


/ Battery Charging Systems / Welding Technology / Solar Electronics
FPA 2030 Orbital Servo-Control
Manual de instruções
PT
Comando de sistema
42,0426,0106,PT V01-11042012


Índice
Generalidades .................................................................................................................................................3
Princípio ..................................................................................................................................................... 3
Conceito dos aparelhos .............................................................................................................................3
Campos de aplicação .................................................................................................................................4
Avisos no aparelho .....................................................................................................................................4
Elementos de comando e ligações .................................................................................................................5
Painel de comando ...................................................................................................................................5
Barra de ícones .......................................................................................................................................... 7
Ligações, interruptores e extensões do sistema .............................................................................................8
Descrição ................................................................................................................................................... 9
Controlo remoto FPA 2030RC ....................................................................................................................... 10
Segurança ................................................................................................................................................ 10
Elementos de comando ...........................................................................................................................10
Descrição das indicações ........................................................................................................................15
Antes da colocação em funcionamento ........................................................................................................18
Segurança ................................................................................................................................................ 18
Utilização adequada .................................................................................................................................18
Disposições de montagem ....................................................................................................................... 18
Ligação .....................................................................................................................................................18
Colocação em funcionamento ....................................................................................................................... 19
Segurança ................................................................................................................................................ 19
Ligar as botijas de gás para gás inerte e mistura de hidrogénio/azoto .................................................... 19
Estabelecer a ligação à peça de trabalho ................................................................................................20
Ligar a pinça de soldadura orbital ............................................................................................................20
Ajuste da pinça de soldadura orbital ............................................................................................................. 21
Geral.........................................................................................................................................................21
Pessoal especializado e qualicado ........................................................................................................21
Ajuste do curso de rotação ......................................................................................................................21
Ajuste do curso de transporte do arame ..................................................................................................22
Ajuste do curso de oscilação (OSC) ........................................................................................................ 23
Menus com selecção directa ......................................................................................................................... 24
Princípio ................................................................................................................................................... 24
Botão F1 ...................................................................................................................................................24
Menu "Gás inerte e refrigeração" ............................................................................................................. 24
Menu "Transferência de dados" ............................................................................................................... 25
Menu "Conguração da impressora"........................................................................................................26
Indicação de alarmes e dados especícos do aparelho .......................................................................... 29
Menu principal ...............................................................................................................................................31
Introduzir palavra-passe ...........................................................................................................................31
Esquecer a palavra-passe .......................................................................................................................31
Janela de selecção ..................................................................................................................................32
Menu "Pinça de soldadura orbital/maçarico de soldar manual" ....................................................................33
Aceder ao menu ....................................................................................................................................... 33
Seleccionar o tipo de pinça de soldadura orbital .....................................................................................33
Seleccionar a designação do modelo da pinça de soldadura orbital .......................................................33
Seleccionar o tipo de maçarico de soldar manual ...................................................................................34
Menu "Synergic" ............................................................................................................................................ 35
Aceder ao menu "Synergic" ..................................................................................................................... 35
Princípio ................................................................................................................................................... 35
Introduzir parâmetros ...............................................................................................................................35
Menu "Conguração e parâmetros do sistema" ............................................................................................ 37
Aceder ao menu "Conguração e parâmetros do sistema" .....................................................................37
3

Princípio ................................................................................................................................................... 37
Aceder às denições "OPERADOR" ........................................................................................................ 37
Início de sessão de um outro operador e alteração da palavra-passe .................................................... 37
Alterar a palavra-passe ............................................................................................................................38
Direitos do operador .................................................................................................................................38
Denições especícas do utilizador .........................................................................................................39
Luminosidade e contraste ........................................................................................................................39
Parâmetros de ignição ............................................................................................................................. 40
Modo de soldagem e CA ..........................................................................................................................40
Ajuste de valor .........................................................................................................................................41
Demais parâmetros .................................................................................................................................. 41
Ajuste do valor AVC, OSC ........................................................................................................................42
Direcção de soldadura e transporte de arame ......................................................................................... 42
Inserção do arame ................................................................................................................................... 42
Parâmetros OSC ...................................................................................................................................... 43
Parâmetros AVC .......................................................................................................................................43
Data, hora e calibração do ecrã táctil .......................................................................................................43
Menu "Denições dos parâmetros" ...............................................................................................................44
Aceder ao menu "Denições dos parâmetros".........................................................................................44
Princípio ................................................................................................................................................... 44
Parâmetros de progressão de corrente para maçarico de soldar manual TIG ........................................44
Parâmetros de progressão de corrente para pinça de soldadura orbital .................................................45
Parâmetros de impulsos e velocidade de soldadura ...............................................................................46
Parâmetros de transporte do arame ........................................................................................................ 46
Parâmetros para soldadura AC ...............................................................................................................47
Parâmetros de oscilação do maçarico OSC ........................................................................................... 47
Parâmetros para a regulação da distância do maçarico AVC .................................................................. 47
Aceder aos parâmetros para o ponto inicial .............................................................................................48
Parâmetros para o ponto inicial ...............................................................................................................48
Parâmetros para o ponto inicial - OSC ....................................................................................................49
Parâmetros para o ponto inicial - AVC ..................................................................................................... 51
Guardar parâmetros ................................................................................................................................. 51
Programas sequenciais ............................................................................................................................52
Menu "Soldadura orbital e TIG" .....................................................................................................................54
Segurança ................................................................................................................................................ 54
Aceder ao menu "Soldar" ......................................................................................................................... 54
Comando, monitorização, valores reais ................................................................................................... 55
Estado do processo de soldadura ............................................................................................................56
Correcção do processo de soldadura ...................................................................................................... 56
Valores limite ............................................................................................................................................57
Diagnóstico de avarias, resolução de avarias ............................................................................................... 58
Generalidades .......................................................................................................................................... 58
Alarmes e mensagens de erro .................................................................................................................59
Lista de erros do servo .............................................................................................................................63
Códigos de serviço apresentados ............................................................................................................ 65
Comando de sistema orbital ....................................................................................................................66
Manutenção, cuidado ....................................................................................................................................68
Generalidades .......................................................................................................................................... 68
Sempre que colocar o aparelho em funcionamento ................................................................................68
Características técnicas ................................................................................................................................ 69
Comando de sistema orbital ....................................................................................................................69
Peças de reposição ....................................................................................................................................... 70
4

Generalidades
Princípio O FPA 2030 é um comando de sistema orbital inteiramente digitalizado e controlado por
microprocessador, destinado à soldadura orbital. Um gestor activo de fontes de corrente
está ligado a um processador de sinais digital e, em conjunto, eles controlam e regulam
o processo de soldadura. Os dados reais são permanentemente medidos, havendo uma
reacção imediata a quaisquer alterações.
Os algoritmos de regulação têm por
função manter o valor nominal do estado
desejado. Consegue-se assim uma precisão até hoje incomparável no processo de
soldadura, uma reprodutibilidade exacta
de todos os resultados e excelentes características de soldadura. A par das características de soldadura, a elevada eciência
é também uma característica essencial do
novo comando de sistema orbital.
O conceito de comando elementar facilita o trabalho. Também é de destacar a
integração de elementos de comando importantes no ecrã táctil de grandes dimensões que permitem a visualização e ajuste
rápidos de funções essenciais.
Comando de sistema orbital FPA 2030
Conceito dos
aparelhos
O FPA 2030 é um comando de sistema orbital com 6 eixos e destina-se a ser ligado às
fontes de corrente TIG digitais Fronius TT/MW 2500 e 3000. Como comando de sistema
orbital com 6 eixos entende-se a programação e comando dos seguintes 6 parâmetros:
- Gás inerte
- Corrente de soldadura
- Movimento de rotação da cabeça de soldar
- Parâmetros do arame
- Parâmetros AVC (regulação da distância do maçarico)
- Parâmetros OSC (oscilação do maçarico)
A colocação do comando de sistema por cima da fonte de corrente no carro Pick-Up permite obter uma altura de trabalho confortável. A cobertura frontal do comando de sistema serve de protecção para o painel de comando e para a impressora, servindo também
de viseira protectora para o ecrã táctil quando está aberta.
Para além de suportar uma diversidade de pinças de soldadura orbital, nos mais variados campos de aplicação, o comando de sistema também suporta maçaricos de soldadura manual.
O controlo remoto manual permite o accionamento total do sistema de soldadura orbital
directamente na peça de trabalho.
5

Campos de
I
1
U
1
4 A55 V
IEC 60974-1
A-4600 Wels
www.fronius.com
Type:
Ser.No.:
Art.No.:
P
1max
220 W
U
2
42 V
FPA 2030
8,040,067
I
2
4 A
24 V 4 A
IP 23
19449503
This machine includes following additional parts (options):
8,100,133 Adressing AVC/ Touch & retract
8,100,134 Adressing OSC/ Electrode- centering
aplicação
No comércio e na indústria existem inúmeros campos de aplicação para o FPA 2030. A
este respeito são particularmente dignas de nota as aplicações nas indústrias farmacêutica e alimentar, dado os elevados padrões de exigência na produção de tubagens e recipientes. No que diz respeito aos materiais, o comando é adequado para aço sem liga
ou de baixa liga e para aço de crómio-níquel de alta liga. Estas características universais
são favorecidas por uma ignição excelente.
Para a soldadura TIG-AC, o FPA 2030 tem em conta não só o diâmetro do eléctrodo,
como também a temperatura actual do eléctrodo, com base no tempo de soldadura e no
intervalo de soldadura precedentes. O sistema de comando presta igualmente excelentes serviços no domínio da soldadura de alumínio, ligas de alumínio, ligas de cobre,
magnésio e titânio. A frequência AC permite uma adaptação perfeita às exigências em
diversos contextos.
Avisos no
aparelho
A placa indicadora de potência do aparelho contém símbolos de segurança. Não é permitido retirar os símbolos de segurança nem torná-los ilegíveis.
Placa indicadora de potência do FPA-2030
6

Elementos de comando e ligações
Painel de
comando
NOTA! Devido a actualizações do rmware, no seu aparelho podem estar dis-
poníveis funções que não estão descritas no presente manual de instruções ou
vice-versa. Além disso, algumas guras podem apresentar ligeiras diferenças
em relação aos elementos de comando no seu aparelho. No entanto, o modo
de funcionamento destes elementos de comando é idêntico.
ATENÇÃO! Uma operação incorrecta pode causar danos pessoais e materiais graves. Só utilizar as funções descritas depois de ter lido e compreendido perfeitamente os seguintes documentos:
- o presente manual de instruções
- todos os manuais de instruções dos componentes do sistema, em especial, as normas de segurança
(3)
(2)
(4)
(1)
(5)
(6)
(7)
Painel de comando
N.º Função
(1) Roda de regulação
Seleccionar um ponto de menu
1. Rodar a roda de regulação até o ponto de menu pretendido car marcado
a azul
2. Premir a roda de regulação para seleccionar o ponto de menu
Seleccionar e denir um parâmetro
1. Rodar a roda de regulação até o parâmetro pretendido car marcado a azul
2. Premir a roda de regulação; o parâmetro seleccionado ca então marcado
a violeta
3. Denir o valor pretendido para o parâmetro, rodando a roda de regulação
4. Premir a roda de regulação para aplicar o valor; simultaneamente, a marcação azul passa para o parâmetro seguinte
Importante! Caso não se pretenda aplicar o valor denido, premir o botão "Esc"
(8).
(10)
(9)
(8)
Importante! As funções descritas também são suportadas directamente pelo
ecrã táctil (3). Basta tocar num ponto de menu ou parâmetro. Quando é necessário, abre-se uma lista que permite seleccionar directamente a partir de
vários valores denidos. Contudo, para introduzir valores numéricos é sempre
necessária a roda de regulação. É aconselhável utilizar a roda de regulação
apenas quando o ecrã táctil está coberto por uma película, por exemplo, porque
o ambiente é muito poeirento.
7

Painel de
comando
(continuação)
N.º Função
(2) Botão "Próximo"
Acede à janela de menu seguinte
(3) Ecrã táctil
Ecrã com botões de accionamento directo dependentes do contexto
(4) Botão "F1"
Botão de função livremente programável (no menu "Conguração e parâmetros
do sistema")
(5) Botão "Gás inerte e refrigeração"
Abre o menu "Gás inerte e refrigeração"
(6) Botão "Transferência de dados"
Abre o menu para a transferência de dados
(7) Botão "Conguração da impressora"
Para denir os dados especícos para a impressão em papel ou para guardar
num dispositivo de memória.
(8) Botão "ESC"
- Voltar à janela de menu anterior
- Conrmação de alarmes
- Sair da denição de um parâmetro sem aplicar o valor alterado
(9) Botão "i"
Para apresentar versões, alarmes e informações para o técnico de assistência
(10) Botão "Menu"
Para voltar ao menu principal; premindo-o novamente, abre-se a janela para
introduzir directamente o número de página (ver em baixo).
8

Barra de ícones
ATENÇÃO! Uma operação incorrecta pode causar danos pessoais e mate-
riais graves. Só utilizar as funções descritas depois de ter lido e compreendido perfeitamente os seguintes documentos:
- o presente manual de instruções
- todos os manuais de instruções dos componentes do sistema, em especial, as normas de segurança
Indicadores no ecrã
Hora/data
Segmento 1-10
Indica em que segmento do curso de soldadura se encontra presentemente a
pinça de soldadura orbital.
Importante! Informações mais detalhadas sobre os "Segmentos" podem ser consultadas no capítulo "Denições dos parâmetros".
Página na execução do programa - cada janela de diálogo na estrutura dos
menus está identicada com um número de página, nomeadamente, para a sua
identicação em trabalhos de manutenção
Nome do programa presentemente carregado
Nome do utilizador - é possível encontrar informações mais
detalhadas no capítulo "Conguração e parâmetros do sistema"
Ao tocar no ícone, abre-se a página
de alarme activa
3: Sinal de corrente principal
2: Sinal de arco ligado
1: Sinal de processo activo
Avanço de arame seleccionado e activo (azul)
Avanço de arame seleccionado, mas inactivo (preto)
Avanço de arame não seleccionado (preto, rasurado a azul)
Direcção de soldadura para a
direita
Direcção de soldadura para a esquerda
Soldadura activaSoldadura pré-seleccionada
Modo de teste pré-seleccionado
Válvula de gás inerte inactiva Válvula de gás inerte activa (azul)
Válvula de mistura de hidrogénio/
azoto inactiva
Interruptor de m de curso para
pinça de soldadura orbital fechada
inactivo
9
Válvula de mistura de hidrogénio/
azoto activa (azul)
Interruptor de m de curso para
pinça de soldadura orbital fechada
activo (azul)

Ligações, interruptores e extensões do sistema
Ligações
ATENÇÃO! Uma operação incorrecta pode causar danos pessoais e mate-
riais graves. Só utilizar as funções descritas depois de ter lido e compreendido perfeitamente os seguintes documentos:
- o presente manual de instruções
- todos os manuais de instruções dos componentes do sistema, em especial, as normas de segurança
(1)
(2)
(3)
(4a)
(4b)
(4)
(7)
Parte anterior do comando de sistema FPA 2030
(5)
(6)
(8)
(9)
(13)
Parte posterior do comando de sistema FPA 2030
(12)
10
(10)
(11)

Descrição
N.º Função
(1) Tomada USB
Para guardar e carregar programas de soldadura individuais ou todos os dados
do comando de sistema orbital através de um dispositivo de memória USB
(2) Ligação Ethernet
A interface Ethernet liga o comando FPA 2030 a um PC. O Software "FPA-Explorer" permite gravar dados medidos durante o processo de soldadura.
(3) Ligação RS 232
A interface de série serve para a manutenção remota e o diagnóstico de erros
do serviço de apoio técnico da Fronius. Para isso, ligar o comando a um PC que
disponha de um modem analógico ou digital.
(4) Impressora
Permite o registo dos parâmetros dos processos
(4a) Botão "Abrir a cobertura/prontidão operacional"
Abre a cobertura do rolo de papel. Quando está aberta, o botão pisca a verde.
Para indicar a prontidão operacional da impressora, o botão acende a verde.
(4b) Botão "Avanço do papel"
Para desbobinar o papel da impressora
(5) Ligação da pinça de soldadura orbital
São accionadas as seguintes funções: AVC/OSC/rotação/avanço interno do
arame.
(6) Ligação do controlo remoto
O controlo remoto FPA 2030-RC é ligado ao sistema.
(7) Ligação de saída do gás inerte
Para a pinça de soldadura orbital e o maçarico de soldar manual TIG.
(8) Ligação da mistura de hidrogénio/azoto (entrada)
Fornecimento da mistura de hidrogénio/azoto a partir de um botija de gás ou um
circuito em anel.
(9) Ligação da mistura de hidrogénio/azoto (saída)
Ligação da pinça de soldadura orbital
(10) Ligação do gás inerte (entrada)
Fornecimento do gás inerte a partir de uma botija de gás ou um circuito em anel
(11) Válvula redutora de pressão
Ligação à "entrada de gás inerte"
NOTA! Perigo para a saúde devido a gás inerte incolor e inodoro.
Depois de terminar a soldadura, existe o perigo de uma válvula de
regulação não ter sido fechada completamente. É possível que escape
gás inerte incolor e inodoro sem ser detectado.
• O parafuso regulador da válvula redutora de pressão não deve ser
ajustado em circunstância alguma. Caso o parafuso regulador seja
desajustado, a Fronius não assume qualquer responsabilidade
pelas consequências daí resultantes.
• Não exceder a pressão de entrada máxima da alimentação de gás
inerte. A pressão de entrada máxima é de 9 bar (130 psi).
(12) Ligação LocalNet
Ligação à fonte de corrente para
• a alimentação eléctrica do comando
• a comunicação com a fonte de corrente
(13) Ligação externa
Ligação ao aparelho de medição de oxigénio residual SGI-3
11

t
s
v
AVC
ON
Controlo remoto FPA 2030RC
Segurança
Elementos de
comando
ATENÇÃO!
Uma operação incorrecta pode causar danos pessoais e materiais graves.
Só utilizar as funções descritas depois de ter lido e compreendido perfeitamente os seguintes documentos:
- o presente manual de instruções
- todos os manuais de instruções dos componentes do sistema, em especial, as normas de segurança
(23)
(1)
(2)
(22)
(21)
(20)
(4)
(5)
(3)
(6)
(7)
(19)
(18)
(17)
(16)
(15)
(14)
Comando à distância FPA 2030-RC
(13)
(12)
(8)
(9)
(10)
(11)
12

Elementos de
comando
(continuação)
Ecrã Descrição dos botões
(1) Botão "Selecção do grupo"
(a)
Premir (+) ou (-) para aceder ao menu
de selecção do grupo de programas.
É apresentado o último grupo seleccionado (a).
Premir novamente (+) ou (-) para seleccionar o grupo pretendido.
Nota! Para sair do menu de selecção sem alterar as denições originais, premir o
botão "STOP" (12).
(2) Botão "Selecção do programa"
Premir (+) ou (-) para seleccionar pro-
(b)
grama de soldadura pretendido (b)
Durante o processo de carregamento,
o nome (b) do programa de soldadura
(b)
seleccionado surge no ecrã para efeitos de conrmação.
Após o carregamento bem sucedido,
o ecrã apresenta o nome do programa
(b)
(b) em modo de repouso.
Nota! Para sair do menu de selecção sem alterar as denições originais, premir o
botão "Stop" (12).
13
Elementos de
comando
(continuação)
Descrição dos botões
(3) Botão "F2"
Livremente programável (ver o menu "Conguração e parâmetros do sistema")
(4) Botão esquerdo
Activa várias funções quando combinado com os seguintes botões:
• Botão "Stop" (12): dene a posição actual da pinça de soldadura em zero
• Botão "Start/Stop" (13): mover a pinça de soldadura para a posição zero
• Botão "Posicionamento automático do maçarico" (6): activa o posicionamen-
to automático do maçarico
• Botão "direito" (5): abre a janela para a calibração do ecrã táctil
(5) Botão direito
Activa várias funções quando combinado com os seguintes botões:
• Botão "Stop" (12): interrompe imediatamente o processo de soldadura, com
o botão "Start/Stop" (13) é possível voltar à posição inicial.
• Botão "esquerdo" (4): abre a janela para a calibração do ecrã táctil.
(6) Botão "Posicionamento automático do maçarico"
Em combinação com o "Botão esquerdo" (4), activa o posicionamento automático do maçarico "Touch & Retract". O maçarico é movido na direcção da peça
de trabalho através do eixo AVC (velocidade "AVC v T&R"; para mais detalhes,
consultar "Parâmetros para o ponto inicial AVC" no capítulo "Denições dos
parâmetros"), até entrar em contacto com a peça. Assim que o eléctrodo toca na
peça de trabalho, o movimento descendente é imediatamente parado e é iniciado um movimento ascendente. Depois de decorrido o tempo "AVC T&R cima", o
AVC é parado.
NOTA! Perigo de danicação do maçarico de soldar.
Em caso de ligações em falta (por exemplo, o contacto de massa), o
contacto do eléctrodo com a peça de trabalho não é detectado e não
ocorre o movimento ascendente.
O maçarico de soldar e o sistema mecânico da pinça de soldadura orbital podem ser danicados em caso de colisão do maçarico.
Antes de iniciar o posicionamento automático do maçarico, assegurar
que todas as ligações da pinça de soldadura orbital estão estabelecidas.
(7) Botão "Maçarico para cima/baixo"
Para mover o maçarico para cima e para baixo
Funcionamento de soldadura:
- para fazer subir e descer o maçarico, caso a função AVC não tenha sido
activada.
- para aumentar ou reduzir a tensão do maçarico (valor nominal da regulação AVC)
(8) Botão "AVC ON"
Para activar ou desactivar a regulação AVC (regulação da distância do maçarico)
(9) Botão "Ligar/desligar o avanço de arame"
Para activar e desactivar o avanço do arame. A desactivação também é possível
durante o processo de soldadura.
(10) Botão "Oscilação para a esquerda/direita"
Para deslocar a oscilação para a esquerda ou para a direita
Funcionamento de soldadura: para deslocar o desvio de oscilação; a costura
de oscilação é deslocada para a esquerda ou para a direita com o mesmo curso
(largura) de oscilação
(11)
Botão "Curso de oscilação +/-"
Para aumentar ou reduzir o curso (largura) de oscilação. A denição do curso de
oscilação só é possível quando a oscilação está a funcionar.
(12) Botão "Stop"
Para parar imediatamente o processo de soldadura. A continuação do processo
de soldadura interrompido é possível premindo o botão "Start/Stop" (13).
Em combinação com o botão esquerdo (4), dene a posição actual da pinça de
soldadura orbital em zero
Importante! Independentemente das denições no menu "Denições dos
parâmetros", a paragem da soldadura com o botão "Stop" (12) ocorre sem
Downslope.
14

Elementos de
comando
(continuação)
Descrição dos botões
NOTA! Perigo de danicação do maçarico de soldar.
Em caso de ligações em falta (por exemplo, o contacto de massa), o
contacto do eléctrodo com a peça de trabalho não é detectado e não
ocorre o movimento ascendente.
O maçarico de soldar e o sistema mecânico da pinça de soldadura orbital podem ser danicados em caso de colisão do maçarico.
Antes de iniciar o posicionamento automático do maçarico, assegurar
que todas as ligações da pinça de soldadura orbital estão estabelecidas.
(13) Botão "Start/Stop"
Inicia e termina o processo de soldadura:
Para pinças de soldadura fechadas sem introdução de arame, após premir este
botão a soldadura é logo iniciada. No caso de pinças de soldadura abertas com
introdução de arame, verica-se o seguinte processo:
• Se, na janela de diagnóstico 221, o parâmetro "ENROLAR" se encontrar
"ACTIVO", ao premir pela primeira vez este botão, o jogo de mangueiras é
enrolado. Depois de atingido o ponto inicial é que, premindo novamente o
botão, ocorre o início da soldadura propriamente dito.
• Se, na janela de diagnóstico 221, o parâmetro "ENROLAR" se encontrar em
"INÍC.AUTOM.", basta premir uma só vez este botão para activar o processo
de soldadura. O início de soldadura propriamente dito ocorre após o jogo
de mangueiras ser automaticamente enrolado e depois do ponto inicial ser
atingido.
Outra função:
Em combinação com o botão esquerdo (4), desloca a pinça de soldadura orbital
para a posição 0
(14) Botão "Tempos de pausa"
Aumenta ou reduz o tempo de pausa do maçarico na posição de inversão da
oscilação. A denição aplica-se à posição de inversão para a esquerda e para a
direita. A denição do tempo de pausa só é possível quando a oscilação está a
funcionar.
(15) Botão "Velocidade da oscilação"
Aumenta ou reduz a velocidade do movimento de oscilação. A denição só é
possível quando a oscilação está a funcionar.
(16) Botão "Ligar/desligar o arco voltaico"
Premir este botão para desligar e ligar a soldadura. O LED acende quando a
soldadura está activada. Tem a mesma função que o botão "Soldadura ligada",
descrito no capítulo "Diagnóstico de avarias, resolução de avarias".
(17) Botão de centragem automática do maçarico
Premido em simultâneo com o botão esquerdo (4), activa a centragem automática do maçarico "Touch & Retract". Com isto, o maçarico é automaticamente
posicionado no meio da costura de soldadura.
Importante! Se existir apenas um limite da peça de trabalho, é considerado o
meio entre a peça de trabalho de um lado e a posição do interruptor de m de
curso do outro. Se não existir um limite da peça de trabalho nos dois lados, é
considerado o meio entre as duas posições do interruptor de m de curso.
Importante! É imprescindível indicar um valor maior do que zero para o desvio
do T&R, caso contrário, o maçarico entra em colisão com a peça de trabalho.
Informações detalhadas podem ser consultadas no capítulo "Menu Denições de
parâmetros", em "Parâmetros para o ponto inicial OSC".
15

Elementos de
1
2
3
comando
(continuação)
Descrição dos botões
Unidade de oscilação
Posição nal do
maçarico
Peça de trabalho
Centro da costura
Posição inicial do
maçarico
Contacto à direitaContacto à esquerda
Maçarico centrado
Posição inicial do
maçarico
(18) Botão de velocidade de soldadura
Aumenta ou reduz a velocidade do movimento de rotação da cabeça de soldar
durante o processo de soldadura. Consultar o parâmetro "V rotação" da gura
"Ajuste do valor" (gura 233) no capítulo "Conguração e parâmetros do sistema".
(19) Botão de corrente de soldadura
Aumenta ou reduz a corrente de soldadura durante o processo de soldadura.
Consultar o parâmetro "V rotação" da gura "Corrente de soldadura" (gura 233)
no capítulo "Conguração e parâmetros do sistema".
(20) Botão de velocidade do arame
Aumenta ou reduz a velocidade do arame durante o processo de soldadura.
Consultar o parâmetro "V arame" da gura "Corrente de soldadura" (gura 233)
no capítulo "Conguração e parâmetros do sistema".
Nos trabalhos de montagem e de manutenção, este botão serve para posicionar
o arame de soldadura.
(21) Botão de mistura de hidrogénio/azoto
Abre a válvula de mistura de hidrogénio/azoto para ns de teste. Premir o botão
novamente para fechar a válvula.
Importante! Se não fechar quando o botão for premido, a válvula fecha-se automaticamente uma vez decorrido o tempo de atraso. Consultar o parâmetro "Gás
de formação" no menu com selecção directa "Gás inerte e refrigeração".
(22) Botão de teste de gás
Para vericar acusticamente a quantidade denida de gás inerte. Quando se
prime o botão, sai gás inerte durante 30 segundos. Premindo-se novamente o
botão, o processo termina antes de tempo. Consultar o parâmetro "Gás inerte"
no menu com selecção directa "Gás inerte e refrigeração".
(23) Botão de paragem de emergência
Accionar apenas em caso de emergência! O processo de soldadura é parado
imediatamente, assim como todos os outros movimentos da instalação (rotação,
oscilação, etc.)
16

Descrição das
indicações
A seguir encontra-se uma descrição, linha a linha, dos ecrãs apresentados durante os
respectivos estados de funcionamento.
Indicação em
modo de repouso
Indicação
após o início
da soldadura,
caso haja
posicionamento
- Data e hora
- Nome do programa de soldadura
presentemente carregado
- Modelo da pinça de soldadura orbital
- READY / NOT READY - fonte de corrente pronta a soldar ou resolução de
avaria necessária
- Seg 1 - indicação de estado do segmento actual
- Pos - posição da pinça de soldadura
orbital [°]/velocidade de soldadura
[cm/min]
- velocidade do arame [cm/min]
- Indicação ao lado de "POSITIONING"
- tempo desde o início da soldadura
- Seg 1 - indicação de estado do segmento actual
- Pos - posição da pinça de soldadura
orbital [°]
- Speed - velocidade de soldadura [cm/
min]
- Curr - corrente de soldadura [A]
- Volt - tensão de soldadura [V]
Indicação após o
posicionamento
e antes do uxo
prévio de gás
Importante! Se, na janela de diagnóstico 221, o parâmetro "EINDREHEN" se encontrar
em "AUTOSTART.", verica-se uma transição automática do posicionamento para o
uxo prévio de gás.
- Data e hora
- Modelo da pinça de soldadura orbital
- Start --> CONT. - início da soldadura
com o botão "Start/Stop"
- Stop --> BREAK - paragem imediata
da soldadura com o botão "Stop"
- Pos - posição da pinça de soldadura
orbital [°]/velocidade de soldadura
[cm/min]
- Seg 1 - indicação de estado do segmento actual
Importante! Se, com a pinça de soldadura orbital aberta, existir um arame de soldadura
e ele estiver activo, surge adicionalmente a indicação "Wirespeed" para a velocidade do arame [cm/min]
17

Indicação
durante o uxo
prévio de gás
- Indicação ao lado de "GAS-PREFLOW" - tempo desde o início da
soldadura
- Seg 1 - indicação de estado do segmento actual
- Pos - posição da pinça de soldadura
orbital [°]
- Speed - velocidade de soldadura [cm/
min]
- Curr - corrente de soldadura [A]
- Volt - tensão de soldadura [V]
Indicação
durante Upslope
Indicação durante
a soldadura
- Indicação ao lado de "START, UPSLO" - tempo desde o início da soldadura
- Pos - posição da pinça de soldadura
orbital [°]
- Seg 1 - indicação de estado do segmento actual
- Speed - velocidade de soldadura [cm/
min]
- Curr - corrente de soldadura [A]
- Volt - tensão de soldadura [V]
- Indicação ao lado de "WELDING" tempo desde o início da soldadura
- Pos - posição da pinça de soldadura
orbital [°]
- Seg 1 - indicação de estado do segmento actual
- Speed - velocidade de soldadura [cm/
min]
- Curr - corrente de soldadura [A]
- Volt - tensão de soldadura [V]
Indicação durante
Downslope
- Indicação ao lado de "DOWNSLOPE"
- tempo desde o início da soldadura
- Pos - posição da pinça de soldadura
orbital [°]
- Seg 1 - indicação de estado do segmento actual
- Speed - velocidade de soldadura [cm/
min]
- Curr - corrente de soldadura [A]
- Volt - tensão de soldadura [V]
18

Indicação
durante o uxo
posterior de gás
- Indicação ao lado de "FLUXO POST.
GÁS" - tempo desde o início da soldadura
- Pos - posição da pinça de soldadura
orbital [°]
- Seg 1 - indicação de estado do segmento actual
- Speed - velocidade de soldadura [cm/
min]
- Curr - corrente de soldadura [A]
- Volt - tensão de soldadura [V]
Indicação após
cancelar o
processo de
soldadura
Se o processo de soldadura for interrompido na sequência de um alarme ou com os
botões "Start/Stop", "Stop" ou "Paragem de emergência", surge a indicação seguinte:
- Data e hora
- Modelo da pinça de soldadura orbital
- Start --> CONT. - início da soldadura
com o botão "Start/Stop" (13)
- R.Stop --> BREAK - sair do estado de
alarme, premindo simultaneamente os
botões "direita" (5) e "Stop" (12)
- Pos - posição da pinça de soldadura
orbital [°]/velocidade de soldadura
[cm/min]
- Seg 1 - indicação de estado do segmento actual
19

Antes da colocação em funcionamento
Segurança
Utilização
adequada
ATENÇÃO!
Uma operação incorrecta pode causar danos pessoais e materiais graves.
Só utilizar as funções descritas depois de ter lido e compreendido perfeitamente os seguintes documentos:
- o presente manual de instruções
- todos os manuais de instruções dos componentes do sistema, em especial, as normas de segurança
O comando de sistema orbital FPA 2030 destina-se exclusivamente a ser ligado às
fontes de corrente TIG digitais da Fronius TT/MW 2500 e 3000. A ligação do aparelho é
feita através da montagem no carro Pick-Up com a opção "Reforço Pick-Up".
O comando de sistema orbital é alimentado através da ligação LocalNet da fonte de
corrente TIG utilizada.
O aparelho destina-se ao comando e monitorização do processo de soldadura TIG, com
as pinças orbitais e os maçaricos de soldar TIG autorizados para esse m (é possível
aceder à lista no comando: consultar o capítulo "Menu 'Pinça de soldadura orbital/maçarico de soldar manual'").
Qualquer outro tipo de utilização é considerado incorrecto, não se responsabilizando o
fabricante pelos danos que daí possam resultar.
Uma utilização adequada prevê ainda
- a observação das notas do manual de instruções
- a observação dos trabalhos de inspecção e manutenção
- a utilização das peças de reposição indicadas pela Fronius
- a utilização deste documento em conjunto com os manuais de instruções
dos componentes do sistema integrados (fonte de corrente, circuito de refrigeração,
pinça de soldadura, avanço de arame, etc.)
Disposições de
montagem
Ligação
O comando de sistema orbital foi testado de acordo com o tipo de protecção IP23, ou
seja:
- protecção contra entrada de corpos estranhos sólidos, de diâmetro superior a 12,5
mm (0.49 in.)
- protecção contra água pulverizada até um ângulo de 60° vertical
ATENÇÃO!
Se o aparelho se virar ou cair pode constituir perigo de morte.
Colocar de forma estável o sistema de soldadura (comando de sistema orbital
+ fonte de corrente) numa superfície plana e resistente.
O comando de sistema orbital FPA 2030 é alimentado através da ligação LocalNet da
fonte de corrente TIG utilizada. A ligação LocalNet serve também de ligação de comunicação. Não é permitida a alimentação do comando de sistema orbital através de outros
equipamentos e aparelhos.
20

Colocação em funcionamento
Segurança
ATENÇÃO!
Um choque eléctrico pode causar danos físicos graves.
Se, durante a instalação, o aparelho estiver ligado à fonte de corrente, há
perigo de danos pessoais e materiais graves.
Todos os trabalhos no aparelho devem ser executados com o interruptor de
rede da fonte de corrente na posição - O -
A colocação do sistema de soldadura em funcionamento é descrita:
- para a aplicação principal da soldadura orbital,
- com base numa conguração standard para uma instalação de soldadura orbital.
A conguração standard é constituída pelos seguintes componentes:
- Comando de sistema orbital
- fonte de corrente com aparelho de refrigeração e KD-Supply
- carro Pick-Up
- Pinça de soldadura orbital
- redutor de pressão para gás inerte e mistura de hidrogénio/azoto
- botijas de gás para gás inerte e mistura de hidrogénio/azoto
As etapas de trabalho seguintes deverão proporcionar uma noção geral sobre a colocação em funcionamento do sistema de soldadura.
Para mais informações sobre cada uma das etapas de trabalho, consultar as instruções
para os respectivos aparelhos.
Ligar as botijas
de gás para gás
inerte e mistura
de hidrogénio/
azoto
CUIDADO!
Perigo de ferimento devido a queda da botija de gás.
- Utilizar uma correia de retenção
- Fixar a correia de retenção ao nível do terço superior de uma botija de gás
- Nunca xar a correia de retenção no gargalo da botija
1. Fixar a botija de gás no carro Pick-Up
2. Ligar a botija de gás:
- retirar a tampa de protecção da botija de gás
- rodar ligeiramente a válvula da botija de gás para a esquerda, para remover a
sujidade em torno dela
- vericar a junta no redutor de pressão
- enroscar e apertar o redutor de pressão na botija de gás
Se for utilizada uma pinça de soldadura orbital com ligação de gás integrada:
3. Ligar o redutor de pressão para o gás inerte à ligação de "entrada do gás inerte",
através da mangueira de gás
4. Apertar a porca de capa
5. Caso esteja disponível/seja necessário, ligar o redutor de pressão para a mistura de
hidrogénio/azoto à ligação de "entrada da mistura de hidrogénio/azoto", através da
mangueira de gás.
Se for utilizada uma pinça de soldadura orbital sem ligação de gás integrada:
3. Ligar a mangueira de gás inerte ao redutor de pressão para o gás inerte
4. Caso esteja disponível/seja necessário, ligar a mangueira de mistura de hidrogénio/
azoto ao redutor de pressão para a mistura de hidrogénio/azoto
21

Estabelecer a
ligação à peça de
trabalho
1. Colocar o interruptor de rede da fonte de corrente na posição - O -
2. Inserir o cabo de massa na tomada de corrente assinalada com (+) e bloquear
3. Com a outra extremidade do cabo de massa, estabelecer a ligação à peça de
trabalho
Ligar a pinça de
soldadura orbital
1. Colocar o interruptor de rede da fonte de corrente na posição - O -
2. Introduzir o cabo de soldadura da pinça de soldadura orbital na tomada de corrente
assinalada com (-) e bloquear rodando-o para a direita
3. Ligar a pinça de soldadura orbital à ligação "comando da pinça de soldadura orbital"
4. Caso exista:
- Inserir a cha de comando para o avanço de arame externo KD 4000 D-11 na
ligação "Avanço de arame" (a).
(a)
Importante! A ligação de um maçarico de soldar manual TIG também é estabelecida na
tomada de corrente (-) tal como descrito para a pinça de soldadura orbital.
Inserir a cha de comando do maçarico de soldar manual TIG na tomada de ligação
"Comando da pinça de soldadura orbital" ou na tomada de ligação "Comando do maçarico" da fonte de corrente.
5. Equipar o maçarico de soldar (ver o manual de instruções do maçarico de soldar)
Se for utilizada uma pinça de soldadura orbital com ligação de gás integrada:
6. Ligar a mangueira de gás inerte à ligação "Saída do gás inerte"
7. Caso esteja disponível, ligar a mangueira de mistura de hidrogénio/azoto à ligação
"Saída da mistura de hidrogénio/azoto"
Apenas se for utilizada uma pinça de soldadura orbital refrigerada a água ou um maçarico de soldar TIG:
8. Inserir as ligações de água da pinça de soldadura orbital ou do maçarico de soldar
TIG nas ligações "Avanço de água" e "Retorno de água".
22

Ajuste da pinça de soldadura orbital
t
s
v
AVC
ON
Geral Consoante o modelo e a versão da pinça de soldadura, os sinais que são enviados para
o comando estão sujeitos a determinados desvios. Por isso, antes da colocação em funcionamento da pinça de soldadura, deve ser efectuado um ajuste do curso de rotação,
de transporte do arame e de oscilação (OSC).
Pessoal
especializado e
qualicado
Ajuste do curso
de rotação
Estas descrições destinam-se a pessoal especializado com formação ou pessoas com
experiência prática no campo da técnica de soldadura. O fabricante não se responsabiliza por danos que resultem da falta de conhecimentos do utilizador.
A seguir é descrito o ajuste do movimento de rotação da cabeça de soldar.
1. Marcar a posição inicial da cabeça
de soldar, por exemplo com uma ta
adesiva, tal como mostrado na foto à
esquerda.
Fita adesiva
Posição inicial
Marcação da posição inicial
2. Denir a posição em zero: manter
premido o "botão esq." premindo
adicionalmente o botão "Stop".
Vericar, no ecrã, se o registo é
correctamente alterado.
Premir o "botão esq." e o botão "Stop"
23

Ajuste do curso
AVC
ON
AVC
ON
de rotação
(continuação)
Deslocar manualmente a cabeça de soldar
(a)
Seleccionar "Adaptação Curso"
3. Deslocar manualmente a cabeça de
soldar 360º, respeitando a marcação
anteriormente aplicada! De seguida,
ler o valor no ecrã.
4. Caso exista um desvio de 360º no
comando, mudar para a página
261 e, aí, seleccionar o parâmetro
"Adaptação Curso" (a). Rodar a roda
de selecção até que, no ecrã do
controlo remoto, seja apresentado o
valor "360º".
Com isto, o ajuste do curso de rotação
está devidamente concluído.
Ajuste do curso
de transporte do
arame
A seguir é descrito o ajuste do transporte do arame.
1. Denir os parâmetros "Velocidade
inicial de arame" (b) e "Velocidade
marcha ráp. arame" (c) com o valor
(b)
máximo de 100 cm/min.
(c)
Seleccionar "Adaptação Curso"
2. Manter premido o botão "Deslocar
o arame de soldadura" durante
exactamente um minuto. De seguida,
medir o comprimento do arame
desenrolado com uma ta métrica. O
comprimento do arame deve ser de
100 cm.
Deslocar manualmente o arame de soldadura
Deslocar manualmente o arame de soldadura
(d)
3. Caso ocorra um desvio, corrigir a
diferença através do ponto de menu
"Adaptação Máx.Speed" (d).
Exemplo: se o comprimento do arame
medido for = 108 cm,
denir "Adaptação Máx.Speed" em 92%.
24
Ajuste do curso
t
s
v
AVC
ON
de oscilação
(OSC)
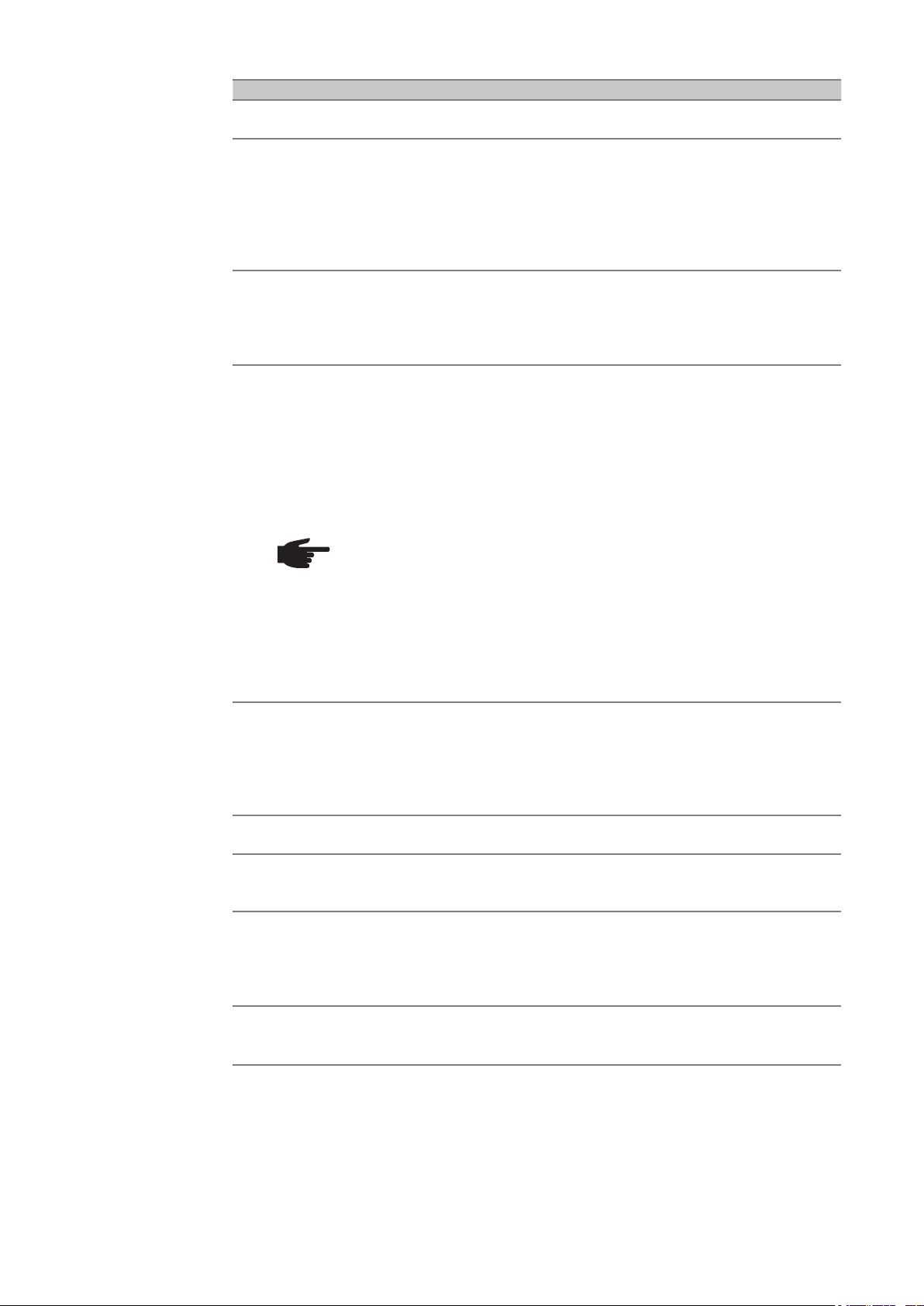
A seguir é descrito o ajuste do movimento de oscilação da cabeça de soldar.
1. Deslocar a oscilação manualmente
através do botão "oscilação para
a esquerda/direita", com um valor
exacto como, por exemplo, 3 mm.
Deslocar a oscilação manualmente
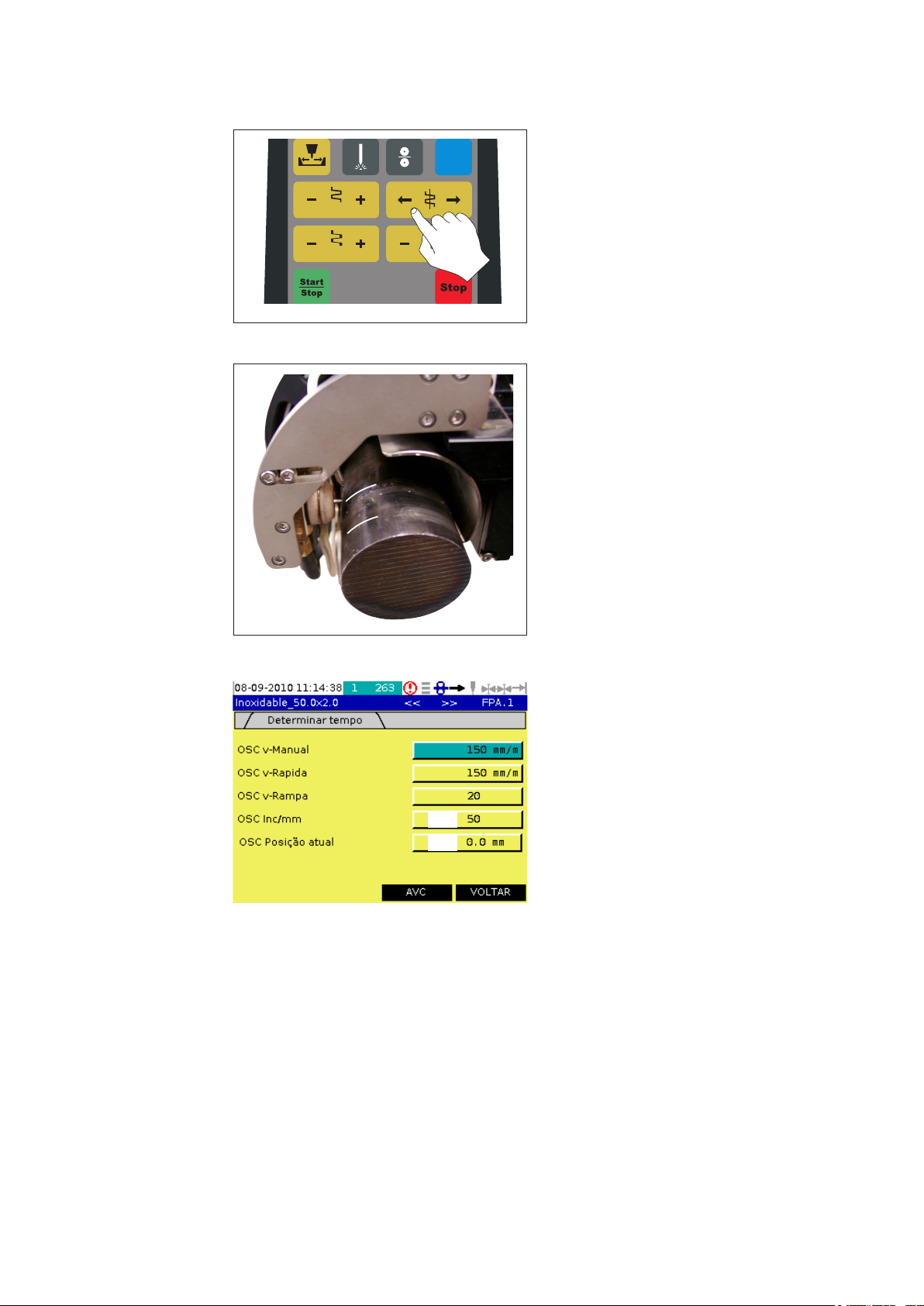
2. Com a função AVC, avançar na
direcção da peça de trabalho e
marcar a posição da cabeça na
peça de trabalho. Com a função de
oscilação, avançar até à posição nal
e, aí, efectuar uma nova marcação.
<Marcação
3. Medir a distância entre as marcações
<Marcação
e comparar com a indicação no ecrã
("Posição actual OSC").
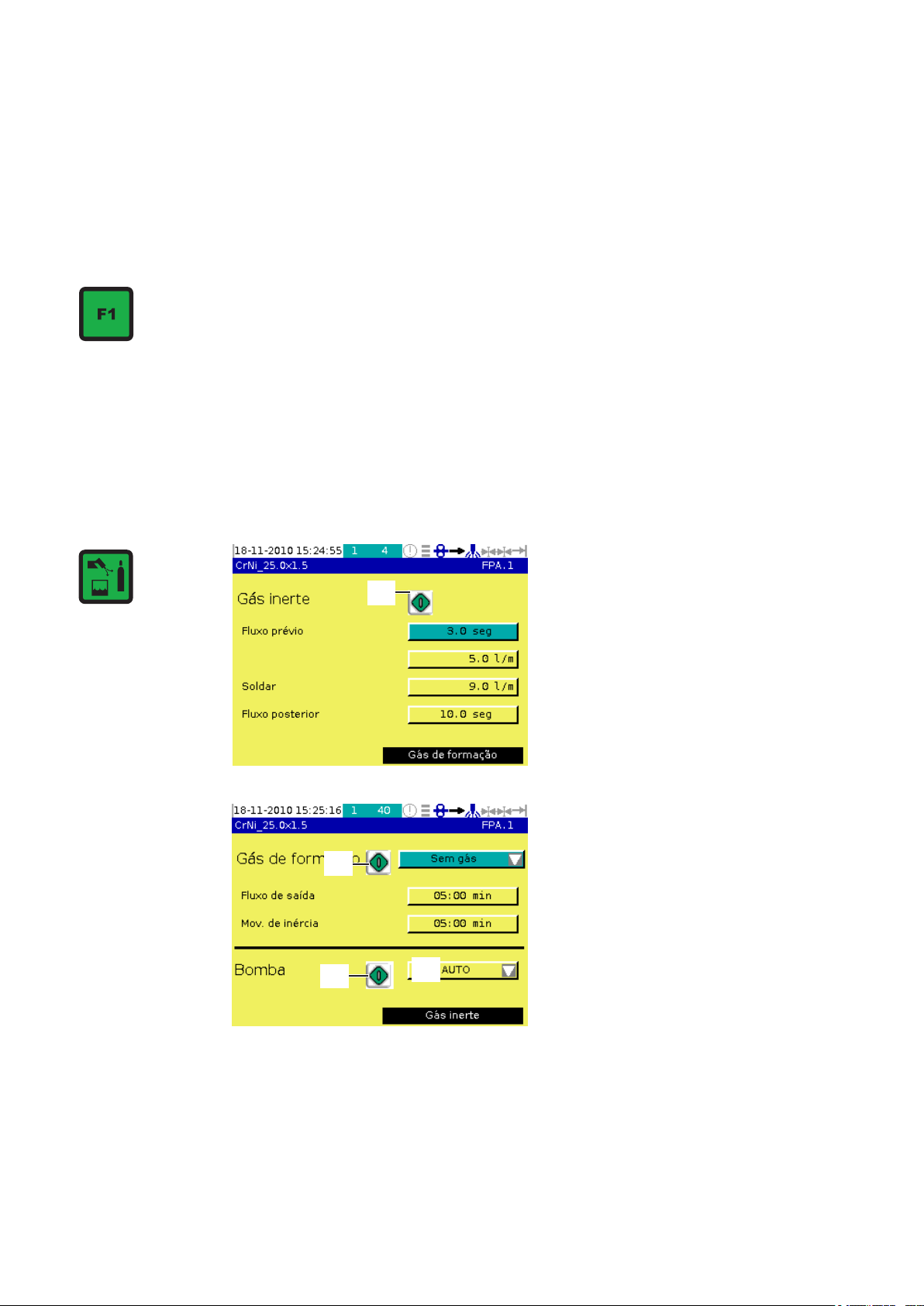
Marcar o curso de movimentação
Parâmetro "OSC Inc/mm"
4. Corrigir os desvios possíveis,
através do parâmetro "OSC Inc/mm"
(a), até que o parâmetro "Posição
actual OSC" esteja de acordo com a
distância medida na peça de trabalho
(b).
(a)
(b)
25
Menus com selecção directa
Princípio
Botão F1
Menu "Gás inerte
e refrigeração"
Através dos botões no painel de comando é possível aceder directamente a menus
individuais.
Com o botão F1 é possível aceder a uma função denida pelo utilizador. Estão disponíveis para selecção as seguintes funções:
- Alarmes activos
- Hist. alarmes
- Iniciar posição básica
- Guardar imagem do ecrã no USB
- DESL/LIG bomba água
Informações mais detalhadas sobre a atribuição do botão F1 podem ser encontradas
no menu "Conguração e parâmetros do sistema", secção: "Denições especícas do
utilizador"
Aceder a este menu com o botão "Gás inerte e refrigeração".
Gás inerte
- Fluxo prévio: tempo de uxo prévio do
(a)
gás inerte em segundos e quantidade
de uxo em litros/minuto
- Soldar: quantidade de uxo em litros/
minuto
- Fluxo posterior: indicação temporal
em segundos.
Para testar as denições para o gás inerte, tocar no botão "Teste de gás" (a).
Gás de formação
- Sem gás de formação: mistura de
(b)
(d)
- Fluxo prévio: tempo de uxo prévio da mistura de hidrogénio/azoto [min]
- Fluxo posterior: tempo de uxo posterior da mistura de hidrogénio/azoto [min]
- Para realizar um teste do uxo da mistura de hidrogénio/azoto, tocar no botão "Gás
de formação" (b)
Bomba
- ON: bomba de agente refrigerante permanentemente ligada após a activação
- OFF: bomba de agente refrigerante desligada
- AUTO: bomba de agente refrigerante ligada apenas quando é necessário
(c)
hidrogénio/azoto desactivada ou não
ligada
- Com válvula gás: a mistura de
hidrogénio/azoto é controlada juntamente
com o gás inerte, em função do tempo de
uxo prévio e do tempo de uxo posterior
denidos para o gás inerte
- Com uxo prévio: para o uxo prévio
e posterior da mistura de hidrogénio/
azoto aplica-se o tempo de uxo prévio e
o tempo de uxo posterior denidos para
esta mistura
26

Menu "Gás inerte
e refrigeração"
(continuação)
Importante! Caso esteja seleccionada a denição "OFF", a bomba de agente refrigerante encontra-se, a cada início do processo de soldadura, em "AUTO", se não estiver
ligado um maçarico de soldar refrigerado a gás.
Para um teste da bomba de agente refrigerante
1. Seleccionar o registo "AUTO" na janela de indicação (c)
2. Tocar no botão (d)
Menu
"Transferência de
dados"
Abrir o menu com o botão "Transferência de dados"
Guardar todos os dados do comando de
sistema orbital no dispositivo de memória
USB
1. Seleccionar o ícone de seta (e) que
aponta para o dispositivo de memória
USB (f)
(g)
2. Iniciar o processo de memorização
com o botão "OK"
Carregar todos os dados do dispositivo
(h)
(e)
(f)
de memória USB no comando de sistema
orbital
1. Seleccionar o ícone de seta (g) que
aponta para o comando de sistema
orbital (h)
2. Iniciar o processo de memorização
com o botão "OK"
Carregar o programa de soldadura seleccionado da memória interna do comando de sistema orbital ou guardar no dispositivo de memória USB.
1. Seleccionar o ícone do comando de
sistema orbital (h)
2. Na janela de diálogo apresentada,
seleccionar o programa de soldadura
a transferir
3. Através do botão "CARREGAR",
transferir o programa de soldadura
para a memória central do comando
de sistema orbital
4. Através do botão "FPA ->USB",
transferir o programa de soldadura
para o dispositivo de memória USB
Carregar o programa de soldadura seleccionado do dispositivo de memória USB ou
guardar na memória interna do comando de sistema orbital.
1. Seleccionar o ícone do dispositivo de
memória USB (f)
2. Na janela de diálogo apresentada,
seleccionar o programa de soldadura
a transferir
3. Através do botão "CARREGAR",
transferir o programa de soldadura
para a memória central do comando
de sistema orbital
4. Através do botão "USB ->FPA",
transferir o programa de soldadura
para a memória interna da fonte de
corrente
27

Menu
"Conguração da
impressora"
Abrir o menu com o botão "Conguração da impressora"
Denir as seguintes indicações:
1. Impresso valor real permite imprimir
o valor real de dados do processo
relevantes, é possível seleccionar
- Sem impressão
- Impressora
Impressão em papel com a
impressora integrada
- USB
Os dados não são impressos em
papel, sendo antes guardados
num dispositivo de memória USB.
- Impressora/USB
Os dados são impressos em papel
e guardados no dispositivo de
memória USB.
todos xx Graus - a impressão ocorre nos seguintes intervalos de ângulo:
- "OFF" ... sem registo
- "5 Graus" ... registo a cada 5°
- "10 Graus" ... registo a cada 10°
- "15 Graus" ... registo a cada 15°
- "20 Graus" ... registo a cada 20°
- "45 Graus" ... registo a cada 45°
e apenas a cada xx.ª costura de acordo com o registo "todos xx as costuras"
2. Impresso de alarme
Denições como para Impresso valor real, mas para a impressão de mensagens de
alarme
3. Impresso de parâmetro
Denições como para Impresso valor real, mas para a impressão de parâmetros
relevantes do processo do programa carregado
4. Impresso de iniciar/parar
Denições como para Impresso valor real, mas para a impressão de dados
relevantes para o início e a paragem da soldadura
Importante! Para substituir o papel da impressora:
- Retirar a cobertura na impressora
- Retirar o restante papel da impressora
- Colocar um rolo de papel apropriado para impressoras de sublimação térmica
- Colocar a cobertura
28
Menu
"Conguração da
impressora"
(continuação)
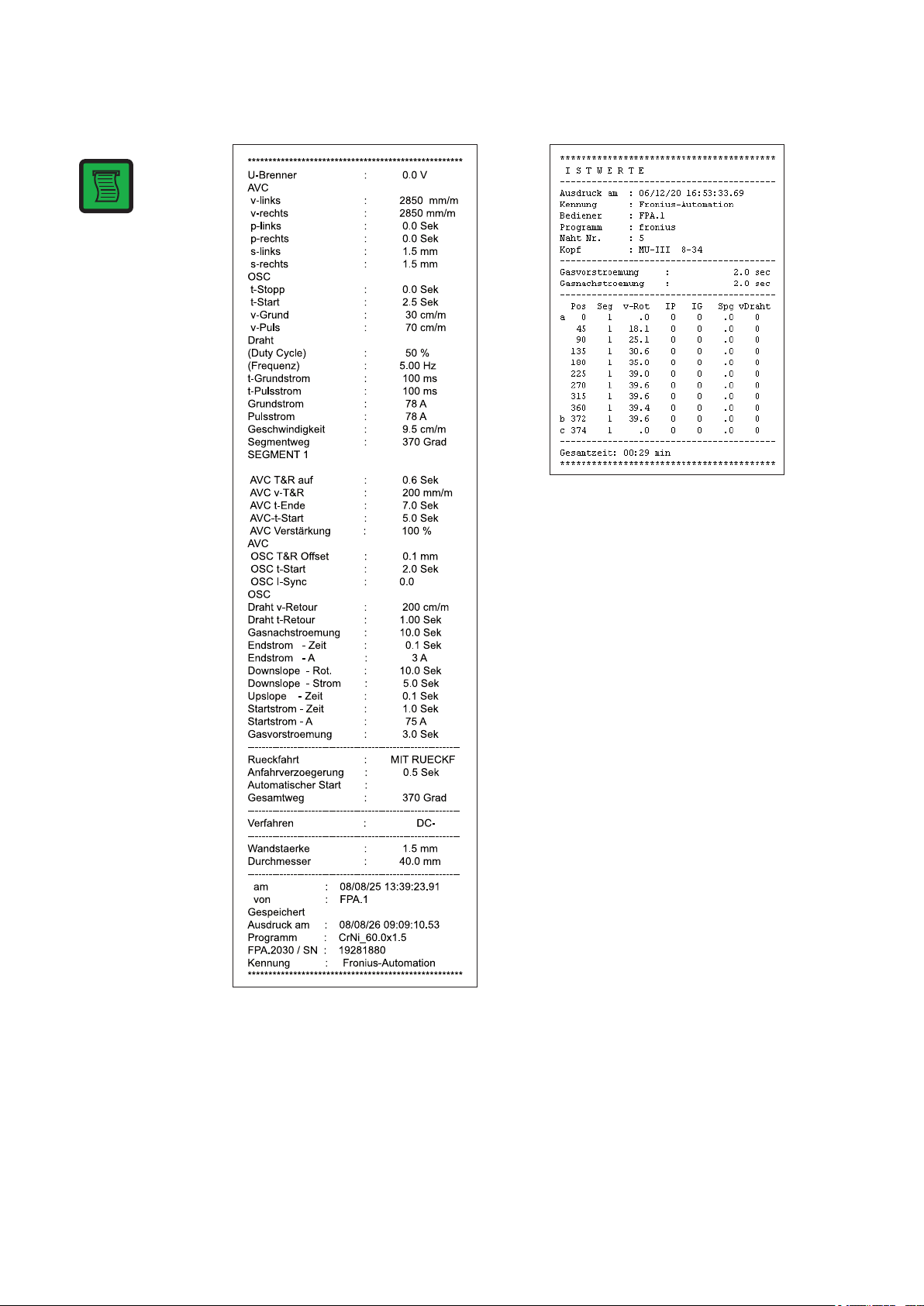
Exemplo para a opção Impresso parâmetro como cheiro .txt para dispositivo de
memória USB:
Exemplo para a opção Impresso valor
real como cheiro .txt para dispositivo de
memória USB:
29
Menu
"Conguração da
impressora"
(continuação)
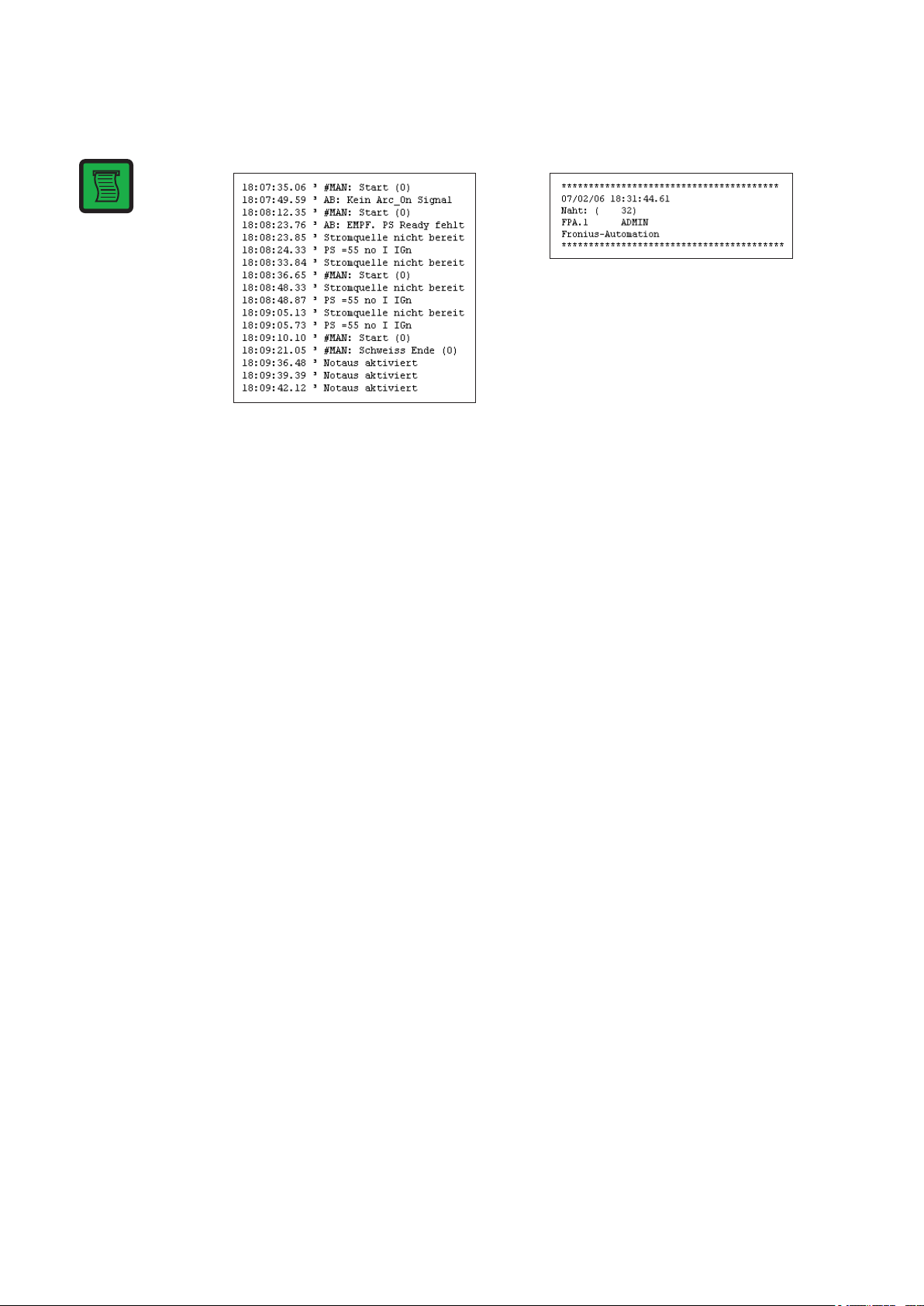
Exemplo para as opções Impresso de
alarme e Impressão iniciar/parar como
cheiro .txt para dispositivo de memória
USB:
Caso tenha sido seleccionada a opção
"Impresso de iniciar-parar", hora a hora
ocorre a impressão horária de seguida
ilustrada.
30

alarmes e dados
especícos do
aparelho
Abrir o menu com o botão "i"Indicação de
Números de versão dos componentes
principais
- Para apresentar os alarmes actuais,
tocar no botão "ALARME"
Alarmes actuais
Pode tratar-se de avarias ou erros de utilização que ainda não foram resolvidos.
- Para apresentar alarmes mais
antigos, que já não estão activos,
tocar no botão
"HISTÓRICO"
Alarmes guardados com hora e número
de erro
Pode tratar-se de avarias já resolvidas,
ainda por resolver ou erros de utilização.
- Para obter uma listagem dos alarmes
disponíveis, tocar no botão "CONFIG"
1. Percorrer a lista de alarmes com o
botão "NEXT"
2. Voltar aos alarmes actuais com o
botão "ATIVOS"
3. Voltar aos alarmes guardados com o
botão "HISTÓRICO"
4. Caso seja necessário, com o botão
"Next", abrir as quatro janelas
seguintes para visualizar os alarmes
adicionais
31

Indicação de
alarmes e dados
especícos do
aparelho
(continuação)
1. Na primeira janela de indicação
do botão "i", tocar no botão "INF.
CABEÇA" para aceder aos dados da
pinça de soldadura orbital.
Importante! Os campos aí contidos
não são elementos de comando e
destinam-se apenas a visualização.
- Diâmetro mín. - diâmetro mínimo das uniões de tubo a soldar [mm]
- Diâmetro máx. - diâmetro máximo das uniões de tubo a soldar [mm]
- Impulsos por rotação
- Atuais imp. - número de impulsos contados para o programa de soldadura do
momento
- Interruptor síncrono - posição em 1/10 graus do interruptor de sincronização
A indicação 0 signica que não existe nenhum interruptor de sincronização ligado
A indicação 3600, por exemplo, signica que o interruptor de m de curso está
montado na posição de 360°
- Velocidade máx. - velocidade de rotação mais elevada [cm/min]
- Adaptação de velocid. - factor de correcção para a velocidade de rotação
OFF - sem factor de correcção
- Arame - velocidade máxima do arame [cm/min]
32

Menu principal
Introduzir
palavrapasse
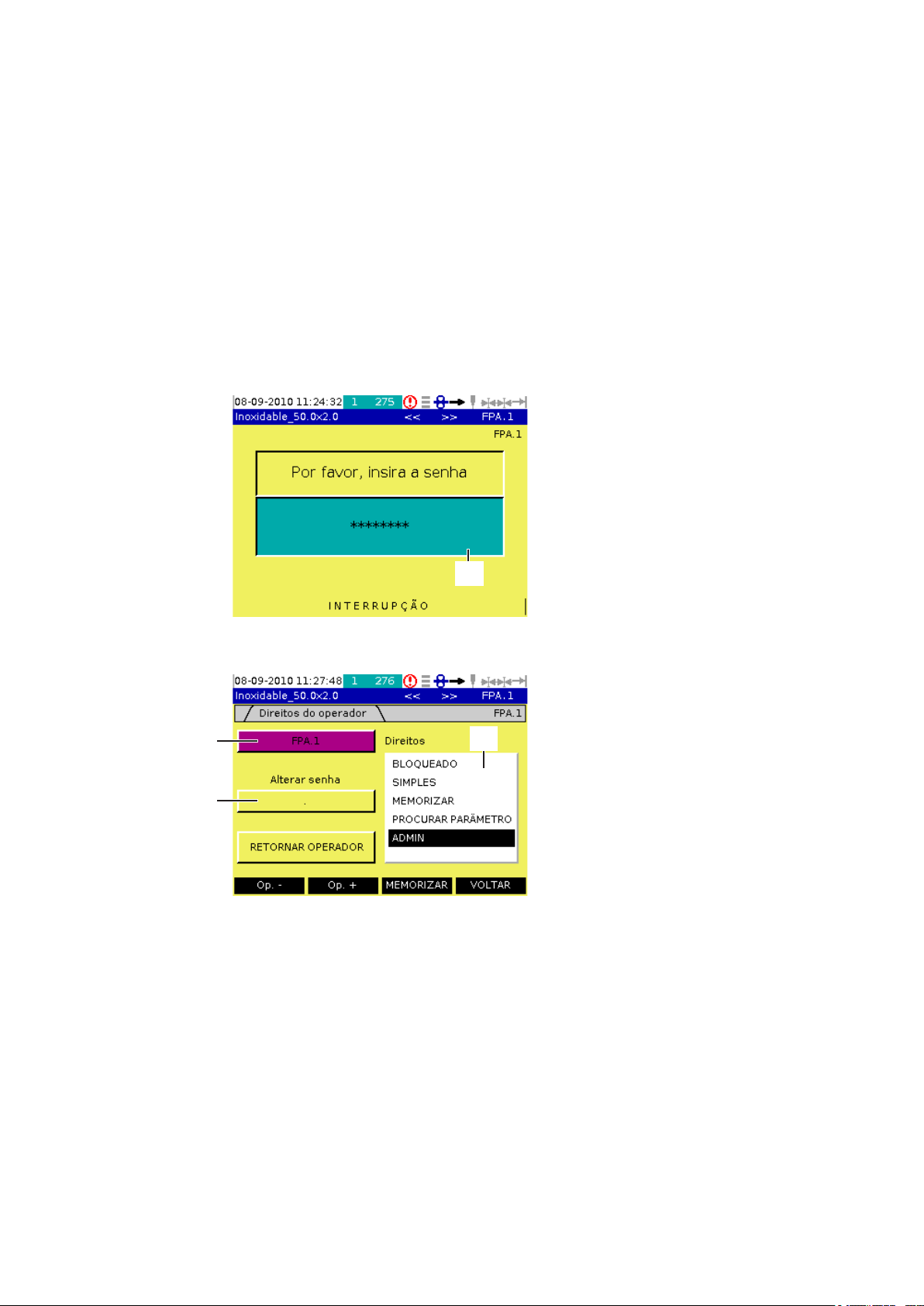
Se no menu "Conguração e parâmetros do sistema" estiver predenida a introdução de
uma palavra-passe, sempre que a fonte de corrente for ligada surge a solicitação para
introduzir a palavra-passe.
1. Colocar o interruptor de rede na
posição - ON -
2. Surge uma janela com a solicitação
para introduzir a palavra-passe
3. Tocar no botão (a)
(a)
Importante! Ao tocar no botão "Interrupção" (b) o comando de sistema orbital
encontra-se no estado "Bloqueado" e só é
(b)
Premindo o botão "Interrupção" só estão disponíveis as seguintes funções:
- menu "Conguração e parâmetros do sistema", mas apenas para iniciar sessão
- menu Soldar
- carregar programas da memória central do comando de sistema orbital ou do
dispositivo de memória USB
- impressão dos dados do processo
suportado o funcionamento de soldadura
propriamente dito. A alteração das denições está desactivada.
Esquecer
a palavrapasse
4. Surge um teclado simbolizado
5. Introduzir aqui a palavra-passe e
conrmar com o botão <c>
Importante! A palavra-passe predenida
é "." (ponto). Caso a palavra-passe predenida seja alterada e a nova palavra-
(c)
Se a palavra-passe for esquecida, deve-se entrar em contacto com o serviço de apoio
técnico da FRONIUS. Os dados de contacto podem ser consultados na última página do
presente documento.
passe não seja conhecida, não é possível
iniciar sessão com "." (ponto).
33

Janela de
selecção
(1)
(6)
(5)
(2)
(3)
(4)
A janela de selecção apresenta as seguintes indicações e os seguintes menus:
(1) Indicação da pinça de soldadura orbital ou do maçarico de soldar manual seleccionados
(2) Menu "Denições dos parâmetros"
(3) Menu "Conguração e parâmetros do sistema"
(4) Menu "Soldar"
(5) Menu "Synergic (curva característica)"
(6) Menu "Pinça de soldadura orbital/maçarico de soldar manual"
Se, em vez da pinça de soldadura orbital, for seleccionado um maçarico de soldar manual TIG, o ícone (2) tem a seguinte aparência:
É possível consultar uma explicação detalhada dos menus nas páginas que se seguem.
34

Menu "Pinça de soldadura orbital/maçarico de
soldar manual"
Aceder ao menu 1. Para seleccionar uma pinça de solda-
dura orbital ou um maçarico de soldar,
aceder ao menu Pinça de soldadura
orbital.
Seleccionar o
tipo de pinça de
soldadura orbital
Seleccionar a
designação do
modelo da pinça
de soldadura
orbital
(e)
(a)
(b)
(c)
(f)
2. Seleccionar o tipo de pinça de soldadura orbital pretendido
(a) Pinça de soldadura orbital fechada
(b) Maçarico de soldar manual
(c) Pinça de soldadura orbital tubo-
placa
Se for seleccionada uma pinça de soldadura orbital, ler o parágrafo "Seleccionar a
designação do modelo da pinça de soldadura orbital e o avanço de arame".
Se for seleccionado um maçarico de soldar manual, ler o parágrafo "Seleccionar o
tipo de maçarico de soldar manual".
3. Seleccionar o modelo de pinça de
soldadura orbital pretendido (e)
4. Caso esteja disponível, activar a função OSC (oscilação do maçarico) (f)
OSC activado
(g)
OSC desactivado
5. Caso este disponível, activar a função
(h)
6. Caso esteja disponível, seleccionar o avanço de arame utilizado (h)
- Sem arame
- Arame interno
- KD 4000 D-11 (avanço de arame frio para arame externo)
7. Tocar no botão "VOLTAR" para seleccionar as pinças de soldadura orbital ou no botão "Menu" para voltar ao menu principal
35
AVC (regulação da distância do maçarico) (g)
AVC activado
AVC desactivado

Seleccionar o
tipo de maçarico
de soldar manual
3. Para os maçaricos de soldar manuais
refrigerados a gás, aceder ao registo
"TOCHA MANUAL DE GÁS"
- Para os maçaricos de soldar manuais
refrigerados a água, aceder ao registo
"TOCHA MANUAL DE ÁGUA"
Importante! Para maçaricos de soldar
refrigerados a gás ou a água:
- Refrigerado a gás: a denição standard para a bomba de agente refrigerante é "OFF".
- Refrigerado a água: a denição standard para a bomba de agente refrigerante é "AUTO".
4. Tocar no botão "VOLTAR" para seleccionar as pinças de soldadura orbital
ou no botão "Menu" para voltar ao
menu principal
36

Menu "Synergic"
Aceder ao menu
"Synergic"
Princípio No funcionamento Synergic, basta a introdução de umas poucas denições, geralmente
conhecidas, para o processo de arco voltaico. Com base nestas indicações, a fonte de
corrente calcula todas as outras denições para um resultado de soldadura ideal.
Introduzir
parâmetros
4. Espessura da parede da união de tubo [mm]
5. Diâmetro - diâmetro exterior da união de tubo [mm]
6. Conrmar as denições com o botão OK
Segue-se um cálculo dos parâmetros
1. Aceder ao menu "Synergic"
Denir as seguintes indicações:
2. Tipo de material de base
- CrNi
- Aço
- Alum
- Titânio
- NiBas (em preparação)
- Duplex (em preparação)
- Cobre (em preparação)
3. Gás - gás inerte
- Argônio
- Árgon H
preparação)
- Árgon hélio (em preparação)
- Hélio (em preparação)
(árgon hidrogénio, em
2
Importante! Para congurar as denições para o programa de pontilhação, tocar no
botão "Pr.Pontilh.".
37

Introduzir
parâmetros
(continuação)
Na janela de diálogo "Anexar programa",
congurar as seguintes denições:
- Pontos de pontilhação
OFF - pontilhação desactivada
1 .... 20 - número de pontos de ponti-
lhação
- Tempo de sold. de pontilhação - duração da corrente de soldadura para um
ponto de pontilhação [s]
- Posição do 1.º ponto de pont. - posição do primeiro ponto de pontilhação
[graus]
- Pré-uxo de gás de pont. - uxo prévio de gás inerte antes do processo
de pontilhação
- Corr. de sold. de pontilhação - corrente de soldadura para o processo de pontilhação
- Pós-uxo de gás de pontilhação - uxo posterior de gás inerte para o processo de
pontilhação
Importante! Com a pinça de soldadura orbital fechada, o uxo prévio e o uxo posterior
de gás ocorrem apenas no primeiro e no último ponto de pontilhação.
38

Menu "Conguração e parâmetros do sistema"
Aceder ao menu
"Conguração e
parâmetros do
sistema"
Princípio
Aceder às
denições
"OPERADOR"
1. Aceder ao menu "Conguração e
parâmetros do sistema"
É possível consultar uma explicação
detalhada do menu nos parágrafos que se
seguem.
O menu "Conguração e parâmetros do sistema" permite ao utilizador adaptar o comando de sistema orbital e a pinça de soldadura orbital.
1. Na janela "Parâmetros de ignição",
tocar no botão "OPERADOR"
2. Surge uma janela de diálogo para as
denições especícas do utilizador
Início de sessão
de um outro
operador e
alteração da
palavra-passe
- Para aceder a um outro utilizador já
memorizado, tocar no botão "OP. ++"
(c).
Caso se pretenda alterar a palavra-passe
do utilizador que acabou de iniciar sessão:
1. Tocar no botão (a)
(a)
(b)
(c)
Para atribuir direitos aos utilizador:
1. Tocar no botão "EDITAR OPERADOR" (b)
2. Para obter informações mais detalhadas, consultar a secção "Direitos do operador"
39
(d)
2. Para obter informações mais
detalhadas, consultar a secção
"Alterar a palavra-passe"
Início de sessão
de um outro
operador e
alteração da
palavra-passe
(continuação)
Importante! A atribuição de direitos de operador só é possível como administrador.
Caso as indicações para um operador sejam alteradas, o início de sessão posterior
deixa de ser possível com os dados de operador originais.
Bloquear o comando de sistema orbital:
- premir o "ícone do cadeado" (d)
o comando de sistema orbital ca logo no estado "Bloqueado" e só é suportado o funcionamento de soldadura propriamente dito. A alteração das denições está desactivada.
Desbloquear o comando de sistema orbital:
1. premir novamente o "ícone do cadeado" (d)
2. Clicar na solicitação para introduzir a palavra-passe e introduzi-la com o teclado
simbolizado que é apresentado.
Alterar a palavrapasse
Direitos do
operador
(g)
(f)
(e)
(h)
1. Segue-se a solicitação para introduzir
a nova palavra-passe
2. Ao tocar no botão (e), surge um
teclado simbolizado para introduzir a
nova palavra-passe
Caso se pretenda alterar o nome do utilizador
- Tocar no campo (f) para abrir o teclado simbolizado e alterar o nome do
utilizador
Caso se pretenda alterar a palavra-passe
- Tocar no campo (g) para abrir o teclado simbolizado e alterar a palavrapasse
Para atribuir direitos ao utilizador
1. Tocar no campo (h) e seleccionar um dos seguintes registos
- BLOQUEADO ... o comando de sistema orbital ca logo no estado "Bloqueado" e
só é suportado o funcionamento de soldadura propriamente dito. A alteração das
denições está desactivada.
- SIMPLES ... o operador não dispõe de direitos e só pode alterar parâmetros de
soldadura dentro dos limites permitidos.
- MEMORIZAR ... adicionalmente, o operador pode guardar os parâmetros de soldadura por si alterados.
- PROCURAR PARÂMETRO ... adicionalmente, o operador pode alterar os parâmetros para além dos limites predenidos.
- ADMIN ... adicionalmente, o utilizador pode repor parâmetros e denir parâmetros
de conguração e do sistema.
2. Se necessário, utilizar o botão "RETORNAR OPERADOR" para repor as denições
no seu estado original
40

Direitos do
operador
(continuação)
3. Com os botões "Op. -" e "Op. +", aceder às denições para outros operadores
4. Com o botão "VOLTAR", regressar à janela "Substituir operador"
5. Na janela "Substituir operador", aceder à janela das denições especícas do utilizador com o botão ">>"
Denições
especícas do
utilizador
Denir as seguintes indicações:
1. Selecção idioma actual - seleccionar
o idioma para a orientação do utilizador
2. F1: Selecção de uma função denida
pelo operador para o botão F1
3. F2: Selecção de uma função denida
pelo operador para o botão F2 do
comando à distância
4. Saving (MOVER): antes dos dados
serem substituídos, se estiver seleccionada a opção "Com conrmação",
surge uma pergunta de segurança.
5. As seguintes funções denidas pelo operador estão disponíveis para os botões:
- Sem função
- Página de alarmes activa
- Hist. alarmes
- Iniciar posição básica
- Guardar imagem do ecrã no USB
- DESL/LIG bomba água
- Carregar programa seguinte
6. Com o botão ">>" aceder às denições de luminosidade e contraste
Luminosidade e
contraste
1. Com os botões (a) e (b), adaptar a
(a)
luminosidade e o contraste do ecrã
táctil
2. Na área de introdução (c), congurar
as seguintes denições:
(c)
(b)
Importante! "VG" designa a cor do
texto no plano principal, "HG" a cor do
plano de fundo do texto.
Os valores numéricos a introduzir correspondem à sequência contabilizada linha a
linha das caixas coloridas apresentadas à esquerda. Exemplo:
- "0" signica preto
- "16" signica branco
- Fundo ... cor de fundo geral
- Introdução ... cor do texto e cor de fundo dos textos
seleccionados quando a roda de regulação está premida
- Selecion. ... cor do texto e cor de fundo dos textos durante
a selecção
- Texto ... cor do texto e cor de fundo dos textos em geral
- Campo ... cor do texto e cor de fundo dos textos nos campos
de texto
Importante! Se for necessário, repor as denições de fábrica
premindo o botão "Default".
41
Parâmetros de
ignição
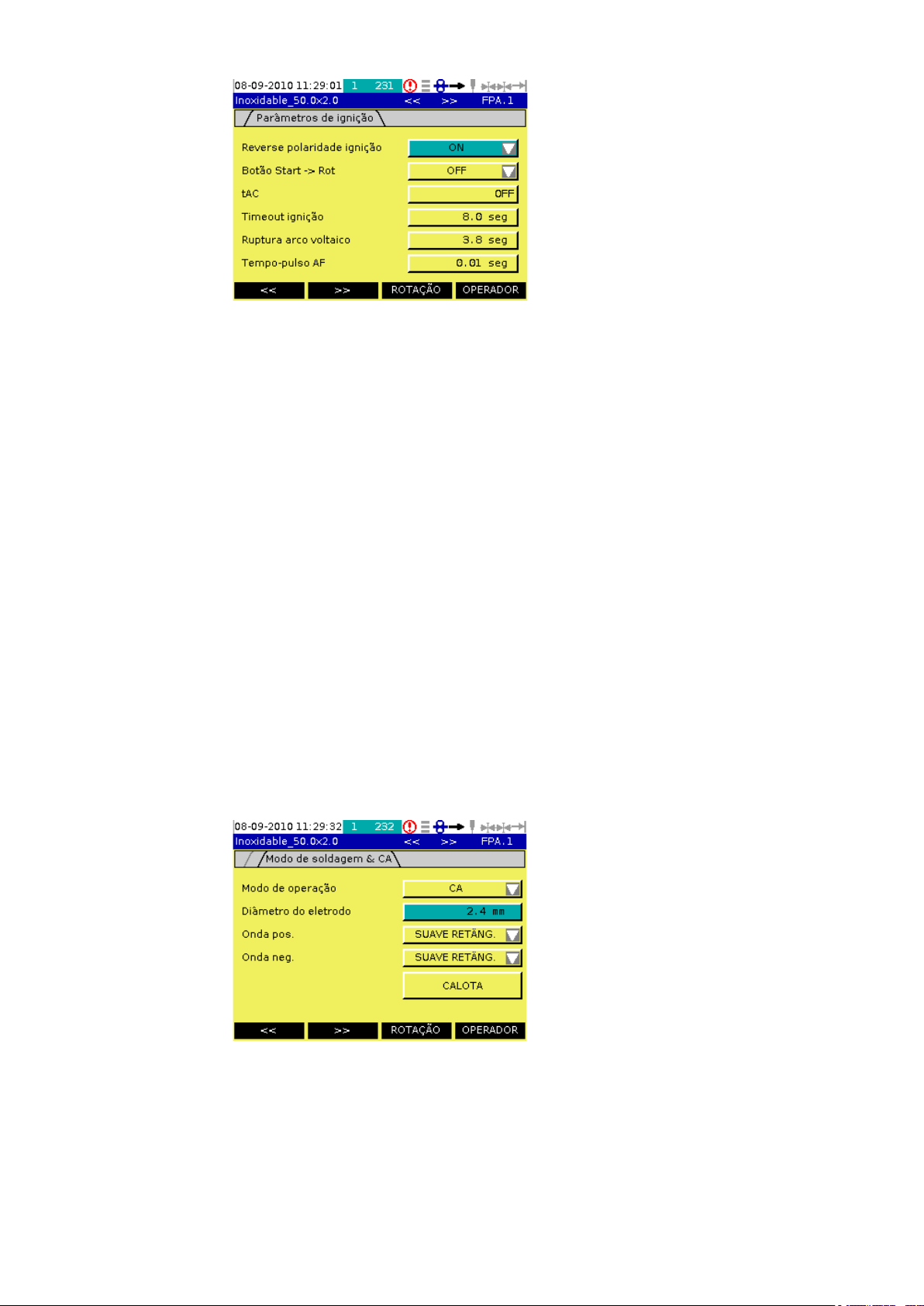
Denir as seguintes indicações:
1. Reverse polaridade ignição - Reverse
Polarity Ignition - ignição com polaridade invertida
- ON: activar
- OFF: desactivar
2. Botão Start -> Rot: início da rotação
em separado, com o botão "Start".
3. tAC - ignição pulsada. A ignição pulsada é automaticamente activada ao
seleccionar um programa de pontilhação.
Importante! É possível encontrar mais informações sobre o programa de pontilhação no
capítulo "Synergic".
- 0,1 - 9,9: duração de uma corrente de soldadura pulsada para o início do processo
de soldadura [s]
- ON: activar
- OFF: desactivar
Importante! A função de pontilhar só está disponível para o método "Soldadura
TIG-DC".
Modo de
soldagem e CA
4. Timeout ignição ... tempo até à desconexão quando não ocorre ignição [s]
Para uma nova tentativa de ignição, é necessário um novo início da soldadura
5. Ruptura arco voltaico ... tempo até à desconexão depois da ruptura do arco voltaico
[s]
Caso a função de ruptura de arco voltaico seja activada, limpar a superfície da peça
de trabalho e repetir o início da soldadura
6. Tempo-pulso AF [s]
... duração do impulso de alta tensão para a ignição de alta tensão
... AF ext.: ignição de alta tensão com fonte de tensão externa
... NO HF: ignição de alta tensão desactivada
7. Com o botão ">>", aceder à janela "Modo de soldagem e CA"
Denir as seguintes indicações:
1. Modo soldadura ... Modo de operação
- CA
- DC
2. Diâmetro do eletrodo ... diâmetro do
eléctrodo de tungsténio [mm]
3. Para soldadura CA: tipo de corrente
da meia-onda positiva/negativa
- Triângulo
- Seno
- Suave retâng.
- Rectângulo
- Triângulo ... traçado triangular
- Seno ... traçado sinusoidal (denição standard para arco voltaico silencioso e estável)
- Suave rectâng. ... traçado rectangular com inclinação reduzida do anco, para redu-
ção do ruído em comparação com o traçado rectangular puro
- Rectângulo ... traçado rectangular puro (arco voltaico mais estável mas mais ruidoso)
42

Modo de
soldagem e CA
(continuação)
5. Com o botão CALOTA, activar a formação de calotas
A formação automática de calotas proporciona a formação da calota ideal, durante o
início da soldadura. Não é necessária uma formação de calotas separada numa peça de
ensaio.
Importante! Não é necessária nova formação de calotas aquando do início da soldadura seguinte. Após a formação de calotas, a formação de calotas é desactivada para os
inícios de soldadura seguintes.
6. Com o botão ">>", aceder à janela "Ajuste de valor"
Ajuste de valor
Demais
parâmetros
O incremento dene a altura da correcção
(aumento ou redução) por cada pressão
do botão. A correcção só é possível durante um processo. Os valores de ajuste que
se seguem permitem tanto a introdução
dos incrementos como do valor máximo:
1. Corrente de soldagem [A]
2. v-Rotação ... velocidade de rotação
da pinça de soldadura orbital [cm/min]
3. v-Arame... velocidade do arame [cm/
min]
4. Com o botão ">>", abrir a janela "Demais parâmetros"
Importante! A alteração dos valores máximos só é possível se os direitos de utilizador
"PROCURAR PARÂMETRO" e "ADMIN." estiverem seleccionados. É possível encontrar
informações mais detalhadas sobre as denições de utilizador na secção "Denições do
utilizador"
Denir as seguintes indicações:
1. Tempo do protetor de tela ... tempo
até à desconexão da iluminação do
ecrã táctil, desde o último processo
de operação [min:s] - Com a denição
OFF, a iluminação do ecrã desliga-se
após duas horas.
2. Número da costura ... atribuição de
um número para a costura de soldadura activa de momento
(a)
3. Senha liga/iniciar
... ABERTO - o último utilizador a
iniciar sessão é automaticamente
registado depois da fonte de corrente
ser ligada, sem introdução da palavrapasse
... INTRODUÇÃO - ao ligar a fonte de corrente é solicitada a palavra-passe
... BLOQUEADO - ao ligar a fonte de corrente não é solicitada a palavra-passe - A
fonte de corrente ca logo no estado "Bloqueado" e só é suportado o funcionamento de soldadura propriamente dito. A alteração das denições está desactivada. O
desbloqueio é efectuado tal como descrito na secção "Início de sessão de um outro
operador e alteração da palavra-passe"
4. Ao tocar no botão (a), surge um teclado simbolizado para introduzir texto
5. Com o botão ">>", aceder à janela "Ajuste do valor" para AVC, OSC.
43

Ajuste do valor
AVC, OSC
O incremento dene a altura da correcção
(aumento ou redução) por cada pressão
do botão. A correcção só é possível durante um processo.
1. AVC Tensão ... valor nominal da regulação AVC [V]
2. OSC Desvio ... desvio de oscilação
[mm]
3. OSC Desloc ... curso de oscilação
[mm]
4. OSC Veloc ...velocidade de oscilação
[mm/min]
5. OSC Pausa ... tempo de pausa da oscilação nas posições de inversão [seg.]
6. Com o botão "ROTAÇÃO", aceder à janela dos parâmetros de rotação e de velocidade de soldadura.
Direcção de
soldadura e
transporte de
arame
Inserção do
arame
Denir as seguintes indicações:
1. Direção de soldagem
Horário ... no sentido dos ponteiros do
relógio
Para a esquerda ... no sentido contrá-
rio ao dos ponteiros do relógio
Importante! Apenas pinças de sol-
dadura fechadas sem introdução de
arame suportam a direcção de soldadura para a esquerda.
2. Velocidade manual ... velocidade de soldadura no funcionamento manual [cm/min]
3. Velocidade marcha rápida ... velocidade de soldadura no movimento rápido [em %
da velocidade de soldadura máxima da pinça orbital]
Ao introduzir 0, é apresentado "Manual" (0% ... velocidade manual)
4. Com o botão "ARAME", aceder às denições para a inserção de arame.
Denir as seguintes indicações:
1. Velocidade inicial de arame ...
velocidade inicial ao inserir o arame
[cm/min]
2. Tempo de início do arame ... tempo
até à transição da velocidade inicial
para a velocidade de movimento
rápido
3. Velocidade marcha ráp. arame ...
velocidade de inserção do arame em
movimento rápido [cm/min]
4. Tempo da rampa do arame ... a transição da velocidade inicial para a velocidade de
movimento rápido é feita de forma contínua e é designada de rampa. A duração da
transição pode ser aqui denida.
5. Adaptação da velocidade em percentagem (consultar o capítulo "Ajuste do
transporte do arame")
6. Com o botão "OSC", aceder às denições de oscilação do maçarico OSC.
44
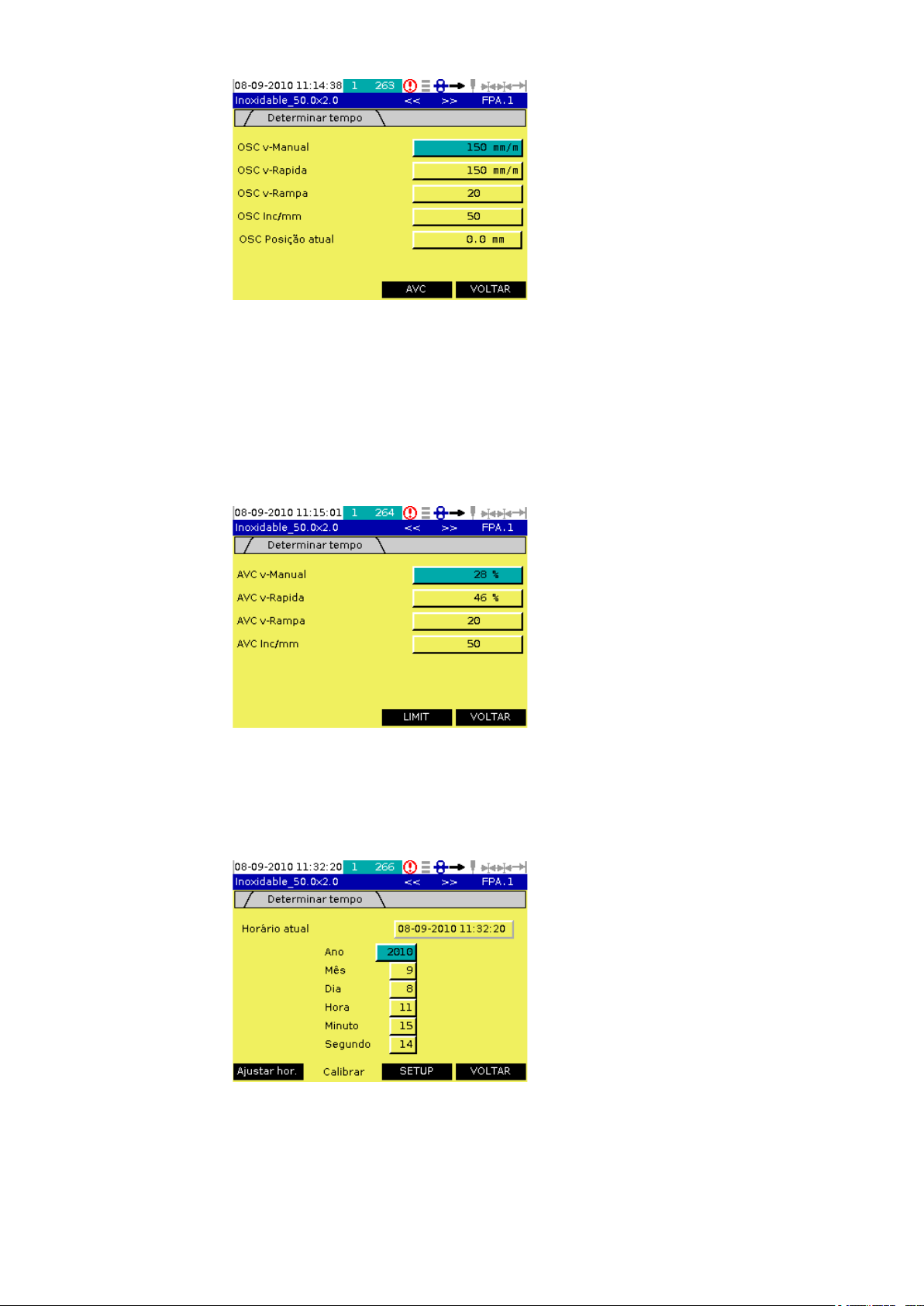
Parâmetros OSC
Denir as seguintes indicações:
1. OSC v-Manual ... velocidade inicial
da oscilação do maçarico OSC para
método manual [mm/min]
2. OSC v-Rapida ... velocidade de
movimento rápido da oscilação do
maçarico OSC para método manual
[mm/min]
3. OSC v-Rampa ... parâmetro do
sistema para a inclinação da rampa.
Diz respeito ao comportamento
de aceleração e de travagem da
oscilação ao iniciar e abandonar um
ponto de inversão
4. OSC Inc/mm ... para determinar o sistema de curso da oscilação com o motor
passo a passo integrado
5. Indicação do valor real da posição actual da oscilação (ver "Ajuste do movimento de
oscilação")
6. Com o botão "AVC", aceder às denições de regulação da distância do maçarico
AVC.
Parâmetros AVC Denir as seguintes indicações:
1. AVC v-Manual ... velocidade inicial de
AVC para método manual [mm/min]
2. AVC v-Rapida ... velocidade de
movimento rápido de AVC para
método manual [mm/min]
3. AVC v-Rampa ... parâmetro do
sistema para a inclinação da rampa.
Diz respeito ao comportamento
de aceleração e de travagem da
regulação de distância do maçarico
AVC durante a regulação
Data, hora e
calibração do
ecrã táctil
4. AVC Inc/mm ... para determinar o sistema de curso da unidade AVC com o motor
passo a passo integrado
5. Com o botão "LIMIT", aceder às denições dos valores limite (consultar a pág. 57).
Na janela "Determinar tempo", denir as
seguintes indicações:
1. Ano
2. Mês
3. Dia
4. Hora
5. Minuto
6. Segundo
7. Para aplicar o tempo denido, tocar
no botão "Ajustar hor."
Para calibrar o ecrã táctil
8. Tocar no botão "Calibrar"
9. Tocar exactamente no retículo
10. Repetir este processo até a janela "Determinar tempo" voltar a aparecer
11. Com o botão "SETUP" voltar ao menu de conguração
45
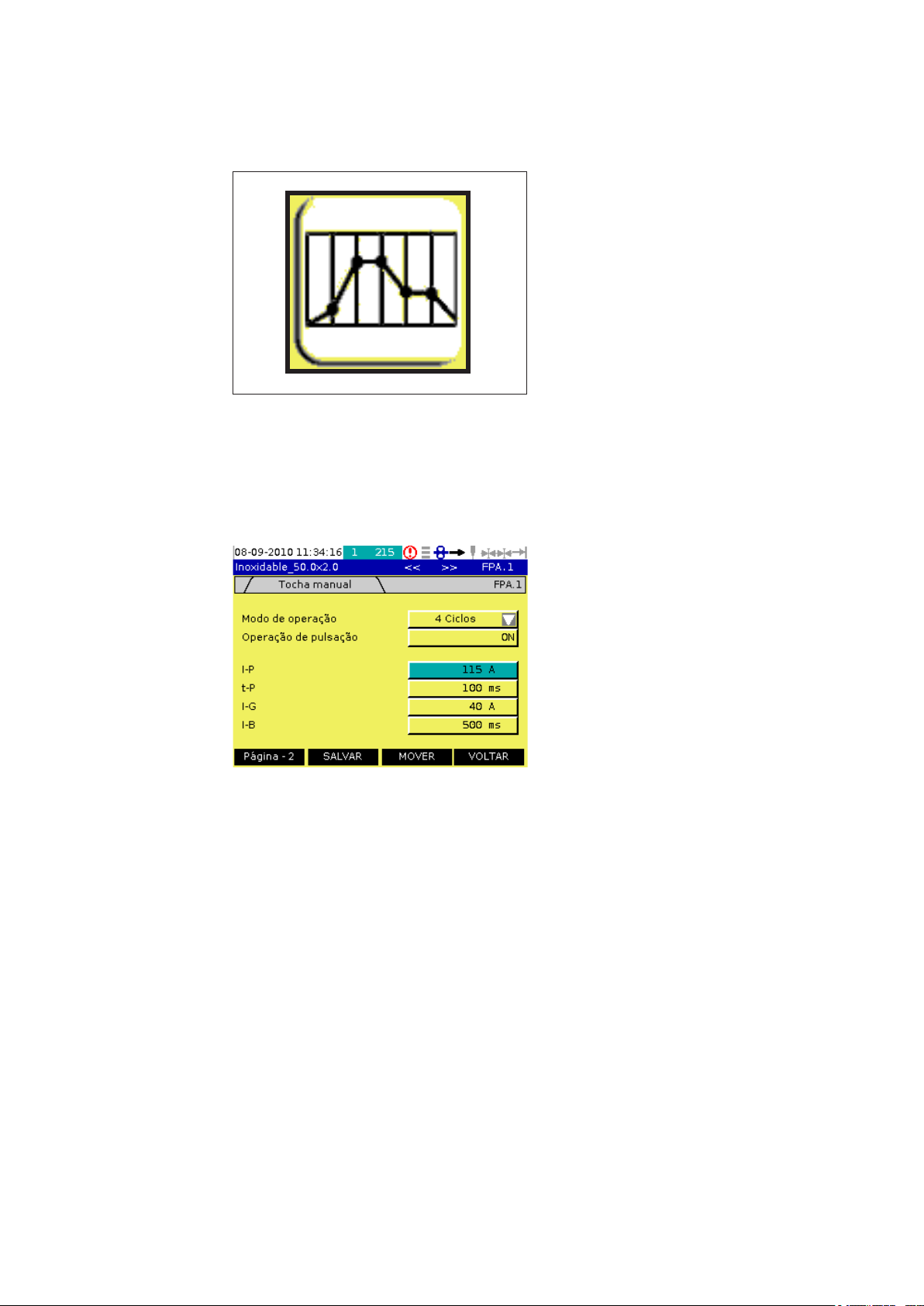
Menu "Denições dos parâmetros"
Aceder ao menu
"Denições dos
parâmetros"
Princípio
Parâmetros de
progressão de
corrente para
maçarico de
soldar manual
TIG
1. Aceder ao menu "Denições dos
parâmetros"
As denições dos parâmetros permitem introduzir ou corrigir os parâmetros mais importantes para o processo de soldadura orbital.
Denir as seguintes indicações:
1. Modo de operação
2 ciclos
4 ciclos
2. Operação de pulsação ... impulsos de
soldadura com arco voltaico
ON
OFF
3. I-P ... corrente de impulsos [A]
4. t-P ... tempo de corrente de impulsos
[ms]
5. I-G ... corrente básica [A]
6. t-G ... tempo de corrente básica [ms]
7. Tocar no botão "Página - 2" para aceder à janela de diálogo das denições
adicionais
46
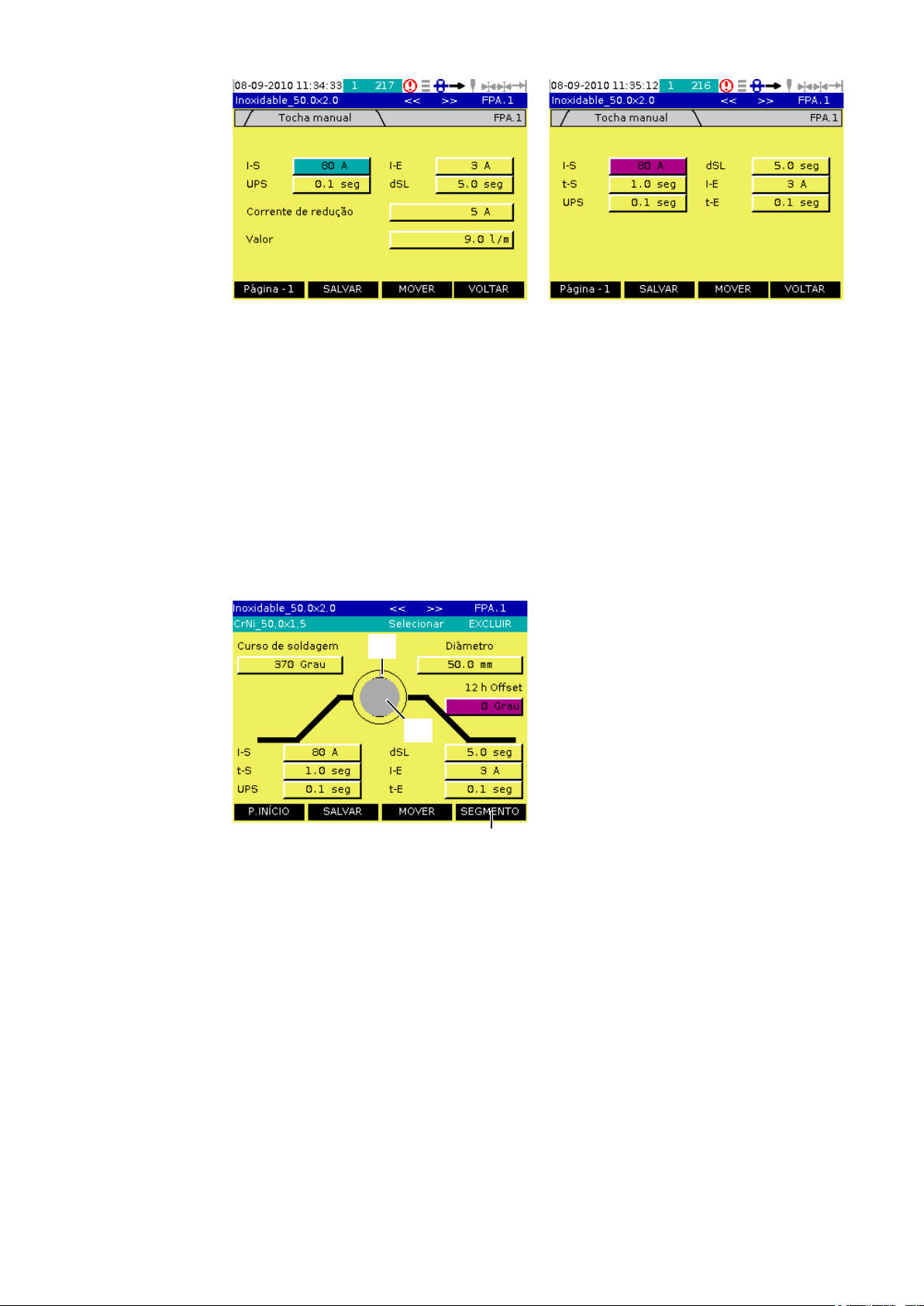
Parâmetros de
progressão de
corrente para
maçarico de
soldar manual
TIG
(continuação)
Parâmetros
de progressão
de corrente
para pinça de
soldadura orbital
Indicação no modo de operação 2 ciclos
Indicação no modo de operação 4 ciclos
Importante! Se, na janela de diálogo anterior foi denido o modo de operação "2 ciclos",
aplica-se a janela de diálogo da esquerda. Para o modo de operação "4 ciclos" aplica-se
a janela de diálogo da direita.
1. I-S ... corrente inicial [A]
2. t-S ... tempo para a corrente inicial [s]
3. UPS .... tempo para Upslope [s]
4. dSL ... tempo para Downslope [s]
5. I-E ... corrente nal [A]
6. t-E ... tempo para a corrente nal [s]
7. Corrente de redução [A]
Denir as seguintes indicações:
1. Curso de soldagem [graus]
(a)
Importante! Uma introdução de mais de
360° signica uma sobreposição da costura de soldadura no m do trabalho.
(b)
2. Diâmetro ... diâmetro exterior da
união de tubo [mm]
3. 12 h offset ... para passar o ponto
inicial para graus [°]
4. I-S ... corrente inicial [A]
(c)
5. t-S ... tempo para a corrente inicial [s]
6. UPS .... tempo para Upslope [s]
7. Denir a corrente principal com os botões (b) ou (c)
Importante! É possível encontrar informações mais detalhadas sobre as denições da
corrente principal no capítulo "Parâmetros de impulsos e velocidade de soldadura".
8. dSL ... tempo para Downslope [s]
9. I-E ... corrente nal [A]
10. t-E ... tempo para a corrente nal [s]
47

Parâmetros
de impulsos e
velocidade de
soldadura
(b) (a)
A janela permite a divisão do curso de soldadura em vários segmentos. Para cada
segmento é possível denir os parâmetros
de seguida listados no que concerne a
impulsos e velocidade de soldadura.
Para criar vários segmentos, proceder da
seguinte maneira:
1. No campo de introdução "Curso de
soldagem", introduzir um curso de
segmento que é menor do que o curso de soldadura actual
2. É automaticamente criado um segmento adicional que preenche o restante até ser
atingido o curso de soldadura completo
3. Com os botões de seta "<<" e ">>", alternar para o novo segmento
Importante! O algarismo (a) indica o número de segmentos criados de momento. O
algarismo (b) indica o segmento actual. O número máximo de segmentos é 10.
4. Se o valor deste segmento for reduzido, é por sua vez criado um novo segmento
que vai até ao m do curso de soldadura
5. Continuar este processo até ser atingido o número pretendido de segmentos
6. Caso seja necessário, adaptar novamente o curso de cada segmento individual
Parâmetros de
transporte do
arame
Os seguintes parâmetros da corrente principal podem ser denidos para os segmentos
individuais:
- I-P ... corrente de impulsos [A]
- t-P ... tempo de corrente de impulsos [ms]
- I-G ... corrente básica [A]
- I-B ...tempo de corrente básica [ms]
- V-Soldagem ... velocidade de soldadura [cm/min]
7. Com o botão "VOLTAR", regressar aos parâmetros da progressão de corrente
8. Com o botão "ARAME", passar para os parâmetros de transporte de arame
Denir as seguintes indicações:
1. Selecção do segmento, alternar com
o botão "<<" ou ">>"
2. Iniciar arame (Slope) ... tempo de
atraso desde o início da corrente de
soldadura até ao início do transporte
do arame [s]
3. v-Pulsação ... velocidade do arame
durante a fase de impulso [cm/min]
4. v-Básico ... velocidade do arame
durante a fase de corrente básica
[cm/min]
5. Parar arame ... tempo de atraso desde o início do Downlslope para a corrente de
soldadura até ao m do transporte do arame [s]
6. Tempo de retorno ... duração da retracção do arame após Downslope [s]
7. Velocidade de retorno do arame ... velocidade de retracção do arame após a paragem do arame, para a duração do tempo de retracção do arame [cm/min]
8. Com o botão "VOLTAR", regressar aos parâmetros de "POTÊNCIA"
9. Com o botão "ARAME", aceder à janela para denir os parâmetros AC (quando AC
está pré-seleccionado).
48
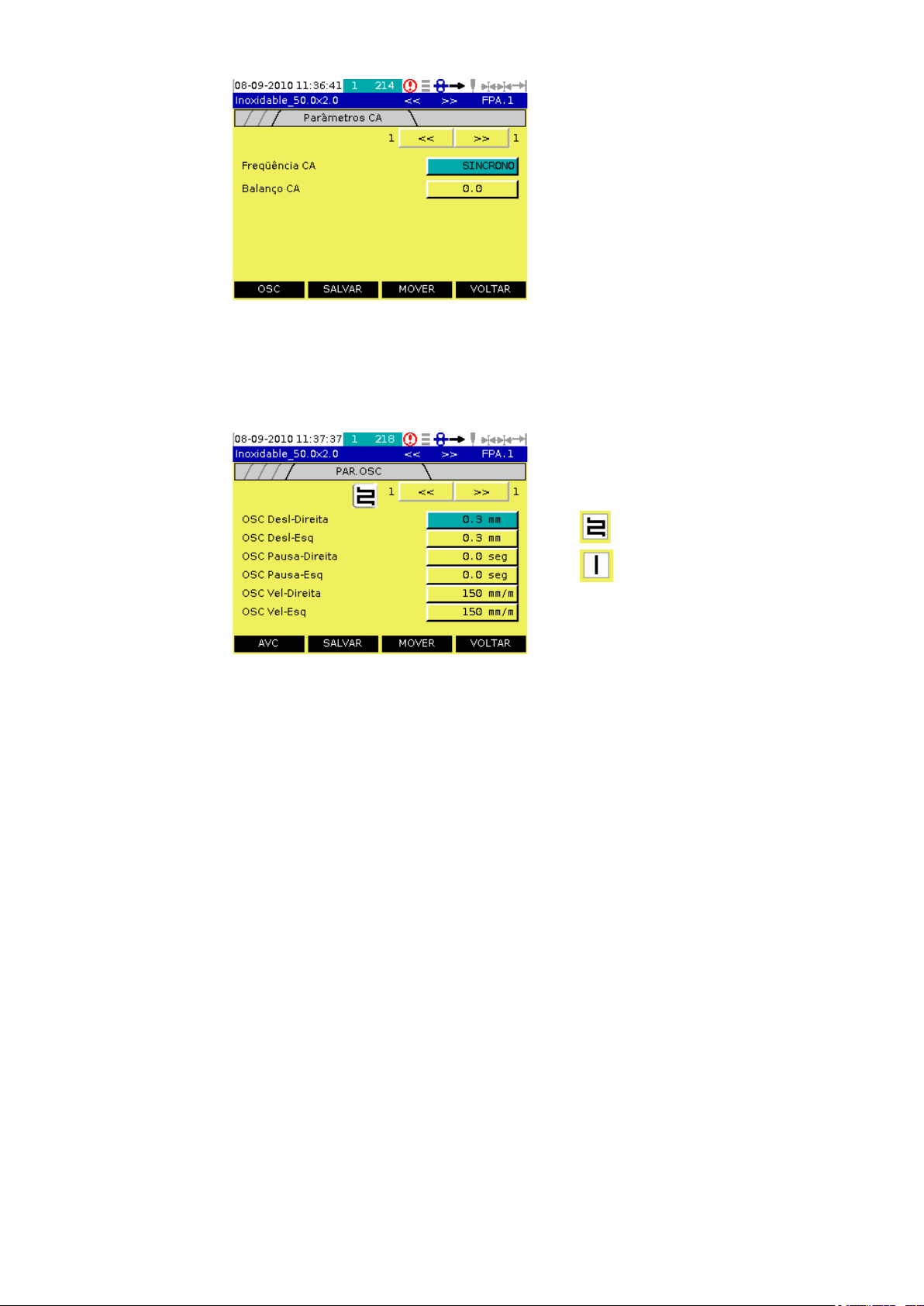
Parâmetros para
soldadura AC
Denir as seguintes indicações:
1. Selecção do segmento, alternar com
o botão "<<" ou ">>"
2. Frequência CA [Hz]
SINCRONO ... destina-se à sincro-
nização de rede de duas fontes de
corrente, para a soldadura simultânea
de ambos os lados
3. Balanço CA
- 5: potência máxima de fusão, acção
mínima de limpeza
+ 5: acção máxima de limpeza,
potência mínima de fusão
4. Com o botão "VOLTAR", regressar aos parâmetros de transporte de arame
5. Com o botão "OSC", aceder à janela para denir os parâmetros OSC
Parâmetros de
oscilação
do maçarico OSC
Denir as seguintes indicações:
1. Selecção do segmento, alternar com
o botão "<<" ou ">>"
2. Ligar/desligar a oscilação do maçarico
OSC ligado
OSC desligado
3. OSC Desl-Direita ... curso de oscilação desde a posição central até à
posição de inversão direita [mm]
4. OSC Desl-Esq ... curso de oscilação desde a posição central até à posição de inversão esquerda [mm]
5. OSC Pausa-Direita ... tempo de pausa da oscilação na posição nal direita [s]
6. OSC Pausa-Esq ... tempo de pausa da oscilação na posição nal esquerda [s]
7. OSC Vel-Esq ... velocidade de oscilação da esquerda para a direita [mm/min]
8. OSC Vel-Direita ... velocidade de oscilação da direita para a esquerda [mm/min]
9. Com o botão "VOLTAR", regressar aos parâmetros para soldadura AC
10. Com o botão "AVC", aceder à janela para denir os parâmetros AVC
49

Parâmetros para
a regulação da
distância do
maçarico AVC
Denir as seguintes indicações:
1. Selecção do segmento, alternar com
o botão "<<" ou ">>"
2. Ligar/desligar a regulação de distância do maçarico AVC
AVC ligado
AVC desligado
3. AVC U-Tocha SV ... valor nominal da
tensão do maçarico para a regulação
de distância do maçarico AVC [V]
4. Com o botão "VOLTAR", voltar a aceder às denições para a corrente principal
5. Com o botão "VOLTAR", regressar aos parâmetros de OSC
6. Numa das duas janelas referidas, aceder à janela "Guardar parâmetros" com o
botão "SALVAR"
Aceder aos
parâmetros para
o ponto inicial
Na janela de progressão de corrente da
pinça de soldadura orbital:
Premir o botão "P. INÍCIO" (a) para aceder
aos parâmetros para a denição do ponto
inicial.
(a)
50
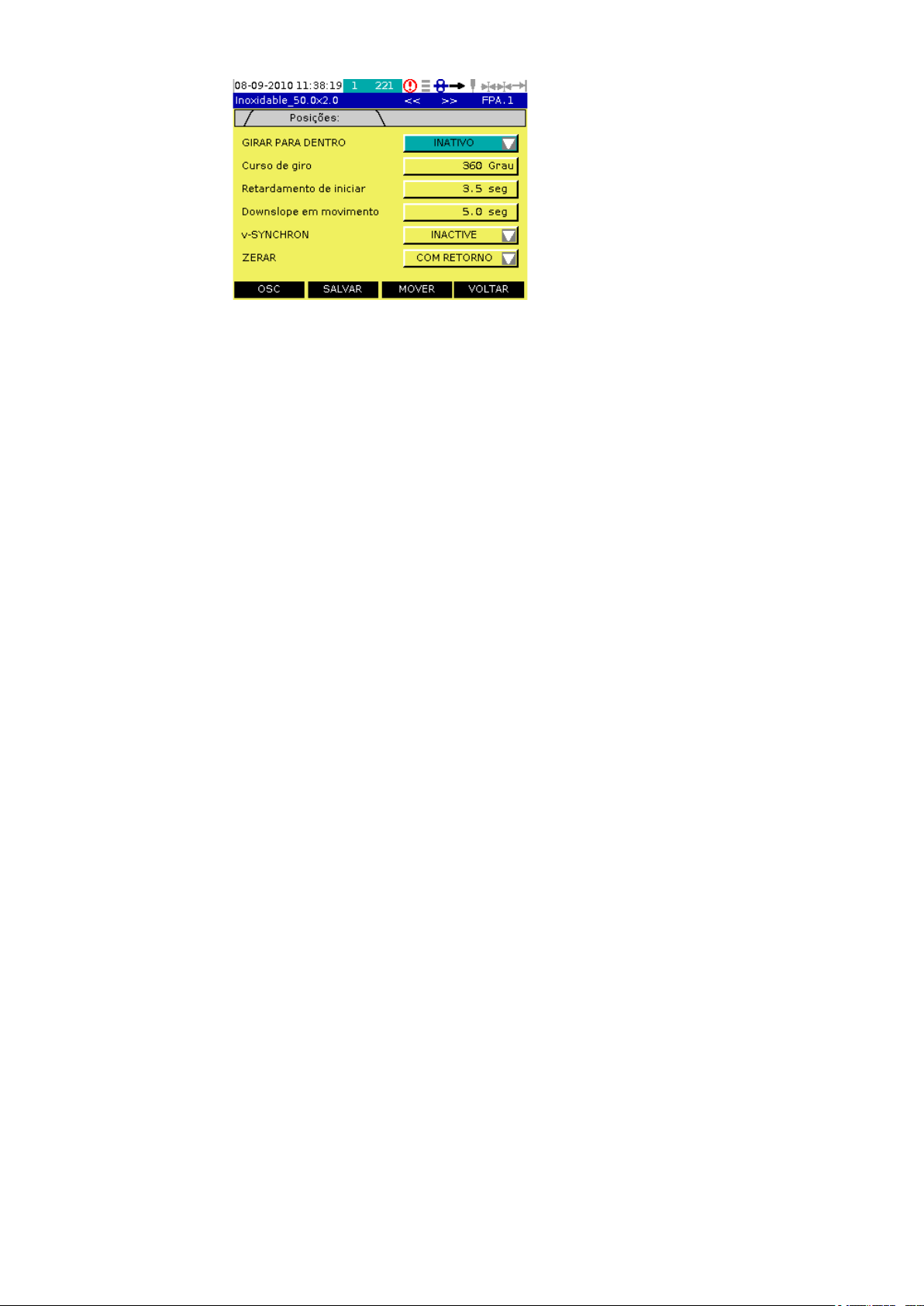
Parâmetros para
o ponto inicial
Denir as seguintes indicações:
1. GIRAR PARA DENTRO ... para enrolar o jogo de mangueiras na pinça de
soldadura orbital com introdução de
arame
- INATIVO
A pinça de soldadura orbital não
aborda nenhum ponto inicial
- ATIVO
A pinça de soldadura orbital
aborda o ponto inicial denido em
"Curso de giro"
- INÍC.AUTOM.
A pinça de soldadura orbital aborda o ponto inicial e começa automática e ime-
diatamente o processo de soldadura
2. Curso de giro [°] ... curso de enrolamento do jogo de mangueiras, para a esquerda,
em graus e oposto ao ponto de vértice
3. Retardamento de iniciar [s] ... tempo desde o início da corrente de soldadura até ao
início do movimento de rotação da pinça de soldadura orbital
4. Downslope em movimento [s] ... tempo durante o qual o movimento de soldadura
deve encontrar-se na fase de Downslope da corrente de soldadura.
- OFF
- 0,1 até dSL (tempo de Downslope para a corrente de soldadura, denido nos
parâmetros para a progressão de corrente)
5. v-SYNCHRON ... dene o comportamento da pinça de soldadura orbital durante a
fase de corrente de impulsos.
- P.LENTO ... a pinça de soldadura orbital desloca-se a velocidade reduzida.
Importante! Esta velocidade é predenida pelo sistema e não pode ser altera-
da.
- P.RÁPIDO ... a pinça de soldadura orbital desloca-se à velocidade de soldadura
"V-Soldagem" denida.
- INACTIVE ... funcionamento sincronizado desactivado. A pinça de soldadura
orbital desloca-se sempre (fase de corrente de impulsos e da corrente básica) à
velocidade de soldadura "V-Soldagem" denida.
6. ZERAR
- NENHUM
- COM RETORNO ... a pinça de soldadura orbital desloca-se novamente para a
posição inicial depois do m da soldadura
- ES-360 ... para pinças de soldadura fechadas sem introdução de arame exter-
na. Após o m da soldadura, a pinça de soldadura orbital desloca-se de volta
ao interruptor de m de curso.
- X-360 ... após o m da soldadura, pinça de soldadura orbital desloca-se pelo
trajecto mais curto para o início e dene a zero a indicação de ângulo para o
curso de soldadura
- REPOR A ZERO ... no local onde o processo de soldadura é parado, a indi-
cação de ângulo para o curso de soldadura é denida a zero, estabelecendo
simultaneamente o ponto inicial para o próximo processo de soldadura.
7. Com o botão "VOLTAR", regressar aos parâmetros da progressão de corrente
8. Com o botão "OSC", aceder à janela para denir os parâmetros OSC
51

Parâmetros para
o ponto inicial OSC
"OSC
Desl-Esq"
Pausa à esquerda
"OSC Pausa-Esq"
"OSC
Vel-Esq"
Denir as seguintes indicações:
1. OSC I-Sinc ... os impulsos da máquina de soldar são controlados pela
oscilação. Neste caso, a corrente
de impulsos é debitada nos tempos
de pausa à esquerda e à direita,
enquanto que o movimento de oscilação muda de lado contrariamente à
corrente básica.
Importante! Os parâmetros de im-
pulsos "tP" e "IB" estão desactivados
quando "OSC I-Sinc." está activo..
Estes são predenidos pelo movimento de oscilação.
2. OSC t-Início ...atraso de início da
oscilação do maçarico OSC [s]
"OSC
Desl-Esq"
Curso de oscilação
Rotação
Corrente de
soldadura
Arame
O diagrama de oscilação controla o processo de soldadura (OSC I-Sinc)
Atraso de início
"OSC t-Início"
Rotação da pinça de soldadura orbital"v-Rotação"
Corrente de
impulsos "IP"
Início do arame
"v-Pulsação"
Corrente
básica "IG"
"v-Básico"
"OSC
Desl-Direita"
Pausa à direita
"OSC Pausa-Direita"
"OSC
Vel-Direita"
t
t
t
t
52
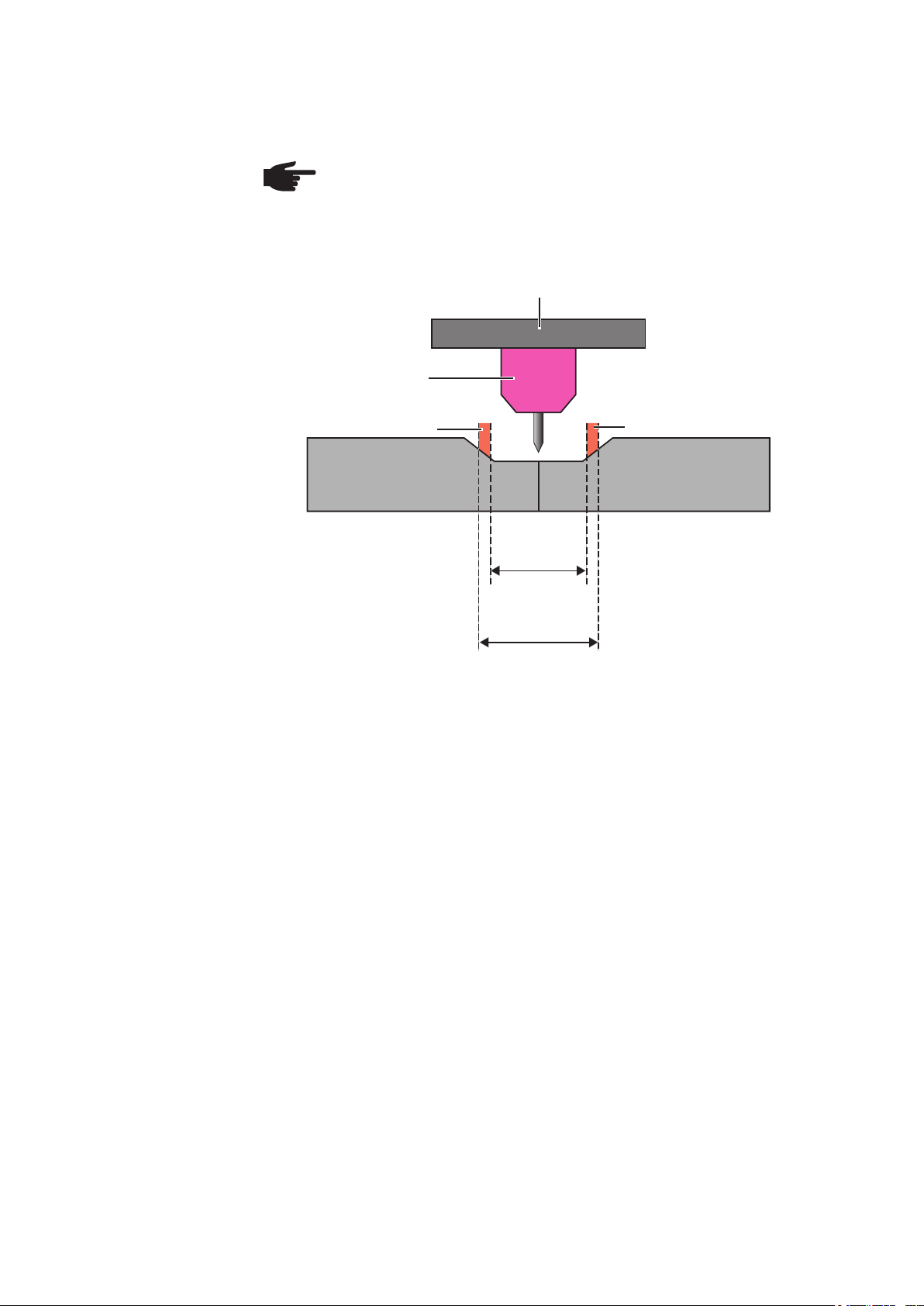
Parâmetros para
o ponto inicial OSC
(continuação)
3. OSC T&R Desvio ... dene a distância entre a peça de trabalho e a posição de
inversão de oscilação [mm]
Importante! Depois de executada a centragem automática do maçarico "Touch &
Retract", o sistema subtrai o valor para "OSC T&R Desvio" à largura de oscilação.
NOTA! Perigo de danos materiais causados pela colisão do maçarico
com a peça de trabalho.
Se o valor para "OSC T&R Desvio" for 0 (zero), o eléctrodo de tungsténio
do maçarico colide com a peça de trabalho a cada movimento de oscilação.
Assegurar que o valor se encontra sempre acima de 0 (zero).
Unidade de oscilação
Maçarico de soldar com
eléctrodo de tungsténio
"OSC T&R Desvio""OSC T&R Desvio"
Peça de trabalho
Largura de
oscilação
menos "OSC
T&R Desvio"
Largura de
oscilação
após T&R
4. AUTO T&R ... A execução automática da função Touch&Retract tem as seguintes
possibilidades de denição:
- INATIVO ... o Auto T&R não é realizado
- AVC ... o T&R é realizado apenas com o AVC
- OSC ... o T&R é realizado apenas com a oscilação
- AVC - OSC ... o T&R é realizado primeiro com AVC e, de seguida, com a oscilação
- OSC - AVC ... o T&R é realizado primeiro com a oscilação e, de seguida, com o
AVC
5. Com o botão "VOLTAR", regressar aos parâmetros para o ponto inicial
6. Com o botão "AVC", aceder à janela para denir os parâmetros AVC
53
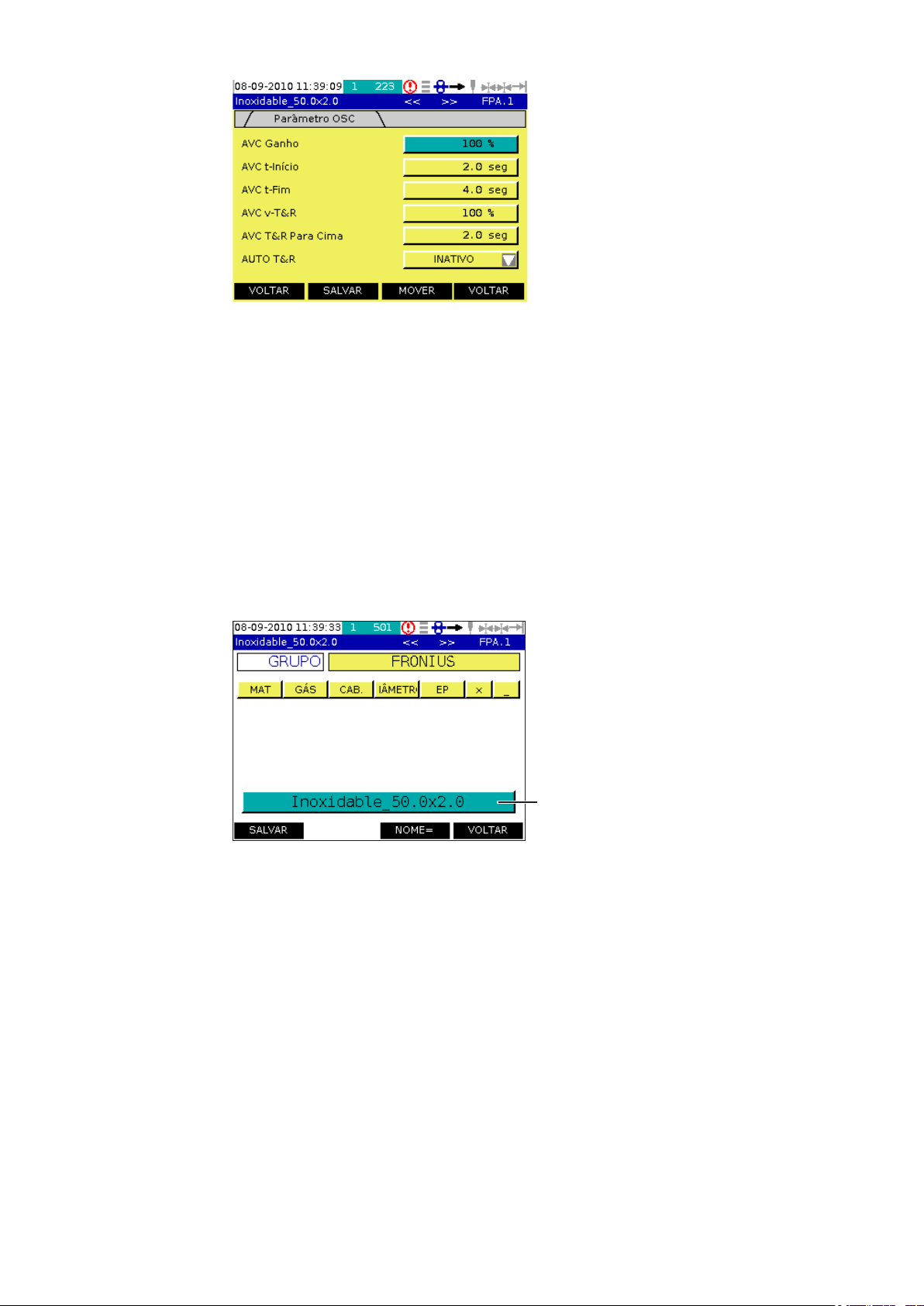
Parâmetros para
o ponto inicial AVC
Denir as seguintes indicações:
1. AVC Ganho ... factor de reforço da regulação de distância do maçarico [%].
Quão maior for o valor denido, mais
rápida é a correcção AVC no caso de
alterações da distância.
Importante! Um valor percentual de-
masiado alto para o reforço AVC pode
causar um excesso de oscilação da
AVC.
Valor recomendado para um desem-
penho ideal ... 100%.
2. AVC t-Início ... atraso de início da AVC [s]
3. AVC t-Fim ... duração do movimento ascendente da AVC no nal do processo de
soldadura [s]
4. AVC v-T&R ... velocidade da AVC durante a execução do posicionamento automático
do maçarico "Touch & Retract" [mm/min]
5. AVC T&R Para Cima ... tempo para o movimento ascendente da função AVC "Touch
& Retract" [s]
Importante! Se para "AVC T&R Para Cima" for introduzido o valor 0, a função "Touch
& Retract" está desactivada.
6. AUTO T&R
7. Com o botão "VOLTAR", regressar aos parâmetros de OSC
8. Com o botão "P. INÍCIO", regressar à janela "P. INÍCIO"
Guardar
parâmetros
Atribuição de um nome para guardar os
parâmetros anteriormente seleccionados
como programa de soldadura.
1. Depois de tocar no botão "NOME=",
os botões dispostos por cima permitem compor um nome a partir de
dados individuais do processo.
(a)
Importante! Ao seleccionar a barra (a), surge um teclado simbolizado para criar um
nome de programa à escolha, eliminar ou alterar o texto.
54

Programas
sequenciais
São designados como programas sequenciais, todos os programas de soldadura que
estão associados ao programa de soldadura original.
No entanto, deve-se ter em conta que todos os programas de soldadura devem ser provenientes do mesmo grupo. Não é possível o agrupamento de programas provenientes
de vários grupos. Do mesmo modo, os programas perdem a sua associação quando são
guardados num novo grupo.
(a)
(b)
(c)
Procedimento
A partir do programa de soldadura apresentado (a) é possível seleccionar e
associar outros programas com o botão
"Selecionar" (b).
Depois de tocar no botão "Selecionar",
surge o ecrã do grupo que inclui o programa de soldadura original. Aqui são seleccionados os programas sequenciais (c).
(f)
(g)
(d)
(e)
Os programas sequenciais seleccionados são listados por baixo do programa
original (d).
Premir os botões << ou >> (e), para navegar entre os programas.
Depois de terem sido seleccionados todos
os programas, estão disponíveis duas variantes de associação. Primeiro, tocar no
botão "P. INÍCIO" (f). No ecrã "Posições",
o comportamento dos programas sequenciais é determinado através das possibilidades de denição da função "Zerar" (g).
55

Programa
sequencial
(continuação)
(h)
Variante 1:
Retorno "NENHUM" (h)
Neste modo, todos os programas seleccionados são agrupados num único
programa.
Programa 1
Programa 1
variante 1
Programa 2
variante 2
Programa 2
Programa 3
Programa 3
Variante 2:
Retorno "........" Qualquer outro modo,
excepto "NENHUM" (h)
Nestes modos, todos os programas seleccionados são acedidos individualmente.
A paragem da soldadura entre os programas, o reinício do processo de soldadura,
assim como todos os movimentos necessários, tal como o desenrolar da mangueira, ocorrem automaticamente.
56
Menu "Soldadura orbital e TIG"
Segurança
Aceder ao menu
"Soldar"
ATENÇÃO!
Uma operação incorrecta pode causar danos pessoais e materiais graves.
Só utilizar as funções descritas depois de ter lido e compreendido perfeitamente os seguintes documentos:
- o presente manual de instruções
- todos os manuais de instruções dos componentes do sistema, em especial, as normas de segurança
ATENÇÃO!
Um choque eléctrico pode ser fatal.
Se durante a instalação o aparelho estiver ligado à rede, há perigo de danos
pessoais e materiais graves.
Todos os trabalhos no aparelho devem ser executados com o interruptor de
rede da fonte de corrente na posição - O -
CUIDADO!
Perigo de danos pessoais e materiais devido a choque eléctrico. Assim
que se coloca o interruptor de rede na posição - I -, o eléctrodo de tungsténio
da pinça de soldadura orbital ca sob tensão.
Certicar-se de que o eléctrodo de tungsténio não toca nem em pessoas, nem
em peças electrocondutoras ou ligadas à terra (por exemplo, a caixa, etc.)
1. Aceder ao menu "Soldar"
2. Surge a primeira janela do estado do
processo de soldadura
57

Comando,
monitorização,
valores reais
ATENÇÃO!
As máquinas de arranque automático podem causar danos pessoais e
materiais graves.
Para além deste manual de instruções, devem ser respeitadas as normas de
segurança do fabricante do robô e do sistema de soldadura.
Para sua segurança pessoal, garanta que foram tomadas todas as medidas
de protecção na área de trabalho da pinça de soldadura orbital e que estas se
manterão durante a sua permanência na área.
1. Clicar no botão "INICIAR" para iniciar
o processo de soldadura
(d)
2. Terminar o processo de soldadura
com Downslope através do botão
"STOP"
Importante! Caso seja necessário cance-
(b)
lar imediatamente o processo de soldadura, por exemplo, por motivos de segurança
- Clicar no botão "INTERRUPÇÃO",
(a)
o processo de soldadura pára
imediatamente, com uxo posterior de
(c)
gás inerte, mas sem Downslope
Importante! Se na janela de diálogo surgir a mensagem "Indisponível", ao tocar no texto
é apresentada a janela de diálogo de seguida ilustrada que indica o estado que não se
encontra correcto.
São apresentados os seguintes parâmetros:
1. Tempo total ... tempo de funcionamento desde o início do programa de soldadura
actual [min]
2. Seção ... tempo de funcionamento instantâneo para a secção de soldadura actual
[min]
Importante! Uma nova secção de soldadura inicia-se após cada ocorrência, por exemplo, "uxo prévio de gás" ou "abordagem do ponto inicial".
3. Posição ... posição do eléctrodo [graus]
4. v-soldagem ... velocidade de soldadura [cm/min]
(a) Indicação actual da tensão de soldadura [V]
(b) Indicação actual da corrente de soldadura [A]
(c) Número de costura
Importante! O número de costura também faz parte do nome do cheiro aquando do
registo do valor real. Caso o número de costura esteja marcado a laranja, o valor indicado signica o número do ponto de pontilhação a ser soldado no momento.
Com o botão (d), aceder à janela "Estado do processo de soldadura".
58

Estado do
processo de
soldadura
Indicação de estado dos seguintes parâmetros:
1. STATUS DO PROCESSO EM A
2. STATUS - FONTES DE SOLDA
3. CHAVE FIM DE CURSO ATIVAD
4. ALARME - STATUS FPA
Correcção do
processo de
soldadura
A janela surge assim que é feita uma alteração no comando a distância.
- Premir o botão ">>" para apresentar
as alterações.
Para cada segmento (no máximo 10) segue-se a indicação da última alteração face ao
valor original. A indicação é feita na respectiva unidade do formato de introdução. São
apresentados os seguintes parâmetros:
1. corrente ... corrente de soldadura (corrente de impulsos + corrente básica)
2. v-Rotação ... velocidade de rotação da pinça de soldadura orbital
3. v-Arame... velocidade do arame
4. OSC.s ... curso de oscilação (esquerda + direita)
5. OSC.v ... velocidade de oscilação (esquerda + direita)
6. OSC.t ... tempo de pausa de oscilação (esquerda + direita)
7. AVC.U ... valor nominal da regulação da distância do maçarico AVC
59
Alterações dos segmentos 1 - 8:
A "corrente" do segmento "S1" foi alterada
em 4 A. No respectivo campo, é indicado
"4".
- Premir o botão "Segment 9/10" para
apresentar as alterações para os
segmentos 9 e 10.
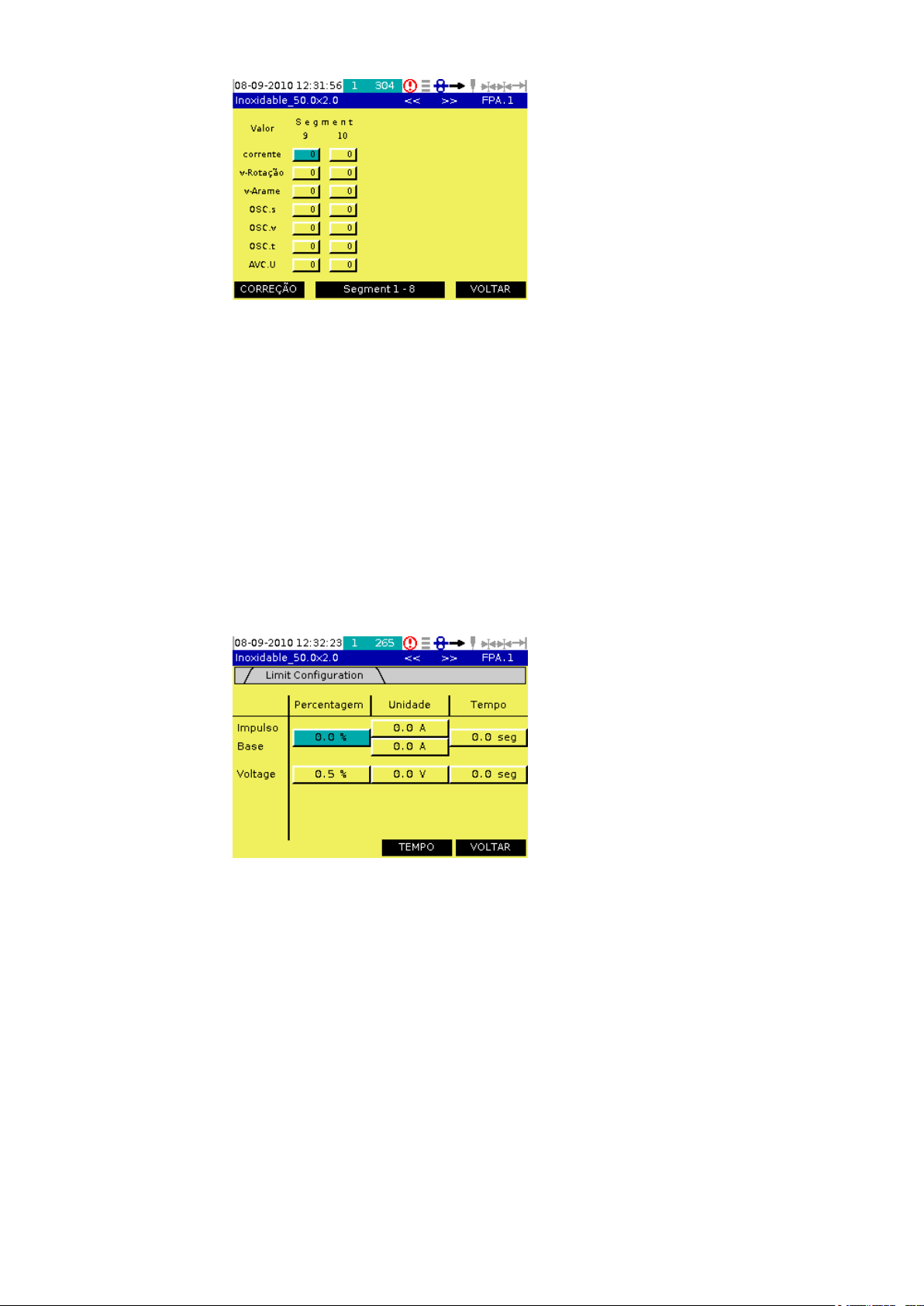
Correcção do
processo de
soldadura
(continuação)
Alterações dos segmentos 9 - 10:
A "corrente" do segmento "S9" foi alterada
em 5 A. No respectivo campo, é indicado
"5".
- Premir o botão "Segment 9/10" para
apresentar as alterações para os
segmentos 9 e 10.
Caso se pretenda aplicar os parâmetros alterados
- Tocar no botão "CORRECÇÃO" ou no botão "Start/Stop" do comando a distância
- Fechar a janela com o botão "VOLTAR" ou o botão "Stop" do comando a distância,
sem aplicar os valores eventualmente alterados.
Importante! Os parâmetros só são aplicados quando estão seleccionados os seguintes
direitos de utilizador:
- "MEMORIZAR",
- "PROCURAR PARÂMETRO"
- "ADMIN"
É possível encontrar informações mais detalhadas sobre as denições de utilizador na
secção
"Denições do utilizador".
Valores limite
Consoante necessário, podem ser realizadas as seguintes denições:
Percentagem:
Indicação percentual da tolerância permitida, a partir do valor base, no intervalo de
valores positivos e também negativos.
Tempo:
Tempo de duração permitido, no qual esta
tolerância pode ser ultrapassada, antes de
ser activado um alarme.
60
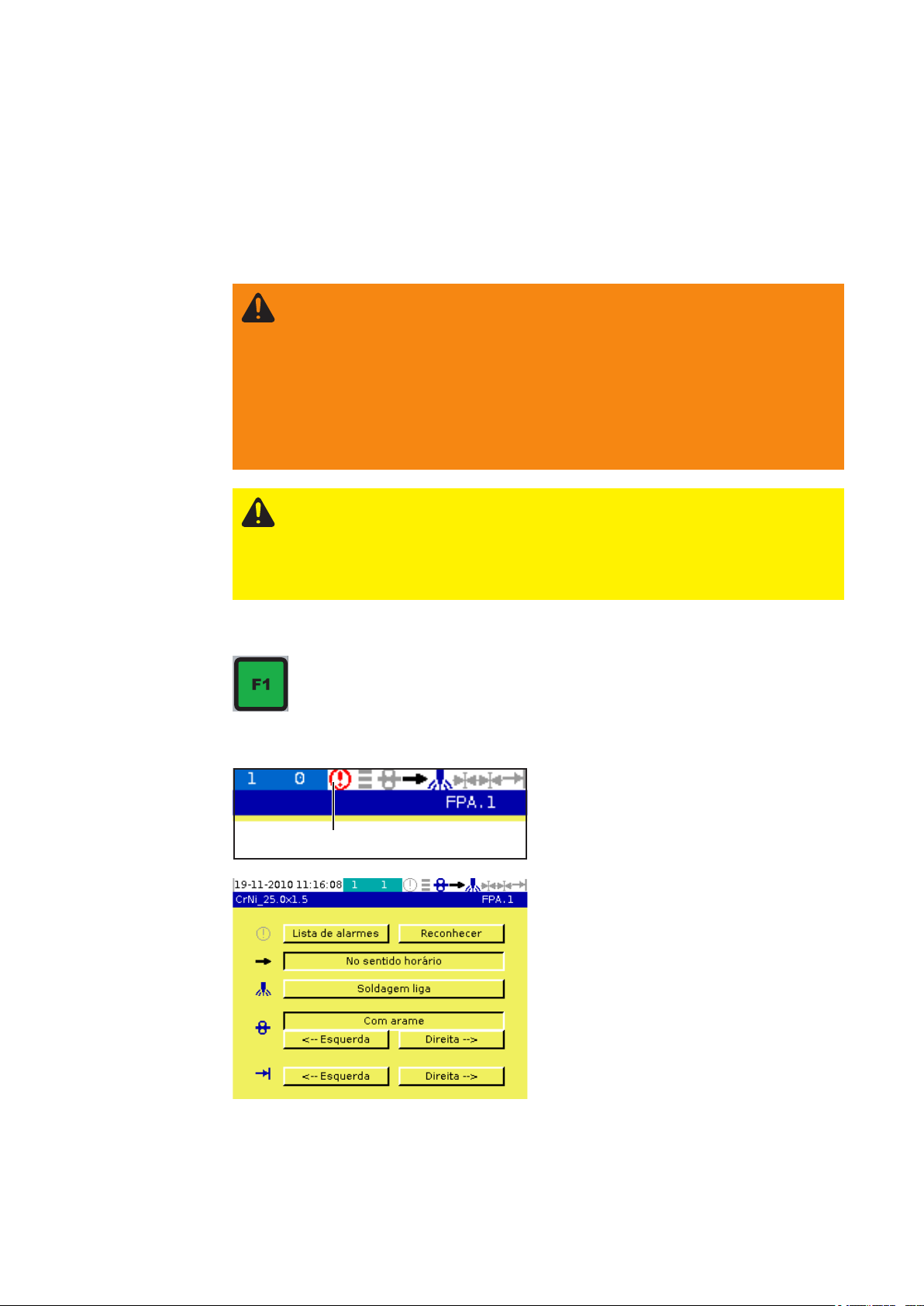
Diagnóstico de avarias, resolução de avarias
Generalidades
Aquando da ocorrência de avarias, ter em atenção que o funcionamento do comando
de sistema orbital depende de muitos componentes adicionais (fonte de corrente, pinça
de soldadura orbital, avanço de arame, etc.) que também podem ser implicados como
fontes de avarias. Todos os códigos de serviço que podem ser apresentados no ecrã da
fonte de corrente também são mostrados no ecrã táctil do comando de sistema orbital.
ATENÇÃO!
Um choque eléctrico pode ser fatal.
Antes de abrir o aparelho
- Colocar o interruptor de rede da fonte de corrente na posição - O -
- Desligar o aparelho da rede
- Colocar uma placa de aviso compreensível para impedir a religação
- Com a ajuda de um aparelho de medição adequado, certicar-se de que
os componentes com carga eléctrica (por exemplo, os condensadores)
estão descarregados
CUIDADO! Uma ligação insuciente dos condutores de ligação à terra pode
causar danos pessoais e materiais graves. Os parafusos da caixa constituem
uma ligação adequada dos condutores de ligação à terra para ligar a caixa à
terra e jamais podem ser substituídos por outros parafusos sem uma ligação
segura dos condutores de ligação à terra.
Para o diagnóstico de avarias é útil a indicação dos alarmes ocorridos.
Importante! Informações mais
detalhadas sobre a atribuição do
botão F1 podem ser encontradas
no menu "Conguração e parâmetros do sistema".
(a)
- Ocupar o botão F1 com a opção
"Página de alarmes activa"
- Aceder à página de alarmes activa
com o botão F1
- Em alternativa, tocar no botão (a) da
barra de ícones para aceder à página
de conguração
A página de conguração permite as seguintes acções:
- Lista de alarmes: abrir a página de
alarmes activa (ver também a página
seguinte)
- Reconhecer: conrmar todos os
alarmes
- No sentido horário ou No sentido
anti-horário: indicar a direcção de
soldadura
- Soldagem ligada: activar um
processo de teste
- Com arame: activar ou desactivar o transporte de arame
- Esquerda ou Direita: avançar ou recuar o arame
- Esquerda ou Direita: dirigir a pinça de soldadura orbital na direcção pretendida
61

Alarmes e
mensagens de
erro
Página "Alarmes activos"
Aceder às imagens através do botão Lista
de alarmes.
(a)
(b) (c) (d)
(a) Indicação dos alarmes activos
(b) Histórico: aceder ao histórico de
alarmes
(c) Servo Info: aceder a informações detalhadas sobre alarmes do regulador servo
(d) Cong: aceder à conguração de
alarmes (para activar/desactivar alarmes:
"com derivação")
Grupo 001
Este grupo inclui alarmes gerais referentes
à estrutura completa do sistema.
N.º do
alarme
001 Alarmes em bypass (apenas para o técnico de assistência da Fronius)
002 Falha interna de conexão Ausência de comunicação entre o ecrã e o comando
003 Gateway Timeout EC21 GWLigação anómala à porta. Vericar se o LED de
004 DATA: ERR_FILE_DEVI-CEProblema ao aceder a dados do dispositivo de me-
005 Pressurizador Alarme para o monitor de pressão do gás inerte
006 Al. energia elétrica Alarme da fonte de alimentação; vericar se todos os
007 Cabeça de tocha Error Erro do regulador servo da cabeça de soldar: consul-
008 Arame Error Erro do regulador servo do arame: consultar a lista de
009 Emergência desliga
--- SA: alarmes internos Alarme de acordo com a indicação de texto explícito
Indicação Descrição
X20. Vericar a tensão de alimentação do SPS e as
ligações de cha.
ERRO da porta acende.
mória USB. Causas: (a) dispositivo de memória USB
avariado,
(b) os dados no dispositivo de memória USB não
podem ser editados pelo comando,
(c) o espaço de memória do comando é muito pequeno.
LED acendem; vericar a tensão de alimentação na
fonte de alimentação.
tar a lista de erros do regulador servo
erros do regulador servo
A paragem de emergência foi accionada e está activa
ativada
62
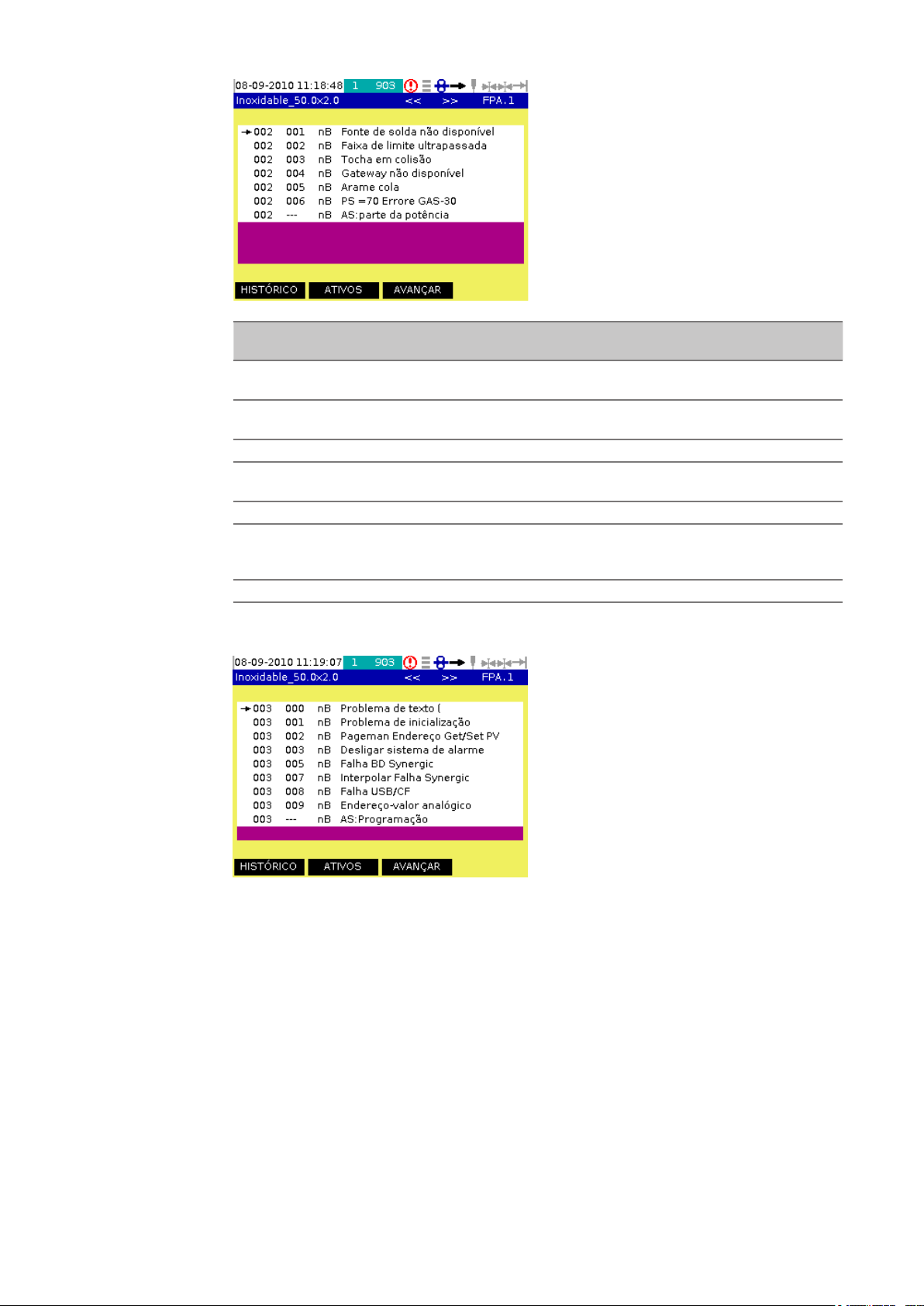
Alarmes e
mensagens de
erro
(continuação)
Grupo 002
Este grupo inclui alarmes relativos ao
tema "Fonte de corrente"
N.º do
alarme
001 Fonte de solda não
002 Faixa de limite
003 Tocha em colisão LocalNet: colisão do maçarico
004 Gateway não disponível Porta indisponível; vericar o interruptor da porta;
005 Arame cola O arame ca colado
006 PS=0 erros Para uma explicação detalhada dos códigos de
--- SA: parte da potência Alarme de acordo com a indicação de texto explícito
Indicação Descrição
Vericar o estado da fonte de corrente
disponível
LocalNet: intervalo limite excedido
ultrapassada
controlar o LED de erro.
serviço, consultar o documento "Códigos de serviço
UST".
Grupo 003
Os alarmes e as mensagens de erro do
grupo 3 são erros internos cuja resolução
requer a intervenção de um técnico de
assistência.
63

Alarmes e
mensagens de
erro
(continuação)
Grupo 004
Os alarmes e as mensagens de erro do
grupo 4 surgem quando o processo de
soldadura é cancelado.
N.º do
alarme
001 IR: EMPF. Error de UST LocalNet: Número de erro
002 IR: EMPF. PS Ready
003 IR: ENVIADO Rob Ready
004 IR: Emergência desliga
005 IR: Tecla parar -> interrupção Apenas a saída da impressora
006 IR: Alarme (página alarmes) Outro alarme
007 IR: Arco voltaico sem sinal HSFalta o sinal de corrente principal
008 IR: Sem sinal do arco
009 IR: Start -> H (1) Apenas a saída da impressora
--- SA: WeldManager Alarme de acordo com a indicação de texto explícito
Indicação Descrição
LocalNet: Falta o seguinte sinal: "Power Source
ausente
ausente
pressionado
voltaico
ready" - fonte de corrente disponível
FPA 2030 indisponível
O processo foi cancelado através da paragem de
emergência
Falta o sinal "arco voltaico OK"
64

Alarmes e
mensagens de
erro
(continuação)
Grupo 005
Este grupo inclui alarmes gerais referentes
à estrutura completa do sistema.
N.º do
alarme
001 Cabeça de tocha sem
002 Alimentador de arame Consultar a lista de erros do regulador servo
003 Corr. do motor da cabeça de
004 Corrente do motor arame Consultar a lista de erros do regulador servo
005 Alarme de oxigênio restante O aparelho de medição detecta oxigénio residual no
006 Impresso sobre problema
007 Problema do motor de passo
008 AVC do problema motor de
009 AVC T&R Timeout Tempo excedido na função T&R. Causa: a peça de
--- SA: alarmes internos Alarmes internos
Indicação Descrição
Consultar a lista de erros do regulador servo
movimento
Consultar a lista de erros do regulador servo
tocha
ponto de soldadura
Ocorreu um problema ao imprimir na forma de
USB
OSC 0
passo AVC 0
cheiro a partir do dispositivo de memória USB.
Vericar o dispositivo de memória USB ou alterar os
parâmetros para a impressão.
Consultar a lista de erros do regulador servo
Consultar a lista de erros do regulador servo
trabalho não está ligada à terra; peça de trabalho
muito suja.
65

Alarmes e
mensagens de
erro
(continuação)
Grupo 006
Este grupo inclui alarmes gerais relativos
ao tema "Limites dos valores limite".
N.º do
alarme
001 Limite da corrente de
002 Limite da tensão básica
003 Limite da tensão da tocha
004 Oscilação da velocidade
005 Oscilação da velocidade
--- SA: Limit high/low
Indicação Descrição
pulsação
de rotação
do arame
Aplicável a todos os alarmes:
vericar a duração e o tamanho denidos para o
desvio dos valores limite. Este pode ser muito baixo.
É necessário o controlo geral dos valores.
Grupo 007
Este grupo inclui alarmes gerais relativos
ao tema "Oscilação do valor limite".
N.º do
alarme
001 Oscilação da corrente de
002 Oscilação da tensão
003 Oscilação da tensão da
004 Oscilação da velocidade
005 Oscilação da velocidade
--- SA: Limits icker
Indicação Descrição
pulsação
básica
tocha
de rotação
do arame
66
Aplicável a todos os alarmes:
Vericar se a ligação à terra está devidamente estabelecida. Vericar se o componente e o eléctrodo
estão sujos.

Alarmes e
mensagens de
erro
(continuação)
Grupo 008
Este grupo inclui alarmes gerais relativos
ao tema "Regulador servo".
N.º do
alarme
000 Timeout da rotação do
001 Rotação do alarme do
002 Timeout do arame do
003 Arame do alarme do
004 Timeout Servo AVC Tempo excedido na comunicação com o regulador servo
005 Alarme do servo AVC: 0 Alarme do regulador servo de "AVC" com número de erro.
006 Timeout Servo OSC Tempo excedido na comunicação com o regulador servo
007 Servo Alarm OSC: 0 Alarme do regulador servo de "OSC" com número de erro.
---
Indicação Descrição
Tempo excedido na comunicação com o regulador servo
servo
servo: 0
servo
servo: 0
de "rotação"
Alarme do regulador servo de "rotação" com número de
erro. Para detalhes, consultar a página 58.
Tempo excedido na comunicação com o regulador servo
do "arame"
Alarme do regulador servo do "arame" com número de
erro. Para detalhes, consultar a página 58.
de "AVC"
Para detalhes, consultar a página 58.
de "OSC"
Para detalhes, consultar a página 58.
67
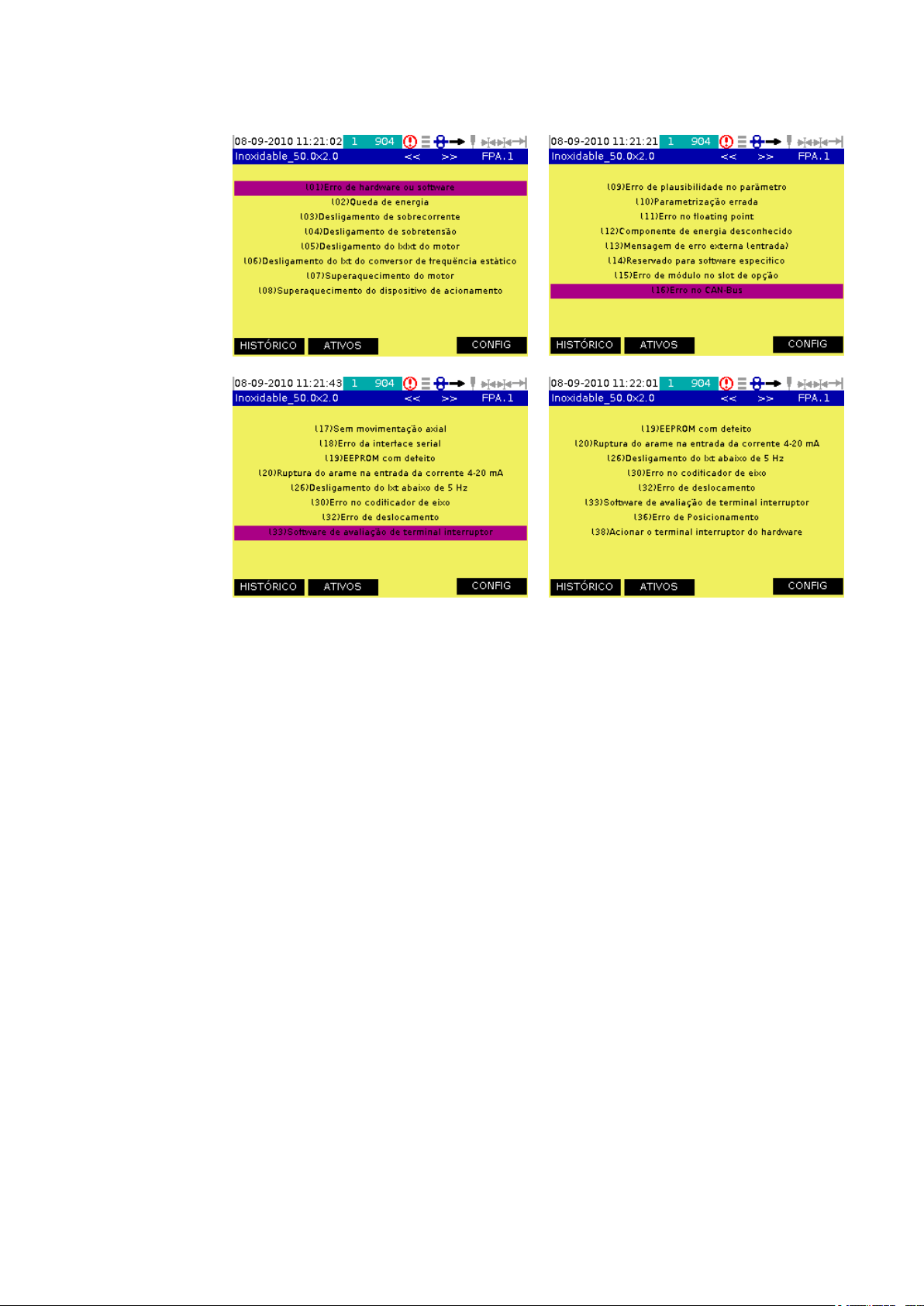
Lista de erros do
servo
Se não for possível conrmar o erro, desligar e voltar a ligar a instalação. Para obter
uma explicação do erro, consultar a lista de erros do servo.
68
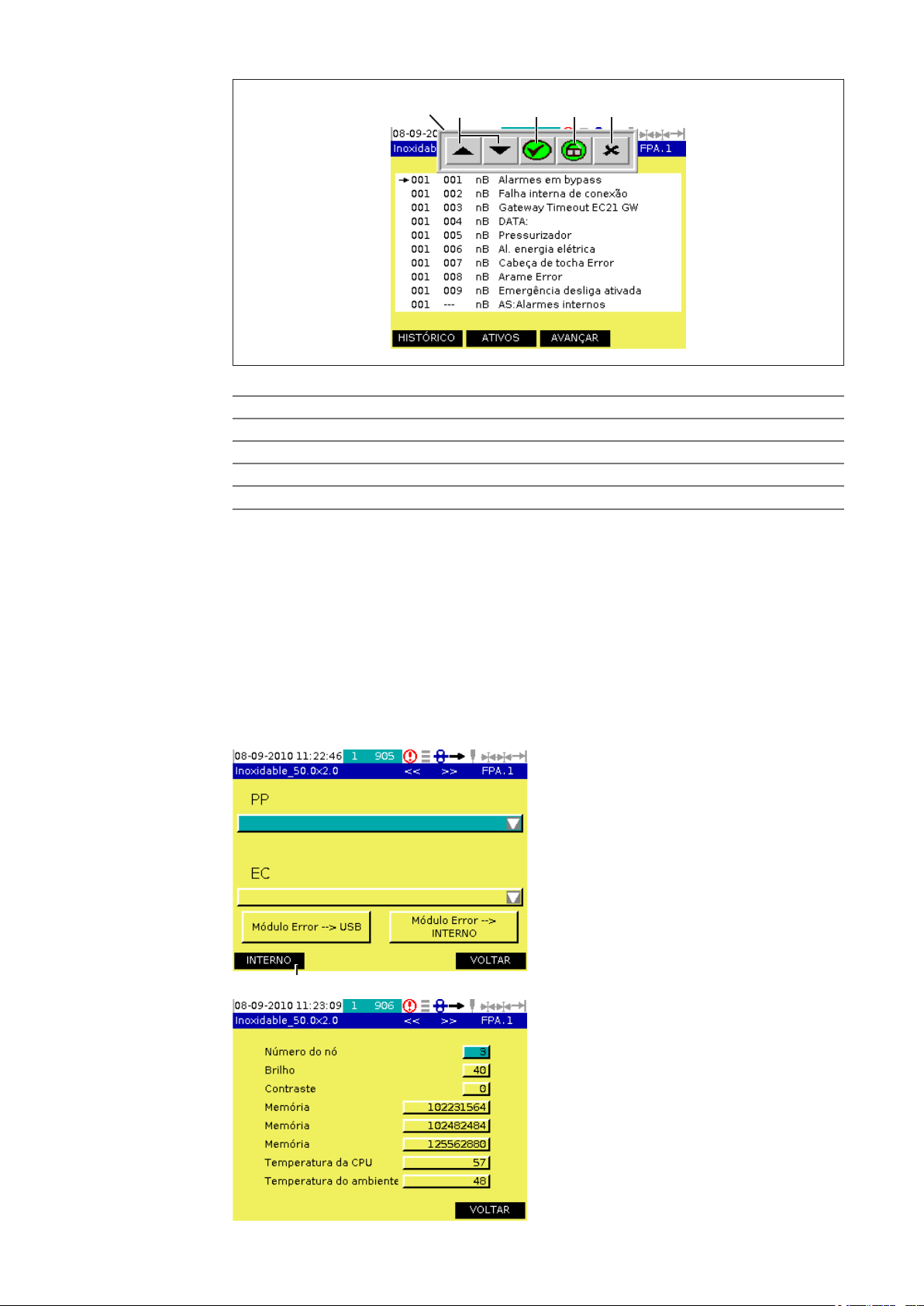
Alarmes e
mensagens de
erro
(continuação)
(b)(a)
(a) Barra de ícones Para editar alarmes
(b) Teclas de seta para cima/baixo Para mover o cursor para cima e para baixo
(c) Botão "Conrmar" Para conrmar um alarme
(d) Botão "Activar, Desactivar" Para activar ou desactivar um alarme
(e) Botão "Fechar" Para fechar a barra de ícones
(c)
(d)
(e)
Processar alarmes:
1. Tocar no ecrã táctil
2. Surge uma barra de ícones (a)
3. Seleccionar o alarme respectivo com as teclas de setas (b)
4. Na barra de ícones (a), seleccionar o "ícone do cadeado" (d)
5. O respectivo alarme aparece demarcado a cinzento
6. Para voltar a activar o alarme, seleccioná-lo novamente com as teclas de setas (b)
e tocar no "ícone do cadeado" (d)
7. Premir o botão "Fechar" (e)
1. Na primeira janela de indicação do
botão "i", tocar no botão "SISTEMA"
para aceder a outras informações
relevantes para a assistência
2. Com o botão "INTERNO" (f) , aceder
à janela de seguida ilustrada para
visualizar dados adicionais
(f)
69

Códigos
de serviço
apresentados
Caso surja no ecrã uma mensagem de erro que não seja aqui apresentada, a avaria
só deve ser reparada pelo serviço de assistência técnica. Tomar nota da mensagem de
erro indicada, do número de série e da conguração da fonte de corrente e fornecer ao
serviço de assistência técnica da FRONIUS uma descrição detalhada da avaria.
tP1 | xxx, tP2 | xxx, tP3 | xxx, tP4 | xxx, tP5 | xxx, tP6 | xxx
Causa: Excesso de temperatura no circuito primário da fonte de corrente
Resolução: Deixar arrefecer a fonte de corrente
tS1 | xxx, tS2 | xxx, tS3 | xxx
Causa: Excesso de temperatura no circuito secundário da fonte de corrente
Resolução: Deixar arrefecer a fonte de corrente
tSt | xxx
Causa: Excesso de temperatura no circuito de comando
Resolução: Deixar arrefecer a fonte de corrente
Err | 051
Causa: Subtensão de rede: a tensão de rede cou abaixo da margem de tolerância
(ver o capítulo "Características técnicas")
Resolução: Controlar a tensão eléctrica na rede
Err | 052
Causa: Sobretensão de rede: a tensão de rede cou acima da margem de
tolerância (ver o capítulo "Características técnicas")
Resolução: Controlar a tensão eléctrica na rede
no | IGn
Causa: A função de limite de tempo excedido da ignição está activada: dentro
do intervalo denido no menu de conguração não ocorreu qualquer
condução de corrente. A desconexão de segurança da fonte de corrente foi
accionada.
Resolução: Repetição do início de soldadura; limpeza da superfície da peça de
trabalho.
Err | PE
Causa: A monitorização da corrente de terra accionou a desconexão de segurança
da fonte de corrente.
Resolução: Desligar a fonte de corrente, esperar 10 segundos e voltar a ligar; se
após várias tentativas a avaria persistir, informar o serviço de assistência
técnica
Err | IP
Causa: Sobrecorrente primária
Resolução: Informar o serviço de assistência técnica
Err | bPS
Causa: Avaria na unidade de potência
Resolução: Informar o serviço de assistência técnica
dSP | Axx, dSP | Cxx, dSP | Exx, dSP | Sy, dSP | nSy
Causa: Avaria na unidade central de comando e regulação
Resolução: Informar o serviço de assistência técnica
70

Comando de
sistema orbital
no | Arc
Causa: Ruptura do arco voltaico
Resolução: Repetição do início de soldadura; limpeza da superfície da peça de
trabalho
no | H2O
Causa: O controlador de uxo do aparelho de refrigeração é accionado
Resolução: Controlar o aparelho de refrigeração; se necessário, encher com líquido
de refrigeração ou purgar a mangueira de avanço de água, de acordo com
o capítulo "Colocar o aparelho de refrigeração em funcionamento"
hot | H2O
Causa: O controlador térmico do aparelho de refrigeração é accionado
Resolução: Esperar pela fase de arrefecimento, até "Hot | H2O" deixar de aparecer.
-St | oP- (em caso de funcionamento da fonte de corrente com uma interface de
robô ou um barramento de campo)
Causa: Robô indisponível
Resolução: Repor o sinal "Roboter ready", repor o sinal "Conrmar avaria original"
(Source error reset) ("Conrmar avaria original" só com ROB 5000 e
acoplador de bus de campo para comando do robô)
A fonte de corrente não funciona
O interruptor de rede está ligado, as indicações não acendem
Causa: Alimentação de rede interrompida, cha de rede não inserida
Resolução: Vericar a alimentação de rede e, se necessário, ligar a cha de rede
Causa Tomada ou cha de rede danicadas
Resolução: Substituir as peças danicadas
A fonte de corrente não funciona
O interruptor de rede está ligado, as indicações não acendem
Causa: Protecção por fusível de rede danicada
Resolução: Substituir a protecção por fusível de rede
Não há corrente de soldadura
O interruptor de rede está ligado, a indicação de excesso de temperatura acende
Causa: Sobrecarga, duração de ligação ultrapassada
Resolução: Observar a duração de ligação
Causa: O dispositivo automático de segurança térmica desligou-se
Resolução: Esperar pela fase de arrefecimento; pouco tempo depois, a fonte de
corrente volta a ligar-se automaticamente
Causa: Ventoinha na fonte de corrente danicada
Resolução: Substituir a ventoinha
Não há corrente de soldadura
O interruptor de rede está ligado, as indicações acendem
Causa: Ligação incorrecta à massa
Resolução: Vericar a polaridade da ligação à massa e do borne
Causa: Cabo de corrente na pinça de soldadura orbital ou no maçarico de soldar
cortado
Resolução: Substituir a pinça de soldadura orbital ou o maçarico de soldar
71

Comando de
sistema orbital
(continuação)
Não há funcionamento após o início de soldadura
O interruptor de rede está ligado, as indicações acendem
Causa: Ficha de comando não inserida
Resolução: Inserir a cha de comando
Causa: Pinça de soldadura orbital, maçarico de soldar ou circuito de comando
danicado
Resolução: Substituir a pinça de soldadura orbital ou o maçarico de soldar
Sem gás inerte ou mistura de hidrogénio/azoto
Todas as restantes funções estão operacionais
Causa: Botija de gás vazia
Resolução: Substituir a botija de gás
Causa: Redutor de pressão do gás danicado
Resolução: Substituir o redutor de pressão do gás
Causa: A mangueira de gás não está montada ou está danicada
Resolução: Montar ou substituir a mangueira de gás
Causa: Pinça de soldadura orbital ou maçarico de soldar danicado
Resolução: Substituir a pinça de soldadura orbital ou o maçarico de soldar
Causa: Válvula magnética de gás danicada
Resolução: Substituir a válvula magnética de gás
Más características de soldadura
Causa: Parâmetros de soldadura incorrectos
Resolução: Vericar as denições
Causa: Ligação incorrecta à massa
Resolução: Vericar a polaridade da ligação à massa e do borne
A pinça de soldadura orbital ou o maçarico de soldar ca muito quente
Causa: Pinça de soldadura orbital ou maçarico de soldar de dimensão insuciente
Resolução: Respeitar a duração de ligação e os limites de carga
Causa: Só em instalações refrigeradas a água: uxo de água muito reduzido
Resolução: Consultar o diagnóstico de avarias apresentado de seguida "Fluxo de
água insuciente ou excessivo"
Causa: Só em instalações refrigeradas a água: o parâmetro C-C encontra-se em
"OFF".
Resolução: No menu de conguração, colocar o parâmetro C-C em "Aut" ou em "ON".
no | H2O
O controlador de uxo do aparelho de refrigeração (opção) é activado. A mensagem de
erro é apresentada no painel de comando da fonte de corrente.
Causa: Erro no uxo de agente refrigerante
Resolução: Controlar o aparelho de refrigeração; se necessário, encher com líquido
de refrigeração ou purgar a mangueira de avanço de água, de acordo com
o capítulo "Colocar o aparelho de refrigeração em funcionamento"
Causa: Filtro de líquido refrigerante obstruído
Resolução: Limpar ou substituir o tubo do ltro
hot | H2O
O controlador térmico do aparelho de refrigeração é accionado. A mensagem de erro é
apresentada no painel de comando da fonte de corrente.
Causa: A temperatura do líquido refrigerante é demasiado elevada
Resolução: Esperar pela fase de arrefecimento, até hot | H2O deixar de aparecer.
72
Manutenção, cuidado
Generalidades
Sempre que
colocar o
aparelho em
funcionamento
Em condições de funcionamento normais, o comando de sistema orbital necessita apenas do mínimo de cuidado e manutenção. A observação de alguns pontos é, no entanto,
indispensável para que a vida útil do aparelho se mantenha por vários anos.
- Vericar se há danos no cabo de ligação, na pinça de soldadura orbital, no maçarico
de soldar, no jogo de mangueiras e na ligação à massa
- Vericar se o espaço em redor do aparelho perfaz 0,5 m (1ft. 8in.) de modo a que o
ar de refrigeração possa auir e sair livremente
NOTA! As abertura de entrada e saída de ar no aparelho nunca devem estar
cobertas, nem sequer parcialmente.
73
Características técnicas
Comando de
sistema orbital
Tensão de alimentação 55 V DC
Corrente nominal 4 A
Potência de ligação 220 VA
Tensão de comando 24 V
Tensão do motor 24 V
Tipo de protecção IP 23
Símbolo de certicado CE
Dimensões c x l x a 500 x 390 x 320 mm
19,7 x 15,3 x 12,6 in.
Peso 15 kg
33 lb.
Comprimento do cabo de ligação à fonte de corrente 3,5 m
74

Peças de reposição
(13)
(1)
(3)
(4)
(5)
(12)
(6)
(7)
(8)
(9)
(14)
(10)(11)
(2)
(20)
(19)
(16)
(17)
(18a)
(18b)
75
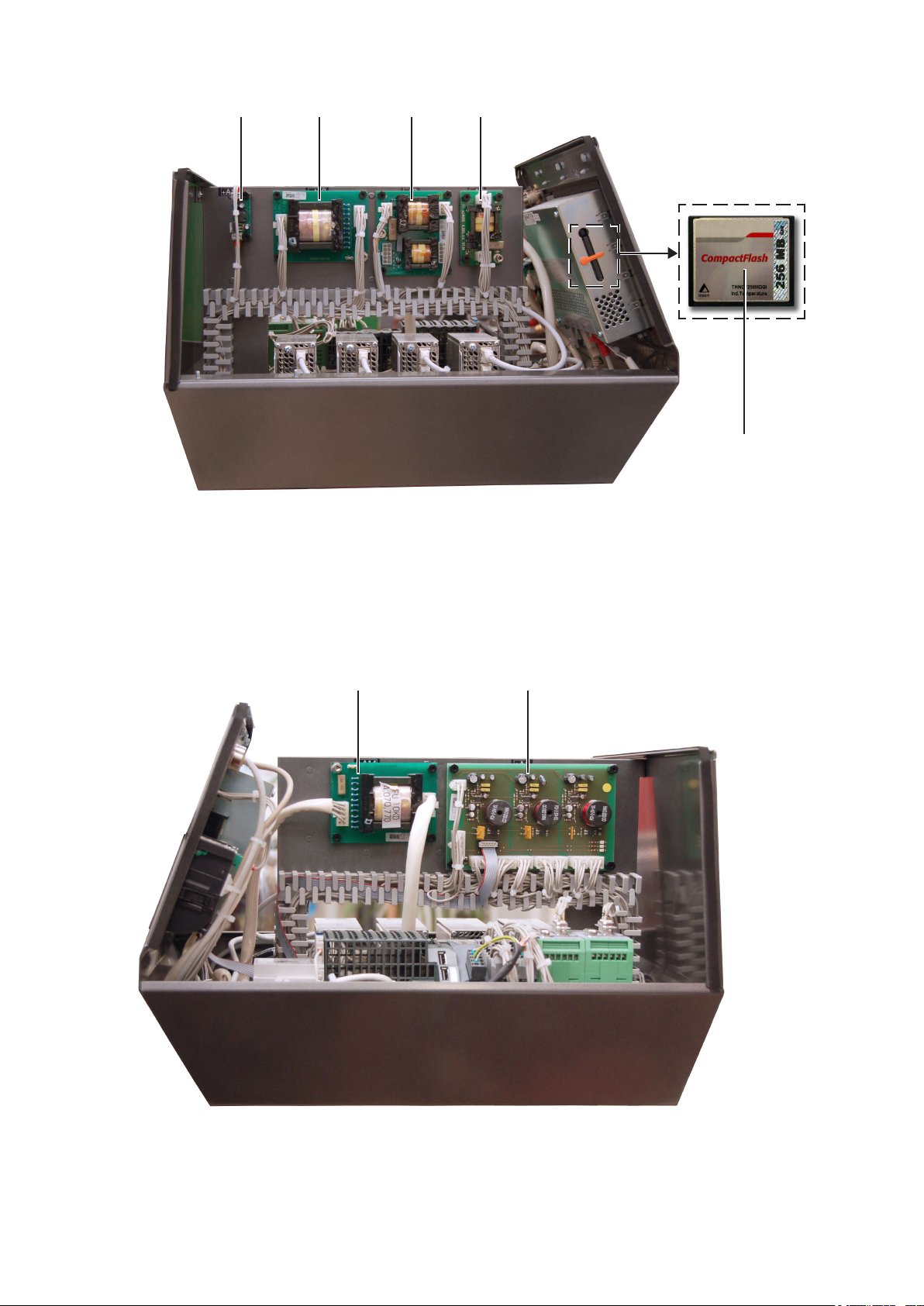
Peças de
reposição
(continuação)
(21) (22) (23) (24)
(25)
(26) (27)
76
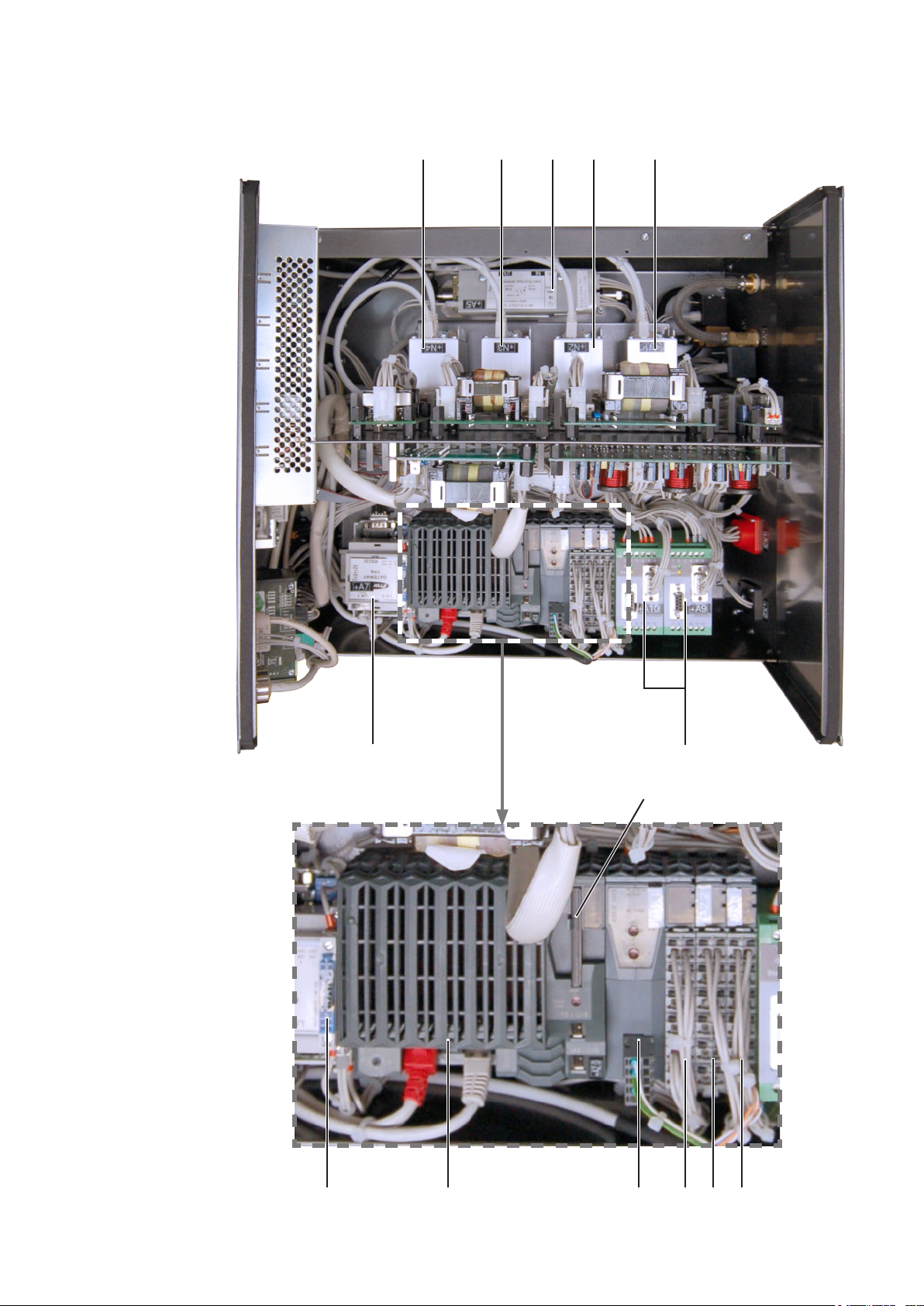
Peças de
reposição
(continuação)
(28) (28) (28)(29) (28)
(31)
(38)
(35)(36)(37)
(30)
(33)
(34) (32)
77
Pos. Designação Tipo N.º de artigo
Comando de sistema orbital FPA 2030 Servo-Control 8,040,067,630
1 Controlo remoto FPA 2030 (inc. cabo de 10 m) 8,046,028
2 Cabo de ligação à fonte de corrente 3,5 m 43,0004,2737
3 Dobradiça 44,0001,1309
4 Tomada USB 38,0009,0139
5 Ligação Ethernet 38,0009,0140
6 Tomada Submin 38,0003,0006
6 Tampão antipoeira Submin 38,0004,0106
7 Emissor de impulsos rotativo 24 V 38,0009,0124
7 Botão rotativo 42,0406,0315
7 Tampa vermelho 42,0406,0093
8 Impressora térmica 38,0009,0111
8 Cabo da impressora 38,0009,0112
8 Papel de impressora (1 rolo) 38,0008,0025
9 Alojamento de tomada Amphenol de 24 pinos 38,0003,0196
10 Conector de ange de 12 pinos 38,0003,0173
11 Engate rápido 44,0001,1417
12 Power Panel com emissor de impulsos
rotativo
13 Vidro de protecção 58,0563,0313
14 Disp.mem.USB 40,0006,2908
15 Válvula magnética 43,0013,0015
16 Válvula magnética 44,0001,1300
17 Engate rápido 44,0001,0473
18a Válvula magnética 44,0001,1300
18b Limitador de pressão do sensor de gás 44,0001,1299
19 Caixa de montagem da cha 32,0405,0230
20 Caixa de montagem da tomada 32,0405,0159
21 Print FR18A 4,085,192
22 Print FU 10 4,070,770
23 Print FU 50 4,070,942
24 Print KD 4010 4,085,166
25 Power Panel com leitor de cartões Flash 38,0102,0014
26 Print FU10 4,070,770
27 Basisprint FPA FR21A 4,085,198
28 Regulador do motor 38,0006,0136
29 Conjunto electrónico do sensor de gás
digital
30 Conversor de sinal 38,0007,0035
31 Print Gateway 43,0001,1243
32 Módulo X20DC4395 38,0009,0134
Módulo de barramento BM11 X20BM11 38,0009,0138
Borne de campo de 12 pinos 38,0009,0182
33 Módulo X20CS1020 38,0009,0132
Módulo de barramento BM11 X20BM11 38,0009,0138
Borne de campo de 12 pinos 38,0009,0182
34 Borne de campo de 12 pinos 38,0009,0182
35 Módulo de interface X20 IF 1072 38,0009,0131
36 Unidade central da CPU 38,0102,0030
37 Conversor do valor medido 38,0006,0045
38 Cartão Flash da CPU 38,0102,0013
38,0102,0036
4,100,374
78
FRONIUS INTERNATIONAL GMBH
TechSupport Automation
)URQLXVSODW]$:HOV$XVWULD
7HO)D[
(0DLOVDOHV#IURQLXVFRP
www.fronius.com
8QGHUKWWSZZZIURQLXVFRPDGGUHVVHV\RXZLOOIiQGDOODGGUHVVHV
www.fronius.com/addresses
RIRXU6DOHVVHUYLFHSDUWQHUVDQG/RFDWLRQV

 Loading...
Loading...