


/ Perfect Welding / Solar Energy / Perfect Charging
FlexTrack 45
8,045,565
Bedienungsanleitung
Ersatzteilliste
DE
Fahrwerk
42,0426,0205,DE V03-03032015


Sehr geehrter Leser
Einleitung
Die vorliegende Bedienungsanleitung hilft Ihnen, sich mit dem Gerät vertraut zu machen.
Es liegt in Ihrem Interesse, die Anleitung aufmerksam zu lesen und die Anweisungen zu befolgen. Sie vermeiden dadurch Störungen und Bedienungsfehler oder
gar eine eventuelle Beschädigung der installierten Komponenten.
Beachten Sie die Sicherheitsvorschriften und sorgen Sie so für mehr Sicherheit am Einsatzort des Produktes. Sorgfältiger Umgang mit dem Gesamtsystem unterstützt
dessen langlebige Qualität und Zuverlässigkeit. Das sind wesentliche Voraussetzungen
für hervorragende Ergebnisse.
3

4

Inhaltsverzeichnis
Allgemeine Informationen 7
Zu diesem Dokument ...................................................................................................................................... 9
Funktion dieses Dokuments ....................................................................................................................... 9
Erklärung der Sicherheitshinweise ............................................................................................................. 9
Qualiziertes Fachpersonal ........................................................................................................................9
Urheberrecht ..............................................................................................................................................9
Allgemeines ................................................................................................................................................... 10
Prinzip ......................................................................................................................................................10
Gerätekonzept und Einsatzgebiet ............................................................................................................ 10
Sicherheit 13
Betriebssicherheit und Anwenderhinweise .................................................................................................... 15
Bestimmungsgemäße Verwendung ......................................................................................................... 15
Vorhersehbare Fehlanwendung ............................................................................................................... 15
Umbauten oder Veränderungen ............................................................................................................... 15
Instruktionspicht .....................................................................................................................................15
Bedienungsanleitung ................................................................................................................................16
Persönliche Schutzausrüstung .................................................................................................................16
Landeseigene Vorschriften ....................................................................................................................... 16
Ersatz- und Verschleißteile sowie Hilfsstoffe ............................................................................................ 16
Transport und Lagerung ........................................................................................................................... 17
Beschreibung des Fahrwerkes 19
Lieferumfang .................................................................................................................................................21
Basis-Konguration .................................................................................................................................. 21
Zubehör und Optionen .............................................................................................................................22
Fahrwerk-Komponenten ................................................................................................................................ 23
Konguration Fahrwerk mit Pendelung .................................................................................................... 23
Konguration Fahrwerk ohne Pendelung ................................................................................................. 24
Bedienelemente und Anschlüsse ..................................................................................................................25
Anschlüsse ............................................................................................................................................... 25
Bedienelemente Steuerbox ...................................................................................................................... 26
Bedienelemente Fahrwerk .......................................................................................................................26
Bedienelemente Fernbedienung .............................................................................................................. 27
Schienen und Brücken .................................................................................................................................. 29
Gewichte der Schienen und Brücken ....................................................................................................... 29
Montagezubehör ......................................................................................................................................29
Starre Schienen .......................................................................................................................................30
Flexible Schienen ..................................................................................................................................... 30
Brückentypen ...........................................................................................................................................31
Aufbau einer Brücke .................................................................................................................................31
Konguration Fahrschiene und Führungsringe ........................................................................................ 32
Schweißposition und Nahtführung ................................................................................................................34
Mögliche Schweißpositionen ....................................................................................................................34
Inbetriebnahme 37
Fahrwerk vorbereiten ....................................................................................................................................39
Montage des Fahrwerkes mit Pendelung ................................................................................................. 39
Umbau Pendelung auf Verstelleinheit ...................................................................................................... 40
Führungsschienen vorbereiten und montieren .............................................................................................. 41
Benötigte Anzahl der Brücken .................................................................................................................. 41
Montage der Brücken ............................................................................................................................... 41
Gerade Führungsschienen .......................................................................................................................42
5

Montage der Endschalternocken .............................................................................................................42
Schienenkonstruktion sichern ..................................................................................................................43
Geschlossener Führungsring ................................................................................................................... 43
Geschlossener Führungsring ................................................................................................................... 44
Starre Ringsegmente ...............................................................................................................................45
Flexible Ringsegmente .............................................................................................................................47
Inbetriebnahme des Fahrwerkes ................................................................................................................... 48
Fahrwerk auf gerader Führungsschiene platzieren .................................................................................. 48
Fahrwerk auf runder Führungsschiene platzieren .................................................................................... 49
Regulierung der Andruckrollen ................................................................................................................. 50
Fahrwerk entlasten ...................................................................................................................................51
Betrieb 53
Schweissprogramme erstellen und speichern ............................................................................................... 55
System-Komponenten einschalten ..........................................................................................................55
Fahrwerk-Parameter festlegen .................................................................................................................55
Zusatzfunktionen auswählen ....................................................................................................................56
Speichern eines Programmes .................................................................................................................. 57
Schweißprogramm laden .........................................................................................................................58
Maßeinheiten ändern ...............................................................................................................................58
Arbeitsablauf .................................................................................................................................................59
Arbeiten mit oder ohne Pendelung ...........................................................................................................59
Testablauf durchführen ............................................................................................................................. 59
Schweißablauf starten ..............................................................................................................................60
Wartung und Entsorgung 61
Fehlerbehebung ............................................................................................................................................ 63
Allgemeines ..............................................................................................................................................63
Grundvoraussetzungen für das Funktionieren des Systems ................................................................... 63
Ereigniscodes ...........................................................................................................................................63
Fehlercodes .............................................................................................................................................63
Wartung ......................................................................................................................................................... 64
Wartungspersonal ....................................................................................................................................64
Wartungsnachweis ................................................................................................................................... 64
Empfohlene Schmierstoffe ....................................................................................................................... 64
Wartungsmaßnahmen und -intervalle ......................................................................................................65
Technische Daten 67
Technische Daten .......................................................................................................................................... 69
Fahrwerk FlexTrack 45 ............................................................................................................................. 69
Steuerbox ................................................................................................................................................. 69
Pendelung ................................................................................................................................................ 69
Abmessungen ..........................................................................................................................................69
Leistungsschilder .....................................................................................................................................70
Gewichte Schienen und Brücken ............................................................................................................. 71
Einstelltabelle Führungsringe ................................................................................................................... 72
Einstelltabelle exible Schienensegmente ............................................................................................... 73
Ersatzteile, Schaltplan 75
Ersatzteile ......................................................................................................................................................77
Ersatz- und Verschleißteile sowie Hilfsstoffe ............................................................................................ 77
Angaben bei Bestellungen .......................................................................................................................77
Schaltplan ......................................................................................................................................................85
6

Allgemeine Informationen
7

8

Zu diesem Dokument
Funktion dieses
Dokuments
Erklärung der
Sicherheits-
hinweise
Diese Bedienungsanleitung informiert Sie darüber, wie Sie das Gerät in
Zusammenhang mit den installierten System-Komponenten in Betrieb nehmen und bedienen. Bewahren Sie die Bedienungsanleitung sorgfältig und ständig am Einsatzort des
Gerätes auf. Sie dient Ihnen in Zukunft als Nachschlagehilfe bei Fragen zu Funktion und
Bedienung.
GEFAHR! Bezeichnet eine unmittelbar drohende Gefahr. Wenn sie nicht gemieden wird, sind Tod oder schwerste Verletzungen die Folge.
WARNUNG! Bezeichnet eine möglicherweise gefährliche Situation. Wenn sie
nicht gemieden wird, können Tod und schwerste Verletzungen die Folge sein.
VORSICHT! Bezeichnet eine möglicherweise schädliche Situation. Wenn sie
nicht gemieden wird, können leichte oder geringfügige Verletzungen, sowie
Sachschäden die Folge sein.
HINWEIS! Bezeichnet die Gefahr beeinträchtigter Arbeitsergebnisse und
mögliche Schäden an der Ausrüstung.
Qualiziertes
Fachpersonal
Urheberrecht
WICHTIG! Bezeichnet Anwendungstipps und andere besonders nützliche Informationen.
Es ist kein Signalwort für eine schädliche oder gefährliche Situation.
Wenn Sie eines der abgebildeten Symbole sehen, ist erhöhte Achtsamkeit erforderlich.
- Diese Bedienungsanleitung richtet sich an geschultes Fachpersonal oder Personen
mit Praxiserfahrung im Bereich der Schweißtechnik. Die Ausbildung des Personals
muss nachweislich durch regelmäßige Unterweisungen erfolgen.
- Eine Reparatur oder Wartung des Gerätes darf ebenfalls nur durch geschultes Fachpersonal und unter Einhaltung der angegebenen Wartungsmaßnahmen und
-intervalle durchgeführt werden.
- Der Hersteller übernimmt für Schäden, welche durch nicht ausreichende Bedienkenntnisse des Personals entstehen, keinerlei Haftung.
Das Urheberrecht an dieser Bedienungsanleitung verbleibt bei der Firma Fronius International GmbH. Text und Abbildungen entsprechen dem technischen Stand bei Drucklegung. Änderungen vorbehalten. Der Inhalt der Bedienungsanleitung begründet
keinerlei Ansprüche seitens des Käufers.
9

Allgemeines
Prinzip
Gerätekonzept
und Einsatzgebiet
Das Fahrwerk FlexTrack 45 ist zum Schweißen von Stumpf- und Kehlnähten im
MIG/MAG oder CMT-Prozess, mit oder ohne Pendelung vorgesehen.
Es kann sowohl auf starren und exiblen Schienen, als auch auf starren und exiblen
Führungsringen eingesetzt werden.
Das kompakte Fahrwerk bietet ein breites Spektrum von Anwendungsmöglichkeiten. Je
nach Anforderung und Oberächengeometrie kann zwischen 3 verschiedenen Schienen-
typen ausgewählt werden.
Die Steuerung erfolgt ausschließlich über die Fernbedienung. Somit eignet sich das
Fahrwerk perfekt für den universellen Einsatz:
Anwendung GERADE:
Anwendung FLEXIBEL:
min. 1500
mm
min. 1100
mm
10

Gerätekonzept
und Einsatzgebiet
(Fortsetzung)
Anwendung RING:
200 - 6060 mm
11

12

Sicherheit
13

14

Betriebssicherheit und Anwenderhinweise
Bestimmungsgemäße
Verwendung
Vorhersehbare
Fehlanwendung
Das Fahrwerk FlexTrack 45 ist ausschließlich zum Schweißen von Stumpf- und
Kehlnähten in horizontaler und vertikaler Schweißposition zu verwenden.
Eine andere oder darüber hinausgehende Benutzung gilt als nicht bestimmungsgemäß - der Hersteller übernimmt für hieraus entstehende Schäden keinerlei Verantwortung.
Der Einsatz ist in folgenden Schweißverfahren möglich:
- MIG/MAG Prozess
- CMT Prozess
Zur bestimmungsgemäßen Verwendung gehören auch:
- die Durchführung der vorgeschriebenen Wartungsmaßnahmen unter Einhaltung der
Wartungsintervalle
- die Führung eines Service-Buches mit den notwendigen Angaben (Datum, Bediener,
ausgeführte Tätigkeiten,...)
- der Einsatz der von Fronius vorgeschriebenen Ersatzteile
- das Beachten aller Hinweise, insbesondere der Sicherheitshinweise, in der Bedienungsanleitung
- die Verwendung dieses Dokuments in Zusammenhang mit den Bedienungsanleitungen der integrierten Systemkomponenten (Stromquelle, etc.)
Alle von der bestimmungsgemäßen Verwendung abweichenden Anwendungen gelten
als unzulässiger Fehlgebrauch, dazu zählen z. B.:
Umbauten oder
Veränderungen
Instruktions-
picht
- Mitfahren auf dem Fahrwerk, Transport von Lasten
- Verwendung der exiblen (unverstärkten) Schienen auf ebenen Flächen
- Einsatz über Kopf
- Hebevorgänge (Heben, Manövrieren von Lasten, Tieren oder Personen)
- Benützung als Aufstiegshilfe
- Verwendung als Ablageäche für Werkzeuge
- Einsatz außerhalb der zulässigen technischen Betriebsgrenzen (z.B. Überschreiten
der max. zulässigen Belastung)
- Einsatz in explosionsgefährdeter Umgebung
Bei eigenmächtigen Umbauten und Veränderungen des Fahrwerkes erlischt jegliche Haftung und Gewährleistung durch den Hersteller!
Das elektromagnetische Verhalten des Fahrwerkes kann durch Ergänzungen oder
Veränderungen jeglicher Art beeinträchtigt werden. Nehmen Sie deshalb keine Änderungen oder Ergänzungen ohne Rücksprache und schriftlicher Zustimmung des Herstellers
vor.
Der Anlagenbetreiber ist verpichtet, alle mit dem Fahrwerk arbeitenden Personen vor
Arbeitsbeginn:
- theoretisch und praktisch zu unterweisen oder schulen zu lassen und
- mit den Sicherheitsbestimmungen vertraut zu machen.
WICHTIG! Die Instruktionspicht gilt auch ganz besonders für Personen, die nur gele-
gentlich mit dem Fahrwerk arbeiten. (z.B. beim Rüsten, Warten, etc.)
15

Bedienungsanleitung
Die Bedienungsanleitung hilft Ihnen, das Fahrwerk gefahrlos und efzient zu benutzen
und muss daher jederzeit zugänglich sein:
- Bewahren Sie die verschiedenen Teile der Bedienungsanleitung daher immer am
Einsatzort des Fahrwerkes auf.
- Kennzeichnen Sie den Ort der Aufbewahrung deutlich.
- Sorgen Sie dafür, dass alle mit dem Fahrwerk arbeitenden Personen wissen, wo sich
die Bedienungsanleitung bendet.
- Nur eine greifbare Bedienungsanleitung hilft Ihnen, wenn Sie ein Problem haben!
WICHTIG! Für Schäden, die durch Nichtbeachten der Bedienungsanleitung entstehen,
übernimmt der Hersteller keine Haftung!
Persönliche
Schutzausrüstung
Landeseigene
Vorschriften
Für die Arbeitsumgebung ist alleinig der Betreiber der Anlage zuständig.
Folgende Schutzmaßnahmen sind bereitzustellen und anzuwenden:
- Schweißerschutzbrille
- Schweißerschutzschirm
- Schweißerschutzhandschuhe
- Schweißerschutzbekleidung
- Schweißerschutzschuhe
In einigen Ländern können spezielle behördliche Vorschriften gelten, die in der Betriebsanleitung nicht angegeben sind. Diese Vorschriften sind in Erfahrung zu bringen und zu
beachten. Dies betrifft vor allem Vorschriften bezüglich:
- Unfallverhütung
- Maschinensicherheit
- Personenschutz (Schutzausrüstung)
- Umweltschutz
- Elektrik
Ersatz- und Verschleißteile sowie
Hilfsstoffe
Der Einsatz von Ersatz- und Verschleißteilen von Fremdherstellern kann zu Risiken führen. Verwenden Sie nur zugelassene Original-Fronius-Ersatzteile.
Für Schäden aus der Verwendung von nicht vom Hersteller freigegebenen Ersatz- und
Verschleißteilen oder Hilfsstoffen übernimmt der Hersteller keine Haftung.
16

Transport und
Lagerung
Das gesamte System samt Werkzeugset wird in einer passgenauen Metall-Transportbox
geliefert. Die Schienen müssen separat gelagert werden.
17

18

Beschreibung des Fahrwerkes
19

20

Lieferumfang
Basis-
Konguration
(6)
(1)
(5)
(4)
(1) Steuerbox
(2) FlexTrack Fahrwerk
(3) 2 Steuerleitungen: 1x zwischen Fahrwerk und Steuerbox,
1x zwischen Fahrwerk und Fernbedienung
(4) Schlauchpakethalterung
(5) Verbindungsleitung Steuerbox - Stromquelle
(6) Werkzeugset
(7) Fernbedienung
(2)(7) (3)
21

Zubehör und
Optionen
(8) Pendelung
(9) Verstelleinheit
Brennerhalterung, je nach Schweißprozess:
(10) FTH 18
(11) FTH 21
(8)
(10)
(11)
(9)
22

Fahrwerk-Komponenten
Konguration
Fahrwerk mit
Pendelung
Transportgriffe
Brennerhalter
Endschalter
Endschalternocke
Brenner-Verstelleinheit
Fernbedienung
Pendelung
Schiene
Kupplung
Fixierhebel
Führungsrollen
Schlauchpakethalterung
Magnetbrücke
23

Konguration
Fahrwerk ohne
Pendelung
Schlauchpakethalterung
Fernbedienung
Transportgriffe
Schiene
Kupplung
Endschalter
Magnetbrücke
BrennerVerstelleinheit
Brennerhalter
Verstelleinheit
24

Bedienelemente und Anschlüsse
Anschlüsse
4
3
1
2
5
(1) Netzkabel Steuerbox
(2) Steuerleitung zwischen Fahrwerk und Steuerbox
(3) Steuerleitung zwischen Fahrwerk und Fernbedienung
(4) Verbindungsleitung zwischen Steuerbox und Stromquelle
(5) Anschlussleitung der Pendelung
25

Bedienelemente
Steuerbox
Bedienelemente
Fahrwerk
(1)
(1) EIN/AUS Schalter
zum Ein- und Ausschalten der
Steuerbox
(1)
(3)
(1) Kupplung ein / aus
zum Verriegeln / Entriegeln des Fahrwerkes auf der Schiene. Ermöglicht
schnelles Positionieren des Fahrwerkes.
(2) Fixierhebel Führungsrollen
zum Fixieren und Lösen der innenliegenden Führungsrollen.
(3) Endschalter (beidseitig in und gegen Fahrtrichtung)
für automatischen Richtungswechsel oder Stopp.
(2)
26

Bedienelemente
Fernbedienung
(1) (2)
(11)
(3a) (3b) (3c)
(10)
(9)
(8)
(1) Numerisches Display, 4-stellig (metrisch / imperial)
Anzeige von Parametern und Fehlercodes.
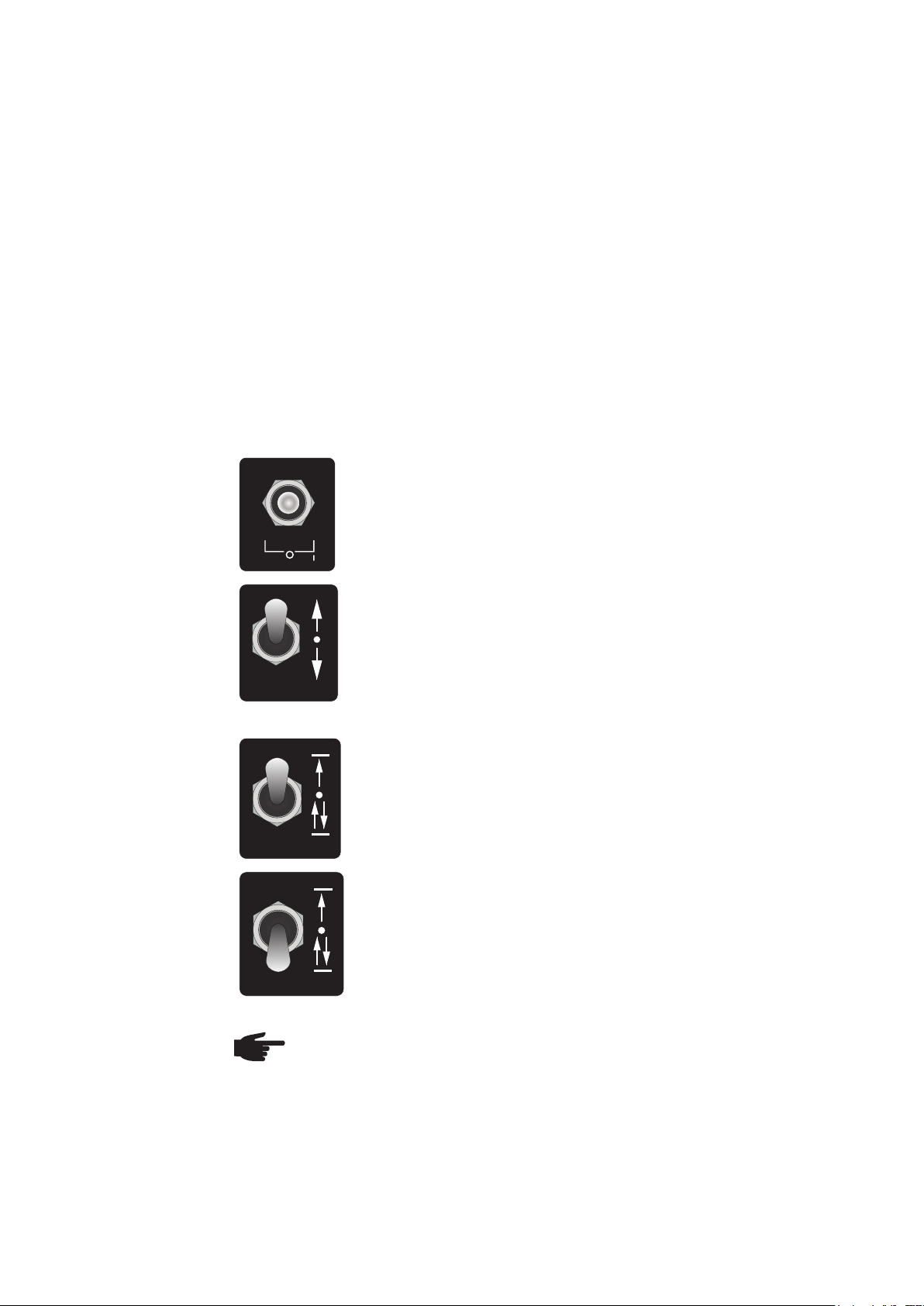
(2) Endschalterfunktion Richtung wechseln / stoppen
Je nach Schaltstellung wechselt das Fahrwerk die Fahrtrichtung oder stoppt,
sobald der Endschalter aktiviert wird.
(3a) Weißes Symbol: Verweilzeit Pendelung links
Reguliert die Verweilzeit der Pendelung links.
Gelbes Symbol: Rückfahrweg
Rückfahrzeit am Ende des Schweißweges in Sekunden [s].
(3b) Weißes Symbol: Verweilzeit Pendelung Mitte
Reguliert die Verweilzeit der Pendelung in der Mitte der Pendelbewegung.
Gelbes Symbol: Segmentweg mit Schweißen
Einstellung der Länge der einzelnen Schweißsegmente in [cm].
(3c) Weißes Symbol: Verweilzeit Pendelung rechts
Reguliert die Verweilzeit der Pendelung rechts.
Gelbes Symbol: Segmentweg ohne Schweißen
Einstellung der Abstände zwischen den einzelnen Segmenten in [cm].
(4) Pendelgeschwindigkeit
Reguliert die Pendelgeschwindigkeit.
(5) Offset
Reguliert den Versatz beim Pendeln.
(4)
(5)
(6)
(7)
27

Bedienelemente
Fernbedienung
(Fortsetzung)
(6) Verfahrrichtung
Auswahl der Verfahrrichtung.
(7) Fahrgeschwindigkeit
Reguliert die Fahrgeschwindigkeit des Fahrwerkes.
(8) Schweissmodus
3 Schweissmodi einstellbar:
- Test
- ohne Lichtbogen (O)
- mit Lichtbogen (I)
(9) Weiße Symbole: Pendelmodus
4 Pendelmodi einstellbar:
- ohne pendeln
- trapezförmig pendeln
- rechteckig pendeln
- dreieckig pendeln
Grüne Markierung: Vorwahl Wegmessung
Vorwahl zum Auswählen der Zusatzfunktion Wegmessung (grünes Symbol) der
Taste Pendelweg (10).
Gelbe Markierung: Vorwahl Segmentschweißung
Vorwahl zum Auswählen der Zusatzfunktionen Segmentschweißen (orange
Symbole).
WICHTIG! Der Schweißvorgang kann nur gestartet werden, wenn der Drehknopf
Pendelmodus (9) auf einen der weißen Funktionsparameter gestellt wird!
(10) Weißes Symbol: Pendelweg
zur Regulierung des Pendelweges.
Grünes Symbol: Gesamtschweißweg
Gesamtschweißweg in [cm].
(11) Weißes Symbol: Endkraterfüllzeit
Erlaubt einen glatten Abschluss der Schweißnaht.
WICHTIG: Parameter müssen über die Stromquelle eingegeben werden, und
entweder gleich oder größer als der Wert der Stromquelle sein.
Gelbes Symbol: Startverzögerung / Flying Start
bei positivem Wert - Startverzögerung [s]: Schweißen Start -> Ablauf Verweilzeit
-> Fahrwerk beginnt sich zu bewegen.
bei negativem Wert - Flying Start [s]: Bewegung Fahrwerk beginnt, und erst nach
abgelaufener Zeit “Flying Start” zündet der Lichtbogen.
28

Schienen und Brücken
Gewichte der
Schienen und
Brücken
Magnetbrücke 2,5 kg
Vakuumbrücke (auf Anfrage) 1,6 kg
Magnetbrücke mit Distanzhaltern 2,7 kg
Vakuumbrücke mit Distanzhaltern (auf Anfrage) 1,8 kg
Magnetbrücke mit Distanzhalter und metrischer Justiereinheit 3,4 kg
Magnetbrücke mit metrischer Justiereinheit 3,2 kg
Brücke mit Stellfuß, Distanzhalter und metrischer Justiereinheit 1,5 kg
Brücke mit Stellfuß und metrischer Justiereinheit 1,3 kg
Vakuumbrücke mit Distanzhalter und metrischer Justiereinheit (auf
Anfrage)
Vakuumbrücke mit metrischer Justiereinheit (auf Anfrage) 2,4 kg
Starre Führungsschiene 1884 mm 11 kg
Flexible Führungsschiene 1884 mm 5,5 kg
Flexible Führungsschiene 1695 mm 4,8 kg
Flexible Führungsschiene 1130 mm 3,3 kg
Starrer Führungsring Ø200-300 mm 8,8 kg
Starrer Führungsring Ø300-480 mm 11 kg
Starrer Führungsring Ø480-660 mm 14 kg
Starrer Führungsring Ø660-840 mm 16 kg
Schienensegment Ø840-1020 mm 19 kg
Schienensegment Ø1020-1200 mm 22 kg
Schienensegment Ø1200-1380 mm 24 kg
Schienensegment Ø1380-1560 mm 27 kg
2,6 kg
Montagezubehör
Verbindungselemente:
2 Stück Verbindungselemente zum Verlängern der Schienen sind bei jeder
Schiene inkludiert.
Einbauset Schaltnocke:
2 Stück Schaltnocken zum Auslösen der Endschalter an Anfang und Ende der Führungsschiene.
WICHTIG! Werden keine Endschalternocken verwendet, besteht die Gefahr, dass sich
das Fahrwerk über das Schienenende hinaus bewegt und abstürzt.
29

Starre Schienen
GERADE
► Gerade Schienen mit Aluminiumver-
steifung
► Für horizontalen und vertikalen Einsatz
► Mit 2 Verbindungselementen zum Ver-
längern der Fahrschiene
Länge: 1884 mm
Gewicht: 5,5 kg
RING (Außenanwendung)
► Starre Schienen mit Aluminiumver-
steifungen
► Für Außenanwendungen an Rohren
Die folgenden Größen sind verfügbar:
Für Werkstück- Ø 200-840 mm:
► Führungsring starr 200-300 mm
► Führungsring starr 300-480 mm
► Führungsring starr 480-660 mm
► Führungsring starr 660-840 mm
Flexible Schienen
Für Werkstück- Ø 840-1560 mm:
► Führungsring starr 840-1020 mm
► Führungsring starr 1020-1200 mm
► Führungsring starr 1200-1380 mm
► Führungsring starr 1380-1560 mm
GERADE / GEBOGEN
► Montierbar auf geraden und gebo-
genen Bauteilen
► Schweissen innen:
min. Innenradius 1500 mm
► Schweissen außen:
min. Außenradius 1100 mm
RING (Innen- und Außenanwendung)
► Ab Außendurchmesser >1560 mm bis
6060 mm
30
Unterschiedliche Segmentlängen für verschiedene Durchmesserbereiche:
Segment Typ Länge
I 1130 mm
II 1695 mm
III 1884 mm

Brückentypen
Magnetbrücke Brücke mit Stellfuß
Aufbau einer
Brücke
Für magnetische Bauteile, bis 180° C
hitzebeständig.
Empfohlen für starre Ringe bis 840 mm
Durchmesser.
Die Magnetkraft ist mit einem Hebel regelbar.
Maximale Haltekraft einer Magnetbrücke:
750 N
WICHTIG! Alle Brücken beinhalten eine metrische Justiereinheit und einen
Distanzhalter.
Standard-Brücke mit Magnetfüßen
Brücke mit Distanzblock
Standard-Brücke
Schrauben M6x20
Metrische Justiereinheit
(Option)
Einstellschraube
M12x3
Brücke mit metrischer
Justiereinheit
Schrauben M6x20
Brücke mit metrischer Justiereinheit und Distanzblock
Schrauben M6x14
Schrauben M6x20
31

Aufbau einer
l=1130 mm
Ø 1560 - 6060 mm
Brücke
(Fortsetzung)
Brücke mit Stellfüßen
Brücke mit Stellfuß und metrischer
Justiereinheit
Schrauben M6x14 Schrauben M6x14
Brücke mit Stellfuß, metrischer Justiereinheit und Distanzblock
Schrauben M6x14
Konguration
Fahrschiene und
Führungsringe
auf Anfrage
auf Anfrage
Ø200-840mm
Ø 840 - 1380mm Ø 1380 - 1560 mm
32

Konguration
Fahrschiene und
Führungsringe
(Fortsetzung)
auf Anfrage
Ø 1560 - 6060 mm
l=1130 mm
l=1695 mm
l=1884 mm
33

Schweißposition und Nahtführung
Mögliche
Schweißpositionen
WICHTIG! Im vertikalen Einsatz muss die Schienenkonstruktion durch ein Lastsi-
cherungsgerät mit Blockierfunktion gegen Herabfallen gesichert sein.
Das Lastsicherungsgerät muss für das Gesamtgewicht von Fahrwerk und Schienenkonstruktion ausgelegt sein. Der Hersteller übernimmt für entstehende Personenund Sachschäden, welche durch vertikalen Einsatz des Fahrwerkes ohne Lastsicherungsgerät entstehen, keinerlei Haftung!
Horizontale Position auf starrer Schiene:
Mögliche Schweißpositionen:
- PA (Wannenposition)
- PB (Horizontal-Vertikalposition)
- PC (Querposition)
Vertikale Position auf starrer Schiene:
Mögliche Schweißpositionen:
- PG (Fallposition)
- PF (Steigposition)
34

Mögliche
Schweißpositionen
(Fortsetzung)
Positionen auf exibler Schiene:
Mögliche Schweißpositionen:
- PA (Wannenposition)
- PB (Horizontal-Vertikalposition)
- PC (Querposition)
PG (Fallposition)
- PF (Steigposition)
Positionen auf Führungsring (starr oder exibel)
Mögliche Schweißpositionen:
- PA (Wannenposition)
- PB (Horizontal-Vertikalposition)
- PC (Querposition)
PG (Fallposition)
- PF (Steigposition)
35

36

Inbetriebnahme
37

38

Fahrwerk vorbereiten
Montage des
Fahrwerkes mit
Pendelung
5
7
3
6
4
2
1
Zusammenbau des Fahrwerkes mit Pendelung:
1. Pendelung mit den sechs beiliegenden Schrauben am Fahrwerk befestigen.
2. Verbindungsleitung der Pendelung mit dem Fahrwerk verbinden und arretieren.
3. Brennerhalter auf die Pendelung stecken.
4. Schrauben festziehen.
5. Quersupport auf den Brennerhalter stecken und Schrauben festziehen.
6. Schlauchpakethalter einfädeln und mit Klemmhebel xieren.
7. Die Fernbedienung besitzt einen Magnet, mit dem sie am Fahrwerk befestigt
werden kann.
39

Umbau
Pendelung auf
Verstelleinheit
1
3
2
Umbau von Pendelung auf Verstelleinheit:
1. Verbindungsleitung der Pendelung vom Fahrwerk abstecken
2. Die sechs Schrauben M6 lösen und die Pendelung abnehmen.
3. Die Schutzkappe auf die Buchse für die Pendelung aufsetzen.
4. Die Verstelleinheit mit vier Schrauben M6 am Fahrwerk befestigen.
WICHTIG! Beim Wechsel von der Verstelleinheit auf die Pendelung in umgekehrter
Reihenfolge vorgehen.
4
40

Führungsschienen vorbereiten und montieren
Benötigte Anzahl
der Brücken
Montage der
Brücken
Gerade, starre Schienen:
► auf einer Schienenlänge von 1884 mm müssen 3 Brücken verwendet werden.
Gerade, exible Schienen:
► auf einer Schienenlänge von 1884 mm müssen 5 Brücken verwendet werden.
► auf einer Schienenlänge von 1695 mm müssen 4 Brücken verwendet werden.
► auf einer Schienenlänge von 1130 mm müssen 3 Brücken verwendet werden.
Geschlossene Führungsringe und Führungsringe aus Schienensegmenten:
► je nach Durchmesser des Ringes muss die jeweilige Anzahl der benötigten
Brücken aus der Einstelltabelle entnommen werden.
Brücke ohne Distanzhalter und Justiereinheit:
Mit den beiden Schrauben M6x65 die Brücke auf der Schiene montieren und mit den
beiden M6 Muttern kontern.
WICHTIG! Die Montagestellen für die Brücken auf der Schiene sind gekennzeichnet durch die Aussparung für die Einstellschraube der Justiereinheit in der Mitte der
Schiene.
Schraube
M6x56
Mutter M6
Brücke mit Justiereinheit:
Brücken mit Justiereinheit werden mit den mitgelieferten Schrauben M6x14 montiert.
Schrauben M6x14
Schraube
M4x10
41
Die Skala seitlich an der Justiereinheit
wird mit der mirgelieferten Schraube
M4x10 befestigt.

Gerade
Führungsschienen
Sowohl die starren, als auch die exiblen, geraden Führungsschienen können mit den
mitgelieferten Verbindungselementen einfach verlängert werden.
(3)
(4)
(1)
(2)
1. Hebel der Magnetbrücken (1) auf OFF stellen.
2. Schienenteil am Werkstück platzieren und Hebel der Magnetbrücken auf ON
stellen.
3. Das Verbindungselement (2) am geraden Schienenende montieren.
4. Die beiden Schrauben M6 (3) lockern.
5. Am nächsten Schienenstück die Hebel der Magnetbrücken auf OFF stellen.
6. Das nächste Schienenstück mit der Nut (4) zwischen Verbindungselement (2) und
Schraube (3) schieben.
7. Die beiden Schrauben M6 (3) festziehen.
8. Schiene gegebenenfalls ausrichten, und Hebel der Magnetbrücken auf ON stellen.
9. Auf die beschriebene Weise weitere Schienenteile montieren, bis die gewünschte
Länge erreicht ist.
10. Am Schienenanfang und Ende jeweils eine Schaltnocke für die Endschalter
montieren.
Montage der
Endschalternocken
WICHTIG! Werden keine Endschalternocken verwendet, besteht die Gefahr, dass sich
das Fahrwerk über das Schienenende hinaus bewegt und abstürzt!
Bei Schienenkonstruktionenmit offenen Enden (keine Ringe) müssen an beiden Enden
die Endschalternocken (E-Set Endschalter) montiert werden!
42

Schienenkonstruktion
sichern
WICHTIG! Im vertikalen Einsatz muss die Schienenkonstruktion durch ein Lastsi-
cherungsgerät mit Blockierfunktion gegen Herabfallen gesichert sein.
Das Lastsicherungsgerät muss für das Gesamtgewicht von Fahrwerk und Schienenkonstruktion ausgelegt sein. Der Hersteller übernimmt für entstehende Personen- und Sach-
schäden, welche durch vertikalen Einsatz des Fahrwerkes ohne Lastsicherungsgerät
entstehen, keinerlei Haftung!
HINWEIS! Sicherstellen, dass das Seil des Lastsicherungsgerätes permanent
auf Zug gehalten ist!
Geschlossener
Führungsring
Der geschlossene Führungsring dient zum Schweißen von Rohren mit einem
Durchmesser von 200 bis 840 mm.
Die empfohlene Anzahl Brücken am Führungsring anbringen.
Anzahl der Brücken - siehe nachfolgende Tabelle:
DURCHMESSER SEGMENTE BRÜCKEN
200 - 300 mm (7.9 - 11.8 in) 2 3
300 - 480 mm (11.8 - 18.9 in) 2 4
480 - 660 mm (18.9 - 26 in) 2 6
660 - 840 mm (26 - 33.1 in) 2 8
(a)
1. Verschlüsse am Führungsring
öffnen:
- Schrauben M6 (a) lockern
- Verschlusshaken (b) lösen
(b)
2. Bei Verwendung von Magnetbrücken: Hebel an den Magnetbrücken auf OFF stellen.
3. Abstand an den Justiereinheiten der Brücken mit der Einstellschraube (c) einstellen. Den empfohlenen Einstellwert M plus 3 wmm aus der Einstelltabelle entnehmen.
(c)
43

Geschlossener
Führungsring
4. Führungsring am Bauteil anbringen.
5. Verschlusshaken (a) schließen, Schrauben (b) wieder festziehen.
6. Führungsring mit den Einstellschrauben (c) an den Brücken rundherum gleich-
mäßig an das Bauteil anstellen.
(c)
(c)
(c)
7. Bei Verwendung von Magnetbrücken: Alle Hebel der Magnetbrücken in Position
ON schalten.
44

Starre
Ringsegmente
Starre Ringsegmente können zu Führungsringen mit bis zu 1560 mm Durchmesser
(4 Segmente) verbunden werden. Die einzelnen Segmente werden mit Sperrhaken und
Inbusschrauben M6x20 zu einem Führungsring verbunden:
1. Zwei Schienensegmente zusammenfügen. Die oberen vier Schrauben
M6x20 (a) leicht anziehen.
(a)
(a)
3. Den oberen Verschlusshaken (d)
schließen.
2. Den Verschlusshaken (b) am unteren
Führungsteil verriegeln.
Die beiden unteren Schrauben M6x16
(c) leicht anziehen.
(b)
(c)
4. Die beiden Segmente gegebenenfalls
zueinander ausrichten.
Alle Schrauben M6 (4 oben, 2 unten)
festziehen.
Die Anzahl der verwendeten Segmente und der nötigen Brücken für verschiedene Rohr-
durchmesser wird gemäß der folgenden Tabelle bestimmt:
DURCHMESSER SEGMENTE BRÜCKEN
840 - 1020 mm (33.1 - 40.2 in) 3 9
1020 - 1200 mm (40.2 - 47.2 in) 3 12
1200 - 1380 mm (47.2 - 54.3 in) 3 15
1380 - 1560 mm (54.3 - 61.4 in) 4 16
45

Starre
Ringsegmente
(Fortsetzung)
1. Beim Anbringen eines Führungsringes aus Schienensegmenten empehlt es sich,
zu zweit zusammenzuarbeiten.
2. Bei Verwendung von Magnetbrücken: Hebel an den Brücken auf OFF stellen.
3. Abstand an den Justiereinheiten der Brücken mit der Einstellschraube (d) einstellen. Den empfohlenen Einstellwert M aus der Einstelltabelle entnehmen. Zum
Anbringen der Ringe zuerst etwa 3 mm mehr als angegeben an der Justiereinheit
einstellen.
(d)
4. Führungsring am Bauteil anbringen.
5. Führungsring mit den Einstellschrauben (d) an den Brücken rundherum gleich-
mäßig an das Bauteil anstellen.
6. Bei Verwendung von Magnetbrücken: alle Hebel der Magnetbrücken auf ON stellen.
46

Flexible
Ringsegmente
Flexible Ringsegmente können zu Führungsringen von 1560 mm bis 6060 mm
Durchmesser (bis zu 11 Segmente) verbunden werden. Die einzelnen Segmente werden
mit Inbusschrauben M6x20 zu einem Führungsring verbunden.
Die exiblen Segmente sind in folgenden Längen verfügbar:
SEGMENT TYP LÄNGE
Typ I 1130 mm
Typ II 1695 mm
Typ III 1884 mm
Die Anzahl der Segmente hängt vom Rohrdurchmesser ab und wird gemäß nachfolgender Tabelle ausgewählt:
Durchmesser Segmente Brücken
1560 - 1740 mm
1740 - 1920 mm
1920 - 2100 mm
2100 - 2280 mm
3x Typ I
1x Typ II
3x Typ III
1x Typ I
3x Typ III
1x Typ II
3x Typ III
2x Typ I
18
18
20
21
2280 - 2460 mm 5x Typ II 25
2460 - 2640 mm
2640 - 2820 mm
3x Typ III
2x Typ II
5x Typ II
1x Typ I
25
25
2820 - 3000 mm 6x Typ II 28
3000 - 3180 mm
3x Typ III
3x Typ II
30
3180 - 3360 mm 6x Typ III 30
3360 - 3540 mm 7x Typ II 33
3540 - 3720 mm
3720 - 3900 mm
6x Typ III
1x Typ I
6x Typ III
1x Typ II
33
35
Durchmesser Segmente Brücken
3900 - 4080 mm
6x Typ III
2x Typ I
36
6x Typ III
4080 - 4260 mm
1x Typ II
38
1x Typ I
4260 - 4440 mm
6x Typ III
2x Typ II
40
6x Typ III
4440 - 4620 mm
1x Typ II
41
2x Typ I
6x Typ III
4620 - 4800 mm
2x Typ II
43
1x Typ I
4800 - 4980 mm
6x Typ III
3x Typ II
45
4980 - 5160 mm 9x Typ III 45
6x Typ III
5160 - 5340 mm
3x Typ II
48
1x Typ I
5340 - 5520 mm
5520 - 5700 mm
5700 - 5880 mm
9x Typ III
1x Typ I
9x Typ III
1x Typ II
9x Typ III
2x Typ I
48
50
51
9x Typ III
5880 - 6060 mm
1x Typ II
53
1x Typ I
47

Inbetriebnahme des Fahrwerkes
Fahrwerk
auf gerader
Führungsschiene
platzieren
1. Die Fernbedienung abnehmen. Fahrwerk muss ohne Fernbedienung auf der Führungsschiene montiert werden.
2. Kupplung und Hebel der Rollen in die Lage „OFF“.
3. Fahrwerk an den Griffen anheben und auf die Schienen stellen.
4. Den Hebel für die beweglichen Andruckrollen auf Position „ON“ stellen.
5. Den Hebel für die feststehenden Andruckrollen auf ON stellen. (Die Demontage
erfolgt in umgekehrter Reihenfolge).
6. Fahrwerk manuell einmal vollständig entlang der Schiene führen, um zu prüfen,
ob der Brenner sich in einem konstanten Abstand vom Werkstück bendet. Wenn
der Abstand nicht konstant ist, korrekten Abstand „M“ für die entsprechenden
Brücken einstellen.
7. Fahrwerk der Schiene entlang verschieben. Gleichzeitig die Kupplung auf Position „ON“ stellen, um das Getriebe mit den Öffnungen der Führungsschiene zu
verzahnen.
8. Die folgenden Schalter an der Fernbedienung kontrollieren:
- Schalter Schweißmodus in Position „0“
- Schalter Richtung wechseln / stoppen in die Mittelstellung.
9. Verbindungen herstellen:
- Verbindungsleitung zur Stromquelle (1) an Steuerbox und Stromquelle anstecken.
- Fernbedienung und Steuerbox mit Steuerleitung (2) (violettes Kabel) verbinden.
- Fahrwerk und Steuerbox mit Steuerleitung (3) (violettes Kabel) verbinden.
- Steuerbox ans Stromnetz anschließen (4).
10. Netzschalter an der Steuerbox auf ON stellen.
1
2
4
3
48

Fahrwerk
auf runder
Führungsschiene
platzieren
1. Die Fernbedienung abnehmen. Fahrwerk muss ohne Fernbedienung auf der Führungsschiene montiert werden.
2. Kupplung und Hebel der Rollen in die Lage „OFF“.
3. Die drei Schrauben M6x20, mit denen die Andruckrollen verschraubt sind, auf
beiden Seiten lockern.
4. Fahrwerk waagrecht über dem Werkstücksmittelpunkt auf die Schiene stellen und
am Griff festhalten.
5. Den Hebel für die beweglichen Andruckrollen auf Position „ON“ stellen.
6. Den Hebel für die feststehenden Andruckrollen auf ON stellen. (Die Demontage
erfolgt in umgekehrter Reihenfolge).
7. Die drei Montageschrauben M6 auf beiden Seiten festziehen.
8. Fahrwerk manuell einmal vollständig entlang der Schiene führen, um zu prüfen,
ob der Brenner sich in einem konstanten Abstand vom Werkstück bendet. Wenn
der Abstand nicht konstant ist, korrekten Abstand „M“ für die entsprechenden
Brücken einstellen.
9. Fahrwerk entlang der Schiene verschieben. Gleichzeitig die Kupplung auf Position „ON“ stellen, um das Getriebe mit den Öffnungen der Führungsschiene zu
verzahnen.
10. Die folgenden Schalter an der Fernbedienung kontrollieren:
- Schalter Schweissmodus in Position „0“
- Schalter Richtung wechseln / stoppen in die Mittelstellung.
49

Fahrwerk
auf runder
Führungsschiene
platzieren
(Fortsetzung)
11. Verbindungen herstellen:
- Verbindungsleitung zur Stromquelle (1) an Steuerbox und Stromquelle anstecken.
- Fernbedienung und Steuerbox mit Steuerleitung (2) (violettes Kabel) verbinden.
- Fahrwerk und Steuerbox mit Steuerleitung (3) (violettes Kabel) verbinden.
- Steuerbox ans Stromnetz anschließen (4).
12. Netzschalter an der Steuerbox auf ON stellen.
Regulierung der
Andruckrollen
Die vier Andruckrollen werden mit Hilfe von Tellerfedern kraftschlüssig mit den Führungsschienen verbunden.
WICHTIG! Das minimale Spiel von 0,6 mm (maximale Kraft) wird durch das maximale
Anziehen der Schraube M8 und das anschließende Lösen um eine halbe Drehung erreicht.
Die Andruckkraft der Rollen wird wie folgt eingestellt:
1. Muttern M8 (a) lösen.
2. Einstellschrauben M8 (b) maximal
festziehen. Anschließend um eine
halbe Drehung zurückdrehen.
3. Muttern M8 (a) wieder festziehen.
(b)
(a)
(b)
(a)
50

Fahrwerk
entlasten
Um eine optimale Drahtzuführung zu erreichen ist bei der Verlegung des Schlauchpaketes folgendes zu beachten:
- Schlauchpaket nicht knicken
- Schlauchpaket immer möglichst geradlinig legen
1. Rändelschraube (a) an der Halteschelle lösen.
(a)
2. Schlauchpaket wie abgebildet einlegen
WICHTIG! Schlauchpaket nicht knicken, dies kann zu Drahtförderproblemen führen.
3. Rändelschraube (a) festziehen
HINWEIS! Maximale Zuglast an der Schlauchpakethalterung beachten (siehe
Kapitel „Technische Daten“). Diese darf nicht überschritten werden.
51

52

Betrieb
53

54

Schweissprogramme erstellen und speichern
SystemKomponenten
einschalten
FahrwerkParameter
festlegen
WARNUNG!
Verletzungsgefahr durch verfrühtes Zünden des Lichtbogens!
Der Lichtbogen kann unbeabsichtigt gezündet werden. Dies kann zu schweren
Schäden an den Augen führen.
- Vergewissern Sie sich vor dem Einschalten der System-Komponenten, dass
der Kippschalter „Schweissmodus“ an der Fernbedienung des Fahrwerkes
in Stellung „O“ geschaltet ist.
WICHTIG! Die Einhaltung einer Einschaltreihenfolge der System-Komponenten ist nicht
vorgegeben. Diese können in beliebiger Reihenfolge eingeschaltet werden.
Hauptschalter an folgenden System-Komponenten auf Stellung „ON - 1“ schalten:
- Steuerbox Fahrwerk
- Stromquelle
- Drahtvorschub (wenn keine Versorgung über Stromquelle)
HINWEIS! Zum Speichern von Programmen mit Pendel-Parametern muss
unbedingt die Pendelung am Fahrwerk angeschlossen sein!
Die Fernbedienung ermöglicht die Konguration von 9 Schweißprogrammen mit folgenden Parametern:
Mit Pendelung:
- Fahrgeschwindigkeit
- Pendelweg
- Pendelgeschwindigkeit
- Verweilzeit links
- Verweilzeit Mitte
- Verweilzeit rechts
- Endkraterfüllzeit
Ohne Pendelung:
- Fahrgeschwindigkeit
- Endkraterfüllzeit
Zum Einstellen eines Parameters den entsprechenden Drehknopf drehen:
nach rechts: Wert wird erhöht
nach links: Wert wird gesenkt
Nach der Einstellung wird der Wert des Parameters auf dem Display angezeigt. Nach
Druck auf den Drehknopf wird der Wert der Einstellung gespeichert.
Zusatzfunktionen:
- Wegmessung (grüne Markierungen)
- Segmentschweißung (gelbe Markierungen)
55

Zusatzfunktionen
auswählen
WICHTIG! Nach dem Einstellen der Zusatzfunktionen Drehknopf Pendelmodus (1)
wieder auf den gewünschten Pendelmodus (weiße Markierungen) zurückstellen! Der
Schweißvorgang kann sonst nicht gestartet werden!
Zusatzfunktion Wegmessung:
1. Drehknopf Pendelmodus auf die GRÜNE Markierung stellen.
2. Drehknopf Pendelweg drehen und gewünschten Schweißweg
einstellen.
3. Drehknopf wieder zurück auf den gewünschten weißen Funktionsparameter stellen.
Zusatzfunktion Segmentschweißung:
1. Drehknopf Pendelmodus auf die GELBE Markierung stellen.
2. Funktionsparameter Segmentschweißen einstellen:
Startverzögerung / Flying start:
bei positivem Wert - Startverzögerung [s]: Schweißen Start ->
Ablauf Verweilzeit -> Fahrwerk beginnt sich zu bewegen
bei negativem Wert - Flying Start [s]: Bewegung Fahrwerk beginnt, und erst nach abgelaufener Zeit “Flying Start” zündet der
Lichtbogen.
Rückfahrweg:
Rückfahrzeit am Ende des Schweißweges.
Segmentweg mit Schweißen:
Länge der einzelnen Schweißsegmente.
Segmentweg ohne Schweißen:
Länge der Abstände zwischen den einzelnen
Schweißsegmenten.
56

Speichern eines
Programmes
Vor dem Speichern eines Programmes:
Kippschalter für die Endschalterfunktionen “Richtung wechseln /
stoppen” in die untere Position (Richtung wechseln) schalten.
Kippschalter Schweißmodus auf Stellung 0 schalten.
TEST
Kippschalter Verfahrrichtung auf Mittelstellung 0 schalten.
Programm speichern:
- Drehknopf Fahrgeschwindigkeit und Drehknopf Endkraterfüllzeit gleichzeitig
drücken und 4 Sekunden halten.
- Am Display wird memX angezeigt. X steht für die noch auszuwählende Programmnummer.
- Drehknopf Fahrgeschwindigkeit drehen, um die gewünschte Programmnummer
auszuwählen.
- Drehknopf Fahrgeschwindigkeit drücken, um das Programm unter dieser Nummer
zu speichern.
57

Schweißprogramm laden
HINWEIS! Die Fernbedienung verfügt über ein fabrikseitig gespeichertes, nur
zum Lesen vorgesehenes Programm „mem0“. Dieses enthält die Arbeitsparameter des Fahrwerkes und der Pendelung.
Der Wert “mem0” kann nicht überschrieben werden.
Um ein gespeichertes Programm zu laden, muss auf dem Display „mem” und die Nummer des zuletzt verwendeten Programmes angezeigt werden.
Kippschalter Schweißmodus auf Stellung 0 schalten.
TEST
Kippschalter Verfahrrichtung auf Mittelstellung 0 schalten.
Kippschalter Richtung wechseln / stoppen in Stellung Richtung
wechseln schalten.
Maßeinheiten
ändern
Taste Fahrgeschwindigkeit und Taste Pendelweg / Gesamtschweißweg gleichzeitig mindestens 4 Sekunden drücken.
Taste Fahrgeschwindigkeit drehen und so Programm auswählen.
Um das ausgewählte Programm zu laden, Taste Fahrgeschwindig-
keit einmal kurz drücken.
Die Anzeige der Maßeinheiten erfolgt entweder metrisch (cm) oder imperial (inch).
Zum Ändern der Einheit wie folgt vorgehen:
- Hauptschalter an der Steuerbox auf 0 (aus) stellen.
- Tasten Verweilzeit links und rechts gleichzeitig drücken und gedrückt halten.
- Hauptschalter an der Steuerbox einschalten. Die eingestellte Maßeinheit (cm oder
inch) wird am Display angezeigt.
- Mit dem Drehknopf Fahrgeschwindigkeit die gewünschte Einstellung auswählen.
- Zum Bestätigen und Übernehmen der Einstellung den Drehknopf Fahrgeschwindigkeit einmal drücken.
58
Arbeitsablauf
Arbeiten mit oder
ohne Pendelung
Testablauf
durchführen
Das Fahrwerk kann mit und ohne Pendelung arbeiten. Wird die Pendelung nicht
benötigt, muss sie gemäß den Anweisungen im Kapitel „Fahrwerk vorbereiten“, Abschnitt
„Umbau Pendelung auf Verstelleinheit” demontiert werden.
Nach dem Einschalten prüft die Steuerbox automatisch, ob die Pendelung angeschlossen ist, und der aktuelle Status erscheint am Display.
Kontrollieren Sie durch einen Testablauf, ob alle Systemkomponenten reibungslos
zusammenarbeiten.
Der Testablauf erfolgt ohne Lichtbogen und ermöglicht die Kontrolle aller Bewegungen
während des Programmablaufes.
Kippschalter Schweißmodus auf Stellung 0 schalten.
TEST
Kippschalter Verfahrrichtung nach vorne schalten.
Das Fahrwerk bewegt sich gemäß den programmierten Parametern, aber ohne zu schweißen.
Auf dem Display wird dann die aktuelle Geschwindigkeit des Fahrwerkes angezeigt. Alle Parameter können während des Betriebs
geändert werden.
Nach Erreichen des Endschalters:
Kippschalter Richtung wechseln / stoppen in Stellung vorwärts oder
Mittelstellung:
► Fahrwerk stoppt nach Ansprechen des Endschalters.
Kippschalter in Stellung Richtung wechseln:
► Nach dem Ansprechen des Endschalters wird nur die Pende-
lung angehalten und das Fahrwerk beginnt die erneute Fahrt in
der Gegenrichtung. In diesem Fall kann die Vorschubgeschwindigkeit für die Rückfahrt auf den Maximalwert erhöht werden:
Drehknopf Fahrgeschwindigkeit drücken und 2 Sekunden
halten.
HINWEIS! Wenn der Kippschalter Verfahrrichtung sich in Mittelstellung ben-
det und der Kippschalter Schweißmodus in Stellung “Test” steht, bewirkt diese
Stellung ein kurzzeitiges Aueuchten des Lichtbogens. Um die Schweißfunktion zu aktivieren den Kippschalter Schweißmodus in Stellung “I” bringen.
59

Schweißablauf
starten
Kippschalter Schweißmodus in Stellung “I” schalten.
TEST
Kippschalter Richtung wechseln / stoppen in gewünschte Stellung
schalten.
Kippschalter Verfahrrichtung in gewünschte Stellung (vorwärts oder
rückwärts) schalten. Der Schweißablauf startet.
WICHTIG! Das Gerät während des Schweißablaufes nie unbeaufsichtigt lassen!
Zum vorzeitigen Stoppen des Fahrwerkes den Kippschalter Verfahrrichtung in die Mittelstellung schalten.
60

Wartung und Entsorgung
61

62

Fehlerbehebung
Allgemeines
Grundvoraussetzungen
für das
Funktionieren
des Systems
Ereigniscodes
Bei Störungen ist zu beachten, dass die Funktion des Gesamt-Systems von vielen
Zusatzkomponenten (Stromquelle, Drahtvorschub,...), die auch als Störquellen in Frage
kommen, abhängt.
Beim Auftreten eines Fehlers erscheint auf dem Display die Anzeige „Err” und die Fehlernummer.
► Verbindungen der einzelnen Systemkomponenten sind hergestellt
► Systemkomponenten sind mit Strom versorgt - unter Einhaltung der jeweiligen Netz-
spannungsangabe am Leistungsschild.
Anzeige Beschreibung Behebung
cLs- / cLs+ Fahrwerk hat eine der Endschalter-
nocken der Schiene erreicht.
oLs- / oLs+ Der Arm der Pendelung hat eine
Endlage erreicht.
cm Metrisches System eingestellt. Ändern der Einstellung: siehe Kapi-
inch Imperiales Systeme eingestellt.
mem0 mem9
Speichern oder Laden eines
Schweißprogrammes.
Freifahren des Endschalters mittels
Kippschalter Verfahrrichtung
Freifahren der Endschalter mit dem
Drehknopf Offset.
tel “Schweissprogramme erstellen
und speichern”, Abschnitt “Maßeinheiten ändern”.
--
Fehlercodes
Anzeige Beschreibung Behebung
err1 Fehler bei der Initiierung des Kom-
munikationssystemes CAN.
err2 Kommunikationsfehler zwischen
Fahrwerk und Fernbedienung.
err3 Kommunikationsfehler zwischen
Fernbedienung und Pendelung.
err4 Kommunikationsfehler zwischen
Fernbedienung und Steuerbox.
err5 Fehler beim Speichern oder
Einlesen; Speicherfehler an der
Fernbedienung.
err6 Betriebstemperatur überschritten
oder Umgebungstemperatur zu
hoch.
err7 Fehler Motorsteuergerät. Kontaktieren Sie ihren FRONIUS
err8 Fehler Steuergerät Pendelung. Kontaktieren Sie ihren FRONIUS
err9 Fehler des Steuergeräts in der
Steuerbox.
Kurzschluss zwischen den Leitungen oder den KommunikationsPorts beseitigen.
Verbindungen prüfen, gegebenenfalls festziehen.
Im Bedarfsfall beschädigte Steuerleitungen ersetzen.
Kontaktieren Sie ihren FRONIUS
Servicetechniker.
Gerät auskühlen lassen. In niedrigerer Umgebungstemperatur
betreiben.
Servicetechniker.
Servicetechniker.
Kontaktieren Sie ihren FRONIUS
Servicetechniker.
63

Wartung
Wartungspersonal
WARNUNG!
Gefahr von Personen- und Sachschäden durch fehlerhaft durchgeführte
Wartungsarbeiten.
Die Einhaltung der Wartungsmaßnahmen und -intervalle ist zwingend notwendig. Für Schäden die aufgrund unzureichender oder mangelhafter Wartung
entstehen, haftet der Hersteller nicht.
- Sämtliche Wartungsarbeiten am Fahrwerk dürfen ausschließlich von geschultem Fachpersonal durchgeführt werden.
Elektrofachkraft:
Ist, wer aufgrund seiner fachlichen Ausbildung, seiner Kenntnisse und Erfahrungen,
sowie durch Kenntnis der einschlägigen Bestimmungen die ihm übertragenen Arbeiten
beurteilen, und mögliche Gefahren erkennen kann.
Elektrotechnisch unterweisene Person:
Ist, wer durch eine Fachkraft über die übertragenen Aufgaben und die möglichen
Gefahren bei unsachgemäßem Verhalten unterrichtet und erforderlichenfalls angelernt,
sowie über die notwendigen Schutzmaßnahmen belehrt wurde.
Anmerkung: Unterweisung schriftlich festhalten!
Elektrotechnischer Laie:
Ist, wer weder als Fachkraft, noch als unterwiesene Person gilt.
Wartungsnachweis
Empfohlene
Schmierstoffe
Folgende organisatorische Maßnahmen sind vom Anlagenbetreiber hinsichtlich der
Wartung zu treffen:
- die Führung eines Service-Buches mit den notwendigen Angaben (Datum, Bediener,
ausgeführte Wartungstätigkeit).
WICHTIG! Schmierstoffe mit Festschmierstoffzusätzen (z.B.: MoS2, Graphit und
PTFE) sind für Führungssysteme ungeeignet.
Schmierstoff DIN DIN Nummer Bemerkung
Schmierfett KP 2-K 51502 / 51825 Lithiumseifenfett
Schmieröl CLP32-100 51517 Teil 3 ISO VG 32-100
64

Wartungsmaßnahmen und
-intervalle
HINWEIS! Verwenden Sie zur Reinigung der Bauteile ein trockenes Reini-
gungstuch. Außer es ist in der Wartungsmaßnahme des jeweiligen Bauteils
ein anderers Reinigungsmittel angegeben.
Pos Bauteil Maßnahme Intervall
Linearführungen Reinigen, Öllm kontrollieren M
A
Getriebe Reinigen, Nachfetten M
B
Zahnrad / Zahnstange Reinigen, Nachfetten M
C
Rollen, Unterboden &
D
Reinigen, Positionskontrolle M
Schienen
Schutzmaßnahmen:
E
Funktionskontrolle T
- Endschalter
Schmiernippel Nachfetten M
F
Anschlusskontakte Reinigen W
G
T Täglich
W Wöchentlich
M Monatlich
1/2 J Halbjährlich
J Jährlich
Tägliche Pege:
Nach jeder Nutzung:
► Fahrwerk von der Führungsschiene abnehmen.
► Mit Hilfe einer Bürste oder einem weichen Lappen die Führungsschienen der Pen-
delung, die Führungsrollen und das Getriebe reinigen.
► Wartungstätigkeiten ausführen, wie in der untenstehenden Grak ausgewiesen.
WICHTIG! Keine Druckluft einsetzen!
E
65
C
G
G

Wartungsmaßnahmen und
-intervalle
(Fortsetzung)
Getriebe reinigen und schmieren:
WICHTIG! Das Getriebe muss einmal
monatlich gereinigt und geschmiert
werden (B):
D
1. Vier Schrauben M5 lösen und die
Abdeckung der Räder abnehmen.
D
B
2. Getriebe mit einer Bürste reinigen
3. Mit Schmierfett schmieren
D
D
Fahrwerk-Unterseite warten:
Führungsrollen reinigen (D)
Schrauben M5
Wartung der Pendelung
WICHTIG! Die Zahnstange der Pendelung muss einmal monatlich geschmiert werden.
Die Laufschiene muss alle sechs Monate geschmiert werden.
(a) 3x
C
F
1. Arm der Pendelung vollständig ausfahren.
2. Drei Schrauben M5 (a) lösen und Abdeckung der Führungsschiene abnehmen.
3. Zahnstange mit einer Bürste reinigen (C).
4. Zahnstange auf der Seite des Pendelgehäuses mit Schmiermittel schmieren.
5. Mit Schmierkopf Ø 12 mm etwa 2 g Schmiermittel in der Schmierbüchse
ergänzen (F).
66

Technische Daten
67

68

Technische Daten
Fahrwerk
FlexTrack 45
Steuerbox
Pendelung
Schweißposition PA, PB, PC, PF, PG
Materialstärke min. 4 mm
Verfahrgeschwindigkeit horizontal 5 - 150 cm/min
Verfahrgeschwindigkeit vertikal 5 - 135 cm/min
Endkraterfüllzeit 0 - 5 Sekunden
Max. Belastung horizontal/vertikal 45/30 kg
Gewicht (ohne Brennerhalter) 12,5 kg
Schutzklasse IP23
Netzspannung 50 - 60 Hz 115/230 V
Versorgungsspannung 24 V DC
Gewicht (ohne Kabel) 5,3 kg
Fernbedienung
Kabellänge 3 m
Gewicht (ohne Kabel) 1,5 kg
Pendelgeschwindigkeit 5 - 400 cm/min
Pendelweg 2 - 30 mm
Offset 0 - 50 mm
Verweilzeit 0 - 3 Sekunden
Gewicht (ohne Brennerhalter) 2 kg
Abmessungen
D
E
B
A
F
69
G H
C

Abmessungen
(Fortsetzung)
A (mit Pendelung)
A (ohne Pendelung)
B (mit Pendelung)
B (ohne Pendelung)
C (mit Pendelung)
C (ohne Pendelung)
543 - 623 mm
480 - 560 mm
97 - 201 mm
119 - 223 mm
352 mm
334 mm
D (Fahrwerk mit Fernbedienung) 304 mm
E (Fahrwerk ohne Fernbedienung) 230 mm
F (Gesamthöhe mit geraden, starren
Schienen)
318 mm
G (Gesamthöhe mit Magnetbrücke) 317 - 415 mm
H (Gesamthöhe mit Stellfußbrücke) 317 - 415 mm
Leistungsschilder
HINWEIS! Die Leistungsschilder dürfen ohne Erlaubnis der Fa. Fronius Inter-
national GmbH weder entfernt noch verändert werden! Sorgen Sie dafür dass
die Leistungsschilder leserlich bleiben!
A-4600 Wels
www.fronius.com
U
24 VDC
Leistungsschild Fahrwerk
weight
14,5 kg
IP23
A-4600 Wels
www.fronius.com
U
24 VDC
weight
1,5 kg
Type:
Art.No.:
Ser.No.:
45 kg
Type:
Art.No.:
Ser.No.:
FlexTrack 45
8,045,565
max. load
8,046,036
30 kg
FRC 45
A-4600 Wels
www.fronius.com
U
1
230 VAC
Leistungsschild Steuerbox
U
2
24 VDC
IP23
A-4600 Wels
www.fronius.com
U
24 VDC
weight
2 kg
Type: E-Cabinet
Art.No.:
Ser.No.:
I2
4 A 13 A
Type:
Art.No.:
Ser.No.:
max. load
10 kg
41,100,000
FOU 30/ML10
8,045,579
IP23
Leistungsschild Fernbedienung Leistungsschild Pendelung
IP23
Alle Abbildungen der Leistungsschilder sind Symbolbilder.
70

Gewichte
Schienen und
Brücken
Magnetbrücke 2,5 kg
Vakuumbrücke (auf Anfrage) 1,6 kg
Magnetbrücke mit Distanzhaltern 2,7 kg
Vakuumbrücke mit Distanzhaltern (auf Anfrage) 1,8 kg
Magnetbrücke mit Distanzhalter und metrischer Justiereinheit 3,4 kg
Magnetbrücke mit metrischer Justiereinheit 3,2 kg
Brücke mit Stellfuß, Distanzhalter und metrischer Justiereinheit 1,5 kg
Brücke mit Stellfuß und metrischer Justiereinheit 1,3 kg
Vakuumbrücke mit Distanzhalter und metrischer Justiereinheit (auf
2,6 kg
Anfrage)
Vakuumbrücke mit metrischer Justiereinheit (auf Anfrage) 2,4 kg
Starre Führungsschiene 1884 mm 11 kg
Flexible Führungsschiene 1884 mm 5,5 kg
Flexible Führungsschiene 1695 mm 4,8 kg
Flexible Führungsschiene 1130 mm 3,3 kg
Starrer Führungsring Ø200-300 mm 8,8 kg
Starrer Führungsring Ø300-480 mm 11 kg
Starrer Führungsring Ø480-660 mm 14 kg
Starrer Führungsring Ø660-840 mm 16 kg
Schienensegment Ø840-1020 mm 19 kg
Schienensegment Ø1020-1200 mm 22 kg
Schienensegment Ø1200-1380 mm 24 kg
Schienensegment Ø1380-1560 mm 27 kg
71

Einstelltabelle Führungsringe
WICHTIG! Eine Zusammenfassung der Einstelltabelle zum raschen Nachschlagen der wichtigsten
Einstellungen bendet sich auch auf der Deckelinnenseite der Transportbox.
-
Werk-
* Vw / D
Schiene
= D
[cm/min]
Fahrwerk
V
stück
keit [cm/min]
Vw = Schweissgeschwindig
718*Vw/Dp
900*Vw/Dp
1080*Vw/Dp
1260*Vw/Dp
1440*Vw/Dp
1620*Vw/Dp
1800*Vw/Dp
einheit
Abstand M
auf Justier-
Anzahl
Brücken
285-0,5*Dp
375-0,5*Dp
4
6
365-0,5*Dp
455-0,5*Dp
8
9
545-0,5*Dp
635-0,5*Dp
12
15
725-0,5*Dp
16
[mm]
max
Max. Ø bei
Dp
Distanzblock
Brücken ohne
[mm]
min
Min. Ø bei
Dp
Distanzblock
Brücken ohne
[mm]
max
Max. Ø bei
Dp
Brücken mit
Distanzblock
[mm]
min
Min. Ø bei
Dp
Brücken mit
Distanzblock
Dp [mm]
Ø Werkstück
schiene
Ø runde
Führungs-
[mm]
200-300 200-300 192 308 3 195-0,5*Dp 537*Vw/Dp
300-400 295,6 411,6
380-480 375,6 491,6 245-0,5*Dp
300-480
480-580 475,5 591,5
560-660 555,5 671,5 335-0,5*Dp
480-660
660-760 655,5 771,5
740-840 735,5 851,5 325-0,5*Dp
660-840
840-940 835,4 951,4
920-1020 915,4 1031,4 415-0,5*Dp
840-1020
1020-1120 1015,3 1131,3
1100-1200 1095,3 1211,3 505-0,5*Dp
1200-1300 1195,2 1311,2
1020-1200
1280-1380 1275,2 1391,2 595-0,5*Dp
1380-1480 1375,1 1491,1
1460-1560 1455,1 1571,1 685-0,5*Dp
1200-1380
1380-1560
72

Einstelltabelle exible Schienensegmente
Werkstück
* Vw / D
Schiene
= D
Fahrwerk
V
[cm/min]
Vw = Schweissgeschwindig-
keit [cm/min]
1980*Vw/Dp 1640-1740 1635 1751 915-0,5*Dp
2160*Vw/Dp 18290-1920 1815 1931 1005-0,5*Dp
2340*Vw/Dp 2000-2100 1995 2111 1095-0,5*Dp
2520*Vw/Dp 2180-2280 2175 2291 1185-0,5*Dp
einheit
Abstand M
auf Justier-
Anzahl
Brücken
2700*Vw/Dp 2360-2460 2355 2471 1275-0,5*Dp
2880*Vw/Dp 2540-2640 2535 2651 1365-0,5*Dp
3060*Vw/Dp 2720-2820 2714 2830 1455-0,5*Dp
3240*Vw/Dp 2900-3000 2894 3010 1545-0,5*Dp
3420*Vw/Dp 3080-3180 3074 3190 1635-0,5*Dp
3600*Vw/Dp 3260-3360 3254 3370 1725-0,5*Dp
3780*Vw/Dp 3440-3540 3434 3550 1815-0,5*Dp
3960*Vw/Dp 3620-3720 3614 3730 1904-0,5*Dp
4140*Vw/Dp 3800-3900 3794 3910 1994-0,5*Dp
4320*Vw/Dp 3980-4080 3974 4090 2084-0,5*Dp
[mm]
max
Max. Ø bei
Dp
Distanzblock
Brücken ohne
[mm]
min
Min. Ø bei
Dp
Distanzblock
Brücken ohne
[mm]
max
Max. Ø bei
Dp
Brücken mit
Distanzblock
[mm]
min
Min. Ø bei
Dp
Brücken mit
Distanzblock
Dp [mm]
Ø Werkstück
schiene
Ø runde
Führungs-
1560-1660 1555 1671 18 875-0,5*Dp
[mm]
1740-1840 1735 1851 18 965-0,5*Dp
1560-1740
1740-1920
1920-2020 1915 2031 20 1055-0,5*Dp
2100-2200 2095 2211 21 1145-0,5*Dp
1920-2100
2100-2280
2280-2380 2275 2391 25 1235-0,5*Dp
2460-2560 2455 2571 25 1325-0,5*Dp
2280-2460
2460-2640
2640-2740 2634 2750 28 1415-0,5*Dp
2820-2920 2814 2930 30 1505-0,5*Dp
2640-2820
73
3000-3100 2994 3110 30 1595-0,5*Dp
2820-3000
3000-3180
3180-3280 3174 3290 30 1685-0,5*Dp
3360-3460 3354 3470 33 1775-0,5*Dp
3180-3360
3360-3540
3540-3640 3534 3650 33 1864-0,5*Dp
3720-3820 3714 3830 35 1954-0,5*Dp
3540-3720
3720-3900
3900-4000 3894 4010 36 2044-0,5*Dp
3900-4080

Einstelltabelle exible Schienensegmente (Fortsetzung)
Werkstück
* Vw / D
Schiene
= D
Fahrwerk
V
[cm/min]
Vw = Schweissgeschwindig-
keit [cm/min]
4500*Vw/Dp 4160-4260 4154 4270 2174-0,5*Dp
4680*Vw/Dp 4340-4440 4334 4450 2264-0,5*Dp
4860*Vw/Dp 4520-4620 4514 4630 2354-0,5*Dp
5040*Vw/Dp 4700-4800 4693 4809 2444-0,5*Dp
5220*Vw/Dp
5400*Vw/Dp 5060-5160 5053 5169 2624-0,5*Dp
einheit
Abstand M
auf Justier-
2534-0,5*Dp
Anzahl
Brücken
5580*Vw/Dp 5240-5340 5233 5349 2714-0,5*Dp
5760*Vw/Dp 5420-5520 5413 5529 2808-0,5*Dp
5940*Vw/Dp 5600-5700 5593 5709 2894-0,5*Dp
6120*Vw/Dp 5780-5880 5773 5889 2984-0,5*Dp
6300*Vw/Dp 5960-6060 5953 6069 3074-0,5*Dp
[mm]
max
Max. Ø bei
Dp
Distanzblock
Brücken ohne
[mm]
min
Min. Ø bei
Dp
Distanzblock
Brücken ohne
[mm]
max
Max. Ø bei
Dp
Brücken mit
Distanzblock
[mm]
min
Min. Ø bei
Dp
Brücken mit
Distanzblock
Dp [mm]
Ø Werkstück
schiene
Ø runde
Führungs-
4080-4180 4074 4190 38 2134-0,5*Dp
[mm]
4080-4260
4260-4360 4254 4370 40 2224-0,5*Dp
4440-4540 4434 4550 41 2314-0,5*Dp
4260-4440
4440-4620
4620-4720 4613 4729 43 2404-0,5*Dp
4800-4900 4793 4909 45 2494-0,5*Dp
4880-4980 4873 4989
4620-4800
4800-4980
4980-5080 4973 5089 45 2594-0,5*Dp
5160-5260 5153 5269 48 2674-0,5*Dp
4980-5160
5160-5340
74
5340-5440 5333 5449 48 2764-0,5*Dp
5520-5620 5513 5629 50 2854-0,5*Dp
5340-5520
5520-5700
5700-5800 5693 5809 51 2944-0,5*Dp
5880-5980 5873 5989 53 3034-0,5*Dp
5700-5880
5880-6060

Ersatzteile, Schaltplan
75

76

Ersatzteile
Ersatz- und
Verschleißteile
sowie Hilfsstoffe
Angaben bei
Bestellungen
Der Einsatz von Ersatz- und Verschleißteilen von Fremdherstellern kann zu Risiken führen. Verwenden Sie nur zugelassene Original-Fronius-Ersatzteile.
Für Schäden aus der Verwendung von nicht vom Hersteller freigegebenen Ersatz- und
Verschleißteilen oder Hilfsstoffen übernimmt der Hersteller keine Haftung.
HINWEIS! Der Tausch von Teilen darf nur durch entsprechend geschultes
Fachpersonal und nur nach Durchsicht der mitgelieferten Ein- und Ausbauanleitung erfolgen.
Bei Bestellungen von Ersatzteilen geben Sie folgende Daten an:
- Artikelnummer laut Ersatzteilliste
- Typenbezeichnung des Gerätes
- Fabrikationsnummer des Gerätes (am Leistungsschild angegeben)
77

Bestellnummern Fahrwerk, Schienen und Zubehör:
8,045,565 FlexTrack 45
8,045,578 FGU 8/SD80-28
8,045,579 FOU 30/ML10
8,045,581 FGU 9/SD28
8,046,036 FRC-45
8,100,224 E-Set Schaltnocke
48,0005,1752 FTH 18/D16-25
48,0005,1753 FTH 19/D22-35
48,0005,1754 Schiene gerade 1884mm inkl. Verbindungselemente
48,0005,1755 Magnetbrücke /1
48,0005,1756 Schiene exibel 1130mm inkl. Verbindungselemente
48,0005,1757 Schiene exibel 1695mm inkl. Verbindungselemente
48,0005,1758 Schiene exibel 1884mm inkl. Verbindungselemente
48,0005,1759 Magnetbrücke /2
48,0005,1760 Führungsring starr 200-300mm
48,0005,1761 Führungsring starr 300-480mm
48,0005,1762 Führungsring starr 480-660mm
48,0005,1763 Führungsring starr 660-840mm
48,0005,1764 Punktauage justierbar
48,0005,1765 Führungsring starr 840-1020mm
48,0005,1766 Führungsring starr 1020-1200mm
48,0005,1767 Führungsring starr 1200-1380mm
48,0005,1768 Führungsring starr 1380-1560mm
48,0005,1769 Magnetbrücke justierbar /1
48,0005,1770 Magnetbrücke justierbar /2
48,0005,1771 Vakuumbrücke (auf Anfrage)
48,0005,1776 FTH 18
48,0005,1777 FTH 21
48,0005,1792 Vakuumbrücke mit Support
(auf Anfrage)
48,0005,1793 Punktauage justierbar /2
38,0100,0433 Steuerleitung
78

Fahrwerk FlexTrack 45 Art.Nr: 8,045,565
48,0005,1820
48,0005,1811
48,0005,1800
48,0005,1812
48,0005,1799
48,0005,1806
48,0005,1802
48,0005,1798
48,0005,1804
48,0005,1809
48,0005,1805
48,0005,1808
48,0005,1807
48,0005,1810
48,0005,1813
48,0005,1814
48,0005,1818
38,0100,0433
48,0005,1815
48,0005,1817
48,0005,1816
48,0005,1819
79

8,045,578
8,045,581
FGU 8/SD80-28 Art.Nr: 8,045,578
48,0005,1823
FGU 9 / SD28 Art.Nr: 8,045,581
80

48,0005,1839
48,0005,1843
48,0005,1845
FOU 30 / ML 10 Art.Nr: 8,045,579
48,0005,1840
48,0005,1841
48,0005,1842
48,0005,1798
48,0005,1846
81

Fernbedienung Art.Nr: 8,046,036
48,0005,1853
48,0005,1816
48,0005,1854
82

FTH 18/D16-25 Art.Nr: 48,0005,1752
48,0005,1752
FTH 21 Art.Nr: 48,0005,1777
48,0005,1777
83

48,0005,1838
48,0005,1838
48,0005,1825
48,0005,1838
Geschlossene Führungsringe
48,0005,1826
48,0005,1827
48,0005,1824
Gerade Führungsschienen (starr und exibel)
84

Schaltplan
85

86

87

FCP 600 - II
Spare parts recommendation,
D
Mechanical spare parts

FRONIUS INTERNATIONAL GMBH
TechSupport Automation
)URQLXVSODW]$:HOV$XVWULD
7HO)D[
(0DLOVDOHV#IURQLXVFRP
www.fronius.com
8QGHUKWWSZZZIURQLXVFRPDGGUHVVHV\RXZLOOIiQGDOODGGUHVVHV
www.fronius.com/addresses
RIRXU6DOHVVHUYLFHSDUWQHUVDQG/RFDWLRQV

FCP 600 - II
Spare parts recommendation,
D
Mechanical spare parts
 Loading...
Loading...