcího šroubu společnost
Fronius nepřebírá žádnou záruku za škody způsobené v důsledku
tohoto nastavení.
• Maximální vstupní tlak přívodu ochranného plynu nesmí být
překročen. Maximální vstupní tlak je 9 barů (130 psi).
(12) Přípojka LocalNet
Spojení se svařovacím zdrojem
• pro napájení řízení
• pro komunikaci se svařovacím zdrojem
(13) Přípojka EXT.
Spojení s měřicím přístrojem zbytkového kyslíku SGI-3
11

t
s
v
AVC
ON
Dálkový ovladač FPA 2030RC
Bezpečnost
Ovládací prvky
VAROVÁNÍ!
Chybná obsluha může způsobit závažné zranění a materiální škody.
Popsané funkce používejte teprve poté, co přečtete následující dokumenty
a porozumíte jejich obsahu:
- tento návod k obsluze
- všechny návody k obsluze systémových komponent, zejména
bezpečnostní předpisy
(23)
(1)
(2)
(22)
(21)
(20)
(4)
(5)
(3)
(6)
(7)
(19)
(18)
(17)
(16)
(15)
(14)
(13)
Dálkové ovládání FPA 2030-RC
(12)
(8)
(9)
(10)
(11)
12

Ovládací prvky
(pokračování)
Obrazovka Popis tlačítek
(1) Tlačítko „Výběr skupin“
(a)
Stisknutím tlačítek (+) nebo (-) vstupte
do nabídky výběru skupin programů.
Zobrazí se poslední zvolená skupina
(a).
Dalším stisknutím tlačítek (+) nebo (-)
zvolte požadovanou skupinu.
Upozornění! Chcete-li opustit nabídku výběru beze změny původního nastavení,
stiskněte tlačítko STOP (12).
(2) Tlačítko „Výběr programu“
Stisknutím tlačítek (+) nebo (-) zvolte
(b)
požadovaný svařovací program (b)
Během procesu načítání se na
displeji zobrazí název (b) zvoleného
(b)
svařovacího programu k potvrzení.
Po úspěšném načtení se v klidovém
stavu na displeji zobrazuje název
(b)
nového programu (b).
Upozornění! Chcete-li opustit nabídku výběru beze změny původního nastavení,
stiskněte tlačítko „STOP“ (12).
13

Ovládací prvky
(pokračování)
Popis tlačítek
(3) Tlačítko „F2“
Volně programovatelné funkční tlačítko (v nabídce „Setup a systémové
parametry“)
(4) Tlačítko „vlevo“
Aktivuje v kombinaci s následujícími tlačítky různé funkce:
• Tlačítko „Stop“ (12): Nastaví aktuální polohu svařovacích kleští na nulu
• Tlačítko „Start/Stop“ (13): Pro nájezd svařovacích kleští na nulu
• Tlačítko „Automatické přistavení hořáku“ (6): Aktivuje automatické přistavení
hořáku
• Tlačítko „vpravo“ (5): Otevře okno pro kalibraci dotykové obrazovky
(5) Tlačítko „vpravo“
Aktivuje v kombinaci s následujícími tlačítky různé funkce:
• Tlačítko „Stop“ (12): Okamžitě přeruší svařovací proces, pomocí tlačítka
„Start/Stop“ (13) dojde k návratu na původní startovní polohu.
• Tlačítko „vlevo“ (4): Otevře okno pro kalibraci dotykové obrazovky.
(6) Tlačítko „Automatické přistavení hořáku“
V kombinaci s tlačítkem „vlevo“ (4) pro aktivaci automatického přistavení
hořáku „Touch & Retract“. Hořák se na ose AVC pohybuje směrem ke svařenci
(rychlost „AVC v-T&R“; detaily viz „Parametry pro bod startu - AVC“ v kapitole
„Nastavení parametrů“) do té doby, než dojde ke kontaktu se svařencem. Po
dotyku elektrody se svařencem dojde k okamžitému přerušení zpětného pohybu
a spuštění dopředného pohybu. Po proběhnutí času „AVC T&R vzhůru“ je AVC
zastaveno.
UPOZORNĚNÍ! Nebezpečí poškození svařovacího hořáku.
V případě chybějícího propojení (např. uzemnění) nedojde k rozpoznání
dotyku elektrody se svařencem a nedojde k dopřednému pohybu.
Kolizí hořáku může být poškozen samotný hořák i mechanické zařízení
orbitálních svařovacích kleští.
Před spuštěním automatického přistavení hořáku se ujistěte, zda jsou
spojeny všechny spoje orbitálních svařovacích kleští.
(7) Tlačítko „Hořák nahoru/dolů“
Pro nájezd a odjezd hořáku
Svařovací provoz:
Pro nájezd a odjezd hořáku v případě, že nebyla aktivována funkce AVC.
Pro zvýšení a snížení napětí hořáku (požadovaná hodnota řízení AVC)
(8) Tlačítko „AVC ZAP“
Pro aktivaci nebo deaktivaci řízení AVC (řízení vzdálenosti hořáku)
(9) Tlačítko „Podavač drátu zap/vyp“
Pro aktivaci a deaktivaci podavače drátu. Deaktivace podavače drátu je možná
i během svařovacího procesu.
(10) Tlačítko „Rozkyv vlevo/vpravo“
Pro rozkyv vlevo nebo vpravo
Svařovací provoz: Pro posuv rozkyvu, rozkyvný šev bude posunut o konstantní
vzdálenost (šířka rozkyvu) vlevo nebo vpravo
(11)
Tlačítko „Dráha rozkyvu + / -“
Pro zvýšení nebo snížení dráhy (šířky) rozkyvu. Nastavení dráhy rozkyvu je
možné pouze při spuštěném rozkyvu.
(12) Tlačítko „Stop“
Pro okamžité zastavení svařovacího procesu. Pokračování v přerušeném
procesu je možné po stisknutí tlačítka „Start/Stop“ (13).
V kombinaci s tlačítkem vlevo (4) nastaví aktuální polohu orbitálních svařovacích
kleští na nulu
Důležité! Nezávisle na nastavení v nabídce „Nastavení parametrů“ probíhá
ukončení svařování pomocí tlačítka „Stop“ (12) bez funkce poklesu svařovacího
proudu (Downslope).
14

Ovládací prvky
(pokračování)
Popis tlačítek
UPOZORNĚNÍ! Nebezpečí poškození svařovacího hořáku.
V případě chybějícího propojení (např. uzemnění) nedojde k rozpoznání
dotyku elektrody se svařencem a nedojde k dopřednému pohybu.
Kolizí hořáku může být poškozen samotný hořák i mechanické zařízení
orbitálních svařovacích kleští.
Před spuštěním automatického přistavení hořáku se ujistěte, zda jsou
spojeny všechny spoje orbitálních svařovacích kleští.
(13) Tlačítko „Start/Stop“
Pro spuštění a ukončení svařovacího procesu:
V případě uzavřených svařovacích kleští bez přívodu drátu dojde po stisknutí
tohoto tlačítka k okamžitému spuštění svařování. V případě otevřených
svařovacích kleští s přívodem drátu dojde k následujícímu průběhu:
• V případě, že je v dialogovém okně 221 parametr „Navinutí“ nastaven na
„AKTIVNÍ“, dojde při příštím stisknutí tohoto tlačítka k navinutí hadicové
soupravy. Po dosažení počátečního bodu dojde po opětovném stisknutí
tlačítka k vlastnímu spuštění svařování.
• V případě, že je v dialogovém okně 221 parametr „Navinutí“ nastaven na
„AUTOSTART“, stačí pro aktivaci svařovacího procesu jedno stisknutí tohoto
tlačítka. K vlastnímu spuštění svařovacího procesu dojde po automatickém
navinutí hadicové soupravy a po dosažení počátečního bodu.
Další funkce:
V kombinaci s tlačítkem vlevo (4) pro nájezd orbitálních svařovacích kleští do
polohy 0
(14) Tlačítko „Prodlevy“
Pro zvýšení nebo snížení doby prodlevy hořáku v poloze otáčení rozkyvu.
Nastavení platí pro levou a pravou polohu otáčení. Nastavení doby prodlevy je
možné pouze při spuštěném rozkyvu.
(15) Tlačítko „Rychlost rozkyvu“
Pro zvýšení nebo snížení rychlosti rozkyvu. Nastavení vzdálenosti je možné
pouze při spuštěném rozkyvu.
(16) Tlačítko „Oblouk zap/vyp“
Po stisknutí tohoto tlačítka dojde k vypnutí nebo spuštění svařování. V případě,
že je svařování aktivní, svítí kontrolka LED. Stejná funkce jako u tlačítka
„Svařování zap.“ v kapitole „Diagnostika a odstraňování závad“.
(17) Tlačítko automatického centrování hořáku
V kombinaci s tlačítkem „vlevo“ (4) pro aktivaci automatického centrování hořáku
„Touch & Retract“. Hořák je přitom automaticky umístěn do středu svarového švu.
Důležité! V případě, že je k dispozici omezení svařence, je střed vypočítán mezi
svařencem na jedné straně a polohou koncového spínače na straně druhé.
V případě, že omezení svařence není k dispozici ani na jedné z obou stran, je
střed vypočítán mezi oběma polohami koncových spínačů.
Důležité! Pro offset T&R bezpodmínečně zadejte hodnotu vyšší než nula, jinak
dojde ke kolizi hořáku se svařencem. Detailní informace naleznete v kapitole
„Nabídka nastavení parametrů“ pod bodem „Parametry pro bod startu - OSC“.
15

Ovládací prvky
1
2
3
(pokračování)
Popis tlačítek
Jednotka rozkyvu
Koncová poloha
hořáku
Svařenec
Střed švu
Počáteční poloha
hořáku
Kontakty vpravoKontakty vlevo
Hořák vycentrován
Počáteční poloha hořáku
(18) Tlačítko rychlosti svařování
Pro zvýšení nebo snížení rychlosti rotačního pohybu hlavy hořáku během
svařovacího procesu. Viz parametr „Rychlost rotace“ na obrázku „Přestavení
hodnot“ (obrázek 233) v kapitole „Setup a systémové parametry“.
(19) Tlačítko Svařovací proud
Pro zvýšení nebo snížení svařovacího proudu během svařovacího procesu.
Viz parametr „Rychlost rotace“ na obrázku „Svařovací proud“ (obrázek 233)
v kapitole „Setup a systémové parametry“.
(20) Tlačítko Rychlost drátu
Pro zvýšení nebo snížení rychlosti drátu během svařovacího procesu. Viz
parametr „Rychlost drátu“ na obrázku „Svařovací proud“ (obrázek 233) v kapitole
„Setup a systémové parametry“.
Během nastavování úkonů údržby slouží toto tlačítko pro umístění svařovacího
drátu.
(21) Tlačítko Formovací plyn
Pro otevření ventilu formovacího plynu pro potřeby testování. Opětovné stisknutí
tlačítka ventil opět uzavře.Důležité! V případě, že nedojde k uzavření ventilu
pomocí tlačítka, dojde k jeho automatickému uzavření po proběhnutí času
zpoždění. Viz parametr „Form.plyn“ z nabídky s přímou volbou „Ochranný plyn
a chlazení“.
(22) Tlačítko Zkouška plynu
Pro akustickou zkoušku nastaveného množství ochranného plynu. Po stisknutí
tohoto tlačítka se otevře na dobu 30 s průtok ochranného plynu. Opakovaným
stisknutím tlačítka lze průtok plynu předčasně uzavřít. Viz parametr „Ochr.plyn“
z nabídky s přímou volbou „Ochranný plyn a chlazení“.
(23) Tlačítko Nouzové zastavení
Stiskněte pouze v případě nouze! Dojde k okamžitému zastavení svařovacího
procesu i všech ostatních pohybů zařízení (otáčení, rozkyv atd.)
16

Popis indikací
Následně je uveden řádkový popis obrazovek během příslušných provozních stavů.
Indikace
v klidovém stavu
Indikace
po počátku
svařování
v případě,
že došlo
k polohování
- Datum a čas
- Název aktuálního načteného
svařovacího programu
- Typ orbitálních svařovacích kleští
- READY / NOT READY - svařovací
zdroj je připraven k provozu nebo je
zapotřebí odstranit poruchu
- Seg 1 - zobrazení aktuálního
segmentu
- Pos - poloha orbitálních svařovacích
kleští [°] / rychlost svařování [cm/min]
- Wirespeed - rychlost drátu [cm/min]
- Indikace vedle „POSITIONING“ - doba
od počátku svařování
- Seg 1 - zobrazení aktuálního
segmentu
- Pos - poloha orbitálních svařovacích
kleští [°]
- Speed - rychlost svařování [cm/min]
- Curr - svařovací proud [A]
- Volt - svařovací napětí [V]
Indikace po
polohování
a před předfukem
plynu
Důležité! V případě, že je v dialogovém okně 221 parametr „Navinutí“ nastaven na
„AUTOSTART“, dojde k automatickému přechodu z polohování na předfuk plynu.
- Datum a čas
- Typ orbitálních svařovacích kleští
- Start --> CONT. - počátek svařování
pomocí tlačítka „Start/Stop“
- Stop --> BREAK - okamžité zastavení
svařování pomocí tlačítka „Stop“
- Pos - poloha orbitálních svařovacích
kleští [°] / rychlost svařování [cm/min]
- Seg 1 - zobrazení aktuálního
segmentu
Důležité! V případě, že je u otevřených orbitálních svařovacích kleští svařovací drát a
je aktivní, dojde dále k indikaci „Wirespeed“ pro rychlost drátu [cm/min]
17

Indikace během
předfuku plynu
- Indikace vedle „GAS-PREFLOW“ doba od počátku svařování
- Seg 1 - zobrazení aktuálního
segmentu
- Pos - poloha orbitálních svařovacích
kleští [°]
- Speed - rychlost svařování [cm/min]
- Curr - svařovací proud [A]
- Volt - svařovací napětí [V]
Indikace během
fáze Upslope
Indikace během
svařování
- Indikace vedle „START, UPSLO“ doba od počátku svařování
- Pos - poloha orbitálních svařovacích
kleští [°]
- Seg 1 - zobrazení aktuálního
segmentu
- Speed - rychlost svařování [cm/min]
- Curr - svařovací proud [A]
- Volt - svařovací napětí [V]
- Indikace vedle „WELDING“ - doba od
počátku svařování
- Pos - poloha orbitálních svařovacích
kleští [°]
- Seg 1 - zobrazení aktuálního
segmentu
- Speed - rychlost svařování [cm/min]
- Curr - svařovací proud [A]
- Volt - svařovací napětí [V]
Indikace během
fáze Downslope
- Indikace vedle „DOWNSLOPE“ - doba
od počátku svařování
- Pos - poloha orbitálních svařovacích
kleští [°]
- Seg 1 - zobrazení aktuálního
segmentu
- Speed - rychlost svařování [cm/min]
- Curr - svařovací proud [A]
- Volt - svařovací napětí [V]
18

Indikace během
dofuku plynu
- Indikace vedle „GAS-POSTFLOW“ doba od počátku svařování
- Pos - poloha orbitálních svařovacích
kleští [°]
- Seg 1 - zobrazení aktuálního
segmentu
- Speed - rychlost svařování [cm/min]
- Curr - svařovací proud [A]
- Volt - svařovací napětí [V]
Indikace po
přerušení
svařovacího
procesu
V případě, že došlo k přerušení svařovacího procesu z důvodu upozornění nebo pomocí
tlačítka „Start/Stop“, „Stop“ nebo tlačítka „Nouzové zastavení“, dojde k zobrazení
následující indikace:
- Datum a čas
- Typ orbitálních svařovacích kleští
- Start --> CONT. - počátek svařování
pomocí tlačítka „Start/Stop“ (13)
- R.Stop --> BREAK - opuštění
upozornění pomocí současného
stisknutí tlačítek „vpravo“ (5) a „Stop“
(12)
- Pos - poloha orbitálních svařovacích
kleští [°] / rychlost svařování [cm/min]
- Seg 1 - zobrazení aktuálního
segmentu
19

Před uvedením do provozu
Bezpečnost
Předpisové
použití přístroje
VAROVÁNÍ!
Chybná obsluha může způsobit závažné zranění osob a materiální
škody.
Popsané funkce používejte teprve poté, co si přečtete následující dokumenty
a porozumíte jejich obsahu:
- tento návod k obsluze
- všechny návody k obsluze systémových komponent, zejména
bezpečnostní předpisy
Orbitální systémové řízení FPA 2030 slouží výlučně pro připojení k digitálním svařovacím
zdrojům Fronius WIG TT/ MW 2500 a 3000. Připojení se provádí pomocí montáže na
podvozek Pick-Up pomocí rozšířené výbavy „Zpevnění Pick-Up“.
Napájení orbitálního systémového řízení je zajišťováno pomocí přípojky LocalNet
použitého svařovacího zdroje WIG.
Zařízení slouží pro řízení a kontrolu svařovacího procesu WIG prováděného pomocí
k tomu určených orbitálních kleští a svařovacích hořáků WIG (seznam lze otevřít na
řízení: viz kapitola Nabídka „Orbitální svařovací kleště / ruční svařovací hořák“).
Jakékoliv jiné a tento rámec přesahující použití se nepovažuje za předpisové. Za škody
vzniklé tímto používáním výrobce neručí.
K předpisovému správnému používání přístroje patří rovněž
- dodržování všech pokynů obsažených v tomto návodu k obsluze
- provádění pravidelných revizí a úkonů údržby
- používání náhradních dílů předepsaných společností Fronius
- používání tohoto dokumentu v souvislosti s návody k obsluze
integrovaných součástí systému (svařovací zdroj, chladicí okruh, svařovací kleště,
podavač drátu atd.)
Předpisy pro
umístění
Přípojka
Orbitální systémové řízení je odzkoušeno pro krytí IP 23, to znamená:
- ochrana proti vniknutí cizích těles o průměru větším než 12,5 mm (0.49 in.)
- ochranu proti vodě stříkající pod úhlem 60° od svislé roviny
VAROVÁNÍ!
Převrácení nebo pád přístroje může znamenat ohrožení života.
Svařovací systém (orbitální systémové řízení + svařovací zdroj) bezpečně
umístěte na rovný a pevný povrch.
Napájení orbitálního systémového řízení FPA 2030 je zajišťováno pomocí přípojky
LocalNet použitého svařovacího zdroje WIG. Přípojka LocalNet slouží dále jako
komunikační přípojka. Napájení orbitálního systémového řízení pomocí jiných zařízení
a přístrojů je nepřípustné.
20

Uvedení do provozu
Bezpečnost
VAROVÁNÍ!
Elektrický proud může způsobit vážné poranění osob.
Připojení přístroje k elektrické síti během instalace ke svařovacímu zdroji
představuje závažné ohrožení osob a majetku.
Veškeré práce na zařízení provádějte pouze v případě, že je síťový vypínač
svařovacího zdroje v poloze O.
Uvedení svařovacího systému do provozu je popsáno následovně:
- pro hlavní použití, tj. orbitální svařování,
- na základě standardní kongurace pro orbitální svařovací zařízení.
Standardní kongurace sestává z následujících součástí:
- orbitální systémové řízení
- svařovací zdroj s chladicím modulem a KD-Supply
- podvozek Pick-Up
- orbitální svařovací kleště
- redukční ventil pro ochranný a formovací plyn
- lahve s ochranným a formovacím plynem
Následující pracovní kroky poskytují základní přehled o uvedení svařovacího systému do
provozu.
Podrobné informace k jednotlivým pracovním úkonům naleznete v návodech
k příslušným součástem systému.
Připojení lahve
s ochranným
a formovacím
plynem
POZOR!
Nebezpečí zranění při pádu lahve s ochranným plynem.
- Používejte bezpečnostní popruh
- Bezpečnostní popruh upevněte v horní třetině lahve
- Nikdy neupevňujte popruh na hrdlo lahve
1. Upevněte plynovou lahev na podvozek Pick-Up
2. Připojte plynovou lahev:
- odšroubujte ochrannou hlavici lahve
- pootočte krátce doleva ventil na lahvi, aby se odstranily usazené nečistoty
- překontrolujte těsnění na redukčním ventilu
- našroubujte na plynovou lahev redukční ventil a pevně ho utáhněte
Při použití orbitálních svařovacích kleští s integrovanou přípojkou plynu:
3. Regulační ventil ochranného plynu připojte pomocí hadice k přípojce „vstup
ochranného plynu“
4. Dotáhněte převlečnou matici
5. V případě, že je k dispozici či zapotřebí, připojte regulační ventil formovacího plynu
pomocí plynové hadice k přípojce „vstup formovacího plynu“
Při použití orbitálních svařovacích kleští bez integrované přípojky plynu:
3. Hadici ochranného plynu spojte s redukčním ventilem ochranného plynu
4. V případě, že je k dispozici či zapotřebí, připojte hadici formovacího plynu
k redukčnímu ventilu formovacího plynu
21

Vytvoření
propojení se
svařencem
1. Přepněte síťový vypínač svařovacího zdroje do polohy - O -
2. Zastrčte zemnicí kabel do kladné (+) proudové zásuvky a zajistěte ho
3. Připojte druhý konec zemnicího kabelu na svařenec
Připojení
orbitálních
svařovacích
kleští
1. Přepněte síťový vypínač svařovacího zdroje do polohy - O -
2. Svařovací kabel orbitálních svařovacích kleští zastrčte do záporné (-) proudové
zástrčky a zajistěte ho otočením doprava
3. Orbitální svařovací kleště připojte do přípojky „řízení orbitálních svařovacích kleští“
4. Je-li k dispozici:
- konektor externího podavače drátu KD 4000 D-11, připojte k přípojce „podavač
drátu“ (a).
(a)
Důležité! Připojení ručního svařovacího hořáku WIG se rovněž provádí na záporné
proudové zásuvce (-) tak, jak je popsáno v případě orbitálních svařovacích kleští.
Řídicí konektor ručního svařovacího hořáku WIG připojte k zásuvce „řízení orbitálních
svařovacích kleští“ nebo k zásuvce „řízení hořáku“ na svařovacím zdroji.
5. Sestavte svařovací hořák (viz návod k obsluze svařovacího hořáku)
Při použití orbitálních svařovacích kleští s integrovanou přípojkou plynu:
6. Připojte hadici ochranného plynu k přípojce „výstup ochranného plynu“
7. Je-li k dispozici, propojte hadici formovacího plynu s přípojkou „výstup formovacího
plynu“
Pouze při použití vodou chlazených orbitálních svařovacích kleští nebo vodou
chlazeného svařovacího hořáku WIG:
8. Vodní přípojky orbitálních svařovacích kleští nebo svařovacího hořáku WIG připojte
k přípojkám „přívod vody“ a „odtok vody“.
22

Seřízení orbitálních svařovacích kleští
t
s
v
AVC
ON
Všeobecné V závislosti na modelu a provedení svařovacích kleští podléhají signály, které jsou
zasílány řízení, určitým odchylkám. Proto musí být před každým prvním uvedením
svařovacích kleští do provozu provedeno seřízení dráhy otáčení, rychlosti drátu
a rozkyvu (OSC).
Kvalikovaní
odborní
pracovníci
Seřízení dráhy
otáčení
Tento popis je určen pro vyškolené odborné pracovníky nebo osoby s praktickými
zkušenostmi v oboru svařovací techniky. Výrobce v žádném případě neručí za škody
vzniklé nevědomostí uživatele.
V následujícím textu je popsáno seřízení pohybu otáčení svařovací hlavy.
1. Označte počáteční polohu svařovací
hlavy, například pomocí lepicí pásky
tak, jak je zobrazeno na fotograi
vlevo.
Lepicí páska
Počáteční
poloha
Označení počáteční polohy
2. Nastavte polohu na nulu: Držte
„L. tlačítko“ stisknuté a k tomu
stiskněte tlačítko „STOP“. Na displeji
překontrolujte správnost změny
zadání.
Stiskněte „L. tlačítko“ a „Stop“
23

Seřízení
AVCONAVC
ON
dráhy otáčení
(pokračování)
Manuální pohyb svařovací hlavy
Volba „Úprava dráhy“
3. Svařovací hlavu manuálně otočte
o 360°, řiďte se předem umístěným
označením! Poté na displeji odečtěte
hodnotu.
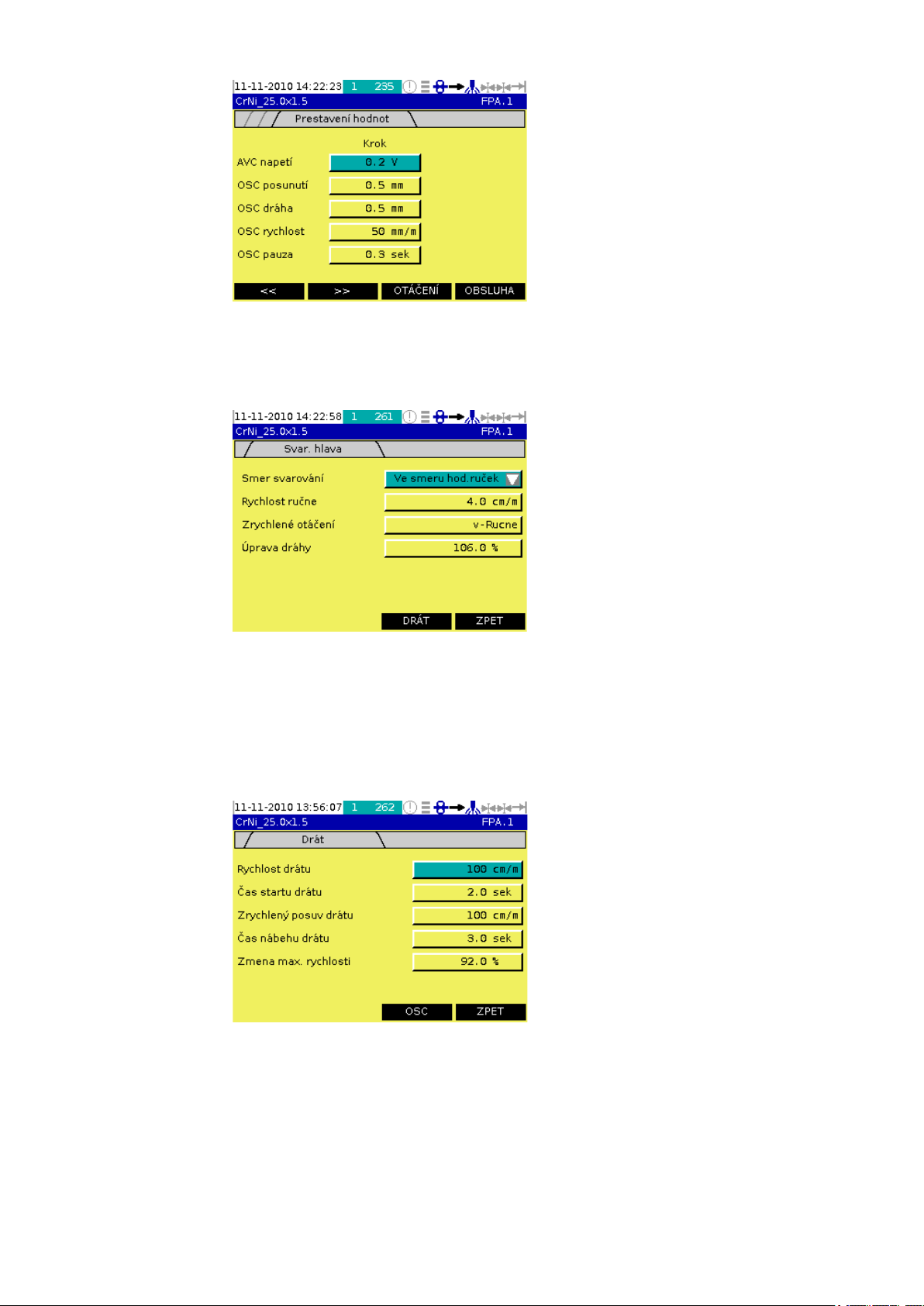
4. V případě odchylky o hodnotě 360°
na řízení přejděte na stranu 261. Zde
zvolte parametr „Úprava dráhy“ (a).
Otáčejte zadávacím kolečkem tak
dlouho, až se na displeji dálkového
ovladače zobrazí hodnota „360°“.
(a)
Seřízení dráhy otáčení je tak úspěšně
dokončeno.
Seřízení dráhy
podávání drátu
V následujícím textu je popsáno seřízení podávání drátu.
1. „Rychlost drátu“ (b) a „Zrychlený
posuv drátu“ (c) nastavte na
maximální hodnotu 100 cm/min.
(b)
(c)
Volba „Úprava dráhy“
2. Tlačítko „Pohyb svařovacího drátu“
držte stisknuté přesně jednu minutu.
Poté pomocí pásma změřte délku
odvinutého drátu. Délka drátu by měla
být 100 cm.
Manuální pohyb svařovacího drátu
Manuální pohyb svařovacího drátu
(d)
3. V případě odchylky opravte rozdíl
v bodě nabídky „Změna max.
rychlosti“ (d).
Příklad: Změřená délka drátu = 108 cm
„Změna max. rychlosti“ nastavte na 92 %
24

Seřízení dráhy
t
s
v
AVC
ON
rozkyvu (OSC)
V následujícím textu je popsáno seřízení pohybu rozkyvu svařovací hlavy.
1. Rozkyvem manuálně pomocí tlačítka
„Rozkyv vlevo/vpravo“ najeďte na
požadovanou hodnotu, například 3,0
mm.
Manuální pohyb rozkyvu
2. Pomocí AVC jeďte směrem ke
svařenci; označte polohu hlavy na
svařenci. S rozkyvem jeďte až do
koncové polohy a zde opět proveďte
označení.
Označení dráhy pojezdu
Parametr „OSC Inc/mm“
<označení
<označení
3. Změřte vzdálenost mezi označeními
a porovnejte ji s hodnotou uvedenou
na displeji („Aktuální poloha OSC“).
4. Případnou odchylku opravte pomocí
parametru „OSC Inc/mm“ (a), aby
parametr „Aktuální poloha OSC“
odpovídal naměřené vzdálenosti na
svařenci (b).
(a)
(b)
25

Nabídky s přímou volbou
Princip
Tlačítko F1
Nabídka
„Ochranný plyn
a chlazení“
Pomocí tlačítek na ovládacím panelu lze přímo otevřít jednotlivé nabídky.
Pomocí tlačítka F1 lze otevřít uživatelem denovanou funkci. K dispozici jsou následující
funkce:
- Aktivní alarmy
- Historie alarmů
- Spouštět ze start. bodu
- Screenshot na USB
- Chlazení ZAP/VYP
Bližší informace k obsazení tlačítka F1 se nachází v nabídce „Setup a systémové
parametry“, odstavec: „Uživatelsky specická nastavení“
Vstup do této nabídky se provádí pomocí tlačítka „Ochranný plyn a chlazení“.
Ochranný plyn
- Předfuk: čas předfuku ochranného
(a)
plynu v sekundách a průtok v l/min
- Svařování: průtok v l/min
- Dofuk: Uvedení času v sekundách.
Pro zkoušku nastavení ochranného plynu
klepněte na tlačítko „Zkouška plynu“ (a).
(b)
(d)
(c)
Formovací plyn
- Není form. plyn: Formovací plyn je
deaktivován nebo není připojen
- S ventilem: Formovací plyn je řízen
společně s ochranným plynem
v závislosti na předem nastavené
době předfuku a dofuku ochranného
plynu
- S předfukem: Pro předfuk a dofuk
formovacího plynu platí nastavená
doba předfuku a dofuku formovacího
plynu
- Předfuk: Doba předfuku formovacího
plynu [min]
- Dofuk: Doba dofuku formovacího
plynu [min]
- Pro zkoušku proudění formovacího
plynu klepněte na tlačítko „Form.plyn“
(b)
Pumpa
- ZAP: Čerpadlo chladicí kapaliny je po
zapnutí stále zapnuté
- VYP: Čerpadlo chladicí kapaliny je
vypnuté
- AUTO: Čerpadlo chladicí kapaliny
spíná v případě potřeby
26

Nabídka
„Ochranný plyn
a chlazení“
(pokračování)
Důležité! Při nastavení „VYP“ je v případě, že není připojen žádný svařovací hořák
chlazený plynem, čerpadlo chladicí kapaliny po každém spuštění svařovacího procesu
v poloze „AUTO“.
Pro zkoušku čerpadla chladicí kapaliny
1. V okně zvolte možnost „AUTO“ (c)
2. Klepněte na tlačítko (d)
Nabídka „Přenos
dat“
Otevřete nabídku pomocí tlačítka „Přenos dat“
Ukládání všech dat orbitálního
systémového řízení na kartu USB
1. Zvolte symbol šipky (e) ke kartě USB
(f)
2. Klepnutím na tlačítko „OK“ spusťte
ukládání
(g)
Načítání všech dat z karty USB do
orbitálního systémového řízení
1. Zvolte symbol šipky (g) k orbitálnímu
(h)
(e)
(f)
systémovému řízení (h)
2. Klepnutím na tlačítko „OK“ spusťte
ukládání
Načítání zvoleného svařovacího programu z interní paměti orbitálního systémového
řízení nebo ukládání na kartu USB.
1. Zvolte symbol orbitálního
systémového řízení (h)
2. V zobrazeném dialogovém okně
zvolte svařovací program, který
chcete přenést
3. Svařovací program přeneste
do pracovní paměti orbitálního
systémového řízení klepnutím na
tlačítko „NAHRÁT“
4. Svařovací program přeneste na
kartu USB klepnutím na tlačítko „FPA
->USB“
Načítání zvoleného svařovacího programu z karty USB nebo ukládání do interní paměti
orbitálního systémového řízení.
1. Zvolte symbol pro kartu USB (f)
2. V zobrazeném dialogovém okně
zvolte svařovací program, který
chcete přenést
3. Svařovací program přeneste
do pracovní paměti orbitálního
systémového řízení klepnutím na
tlačítko „NAHRÁT“
4. Svařovací program přeneste do
interní paměti zdroje klepnutím na
tlačítko „USB ->FPA“
27

Nabídka
„Kongurace
tisku“
Otevřete nabídku pomocí tlačítka „Kongurace tisku“
Následující údaje se týkají těchto položek:
1. Tisk aktuál.hodnoty pro důležitá
procesní data, volitelně
- Bez tisku
- Tisk
Tisk na papír pomocí integrované
tiskárny
- Karta USB
Bez tisku na papír, odpovídající
údaje jsou ukládány na kartu USB.
- Tisk & USB
Tisk na papír a současně uložení
dat na kartu USB.
Všechny xx stupňů - tisk je prováděn v následujících intervalech úhlů:
- „VYP“ ... bez protokolování
- „5 stupňů“ ... protokolování každých 5°
- „10 stupňů“ ... protokolování každých 10°
- „15 stupňů“ ... protokolování každých 15°
- „20 stupňů“ ... protokolování každých 20°
- „45 stupňů“ ... protokolování každých 45°
a současně pro každý xx. svarový šev v souladu se zadáním „Všechny xx svary“
2. Tisk alarmu
Nastavení je stejné jako v případě tisku aktuální hodnoty, platí však pro tisk hlášení
alarmu
3. Tisk parametrů
Nastavení je stejné jako v případě tisku aktuální hodnoty, platí však pro tisk
důležitých procesních parametrů načteného programu
4. Tisk Start-Stop
Nastavení je stejné jako v případě tisku aktuální hodnoty, platí však pro tisk
důležitých údajů pro počátek a konec svařovacího procesu
Důležité! Při výměně papíru:
- Sejměte kryt tiskárny
- Vyjměte zbytek papíru
- Do tepelné sublimační tiskárny vložte vhodnou roli papíru
- Nasaďte kryt
28
Nabídka
„Kongurace
tisku“
(pokračování)
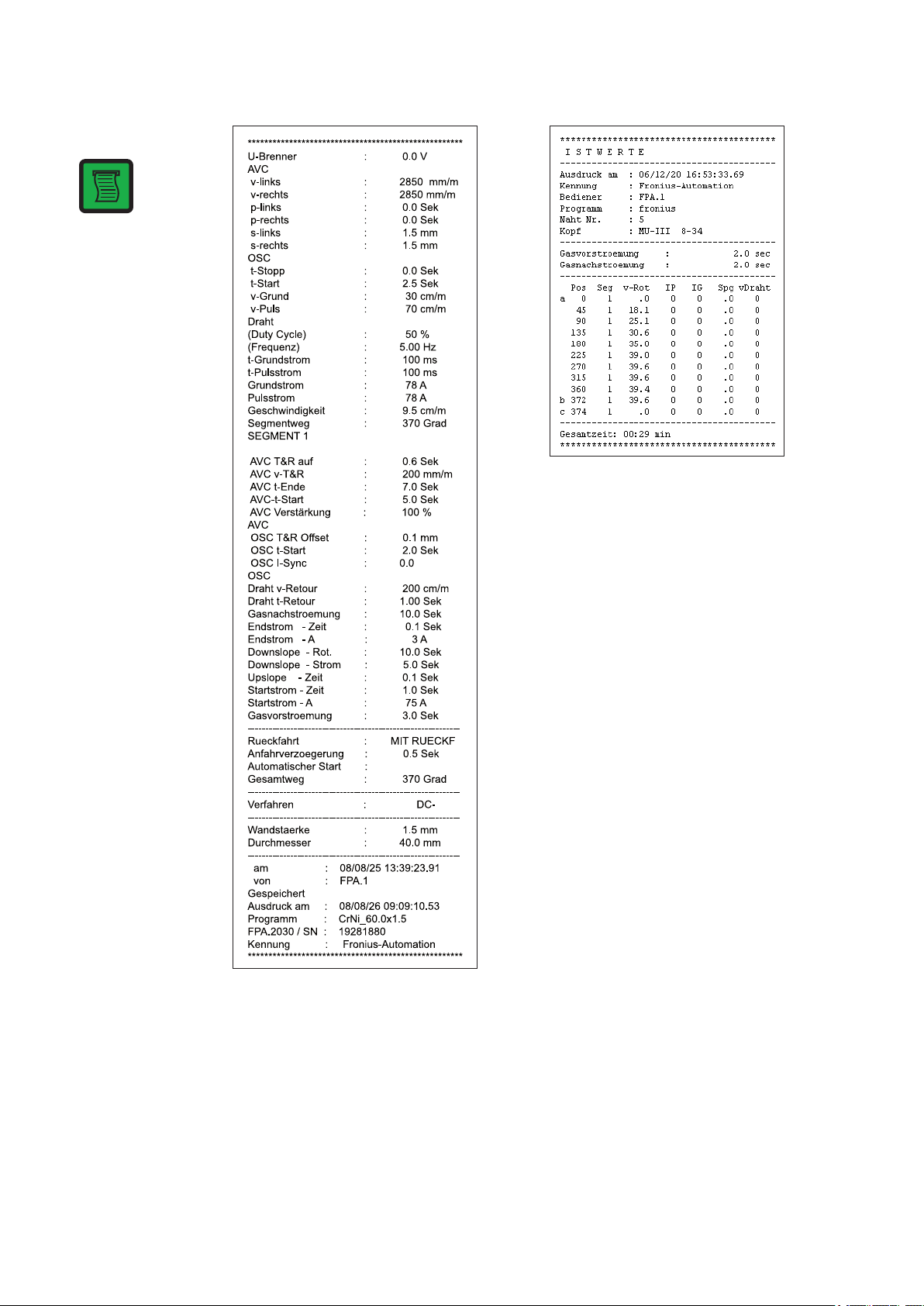
Příklad tisku parametrů v podobě souboru
.txt pro kartu USB:
Příklad tisku aktuální hodnoty v podobě
souboru .txt pro kartu USB:
29

Nabídka
„Kongurace
tisku“
(pokračování)
Příklad tisku alarmu a tisku start-stop
v podobě souboru txt pro kartu USB:
Při výběru položky „Tisk Start-Stop“
dochází každou hodinu k tisku
vyobrazeného hodinového hlášení.
30

a specických
údajů zařízení
Otevřete nabídku pomocí tlačítka „i“Zobrazení alarmů
Čísla verzí hlavních skupin
- Pro zobrazení momentálně aktuálních
alarmů klepněte na tlačítko „CHYBA“
Momentálně aktuální alarmy
Mohou to být jak poruchy, tak také chyby
užívání, které ještě nebyly odstraněny.
- Pro zobrazení starších, již
neaktuálních alarmů, klepněte na
tlačítko „HISTORIE“
Uložené alarmy s časem a číslem závady
Mohou to být již odstraněné, ale také
ještě neodstraněné poruchy a nebo chyby
užívání.
- Pro zobrazení dostupných alarmů
klepněte na tlačítko „KONFIG“
1. Klepnutím na tlačítko „DALŠÍ“ můžete
procházet seznamem alarmů
2. Pro návrat k aktuálním alarmům
klepněte na tlačítko „AKTIVNÍ“
3. Pro návrat k uloženým alarmům
klepněte na tlačítko „HISTORIE“
4. V případě potřeby otevřete pomocí
tlačítka „Další“ čtyři postupně
zobrazená okna pro dodatečné
alarmy
31

Zobrazení alarmů
a specických
údajů zařízení
(pokračování)
1. Pro zobrazení údajů orbitálních
svařovacích kleští klepněte v prvním
zobrazeném poli tlačítka „i“ na tlačítko
„HLAVA INFO“.
Důležité! Zde obsažená pole
nepředstavují žádné ovládací prvky,
slouží pouze k indikaci.
- Min. průměr - minimální průměr svařovaného potrubního spojení [mm]
- Max. průměr - maximální průměr svařovaného potrubního spojení [mm]
- Impulsy na otáčku
- Imp.aktuální - počet impulsů aktuálního svařovacího programu
- Sync. přepínač - poloha v 1/10 stupně synchronizačního přepínačeIndikace 0
znamená, že není připojen žádný synchronizační přepínač. Indikace 3600 například
znamená, že je koncový spínač namontován na poloze 360°
- Max.rychlost - maximální rychlost rotace [cm/min]
- Úprava rychl. - korekční koecient rychlosti rotace VYP - bez korekčního koecientu Drát - maximální rychlost drátu [cm/min]
32

Hlavní nabídka
Zadání hesla V případě, že je v nabídce „Setup a systémové parametry“ přednastavené zadání hesla,
dojde při každém zapnutí svařovacího zdroje k vyslání požadavku na zadání platného
hesla.
1. Přepněte síťový vypínač do polohy
ZAP
2. Zobrazí se okno s požadavkem na
zadání hesla.
3. Klepněte na plochu (a)
(a)
Důležité! Při klepnutí na plochu
„STORNO“ (b) se orbitální systémové
řízení nachází ve stavu „zablokováno“,
(b)
Po stisknutí tlačítka „STORNO“ jsou dostupné pouze následující funkce:
- nabídka „Setup a systémové parametry“, pouze pro přihlášení
- nabídka svařování
- načítání programů z pracovní paměti orbitálního systémového řízení nebo z karty
USB
- tisk procesních dat
a je podporován pouze vlastní svařovací
provoz. Změny nastavení nelze provádět.
Zapomenuté
heslo
4. Zobrazí se klávesnice se symboly
5. Zde zadejte heslo a potvrďte jej
klepnutím na tlačítko <c>
Důležité! Standardně je heslo nastaveno
na „.“ (tečka). V případě, že je standardní
heslo změněno a nové není známo, není
přihlášení pomocí „.“ (tečky) možné.
(c)
V případě zapomenutí hesla je zapotřebí kontaktovat technickou podporu FRONIUS
TechSupport. Kontaktní údaje jsou uvedeny na poslední stránce tohoto dokumentu.
33

Okno výběru
(1)
(6)
(5)
(2)
(3)
(4)
Okno výběru nabízí následující indikace a nabídky:
(1) Indikace momentálně zvolených orbitálních svařovacích kleští nebo ručního
svařovacího hořáku
(2) Nabídka „Nastavení parametrů“
(3) Nabídka „Setup a systémové parametry“
(4) Nabídka „Svařování“
(5) Nabídka „Synergic (charakteristika)“
(6) Nabídka „Orbitální svařovací kleště / ruční svařovací hořák“
V případě, že je místo orbitálních svařovacích kleští zvolen ruční svařovací hořák WIG,
vypadá symbol (2) takto:
Podrobný popis nabídek se nachází na následujících stránkách.
34

Nabídka „Orbitální svařovací kleště / ruční
svařovací hořák“
Otevření nabídky 1. Pro výběr orbitálních svařovacích
kleští nebo svařovacího hořáku
otevřete nabídku Orbitální svařovací
kleště.
Volba typu
orbitálních
svařovacích
kleští
Výběr typového
označení
orbitálních
svařovacích
kleští
(e)
(a)
(b)
(c)
(f)
2. Zvolte požadovaný typ orbitálních
svařovacích kleští
(a) Uzavřené orbitální svařovací
kleště
(b) Ruční svařovací hořák
(c) Orbitální svařovací kleště trubka-
dno
Další informace o výběru orbitálních
svařovacích kleští najdete v odstavci
„Výběr typového označení orbitálních
svařovacích kleští a podavače drátu“.
Informace o výběru ručního svařovacího
hořáku najdete v odstavci „Výběr typu
ručního svařovacího hořáku“.
3. Zvolte požadovaný typ orbitálních
svařovacích kleští (e)
4. Je-li k dispozici, aktivujte OSC (rozkyv
hořáku) (f)
Aktivované OSC
(g)
Deaktivované OSC
(h)
5. Je-li k dispozici, aktivujte AVC (řízení
vzdálenosti hořáku) (g)
Aktivované AVC
Deaktivované AVC
6. Je-li k dispozici, zvolte použitý
podavač drátu (h)
- Bez drátu
- DRÁT INTERNÍ
- KD 4000 D-11 (podavač studeného
drátu pro externí drát)
7. Pomocí tlačítka „ZPĚT“ se vraťte do
výběru orbitálních svařovacích kleští
nebo pomocí tlačítka „Menu“ zpět do
hlavní nabídky
35

Výběr typu
ručního
svařovacího
hořáku
3. U ručních svařovacích hořáků
chlazených plynem zvolte možnost
„RUČNÍ HOŘÁK VZDUCH“
- U vodou chlazených ručních
svařovacích hořáku zvolte možnost
„RUČNÍ HOŘÁK VODA“
Důležité! Pro svařovací hořáky chlazené
plynem nebo vodou:
- Chlazení plynem: Standardní
nastavení čerpadla chladicí kapaliny
je „VYP“.
- Chlazení vodou: Standardní nastavení
čerpadla chladicí kapaliny je „AUTO“.
4. Pomocí tlačítka „ZPĚT“ se vraťte do
výběru orbitálních svařovacích kleští
nebo pomocí tlačítka „Menu“ zpět do
hlavní nabídky
36

Nabídka „Synergic“
Otevření nabídky
„Synergic“
Princip V synergickém provozním režimu postačuje pro proces obloukového svařování zadání
několika málo všeobecně známých nastavení. Svařovací zdroj na základě těchto údajů
vypočítá všechna ostatní nastavení pro optimální výsledek svařování.
Zadání
parametrů
1. Otevřete nabídku „Synergic“
Následující údaje se týkají těchto položek:
2. Druh základního materiálu
- CrNi
- ocel
- hliník
- titan
- NiBas (v přípravě)
- Duplex (v přípravě)
- měď (v přípravě)
3. PLYN - ochranný plyn
- Argon
- Argon H2 (argon-vodík,
v přípravě)
- Argon helium (v přípravě)
- Helium (v přípravě)
4. Síla stěny potrubního spojení [mm]
5. Průměr - vnější průměr potrubního
spojení [mm]
6. Potvrďte nastavení pomocí tlačítka
OK
Proběhne výpočet parametrů
Důležité! Pro nastavení programu bodování klepněte na tlačítko „BODOV.PR.“.
37

Zadání parametrů
(pokračování)
V dialogovém okně „Bodovací program“
proveďte následující nastavení:
- Body
VYP - bodování deaktivované
1 .... 20 - počet bodů
- Čas Bodování - doba svařování
jednoho bodu [s]
- Pozice 1. bodu - pozice prvního bodu
[stupeň]
- Předfuk bodování - předfuk
ochranného plynu před začátkem
bodování
- Proud bodování - svařovací proud
procesu bodování
- Dofuk bodování - dofuk ochranného
plynu po bodování
Důležité! U uzavřených orbitálních svařovacích kleští probíhá předfuk a dofuk
ochranného plynu pouze u prvního a posledního bodu.
38

Nabídka „Setup a systémové parametry“
Otevření
nabídky „Setup
a systémové
parametry“
Princip
Otevření
nastavení
„OBSLUHA“
1. Otevřete nabídku „Setup a systémové
parametry“
Podrobný popis nabídek se nachází
v následujících odstavcích.
Nabídka „Setup a systémové parametry“ umožňuje uživatelsky specické přizpůsobení
orbitálního systémového řízení a orbitálních svařovacích kleští.
1. V okně „Zapalovací parametry“
klepněte na tlačítko „OBSLUHA“
2. Zobrazí se dialogové okno s uživatelsky
specickými nastaveními
Přihlášení jiného
uživatele a změna
hesla
- Pro otevření jiného, již uloženého
uživatele klepněte na tlačítko „Uživatel
++“ (c).
Chcete-li změnit heslo takto přihlášeného
uživatele:
1. Klepněte na tlačítko (a)
(a)
(b)
(c)
Pro zadání práv pro uživatele:
1. Klepněte na tlačítko „Editovat uživatele“ (b)
2. Bližší informace naleznete v odstavci „Práva uživatele“
39
(d)
2. Bližší informace naleznete v odstavci
„Změna hesla“

Přihlášení jiného
uživatele a změna
hesla
(pokračování)
Důležité! Zadávání uživatelských práv smí provádět pouze administrátor. V případě
změny údajů uživatele není pozdější přihlášení pod původními údaji možné.
Uzamčení orbitálního systémového řízení:
- klepněte na symbol „visacího zámku“ (d)
Orbitální systémové řízení se od tohoto okamžiku nachází ve stavu „zablokováno“,
podporován je pouze vlastní svařovací proces. Změny nastavení nelze provádět.
Odemčení orbitálního systémového řízení:
1. Opět klepněte na symbol „visacího zámku“ (d)
2. Klepněte na požadavek na zadání hesla a pomocí klávesnice se symboly zadejte
heslo.
Změnit heslo
Práva uživatele
(f)
(g)
(e)
(h)
1. Zobrazí se požadavek na zadání
nového hesla
2. Po klepnutí na pole (e) se zobrazí
klávesnice se symboly, pomocí níž
můžete zadat nové heslo
V případě potřeby změny uživatelského
jména
- Klepnutím na pole (f) otevřete
klávesnici se symboly, pomocí níž
můžete změnit uživatelské jméno
V případě potřeby změny hesla
- Klepnutím na pole (g) otevřete
klávesnici se symboly, pomocí níž
můžete změnit heslo
Pro zadání práv uživatele
1. Klepněte na pole (h) a zvolte jednu z následujících možností
- UZAVŘENO ... Orbitální systémové řízení se od tohoto okamžiku nachází ve stavu
„zablokováno“, podporován je pouze vlastní svařovací proces. Změny nastavení
nelze provádět.
- ZÁKLADNÍ ... Uživatel nemá žádná práva a svařovací parametry smí měnit pouze
v určených přípustných mezích.
- ULOŽIT ... Uživatel smí dále ukládat jím změněné svařovací parametry.
- „PAR. HLEDAT ... Uživatel smí dále měnit parametry i nad rámec předdenovaných
mezí.
- ADMIN ... Uživatel smí dále resetovat parametry a provádět změny v nabídce Setup
a systémové parametry.
2. V případě nutnosti, pomocí tlačítka „SMAZAT UŽIVATELE“ resetujte nastavení na
původní stav
40

Práva uživatele
(pokračování)
3. Pomocí tlačítka „Uživ. -“ a „Uživ. +“ otevřete nastavení pro další uživatele
4. Pomocí tlačítka „ZPĚT“ se vraťte do okna „Změna uživatele“
5. V okně „Změna uživatele“ otevřete pomocí tlačítka „>>“ okno pro uživatelsky
specická nastavení
Uživatelsky
specická
nastavení
Následující údaje se týkají těchto položek:
1. Výběr jazyka - volba jazyka
uživatelských nabídek
2. F1: Pro výběr uživatelsky denované
funkce tlačítka F1
3. F2: Pro výběr uživatelsky denované
funkce tlačítka F2 dálkového ovládání
4. Převzít: Před přepsání dat se při výběru
„S potvrzením“ zobrazí bezpečnostní
dotaz.
5. Pro tlačítka s uživatelsky denovanými funkcemi jsou k dispozici následující funkce:
- Není funkce
- Aktivní alarmy
- Historie alarmů
- Spouštět ze start. bodu
- Screenshot na USB
- Chlazení ZAP/VYP
- Načti další program
6. Pomocí tlačítka „>>“ otevřete nastavení jasu a kontrastu
Jas a kontrast
1. Pomocí tlačítek (a) a (b) nastavte jas
a kontrast dotykové obrazovky
(a)
2. Ve vstupní oblasti (c) proveďte
následující nastavení:
(c)
(b)
Důležité! „Fg“ představuje vždy
barvu písma v popředí, „Bg“ barvu
plochy pozadí.
Číselné hodnoty zadání odpovídají pořadí řádku s barevnými políčky vlevo. Příklad:
- „0“ znamená černá
- „16“ znamená bílá
- Pozadí ... Obecná barva pozadí
- Zadání ... Barva písma a pozadí zvolených textů při
stisknutém zadávacím kolečku
- Výběr ... Barva písma a pozadí textů během
výběru
- Text ... Barva písma a pozadí textů všeobecně
- Pole ... Barva písma a pozadí textů jako textových polí
Důležité! V případě potřeby navraťte zobrazení do továrního
nastavení pomocí tlačítka „DEFAULT“.
41

Parametr
zapálení
Následující údaje se týkají těchto položek:
1. Obrácená polarita - Reverse Polarity
Ignition - Zapálení s obrácenou
polaritou
- ZAP: aktivovat
- VYP: deaktivovat
2. Tlačítko Start -> Rot. : Samostatné
spuštění otáčení pomocí tlačítka
„Start“.
3. tAC - Tacking - Pulzní zapálení. Pulzní
zapálení se automaticky aktivuje
v případě volby programu bodování.
Důležité! Bližší informace k programu bodování naleznete v kapitole „Synergic“.
- 0,1 - 9,9: Doba pulzního svařovacího proudu na počátku svařovacího procesu [s]
- ZAP: aktivovat
- VYP: deaktivovat
Důležité! Funkce bodování je k dispozici pouze pro pracovní svařovací postup WIG-DC.
4. Chyba zapálení ... Doba do vypnutí v případě, že nedojde k zapálení [s]
Pro opětovný pokus o zapálení je zapotřebí nový start svařování
5. Odtržení oblouku ... Doba do vypnutí po odtržení oblouku [s]
V případě reakce funkce odtržení oblouku vyčistěte povrch svařence a zopakujte
start svařování
6. HF ČAS [s]
... Doba trvání impulzů vysokého napětí pro zapálení s vysokým napětím
...Ext-HF: Zapálení s vysokým napětím s externím zdrojem napětí
...Není HF: Zapálení s vysokým napětím deaktivováno
7. Pomocí tlačítka „>>“ otevřete okno „Sváření AC“
Svařování a AC
Následující údaje se týkají těchto položek:
1. Svařování ... Provozní režim
- AC
- DC-
2. Průměr elektrody ... Průměr
wolframové elektrody [mm]
3. Pro svařování AC: Druh proudu
pozitivní / negativní půlvlny
- Trojúhelník
- Sinus
- Soft obdélník
- Obdélník
- Trojúhel. ... trojúhelníkový průběh
- Sinus ... sinusový průběh (standardní nastavení pro tichý a stabilní oblouk)
- Soft obdélník ... obdélníkový průběh se sníženou strmostí hran, pro sníženou
hlučnost oproti obdélníkovému průběhu
- Obdélník ... čistě obdélníkový průběh (stabilní, ale hlučný svařovací oblouk)
42

Svařování a AC
(pokračování)
5. Pomocí tlačítka KALOTA aktivujte tvorbu kaloty
Automatická tvorba kaloty na začátku svaru zajišťuje vytvoření optimální kaloty.
Samostatné vytvoření kaloty na pokusném svařenci není nutné.
Důležité! Při dalším svaru už není zapotřebí vytvářet novou kalotu. Po vytvoření kaloty
se tvorba kaloty pro každý další začátek svaru deaktivuje.
6. Pomocí tlačítka „>>“ otevřete okno „Přestavení hodnot“
Přestavení
hodnot
Další parametry
Krok denuje velikost korekce (zvýšení
nebo snížení) na jeden stisk tlačítka.
Korekce je možná pouze během procesu.
Následující hodnoty nastavení umožňují
jak zadání šíře kroku, tak také maximální
hodnoty:
1. Proud [A]
2. Rychlost rotace ... Rychlost otáčení
orbitálních svařovacích kleští [cm/min]
3. v-drát ... Rychlost drátu [cm/min]
4. Pomocí tlačítka „>>“ otevřete okno
„Další parametry“
Důležité! Změna maximálních hodnot je možná pouze v případě, že je zvoleno
právo uživatele „PAR. HLEDAT“ a je zvolena možnost „ADMIN“. Bližší informace
k uživatelským nastavením se nachází v odstavci „Uživatelská nastavení“
Následující údaje se týkají těchto položek:
1. Čas zatmavení ... Doba do vypnutí
osvětlení dotykové obrazovky od
posledního příkazu [min:s] - při
nastavení VYP se osvětlení vypne po
dvou hodinách.
2. Číslo svaru ... Zadání čísla pro
momentálně aktivní svarový šev
3. Zadání hesla / Start ... OTEVŘENO
- Po zapnutí zdroje dojde
(a)
k automatickému přihlášení
posledního přihlášeného uživatele bez
zadání hesla
...PW VLOŽIT - Po zapnutí zdroje dojde k požadavku na zadání hesla
...UZAVŘENO - Po zapnutí zdroje nedochází k požadavku na zadání hesla - zdroj
se nachází ve stavu „zablokováno“ a je podporován pouze vlastní svařovací provoz.
Změny nastavení nelze provádět. Informace pro odemknutí naleznete v odstavci
„Přihlášení jiného uživatele a změna hesla“
4. Po klepnutí na pole (a) se zobrazí klávesnice se symboly pro zadání textu
5. Pomocí tlačítka „>>“ otevřete okno „Přestavení hodnot“ pro AVC, OSC.
43
Přestavení
hodnot AVC, OSC
Krok denuje velikost korekce (zvýšení
nebo snížení) na jeden stisk tlačítka.
Korekce je možná pouze během procesu.
1. AVC napětí ... Nastavená hodnota
řízení AVC [V]
2. OSC posunutí ... Posunutí rozkyvu
[mm]
3. OSC dráha ... Dráha rozkyvu [mm]
4. OSC rychlost ...Rychlost rozkyvu
[mm/min]
5. OSC pauza ... Zpoždění rozkyvu v polohách otáčení [s]
6. Pomocí tlačítka „OTÁČENÍ“ otevřete okno s parametry otáčení a rychlosti svařování.
Směr svařování
a podávání drátu
Zavedení drátu
Následující údaje se týkají těchto položek:
1. Směr svařování
Ve směru hod. ruček ... po směru
hodinových ručiček
Proti hod.ručkám ... proti směru
hodinových ručiček
Důležité! Svařování proti směru
hodinových ručiček podporují pouze
uzavřené svařovací kleště bez
přívodu drátu.
2. Rychlost ručně ... Rychlost svařování v manuálním provozu [cm/min]
3. Zrychlené otáčení ... Rychlost svařování při rychloposuvu [v % maximální rychlosti
svařování orbitálních kleští]
Při zadání 0 je zobrazen údaj „Ručně“ (0% ... manuální svařování)
4. Pomocí tlačítka „DRÁT“ otevřete nastavení pro zavedení drátu.
Následující údaje se týkají těchto položek:
1. Rychlost drátu ... Rychlost drátu
během zavádění [cm/min]
2. Čas startu drátu ... Čas do přechodu
z náběhové rychlosti na zrychlený
posuv
3. Zrychlený posuv drátu ... Rychlost
drátu při zrychleném posuvu [cm/min]
4. Čas náběhu drátu ... Přechod z počáteční na zrychlenou rychlost drátu je plynulý
a je označován jako náběh. Dobu přechodu lze nastavit zde.
5. Přizpůsobení rychlosti v procentech (viz „Seřízení rychlosti drátu“)
6. Pomocí tlačítka „OSC“ otevřete nastavení pro rozkyv hořáku OSC.
44

Parametry OSC
Následující údaje se týkají těchto položek:
1. OSC v-ručně ... Počáteční rychlost
rozkyvu hořáku OSC pro manuální
provoz [mm/min]
2. OSC v-rychle ... Vysoká rychlost
rozkyvu hořáku OSC pro manuální
provoz [mm/min]
3. OSC v-rampa ... Systémový
parametr pro strmost rampy. Týká se
charakteristiky zrychlení a zpomalení
rozkyvu při nájezdu a opouštění bodu
otáčení
4. OSC Inc/mm ... Pro synchronizaci drážního systému rozkyvu při použití
integrovaného krokového motoru
5. Zobrazení skutečné hodnoty aktuální polohy rozkyvu (viz „Seřízení dráhy rozkyvu“)
6. Pomocí tlačítka „AVC“ otevřete nastavení pro řízení vzdálenosti hořáku AVC.
Parametry AVC Následující údaje se týkají těchto položek:
1. AVC v-ručně ... Počáteční rychlost
funkce AVC pro manuální provoz
[mm/min]
2. AVC v-rychle ... Vysoká rychlost
funkce AVC pro manuální provoz
[mm/min]
3. AVC v-rampa ... Systémový
parametr pro strmost rampy. Týká se
charakteristiky zrychlení a zpomalení
řízení vzdálenosti hořáku AVC během
řízení
Datum, čas
a kalibrace
dotykové
obrazovky
4. AVC Inc/mm ... Pro synchronizaci drážního systému jednotky AVC při použití
integrovaného krokového motoru
5. Pomocí tlačítka „LIMIT“ otevřete nastavení hraničních hodnot (viz strana 57).
V okně „Uložit čas“ zadejte následující
údaje:
1. Rok
2. Měsíc
3. Den
4. Hodiny
5. Minuty
6. Sekundy
7. Pro převzetí nastaveného času
klepněte na tlačítko „Nastavit hod.“
Pro kalibraci dotykové obrazovky
8. Klepněte na tlačítko „Kalibrace“
9. Klepněte přesně na zaměřovací kříž
10. Tento postup opakujte tak dlouho, než se opět zobrazí okno „Uložit čas“
11. Pomocí tlačítka „SETUP“ se vraťte do nabídky Setup
45

Nabídka „Nastavení parametrů“
Otevření nabídky
„Nastavení
parametrů“
Princip
Parametry
průběhu proudu
pro ruční
svařovací hořák
WIG
1. Otevřete nabídku „Nastavení
parametrů“
Nastavení parametrů umožňují zadávání nebo korekci nejdůležitějších parametrů
orbitálního svařovacího procesu.
Následující údaje se týkají těchto položek:
1. Druh provozu
2takt
4takt
2. Pulzní provoz ... Impulzní obloukové
svařování
ZAP
VYP
3. I-P ... Pulzní proud [A]
4. t-P ... Čas pulzního proudu [ms]
5. I-G ... Základní proud [A]
6. t-G ... Čas základního proudu [ms]
7. Klepněte na tlačítko „Strana 2“, otevře
se dialogové okno pro další nastavení
46

Parametry
průběhu proudu
pro ruční
svařovací hořák
WIG
(pokračování)
Parametry
průběhu proudu
orbitálních
svařovacích
kleští
Indikace při provozním režimu 2takt
Indikace při provozním režimu 4takt
Důležité! V případě, že byl v předchozím okně nastaven provozní režim „2takt“, platí
levé dialogové okno. Pro provozní režim „ 4takt“ platí pravé dialogové okno.
1. I-S ... Startovací proud [A]
2. t-S ... Čas startovacího proudu [s]
3. UPS ... Doba náběhu [s]
4. dSL ... Čas pro doběh do klidu [s]
5. I-E ... Závěrný proud [A]
6. t-E ... Čas závěrného proudu [s]
7. Snížení proudu [A]
Následující údaje se týkají těchto položek:
1. Dráha [stupně]
(a)
Důležité! Zadání hodnoty vyšší než 360°
znamená překrytí svarového švu na konci
svařování.
(b)
2. Průměr ... Vnější průměr potrubního
spojení [mm]
3. 12 h offset ... pro posunutí
počátečního bodu ve stupních [°]
4. I-S ... Startovací proud [A]
(c)
5. t-S ... Čas startovacího proudu [s]
6. UPS ... Doba náběhu [s]
7. Nastavení hlavního proudu pomocí výběru plochy (b) nebo (c)
Důležité! Bližší informace pro nastavení hlavního proudu naleznete v následující
kapitole „Parametry pulzu a rychlosti svařování“.
8. dSL ... Čas pro doběh do klidu [s]
9. I-E ... Závěrný proud [A]
10. t-E ... Čas závěrného proudu [s]
47

Parametry pulzů
a rychlosti
svařování
(b) (a)
Okno umožňuje rozdělení svařovací dráhy
na více segmentů. Pro každý z těchto
segmentů lze jednotlivě nastavit dále
uvedené parametry týkající se pulzu
a rychlosti svařování.
Při založení více segmentů postupujte
takto:
1. V zadávacím poli „Dráha seg.“ určete
dráhu segmentu, která musí být kratší
než aktuální dráha svařování
2. Automaticky dojde k založení dalšího segmentu, který pokrývá zbytek dráhy až po
úplný konec dráhy svařování.
3. Pomocí tlačítek se šipkami „<<“ a „>>“ přejděte na nový segment
Důležité! Číslice (a) ukazuje počet momentálně založených segmentů. Číslice (b)
ukazuje aktuální segment. Počet segmentů smí být maximálně 10.
4. V případě snížení hodnoty pro tento segment vznikne opět nový segment, který
dosahuje až na konec dráhy svařování
5. Tento postup opakujte tak dlouho, dokud nedosáhnete požadovaného počtu
segmentů
6. V případě potřeby ještě jednou upravte dráhu každého segmentu
Parametry
podávání drátu
Pro segmenty lze jednotlivě nastavit následující parametry hlavního proudu:
- I-P ... Pulzní proud [A]
- t-P ... Čas pulzního proudu [ms]
- I-G ... Základní proud [A]
- t-G ...Čas základního proudu [ms]
- v-svař. ... Rychlost svařování [cm/min]
7. Pomocí tlačítka „ZPĚT“ se vraťte k parametrům průběhu proudu
8. Pomocí tlačítka „DRÁT“ přejděte k parametrům podávání drátu
Následující údaje se týkají těchto položek:
1. Mezi segmenty lze přecházet pomocí
tlačítek „<<“ nebo „>>“
2. Start drátu ... Čas zpoždění od
počátku svařovacího proudu po
začátek podávání drátu [s]
3. v-puls ... Rychlost drátu během fáze
pulzu [cm/min]
4. v-zákl. ... Rychlost drátu během fáze
základního proudu [cm/min]
5. Stop drátu ... Čas zpoždění od počátku poklesu svařovacího proudu po konec
podávání drátu [s]
6. Čas doběhu ... Čas zatažení drátu po poklesu proudu [s]
7. Rychlost zatažení drátu ... Rychlost zatažení drátu po jeho zastavení, platí pro čas
zatažení drátu [cm/min]
8. Pomocí tlačítka „ZPĚT“ se vraťte k parametrům pro „VÝKON“
9. Pomocí tlačítka „AC“ otevřete okno pro nastavení parametrů AC (v případě
zvoleného režimu AC).
48

Parametry pro
svařování AC
Následující údaje se týkají těchto položek:
1. Mezi segmenty lze přecházet pomocí
tlačítek „<<“ nebo „>>“
2. Frekvence AC [Hz]
SYNC ... Slouží k síťové
synchronizaci dvou svařovacích
zdrojů pro oboustranné současné
svařování
3. Vyvážení AC
- 5: nejvyšší odtavný výkon, nejnižší
čisticí účinek
+ 5: nejvyšší čisticí účinek, nejnižší
odtavný výkon
4. Pomocí tlačítka „ZPĚT“ se vraťte k parametrům pro podávání drátu
5. Pomocí tlačítka „OSC“ otevřete okno pro nastavení parametrů OSC
Parametry pro
rozkyv hořáku
OSC
Následující údaje se týkají těchto položek:
1. Mezi segmenty lze přecházet pomocí
tlačítek „<<“ nebo „>>“
2. Rozkyv hořáku zap / vyp.
OSC zap
OSC vyp
3. OSC dráha-doprava ... Dráha rozkyvu
vycházející ze středové polohy až po
pravou polohu otáčení [mm]
4. OSC dráha-doleva ... Dráha rozkyvu vycházející ze středové polohy až po levou
polohu otáčení [mm]
5. OSC pauza-doprava ... Prodleva rozkyvu v pravé koncové poloze [s]
6. OSC pauza-doleva ... Prodleva rozkyvu v levé koncové poloze [s]
7. OSC rychlost-doleva ... Rychlost rozkyvu zleva doprava [mm/min]
8. OSC rychlost-doprava ... Rychlost rozkyvu zprava doleva [mm/min]
9. Pomocí tlačítka „ZPĚT“ se vraťte k parametrům pro svařování AC
10. Pomocí tlačítka „AVC“ otevřete okno pro nastavení parametrů AVC
Parametry řízení
vzdálenosti
hořáku AVC
Následující údaje se týkají těchto položek:
1. Mezi segmenty lze přecházet pomocí
tlačítek „<<“ nebo „>>“
2. Řízení vzdálenosti hořáku AVC zap /
vyp
AVC zap
AVC vyp
3. AVC U-hořák CV ... Požadovaná
hodnota napětí hořáku pro řízení
vzdálenosti hořáku AVC [V]
4. Pomocí tlačítka „VÝKON“ znovu otevřete nastavení hlavního proudu
5. Pomocí tlačítka „ZPĚT“ se vraťte k parametrům pro OSC
6. V jednom z výše uvedených oken otevřete pomocí tlačítka „ULOŽIT“ okno „Uložit
parametry“
49

Otevření
parametrů bodu
startu
V okně průběhu proudu orbitálních
svařovacích kleští:
Stisknutím tlačítka „START. BOD“ (a)
otevřete parametry pro nastavení bodu
startu.
(a)
Parametry pro
bod startu
Následující údaje se týkají těchto položek:
1. Navinutí ... Pro navinutí hadicové
soupravy u otevřených orbitálních
svařovacích kleští s přívodem drátu
- NEAKTIVNÍ
Orbitální svařovací kleště
nenajíždí na žádný bod startu
- AKTIVNÍ
Orbitální svařovací kleště najíždí
na bod startu denovaný pomocí
parametru „Dráha svinutí“
- AUTOSTART
Orbitální svařovací kleště najíždí na bod startu a ihned automaticky spustí
svařovací proces
2. Pozice start. bodu [°] ... Dráha svinutí hadicové soupravy proti směru hodinových
ručiček, ve stupních vůči obratišti
3. Zpoždění startu [s] ... Doba od počátku svařování až po spuštění pohybu drátu
orbitálních svařovacích kleští
4. Doběh do klidu [s] ... Doba pohybu drátu ve fázi poklesu svařovacího proudu.
- VYP
- 0,1 až dSL (čas poklesu svařovacího proudu nastavený pomocí parametrů pro
průběh proudu)
5. v-SYNCHRON ... Pro denování chování orbitálních svařovacích kleští během fáze
pulzního proudu.
- P.POMALU ... Pojezd orbitálních svařovacích kleští se sníženou rychlostí.
Důležité! Tato rychlost je určena systémem a nelze ji změnit.
- P.RYCHLE ... Pojezd orbitálních svařovacích kleští nastavenou rychlostí
svařování „v-svař.“.
- NEAKTIVNÍ ... Synchronní provoz deaktivován. Orbitální svařovací kleště
jedou stále (fáze pulzního i základního proudu) nastavenou rychlostí svařování
„v-svař.“.
6. NÁVRAT ZPĚT
- NENÍ
- S NÁVRATEM … Orbitální svařovací kleště se po ukončení svařování vrátí do
startovní polohy
- ES-360 ... Pro uzavřené svařovací kleště bez externího přívodu drátu.
Orbitální svařovací kleště se po ukončení svařování vrátí ke koncovému
spínači.
- X-360 ... Orbitální svařovací kleště se po ukončení svařování vrátí nejkratší
cestou na start a nastaví úhel pro dráhu svařování na nulu
- NASTAV NA 0... Nastavení úhlu pro dráhu svařování na nulu v místě ukončení
svařování a současné určení bodu startu pro další svařování.
50

Parametry pro
bod startu
(pokračování)
7. Pomocí tlačítka „ZPĚT“ se vraťte k parametrům průběhu proudu
8. Pomocí tlačítka „OSC“ otevřete okno pro nastavení parametrů OSC
Parametry pro
bod startu - OSC
Dráha rozkyvu
„OSC
dráha-doleva“
Zpoždění počátku
„OSC t-start“
Pauza vlevo „OSC
pauza-doleva“
„OSC
rychlost-doleva“
„OSC
dráha-doprava“
Následující údaje se týkají těchto položek:
1. OSC I-synchr. ... Pulzy svařovacího
zařízení se řídí rozkyvem. Během
pauz vlevo a vpravo je spínán pulzní
proud, během rozkyvného pohybu
z jedné strany na druhou naopak
základní proud.
Důležité! Parametry pulzu „tP“ a „tG“
jsou při aktivní funkci „OSC I-synchr.“
deaktivovány. Jsou určovány
rozkyvným pohybem.
2. OSC t-start ...Zpoždění počátku
rozkyvu hořáku OSC [s]
„OSC
dráha-doleva“
„OSC
rychlost doprava“
Pauza vpravo
„OSC pauza-doprava“
t
RotaceSvařovací proud
Drát
Tabulka Řízení svařovacího procesu rozkyvem (OSC I-synchr.)
Otáčení orbitálních svařovacích kleští „v-otáčení“
Pulzní proud
„IP“
Start drátu
„v-puls“
Základní proud
„IG“
„v-zákl.“
t
t
t
51

Parametry pro
bod startu - OSC
(pokračování)
3. OSC T&R Offset ... Pro denování vzdálenosti mezi svařencem a polohou otáčení
rozkyvu [mm]
Důležité! Pro proběhnutí automatického centrování hořáku „Touch & Retract“
odečte systém hodnotu pro funkci „OSC T&R Offset“ od šířky rozkyvu.
UPOZORNĚNÍ! Nebezpečí věcných škod z důvodu kolize hořáku se
svařencem.
V případě, že je hodnota „OSC T&R Offset“ 0 (nula), dochází při každém
rozkyvu hořáku ke kolizi wolframové elektrody se svařencem.
Ujistěte se, že je hodnota vždy vyšší než 0 (nula).
Jednotka rozkyvu
Svařovací hořák
s wolframovou elektrodou
„OSC T&R Offset“„OSC T&R Offset“
Svařenec
Šířka rozkyvu
minus „OSC
T&R Offset“
Šířka rozkyvu
po T&R
Posun „Touch & Retract“
4. AUTO T&R ... Automatický průběh funkce Touch&Retract má následující možnosti
nastavení:
- NEAKTIVNÍ ... Automatická funkce T&R nebude provedena
- AVC ... Funkce T&R bude provedena pouze u AVC
- OSC ... Funkce T&R bude provedena pouze u rozkyvu
- AVC - OSC ... Funkce T&R bude provedena nejprve u AVC a poté u rozkyvu
- OSC - AVC ... Funkce T&R bude provedena nejprve u rozkyvu a poté u AVC
5. Pomocí tlačítka „ZPĚT“ se vraťte k parametrům bodu startu
6. Pomocí tlačítka „AVC“ otevřete okno pro nastavení parametrů AVC
52

Parametry pro
bod startu - AVC
Následující údaje se týkají těchto položek:
1. AVC zesílení ... Faktor zesílení řízení
vzdálenosti hořáku [%]. Čím vyšší
nastavená hodnota, tím rychleji
reaguje AVC na změny vzdálenosti.
Důležité! Příliš vysoká procentuální
hodnota zesílení AVC může vést
k překmitu funkce AVC.
Doporučená hodnota pro optimální
funkci řízení ... 100%.
2. AVC t-start ... Zpoždění AVC na počátku [s]
3. AVC t-koncový ... Trvání dopředného pohybu funkce AVC na konci svařovacího
procesu [s]
4. AVC v-T&R ... Rychlost AVC během automatického přistavení hořáku „Touch &
Retract“ [mm/min]
5. AVC OSC T&R vzhůru ... Čas dopředného pohybu funkce AVC- „Touch & Retract“ [s]
Důležité! V případě, že je pro funkci „AVC T&R vzhůru“ zadána hodnota 0, je funkce
„Touch & Retract“ deaktivována.
6. AUTO T&R
7. Pomocí tlačítka „ZPĚT“ se vraťte k parametrům pro OSC
8. Pomocí tlačítka „START. BOD“ se vraťte do okna „START. BOD“.
Ukládání
parametrů
Zadání názvu pro uložení předem
zvolených parametrů v podobě
svařovacího programu.
1. Po klepnutí na tlačítko „JMÉNO=“
se zobrazí tlačítka, která umožní
sestavení názvu z jednotlivých
procesních údajů.
(a)
Důležité! Po výběru políčka (a) se zobrazí klávesnice se symboly, pomocí níž můžete
vytvořit název programu a rovněž smazat nebo změnit text.
53

Následné
programy
Jako následné programy jsou označovány svařovací programy, které vytváří spojení
s původními svařovacími programy.
Je zapotřebí dbát, aby všechny svařovací programy pocházely ze stejné skupiny.
Prokládání programů z různých skupin není v zásadě možné. Programy rovněž ztratí své
propojení v okamžiku, kdy jsou uloženy do nové skupiny.
(a)
(b)
(c)
Postup
Na základě zobrazeného svařovacího
programu (a) lze pomocí tlačítka „Vybrat“
(b) zvolit a propojit další programy.
Po klepnutí na tlačítko „Vybrat“ se otevře
obrazovka s tou skupinou, která obsahuje
původní svařovací program. Zde lze volit
následné programy (c).
(f)
(d)
(g)
(e)
Zvolené následné programy se zobrazují
pod původním programem (d).
Pro navigaci mezi programy tiskněte
tlačítka << resp. >> (e).
Po zvolení všech programů lze propojení
provést dvěma způsoby. Nejprve klepněte
na tlačítko „Start. bod“ (f). Na obrazovce
„Pozice“ lze pomocí možnosti nastavení
funkce „NÁVRAT ZPĚT“ (g) ovlivnit
chování následných programů.
54

Následné
programy
(pokračování)
(h)
1. varianta:
Návrat zpět „Není“ (h)
V tomto režimu jsou všechny zvolené
programy spojeny do jediného programu.
Program 1
Program 1
Varianta 1
Program 2
Varianta 2
Program 2
Program 3
Program 3
2. varianta:
Návrat zpět „........“ Libovolný režim,
s výjimkou „Není“ (h)
V tomto režimu jsou všechny zvolené
programy otevírány postupně. Zastavení
svařování mezi programy, opětovné
spuštění svařovacího procesu a všechny
potřebné pohyby, jako je otočení hadicové
soupravy, jsou prováděny automaticky.
55

Nabídka „Orbitální svařování a svařování WIG“
Bezpečnost
Otevření nabídky
„Svařování“
VAROVÁNÍ!
Chybná obsluha může způsobit závažná zranění a materiální škody.
Popsané funkce používejte teprve poté, co si přečtete následující dokumenty
a porozumíte jejich obsahu:
- tento návod k obsluze
- všechny návody k obsluze systémových komponent, zejména
bezpečnostní předpisy
VAROVÁNÍ!
Úraz elektrickým proudem může být smrtelný.
Připojení přístroje k elektrické síti během instalace představuje závažné
ohrožení osob a majetku.
Veškeré práce na zařízení provádějte pouze v případě, že je síťový vypínač
svařovacího zdroje v poloze O.
POZOR!
Nebezpečí ohrožení osob a poškození majetku elektrickým proudem. Při
zapnutém zdroji, kdy síťový vypínač je v poloze „I“, je wolframová elektroda
orbitálních svařovacích kleští stále pod napětím.
Dbejte na to, aby elektroda nepřišla do styku s žádnou osobou ani se
nedotýkala žádných elektricky vodivých nebo uzemněných částí (např. kryt
zařízení atd.)
1. Otevřete nabídku „Svařování“
2. Zobrazí se první okno stavu
svařovacího procesu
56

Řízení, kontrola,
aktuální hodnoty
VAROVÁNÍ!
Zařízení s automatickým pohonem mohou způsobit těžká poranění
a věcné škody.
Kromě tohoto návodu k obsluze je nutné dodržovat také bezpečnostní pokyny
výrobce robota a svařovacího systému.
Pro vaši osobní bezpečnost se přesvědčte, zda jsou splněna veškerá
bezpečnostní opatření v pracovní oblasti orbitálních svařovacích kleští a také,
že budou v pořádku po celou dobu vašeho pobytu v této oblasti.
1. Svařovací proces spusťte klepnutím
na tlačítko „START“
(d)
2. Chcete-li ukončit svařovací proces
s poklesem svařovacího proudu,
klepněte na tlačítko „STOP“
Důležité! V případě potřeby okamžitého
(b)
přerušení svařovacího procesu, například
z bezpečnostních důvodů, postupujte
následovně
(a)
- Klepněte na tlačítko „PŘERUŠENÍ“,
dojde k okamžitému přerušení
(c)
svařovacího procesu s dofukem
ochranného plynu, avšak bez poklesu
svařovacího proudu
Důležité! V případě, že se v dialogovém okně zobrazí hlášení „Zdroj není připraven“,
zobrazí se po klepnutí na tento nápis další dialogové okno s informací, který stav není
v pořádku.
Zobrazí se následující parametry:
1. Celkový čas ... čas od počátku aktuálního svařovacího programu [min]
2. Sektor čas ... aktuální čas aktuálního úseku svařování [min]
Důležité! Nový úsek svařování začíná po každé události - např. „Předfuk plynu“ nebo
„Nájezd na start. bod“.
3. Pozice ... pozice elektrody [stupně]
4. v-svařování ... rychlost svařování [cm/min]
(a) Zobrazení aktuálního svařovacího napětí [V]
(b) Zobrazení aktuálního svařovacího proudu [A]
(c) Číslo svaru
Důležité! Číslo svaru představuje rovněž část názvu souboru při záznamu aktuálních
hodnot. V případě, že je číslo svaru označeno oranžově, představuje zobrazená hodnota
číslo aktuálně svařovaného bodu stehování.
Pomocí tlačítka (d) otevřete okno „Stav svařovacího procesu“.
57

Stav svařovacího
procesu
Zobrazení stavu následujících parametrů:
1. Proces aktiv. stav
2. Zdroj - stav
3. Konc. vypínač aktiv.
4. Chyba - stav FPA
Korekce
svařovacího
procesu
V případě provedení změny pomocí
dálkového ovládání dojde k zobrazení
okna.
- Pro zobrazení změn klepněte na
tlačítko „>>“.
U každého segmentu (maximálně 10) dojde k indikaci poslední změny oproti původní
hodnotě. Indikace je v příslušných jednotkách formátu zadání. Zobrazí se následující
parametry:
1. Proud ... svařovací proud (pulzní proud + základní proud)
2. v-otáčení ... rychlost otáčení orbitálních svařovacích kleští
3. v-drát ... rychlost drátu
4. OSC.s ... dráha rozkyvu (vlevo + vpravo)
5. OSC.v ... rychlost rozkyvu (vlevo + vpravo)
6. OSC.t ... prodleva rozkyvu (vlevo + vpravo)
7. AVC.U ... požadovaná hodnota řízení vzdálenosti hořáku AVC
58
Změny v segmentech 1 - 8:
Došlo ke změně hodnoty „Proud“ u
segmentu „S1“ o 4 A. V příslušném poli se
zobrazí „4“.
- Pro zobrazení změn pro segmenty
9 a 10 stiskněte tlačítko „Segment
9/10“.

Korekce
svařovacího
procesu
(pokračování)
Změny v segmentech 9 - 10:
Došlo ke změně hodnoty „Proud“ u
segmentu „S9“ o 5 A. V příslušném poli se
zobrazí „5“.
- Pro zobrazení změn pro segmenty
9 a 10 stiskněte tlačítko „Segment
9/10“.
V případě, že chcete převzít změněné parametry:
- Klepněte na tlačítko „ZMĚNA“ nebo na tlačítko „Start/Stop“ dálkového ovládání.
- Pomocí tlačítka „ZPĚT“ nebo pomocí tlačítka „Stop“ na dálkovém ovládání zavřete
okno bez převzetí případně změněných parametrů.
Důležité! Parametry mohou být převzaty pouze v případě, že jsou zvolena následující
oprávnění uživatele:
- „ULOŽIT“,
- „PAR. HLEDAT“
- „ADMIN“
Bližší informace k uživatelským nastavením se nachází v odstavci
„Uživatelská nastavení“.
Mezní hodnoty
V případě potřeby lze provést následující
nastavení:
Procent:
Procentuální zadání přípustné tolerance
od základní hodnoty v kladné i záporné
oblasti.
Doba:
Přípustná doba překročení tolerance před
spuštěním alarmu.
59

Diagnostika a odstraňování závad
Všeobecné
informace
V případě poruchy si uvědomte, že funkce orbitálního systémového řízení závisí na
mnoha přídavných součástech (svařovací zdroj, orbitální svařovací kleště, podavač drátu
atd.), které mohou rovněž být příčinou poruchy. Veškeré servisní kódy, které se zobrazí
na displeji svařovacího zdroje, se zobrazí také na dotykové obrazovce orbitálního
systémového řízení.
VAROVÁNÍ!
Úraz elektrickým proudem může být smrtelný.
Před otevřením přístroje
- přepněte síťový vypínač svařovacího zdroje do polohy O
- odpojte přístroj od sítě
- opatřete přístroj srozumitelným varovným štítkem proti opětovnému
připojení a zapnutí
- použitím vhodného měřicího přístroje se ujistěte, že součástky, které
mohou mít elektrický náboj (např. kondenzátory), jsou vybité
POZOR! Nevyhovující připojení ochranného vodiče může způsobit závažné
zranění a materiální škody. Šrouby připevňující plášť zdroje jsou určeny
k uzemnění pláště prostřednictvím ochranného vodiče, a proto nesmějí
být v žádném případě nahrazeny jinými šrouby bez spolehlivého propojení
s ochranným vodičem.
Zobrazení nalezených alarmů může pomoci při diagnostice závad.
Důležité! Bližší informace
k obsazení tlačítka F1 naleznete
v nabídce „Setup a systémové
parametry“.
(a)
- Tlačítko F1 obsaďte funkcí „Aktivní
alarmy“
- Pomocí tlačítka F1 zobrazte seznam
aktivních alarmů
- Nebo v liště se symboly klepněte na
tlačítko (a), otevře se kongurační
okno
V konguračním okně můžete provádět
následující akce:
- Seznam alarmů: pro otevření
seznamu aktivních alarmů (viz rovněž
následující stranu)
- Potvrdit: pro potvrzení všech alarmů
- Vpravo nebo Vlevo: zadejte směr
svařování
- Svařování zap.: spustí test
- S drátem: pro aktivaci a deaktivaci
podávání drátu
- Vlevo nebo Vpravo: pro vysunutí
nebo zatažení drátu
- Vlevo nebo Vpravo: pro pohyb
orbitálních svařovacích kleští do
požadovaného směru
60
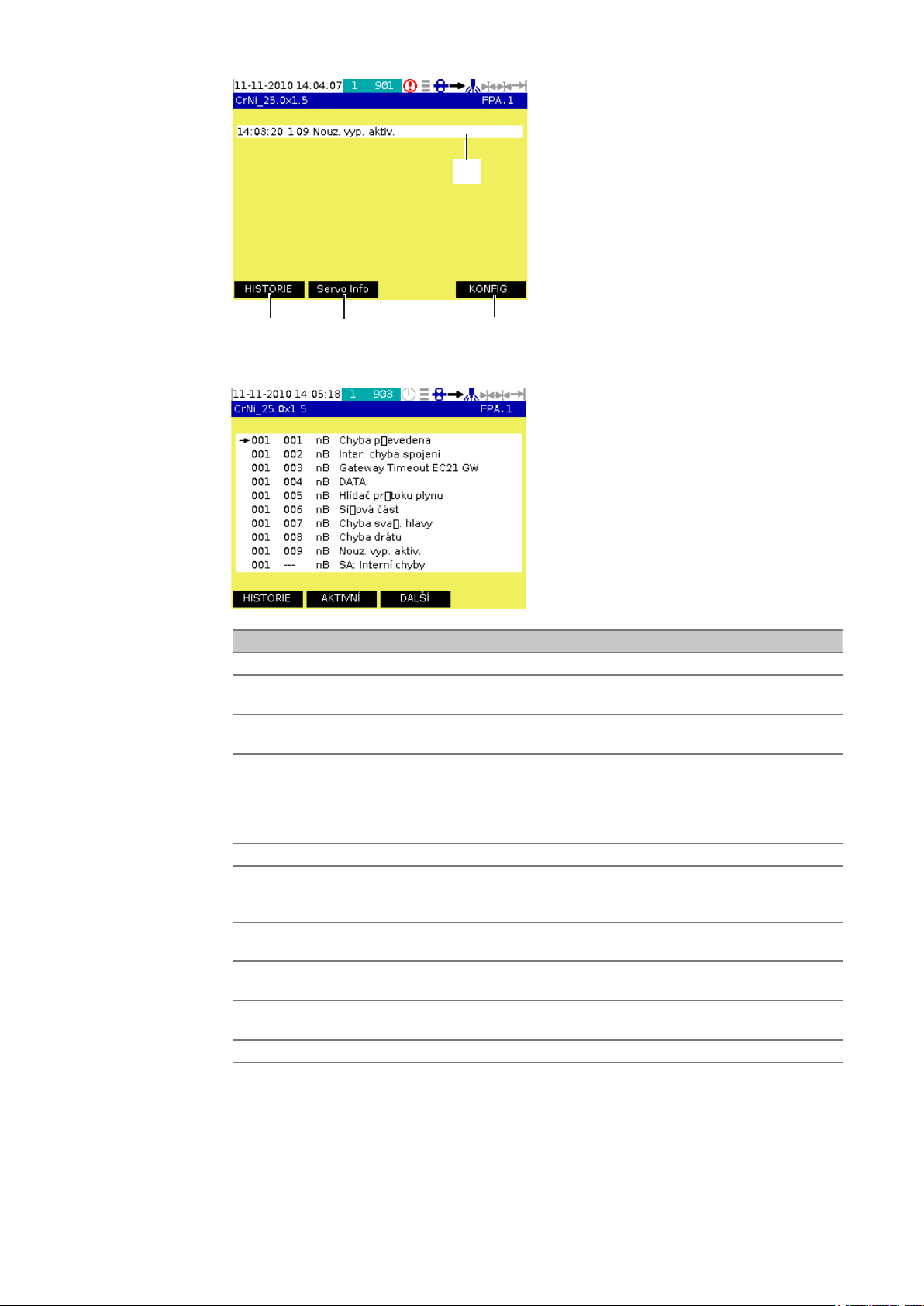
Alarmy a chybová
hlášení
Strana „Aktivní alarmy“
Otevřete obrazovku pomocí tlačítka
Seznam alarmů.
(a)
(b) (c) (d)
(a) Zobrazení aktivních alarmů
(b) HISTORIE: Otevření historie alarmů
(c) Servo info: Pro zobrazení detailních
informací o alarmech řízení servomotoru
(d) KONFIG: Pro zobrazení kongurace
alarmu (pro aktivaci/deaktivaci alarmů:
„přemostit“)
Skupina 001
Tato skupina obsahuje všeobecné alarmy
celého systému.
Č. alarmu Indikace Popis
001 Chyba převedena (pouze pro servisní techniky Fronius)
002 Inter. chyba spojení Přerušená komunikace mezi displejem a řízením X20.
Přezkoušejte napájecí napětí SPS a konektory.
003 Není spojení EC21 GW Vadné spojení k bráně. Zkontrolujte, zda se rozsvítí
kontrolka LED ERROR brány.
004 DATA: ERR_FILE_
DEVICE
005 Hlídač průtoku plynu Alarm hlídače průtoku ochranného plynu
006 Síťová část Alarm síťové části; zkontrolujte, zda svítí všechny
007 Chyba svař. hlavy Chyba řízení servomotoru svařovací hlavy: viz
008 Chyba drátu Chyba řízení servomotoru drátu: viz seznam závad
009 Nouz. vyp. aktiv. Tlačítko nouzového zastavení bylo stisknuto a je
--- SA: Interní chyby Alarm dle zobrazení nekódovaného textu
Problém s otevíráním dat z karty USB. Příčiny: (a)
Vadná karta USB;
(b) Data z karty USB nemohou být řízením
zpracována;
(c) Příliš malá kapacita paměti řízení.
kontrolky LED; přezkoušejte napájecí napětí síťové
části.
seznam závad řízení servomotoru
řízení servomotoru
aktivní
61

Alarmy a chybová
hlášení
(pokračování)
Skupina 002
Tato skupina obsahuje alarmy týkající se
„svařovacího zdroje“
Č. alarmu Indikace Popis
001 Zdroj není připraven Přezkoušení stavu zdroje
002 Limit překročen LocalNet: Překročení limitu
003 Havárie hořáku LocalNet: Havárie hořáku
004 Brána není v provozu Brána není v provozu; přezkoušení přepínače
Tipswitch na bráně; kontrola kontrolky LED Error.
005 Drát přilepen Drát je přilepen
006 PS=0 bez chyby Detailní vysvětlení servisních kódů viz dokument
„Service codes UST“
--- SA: Výkonový díl Alarm dle zobrazení nekódovaného textu
Skupina 003
Alarmy a chybová hlášení skupiny
3 představují interní chyby, jejichž
odstranění vyžaduje zákrok servisního
technika.
62

Alarmy a chybová
hlášení
(pokračování)
Skupina 004
Alarmy a chybová hlášení skupiny 4
se objevují při přerušení svařovacího
procesu.
Č.
alarmu
001 AB: PŘERUŠENÍ chyba na
002 AB: PŘERUŠENÍ zdroj
003 AB: ROB připraven chybí FPA 2030 není připraven
004 AB: Nouzový vyp. Proces byl přerušen pomocí tlačítka NOUZOVÉHO
005 AB: Tlačítko Stop ->Přerušit Pouze pro tiskárnu
006 AB: Chyba (čti seznam) Jiný alarm
007 AB: HP není signál Chybí signál hlavního proudu
008 AB: Není signál oblouku Chybí signál „Oblouk OK“
009 AB: Start -> H (1) Pouze pro tiskárnu
--- SA: WeldManager Alarm dle zobrazení nekódovaného textu
Indikace Popis
LocalNet: Číslo závady
UST
LocalNet: Chybí následující signál: „Power Source
nepřipraven
ready - svařovací zdroj připraven
ZASTAVENÍ
Skupina 005
Tato skupina obsahuje všeobecné alarmy
celého systému.
Č.
alarmu
001 Hlava se neotáčí viz seznam závad řízení servomotoru
002 Podavač drátu viz seznam závad řízení servomotoru
003 Motorový proud svařovací
004 Motorový proud podavače viz seznam závad řízení servomotoru
005 Chyba kyslíku Měřicí přístroj zbytkového kyslíku naměřil zbytkový
006 Problém tisku na USB Při tisku souboru na kartu USB došlo k problému.
007 OSC problém krok. motoru 0 viz seznam závad řízení servomotoru
008 AVC problém krok. motoru 0 viz seznam závad řízení servomotoru
009 AVC Prodleva T&R Překročení doby u funkce T&R. Příčina: Svařenec
--- SA: Interní chyby Interní chyby
Indikace Popis
viz seznam závad řízení servomotoru
hlavy
kyslík na místě svařování
Přezkoušení karty USB nebo změna parametrů tisku.
není uzemněn; svařenec je silně znečištěn.
63

Alarmy a chybová
hlášení
(pokračování)
Skupina 006
Tato skupina obsahuje všeobecné alarmy
týkající se „Hraničních hodnot“
Č. alarmu Indikace Popis
001 Mez pulzního proudu Platí pro všechny alarmy:
002 Mez základního proudu
003 Mez napětí hořáku
004 Mez rychlosti otáčení
005 Mez rychlosti drátu
--- SA: Limit high/low
Přezkoušení nastavené doby a odchylky hraniční
hodnoty. Ta je možná příliš nízká. Nutná všeobecná
kontrola hodnot.
Skupina 007
Tato skupina obsahuje všeobecné alarmy
týkající se „Kolísání hraničních hodnot“
Č. alarmu Indikace Popis
001 Kolísání pulzního proudu Platí pro všechny alarmy:
002 Kolísání základního
proudu
003 Kolísání napětí hořáku
004 Kolísání rychlosti otáčení
005 Kolísání rychlosti drátu
--- SA: Limits icker
Kontrola pevného usazení uzemnění. Kontrola dílu
a elektrody, zda nejsou znečištěny.
64

Alarmy a chybová
hlášení
(pokračování)
Skupina 008
Tato skupina obsahuje všeobecné alarmy
týkající se „Řízení servomotoru“
Seznam závad
servomotoru
Č.
alarmu
000 Prodleva servomotoru
001 Alarm servomotoru
002 Prodleva servomotoru
003 Alarm servomotoru
004 Prodleva servomotoru
005 Alarm servomotoru
006 Prodleva servomotoru
007 Alarm servomotoru
---
Indikace Popis
Prodleva v komunikaci s řízením servomotoru „Otáčení“
otáčení
Alarm řízení servomotoru „Otáčení“ s číslem závady.
otáčení: 0
drátu
drátu: 0
AVC
AVC: 0
OSC
OSC: 0
Podrobné informace viz strana 58.
Prodleva v komunikaci s řízením servomotoru „Drát“
Alarm řízení servomotoru „Drát“ s číslem závady.
Podrobné informace viz strana 58.
Prodleva v komunikaci s řízením servomotoru „AVC“
Alarm řízení servomotoru „AVC“ s číslem závady.
Podrobné informace viz strana 58.
Prodleva v komunikaci s řízením servomotoru „OSC“
Alarm řízení servomotoru „OSC“ s číslem závady.
Podrobné informace viz strana 58.
V případě, že závadu nelze potvrdit, zařízení vypněte a opět zapněte. Vysvětlení závady
viz seznam závad řízení servomotoru.
65

Alarmy a chybová
hlášení
(pokračování)
(b)(a)
(a) Lišta se symboly pro zpracování alarmů
(b) Tlačítka se šipkami nahoru/dolů pro pohyb kurzoru nahoru a dolů
(c) Tlačítko „Potvrdit“ pro potvrzení alarmu
(d) Tlačítko „Aktivovat, deaktivovat“ pro aktivaci nebo deaktivaci alarmu
(e) Tlačítko „Zavřít“ pro zavření lišty se symboly
(c)
(d)
(e)
Zpracování alarmů:
1. Klepněte na dotykovou obrazovku
2. Zobrazí se lišta se symboly (a)
3. Pomocí tlačítek se šipkami (b) zvolte odpovídající alarm
4. V liště se symboly (a) zvolte symbol „visacího zámku“ (d)
5. Odpovídající alarm se podbarví šedě
6. Pro opětovnou aktivaci alarmu jej opět zvolte pomocí tlačítek se šipkami(b)
a klepněte na symbol „visacího zámku“ (d)
7. Klepněte na tlačítko „Zavřít“ (e)
1. Pro zobrazení dalších informací
ohledně servisu klepněte v prvním
zobrazovacím okně tlačítka „i“ na pole
„SYSTÉM“.
2. Pro zobrazení dalších údajů
následujících oken klepněte na
tlačítko „INTERNÍ“(f).
(f)
66

Zobrazované
servisní kódy
Pokud se na displeji objeví jiná, zde neuvedená zpráva, může závadu odstranit pouze
servisní služba. Opište tuto chybovou zprávu, výrobní číslo svařovacího zdroje i jeho
konguraci a předejte vše spolu s detailním popisem závady servisu FRONIUS.
tP1 | xxx, tP2 | xxx, tP3 | xxx, tP4 | xxx, tP5 | xxx, tP6 | xxx
Příčina: Příliš vysoká teplota v primárním okruhu svařovacího zdroje
Odstranění: Vychladnutí svařovacího zdroje
tS1 | xxx, tS2 | xxx, tS3 | xxx
Příčina: Příliš vysoká teplota v sekundárním okruhu svařovacího zdroje
Odstranění: Vychladnutí svařovacího zdroje
tSt | xxx
Příčina: Příliš vysoká teplota v řídicím obvodu
Odstranění: Vychladnutí svařovacího zdroje
Err | 051
Příčina: Podpětí sítě: Síťové napětí kleslo pod dolní hranici tolerančního rozmezí
(viz kapitola „Technické údaje“).
Odstranění: Kontrola napětí sítě
Err | 052
Příčina: Přepětí sítě: Síťové napětí překročilo horní hranici tolerančního rozmezí (viz
kapitola „Technické údaje“).
Odstranění: Kontrola napětí sítě
no | IGn
Příčina: Aktivní funkce Ignition Time-Out: Během doby nastavené v nabídce
Setup nezačal protékat svařovací proud. Došlo k bezpečnostnímu vypnutí
svařovacího zdroje.
Odstranění: Opětovné spuštění svařování; vyčištění povrchu svařence.
Err | PE
Příčina: Obvod pro sledování zemního proudu provedl bezpečnostní vypnutí
svařovacího zdroje.
Odstranění: Vypnutí svařovacího zdroje, čekání 10 sekund a opětovné zapnutí; pokud
se závada objeví i po opakovaných pokusech, je třeba informovat servisní
službu
Err | IP
Příčina: Primární proud překročen
Odstranění: Informujte servisní službu.
Err | bPS
Příčina: Závada ve výkonovém dílu
Odstranění: Informujte servisní službu.
dSP | Axx, dSP | Cxx, dSP | Exx, dSP | Sy, dSP | nSy
Příčina: Chyba centrální řídicí a regulační jednotky
Odstranění: Informujte servisní službu.
67

Orbitální
systémové řízení
no | Arc
Příčina: Odtržení oblouku
Odstranění: Opětovné spuštění svařování; vyčištění povrchu svařence
no | H2O
Příčina: Zareagování snímače průtoku v chladicím modulu
Odstranění: Kontrola chladicího modulu; popř. doplnění chladicí kapaliny, resp. její
odvzdušnění, viz kapitola „Zprovoznění chladicího modulu“
hot | H2O
Příčina: Zareagování teplotního snímače v chladicím modulu
Odstranění: Vyčkání do doby, než se zařízení ochladí a zmizí údaj „Hot | H2O“.
-St | oP- (při provozování svařovacího zdroje s Interface pro robota nebo členem
Feldbus)
Příčina: Robot není připraven
Odstranění: Vyslání signálu „Roboter ready", vyslání signálu o resetu závady na
svařovacím zdroji - „Source error reset" (reset závady je zapotřebí pouze
při použití modulu ROB 5000 a vazebního členu Feldbus).
Svařovací zdroj nefunguje
Síťový vypínač je zapnutý, kontrolky nesvítí
Příčina: Přerušené síťové vedení, síťová vidlice není správně zastrčená
Odstranění: Prověření síťového vedení, event. zastrčení vidlice do zásuvky
Příčina: Vadná zásuvka nebo vidlice
Odstranění: Výměna vadných součástek
Svařovací zdroj nefunguje
Síťový vypínač je zapnutý, kontrolky nesvítí
Příčina: Přerušená síťová pojistka
Odstranění: Výměna pojistky
Neprochází svařovací proud
Síťový vypínač je zapnutý, svítí kontrolka přehřátí
Příčina: Přetížení, bylo překročeno dovolené zatížení (DZ) přístroje
Odstranění: Respektování dovoleného zatížení přístroje
Příčina: Teplotní bezpečnostní automatika vypnula zařízení
Odstranění: Vychladnutí zdroje, svařovací zdroj se po krátké době automaticky opět
zapne
Příčina: Vadný ventilátor svařovacího zdroje
Odstranění: Výměna ventilátoru
Neprochází svařovací proud
Síťový vypínač je zapnutý, indikace svítí
Příčina: Nevyhovující uzemnění
Odstranění: Prověření polarity uzemnění a připojení zemnicí svorky
Příčina: Přerušený proudový kabel orbitálních svařovacích kleští nebo svařovacího
hořáku
Odstranění: Výměna orbitálních svařovacích kleští nebo svařovacího hořáku
68

Orbitální
systémové řízení
(pokračování)
Žádná funkce po začátku svařování
Síťový vypínač je zapnutý, indikace svítí
Příčina: Řídicí konektor hořáku není zasunutý
Odstranění: Zasunutí řídicího konektoru
Příčina: Vadné orbitální svařovací kleště, svařovací hořák nebo řídicí vedení
Odstranění: Výměna orbitálních svařovacích kleští nebo svařovacího hořáku
Žádný ochranný nebo formovací plyn
Všechny ostatní funkce jsou k dispozici
Příčina: Prázdná lahev s ochranným plynem
Odstranění: Výměna lahve s plynem
Příčina: Vadný redukční plynový ventil
Odstranění: Výměna redukčního plynového ventilu
Příčina: Poškozená nebo nenamontovaná hadice plynu
Odstranění: Výměna nebo montáž hadice plynu
Příčina: Vadné orbitální svařovací kleště nebo svařovací hořák
Odstranění: Výměna orbitálních svařovacích kleští nebo svařovacího hořáku
Příčina: Vadný magnetický plynový ventil
Odstranění: Výměna magnetického plynového ventilu
Nevyhovující svařovací vlastnosti
Příčina: Chybně nastavené svařovací parametry
Odstranění: Prověření nastavení
Příčina: Nevyhovující uzemnění
Odstranění: Prověření polarity uzemnění a připojení zemnicí svorky
Orbitální svařovací kleště nebo svařovací hořák jsou příliš horké
Příčina: Příliš slabě dimenzované orbitální svařovací kleště nebo svařovací hořák
Odstranění: Respektujte dovolené zatížení a povolený výkon hořáku
Příčina: Jen u vodou chlazených zařízení: Nedostatečný průtok chladicí vody
Odstranění: Viz následně uvedená diagnostika „Malý, resp. žádný průtok vody“
Příčina: Jen u vodou chlazených zařízení: parametr C-C je nastaven na hodnotu
„VYP“
Odstranění: Nastavení parametru C-C na hodnotu „Aut" nebo „ZAP" v nabídce Setup.
no | H2O
Reakce kontroly průtoku chladicího modulu (rozšířená výbava). Zpráva je zobrazena na
ovládacím panelu svařovacího zdroje.
Příčina: Závada v průtoku chladicího média
Odstranění: Kontrola chladicího modulu; popř. doplnění chladicí kapaliny, resp. její
odvzdušnění, viz kapitola „Zprovoznění chladicího modulu“
Příčina: Ucpaný ltr chladicí kapaliny
Odstranění: Vyčištění nebo výměna ltrační vložky
hot | H2O
Reakce kontroly teploty chladicího modulu. Zpráva je zobrazena na ovládacím panelu
svařovacího zdroje.
Příčina: Teplota chladicí kapaliny je příliš vysoká
Odstranění: Vyčkat do doby, než se zařízení ochladí a nebude již zobrazen údaj Hot |
H2O.
69

Údržba, péče
Všeobecné
informace
Při každém
uvedení do
provozu
Při normálních provozních podmínkách vyžaduje orbitální svařovací řízení pouze
minimum péče a údržby. Pro udržení zařízení v provozuschopném stavu po řadu let je
zapotřebí dodržovat dále uvedená opatření.
- Překontrolujte propojovací kabel, orbitální svařovací kleště nebo svařovací hořák,
propojovací hadicovou soupravu a zemnicí vedení, zda nejsou poškozené
- Překontrolujte, zda je kolem přístroje volný prostor 0,5 m (1 ft. 8 in.) aby se zajistil
volný přístup i odvádění chladicího vzduchu
UPOZORNĚNÍ! Větrací otvory zařízení nesmějí být v žádném případě zakryty,
a to ani částečně.
70

Technické údaje
Orbitální
systémové řízení
Napájecí napětí 55 V DC
Jmenovitý proud 4 A
Výkon připojení 220 VA
Řídicí napětí 24 V
Napětí motoru 24 V
Krytí IP 23
Certikace CE
Rozměry d x š x v 500 x 390 x 320 mm 19.7 x 15.3 x 12.6 in.
Hmotnost 15 kg 33 lb.
Délka propojovacího kabelu ke svařovacímu zdroji 3,5 m
71

Náhradní díly
(13)
(1)
(3)
(4)
(5)
(12)
(6)
(7)
(8)
(9)
(14)
(10)(11)
(2)
(20)
(19)
(16)
(17)
(18a)
(18b)
72

Náhradní díly
(pokračování)
(21) (22) (23) (24)
(25)
(26) (27)
73

Náhradní díly
(pokračování)
(28) (28) (28)(29) (28)
(31)
(38)
(35)(36)(37)
(30)
(33)
(34) (32)
74

Poz. Označení Typ Obj. č.
Orbitální systémové řízení FPA 2030 Servo-Control 8,040,067,630
1 Dálkový ovladač FPA 2030 (vč. kabelu 10 m) 8,046,028
2 Propojovací kabel svařovacího zdroje 3,5 m 43,0004,2737
3 Závěs 44,0001,1309
4 Přípojka USB 38,0009,0139
5 Přípojka Ethernet 38,0009,0140
6 Zásuvka Submin 38,0003,0006
6 Protiprachová čepička Submin 38,0004,0106
7 Impulzní snímač otáček 24 V 38,0009,0124
7 Otočný ovladač 42,0406,0315
7 Kryt červený 42,0406,0093
8 Tepelná tiskárna 38,0009,0111
8 Kabel tiskárny 38,0009,0112
8 Papír do tiskárny (1 role) 38,0008,0025
9 Těleso zásuvky Amphenol 24pólový 38,0003,0196
10 Konektor s přírubou 12pólový 38,0003,0173
11 Rychlospojka 44,0001,1417
12 Power Panel vč. impulzního snímače
otáček
13 Ochranné sklo 58,0563,0313
14 USB Stick 40,0006,2908
15 Magnetický ventil 43,0013,0015
16 Magnetický ventil 44,0001,1300
17 Rychlospojka 44,0001,0473
18a Magnetický ventil 44,0001,1300
18b Omezovač tlaku, senzor plynu, plyn 44,0001,1299
19 Nástavba - konektor 32,0405,0230
20 Nástavba - zásuvka 32,0405,0159
21 Tištěný spoj FR18A 4,085,192
22 Tištěný spoj FU 10 4,070,770
23 Tištěný spoj FU 50 4,070,942
24 Tištěný spoj KD 4010 4,085,166
25 Karta ash – panel napájení 38,0102,0014
26 Tištěný spoj FU10 4,070,770
27 Basisprint FPA FR21A 4,085,198
28 Regulátor motoru 38,0006,0136
29 Vest. sada – digitální senzor plynu 4,100,374
30 Převodník signálů 38,0007,0035
31 Tištěný spoj pro bránu 43,0001,1243
32 Modul X20DC4395 38,0009,0134
Sběrnicový modul BM11 X20BM11 38,0009,0138
Pružinová svorkovnice 12pólová 38,0009,0182
33 Modul X20CS1020 38,0009,0132
Sběrnicový modul BM11 X20BM11 38,0009,0138
Pružinová svorkovnice 12pólová 38,0009,0182
34 Pružinová svorkovnice 12pólová 38,0009,0182
35 Modul rozhraní X20 IF 1072 38,0009,0131
36 Centrální jednotka CPU 38,0102,0030
37 Měnič měřených hodnot 38,0006,0045
38 Karta ash CPU 38,0102,0013
38,0102,0036
75


FRONIUS INTERNATIONAL GMBH
TechSupport Automation
)URQLXVSODW]$:HOV$XVWULD
7HO)D[
(0DLOVDOHV#IURQLXVFRP
www.fronius.com
8QGHUKWWSZZZIURQLXVFRPDGGUHVVHV\RXZLOOIiQGDOODGGUHVVHV
www.fronius.com/addresses
RIRXU6DOHVVHUYLFHSDUWQHUVDQG/RFDWLRQV

 Loading...
Loading...